Struktura i własności...• Struktura niejednorodnego austenitu ze znaczną segregacją...
54
Stale austenityczne Struktura i własności
Transcript of Struktura i własności...• Struktura niejednorodnego austenitu ze znaczną segregacją...
Stale austenityczne
Struktura i własności
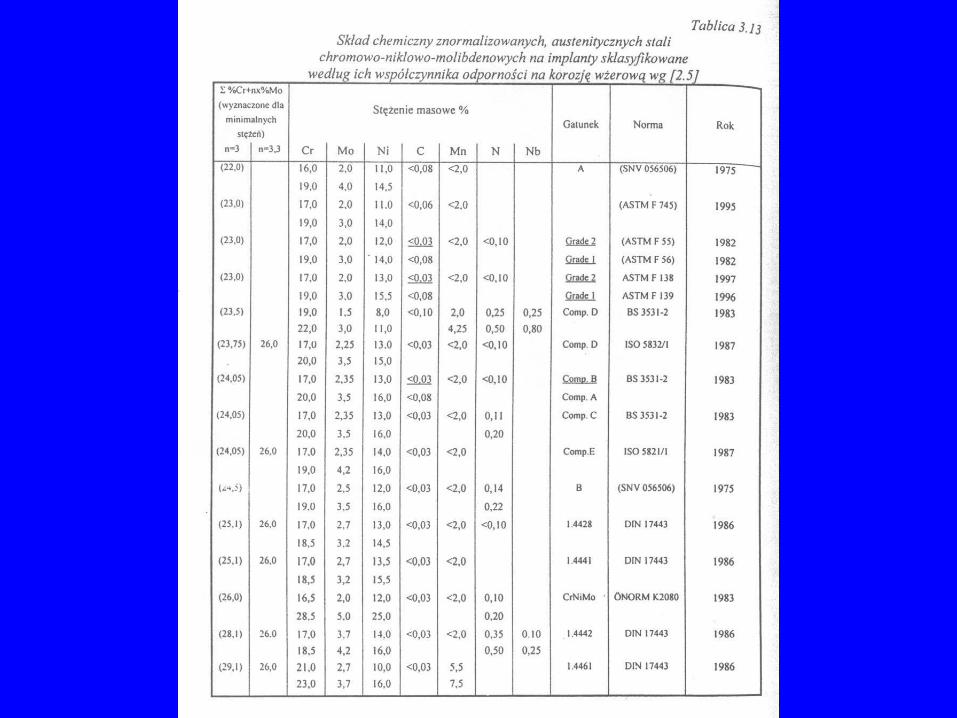
• Ściśle ustalone składy chemiczne (tablica) zapewniające im paramagnetyczną strukturę austenityczną
• W celu uzyskania dobrej odporności na korozję wżerową w środowisku płynów i tkanek:
• 3,3% mas.Mo + %mas.Cr 26
• Odporność na korozję międzykrystaliczną stanowi podstawowe kryterium odbiorowe stali na implanty
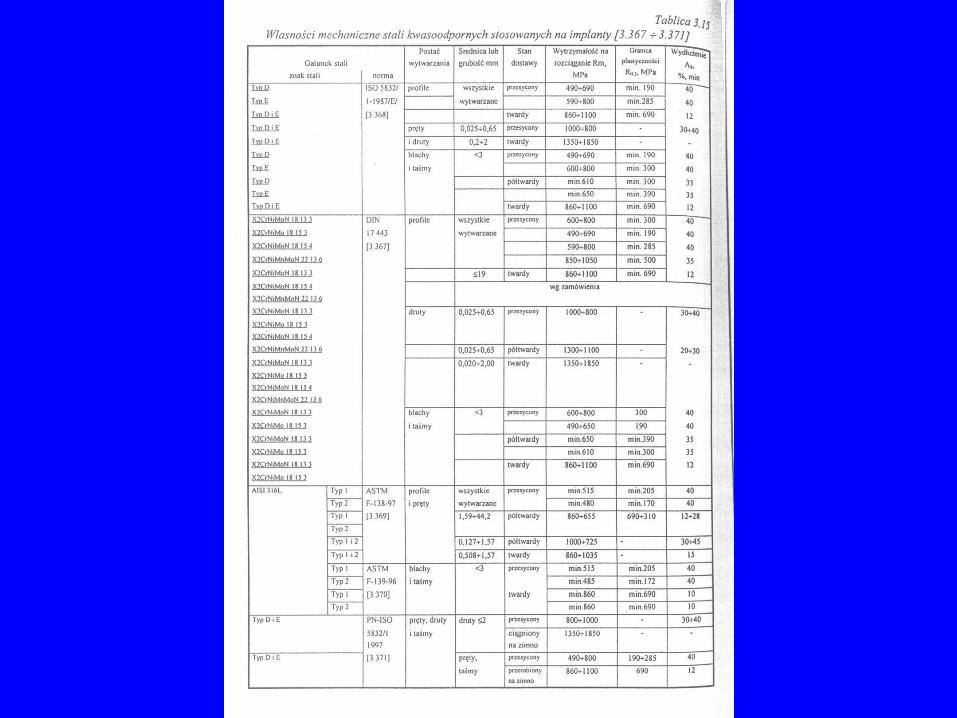
• Taśmy, blachy, pręty, profile specjalne, o umocnieniu zmiennym od stanu przesyconego zimnowalcowanego (Rm 450-1850 MPa)
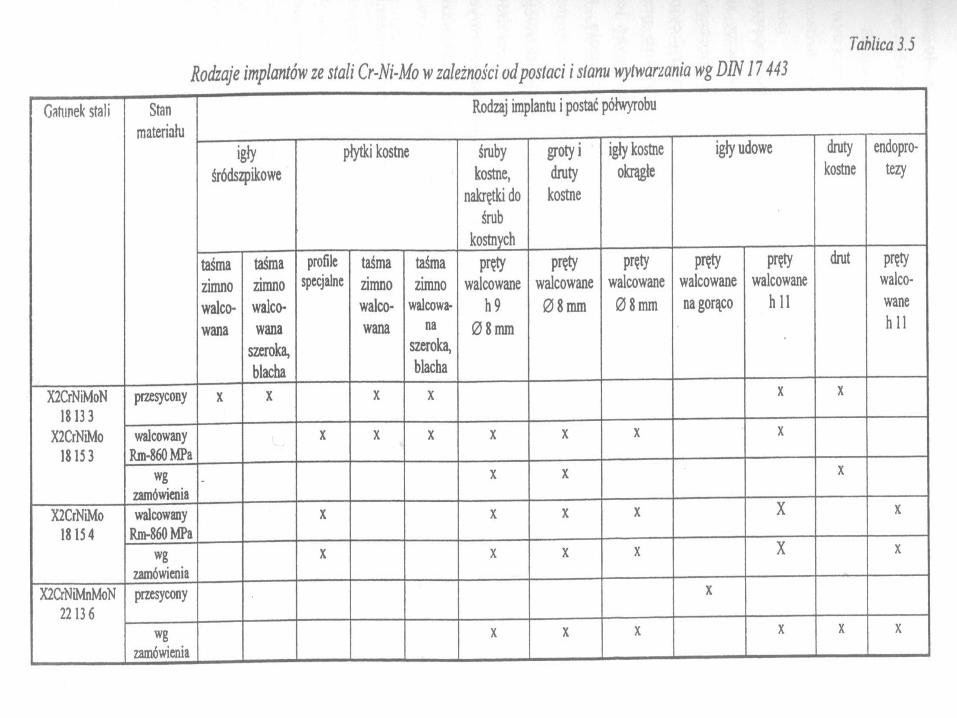
