Technika lutow nicza i instalatorska
28
-
Upload
truongduong -
Category
Documents
-
view
215 -
download
0
Transcript of Technika lutow nicza i instalatorska

TECHNIKA LUTOWNICZA
I INSTALATORSKA
VII-1
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
VIITECHNIKA
LUTOWNICZA I INSTALATORSKA
SPIS TREŚCI1. Materiały do lutowania VII-4
1.1. Luty srebrne bezkadmowe VII-41.2. Luty srebrne specjalnego przeznaczenia VII-51.3. Luty trójwarstwowe - TRIMETALE VII-61.4. Luty miedziano - fosforowe VII-61.5. Luty miedziane na bazie stopu brązu VII-71.6. Luty na bazie niklu VII-71.7. Luty miękkie VII-81.8. Luty aluminiowe i z dodatkiem magnezu VII-91.9. Topniki VII-9
2. Zastosowanie materiałów do lutowania VII-112.1. Lutowanie węglików spiekanych VII-112.2. Wymienniki ciepła VII-132.3. Urządzenia grzewcze, chłodnicze, klimatyzacje VII-142.4. Urządzenia pomiarowe VII-152.5. Konstrukcje elektrotechniczne VII-162.6. Kolektory słoneczne VII-172.7. Grzejniki VII-182.8. Konstrukcje rurowe VII-192.9. Lampy VII-202.10. Jubilerstwo VII-21
3. Urządzenia tlenowo-wodorowe (generatory tlenu i wodoru) VII-224. Palniki do lutowania i lutownice VII-235. Urządzenia instalatorskie VII-25
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-2
Wobecnej edycji katalogu, ze względu na duże zainteresowanie, rozszerzyliśmy rozdział poświęcony technice lutowniczej. Liczymy na to, że informacje tutaj zawarte będą dla Państwa pomocne przy odpowiednim doborze
materiałów lutowniczych oraz posłużą jako podręcznik do uzupełnienia wiedzy w zakresie tematu lutowania. Rozdział ten został podzielony na pięć części. Pierwsza zawiera informacje na temat gatunków lutów, ich temperatur topnienia, gęstości, wytrzymałości itp.Część drugą podzieliliśmy na branże, dzięki czemu łatwiej można dobrać odpowiednie spoiwo do rodzaju wykonywanej pracy.W części trzeciej znajdziecie Państwo informacje na temat urządzeń do lutowania i podgrzewania za pomocą wodoru i tlenu, a w czwartej przedstawiamy ofertę na palniki gazowe przeznaczone do lutowania za pomocą propanu lub acetylenu. W ostatniej piątej części zamieściliśmy ciekawe urządzenia przeznaczone głównie (ale nie tylko) dla branży instalatorskiej.Producentami naszych materiałów i urządzeń do lutowania są znane firmy charak- teryzujące się wysoką jakością swoich produktów, takie jak np.: STELLA WELDING, OXYWELD, a wysoko wyspecjalizowani pracownicy naszej firmy gwarantują fachową obsługę i chętnie udzielą informacji i opinii związanych z zagadnieniem doboru odpowiednich materiałów lutowniczych jak i osprzętu. Zapraszamy do nawiązania kontaktów handlowych – adresy i numery telefonów znajdziecie Państwo na końcu katalogu.
Lutowanie jest najstarszym procesem spawalniczym. Jest to metoda łączenia materiałów zapewniająca połączenie o fizycznej ciągłości, wykonane spoiwem o temperaturze topnienia niższej niż temperatura topnienia materiałów łączonych. Materiały dodatkowe stosowane w procesach lutowania to lut oraz topnik lutowniczy, które są niezbędne do wykonania połączenia lutowanego. Spoiwo do lutowania – lut – jest to metal lub stop metali przeznaczony do utworzenia lutowiny w procesie lutowania. Luty dzielą się na luty miękkie, o temperaturze topnienia nie przekraczającej 450°C oraz na luty twarde, o temperaturze topnienia powyżej 450°C. Warunkiem utworzenia lutowiny jest odpowiednia zwilżalność i rozpływność lutu, czyli zdolność roztopionego lutu do zwilżania materiału lutowanego oraz rozpływania się po tym materiale. Zasadniczą rolę w tym procesie spełnia topnik lutowniczy. Jest to substancja niemetaliczna, która w procesie lutowania zapewnia wymaganą zwilżalność i rozpływność lutu na materiale lutowanym, przez redukcję tlenków występujących na powierzchniach materiału lutowanego i lutu oraz zapobieganie ponownemu ich utlenianiu się. W niektórych procesach lutowania rolę topnika spełniają odpowiednie atmosfery gazowe lub próżnia, a niekiedy bardzo aktywne odtleniacze zawarte w lucie.
Przygotowanie elementów do lutowania powinno uwzględniać:● zapewnienie czystości metalicznej powierzchni stykowych złącza,● odpowiedni montaż elementów, połączony niekiedy z naniesieniem lutu i topnika.Elementy łączone należy bezpośrednio przed lutowaniem dokładnie oczyścić z warstwy tlenków, niemetalicznych powłok ochronnych, tłuszczu i brudu. Przeprowadza się to metodami mechanicznymi (szczotkowanie, piaskowanie, obróbka ścierna) lub chemicznymi (trawienie i odtłuszczanie).Na oczyszczone elementy nakłada się lut i topnik. Lut układany jest przeważnie w postaci odpowiedniej kształtki bezpośrednio w szczelinie lutowniczej lub u jej wylotu. Topnik natomiast w postaci płynu lub pasty rozprowadza się po powierzchniach stykowych złącza oraz bezpośrednio przyległych do nich powierzchniach elementów, a także nakłada na kształtkę spoiwa.
Technologia lutowania podstawowych metali i stopów konstrukcyjnych
Lutowanie stali węglowych i niskostopowychLutowanie twarde stali węglowych i niskostopowych realizowane jest najczęściej przy użyciu lutów miedzianych i mosiężnych, bardzo rzadko natomiast przy zastosowaniu lutów srebrnych (słaba zwilżalność) i brązowych.Trwałość chemiczna tlenków żelaza istniejących na powierzchni powyższych materiałów łączonych jest dość niska. Dlatego też przy lutowaniu tych materiałów spoiwami mosiężnymi stosuje się topniki na osnowie boraksu i kwasu bornego.
Wstęp
VII-3 © RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
Lutowanie stali wysokostopowychWysokostopowe stale nierdzewne, żaroodporne i żarowytrzymałe należą do materiałów trudno lutowalnych. Lutowanie miękkie stosowane bywa tylko dla stali nierdzewnych. Jako lut stosuje się najczęściej czystą cynę lub spoiwa cynowo-ołowiowe o zawartości 30–60% Sn. Niezbędny jest również wysoko aktywny chemicznie topnik na osnowie chlorku cynku i kwasu solnego lub kwasu ortofosforowego.Lutowanie twarde nierdzewnych stali chromowo-niklowych, (z uwagi na znaczną wrażliwość na korozję międzykrystaliczną i naprężeniową) oraz stali chromowych, (z uwagi na tworzenie trwałej chemicznie błonki tlenkowej (Cr2O3)w warunkach przegrzania), prowadzi się najczęściej przy użyciu stosunkowo niskotopliwych spoiw srebrnych typu Ag-Cu-Zn, Ag-Cu-Zn-Ni.
Lutowanie stali z powłokami metalicznymiDo najpowszechniej stosowanych powłok metalicznych chroniących stal przed korozją należą powłoki cynowe i kadmowe. Do lutowania stali ocynkowanych i kadmowanych stosuje się spoiwa cynowo-ołowiowe (40–60% Sn) lub zapewniające nieco wyższe własności mechaniczne połączeń spoiwa ołowiowo-kadmowe lub kadmowo-cynkowe.
Lutowanie węglików spiekanych i stali szybkotnącychW przypadku lutowania płytek z węglików spiekanych podstawowy problem technologiczny stanowi kompensacja naprężeń cieplnych w lutowinie, wynikająca z dużego zróżnicowania współczynników rozszerzalności cieplnej spieku i stali, a także ochrona spieku przed nadmiernym wskrośnym utlenianiem. W celu kompensacji powyższych naprężeń w odpowiedzialnych narzędziach o większych wymiarach stosuje się specjalne wkładki pośredniczące z folii lub siatki. Produkowane są również wkładki kompensacyjne platerowane obustronnie spoiwem. Do lutowania spieków ze stalowy- mi korpusami narzędzi, stosowane są najczęściej luty mosiężne oraz srebrne z niklem względnie manganem oraz topniki boraksowo-fluorkowe.
Lutowanie żeliwaLutowanie żeliw wykonuje się najczęściej przy naprawach odlewów. Do lutowania miękkiego tych materiałów stosuje się luty cynowo-ołowiowe o stosunkowo wysokiej zawartości cyny lub czystą cynę.Z uwagi na wrażliwość żeliw na przegrzanie (możliwość wydzielania się kruchego cementytu przy chłodzeniu) stosuje się niskotopliwe luty mosiężne i srebrne, często z dodatkiem niklu.
Lutowanie miedzi i jej stopówDo lutowania miękkiego miedzi można stosować wszystkie gatunki lutów cynowo-ołowiowych, spoiwa ołowiowo-srebrne, ołowiowo-kadmowe, kadmowo-cynowe, stopy niskotopliwe itp. oraz topniki aktywne na osnowie chlorku cynku lub topniki niekorozyjne – kalafoniowe i niskokorozyjne – aktywowane. Do lutowania twardego miedzi można stosować spoiwa mosiężne, srebrne i miedziano-fosforowe. W przypadku tych ostatnich możliwe jest lutowanie beztopnikowe, gdyż zawarty w nich fosfor spełnia rolę topnika odtleniając miedź. Nieco trudniej lutowalne od czystej miedzi są jej stopy z cynkiem – mosiądze. Lutowanie miękkie tych stopów przeprowadza się podobnie jak lutowanie miedzi. Nie należy jednak stosować do tego celu spoiw z antymonem wywołującym kruchość połączeń (antymon tworzy z cynkiem kruche fazy). Przy lutowaniu twardym mosiądzu stosuje się te same spoiwa (za wyjątkiem oczywiście lutów mosiężnych) jak przy lutowaniu miedzi.
Lutowanie niklu i jego stopówDo lutowania miękkiego niklu i jego stopów zaleca się stosowanie spoiw cynowo-ołowiowych o zawartości 40–60% Sn oraz topników takich, jak do lutowania stali. Dzięki stosunkowo wysokiej temperaturze topnienia niklu i jego stopów, do lutowania można stosować prawie wszystkie luty twarde, za wyjątkiem stopów zawierających fosfor, aluminium i magnez powodujących znaczną kruchość lutowin. Szczególnie dobre własności połączeń można uzyskać stosując spoiwa miedziane, mosiężne, niskotopliwe srebrne (z krzemem lub cyną) oraz żaroodporne luty niklowe i palladowe.
Lutowanie aluminium i miedzi z aluminiumDo lutowania aluminium i jego stopów stosuje się spoiwo aluminiowe z dodatkiem krzemu (AlSi12) oraz odpowiedni topnik. Istnieją także możliwości połączenia miedzi ze stopami aluminium za pomocą lutu cynkowego z niewielką zawartością Al (AlZn98).
Do bezpiecznej pracy przy lutowaniu zalecamy stosowanie:● okularów ochronnych DIN5 (rozdział IV)● rękawic ochronnych (rozdział IV)● urządzeń filtrowentylacyjnych (rozdział Vb)
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-4 1. Materiały do lutowania
■ Wymienione spoiwo jest podstawowym materiałem do lutowania, łączącym z łatwością żelazne jak i nieżelazne materiały (stal czarna, miedź, mo-siądz). Dostępne w wielu różnych formach (pręty, pręty otulone, druty, paski, pierścionki, tabletki, pasty i proszki), łatwo „płyną”, są ciągliwe i silne. Wszystkie te luty nie zawierają kadmu, dzięki czemu mogą być używane w kontaktach z żywnością i wodą pitną, a także w połączeniach, które są wykonywane w miejscach takich jak np. szpitale i restauracje. Luty te podzielone są na dwie kategorie: z cyną lub bez cyny. Cyna jest zastosowana, aby obniżyć temperaturę topnienia stopu. Podczas lutowania następuje zjawisko utleniania dlatego zaleca się stosowanie odpowiednich topników.
