PRZEGLĄk TECHNICZNYbcpw.bg.pw.edu.pl/Content/4125/14pt1936_nr_13_14.pdf · cz Nr. ASOPI 13-14 SMO...
32
Przedruk wzbroniony 353 PRZEGLĄD TECHNICZNY cz Nr. ASOPI 13-14 SMO P OSW IĘCONE S WARSZAWA, PR 22 AWOM LIPCA 1936 TEC R. H N IKI 1 P R ZEMY Tom stu LXXV TREŚĆ: Przemysł budowy okr tów w latach wojen nych i powojennych, inż S. K. Kochanowski. Współczesne pogl dy na budow drewna, (dok.) dr. W. A. Becker. Zagadnienie elektro metalizacji natrysko wej, inż. J. Falkiewicz W sprawie nap dów elektrycznych, inż. W. Piekałkiewicz Rozwój walki z wypadkami przy pracy w przemyśle polskim, inż. W. Słowiński Przegl d pism technicznych. Kronika przemysłowa. Blbljograf) a, Wiadomości T. W. T. SOMMAIRE: L'Industrie des constructions navales pen dant la guerre et apres la guerre, par M. 5, K. Kochanowski. Idees recentes s u r l a structure de bois (suit et fin), par M. W. A. Becker. Probleme d e l a electro metallisation, par M. J. Falkiewicz. Sur la commande individuelle electrique, par M. W. Piekałkiewicz. Lutte contre les accidents du travail en P o 1 o g n e, par M, W. Słowiński. Revue documentaire. C h r o n i q u e. Bibliographie. Bulletin d e l a Socićte Technique Militaire. Inź. S. K. KOCHANOWSKI 338:623.8 „1914 — 1935" Przemysł budowy okrętów w latach wojennych i powojennych i. P unktem zwrotnym w ewolucji przemysłu budo wy okr tów było zastosowanie żelaza jako za sadniczego tworzywa na kadłuby, Do tego czasu stocznie miały charakter warsztatów rzemie ślniczych, położonych z reguły przy ujściach nawet dosyć płytkich rzek, gdyż maksymalne zanurzenie okr tów drewnianych wynosiło około 3 m. Stocznie te używały narz dzi, ogólnie stosowanych w sto larce i ciesielstwie, a z obrabiarek: pił taśmowych i tarczowych. Kuźnie okr towe, obrabiaj ce żelaz ne ł czniki, k tnice i t. p., również były typu „l dowego", o ile chodzi o ich wyposażenie. Wprowadzenie żelaza zmusiło do zwi kszania ka pitałów inwestowanych, gdyż obróbka żelaza wy magała obrabiarek z nap dem mechanicznym. Angielskie stocznie, położone w gł bokich ujściach rzek, w pobliżu zakładów metalurgicznych i budo wy maszyn, miały tutaj znaczn przewag nad stoczniami innych krajów, położonemi z reguły da leko od wszelkich ośrodków przemysłowych. Pod naporem warunków szybko wytworzyły si kadry fachowców (kowale, nitownicy, prostownicy i gi tacze blach i t. p.), którzy, przy pomocy dość ubo gich środków technicznych, szybko i pewnie wyko nywali sw prac . Polityka zwi zków zawodo wych, przeciwnych wprowadzeniu maszyn, przyczy niła si do ubogiego wyposażenia stoczni angiel skich w obrabiarki z nap dem mechanicznym; je dynie w dziale wyposażenia w dźwigi mostowe stocznie angielskie wyprzedzały stocznie kontynen tu. Stocznie mniejsze pracowały przy pomocy w drownych drużyn roboczych, bior c udział w seryj nej produkcji statków frachtowych. Stan ten uległ zmianie, gdy zacz to budować wielkie okr ty trans atlantyckie i wojenne, gdyż tam seryj niema, obrób ka wielkich i ci żkich cz ści zładu jest niemożliwa bez obrabiarek o nap dzie mechanicznym, przewóz ich również musi być zmechanizowany. Drużyny w drowne znikn ły. Prócz tego stocznie zacz ły same budować urz dzenia nap dowe i kotły, gdyż gwa rantuj c szybkości chciały mieć rozstrzygaj cy wpływ na konstrukcje i wyrób tych mechanizmów. W ten sposób powstawały pot żne organizmy przemysłowe, zdolne zadośuczynić ż daniom naj bardziej wymagaj cych odbiorców. Obok nich ist niały buduj ce wył cznie kadłuby, ale tylko mniej szych okr tów handlowych. W innych krajach stocznie, w epoce okr tów drewnianych, mieściły si w płytkich ujściach rzek i daleko od ośrodków przemysłu. Tam wi c odra zu powstawały wielkie stocznie — zakłady budo wy maszyn lub też do zakładu budowy maszyn do budowywano stoczni — zjawisko charakterystycz ne dla Niemiec (np, Vulkan Werke, Szczecin i inne). Stocznie kontynentu i St. Zj. Am. Póln., opieraj c si o przemysł maszynowy, musiały w walce ze stoczniami angielskiemi d żyć do obniżenia kosztów produkcji przez stosowanie najlepszych obrabiarek i urz dzeń pomocniczych, W St. Zj. Am. Półn. uczyniono nawet prób stworzenia koncernu hut i stoczni (American Shipbuilding Co), położonych nad wielkiemi jeziorami, do budowy statków prze wozowych dla w gla, żelaza i zbóż. Druga próba — U. S, Shipbuiildinjg — trust ł cz cy wielkie stocznie Atlantyku i Pacyfiku oraz niektóre walcownie rur — nie udała si , jednak po reformie powstała Bethleem
Transcript of PRZEGLĄk TECHNICZNYbcpw.bg.pw.edu.pl/Content/4125/14pt1936_nr_13_14.pdf · cz Nr. ASOPI 13-14 SMO...

Przedruk wzbroniony 353
PRZEGLĄD TECHNICZNYczNr.
ASOPI13-14
SMO POSW IĘCONE SWARSZAWA,
PR22
AWOMLIPCA 1936
TEC
R.
H N IKI 1 P RZEMY
Tom
stuLXXV
T R E Ś Ć :P r z e m y s ł b u d o w y o k r ę t ó w w l a t a c h w o j e n -
n y c h i p o w o j e n n y c h , inż S. K. Kochanowski.W s p ó ł c z e s n e p o g l ą d y n a b u d o w ę d r e w n a ,
(dok.) dr. W. A. Becker.Z a g a d n i e n i e e l e k t r o - m e t a l i z a c j i n a t r y s k o -
we j , inż. J. FalkiewiczW s p r a w i e n a p ę d ó w e l e k t r y c z n y c h , inż.
W. PiekałkiewiczR o z w ó j w a l k i z w y p a d k a m i p r z y p r a c y
w p r z e m y ś l e p o l s k i m , inż . W. SłowińskiP r z e g l ą d p i s m t e c h n i c z n y c h .K r o n i k a p r z e m y s ł o w a .B l b l j o g r a f ) a,W i a d o m o ś c i T . W . T .
S O M M A I R E :L ' I n d u s t r i e d e s c o n s t r u c t i o n s n a v a l e s p e n -
d a n t l a g u e r r e e t a p r e s l a g u e r r e , p a rM. 5, K. Kochanowski.
I d e e s r e c e n t e s s u r l a s t r u c t u r e d e b o i s(suitę e t fin), p a r M. W. A . Becker.
P r o b l e m e d e l a e l e c t r o - m e t a l l i s a t i o n , p a rM. J. Falkiewicz.
S u r l a c o m m a n d e i n d i v i d u e l l e e l e c t r i q u e ,par M. W. Piekałkiewicz.
L u t t e c o n t r e l e s a c c i d e n t s d u t r a v a i l e nP o 1 o g n e, p a r M, W. Słowiński.
R e v u e d o c u m e n t a i r e .C h r o n i q u e.B i b l i o g r a p h i e .B u l l e t i n d e l a S o c i ć t e T e c h n i q u e M i l i t a i r e .
Inź. S. K. KOCHANOWSKI 338:623.8 „1914 — 1935"
Przemysł budowy okrętów w latach wojennychi powojennych
i.
Punktem zwrotnym w ewolucji przemysłu budo-wy okrętów było zastosowanie żelaza jako za-sadniczego tworzywa na kadłuby, Do tego
czasu stocznie miały charakter warsztatów rzemie-ślniczych, położonych z reguły przy ujściach nawetdosyć płytkich rzek, gdyż maksymalne zanurzenieokrętów drewnianych wynosiło około 3 m. Stoczniete używały narzędzi, ogólnie stosowanych w sto-larce i ciesielstwie, a z obrabiarek: pił taśmowychi tarczowych. Kuźnie okrętowe, obrabiające żelaz-ne łączniki, kątnice i t. p., również były typu „lą-dowego", o ile chodzi o ich wyposażenie.
Wprowadzenie żelaza zmusiło do zwiększania ka-pitałów inwestowanych, gdyż obróbka żelaza wy-magała obrabiarek z napędem mechanicznym.Angielskie stocznie, położone w głębokich ujściachrzek, w pobliżu zakładów metalurgicznych i budo-wy maszyn, miały tutaj znaczną przewagę nadstoczniami innych krajów, położonemi z reguły da-leko od wszelkich ośrodków przemysłowych. Podnaporem warunków szybko wytworzyły się kadryfachowców (kowale, nitownicy, prostownicy i gię-tacze blach i t. p.), którzy, przy pomocy dość ubo-gich środków technicznych, szybko i pewnie wyko-nywali swą pracę. Polityka związków zawodo-wych, przeciwnych wprowadzeniu maszyn, przyczy-niła się do ubogiego wyposażenia stoczni angiel-skich w obrabiarki z napędem mechanicznym; je-dynie w dziale wyposażenia w dźwigi mostowestocznie angielskie wyprzedzały stocznie kontynen-tu. Stocznie mniejsze pracowały przy pomocy wę-drownych-drużyn roboczych, biorąc udział w seryj-
nej produkcji statków frachtowych. Stan ten uległzmianie, gdy zaczęto budować wielkie okręty trans-atlantyckie i wojenne, gdyż tam seryj niema, obrób-ka wielkich i ciężkich części zładu jest niemożliwabez obrabiarek o napędzie mechanicznym, przewózich również musi być zmechanizowany. Drużyny wę-drowne zniknęły. Prócz tego stocznie zaczęły samebudować urządzenia napędowe i kotły, gdyż gwa-rantując szybkości chciały mieć rozstrzygającywpływ na konstrukcje i wyrób tych mechanizmów.
W ten sposób powstawały potężne organizmyprzemysłowe, zdolne zadośuczynić żądaniom naj-bardziej wymagających odbiorców. Obok nich ist-niały budujące wyłącznie kadłuby, ale tylko mniej-szych okrętów handlowych.
W innych krajach stocznie, w epoce okrętówdrewnianych, mieściły się w płytkich ujściach rzeki daleko od ośrodków przemysłu. Tam więc odra-zu powstawały wielkie stocznie — zakłady budo-wy maszyn lub też do zakładu budowy maszyn do-budowywano stocznię — zjawisko charakterystycz-ne dla Niemiec (np, Vulkan-Werke, Szczecin i inne).Stocznie kontynentu i St. Zj. Am. Póln., opierającsię o przemysł maszynowy, musiały w walce zestoczniami angielskiemi dążyć do obniżenia kosztówprodukcji przez stosowanie najlepszych obrabiareki urządzeń pomocniczych, W St. Zj. Am. Półn.uczyniono nawet próbę stworzenia koncernu huti stoczni (American Shipbuilding Co), położonychnad wielkiemi jeziorami, do budowy statków prze-wozowych dla węgla, żelaza i zbóż. Druga próba —U. S, Shipbuiildinjg — trust łączący wielkie stocznieAtlantyku i Pacyfiku oraz niektóre walcownie rur —nie udała się, jednak po reformie powstała Bethleem

3541956 — PftZEÓLĄD TECHNICZNY
Słupbuilding Co., pracująca zupełnie dobrze po-mimo ciężkich warunków przemysłu okrętowego St.Zj. Am, Półn. W Europie dążność do koncentracjiwyraziła się w łączeniu zakładów hutniczych, bu-dowy maszyn, uzbrojenia i stoczni (Armstrong-Vic-kers, John Brown, Krupp, Schneider-Creusot, An-sałdo-Temi). Nie jest to dobre, gdyż siłą faktu od-suwa stocznię na drugi plan, jednak przy odpowied-niem nastawieniu kierownictwa koncernu i politycewładz państwowych może dać wyniki zadowala-jące [Krupp). W Holandji, Niemczech i St. Zj. Am.Półn. prawie wszystkie wielkie stocznie są bogatowyposażone w doki pływające, slipy, warsztaty na-prawcze, zapewniając sobie w ten sposób stały do-chód z napraw, z reguły bardziej intratnych od bu-dowy nowych okrętów. W Anglji i we Francji dokistanowią przeważnie własność władz portowych.
Mimo jednak tych różnic w strukturze, stoczniewszystkich krajów rozwijały się w związku z rozbu-dową flot wojennych i flot handlowych, jakkolwiekprzechodziły kryzysy o rożnem natężeniu.
Cechowało je, ogólnie biorąc, nieprzygotowaniedo działalności w warunkach długotrwałej wojny.Mobilizacja odbiła się na nich ujemnie, gdyż pozba-wiła je części personelu, niekiedy bezpowrotnie.Trzeba więc było brać do pracy ludzi takich, jacybyli pod ręką, co oczywiście odbijało się ujemniena wydajności, skłaniało jednak do zastosowaniaobrabiarek i procesów obróbczych, zmniejszającychwpływ słabego wyszkolenia personelu na jakośći, do pewnego stopnia, na tempo produkcji. Zmia-ny w poglądach sztabów morskich na zadanie, tu-dzież na rolę różnych rodzajów okrętów — stawiałystocznie przed trudnem zadaniem wykonaniazmian w konstrukcjach rozpoczętych, względnieprojektowanie konstrukcyj nowych, z uwzględnie-niem najnowszych zdobyczy techniki, przy jedno-czesnem ograniczeniu jaicości i ilości rozporządzal-nych środków; nie było bowiem państwa, które nieodczułoby trudności w zdobyciu tego wszystkiego,czego potrzebuje przemysł okrętowy. W tych wa-runkach przemysł okrętowy musiał wytężyć swesiły do granic możliwości, aby stanąć na wysokościzadania. Wyniki uzyskane nie mogą być mierzonewyłącznie z punktu widzenia wydajności technicz-nej, gdyż ta jest uzależniona od możności należy-tego rozplanowania pracy i związanych z nią za-mówień na takie części, jak mechanizmy główne,pomocnicze, szczegóły wyposażenia, blachy, kształ-towniki i t. d. Praca gorączkowa — nie sprzyjawydajności — okazało się to w całej pełni podczaswojny.
Warunki narzuciły konieczność rozbudowy prze-mysłu okrętowego przedewszystkiem pod względemliczebności załóg. Zagadnienie to rozwiązano przezzaangażowanie ludzi niewysz;koilonych, względ-nie przez zwiększenie udziału kadrowych stocznicywilnych w budowie okrętów wojennych, wreszcieprzez zastosowanie obu tych sposobów. Jedynie wSt. Zj. Am, Półn. musiano korzystać prawie wy-łącznie z nowego personelu wobec olbrzymiego roz-rostu ilościowego przemysłu okrętowego. Rozwią-zanie to nie odbiło się zbyt ujemnie na produkcji,gdyż organizowano ją tak, aby móc jak najszerzej
wykorzystać pracę zakładów budowy mostów i ma-szyn.
Wielka Brytanja, rozporządzając wielkim prze-mysłem okrętowym, zwiększyła personel stoczniAdmiralicji o 83,5% (taJb. 1), (budując przytemdwie nowe stocznie w Rosyth i Inveirgordon, nato-miast personel kadrowych stoczni cywilnych uległzwiększeniu o 67%.
TABELA I.I l o ś ć r o b o t n i k ó w z a t r u d n i o n y c h n a s t o c z -n i a c h , p r a c u j ą c y c h n a p o t r z e b y m a r y n a r k i
w o j e n n e j w o k r e s i e 1 9 1 3 — 1 9 1 8 .
Państwo
WielkaBrytanja
Niemcy
Francja
Wiochy
Japonja
St. Zj. Ara.Półn.
Stocznie
mar.woj.
60 000
16 000
33 500
cywiln.kadrów.
60 000
60 000
16 500
brak danych
brak danych
Razemw
r. 1913
120 000
76 000
50 000
50 000
45 000
brak danych
Stocznie
ma*,woj.
110 000
55 000
65 000
50 000
100 000
80 000
cywiln.kadrów.
100 000
300 000
45 000
50 000
200 000
100 000
Razemw
r. 1914—1918
210 000
355 000
110 000
100 000
300 000
180 000
W czasie wojny zmalał udział stoczni cywilnychw zaspokajaniu potrzeb Królewskiej Marynarki Wo-jennej. Nie oznacza to jednak bezwzględnegozmniejszenia roli tego przemysłu, gdyż część wy-szkolonego przezeń personelu przeszła do stoczniAdmiralicji. Stocznie cywilne odegrały więc rolękadr personelu fachowego, przyczyniając się wybit-nie do złagodzenia trudności, związanych z brakiemsił roboczych w przemyśle.
W Niemczech stocznie rządowe, zatrudniając21% załóg ogółu stoczni, miały przed 1914 r. cał-kiem drugorzędne znaczenie w rozbudowie flotywojennej Rzeszy. Podczas wojny załogi ich stano-wiły tylko 16% ogółu załóg stoczni, budującychokręty wojenne, jakkolwiek w stosunku do stanuz 1913 r. wzrosły o 350% (załoigi kadrowych stocz-ni prywatnych wzrosły o 500%). W Nienucizech cię-żar zaopatrzenia floty spoczął w 85% na stoczniachprywatnych. Przyjmując nawet, że część załóg tychstoczni przeszła na stocznie rządowe, widzimy, żeprywatne stocznie kadrowe musiały zwiększać swezałogi uzupełniając je personelem niewyszkolonym.Stan taki musiał odbić się ujemnie na wydajnościpracy; z drugiej jednak strony pobudził myśl tech-niczną do uproszczenia procesu budowy okrętóworaz do pełniejszego wykorzystania maszyn, abyw ten sposób ograniczyć wpływ niewyrobionego per-sonelu. Wysokie kwalifikacje fachowe personelukierowniczego i umiejętne zorganizowanie spół-działania różnych gałęzi przemysłu pozwoliły opa-nować dość trudne położenie.
Francuski przemysł okrętowy przeszedł w czasiewojny bardzo ostry kryzys, którego skutki nie sąusunięte w całości do dzisiaj; jakkolwiek w ostat-nich kilku latach uczyniono dużo, aby usunąć przy-czyny zła, nie zdołano jednak postawić wszystkich

PRZEGLĄD TECHNICZNY — 1936 355
stoczni na należytym poziomie. Tłomaczy się tospecyficznem nastawieniem przemysłu francuskiegooraz psychiką jego inżynierów, o ile chodzi o stronękonstrukcyjno-proidukcyjną. Stocznie rządowe byłysilniej rozbudowane niż w Niemczech, zarówno podwzględem ilości (6 a w Niemczech 2), jak i liczeb-ności załóg, stanowiących 210% isłanu załóg nie-mieckich stoczni (rządowych, Kadrowe stocznie pry-watne, technicznie lepiej postawione niż rządowe,miały załogi nieliczne (28% załóg stoczni, pracują-cych na potrzeby marynarki wojennej); stocznie tenie spełniły swego zadania, gdyż francuska myśltechniczna nie opanowała położenia, wytworzonegoprzez wojnę.
Włochy bardzo rozbudowały swój przemysł okrę-towy, głównie pod względem-jakościowym; personelich stoczni kadrowych wzrósł dwukrotnie, niewąt-pliwie przy silnym udziale załóg stoczni prywat-nych.
W Japonji wojna spowodowała prawie 7-krotnywzrost liczebności załóg stoczni kadrowych orazwielki udział kadrowego przemysłu prywatnego.Tak znaczny wzrost był możliwy dzięki szerokiemuwykorzystaniu sił niefachowych. Trudności z temzwiązane zdołano jednak pokonać,
Stany Zjedn, Am, Półn. miały do pokonania wiel-kie trudności personalne przy rozbudowie stocznirządowych, głównie z powodu ożywionej działalno-ści stoczni, budujących statki frachtowe. Przyzwy-czajenie do pracy w wielkiej skali, duży zmysłpraktyczny zarówno kierowników przemysłu, jaki sztabu technicznego oraz dość dobre kwalifikacjetechniczne — nasunęły rozwiązanie (okręty stan-dardowe produkcji seryjnej), które walnie przyczy-niło się do złagodzenia kryzysu stanów liczebnychw kadrowym przemyśle okrętowym. Z tego wynika,że stocznie rządowe były w dużym stopniu zależneod stoczni prywatnych", pracujących zasadniczo napotrzeby rynku cywilnego. Silny ogólny przemysłokrętowy był tym zbiornikiem, który dostarczałpersonelu technicznego i robotniczego, był źródłemniejednej cennej nowej myśli technicznej, pomimowielkiej różnicy w budowie okrętów wojennychi handlowych.
W krajach, posiadających dobrze postawionyi rozbudowany przemysł okrętowy, admiralicje niemiały wielkich trudności w rozbudowie przemysłukadrowego (oczywiście pomijam tutaj sprawę su-rowców i t. p.); natomiast tam, gdzie przemysł był
słaby jakościowo i ilościowo, trudności te były nie-kiedy nie do pokonania (Francja).
II.
Jeżeli chodzi o budowę okrętów wojennych wokresie 1914—1918, to pierwsze miejsce zajmujeWielka Brytanja, która zwiększyła swą flotęo 1 217 240 tonn, nie licząc 135 okrętów podwod-nych. Pod względem wyporności 51% przypada naokręty bojowe, po 10% — na krążowniki bojo-we i lekkie, 2,5% — na przewodniki flotylli i prze-szło 25 % — na niszczyciele (tab. II), a więc na flotębojową przypada 61 % i na lekkie jednostki na-wodne 39%.
Z tabeli II widzimy, że w ostatnim roku wojnynie oddano do służby żadnego okrętu bojowego, wprzeciwieństwie do stałego zwiększania sił lekkich,co tłomaczy się zapotrzebowaniem, wywołanem wa-runkami wojny, O ile chodzi o okręty bojowe, tostocznie pracowały planowo wykonywa jąc program,pomimo trudności technicznych i wzrostu zapotrze-bowania na jednostki lekkie. Krążowniki bojowebudowano dość szybko — Repulse, Renown w ciągu18—19 miesięcy, a więc krócej niż niejeden krążow-nik lekki (np. Champion —"21 miesięcy), jakkol-wiek budowa ostatnich trwała przeciętnie 1 rok.Przewodniki flotylli i niszczyciele budowano prze-ciętnie przez 12 miesięcy, przyczetn w ciągu wojnydostarczono 84% zamówionej podczas wojny ilości.Dopiero w ostatnim loku wojny zamówiono niszczy-ciele na stoczniach Admiralicji; do r. 1917 włączniebudowały je tylko stocznie prywatne; podobnie by-ło i w Niemczech.
Ogółem w ciągu wojny przemysł dał 214% tonna-żu, jaki straciła Royal Navy w tym samym okresie.Ze strat 49% przypada na okręty bojowe i 51% najednostki lekkie. Procent uzupełnienia był równieżw stosunku podobnym, co świadczy o niezmiennościwytycznych planu rozbudowy floty.
W tymże okresie Niemcy zwiększyły swą flotę(tab. III) o 376 000 tonn, z czego 35% przypada najednostki bojowe,' Tłomaczy się to trudnościami je-dnoczesnej rozbudowy floty nawodnej i podwodnej.Flota podwodna była konieczna z powodu położenianacisku na wojnę podwodną, zaś lekkie jednostkinawodne — do bieżącej pracy, głównie pomocniczej,Walcząc z trudnościami w dziale zaopatrzeniaNiemcy musiały zaprzestać rozbudowy floty bojo-
T A B E L A I I ,B u d o w a o k r ę t ó w w o j e n n y c h w W i e l k i e j B r y t a n j i .
Rodzaj okrętu
Okręty boj. i kr^ż.bojowe . . . .
Krążowniki lekkie .
Niszczyciele , . .
Okręty podwodne .
1914
5131 200
1139 900
1915
5140 000
830 000
1916
9239 200
522800
1917
129 800
312 600
do końca wojny zbudowano
1918
521000
do końca wojny zbudowano
R
?o740 000
32126300
303350 240
135
i 2 e ni
355 sztuk1217 240 t
135 okr.
podwodnych