• Igły śródszpikowe, płytki kostne, śruby i nakrętki, groty i druty kostne, rzadziej endoprotezy lub ich elementy
• Własności mechaniczne dobierane w zależności od rodzaju wyrobu
• O strukturze stali kwasoodpornych
decyduje stężenie chromu i niklu
• Równoważniki chromu i niklu:
CrE=%Cr+1,4%Mo+0,5%Nb+1,5%Si+2%Ti
NiE=%Ni+30%C+0,5%Mn+30%N
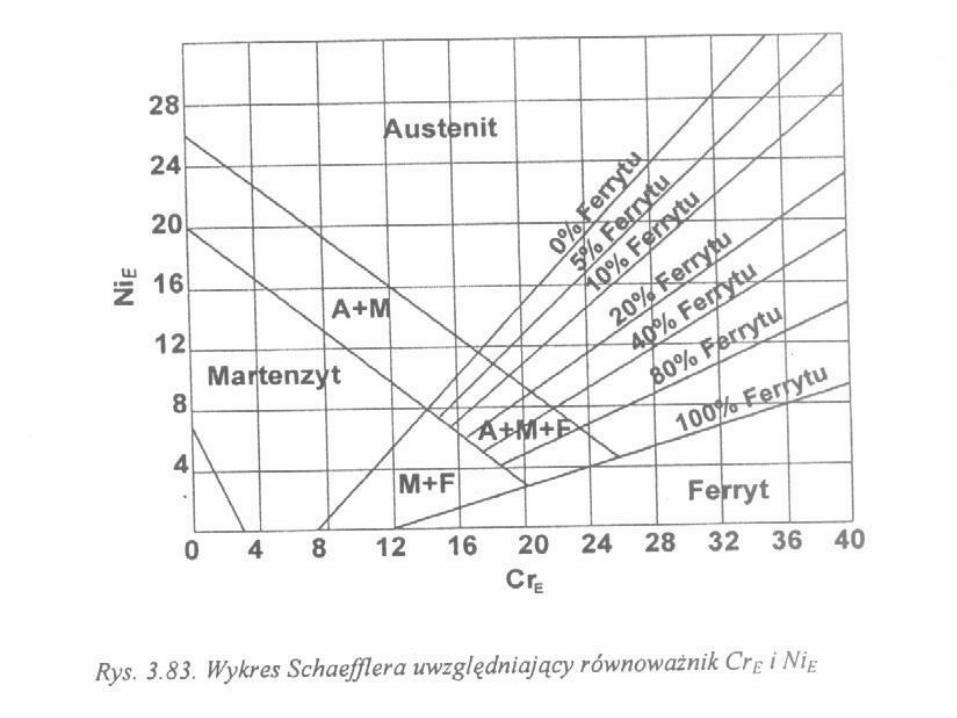
• Do określenia struktury stali o bardziej
złożonym składzie – wykres Schaefflera
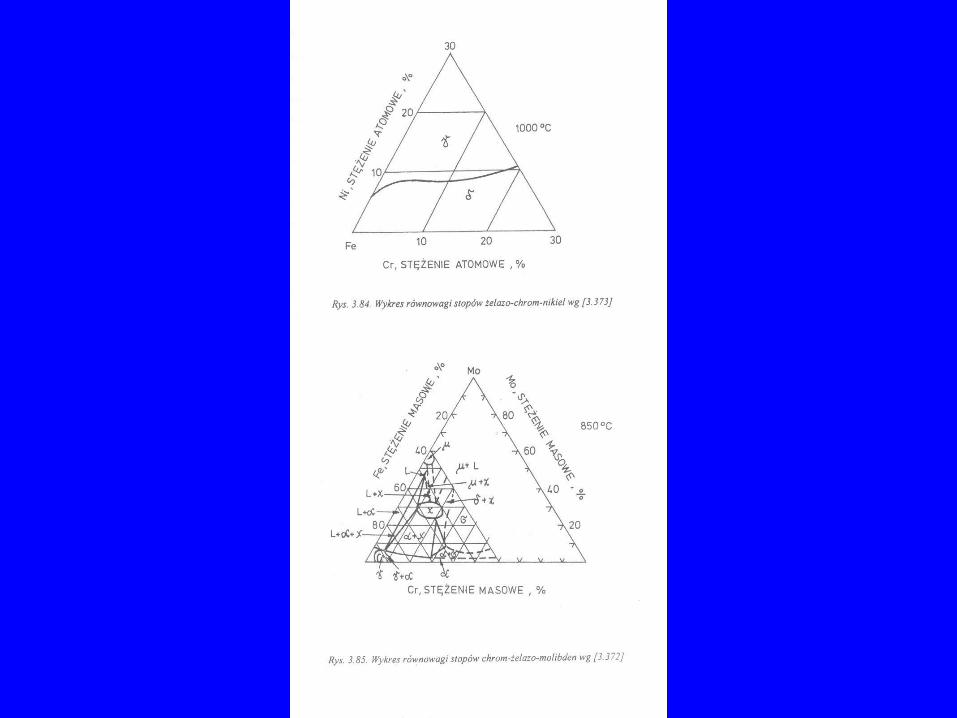
• Wykres równowagi Fe-Cr-Ni: po nagrzaniu
do 1050 C pojawia się ferryt , potem
wzrasta, a powyżej 1250 C przyjmuje
postać iglastą w miejsce ziarnistej
• Fe-Cr-Mo: oprócz mieszaniny faz i w
austenicie mogą pojawić się fazy
międzymetaliczne
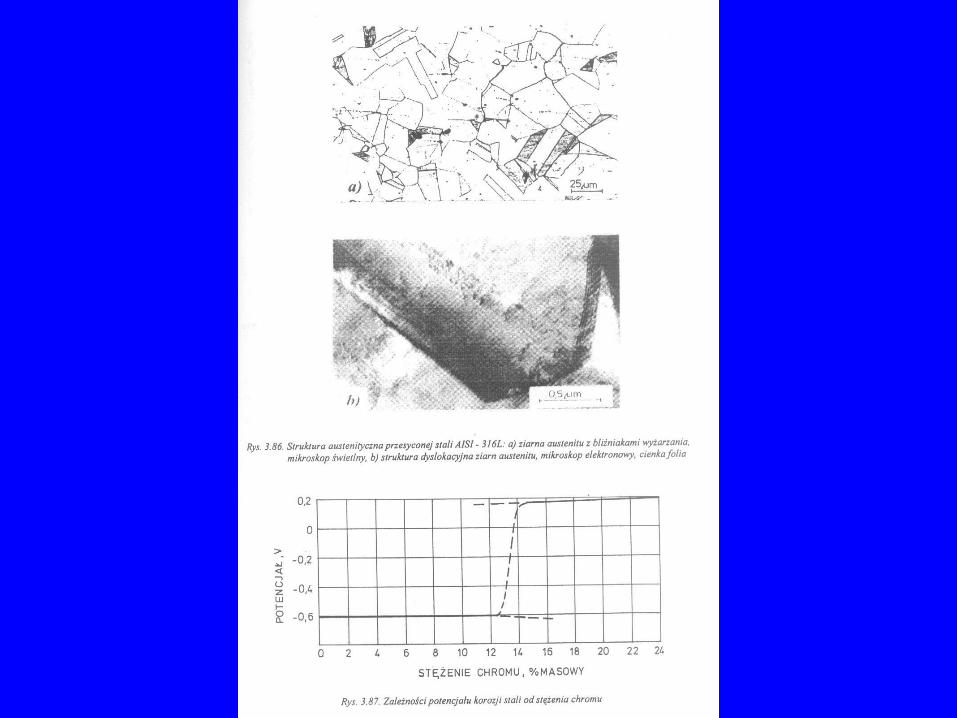
• Struktura stali austenitycznych po
przesyceniu: poligonalne ziarna austenitu z
wykształconymi bliźniakami i ew.