Nr katalogowy* Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość Wytrzy-
małość Normy
Ag Cu Zn Sn Si (°C) (g/cm³) (kg/mm²) ISO 17672 EN 1044 AWS A5.8-04
31 60 XXXXXX Ag60Sn 60 23 14 3 620-685 9,6 48 AG 101
31 56 XXXXXX Ag56Sn 56 22 17 5 620-650 9,4 48 Ag 156 AG 102 B Ag-7
31 55 XXXXXX Ag55Sn 55 21 22 2 630-660 9,4 44 Ag 155 AG 103
31 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 9,2 43 Ag 145 AG 104 B Ag-36
31 40 XXXXXX Ag40Sn 40 30 28 2 640-700 9,1 44 Ag 140 AG 105 B Ag-28
31 38 XXXXXX Ag38Sn 38 31 29 2 660-720 9,1 45 Ag 138 B Ag-34
31 34 XXXXXX Ag34Sn 34 36 27,5 2,5 630-730 9 48 Ag 134 AG 106
31 30 XXXXXX Ag30Sn 30 36 32 2 650-750 8,8 48 Ag 130 AG 107
31 25 XXXXXX Ag25Sn 25 40 33 2 680-760 8,8 48 Ag 125 AG 108
31 60 XXXXXX Ag60 60 26 14 695-730 9,5 45 AG 202
31 45 XXXXXX Ag44 44 30 26 670-730 9,1 51 Ag 245 AG 203 B Ag-15
31 40 XXXXXX Ag40 40 30 30 660-720 9,1 46 Ag 244
31 35 XXXXXX Ag35 35 32 33 680-730 9 48 Ag 235 B Ag-35
31 30 XXXXXX Ag30 30 38 32 690-760 8,9 50 Ag 230 AG 204 B Ag-20
31 25 XXXXXX Ag25 25 40 35 690-800 8,8 45 Ag 225 AG 205
31 20 XXXXXX Ag20 20 44 36 X 690-810 8,7 43 AG 206
31 12 XXXXXX Ag12 12 48 40 X 800-830 8,4 48 Ag 212 AG 207
31 05 XXXXXX Ag5 5 55 40 X 820-890 8,4 48 Ag 205 AG 208
Charakterystyka
Pręty Ø 0,5 ...... 4 mm długość: 500 / 1.000 mm
Pręty otulone Ø 1,5 - 2 - 3 mm długość: 500 mm
Szpule Ø 0,25 ..... 3 mm zwoje i szpule
Taśmy grubość: 0,1 ... 1 mm szerokość: 1,5 ... 65 mm
Proszki i pasty pierścienie różne typy kształtów wykonanych z taśm i zwojów
1. MATERIAŁY DO LUTOWANIA1.1. Luty srebrne bezkadmowe
VII-51. Materiały do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość Wytrzy-
małość Normy
Ag Cu Zn Ni Mn Inne (°C) (g/cm³) (kg/mm²) ISO 17672 EN 1044 AWS
A5.8-04
Luty srebrne z dodatkiem niklu
31 27 XXXXXX Ag27MnNi 27 38 20 5,5 9,5 680-830 8,7 53 Ag 427 AG 503
31 40 XXXXXX Ag40Ni 40 30 28 2 670-780 8,9 Ag 440
31 49 XXXXXX Ag49MnNi 49 16 23 4,5 7,5 680-705 8,9 55 Ag 449 AG 502 B Ag-22
31 49 XXXXXX Ag49MnNi/1 49 27 21 0,5 2,5 670-690 8,9
31 50 XXXXXX Ag50Ni 50 20 28 2 660-715 9 45 Ag 450 B Ag-24
Luty srebrne bez dodatku miedzi (odporne na amoniak)
31 72 XXXXXX Ag72Zn 72 28 710-730 8,4 44
Luty srebrne bez dodatku cynku (przeznaczone do lutowania w piecach)
31 99 XXXXXX Ag99,99 99,99 960-960 10,5
31 60 XXXXXX Ag60Sn/1 60 30 Sn10 600-720 9,8 Ag 160 AG 402
31 72 XXXXXX Ag72 72 28 780-780 10 35 Ag 272 AG 401 B Ag-8
31 40 XXXXXX Ag40Ni/1 40 58 2 780-900 9,6 35
Luty srebrne z dodatkiem indu
31 56 XXXXXX Ag56InNi 56 27 - 2,5 - In14,5 600-710 AG 403
Charakterystyka
Pręty Ø 0,5 .... 4 mm długość: 500 / 1.000 mm
Pręty otulone Ø 1,5 - 2 - 3 mm długość: 500 mm
Szpule Ø 0,25 .... 3 mm zwoje i szpule
Taśmy grubość: 0,1 ... 1 mm szerokość: 1,5 ... 65 mm
Proszki i pasty pierścienie różne typy kształtów wykonanych z taśm i zwojów
1.2. Luty srebrne specjalnego przeznaczenia
■ Materiały, które poprzez dodanie specjalnych elementów do ich podstawowej kompozycji uzy-skują specyficzne właściwości aby móc zastosować je w trudnych warunkach.
Dla przykładu dodanie niklu pomaga łączyć trudne do polutowania materiały (takie jak stal ni-skowęglowa, stal narzędziowa, węgliki wolframu, nikiel i jego stopy, itd.) oraz poprawia odpor-ność na korozję. Magnez pomaga w lutowaniu węglików.
Stopy bez cynku wykorzystuje się do lutowania w piecach (lutowanie w atmosferze, lutowanie próżniowe itp.). Stopy bez miedzi są odporne na użycie amoniaku.
Do bezpiecznej pracy przy lutowaniu zalecamy stosowanie:● okularów ochronnych DIN5 (rozdział IV)● rękawic ochronnych (rozdział IV)● urządzeń filtrowentylacyjnych (rozdział Vb)
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-6 1. Materiały do lutowania
Do pracy przy lutowaniu miedzi zalecamy stosowanie produktu:miedź spray MOST (rozdział VI) - do pokrywania odbarwień powstających przy lutowaniu miedzi.
■ Trójwarstwowe paski zawierające dwie warstwy lutu srebrnego przedzielonego jedną warstwą mie-dzianą, są przeznaczone do lutowania węglików spiekanych ze stalą, w szczególności dużych elementów. Pasek miedziany absorbuje i odciąża naprężenia powstałe podczas stygnięcia między węglikiem, a mate-riałem bazowym, co zapobiega pękaniu.
1.4. Luty miedziano - fosforowe
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość
ProporcjeAg Cu Zn Ni Mn (°C) (g/cm³)
31 49 XXXXXX Ag49MnNi/1 TR 49 28 21 0,5 2,5 670-690 9 1:2:131 49 XXXXXX Ag49MnNi/1 TR 161 49 28 21 0,5 2,5 670-690 9 1:6:131 49 XXXXXX Ag49MnNi/1 TR 111 49 28 21 0,5 2,5 670-690 9 1:1:131 40 XXXXXX Ag40Ni TR 40 30 28 2 670-780 8,9 1:2:131 38 XXXXXX Ag38MnNi TR 38 26 24 4,5 7,5 650-690 8,9 1:2:1
CharakterystykaTaśmy trójwarstwowe: grubość: 0,1 … 0,8 mm szerokość: 1,5 … 70 mm
Różnego rodzaju kształty, formy, taśmy
Nr katalogowy SymbolSkład (%) Zakres temp.
SOL-LIQ Gęstość Wytrzy- małość Normy
Ag Cu P Sn Si (°C) (g/cm³) (kg/mm²) ISO 17672 EN 1044 AWS A5.8-04
33 08 XXXXXX CuCu P8P8 92 8 710-750 8 60 CP 20133 07 XXXXXX CuP7,5 93 8 710-760 8,1 5833 07 XXXXXX CuP7 93 7 710-800 8,1 58 CuP 180 CP 202 BCuP-233 06 XXXXXX CuP6 94 6 710-880 8,1 56 CP 20333 07 XXXXXX CuP7Sn 86 7 7 650-700 8 60 CuP 386 CP 302 BCuP-934 03 XXXXXX Ag0,3CuPSn 0 92 7 1 700-790 8,1 6034 04 XXXXXX Ag0,4CuP 0 93 7 650-810 8,2 5834 02 XXXXXX Ag2CuP 2 92 7 650-810 8,1 55 CuP 279 CP 105 BCuP-634 02 XXXXXX Ag2CuPSi 2 92 7 X 650-810 8,1 5534 05 XXXXXX Ag5CuP 5 89 6 650-810 8,2 55 CuP 281 CP 104 BCuP-334 05 XXXXXX Ag5CuPSi 5 89 6 X 650-810 8,2 5534 06 XXXXXX Ag6CuP 6 87 7 650-740 8,3 55 CuP 283 BCuP-434 10 XXXXXX Ag10CuP 10 84 6 650-750 8,3 6534 15 XXXXXX Ag15CuP 15 80 5 650-800 8,4 54 CuP 284 CP 102 BCuP-534 18 XXXXXX Ag18CuP 18 75 7 650 8,4 50 CuP 286 CP 101
Charakterystyka
Pręty Ø 1,5 ... 4 mm długość: 500 / 1.000 mmPręty otulone Ø 1,5 - 2 mm długość: 500 mmSzpule Ø 0,5 ... 3 mm zwoje i szpuleTaśmy grubość: 0,1 ... 1 mm szerokość: 1,5 ... 120 mmProszki i pasty pierścienie
1.3. Luty trójwarstwowe - TRIMETALE
■ Luty miedziano - fosforowe są najczęściej używane do połączeń miedzi z innymi materiałami (np. mo-siądzem, brązem). Przy lutowaniu miedzi z miedzią, dzięki zawartości fosforu w lucie można zrezygnować z zastosowania dodatkowego topnika.Natomiast topnik jest wymagany kiedy używamy tego rodzaju lutów do połączenia miedzi z mosiądzem lub z brązem. Dostępne formy to: pręty, druty, pierścionki, tabletki, pasty oraz proszki. Lut Ag15CuP jest dostępny również w formie pasków. Luty miedziano-fosforowe nie powinny być używane do łączenia z żelazem lub niklem.
VII-71. Materiały do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość Wytrzy-
małość Normy
Cu Zn Ag Ni Mn Sn Si Inne (°C) (g/cm³) (kg/mm²) ISO 17672 EN 1044 AWS A5.8-04
32 60 XXXXXX Cu60Zn 60 reszta x 875-895 8,4 40 Cu 470a CU 30132 59 XXXXXX Cu59ZnSn 59 reszta x x 875-895 8,4 45 Cu 470 CU 302 RBCuZn-A32 59 XXXXXX Cu59ZnSnMn 59 reszta x x 1 x 870-890 8,4 45 Cu 681 CU 30632 59 XXXXXX Cu59ZnAg 59 reszta 1 x x x 860-890 8,4 4532 59 XXXXXX SUPER Cuprox 59 reszta 1 x x x
32 48 XXXXXX Cu48ZnNi10 48 reszta 10 x 890-920 8,7 54 Cu 773 CU 305 RBCuZn-D
32 48 XXXXXX Cu48ZnNi9Ag 48 reszta 1 9 x 890-920 8,7 54
32 53 XXXXXX Cu53ZnNi6 53 reszta 6 x 900-920 49
32 97 XXXXXX Cu97Ni3B 97 3 B 0,03 1081-1101 8,9 Cu 186
32 87 XXXXXX Cu87MnCo3 87 10 Co 3 980-1030 8,7
32 86 XXXXXX Cu86MnNi2 86 2 12 960-990 8,8
32 85 XXXXXX Cu85MnNi3 85 3 12 960-990 8,8
32 58 XXXXXX Cu58ZnMnCo2 57,5 38,5 2 Co 2 880-930 8,2
32 52 XXXXXX CuMn38Ni9,5 52,5 9,5 38 880-925 7,7
32 99 XXXXXX Cu99,9 99,9 1083 8,9 22 CU 101
Charakterystyka
Pręty Ø 0,5 ... 10 mm długość: 500 / 1.000 mm
Pręty otulone Ø 1,5 - 2 - 2,5 - 3 - 4 - 5 - 6 mm długość: 500 / 1.000 mm
Szpule Ø 1 ... 6 mm zwoje i szpule
Taśmy grubość: 0,1 ... 1 mm szerokość: 5 ... 65 mm
Proszki i pasty pierścienie, pręty, szpule różnego rodzaju kształty
■ Ta grupa zawiera cztery różne kategorie lutów:● luty mosiężne użytku ogólnego,● luty mosiężne z dodatkiem srebra lub/i niklu,● luty mosiężne o wysokiej temp. topnienia oraz specjalnego przeznaczenia,● luty miedziane do lutowania twardego piecowego.Wszystkie te luty są ekonomiczne w użyciu i są dostępne w wielu różnych formach (pręty, druty, paski, tabletki, proszki i pasty). Luty mosiężne można używać do lutowania z topnikiem lotnym.
■ Tego rodzaju materiały do lutowania są zazwyczaj używane gdy specyfikacja wymaga dobrej odporności na korozję lub/i niezwykle wysokie temperatury. Idealnie nadaje się do lutowania stali niskostopowej i połączeń na bazie niklu. Znajduje wiele zastosowań w prze-myśle hutniczym, narzędziach diamentowych jak i w przemyśle kosmicznym. Dostępne w postaci proszku lub pasty. Lutowanie zazwyczaj odbywa się w odpowiedniej atmosferze lub w próżni.
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Normy
Ni Cr Fe Si B C P Mn Cu (°C) EN 1044 AWS A5.8-04
35 51 XXXXXX Ni1 reszta 14 4,5 4,5 3,1 0,7 1021-1052 NI 101 BNi-135 51 XXXXXX Ni1a reszta 14 4,5 4,5 3,1 977-1077 NI 1A1 BNi-1a35 52 XXXXXX Ni2 reszta 7 3 4,1 3 971-999 NI 102 BNi-235 53 XXXXXX Ni3 reszta 4,5 2,9 982-1037 NI 103 BNi-335 54 XXXXXX Ni4 reszta 3,5 1,9 982-1066 NI 104 BNi-435 55 XXXXXX Ni5 reszta 19 10 1080-1135 NI 105 BNi-535 56 XXXXXX Ni6 reszta 11 875-875 NI 106 BNi-635 57 XXXXXX Ni7 reszta 14 10 890-890 NI 107 BNi-735 58 XXXXXX Ni8 reszta 7 23 4,5 982-1010 NI 108 BNi-835 59 XXXXXX Ni9 reszta 15 3,6 1021-1052 NI 109 BNi-9
Charakterystyka
Proszki i pasty, tasmy, pręty
1.5. Luty miedziane na bazie stopu brązu
1.6. Luty na bazie niklu
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-8 1. Materiały do lutowania
■ Luty miękkie charakteryzują się niską temperaturą topnienia, stosunkowo niską wytrzymałością, dobrą plastycznością i niską twardością (ok. 15HB). Największą ich zaletą jest możliwość wykonania połączeń w stosunkowo niskich temperaturach. Dzięki temu można polutować materiały wrażliwe na przegrzanie bądź polutować w bezpośrednim sąsiedztwie takich materiałów.Spośród lutów miękkich najszersze zastosowanie mają luty cynowo-ołowiane.Jednak ze względu na zawartość ołowiu w w/w stopach coraz częściej używa się lu-tów cynowych z dodatkiem miedzi lub srebra.