356 1936 - PRZEGLĄD TECHNICZNY
T A B E L A III.
B u d o w a o k r ę t ó w w o j e n n y c h w N i e m c z e c h .
Rodzaj okrętu
Okręty boj, i krąż.bojowe . . . .
Krążowniki . . .
Niszczyciele i tor-pedowce
Okręty podwodne .
1914
375 900
29 300
11870
3
1915
126 600
119 600
6240 700
62
1916
157 200
419 200
4937 450
95
1917
127 000
210 600
4317 800
103
1918
211 200
2822 200
81
R a z e m
7 i186 700
1470 100
203119 020
344 J
224 sztuk375 820 t
344 okr.
podwodnych
wej ograniczając się do zwiększania sił lekkich,łatwiejszych w produkcji. Dzięki takiemu rozwią-zaniu uzupełnienie stanowiło 167% strat; wynik tenosiągnięto pomimo dużych trudności w dostawie su-rowców, których kolejność początkowo była na-stępująca: 1) sprzęt uzbrojenia, 2) drut kolczasty,3) materjał kolejowy, 4) materjał na okręty pod-wodne. W drugiej połowie wojny, materjał na okrę-ty podwodne umieszczono na pierwszem miejscu,zarazem przeprowadzono podział stoczni na budu-jące jednostki nawodne i podwodne; ostatnie mogłybudować okręty nawodne tylko w celu racjonalnegowykorzystania swych warsztatów, gdy całkowitaspecjalizacja nastręczała trudności eksploatacyjne.Podział ten wytworzył trudności dla stoczni, budu-jących okręty nawodne. Działalność stoczni pracu-jących na potrzeby floty podwodnej była naprawdęimponująca, gdyż spuściły one na wodę 344 jedno-stki, t. j . 196% strat, w końcu wojny miały w budo-wie 226 jednostek i w przygotowaniu 212 jednostek.Stoczni tych było tylko 4. Tak piękne wyniki osią-gnięto mimo konieczności zaopatrywania sprzymie-rzeńców, posiadających przemysł słaby (Austrja,Węgry) lub nieposiadająeych go wcale (Turcja).Wyniki te świadczą o wysokiej sprawności technicz-nej i organizacyjnej.
Stocznie francuskie i włoskie pracowały bardzosłabo, przyozem pierwsze przerwały swą pracę napotrzeby marynarki wojenej w r. 1916 tak, że Fran-cja musiała nabyć w Japonji 12 niszczycieli. Dziękitemu (tab. IV) nie wyrównały one strat wynoszą-cych 121 000 tonn. Stocznie włoskie (tab. V) budo-wały, o/prócz okrętów bojowych, niszczyciele, okrętypodwodne i jednostki specjalne. Uzupełniły oneflotę do wysokości 96% strat. Słaba działalnośćstoczni tłomaczy się trudnościami, związanemi z do-stawą sm*owców i innych materjałów zagranicznych.
W przeciwieństwie do tych dwóch krajów, Rosja,mająca przemysł okrętowy bardzo zależny od za-granicy (Niemiec, Francji, Anglji i Śkody), potrafiłanie tylko wyrównać z nadmiarem straty (4 okrętybojowe, 1 krążownik i 8 niszczycieli), lecz nawetpostawić rekord. Rekordzistą był inż. Xawery Czer-nicki, kpi (obecnie komandor i zastępca Szefa Kie-rownictwa Marynarki Wojennej), który w ciągu8 miesięcy wykonał pracę nad direadnoughtem, zaj-mującą normalnie 18 miesięcy. Rekord ten do dzi-siaj nie został pobity. ...........
TABELA IV.
B u d o w a o k r ę t ó w w o j e n n y c hw e F r a n c j i .
Rodzaj okrętu
Okręty boj.
Niszczyciele
Okręty podw.
1914
—
43 975
1915
370 500
32 610
1916 — 1918
—
—
R a
370 500
76 585
17
z e m
10 sztuk77 085 t.
17 okr.podwodn.
TABELA V.B u d o w a o k r ę t ó w w o j e n n y c h
we W ł o s z e c h .
Rodzaj okrętu
Okręty boj
Niszczyciele
Okręty podw.
1915
369 000
11550
15
1916
—
11550
—
R a
3 ,69 000
23 100
15
z e m
5 sztuk72 100 t.
15 okr.podwodn.
TABELA VI.B u d c
Rodzą) okrętu
Okręty boj.
Niszczyciele
Okręty podw.
w a o
1915
370 200
k r ę t ó w ww R o s j i .
1916
246 800
1917
123 400
o ] e n n y c
R a
6140 400
2126 890
18
h
z e m
27 sztuk167 290 t.
18 okr.podwodn.
Austrjacki przemysł budowy okrętów pracowałmiernie (tab. VII) pokrywając tylko 37% strat,co spowodowane było nietylko względami technicz-nemi, lecz i pracą nad wyposażeniem portów, forty-fikacyj nadbrzeżnych i t. p.
Działalność stoczni japońskich (tab. VIII), bardzowydajna, jeżeli chodzi o pokrycie strat stanowią-

PRZEGLĄD TECHNICZNY — 1936 357
TABELA VII.B u d o w a o k r ę t ó w w o j e n n y c h
w Au s t r o - W ę g r z e c h.
Rodzaj okrętu
Okręty boj.
Krążowniki
Niszczycielei torpedowce
1914
—
27 000
1915
—
1916
1
2 1 3~70
—
1917
—
1918
—
R a z e m
121370
27 000
2810 536
31 sztuk
38 906 t.
TABELA VIII.B u d o w a o k r ę t ó w w o j e n n y c h
w J a p o n j i.
Rodzaj okrętu
Okręty boj.i krąż. boj.
Niszczyciele
Okręty podw.
1915
387 100
1917
262 2U0
1612710
1918
131100
11 320
R a z e m
6180 400
1714030
3
23 sztuk194 430 t
i3 okrętypodw.
cych niecałe 25% uzupełnienia, była sama przez sięniewielka ze względu na trudności w dowozie su-rowców, pomimo zawarcia umowy ze St. Zjedn.Am. Półn. na dostawę stali oraz położenia wiek-szego nacisku na rozbudowę floty handlowej i in-nych gałęzi przemysłu.
Stocznie St. Zjedn. Am. Półn. ograniczyły się dobudowy okrętów bojowych i niszczycieli oraz kilku-nastu okrętów podwodnych (tab, IX), Ilościowo niedały one dużo, co było wynikiem poglądu sfer kie-rowniczych na działalność stoczni, budujących okrę-ty wojenne.
TABELA IX.B u d o w a o k r ę t ó w w o j e n n y c h
w S t Z j . A m . P ó ł n .
Kodzaj okrętu
Okręty bojowe
Niszczyciele
Okręty podw.
1915
—
1415 400
1916
4118 800
66 600
1917
132 000
66 750
1918
132 000
R a
6182 800
2628 750
119
z e m
32 szt.211550 t
i119 okr.podw.
Przy ocenie działalności przemysłu budowy okrę-tów wojennych w okresie 1914—1918 trzeba zacho-wać daleko posuniętą ostrożność, głównie z powodubraku danych, umożliwiających całkowite odtworze-nie ówczesnych warunków produkcji. Oprócz takichtrudności, jak brak specjalistów, surowców i t, d,były jeszcze inne, wpływające ujemnie na wydaj-ność pracy. Do nich należą i zmiany w czasie budo-wy w celu uwzględnienia doświadczeń bitwy jut-landzkiej, lub wywołane wiadomościami o nowemrozwiązaniu, zastosowanem przez nieprzyjaciela,zmiany po spuszczeniu na wodę, tak częste, zwła-
szcza w Niemczech, rozproszenie energji przez stu-dja nad nowe mi typami, np. w Wielkiej Brytanjii we Włoszech nad typem pośrednim między okrę-tem bojowym i krążownikiem bojowym. Jeszczedzisiaj nie można dokładnie ustalić wpływu każdegoz tych czynników. Ze względu na wiarogodnośćopublikowanych danych, można jednak stwierdzić,że tam, gdzie pracowano nad wykonaniem progra-mu, szczegółowo przemyślanego i odpowiadającegowymaganiom na dalszą metę i nie poddawano sięprzemijającym wpływom chwili, tam zdołano osią-gnąć więcej, niż w krajach, które nie potrafiły swychmożliwości potencjalnych wykorzystać celowo. Takiwniosek nie pomniejsza znaczenia czynników czystotechnicznych, lecz wskazuje tylko na ograniczeniezakresu ich działania.
Dowodem słuszności tego wniosku jest porówna-nie działalności stoczni budujących okręty wojen-ne, z działalnością stoczni, budujących okręty han-dlowe. Ostatnie starały się wykorzystać konjunktu-rę, na co, ogólnie biorąc, pozwalały im ich możliwo-ści techniczne. Na przeszkodzie stanęły względynie techniczne lecz inne, silnie wpływające na kie-runek prac przemysłu. Porównanie działalnościstoczni tych dwóch rodzajów uwypukli całą różno-rodność warunków ich pracy.
III.W okresie 1914—1918 w państwach walczących
zbudowano ogółem I1/., milj. tonn okrętów handlo-wych- Z tej ilości przypada na Wielką Brytanję49%, St. Zjedn. Am. Półn. 31%, Japonje, 8%, Niem-cy 7%, na Francję i Włochy — po niecałe 2%.
Produkcja angielska spada do 1916 r. Od 1917 r.datuje się nagły wzrost, doprowadzający do prze-kroczenia poziomu 1914 r. o 72%. Mimo to nie zdo-łano zrównoważyć strat wojny podwodnej, wyno-szących w angielskiej flocie handlowej 9 milj. tonn.
Produkcja stoczni niemieckich spada do końcawojny (osiągając w r. 1918—-8% produkcji z 1914 r.)z powodu Irudoości w dostawie surowców i niemoż-ności jednoczesnej rozbudowy floty nawodnej i pod-wodnej. Nie należy nie doceniać tego faktu, gdyżtonnaż handlowy szedł prawie w całości na zaspo-kojenie potrzeb marynarki wojennej (okręty po-mocnicze w ilości 500).
Stoczenie francuskie przeszły bardzo ostry kryzysi po przejściowem wzmożeniu produkcji w r. 1916,produkcja znów zaczęła spadać, aż w r. 1918 osią-gnęła 12% wyników z r. 1914. Natomiast stoczniewłoskie, po przełamaniu zastoju, już w r. 1916 prze-kraczają wyniki uzyskane w r. 1913 i pracując nadalwe wzmożonem tempie w końcu wojny osiągają142% produkcji z r. 1914 i 121% z r. 1913, pomimocałkowitej zależności od dowozu surowców. Stocz-nie obu tych krajów nie odegrały żadnej poważniej-szej roli w zaopatrzeniu aljantów w tonnaż han-dlowy.
Z krajów pozaeuropejskich na pierwszem miejscunależy postawić St. Zjedn. Am. Półn., które odr. 1916 wzmagają swą produkcję, osiągając w r.1916—169% produkcji r. 1913, w r. 1917—360%i w r. 1918—1140% na 368 stoczniach.
Wyniki te wskazują na wielką sprawność tech-niczną i organizacyjną przemysłu okrętowego St.

358 1936 — PRZEGLĄD TECHNICZNY
Zjedn. Am. Półn., który musiał rozwiązać wiele no-wych zagadnień i potrafił znaleźć wyjście (pro-dukcja seryjna). Jeżeli okręty handlowe nie znala-zły uznania wśród armatorów po wojnie, to główniedzięki temu, że były one budowane do przewozówmasowych, niektórych artykułów, najpotrzebniej-szych podczas wojny. Sama myśl produkcji seryj-nej zasługuje na uwagę i dzisiaj, gdyż umożliwiarozwiązanie b. trudnego zagadnienia — rozszerzeniaprodukcji w trudnych warunkach wojennych. Mającna uwadze, że przemysł amerykański dał około l/»handlowego tonnażu, spuszczonego na wodę w la-tach 1914—1918, należy uznać, że przyczynił sięrozstrzygająco do pokonania trudności, wywołanychprzez wojnę podwodną.
Stocznie japońskie również rozwijały się w ciągucałej wojny i po przejściowym spadku produkcjiw r. 1915, osiągnęły w stosunku do r. 1914, wynikinastępujące: w r, 1916—170%, 1917—407% i w1918—570%- Pomimo zależności od dowozu surow-ców i trudności, związanych z rozszerzeniem stocznipod względem technicznym, produkcja rosła gwał-townie. Jakościowo produkcja była zadowalająca—chociaż robotnik japoński był (i jest) marny — i powojnie nie pojawiły się głosy niezadowolenia z okrę-tów handlowych produkcji wojennej. Należy jed-nak zaznaczyć, że japońskie okręty handlowe niepracują pod obcemi banderami i na rynku handluokrętami są tylko -wyjątkowo spotykane poza Japon-ją. Zresztą są one budowane przy dużym udzialewładz wojenno-morskich Japonji. Dla oceny pręż-ności technicznej stoczni japońskich miarodajny jestfakt, iż spuściły Oine 96% tonnażu handlowego, zbu-dowanego przez kraje neutralne (Holandję, Nor-wegję, Danję i Szwecję) w ilości 1,2 milj. tonn.Ilość ta stanowi 8% produkcji wojennej, zarównopaństw walczących, jak i neutralnych. Z pośródneutralnych na pierwsze miejsce wybija się Holan-dja z produkcją 630 000 tonu, po niej idzie Norwe-gia z 250 0001, następnie Danja ze 160 000 t i wresz-cie Szwecja ze 125 000 tonn.
Neutralni zbudowali więcej niż Niemcy; Holan-dja dała 64% produkcji niemieckiej i 145% łącznejprodukcji Francji i Włoch, udział Norwegji stanowi117% produkcji francuskiej i 113% produkcjiwłoskiej.
Z pośród stoczni neutralnych, wojna odbiła sięujemnie na stoczniach duńskich i norweskich. Pro-dukcja Danji wykazuje duże wahania i wielki spa-dek w stosunku do r. 1913. Produkcja Norwegjiwaha się słabiej, lecz w drugiej połowie wojny nieosiąga poziomu r. 1913, Produkcja Szwecji stalewzrasta, dając w r. 1918—214% produkcji r. 1913.Produkcja Holandji, po znacznym wzroście, w r.1918 spada do 71% z r. 1913. Wahania w produkcjistoczni neutralnych są odbiciem wpływu czynnikówgospodarczych, politycznych, geograficznych i tech-nicznych.
Ogółem stocznie aljanckie i neutralne zbudowaływ czasie wojny 131/:, milj. tonn, straty na wojniepodwodnej wyniosły 181/., milj. tonn, a więc uzu-pełnienie stanowiło tylko 71% strat (do uzupeł-nienia należałoby dodać 3 milj. tonn rejestrowychbrutto handlowej floty niemieckiej, która w chwili
wybuchu wojny były w portach obcych). Z tego wy-nika, że stocznie nie sprostały wymaganiom. Chaos,spowodował przeciążenie jednych i niewyzyskanie,dochodzące do 40% zdolności produkcyjnej, innychstoczni. Chaos ten dawał się we znaki w ciągu całejwojny. Był on następstwem braku przewidywania,uniemożliwiając całkowite wykorzystanie nawettych ograniczonych środków, które były do dyspo-zycji. Odbiło się to ujemnie na wynikach i wytwa-rzało niekiedy bardzo wielkie trudności dla orga-nów przewozu morskiego.
Zestawiając uprzednio przytoczone dane widzi-my, że stocznie, budujące okręty handlowe, nie mo-gły naogół sprostać wymaganiom, w przeciwieństwiedo stoczni, budujących okręty wojenne, chociażtechnicznie znajdowały się w lepszem położeniu,zarówno pod względem znajomości praktycznejjak i wyposażenia w maszyny i urządzenia. Gospo-darczy charakter wojny, zwłaszcza podwodnej, po-stawił produkcji wielkie wymagania, którym niezdołała zadość uczynić, pomimo wielkich wysiłkówi niekiedy śmiałych i celowych rozwiązań (np, wrę-gi proste amerykańskich frachtowców).
IV.Chcąc zdać sobie sprawę ze stanu przemysłu bu-
dowy okrętów wojennych podczas wojny i po woj-nie wystarczy zanalizować dane, zawarte w ta-beli XI.
Z danych tych wynika, że przeciętne roczne ob-ciążenie stoczni stanowiło (o ile przyjąć takież ob-ciążenie w okresie 1914—1918 za 100) dla WielkiejBrytan ji 9% ilości jednostek i 11% tonnażu (beztonnażu okrętów podwodnych), dla Stanów Zjedn.Am. Półn. 60% i 69%, dla Francji 180% i 82% orazdla Włoch 175% i 85%.
Przemysł budowy okrętów przechodzi kryzys bar-dzo ostry w Anglji i w Niemczech, znacznie łagod-niejszy w St. Zjedn. Am. Półn. i ma dobrą koniunk-turę w Japonji, Francji i we Włoszech. O ile chodzi0 Niemcy, to należy uwzględnić duże zamówienia,wydane stoczniom w związku z wykonywaniem pro-gramu rozbudowy floty, .przewidzianego w zeszło-rocznem porozumieniu anglo-niemieckiem. Programten ma być wykonany do 1940 r., a więc w ciąguniecałych pięciu lat. W tym okresie ma być zbudo-wanych :Okrętów bojowych 1540001 standardKrążowników 80000,, „ (5X100001 i 5X60001)Niszczycieli 44000,, „Okrętów podwodn. 20500,Lotniskowców 42000,, „
Ogółem . . 3090001 standard,co łącznie z posiadanemi już jednostkami stanowi 420000 t.
Wykonanie programu zależy raczej od rozporzą-dzalnych środków finansowych, niż technicznych1 postępuje bardzo szybko, skoro w 6 miesięcy pozawarciu układu oddano do służby 14 okrętów pod-wodnych po 250 t. Należy zaznaczyć, że ich budo-wa była wystudiowana gruntownie znacznie wcześ-niej, niż przystąpiono do rozmów na temat układu.To samo dotyczy innych okrętów, gdyż w roku 1937ma być zakończona budowa 102 000 t (2 okręty bo-

PRZEGLĄD TECHNICZHY - 1936 359
TABELA X.
B u d o w a o k r ę t ó w w o j e n n y c hw o k r e s i e 1919 — 1935.
Państwo
Wielka Brytanja
St, Zj. Am, Półn.
Niemcy
Japonja
Francja
Włochy
Ilośćjednostek
158
307
35
197
153
119
Tonnaż
518 634
714 491
887 000
515 101
301 001
237 228
Wiem ednostek
nawodnych [podwodnych
1C0459 370
230646 200
2185 200
131441 246
70214 670
75203 31~3
5859 264
7765 291
143 500
6673855
8386 623
4433915
TABELA XI.
B u d o w a o k r ę t ó w w o j e n n y c h w r ó ż n y c hp a ń s t w a c h (średnie roczne).
Państwa
Wielka Bry-tanja
St.Zj .Am.Półn.
Niemcy
Japonja
Francja
Wtochy
Rosja
w okresie 1914^-1918
Ilośćiedno-
stek
98
30
114
5
5
4
9
Tonnaż bezoltr. podw.
243 000
42 300
75 000
38 900
15 400
14 000
33 400
w okresie 1919 -4- 1932
Ilośćjedno-
stek
9
18
2
12
9
7
?
Tonnażz akr. podw.
30400
42 000
5 220
30 000
17 700
13 950
?
Tonnaż bezokr. podw.
27 000
38 000
5 000
26 000
12 650
11900
?
jowe po 26 000 t, 2 krążowniki po 10 000 t, 16 ni-szczycieli po 1600 t, 2 okręty podwodne po 750 ti 6 po 500 t), Przyjmując, że wykonanie tego pro-gramu będzie trwało> 2y» lat, otrzymamy jako prze-ciętną roczną 42 000 t, a więc wzrost 9-krotny w sto-sunku do okresu 1919—1935 i 52% rocznej budowyokrętów nawodnych podczas wojny. Tak wielkieobciążenie stoczni podczas pokoju spotyka się tylkow Niemczech. Tutaj kryją się wielkie możliwościrozbudowy floty wojennej niemieckiej nawet pod-czas wojny, gdyż doświadczenie okresu 1914—1918zostało gruntownie wyzyskane.
Stocznie niemieckie, silnie inwestowane w związ-ku z odbudową floty handlowej, nie ustawały wulepszaniu i powiększaniu parków maszynowych,kadłubowni i innych warsztatów; praca na 3 zmia-ny w niemieokim przemyśle budowy obrabiarek jestnajlepszem świadectwem wielkości zapotrzebowa-nia prawie całkowicie krajowego (gdyż wywóz sta-nowi tylko ułamek procentu produkcji). Niemieckiprzemysł budowy okrętów wojennych nie liczył sięZ względami czysto gospodarczej natury, stawiając
na pierwszym planie gotowość techniczną do możli-wie najszybszej rozbudowy floty,
W tym stanie rzeczy, jaki się wytworzył, w wyni-ku takiej polityki i znacznego obciążenia stoczni wzwiązku z wykonywaniem programu rozbudowy flo-ty, stoczniom niemieckim będzie bardzo łatwoprzejść na produkcję wojenną, wcale nie niniejsząod osiągniętej w okresie wielkiej wojny, gdyż pod-wojenie wydajności nie będzie wymagało podwo-jenia załóg stoczni. Stocznie innych krajów, znacz-nie skromniej wyposażone w obrabiarki i znacz-nie mniej obciążone, będą musiały silnie zwiększyćswe parki maszynowe i załogi; ostatni fakt wpły-nie ujemnie na wydajność pracy, gdyż znacznaczęść załóg będzie się składała z ludzi niewyszko-lonych. Grozi to zwłaszcza Francji i Włochom,gdyż jakkolwiek przeciętna produkcja powojennajest większa pod względem ilości okrętów od wo-jennej, jednak kraje te nie mają wielkiej rezerwyw załogach stoczni cywilnych,
Anglja ma dzisiaj stocznie kadrowe, obciążonebardzo słabo, stocznie cywilne są obciążone w 56%(obecnie buduje się ok. 730 000 t przy zdolnościprodukcyjnej ok. 1 300 000 t), w razie więc wojnymożnaby część zdolności produkcyjnej tych stoczniwykorzystać do zaspokojenia potrzeb marynarkiwojennej; w każdym razie potężny cywilny prze-mysł okrętowy jest silną rezerwą stoczni kadro-wych. Na stoczniach kadrowych pracuje ok, 100 000ludzi. 3 stocznie z 29 pochylniami mogą budowaćnajwiększe okręty wojenne. Z pozostałych wielkąrolę grają szkockie stocznie, z których 3 posiada20 dużych i 11 małych pochylni,
W St. Zjedn. Am, Półn. osiągnięto przeciętnąroczną (w tonnach) z okresu wielkiej wojny. Tamzwiększenie produkcji musiałoby iść drogą zatrud-nienia stoczni cywilnych w budowie okrętów wojen-nych. Pod tym względem Amerykanie mają bardzobogate doświadczenie i parę stoczni świetnie przy-gotowanych do seryjnej produkcji, nie licząc sto-czni, zdolnych do szybkiej budowy wielkich okrę-tów bojowych. Na 20 wielkich stoczniach prywat-nych w St. Zj, Am. Półn. pracuje około 150 000ludzi, rocznie mogą one dać 1 200 000 t, a liczbę tęmożna zwiększyć bez obawy do i^/% milj., ze wzglę-du na dużą wydajność pracy robotników amery-kańskich.
Stocznie japońskie prywatne rozporządzają 98pochylniami i mogą rocznie dać 1 000 000 t 4 stocz-nie rządowe zatrudniają 80 000 ludzi. Dwie z tychstoczni mogą budować największe okręty wojenne(ok. 40 000 t); prócz tego Japonja posiada 2 stocz-nie prywatne, również zdolne do budowy kolosówi te dwie stocznie mogą dać rocznie 200 000 tr czyli'/„ produkcji japońskiego przemysłu okrętowego.Przemysł przy dużej ilości stoczni odznacza sięsłabą stosunkowo zdolnością produkcyjną, gdyżłącznie ze stoczniami kadrowemi rządowemi możejednocześnie budować 4 okręty bojowe, 4—6 krą-żowników, 20—25 niszczycieli i 10—15 okrętówpodwodnych, czyli ogółem około 220 000 t. Jest toobliczenie raczej teoretyczne, gdyż, jak już wspom-nieliśmy, wydajność robotnika japońskiego jest bar-dzo mała, a wątpić należy, czy uzupełnienie załógpersonelem niewyszkolonym pozwoli na opanowa-

360 1936 - PRZEGLĄD TECHNICZNY
nie trudności, wywołanych koniecznością zwiększe-nia lempa pracy. Prócz tego przed przemysłem stoizagadnienie surowców, do dzisiaj nierozwiązane,oraz sprawa uzupełniania parków maszynowych,zupełnie nie do rozwiązania ze względu na słabyrozwój japońskiego przemysłu maszynowego i jegodużą zależność od zagranicy. Wątpić zaś należy,czy w razie wojny będą dostępne obrabiarki impor-towane. Może właśnie tutaj tkwi przyna dążeńdo znacznego zwiększenia floty już podczas pokoju,aby podczas wojny uniknąć niespodzianek w dzialebudowy okrętów, tak bardzo zależnych obecnie oddowozu z zagranicy,
Państwowe stocznie Francji zatrudniają obecnieok. 25 000 ludzi, ze stoczni tych tylko dwie (Brest,Lorient) są duże i mogą budować okręty do 25 000 twyporności, jednak produkcja ich jest bardzo po-wolna i technicznie nie stoi wysoko, Wogóle stocz-nie rządowe zajmują się głównie naprawami. Cy-wilne stocznie kadrowe zatrudniają ok. 40 000 lu-dzi i głównie budują okręty wojenne. — W La Senskoło Tulonu znajduje się jedyna stocznia prywatna(posiadająca 12 pochylni], mogąca budować wielkieokręty wojenne, nie licząc twórczyni Normandiei Dunqerque. Stocznia ta jest technicznie bardzo do-brze wyposażona. Z innych stoczni należy wymie-
nić — Normand'a w Le Havre — sławną specja-listkę w budowie jednostek lekkich i podwodnych,Stocznia la posiada 6 pochylni.
Kadrowe stocznie włoskie zatrudniają ok. 20 000ludzi. Do niedawna budowały one tylko jednostkilekkie. Technicznie są one wyposażone dobrze. Ichpiętą Achillesa, jak wogóle całego przemysłu wło-skiego, jest zależność od zagranicy w dowozie su-rowców (żelazo, węgiel) i półfabrykatów. Z tegopowodu podczas wojny działalność stoczni możenapotkać na wielkie trudności. W przeciwieństwiedo dobrych stoczni francuskich, włoskie nie ciesząsię popularnością zagranicą, zarówno na rynku mi-litarnym jak i cywilnym, walczą więc o zamówie-nia przez udzielanie dogodnych warunków kredy-towych.
Z tego przeglądu stanu obecnego wynika, że naj-lepiej są przygotowane do mobilizacji stocznie nie-mieckie, po nich idą północno-amerykańskie i an-gielskie. Stocznie francuskie z trudnością zdołająopanować położenie. Stocznie japońskie i włoskiesą zbyt zależne od zagranicy, aby mogły odegraćsamodzielną rolę w razie wojny, wytwarzającejizolację ich krajów.
Dr. W. A. BECKER 674.038:581 .17
Współczesne poglqdy na budowę drewna^
Od dawna znano już fakt, że błony komórekroślinnych wykazują różne własności fi-zyczne w rozmaitych kierunkach, są jak
mówimy — anizotropowe. Takim jaskrawym przy-kładem anizotropowości błon może być ich zacho-wanie się podczas pęcznienia. Włókna roślinne pę-cznieją w kierunku poprzecznym o 18—30%, zaśw kierunku podłużnym — najwyżej o 2%, Innymprzykładem jest zachowanie się błon w świetle spo-laryzowanem. Wykazują one wówczas wyraźnądwójłomność (anizotropja optyczna).
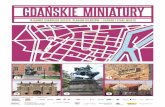
Dla wyjaśnienia tych i innych zjawisk Naegelipostawił w r. 1858 hipotezę, że błony komórkowezbudowane są z szeregów pałeczkowatych, podłuż-nych utworów, posiadających własności krystali-czne i zdolność podwójnego łamania światła. Takipałeczkowaty utwór, stanowiący połączenie pe-wnej ilości chemicznych molekuł, nazwał Naegelimicellą. Istnienie micelli przewidywał Naegeli, pozabłonami, jeszcze i w innych substancjach organizo-wanych. Załączony schemat ilustruje nam hipote-tyczne micelle, wchodzące w skład budowy błony(Rys. 9). Zdaniem Naegeli'ego w stanie suchym mi-celle stykają się ze sobą, przy pęcznieniu zaś ad-sorbują wodę na powierzchni i ulegają rozsunięciu.Ponieważ ich powierzchnia boczna jest znaczniewiększa, niż pozostałe powierzchnie, przeto pęcz-niejąc, mogły one na niej właśnie adsorbować zna-czne ilości wody. Stąd silne pęcznienie w kierunkupoprzecznym, a słabe w podłużnym. Pogląd tennie mógł się wszakże ostać w całości, gdyż znamypewne błony śluzowe, które pęcznieją do 1000%!
*) Dokończenie do str. 278 wzesz. 10 z r. b.
Jest mało prawdopodobne, aby micelle mogły sięwówczas utrzymać w zespole, jak się to dzieje w rze-czywistości, Należało więc przyjąć, że hipotetycznemicelle nie stykają się ze sobą bezpośrednio, leczże przestrzenie międzymicelarne są stale wypełnionejakiemś lepiszczem, które utrzymuje micelle w ze-spole.
Tak samo hipoteza Naegeliego, że micella jestciałem krystalicznem o zdolności podwójnego łama-nia światła, nie miała wówczas należytego oparcia.Nieco później Correns zwrócił uwagę, że zdolnościbłon do podwójnego załamywania światła mogą byćspowodowane nietylko krystalicznością pojedynczejmicelli, lecz także ułożeniem ciał pałeczkowatych,o pewnym spółczynniku załamania światła, w śro-dowisku o innym spółczynniku (patrz niżej).W gruncie rzeczy, Naegeli, stawiając swą genjalnąmicelarną teorję budowy błony, nie był w staniedowieść żadnego ze swych twierdzeń. Dokonały tegodopiero po blisko 60 latach nowe metody fizyczne.
Pierwsze faktyczne dane o istnieniu w błonachutworów, odpowiadających mieellom Naegeliego,zawdzięcza nauka Ambronnowi. Badacz ten oparłsię na teorji fizyka Wienera, który wykazał, że je-żeli wiązkę cienkich sztabek izotropowych, którychwielkości i odległości są małe w stosunku do dłu-gości fali świetlnej, i o spółczynniku załamania n,ułożymy odpowiednio w cieczy o spółczynniku za-łamania n2l wówczas powstaje zjawisko anizotro-powości optycznej takiej mieszaniny (poszczególnesztabki były izotropowe!), która wykazuje terazpodwójne załamanie światła, Jeślibyśmy zmienialikolejno n2, to załamanie światła takiej mieszaniny

