Przegląd Mechaniczny 12/2014
62
12’14 PL ISSN 0033-2259 MIESI¢CZNIK NAUKOWO-TECHNICZNY INDEKS 245836 Cena 24 z∏ (w tym 5% VAT) rok za∏o˝enia 1935
-
Upload
przeglad-mechaniczny -
Category
Documents
-
view
274 -
download
2
description
Â
Transcript of Przegląd Mechaniczny 12/2014

12’14PL ISSN 0033-2259
MIESI¢CZNIK NAUKOWO-TECHNICZNY
INDEKS 245836
Cena 24 z∏ (w tym 5% VAT)
rok za∏o˝enia 1935

Z KRAJU I ZE ÂWIATA Nast´pny zeszyt� Wy˝sze o ponad 10 proc. na-k∏ady na nauk´ w 2015 r. zapo-wiada resort nauki. O 6 proc.zwi´kszà si´ równie˝ wydatki paƒ-stwa na uczelnie. Przewidzianom.in. trzeci etap podwy˝ek dlapracowników naukowych. Resortnauki poinformowa∏, ˝e prowa-dzone sà rozmowy z Minister-stwem Skarbu o mo˝liwoÊciachzwi´kszenia nak∏adów na badaniai rozwój przez spó∏ki skarbupaƒstwa oraz z MinisterstwemObrony Narodowej o zwi´kszaniewydatków na badania nadobronnoÊcià.� Akcelerator Zielonych Techno-logii GreenEvo, innowacyjny pro-jekt Ministerstwa Ârodowiska, ob-chodzi pi´ciolecie swojej dzia-∏alnoÊci. Jej efekty to 50 misji za-granicznych na ca∏ym Êwiecie,62 wyró˝nione i wspierane pol-skie firmy, 2444 podpisane kon-trakty z partnerami zagranicznymii 1273 z krajowymi. GreenEvo jestplatformà skupiajàcà polskie fir-my specjalizujàce si´ w zielonychtechnologiach, instytucje i ad-ministracj´ publicznà zaanga˝o-wanà w rozwój gospodarczy krajuoraz potencjalnych partnerówbiznesowych i odbiorców polskichrozwiàzaƒ na ca∏ym Êwiecie. Uko-ronowaniem dzia∏aƒ GreenEvoby∏a nagroda przyznana przezEuropejskie Towarzystwo Badaƒnad JakoÊcià (European Societyfor Quality Research) wr´czananajskuteczniej dzia∏ajàcym or-ganizacjom, przedsi´biorstwomi urz´dom na wszystkich konty-nentach.� Polska Agencja Kosmicznab´dzie mia∏a swojà siedzib´w Gdaƒsku. O jej lokalizacji pozastolicà zadecydowa∏ Sejm. PolskaAgencja Kosmiczna ma si´ przy-czyniç do usuwania barier w roz-woju firm i instytucji badawczo--rozwojowych z sektora kosmicz-nego. Agencja ma koordynowaçdzia∏ania sektora, które sà roz-proszone mi´dzy ró˝ne instytu-cje i resorty, identyfikowaç cie-kawe i wa˝ne zastosowania, two-rzyç w∏asne laboratoria, uspraw-niaç dzielenie si´ wiedzà. Polska
w zwiàzku z uczestnictwem w Eu-ropejskiej Agencji Kosmicznejwp∏aca kwot´ rz´du kilkudzie-si´ciu milionów euro rocznie,jednak dotychczas polski sektorkosmiczny, mimo potencja∏u,w minimalnym stopniu uczest-niczy w jej programach.� Pierwszy w Polsce i jeden z nie-licznych w Europie most z ma-teria∏ów kompozytowych pow-staje w miejscowoÊci B∏a˝owapod Rzeszowem w ramach pro-jektu Com-bridge. Projekt jestfinansowany z programu Demon-strator Plus, nakierowanego nazaawansowane technologie, któ-rych mo˝liwoÊci warto pokazaç,budujàc obiekty demonstracyjne.Most b´dzie wykonany z mate-ria∏ów polimerowych. Próbkikompozytów, z których wykonaneb´dà elementy mostu, badane sàw Uczelnianym Centrum Badaw-czym PW, a wytworzone elemen-ty w laboratoriach PolitechnikiRzeszowskiej. Przed wykonaniemczterech belek, stanowiàcychoparcie mostu, Mostostal War-szawa wykona jednà, która zosta-nie poddana testom. BezpoÊred-nie prace przy budowie mostub´dà realizowane od marca dolistopada 2015 r.� Producent samochodów elekt-rycznych Tesla zapowiedzia∏ roz-budow´ stacji ∏adowania w Euro-pie. Zgodnie z zapowiedzià dokoƒca 2015 r. w Polsce ma znaleêçsi´ 5 punktów, w których po-siadacze aut Tesli b´dà mogli zadarmo do∏adowaç swoje samo-chody. Wszystkie punkty majàbyç rozmieszczone przy autostra-dach i tak ulokowane, by kierowcyTesli mogli dojechaç z Berlina doWarszawy i Gdaƒska lub z Dreznado Krakowa. Najwi´kszà wadàsamochodów elektrycznych jestich ograniczony zasi´g. Samo-chód Tesla Model S ma byç pierw-szym modelem, który zastàpipojazd z nap´dem spalinowymlub hybrydowym. W tym celu fir-ma pracuje nad wydajniejszymisilnikami, pojemniejszymi bateria-mi, a tak˝e siecià punktów ∏ado-wania.
Projektowanie innowacyjnych produktów– w artykule przedstawiono wybrane zagadnieniadotyczàce tworzenia produktów innowacyjnych,omówiono zmiany w zakresie metod projektowych,struktur organizacyjnych w dzia∏ach B+R oraz aspektyanalizy dotyczàcej innowacji produktu technicznego;dzia∏y B+R we wspó∏pracy z dzia∏ami marketingui zarzàdem firmy powinny monitorowaç innowacyjnetrendy i przewidywaç potrzeby rynku, musi byç toproces „oddolny”, w którym efektywna komunikacjai porozumienie wewnàtrz firmy b´dzie kszta∏towa∏o jejinnowacyjnoÊç.Eksperymentalna analiza wytrzyma∏oÊci okràg∏ychpo∏àczeƒ przet∏oczeniowych blach ze stopu alumi-nium EN AW-5754 w stanie O/H111 poddanych z∏o-˝onemu stanowi obcià˝enia– w publikacji przedstawiono wyniki analizy wytrzy-ma∏oÊci po∏àczeƒ przet∏oczeniowych typu clinchingformowanych jednolità matrycà okràg∏à, materia∏ywykorzystanych blach to stop aluminium EN AW-5754w stanie O/H111, próbki z po∏àczeniami poddanotestom wytrzyma∏oÊciowym dla ró˝nych wartoÊci kàtadzia∏ania si∏y obcià˝ajàcej (od 0° do 90° co 15°), okreÊ-lono struktur´ wytrzyma∏oÊciowà z∏àcza zgodnie z nor-mà ISO 12996-2013, wyznaczono krzywà aproksymujàcprzebieg funkcji modelu rozdzielenia po∏àczenia.
Eksploatacja emulsyjnych cieczy ch∏odzàco-smaru-jàcych w obróbce Êciernej– w pracy omówiono zagadnienia zwiàzane z eksploa-tacjà cieczy ch∏odzàco-smarujàcych stosowanychw obróbce Êciernej, przedstawiono metody ch∏odzeniaoraz wyniki eksperymentalnych badaƒ emulsji sto-sowanej bezpoÊrednio w obrabiarce, badania prze-prowadzono pod kàtem wp∏ywu rozwoju bakterii nadegradacj´ cieczy ch∏odzàco-smarujàcej, wykazano,˝e mikroorganizmy mogà w istotny sposób pogarszaçw∏aÊciwoÊci przeciwzu˝yciowe i antykorozyjne stoso-wanych emulsji ch∏odzàco-smarujàcych.Sterowanie zawieszeniem pojazdu wieloko∏owego– w artykule przedstawiono model dynamiki ruchupojazdu wieloko∏owego, dwa algorytmy sterowaniajego zawieszeniem oraz wyniki dotyczàce przeprowa-dzonych badaƒ numerycznych, miarà oceny wspom-nianych algorytmów sterowania by∏o porównanie am-plitudy przemieszczenia, pr´dkoÊci oraz przyspiesze-nia, mierzonego na kierunku pionowym w funkcji czasu.
Neuronowe modelowanie nieliniowoÊci aktorów– w artykule zaproponowano nowà rozszerzonà struk-tur´ sieci neuronowej, która umo˝liwia aproksymacj´przedzia∏owo ciàg∏ych funkcji z nieciàg∏oÊciami, jakiemogà pojawiaç si´ w sterowaniu aktorami, nowastruktura sieci zbudowana jest z neuronów majàcychsigmoidalne funkcje aktywacji oraz dodatkowe neuronyz funkcjà aktywacji nazwanà „funkcjà aproksymujàcàskoki funkcyjne”, sieç ta, pojawiajàca si´ w sprz´˝e-niu zwrotnym p´tli uk∏adów sterowania, znaczàcozwi´ksza wydajnoÊç ca∏ego procesu, kompensujàcszkodliwe efekty tarcia, ponadto przedstawiono modelestatycznego i dynamicznego tarcia z uwzgl´dnieniemtzw. efektu Stribecka.

1ROK WYD. LXXIII � ZESZYT 12/2014
Cena 24 z∏ (w tym 5% VAT)
Wydanie publikacji dofinansowane przez Ministerstwo Nauki i Szkolnictwa Wy˝szego
Za treÊç og∏oszeƒ i p∏atnych wk∏adek redakcja nie odpowiada
ROK WYD. LXXIII
PRZEGLÑD MECHANICZNY
GRUDZIE¡ 2014 • NR 12/14
Wersja pierwotna: drukNak∏ad 1000 egz.
Miesi´cznik notowany na liÊcie czasopism punktowanychMinisterstwa Nauki i Szkolnictwa Wy˝szego – 5 pkt.
WYDAWCA:
Instytut Mechanizacji Budownictwai Górnictwa Skalnego
ul. Racjonalizacji 6/802-673 Warszawa
PATRONAT:Stowarzyszenie In˝ynierówMechaników i Techników Polskich
ADRES REDAKCJI:IMBiGS – „Przeglàd Mechaniczny”ul. Racjonalizacji 6/8, 02-673 Warszawatel./fax: 22 8538113, tel. 22 8430201 w. 255e-mail: [email protected]://www.przegladmechaniczny.pl
REDAGUJE ZESPÓ¸:Redaktor naczelny: dr in˝. Martyna JachimowiczZast´pca red. nacz.: prof. dr hab. in˝. Zbigniew DàbrowskiSekretarz redakcji: mgr Anna MasséRedaktorzy tematyczni: prof. nzw. dr hab. in˝. DariuszBoroƒski (Mechanika p´kania), dr in˝. Rafa∏ Dalewski(Aerodynamika), prof. dr hab. in˝. Andrzej Kocaƒda (Tech-nologie wytwarzania), prof. nzw. dr hab. in˝. Gabriel Kost(Automatyka i robotyka), prof. dr hab. in˝. Jan RyÊ(Podstawy konstrukcji maszyn), prof. dr hab. in˝. TadeuszSmolnicki (Komputerowe metody CAD/CAM/CAE), prof.nzw. dr hab. in˝. Robert Sobiecki (In˝ynieria materia∏owa),dr in˝. Zbigniew ˚ebrowski (Hydraulika i pneumatyka)Redaktor statystyczny: dr in˝. Tomasz Miros∏awRedaktor j´zykowy: mgr Anna Massé
RADA PROGRAMOWA:Prof. Witold Gutkowski – przewodniczàcy (IMBiGS), dr in˝.Tomasz Babul (SIMP), prof. Jan B∏achut (University ofLiverpool), prof. Aleksander S. Bokhonsky (SewastopolNational Technical University), prof. Czes∏aw Cempel(Polit. Poznaƒska), prof. Grzegorz Glinka (University ofWaterloo), prof. Krzysztof Go∏oÊ (Polit. Warszawska,IMBiGS), prof. Tadeusz Kacperski (IMBiGS), prof. JaromirK. Klouda (Technical and Test Institute for ConstructionPrague), prof. Janusz Kowal (AGH), prof. Mychaj∏o Lobur(Lviv Technical University), prof. Jerzy Ma∏achowski (WAT),prof. Aleksander N. Mikhaylov (Donetsk National Tech-nical University), prof. Konrad Okulicz (Cologne Universityof Applied Sciences), prof. Eugeniusz Rusiƒski (Polit.Wroc∏awska), prof. Ryszard Pyrz (Aalborg University), prof.Andrzej Seweryn (Polit. Bia∏ostocka), dr hab. in˝. RomanStaniek, prof. nzw. (SIMP), prof. Jan Szlagowski (Polit.Warszawska), prof. Eugeniusz Âwitoƒski (Polit. Âlàska),prof. Wies∏aw Tràmpczyƒski (Polit. Âwi´tokrzyska), prof.W∏adys∏aw W∏osiƒski (PAN), prof. Nenad Zrnic (Universityof Belgrade), prof. Xu Bingye (Tsinhua University)
KIEROWNIK ZAK¸ADU WYDAWNICTW I PROMOCJI:Ryszard Kwiecieƒ – tel. kom. 602 390 703e-mail: [email protected]
WARUNKI PRENUMERATYPrzyj´cie prenumeraty – wy∏àcznie na podstawie do-konanej wp∏aty.Na blankiecie wp∏at nale˝y podaç nast´pujàce dane:dok∏adnà nazw´ i adres (z kodem pocztowym) zama-wiajàcego, nazw´ czasopisma, liczb´ egzemplarzy i okresprenumeraty.Wp∏aty – zgodnie z podanymi cenami nale˝y dokonaçw banku lub UPT na konto IMBiGS – BPH S.A.O/Warszawa nr 97 1060 0076 0000 3210 0014 6850.Prenumerata ze zleceniem wysy∏ki za granic´ – osobyprawne i fizyczne. Nale˝y podaç dok∏adny adres odbiorcyza granicà. Cena prenumeraty jest dwukrotnie wy˝sza odceny normalnej. Zmiany w prenumeracie, np. zmian´liczby tytu∏ów, liczby egzemplarzy, rezygnacj´ z prenu-meraty itp. mo˝na zg∏aszaç pisemnie, z mocà obowià-zujàcà od nast´pnego kwarta∏u.
Cena prenumeraty na 2014 r.:kwartalnie – 72 z∏pó∏rocznie – 144 z∏rocznie – 288 z∏Informacji o prenumeracie udziela redakcja.
Dtp: „AWiWA” - tel. 22 7804598Druk: Oficyna Poligraficzna APLA Sp. j.ul. Sandomierska 89, 25-325 Kielce
SPIS TREÂCI str.
2
3
25
29
34
41
47
53
Informacje dla autorów
PROBLEMY – NOWOÂCI – INFORMACJE
ARTYKU¸Y G¸ÓWNE
Dostrajanie wirtualnego modelu wrzecien-nika szlifierki na podstawie eksperymen-talnych badaƒ obiektu – Witold Paw∏owski,Sebastian Bojanowski
Wp∏yw rodzaju obcià˝enia na stabilizacj´w∏asnoÊci plastycznych stopu EN AW-5251– Wojciech Kocaƒda
Nowe polskie pojazdy dla osób z niespraw-noÊcià narzàdów ruchu – Robert Dorociak,Ryszard Nadowski, Andrzej Barszcz
Ma∏owymiarowe gumowe t∏umiki drgaƒskr´tnych – Wojciech Homik
Badania wp∏ywu ciep∏a na stan energetycznywarstwy wierzchniej stali S235JR – JakubSzabelski, Józef Kuczmaszewski
ROCZNY SPIS TREÂCI
2 ROK WYD. LXXIII � ZESZYT 12/2014
Informacje dla autorówDo redakcji nale˝y przys∏aç zg∏oszenie autorskie zawierajàce dane teleadresowe autora, tytu∏ proponowanego
artyku∏u, liczb´ stron, rys. i tabel oraz krótkie streszczenie pracy*. Po otrzymaniu informacji o zaakceptowaniuproponowanego tematu, nale˝y przys∏aç tekst pracy przygotowany zgodnie ze wskazówkami redakcyjnymi orazwype∏niony formularz oÊwiadczenia i 2 egzemplarze podpisanej umowy licencyjnej*. Licencja niewy∏àczna oznacza,˝e Autor mo˝e w dalszym ciàgu samodzielnie korzystaç z utworu, a tak˝e udzielaç kolejnych licencji nowymlicencjobiorcom, które upowa˝niajà ich do korzystania z utworu na tym samym polu eksploatacji, co licencjalicencjobiorcy pierwotnego.
Nades∏ane artyku∏y sà poddawane redakcyjnej ocenie formalnej i otrzymujà numer redakcyjny identyfikujàcy je nadalszych etapach procesu wydawniczego.
Wszystkie artyku∏y przysy∏ane do redakcji sà recenzowane. Warunkiem publikacji jest uzyskanie pozytywnej recenzji.Redakcja nie wyp∏aca honorariów autorskich.Wskazówki dotyczàce przygotowania artyku∏uArtyku∏y przeznaczone do opublikowania w „Przeglàdzie Mechanicznym” powinny mieç naukowo-techniczny charakter
i byç powiàzane z aktualnymi problemami przemys∏u.Artyku∏y powinny byç oryginalne, przez co nale˝y rozumieç, ˝e nie by∏y dotychczas publikowane w ca∏oÊci lub
znaczàcej cz´Êci (jeÊli artyku∏ jest fragmentem innej pracy, np. doktorskiej, habilitacji, to informacja o tym powinna znaleêçsi´ w spisie literatury).
Artyku∏ powinien obejmowaç wàski temat, ale potraktowany mo˝liwie wyczerpujàco. Nale˝y unikaç powtarzaniawiadomoÊci ogólnie znanych, uj´tych w wydawnictwach ksià˝kowych.
Je˝eli dane zagadnienie jest obszerne, nale˝y rozbiç je na fragmenty stanowiàce odr´bne artyku∏y, które mogà byçpublikowane niezale˝nie od siebie.
Artyku∏y powinny odznaczaç si´ jasnà i logicznà budowà: materia∏ powinien byç podzielony na cz´Êci, których tytu∏ymuszà odtwarzaç treÊç w nich zawartà. Wnioski z przeprowadzonych rozwa˝aƒ powinny byç wyraêne i jasno sfor-mu∏owane na koƒcu artyku∏u.
TreÊç artyku∏u powinna byç odpowiednio uzupe∏niona rysunkami, fotografiami, schematami itp., jednak liczb´ ilustracjinale˝y ograniczyç do niezb´dnych.
Tytu∏ artyku∏u nale˝y podaç w j´z. polskim i j´z. angielskim i do∏àczyç krótkie streszczenie w j´zyku polskim i angielskimoraz s∏owa kluczowe polskie i angielskie.
Obj´toÊç artyku∏u nie powinna przekraczaç 8 stron (1 strona – 1800 znaków).Do artyku∏u nale˝y do∏àczyç adres do korespondencji i adres poczty elektronicznej autorów.Praca powinna byç dostarczona w wersji elektronicznej w formacie*doc, *docx. Równania powinny byç zapisane
w edytorach wzorów, z wyraênym rozró˝nieniem 0 i O. Je˝eli równania przekraczajà szerokoÊç szpalty (8 cm), nale˝yje przenieÊç, a niedajàce si´ przenieÊç zapisaç na szerokoÊç 2 szpalt (16 cm).
Redakcja nie przepisuje tekstów i nie wykonuje rysunków. Oprócz pliku *doc, *docx zalecane jest, aby autorzydostarczali pliki êród∏owe rysunków (najlepiej w formacie *.eps, *jpg lub * tif).
Rysunki oraz wykresy muszà byç wykonane czytelnie, z uwzgl´dnieniem faktu, ˝e szerokoÊç szpalty w czasopiÊmiewynosi 8 cm, szerokoÊç kolumny – 17 cm, wysokoÊç kolumny – 24,5 cm.
Opisy na rysunkach zmniejszonych do tej wielkoÊci powinny byç czytelne i nie ni˝sze od 2 mm.Autorzy sà zobowiàzani do podawania na koƒcu artyku∏u pe∏nego wykazu êróde∏ wykorzystywanych przy jego
opracowaniu i podawania w treÊci odpowiednich odsy∏aczy do kolejnego numeru pozycji cytowanej w spisie literatury.Spis literatury, przygotowany wg kolejnoÊci powo∏aƒ, powinien zawieraç: przy ksià˝kach – nazwisko i pierwszà liter´imienia autora, tytu∏ ksià˝ki, wydawc´, rok i miejsce wydania (ewentualnie numery stron); przy czasopismach – nazwiskoi imi´ autora, tytu∏ artyku∏u, nazw´ czasopisma, numer i rok (ewentualnie numery stron). Nie stosujemy cyrylicy – takitekst nale˝y podaç w transkrypcji wydawniczej na alfabet ∏aciƒski. Spis literatury powinien przedstawiaç aktualny stanwiedzy i uwzgl´dniaç pozycje z literatury Êwiatowej.
Autorzy gwarantujà, ˝e treÊç pracy i rysunki sà ich w∏asnoÊcià (lub podajà êród∏o pochodzenia rysunków). Autorzyzg∏aszajàc artyku∏, przekazujà Wydawcy prawa do jego publikacji w formie drukowanej i elektronicznej.
Redakcja b´dzie dokumentowaç wszelkie przejawy nierzetelnoÊci naukowej, zw∏aszcza ∏amania i naruszania zasad etykiobowiàzujàcych w nauce.
Procedura recenzowaniaProcedura recenzowania artyku∏ów w czasopiÊmie jest zgodna z zaleceniami Ministerstwa Nauki i Szkolnictwa
Wy˝szego zawartymi w opracowaniu „Dobre praktyki w procedurach recenzyjnych w nauce”, Warszawa 2011.Autorzy, którzy przysy∏ajà artyku∏ do publikacji, sà Êwiadomi (Informacje dla autorów), ˝e wszystkie prace publikowane
w „Przeglàdzie Mechanicznym” podlegajà ocenie recenzentów i wyra˝ajà zgod´ na procedur´ recenzowania, a redakcjawysy∏a do autorów informacj´ o przyj´ciu artyku∏u i wys∏aniu go do recenzentów. Do oceny ka˝dej publikacji powo∏ujesi´ co najmniej dwóch niezale˝nych recenzentów.
Redakcja dobiera recenzentów rzetelnych i jak najbardziej kompetentnych w danej dziedzinie, którzy nie sà cz∏onkamiredakcji pisma, sà specjalistami w danej dziedzinie oraz nie sà zatrudnieni w placówce wydajàcej pismo. Nades∏aneartyku∏y nie sà nigdy wysy∏ane do recenzentów z tej samej placówki, z której pochodzi autor. Prace recenzentów sà poufnei anonimowe. Recenzja musi mieç form´ pisemnà i koƒczyç si´ jednoznacznym wnioskiem o dopuszczeniu artyku∏udo publikacji w „Przeglàdzie Mechanicznym” lub jego odrzuceniu. W przypadku pracy w j´zyku obcym, co najmniej jedenz recenzentów jest afiliowany w instytucji zagranicznej innej ni˝ narodowoÊç autora pracy. Autorzy sà informowanio wynikach recenzji oraz otrzymujà je do wglàdu. W sytuacjach spornych redakcja powo∏uje dodatkowych recenzentów.Ka˝dy artyku∏ zawierajàcy wyniki badaƒ doÊwiadczalnych kierowany jest tak˝e do redaktora statystycznego.
Lista recenzentów publikowana jest w ostatnim zeszycie ka˝dego rocznika.Informacja dla recenzentówRedakcja zwraca si´ do Recenzentów z uprzejmà proÊbà o zwrot recenzji w ciàgu 4 tygodni (formularz recenzji
dost´pny na stronie internetowej)*.* Formularze dost´pne na stronie internetowej www.przegladmechaniczny.pl.

3ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Od 29 wrzeÊnia do 2 paêdzier-nika br. w halach Exposilesia w Sos-nowcu odbywa∏y si´ kolejne edycjetargów TOOLEX, WIRTOTECHNO-LOGIA i LASERexpo. W ramach po-∏àczonych targów ofert´ prezento-wa∏o 494 wystawców i 600 wspó∏-wystawców z 26 krajów, m.in.:Austrii, Belgii, Chin, Czech, Danii,Finlandii, Francji, Hiszpanii, Izraela,Japonii, Korei Po∏udniowej, KoreiPó∏nocnej, Niemiec, Serbii, S∏owacji,S∏owenii, Stanów Zjednoczonych,Szwajcarii, Szwecji, Tajwanu, Turcji,Ukrainy, W´gier, Wielkiej Brytanii,W∏och, Polski.
� NowoÊciNa stoiskach wielu firm mo˝na
by∏o zobaczyç praktyczne zastoso-wanie maszyn i urzàdzeƒ, prezento-wane by∏y nowe rozwiàzania wpro-wadzane na polski rynek, a tak˝eÊwiatowe nowinki technologiczne.
Mi´dzy innymi na stoisku firmyFANUC mo˝na by∏o obejrzeç pokazobróbki turbiny o bardzo z∏o˝o-nym kszta∏cie, realizowany przyu˝yciu centrum frezerskiego FANUCRobodrill, w pi´ciu p∏ynnych (sy-multanicznych) osiach z wykorzys-taniem sto∏u uchylno-obrotowegoTT182 firmy Kitagawa, wyposa-˝onego w nap´dy FANUC α1iF/5000i α2iF/5000 (fot. 1).
Zaprezentowana maszyna jestwyposa˝ona w wiele opcji soft-ware‘owych, które gwarantujà, ˝eobróbka zostanie zrealizowana z naj-wy˝szà mo˝liwà precyzjà, w najkrót-szym mo˝liwym czasie.
Niemiecka firma Rofin zapre-zentowa∏a w ramach targów LA-SERexpo innowacyjne urzàdzeniaoraz systemy laserowe (fot. 1). Eks-pozycja obejmowa∏a rozwiàzaniatechniczne poczàwszy od êróde∏
promieniowania laserowego wyso-kiej mocy i zoptymalizowanych podwzgl´dem zintegrowania, przez sys-temy laserów ultrakrótkich i krót-kich impulsów, a˝ po kompleksowerozwiàzania dostosowane do po-trzeb klientów. Mi´dzy innymi mo˝naby∏o zobaczyç femtosekundowy la-ser StarFemto FX oraz pikosekun-dowy laser PowerLine Pico. Laserfemtosekundowy StarFemto FX jestoptymalnie przystosowany do ob-róbki „na zimno” w celu strukturyzo-wania, ci´cia, wiercenia i znakowa-nia wszystkich materia∏ów, bezuszkadzania obrabianych przed-miotów. W ten sposób mo˝na z naj-wy˝szà precyzjà obrabiaç nawetszczególnie twarde, kruche lub wra˝-liwe na wysokie temperatury mate-ria∏y. Model PowerLine Pico jestprzeznaczony g∏ównie do oznakowy-wania i grawerowania oraz do zdej-mowania cienkich warstw materia∏uoraz do strukturyzowania.
Firma Stigal prezentowa∏a multi-funkcjonalnà 5-osiowà g∏owic´ dowycinania w technologii 3D zarów-no z zastosowaniem plazmy, jaki tlenu (fot. 2). Zakres gruboÊci ci´-cia i fazowania wynosi 100 mm,a specjalnie zaprojektowany uchwytumo˝liwia szybkà wymian´ narz´dzitnàcych.
W∏oska firma BLM S.P.A. ofero-wa∏a ca∏kowicie elektrycznà 9-osio-
wà gi´tark´ do rur z graficznymprogramowaniem wizualnym w 3D.Maszyna mo˝e byç szybko konfigu-rowana z prawym lub lewym kie-runkiem gi´cia do rur o Êrednicydo 80 mm z zapewnieniem auto-matycznej symulacji wykonalnoÊcielementu. Urzàdzenie zapewnia50% oszcz´dnoÊç energii w porów-naniu z rozwiàzaniami elektrohyd-raulicznymi (fot. 3).
Laserowy system pomiarowyGapGun mo˝na by∏o zobaczyç nastoisku firmy Metrica. Jest to lase-rowy przyrzàd, który z du˝à dok∏ad-noÊcià dokonuje pomiarów profili.Pomiary obejmujà lokalne charakte-rystyki, takich elementów jak szcze-liny i licowania, niedopasowania,spoiny, promienie, rysy, kàty, nityi po∏àczenia.
Fot. 1 (mj)
Fot. 3 (mj)
Fot. 2 (mj)
TOOLEX, WIRTOTECHNOLOGIA, LASERexpo 2014

4 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Na stoisku firmy Hexagon Metro-logy prezentowany by∏ skaner lase-rowy HP-L-20.8 zapewniajàcy dobràjakoÊç skanowania nawet w wypad-ku trudnych oraz b∏yszczàcych po-wierzchni. Jest to pierwszy skaner la-serowy przystosowany do ramieniapomiarowego ROMER Absolute Arm.
NowoÊci targowe mo˝na by∏ozobaczyç tak˝e na stoiskach firm:PIVEXIN TECHNOLOGY, PAFANA,Fabryki Narz´dzi GLOB, MERCATOR iwielu innych.
Targom towarzyszy∏y pokazy,konferencje i seminaria, na którychprezentowane by∏y wa˝ne dla bran˝yzagadnienia. Jednym z takich wy-darzeƒ by∏o zorganizowane przezobchodzàcy 65-lecie istnienia Insty-tut Zaawansowanych SystemówWytwarzania seminarium pt. „Lasery– wspó∏czesne zastosowania prze-mys∏owe”.
� Medale i wyró˝nieniaWyró˝nienie w kategorii OBRA-
BIARKI otrzyma∏a firma Stigal zanajszybszà wielkowymiarowà przeci-nark´ plazmowà VXspeed HQ z g∏o-wicà Multi 3D i z bezprzewodowymsterowaniem.
Wyró˝nienie w kategorii APARA-TURA KONTROLNO-POMIAROWAotrzyma∏a firma BLUM - NOVOTESTS.R.O za: BLUM-TC 64-RG Sonda dopomiaru chropowatoÊci w obrabiar-kach CNC.
MEDAL EXPO SILESIA w kate-gorii OBRABIARKI otrzyma∏a firmaGF Machining Solutions Sp. z o.o.za Centrum obróbkowe MIKRONHSM 500 LP wraz z optycznymsystemem pomiarowym (fot. 3).
MEDAL EXPO SILESIA w kate-gorii APARATURA KONTROLNO--POMIAROWA otrzyma∏ InstytutZaawansowanych Technologii Wy-twarzania za modu∏owy system dopomiaru i analizy topografii po-wierzchni TOPO 02 (fot. 4).
MEDAL EXPO SILESIA w kate-gorii NARZ¢DZIA otrzyma∏a firmaZoller Polska Sp. z o.o. za przyrzàddo pomiaru i ustawiania narz´dziskrawajàcych >>smile<< z oprog-ramowaniem ZOLLER my touch(fot. 5).
MEDAL EXPO SILESIA w kate-gorii TECHNOLOGIA otrzyma∏a fir-ma UBIS TEAMWORK Sp. z o.o. zasystem samodzielnie zarzàdzajàcyprodukcjà IPOsystem ver. 14.
Fot. 4 (mj)
Fot. 5 (mj)
Fot. 1 (AM)
Fot. 2 (AM)
Tegoroczna edycja skupi∏a259 firm reprezentujàcych przemys∏obróbki skrawaniem oraz przeróbkiplastycznej. Nowà atrakcjà targówby∏ Salon Auto-matyki i Roboty-ki obejmujàcy za-gadnienia zwiàza-ne z automatyzacjài sterowaniem pro-dukcjà, robotyza-cjà stanowisk ob-róbczych i utrzyma-nia ruchu w nowo-czesnych zak∏adachprzemys∏owych.W Salonie swojàofert´ prezentowa-li producenci i dys-trybutorzy: robo-
tów przemys∏owych, manipulatorów,systemów automatyzacji, kompo-nentów, sterowników i nap´dów.
Po raz pierwszy zorganizowanyzosta∏ Salon Technologii CAx, gdzie33 wystawców pokaza∏o technolo-gie i narz´dzia do zarzàdzania cyklem˝ycia produktu PLM, takie jak: kom-puterowe wspomaganie prac in˝y-nierskich CAD, CAM, CAE, zarzàdza-nie procesami, szybkie prototypo-wanie RT i RP, in˝ynieria odwrotnaRE. Jego uzupe∏nieniem by∏ organi-zowany po raz pierwszy w PolsceKongres CAX Innovation.
WÊród targowych nowoÊci zoba-czyç by∏o mo˝na m.in. najnowszeoprogramowanie do projektowania
Targi EUROTOOL® 2014i 6. edycja Targów BLACH-TECH-EXPO
Organizowane w bie˝àcym roku w terminie 14 – 16 paêdziernikaMi´dzynarodowe Targi EUROTOOL® po∏àczone zosta∏y z 6. edycjàTargów BLACH-TECH-EXPO. Targi odby∏y si´ w nowym Centrum Tar-gowo-Kongresowym Expo Kraków – jednym z najnowoczeÊniejszychtego typu obiektów w kraju. Nowy obiekt targowy o powierzchniu˝ytkowej 13 tys. m2 ma du˝y parking, dwie hale wystawiennicze bezs∏upów i Êcian dzia∏owych, multimedialne sale konferencyjne orazrestauracje. Odpowiednia noÊnoÊç pod∏ogi (40 kPa), wysokoÊç halii wielkoÊç bram wjazdowych umo˝liwia∏a firmom prezentowanie nawetbardzo du˝ych maszyn (fot. 1, fot. 2). W bie˝àcym roku wystawcy zaj´lia˝ o 40% wi´cej powierzchni ni˝ w roku ubieg∏ym.

5ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Fot. 3 (AM)
Fot. 4 (AM)
Fot. 5 (AM)
3D firmy CNS Solutions, serwoelekt-ryczne prasy kraw´dziowe CONE(fot. 3), które cechujà si´ ergono-micznymi rozwiàzaniami pozwalajà-cymi operatorowi na wydajnà prac´i szczególnie sprawdzajà si´ w gi´-ciu ma∏ych elementów. Du˝à zaletàpras CONE jest niska energoch∏on-noÊç i emisja ciep∏a do otoczeniaw porównaniu z prasami hydraulicz-nymi. Hexagon Metrology prezen-towa∏ jako nowoÊç skaner laserowyHP-L-20.8 dla ROMER Absolute Arm,a JAFO centrum obróbcze DUGARD1000E – uniwersalnà obrabiark´ wy-korzystywanà do produkcji Êred-nio- i wielkoseryjnej (fot. 4). FANUCpokaza∏ nowy kierunek w auto-matyzacji produkcji, czyli obróbk´w 5 osiach (fot. 5). Firma Faktorprezentowa∏a optyczne systemypomiarowe amerykaƒskiej firmyMICRO-VU, które zapewniajà wysokàdok∏adnoÊç pomiaru, majà prostài trwa∏à konstrukcj´ oraz przyjazneu˝ytkownikowi oprogramowanie,doskona∏à optyk´ i mechanik´.
WÊród goÊci targowych byliprzedstawiciele sektora obróbki ma-teria∏ów z Belgii, Bu∏garii, Chin,Czech, Francji, Holandii, Indii,Irlandii, Izraela, Niemiec, S∏owacji,Rosji, Ukrainy – 5742 przedstawi-cieli, producentów i dystrybuto-rów z wszystkich bran˝ przemys∏u,z czego 52% stanowi∏a kadra za-rzàdzajàca, a 43% – kadra technicz-na, 5% stanowili studenci i ucznio-wie szkó∏ technicznych. Zwiedzajàcyreprezentowali przemys∏ motoryza-cyjny, lotniczy, stoczniowy, kolejowy,zbrojeniowy, medyczny, zabezpie-czeƒ, górniczy, rolniczy, obuwniczy,
tekstylny, gastronomiczny, spo˝yw-czy, jak równie˝ zak∏ady mecha-niczne. Najliczniejszà grup´ zwiedza-jàcych obcokrajowców stanowiliNiemcy.
Podczas targów odby∏a si´ drugaju˝ edycja Salonu Kooperacji Prze-mys∏owej. Zaprezentowa∏y si´ w nim52 firmy zajmujàce si´ obróbkàskrawaniem, przeróbkà plastycznà,pomiarami oraz obróbkà, ∏àczeniemi powlekaniem blach.
Tegoroczne targi mia∏y bogatyprogram imprez towarzyszàcych.Mi´dzy innymi odby∏o si´ XI ForumIn˝ynierskie Stowarzyszenia ProCAxcz. II, w którym oprócz wyk∏adówprowadzonych przez wybitnych nau-kowców i doÊwiadczonych u˝ytkow-ników komputerowych systemówin˝ynierskich zaprezentowane zos-ta∏y m.in. prototypy ró˝nych urzà-dzeƒ wykonane najnowszymi tech-nikami z obszaru CAx. Dodatkowàatrakcjà tegorocznej edycji by∏amo˝liwoÊç zeskanowania dowol-nego obiektu lub w∏asnej twarzy nastoisku Stowarzyszenia „ProCAx”dzi´ki uprzejmoÊci firmy SmarttechSp. z o.o. Na targach zosta∏ równie˝zaprezentowany najnowszy prototypCyberRyby (CR 5), opracowany przezdoktorantów Politechniki Krakow-skiej. W Strefie Wiedzy odby∏y si´Szkolenia z zakresu poprawy wy-dajnoÊci produkcji prowadzoneprzez ekspertów z firmy Lean ActionPlan i Lean Action Sp. z o.o. InstytutMechaniki Precyzyjnej zorganizowa∏ca∏odzienne Seminarium ObróbkiCieplnej. Odby∏o si´ równie˝ Polsko--w´gierskie forum dostawców dlaprzemys∏u motoryzacyjnego. Po razczwarty odby∏ si´ Salon KooperacjiPrzemys∏owej – najwi´ksze na pols-kim rynku spotkanie kooperantówz zakresu obróbki skrawaniem,przeróbki plastycznej, regeneracjinarz´dzi, modernizacji maszyn itp.
W Konkursie Targowym o statuetkiZ∏otych Smoków nagrody zosta∏yprzyznane w kilku kategoriach.
W kategorii obrabiarki:G∏ówna nagroda w konkursie tar-
gowym – Zautomatyzowane stano-wisko obróbcze z poÊrednim pomia-rem wykonywanego detalu: zg∏a-szajàcy i producent FANUC PolskaSp. z o.o.;
Nagroda w konkursie targowym– Inteligentny system zabezpieczeƒ(ochrony) w najszybszych przeci-narkach plazmowych STIGAL: zg∏a-szajàcy i producent STIGAL;
Nagroda w konkursie targowym– Docieraczka Lapmaster 15": zg∏asza-jàcy MARCOSTA Ryszard Starzec, pro-ducent Lapmaster International Ltd.
W kategorii narz´dzia:G∏ówna nagroda w konkursie tar-
gowym – System wymiennych uch-wytów „SOLIDFIX®” w narz´dziachnap´dzanych marki „SAUTER®”: zg∏a-szajàcy FATPOL TOOLS Sp. z o.o.,producent: SAUTER FEINMECHANIKGmbH;
Nagroda w konkursie targowym– Program Narz´dziownia 3.0: zg∏asza-jàcy i producent Projektowanie i Wdra-˝anie Systemów Komputerowych.
W kategorii aparatura pomiaro-wo-kontrolna:
G∏ówna nagroda w konkursie tar-gowym – MoveInspect HR – maszynawspó∏rz´dnoÊciowa: zg∏aszajàcy i pro-ducent AICON 3D Systems GmbH,
W kategorii oprzyrzàdowanietechnologiczne:
Nagrod´ w konkursie targowym– Urzàdzenie Plazmowe ADVANCEDMACHINES do Aktywacji Powierzch-ni: zg∏aszajàcy MILATEC Sp. z o.o.,producent: MILATEC Sp. z o.o.
Nagrod´ w konkursie targowym– G∏owica 3DPlus z technologià CAB:zg∏aszajàcy AEP – Ajan EngineeringPolska, producent: AJAN ElektronikService San.