Nr katalogowy SymbolSkład (%) Zakres temp. SOL-LIQ Normy
Sn Pb Ag Cd Inne 170°C 190°C 200°C 250°C 300°C DIN 1707 EN 29453
30 99 XXXXXX Sn100 99,9 232
30 80 XXXXXX SnPb80/20 80 20 183 205 Sn80Pb2030 63 XXXXXX SnPb63/37 63 37 183 Sn63Pb S-Sn63Pb3730 60 XXXXXX SnPb60/40 60 40 183 190 Sn60Pb S-Sn60Pb4030 50 XXXXXX SnPb50/50 50 50 183 215 Sn50Pb S-Pb50Sn5030 40 XXXXXX SnPb40/60 40 60 183 235 Pb60Sn S-Pb60Sn4030 33 XXXXXX SnPb33/67 33 67 183 242 PbSn3330 30 XXXXXX SnPb30/70 30 70 183 255 PbSn30 S-Pb70Sn3030 08 XXXXXX SnPb8/92 8 92 280 305 S-Pb92Sn8
30 99 XXXXXX Pb100 99,9 327
30 95 XXXXXX SnSb95/5 95 Sb 5 230 240 SnSb5 S-Sn95Sb530 67 XXXXXX SnCu97/3 97 Cu 3 230 250 SnCu3 S-Sn97Cu3
30 99 XXXXXX Cd82Zn16Ag 2 82 Zn 16 270 280 Cd82Zn16Ag2
30 98 XXXXXX Ag2Sn 98 2 221- 22530 96 XXXXXX Ag3,5Sn 96,5 3,5 221 S-Sn97Ag330 95 XXXXXX Ag5Sn 95 5 221-235 SnAg530 90 XXXXXX Ag10Sn 90 10 221 30030 63 XXXXXX Ag1,4SnPb 63 35,6 1,4 178 Sn63PbAg
30 05 XXXXXX Ag1,5SnPb 5 93,5 1,5 296 301
Charakterystyka
Sztaby, pręty, pasty Różne rozmiary
Druty bez topnika Ø 0,5 ... 3 mm
Druty z topnikiem Ø 0,8 ... 3 mmTaśmy Proszki i pasty Pierścienie
1.7. Luty miękkie
Do bezpiecznej pracy przy lutowaniu zalecamy stosowanie:● okularów ochronnych DIN5 (rozdział IV)● rękawic ochronnych (rozdział IV)● urządzeń filtrowentylacyjnych (rozdział Vb)
VII-91. Materiały do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
1.8. Luty aluminiowe i z dodatkiem magnezu
1.9. Topniki
■ Druty aluminiowe i druty z dodatkiem magnezu są wykorzystywane przy użyciu techniki TIG/MIG aby połączyć aluminium z materiałem na bazie magnezu. Niektóre materiały można wykorzystać w technice lutowania przy użyciu z odpowiednim topnikiem (np. AlSi12), lub lutami cynkowymi.
■ W większości przypadków w procesie lutowania konieczne jest zastosowanie topnika. Podgrzanie powierzchni metalu przyspiesza proces formowa-nia się tlenków. Tlenki uniemożliwiają zwilżanie powierzchni, dlatego też trzeba zapobiec ich powstawaniu.Użycie topnika chroni powierzchnię przed działaniem powietrza, uniemożliwia tworzenie się tlenków, a także usuwa tlenki powstające podczas pod-grzewania lub te, które pozostały jeszcze na lutowanej powierzchni po procesie oczyszczania.Posiadamy w ofercie topniki do srebra, brązu/mosiądzu, aluminium oraz do lutowania miękkiego, dostępne w postaci proszku, pasty i płynnej.
Nr katalogowy SymbolSkład (%) Zakres temp. SOL-LIQ Normy
AI Si Mg Mn Zn Zr 400°C 450°C 550°C 600°C ISO 17672 AWS A5.8 EN 1044
35 12 XXXXXX AlSi12 reszta 12 0,05 0,15 0,15 573 585 Al112 BAlSi-4 Al104
35 98 XXXXXX AlZn98 2 98 430 440 L-ZnAl235 78 XXXXXX AlZn78 22 78 441 471
Charakterystyka
Pręty Ø 1,6 … 5 mm długość: 1 000 mmPręty z topnikiem w środku Ø 2 … 5 mm tylko AlSi12 - AlZn98 - AlZn78
Szpule Ø 0,8 ... 3,2 mm na szpuli DIN 300 i DIN 100
Postacie lutów proszki i pasty pierścienie, drut na szpuli z topnikiem w środku, pręty, taśmy, szpule, różnego rodzaju kształty (na specjalne zamówienie)
Różne kształty tworzone z drutów i taśm
Topniki do lutów na bazie srebra
Nr katalogowy Symbol
Zakres temp. Postać NormaZastosowanie
500°C 1000°C Proszek Pasta EN 1045 39 02 XXXXXX FLUX AG1 550 800 X X FH 10 do zastosowania ogólnego39 02 XXXXXX FLUX AG2 550 800 X FH 10 zastosowanie ogólne - łatwiej przylega do pręta lutu39 02 XXXXXX FLUX AG3 600 850 X X FH 10 do wysokich temperatur39 02 XXXXXX FLUX AG4 550 850 X X FH 10 zastosowanie ogólne - bardzo duży zakres temperatur39 02 XXXXXX FLUX AG5 700 1000 X X FH 20 do bardzo wysokich temperatur39 02 XXXXXX FLUX AG6 550 850 X FH 11 do stopów aluminium39 02 XXXXXX FLUX AG7 500 800 X X FH 10 zastosowanie ogólne, także do stali nierdzewnej39 02 XXXXXX FLUX AG8 550 800 X FH 12 do stali nierdzewnej i twardych metali
39 02 XXXXXX FLUX AG11 500 800 X FH 10 zastosowanie ogólne, także do stali nierdzewnej - do użycia z automatycznym dozowaniem topnika
39 02 XXXXXX FLUX AG12 550 800 X FH 12 do stali nierdzewnej i twardych metali - do użycia z automatycznym dozowaniem topnika
39 02 XXXXXX ANTIFLUX X produkt zapobiegający zwilżaniu metalu (działa podob-nie jak płyn antyodpryskowy przy spawaniu)
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-10 1. Materiały do lutowania
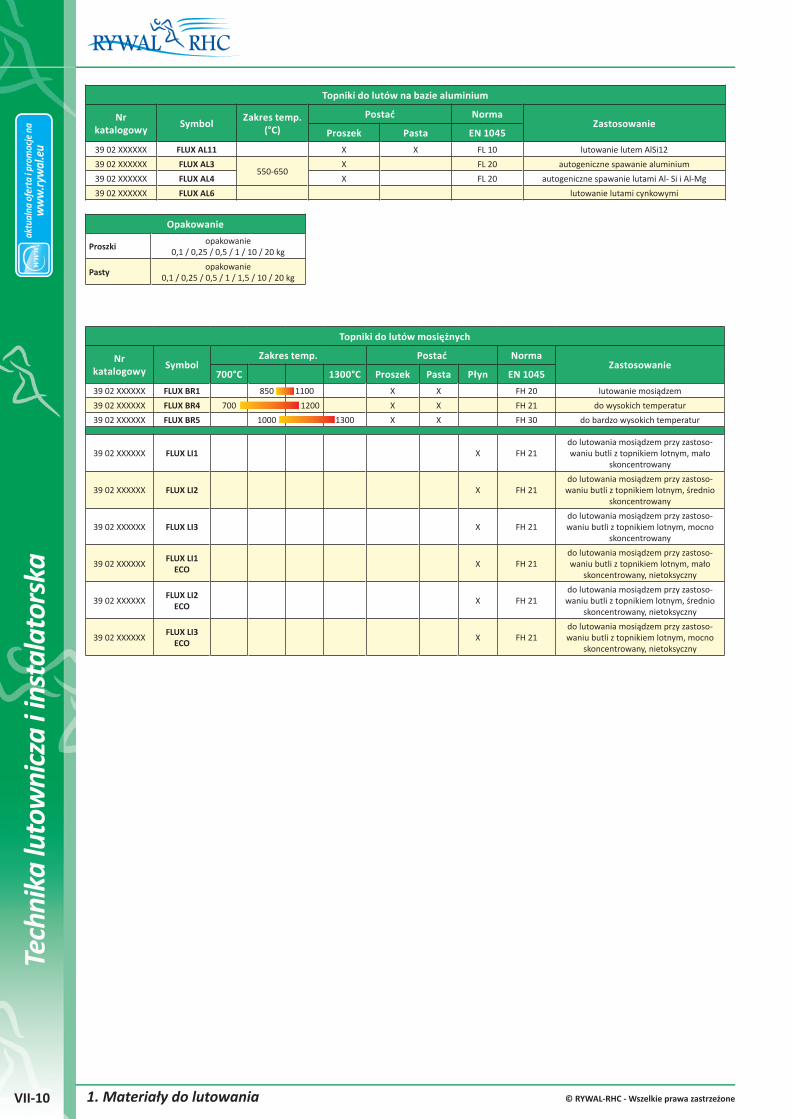
Topniki do lutów na bazie aluminium
Nr katalogowy Symbol Zakres temp.
(°C)Postać Norma
ZastosowanieProszek Pasta EN 1045
39 02 XXXXXX FLUX AL11 X X FL 10 lutowanie lutem AlSi1239 02 XXXXXX FLUX AL3
550-650X FL 20 autogeniczne spawanie aluminium
39 02 XXXXXX FLUX AL4 X FL 20 autogeniczne spawanie lutami Al- Si i Al-Mg39 02 XXXXXX FLUX AL6 lutowanie lutami cynkowymi
Opakowanie
Proszki opakowanie0,1 / 0,25 / 0,5 / 1 / 10 / 20 kg
Pasty opakowanie0,1 / 0,25 / 0,5 / 1 / 1,5 / 10 / 20 kg
Topniki do lutów mosiężnych
Nr katalogowy Symbol
Zakres temp. Postać NormaZastosowanie
700°C 1300°C Proszek Pasta Płyn EN 1045 39 02 XXXXXX FLUX BR1 850 1100 X X FH 20 lutowanie mosiądzem39 02 XXXXXX FLUX BR4 700 1200 X X FH 21 do wysokich temperatur39 02 XXXXXX FLUX BR5 1000 1300 X X FH 30 do bardzo wysokich temperatur
39 02 XXXXXX FLUX LI1 X FH 21do lutowania mosiądzem przy zastoso-waniu butli z topnikiem lotnym, mało
skoncentrowany
39 02 XXXXXX FLUX LI2 X FH 21do lutowania mosiądzem przy zastoso-
waniu butli z topnikiem lotnym, średnio skoncentrowany
39 02 XXXXXX FLUX LI3 X FH 21do lutowania mosiądzem przy zastoso-waniu butli z topnikiem lotnym, mocno
skoncentrowany
39 02 XXXXXX FLUX LI1 ECO X FH 21
do lutowania mosiądzem przy zastoso-waniu butli z topnikiem lotnym, mało
skoncentrowany, nietoksyczny
39 02 XXXXXX FLUX LI2 ECO X FH 21
do lutowania mosiądzem przy zastoso-waniu butli z topnikiem lotnym, średnio
skoncentrowany, nietoksyczny
39 02 XXXXXX FLUX LI3 ECO X FH 21
do lutowania mosiądzem przy zastoso-waniu butli z topnikiem lotnym, mocno
skoncentrowany, nietoksyczny
VII-112. Zastosowanie materiałów do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
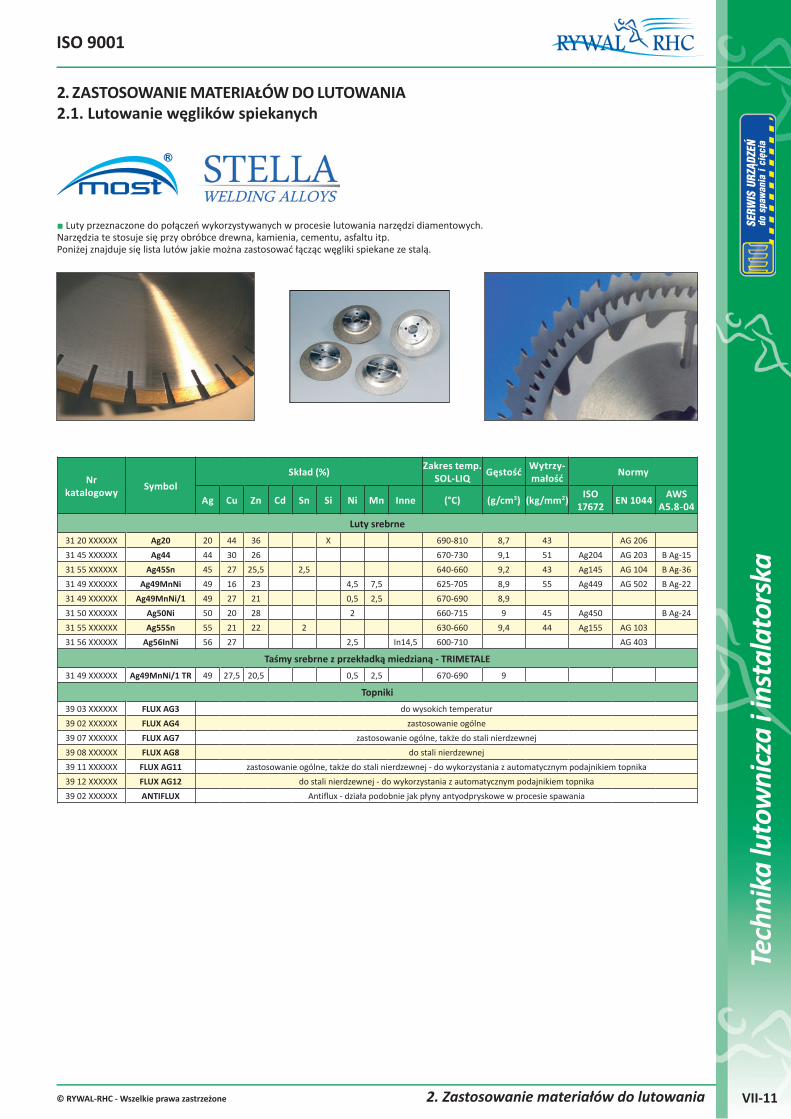
■ Luty przeznaczone do połączeń wykorzystywanych w procesie lutowania narzędzi diamentowych.Narzędzia te stosuje się przy obróbce drewna, kamienia, cementu, asfaltu itp.Poniżej znajduje się lista lutów jakie można zastosować łącząc węgliki spiekane ze stalą.