węglikami, azotkami i węglikoazotkami
• Pożądana ponadrównowagowa zawartość
pierwiastków austenitotwórczych
Rola pierwiastków stopowych
• Chrom: zmienia potencjał elektrochemiczny
stali –0,6 V na +0,2 V, skokowo przy
13%Cr. Przyczyny: zmiana wartościowości
Fe 2+ na Fe 3+. . Pasywność, szybkość
korozji 100-krotnie mniejsza. Wytworzenie
warstw tlenkowych z kompleksami Cr 3+,
CrO 4-
• Nikiel: dodatek austenitotwórczy o
nieograniczonej rozpuszczalności w żelazie .
Wzrost odporności na korozję naprężeniową.
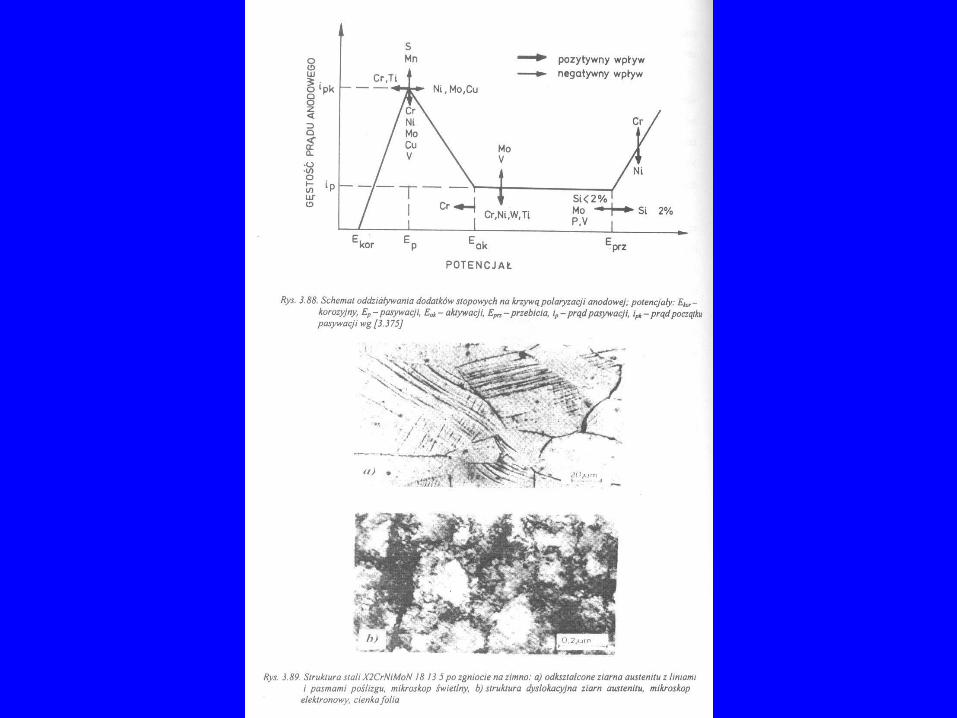
• Molibden: oddziałuje na kształt krzywej
polaryzacji anodowej. Zmniejsza gęstość prądu
pasywacji. Odporność na korozję wżerową.
• Oddziaływanie pierwiastków stopowych – ich
wpływ na kształt krzywych polaryzacji
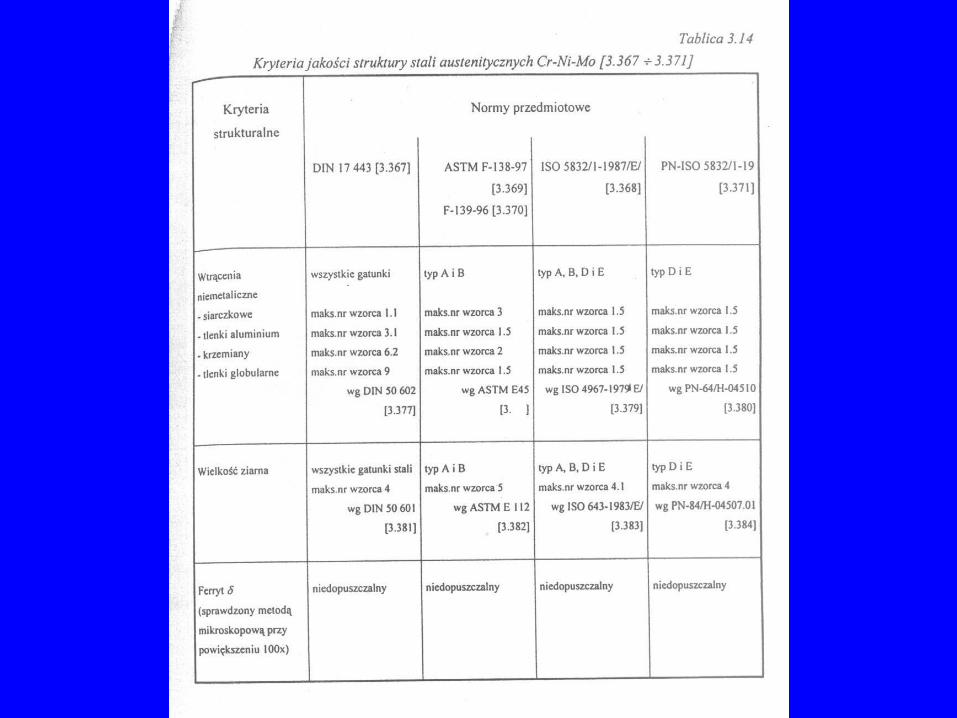
• Ograniczenia poziomu wtrąceń
niemetalicznych, wielkości ziaren oraz
obecności faz ferromagnetycznych.
• Własności mechaniczne kształtowane przez
procesy umocnienia.