PRZEGLgD TECHNICZNY — 1936 361
będzie się zmieniało według pewnej krzywej, zbli-żonej do paraboli.
Ambronn zastosował teorję Wienera do błon ko-mórkowych. Nasycał je cieczami o różnych spół-
Rys. 9.
Schemat układu micelli w błoniekomórkowej wg. NaegeWego.
czynnikach załamania światła (wodą, gliceryną, ani-liną) i stwierdził, że wówczas podwójne załamanieświatła przez błony komórkowe zmienia się wed-ług krzywej, charakterystycznej dla zespołów, opi-sanvch przez Wienera. Istotnie więc błony komór-kowe są pewną odpowiednio ułożoną mieszaniną,w której jeden komponent składa się z utworówpałeczkowatych (sztabek), małych w stosunku dodługości fali światła. W ten sposób istnienie hipo-tetycznej, pałeczkowatej micelli Naegeliego zyskałorealne podstawy doświadczalne.
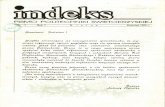
Rys. 10. Schematy rentjSenogramów.na lewo — d agrarn kolisty (koła Debye-Schrmra), w środku-djugram cztcro-
punktowy, na prawo — djagram pólksitżycowy.
W teorji Wienera, przy jednakowych spólczynni-kach nt i n-j, cała mieszanina nie wykazuje pod-wójnego załamania światła. Wartości pozytywne uzy-skujemy tylko przy nx<n% lub nl'>n2. Jeżeli badaćw ten sposób szkielety krzemionkowe okrzemek, tookazuje się, że przy zależności n, == n., podwójnezałamanie światła takiej błony krzemionkowejzanika. Widać stąd, że w danym wypadku pa-łeczki (micelle) krzemionkowe są całkowicie izo-tropowe, tak, jak to podano w schemacie Wienera.Inaczej przedstawia się sprawa, jeśli badać celulo-zowe błony komórkowe. Tutaj najniższy punktkrzywej Wienera leży zawsze wysoko ponad osiąodciętych. Podwójne załamanie światła takiego ze-społu nie schodzi nigdy do zera. Dowodzi to, żemicelle celulozy posiadają oprócz załamania świa-tła, spowodowanego ich ułożeniem (w myśl teorjiWienera), jeszcze swą własną zdolność do podwój-nego łamania światła. W ten sposób dowiedzionodrugiego postulatu hipotezy Naegelfego, że pałecz-kowate micelle błon włókien załamują podwójnieświatło. Zastosowanie analizy zapomocą promieniRoentgena przekonało nas o słuszności trzeciegopostulatu hipotezy Naegeliego, o krystalicznej na-turze micelli celuloizy,
W r. 1913 Japończycy Nischikawa i Ono przed-stawili pierwsze rentgenogramy włókien roślinnych.Wykazywały one typowe prążki Debye-Scherrera,co potwierdziło, że micelle celulozy są ma-leńkiemi kryształkami. Fizycy określają je jakokrystality celulozy. Dalszych dowodówkrystalicznejbudowy błon komórkowych i mater ji organizowanejdostarczyli Scherrer, Herzog i Jancke,
Przypomnijmy sobie rozważania z poprzedniegoartykułu: rozłożyliśmy tam błonę na najmniejszemikroskopowe cząsteczki — d e r m a t o z o m y .Należy teraz uzupełnić schemat poprzedni micel-
lami, krystalitami celulozy. Znajdują się one wewnętrzu dermatozomów, jako ich składnik główny,połączone pewnem lepiszczem, jak się zdaje —p e k t y n a m i . Wielkość micelli celulozy, oznaczo-na przy pomocy analizy rentgenologicznej, wynosiok. 60 [)- (długość) i 6 f. (szerokość). Są oneswemi dłuższemi osiami ułożone wzdłuż kierunkuprzebiegu fibrilli i prążków (por. schemat), o czemprzekonywa nas analiza w mikroskopie polaryza-cyjnym.
Frey, badając spółczynniki załamania światłaróżnych błon czysto celulozowych, przekonał się, żewłókna takie mają te same zasadnicze spółczyn-niki. Jak bowiem przewidywano a priori, micelle,jako kryształki celulozy mają swe stałe optyczne,Stałe te wynoszą w kierunku osiowym n? =1,594 ±0,0004, w kierunku zaś promieniowym [na) i sty-czynnym (nj?), przyczem n„~-np = 1,532 4- 0,0004W kierunku, w którym leży n? znajduje się zawszepodłużna oś micelli.
Pomimo, że pojedyncza micella posiada tylkodwa zasadnicze spółczyoniki załamania światła,gdyż n0 = ns błony komórkowe wykazują częstotrzy takie spółczynniki. Tłomaczymy to rożnem uło-żeniem micelli w błonie. Powstawać mogą różnaagregaty, dające rozmaity efekt optyczny. Przymicellach rozrzuconych zupełnie bezładnie, gdyefekty poszczególnych krystalitów znoszą się wza-jemnie, błony mogą się okazać nawet optycznie izo-Iropowemi. Ułożenie więc micelli -we wnętrzu der-matozomów, a tem samem w błonie zmieniać może
. zasadniczo własności błon. Sposób zaś ułożeniakrystalitów zależy od wielu czynników, przede-wszystkiem zaś jest uwarunkowany funkcją żywejsubstancji, która wytwarza daną błonę. Prócz tegoszereg czynników natury chemicznej, czy też czystomechanicznych, działając z zewnątrz na błonę ko-mórkową może wpływać na ułożenie micelli, po-rządkować je lub, wręcz odwrotnie — niszczyć ichukład linearny (Fred i Jaccard). Tak np. zwykłepęcznienie przy pobieraniu wody zakłóca już nor-malny układ micelli w błonie. Zdanie sobie sprawyz układu micelli, ich ułożenia w błonach danychwłókien, wzgl. drewna, posiada więc ogromne zna-czenie już nietylko z teoretycznego, biologicznegopunktu widzenia, lecz również i ze względu na za-gadnienie fizycznych własności błon, a tem samemużytkowności danego materjału (np. drewna) dopewnych celów technicznych. Tak samo, jak fizy-czne i techniczne własności metali uwarunkowanesą ich budową krystaliczną i ułożeniem kryształów,tak i techniczne walory drewna — w którem rów-nież stwierdziliśmy budowę krystaliczną — będązależały od ułożenia krystalitów celulozy. Stopieńtego uporządkowania w masie drewna pozwala namznowu określić metoda rentgenograficzna.
Przy zdejmowaniu rentgenogramów różnych sub-stancyj organizowanych wyróżniono trzy zasadni-cze typy zdjęć rentgenograficznych. Obrazy koliste,t. zw. koła Debye-Scherrera (rys. 10, lew.), djagra-my czteropunktowe (fig. 10, śr,), i djagramy pół-księżycowe (fig. 10, pr.), Wytłotnaczenie powyż-szych djagramów zawdzięcza nauka Polanytemui Weissenbergowi.

3621936 — PRZEGLĄD TECHNICZNY
Wyobraźmy sobie pewien punkt we wnętrzu ma-terji krystalicznej, którą mamy zbadać i obwiedźmygo dokoła kulą o niewielkim promieniu, z tętn, żestyczne do tej kuli będą płaszczyznami odbiciapadających promieni. Wówczas promienie naszejkuli będą prostopadłe względem tych płaszczyzn,a tem samem będą określały ich położenie.
Na rys, 11 O jest środkiem takiej kuli, AB —styczną do niej w punkcie C, DC — promieniempadającym na tę styczną (a więc płaszczyznę od-bicia) pod kątem «. Wraz z Polanyim ograniczymysię do najprostszego wypadku, gdy we wzorze
Bragga n = 1, czyli sin a = ——
Promień padający DC odbija się w punkcie C(płaszczyzna odbicia) w kierunku CF, tworzącw przedłużeniu z kierunkiem promienia kąt 2 a.Jeśli byśmy obracali całą figurę dokoła OE jako
osi, to widać, że geometrycznie warunek sin «.=—-—
spełnia się dla punktów koła CK. Promień odgiętyCF zakreśla powierzchnię stożka, na której leżąpromienie ugięte, przynależne do koła CK. Mó-wimy, że koło CK jest. k o ł e m o d b i c i a dlawszystkich płaszczyzn sieci krystalicznej Na z od-stępem wzajemnym a. Położenie tego koła jest
ściśle określone z równania sin a = -=— przy po-
mocy a i X.Jeżeli teraz weźmiemy pod uwagę, że przy zu-
pełnie bezładnem ułożeniu masy krystalitów w sub-stancji badanej, zawsze znajdzie się duża ilośćpłaszczyzn, leżących symetrycznie względem pro-mienia, albo też jeśli micelle są ułożone z zasadysymetrycznie względem tego promienia, wówczaspłaszczyzny sieci Na wszystkich punktów koła od-bicia znajdą się w danym objekcie i na płycie fo-tograficznej powstają obrazy koła odbicia, znanejako pierścienie Dębye-Scherrera. Dla innych pła-
hen promienia
uwłóknienia i że prześwietlamy je wiązką promie-ni X, biegnącą do nich prostopadle.
Rys, 12 przedstawia 'kierunek uwłóknienia i pro-stopadły doń kierunek promienia. CK, to koło odbi-cia, należące do pewnych grup płaszczyzn Na o od-ległości a.
Niech punkt D leżący na kuli odpowiada pe-wnej określonej masie płaszczyzn równoległych Na.Oznacza to, że normalna tej grupy płaszczyzno odległościach wzajemnych a tworzy kąt cp z osiąuwłóknienia. Wówczas, ponieważ założyliśmy syme-trię osiową i inne płaszczyzny sieci muszą leżećna kole DQR. Z tego zaś koła tylko punkty S i Tleżą na kole odbicia, a więc tylko one mogą dawaćpromienie ugięte (por. wyżej). Kołu DQR odpo-wiada w dolnej półkuli symetryczne koło, przeci-nające się z kołem odbicia w ounktach U i W.Punkty S, T, U, W są jedynemi miejscami kuli,z których pewne grupy płaszczyzn Na mogą wy-syłać promienie odbite, Djagramy przedstawią sięwówczas jako systemy czterech punktów. Tylkow równiku kuli mamy dwa punkty przecięcia z ko-łem odbicia [A i B) i dlatego na diagramach po-środku linji horyzontalnej mamy jedną tylko parępunktów. J e ż e l i n a f o t o g r a f j a c h wi-d z i m y j e d n a k n i e o s t r e p u n k t y ,l e c z z a c i e m n i e n i a d o k o ł a p e w -n e g o m i e j s c a , t o d l a t e g o , ż e u ł o -ż e n i e m i c e l l i n i e j e s t ś c i ś 'Ker ó w n o l e g ł e d o o s i w ł ó k n a , l e c zn a j c z ę ś c i e j s p i r a l n e i p o d p e w -n y m k ą t e m (por. niżej).
Weźmy teraz pod uwagę wypadek, gdy micellesą ułożone spiralnie, jednakże tworzą spiralę pła-ska w stosunku do osi włókien.
Niech linja AB określa na irys, 13 kierunek sze-regów micelli w pewnem miejscu włókna. Mamywięc w tem miejscu liczne grupy płaszczyzn kry-stalicznych, biegnących równolegle do AB. Ich
Rys. 11. Schemat powstania dja-gramów kolistych^kół odbicia).
Rys. 12. Schemat powstania dja-graraów czteropunktowych.
szczyzn sieci iVa, Na, Na:s ... zmianie ulega kąt a,zmienia się więc położenie kół odbicia i stożkówuchylenia. Djagramy koliste, jak na rys. 10 sąwięc obrazami koła odbicia. Powstają one bądźprzy bezładnem rozmieszczeniu micelli, bądź teżprzy ich wszechstronnej symetrji względem kie-runku wiązki promieni. Znaczy to, że w wypadkupodłużnego ułożenia micelli, promień musi biec rów-nolegle do osi włókna i micelli.
Załóżmy teraz, że micelle ułożone są według pe-wnej symetrji osiowej, t, j . wzdłuż pewnej osi
Rys. 13- Schemat powstaniadjagramów półksiężycowych.
płaszczyzny odbicia muszą wszystkie stykać sięz kulą na linji koła DE, którego płaszczyzna jestprostopadła do linji AB. Koło CK jest znowu ko-łem odbicia, więc tylko punkty F i G — miejsceprzecięcia się koła DE z kołem CK — dawać mogąpromienie odbite. Jednakże szeregi micelarne pła-skiej spirali, którą założyliśmy, nie leżą wzdłużprostego kierunku AB, lecz zajmują pewne kie-runki przestrzeni, jakie obiega linja AB podczasobrotu dokoła osi włókna pod kątem cp. Linja ABopisze wówczas stożek, a związane z nią koło DE

PRZEGLĄD TfcCHNICZNy - 1936 363
przy obrocie o 180° zajmie położenie El, przeci-nając koło odbicia w punktach M i N. Przy obrociewięc AB, punkty przecięcia koła DE z kołem od-bicia przesuwają się od F do M i od G do N i od-wrotnie, zakreślając łuki, uwidocznione na rys. 13i rys. 10, pr.
Rys. 14. Rentgenogramy drewna sosny,na lewo — warstwa roczna gr. 0,8 mm; na prawo — warstwaroczna gr, 0,4 mm. Wacstwa cieńsza wykazuje lepsze uporząd-
kowanie krystalitów celulozy.
W ten sposób z otrzymanego djagramu pewnychwłókien roślinnych jesteśmy w stanie odcyfrowaćułożenie micelli w błonach. Jeżeli przy prześwietle-niu wiązki włókien w kierunku podłużnym i pro-stopadłym do osi komórek otrzymamy djagramykoliste, wnosimy, że micelle, krystality celulozytworzą zbiór zupełnie nieuporządkowany. Jeśliprzy prześwietleniu wzdłuż osi- włókien dostanie-my djagram kolisty, w kierunku zaś prostopadłymdjagram czteropunktowy, wiemy wówczas, że mi-celle tworzą układ osiowy, są ułożone w spiralębiegnącą bardzo stromo, t. j . niemal równolegle dopodłużnej osi włókna. Jeżeli wreszcie jaikiś suro-wiec da nam djagram kolisty przy prześwietleniuwzdłuż osi i półksieżycowy przy prześwietleniuw kierunku poprzecznym, to jasne jest, że micelletworzą układ spiralny, przyczem sipirala biegnie pła-sko w stosunku do osi włókna. Mając więc do czy-nienia z jednolitym materjąłem samych włókienokreślonego gatunku, możemy ich budowę krysta-liczną określić z całą dokładnością.
Przy badaniu budowy krystalicznej masy dre-wna, gdzie mamy do czynienia i z innemi jeszczeelementami komóirkowemi (naczynia, cewki, mię-kisz drzewny, por. wyżej], zagadnienie przedsta-wia się nieco inaczej. Moglibyśmy wprawdzie okre-ślić układ micelli w pojedynczych komórkach, po-sługuiąc się mikroskopem polaryzacyjnym (por, wy-żej). Badania praktyczne sprowadzają się wszakżedo tego, aby określić, czy krystality w całej masiedrewna są mniej lub więcej uporządkowane, czytworzą zespoły nieuporządikowane, jak pod tymwzględem przedstawiają się różne gatunki drewna,
drewno różnych pór roku, drewno traktowane róż-nemi chemicznemi i fizycznymi odczynnikami i t. p.
Z przedstawionych już wyżej rozważań Po-lanyi'ego wynika jasno metoda badania owego sto-pnia uporządkowania kryształów w masie drewna.Materjał badany prześwietlamy w różnych kierun-kach, najlepiej obracając dany preparat. Dla kry-stalitów, rozłożonych zupełnie bezładnie, otrzy-mujemy jako djagramy koła Debye-Scherrera.W miarę wzrostu stopnia uporządkowania djagra-my zbliżają się do czteropunktowych' lub półksię-życowych. Im wyraźniejsze skupienia czteropunk-towe wzgl. łukowate wykazuje dany djagram, temporządniejszy jest układ micelli w drewnie ba-danem.
Badania nad krystaliczną budową drewna i stop-niem uporządkowania krystalitów celulozy w dre-wnie prowadzone są w Instytucie Fizycznym Uni-wersytetu Józefa Piłsudskiego w Warszawie.
Wychodząc ze słusznego założenia, że mecha-niczne własności drewna zależeć muszą nietylko odjego budowy anatomicznej, lecz także i od jego bu-dowy krystalicznej, podobnie jak własności metalizależą nietylko od budowy samych kryształów, alei od ich uporządkowania, prof. Pieńkowski zaini-cjował (1931 r.) badania nad krystaliczną budowądrewna. Z dotychczas opublikowanych prac wynika,że stopień uporządkowania krystalitów zależy odgrubości warstwy rocznej drewna. Różne gatunkidrzew zachowują się tu odmiennie: wiąz i jesionnp. wykazują doskonalsze uporządkowanie w war-stwach grubszych, sosna i świerk w warstwachcieńszych (rys. 15). Okazało się dalej, że stopieńuporządkowania micelli zwiększa się wraz ze ści-słością drewna, że suszenie sprzyja w słabym sto-pniu procesom uporządkowania. Uczennica prof.Pieńkowskiego, p. Schmidtówna, wykazała, żeu olchy, buka i brzozy stopień uporządkowaniawzrasta, jeśli dane drzewo wykazuje mniejszy przy-rost roczny. U olchy i sosny lepsze uporządkowa-nie wykazuje część wiosenna drewna, u jesionówi wiązów — część jesienna. Doniosłe znaczenie mająprzeprowadzone przez p. Schmidtówna badania nadwytrzymałością drewna na rozrywanie. Okazało się,że wytrzymałość ta wzrasta ze stopniem uporząd-kowania krystalitów celulozy.
Z podanych przykładów wynika jasno ważnośćplanowych badań wytrzymał ościowych, opartychna gruntownej znajomości krystalicznej budowybłon komórkowych.
Inż. J. FALKIEW1CZ 621 . 7 9 3 . 7
Zagadnienie elekfro-metalizacji natryskowej.
Z naczne zainteresowanie, jakie budzą obecniemetody metalizacji natryskowej, ich popu-larność, jak również wielka ilość wiadomości
z tej dziedziny, które mimo ukazywania się nawetw poważnej prasie, nie odpowiadają prawdzie, skła-niają mnie do poddania krytycznej ocenie zagadnie-nia pistoletu elektrycznego.
Pistolet metalizacyjny, przyrząd zasadniczy przymetodzie natryskowej, został w swej pierwotnej po-staci opatentowany j eszcze przed wojmąprzez szwa j -carskiego wynalazcę M. U. Schoopa. Oczywiście wciągu lat przeprowadzono w nich szereg udoskona-leń i zróżnicowań, tak że dziś możnaby podzielić jewedług konstrukcyj na następujące grupy:

3641936 — PRZEGLĄD TECHNICZNY
Pistolet metalizacyjny
gazowy elektryczny
metal topionypłomieniem
(Schoop, Me-talisotor, Gen,Met. Co. St.
Zj„ Schlup-mann)
metal topio-ny pośrednioprzez rozgrza-ny gaz obo-jętny (Schoop-
Homogen)
pyłowy{Schori)
jedno-druto -
we
z posuwemdrutu przezturbinką pow.(wszystkie zwyj. Schlup-
manna)
z posuwemdrutu i dyszyprzez silni-czek (Schliip-manri), nieza-leżny od ciś-nienia natrys-
kowego
Pozostawiając na stronie zarówno zagadnieniewarstwy natryśniętej, jaik i .pistoletu gazowego,które to zagadnienia były już wielostronnie i grun-townie omawiane w prasie technicznej polskiej (Te-chnika Samochodowa, Przegląd Techniczny, Prze-gląd Mechaniczny, Technik, Kalendarz Spawalni-czy Nr. 5 i t. d.), przejdę odrazu do zagadnienia,objętego tematem, rozpoczynając od krótkiego rysuretrospektywnego. Pierwszeństwo realnego pomy-słu wykorzystania energji elektrycznej do natryskumetali należy (podobnie jak wynalazek metalizacjiwogóle) do Schoopa. Już od początku prowadzo-nych prób zarysowało się kilka sposobów topieniadrutu, z których pod uwagę wzięto: nagrzew w miej-scu krótkiego spięcia, wytwarzane na właściwymgrzejniku oporowym ciepło, użyte pośrednio, orazzwykły łuk świetlny —• przy systemie jednodruito-wym, zaś różne odmiany łuku i spięcia — przy syst.dwudrutowym.
Rys. 1 podaje schemat urządzenia krótkospięcio-wego jednodrutowego, w którem drut, widocznyw środku i dołączony do bieguna dodatniego, przyspięciu z grafitową dyszą topi się w miarę dosu-wania, poczem krople melalu zo-stają przez sprężone powietrzewyrzucone z aparatu.
Odmianę powyższego stanowiłourządzenie, złożone z dyszy dzie-lonej, którą wchodzący drut zwie-rał, ulegając przytem stopieniu.
$..••
dwudru-towe
(Schoop,Elekiro)
tyglowe(Linnik)
katodowe(Joffe)
(patrz tekst)
grafitowej a. Rurka a załączona jest w obwód prą-du i posiada w c przewężenie, służące do lokalnegopodniesienia temperatury w miejscu topienia. W dznajduje się mosiężna dysza z dolotem sprężonegopowietrza.
Mimochodem zauważymy, że na wzmiankowa-nem urządzeniu zbadano wpływ rodzaju gazu i je-go temperatury na utlenienie się powierzchniowekropelek metalu, stwierdzając, że przy użyciu CO,,N lub najsilniejszego reagenta O rezultat był pra-wie taki sam przy niższych temperaturach doloto-wych gazu.
Zjawisko wzmiankowane posiada swoje uzasad-nienie teoretyczne, bliżej jednak nie możemy go turozpatrywać. Obydwa urządzenia powstały w r.1917—18, ostatnio jednak w Anglji znów opaten-towano (Nr. 385 857) pistolet Schrbdera i Mullera,powstały z przeróbki pistoletu gazowego w ten spo-sób, że pozostawiono turbinkowe urządzenie posu-wu, odtrzucając natomiast dyszę z doprowadzeniemgazów palnych i zamieniając ją rurowym grzejni-kiem oporowym, przez który przechodzi drut topio-ny. Grzejnik znajduje się we współosiowej rurce.
Rys. 1. Rys. 2: Rys. 3.
Rys. 2 podaje inne urządzenie do toipienia drutu przewodzącej sprężone powietrze, które jednocze-właściwym grzejnikiem oporowym, złożonym z rurki śnie ulega podgrzaniu. To ostatnie jest zresztą vi