2. ZASTOSOWANIE MATERIAŁÓW DO LUTOWANIA2.1. Lutowanie węglików spiekanych
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość Wytrzy-
małość Normy
Ag Cu Zn Cd Sn Si Ni Mn Inne (°C) (g/cm³) (kg/mm²) ISO 17672 EN 1044 AWS
A5.8-04
Luty srebrne31 20 XXXXXX Ag20 20 44 36 X 690-810 8,7 43 AG 20631 45 XXXXXX Ag44 44 30 26 670-730 9,1 51 Ag204 AG 203 B Ag-1531 55 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 9,2 43 Ag145 AG 104 B Ag-3631 49 XXXXXX Ag49MnNi 49 16 23 4,5 7,5 625-705 8,9 55 Ag449 AG 502 B Ag-2231 49 XXXXXX Ag49MnNi/1 49 27 21 0,5 2,5 670-690 8,931 50 XXXXXX Ag50Ni 50 20 28 2 660-715 9 45 Ag450 B Ag-2431 55 XXXXXX Ag55Sn 55 21 22 2 630-660 9,4 44 Ag155 AG 10331 56 XXXXXX Ag56InNi 56 27 2,5 In14,5 600-710 AG 403
Taśmy srebrne z przekładką miedzianą - TRIMETALE31 49 XXXXXX Ag49MnNi/1 TR 49 27,5 20,5 0,5 2,5 670-690 9
Topniki39 03 XXXXXX FLUX AG3 do wysokich temperatur39 02 XXXXXX FLUX AG4 zastosowanie ogólne39 07 XXXXXX FLUX AG7 zastosowanie ogólne, także do stali nierdzewnej39 08 XXXXXX FLUX AG8 do stali nierdzewnej39 11 XXXXXX FLUX AG11 zastosowanie ogólne, także do stali nierdzewnej - do wykorzystania z automatycznym podajnikiem topnika39 12 XXXXXX FLUX AG12 do stali nierdzewnej - do wykorzystania z automatycznym podajnikiem topnika39 02 XXXXXX ANTIFLUX Antiflux - działa podobnie jak płyny antyodpryskowe w procesie spawania
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-12 2. Zastosowanie materiałów do lutowania
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość Wytrzy-
małość Normy
Ag Cu Zn Cd Sn Si Ni Mn Inne (°C) (g/cm³) (kg/mm²) ISO 17672 EN 1044 AWS A5.8-04
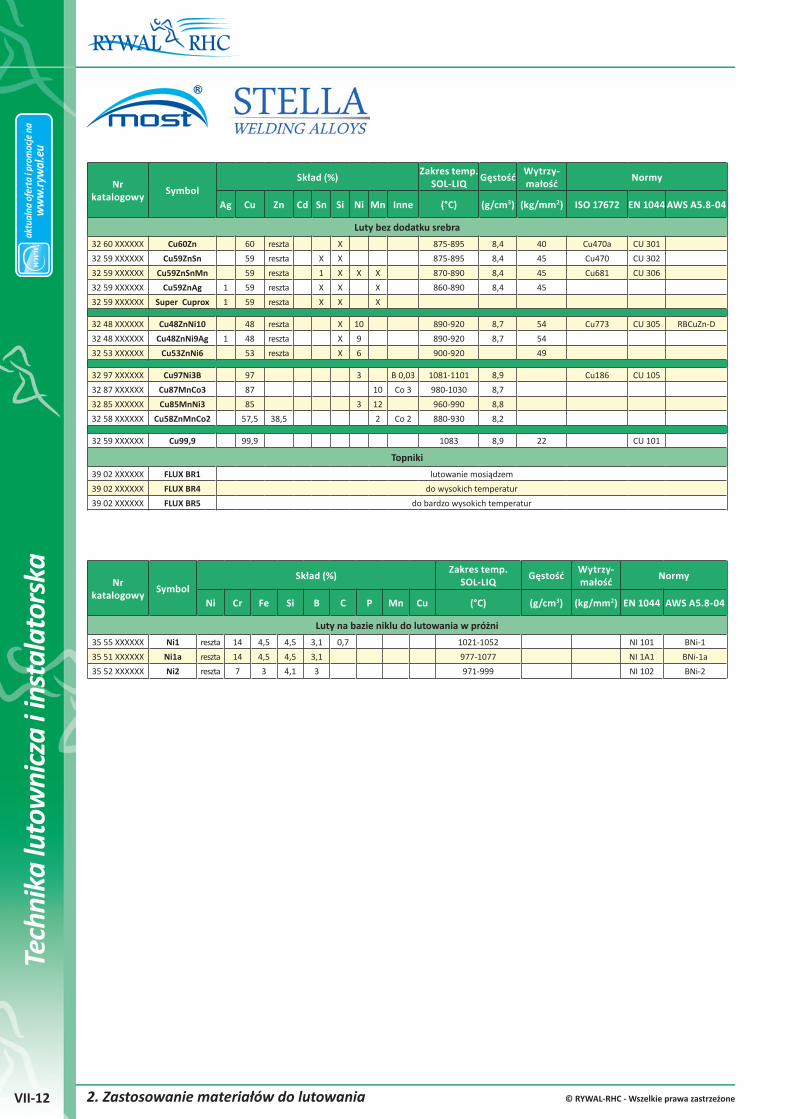
Luty bez dodatku srebra32 60 XXXXXX Cu60Zn 60 reszta X 875-895 8,4 40 Cu470a CU 30132 59 XXXXXX Cu59ZnSn 59 reszta X X 875-895 8,4 45 Cu470 CU 30232 59 XXXXXX Cu59ZnSnMn 59 reszta 1 X X X 870-890 8,4 45 Cu681 CU 30632 59 XXXXXX Cu59ZnAg 1 59 reszta X X X 860-890 8,4 4532 59 XXXXXX Super Cuprox 1 59 reszta X X X
32 48 XXXXXX Cu48ZnNi10 48 reszta X 10 890-920 8,7 54 Cu773 CU 305 RBCuZn-D32 48 XXXXXX Cu48ZnNi9Ag 1 48 reszta X 9 890-920 8,7 5432 53 XXXXXX Cu53ZnNi6 53 reszta X 6 900-920 49
32 97 XXXXXX Cu97Ni3B 97 3 B 0,03 1081-1101 8,9 Cu186 CU 10532 87 XXXXXX Cu87MnCo3 87 10 Co 3 980-1030 8,732 85 XXXXXX Cu85MnNi3 85 3 12 960-990 8,832 58 XXXXXX Cu58ZnMnCo2 57,5 38,5 2 Co 2 880-930 8,2
32 59 XXXXXX Cu99,9 99,9 1083 8,9 22 CU 101
Topniki39 02 XXXXXX FLUX BR1 lutowanie mosiądzem39 02 XXXXXX FLUX BR4 do wysokich temperatur39 02 XXXXXX FLUX BR5 do bardzo wysokich temperatur
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Gęstość Wytrzy-
małość Normy
Ni Cr Fe Si B C P Mn Cu (°C) (g/cm³) (kg/mm²) EN 1044 AWS A5.8-04
Luty na bazie niklu do lutowania w próżni35 55 XXXXXX Ni1 reszta 14 4,5 4,5 3,1 0,7 1021-1052 NI 101 BNi-135 51 XXXXXX Ni1a reszta 14 4,5 4,5 3,1 977-1077 NI 1A1 BNi-1a35 52 XXXXXX Ni2 reszta 7 3 4,1 3 971-999 NI 102 BNi-2
VII-132. Zastosowanie materiałów do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
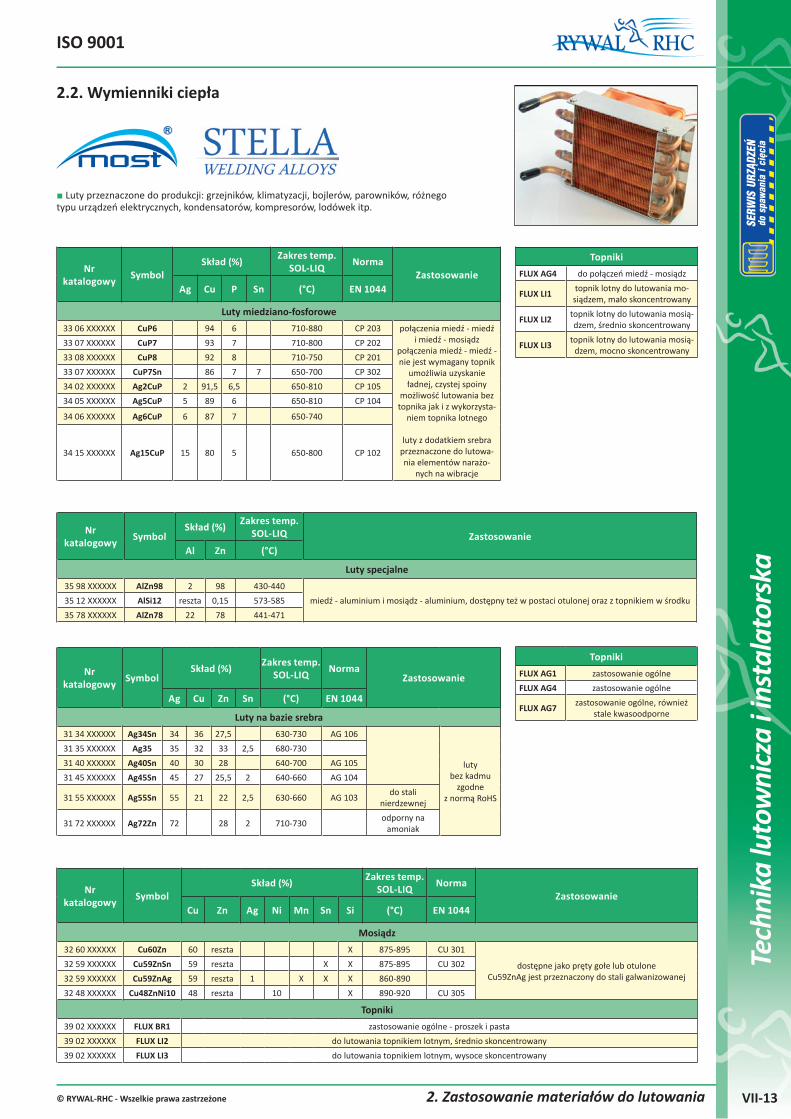
2.2. Wymienniki ciepła
■ Luty przeznaczone do produkcji: grzejników, klimatyzacji, bojlerów, parowników, różnego typu urządzeń elektrycznych, kondensatorów, kompresorów, lodówek itp.