6 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
W terminie 17 i 18 wrzeÊnia 2014 r.w Pa∏acu Kultury i Nauki w Warsza-wie odby∏a si´ kolejna, ju˝ XII Mi´-dzynarodowa Konferencja i Wystawa„NAFTA I GAZ 2014” – jedno z naj-wa˝niejszych wydarzeƒ bran˝y pa-liwowo-energetycznej. To corocznewydarzenie gromadzi polskich i za-granicznych specjalistów sektoranafty, gazu i energetyki i jest cennymêród∏em specjalistycznych informacjioraz forum wymiany wiedzy i doÊ-wiadczeƒ pomi´dzy przedstawicie-lami sfer rzàdowych i biznesowych.Co roku w dyskusji na temat stanu,przysz∏oÊci, problemów i planówrozwoju sektora paliwowego uczest-niczà przedstawiciele rzàdu, a tak˝e
kierownictwo najwi´kszych przedsi´-biorstw.
Zakres tematyczny tegorocznejedycji obejmowa∏ zagadnienia, takiejak:
– poszukiwania i wydobycie ropyi gazu,
Podczas RENEXPO® Poland 2014swojà ofert´ zaprezentowa∏o 101 wy-stawców nie tylko z Polski, ale tak-˝e z Niemiec, Czech, S∏owacji, Litwy,Ukrainy, Austrii, Holandii, Turcji orazChin.
Na stoiskach dominowa∏y ogniwafotowoltaiczne oraz pompy ciep∏a.Swoich przedstawicieli mia∏y rów-nie˝ m.in. energetyka wodna, wiat-rowa oraz geotermalna. Swojà obec-noÊç podczas targów zaznaczy∏arównie˝ bran˝a biogazowa. W ciàgutrzech dni trwania targów ekspozycj´targowà zwiedzi∏o 3830 osób.
Odbywajàce si´ w dniach 23 – 25wrzeÊnia 2014 r. w Warszawie tar-gi RENEXPO® Poland obfitowa∏yw wiele bran˝owych wydarzeƒ. Po-mimo trudnoÊci, z jakimi aktualniezmaga si´ polska bran˝a OZE, kon-ferencje i fora bran˝owe cieszy∏y si´du˝ym powodzeniem wÊród samo-rzàdowców, inwestorów, instalato-rów, architektów, a tak˝e rolnikówi potencjalnych prosumentów. Pozalicznymi stoiskami targowych wy-stawców i spotkaniami potencjal-nych partnerów handlowych, naj-wi´ksze zainteresowanie podczastegorocznej edycji RENEXPO® Po-land wzbudzi∏ III Kongres PolskiejOrganizacji Rozwoju Pomp Ciep∏a(PORT PC), podczas którego toczy∏asi´ dyskusja na temat mo˝liwoÊcipolskiego rynku oraz rentownoÊcipomp ciep∏a, przede wszystkimw odniesieniu do budynków ener-
gooszcz´dnych. Wielu uczestnikówzgromadzi∏y równie˝ III Konferen-cja na temat Biopaliw, zorganizo-wana przez Krajowà Izb´ Biopa-liw, IV Konferencja Fotowoltaikiw Polsce, zorganizowana we wspó∏-
pracy REECO z Polskim Towarzys-twem Fotowoltaiki oraz IV Konfe-rencja Energetyki Wodnej w Polsce,zorganizowana przy wspó∏pracy To-warzystwa Elektrowni Wodnychi Instytutu Maszyn Przep∏ywowychPAN. Zwiedzajàcy ch´tnie uczest-niczyli równie˝ w bezp∏atnych forachbran˝owych. ¸àcznie spotkania to-warzyszàce w ramach 4. Mi´dzyna-rodowych Targów Energii Odna-
wialnej i EfektywnoÊci Energetycz-nej RENEXPO® Poland zgromadzi∏yw sumie 884 uczestników.
Tradycyjnie podczas targów od-by∏o si´ uroczyste wr´czenie Pucha-ru RENERGY AWARD, który ju˝ poraz drugi zosta∏ przyznany w dwóchkategoriach. Tytu∏em Wybitnej Oso-bowoÊci w bran˝y energii odnawial-nej uhonorowano w tym roku panaMarka Miar´, a nagrod´ zwyci´zcywr´czy∏ ubieg∏oroczny laureat Pawe∏Lachmann, prezes Zarzàdu PORT PC.Ró˝norodnoÊç zaprezentowanychpodczas RENEXPO® Poland 2014rozwiàzaƒ sprawi∏a, ˝e w kategoriiInnowacyjna Technologia g∏ówna
nagroda pow´drowa∏a do dwóchfirm. Statuetk´ firmie SELFA GE S.A.,reprezentujàcej bran˝´ fotowoltaicz-nà, wr´czy∏a Hanna Gehrke-Gutz REECO Poland Sp. z o.o. Druga– równorz´dna – nagroda w tejsamej kategorii przypad∏a w udzialefirmie Galmet, dzia∏ajàcej w bran˝ygrzewczej, a wr´czy∏ jà GrzegorzBurek, redaktor naczelny miesi´cz-nika GlobEnergia.
Targi RENEXPO® Poland25 wrzeÊnia br. w Warszawie zakoƒczy∏a si´ czwarta edycja targówRENEXPO® Poland. Mi´dzynarodowi wystawcy, innowacyjne technolo-gie, profesjonalne konferencje i fora bran˝owe przyciàgn´∏y tysiàce zwie-dzajàcych, zainteresowanych wytwarzaniem i u˝ytkowaniem energiiprzysz∏oÊci. Tematyka tegorocznych targów dotyczy∏a g∏ównych êróde∏energii odnawialnej w Polsce: fotowoltaiki, biopaliw, biogazu, energii wod-nej, wiatrowej, a tak˝e pomp ciep∏a i budownictwa energooszcz´dnego.
„NAFTA I GAZ 2014”
Fot. (mj)
Fot. AM

7ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
– budowa zak∏adów rafineryjnychi gazowych,
– budowa, wyposa˝enie i eksploa-tacja ropociàgów i gazociàgów,
– urzàdzenia i sprz´t do rafinacjiropy,
– przesy∏anie i transport ropy,gazu i produktów pochodnych,
– procesy rafineryjne i gazowe,– magazynowanie i dystrybucja
ropy, gazu oraz produktów pochod-nych,
– aparatura kontrolno-pomiarowai laboratoryjna,
– automatyka przemys∏owa,– bezpieczeƒstwo,– ochrona Êrodowiska,– us∏ugi naukowo-badawcze, kon-
sulting.Wystawie towarzyszy∏a konferen-
cja, która obejmowa∏a zarówno za-gadnienia z sektora nafty i gazu, jaki z przemys∏u chemicznego. WÊródprelegentów byli m.in.: przedsta-wiciele Ministerstwa Gospodarki,Ministerstwa Ârodowiska, Urz´duDozoru Technicznego, instytutów
naukowo -badaw-czych oraz reprezen-tantów czo∏owychfirm bran˝y energe-tyczno-paliwowej.
Uczestnikami kon-ferencji byli przed-stawiciele adminis-tracji rzàdowej, za-rzàdów firm z sekto-ra nafty, gazu i ener-getyki, firm dorad-czych i konsultin-gowych, wy˝szychuczelni i instytutówbadawczo-nauko-wych, instytucji publicznych, sto-warzyszeƒ i izb bran˝owych lubeksperci bran˝y paliwowej i ener-getycznej.
W czasie dwóch dni konferen-cji odby∏o si´ kilka sesji tematycz-nych, w tym m.in. sesja: Gaz ∏up-kowy – perspektywy rozwojubran˝y w Polsce. W dyskusji pa-nelowej poÊwi´conej gazowi z ∏up-ków udzia∏ wzià∏ prof. dr hab.Grzegorz Pieƒkowski – dyrektor ds.wspó∏pracy i promocji Paƒstwowe-go Instytutu Geologicznego – Paƒ-stwowego Instytutu Badawczego.
Udzia∏ w konferencji wzi´∏o po-nad 250 osób z Polski oraz Austrii,
Australii, Norwegii, Ukrainy i W´-gier.
Konferencji towarzyszy∏a wystawailustrujàca produkty i us∏ugi z sektoranafty i gazu, w której wzi´∏o udzia∏31 firm z Polski, Ukrainy i Hiszpanii.Niektóre firmy oferowa∏y produktyi technologie chroniàce Êrodowis-ko, mi´dzy innymi firma TOPSERWoferowa∏a sorbenty do usuwaniawycieków niebezpiecznych zarów-no wewnàtrz, jak i na zewnàtrz po-mieszczeƒ, firma DENIOS – bezpiecz-ne sk∏adowanie materia∏ów, firmaEUROPAPARTNER – pozasystemo-wy oczyszczacz oleju, usuwajàcywszystkie typy zanieczyszczeƒ.
Gatunek KCSM30, przeznaczonydo frezowania czo∏owego, kopio-wego i wyst´pów, zosta∏ opracowa-ny przez Kennametal specjalnie dozwi´kszenia pr´dkoÊci frezowaniastopów tytanowych. Tytan jest ma-teria∏em wykorzystywanym w wy-twarzaniu komponentów, takich jaknp. ∏opatki turbin w silnikach sa-molotów i elektrowniach, elementynoÊne w konstrukcjach lotniczychi samochodach wyÊcigowych. Ob-róbka tytanu i innych wysokowy-trzyma∏ych oraz ˝aroodpornych sto-pów jest znacznie trudniejsza odobróbki stali i aluminium.
Nowy gatunek KCSM30 zwi´kszao ok. 25% ˝ywotnoÊç narz´dzi, cobezpoÊrednio zmniejsza koszt przy-padajàcy na obróbk´ pojedynczejcz´Êci. P∏ytka ma drobnoziarnistepod∏o˝e w´glikowe zapewniajàcewytrzyma∏oÊç i stabilnoÊç i pokry-ta jest pow∏okà TiAlN naniesionàw technologii PVD (fizyczne osadza-nie z fazy gazowej), co gwarantujedoskona∏à odpornoÊç na zu˝ycie. Te
cechy nie tylko zwi´kszajà ˝ywot-noÊç narz´dzi, ale tak˝e pozwalajàzwi´kszyç pr´dkoÊç skrawania do230 sfm (70 m/min). Ze wzgl´du nawysokà wytrzyma∏oÊç tytanu gatu-nek KCSM30 jest dost´pny równie˝w wersji Beyond Blast, w którejzintegrowane kana∏y ch∏odzàce przezp∏ytk´ dostarczajà ch∏odziwo dokraw´dzi skrawajàcej znajdujàcej si´pod wiórami i zapewniajà najlepszàredukcj´ wydzielania ciep∏a i tarcia,a jednoczeÊnie zwi´kszajà wydaj-noÊç produkcji. Ch∏odziwo jest pre-cyzyjnie dostarczane tylko do tegokwadrantu p∏ytki, który bierze udzia∏w skrawaniu.
P∏ytki KCSM30 do obróbki stopów ˝arowytrzyma∏ych
Fot. AM
Fot. AM
Fot. AM

8 ROK WYD. LXXIII � ZESZYT 12/2014
Fot. 1
PROBLEMY • NOWOÂCI • INFORMACJE
Konferencja pt. „Fabryka Przysz-∏oÊci – w drodze do Przemys∏u 4.0”odby∏a si´ we Wroc∏awiu w dniach11 – 12 wrzeÊnia br. To nowatorskieprzedsi´wzi´cie zosta∏o zorgani-zowane przez cztery firmy – LappKabel, Balluff, WAGO ELWAGi FANUC Polska – liderów w bran˝yautomatyzacji procesów wytwarza-nia, których ∏àczy innowacyjnoÊçproduktów na poziomie Êwiatowymoraz lokalizacja – dynamicznie roz-wijajàce si´ miasto Wroc∏aw. Jejprzebieg podzielony zosta∏ na dwiecz´Êci: sesj´ plenarnà (odbywajàcàsi´ rano na terenie Stadionu Miejs-kiego we Wroc∏awiu) oraz sesje tech-nologiczne (odbywajàce si´ pod-czas dwóch kolejnych dni w sie-dzibach organizatorów).
Tematem sesji plenarnej, otwie-rajàcej spotkanie, w której uczest-niczyli przedstawiciele Êwiata aka-demickiego, tj. Politechniki Wroc∏aw-skiej, Rzeszowskiej i Âlàskiej, a tak˝ereprezentanci firm – organizatorów,by∏y nowoczesne metody wytwa-rzania maszyn i prze∏omowe techno-logie produkcyjne znajdujàce zasto-sowanie w najbardziej wymagajà-
cych bran˝ach (np. bran˝y lotniczej).Eksperci przybli˝ajàcy temat pod-kreÊlali, ˝e warunkiem konkuren-cyjnej gospodarki jest konkurencyjnyprzemys∏. A Polska pod tym wzgl´-dem prezentuje si´ naprawd´ dobrzena tle pozosta∏ych paƒstw euro-pejskich. Procentowy udzia∏ pro-dukcji przemys∏owej Polski w PKBkszta∏tuje si´ obecnie na poziomieok. 18 proc.2. To wa˝ne, zwa˝ywszyna cel postawiony przed przemys-∏em w Europie – do 2020 r. maosiàgnàç 20 proc. udzia∏u w unijnymPKB. Brakuje nam zatem ok. 2 proc.i jest to lepszy wynik ni˝ np. Holandii,Francji czy Danii. Dalsze inwestycjew innowacje, badania i rozwój z pew-noÊcià pomogà nam umocniç pols-kie zak∏ady produkcyjne i coraz Êmie-lej korzystaç z nowoczesnych roz-wiàzaƒ, takich jak np. druk 3D.
Eksperci wyraênie podkreÊlali,˝e przemys∏, do tej pory niechcianyelement nowoczesnej gospodarki,kojarzàcy si´ g∏ównie z zanieczysz-czaniem Êrodowiska, wraca do ∏ask.Okazuje si´, ˝e gospodarka opartana samych tylko us∏ugach tracina konkurencyjnoÊci, szczególnie
w okresie spowolnienia gospodar-czego.
W czasie czterech sesji technolo-gicznych zaprezentowane zosta∏ym.in. technologie pomiarowe i ko-munikacyjne, zaawansowane robotyoraz aplikacje majàce na celu zwi´k-szanie wydajnoÊci produkcji, przyjednoczesnej redukcji kosztów wy-twarzania oraz poziomów zu˝yciaenergii.
Technologia FANUC– niezb´dne ogniwofabryki przysz∏oÊci
Robotyka i automatyka przemys-∏owa dynamicznie rozwijajà si´ naÊwiecie ju˝ od wielu lat. Bez inte-ligentnych maszyn nie da si´ dziÊnawet myÊleç o czwartej rewolucjiprzemys∏owej. To w∏aÊnie one stano-wiç b´dà jej g∏ównà si∏´ sprawczà.Zapotrzebowanie na roboty i inte-ligentne obrabiarki CNC pojawia si´obecnie praktycznie w ka˝dej bran˝y.Warto tu podkreÊliç wyraênie, ˝e nieistniejà bran˝e szczególnie podatnena wdro˝enie inteligentnych maszyn.Istotny jest bowiem sposób pro-dukcji, a nie profil dzia∏alnoÊci firmy.
˚ó∏ta fabryka przysz∏oÊcifirmy FANUCPrzysz∏oÊç zaczyna si´ dziÊ, a nie jutro. Pod takim has∏em odby∏a si´ we Wroc∏awiu konferencja rozpro-szona pt. „Fabryka Przysz∏oÊci – w drodze do Przemys∏u 4.0”. W tym wyjàtkowym spotkaniu przedstawicielipolskich uczelni, przedsi´biorców oraz producentów zaawansowanych technologii wzi´∏o udzia∏ ponad150 osób. Celem wydarzenia by∏o zaprezentowanie najnowszych rozwiàzaƒ technologicznych znajdujàcychzastosowanie w produkcji przemys∏owej oraz omówienie trendów, w tym wizji fabryki przysz∏oÊci, tzw.smart factory, która urzeczywistni si´ ju˝ za 10 – 20 lat. Polski oddzia∏ firmy FANUC, Êwiatowego lidera tech-nologii CNC i robotyki, jako jeden z gospodarzy wydarzenia, mia∏ przyjemnoÊç zaprezentowaç stwo-rzonà specjalnie na t´ okazj´ ˝ó∏tà fabryk´ przysz∏oÊci 1. W jej ramach zainteresowani goÊcie mogli poznaçniezwyk∏e mo˝liwoÊci inteligentnych maszyn – robotów przemys∏owych, wysoko wydajnych obrabiarekFANUC ROBODRILL oraz niezawodnych sterowaƒ CNC FANUC.
1 „˚ó∏ta fabryka przysz∏oÊci” – ekspozycja stworzona przez in˝ynierów FANUC we wroc∏awskim Centrum Robotyzacji FANUC2 http://ec.europa.eu/enterprise/policies/industrial-competitiveness/industrial-policy/files/20121010_slides_technical_briefing_en.pdf
http://europa.eu/rapid/press-release_IP-14-42_pl.htm

9ROK WYD. LXXIII � ZESZYT 12/2014
Fot. 2
PROBLEMY • NOWOÂCI • INFORMACJE
– „Najwi´cej wdro˝eƒ odnotowu-jemy tam, gdzie koszty wytwarzaniaproduktów sà najwy˝sze, a jedno-czeÊnie systematycznie wzrastapresja konkurencyjna” – podkreÊla∏Konrad Grohs, prezes FANUC Polska.
Tradycyjne sposoby wytwarzaniaw po∏àczeniu z nowoczesnà techno-logià informatycznà i komunikacyjnàtworzà zupe∏nie nowe mo˝liwoÊciinterakcji cz∏owieka z linià produk-cyjnà i oferujà korzyÊci, które sàodpowiedzià na potrzeby XXI w.
FANUC, jako czo∏owy dostawcaÊrodków automatyzacji przemys∏u naÊwiatowe rynki, nie pozostaje oboj´t-ny wobec potrzeb oraz dynamiczniezmieniajàcych si´ trendów. „Firmaprojektuje swoje produkty tak, abydzi´ki niezawodnoÊci, funkcjonal-noÊci i kompatybilnoÊci mog∏y staçsi´ wa˝nym czynnikiem umo˝liwia-jàcym kolejnà, czwartà ju˝ rewolucj´przemys∏owà” – powiedzia∏ KonradGrohs, prezes polskiego oddzia∏uFANUC.
˚ó∏ta fabryka FANUC– pokaz mo˝liwoÊci
In˝ynierowie firmy FANUC zapre-zentowali produkty, które ich zda-niem sà nieodzownym komponen-tem nadchodzàcych zmian w pro-dukcji przemys∏owej. Stanowiskapokazowe obrazowa∏y flagowe ob-szary produktowe FANUC – inno-wacyjne sterowania CNC FANUC,niezawodne obrabiarki oraz robotyprzemys∏owe, które stanowià dum´japoƒskiej firmy.
Uczestnicy spotkania mogli prze-konaç si´, ˝e Inteligentna fabrykaFANUC wyró˝nia si´ wysokim po-ziomem elastycznoÊci, niezwyk∏àwydajnoÊcià, zarówno w zakresiewykorzystywanych zasobów, jak
i wytwarzanych produktów, a tak˝eposzanowaniem zasad ergonomii,co sprawia, ˝e jest ona miejscemniezwykle przyjaznym pracowni-kom. Jest to w pe∏ni samodzielnysystem, który – opierajàc si´ na p∏yn-nej wspó∏pracy poszczególnychelementów – ludzi, maszyn i przed-miotów – szczegó∏owo planuje, reali-zuje i dostarcza produkty w jakoÊci,liczbie i czasie oczekiwanym przezodbiorców.
„Ekspozycja zosta∏a stworzonaw celu wsparcia polskich klientóww poszukiwaniu optymalnych roz-wiàzaƒ technologicznych, które sàodpowiedzià na ich aktualne potrze-by, takie jak: koniecznoÊç skracaniacykli produkcyjnych, potrzeba elas-tycznego przezbrajania Êrodkówprodukcji pod ró˝norodne partie pro-duktów, dyktowane indywidualnymizamówieniami kontrahentów i obni-˝enia kosztów produkcji, przy jedno-czesnej poprawie jakoÊci wyrobów”– podkreÊla∏ Konrad Grohs, prezesFANUC Polska.
� Roboty przemys∏owe FANUCW ramach prezentacji robotów
przemys∏owych zosta∏y pokazanemaszyny, które doskonale wpisujàsi´ w ide´ nowoczesnej fabrykiprzysz∏oÊci, gdzie nie ma miejscana jakiekolwiek b∏´dy czy przestoje.WÊród nich nie mog∏o zabraknàçrobota LR MATE 200iD, który jestjednym z najszybszych robotówFANUC. Maszyna mo˝e poruszaç si´z maksymalnà pr´dkoÊcià liniowàczterech metrów na sekund´, cooznacza, ˝e w ciàgu jednej minutymo˝e u∏o˝yç nawet 200 elemen-tów na odleg∏oÊci jednego metra.We wroc∏awskim centrum roboty-zacji FANUC robot ten wykonywa∏
aplikacje typu pick and place, gdziez du˝ymi pr´dkoÊciami umieszcza∏elementy w przyk∏adowych gniaz-dach produkcyjnych.
In˝ynierowie FANUC zaprezento-wali równie˝ robota M1 z seriiGENKOTSU (nazwa zosta∏a zaczerp-ni´ta z j´zyka japoƒskiego i dos∏ow-nie oznacza pi´Êç lub d∏oƒ). Kon-strukcja stanowi innowacyjne po∏à-czenie zwartej budowy, szybkoÊci,mocy i elastycznoÊci ruchów blis-kiej sprawnoÊci ludzkiego nadgarst-ka. W aplikacji pokazowej robotlokalizowa∏ metalowe ∏o˝yska za po-mocà systemu iRVision, pobiera∏je, a nast´pnie odk∏ada∏ do odpo-wiednich otworów. W aplikacji stwo-rzono HMI (Human Machine Inter-face), za pomocà którego operatormia∏ mo˝liwoÊç kontrolowania sta-nowiska w bardzo prosty, intuicyjnysposób.
Kolejnym prezentowanym robo-tem by∏ M-10iA/10M, który zosta∏stworzony do pracy w aplikacjachza∏adunku i roz∏adunku maszyn orazdo zadaƒ przenoszenia. Dzi´ki swoiminteligentnym i unikalnym funkcjommaszyna ju˝ dziÊ rewolucjonizujeprzemys∏ obrabiarkowy. Ten wyjàt-kowy robot zosta∏ pokazany w dwóchaplikacjach. W ramach pierwszejz nich pobiera∏ elementy, sprawdza∏poprawnoÊç ich wykonania oraz od-k∏ada∏ je na gniazda produkcyjne.W ramach drugiej paletyzowa∏ drob-ne pude∏ka, aby podkreÊliç swojewszechstronne mo˝liwoÊci.
W centrum robotyzacji FANUCzosta∏y równie˝ zaprezentowane in-nowacyjne systemy DEMO, przybli-˝ajàce unikalne rozwiàzania FANUC,które odzwierciedlajà dorobek ja-poƒskiego producenta w dziedzinietworzenia nowych perspektyw dla