PR/EGLflD TECHNICZNY — 1936 365
świetle teorji i praktyki natrysku dość ryzykownympomysłem w stosunku do gazu chemicznie czyn-nego, jakim jest powietrze.
Rys. 4.
Ciekawy jest pistolet jednodrutowy indukcyjnydr. Tama (rys. 3), opatentowany w r. 1933 w Niem-czech (D.R.P. 531069).
Podstawową część tego pistoletu stanowi szpulaindukcyjna a, chłodzona wodą, doprowadzaną rur-kami o/, i GL, do której prąd pierwotny doprowa-dzają przewody C, i C2, Wewnątrz szpula wyło-żona jest masą izolacyjną h. Przeznaczony do to-pienia drut nawinięty jest na rolkę f, uruchomianąz zewnątrz.
Przewód gazowy g doprowadza sprężony gazrozpylający, który przez dyszę, stanowiącą jedno-cześnie prowadzenie drutu h, wchodzi do wnę-trza cewki. Przy uruchomieniu wprowadza się ko-niec drutu do miejsca topienia, poczem puszcza sięsprężony gaz oraz wodę chłodzącą i włącza wresz-cie prąd pierwotny.
Stopiony przez prądy wirowe drut zostaje roz-bity na mgłę, złożoną z drobnych kropelek metalu,która po przez ujście i rzucona jest na powierzch-nię metalizowaną.
Opisany pistolet indukcyjny jest jednak jeszczew stadjum laboratoryjnem, tak jak opisane wyżej
Wszystkie wyżej wzmiankowane pistolety na-leżą do typu jedinodrutowych i mogą być, wrazz częściowo niewymienionemi na tem miejscu od-mianami, podzielone na następujące grupy:
a) Drut topiony jest wskutek tworzenia przy po-suwie zwarcia między dwiema elektrodami.
h) Drut topiony jest przez nagrzanie w miejscuzwarcia, powstałego przez połączony z jednym bie-gunem drut, i połączoną z drugim grafitową elek-trodą — dyszą.
c) Drut topiony jest we wnętrzu rurowego grzej-nika oporowego.
d) Drut topiony jest za pośrednictwem, rozgrza-nego oporowym grzejnikiem gazu (analogja do pi-stoletu gazowego Homogen-Schoop).
e) Drut topiony jest w łuku elektrod węglowych.f) Ciepło topienia osiąga się metodą indukcyjną
(pistolet wysokiej częstotliwości dr. Tama).Pistolet dwudrulowy Schoopa, którego zasadę
utrzymał wynalazca z drobnemi odchyleniami ażdo dnia dzisiejszego, datuje się jeszcze z r, 1918,Wygląd ogólny wskazuje rys, 4, przyczem cieka-wym szczegółem jest posuw drutu, uskutecznionyprzez pewnego rodzaju dwie gwintownice, obraca-jące się dokoła zabezpieczonego od obrotu drutu.1 w tym wypadku, jak i dla pistoletów jednodruto-wych, chodziło o pozytywne rozwiązanie problemuzachowania spokojnej pracy przy silnym wydmu-chu. Naogól łuk między elektrodami metaloweminie stanowił nic nowego dla fizyka. Stosowany byłwszakże już dawniej do badań spektorskopowyehoraz w początkach radjotelegralji do wzbudzaniadrgań słaibotłumionych.
Nowością natomiast były zastosowane w metali-zacji niskie napięcia ok. 20—40 V, oraz przedmuchpowietrzem o szybkości 200—300 m/sek. Rozważmyzjawiska zachodzące od chwili zetknięcia się dru-tów, widocznych na rys. 4, dołączonych do odpo-wiednich przewodów prądowych. W chwili zetknię-cia powstaje zwarcie, powodujące stopienie koń-ców drutu. Stopiony metal zostaje wydmuchany,tworząc przerwę w kontakcie bezpośrednim drutów.Jednocześnie z przerwą tworzy się w miejscu przer-wy łuk poddany wydmuchiwaniu ze strony prądupowietrza, jak już mówiliśmy o szybkości do 300m/sek. W czasie wydmuchiwania połączonego, z wy-próżnieniem krateru, lub nawet już po zdmuchnię-ciu, posuw drutu powoduje nowe zwarcie i zabiegpowtarza się od początku. Towarzyszące temu zja-
urządzenia, inie zna/lazł.
Rys. 5.
praktycznego zastosowania jeszcze
Rys. 5a.
wisko akustyczne jest przy stosowaniu prądu zmien-nego zupełnie wyraźne, a rozkład plan* natryśnię-

366 1936 — PRZEGLĄD TECHNICZNY
tego metalu przy szybkim ruchu urządzenia wskazu-je wyraźnie na „plucie"pistoletu (rys. 6).
Przy prądzie stałym łuk pozornie płonie w spo-sób stalszy; i tu jednak badania docenta politechnikiw Zurychu, D. Kordy, wykazały istnienie zwarćo znacznej bardzo częstotliwości,
W praktyce jednak, zarówno przy prądzie stałymjak i zmiennym, spotyka się niespodziewane trudno-ści, których natura fizyczna nie została jeszcze do-kładnie wyjaśniona, jak również specyficzne wła-sności powstającego łuku (Korda, Zurych). Stosowa-ne w pistolecie Schoopa natężenia prądu wahają się,jak już nadmieniliśmy, od 20 do 50 A, przy napięciu20—40 V. Jako przykład podamy, że przy rozpyla-niu drutu cynkowego śr. 1 mm i posuwie 4 m/min(a więc razem 8 m/min) stosuje się przy napięciu20 V natężenie 40 A. Napięcie wymienione posiadawysokość określoną oczywiście przez trzy czynniki,a mianowicie spadek napięcia na anodzie, spadekna katodzie i w samym łuku, przyczem ta ostatniapozycja jest najmniejsza i wynosi zaledwie kilka V.Normalny przebieg zjawiska ulega jednak pewnymzakłóceniom w wypadku łuków b. krótkich (0,5—0,1mm), ze względu na istnienie zagęszczonej strefypar metalicznych i silną jonizację. Praktyka wy-kazała, że dla utrzymania łuku wystarcza wówczasznacznie niższe napięcie. Obniżka ta jest dla prąduzmiennego większa, niż dla stałego.
Według Meurera (Elektrizitat, 1919, zesz. 13)obserwował on tworzenie się łuku jeszcze przy6—8 A i 16 V, rozpylając 1 mm drut cynkowy, conie jest zgodne zresztą z doświadczeniem Kordy.Podajemy kilka przykładów wg. Kordy:
Rodzaj meta lu
Cynk . . . .Miedź . . . .Żelazo . . . .
Spadekanadowy
121113
S p a d e kkatodowy
141415
Napięcieminimalne
19,910,315,2
Podkreślamy, że samo topienie może zachodzićzarówno w kraterze łuku świetlnego, jak i przykrótkiem spięciu i nowe badania fizyczne pistoletuelektro mogłyby jeszcze na przebieg zjawisk rzucićdużo światła. Ostatnie pistolety dwudrutoweSchoopa, jakie widziałem w Zurychu, posiadająkształt zbliżony do pistoletów gazowych i posuw
drutu turbinką po-wietrzną. Pistolet ta-ki przedstawia rys. 5.
R o d z a j m e t a l u
P r z e k r ó j d r u t u m m .P o s u w d r u t u m/minN a p i ę c i e V . . . .N a t ę ż e n i e A . . . .
C y n k
12 - 5
2045
Alum.
12 - 5
20
Żela-zo
0.82-42569
Mo-siądz
O.j2.8-3.5
2240-70
Rys. 6. Rys. 7.
Jego wydajność, której jednak nie mogłem spraw-dzić osobiście, wynosi:
Rochód powietrza wynosi 0,7 nr'/min przy ciśnie-niu 3,5 at.
Bliższe zastanowienie się nad brakiem dodatnichwyników elektro-natrysku łatwo doprowadzi dostwierdzenia, że natura spotykanych trudności zwią-zana jest z samą metodą, t. zn., że nazwać ją moż-na raczej fizykalną, a nie konstrukcyjną.
Wysoka, sięgająca 4000° C, temperatura w kra-terze łuku, partycypującego w topieniu, powodujenietylko topienie, ale również w znacznej mierzespalenie i odparowanie metalu, a co zatem idzieniską wydajność wagową warstwy w stosunku domaterjału wstępnego.
Znaczne zapotrzebowanie prądu przy metalizacji,dochodzące do 30—60 A, praktycznie wykluczamożność przyłączania aparatury do kabli, będącychnormalnie do dyspozycji i stwarza koniecznośćlokalnych instalacyj specjalnych, a tem samem wy-klucza tak ważną dla natrysku możność uruchomia-nia pistoletu w każdem miejscu, Na zalety napęduposuwu silnikiem elektrycznym również patrzećtrzeba dość krytycznie. Instalacja dostarczającasprężonego powietrza i tak musi być ma miejscu,a lekkie turbinki, stosowane w pistoletach gazowych,zdały dobrze egzamin praktyczny. Zarzut nieregu-larnej pracy, zależnej od wahań ciśnienia powietrza,wydaje się niesłuszny, ze względu na wyrównawcząrolę wirnika turbiny, magazynującego znaczne ilo-ści energji kinetycznej. Silnik elektryczny dosta-tecznej mocy musiałby ważyć ponad 1 kg, co znacz-nie utrudniłoby manewrowanie pistoletem. Można-by jeszcze stosować ewentualnie giętki wał do napę-du posuwu, i to jednak rozwiązanie nie wydaje sięlepsze od zwykłej turbinki dla pistoletów rucho-mych. Inaczej trochę przedstawia się zagadnieniedla natrysku maszynowego f SchlupmannJ, np, przymaszynach do regeneracji cylindrów, ale zagadnie-nie to pomijamy, jako ściśle specjalne.
Napęd elektryczny posuwu miałby większe uza-sadnienie, gdyby zrealizowany został projekt, wy-sunięty przez /. M. Schmiera w r, 1934 (pat.DRP 443488), zastosowania do natrysku dmuchawyelektromagnetycznej.
Równomierne i stałe wydmuchiwanie łuku przezstrumień sprężonego powietrza stwarza koniecznośćutrzymania stanu równowagi stałej między dążnoś-
cią do całkowitego wydmuchania łuku,celem wykorzystania stopionego w krate-rze metalu i rozpoczęcia cyklu zwarciem,a koniecznością utrzymania łuku nieprzer-wanego, warunkującą ciągłą pracę pistoletu.Równowadze tej jednak daleko do stałości,a chwiejność, spowodowaną wspomnianemiwyżej względami fizykalnemi, zwiększa jesz-cze niemożność uniknięcia drobnych skrzy-wień drutu. Jak stwierdziliśmy w laborato-
jum Schoopa w Zurichu, łuk tańczy i drga, nawet po-mijając regularną pulsację natrysku, o której pisa-

PRZEóLflD TECHNICZNY — 1936 367
liśmy wyżej, powoduje nieoczekiwane przerwy wpracy i obawę zwarć, których rezultat bywa zwykleopłakany dla urządzenia.
Rys. 8, Rys. 9.
Niemieckie towarzystwo „Metalisator" (dawniejMeurer), posiadające patent na łukowy pistoletelektryczny (DRP 233873), oparty na starym pa-tencie z r. 1908 Meyera (DRP 224472), usiłowałoznaleźć drogę do utrzymania w zamknięciu łukui jednoczesnego dostatecznego wydmuchu metaluprzez silną jonizację powietrza wtryskowego, w ce-lu uzyskania dobrej przewodności, prądami wyso-kiej częstotliwości.
Droga ta, teoretycznie słuszna, praktycznie byłajednak nie do utrzymania ze względu na koniecz-ność dodatkowych agregatów wysokiej częstotliwo-ści, doprowadzenia do pistoletu jeszcze jednego ro-dzaju przewodów i izolowania pewnych części pi-stoletu, co stwarzało z niego urządzenia kosztowne,nie nadające się do obsługi ręcznej.
Wielki więc efekt cieplny łuku, reklamowanyprzez Schoopa, jako czynnik pozwalający na na-trysk chromu, wolframu, molibdenu i innych trudnotoipliwych metali, należy uznać raczej za kłopotli-wy, ze względu na wspomniane odparowanie metali,badizo szkodliwe dla zdrowia robotników, oraz silneutlenianie, powodujące spadek sprawności wagowej.
Wymienione zaś wyżej trudności fizykalne, dziśtrudne do rozwiązania, są jedną z przyczyn, powo-dujących, że pistolety jedno i dwudrutowe prak-tycznie nie wyszły jeszcze z zakresu prób laborato-ryjnych.
Pozostaje wreszcie elektro pistolet tyglowy opartyna starej koncepcji Schoopa (rys. 7), mający jedy-nego znanego przedstawiciela w postaci sowieckiegopistoletu Linnika.
Powyższy aparat metalizacyjny posiada szeregzalet w stosunku do aparatów gazowych i druto-wych, a mianowicie:
a) stopienie metalu uskuteczniane jest przezprzekształcenie energji elektrycznej na cieplną wgrzejniku oporowym, co zapewnia szybkość i pew-ną oszczędność, w porównaniu z użyciem gazów pal-nych; ciepło, wytwarzane tą drogą, kalkuluje siętaniej, niż przy użyciu mieszanki tłen-acetylen;
b) metal pokrycia zostaje doprowadzany w for-mie drobnego łomu lub odpadków, a nie w postaci,
oczywiście droższego pyłu [Schori], lub też drutukalibrowego (Schoop);
c) zjawisko spalania metalu jest w znacznej mie-rze usunięte;
d) sposób użycia aparatury jest prosty.Do poważnych wad natomiast należy bezwzględ-
Rys. 10.
nie trudność unieruchomiania aparatury, gdyż wów-czas płynny metal zastyga w przewodach, powodu-jąc ich całkowiLe zablokowanie. Należy również do-dać, że w przeciwieństwie do innych spółczesnychaparatów metalizacyjnych aparat Linnika jest dużyi ciężki, przy metalizowaniu należy operować po-suwem przedmiotu, a nie aparatury.
Aparat metalizacyjny Linnika składa się z trzechzasadniczych części; tygla, dyszy oraz podgrzewa-cza powietrza.
W tyglu (rys. 8) następuje stopienie metalu, uży-wanego do pokrywania metalizacyjnego. Jest onwykonany jako cylindryczne naczynie żeliwne (rys.8—/), obciągnięte z zewnątrz azbestem. Azbest zo-staje nałożony w stanie wilgotnym, poczem po wy-schnięciu dokładnie opasuje naczynie wewnętrzne.
Na azbest nawija się opór w postaci drutu ch.ro-mowo-niklowego, poczem na zwoje grzejne nakładasię, w analogiczny sposób do pierwszej, drugą war-stwę azbestu. Tygiel zamknięty jest pokrywą (rys.8—9) z otworem w środku, i chroniony od uszko-dzeń zewnętrznych blaszaną osłoną (.rys. 9—3).Między zewnętrzną osłonę azbestową, a osłonę bla-szaną wsypuje się, jako izolator, sproszkowanyazbest. W dolnej części tygla znajduje się ujście(rys. 9—5) roztopionego metalu do dyszy (rys, 8—6), umocowanej w tulei (rys. 8—8}. Naprzeciw dy-szy znajduje się ujście ogrzanego i sprężonego po-wietrza (rys. 8—7), wpuszczanego z podgrzewaczacelem przedmuchu, Sam podgrzewacz (rys. 9) skła-da się z żeliwnego cylindra (rys. 9—1), do któregodospawane są dwa kołnierze (rys. 9—5 i 9). Dodolnego kołnierza umocowana jes.t rurka żelazna(rys. 9—4), do górnego zaś — spółśrodkowa i rów-nież nie dochodząca do końca druga rurka (rys.10—8), niniejszej średnicy. Obie rurki grzane sąw sposób analogiczny do grzania tygla; różnica po-lega jedynie na tem, że zwoje grzejnika dla zwięk-szenia powierzchni nie są przykryte azbestem.
Powietrze o ciśnieniu około 4 atmosfer, wchodzą-ce ze sprężarki przez otwór wlotowy (rys, 9—2)przechodzi przez labirynt grzejny i wydostaje siędo przewodu, prowadzącego do części zaworowejtygla i dyszy przez wylot (rys. 9—10) Na pod-

368 1936 — PRZEGLfłDlTECHNICZNY
grzewacz nałożona jest osłona blaszana, przyczemmiędzy podgrzewaczem a osłoną, dla lepszej izo-lacji, znajduje się azbest. Właściwa dysza rozpyla-jąca (rys. 10), składa się z dwóch komór: jednejpierścieniowej (rys. 10—12), do której wchodzi po-wietrze sprężone i ogrzane, oraz drugiej (rys. 10—13) — d o doprowadzenia stopionego metalu. Powie-trze sprężone i nagrzane przechodzi z komory pier-ścieniowej do końcówki (rys. 10—14) i wychodzącnazewnątrz, powoduje depresję. Pod jej wpływemtem energiczniej wydobywa się roztopiony metali dostawszy się w strumień sprężonego powietrza,zostaje rozbity na drobniutkie cząsteczki. Igła (rys.8) służy do regulacji strumienia płynnego metalui do ewentualnego przerwania roboty. Płynny me-tal, jak to widać zresztą z rysunku, dochodzi prze-wodem (rys. 10—9) od góry; przewód (rys. 10—5)doprowadza powietrze. Urządzenie wentylowe ty-gla wraz z doprowadzeniem'sprężonego powietrzasłuży do przedmuchiwania kanałów tygla i dyszyrozpylającej wrazie przerwania pracy, jak to jużzresztą zaznaczono wyżej.
Aparatura Linnika uległa ostatnio pewnym prze-kształceniom w związku z pracami fabryki Twer-skiej nad zmniejszeniem jej wagi i zapewnieniemwiększej poręczności, bliższych danych jednak nieudało mi się dotychczas uzyskać.
Zastanówmy się jeszcze nad wadami koncepcjiLinnika. Jak już nadmieniliśmy, bierze ona począ-tek z przedwojennej koncepcji Schoopa, zarzuconejwskutek niewygodnego topienia metalu, odbywają-cego się poza miejscem rozpylenia i wyrzutu apa-ratu natryskowego.
Powrót do wstępnego topienia w tyglu, koniecznyw urządzeniu Linnika, oznaczałby dość znacznykrok wstecz metalizacji natryskowej. Przy koniecz-ności użycia znacznych ciśnień powietrza natrysko-
wego oraz jednocześnie dokładności dozowaniapłynnego metalu, jest rzeczą zrozumiałą, że dyszawypływowa musi mieć bardzo małą średnicę. Dlametali nieszlachetnych, takich jak cynik, aluiminjum,żelazo, nikiel, bronz jest techniczne niemożliwe,utrzymać takie rozmiary wylotu, gdyż powstałybyprzerwy i nieregularności działania, spowodowanezatykaniem i zażużlowaniem otworów. Nie bezwpływu pozostają również zmiany przekroju dyszymetalowej przez dyfuzję metalu natryskiwanego,oraz znaczne zmiany wiskozy przy nieuniknionych,a stosunkowo nieznacznych zmianach temperatury.
Cały szereg prób nad rozwiązaniem zagadnieniadyszy (ceramiczne, platynowe i t. d.) i przewodówmetalu stopionego, nie doprowadził do pozytyw-nych rozwiązali, mimo że niektóre z urządzeń tegotypu (np. Lmnika) znalazły już zastosowanie prze-mysłowe.
Połączenie tygla z aparatem wyklucza oczywiściejego poręczność, stwarzając aparaturę ciężką i wy-magającą specjalnych podstawek.
Łączenie zaś tygla przewodami z pistoletem, na-wet jeśli nie uwzględnimy wciąż aktualnego zagad-nienia dyszy, wydaje się wątpliwe jako rozwiąza-nie konstrukcyjne.
Nie należy również zapominać o podkreślonychjuż wyżej przerwach w pracy, kiedy krzepnący me-tal blokuje wszystkie przeloty urządzenia — nisz-cząc je przy rozpylaniu metali łrudniej topliwych.
Powyższe uwagi ogólne powinny Czytelnikówzorjentować w zagadnieniach elektrometalizacjii odpowiedzieć na pytanie, dlaczego, mimo wytężo-nej, a technicznie niezbyt uzasadnionej propagandypewnych wytwórców, pistolet elektryczny nie zna-lazł dotychczas zastosowania w życiu przemysło-wem.
Inż. W. PIEKAŁKIEWICZ. 621 . 34 : 621 .7
W sprawie napędów elektrycznych.T i T zeszycie 15 ,,Przeglądu Technicznego" z r. ub, znaj-
* » dujemy bardzo ciekawy artykuł Inż. N. Krolowskiego,streszczający pracę amerykańskiego Ini. R. W. Drakę o na-pędach grupowych i jednostkowych. Odsyłając interesującychsię tą sprawą do powyższego artykułu pragniemy dorzucićkilka uwag, wyświetlających niektóre zagadnienia w tej dzie-dzinie.
Stosownie do powyższego artykułu ogólnie przyjęte ko-rzyści napędu jednostkowego są następujące:1. Usunięcie pędni sufitowych i pasów, co redukuje straty
spowodowane tarciem wałów pędnych i przekładni paso-wych. Straty te jednak, zdaniem autora, wyrównają sięgorszym spółczynnikiem sprawności mniejszych silników,zazwyczaj niedostatecznie obciążonych, stosowanych przynapędach jednostkowych.
2. Większa czystość.3. Lepsze światło.4. Możność przenoszenia obrabiarek do przedmiotów obra-
bianych.Korzyści napędu grupowego są następujące:
1, Koszty instalacji są znacznie mniejsze.
2.. Mniejsze są koszty utrzymania, z powodu mniejszychi rzadszych napraw przy napędzie grupowym.
3. Przerwy ruchu są rzadsze dzięki łatwości zaopatrzeniaw normalne silniki elektryczne.
Wobec tego, że przy napędzie jednostkowym silnik z obra-biarką stanowi jakby jedną całość i ta całość wykazujebardzo dużo zalet, należy zastanowić się nad tem, jakiemisposobami można usunąć niektóre niedomagania napędówjednostkowych.
Najtańszemi w zakupie i utrzymaniu są silniki 3-fazowezwarte, na 1450 obr./min,, co potwierdza umieszczona niżejtabela, podająca przybliżony koszt silników pierścieniowychi zwartych na 960 i 1450 obr./min. oraz ich spółczynnikisprawności i mocy,
Do niedawna stosowanie silników zwartych powyżej 3 KMi 1450 obr./min. było związane z pewnemi trudnościami.
Wobec dużych prądów rozruchowych elektrownie utru-dniały ustawianie silników zwartych powyżej 3 KM. W obec-nie wykonywanych silnikach zwartych wielożłobkowych, czyteż dwu-klatkowych, prądy rozruchowe są bardzo zmniej-szone. Nic nie stoi na przeszkodzie stosowaniu silników

PRZEGLFp TECHNICZNY — 1936 369
M o c
KM
123456789
1011121314
Cena zl.
—
—590640725—
865•—
—
—
1155—
• —
—
S i l n i k i p i e
160 obr/min
_
79,58282,5—
83———85———
COS ff
—
0,740,760,79—
;o,82———
84———
r ś c i c n i o w e
1450 obr/min
Cena zt.
———
635695—
795—.
980—_
———8385——
86—
86,5——
COS tp
—
—
—
0,860,86—
0,87
0,9——
Cena zt.
_
255345395460
570—
—910—
s
)60 obr/min
_
81,583,584.584,5
85,5
86,5—
i 1 n i k i
cos <p
0,770,790,80,8
. .0,81
0,84—
z w a r t e
2450 obr/min
Cena zt.
190205255310
425
510
620
798384,585
86
,86,5
87
COS <p
0,830,850,870,87
0,88
•
0,88
—_
0,89
zwartych przy rozruchu bez obciążenia do 8 KM. nawet bezprzełącznika gwiazda-trójkąt i do 13 KM — z takim prze-łącznikiem,
W urządzeniu odbiorczem, posiadaj ącem duże silniki pier-ścieniowe, przełączane mogą być silniki zwarte zapomocąprzełącznika gwiazda-trójkąt nawet ponad wyżej podanenormy, aby tylko pięciokrotna moc nominalna największegosilnika zwartego nie przekroczyła nominalnej mocy najwięk-szego silnika pierścieniowego. W danym wypadku prąd roz-ruchowy silnika zwartego nie przekroczy natężenia prąduprzy rozruchu silnika pierścieniowego.
Stosowanie gumowych pasków klinowych t. zw. texropówpozwala prawie zawsze korzystać z silników na 1450 obr./min.gdyż przekładnia stosowana przy tym napędzie ma dalekoszersze granice, niż przy napędach pasowych,
Przekładnia z pasów klinowych pozwala na bardzo bliskieumieszczenie silnika przy obrabiarce, co jest bardzo wygodnei zaoszczędza miejsca. Spółczynniki sprawności takiego na-pędu są bardzo wysokie, napęd odbywa się praktycznie bezpoślizgu, pracuje przez dłuższy czas bez żadnych naprawi zupełnie bezszumnie.
Fabrykacja silników elektrycznych w Polsce w więk-szych wytwórniach stoi obecnie na bardzo wysokim poziomie,a stosowanie prócz tego silników okapturzonych, czy teżpłaszczowo chłodzonych, zabezpiecza silnik od wszelkich za-nieczyszczeń, mogących być przyczyną uszkodzenia.
Najważniejszym momentem przy napędzie jednostkowymjest wybór odpowiedniej mocy silnika. Praktyka dotychcza-sowa wskazuje, że prawie w 100% moce silników są wybraneza duże, często moc ta może być zmiejszona więcej niżo 50%, Zastosowanie większych niż potrzeba mocy możnawylłomaczyć naleciałością lat poprzednich, kiedy fabrykacjasilników i ich zabezpieczenie nie stały jeszcze na wysokimpoziomie.
Przy wyborze mocy silnika elektrycznego nie należyzapominać o dużych możliwościach przeciążeń silników tegorodzaju. Tak np, chwilowo silnik może być przeciążony do220% swojej nominalnej mocy, w ciągu 3-ch minut — do150%. Żadna obrabiarka nie pracuje stale przy maksymal-nem obciążeniu. Obciążenie takie trwa zwykle bardzo krótko.Jest czas, kiedy obrabiarka biegnie zupełnie bez obciążenia,podczas zmiany obrabianych przedmiotów. Wszystko tonależy uwzględnić przy określeniu mocy silnika.
Obserwacja pewnej szlifierki, wykonującej stale tę samąrobotę i wyposażonej w silnik pierścieniowy mocy 15 kW,wykazała, że szlifierka pracowała średnio przy 5 kW obcią-żenia, chwilowe uderzenia dochodziły do 8 kW. W danymwypadku można było zastosować tańszy silnik zwarty, mocy5 kW, co dałoby lepsze spółczynniki sprawności i mocy,gdyż sprawności silników średniej mocy maleją przy 50%obciążenia średnio o 1,5%, przy 25% —• 9%, spółczynnikimocy w tych samych warunkach o 10% i o 30%.
Wobec stosowania obecnie przez elektrownie rabatów zaśredni spółczynnik mocy powyżej 0,7 i dopłat za spółczynnikmocy poniżej 0,7, ważne jest utrzymanie spólczynnika mocyna jaknajwyższym poziomie. Różnica spółczynniku mocyo 30% może podnieść cenę prądu nawet powyżej 15%.
Nie biorąc narazie pod uwagę poprawienia spółczynnikamocy zapomocą silników synchronicznych lub kondensato-rów widzimy, że tylko prawidłowy wybór mocy silnika danam dobry rezultat w tym wypadku. Ponadto silnik 3-fa-zowy przy obciążeniu zmniejszonem mniejwięcej o 70%,można przełączyć z trójkąta na gwiazdę, co poprawi jegospółczynnik mocy i sprawności.
Ostatnio w Rosji zwrócono specjalną uwagę na prawi-dłowe dostosowania mocy silników do obrabiarek i popra-wienie odpowiednich spółczynników mocy i sprawności, przy-czem w ostatnim celu zanotowano próby ustawiania trans-formatorów przy każdym silniku, zmniejszających odpowie-dnio napięcie na zaciskach silników przy zmniejszonem obcią-żeniu.
Przy powszechnem obecnie stosowaniu skrzynek przy-łączowych termiczno-elektromagetycznych dla zabezpieczeniasilników od przeciążeń i przegrzania, niema obawy uszko-dzenia silnika. Skrzynki te, odpowiednio dobrane, pozwalająna stosowanie silników bez żadnej rezerwy mocy, jak to byłoprzy skrzynkach z zabezpieczeniem bezpiecznikami topi-kowemi.
Z wyżej wskazanych przyczyn stosowanie do napędówjednostkowych normalnych silników zwartych odpowiedniejbudowy na 1450 obr./min., odpowiednio zabezpieczonych, po-zwala na zmniejszenie kosztów silników i ich utrzymania,umożliwia w pewnych granicach dodatnie regulowanie spół-czynnika mocy i sprawności, co razem wzięte znacznie ułat-wia sprawę stosowania napędu jednostkowego, w szerszymzakresie, niż to wydawałoby się na pierwszy rzut oka..