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu P Sn (°C) EN 1044
Luty miedziano-fosforowe33 06 XXXXXX CuP6 94 6 710-880 CP 203 połączenia miedź - miedź
i miedź - mosiądzpołączenia miedź - miedź - nie jest wymagany topnik
umożliwia uzyskanie ładnej, czystej spoiny
możliwość lutowania bez topnika jak i z wykorzysta-
niem topnika lotnego
luty z dodatkiem srebra przeznaczone do lutowa-nia elementów narażo-
nych na wibracje
33 07 XXXXXX CuP7 93 7 710-800 CP 20233 08 XXXXXX CuP8 92 8 710-750 CP 20133 07 XXXXXX CuP7Sn 86 7 7 650-700 CP 30234 02 XXXXXX Ag2CuP 2 91,5 6,5 650-810 CP 10534 05 XXXXXX Ag5CuP 5 89 6 650-810 CP 104
34 06 XXXXXX Ag6CuP 6 87 7 650-740
34 15 XXXXXX Ag15CuP 15 80 5 650-800 CP 102
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Norma
ZastosowanieCu Zn Ag Ni Mn Sn Si (°C) EN 1044
Mosiądz32 60 XXXXXX Cu60Zn 60 reszta X 875-895 CU 301
dostępne jako pręty gołe lub otuloneCu59ZnAg jest przeznaczony do stali galwanizowanej
32 59 XXXXXX Cu59ZnSn 59 reszta X X 875-895 CU 30232 59 XXXXXX Cu59ZnAg 59 reszta 1 X X X 860-89032 48 XXXXXX Cu48ZnNi10 48 reszta 10 X 890-920 CU 305
Topniki39 02 XXXXXX FLUX BR1 zastosowanie ogólne - proszek i pasta39 02 XXXXXX FLUX LI2 do lutowania topnikiem lotnym, średnio skoncentrowany39 02 XXXXXX FLUX LI3 do lutowania topnikiem lotnym, wysoce skoncentrowany
Nr katalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Zastosowanie
Al Zn (°C)
Luty specjalne35 98 XXXXXX AlZn98 2 98 430-440
miedź - aluminium i mosiądz - aluminium, dostępny też w postaci otulonej oraz z topnikiem w środku35 12 XXXXXX AlSi12 reszta 0,15 573-58535 78 XXXXXX AlZn78 22 78 441-471
Nrkatalogowy Symbol
Skład (%) Zakres temp. SOL-LIQ Norma
Zastosowanie
Ag Cu Zn Sn (°C) EN 1044
Luty na bazie srebra31 34 XXXXXX Ag34Sn 34 36 27,5 630-730 AG 106
lutybez kadmu
zgodne z normą RoHS
31 35 XXXXXX Ag35 35 32 33 2,5 680-73031 40 XXXXXX Ag40Sn 40 30 28 640-700 AG 10531 45 XXXXXX Ag45Sn 45 27 25,5 2 640-660 AG 104
31 55 XXXXXX Ag55Sn 55 21 22 2,5 630-660 AG 103 do stali nierdzewnej
31 72 XXXXXX Ag72Zn 72 28 2 710-730 odporny na amoniak
TopnikiFLUX AG4 do połączeń miedź - mosiądz
FLUX LI1 topnik lotny do lutowania mo-siądzem, mało skoncentrowany
FLUX LI2 topnik lotny do lutowania mosią-dzem, średnio skoncentrowany
FLUX LI3 topnik lotny do lutowania mosią-dzem, mocno skoncentrowany
TopnikiFLUX AG1 zastosowanie ogólneFLUX AG4 zastosowanie ogólne
FLUX AG7 zastosowanie ogólne, również stale kwasoodporne
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-14 2. Zastosowanie materiałów do lutowania
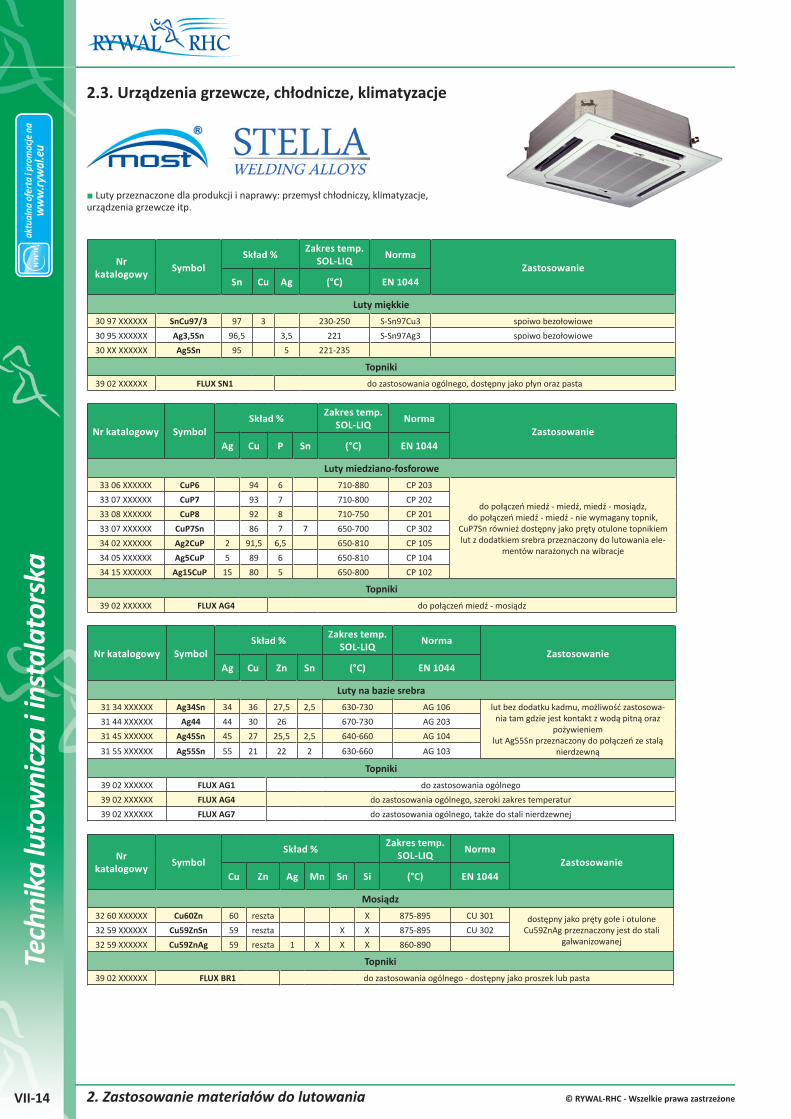
2.3. Urządzenia grzewcze, chłodnicze, klimatyzacje
■ Luty przeznaczone dla produkcji i naprawy: przemysł chłodniczy, klimatyzacje, urządzenia grzewcze itp.
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieSn Cu Ag (°C) EN 1044
Luty miękkie30 97 XXXXXX SnCu97/3 97 3 230-250 S-Sn97Cu3 spoiwo bezołowiowe30 95 XXXXXX Ag3,5Sn 96,5 3,5 221 S-Sn97Ag3 spoiwo bezołowiowe30 XX XXXXXX Ag5Sn 95 5 221-235
Topniki39 02 XXXXXX FLUX SN1 do zastosowania ogólnego, dostępny jako płyn oraz pasta
Nr katalogowy SymbolSkład % Zakres temp.
SOL-LIQ NormaZastosowanie
Ag Cu P Sn (°C) EN 1044
Luty miedziano-fosforowe33 06 XXXXXX CuP6 94 6 710-880 CP 203
do połączeń miedź - miedź, miedź - mosiądz,do połączeń miedź - miedź - nie wymagany topnik,
CuP7Sn również dostępny jako pręty otulone topnikiemlut z dodatkiem srebra przeznaczony do lutowania ele-
mentów narażonych na wibracje
33 07 XXXXXX CuP7 93 7 710-800 CP 20233 08 XXXXXX CuP8 92 8 710-750 CP 20133 07 XXXXXX CuP7Sn 86 7 7 650-700 CP 30234 02 XXXXXX Ag2CuP 2 91,5 6,5 650-810 CP 10534 05 XXXXXX Ag5CuP 5 89 6 650-810 CP 10434 15 XXXXXX Ag15CuP 15 80 5 650-800 CP 102
Topniki39 02 XXXXXX FLUX AG4 do połączeń miedź - mosiądz
Nr katalogowy SymbolSkład % Zakres temp.
SOL-LIQ NormaZastosowanie
Ag Cu Zn Sn (°C) EN 1044
Luty na bazie srebra31 34 XXXXXX Ag34Sn 34 36 27,5 2,5 630-730 AG 106 lut bez dodatku kadmu, możliwość zastosowa-
nia tam gdzie jest kontakt z wodą pitną oraz pożywieniem
lut Ag55Sn przeznaczony do połączeń ze stalą nierdzewną
31 44 XXXXXX Ag44 44 30 26 670-730 AG 20331 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 104
31 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 103
Topniki39 02 XXXXXX FLUX AG1 do zastosowania ogólnego39 02 XXXXXX FLUX AG4 do zastosowania ogólnego, szeroki zakres temperatur39 02 XXXXXX FLUX AG7 do zastosowania ogólnego, także do stali nierdzewnej
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieCu Zn Ag Mn Sn Si (°C) EN 1044
Mosiądz32 60 XXXXXX Cu60Zn 60 reszta X 875-895 CU 301 dostępny jako pręty gołe i otulone
Cu59ZnAg przeznaczony jest do stali galwanizowanej
32 59 XXXXXX Cu59ZnSn 59 reszta X X 875-895 CU 30232 59 XXXXXX Cu59ZnAg 59 reszta 1 X X X 860-890
Topniki39 02 XXXXXX FLUX BR1 do zastosowania ogólnego - dostępny jako proszek lub pasta
VII-152. Zastosowanie materiałów do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
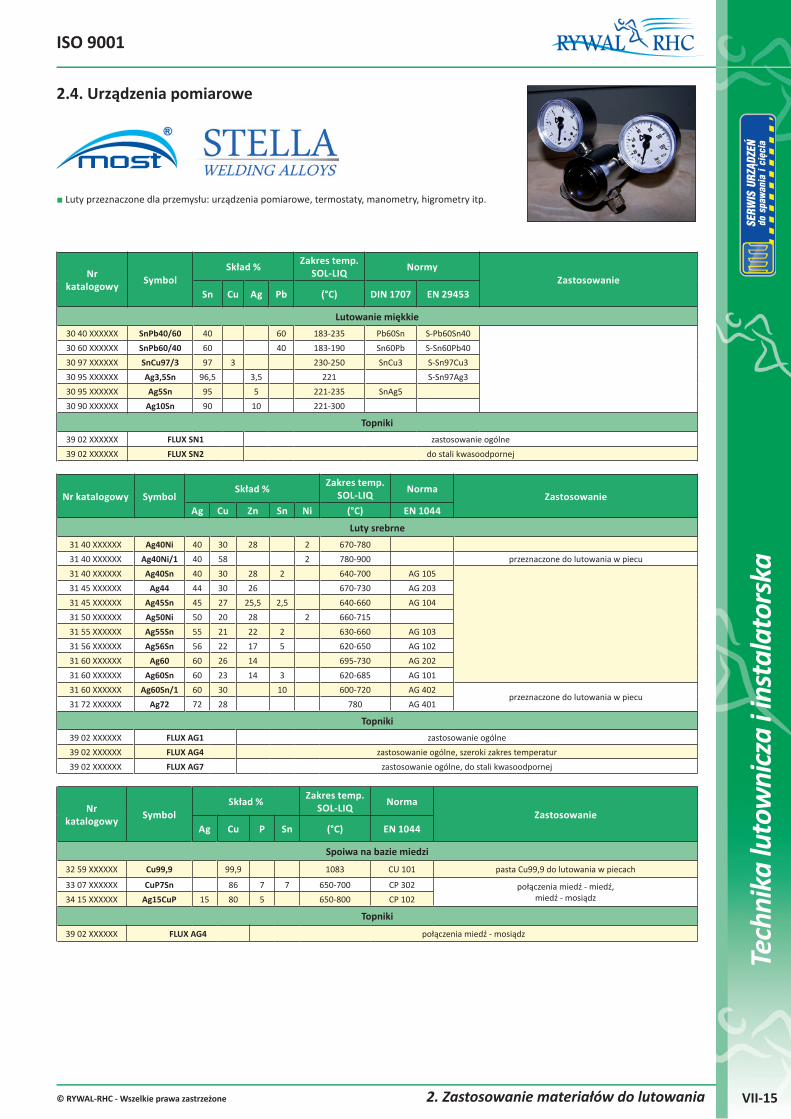
2.4. Urządzenia pomiarowe
■ Luty przeznaczone dla przemysłu: urządzenia pomiarowe, termostaty, manometry, higrometry itp.
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Normy
ZastosowanieSn Cu Ag Pb (°C) DIN 1707 EN 29453
Lutowanie miękkie30 40 XXXXXX SnPb40/60 40 60 183-235 Pb60Sn S-Pb60Sn4030 60 XXXXXX SnPb60/40 60 40 183-190 Sn60Pb S-Sn60Pb4030 97 XXXXXX SnCu97/3 97 3 230-250 SnCu3 S-Sn97Cu330 95 XXXXXX Ag3,5Sn 96,5 3,5 221 S-Sn97Ag330 95 XXXXXX Ag5Sn 95 5 221-235 SnAg530 90 XXXXXX Ag10Sn 90 10 221-300
Topniki39 02 XXXXXX FLUX SN1 zastosowanie ogólne39 02 XXXXXX FLUX SN2 do stali kwasoodpornej
Nr katalogowy SymbolSkład % Zakres temp.