• Skład tak dobrany, aby nawet po 80%
zgniocie (maksymalne umocnienie) nie
zaszła przemiana martenzytyczna
• Kryteria oceny własności mechanicznych
Procesy wydzieleniowe i
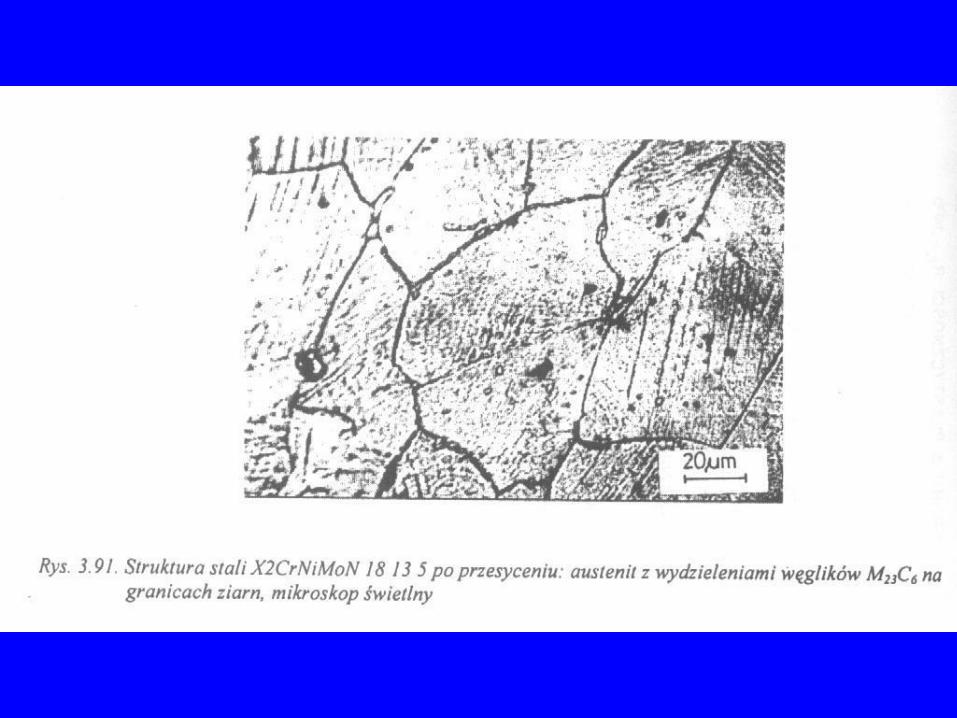
odporność korozyjna• Rozpuszczalność węgla w austenicie do 0,04%. Nadmiar
w węglikach M23C6. Po nagrzaniu pow. 1100 C węgliki rozpuszczają się w austenicie. Po oziębieniu w wodzie uzyska się strukturę jednorodnego austenitu bez węglików, przesyconą, plastyczną.
• Poniżej 400 C nie zachodzi wydzielanie węglików z powodu powolnej dyfuzji węgla. Pow. 500 C nadmiar węgla wydziela się w postaci węglików M23C6, głównie w postaci siatki na granicach ziaren. Przyczyna: szybkość dyfuzji węgla większa od dyfuzji chromu. Skutek: korozja międzykrystaliczna wywołana zubożeniem osnowy w pobliżu powierzchni ziaren.
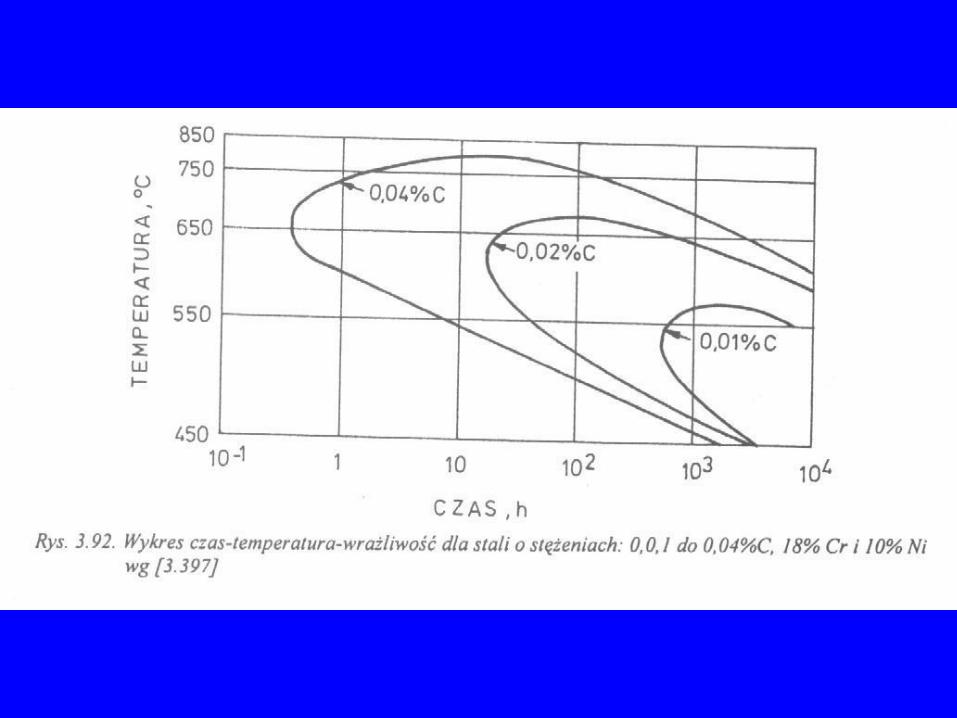
• Długie wygrzewanie stali w wysokich
temperaturach osłabia skłonność do korozji
międzykrystalicznej
• Skłonność stali ujawniana za pomocą testu
Straussa
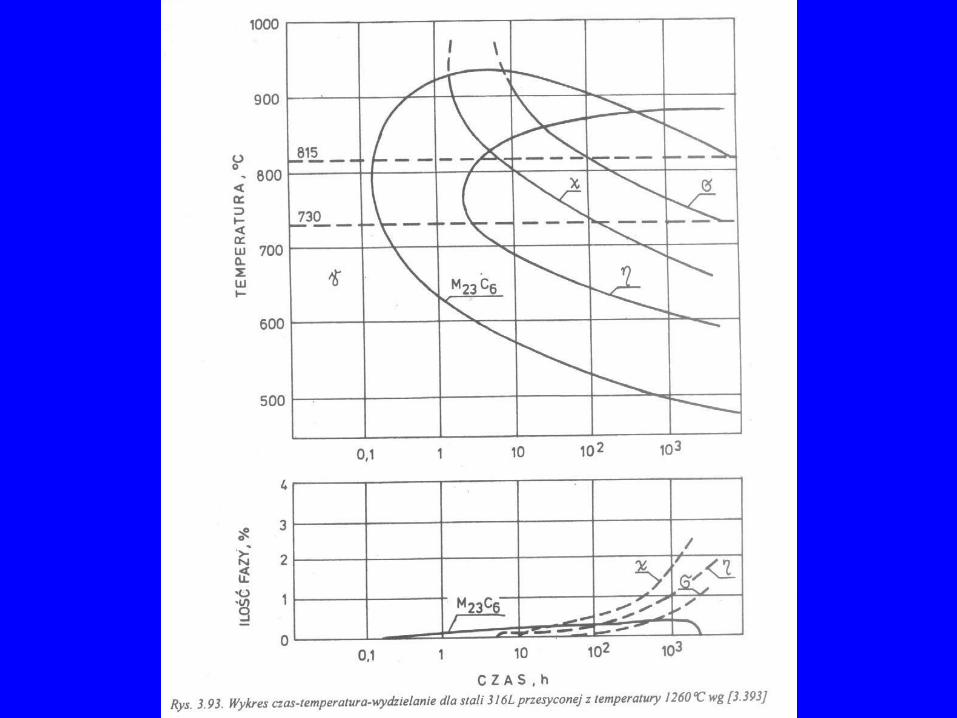
• Wykres czas-temperatura-przemiana CTP:
możliwość zapoczątkowania
niekorzystnych procesów wydzieleniowych
w strukturze austenitu w zbyt niskich
temperaturach i przy długich czasach
ujednoradniania w trakcie przesycania.