3701936 — PRZEGLĄD TECHNICZNY
Inż. W. SŁAWIŃSKI.
Rozwój walki z wypadkami przy pracyw przemyśle polskim.
614.8 (438)
Z arówno doświadczenie codziennego życia jak i bada-nia naukowe ostatnich lat, wykazały, iż zagadnienia
bezpieczeństwa pracy są zbyt zawiłe, aby dały się rozwiązaćprzy uwzględnieniu jednego tylko czynnika, np. przez nad-zór państwa, działalność naukowo-propagandową, lub wy-chowawczą i t. d.
Stwierdzono ponad wszelką wątpliwość, że konieczne jestjednoczesne uwzględnienie wielu różnych czynników, zorga-nizowanie do poprawy bezpieczeństwa pracy wszystkich za-interesowanych i sharmonizowanie ich ze sobą.
Niewiele bowiem osiągnie gorliwa propaganda lub wy-siłki wychowawczo-organizacyjne wobec pracodawcy opor-nego i nie dbającego o bezpieczeństwo pracy, na którego dzia-łać może tylko nakaz władzy. W takich właśnie przed-siębiorstwach działalność inspekcji pracy musi być szcze-gólnie intensywna. Z drugiej zaś strony, przy nieuświado-mionym elemencie robotniczym w zakładzie, nakazy zasto-sowania osłon maszyn oraz ochron osobistych przy pracy,zabezpieczenia przejść i dołów i t. p. nie dadzą należy-tych wyników, jeżeli niewyszkolony dostatecznie robotnikodrzuci zalecone ochrony, lub jeżeli wadliwie zorganizo-wany w fabryce transport stanowić będzie nieustanne źródłowypadków. Inspektor pracy, przybywający z zewnątrz za-kładu, nie może dopilnować, aby robotnicy w istocie używaliosłon, aby zarzucono niebezpieczne praktyki, np. lekkomy-ślne ładowanie towarów, niedbałe przesuwanie wagonówna torach przemysłowych i t. p. Są to dziedziny, w którychmoże skutecznie działać jedynie wewnętrzna organizacjafabryczna. Organizacja ta, chcąc stanąć na wysokości przed-sięwziętego zadania, musi być zasilana niezbędnym ma-lerjałem informacyjno-naukowym z organizacji nadrzędnejoraz materjaiem propagandowym.
W Polsce do ostatnich lat zagadnienie bezpieczeństwapracy reprezentowały wyłącznie władze państwowe i stowa-rzyszenia puhliczno-prawne o charakterze użyteczności pu-blicznej (Stowarzyszenie Dozoru Kotłów). Działalność władzpaństwowych w tym zakresie nie miała odpowiednika zestrony stowarzyszeń teohniczno-naukowych, zrzeszeń przemy-słowych, robotniczych i t. p.
Ten nienormalny i nieznany na zachodzie Europy stanulega w Polsce, w ostatnich latach, widocznej poprawie.Obok prac Instytutu Spraw Społecznych rozpoczyna dzia-łalność, stworzona w Zakładzie Ubezpieczeń Społecznych,Sekcja Bezpieczeństwa Pracy. Sekcja zatrudnia 8 inży-nierów specjalistów w różnych dziedzinach techniki.
Kilka stowarzyszeń naukowo-technicznych i zrzeszeń go-spodarczych umieściło w swym programie działalności akcjębezpieczeństwa pracy. Również wśród organizacyj robotni-czych można stwierdzić pewne zainteresowanie temi zaga-dnieniami.
Najważniejsze jest jednak zwiększenie zainteresowaniawalką z wypadkami ze strony przedsiębiorstw przemysło-wych. Konkretnym tego wyrazem jest powstanie referatów,względnie komisyj bezpieczeństwa pracy przy związkachprzemysłowych oraz t. zw. „służb bezpieczeństwa pracy" naterenie samych przedsiębiorstw, Szczególnie od r. 1935 dałsię zauważyć silny ruch organizacyjny. Żeby nie wchodzićw zagadnienia samej techniki walki z wypadkami na te-
renie fabryk, ograniczymy się do przedstawienia przejawówzainteresowania temi sprawami przez organizacje przemy-słowe.
Ogólnie mówiąc rozróżnić można dwa zasadnicze typydziałalności przemysłu na polu zapobiegania wypadkom,Pierwszy polega na spółdziałaniu pracodawców należącychdo tej samej gałęzi przemysłu — typ, który rozpowszechniłsię szczególnie w Niemczech w związku z istniejącym w tymkraju systemem ubezpieczenia wypadkowego, opartego o za-wodowe zrzeszenia przemysłowe. Drugi typ opiera się0 specjalnie w tym celu powołane albo istniejące już orga-nizacje przedsiębiorców, należących do różnych gałęzi prze-mysłu, na płaszczyźnie rejonowej albo państwowej. Ten drugityp rozpowszechnił się we Francji, Belgji, we Włoszech1 w Anglji. Równolegle jednak trwają w tych krajach, jak-kolwiek w mniejszych zakresie, organizacje pierwszego typu,(np, w Anglji w przemyśle chemicznym, cementowym, włó-kienniczym i innych).
Głównem zadaniem tych ostatnich jest wówczas znormali-zowanie i wprowadzenie zabezpieczeń technicznych, co w ra-mach zrzeszenia zawodowego najłatwiej daje się uskutecz-niać. Przemysł polski poszedł wyraźnie po linji pierw-szego, zawodowego łypu organizacyj do walki z wypadkamiprzy pracy.
Pierwszym przykładem tej działalności była akcja Zwią-zku Hut Żelaznych, które już w 192Ś5 r. zaczęły prowadzićjednolite statystyki wypadkowe. W niektórych hutach po-wołano inżynierów bezpieczeństwa. Na początku 1936 r.akcja Związku została zreorganizowana i skonsolidowana.Związek Przemysłu Chemicznego powołał radę bezpieczeń-stwa, która zbiera się okresowo dla omówienia różnych za-gadnień bezpieczeństwa pracy, np. ochrony dróg oddecho-wych, pierwszej pomocy i t. d.
Związek Papierni Polskich powołał komisję bezpieczeń-stwa oraz zaangażował inżyniera dla opracowania instruk-cyj i kierowania sprawami bezpieczeństwa pracy w prze-myśle papiernicznym. Na tę samą drogę wszedł Związek Cu-krowni oraz Związek Fabrykantów Dykt i Fornierów. Na-czelna Dyrekcja Lasów Państwowych stworzyła referat bez-pieczeństwa pracy, który opracował dla podległych sobie44 zakładów przemysłowych ścisłe instrukcje i regulaminyoraz zamierza zająć się normalizacją i wprowadzeniem osłonmaszyn do obróbki drewna.
Również Polski Związek Przemysłowców Garbarzy wszedłw porozumienie z Min. Opieki Społecznej w celu zorganizo-wania walki z wypadkami.
Ostatnio, bardzo żywą działalność rozpoczął Polski Zwią-zek Przemysłowców Metalowych. Komisja BezpieczeństwaPracy w Przemyśle Metalowym wysunęła na czoło swychprac następujące zadania:
1. Zorganizowanie służby bezpieczeństwa pracy w przed-siębiorstwach przemysłu metalowego, drogą propagandy, za-chęty i pomocy dla przedsiębiorstw.
2. Zbieranie danych statystycznych o wypadkach przypracy i ogłaszanie wyników oraz wniosków.
3. Opracowywanie przepisów bezpieczeństwa pracy i t. p>4. Opracowywanie metod propagandy bezpieczeństwa
pracy,

PRZEGLĄD TECHNICZNY - 1936 3715, Opracowywanie przy spółudziale zainteresowanych pro-
ducentów wzorowych typów zabezpieczeń maszyn, wyrabia-nych w kraju,
Komisja przystąpiła odrazu do realizacji swego pro-gramu, organizując we wrześniu r. b. 5-dniowy kurs prze-szkalający dla inżynierów oraz wykorzystując mającą sięodbyć w Warszawie Wystawę przemysłu metalowego i elek-trotechnicznego dla uwypuklenia znaczenia sprawy bezpie-czeństwa pracy i przedstawienia urządzeń zabezpieczających.
Poza ruchem organizacyjnym, rozwijającym się na tere-nie zawodowych związków przemysłowych, widzimy dzia-ialność odmiennego typu, będącą wyrazem poszukiwania naj-właściwszych form dla prowadzenia walki z wypadkami przypracy.
Ministerstwo Spraw Wojskowych wydało okólnik o orga-nizacji służby bezpieczeństwa pracy w podległych sobie wy-twórniach (19. VIII 1933). Przy Związku Przemysłowcóww Białymstoku powstała Komisja dla spraw bezpieczeństwai higjeny. Wreszcie Związek Przemysłu Polskiego oświad-czył, iż „podjął opracowanie wytycznych dla jednolitej zor-ganizowanej pracy w dziedzinie zapobiegania wypadkom".
Przytoczone wyżej dane wskazują dobitnie na to, że ideabezpieczeństwa pracy, po długim okresie letargu, dotarła
wreszcie do czynników najbardziej w tej sprawie miarodajnych, bo do gospodarzy zakładów pracy i wywołała pożą-daną reakcję. Jest to moment zwrotny w naszej krótkie)jeszcze historji bezpieczeństwa pracy. Dotychczasowy okresbył okresem uświadomiania sobie przez społeczeństwo zna-czenia walki z wypadkami oraz prac przygotowawczych.Obecnie akcja zapobiegawcza zaczyna wkraczać na właściwyjej teren działania, to jest do labryki. Głównym czynnikiem,który w tym nowym okresie wpływać będzie na dalszy roz-wój akcji jest niewątpliwie personel kierowniczy warszta-tów pracy, to jest inżynierowie. Rola ich będzie dwojaka:
1. Wytwarzanie w podległych sobie warsztatach pozy-tywnego stosunku do sprawy bezpieczeństwa i po-pieranie tej akcji całym swoim autorytetem.
2. Oddanie na usługi sprawy swojej wiedzy fachoweji doświadczenia oraz spółdziałanie w rozwiązywaniuzagadnień technicznego zabezpieczenia maszyn i urzą-dzeń.
Postulaty te dotyczą dwóch zasadniczych dróg walkiz wypadkami: psychicznej i technicznej, Zarówno na jednejjak i na drugiej świat inżynierski ma głos decydujący.
PRZEGLĄD PISM TECHNICZNYCHKOLEJNICTWO
Kolej linowa w Afryce Południowej,W roku 1929 została zakończona po kilku latach uciąż-
liwej pracy budowa kolei linowej na szczyt pasma gór-skiego, ciągnącego się tuż za miastem Kapstadt (Rys. 1).Nie jest to jedyna kolej linowa w Afryce, lecz zasługujena szczególną uwagę z tego względu, że posiada największąrozpiętość (bez wież podporowych) ze wszystkich kolejeklinowych, zbudowanych dotychczas.
Kolejka została zbudowana przez firmę Bleicherł w Lip-sku, ta sama firma przeprowadziła również budowę kolejkina Kasprowy Wierch. Jeżeli chodzi o długość, to kolejkalinowa Kuźnice — Kasprowy Wierch jest od opisywanej prze-szło trzy razy dłuższa, gdyż odległość między stacjami koń-cowemi wynosi w Afryce tylko 1320 m, natomiast na całejlinji nie ustawiono ani jednej podpory, Różnica pomiarówmiędzy stacjami wynosi 798 m (Rys. 2). Mimo niewielkiej
Kolejka jest dwutorowa. Każdy z torów składa się z linynośnej i dwóch lin napędnych: głównej i pomocniczej.
2, Profil trasy kolejki.
Górne końce lin nośnych nawinięte są na bęben i umoco-wane na stałe, dolne zaś —• nawinięte również na bębeni obciążone przeciwwagą ciężaru 34 tonn, tak, że przy danej
1. Widok Kapstadtu od strony portu z trasą kolejki.
długości, prace przy budowie kolejki trwały lat kilka z po-wodu wyjątkowo ciężkich warunków terenowych.
3. Wagon 20-osobowy na linji.
temperaturze i obciążeniu liny posiadają odpowiedni na-ciąg. Wagony kolejki połączone są liną napędną; gdy jeden

372 1936 — PRZEGLĄD TECHNICZNY
z nich posuwa się ku górze, drugi zjeżdża wdół. Średnicaliny nośnej wynosi 45 mm, wytrzymałość na rozciąganie17 t/cm-. Wagon jest zawieszony na ośmiokołowym wózkui pomieścić może 20 osób (razem z motorniczym). Ciężarwagonu przy pełnem obciążeniu wynosi ok. 2700 kg. Dooświetlenia wagonu służy baterja akumuiatorów o napięciu12 V. Pozatem wagony są zaopatrzone w podwójne hamulce:elektromagnetyczny i ręczny oraz w telefon i sygnalizacjędźwiękową i świetlną.
4. Stacja górna kolejki.
Przeciętna prędkość jazdy wynosi ok, 457 cm/sek, coodpowiada 16,1 km/godz, Czas jazdy od 5 do 7 min.
Silniki napędowe znajdują się na stacji górnej, do którejdoprowadzany jest prąd zmienny trajfazowy z sieci miejskiejKapstadtu, o napięciu 11 000 V i częstotliwości 50 okr./sek.Umocowanie masztów do przewodów elektrycznych nastrę-czało ogromne trudności. Odległość masztów na ostatnimodcinku wynosi 289 m. Na stacji górnej znajdują się czteryjednofazowe transformatory po 50 kVA każdy, z którychtrzy tworzą grupę do przetwarzania prądu. Czwarty trans-formator jest zapasowy.
5. Widok trasy kolejki ze stacji górnej,
Obok silników elektrycznych głównego i pomocniczegoznajduje się zapasowy silnik benzynowy, który w razieuszkodzenia przewodów elektrycznych służy do uruchomia-nia mechanizmu napędowego.
Kolejka cieszy się wielkiem uznaniem i powodzeniemzarówno turystów, jak i mieszkańców Kapstadtu. Pięknasala restauracyjna i dancing oraz wspaniały widok na mia-sto i morze ściągają liczne rzesze turystów. W ciągu pier-wszych trzech miesięcy kolejka przewiozła 20 000 osób.
( S i e m e n s Zft, luty, 1936). F. Ł
OGRZEWNICTWO.
Zespoły grzejne w praktyce amerykańskiej.Zespoły grzejne pojawiły się, jak wiadomo, pod nazwą
„mit heaters" poraź pierwszy na kilka lat przed wojną świa-tową w St. Zjedn. Am. Półn., gdzie też obecnie są niezmiernierozpowszechnione, Używa się bowiem w Stanach tych przy-rządów nietylko, jak u nas prawie wyłącznie do ogrzewaniadużych i wysokich hal, ale też do ogrzewania budynków in-nych typów, a nawet lokali biurowych.
Istnieje dzisiaj w St. Zjedn. kilkadziesiąt wytwórni, wy-rabiających zespoły grzejne najróżnorodniejszych typówi wielkości, co niezmiernie ułatwia w y b ó r n a j w"ł a ś c i w-s z y c h p r z y r z ą d ó w d l a d a n e j p o t r z e b y . Cha-rakterystyczny dla stosunków amerykańskich jest przykładmądrej i pouczającej reklamy zespołów grzejnych, jaki po-niżej przytaczamy.
Jedna z przodujących wytwórni zespołów grzejnych,a mianowicie Modire Manufacturis Co, rozpisała konkurs nanajracjonalniejsze pod względem cieplnym i eksploatacyj-nym urządzenie ogrzewania średniej wielkości zajazdu auto-busowego zapomocą zespołów grzejnych, wziętych z katalogutej firmy. Zajezdnia obejmuje trzy pomieszczenia: właściwązajezdnię, t, j . wozownię (strata ciepła 450 000 B. t, u. c^i114 000 Kal/h), warsztat napraw (str. c. 550 000 B. t. u. ~,140 000 Kal/h) i biuro (str. c. 120 000 B. t. u.C^ 30 300 Kal/h)przy temperaturach wewnętrz. kolejno: 50 F° Q^ 10° C, 60 F~ 15,5° C i 70° F ^ 21° C. Ciśnienie pary 2 lb ^ 0,13 an.
Tabela zespołów grzejnych z katalogu firmowego dla ciś-nienia pary j , w, zawiera następujące pozycje: 1) numer ze-społu, 2) temperaturę powietrza zasysanego, 3) wydajnośćcieplną na godzinę przy dużej szybkości silnika, 4) wydaj-ność cieplną przy małej szybkości silnika, 4) zapotrzebo-wanie mocy, 5) średnicę skrzydeł wentylatorów, 6) liczbyobrotów silnika: a) dla dużej szybkości, b) dla małej szyb-kości, 7) cenę przyrządu: a) dla dużej szybkości, b) dlamałej szybkości.
Przy wyborze właściwego typu zespołu dla pomieszczeń,w których wymagany jest cichy bieg wentylatora, należyzwracać uwagę na to, aby szybkość obwodowa skrzydeł nieprzekraczała 22 m/sek. Do sprawdzenia tego służy rubryka5 i 6 tabeli, wyżej przytoczonej. Zmniejszenie szybkości ob-wodowej dla danego typu można osiągnąć przez użycie t. zw,„drugiej", t. j . mniejszej szybkości (liczby obrotów). Możnateż użyć innego zespołu grzejnego o odpowiednio mniejszymwirniku.
Ten sam typ zespołu może być też puszczany z większąlub mniejszą liczbą obrotów, poczem regulujemy jego wydaj-ność. Tak np. w okresie zagrzewania silnik może pracowaćna większe obroty, później zaś, w stanie ustalenia, namniejsze.
Przy wyborze zespołów grzejnych do ogrzewania danegopomieszczenia należy uwzględnić następujące warunki;1) efekt cieplny, 2) koszt rurociągu, 3) koszt zespołów,4) koszt prądu elektrycznego, 5) w pewnych wypadkachciężkość biegu.
Dobierając z tabeli katalogowej zespoły grzejne np. dlapomieszczenia wozowni, znaleziono pięć możliwych kombina-cyj, dających potrzebną ilość ciepła. Z tych pięciu kombina-cyj, kierując się postulatami, wyże; przytoczonemi, odrzuco-no jedną kombinację spowodu zbyt wysokiego kosztu prze-wodów, drugą — spowodu zbyt dużych kosztów zespołów,trzecią — spowodu dużego rozchodu prądu. Z pozostałych

PRZEGLĄD TECHNICZNY — 1936 373
dwóch kombinacyj wybrano taką. która daje bardziej równo-rzędny rozkład temperatur w wozowni.
Przy ogrzewaniu biura uwzględniono warunek 5—3.Projekt nagrodzony przedstawiał istotnie idealne rozwią-
zanie całości zagadnienia.
W Ameryce przywiązuje się wielką wagę do s a m o -c z y n n e j r e g u l a c j i t e m p e r a t u r y p o m i e s z -c z ę ri ogrzewanych z dwóch względów: aj wydajność pra-cy ludzkiej w pomieszczeniach przegrzanych jest mniejsza,b) przegrzewanie pomieszczeń powoduje marnotrawstwo cie-pła.
Istnieje duża różnica pomiędzy ogrzewaniem danego po-mieszczenia zapomocą grzejników, a zapomocą zespołów grzej-nych. W pierwszym wypadku (rys. 1) mamy do czynieniaz krążeniem powietrza, powodującem dosyć stałą różnicętemperatur u góry i u dołu. W drugim wypadku (rys. 2a i 2b)jest inaczej: rozmieszczenie ciepła zależy całkowicie odprądu powietrza, wywołanego przez wentylator zespołu. Gdyzespół jest w ruchu, różnica temperatur u góry i u dołu jestmniejsza, niż przy ogrzewaniu zapomocą grzejnika; jeżelijednak wentylator jest n i e c z y n n y , różnica temperaturu góry i u dołu bardzo silnie wzrasta. Na tę okoliczność czę-sto zwraca się zatnało uwagi.
Obieg gmwtacyj- \ny z grzejnikami \ '
I
Obiegiriechamczni/
(zespól griejty
latorze nieczynnym
Rys. 1. Rys. 2a. Rys. 2b.
Samoczynne regulowanie temptratury pomieszczeń ogrze-wanych zespołami grzejnemi może się odbywać w różnorakisposób:
P r z e r y w a n i e b i e g u w e n t y l a t o r a . Termo-stat włącza lub wyłącza silnik. Zatrzymanie wentylatora po-woduje odczuwalne obniżenie temperatury w pobliżu.
P r z e r y w a n i e b i e g u w e n t y l a t o r a i o d c i -n a n i e d o p ł y w u p a r y . Skutek j . w. Oszczędność roz-chodu pary przez wyłączenie nagrzewnicy nie jest duża.gdyż zespół grzejny z nieczynnym wentylatorem rozchodujetylko ok. jednej siódmej ilości pary przy biegu normalnym.Urządzenie kosztowne.
P r z y d ł a w i a n i e d o p ł y w u p a r y w miarę zmianytemperatury pomieszczenia. Daje dobre wyniki w granicachwahań ok. 0,5" C. Wymaga urządzenia, wyłączającego silnik,kiedy dopływ pary jest zupełnie wyłączony, ażeby wentyla-tor nie dmuchał chłodnego powietrza.
Regulacja zapomocą z m i a n y s z y b k o ś c i w e n t y -l a t o r a nie odbywa się automatycznie, lecz ręcznie. Używasię do tego celu wentylatora o dwóch lub trzech biegach.Dzięki stałemu działaniu zespołów to mocniej, to słabiej za-pewniona jest równomierność temperatury.
( H e a t a n d V e n t i 1., Nr. 11 i 12 r. 193ś).Fb
MET AŁOZN AWST WO
Wpływ alumlnjum na żeliwo.M. Ploye opublikował ostatnio w kilku czasopismach
technicznych wyniki swoich badań nad wpływem aluminjumna żeliwo. Badania są wykonane bardzo starannie i obej-
mują szeroki zakres, dorównywają^ co najmniej pracomEvcresta oraz Piwowarskiego i SShnchena, dotyczącym te-go zagadnienia.
Badaniom poddano 3 gatunki żeliwa, a mianowicie:X Y Z
Cog. 3,4% 3,8% 2,5%Si 2,34% 1,08% 2,3%Mn 0,62% 0,94% 0.77%S 0,07% 0,023% 0.008%P 0,093% 0,082% 0,602%.
Aluminjum dodawano do 20%. Po doprowadzeniu alu-minjum następowało znaczne tworzenie się żużla, w postacikrzemianu alumino-żelaznego, którego analiza chemicznajest następująca:C = 3,45?„; Si = 9,5°0; Al = 24,05|j Al 03 — 1 0 . % Fe =48,97$.
Ilość żużla wzrasta ze wzrostem ilości dodawanego gli-nu, najwięcej w gatunku X, mniej zaś w Y i Z. Równolegledo wzrostu zawartości glinu wzrastają i straty glinu, którerównież są mniejsze w gatunkach Y i Z,, aniżeli w X. Zawar-tość węgla ogólnego w żeliwie maleje ze wzrostem glinu.Ilość węgla związanego przy zawartości Al do 2% zmniej-sza się, szczególnie w żeliwie Z; od 2 do 8% Al ilość węglazwiązanego stopniowo wzrasta, poczem następuje gwałtow-ny wzrost ilości węgla związanego do 12% Al, gdy caływęgiel występuje jako związany; powyżej 12% Al do l&%występuje stopniowo grafit, najwięcej w gatunku Z.
Zawartość krzemu w żeliwie z dodatkiem glinu wzrastawraz z glinem ze W2ględu na zawartość krzemu w glinie.
Nieznaczny dodatek Al dodatnio wpływa na lejnośc żeli-wa, jako skutek odtleniającego działania Al, gdyż, jak wia-domo, żelazo utlenione posiada zmniejszoną lejność. Opti-mum lejności stwierdzono przy zawartości Al = 0,01—0,02%,jeżeli odlewanie nastąpiło w pewnym okresie po doprowa-dzeniu glinu do kąpieli.
Badanie złomów żeliwa w zupełności potwierdziło wy-niki analizy chemicznej. Grubość warstwy podhartowanejzmniejszała się przy zawartości Al do 2%, aby następnie wy-kazać stopniowy wzrost do &% Al, następnie raptowny wzrostdo 12% Al i ponowne obniżenie pomiędzy 12 a 18% glinu.Szczególnie znaczny spadek grubości warstwy podhartowa-nej występuje przy niskich zawartościach glinu (0—0,5% Al),co należy przypisać odtleniającemu wpływowi Al, a temsamem unieszkodliwieniu tlenków żelaza, sprzyjającychotrzymaniu cementytu.
Wpływ glinu na strukturę żeliwa w ilościach 0,1—0,25%Al przejawia się tylko w większem rozdrobieniu grafitu i tozależnie od sposobu lania (np, przy doprowadzeniu Al wtemp. 1350° C, a wykonaniu odlewu przy 1220" C). Do 2% Alnie stwierdzono wpływu Al na perlit, tylko na rozłożeniecementytu. Od 2 do 5% Al można zaobserwować zmianęperlitu, przyczem da się zauważyć wzrost odporności natrawienie. Pomiędzy 5—%% Al perlit zaczyna rozpadać się,zjawiają się kryształy ferrytu specjalnego oraz węglików zło-żonych.
' Badania własności mechanicznych.a. Twardość. Do 8% Al twardość stopniowo wzrasta,
poczem w zakresie od 8 do 12% Al wzrost ten jest raptownyi twardość osiągana wynosi powyżej 500 jednostek Brinella,po przekroczeniu 12% Al następuje spadek twardości wzwiązku z wystąpieniem grafitu,
b. Próby na ścinanie wykazały wzrost wytrzymałości naścinanie w żeliwie X i Y przy zawartości Al do 0,5%, poczemwytrzymałość ta pozostaje bez zmiany do 8% Al. Żeliwo Zwykazuje wzrost raptowny do 2% Al następnie zaś powol-ny dalszy wzrost do &% Al, osiągając maximum około 40kg/mm 2 . W zakresie 8—12% Al wytrzymałość na ścinanie