SOL-LIQ NormaZastosowanie
Ag Cu Zn Sn Ni (°C) EN 1044
Luty srebrne31 40 XXXXXX Ag40Ni 40 30 28 2 670-78031 40 XXXXXX Ag40Ni/1 40 58 2 780-900 przeznaczone do lutowania w piecu31 40 XXXXXX Ag40Sn 40 30 28 2 640-700 AG 10531 45 XXXXXX Ag44 44 30 26 670-730 AG 20331 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 10431 50 XXXXXX Ag50Ni 50 20 28 2 660-71531 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 10331 56 XXXXXX Ag56Sn 56 22 17 5 620-650 AG 10231 60 XXXXXX Ag60 60 26 14 695-730 AG 20231 60 XXXXXX Ag60Sn 60 23 14 3 620-685 AG 10131 60 XXXXXX Ag60Sn/1 60 30 10 600-720 AG 402
przeznaczone do lutowania w piecu31 72 XXXXXX Ag72 72 28 780 AG 401
Topniki39 02 XXXXXX FLUX AG1 zastosowanie ogólne39 02 XXXXXX FLUX AG4 zastosowanie ogólne, szeroki zakres temperatur39 02 XXXXXX FLUX AG7 zastosowanie ogólne, do stali kwasoodpornej
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu P Sn (°C) EN 1044
Spoiwa na bazie miedzi
32 59 XXXXXX Cu99,9 99,9 1083 CU 101 pasta Cu99,9 do lutowania w piecach
33 07 XXXXXX CuP7Sn 86 7 7 650-700 CP 302 połączenia miedź - miedź, miedź - mosiądz34 15 XXXXXX Ag15CuP 15 80 5 650-800 CP 102
Topniki
39 02 XXXXXX FLUX AG4 połączenia miedź - mosiądz
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-16 2. Zastosowanie materiałów do lutowania
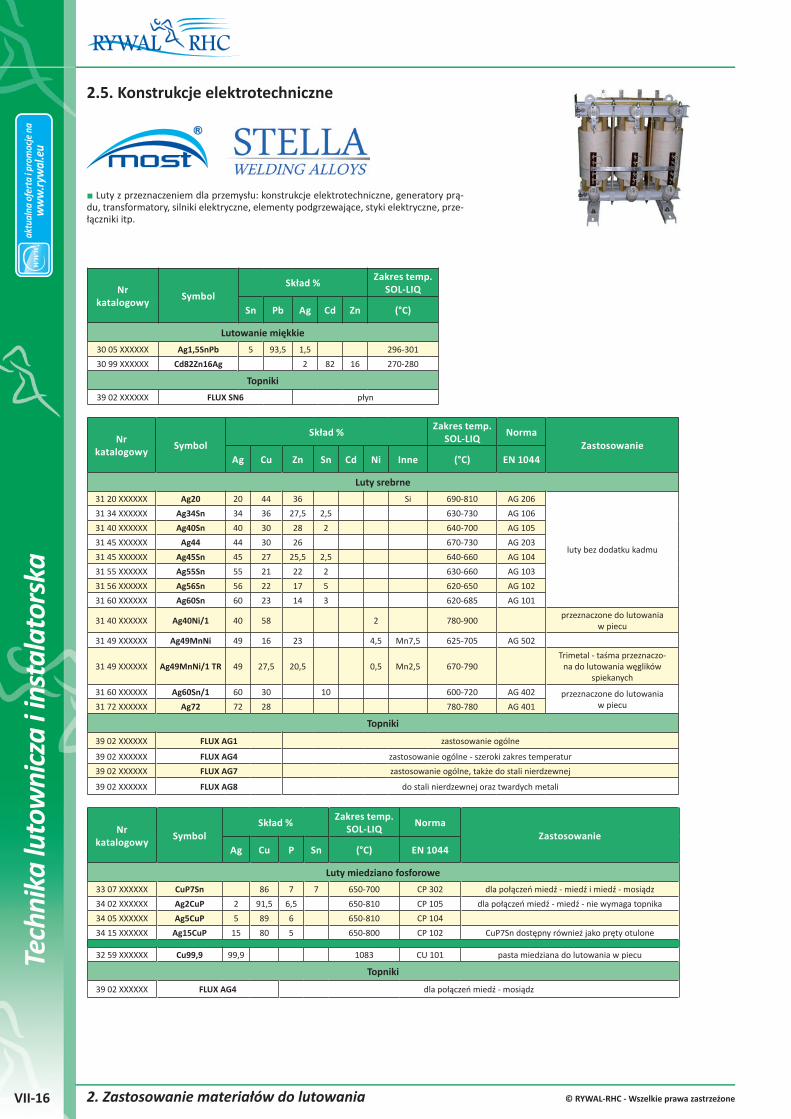
2.5. Konstrukcje elektrotechniczne
■ Luty z przeznaczeniem dla przemysłu: konstrukcje elektrotechniczne, generatory prą-du, transformatory, silniki elektryczne, elementy podgrzewające, styki elektryczne, prze-łączniki itp.
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ
Sn Pb Ag Cd Zn (°C)
Lutowanie miękkie30 05 XXXXXX Ag1,5SnPb 5 93,5 1,5 296-30130 99 XXXXXX Cd82Zn16Ag 2 82 16 270-280
Topniki39 02 XXXXXX FLUX SN6 płyn
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu Zn Sn Cd Ni Inne (°C) EN 1044
Luty srebrne31 20 XXXXXX Ag20 20 44 36 Si 690-810 AG 206
luty bez dodatku kadmu
31 34 XXXXXX Ag34Sn 34 36 27,5 2,5 630-730 AG 10631 40 XXXXXX Ag40Sn 40 30 28 2 640-700 AG 10531 45 XXXXXX Ag44 44 30 26 670-730 AG 20331 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 10431 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 10331 56 XXXXXX Ag56Sn 56 22 17 5 620-650 AG 10231 60 XXXXXX Ag60Sn 60 23 14 3 620-685 AG 101
31 40 XXXXXX Ag40Ni/1 40 58 2 780-900 przeznaczone do lutowania w piecu
31 49 XXXXXX Ag49MnNi 49 16 23 4,5 Mn7,5 625-705 AG 502
31 49 XXXXXX Ag49MnNi/1 TR 49 27,5 20,5 0,5 Mn2,5 670-790Trimetal - taśma przeznaczo-
na do lutowania węglików spiekanych
31 60 XXXXXX Ag60Sn/1 60 30 10 600-720 AG 402 przeznaczone do lutowania w piecu31 72 XXXXXX Ag72 72 28 780-780 AG 401
Topniki
39 02 XXXXXX FLUX AG1 zastosowanie ogólne
39 02 XXXXXX FLUX AG4 zastosowanie ogólne - szeroki zakres temperatur39 02 XXXXXX FLUX AG7 zastosowanie ogólne, także do stali nierdzewnej
39 02 XXXXXX FLUX AG8 do stali nierdzewnej oraz twardych metali
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu P Sn (°C) EN 1044
Luty miedziano fosforowe33 07 XXXXXX CuP7Sn 86 7 7 650-700 CP 302 dla połączeń miedź - miedź i miedź - mosiądz34 02 XXXXXX Ag2CuP 2 91,5 6,5 650-810 CP 105 dla połączeń miedź - miedź - nie wymaga topnika34 05 XXXXXX Ag5CuP 5 89 6 650-810 CP 10434 15 XXXXXX Ag15CuP 15 80 5 650-800 CP 102 CuP7Sn dostępny również jako pręty otulone
32 59 XXXXXX Cu99,9 99,9 1083 CU 101 pasta miedziana do lutowania w piecu
Topniki
39 02 XXXXXX FLUX AG4 dla połączeń miedź - mosiądz
VII-172. Zastosowanie materiałów do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
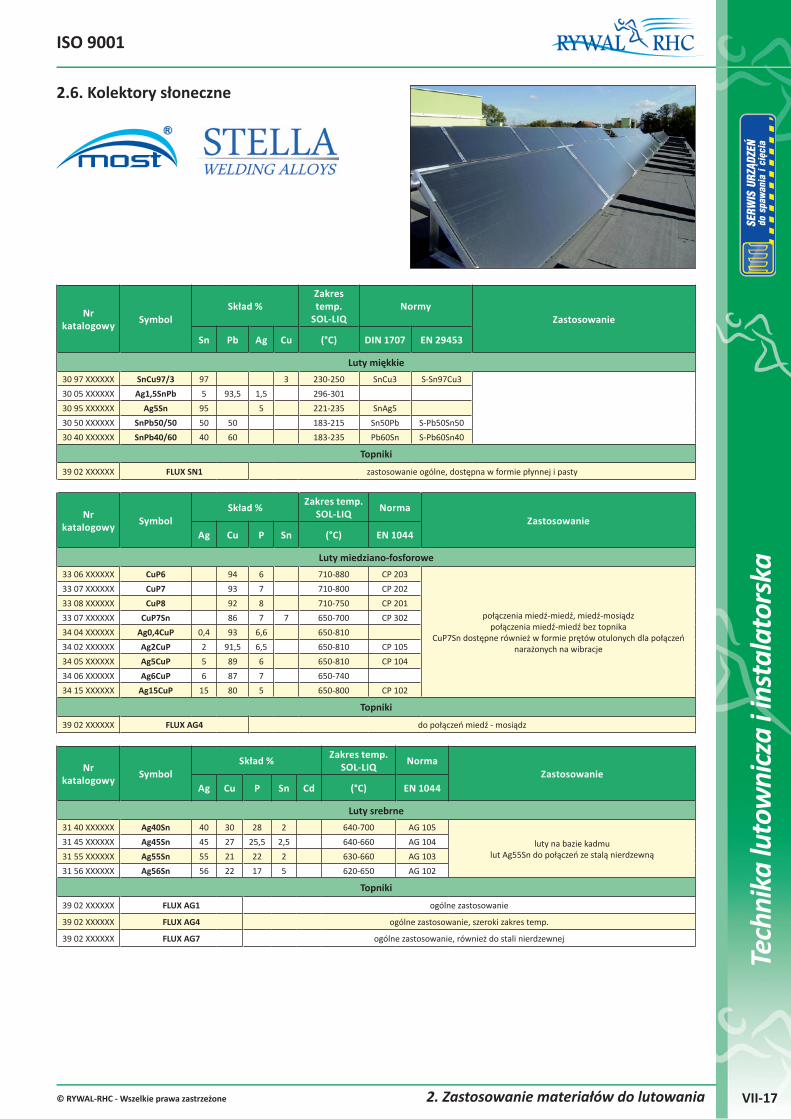
2.6. Kolektory słoneczne
Nr katalogowy Symbol
Skład %Zakres temp.
SOL-LIQNormy
Zastosowanie
Sn Pb Ag Cu (°C) DIN 1707 EN 29453
Luty miękkie30 97 XXXXXX SnCu97/3 97 3 230-250 SnCu3 S-Sn97Cu330 05 XXXXXX Ag1,5SnPb 5 93,5 1,5 296-30130 95 XXXXXX Ag5Sn 95 5 221-235 SnAg530 50 XXXXXX SnPb50/50 50 50 183-215 Sn50Pb S-Pb50Sn5030 40 XXXXXX SnPb40/60 40 60 183-235 Pb60Sn S-Pb60Sn40
Topniki
39 02 XXXXXX FLUX SN1 zastosowanie ogólne, dostępna w formie płynnej i pasty
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu P Sn (°C) EN 1044
Luty miedziano-fosforowe33 06 XXXXXX CuP6 94 6 710-880 CP 203
połączenia miedź-miedź, miedź-mosiądz połączenia miedź-miedź bez topnika
CuP7Sn dostępne również w formie prętów otulonych dla połączeń narażonych na wibracje
33 07 XXXXXX CuP7 93 7 710-800 CP 20233 08 XXXXXX CuP8 92 8 710-750 CP 20133 07 XXXXXX CuP7Sn 86 7 7 650-700 CP 30234 04 XXXXXX Ag0,4CuP 0,4 93 6,6 650-81034 02 XXXXXX Ag2CuP 2 91,5 6,5 650-810 CP 10534 05 XXXXXX Ag5CuP 5 89 6 650-810 CP 10434 06 XXXXXX Ag6CuP 6 87 7 650-74034 15 XXXXXX Ag15CuP 15 80 5 650-800 CP 102
Topniki
39 02 XXXXXX FLUX AG4 do połączeń miedź - mosiądz
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu P Sn Cd (°C) EN 1044
Luty srebrne31 40 XXXXXX Ag40Sn 40 30 28 2 640-700 AG 105
luty na bazie kadmulut Ag55Sn do połączeń ze stalą nierdzewną
31 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 10431 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 10331 56 XXXXXX Ag56Sn 56 22 17 5 620-650 AG 102
Topniki
39 02 XXXXXX FLUX AG1 ogólne zastosowanie
39 02 XXXXXX FLUX AG4 ogólne zastosowanie, szeroki zakres temp.
39 02 XXXXXX FLUX AG7 ogólne zastosowanie, również do stali nierdzewnej
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-18 2. Zastosowanie materiałów do lutowania
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
UwagiCu Zn Ni Mn Sn Si (°C) EN 1044
Mosiądz32 60 XXXXXX Cu60Zn 60 reszta X 875-895 CU 301 dostępne
jako luty gołe oraz otulone
topnikiem
32 59 XXXXXX Cu59ZnSn 59 reszta X X 875-895 CU 302
32 59 XXXXXX Cu59ZnSnMn 59 reszta X X 1 X 870-890 CU 306
Topniki
32 59 XXXXXX FLUX BR1 zastosowanie ogólne - dostępny jako proszek lub pasta
32 59 XXXXXX FLUX LI1 topnik lotny do lutowania mosiądzem, mało skoncentrowany32 59 XXXXXX FLUX LI2 topnik lotny do lutowania mosiądzem, średnio skoncentrowany32 59 XXXXXX FLUX LI3 topnik lotny do lutowania mosiądzem, mocno skoncentrowany
Nr katalogowy SymbolSkład % Zakres temp.
SOL-LIQ NormaZastosowanie
Cu (°C) EN 1044
Pasta miedziana
32 59 XXXXXX Cu 99,9 99,9 1083 CU 101 pasta miedziana do lutowa-nia w piecu
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
Zastosowanie UwagiAg Cu Zn Cd Sn (°C) EN 1044
Luty srebrne31 40 XXXXXX Ag40Sn 40 30 28 2 640-700 AG 105 luty bez dodatku kadmu
lut Ag55Sn przeznaczo-ny do stali nierdzewnej
dostępne jako pręty gołe oraz otulone31 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 104
31 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 103
Topniki
39 02 XXXXXX FLUX AG1 ogólne zastosowanie
39 02 XXXXXX FLUX AG4 ogólne zastosowanie, szeroki zakres temp.39 02 XXXXXX FLUX AG7 ogólne zastosowanie, również do stali nierdzewnej
2.7. Grzejniki
■ Luty przeznaczone do produkcji grzejników łazienkowych.
VII-192. Zastosowanie materiałów do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
2.8. Konstrukcje rurowe
■ Luty przeznaczone do produkcji: stalowych mebli, ram rowerów oraz motorowerów itp.