• Wydzielanie faz M23C6, a następnie faz ,
, zachodzi w obszarze 600-900 c
• Fazy międzymetaliczne i międzywęzłowe w
różnym stopniu podwyższają własności
wytrzymałościowe oraz zmniejszają
plastyczne stali Cr-Ni-Mo
• Najsilniej wpływają dyspersyjne
wydzielenia M23C6, także stężenie azotu w
stalach, następnie na umocnienie wpływa
międzymetaliczna faza
• Wydzielone fazy w różnym stopniu
obniżają trwałość warstwy pasywnej (w
szczególności w obecności chlorków),
natomiast nie wpływają na repasywację
miejsc aktywnych.
• Największą skłonność do korozji
naprężeniowej mają stale przesycone
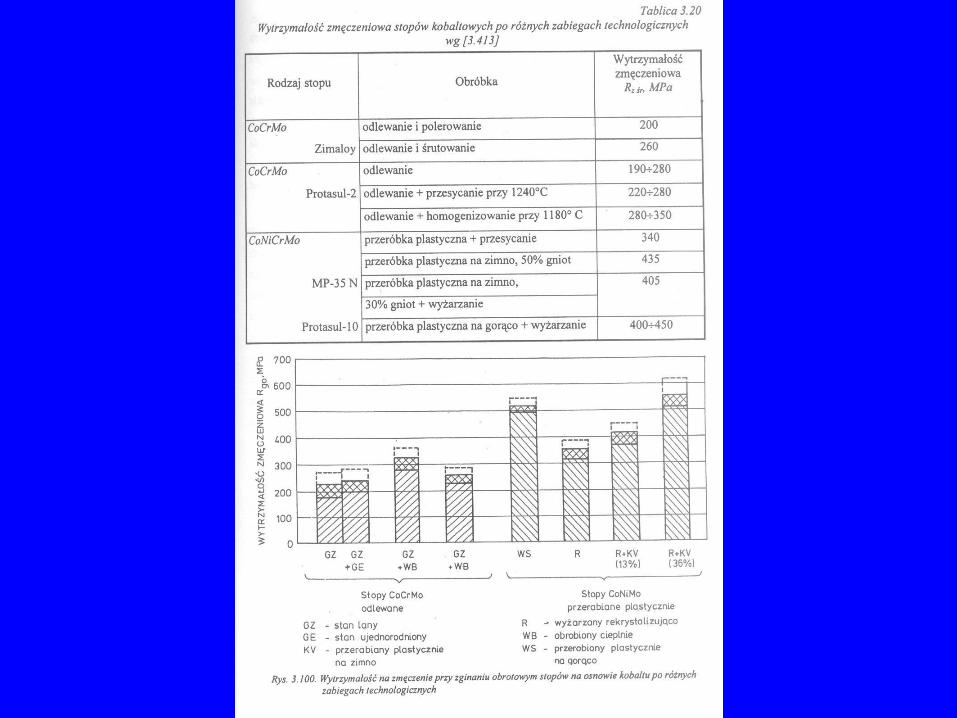
Stopy na osnowie kobaltu
• Większa biotolerancja od stali Cr-Ni-Mo
• Większa odporność na korozję wżerową i
szczelinową
• Większa zdolność do repasywacji w
płynach ustrojowych
• Materiały nietoksyczne
• Stopy odlewnicze i przerabiane plastycznie