10 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
robotów. Prezentowane stanowiskawyraênie pokaza∏y, ˝e wyposa˝enierobotów przemys∏owych w inteli-gentne systemy otwiera przed nimizupe∏nie nowe, cz´sto zaskakujàcedla u˝ytkowników mo˝liwoÊci.
Pierwszym z nich, chyba najbar-dziej oczekiwanym przez uczestni-ków spotkania, by∏ system stereo-wizji 3D Area Sensor – rewolucyjnenarz´dzie wizyjne, pozwalajàce nadetekcj´ obiektów w przestrzeni trój-wymiarowej. 3D Area Sensor sk∏adasi´ z projektora rzucajàcego wiàzkiÊwiat∏a na elementy oraz dwóchkamer skierowanych na nie podkàtem. Dlaczego system znalaz∏ si´na liÊcie najbardziej innowacyjnychrozwiàzaƒ, na miar´ przemys∏u 4.0?Przesàdzi∏y o tym korzyÊci, któremo˝e on zaproponowaç swoim u˝yt-kownikom. Wraz z pojawieniem si´mo˝liwoÊci lokalizowania detaluw przestrzeni – niekoniecznie liniiprodukcyjnej, ale np. w koszu sto-jàcym obok niej (elementy mogà tubyç u∏o˝one w sposób nieregular-ny) pojawi∏y si´ nowe mo˝liwoÊciusprawnienia procesu produkcjii w celu poprawienia jakoÊci elemen-tów. Warto tutaj zaznaczyç, ˝e nie-które elementy wykonane z metalu,w wyniku kontaktu z ludzkà r´kà,a raczej znajdujàcà si´ na niej solà,sà znacznie bardziej nara˝one nardzewienie. Roboty FANUC, automa-tycznie wyposa˝ane w system ste-reowizji, ca∏kowicie niwelujà takieryzyko. Robot pracuje w takiej apli-kacji szybko, dok∏adnie, samodziel-nie, a co najwa˝niejsze bezpiecznie,co jest istotne dla jakoÊci produktufinalnego. Narz´dziem przeznaczo-nym do wspó∏pracy z czujnikiem3DAS jest chwytak produkcji FANUC(FANUC gripper), którego budowazapewnia uniwersalnoÊç w aplikac-jach wymagajàcych chwytania ele-mentów o ró˝nych kszta∏tach.
W ramach ekspozycji FANUCmo˝na by∏o przyjrzeç si´ bli˝ej tak˝einnym wyjàtkowym systemom stwo-rzonym przez in˝ynierów japoƒ-skiego producenta:
� iRVision – innowacyjny systemwizyjny dost´pny dla wszystkichrobotów firmy FANUC. IRVision jestw pe∏ni zintegrowany z systememsterujàcym robota i wymaga jedyniepod∏àczenia kamery z obiektywem.Dzi´ki niemu roboty FANUC „widzà”.
� 4D GRAPHICS – nowa, doty-kowa konsola iPendant Touch. Ten
interfejs nowej generacji to rewo-lucja w monitorowaniu i wizualiza-cji pracy robota na stanowiskachzrobotyzowanych.
� Konsola programujàca iPendantrobotów FANUC z funkcjà HMI(Human Machine Interface). Wy-Êwietlacz graficzny umo˝liwia czytel-ne i jednoznaczne wizualizowaniestanu procesu odbywajàcego si´aktualnie na stanowisku zroboty-zowanym, np. przez animacj´. Do-datkowo mo˝na wyÊwietlaç infor-macje pomocnicze, takie jak: liczbacykli wykonanych danego dnia,temperatura z czujnika, czas pracy,czy komunikaty dotyczàce b∏´-dów. Urzàdzenie poprawia komfortwspó∏pracy operatora z maszynàoraz umo˝liwia zwi´kszenie wydaj-noÊci pracy, a tak˝e op∏acalnoÊciprodukcji.
� DCS v2 – to innowacyjnafunkcja bezpieczeƒstwa, stworzo-na przez in˝ynierów firmy FANUCz myÊlà o pracownikach i robotachwspó∏pracujàcych ze sobà w nowo-czesnych fabrykach. Zadaniem tejfunkcji – certyfikowanej przez TUVSüd Product Service GmbH – jestzapewnienie ochrony zarówno pra-cownikom wykonujàcym swoje za-dania w bliskim otoczeniu robotów,jak równie˝ samym maszynom,wspó∏pracujàcym z ró˝nego rodzajusprz´tem zewn´trznym. DCS v2pozwala u˝ytkownikowi wyznaczyçbezpieczne wirtualne strefy pracyrobota, których maszyna nigdy niemo˝e przekraczaç. Co wa˝ne, nawetnie mo˝e si´ do nich zbli˝aç. Pozwalato na narzucenie obszaru pracyrobota, który z kolei mo˝e byç ÊciÊledostosowany do geometrii stano-wiska zrobotyzowanego. Wyznaczo-ne strefy mogà byç elastycznie w∏à-czane lub wy∏àczane w trakcie trwa-nia programu, w zale˝noÊci od tego,czy cz∏owiek znajduje si´ w pobli˝urobota, czy te˝ nie.
� Sterowania CNC FANUCObok robotów, in˝ynierowie
FANUC zaprezentowali wiele funkcjistosowanych w najnowszych stero-waniach CNC FANUC, w celu zapew-nienia tym uk∏adom niezawodnejpracy, du˝ych szybkoÊci i wysokie-go poziomu energooszcz´dnoÊci.Przygotowane stanowiska przybli-˝a∏y m.in. funkcj´: Monitor Zu˝y-cia Energii (Power consumptionmonitor), funkcj´ wyboru poziomu
oszcz´dnoÊci energii (Energy levelselection function), funkcj´ bez-pieczeƒstwa (Dual Check Safety).Uczestnicy spotkania mogli równie˝poznaç funkcj´ CNC Web Server(zdalny nadzór nad sterowaniem),która umo˝liwia proste, zdalnemonitorowanie wielu maszyn CNCza pomocà urzàdzeƒ mobilnychtypu tablet czy smartfon. Dzi´kiwprowadzeniu takiej funkcji przezFANUC-a, u˝ytkownicy sterowaƒ tejmarki zyskali mo˝liwoÊç monitoro-wania przebiegu produkcji z dowol-nego miejsca, w czasie rzeczywis-tym. Jedynym warunkiem korzysta-nia z tej funkcji jest posiadanie dos-t´pu do sieci Internet.
� Centra obróbczeFANUC ROBODRILLDu˝ym zainteresowaniem cie-
szy∏y si´ tak˝e obrabiarki FANUCRobodrill, które sà dowodem na to,˝e kompaktowe centra obróbczestwarzajà szans´ na zyskanie prze-wagi konkurencyjnej firm przemys-∏owych. Sà niezastàpione w ob-róbce zró˝nicowanych materia∏ów,a sama obróbka mo˝e byç realizo-wana w niezwykle szybkim tempie,z gwarancjà najwy˝szej jakoÊci i mi-nimalnych strat w zakresie mate-ria∏ów i energii. Cz´Êç prezentacjizosta∏a poÊwi´cona mo˝liwoÊciomb∏yskawicznego przezbrajania ma-szyn na obróbk´ zró˝nicowanychelementów, ukazujàc jak wysoceelastyczne sà nowoczesne obra-biarki. W ramach pokazu mo˝li-woÊci obrabiarek, FANUC zaprezen-towa∏ proces kompleksowej obrób-ki g∏owicy zaworowej silnika spali-nowego.
Dodatkowo FANUC zapewniamo˝liwoÊç integrowania urzàdzeƒ(np. obrabiarek z robotami obs∏u-gujàcymi za∏adunek lub roz∏adunekmaszyn), gwarantujàc u˝ytkowni-kowi jeszcze wi´kszà efektywnoÊçprodukcji, w porównaniu z korzyÊ-ciami, jakie ka˝da z maszyn mo˝ezaoferowaç osobno.
Polski oddzia∏ FANUC stawia sobieza g∏ówny cel wsparcie polskichklientów w znalezieniu optymalnychproduktów, które b´dà odpowie-dzià na ich aktualne potrzeby. Ofe-ruje japoƒskà technologi´, wiedz´,niemal 60-letnie doÊwiadczeniezdobyte na Êwiatowych rynkachoraz wsparcie techniczne polskichin˝ynierów.

11ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
W bie˝àcym roku firma SwepacAB wprowadzi∏a na rynek maszynbudowlanych zacieraczki do betonuo Êrednicach roboczych od 600 do1150 mm. Zacieraczki te cechujà si´wieloma nowymi rozwiàzaniamitechnicznymi, które majà bezpoÊred-ni wp∏yw na ergonomi´ pracy ope-ratora oraz jakoÊç uzyskiwanej po-wierzchni betonu.
Stosowane ocynkowanie po-wierzchni zewn´trznych zacieraczekwp∏ywa na wyd∏u˝enie ich ˝ywot-noÊci, co przek∏ada si´ na oszcz´d-noÊci firmy wykonujàcej posadzkibetonowe.
Nowe i opatentowane mocowanie∏opatek roboczych na klipsie skracaczas ich wymiany i wp∏ywa na wy-dajnoÊç zacierania.
Szeroki uchwyt roboczy wraz z do-datkowym zabezpieczeniem pod-nosi w znaczàcy sposób bezpie-czeƒstwo operatora i wp∏ywa nazwi´kszenie komfortu pracy. D∏ugiuchwyt charakterystyczny dla ma-szyn zacierajàcych Swepac zwi´kszaprzestrzeƒ roboczà, co bezpoÊrednioprzek∏ada si´ na jakoÊç obrabianejpowierzchni. Odpowiednie umiejs-cowienie silnika Honda umo˝liwiaustawienie serwisowe zacieraczkii wp∏ywa na skrócenie czasu prze-glàdu i obs∏ugi technicznej zacie-raczek.
Elektryczny silnik nap´dowyw wersjach zacieraczek z nap´demelektrycznym wyposa˝ono dodat-kowo w falownik. Rozwiàzanie toumo˝liwia operatorowi bezstopnio-wà zmian´ pr´dkoÊci obrotowej sil-nika oraz ∏opatek roboczych. Wp∏ywato na jakoÊç uzyskiwanej powierzch-
ni betonu dzi´ki szybkiej reakcji ope-ratora na rzeczywiste warunki przyzacieraniu Êwie˝ego betonu.
Podwójny system bezpieczeƒstwaminimalizuje ryzyko zranienia ope-ratora przez obracajàcy si´ uchwyt
roboczy, w przypadku gdy operatorpuÊci dêwigni´ bezpieczeƒstwa.
Wszystkie te udoskonalenia zna-czàco poprawiajà ergonomi´ pracyoperatora oraz jego bezpieczeƒstwo,a tak˝e majà znaczny wp∏yw naosiàgni´cie lepszej jakoÊci pod∏ogibetonowej.
Udoskonalone zacieraczki do betonu
Firma Renishaw uzupe∏ni∏a asor-tyment systemów radiowych sondpomiarowych, do∏àczajàc interfejsumo˝liwiajàcy instalowanie wielusond na tej samej obrabiarce oraznowà miniaturowà sond´ do usta-wiania narz´dzi z radiowà transmisjàsygna∏ów.
Nowy interfejs transmisji radio-wej umo˝liwia u˝ytkowanie nawetczterech oddzielnych sond do usta-wiania narz´dzi lub sond przedmio-towych na tej samej obrabiarce CNC.Istnieje mo˝liwoÊç wyboru ich in-stalowania na centrach obróbko-wych CNC lub obrabiarkach ze sto-∏ami obrotowymi bàdê z dwiemapaletami. RMI-Q jest ∏atwy w in-stalacji na wielu ró˝nych centrachobróbkowych oraz na frezarkachCNC. U˝ytkownicy mogà dzi´ki temukorzystaç z wszystkich zalet syste-mów sond pomiarowych Renishaw,w tym mi´dzy innymi ze zautoma-tyzowanych funkcji ustawiania na-rz´dzi na obrabiarce, funkcji wykry-wania uszkodzeƒ narz´dzi, usta-wiania przedmiotu oraz weryfikacjiprzedmiotów obrabianych.
Mo˝liwe sà liczne konfiguracjez wieloma ró˝nymi sondami, zawie-rajàce zwykle system ustawianianarz´dzi Renishaw RTS z sondàinspekcyjnà Renishaw RMP60 lubz innymi zgodnymi stykowymi son-dami przedmiotowymi, takimi jakRMP40 albo RMP600, które mo˝nadobieraç dla spe∏nienia wymagaƒzastosowania konkretnego u˝yt-kownika.
Nowy system RMI-Q jest wyko-rzystywany tak˝e do uaktywnianiastykowej sondy przedmiotowej lubsondy do ustawiania narz´dzi orazprzedstawia wizualne wskazanieaktywnego urzàdzenia. Podobnie jaksystem do ustawiania narz´dzi RTS,wykorzystuje on technik´ transmisjiradiowej sygna∏u sondy z sekwen-cyjnà zmianà cz´stotliwoÊci (FHSS)w paÊmie 2,4 GHz, zgodnà z re-gulacjami prawnymi dotyczàcymi
transmisji radiowej na ca∏ymÊwiecie.
System ten nadaje si´ do zasto-sowaƒ z przeszkodami toru optycz-nego pomi´dzy sondà i odbiorni-kiem. Jego zasi´g wynosi do 15 m,co powoduje, ˝e nadaje si´ szcze-gólnie do stosowania na du˝ychobrabiarkach. RMI-Q jest wyposa-˝ony we wszystkie funkcje spraw-dzonego w praktyce interfejsu RMIfirmy Renishaw. Ma te˝ funkcje do-datkowe, w tym mi´dzy innymi mo˝-liwoÊç nawiàzywania wspó∏pracy zewszystkimi wymaganymi sondamiza poÊrednictwem prostego makro-programu.
Podczas procesu obróbki, precyzjawymiarów zale˝y od wielu czynni-ków, w tym odchy∏ek w wymiarachnarz´dzia, bicia narz´dzia/obsadyi uszkodzenia narz´dzia. Nowa sty-kowa sonda RTS firmy Renishawmo˝e kompensowaç zmiennoÊcipodczas procesu obróbki i automa-tycznie aktualizowaç uk∏ad sterowa-nia, aby uwzgl´dniç aktualne efek-ty, takie jak zu˝ycie narz´dzia. Umo˝-liwia tak˝e automatyczne zatrzyma-nie obróbki w przypadku wykryciauszkodzonego narz´dzia.
Nowa stykowa sonda RTS doustawiania narz´dzi, to wytrzyma∏e,miniaturowe i bezprzewodowe urzà-dzenie, które nie ogranicza prze-mieszczeƒ sto∏u. Sygna∏y z sondy sàprzesy∏ane w transmisji radiowej, copowoduje, ˝e nadaje si´ i do sto-sowania na obrabiarkach o ró˝nychwymiarach, gdzie niezak∏ócony toroptyczny mo˝e stanowiç problem,oraz w przypadku maszyn z dwiemapaletami lub ze sto∏ami obrotowymi,w których instalowanie przewodo-wych systemów ustawiania narz´dzistanowi∏o problem.
Sonda RTS, zasilana dwiemabateriami AA, mo˝e byç u˝ytkowa-na razem z maksymalnie trzemainnymi sondami radiowymi, wspó∏-pracujàcymi z nowym interfej-sem RMI-Q.
System RMI-Q – mo˝liwoÊç ustawiania wielu narz´dzi

12 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Wydajnà alternatywà dla r´czne-go st´piania ostrych kraw´dzi jestmechaniczne profilowanie kraw´dzi(MEP – Mechanical Edge Profiling).W procesie MEP nieakceptowalnekraw´dzie eliminuje si´ za pomocàspecjalnego narz´dzia i obrabiarekstosowanych do obróbki elementów.MEP oferuje liczne korzyÊci. Umo˝-liwia dok∏adne zdefiniowanie osta-tecznego kszta∏tu kraw´dzi i zaprogra-mowanie go w systemie CAM ob-rabiarki, co zapewnia maksymalnàpowtarzalnoÊç. Redukuje ∏àczny czasprodukcji, poniewa˝ eliminuje ko-niecznoÊç wyjmowania i ponowne-go mocowania cz´Êci w obrabiarce,jak równie˝ niespójnoÊci monta˝ui konfiguracji. W zwiàzku z tym,obecnie producenci narz´dzi skra-wajàcych tworzà nowe, wydajne na-rz´dzia podnoszàce korzyÊci proce-su MEP.
Podstawowi kandydacido procesu MEP
Zwa˝ywszy na rosnàce, rygorys-tyczne wymagania przemys∏u lotni-czego dotyczàce spójnoÊci i dok∏ad-noÊci cz´Êci, do stosowania proce-sów MEP idealnie nadajà si´ ele-menty samolotów odrzutowych.
Na przyk∏ad, elementy lotniczychsilników turbinowych sà dzieloneogólnie na obrotowe i nieobrotowe.Procesy MEP nieobrotowych ele-mentów silników, takich jak b´bnyi obudowy, obejmujà zazwyczajstandardowe fazowanie i obróbk´kraw´dzi przy u˝yciu narz´dzi sto-sowanych do obróbki cz´Êci.
W przypadku najwa˝niejszychelementów obrotowych, takich jakwentylator i tarcze spr´˝arek, kliencistosujà znacznie wy˝sze standardyi wymagajà ca∏kowitej eliminacji
niedoskona∏oÊci powierzchni. Po-wierzchnie przechodzà zazwyczajproces testowania i certyfikacji w la-boratoriach. Producenci narz´dzistworzyli specjalistyczne narz´dziaMEP do usuwania zadziorów z tegotypu elementów, cechujàce si´ wy-sokà dok∏adnoÊcià, pe∏nà powta-rzalnoÊcià i mo˝liwoÊciami dostoso-wania.
Rozwój narz´dzi MEPStandardowe narz´dzia do usu-
wania zadziorów i profilowania, np.stosowane dla elementów nieobro-towych, obejmujà powlekane, fazu-jàce frezy walcowo-czo∏owe z w´g-lików spiekanych o kraw´dziachskrawajàcych 45° i 60°, jak równie˝narz´dzia wykorzystujàce p∏ytki wy-mienne do zapewnienia fazowaniapod kàtem 45° i 60°.
W przypadku najwa˝niejszych za-stosowaƒ, producenci narz´dzi ofe-rujà narz´dzia przeznaczone spec-jalnie do profilowania kraw´dzi i usu-wania zadziorów na wlocie i wylocieotworów. Niektóre narz´dzia ∏àczà temo˝liwoÊci i mogà usuwaç zadzioryz obu kraƒców.
Te niestandardowe narz´dziacz´sto cechujà si´ z∏o˝onymi geo-metriami skrawania. Najbardziej za-awansowane majà kraw´dzie, którewytwarzajà fazy o kraw´dzi promie-niowej, z kàtami przystawienia, którezapobiegajà tworzeniu zadziorówwtórnych.
Tworzenie wyspecjalizowanychnarz´dzi wykracza poza same kra-w´dzie skrawajàce.
W przypadku profilowania zadzio-rów i kraw´dzi na wejÊciu otworulub te˝ powierzchni górnej elementu,badania pokazujà, ˝e po∏àczenie pra-wego ostrza z prawà spiralà cechujesi´ najwy˝szà wydajnoÊcià, poniewa˝umo˝liwia usuwanie skrawanegomateria∏u z cz´Êci. Z drugiej strony,w przypadku zadziorów na wyjÊciuna dolnej powierzchni cz´Êci najlepiejsprawdza si´ prawe ostrze ze spiralàlewoskr´tnà, równie˝ dlatego, ˝e takakonfiguracja odprowadza wióry z dalaod elementu.
Analizy innych zastosowaƒ poka-zujà, ˝e narz´dzia MEP zaprojekto-wane do usuwania zadziorów z po-wierzchni górnych lub wejÊcia otwo-ru charakteryzujà si´ wy˝szà trwa-∏oÊcià ni˝ narz´dzia do usuwaniazadziorów z powierzchni dolnych lub
MEP – zat´pianie ostrych kraw´dziprzy produkcji lotniczej
Producenci przy obróbce elementów wykorzystujà operacje toczenia, frezowania i wiercenia. Jednak te procesymogà prowadziç do powstawania zadziorów i niepo˝àdanych ostrych kraw´dzi na brzegach elementów.Kraw´dzie te mogà powodowaç od∏amywanie materia∏u podczas u˝ytkowania cz´Êci i ich os∏abienie, a tak˝estanowiç zagro˝enie dla operatorów. Ze wzgl´du na te negatywne aspekty wielu u˝ytkowników koƒcowychuznaje zadziory i bardzo ostre kraw´dzie za powód do odrzucenia cz´Êci dostarczanych przez dostawców.Tradycyjnie producenci usuwajà zadziory i ostre kraw´dzie przy u˝yciu szlifierek r´cznych i innych procesówmanualnych. Metody takie sà powolne i wymagajà wyj´cia cz´Êci z obrabiarki i ponownego jej monta˝u post´pieniu ostrych kraw´dzi lub fazowaniu. Operacje te, nawet w przypadku wykonywania przez wyszkolonychpracowników, nie zapewniajà wystarczajàcej spójnoÊci pomi´dzy cz´Êciami.
Standardowe narz´dzia do usuwaniazadziorów i profilowania wykonanez w´glików spiekanych, takie jak wy-produkowane przez firm´ Seco, sà sto-sowane do elementów nieobrotowychi cz´sto cechujà si´ kraw´dziami skra-wajàcymi 45° i 60°
Producenci narz´dzi, tacy jak firma Seco,tworzà specjalne narz´dzia do profilo-wania kraw´dzi i usuwania zadziorów nawlotach lub wylotach otworów w naj-wa˝niejszych komponentach

13ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
wyjÊç otworów. Wynika to z faktu,˝e narz´dzia do usuwania zadzio-rów zaprojektowane do si´ganiaprzez cz´Êç do wylotu otworu sà z za-∏o˝enia d∏u˝sze i cieƒsze ni˝ narz´-dzia stworzone z myÊlà o pracy tylkoz jednej strony otworu. D∏u˝sze na-rz´dzia o mniejszej Êrednicy sà bar-dziej podatne na niestabilnoÊç i wib-racj´, co mo˝e prowadziç do krusze-nia lub ∏amania narz´dzi w´gliko-wych. W wyniku tego wi´kszoÊç war-sztatów decyduje si´ na zastosowa-nie osobnych narz´dzi do usuwaniazadziorów z poszczególnych stronotworów, zamiast jednego narz´dziado obu tych celów.
D∏u˝sze narz´dzia o mniejszej Êred-nicy wymagajà tak˝e wi´kszej uwagiprzy wyborze parametrów skrawa-nia. Krótkie, mocne narz´dzie mo˝epracowaç z wy˝szà pr´dkoÊcià bezwibracji i innych problemów. Ró˝nicepowoduje te˝ geometria i charak-terystyka cz´Êci.
W przypadku stabilnych warun-ków skrawania oraz p∏ynnych, nie-przerwanych ruchów mo˝na stoso-waç bardziej agresywne parametryskrawania. Z drugiej strony, elementycz´Êci takie, jak otwory dost´powe,które przerywajà Êcie˝ki skrawaniaMEP, wymagajà zastosowania bar-dziej zachowawczych parametrów,które minimalizujà zu˝ycie narz´-dzia i zapobiegajà przedwczesnymawariom.
W ramach nieustajàcego udosko-nalania narz´dzi MEP tworzone sànarz´dzia, które jednoczeÊnie obra-biajà cz´Êç i usuwajà z niej zadziory.Na przyk∏ad, kraw´dê skrawajàcaMEP mo˝e znajdowaç si´ na szczyciefrezu walcowo-czo∏owego, co poz-wala na równoczesnà obróbk´ Êred-nicy otworu i usuwanie zadziorówz jego kraw´dzi wejÊciowych.
Wyzwania zwiàzanez materia∏ami
Wiele materia∏ów stosowanychw przemyÊle lotniczym stawia do-datkowe wymagania dotyczàce usu-wania zadziorów i fazowania ostrychkraw´dzi ze wzgl´du na charakte-rystyk´ obróbki.
Na przyk∏ad, stopy niklowe stoso-wane w elementach silników cechujàsi´ ciàgliwoÊcià i s∏abà przewod-noÊcià cieplnà. W zwiàzku z tymciep∏o wytwarzane w procesach skra-wania jest absorbowane przez na-
rz´dzie skrawajàce, obni˝ajàc jegotrwa∏oÊç.
W zwiàzku z tym podczas definio-wania metalurgii i geometrii narz´-dzia producenci narz´dzi dà˝à dorównowagi mi´dzy ostroÊcià i wytrzy-ma∏oÊcià kraw´dzi. Pod∏o˝e z twar-dych w´glików mo˝e cechowaç si´dobrà odpornoÊcià na zu˝ycie ter-miczne i Êcieranie, ale brak mu od-pornoÊci na uderzenia, cechujàcejpod∏o˝e z dodatkiem kobaltu lubinnego materia∏u stopowego, którypodnosi jego ciàgliwoÊç. Podob-nie, niezwykle ostra kraw´dê skra-wajàca mo˝e byç podatna na od∏a-mywanie znacznie bardziej ni˝ ele-menty o kraw´dziach zaokràglo-nych. Producenci narz´dzi regulujàtak˝e kàty natarcia i linii Êrubowejoraz pow∏oki narz´dzi w celu uzys-kania najlepszych rezultatów w ob-róbce okreÊlonych materia∏ów.
WielkoÊç narz´dziaW przypadku obróbki du˝ych
otworów i kraw´dzi producenci na-rz´dzi mogà projektowaç narz´dziao dowolnej wielkoÊci, dla którychdostawcy mogà zapewniç pó∏wyróbo odpowiedniej wielkoÊci. Istniejàjednak ograniczenia dotyczàce mniej-szych elementów. Obecnie najmniej-szy promieƒ obróbki wynosi 0,2 mmz proporcjonalnie mniejszymi poczàt-kowymi i koƒcowymi kàtami przy-stawienia.
Niestandardowe narz´dzia MEPcechujà si´ konkretnymi promie-niami, fazami, kàtami i kombinacja-mi tych cech. Narz´dzia te majà za-zwyczaj kszta∏t walcowo-czo∏owy.Jednak˝e dost´pne sà tak˝e narz´dziaz pe∏nym promieniem i kuliste,umo˝liwiajàce profilowanie elemen-tów, których kontury ograniczajà za-stosowanie narz´dzi MEP o walcowo--czo∏owych kszta∏tach.
W przypadku monta˝u w obra-biarce pi´cioosiowej narz´dzia teumo˝liwiajà skanowanie komplek-sowych profili cz´Êci i tworzeniepromieni na d∏ugich, konturowanychkraw´dziach.
Procesy MEP w praktyceW celu osiàgni´cia maksymalnej
dok∏adnoÊci i spójnoÊci oraz ograni-czenia czasu poÊwi´canego na prze-noszenie cz´Êci mi´dzy obrabiarka-mi, producenci wykonujà zazwyczajprocesy MEP w ramach w∏aÊciwejoperacji obróbki cz´Êci.
Usuwanie zadziorów nast´pujezazwyczaj po zakoƒczeniu wszyst-kich operacji obróbki. Program CAMprogramuje narz´dzia MEP na usu-ni´cie zadziorów ze wszystkich otwo-rów oraz za∏amanie ostrych kraw´dzi.Niektóre narz´dzia MEP umo˝liwiajàusuwanie zadziorów z szerokiej gamyotworów, a cz´Êç narz´dzi profilu-jàcych mo˝na stosowaç w trzechlub czterech ró˝nych lokalizacjachi miejscach, takich jak dolna cz´Êçotworu oraz dolna kraw´dê konturumuszelkowego.
W celu zapewnienia, ˝e profilo-wanie kraw´dzi zachodzi w odpo-wiednim miejscu i we w∏aÊciwymstopniu, przed rozpocz´ciem operacjiMEP nale˝y zdefiniowaç lub zmie-rzyç otwór lub element. W przypadkubardzo niewielkich tolerancji cz´Êcilokalizacja cz´Êci jest dobrze zde-finiowana, co mo˝e eliminowaç ko-niecznoÊç prowadzenia pomiaróww trakcie procesów. Jednak˝e w przy-padku szerokich tolerancji koniecznejest przeprowadzenie pomiarów poobróbce wst´pnej w celu okreÊleniapo∏o˝enia kraw´dzi lub fragmentuwymagajàcego profilowania.
Dodatkowo konieczne jest prze-prowadzenie pomiaru i zlokalizowa-nie samego narz´dzia w celu zapew-nienia poprawnego profilowaniacz´Êci. Narz´dzia cechujà si´ ma∏y-mi promieniami (praktycznie niemie-rzalnymi), w zwiàzku z czym d∏ugoÊçnarz´dzia jest definiowana w prog-ramie CAM. Operator mo˝e potwier-dziç d∏ugoÊç narz´dzia poza obra-biarkà przy u˝yciu presettera lub naobrabiarce przy u˝yciu sondy lase-rowej lub dotykowej. Pr´dkoÊç po-suwu jest obliczana wzgl´dem zmie-rzonych wymiarów elementów cz´Êcii narz´dzia. Najbardziej zaawanso-wane, niestandardowe narz´dzia dousuwania zadziorów sà mierzoneca∏kowicie przez producentów z tole-rancjà do 40 mikronów na ca∏ymprofilu, z uwzgl´dnieniem bicia.
Operacje st´piania ostrych kra-w´dzi i fazowania nale˝y traktowaçjako etap wykaƒczajàcy, skoncen-trowany na zapewnieniu jakoÊci.WydajnoÊç jest zawsze wa˝na, alezw∏aszcza w przypadku elementówdla przemys∏u lotniczego wartychsetki tysi´cy euro, koncentracja nawydajnoÊci mo˝e mieç negatywnei kosztowne konsekwencje. Kluczowajest spójnoÊç, niezawodnoÊç i eli-minacja odpadów.

14 ROK WYD. LXXIII � ZESZYT 12/2014
SECO TOOLS POLAND Sp. z o.o.ul. Naukowa 1, 02-463 Warszawatel. +48 22 637-53-83fax +48 22 637-53-84mob. +48 [email protected]/pl
PROBLEMY • NOWOÂCI • INFORMACJE
WnioskiElementy o ostrych kraw´dziach
i zadziorach wykraczajàcych pozaspecyfikacje sà coraz cz´Êciej uwa-˝ane za drogi z∏om. PodejÊcie to jest
widoczne szczególnie w bran˝y lot-niczej, ale zdobywa popularnoÊçtak˝e w bran˝y medycznej, energe-tycznej i innych. Producenci potrze-bujà metody usuwania zadziorówz komponentów i profilowania kra-w´dzi cz´Êci, która charakteryzujesi´ spójnoÊcià, mo˝liwoÊcià doku-mentowania i op∏acalnoÊcià. Proce-sy mechanicznego profilowania kra-w´dzi (MEP) spe∏niajà te potrzeby,zast´pujàc operacje r´czne, którezawsze charakteryzujà si´ niespój-noÊcià i wysokimi kosztami pracy,konfiguracji i obs∏ugi cz´Êci. Nie-którzy u˝ytkownicy zakazali ju˝ sto-sowania r´cznego usuwania zadzio-rów, poniewa˝ nie pozwala ono nadokumentowanie i certyfikacj´.
Najbardziej wydajne i op∏acalneprocesy MEP powsta∏y w wynikupo∏àczenia projektowania in˝ynier-skiego i doÊwiadczenia praktyczne-go. Producenci narz´dzi, którzy sàw stanie zaoferowaç takie kompletnerozwiàzanie, pomagajà w uspraw-nieniu procesów bran˝y lotniczej(oraz podobnych procesów w innychkrytycznych bran˝ach) oraz osiàga-niu wy˝szych poziomów jakoÊci i pro-duktywnoÊci.
MEP w dzia∏aniuProcesy mechanicznego profilo-
wania kraw´dzi zapewniajà produ-centom korzyÊci w ró˝nych zastoso-waniach.
W jednym z przyk∏adów produ-cent wytwarza∏ element ze stali nie-rdzewnej 303 na obrabiarce dwu-wrzecionowej. W miar´ wzrostu wo-lumenu cz´Êci i wielkoÊci serii ros∏ytak˝e wymagania zwiàzane z pro-duktywnoÊcià. Operacje nie by∏yzrównowa˝one i zajmowa∏y wieleczasu, 90 procent obróbki nast´po-wa∏o na wrzecionie g∏ównym, a pro-ces wymaga∏ r´cznego usuwaniazadziorów w dolnej partii cz´Êci,powodujàc koniecznoÊç dodatkowe-go konfigurowania. Zastosowanie
przez producenta specjalistycznegonarz´dzia MEP z w´glików spieka-nych na wrzecionie dodatkowymobrabiarki umo˝liwi∏o równoczesneprofilowanie obu stron otworów naÊruby w ko∏nierzu elementu. Zrówno-wa˝y∏o to wykorzystanie obu wrze-cion i skróci∏o czas cyklu. Zastoso-wanie narz´dzia MEP wyeliminowa∏otak˝e koniecznoÊç r´cznego usuwa-nia zadziorów oraz powiàzanà z nimdodatkowà konfiguracj´ i praco-ch∏onnoÊç.
Inny przypadek obejmowa∏ wybórpomi´dzy fazowanà (p∏askà) obrób-kà kraw´dzi oraz kraw´dzià promie-niowà (zaokràglonà). Niektóre cz´Êcinie charakteryzujà si´ konkretnymiwymaganiami, w zwiàzku z czym kra-w´dzie mo˝na wytwarzaç przy u˝y-ciu ró˝nych narz´dzi. Jednak˝e jedenz producentów przekona∏ si´, ˝e za-stosowanie promienia zamiast fazywyd∏u˝y∏o trzykrotnie trwa∏oÊç cz´Êciw porównaniu z cz´Êciami fazowa-nymi. Teoretycznie drobna zmiananarz´dzia znacznie podnios∏a jakoÊçcz´Êci.
Z kolei operacja produkcji tarczywentylatora ze stopu TiAl-4V stano-wi doskona∏y przyk∏ad zastosowanianarz´dzia do konturowania MEP.Producent obrabia∏ tarcze przy u˝y-ciu w´glikowych no˝y kszta∏towychw uchwycie krzywkowym. Prowadzi∏oto do niskiej jakoÊci wykoƒczeniapowierzchni w losowych miejscachwokó∏ tarczy i otworu, problem tenby∏ niespójny i ró˝ni∏ si´ stopniemi cz´stotliwoÊcià. Producent zasto-sowa∏ powlekany frez z w´glikówspiekanych o Êrednicy 10 mm, 10-z´-bowy z ostrzem centralnym kulistyo prawoskr´tnej powierzchni Êru-bowej 30°. Narz´dzie wyelimino-wa∏o problemy z wykoƒczeniempowierzchni oraz umo˝liwi∏o znacz-nie szybsze wykaƒczanie obu strontarczy.
Teun van Asten, Seco ToolsJan Willem van Iperen, Seco Tools
W procesie MEP, uznawanym obecnieza operacj´ wykaƒczajàcà, wykorzystujesi´ program CAM, który programujenarz´dzia na usuni´cie zadziorów zewszystkich otworów oraz za∏amanieostrych kraw´dzi; niektóre narz´dziaMEP mogà byç stosowane w trzech lubczterech ró˝nych lokalizacjach lub frag-mentach tej samej cz´Êci

15ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Firma DuPont wprowadzi∏a narynek nowe rozwiàzanie – tkanin´o nazwie Nomex® MHP. Jest tonowa generacja tkanin chronià-cych przed wysokà temperaturà,p∏omieniem, skutkami dzia∏ania∏uku elektrycznego i drobnymirozpryskami stopionego metalu dozastosowania w warunkach prze-mys∏owych.
Nomex® MHP zaprojektowanow zwiàzku z rosnàcym zapotrze-bowaniem rynku na wygodny,„oddychajàcy” i trwa∏y materia∏,który zapewnia wysoki poziomochrony przed wieloma zagro-˝eniami wyst´pujàcymi w wa-runkach przemys∏owych. Tkani-na Nomex® MHP, sk∏adajàca si´z mieszanki w∏ókien, jest lekka
i przepuszcza powietrze dzi´kiu˝yciu w∏ókna Nomex®, a trwa∏oÊçi wytrzyma∏oÊç nadaje jej w∏óknoDuPont™Kevlar®.
Tkanina Nomex® MHP zosta∏aopracowana z myÊlà o pracow-nikach. Ma ona wiele cech, któres∏u˝à zapewnieniu bardziej pro-fesjonalnego wyglàdu i komfortupracy. Standardowe testy przepro-wadzone przez Francuski Insty-tut Wyrobów Tekstylnych i Odzie-˝owych wykaza∏y, ˝e tkaninaNomex® MHP jest bardziej mi´kkai g∏adka w dotyku w porówna-niu z bawe∏nà uniepalnionài mieszankami w∏ókien modakry-lowych. Tkanina jest elastyczna, coz kolei zapobiega powstawaniuzagnieceƒ.
Materia∏ Nomex® MHP wch∏a-nia wilgoç i schnie szybciej ni˝ ba-we∏na uniepalniona. Dodatkowojest lekki, co zapewnia pracow-nikom komfort w trakcie pracy.Mniej si´ kurczy w porównaniu
Nomex® MHP– wielofunkcyjna tkanina ochronna nowej generacji

16 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Pakiety Autodesk Design Suite2015 obejmujàce narz´dzia docyfrowego prototypowania sà ju˝dost´pne w polskiej wersji j´zy-kowej. Najnowsze wersje Auto-desk Product Design Suite (PrDS),Autodesk Factory Design Suite(FDS), a tak˝e rozwiàzania do za-rzàdzania danymi projektowymioraz przeprowadzania symulacjizosta∏y ulepszone pod wzgl´demzwi´kszenia wydajnoÊci pracy,a tym samym osiàgni´cia nowychstandardów w zakresie projekto-wania i tworzenia dokumentacji.
„Dostosowanie rozwiàzaƒ in˝y-nierskich do potrzeb biznesowychfirm produkcyjnych i uzyskaniekorzyÊci praktycznie od pierwsze-go dnia – to g∏ówne potrzebyklientów wykorzystujàcych roz-wiàzania Autodesk do cyfrowegoprototypowania. Nasze najnowszekompleksowe portfolio dla prze-mys∏u dost´pne jest ju˝ w j´zykupolskim” – mówi Andrzej Poçwierz,mened˝er ds. rozwiàzaƒ Autodeskdla przemys∏u.
Portfolio rozwiàzaƒ Autodesk2015 dla przemys∏u jest zinteg-rowane z us∏ugami w chmurzeAutodesk 360, dzi´ki czemu nie-które symulacje czy wizualizacje
mogà byç wykonywane du˝oszybciej, za pomocà jednego klik-ni´cia, zarówno na komputerachstacjonarnych, jak i przez urzàdze-nia przenoÊne. Dodatkowo firmyz bran˝y produkcyjnej zyskujà∏atwy dost´p do nowej us∏ugiw chmurze, jakà jest Process Analy-sis 360, pozwalajàcej in˝ynieromi projektantom systemów mode-lowaç, analizowaç i optymalizowaçprocesy produkcyjne. Owa dost´p-noÊç – w powiàzaniu z innymiulepszeniami i rozszerzeniami –eliminuje „bariery wejÊcia”, umo˝-liwiajàc ka˝demu projektowaniei konstruowanie lepszych pro-duktów.
In˝ynierowie dzia∏ajàcy w ró˝-nych sektorach przemys∏u majàmo˝liwoÊç wyboru pakietów w do-stosowanych do swoich potrzebwersjach – Standard (tylko FDS),Ultimate oraz Premium (FDSi PrDS). Oba pakiety zawierajà ulep-szonà wersj´ Autodesk Inventor,która wprowadza nowe dodatkido Êrodowiska modelowania 3Doraz narz´dzia do bezpoÊredniejedycji i modelowania, tworzeniapowierzchni swobodnych i szyb-szych sposobów na modyfikowaniei tworzenie szkiców.
Najnowsze narz´dzia Autodesk dla przemys∏udost´pne po polsku
z bawe∏nà uniepalnionà i aktual-nie dost´pnymi mieszankamiw∏ókien modakrylowych, co po-woduje lepsze dopasowanie ubra-nia, a tym samym zapewnia pra-cownikom wygod´ i profesjonalnywyglàd.
Oprócz przeprowadzonych ba-daƒ u˝ytkowych, ubrania wyko-nane z tkaniny Nomex® MHPzosta∏y przetestowane z wyko-rzystaniem Thermo-Man® firmyDuPont, jednego z najbardziejzaawansowanych na Êwiecie urzà-dzeƒ do oceny stopnia oparzeƒ.Wyniki wskazujà, ˝e Nomex® MHPzapewnia u˝ytkownikowi wyjàt-kowy poziom ochrony, zwa˝ywszy˝e procentowy zakres oparzeƒ przy3-, 4- i 5-sekundowym dzia∏aniup∏omieni jest bardzo niski.
Ubrania zawierajàce w∏óknoNomex® sà opatrzone czerwonàlub pomaraƒczowà wszywkàNomex®. Czerwona metka ozna-cza, ˝e odzie˝ oferuje ochron´przed wysokà temperaturà, p∏o-mieniem i skutkami dzia∏ania ∏ukuelektrycznego. Ubranie jest przytym wyjàtkowo trwa∏e i lekkie.
Pomaraƒczowa metka Nomex®,identyfikujàca odzie˝ wykona-nà z tkaniny Nomex® MHP, ozna-cza, ˝e ubranie oferuje ulepszo-nà ochron´, trwa∏oÊç i komfortwzgl´dem bawe∏ny uniepalnio-nej oraz mieszanek w∏ókienmodakrylowych. Odzie˝ opatrzonapomaraƒczowà metkà Nomex®
zapewnia dobrà ochron´ przed
wysokà temperaturà oraz p∏omie-niem i jest wykonana z opraco-wanej mieszanki w∏ókien Nomex®
i innych materia∏ów.
Dodatkowe informacje o tkaninieNomex® MHP i w∏óknie Nomex® sàdost´pne na stronie internetowejwww.nomex.co.uk/solutions.

17ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Rozwiàzania Autodesk do cyf-rowego prototypowania sà wyko-rzystywane przez polskich produ-centów reprezentujàcych ró˝nega∏´zie przemys∏u.
Autodesk Product DesignSuite – co nowego?
Pakiet Autodesk Product DesignSuite w wersji 2015 zawiera ulep-szonà wersj´ Autodesk Inventororaz nowe narz´dzia znaczàcou∏atwiajàce modelowanie i wizua-lizacj´ 3D. Narz´dzia do bezpo-Êredniej edycji, modelowania swo-bodnego (rys. 1), tworzenia po-wierzchni swobodnych i szyb-szych sposobów na modyfikowa-nie i tworzenie szkicu, usprawnia-jà proces projektowania i zwi´k-szajà wydajnoÊç pracy zarównodla nowych, jak i zaawansowanychu˝ytkowników.
Interaktywne samouczki do naukiInventora zosta∏y zaktualizowane(rys. 2). Uczà podstawowych ope-racji na szkicach i cz´Êciach oraz
zespo∏ach i rysunkach. Samouczkiumo˝liwiajà nowym u˝ytkownikomwykonanie pe∏nego procesu pro-jektowego od poczàtku do koƒcai Êledzenie post´pów w nauce.
Autodesk Factory DesignSuite – co nowego?
Pakiet Autodesk Factory DesignSuite 2015 umo˝liwia ∏atwiejszeprzechodzenie z dwuwymiarowychrysunków w AutoCAD do trójwy-miarowych projektów zak∏adówprodukcyjnych. Nowe funkcje obej-mujà równie˝ u∏atwione wykorzys-tanie klasycznych procesów pro-jektowych, obs∏ug´ chmur punk-tów do uchwycenia bie˝àcegostanu zak∏adu, rozszerzone wyko-rzystanie danych Factory Designoraz ulepszenia aplikacji FactoryDesign Mobile.Fot. 1
Fot. 2

18 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Asortyment wyrobów Hiaba obejmuje:– ˚urawie ogólnego stosowania HIAB– Urzàdzenia do wymiany nadwozi MULTILIFT– Wózki wid∏owe podwieszane do pojazdów
MOFFETT i PRINCETON PIGGYBACK®
– Burty za∏adunkowe ZEPRO, AMA, WALTCOi FOCOLIFT
– ˚urawie leÊne i recyklingowe LOGLIFT i JON-SERED
Hiab posiada zak∏ady produkcyjne w 11 krajach orazorganizacje handlowe i przedstawicielstwa w 34 kra-jach i ma ponad 100 niezale˝nych partnerów dys-trybucyjnych na ca∏ym Êwiecie.
Nowoczesna fabryka Hiab w PolsceHiab, cz´Êç firmy Cargotec, jest Êwiatowym liderem rynku w dziedzinie rozwiàzaƒ za∏adun-kowych do monta˝u na podwoziach samochodów ci´˝arowych, oferujàcym kompletnyasortyment wyrobów do za∏adunku i dostaw towarów.
Zak∏ad monta˝owy Hiab w Stargardzie Szczeciƒskim
23 wrzeÊnia br. Hiab Êwi´towa∏ oficjalne otwarciezak∏adu monta˝owego (MAU) w Stargardzie Szcze-ciƒskim. Ceremonia otwarcia nowej fabryki Hiabzbieg∏a si´ w czasie z 70. rocznicà za∏o˝enia firmy przezszwedzkiego producenta nart Erica Sundina, któregorozwiàzanie – Hiab Method zrewolucjonizowa∏o bran-˝´ prze∏adunku towarów. Uroczyste otwarcie nowejfabryki sta∏o si´ okazjà do zaprezentowania inno-wacyjnego procesu ochrony przed korozjà o nazwienDuranceTM, który b´dzie stosowany w nowym za-k∏adzie.
nDuranceTM jest przyjaznym dla Êrodowiska pro-cesem obróbki wst´pnej i malowania, wykorzystu-jàcym rozwiàzania nanotechnologiczne i malowanieelektroforetyczne. Proces zapewnia trójwarstwowàochron´ przed korozjà i trudnymi warunkami pracy.Nie wykorzystuje si´ w nim fosforanów i metali ci´˝-
kich, a iloÊç powstajàcych odpadów jest niewielka.Metoda nDuranceTM pozwala zminimalizowaç zu˝y-cie wody i energii oraz przyczynia si´ do zwi´ksze-nia trwa∏oÊci urzàdzeƒ, w których produkcji zosta∏azastosowana.
W skrócie proces nDuranceTMj przebiega nast´pu-jàco:
1. Pierwszym krokiem w procesie jest obróbkawst´pna i na∏o˝enie pierwszej warstwy zabezpie-czajàcej przed korozjà. W zbiorniku zanurzeniowymnak∏adana jest cienka, pozbawiona chromu warstwananoceramiczna chroniàca ca∏à powierzchni´, wraz
z zag∏´bieniami i trudno dost´p-nymi miejscami.
2. Kolejny krok to na∏o˝eniewarstwy lakieru polimerowegoprzy u˝yciu nowoczesnej techno-logii malowania elektroforetycz-nego. Technika ta nie pozosta-wia zacieków i zwi´ksza gruboÊçwarstwy na kraw´dziach naweto 100 proc. w porównaniu ze stan-dardowymi sposobami malowaniaelektroforetycznego.
3. Ostatni etap stanowi malowa-nie proszkowe. Po wygrzaniu farbaproszkowa tworzy twardà i wytrzy-ma∏à pow∏ok´ zapewniajàcà dos-kona∏à ochron´ i ma w∏aÊciwoÊcimechaniczne umo˝liwiajàce prac´w trudnych warunkach.

19ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Po zakoƒczeniu procesu nDuranceTM wszystkiecz´Êci sà dok∏adnie sprawdzane przed ich wykorzys-taniem do produkcji ˝urawi. Zgodnie z w∏asnymi stan-dardami firma Hiab regularnie przeprowadza testyw niezale˝nym laboratorium potwierdzajàce odpor-noÊç na korozj´, przyleganie i przenikanie.
W celu utrzymania pozycji lidera w zakresie urzà-dzeƒ do obs∏ugi ∏adunków Hiab systematycznie in-westuje w badania i rozwój. W programie badaw-czym zapoczàtkowanym w 2013 r. partnerami akade-mickimi badaƒ sà Zachodniopomorski UniwersytetTechnologiczny w Szczecinie oraz Politechnika Âlàska.Projekt otrzyma∏ dofinansowanie z Unii Europejskiejw wysokoÊci 1,4 mln euro w ramach programu In-dustrial and Academy Partnerships.
Dla firmy Hiab projekt ten wpisuje si´ w planywspierania kreatywnoÊci i innowacyjnego rozwojuproduktów. Aby pozostaç w czo∏ówce technologicz-nego wyÊcigu Hiab ciàgle inwestuje w badania rynku,analiz´ porównawczà klientów oraz innowacyjne pla-nowanie strategiczne. Zadaniem centrum badawczo--rozwojowego budowanego w Hudiksvall (Szwecja)
ma byç zapewnienie jeszcze szerszych i dok∏adniej-szych badaƒ oraz testów technologicznych, a tak˝eszybsze wprowadzanie innowacyjnych technologii narynek.
Obecne badania Hiab, prowadzone we wspó∏pracyz partnerami akademickimi, dotyczà urzàdzeƒ do ob-s∏ugi ∏adunków, a zw∏aszcza poprawy bezpieczeƒstwai wydajnoÊci sprz´tu. Ponadto zespó∏ badawczy zajmujesi´ rozwojem strategii projektowych, które wykorzys-tujà zaawansowane, lekkie materia∏y do budowy urzà-dzeƒ obs∏ugujàcych ∏adunki, w celu zmniejszenia ichmasy oraz zu˝ycia paliwa.
Zapoczàtkowany zaledwie rok temu projekt, zgodniez opinià Hiab, ju˝ przynosi efekty. Uda∏o si´ ju˝ znacz-nie skróciç czas i zmniejszyç koszty opracowywanianowych produktów. Zwi´kszy∏a si´ tak˝e efektywnoÊçw zakresie testowania prototypów i zaawansowanychsymulacji.
W 2015 roku Hiab zamierza przeszkoliç zespó∏ dospraw badaƒ i rozwoju w zakresie nowych technologii.
èród∏o i fot.: Materia∏y firmy Hiab
Firma Hiab dzia∏a od lat 70. Czyod poczàtku specjalizowa∏a si´w produkcji urzàdzeƒ do obs∏ugi∏adunków?
– Ka˝da z pi´ciu grup wyrobówposiada w∏asnà histori´ si´ga-jàcà g∏´boko w fiƒski i szwedzkiprzemys∏ maszynowy, do lat 40.XX wieku, kiedy to zapoczàtkowa-no produkcj´ ˝urawi za∏adunko-wych Hiab oraz urzàdzeƒ do wy-miany nadwozi MULTILIFT. Naprzestrzeni dziesi´cioleci nabytoi wcielono do grupy wiele firmprowadzàcych dzia∏alnoÊç w za-kresie obs∏ugi ∏adunków.
Czy Hiab jest w stanie zaopat-rzyç wszystkie bran˝e w urzà-dzenia do za∏adunku i roz∏adunkutowarów?
– Produkujemy szeroki zakres˝urawi: od ma∏ych, po bardzodu˝e. ˚urawie sà montowane naci´˝arówkach i mogà s∏u˝yç doobs∏ugi ró˝norodnych ∏adunków.Nasz asortyment obejmuje ˝ura-wie cargo Hiab i recyklingoweJONSERED, ˝urawie leÊne LOG-LIFT, podwieszane wózki wid∏o-we MOFFETT oraz urzàdzenia dowymiany nadwozi MULTILIFT, jak
zapotrzebowanie, produkcja b´dziezwi´kszana.
Co zadecydowa∏o o lokalizacjimonta˝u dêwigów w Polsce?
– Jednym z powodów jest dà˝e-nie do obni˝ania kosztów. Wa˝nejest te˝ po∏o˝enie geograficzneStargardu Szczeciƒskiego – w sercuEuropy, skàd blisko do krajówzachodnich, które sà powa˝nymiodbiorcami naszych produktów, aletak˝e do kontrahentów ze Wschodu.
Firma by∏a pionierem, je˝elichodzi o urzàdzenia do obs∏ugi ∏a-dunków. Czy teraz jest liderem narynku?
– Tak, byliÊmy pionierem w dzie-dzinie produkcji urzàdzeƒ do ob-s∏ugi ∏adunków. Teraz jesteÊmyw czo∏ówce producentów oferujà-cych kompletny asortyment wyro-bów do za∏adunku i dostaw towa-rów. Hiab jest cz´Êcià korporacjiCargotec. W 2013 roku obroty fir-my wynosi∏y 3,2 mld euro. Przed-si´biorstwo zatrudnia ok. 11 tysi´-cy pracowników. Akcje Cargotecklasy B sà notowane w helsiƒskimoddziale NASDAQ OMX.
Rozmawia∏a Anna Grabianowska
równie˝ platformy za∏adunkoweDEL, WALTCO i ZEPRO.
W ilu krajach firma jest obecna,zarówno jeÊli chodzi o produkcj´podzespo∏ów, jak i montowanie˝urawi oraz przedstawicielstwahandlowe?
– Dzia∏amy w Europie, obu Ame-rykach i Azji. Na przyk∏ad w Fin-landii jest fabryka produkujàcaurzàdzenia dêwigowe do roz∏adun-ku i za∏adunku kontenerów. JeÊlichodzi o ˝urawie, to oprócz fabrykiw Polsce jest du˝a fabryka w Hisz-panii oraz w Chinach. W Irlandiidzia∏a fabryka produkujàca wózkiwid∏owe. Natomiast windy roz∏a-dowcze produkowane sà w Szwecji,Wielkiej Brytanii i USA.
Z jubileuszem 70-lecia firmyzbieg∏o si´ otwarcie 23 wrzeÊnia br.w Stargardzie Szczeciƒskim naj-nowoczeÊniejszej na Êwiecie fabrykiurzàdzeƒ do produkcji ∏adunków.Hiab zatrudni∏ tu 300 osób. Czy jestszansa, ˝e produkcja w Stargardzieb´dzie zwi´kszana?
– OczywiÊcie b´dziemy podà˝aliza rynkiem, bo trzeba spe∏niaçoczekiwania klientów – je˝eli b´dzie
Rozmowa z Rolandem Sundenem, prezydentem Hiab

20 ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Obecnie rynek sprz´tu medycz-nego w Polsce koncentruje si´ nietylko na prostych urzàdzeniach.Wielu polskich producentów tworzysprz´t rehabilitacyjny, wykorzystu-jàc najnowsze technologie.
Jednym z polskich producen-tów jest firma LIW care technologySp. z o.o. z ¸odzi, która zajmuje si´projektowaniem oraz produkcjàinnowacyjnych urzàdzeƒ rehabili-tacyjnych.
Produkowane urzàdzenia multi-funkcyjne oraz pionizatory s∏u˝àefektywnej rehabilitacji oraz popra-wie komfortu ˝ycia osób niepe∏no-sprawnych.
Zastosowanie w urzàdzeniachunikalnego, opatentowanego syste-mu podparcia pleców opartegona zasadzie „Your Second Spine”
(„Twój Drugi Kr´gos∏up”) przez od-wzorowanie anatomicznych krzy-wizn kr´gos∏upa pacjenta na ca∏ejp∏aszczyênie pleców oraz dosto-sowanie precyzyjnych ustawieƒkorekcyjnych umo˝liwia skutecznàrehabilitacj´.
Firma LIW care technology w me-chanizmach regulacji kàta oparciapleców oraz kàta regulacji podnó˝kawykorzystuje w swoich wyrobachsamosmarowne ∏o˝yska Êlizgowewykonane z materia∏u iglidur M250od igus. Wyró˝niajà si´ one tym, ˝esà bezobs∏ugowe, poniewa˝ niewymagajà okresowego smarowaniaoraz nie emitujà ha∏asu podczaspracy. Jest to niezwykle wa˝ne dlau˝ytkowników, dla których cicha
praca oraz brak czynnoÊci zwià-zanych z obs∏ugà zwi´ksza komfortu˝ytkowania – podkreÊla konstruktorfirmy LIW care technology – WitoldCzybis. Szeroki zakres wymiarów∏o˝ysk igus równie˝ w wykonaniugruboÊciennym, pozwala na dopa-sowanie katalogowych produktówwymiennie z tulejami z mosiàdzuczy bràzu. Du˝a odpornoÊç na zu-˝ycie gwarantuje d∏ugà ˝ywot-noÊç produktu, a niska cena ∏o˝yskz tworzywa pozwala na obni˝eniekosztów produkcji.
Frez RAL90 o nowej konstrukcjiprzeznaczony do obróbki na wyso-koobrotowych wrzecionach zosta∏wyposa˝ony w mocny hartowanykorpus, który zwi´ksza wytrzyma-∏oÊç narz´dzia na zginanie i cz´sto-tliwoÊç drgaƒ w∏asnych. Dzi´kidobrej stabilnoÊci przy obróbcez wysokà pr´dkoÊcià, RAL90 umo˝-liwia wykonanie skomplikowanychlotniczych elementów konstrukcyj-nych ze stopów aluminium z mie-dzià, krzemem, magnezem, cynkiemi litem, osiàgajàc przy tym doskona∏àwydajnoÊç skrawania.
Optymalnie zaprojektowane, pre-cyzyjne, numerowane gniazda p∏y-tek zapewniajà maksymalnà do-k∏adnoÊç bicia, 20 mikrometrówosiowo i 15 mikrometrów promie-niowo, posuw 0,3 mm/ostrze i g∏´-bokoÊci skrawania do 14 mm. Po-nadto, RAL90 zabezpiecza p∏ytki zapomocà specjalnie skonstruowa-nej Êruby o wysokiej wytrzyma∏oÊci(M4, moment dokr´cania 5,0 Nm).
Nowe geometrie p∏ytek z pole-rowanymi powierzchniami przez-
naczone sà do maksymalnych wy-dajnoÊci skrawania podczas obróbkizgrubnej i pó∏wykoƒczeniowej. Dlazapewnienia poprawnego przebie-gu powtórnego skrawania wiórów,
Niezawodne rozwiàzania w urzàdzeniach rehabilitacyjnych¸o˝yska Êlizgowe z materia∏u iglidur M250
Na rynku polskim istnieje wielu producentów i dostawców sprz´turehabilitacyjnego, którzy zajmujà si´ kompleksowym wyposa˝aniemszpitali, sanatoriów, oÊrodków rehabilitacyjnych oraz gabinetówterapeutycznych. WÊród producentów istniejà firmy, które dostarczajàsprz´t rehabilitacyjny z zakresu fizykoterapii, kinezyterapii, sprz´t diag-nostyczno-pomiarowy oraz pozosta∏e urzàdzenia rehabilitacyjne.
Fot. 1. Frez RAL90 do obróbki przedmio-tów wykorzystywanych w lotnictwie,wykonanych z aluminium i stopów alu-minium
Nowy frez Sandvik Coromantdo optymalnej obróbki aluminium w przemyÊle lotniczym