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ
Wytrzy- małość Norma
Zastosowanie UwagiAg Cu Zn Sn Si (°C) kg/mm² EN 1044
Luty srebrne31 05 XXXXXX Ag5 5 55 40 820-890 48 AG 208
dostępne również w postaci prętów otulonych
31 2 0 XXXXXX Ag20 20 44 36 X 690-810 43 AG 20631 40 XXXXXX Ag40Sn 40 30 28 2 640-700 44 AG 10531 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 43 AG 10431 55 XXXXXX Ag55Sn 55 21 22 2 630-660 44 AG 103 do stali nierdzewnej
Topniki39 02 XXXXXX FLUX AG1 zastosowanie ogólne
39 02 XXXXXX FLUX AG4 zastosowanie ogólne - szeroki zakres temperatur39 02 XXXXXX FLUX AG7 zastosowanie ogólne, z przeznaczeniem również do stali nierdzewnej
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Wytrzymałość Norma
UwagiCu Sn Si Mn Ag (°C) kg/mm² EN 1044 /
DIN 1733
Luty miedziane32 59 XXXXXX Cu99,9 99,9 1083 22 CU 101
dostępny również jako pasta z przeznacze-niem do lutowania w piecu
32 59 XXXXXX CuSn reszta 0,8 X X 1020-1050 22 SG-CuSn32 59 XXXXXX CuAg reszta X 1 1070-1080 20 SG-CuAg32 59 XXXXXX CuSi3 reszta 3 1 965-1035 35 SG-CuSi3
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ
Wytrzy- małość Norma
Zastosowanie UwagiCu Zn Ni Ag Mn Sn Si (°C) kg/mm² EN 1044
Mosiądz32 60 XXXXXX Cu60Zn 60 reszta X 875-895 40 CU 301
dostępny jako pręty gołe i otulone
32 59 XXXXXX Cu59ZnSn 59 reszta X X 875-895 45 CU 30232 59 XXXXXX Cu59ZnSnMn 59 reszta X X 1 X 870-890 45 CU 30632 48 XXXXXX Cu48ZnNi10 48 reszta 10 X 890-920 54 CU 30532 48 XXXXXX Cu48ZnNi9Ag 48 reszta 9 1 X 890-920 5432 53 XXXXXX Cu53ZnNi6 53 reszta 6 X 900-920 49
32 59 XXXXXX Cu59ZnAg 59 reszta 1 X X X 860-890 45 przeznaczony do stali galwanizowanej
Topniki
39 02 XXXXXX FLUX BR1 zastosowanie ogólne - dostępny jako proszek lub pasta
39 02 XXXXXX FLUX LI1 topnik lotny do lutowania mosiądzem, mało skoncentrowany39 02 XXXXXX FLUX LI2 topnik lotny do lutowania mosiądzem, średnio skoncentrowany39 02 XXXXXX FLUX LI3 topnik lotny do lutowania mosiądzem, mocno skoncentrowany
Nr katalogowy SymbolSkład % Zakres temp.
SOL-LIQ NormaZastosowanie
Al Si Mg Mn (°C) DIN 1044
Aluminium35 12 XXXXXX AlSi12 reszta 12 0,05 0,15 573-585 AlSi12 przeznaczony do lutowania aluminium
Topniki39 02 XXXXXX FLUX AL1 przeznaczony do lutowania z lutem AlSi12
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-20 2. Zastosowanie materiałów do lutowania
2.9. Lampy
■ Luty przeznaczone do produkcji: lamp, akcesoriów metalowych, mosiężnych, instrumentów muzycznych itp.
Nr katalogowy Topniki
38 02 XXXXXX FLUX SN1 zastosowanie ogólne
39 02 XXXXXX FLUX SN2 przeznaczony do stali nierdzewnej
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu Zn Sn Si (°C) EN 1044
Luty srebrne
31 20 XXXXXX Ag20 20 44 36 X 690-810 AG 206luty bez dodatku kadmu, Ag20
ma kolor zbliżony do koloru mosiądzu
lut Ag55Sn przeznaczony do stali nierdzewnej
31 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 104
31 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 103
31 60 XXXXXX Ag60Sn 60 23 14 3 620-685 AG 101
Topniki
39 02 XXXXXX FLUX AG1 zastosowanie ogólne
39 02 XXXXXX FLUX AG4 zastosowanie ogólne - szeroki zakres temperatur39 02 XXXXXX FLUX AG7 zastosowanie ogólne, z przeznaczeniem również do stali nierdzewnej
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Normy
UwagiCu Pb Ag (°C) DIN 1707 EN 1044
Luty miękkie30 60 XXXXXX SnPb60/40 60 40 183-190 Sn60Pb S-Sn60Pb40
30 95 XXXXXX Ag5Sn 95 5 221-235 SnAg5
po polutowaniu posiada kolor zbli-
żony do koloru stali nierdzewnej
Nr katalogowy Symbol
Skład % Zakres temp. SOL-LIQ Norma
ZastosowanieAg Cu P Sn Cd (°C) EN 1044
Luty srebrne31 40 XXXXXX Ag40Sn 40 30 28 2 640-700 AG 105
luty na bazie kadmulut Ag55Sn do połączeń ze stalą nierdzewną
31 45 XXXXXX Ag45Sn 45 27 25,5 2,5 640-660 AG 10431 55 XXXXXX Ag55Sn 55 21 22 2 630-660 AG 10331 57 XXXXXX Ag56Sn 56 22 17 5 620-650 AG 102
Topniki39 02 XXXXXX FLUX AG1 ogólne zastosowanie39 02 XXXXXX FLUX AG4 ogólne zastosowanie, szeroki zakres temp.39 02 XXXXXX FLUX AG7 ogólne zastosowanie, również do stali nierdzewnej
VII-212. Zastosowanie materiałów do lutowania© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
2.10. Jubilerstwo
■ Luty przeznaczone do produkcji różnego rodzaju wyrobów ze srebra
Luty srebrne
Nr katalogowy Symbol
Skład (%) Zakres temperatur
Ag Cu Zn Cd Sn 600°C 700°C 800°C31 74 XXXXXX Ag74 74 14 8 4 720 76531 60 XXXXXX Ag60 60 26 14 695 73031 60 XXXXXX Ag60Sn 60 23 14 3 620 68531 55 XXXXXX Ag55Sn 55 21 22 2 630 66031 56 XXXXXX Ag56Sn 56 22 17 5 620 650
Topniki39 02 XXXXXX FLUX AG1 ogólne zastosowanie39 02 XXXXXX FLUX AG4 ogólne zastosowanie, szeroki zakres temperatur39 02 XXXXXX FLUX AG7 ogólne zastosowanie, również do stali nierdzewnej
Luty miękkie
Nr katalogowy SymbolSkład (%) Zakres temperatur
Ag Sn Pb Sb 100°C 200°C 300°C30 10 XXXXXX Ag10Sn 10 90 221 30030 95 XXXXXX SnSb95/5 95 5 230 24030 05 XXXXXX Ag5Sn 5 95 221 23530 XX XXXXXX Ag3,5Sn 3,5 96,5 221 30030 60 XXXXXX SnPb60/40 60 40 183 190
Topniki39 02 XXXXXX FLUX SN1 ogólne zastosowanie

Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-22 3. Urządzenia tlenowo-wodorowe (generatory tlenu i wodoru)
■ W naszej ofercie mamy urządzenia do lutowania i podgrzewania z wykorzystaniem tlenu oraz wodoru. Dzięki zastosowaniu tego typu rozwiązania możemy uzyskać nawet do 80-85% oszczędności kosztów produkcji w porównaniu z zastosowaniem innego typu gazów. Uruchomienie urządzenia nie trwa dłużej niż 3 min., potrzeba do tego jedynie źródła prądu oraz wodę demineralizowaną. Temperatura płomienia jaką możemy uzyskać stosując te urządzenia wynosi 3650°C. Uzyskany płomień jest neutralny przez co idealnie nadaje się do materiałów typu miedź, mosiądz, aluminium, brąz, itp.W sprzedaży dostępnych jest 6 modeli w zależności od wydajności urządzenia.Palniki tlenowo-wodorowe są całkowicie ekologiczne. Efektem spalania gazów jest para wodna, dlatego też polecamy je firmom, które mają na celu dbanie o środowisko naturalne.
Zastosowanie:● transformatory, oraz generatory prądotwórcze o dużych wymiarach,● silniki elektryczne,● przy produkcji urządzeń chłodniczych i klimatyzacyjnych,● kolektory solarne,● przy produkcji i naprawie pił tarczowych,● oraz innego typu produkcje dużych elementów metalowych.
Nr katalogowy: 38 07 XXXXXX
Zastosowanie:● transformatory, oraz generatory prądotwórcze o dużych wymiarach,● silniki elektryczne,● duże transformatory,● przy produkcji urządzeń chłodniczych i klimatyzacyjnych,● produkcja wymienników ciepła,● kolektory solarne,● przy produkcji i naprawie pił tarczowych,● produkcja różnego rodzaju produktów z metali nieżelaznych,● prace w szkle.
Nr katalogowy: 38 07 XXXXXX
Oweld 20.000 EP
Oweld 10.000 EP
Model 20.000 EP 10.000 EPMoc max [kW] 19 10Temperatura płomienia [°C] 3650 3650Masa [kg] 630 285Max. średnica dyszy [mm] 2,8 2,4Wymiary [cm] 110 x 75 x 124 65 x 104 x 94
3. URZĄDZENIA TLENOWO-WODOROWE (GENERATORY TLENU I WODORU)

VII-234. Palniki do lutowania i lutownice© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
SUPER FIRE 3Ergonomiczny palnik do lutowania twardego Heavy Duty
Charakterystyka:● dysza płomienia wirowego, ekstremalnie wysoka temperatura płomienia,● konstrukcja końcówki palnika wykonana ze stopu mosiądzu i stali nierdzewnej,● długa żywotność,● wysokowydajny zapalnik piezoelektryczny, niezawodny (do 30 000 zapaleń),● zintegrowany reduktor ciśnienia,● równomierne ciśnienie przy wszelkich temperaturach,● zwrotny zawór bezpieczeństwa, natychmiastowa blokada dopływu gazu w obydwu kierunkach.
AIRPROPPalniki propanowe o dużej wydajności
■ Do lutowania twardego i miękkiego rur miedzianych i stalowych w temperaturze do 2000°C bez tlenu z butli jak również podgrzewanie, obkurczanie i opalanie. Idealnie nadaje się dla instalatorów urządzeń sa-nitarnych, grzewczych, klimatyzacyjnych oraz chłodniczych. Jest to profesjonalne narzędzie do lutowania w trudnych warunkach na placu budowy.
● lutowanie twarde: do Ø 28 mm● lutowanie miękkie: do Ø 54 mm
TURBOPROPWysokowydajny palnik na propan do lutowania twardego
■ Do lutowania twardego i miękkiego rur miedzianych i stalowych w temperaturze do 2200°C bez tlenu z butli jak również podgrzewanie, obkurczanie i opalanie. Idealnie nadaje się dla instalatorów urządzeń sa-nitarnych, grzewczych, klimatyzacyjnych oraz chłodniczych. Jest to profesjonalne narzędzie do lutowania w trudnych warunkach na placu budowy.
AIRACPalnik acetylenowy do lutowania twardego
■ Tlen znajdujący się w otoczeniu - doprowadzony do palnika pod normalnym ciśnieniem - oraz acetylen wytwarzają, dzięki specjalnej konstrukcji palnika, temperaturę płomienia 2350°C dając płomień skoncen-trowany spiczasty do szybkiego przeprowadzania dokładnych operacji. Dzięki doprowadzeniu azotu wraz z powietrzem wyeliminowano powstawanie zgorzeliny w lutowanym miejscu (działanie podobne do at-mosfery zabezpieczającej).
Charakterystyka:● gaz palny: acetylen● temperatura płomienia: 2350°C● rury miedziane i stalowe do Ø 60 mm
Nr katalogowy: 38 05 35432C
Nr katalogowy: 38 05 310200
Nr katalogowy: 38 05 310940
Nr katalogowy: 38 05 310930
4. PALNIKI DO LUTOWANIA I LUTOWNICE

Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-24 4. Palniki do lutowania i lutownice
Palnik propanowo-tlenowyPERUN PL-006PZ
ROTHERM 2000Lutownica elektryczna do lutowania miękkiego
■ Urządzenie o wysokiej mocy, 2000 W, szczególnie przydatne do robót napraw-czych i modernizacyjnych w pomieszczeniach zagrożonych pożarem lub mieszka-niach, także w modernizacji stałych budowli. Idealnie nadaje się dla instalatorów, techników instalacji grzewczych i chłodniczych.