• Głównie na endoprotezy stawowe
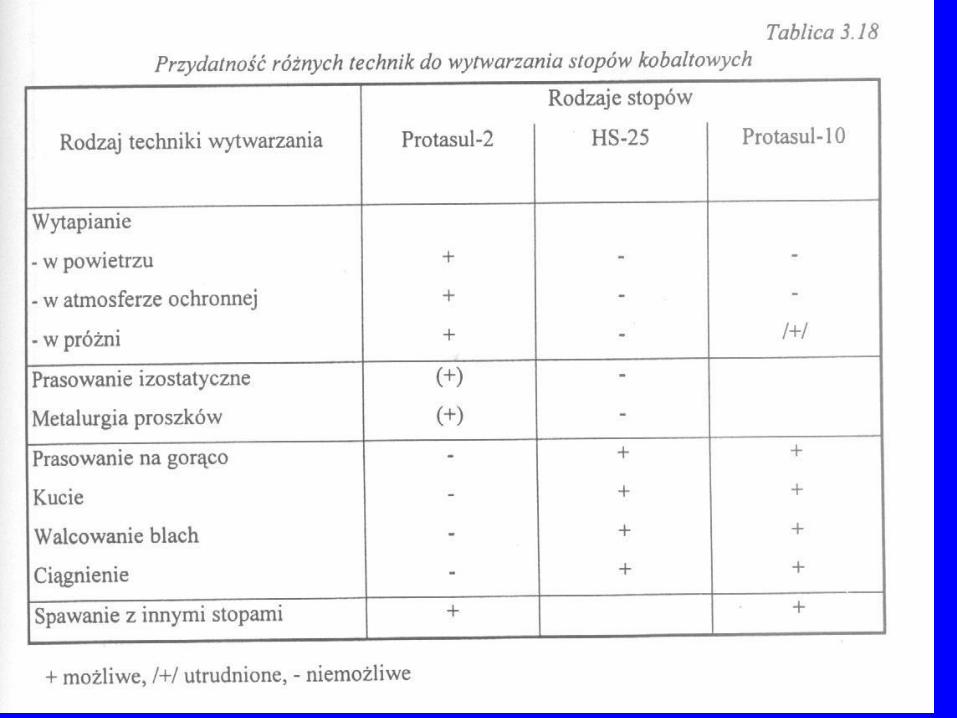
• Skład chemiczny determinuje techniki
wytwarzania, a ta z kolei wiąże się ze
strukturą i zespołem własności
mechanicznych
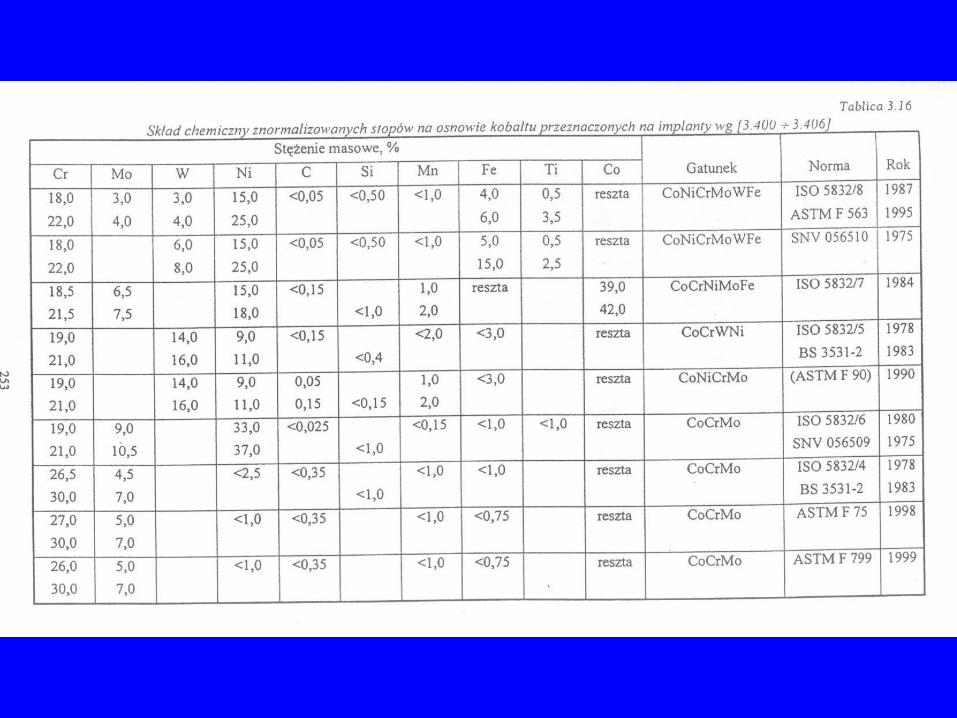
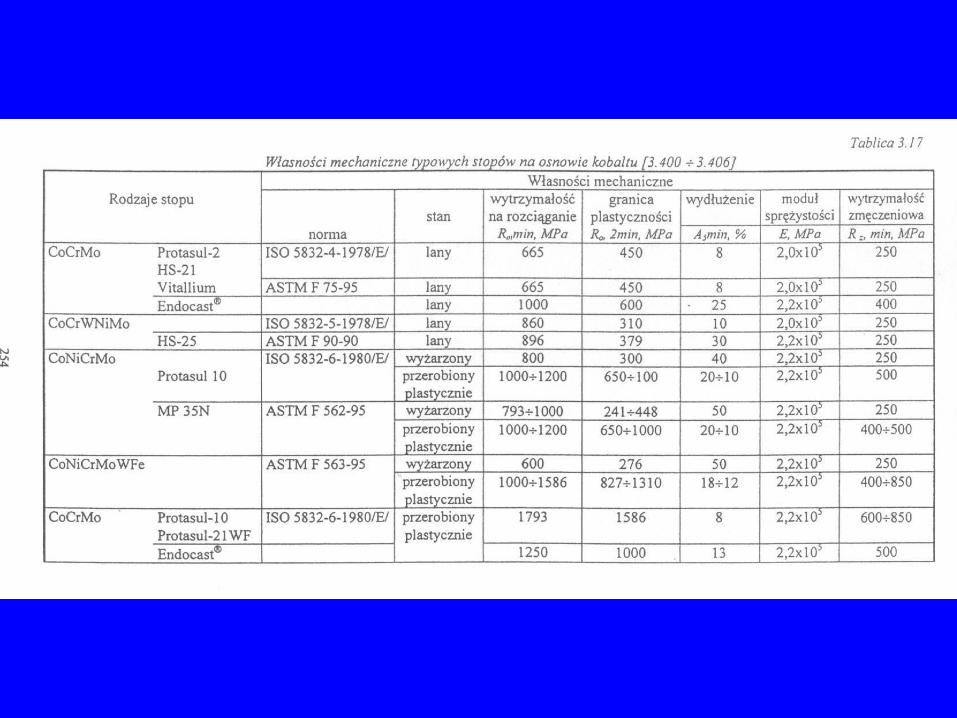
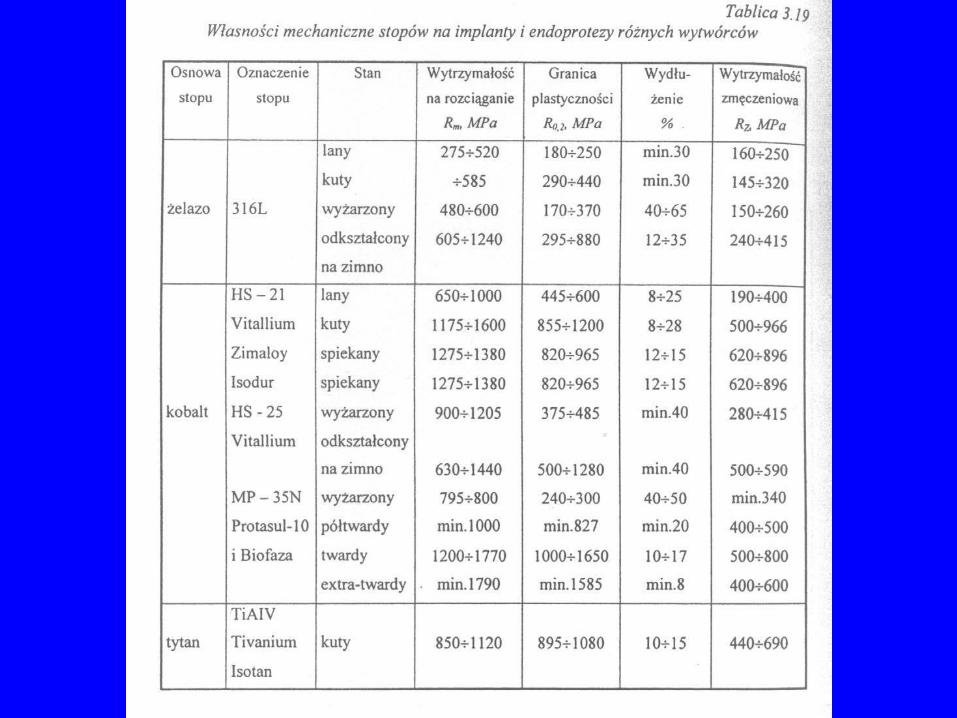
• Przykłady stopów handlowych (tablica)
• Stopy o stężeniach i zabiegach technologicznych
pozwalających uzyskać własności dostosowanych do
potrzeb kinematycznych poszczególnych biomechanizmów
z uwzględnieniem zróżnicowań anatomicznych i techniki
operacyjnej
• Zastosowanie (głównie przerabianych plastycznie): płytki,
wkręty kostne, groty, druty, elementy kształtowe do
zespoleń dociskowych kości
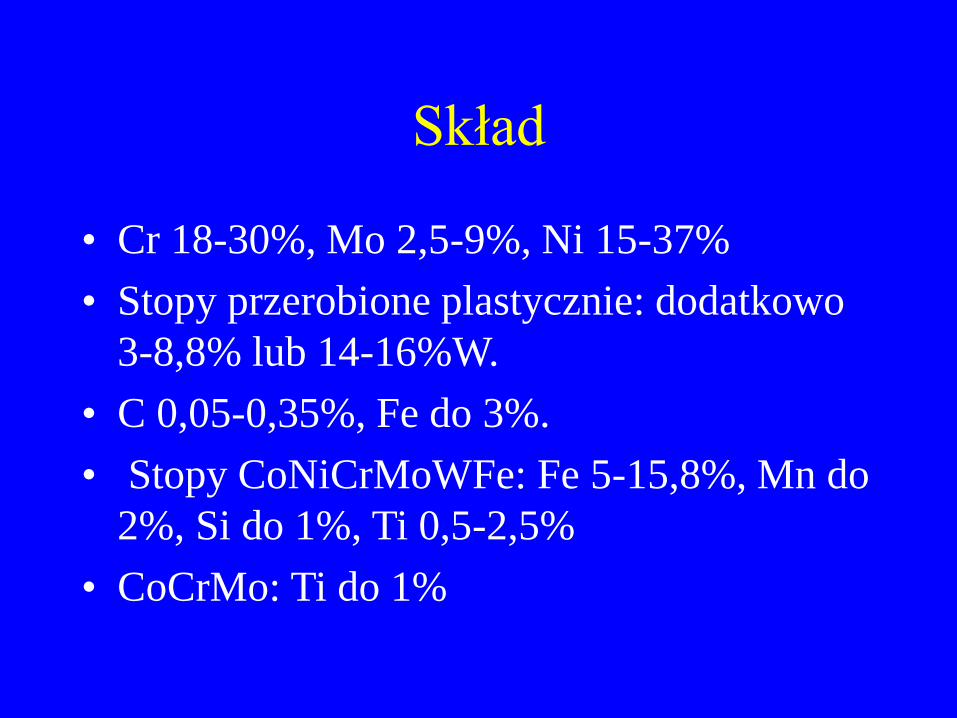
Skład
• Cr 18-30%, Mo 2,5-9%, Ni 15-37%
• Stopy przerobione plastycznie: dodatkowo
3-8,8% lub 14-16%W.
• C 0,05-0,35%, Fe do 3%.