374 1936 — PRZEGLĄD TECHNICZNY
maleje raptownie, powyżej 12% do 18% Al następuje stop-niowy wzrost.
c. Wytrzymałość na zginanie wzrasta w zakresie5,5—2,0% Al, poczem (2—8% Al) spada do pierwotnej war-tości albo i niżej, od 8 do 12% Al następuje dalszy, lecz jużtaptowny spadek wytrzymałości na zginanie. Następnywzrost wytrzymałości (12—18% Al) nie daje jednak warto-ści pierwotnych.
Z porównania wpływu dodatku glinu na mikrobudowęi własności mechaniczne można wyciągnąć następujące wnio-ski:
W zakresie do 2% Al nie widać wpływu na perlit, leczjedynie na rozpad cementytu — następuje ogólne podniesie-nie własności mechanicznych (wytrz. na ścinanie, zginaniei twardości).
Rozpad perlitu, stopniowe zanikanie grafitu i ukaza-nie się nowego składnika w postaci węglika złożonego, cowystępuje przy zawartości Al od 2 do 8%, jest związaneze wzrostem twardości i wytrzymałości na ścinanie orazobniżeniem wytrzymałości na zginanie,
W zakresie 8—12% Al całkowity zanik perlitu i grafitu,których miejsce zajęły ferryt specjalny (glinowy) i podwójnewęgliki, Następuje obniżenie własności wytrzymałościowychi wzrost twardości. Otrzymane stopy są twarde i kruche.
Rozpad węglików, jaki rozpoczyna się powyżej 12% Al(do 18%), powoduje obniżenie twardości i kruchości orazpodniesienie innych własności wytrzymałościowych. Żeliwoz dodatkiem glinu posiada w wyższych temperaturach lepszewłasności od żeliwa zwykłego, Brak perlitu oraz stałość wę-glików złożonych usuwa zjawisko pęcznienia. Również żeli-wo z glinu jest odporne na utlenienie, przyczem odpornośćta raptownie wzrasta w zakresie do 8% Al, utrzymuje sięna tym poziomie do około 15%, poczem lekko maleje.
Autor zbadał pozatem wpływ dodatku glinu na azoto-wanie żeliwa oraz na odporność przeciw korozji, W pewnychwaiunkach dodatek glinu wpływa dodatnio w obu wypadkach
(La F o n t e, 1935, Nr, 16 i Nr. 17. R e vu e d e M e-t a 1 1 u r g i e. 1935. Nr. 6 i Nr. 7).
E. P.
KRONIKAPrzemysł kamionkowy w Polsce.
Stosowanie rur kamionkowych do budowy kanalizacji się-ga połowy XIX w. Poraź pierwszy zastosowano je do budo-wy kanalizacji w Londynie i Anglja dała początek tej nowejgałęzi przemysłu mineralnego, Zczasem rozwinął się ten prze-mysł w Niemczech, w Czechach i, między innemi krajami,również w Polsce. Na ziemiach b. zaboru rosyjskiego, w Ka-wenczynie pod Warszawą powstała w r. 1870 pierwsza fa-bryka rur i kształtek kamionkowych kanalizacyjnychK. Grancowa, istniejąca zresztą po dzień dzisiejszy, Z chwiląodzyskania niepodległości zagadnienie rozbudowy polskiegoprzemysłu kamionkowego stanęło na porządku dziennym,W oparciu o krajowy surowiec, a mianowicie glinę, nada-jącą się do produkcji kamionki i przy pomocy kapitałówBanku Gospodarstwa Krajowego powstaje w r. 1926 fabry-ka „Marywil" w Radomiu, w r. 1927, druga w Suchednio-wie. Wkrótce potem przechodzi fabryka w Suchedniowie nawłasność Eirmy „Marywil". „Polski przemysł kamionkowy —pisze p. Leon Janczak w miesięczniku „Gaz i Woda" (1935grudzień) znalazł się w ciężkich warunkach spowodu kon-kurencji dobrze postawionego, prawie zamortyzowanegoprzemysłu niemieckiego i czeskiego, o produkcji ok. miljona
tonn rocznie, popieranego przy eksporcie przez swoje rządy,a poważnie rozprowadzonego na rynek polski". Fabryki pol-skie tworzą Centralę Sprzedaży Wyrobów kamionkowych,a w styczniu 1930 r. zawierają umowę z koncernem niemiec-ko-czeskim, na okres trzech lat, na następujących warun-kach: 1) przemysł kamionkowy polski pokrywa zapotrzebo-wanie krajowe w 50%, ale tylko do wysokości 17 000 tonnrocznie; 2) przemysł kamionkowy polski rezygnuje z ekspor-tu. Zdolność produkcyjna polskiego przemysłu wynosiław chwili zawarcia umowy około 10 000 tonn, w r. 1931/32powstały dwie nowe wytwórnie, a mianowicie „Złotoglin"w Parszowie i S. B. Helman w Częstochowie, natomiast zapo-trzebowanie krajowe spadło w r. 1930 do 6 770 tonn, obniża-jąc się W roku najgorszego kryzysu (1932) zaledwie do 2%tys, t, (wobec 17 000 t rocznie w latach dobrej konjunktury1927/29). Fabryka w Suchedniowie została unieruchomiona,fabryki inne pracowały tylko częściowo, likwidując posiada-ne zapasy.
BIBLJOGRAFJAPolska droga wodna z zachodu na wschód. K. A. Pohl.
(„Ost-Europa" marzec 1936 r.),Niemcy dążą do uzyskania połączenia wodnego (przy
pomocy kanałów śródlądowych i spławnych r/.ek) z Z, S,S. R., a poprzez Z, S. S. R. z krajami Bliskiego Wschodu.Autor stwierdza z zadowoleniem, że Sowietom udało sięostatecznie uspławnić Dniepr. Budowa „Dnieprostroju"i uruchomienia (dn. 19 lipca 1933 r.) regularnej żeglugir.a Dnieprze oznacza nową erę w dziejach wschodniej Euro-py, Połączenie Dniepru z Wołgą, przewidziane w najbliż-szych latach w t. zw. projekcie „Wielkiej Wołgi", otworzyśródlądową drogę wodną dla wymiany towarowej z całymBliskim Wschodem, Pohl przypomina, że Niemcy mają do-skonale rozbudowaną sieć dróg wodnych i jedyną prze-szkodą na drodze do połączenia Europy środkowej zeWschodem jest stan dróg wodnych w Polsce.
Zbadajmy, jakie są możliwe połączenia wodne Polskize Wschodem. Dawny projekt austrjacki przewidywał po-łączenie Wisły (i portów morza bałtyckiego) z Dunajem(i portami morza Czarnego) przy pomocy Bugu, Samu i od-
powiednich kanałów. W związku z ustaleniem się głównejosi komunikacyjnej Polski w kierunku południowo-pół-nocnym projekt ten zjawia się ponownie od czasu do czasuna łamach prasy codziennej. Pohl wskazuje na ogromnetechniczne trudności, stojące na przeszkodzie do jego re-alizacji i odrzuca go jako nieodpowiedni .dla Polski. Po-zatem możnaby iść po linji, wytkniętej przez politykę bu-dowy dróg śródlądowych dawnej Rzeczypospolitej i kon-tynuować prace, związane z budową kanału Ogińskiego,augustowskiego i t. d. Wymagałoby to przebudowy wy-mienionych uprzednio kanałów, ale autor nie widzi moż-liwości amortyzacji inwestowanych w te prace kapitałów.Odrzuca więc i ten projekt. Pozostaje realizacja projektuinż. Tillingera, zgłoszonego jeszcze w r. 1925 na kongresiedróg wodnych w Bazylei i zaakceptowanego przez komisji?rzeczoznawców Ligi Narodów w r. 1928,
Projekt składa się z trzech części. Część pierwsza do-tyczy przebudowy kanału królewskiego pomiędzy Brześciemi Pińskiem na przestrzeni 190 km. Część druga dotyczy re-gulacji Bugu na przestrzeni 133—150 km, na drodze po-między Brześciem i Małkinią. Wreszcie w części trzeciejprzewiduje projekt budowę kombinowanego kanału dla że-glugi i siły wodnej pomiędzy Małkinią i Warszawą. Dłu-gość całej drogi wodnej pomiędzy Pińskiem i Warszawąwynosłaby do 450 km, a więc zaledwie 50 km więcej, ani-żeli droga kolejowa. Połączenie Warszawy z Pińskiem, czyliWisły z Dnieprem (za pośrednictwem Prypeci wymagałabyuzupełnienia przez budowę kanału, łączącego Wisłę z Odrą(za pośrednictwem kanału bydgoskiego). Zrealizowanie pro-jektu inż, Tillingera i włączenie polskiej sieci dróg wod-nych w ogólno-europejską sieć, miałoby olbrzymie znacze-nie nie tylko dla krajów Europy środkowej i Wschodu,ale również dla samej Polski, Autor wyszczególnia pozycje

PRZEGLĄD TECHNICZNY — 1936 375
transportowe, które przypadłyby w udziale polskiej sieciśródlądowej. Wobec skromnej wymiany towarowej Polskiz Z. S. S. R. i Polski zachodniej (w terminologii nowo-czesnej Polski „A") z Polską wschodnią (,,B"), w warun-
kach krystalizowania się osi komunikacji Polski w stronąGdyni, wzdłuż linji biegnącej z południa na północ, zda-wałoby się, że trudno będzie znaleźć autorowi poważniej-sze pozycje dla transportu wzdłuż podsuwanej nam przezNiemców osi komunikacyjnej z zachodu na wschód. Pohlwskazuje na następujące możliwości transportu towarów:1) 300 000 t drzewa, 2) 300 000 t obrotu towarowego Polskiz Z. S. S. R., 3) 500 000 t tranzytu niemiecko-rosyjskiego1 41 200 000 t obrotu towarowego z Bliskiem Wschodem,Pohl radzi Polsce sprowadzać z Rosji wszystkie potrzebnejej rudv monganowe, położone w okolicach nad Dnieprem,
co dałoby dalszy wzrost przewozu wodnego o 300 000 t.Od niedawna krążą na Dunaju statki rzeczne, które
nadają się również do żeglugi morskiej. Dzięki zastosowaniuspecjalnej konstrukcji w budowie, udało się zmontowaćokręty o pojemności do 500 t, które utrzymują bezpośredniąkomunikacje pomiędzy Budapesztem i Aleksandrją. Wpro-wadzenie do żeglugi niemiecko-polsko-rosyjskiej statkówtego typu rzeczno-morskieijo mogłoby dnć w rezultacie
bardzo poważne wzmożenie tranzytu na Bliski Wschód i pod-nieść ogólny transport na polskich drogach wodnych do2 milj. tonn.
Bard.
Rola personelu w usprawnieniu przedsiębiorstw. Prof.B. Nawrocki. (Wydawnictwo „Ligi Pracy" Warszawa1935/36),Zagadnienie spółpracy personelu z kierownictwem zakła-
dów przemysłowych zbyt dawno i zbyt poważnie absor-buje umysły teoretyków i praktyków, a ostatnio przede-wszystkiem praktyków życia gospodarczego, ażeby uka-zanie się nowej książki w tej dziedzinie mogło nie wzbu-dzać uzasadnionego zainteresowania.
Książka prof. Nawrockiego, której poszczególne roz-działy, jako osobne broszury, ukazały się również sta-raniem wydawnictwa ..Ligi Pracy" omawia to zagadnienie,poświęcając sporo miejsca próbom i doświadczeniom za-granicznym, a stawiając sobie za cel propagandę walki z mar-notrawstwem w przemyśle, oraz torowanie drogi zdrowopojętej inicjatywie osobistej. Duże znaczenie w pracy pio-nierskiej nad ugruntowaniem w najszerszych sferach pra-codawców i pracowników przemysłu wiary w skutecznośći możliwość pogodzenia czynnika pracy z kapitałem, przy-pisuje autor t. zw. skrzynkom, nropozycyj pracowników.Instytucja ta, ciesząca się już dzisiaj uzasadnionem uzna-niem w wielu krajach i w różnego typu zakładach prze-mysłowych fest najelastycznief pomyślonym systemem, a ra-czej środkiem urzeczywistnienia nieziszczalnej rzekomo har-monji obu czynników. Prosta w pomyśle, łatwa w wyko-naniu i owocna w skutkach, jak wykazują cyfrowo za-łączone tabele statystyczno-prooagandowe może i po-winna ona dotrzeć tam, gdzie hasłem jest „wydajność".
Zastanawiając się nad całością książki mimowoli nasuwasie pytanie, czv w ramach istniejących ustrojów społecznych,milcząco za dobre uznanych, wystarczy czynnik teh^niczno-organizacyjny, wysunietv przez rjrof. Nawrockiego, z wyraź-nym z jego strony naciskiem. *e tutaj należy Doszukiwać lekuna kryzys i iećo bolączki. Z punktu widzenia ściśle ekono-micznego takiemu rozumowaniu, a raczei takim założeniomAutora żadnego zarzutu jednak uczynić nie można.
Mgr. J. N.
„O zaopatrywaniu ludności w wodę", Inż. Kazimierz Górski.Staraniem Stowarzyszenia Gospodarki Wodnej w Pol-
sce pojawiła sie w b. r. bardzo pożyteczna publikacja podpowyższym tytułem, opracowana w formie popularnej i mo-jąca na celu poinformowanie organu administracji publi-cznej a w pierwszym rzędzie decydujące czynniki samo-rządu gminnego o ważności zagadnienia tej gałęzi gospo-darki wodnej. W uwagach wstępnych omawia autor rolęsamorządu i układ ogólnych warunków, na których tle dzia-łają przedsiębiorstwa użyteczności publicznej, wreszcie za-danie techniki w budowie i ruchu wodociągów. Pouczające
znaczenie w tym rozdziale ma statystyka porównawczaistniejących wodociągów w Polsce i w Niemczech, w któ-rych już w r, 1911 1240 zakładów wodociągowych dostar-czało 3 miljardy mrl wody rocznie około 2300 miastomi mniejszym miejscowościom o ludności powyżej 2000mieszkańców; tymczasem w Polsce posiada obecnie czynnewodociągi zaledwie ]20 miejscowości a roczna objętość do-starczanej przez nie wody dochodzi do 128 miljonów m:!.czyli przeszło 23 razy mniej, aniżeli w Niemczech przedwojną, Z powyższego wynika, że w Niemczech wodociągidostarczały rocznie 48 m3 na głowę, a u nas zaledwie około4 nr1. Następne trzy rozdziały, t. j , lszy o wodzie, 2-gi0 budowie studni publicznych i 3-ci omawiający budowęwodociągów, poświęca autor popularnemu opisaniu pracytechnika przy budowie wodociągów począwszy od czynnościbadania jakości wody, a skończywszy na połączeniach do-mowych z siecią rozdzielczą.
Wreszcie ostatnie trzy rozdziały, mianowicie 4-ty p, t.ogólne koszty budowy, 5-ty — opisujący wpływ urządzeńwodociągowych na bezpieczeństwo sanitarne i pożaroweoraz 6-ty — o rentowności wodociągów w którym autoromawia wydatki bieżące (koszty ruchu, zarządu, utrzy-mania i odnowienia) wreszcie opłaty i taryfy — tworznwraz z uwagami wstępnemi podstawowe wiadomości dlatych wszystkich czynników (niefachowych) samorządowych1 administracji publicznej, którym powinno zależeć na powodzeniu gospodarczem przedsiębiorstw rolnych i prze-mysłowych, a w pierwszym rzędzie na bezpieczeństwiezdrowotnem i pożarowem —• powierzonej ich opiece lud-ności.
Pomimo skromnych ram, w które ujęto treść omawianejpublikacji, ma ona jednak głębokie znaczenie dla naszychstosunków sanitarnych; zaopatrzenie ludności w dobrąi zdrową wodę to pierwszy krok w dziedzinie uzdrowot-nienia naszych miast i miasteczek (szczególnie w b, za-borze rosyjskim), po którym a właściwie równocześnie7. którym należałoby uczynić także i drugi krok, miano-wicie rozpocząć również budowę kanalizacji. Sprawnośćdziałania obu tych urządzeń zależną jest od ich wzajem-nej spółpracy.
Dr. A. P.
ŻYCIE STOWARZYSZENIA
TECHNIKÓW POLSKICH w WARSZAWIE
Z SALI ODCZYTOWEJ.Dn. 15 maja 1936 r. inż. J. Falkiewicz wygłosił odczyt p. t.
„Salon berliński i samochody na Targach Poznańskich".Na wstępie uderza ogromny postęp motoryzacji w Niem-
czech we wszystkich gałęziach techniki i konstrukcji po-jazdów silnikowych. Przyczyniło się do tego zarządzeniekanclerza Hitlera, znoszące wszelkie podatki od nowychwozów osobowych, przytem daleko idące ulgi oraz szeregzarządzeń. Wraz z rosnącą ilością samochodów postępujejednocześnie budowa autostrad, pozwalając na uruchomie-nie przemysłu budowlanego i zatrudnienie około 100 000bezrobotnych, Przechodząc do właściwego opisu wystawysamochodowej prelegent zwraca uwagę na wozy osobowez silnikiem Diescl'a, wystawione przez fabryki MercedesBenz i Hanomag. Zastosowanie silnika na paliwo ciężkieoznacza potanienie eksploatacji, a co zatem idzie dalsządemokratyzację.
Ciekawą nowość stanowią wozy Adlera, przystosowanedo autostrad, o wyjątkowej szybkości do 160 km/godz., przy1,70 1 pojemności i bocznych zaworach. Maybach wyróżniasię piękną linją karoserji, łamaną tylną osią, lecz głównie
b. wysoką ceną. Fabryka Forda w Niemczech wprowadziłaszereg drobnych zmian, n. p. odciążenie pedału sprzęgła.Najtańszym po Fordzie samochodem ośmiocylindrowym jestwystawione przez fabrykę Stoewer 2,3 1 podwozie z na-pędem przednim „Greif V 8". Zjednoczone w Koncernie:„Aftounion" firmy Horch, Audi, D. K. W. 1 Wanderer wy-

3761 9 36 — PRZEGLHD TECHNICZNY
stawiły dużo eksponatów, przyczem najwięcej nowośoi znaj-dujemy w D. K. W., jako to; amerykanizacja karoserji i na-pęd na przednie koła, przy stosowaniu nadal silników 2-SU-.wowych. Fabryka B. M. W. zwraca uwagę ciekawem roz-wiązaniem przedniego zawieszenia podwozia. Prelegentwspomniał o stoiskach Fiat i Renault, oraz Steyr i Ausłin,które stanowiły przedstawicieli produkcji zagranicznych. Poomówieniu wrażeń ogólnych prelegent przeszedł do scha-rakteryzowania tendencyj, którym podporządkowały sięwozy ciężarowe i specjalne. Ogólne wskazania, mianowicieprędzej i łaniej, mają i tu swoje zastosowanie, jednak po-przez nie przegląda wyraźnie możność zastosowania wojen-nego i daje wrażenie przygotowań mobilizacyjnych. Są towięc wozy Kruppa do gazu generatorowego na koks i pod-wozia z butlami na gaz sprężony, podwozie Biissing ANG80-osobowe, przvczepki transportujące po szosie wagonykolejowe i armaty, Daimhr-Benz — pionier olbrzymów dro-gowych oraz budzące sensację wozy parowe Henr,chrf'a orazautobusy Vomag'a o szybkości 120 km/godz. Usiłowania nie-mieckie znalezienia własnych paliw zastępczych idą w kie-runku badania silników pędzonych gazem drzewnym, ge-neratorowym z koksu, węgla drzewnego lub z drzewa, jakrównież zwiększenia produkcji paliw syntetycznych i alko-holu. Dalej prelegent omówił ogólnie dział motocyklowy,Technicznie stoją motocykle pod znakiem dalszego udo-skonalenia dotychczasowych pomysłów konstrukcyjnych, bezwidocznych jednak usiłowań szukania nowych dróg; niskieich ceny oraz luksusowe przyczepki, przy jednoczesnej jak-najbardziej nowoczesnej konstrukcji utrzymują popularnośćtego sportu w Niemczech.
Na zakończenie prelegent scharakteryzował samochodyna Targach Poznańskich, reprezentowane przez firmyPolski Fiat, Ford i przez niemieckie, omówione już po-przednio.
F. P.
Dn. 29 maja 1936 r. inż. T. Zamoyski wygłosił odczyt p. t.„Stan obecny przemysłu chemicznego",
Poruszając problem zatrudniania przyrostu ludności, pre-legent rozpatruje wszystkie czynniki, mogące rozwiązaćpowyższe zagadnienie i wnioskuje, że w obecnej sytuacjijedynie rozwój przemysłu jest w stanie w Polsce zadanieto rozwiązać. Przechodząc do rozpatrzenia licznych działówprzemysłu chemicznego, prelegent stwierdza, że w prze-myśle chemicznym — nieorganicznym, poza produkcjąsuoerfosfatów która wyraża się cyfrą 10% zdolności pro-dukcyjnej, — inne działy produkcji rozwijają się korzystnie.
Zapotrzebowanie suoertomasyny wynosi zaledwie 7 kgna 1 ha ziemi ornej. Zwiększenie konsumeji jest nieuni-knione ze względu na fakt, że gleby nasze lwykazująw swvm składzie manco kwasu fosforowego. Produkcjazwiązków azotowych w Mościcach jest samowystarczalna.W produkcji soli notaso-wych zajmujemy trzecie miejsce,mając przed sobą Hiszpanję i Rosję. Produkcja kwasu siar-kowego zmniejszyła się z przyczyn koniunkturalnych.
Przechodząc do rozpatrzenia przemysłu chemicznegoorganicznego, prelegent omówił poszczególne działy, stwier-dzając, że dystylacja węgla kamiennego wzrasta. Produkcjawęglowodorów aromatycznych smoły, siarczanu amonu i Łn-nych utrzymuje się na poziomie lat poprzednich. Co do pro-dutków pochodnych węgla, przeróbka mechaniczna zmniej-sza się —. chemiczna wzrasta. Jeden z produktów dysty-lacii smołv węglowej, „naftalin" przeżywa znakomitą kon-iunkturę, W dziale tym prelegent widzi znakomite postępyi dynamikę ^ produkcji. Przemysł chemiczno-farmaceutycznyczyni również postępy, wprowadzając nowe metody syn-tezy materjałów,
^Dystylacja drewna iglastego niewiele poszła naprzód,zaś ekstrakcja drewna iglastego czyni postępy.
Przemysł sztucznych włókien ciętych potężnie wzrasta.Przemysł tłuszczowy wykazuje samowystarczalność,
w dziale olejów ciekłych, w tłuszczach stałych mamy de-ficyt, zmuszający nas do importu.
Dalej prelegent omówił cały szereg produktów gumo-
wych, kauczukowych oraz innych półproduktów, stwierdza-jąc w tych działach postępy.
F. P.
Dn. 22 maja r. b, inż. St. Korsah wygłosił odczyt p. t.„Walka z zadymieniem Warszawy".Prelegent zaznaczył, że dotychczas nie prowadzi się akcji
zwalczania wielkiego zadymienia Warszawy, co stwierdzanasze opóźnienie w porównaniu z państwami kulturalnemi,dając nam jednak możność wyzyskania doświadczeń na tempolu naszych zachodnich sąsiadów. Prelegent demonstrowałfotografje, dokonane z kilkunastu najwyższych punktówWarszawy, przedstawiające stan zadymienia miasta, podając,że Warszawa posiada 630 000 przewodów dymowych o łą-cznym rozmiarze 12 600 nr. Uwzględniając dotychczasowąrozbudowę Warszawy prelegent wnioskuje, iż przybywaćbędzie corocznie 1 000 m2 przewodów kominowych.
Powodem obecnego stanu zadymienia miasta jest w du-żej mierze brak zrozumienia mieszkańców, przestarzałeurządzenia paleniskowe, stare kotły i brak odpowiednichUstaw zapobiegawczych. Jako środek, zmniejszający stopieńzadymienia miasta, prelegent podał stosowanie centralnegoogrzewania, co zmniejsza do 25% zadymianie w porów-naniu z instalacją piecową- Ogrzewanie parą zmniejszakoszt od 50 do 70%, zwłaszcza przy zastosowaniu turbin.Nieodzowne jest sharmonizowanie gospodarki cieplneji wprowadzenie w niej planu oszczędnościowego. Prelegentwymienił zdobycze techniki w tym kierunku w Ameryce,Niemczech, Austrji i Szwajcarji —• dokładniej omawiającStację Cieplną w Paryżu,
W dyskusji przewodniczący, p, inż, Kączkowski, pod-kreślił, iż omawiane zagadnienie nie jest sprawą lokalną,lecz ogólnej natury. Odnośnie zadymienia Warszawy, opróczwymienionych przez prelegenta przyczyn, przyczyną zwięk-szającą zadymienie w nowych dzielnicach są częste zmianyw planie regulacji, W dalszej dyskusji poruszona zostałakwestja budowy rurociągów dla Warszawy i Łodzi dla do-starczania gazu ziemnego, który nietylko, że będzie siękalkulował znacznie taniej, lecz nie zawierając siarki, niebędzie tak niebezpieczny pod względem zadymiania. Wy-klucza on jednak konieczność instalacyj centralnego ogrze-wania, gdyż może być zastosowany przy nieznacznych prze-róbkach do pieców kaflowych. Następnie jako paradoksporuszono fakt, iż Magistrat posiada od 4 lat Komisję dozwalczania zadymienia miasta, a przedsiębiorstwa miejskiei państwowe w znacznej mierze przyczyniają się do zady-miania miasta przez posiadanie nieodpowiednich i prze-starzałych urządzeń; gdyby sprawa ta była uregulowana, tooszczędność w opale pokryłyby koszty nowoczesnej insta-Iacji i zarazem przyczynionoby się w znacznej mierze dozmniejszenia zadymienia Warszawy,
F. P.
SPROSTOWANIE
W sprawozdaniu z tegorocznych Targów Poznańskich,zamieszczonem w zeszycie 10 z r, b., opuszczono przez po-myłkę opis stoiska f-my Sł. Weigt Sp. Akc, Zakłady Prze-mysłowe w Łodzi, która wystawiła maszyny młyńskie, de-monstrując w ruchu odsiewacz 4-działowy, 4-skrzyniowy,umożliwiający zmianę gazy w którymkolwiek dziale bez ko-nieczności rozbierania sąsiedniego działu, co daje dużąoszczędność na czasie.
Wystawiona była również maszyna czyszcząca typu„Mars" oraz podwójny postaw walcowy na łożyskach rol-kowych,
Po'zatem firma Sł. Weigf wystawiła maszynę pralnicząz napędem indywidualnym od silnika elektrycznego orazmaszyny z dziedziny przemysłu chemicznego: prasę filtra-cyjną, ugniatarkę typu „Pfleiderer" i autoklaw laboratoryj-ny, pokryty wewnątrz emalją kwasoodporną.
Całość stoiska była interesująca i celowo pomyślana,