Charakterystyka:● rury miedziane Ø 6 - 54 mm, 1/4 - 2/8"
Nr katalogowy: 38 05 367020
PS-216A
PS-216A/g
PS-103A
Nr katalogowy NazwaZużycie gazu
Wyposażenie Charakterystykapropan-butan tlen
60 13 319352 PL-006PZ do 100 dm3/h do 350 dm3/h palnik z wylotem, klucz z 6 wylotami, komplet uszcze-lek zapasowych, opakowanie: tekturowe pudełko
palnik propanowo-tlenowy(iglicowy) do lutowania
Nr katalogowy Typ palnika Zakres grubości cięcia Wyposażenie Charakterystyka
60 13 218512PS-103Aopakowanie tekturowe do 4 mm palnik z wylotem, klucz z 6 wylotami, komplet
uszczelek zapasowychpalnik acetylenowo-tlenowy
(iglicowy)
a) 60 13 215310 b) 60 13 215312
PS-216Aa) kaseta metalowab) opakowanie tekturowe
do 12 mmrękojeść 216, 6 nasadek do lutowania, klucz, komplet wałeczków do czyszczenia otworów,
komplet uszczelek zapasowychpalnik do lutowania
60 13 219412PS-216A/gopakowanie tekturowe do 5 mm
rękojeść 216, 4 nasadki pojedyncze, 1 nasadka podwójna (wyposażenie dodatko-
we), klucz, komplet wałeczków do czyszczenia otworów, komplet uszczelek zapasowych
palnik acetylenowo-tlenowy z nasadkami giętkimi
Nr katalogowy Wyloty do PL-006PZ61 11 930210 1PZ61 11 930220 2PZ61 11 930230 3PZ61 11 930240 4PZ61 11 930250 5PZ61 11 930260 6PZ61 11 930270 7PZ
Palniki acetylenowo-tlenowePERUN PS-103A, PS-216A, PS-216A/g

VII-255. Urządzenia instalatorskie© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
ROBEND 3000Kompaktowa giętarka elektryczna
■ Kompaktowa giętarka elektryczna do manualnego lub automatycznego gięcia na zimno rur miękkich, półtwardych i twardych miedzianych do 180°, z silnikiem 230 V.Uniwersalne zastosowanie w instalacjach sanitarnych i grzewczych, rurociągach chłodniczych i technice klimatyzacyjnej oraz w przemyśle.Gięcie na zimno do 180° ręczne lub automatyczne rur wykonanych z:● miedzi twardej, półtwardej i miękkiej,● miedzi i stali w otulinach stali twardej i miękkiej,● stali nierdzewnej bez szwu o grubości ścianki 1,0 - 1,2 mm.
Zalety:● wyeliminowanie kosztów kształtek, składowania i zaopatrzenia - uproszczenie przygotowania budowy,● mała ilość połączeń - zwiększenie bezpieczeństwa instalacji,● oszczędności związane z materiałami i energią zużytymi w przypadku lutowania - szybsza amortyzacja,● możliwość wykonywania łuków przejściowych, odwróconych, odsadzek i przyłączeń we wszystkich
płaszczyznach - uniwersalność zastosowania,● segment gnący wykonany z kutego aluminium o wysokich właściwościach - stabilność formy i kształtu,● opatentowane łoże ślizgowe ROLUB - gięcie bez deformacji i fałd dzięki dużemu poślizgowi.
Nr katalogowy 38 05 257 XXX
ROBULL typ E Giętarka hydrauliczna
■ Giętarka hydrauliczna z napędem ręcznym do dokładnego gięcia rur pod kątem do 90° o średnicach Ø 3/8”- 2” z otwartą ramą gnącą i wyposażeniem.
Charakterystyka:● mobilny, hydrauliczny system gięcia, wielorakiego zastosowania na budowach przy wykonywaniu in-
stalacji gazowych, sanitarnych i grzewczych, w budowie aparatów i kotłów oraz w przemyśle, nadaje się również do prostowania rur,
● przeznaczona do precyzyjnego, hydraulicznego gięcia na zimno pod kątem do 90° rur instalacji gazo-wych, wodnych i parowych o średnicach Ø 3/8 - 2” wg DIN EN 10255,
● zamknięty bezobsługowy system hydrauliczny w zabudowie blokowej z szybkim, automatycznym po-wrotem tłoka,
● brak konieczności stosowania złączek łukowych,● redukcja punktów lutowniczych na instalacji, odpada konieczność podgrzewania rur,● możliwość wyboru giętarki z napędem pompy ręcznym oraz z otwartą ramą gnącą.
W zestawie:● 2 sworznie wtykowe,● 2 boczne formy dociskowe,● formy gnące standardowe o wymiarach Ø 3/8", 1/2", 3/4", 1", 1 1/4", 1 1/2", 2",● 1L oleju hydraulicznego,● walizka narzędziowa.
Nr katalogowy: 38 05 579XXX
PIPECUT 360 ProPrzenośna piła do cięcia rur po obwodzie
Charakterystyka:● przeznaczona do szybkiego cięcia wszystkich rur o średnicach: od Ø 75 mm do Ø 360 mm,● grubość rur 8 mm (stal) i 27 mm (tworzywa sztuczne),● moc 1400 W,● prędkość obrotowa 4000 obr/min,● średnica tarczy 165 mm (otwór montażowy 62 mm),● obsługa jednoosobowa przy cięciu rur wykonanych ze stali, miedzi, żeliwa, aluminium, stali nierdzew-
nej i tworzyw sztucznych,● minimalne iskrzenie i małe nagrzewanie się ciętego materiału, brak korozji,● gwarantowane cięcie pod kątem 90° - samoprowadząca tarcza tnąca,● zabezpieczenie piły i wyłączenie - ochrona przed przeciążeniem,● tarcza tnąca znajduje się zawsze w odpowiedniej pozycji - samozakleszczające się ramię prowadzące,
nie ma potrzeby gratować materiałów
Nr katalogowy: 38 05 567XXX
5. URZĄDZENIA INSTALATORSKIE

Tech
nika
luto
wni
cza
i ins
tala
tors
ka
© RYWAL-RHC - Wszelkie prawa zastrzeżoneVII-26 5. Urządzenia instalatorskie
ROMAX CompactWysokowydajna elektrohydrauliczna zaciskarka akumulatorowa
■ Zaciskarka zasilana jest akumulatorem nowej generacji Ni-Metal Hybrid /12 V/1,9 Ah/.Akumulator charakteryzuje się małym efektem pamięci / ładowanie w każdym momencie bez obawy obniżenia jego żywotności.
ROTCAMMini czarno-biała kamera inspekcyjna
ROSCOPE Pipe 25/22Kamera inspekcyjna
Charakterystyka:● niewielka masa,● akumulator 490 g,● szybki czas zaciskania - 5,8 s,● stała siła zacisku - 19 kN.● w skład zestawu wchodzi: maszyna podstawowa z kpl. szczęk typu SV Ø 15, 22, 28 mm.
Nr katalogowy: 38 05 157XXXX
Charakterystyka:● przeznaczona do inspekcji rur, kanałów i trudno dostępnych miejsc,● czytelny obraz, monitor odporny na zarysowania, dopasowana rozdzielczość, 3,5”
TFT LCD 320 x 240 pikseli,● złącze USB,● wskazywanie daty i czasu (możliwość włączenia i przyciemnienia),● ładowanie akumulatora przy pomocy ładowarki, akumulator Li-polimer,● optymalne oświetlenie/wyłączenie oświetlenia,● proste i szybkie wykonanie zdjęcia (opcjonalnie z datą i godziną),● szybkie udokumentowanie inspekcji (opcjonalnie z datą i godziną),● gniazdo na kartę pamięci SD,● możliwość przedstawienia obrazu na oddzielnym monitorze,● format video: MPEG, format zdjęć: JPEG,
W zestawie: mini bęben wraz z kablem o dł 22 m, głowica kamery, stojak bębna, torba narzędziowa, kabel USB, przewód przyłączeniowy, ładowarka, karta pamięci.
Nr katalogowy: 38 05 696000 38 05 100XXX
Charakterystyka:● przeznaczona do pustych przestrzeni i rur o średnicach: Ø > 25 - 100 mm,● głowica kamery: Ø 25 mm, długość kabla 22 m,● przejście przez 5 łuków o kącie 90° w rurze o średnicy Ø 40 mm,● bardzo dobra jakość obrazu dzięki regulacji jasności świecenia diod kamery,● akumulator 12 V ze zintegrowaną ładowarką mobilną, niezależna od sieci elektrycz-
nej praca,● precyzyjne prowadzenie kamery w rurze, mocny kabel przesuwny,● łatwe i szybkie czyszczenie, oddzielny kołowrót kabla,● brylantowa jakość obrazu, odporność na zarysowania i uderzenia, igiełkowy obiek-
tyw z szafirowym szkłem zabudowany w głowicy ze stali nierdzewnej,● wskazanie poziomu naładowania akumulatora,● dokumentowanie wyników inspekcji na video lub laptopie PC, wyjście na video, złą-
cze do adaptera USB.
Nr katalogowy: 38 05 69XXXXX

VII-275. Urządzenia instalatorskie© RYWAL-RHC - Wszelkie prawa zastrzeżone
Tech
nika
luto
wni
cza
i ins
tala
tors
ka
ISO 9001
REMS Amigo 2Elektryczna gwintownica ręczna
■ REMS Amigo 2 to elektryczna gwintownica ręczna z szybkowymiennymi głowica-mi. Wydajne, poręczne elektronarzędzie do gwintowania z jedynym w swoim rodzaju uchwytem prowadzącym.
Zalety systemu● jeden rodzaj małych, zwartych, szybkowymiennych głowic gwintujących i jeden ro-
dzaj noży gwintujących pasuje do REMS Mini-Amigo, REMS Amigo, REMS Amigo 2, REMS Amigo 2 Compact i REMS eva, ułatwia to utrzymanie taniego zaplecza narzę-dziowego oraz wyklucza pomyłkę przy pracy,
● stabilny, łatwy w użyciu uchwyt prowadzący do mocowania dla momentów obro-towych w obydwu kierunkach obrotów, pewne mocowanie przez skośne ułożenie trzpienia ze wzmacniającym się dociskiem, wyjątkowo łatwe mocowanie gwintow-nicy oraz rury w uchwycie,
● konstrukcja zwarta, mocna sprawdzająca się na budowie, wszędzie się mieści, rów-nież bez imadła, smukły kształt, ułatwia pracę w trudno dostępnych miejscach, napęd tylko 3,5 kg, dobrze wyważona, dlatego można ją obsługiwać również jedną ręką, do-skonałe pewne mocowanie głowic szybkowymiennych,
● napęd stanowi stabilna, zwarta, bezobsługowa przekładnia, mocny, odporny 1700 W silnik uniwersalny z 30% zwiększeniem mocy poprzez automatyczne przestawienie szczotek przy zmianie kierunku obrotów, szybkie nacinanie gwintów 30–18 1/min, bezpieczny włącznik impulsowy,
● głowice szybkowymienne, niezawodna technika, wysokiej jakości materiał i precyzyjna obróbka głowicy, noży gwintujących i pokrywy w celu uzy-skania zwartej całości gwarantują bardzo łatwe wejście w materiał i gwintowanie, noże nie wrzynają się w materiał, długie precyzyjne prowadzenie rury zapewnia jej dokładnie centryczne ułożenie, duże, prowadzące na zewnątrz otwory, zapewniają swobodne odprowadzenie wiórów, a przez to gwarantują czysty gwint,
● niezawodne, niezniszczalne, wysokiej jakości noże gwintujące REMS z optymalną geometrią, gwarantują bardzo łatwe wejście w materiał, lekkie gwintowanie i czyste gwinty, wykonane są z odpornej na obciążenia, specjalnie hartowanej stali zapewniającej wyjątkowo długą ich żywotność,
● środki do gwintowania, REMS Sanitol i REMS Spezial, opracowane specjalnie dla gwintowania, mają szczególnie wysokie własności smarująco - chło-dzące, niezbędne dla otrzymania czystych gwintów i długiej żywotności noży gwintujących, narzędzi i maszyn.
Zakres dostawy REMS Amigo 2 Set.● Elektryczna gwintownica ręczna z szybkowymiennymi głowicami do gwintów rurowych 1/8–2”, 16–50 mm, gwintów sworzniowych 6–30 mm, 1/4–1”.● Do prawych i lewych gwintów. Napęd z bezobsługową przekładnią.● Mocny, odporny silnik uniwersalny 230 V, 50–60 Hz, 1700 W, włącznik impulsowy, zwiększające moc automatyczne przestawienie szczotek przy zmia-
nie kierunku obrotów, prawe i lewe obroty. Uchwyt prowadzący do obydwu kierunków obrotów. Szybko wymienne głowice z nożami gwintującymi REMS eva do gwintów stożkowych ISO 7-1, DIN EN 10226 (DIN 2999, BSPT) R prawych, względnie dla gwintów elektroinstalacyjnych zgodnych z DIN EN 60423 M.
● W stabilnej skrzynce stalowej.
REMS NANOElektryczny obcinak do rur
■ Wydajne, poręczne elektronarzędzie do cięcia rur. Idealna dla sys-temów zaciskowych.● cięcie prostopadłe – zgodne z wymaganiami,● cięcie bez wiórów – żadnych wiórów w instalacji,● cięcie bez zewnętrznego gratu – likwiduje możliwość uszkodzenia
pierścieni uszczelniających przez grat,● na sucho – zapobiega uszkodzeniu pierścienia uszczelniającego
przez smary,● szybko – zapobiega uszkodzeniu materiału rury z powodu
przegrzania,● masa - 1,9 kg,● możliwe przymocowanie do stołu lub w imadle,● stabilna, odporna na skręcanie konstrukcja aluminiowa do pro-
stopadłego cięcia,● lekkie cięcie rur przez specjalnie wyprofilowane kółko tnące,● napędzane kółko tnące zapewnia szybkie cięcie,● kółko tnące chronione przed zetknięciem z rolkami prowadzącymi,● 3 stabilne zamocowane rolki prowadzące,● bezobsługowa przekładnia,● obroty 130 1/min dobrane do optymalnej prędkości cięcia rur.
Bez imadła wszędzie się mieści.Idealna do napraw, remontów
i na budowie.
Zakres dostawy REMS Nano Basic-Pack:● elektryczny obcinak do rur, do szybkiego prostopadłego cięcia rur
Ø 10 – 40 mm bez gratu zewnętrznego,● do rur systemów zaciskowych ze stali nierdzewnej, C-stali, Ø 12 – 28 mm,
miedzi Ø 10 – 35 mm, rury wielowarstwowe Ø 10 – 40 mm,● bezobsługowa przekładnia,● niezawodny silnik prądu stałego 230 V, 50 – 60 Hz, 200 W,● rolki prowadzące z hartowanej stali precyzyjnej,● bezpieczny włącznik impulsowy,● bez kółka tnącego,● w torbie przenośnej.