• Stopy CoNiCrMoWFe: Fe 5-15,8%, Mn do
2%, Si do 1%, Ti 0,5-2,5%
• CoCrMo: Ti do 1%
• Kobalt: porównywalny do niklu. Znaczna
skłonność do pasywacji. Nie jest plastyczny, stąd
małe rozpowszechnienie w technice.
• Cr i Mo zwiększają odporność na kwaśne
środowiska, odporność na korozję wżerową i
szczelinową
• Większa odporność na korozję naprężeniową i
zmęczeniową w obecności chlorków
Stopy odlewnicze
• Struktura niejednorodnego austenitu ze znaczną segregacją chemiczną.
• Drobnodyspersyjne wydzielenia węglików M23C6
• Segregacja Cr w granicach 19-35%, Mo 4-6%
• Porowatość 0,3%
• Większa odporność korozyjna od stali austenitycznych
• Mała ciągliwość i wytrzymałość zmęczeniowa (stąd przesycanie)
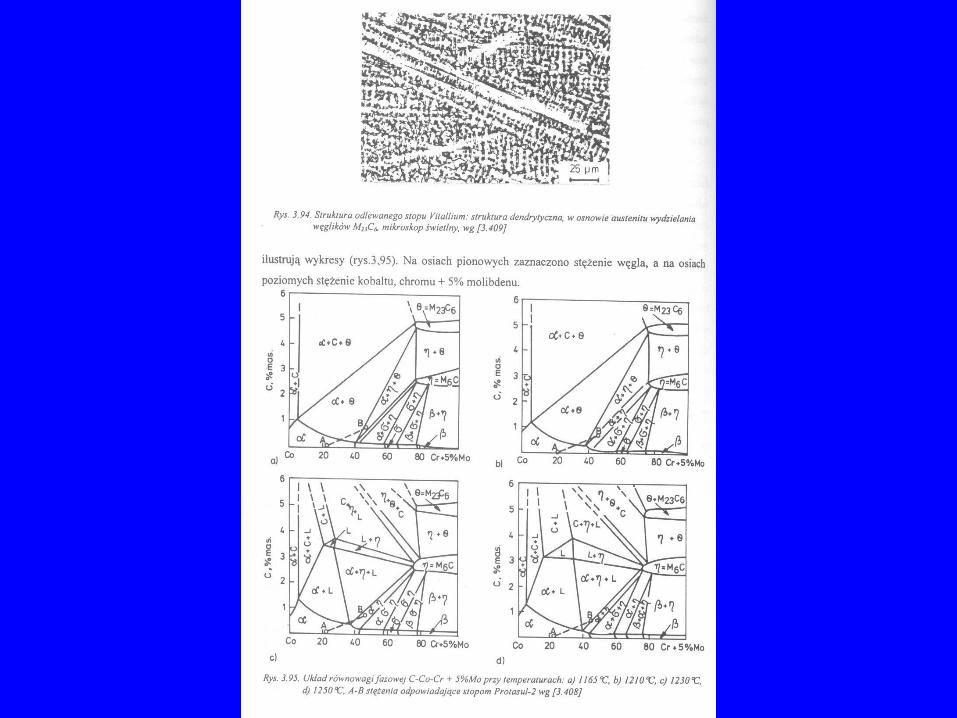
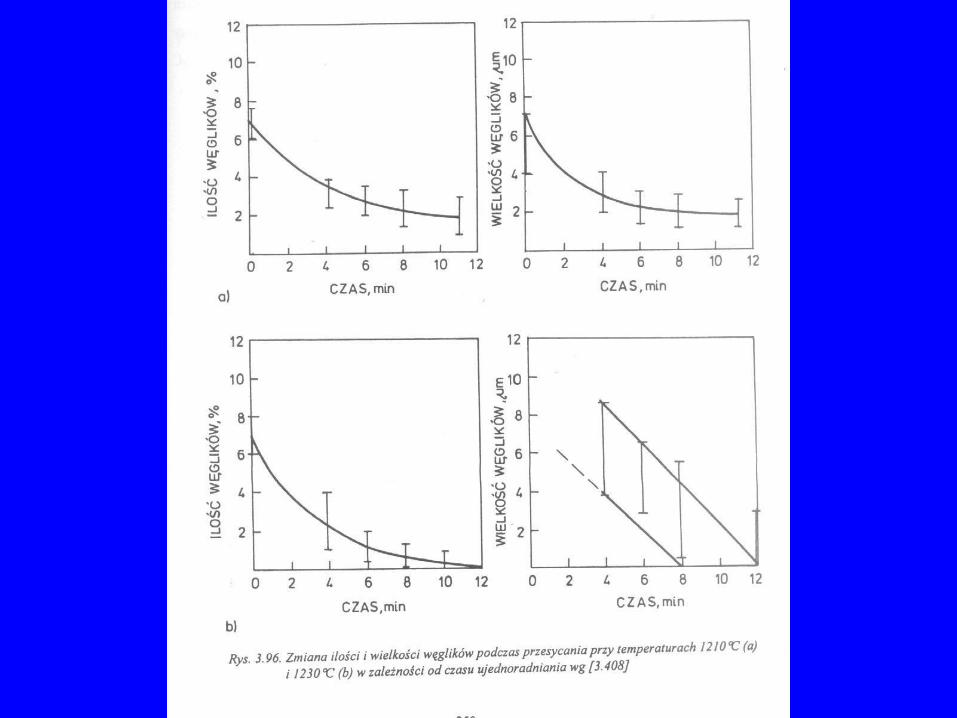
• W trakcie przesycania w 1165 C zachodzi częściowa
przemiana pierwotnych węglików M23C6 na M6C.