WT 57 - 3 7 7
••iiifiitiiiiiitiiiiiiiiiiiiiiiiłiiiłiłiiiiiiiiiiiiiiłiiiiiMaiiintiiiiiiiiiiiiiiiiiiiiiitifiitiiiiiiiiiiiiiiiiiiłiiiiiiiiiiiiiitiiiiiiijiiiiiiiititiiiiiitiłiiiiiiiiiiiiiiiiiiiiiiiaitiiiiiiiiijiiiiiiiiiiiiiiiiiiiiiiiiitiiiciiifiiHB
I WIADOMOŚCI I| TOWARZYSTWA WOJSKOWO-TECHNICZNEGO II Nr. 6 Tom IV I
1
IIIIII
Imumu
IIIIIIIinn
i
|
0
P i
B i
d l e w n ir o z b u
w e g oletek",
e c B r a
b l i o g r
T R E Ś Ć :
c t w o w Z . S. S. R. na t l ed o w y p r z e m y s ł u m e t a l o -
w o k r e s i e d w ó c hinż. K. Gierdziejewsku
c k e l s b e r g a . inż. S.
a f j a.
„p i a t i-
Pilarski.
L I | X f\ f* ~ * L i i 1 Ł
W A R S Z A W A
22 LIPCA
1936 R.
S O MM
F on d e r i e en Z. S.d e v e l o p p e m el i n d u s t r i e mc
A l R E :
S. R. a b as e (1nt p r ć s e n t e
t a l l u r g i qM. K. Gierdziejewski.
F o u r B r a c k e l s b e
B i b l i o g r a p h i e .
r g, p a r M, S.
u e.
a
i la |dc 1
par 3
Pilarski. \
mmmm
Inż. K. GIERDZIEJEWSKI 621 .74 (47) „1927—1937": 338.4
Odlewnictwo w Z. S.S. R. na tle rozbudowy przemysłumetalowego w okresie dwóch „piatiletek"
N iewątpliwie każdy z nas słyszał o rozwojumetalurgji w Z.S.S.R. w ostatnich czasach,—słyszał o Magnitogorsku, o rejonie Kuzniec-
kim, o rozbudowie przemysłu hutniczego w połud-niowej Ukrainie; znacznie mniej dotarło do nas wia-domości o ogólnej rozbudowie przemysłu metalowo-przetwórczego naszego wschodniego sąsiada. Jed-nak rozmach rozbudowy tego przemysłu zasługujena szczególną uwagę, bo, stanowiąc dowód przejściakraju Sowietów na wyższy stopień uprzemysłowie-nia, zmusza nas do wniknięcia w gospodarczą struk-turę tej rozbudowy i wyciągnięcia odpowiednichwniosków dla nas. Studjum tego zagadnienia odstrony rozbudowy odlewnictwa może nie daje cał-kowitego obrazu, może daje fragmenty niezawszemiędzy sobą powiązane, aczkolwiek podejście doprzemysłu metalowo-przetwórczego od strony od-lewnictwa ma tę dobrą stronę, że możemy najlepiejwówczas uchwycić najróżnorodniejsze gałęzie prze-mysłu metalowo-przetwórczego, a szczególnie ma-szynowego; pamiętać przecież trzeba, że przemysłodlewniczy jest, bez żadnej przesady, podstawąprzemysłu metalowo-przetwórczego i to prawie nawszystkich jego odcinkach.
Studjując naukową literaturę sowiecką, perjody-ki, działalność odlewniczych zrzeszeń technicznych,miałem możność zapoznać się z wielu szczegółamii bolączkami kraju Sowietów w dziedzinie mojejspecjalności (zagadnienie kosztu własnego, brakówi t .p.); w dalszym ciągu będę się opierał na cyfrachi opinjach, którym nie mam powodów nie dawaćwiary, tembardziej, że wszystko, co nasuwało wąt-pliwości, wolałem pominąć.
W związku z planami I i II piatiletki (druga koń-czy się w r. 1937) niewątpliwie egzystował jakiśprzejrzysty ogólny plan organizacyjny rozbudowyprzemysłu metalowo-przetwórczego, który prawdo-podobnie tworzył pewną logiczną całość; z mego
okienka obserwacyjnego całość odtworzyć jest tru-dno, tembardziej że teren jest najeżony trudnościa-mi rebusowo-językowemi. Pomimo jednak tych tru-dności możemy wyciągnąć z posiadanego materjałudużo ciekawych wniosków, z zastrzeżeniem, że caładziedzina przemysłu wojenno-odlewniczego jest zu-pełnie zakonspirowana.
Zasadniczo rozbudowa przemysłu metalowo-prze-twórczego pomyślana została branżowo i dla niektórych gałęzi zapoczątkowana już w okresie I-ej ,,pia-tiletki". Nie będę tu analizował wszystkich gałęzirozbudowy przemysłu metalowego, bo niejednako-wy ciężar gatunkowy mają one w gospodarce krajo-wej, nie w jednakowym stopniu zazębiają się z od-lewnictwem i tem samem są niejednakowo naświe-tlane od strony odlewnictwa; najlepiej znane są:przemysł traktorów, samochodów, transportowy(parowozy, wagony, elektrowozy), energetyczny(silniki Diesel'a, turbiny i t, p.), obrabiarek lekkichi ciężkich, budowy maszyn ciężkich dla przemysłuhutniczego i t, p.
Osiągnięcie zadań, postawionych poszczególnymbranżom wymagało rozbudowy przemysłu odlewni-czego na skalę w pojęciach naszych fantastyczną,a jednakże przemysł ten został zainwestowanyi uruchomiony, i ku końcowi II-ej piatiletki teore-tycznie będzie najpotężniejszy w Europie.
Przemysł metalowo-przetwórczy, według pro-gramu Sowietów, skoncentrowany jest przede-wszystkiem w olbrzymich jednostkach, rozmieszczo-nych w różnych częściach kraju. Są to t. zw. „kom-binaty", całkowicie na nowo zbudowane i dotyczągałęzi przemysłu, które dopiero Sowiety tworzyłyod podstaw, względnie prawie od podstaw; odlew-nie, przeznaczone do ich obsługi, są zainstalowanetuż przy tych wytwórniach. Produkcja ich jest znor-malizowana, masowa, ciągła, oparta całkowicie nawzorach amerykańskich. Pierwsz-e kroki, powie-

378 58 WT 1936 — WIHDOMOŚCI T. W. T.
działbym nieśmiałe, postawiono w tym 'kierunkuw r. 1929 przy uruchomieniu fabryki traktorów przy„Krasnom Putiłowce" (obecnie Zawód im. Kirowa)w Leningradzie i przy budowie „StalingradskawoTraktornawo Zawoda" w dawnym Carycynie. Z du-żemi trudnościami i z ogromnemi niepowodzeniamiuruchomiono te dwie fabryki w końcowym okresieI-ej piatiletki, t. j , w latach 1930 i 1931. Zresztą tosamo miało miejsce przy uruchomieniu w Rostowienad Donem olbrzymich zakładów maszyn rolniczych„Rostselmasz".
W innych znów wypadkach Sowiety poszły irane-mi drogami rozwijając pozostałe z czasów przed-wojennych mocne jednostki techniczne przez wpro-wadzenie ulepszeń i renowacyj; w tym wypadkuprzy nich powstawały nowe odlewnie, przystoso-wane do nowych programów fabrykacyjnych, lubteż stwarzane były t, zw. „bazy" zaopatrzenia ta-kich przedsiębiorstw w odlewy w postaci dużychcentralnych rejonowych odlewni, których zadaniemjest zaopatrywać w odlewy fabryki określonychbranży; są to wg. ich nomenklatury t. zw. „Centro-lity" branżowe— „centrolit stankostrojenja", „per-wyj centrolit dla metalurgiczeskoj promyszlennosti"i t . d.
W grupie pierwszej (wg. mojego podziału) widzi-my więc powstanie:
A. D z i a ł s a m o c h o d o w y .1. „Awtozawoda im. Mołołowa" w Gorkim (daw-
ny Niżni-Nowogród) z rocznym programemprodukcji maszyn typu Ford A — osobo-wych 50 000 szt. i ciężarowych 70 000 szi plus10% części zapasowych, z możliwością rozbu-dowy w okresie III-ej piatieletki do 300 000szt. rocznie.Program ilościowy, postawiony dla odlewnitej fabryki, wynosi rocznie: żeliwa zwykłego27 500 t, żeliwa kowakego 9 000 i, odlewówz metali nieżelaznych ok. 900 t.
2. ,,Awtozawoda im. Stalina" w Moskwie z rocz-nym programem do 80 000 maszyn plus 10%części zapasowych; ogólna roczna produkcjaodlewni wynosić ma ok. 36 000 t żeliwa zwy-kłego, kowalnego i odlewów nieżelaznych.
3. Fabryki samochodów w Jarosławiu, obliczo-nej na roczną produkcję 25 tysięcy pięcioton-nowych ciężarówek, z roczną produkcją odle-wów żeliwnych 6 000 t.Do końca r. 1937, wg realizowanego projektumają być ponadto budowane i uruchomione:
4 i 5, Fabryki samochodów w Ufie i Stalingra-dzie (d. Carycyn) o zdolności produkcyjnejpo 100 000 szt. ciężarówek 3-tonnowych rocz-nie, oraz
6. Fabryka w Samarze — 5-cio tonnowych cięża-rówek w ilości 25 000 szt. rocznie; jest to pod-
wojenie produkcji fabryki, już uruchomionejw Jarosławiu.
B. D z i a ł t r a k t o r ó w .Pierwsza nieśmiała próba, jak wspomniałem,
zrobiona została przez założenie fabryki trakto-rów przy Zakładach Putiłowskich w Leningradzie,uruchomionych w r. 1929 oraz pierwszego „trakto-
rnawo kombinata" w Stalingradzie (zupełnie nie-zależnie od fabryki samochodów w tem samem mie-ście). Poza temi dwiema fabrykami traktorów po-wstaje jako:
3. t. zw. X. T. 3. — Charkowska fabryka trakto-rów — o takiej samej zdolności produkcyjnej,jak fabryki w Stalingradzie, zbudowanej wgtych samych rysunków i projektów.Każda z tych fabryk ma określoną roczną pro-dukcję w wysokości ok. 30 000 szt. traktorówtypu „International 15/30", co wymaga odlew-ni o zdolności produkcyjnej ok. 100 000 t od-lewów żeliwnych rocznie. Odlewnia ta zajmu-je 28 000 m2 powierzchni krytej dachem, jed-nak, jak wykazała praktyka, jest za mała;ilość zatrudnionych robotników w odlewni wy-nosi łącznie z urzędnikami ok. 2 400 osób; na-koniec jeden z olbrzymich „kombinatów", na-wet na skalę Z, S, S. R,, — t. zw.
4. Cz. T. Z. — ,,Czelabinskij traktomyj zawód",obliczony na produkcję 40 000 traktorów rocz-nie; program odlewni żeliwa wynosi —132 000 tonm (na dwie zmiany siedmioigodzin-ne, staliwa — 67 000 t (na trzy zmiany) i sto-pów nieżelaznych — 1 000 t. Skalę wykona-nia charakteryzuje powierzchnia odlewni żeli-wa, sięgająca 40 500 m2 i odlewni staliwa —14250 m*.
Trudności uruchomienia fabryk samochodówi traktorów były znaczne. Szczególne niepowodze-nia miała fabryka traktorów w Stalingradzie, któraw pierwszym roku po jej uruchomieniu (1931) dałatylko 5 217 szt. (programowo — 30 000 szt.); fabry-ka w Charkowie, o tej samej zdolności produkcyj-nej, w pierwszym roku wyprodukowała 13 485 trak-torów; sprawozdanie organów kontrolnych tłomaczyten fakt wykorzystaniem doświadczenia fabryki sta-lingradzkiej, uruchomiana oddziały stopniowo', pocałkowitem zakończeniu robót inwestycyjnych, pozaopatrzeniu fabryki we wszystkie narzędzia orazprzeszkolony w „Krasnom Putiłowce" personel tech-niczny i rzemieślniczy (brygadziści i instruktorzy).
Opublikowane cyfry wytwórczości są podanew tabeli 1.
TABELA 1
Rok
19301934
Ilość samochodówciężarowych
4 00055 366
Ilość samochodówosobowych
nie produkowano17 200
Ilość traktorów
12 73191300
Na marginesie tego zestawienia znalazłem takąuwagę: „Jednocześnie wzrosła produkcja tankie-tek o 2 475%, tanków lekkich o 760% i tanków śred-nich o 792%,
C. P r z e m y s ł t r a n s p o r t o w y (parowo-zy, wagony, elektrowozy i t. p.) wykazuje równieżekspansję produkcji, realizowaną bądź przez roz-budowę znanych już z okresu przedwojennego pla-cówek tego przemysłu (fabryki parowozów w Ko-łomnie, Ługańsku, Sormowie i t. p.), bądź przez bu-dowę nowych olbrzymich jednostek — „kombina-tów transportowych".

WIRDOMOŚCI T. W. T. — 1936 59 - 379
Z pierwszej grupy należy zanotować rozbudowęodlewni fabryki w Kołomnie, której odlewnia żeliwama wydajność 40 000 t rocznie, z tego 10 000 t dlaprzemysłu parowozowego i około 30 000 t dla prze-mysłu energetycznego.
Zdolność produkcyjna dawnej fabryki parowo-zów Harhnana w Ługarisku doprowadzona jest do1080 parowotzów rocznie typu „FD".
Trzecią fabryką z grupy wytwórni przedwojen-nych, produkującą parowozy, jest fabryka w Sor-mowle, lecz zdaje się, że ulega ona stopniowej li-kwidacji. Wnioskować można również, że zawie-szona została produkcja parowozów w Charkowiei Bieżycach. W charkowskiej fabryce parowozówuruchomiono1 dużą fabrykę silników Dieseł'a i tur-bin, w Bieżycach uruchomiono natomiast dużą fa-brykę wagonów oraz centralną fabrykę hamulcówsamoczynnych, znaną jako „Krasnyj Profintern".
Ponadto, w dziale transportowym realizowane sąfabryki obliczone na 500 parowozów i 500 elektro-wozów rocznie w Orsku i na 500 elektrowozóww Kaszyru, fabryki wagonów w Niżne Tagilsku(Uralskij wagomostroitelnyj zawód) o zdolności wy-twórczej 54 000 wagonów czteroosiowych rocznie,oraz dwie identyczne fabryki wagonów w Irkutskui Kuzniecku o rocznej produkcji po 10 000 wagonów.Co do faktycznych wyników realizacji tego progra-mu, ostaitnio opublikowane cyfry ogólnej produk-cji *) podanie są w tabeli 2.
P r o
ParowozówWagonów .
d u k
TABELA
c j s
2.
i23
1934
155742
szt.
1935
154073 400
t z i
Bardzo daleko posuniętą koncentrację spotykamyw ostatnio stworzonej dziedzinie:
D. P r z e m y s ł u c i ę ż k i c h m a s z y n , któ-rej początku doszukać się można w przedwojennejfabryce Kramatorskiej na południu Roisji. Otóż cał-kowite zapotrzebowanie Z. S. S. R. na maszyny tegorodzaju mają pokrywać trzy fabryki: t, zw. „Kram-maszsłroj" w Kramatorówce i „Urałmaszstroj" wUfie, z których pierwszy ma dać 150 000 t maszynrocznie, zaś drugi 100 000 t. Trzecia fabryka ,,Sib-maszstroj" jest w budowie. Odlewnia żeliwa „Kram-maszstroj" obliczona jest na wydajność 60 000 todlewów rocznie, t. j . 2-krotnie większą od odlewniKruppa, 3-krotnie większą od odlewni UnitedSteel Company, 4-krotnie większą od dobrze znanejodlewni firmy Skoda w Pilznie i 6—8 razy większąod odlewni CockeriWa. Odlewnia posiada międzyinnemi dwie suwnice nośności po 100 i każda, codaje możność odlewania do 180 t w jednej sztuce(rekord światowy]. Odlewnia staliwa, o wydajności45 000 t gotowego odlewu maszynowego rocznie, jestrównież największa na świecie.
Zainteresować nas może również rozbudowa prze-mysłu maszyn rolniczych, w których odlewy, szcze-
*) Przemysł Metalowy, Nr. 2. 1936.
gólnie z żeliwa zwykłego i kowalnego, odgrywająznaczną rolę.
E. D z i a ł m a s z y n r o l n i c z y c h obsłu-guje obecnie ok. 20 odlewni żeliwa szarego o wydaj-ności 295 000 t rocznie, 6 odlewni żeliwa kowalne-go — 34 000 t rocznie, 6 odlewni staliwa — ok.30 000 t rocznie. Spośród odlewni żeliwa — sześćposiada przeciętną zdolność wytwórczą powyżej25 000 t odlewów rocznie, pokrywając 60% ogól-nego zapotrzebowania. Całkowicie zmechanizowanajest odlewnia żeliwa Rostsehnasz, która łącznie z fa-bryką w Lubercach (pod Moskwą) pokrywa 21 000 tt. j . 60% ogólnego zapotrzebowania żeliwa ko-walnego w tej branży. Pozostałe cztery odlewniepokrywają resztę, t. j , 40%; wśród nich jedna jestmniejsza, o wydajności ok. 600 i rocznie, trzy po-zostałe — względnie duże, o przeciętnej wydaj-ności po ok. 4 000 t,
Według zestawień statystycznych sowiecki prze-mysł traktorów oraz maszyn rolniczych jest jużobecnie najpotężniejszy w Europie, a ~w końcu1937 r. ma być najpotężniejszy w świecie.
Ciekawym ofojektem dla odlewników, charaktery-zującym jednocześnie planowość gospodarki w Z.S. S. R., jest t. zw. „Dniepropeirowskij zawód me-tałurgiczeskawo oborudowanja" — DZMO w Dnie-propietrowsku (dawn. Jekaterynosław), —któregozadaniem jest zaopatrzenie 9 największych hut Po-łudniowej Ukrainy we wlewnice, zapasowe częścidla remontów i utrzymanie w regularnym ruchu po-wyższych hut. Roczna wydajność Zakładów DZMO,które całkowicie mają być uruchomione do końca1937 r., będzie następująca: wlewnic żeliwnych150 000 t, odlewów żeliwnych i staliwnych dla hut-nictwa po 21 000 t, konstrukcyj żelaznych 5 000 t,odkówek 4 000 t, części mechanizmów (obrobionych)17 000 1
W celu zaopatrzenia DZMO we własną surówkęZakłady posiadają własne wielkie piece o wydajno-ści surówki 180 000 t rocznie. Piece te są budowyprzedwojennej, jednak częściowo przerobione. Je-żeli nie mylę się, są to dawne Zakłady Towarzystwa„Brianskawe" w Jekaterynosławiu.
W fabryce maszyn do szycia w Podolsku (Gos-szwejmaszyny), o wydajności 1600 000 maszynrocznie na jedną zmianę, plus odpowiednia ilośćczęści zapasowych, widzimy całkowicie zmechani-zowaną odlewnię żeliwa o wydajności 17 000 t odle-wów rocznie i drugą mniejszą odlewnię o wydajno-ści 5 000 t rocznie, dla odlewów indywidualnych(nie masowych).
Nie poruszam tu, z powodu braku czasu, działufabrykacji obrabiarek, który opiera się na t. zw. cen-tralnych odlewniach — „centrolitach", istniejącychw Moskwie i Leningradzie; pozatem znajdują się wbudowie „centrolity" w Woroneżu i Taganrogu;opuszczam też omówienie specjalnych odlewni, ob-sługujących produkcję turbin parowych, wodnychi t, p., lub też maszyn dla przemysłu włókienniczegoi pragnę zaniknąć tę część artykułu zestawieniem,podanem w tabeli 3, ilustrującej stan rozbudowy od-lewnictwa w Z. S. S. R, pod koniec II piatiletki, t, j .w r. 1937.

380 - 6 0 1936 - WIRDOMOŚCI T. W. T
Produkcja t
Żeliwa zwy-kłego ł ko-walnego . .
Staliwa zwy-kłego i ko-walnego. .
Metali nieże-laznych . .
1927
695 100
81100
—
776 200
TABELA 3.
%
88,3
11,7
—
100
1932
2 258 000
276 000
610002 595 000
*) produkcja przewidywana.
%
87,7
10,7
2,6
100
1937 *)
4 100 000"200 000
ok. 800 000
120 0005 220 000
"/„
'82,5
15,3
2,2
100
Przewidywaną wydajność Sowieckiego przemysłuodlewniczego pod koniec roku 1937 w porównaniuz rokiem 1913 podaje tabela 4 (dla porównania ze-stawiłem cyfry maksymalne produkcji polskiej w r.1929).
Produkcja 1
Żeliwo . . . .Żeliwo kowalne .Staliwo ,Metale nieżelazne
(bez aluminjum).
TABELA
1913
424 00016 00071000
—
4.
1937
4 865 000300 000
1 390 000
150 000
Polska 1929
217 0002 900
34 000
15 000
TABELA
Rodzaj odlewów
Przemysł maszyn rolni-czych (bez traktorów) ,
Samochody i traktory . .Parowozy i wagony. . .Przemysł energetycznyPrzemysł elektrotechnicznyPrzemysł metalurgiczny .Przemysł maszynowy śre-
Przemysł maszynowy ciężkiRury wodociągowe ,Odlewy handlowe . , ,
Żeliwkte
wa
tys. t.
444
243
230
111
64
225
229
100
276
336
2 258
5.
) zwy-ko-
ne
°/o
19,610.810,2
4,8
2,8
10,1
10,24,4
12,214,9
100$
Staliwo
tys. t.
15
—
85
14
9
62
6
44
—
41
276
%
5,2
—
30,8
5,1
3.3
22,4
2,2
16,0
—
15,0
100%
Metale nie-żelazne bezaluminjum
tys. t.
8
13
—
0,5
4,5
8
7
—
20
61
%
13,02i,3—
0,8
7,4
13,011,5—
33,0100$
W tabeli 5 podana jest produkcja odlewów, po-dzielona wg ich zastosowań, w 1932 r.
Wreszcie jeżeli chodzi o geograficzne rozmiesz-czenie produkcji odlewniczej, to w r, 1933 ustalononastępującą kolejność:
1. Sowiecka Ukraina . . . . 40,8%2. Okręg Moskiewski . . . . 17,1%3. Ural 11,2%4. Okręg Leningradzki . . . . 7,4%5. Okręg Stalingradzki . . , . • 4,8%
Łącznie te pięć okręgów reprezentuje przeszło80% ogólnej wytwórczości odlewów w Z. S. S. R.
Inż. S. PILARSKI
Piec Brackelsberga ^Wstęp.
Postępy w dziedzinie odlewnictwa żeliwa, po-czynione w ciągu ostatnich lat i wyrażającesię w polepszeniu jego własności chemicznych,
fizycznych i wytrzymałościowych, stwarzają dlańobecnie nowe warunki rozwoju i umożliwiają prak-tycznie nieograniczone zastosowanie w przemyśle.
Wytwarzanie odlewów, odpornych na zużyciei wysokie temperatury, podatnych na utwardzaniei odpuszczanie, lub żeliw austenitycznych, odpor-nych na korozję, nieprzenikliwych magnetycznie i oróżnej rozszerzalności termicznej, otrzymywaniewreszcie materjałów, wytrzymałych na obciążeniastatyczne i na zmęczenie, daje pojęcie o wszech-stronności tego zagadnienia.
Dzięki zastosowaniu istotnych zmian w sposobachotrzymywania odlewów żeliwnych i w ich składziechemicznym, istnieje cały szereg tworzyw specjal-nych, które w wielu przypadkach mogą stanowićmaterjały zastępcze dla stali.
Artykuł niniejszy miałby na celu, na tle bardzoogólnie przedstawionego rozwoju odlewnictwa za-
"} Na podstawie referatu, wygłoszonego na posiedzeniuKomisji Metalurgji Żelaza T. W. T. dn. 10 stycznia 1936 r.
621 . 745 . 326 : 621 . 741 .3/4
granicznego, zwrócić szczególną uwagę na zaletypieca Brackelsberga, który zyskał sobie obecnieprawo obywatelstwa w odlewnictwie żeliwa zagra-nicą.
Własności żeliwa.Rozwój rnetalurgji żeliwa był doitychczas słaby w
porównaniu z rozwojem metalurgji stali, przycizemw Polsce ta różnica jeszcze znacznie więcej się uwy-pukla. Żeliwo jest tworzywem bez porównania bar-dziej złożonem, niż stal; podczas gdy np. stal wę-glistą możemy w przybliżeniu rozpatrywać jakoukład dwuskładnikowy żelazo-węgiel, najprostszeżeliwo będzie układem conajmniej pięcioskładniko-wym żelazo-węgiel-krzem-fosfór-siarka, przyczemw do-datku jeden składnik — węgiel występujew 2 postaciach, a mianowicie jako węgiel elementar-ny i węgiel związany. Jeżeli teraz wziąć pod uwa-gę decydujący wpływ krzemu na rozdział węgla nagrafit i cementyt, to otrzymamy obraz bardzo skom-plikowany i łatwo zrozumiemy, że nauka, a tembar-dziej technika sio ją właściwie dopiero u progu me-talurgji żeliwa. Związek pomiędzy warunkami wy-twarzania żeliwa, a jego budową i własnościami wy-trzymałościowemi są obecnie tematem badań, lecz

WIRDOMOŚCI T. W. T. — 1936 WT 61 381
daleko jeszcze do ich zakończenia; mimo to doko-nano już w ostatnich latach olbrzymiego postępuw dziedzinie polepszania własności wytrzymałościo-wych żeliwa zwykłego i stopowego.
W produkcji żeliwa powiszechnie znane są nastę-pujące gatunki;
1) Ż e l i w o o w y s o k i c h w ł a s n o ś c i a c hw y t r z y m a ł o ś c i o w y c h . Polepszenie własno-ści mechanicznych osiąga się wtedy, gdy grafit jestdrobny i równomiernie rozłożony w osnowie perli-tycznej lub sorbitycznej, na co wpływa szczególniedodatek molibdenu i tytanu, Dodatek 0,5% molibde-nu podnosi do 50% wytrzymałość na ścinanie i zgi-nanie.
Żeliwo o wysokich własnościach wytrzymałościo-wych otrzymuje się np. w Stanach Zjednoczonychprzez dodanie składników stopowych bezpośrednio.Przed odlaniem z żeliwiaka lub pieca elektrycznegowprowadza się w ten sposób Ni, Ni-Cr, Ni-Mo,Ni-Cr-Mo.
2) Ż e l i w o o d u ż e j t w a r d o ś c i , o d p o r -n e n a z u ż y c i e . Przez dodanie składników sto-powych można otrzymać twardość # f l =300 kg/mm3.Twardości wyższe otrzymuje się przez odpowiedniąobróbkę termiczną.
Ż e l i w o t. zw. s a m o h a r t u j ą c e o składziechemicznym C = 2,8%, Si == 2%, Mn = 1%,Ni = 4%, Cr = 0,3%, P = 0,6% posiada w staniesurowym HB = 350—400, a po odpuszczeniu wtemp. 600° — HB = 300—-330 kg/mm2.
3) Ż e l i w o u t w a r d z o n e a a p o -w i e r z c h n i p r z e z a z o t o w a n i e . Azotujesię w temp, ok, 525° przez 65—70 godzin. Otrzymu-je się twardość powierzchni od 825—900 Vickers'a.Żeliwo takie stosuje się na cylindry silników spali-nowych.
4) Ż e l i w o o d p o r n e n a k o r o z j ę , Z małądomieszką miedzi żeliwo odporne jest na kwasy,z dodatkiem 1—2% Ni odporne na zasady, przy stę-żeniu zaś 1—2% Cr—na mieszanki nitro-sulfonowe.Bardzo ciekawe jest żeliwo szare austenityczne0 składzie Ni — 14%, Cu — 6%, Cr — 1,4%;jest ono 200—400 razy odporniejsze od zwykłegożeliwa.
5) Ż e l i w a o g n i o o d p o r n e o składzie che-micznym: 0,5 — 0,7% Cr, lub 6 — 7% Si, albowreszcie 15% Ni, 6% Cu i 1 — 2% Cl"
6) Ż e l i w o O; s p ee j,|a I nyich w ł a s n o ś -c i a c h f i z y c z n y c h ; nie magnetyczne Nomag10% Ni i 5% Mn, nierdzewiejące 14% Ni, 6% Cu,2—4% Cr, 1—2% Mn, o małej koercji 1, 5—2,5%C, Si od 6 do 1%.
7) B i a ł e ż e l i w o s p e c j a l n e . Największątwardość dają dodatki Mn i Ni.
Przy 7% Mn otrzymujemy optimum twardości;Cr, Mo i V nie podnoszą specjalnie twardości. Że-liwo o twardości HB = 650" zawiera 4,57o Ni1 1,5 Cr.
Przytoczone dane, zaczerpnięte z prac ogłoszo-nych na kongresach w Liege i w Paryżu, jak równieżz kongresu korozyjnego w Berlinie, wskazują naogromną rozpiętość 'zastosowania żeliwa w przemy-śle, oraz na znaczne różnice w jego składzie che-micznym.
Odnośnie składu chemicznego pragniemy podkre-ślić, że odlewnictwo polskie powinno zwrócić uwa-gę na wykorzystanie żeliwa zwykłego ze względuna brak domieszek uszlachetniających, które mu-simy otrzymywać z zagranicy.
Analogicznie do metalurg] i stali, również i wmetalurgji żeliwa nie możemy się obejść bez żelazo-stopów, lecz należy je stosować tylko w wyjątko-wych wypadkach, a drogą obróbki termicznej wy-korzystać wszystkie możliwe własności żeliwa zwy-kłego.
Metody i instalacje.
Nasuwa się pytanie, jakiemi drogami osiągniętoten ogromny posLęp, Rozróżnić należy następującepunkty; • . I I ! i i. '
1) stosowanie czystego wsadu, jak np.;a) surowca wysokowartościowego, odlanego do
wlewnic, nie zaś do piasku, W odlewie kokilo-wym ilość węgla związanego dzięki szybkościkrzepnięcia jest większa, pozatem drobniejszygrafit; przy przetapianiu takiego surowca wżeliwiaku niema potrzeby przegrzewania żeli-wa, aby zniszczyć grube ziarna grafitu,
b) surówek syntetycznych, otrzymanych przezprzetopienie i rafinację odpadków i wiórkówżeliwnych. Surówki te mogą zastąpić spe-cjalne drogie surowce zagraniczne,
c) dodatku stali stałej do wsadu lub płynnej dokadzi, co ma na celu obniżenie zawartości wę-gla do 2—3%,
2) dodanie odpowiednich pierwiastków uszla-chetniających o określonem działaniu nastrukturę grafitu i osnowy metalu.
3) obróbkę termiczną, a mianowicie:a) ulepszenie termiczne żeliwa szarego. Metoda
ta polega na zahartowaniu w oleju odlewu odtemp. powyżej AC;i i odpuszczeniu.
b) wypracowane w ostatnich czasach metody po-średnie, które dają t. zw. żeliwo pół-kujneo wytrzymałości od 40 do 50 kg/mm2, przywydłużeniu At od 2,5 —• 10%.
Do metod tych zaliczamy różne sposoby, będącenajczęściej kombinacją procesu wytwarzania kujnejleizny z procesami ulepszania termicznego stali.
4) specjalne metody wytopu:a) w dwóch żeliwiakach: ta ostatnia metoda po-
lega na mieszaniu w kadzi dwóch żeliw, jed-nego wytopionego np. z szyn z dodatkiem że-lazokrzemu i żelazomanganu, drugiego — zwy-kłego żeliwa, o zawartości ok. 3,5% węgla.
b) utrzymanie wysokiej temperatury w żeliwiaku(mamy tu na myśli rozmaite patenty niemiec-kie otrzymywania żeliwa perlitycznego).
c) w piecach płomiennych i obrotowych.d) przez procesy rafinacji ,pole.gające na spół-
działaniu czynników fizycznych i chemicz-nych-
5) zastosowanie niektórych instalacyj piecowych,używanych w stalownictwie, jak piece Martinowskie,elektryczne i ostatnio piec Brackelsberga.
Należy podkreślić, że odlewnie zagraniczne osią-gnęły tak wybitne wyniki dzięki wytężonej pracy

382 - 621WT 1936'— WIHDOMOŚCI T. W. T.
badawczej laboratorjów naukowych, uczelni tech-nicznych, instytutów badawczych, a przedewszyst-kiem samych odlewni, które w zrozumieniu donio-słości badaii naukowych, we własnym interesie nieszczędziły w tym kierunku wysiłków i kosztów,a zdobyte następnie doświadczenia wprowadziły docodziennej pnący odlewniczej, stwarzając przytemsurową kontrolę jakości wyrobów i materjałów po-mocniczych.
Wyniki tych prac są ogłaszane perjodycziiie wrozmaitych czasopismach technicznych. Nie ulegawątpliwości, że poszczególne wytwórnie zagranicz-ne posiadają i takie prace w dziedzinie postępu od-lewnictwa żeliwa, które nie są dla wszystkich do-stępne.
W zestawieniu z ogromnym postępem w odlew-nictwie żeliwa zagranicą, odlewnictwo 'krajoweprzedstawia się mniej korzystnie. Nasza literaturatechniczna nie odzwierciadla jednak postępów od-lewnictwa krajowego i jeżeli nawet pewne pracesą wykonywane w tym kierunku, to nie są one udo-stępniane dla szerszego grona fachowców,
Skutki tego stanu rzeczy są widoczne. Większośćnaszych odlewni pracuje sposobami domowemi. Pra-ce badawcze nad polepszeniem jakości tworzywa niezostały wyzyskane w praktyce naszych większychodlewni. Kontrola produkcji jest zupełnie prymi-tywna i niedostateczna.
Stan obecny jest w wysokim stopniu niepokoją-cy, gdyż przemysł wymaga istnienia większych ilo-ści odlewni, zdolnych do wytwarzania odlewów wy-sokowartościowych. To też przemysł odlewniczykrajowy będzie musiał przystąpić do gruntownejreorganizacji swoich warsztatów, aby wyrównaćolbrzymią różnicę, dzielącą nasze odlewnictwo dopoziomu odlewnictwa zagranicznego.
Przez podniesienie poziomu odlewnictwa krajo-wego zostanie spotęgowana zdolność konkurencyj-na na rynkach zagranicznych i pogłębienie we-wnętrznego rynku zbytu.
Pice obrotowy systemu Brackelsberga.
I s t o t a p a t e n t u Brackelsberga.Istota wynalazku i patentu Brackelsberga polega
na zastosowaniu pyłu węglowego do opalania pie-ców obrotowych. Piece te używane były znaczniewcześniej, lecz jako paliwa używano oleju gazo-wego,
W piecach tych można było osiągnąć istotne przy-śpieszenie procesu topienia oraz lepsze przegrzaniemetalu, niż w żeliwiakach. Atmosfera jednak byław nich utleniająca, co wpływało bardzo niekorzyst-nie na jakość otrzymywanego produktu.
Zastosowanie pyłu węglowego jako paliwa dajemożność regulowania płomienia w szerokich grani-cach i pracy w atmosferze obojętnej, lub nawet re-dukującej. Pierwszy taki piec zainstalowany zostałw Milspe, w Westfalji i uruchomiony w r, 1927.
O p i s i n s t a l a c j i .Instalacja pieca składa się z 2 zasadniczych
części:a) urządzenia do przygotowania pyłu węglowe-
go ib) właściwego pieca.
a) Urządzenie do przygotowania pyłu węglowegonie różini się zasadniczo od instalacyj, stosowanychprzy innego rodzaju odbiornikach pyłu. Składa sięono z młyna, suszarni, transporterów, silosów, ru-rociągów i t. d.
b) Piec uwidoczniony jest schematycznie narys. 1. i i , i
f ik
Rys, L Schemat pieca Brackelsberga,Jest to bęben a o kształcie walcowym, wykonany
z blachy żelaznej i wyłożony wewnątrz warstwą ce-gły izolacyjnej, a następnie warstwą kwaśnej wy-prawy, ubijanej w piecu ręcznie, lub zapomocą młot-ków pneumatycznych. Kwaśna wyprawa zawieraok. 92% SiO2, jako spoiwo służy glinka ogniotrwa-ła. W czasie trwania wytopu piec obraca się dokołaswej osi podłużnej. Piec spoczywa na rolkach, na-pędzanych silnikiem elektrycznym za pośrednic-twem przekładni kół zębatych.
Palnik b i rura c, odprowadzająca spaliny, wpro-wadzone są współosiowo przez przednie i .tylne dnopieca. Nie stanowią one przeszkody w ruchu obro-towym. Otwory spustowe dla żużla i metalu mogąbyć umieszczone na walcowej części pieca, jak wska-zuje rys. 1, lub też w ścianie szczytowej. Powietrze,tłoczone pod ciśnieniem, przechodzi przez rekupe-rator d i rurą e dopływa do palnika. Pył węglowyjest doprowadzony rurą k.
Prócz obrotu dokoła osi podłużnej piec może sięobracać dokoła poziomej osi poprzecznej. Ruch tenma na celu ukośne ustawienie pieca podczas łado-wania oraz pionowe podczas ubijania nowej wypra-wy. Na rys. 1 zaznaczone są oba położenia piecalin ją przerywaną.
P r z e n o s z e n i e c i e p ł a w p i e c u Brac-kelsberga.
Przenoszenie ciepła w piecu Brackelsberga odby-wa się częściowo bezpośrednio, przez działanie pło-mienia na powierzchnię metalu, pokrytą żużlem, a wznacznej części pośrednio — przez wyprawę pieca.
Dzięki ruchowi obrotowemu pieca wszystkie częściwyprawy są wystawione na działanie płomienia.Wyprawa, ogrzana do temperatury białego żaru,oddaje ciepło kąpieli już bezpośrednio. Przy takiemprzenoszeniu ciepła nie zachodzi potrzeba uprzed-niego ogrzewania pieca do wysokiej temperaturyprzed rozpoczęciem ładowania, jak się to robi w pie-cu płomiennym lub martinowskim.

WIHDOMOŚCI T. W. T. — 1936 - 6 3 wT 333
Aby osiągnąć prawidłowe przenoszenie ciepłaprzez wyprawę należy uważać, aby swobodna prze-strzeń pieca była całkowicie i równomiernie wypeł-niona płomieniem. Osiąga się to przez odpowiednieustawienie palnika, odchylając go nieco ku górze,ku środkowi swobodnej przestrzeni pieca,
Odchylenie ma też na oelu uniknięcie uderzeniapłomienia w powierzchnię kąpieli, pokrytą żużlem.
Uderzenie płomienia w powierzchnię kąpieli mo-że spowodować narażenie metalu na działaniegazów, co jest niepożądane, szczególnie w wyższychtemperaturach.
Niekorzystne działanie tego zjawiska zaznacza sięjaskrawo w piecach oipalanych olejem gazowym, wktórych silny płomień skierowany jest na po-wierzchnię kąpieli.
D a n e l i c z b o w e d o t y c z ą c e w y t o p ó w .Według Schutza i Stotza rozchód węgla, o zawar-
tości popiołu 8—12% i wilgoci 2—3%, dla pieca4—5-tonnowego wynosi 16 do 23%, Czas trwaniawytopu — 3 /2 do 4 godzin.
Rozchód powietrza wynosi 16 do 22 m3/min, t, j .800 do 1200 m3/t żelaza.
Ilość żużla waha się w granicach od 6 do 9% przyrozchodzie wapna 2% w stosunku do ciężaru wsadu.
Wyprawa pieca wytrzymuje 100—150 wytopóww przedniej części pieca, zbliżonej do palnika, w tyl-nej części trwałość wyprawy jest znacznie wyższa—przekraczając nieraz 400 wytopów.
Z a l e t y p i e c a .a) Możność pracy w atmosferze obojętnej lub re-
dukującej jest zasadniczą zaletą pieca systemuBrackelsberga.
Jest ona wynikiem zastosowania jako paliwa py-łu węglowego, umożliwiającego 'regulację płomieniaw bardzo szerokich granicach.
Własność ta jest podstawą wszystkich innychcech i własności pieca, np. wysokiej temperaturyspalania, szybkiego topienia, oraz własności metalu,jak np, małej zawartości gazów i t. d,
b) W y s o k a t e mp er a t u r a p ł o m i e n i a .Temperatura płomienia przy opalaniu pyłem wę-
glowym zbliżona jest do teoretycznej dzięki temu,że całkowite spalenie pyłu odbywa się z nieznacz-nym tylko nadmiarem powietrza. Strata ciepła,spowodowana potrzebą ogrzewania nadmiaru po-wietrza oraz strata kominowa — doprowadzone sądo minimum.
Wysoka temperatura spalania i stosunkowo małestraty pozwalają na łatwe przegrzanie metalu. Tem-peratura żeliwa, otrzymywanego z pieca Brackeh-berga, wynosi zazwyczaj od 1400" do 1480" C.
c) S z y b k i e t o p i e n i e w s a d u .Szybkie topienie w piecu Brackehberga uwarun-
kowane jest dwoma czynnikami, wpływającemi naprzyspieszenie procesu. Czynnikami temi są: wyso-ka temperatura płomienia, działająca bezpośredniona przyspieszenie wymiany ciepła oraz ruch obro-towy pieca.
Podczas obrotu pieca nieroztopiony jeszcze wsadwprawiony zostaje w ruch zbliżony do obrotowego,połączony z mieszaniem się poszczególnych kawał-ków wsadu. Świeżo ogrzane, gorące kawałki dosta-ją się pod spód, a nazewnątrz wychodzą zimne czę-ści, które zostają poddane bezpośredniemu działaniu
płomienia. Wskutek tego otrzymuje się stale możli-wie największą rozpiętość temperatur między wsa-dem i płomieniem. Powoduje to intensywną wymia-nę ciepła i równomierne ogrzewanie wsadu,
Szybkiemu topieniu sprzyja w dużej mierze po-średnio przewodzenie ciepła przez wyprawę pieca.Podczas obrotu pieca z rozżarzoną wyprawą stykająsię coraz to inne kawałki wsadu, pochodzące bądźz górnych warstw, ogrzewanych bezpośrednio pło-mieniem, bądź z warstw wewnętrznych, stosunkowozimniej szych. W ten sposób otrzymuje się równo-mierne ogrzewanie całego wsadu i bardziej inten-sywną wymianę ciepła, niż w piecach stałych, w któ-rych górne warstwy wsadu, ogrzane już płomieniem,stanowią do pewnego stopnia przeszkodę w ogrze-waniu warstw dolnych, jeszcze zimnych,
Krótki okres topienia wsadu jest jedną z okolicz-ności, warunkujących małą stosunkowo zawartośćtlenków i gazów w metalu,
d) C a ł k o w i t e p r z y k r y c i e ż u ż l e mc i e k ł e g o m e t a l u .
Po całkowitem upłynnieniu wsadu kąpiel jest po-kryta warstwą żużla, zabezpieczającą metal przeddziałaniem gazów podczas dalszego ogrzewania.
e) M o ż n o ś ć w y t a p i a n i a s t a l i ,Przy stosowaniu rekuperatorów i podgrzaniu po-
wietrza do 300—500" C mamy możność osiągnięciaw piecu Brackehberga temperatury ok. 1800° C,umożliwiającej wytapianie stali,
Pomyślne próby wytapiania otrzymano na kwaś-nej wyprawie, Zastosowanie wyprawy zasadowejnapotyka na pewne trudności, ze względu na ter-miczne własności magnezytu i walcowy kształt pie-ca. Rozwiązanie sprawy zastosowania wyprawy za-sadowej miałoby doniosłe znaczenie w dziedziniestalownictwa.
Zalety metalu wytopionego w piecu Brackelsberga.a) Mała zawartość gazów i tlenków w kąpieli
i zmniejszenie do minimum jamy usadowej,Przyczyny tego zjawiska są następujące:1) Szybkie topienie wsadu metalu zmniejsza dzia-
łanie atmosfery pieca, a rozpuszczanie gazów w cza-sie rafinacji jest stosunkowo niewielkie.
2) Atmosfera pieca jest obojętna lub słabo redu-kująca — utlenienie się metalu podczas topnienianie zachodzi.
3) Rozpuszczalność tlenków i gazów w metaluprzy niskiej temperaturze, i j . nieco powyżej punk-tu topliwości, jest nieznaczna. Ze wzrostem tempe-ratury rozpuszczalność gazów wzrasta, lecz izola-cyjna warstwa żużla nie daje dostępu gazom dometalu.
Zjawisko pochłaniania gazów może wystąpić pod-czas nadmiernego przegrzewania kąpieli lub ude-rzenia płomieniem w powierzchnie żużla. Zapobiegasię temu przez prawidłowe ustawienie palnika i od-powiednią gęstość żużla.
6) Duży stopień płynności żeliwa.Bardzo cenną własnością żeliwa, otrzymywa-
nego z pieców Brackelsberga, jest duży stopieńpłynności, niezależny ponadto od skłaidu chemicz-nego przy tem samem przegrzaniu.
Czynniki, wpływające na to zjawisko, nie są je-szcze dokładnie z-badane, Bardenheuer tłomaczy je

384 -64WT 1936 — WIHDOMOŚCI T. W. T.
wpływem gazów, które rozpuszczają się w metalui wpływają na zmniejszenie zdolności do przechło-dzenia. i
Żeliwo, zawierające większą ilość gazów w roz-tworze, zaczyna tworzyć ośrodki krystalizacji wtemperaturze, odpowiadającej teoretycznej tempe-raturze krzepnięcia, wyznaczonej z krzywej liqui-dusu. Płynność metalu wtedy się zmniejsza. Chcącotrzymać metal bardziej płynny w danej tempera-turze, należy przesunąć się do zakresu niższych tem-peratur krzepnięcia, t. j . zwiększyć zawartość wę-gla. Żeliwo z małą ilością gazów w roztworze wy-kazuje, zdaniem Bardenheuera, dużą zdolność doprzechłodzenia. Dzięki temu metal jest jeszcze cie-kły w temperaturze, odpowiadającej punktowi wy-dzielania pierwszych kryształów na krzywej liqui-dusu. Uwzględnić należy ponadto takie czynniki, jakszybkość studzenia, obecność obcych faz, działają-cych zaszczepiająco i cały szereg innych, które ma-ją wpływ na zdolność żelaza do przechłodzenia.
Mając możność produkowania żeliwa o dużymstopniu płynności, niezależnie od składu chemicz-nego, jesteśmy w stanie zmniejszyć znacznie zawar-tość węgla. Jest to podstawowym warunkiem wy-twarzania żeliwa wysokowartościowego>.
c) Dobre własności mechaniczne.Przy wytapianiu żeliwa w piecu Brackełsberga
łatwo jest otrzymać odlew o dobrych własnościachmechanicznych, dzięki możności obniżenia zawar-tości węgla oraz odpowiedniego przegrzania płynne-go metalu w celu rozdrobnienia grafitu. Rozdrob-nienie grafitu w żeliwie ma ogromny wpływ na wła-sności -wytrzymałościowe i, obok obniżenia zawar-tości węgla, jest drugim zasadniczym warunkiemotrzymania żeliwa wysokowartościowego.
W piecach innego rodzaju otrzymanie takiego że-liwa jest trudne ze względu na małą ciekłość przyniższych zawartościach węgla, kub dużą zawartośćgazów przy większem przegrzaniu,
d) Skrócenie okresu żarzenia, kujnej łeizcny.Piec systemu Brackełsberga, ze względu na łat-
wość otrzymania żeliwa o niskiej zawartości węglai jednocześnie o dużej płynności, ma duże znacze-nie przy określaniu kosztu wyrobu odlewów z kuj-nej leiziiy. Czas żarzenia kujnej leizny zależny jestw znacznej mierze od składu chemicznego i przy od-powiedniem zmniejszeniu zawartości węgla możebyć kilkakrotnie zmniejszony.
Koszty wytapiania w piecu Brackelsberga w po-równaniu z kosztami innych metod wytopu.
Piec Brackelsberga, opalony pyłem węglowym,z punktu widzenia technicznego ma wszelkie danedo rozwoju na szerszą skalę, jednak decydującymczynnikiem są koszty prowadzenia procesu.
Opierając się na źródłach niemieckich, stwierdzićmożemy, że koszty prowadzenia tej instalacji nie sąwyższe niż innych.
Wnioski,Reasumując możemy stwierdzić, że piec Brac-
kelsberga, opalany pyłem węglowym, daje bardzo
dobre wyniki przy produkcji wysoko wartościowegożeliwa perlitycznego,
Do podstawowych zalet pieca należy zaliczyć:1) obojętną lub redukującą atmosferę w piecu,2) szybkie topienie,3) możność produkowania stali w piecu.Do zalet metalu zaliczamy dla żeliwa:1) niską zawartość węgla i stosunkowo niską za-
wartość krzemu,2) duży stopień płynności, prawie niezależny od
składu chemicznego,3) duży stopień rozdrobnienia grafitu dzięki moż-
ności przegrzania żeliwa,4) dobre własności wytrzymałościowe,5J małą ilość gazów i tlenków,6) zredukowanie do minimum jamy usadowej.Dla kujnej leizny:1) dużą płynność surowca, co jest specjalnie waż-
ne w przypadku odlewów cienkościennych,2) skrócenie okresu wyżarzania.Do stron ujemnych pieca Brackełsberga należy
zaliczyć konieczność stosowania czystego' wsadu,gdyż ze względu na kwaśną wyprawę pieca nie moż-na przeprowadzić rafinacji, jednakże przy wytapia-niu żeliwa w żeliwiaku rafinacji na większą skalęteż praktycznie przeprowadzać nie możemy.
Wspomnieć należy jeszcze, że firmy niemieckie,oferujące instalacje pieców systemu Brackelsberga,reklamują możność otrzymania w tych piecach że-laza gąbczastego.
W Polsce, poza produkcją żeliwa wysokowarto-ściowego piec Brackelsberga może mieć duże zna-czenie w dziedzinie specjalnych odlewów żeliwnychoraz staliwnych.
Doniosłe znaczenie może mieć fakt, że do opala-nia pieców Brackelsberga można zastosować różnegatunki mniej wartościowego paliwa, w postaci pyłuwęglowego; w związku z tem sprawa zaopatrzeniawytwórni w koks odlewniczy straciłaby w pewnejmierze swe znaczenie.
Na zakończenie dodamy, że przy ziwiedzaniu Za-kładów w Bofors, Odlewni w Gótteboirgu, jak rów-nież Zakładów Schneider Creusot, miałem możnośćobejrzenia pieca Brackelsberga w ruchu i kierowni-cy odlewni wymienionych wytwórni wyrażali sięz uznaniem o tej instalacji,
BIBUOGRAFJAGAZOZNAWSTWO I OBRONA PRZECIWGAZOWA.
Z b i o r o w a , o b r o n a p r z e c i w g a z o w a z a -g r a n i c ą . — Korotkow S. Tiechn. i Wooruż. XI. 35 r.[str. 7 H ) .
P r z y g o t o w a n i e i w y ć w i c z e n i e „w ą c h a -c z y " w N i e m c z e c h . — dr. Nilsen. — Tiechn. i Wooruż,XL 35 r. (str. 3). Nauka badania zatrutej atmosfery z po-mocą węchu.
Ś r o d k i w a l k i c h e m i c z n e j z a g r a n i c ą . - —Tiechn. i Wooruż. XII. 35 r. (str. 6).
Wydawca: Spółka z ogr. odp. „Przegląd Techniczny' Redaktor odp. Inż. M. Thugutt.Administracja czynna od godz. 9 do 16
Drukarni* Techniczni, Sp. Akc. W«m»w», ul. CisckieHo 3/5 Telłfonyi 614-67 277-98