• W 1210 C rozpuszczanie węglików początkowo jest
szybkie, później wolniejsze. Po 1 h węgliki M23C6
rozpuszczają się całkowicie, M6C – częściowo, całkowicie
po 64 h.
• W 1230 C wszystkie rodzaje węglików rozpuszcza się po
15 min.
• W 1250-1270 C obserwuje się nadtapianie węglików
• Nagrzewanie do 100 C/min nie wpływa na
kinetykę przemian węglików, powyżej 200
C/min hamuje przemianę węglika M6C,
której początek zachodzi w 1250 C, na
brzegach próbek węgliki M23C6 zamieniają
się w międzymetaliczną fazę
• Przemiana węglika M23C6 na M6C jest
spowodowana większa stabilnością tego
ostatniego w 1165-1230 C.
• W 1230 C powstaje eutektyka M6C – grafit
wskutek roztapiania się węglików w stopie
• Przemiana przebiega podobnie, jak w stopach Co-
Cr-Mo i Fe-Mo-C. Tworzą się
międzydendrytyczne obszary z większym
stężeniem Cr i C
• Powstawanie fazy w osnowie stopów Co-
Cr-Mo nagrzewanych z szybkościami pow.
200 C/’min jest istotne, gdyż faza ta
wywiera niekorzystny wpływ na własności
mechaniczne.
• Optymalny zakres przesycania dla
uzyskania jednofazowej struktury
austenitycznej: 1210-1240 C
• Wydzielanie węglików jest możliwe w
wniosku reakcji eutektycznej lub prostego
wydzielania
• Zarodkowanie odbywa się na granicach
międzyfazowych
• Przemiana węglików:
• M3C2 lub M7C3 M23C6 M6C
• Węgliki M7C3 powstają w stopach, w
których stosunek Me:C ma małą wartość
(Me – Cr, Co).
• Przemiana:
• 23 Cr7C3 7 Cr23C6 + 27 C
• 6 C + 23 Cr Cr23C6
• Węgliki M23C6 umacniają strukturę stopu
• Obecność węglika M23C6 ułatwia tworzenie fazy
• W stanie lanym węgliki te wydzielają się na
granicach ziaren i obszarach
międzydendrytycznych
• Pierwotne wydzielenia mają duże rozmiary i sa
nieregularne
• Drobne wydzielenia węglika mają kształt płytek w
osnowie
• Wyżarzanie homogenizujące powoduje
rozpuszczenie i ponowne wydzielenie węglików
dyspersyjnych
• Węgliki Me3Me3C i Me4Me2C są
stabilniejsze w wysokich temperaturach,
przede wszystkim gdy zawierają W i Ti,
wywierają też wpływ na odkształcalność w
podwyższonych temperaturach
Obróbka cieplna
• Wyżarzanie ujednoradniające w 1170 C;
rozpuszczają się węgliki
międzydendrytyczne, austenit staje się
bardziej jednorodny
• Przesycanie z temp. 1240 C w wodzie;
jednorodna i jednofazowa struktura
austenitu o większej wytrzymałości i
ciągliwości niż w stanie lanym
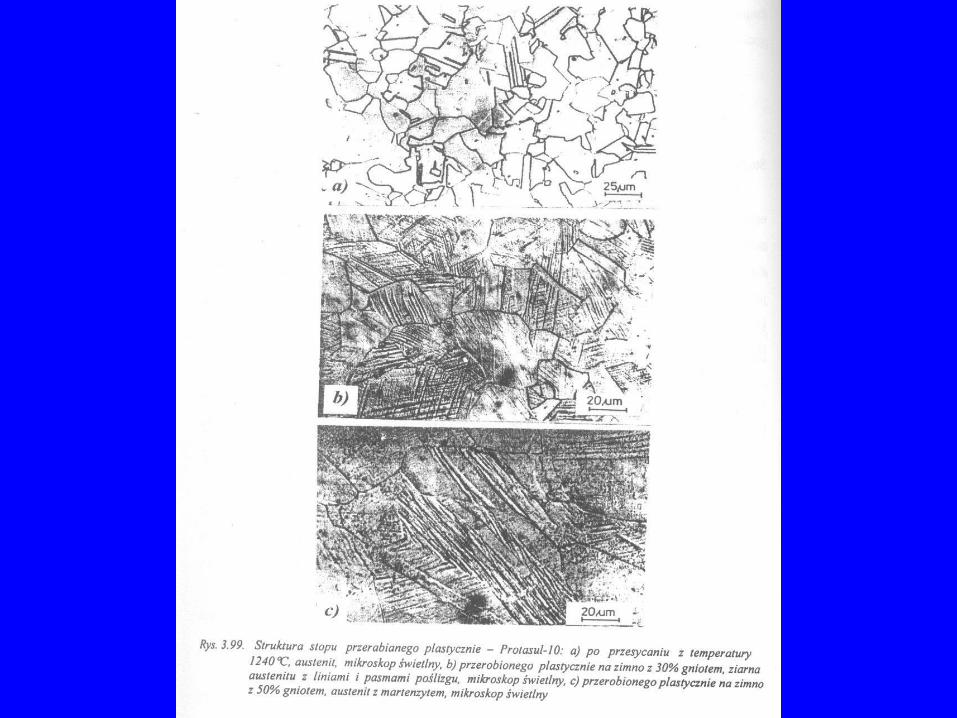
Stopy przerabiane plastycznie
• W stosunku od odlewniczych: ograniczone stężenie C, Si, Cr, Mn, zwiększone stężenie Ni z 2,5 do 33-37%, dodatek Ti
• Bardziej podatne do odkształcenia plastycznego
• Struktura jednofazowa austenitu
• Większa odporność na erozję, kawitację, zmęczenie korozyjne, korozję napreżeniową
• Podczas odkształcania plastycznego poniżej
650 C zachodzi przemiana martenzytyczna
• Odkształcanie stopów Co-Ni-Cr-Mo pow.
650 C umacnia austenit bez zmiany
struktury. Sterując temperaturą
odkształcania i stopniem gniotu można
kształtować umocnienie stopu
Zabiegi technologiczne
• Przesycanie 1050 C
• Odkształcanie plastyczne na zimno poniżej 650 C
(największe umocnienie)
• Odkształcenie plastyczne na gorąco (pow. 650 C);
pośrednie umocnienie
• Stopy przerabiane plastycznie: dwukrotnie
większa wytrzymałość zmęczeniowa, większa
odporność na korozję szczelinową i wżerową