21ROK WYD. LXXIII � ZESZYT 12/2014
PROBLEMY • NOWOÂCI • INFORMACJE
p∏ytki zapewniajà kàt przystawieniarównie˝ po wewn´trznej stronieczo∏a g∏owicy – idealne rozwiàzanie,aby nie musieç ograniczaç posuwuw przypadku zag∏´biania skoÊne-go po linii prostej lub Êrubowej.Dost´pny asortyment p∏ytek obej-muje modele z promieniami naro˝a0,5, 0,8, 2,0, 2,5, 3,1, 4,0 i 5,0 mm,specjalnie dobranymi dla potrzebprzemys∏u lotniczego, bez koniecz-noÊci zmiany frezu lub zmiany za-programowanej d∏ugoÊci narz´dzia.
RAL90 jest przystosowany dopracy przy minimalnym smarowa-
niu (MQL) i ch∏odziwem pod wy-sokim ciÊnieniem (z zastosowa-niem wymiennych dysz). Narz´-dzia dostarczane w wersji stan-dardowej majà klas´ jakoÊci wy-wa˝enia na poziomie G6,3 (przy24 000 obr/min), natomiast na ˝y-czenie klienta istnieje mo˝liwoÊçwywa˝enia na poziomie G2,5.Zale˝nie od Êrednicy, mo˝liwe sàpr´dkoÊci do 35 000 obr/min. FrezRAL90 jest dost´pny z chwytemcylindrycznym, z∏àczem gwintowa-nym, mocowaniem HSK63A oraztrzpieniowym.
EasyWizard jest nowym, o wiele szybszym narz´dziem asystenta uru-chomienia w ramach prac in˝ynierskich IndraWorks VR13. Gwarantujeon proste i bezusterkowe uruchomienie urzàdzeƒ regulujàcych nap´dw po∏àczeniu z systemami liniowymi systemu modu∏owego EasyHandling.
Szybkie, wygodnei bezpieczne uruchamianie
Uruchamianie nap´dów kompak-towych IndraDrive Cs jeszcze nigdynie by∏o tak szybkie i bezpieczne.Czas uruchomienia obni˝a si´ z do-tychczasowych 90 do oko∏o 3 minut.W prosty sposób, intuicyjnie mo˝nateraz wprowadzaç dane systemuliniowego, nawet z mo˝liwoÊciàwczytywania danych mechanicz-nych za pomocà kodów QR. Dosto-
sowana do asystenta tabliczka zna-mionowa w systemach liniowychsprawia, ˝e uruchomienie jest ∏atwejak nigdy dotàd.
KorzyÊci wynikajàceze szczególnych w∏aÊciwoÊci
produktu:� ¸atwe, szybkie i intuicyjne uru-
chamianie nap´dów.� Mo˝liwy najkrótszy czas urucho-
mienia wynoszàcy oko∏o 3 minut.
� Wczytywanie danych mecha-nicznych równie˝ poprzez kod QR.
� Oparta na tekÊcie i graficznapomoc online do poszczególnychpól wejÊciowych.
� Ograniczenie b∏´dnej paramet-ryzacji przez ujednolicone usy-tuowanie danych na tabliczce zna-mionowej i masce wprowadzaniaWizard.
� Kontrola precyzyjnoÊci w przy-padku swobodnego wprowadza-nia danych.
� Nadaje si´ do wszystkich sys-temów liniowych firmy BoschRexroth – teraz równie˝ dla sys-temów liniowych innych produ-centów.
� W celu optymalizacji systemumo˝na po wykonaniu parametryzacjiu˝yç osi w trybie testowania.
� Oprócz IndraWorks DS dos-t´pna teraz równie˝ w wersjachIndraWorks systemów sterowni-czych IndraLogic XLC, IndraMotionMLD 13VRS oraz MLC 13VRS.
Podstawowe dane techniczne:� Wprowadzanie danych mecha-
nicznych systemu liniowego.� Opcjonalnie wprowadzanie
cz´stotliwoÊci konserwacji syste-mu liniowego.
� Wyznaczanie pomiaru absolut-nego.
� Ustawianie wartoÊci granicz-nych.
� Uruchomienie trybu Easy-Start-up.
Wi´cej informacji na stronie:www.boschrexroth.pl
oraz https://www.facebook.com/BoschRexrothPolska
Fot. 2. RAL90 jest dost´pny z chwytemcylindrycznym, z∏àczem gwintowanym,mocowaniem HSK63A i TDA
In˝ynieria oprogramowania EasyWizard:gotowy do startu w 3 minuty
EasyWizard

22 ROK WYD. LXXIII � ZESZYT 12/2014
O FIRMACH
Instytut Mechanizacji Budow-nictwa i Górnictwa Skalnego roz-poczà∏ wspó∏prac´ z Krajowà RadàIzb Rolniczych, której celem jestpodniesienie poziomu bezpieczeƒ-stwa i higieny pracy polskich rol-ników. Wobec wysokiego pozio-mu wypadkowoÊci w polskim rol-nictwie obie instytucje widzà ko-niecznoÊç niezw∏ocznego podj´ciadzia∏aƒ organizacyjnych, prawnychoraz szkoleniowych w celu zmianyistniejàcej sytuacji. List intencyjnyw tej sprawie 3 wrzeÊnia br. pod-
pisali Wiktor Szmulewicz, PrezesKRIR oraz Dyrektor Instytutu drhab. Stefan Góralczyk, prof. IMBiGS.Strony zadeklarowa∏y ch´ç wspó∏-dzia∏ania w upowszechnianiu szko-leƒ dla rolników dotyczàcych bez-piecznej obs∏ugi ciàgników, ma-szyn, narz´dzi i urzàdzeƒ technicz-nych stosowanych w rolnictwie.Instytut, majàcy wieloletnie doÊ-wiadczenie w obszarze szkoleƒ ope-ratorów maszyn budowlanych, za-pewni stron´ organizacyjno-tech-nicznà tych dzia∏aƒ.
W terminie 10.09 – 11.09.2014 r.w siedzibie firmy IPG PhotonicsSp. z o.o. przy ul. Portowej 74w Gliwicach odby∏a si´ pierwszaedycja Fiber Laser Days 2014. Fir-ma IPG Photonics po raz pierw-szy w Polsce umo˝liwi∏a zdobyciewiedzy z zakresu koncepcji budo-wy, szczegó∏ów technicznych oraztechnologii laserów w∏óknowych.
Seminarium cieszy∏o si´ bardzodu˝ym zainteresowaniem i zarów-no w pierwszym, jak i drugim dniuzebrano komplet uczestników.
Wydarzenie pozwoli∏o uczestni-kom zdobyç oraz uaktualniç wiedz´o nowych technologiach laseróww∏óknowych, jak równie˝ wymieniçzdobyte do tej pory doÊwiadczenie,a tak˝e poznaç fakty dotyczàce tejnowoczesnej technologii.
Podczas seminarium uczestnicymieli mo˝liwoÊç wys∏uchania wy-k∏adów dotyczàcych budowy lase-rów w∏óknowych, historii rozwoju,bezpieczeƒstwa laserowego, in˝y-nierii materia∏owej oraz zastoso-
waƒ w przemyÊle z obszaru ci´ciai spawania. Referaty przygotowaliprzedstawiciele jednostek badaw-czych, uczelni technicznych, inte-gratorów wykorzystujàcych techno-logi´ laserów w∏óknowych.
Uczestnicy seminarium moglirównie˝ zaznajomiç si´ z nast´-pujàcymi produktami:
� Wysokiej mocy laserem w∏ók-nowym o sprawnoÊci przekra-czajàcej 36%, model: YLS-5000-CUT-Y14
� Laserem w∏óknowym ch∏odzo-nym powietrzem o mocy 500 W,model: YLR-500-MM-AC-Y11
� Modu∏em laserowym pracu-jàcym w re˝imie impulsowymo mocy 1,5 kW, model: YLM-150/1500-QCW-MM-AC-Y11
� Laserem w∏óknowym 1 kWdost´pnym w wersji „rack”, model:YLR-1000-MM-WC-Y11
� Jak równie˝ modelem: YLP-V2-1-100-50-50, Êwiat∏owodem LCA,diodà z pojedynczym emiterem– model: PLD-9-975, g∏owicà dospawania i innymi.
Zaprezentowane zosta∏y równie˝elementy obrobione za pomocàlaserów w∏óknowych firmy IPG.Przedstawione próbki potwierdzi∏ywysokà jakoÊç ich wykonania.
Firma IPG Photonics Sp. z o.o.zaprasza do uczestnictwa w przysz-∏orocznej edycji Fiber Laser Days2015.
Wspó∏praca SKBz Politechnikà ¸ódzkà
Elementy nap´dów wykorzys-tywanych w nowoczesnych kopar-kach przeznaczonych do pracy podziemià, m.in. w kopalniach mie-dzi, majà opracowaç naukowcyz Politechniki ¸ódzkiej we wspó∏-pracy z Fabrykà Osi Nap´dowych– SKB z Radomska (∏ódzkie).
Wydzia∏ Mechaniczny P¸ wspól-nie z Fabrykà Osi Nap´dowych– SKB opracuje m.in. lekkie mostynap´dowe o podwy˝szonych w∏aÊ-ciwoÊciach mechanicznych, któreb´dà wykorzystywane w nowo-czesnych koparkach przeznaczo-nych do pracy pod ziemià, m.in.w kopalniach miedzi.
Obecnie rudy miedzi wydobywasi´ pod ziemià na g∏´bokoÊciachprzekraczajàcych nawet 1200 met-rów. Warunki, które tam panujà– temperatura przekracza 50 st. C,natomiast wilgotnoÊç dochodzi do100% – sà ekstremalnie trudne za-równo dla ludzi, jak i dla maszyn,które cz´sto ulegajà awariom.
Porozumienie przewiduje tak˝ewspó∏prac´ uczelni i fabryki przyopracowywaniu i transferze tech-nologii nowoczesnego sprz´tu bu-dowlanego, rolniczego i górniczego,ze szczególnym uwzgl´dnieniempojazdów ko∏owych i gàsienico-wych, w tym bezza∏ogowych.
Naukowcy i pracownicy fabrykimajà tak˝e wspó∏dzia∏aç w zakresierozwoju procedur i technik badaw-czych dotyczàcych nowoczesnychmateria∏ów konstrukcyjnych, w tymmateria∏ów kompozytowych, orazw wykorzystaniu takich materia-∏ów w maszynach i urzàdzeniach dlaró˝nych ga∏´zi przemys∏u.
Porozumienie przewiduje tak-˝e wspó∏prac´ w organizowaniuwspólnych sympozjów i konferencji,warsztatów, prezentacji, pokazóworaz szkoleƒ specjalistycznych.
Firma i uczelnia majà wspólniestaraç si´ o Êrodki finansowe narealizacj´ projektów; zaplanowanotak˝e organizacj´ szkoleƒ i praktykstudenckich, sta˝y dla pracownikówi doktorantów oraz kadry Fabryki OsiNap´dowych – SKB.
www.naukawpolsce.pap.pl
IMBiGS podjà∏ inicjatyw´na rzecz bezpieczeƒstwa pracy w rolnictwie
Firma IPG Photonics Sp. z o.o.organizatorem pierwszej edycji Fiber Laser Days

23ROK WYD. LXXIII � ZESZYT 12/2014
Zak∏ad Kolporta˝uWydawnictwa SIGMA-NOT Sp. z o.o.ul. Ku WiÊle 700-707 Warszawatel. 22 8403086,tel./fax 22 8911374www.sigma-not.pl
RUCH S.A. Oddzia∏ Warszawaoraz oddzia∏y w ca∏ym krajuInfolinia: 801 800 803www.prenumerata.ruch.com.pl
KOLPORTER S.A.ul. Zagnaƒska 6125-528 KielceInfolinia: 801 404 044www.kolporter.com.pl
GARMOND PRESS S.A.ul. Nakielska 301-106 Warszawatel. 22 8367059, 22 8367008www.garmond.com.pl
Redakcja PRZEGLÑD MECHANICZNYul. Racjonalizacji 6/8, 02-673 Warszawatel. 22 8538113, 22 8430201 w. 255www.przegladmechaniczny.plCena 1 egz. w 2015 r.:• wersja drukowana – 24 z∏ (w tym 5% VAT)• wersja na CD – 12,20 z∏ (w tym 23% VAT)
Cena prenumeraty w 2015 r. (w tym VAT)wersja drukowana na noÊniku CD (pdf)kwartalnie – 72 z∏ kwartalnie – 36,60 z∏pó∏rocznie – 144 z∏ pó∏rocznie – 73,20 z∏rocznie – 288 z∏ rocznie – 146,40 z∏Redakcja przyjmuje zamówienia na prenumerat´ przezca∏y rok. Warunkiem przyj´cia i realizacji zamówienia jestotrzymanie z banku potwierdzenia wp∏aty.Prenumerata ze zleceniem wysy∏ki za granic´ – dla osóbprawnych i fizycznych – jest dwukrotnie wy˝sza.Wp∏at na prenumerat´ mo˝na dokonaç na ogólnie dost´p-nych blankietach w urz´dach pocztowych (przekazy pie-ni´˝ne) lub w bankach (polecenie przelewu), przekazujàcÊrodki pod adresem:Instytut Mechanizacji Budownictwa i Górnictwa Skalnego
„Przeglàd Mechaniczny”ul. Racjonalizacji 6/8, 02-673 Warszawa
konto: BPH S.A. O/Warszawa97 1060 0076 0000 3210 0014 6850
Na blankiecie wp∏aty nale˝y podaç liczb´ egzemplarzy,okres prenumeraty oraz adres wysy∏kowy.
WARUNKI PRENUMERATY„Przeglàdu Mechanicznego” w 2015 r.
Prenumerat´ czasopisma mo˝na zamawiaç za poÊrednictwem nast´pujàcych instytucji:

24 ROK WYD. LXXIII � ZESZYT 12/2014
25ROK WYD. LXXIII � ZESZYT 12/2014
Dr hab. in˝. Witold Paw∏owski – Instytut Obrabia-rek i Technologii Budowy Maszyn Politechniki ¸ódz-kiej, ul. Stefanowskiego 1/15, 90-924 ¸ódê, e-mail:[email protected]; mgr in˝. Sebastian Boja-nowski – Instytut Obrabiarek i Technologii BudowyMaszyn Politechniki ¸ódzkiej, ul. Stefanowskiego 1/15,90-924 ¸ódê, e-mail: [email protected].
Wirtualny model (cyfrowy prototyp) stanowi modeluk∏adu rzeczywistego, zawierajàcy informacje nt.geometrii badanego obiektu, w∏aÊciwoÊci po∏àczeƒpomi´dzy elementami konstrukcyjnymi (kontaktów)i w∏aÊciwoÊci materia∏ów poszczególnych elemen-tów, wykonany za pomocà techniki modelowaniaprzestrzennego z wykorzystaniem programów CAD3D. Z tego powodu cyfrowy prototyp stanowi ideali-zacj´ struktury rzeczywistego obiektu tak bliskàorygina∏owi, na ile dok∏adnie mo˝na okreÊliç mo-delowà postaç parametrów rzeczywistych na aktual-nym etapie rozwoju nauki [1, 2]. W celu porównaniazachowania badanego uk∏adu wyznaczonego napodstawie cyfrowego prototypu z wynikami otrzy-manymi eksperymentalnie oraz aby otrzymaç mo˝-liwie zbie˝ny charakter zachowania modelu i uk∏adurzeczywistego stosowana jest procedura dostra-jania modelu. Wynikiem przeprowadzanego dostra-jania jest modyfikacja wartoÊci parametrów modeluumo˝liwiajàca otrzymanie akceptowalnego pozio-
mu zbie˝noÊci zachowania modelu i obiektu rzeczy-wistego. Modyfikacja mo˝e dotyczyç tych para-metrów modelu, których wartoÊci zosta∏y przyj´te napodstawie istniejàcych standardów (np. parametrymateria∏owe) lub które „idealizujà” zachowanie rze-czywistych w´z∏ów mechanicznych (np. kontakty).W pracy przedstawiono przyk∏ad dostrajania cyfro-wego prototypu zespo∏u konstrukcyjnego obra-biarki.
Badania zosta∏y przeprowadzone na szlifierce dootworów SOH-10 firmy Jotes (rys. 1). Wirtualny modelszlifierki do otworów zosta∏ utworzony za pomocàtechniki modelowania przestrzennego w systemieCAD Autodesk Inventor Professional 2014 [3]. Anali-zowany by∏ wrzeciennik Êciernicy (rys. 2) wyposa-˝ony we wrzeciono ∏o˝yskowane tocznie. Teoretycznaanaliza wytrzyma∏oÊciowa oraz dynamiczna modeluzosta∏a przeprowadzona metodà elementów skoƒ-czonych (MES) w module analitycznym systemuAutodesk Inventor.
Przeprowadzono procedur´ dostrojenia cyfrowegoprototypu wrzeciennika szlifierskiego do rzeczywis-tego obiektu. Dostrajanie cyfrowego modelu wyko-nano w celu zwi´kszenia wiarygodnoÊci otrzyma-nych wyników teoretycznych, poniewa˝ podczastworzenia wirtualnego modelu wykorzystano w∏aÊ-ciwoÊci fizyczne i mechaniczne materia∏ów dost´pne
Dostrajanie wirtualnego modeluwrzeciennika szlifierkina podstawie eksperymentalnych badaƒ obiektu
Experimental tuning of virtual model of internal grinderwheelhead
WITOLD PAW¸OWSKISEBASTIAN BOJANOWSKI
Streszczenie: W artykule przedstawiono procedur´ dostrajania wirtualnego modelu (cyfrowego prototypu) wrzeciennikaÊciernicy szlifierki do otworów. Dostrajanie wykonano, przeprowadzajàc eksperymentalne badania statyczne orazidentyfikacyjny test modalny. W ten sposób otrzymano wiarygodny wirtualny model zespo∏u obrabiarki, który mo˝nazastosowaç w celu przewidywania dynamicznej odpowiedzi uk∏adu na dowolne wymuszenie bez koniecznoÊci wykonywaniaczasoch∏onnych badaƒ doÊwiadczalnych. Zweryfikowany model mo˝e byç zastosowany do okreÊlenia w∏aÊciwoÊcistatycznych i dynamicznych uk∏adu zawierajàcego konstrukcyjne modyfikacje.
S∏owa kluczowe: komputerowe wspomaganie projektowania, modelowanie, symulacja, obrabiarki
Abstract: In the paper the procedure of tuning the virtual model (digital prototype) of internal grinder wheelhead ispresented. The tuning is based on experimental static examination as well as identification modal test. As a resultthe reliable virtual model of the machine tool unit was obtained. The model can be applied in order to predict the systemresponse to any excitation waveform without laborious and time-consuming additional experimental tests. The verifiedmodel can be also utilized in order to investigate the static and dynamic properties of the system subjected to constructionmodifications.
Keywords: computer aided design, modelling, simulation, machine tools
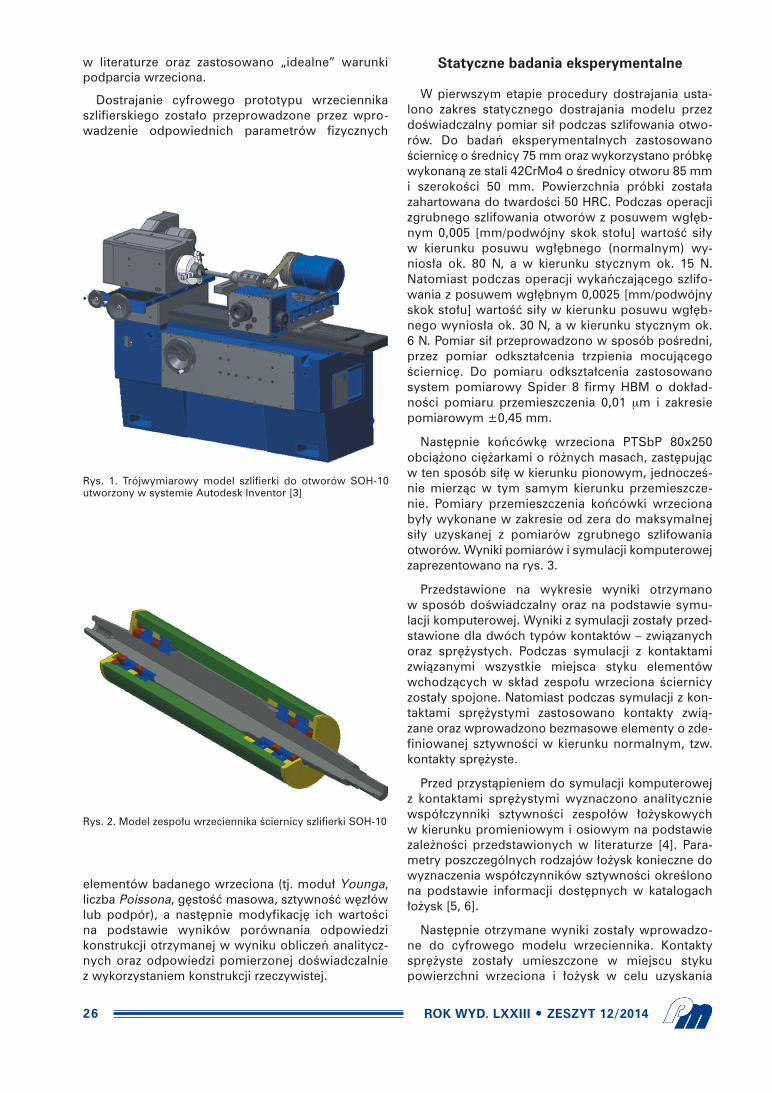
26 ROK WYD. LXXIII � ZESZYT 12/2014
w literaturze oraz zastosowano „idealne” warunkipodparcia wrzeciona.
Dostrajanie cyfrowego prototypu wrzeciennikaszlifierskiego zosta∏o przeprowadzone przez wpro-wadzenie odpowiednich parametrów fizycznych
elementów badanego wrzeciona (tj. modu∏ Younga,liczba Poissona, g´stoÊç masowa, sztywnoÊç w´z∏ówlub podpór), a nast´pnie modyfikacj´ ich wartoÊcina podstawie wyników porównania odpowiedzikonstrukcji otrzymanej w wyniku obliczeƒ analitycz-nych oraz odpowiedzi pomierzonej doÊwiadczalniez wykorzystaniem konstrukcji rzeczywistej.
Statyczne badania eksperymentalne
W pierwszym etapie procedury dostrajania usta-lono zakres statycznego dostrajania modelu przezdoÊwiadczalny pomiar si∏ podczas szlifowania otwo-rów. Do badaƒ eksperymentalnych zastosowanoÊciernic´ o Êrednicy 75 mm oraz wykorzystano próbk´wykonanà ze stali 42CrMo4 o Êrednicy otworu 85 mmi szerokoÊci 50 mm. Powierzchnia próbki zosta∏azahartowana do twardoÊci 50 HRC. Podczas operacjizgrubnego szlifowania otworów z posuwem wg∏´b-nym 0,005 [mm/podwójny skok sto∏u] wartoÊç si∏yw kierunku posuwu wg∏´bnego (normalnym) wy-nios∏a ok. 80 N, a w kierunku stycznym ok. 15 N.Natomiast podczas operacji wykaƒczajàcego szlifo-wania z posuwem wg∏´bnym 0,0025 [mm/podwójnyskok sto∏u] wartoÊç si∏y w kierunku posuwu wg∏´b-nego wynios∏a ok. 30 N, a w kierunku stycznym ok.6 N. Pomiar si∏ przeprowadzono w sposób poÊredni,przez pomiar odkszta∏cenia trzpienia mocujàcegoÊciernic´. Do pomiaru odkszta∏cenia zastosowanosystem pomiarowy Spider 8 firmy HBM o dok∏ad-noÊci pomiaru przemieszczenia 0,01 µm i zakresiepomiarowym ±0,45 mm.
Nast´pnie koƒcówk´ wrzeciona PTSbP 80x250obcià˝ono ci´˝arkami o ró˝nych masach, zast´pujàcw ten sposób si∏´ w kierunku pionowym, jednoczeÊ-nie mierzàc w tym samym kierunku przemieszcze-nie. Pomiary przemieszczenia koƒcówki wrzecionaby∏y wykonane w zakresie od zera do maksymalnejsi∏y uzyskanej z pomiarów zgrubnego szlifowaniaotworów. Wyniki pomiarów i symulacji komputerowejzaprezentowano na rys. 3.
Przedstawione na wykresie wyniki otrzymanow sposób doÊwiadczalny oraz na podstawie symu-lacji komputerowej. Wyniki z symulacji zosta∏y przed-stawione dla dwóch typów kontaktów – zwiàzanychoraz spr´˝ystych. Podczas symulacji z kontaktamizwiàzanymi wszystkie miejsca styku elementówwchodzàcych w sk∏ad zespo∏u wrzeciona Êciernicyzosta∏y spojone. Natomiast podczas symulacji z kon-taktami spr´˝ystymi zastosowano kontakty zwià-zane oraz wprowadzono bezmasowe elementy o zde-finiowanej sztywnoÊci w kierunku normalnym, tzw.kontakty spr´˝yste.
Przed przystàpieniem do symulacji komputerowejz kontaktami spr´˝ystymi wyznaczono analityczniewspó∏czynniki sztywnoÊci zespo∏ów ∏o˝yskowychw kierunku promieniowym i osiowym na podstawiezale˝noÊci przedstawionych w literaturze [4]. Para-metry poszczególnych rodzajów ∏o˝ysk konieczne dowyznaczenia wspó∏czynników sztywnoÊci okreÊlonona podstawie informacji dost´pnych w katalogach∏o˝ysk [5, 6].
Nast´pnie otrzymane wyniki zosta∏y wprowadzo-ne do cyfrowego modelu wrzeciennika. Kontaktyspr´˝yste zosta∏y umieszczone w miejscu stykupowierzchni wrzeciona i ∏o˝ysk w celu uzyskania
Rys. 1. Trójwymiarowy model szlifierki do otworów SOH-10utworzony w systemie Autodesk Inventor [3]
Rys. 2. Model zespo∏u wrzeciennika Êciernicy szlifierki SOH-10
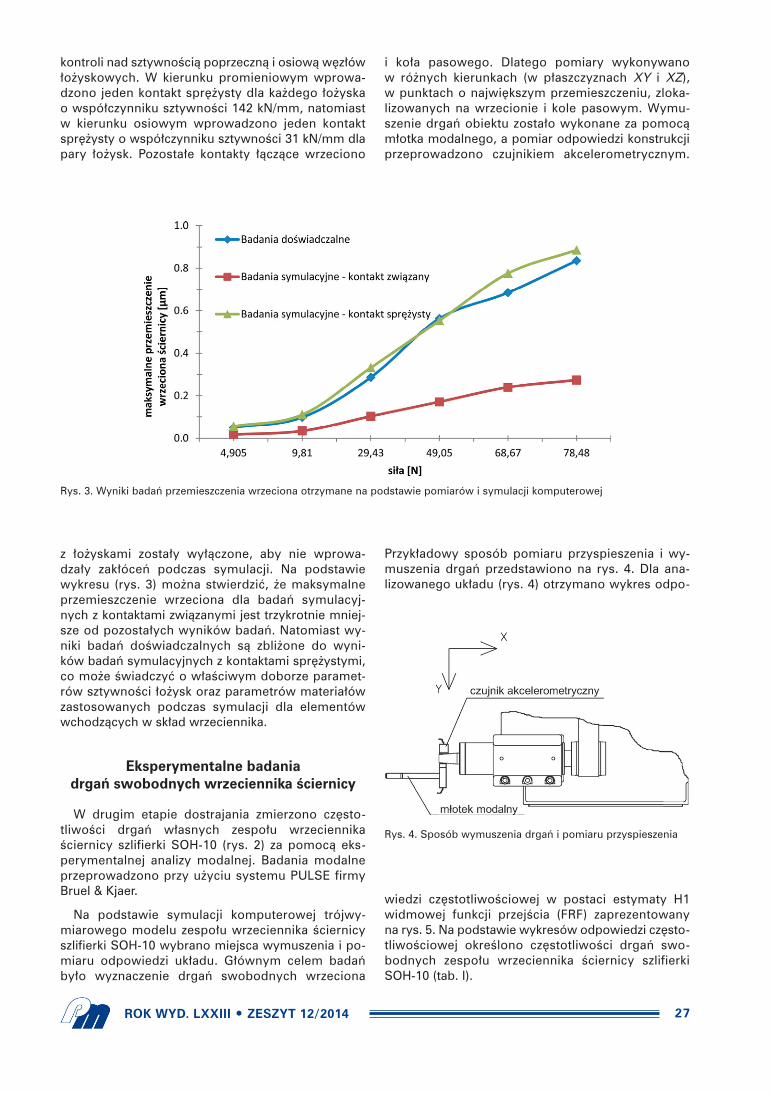
27ROK WYD. LXXIII � ZESZYT 12/2014
kontroli nad sztywnoÊcià poprzecznà i osiowà w´z∏ów∏o˝yskowych. W kierunku promieniowym wprowa-dzono jeden kontakt spr´˝ysty dla ka˝dego ∏o˝yskao wspó∏czynniku sztywnoÊci 142 kN/mm, natomiastw kierunku osiowym wprowadzono jeden kontaktspr´˝ysty o wspó∏czynniku sztywnoÊci 31 kN/mm dlapary ∏o˝ysk. Pozosta∏e kontakty ∏àczàce wrzeciono
z ∏o˝yskami zosta∏y wy∏àczone, aby nie wprowa-dza∏y zak∏óceƒ podczas symulacji. Na podstawiewykresu (rys. 3) mo˝na stwierdziç, ˝e maksymalneprzemieszczenie wrzeciona dla badaƒ symulacyj-nych z kontaktami zwiàzanymi jest trzykrotnie mniej-sze od pozosta∏ych wyników badaƒ. Natomiast wy-niki badaƒ doÊwiadczalnych sà zbli˝one do wyni-ków badaƒ symulacyjnych z kontaktami spr´˝ystymi,co mo˝e Êwiadczyç o w∏aÊciwym doborze paramet-rów sztywnoÊci ∏o˝ysk oraz parametrów materia∏ówzastosowanych podczas symulacji dla elementówwchodzàcych w sk∏ad wrzeciennika.
Eksperymentalne badaniadrgaƒ swobodnych wrzeciennika Êciernicy
W drugim etapie dostrajania zmierzono cz´sto-tliwoÊci drgaƒ w∏asnych zespo∏u wrzeciennikaÊciernicy szlifierki SOH-10 (rys. 2) za pomocà eks-perymentalnej analizy modalnej. Badania modalneprzeprowadzono przy u˝yciu systemu PULSE firmyBruel & Kjaer.
Na podstawie symulacji komputerowej trójwy-miarowego modelu zespo∏u wrzeciennika Êciernicyszlifierki SOH-10 wybrano miejsca wymuszenia i po-miaru odpowiedzi uk∏adu. G∏ównym celem badaƒby∏o wyznaczenie drgaƒ swobodnych wrzeciona
i ko∏a pasowego. Dlatego pomiary wykonywanow ró˝nych kierunkach (w p∏aszczyznach XY i XZ),w punktach o najwi´kszym przemieszczeniu, zloka-lizowanych na wrzecionie i kole pasowym. Wymu-szenie drgaƒ obiektu zosta∏o wykonane za pomocàm∏otka modalnego, a pomiar odpowiedzi konstrukcjiprzeprowadzono czujnikiem akcelerometrycznym.
Przyk∏adowy sposób pomiaru przyspieszenia i wy-muszenia drgaƒ przedstawiono na rys. 4. Dla ana-lizowanego uk∏adu (rys. 4) otrzymano wykres odpo-
wiedzi cz´stotliwoÊciowej w postaci estymaty H1widmowej funkcji przejÊcia (FRF) zaprezentowanyna rys. 5. Na podstawie wykresów odpowiedzi cz´sto-tliwoÊciowej okreÊlono cz´stotliwoÊci drgaƒ swo-bodnych zespo∏u wrzeciennika Êciernicy szlifierkiSOH-10 (tab. I).
Rys. 3. Wyniki badaƒ przemieszczenia wrzeciona otrzymane na podstawie pomiarów i symulacji komputerowej
Rys. 4. Sposób wymuszenia drgaƒ i pomiaru przyspieszenia
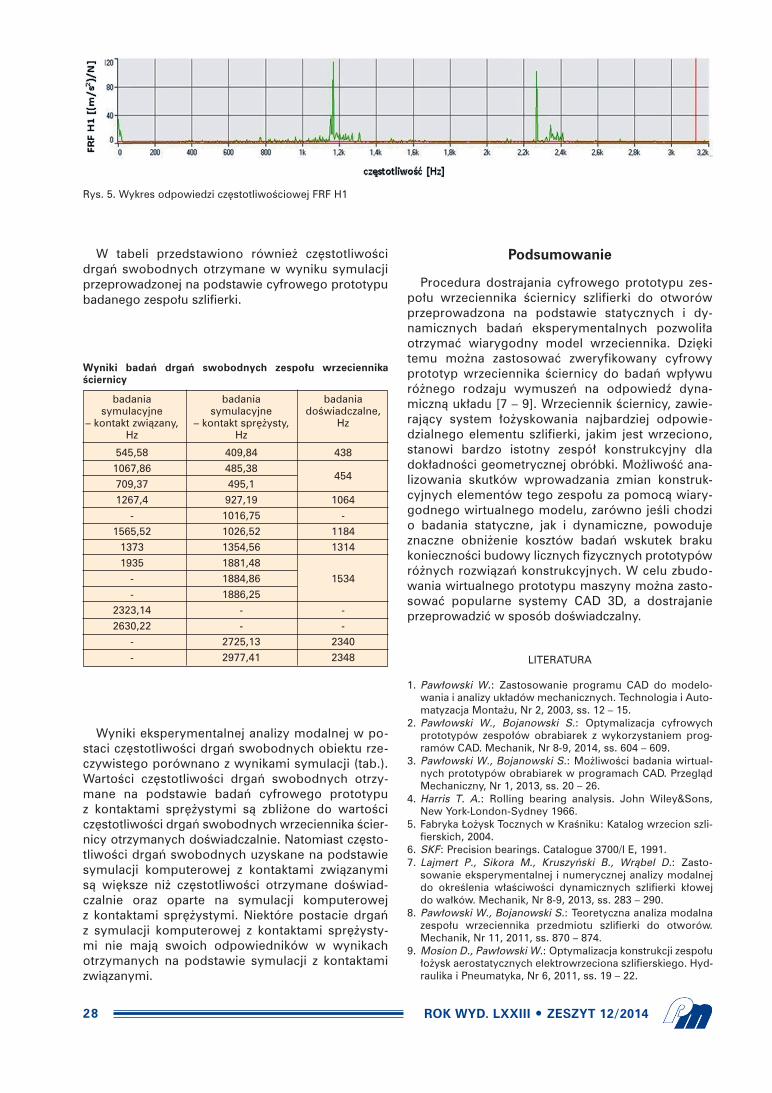
28 ROK WYD. LXXIII � ZESZYT 12/2014
Wyniki badaƒ drgaƒ swobodnych zespo∏u wrzeciennikaÊciernicy
badania badania badaniasymulacyjne symulacyjne doÊwiadczalne,
– kontakt zwiàzany, – kontakt spr´˝ysty, HzHz Hz
545,58 409,84 4381067,86 485,38
454709,37 495,11267,4 927,19 1064
- 1016,75 -1565,52 1026,52 1184
1373 1354,56 13141935 1881,48
- 1884,86 1534- 1886,25
2323,14 - -2630,22 - -
- 2725,13 2340- 2977,41 2348
W tabeli przedstawiono równie˝ cz´stotliwoÊcidrgaƒ swobodnych otrzymane w wyniku symulacjiprzeprowadzonej na podstawie cyfrowego prototypubadanego zespo∏u szlifierki.
Wyniki eksperymentalnej analizy modalnej w po-staci cz´stotliwoÊci drgaƒ swobodnych obiektu rze-czywistego porównano z wynikami symulacji (tab.).WartoÊci cz´stotliwoÊci drgaƒ swobodnych otrzy-mane na podstawie badaƒ cyfrowego prototypuz kontaktami spr´˝ystymi sà zbli˝one do wartoÊcicz´stotliwoÊci drgaƒ swobodnych wrzeciennika Êcier-nicy otrzymanych doÊwiadczalnie. Natomiast cz´sto-tliwoÊci drgaƒ swobodnych uzyskane na podstawiesymulacji komputerowej z kontaktami zwiàzanymisà wi´ksze ni˝ cz´stotliwoÊci otrzymane doÊwiad-czalnie oraz oparte na symulacji komputerowejz kontaktami spr´˝ystymi. Niektóre postacie drgaƒz symulacji komputerowej z kontaktami spr´˝ysty-mi nie majà swoich odpowiedników w wynikachotrzymanych na podstawie symulacji z kontaktamizwiàzanymi.
Podsumowanie
Procedura dostrajania cyfrowego prototypu zes-po∏u wrzeciennika Êciernicy szlifierki do otworówprzeprowadzona na podstawie statycznych i dy-namicznych badaƒ eksperymentalnych pozwoli∏aotrzymaç wiarygodny model wrzeciennika. Dzi´kitemu mo˝na zastosowaç zweryfikowany cyfrowyprototyp wrzeciennika Êciernicy do badaƒ wp∏ywuró˝nego rodzaju wymuszeƒ na odpowiedê dyna-micznà uk∏adu [7 – 9]. Wrzeciennik Êciernicy, zawie-rajàcy system ∏o˝yskowania najbardziej odpowie-dzialnego elementu szlifierki, jakim jest wrzeciono,stanowi bardzo istotny zespó∏ konstrukcyjny dladok∏adnoÊci geometrycznej obróbki. Mo˝liwoÊç ana-lizowania skutków wprowadzania zmian konstruk-cyjnych elementów tego zespo∏u za pomocà wiary-godnego wirtualnego modelu, zarówno jeÊli chodzio badania statyczne, jak i dynamiczne, powodujeznaczne obni˝enie kosztów badaƒ wskutek brakukoniecznoÊci budowy licznych fizycznych prototypówró˝nych rozwiàzaƒ konstrukcyjnych. W celu zbudo-wania wirtualnego prototypu maszyny mo˝na zasto-sowaç popularne systemy CAD 3D, a dostrajanieprzeprowadziç w sposób doÊwiadczalny.
LITERATURA
1. Paw∏owski W.: Zastosowanie programu CAD do modelo-wania i analizy uk∏adów mechanicznych. Technologia i Auto-matyzacja Monta˝u, Nr 2, 2003, ss. 12 – 15.
2. Paw∏owski W., Bojanowski S.: Optymalizacja cyfrowychprototypów zespo∏ów obrabiarek z wykorzystaniem prog-ramów CAD. Mechanik, Nr 8-9, 2014, ss. 604 – 609.
3. Paw∏owski W., Bojanowski S.: Mo˝liwoÊci badania wirtual-nych prototypów obrabiarek w programach CAD. PrzeglàdMechaniczny, Nr 1, 2013, ss. 20 – 26.
4. Harris T. A.: Rolling bearing analysis. John Wiley&Sons,New York-London-Sydney 1966.
5. Fabryka ¸o˝ysk Tocznych w KraÊniku: Katalog wrzecion szli-fierskich, 2004.
6. SKF: Precision bearings. Catalogue 3700/I E, 1991.7. Lajmert P., Sikora M., Kruszyƒski B., Wràbel D.: Zasto-
sowanie eksperymentalnej i numerycznej analizy modalnejdo okreÊlenia w∏aÊciwoÊci dynamicznych szlifierki k∏owejdo wa∏ków. Mechanik, Nr 8-9, 2013, ss. 283 – 290.
8. Paw∏owski W., Bojanowski S.: Teoretyczna analiza modalnazespo∏u wrzeciennika przedmiotu szlifierki do otworów.Mechanik, Nr 11, 2011, ss. 870 – 874.
9. Mosion D., Paw∏owski W.: Optymalizacja konstrukcji zespo∏u∏o˝ysk aerostatycznych elektrowrzeciona szlifierskiego. Hyd-raulika i Pneumatyka, Nr 6, 2011, ss. 19 – 22.
Rys. 5. Wykres odpowiedzi cz´stotliwoÊciowej FRF H1
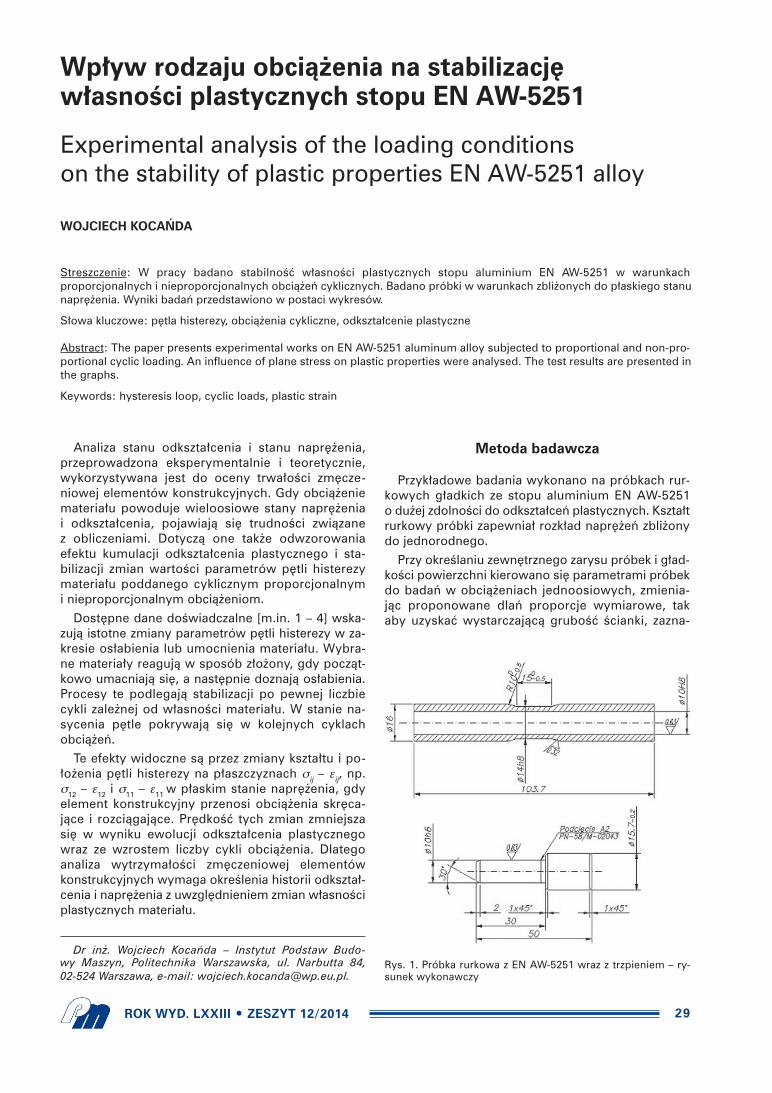
29ROK WYD. LXXIII � ZESZYT 12/2014
Analiza stanu odkszta∏cenia i stanu napr´˝enia,przeprowadzona eksperymentalnie i teoretycznie,wykorzystywana jest do oceny trwa∏oÊci zm´cze-niowej elementów konstrukcyjnych. Gdy obcià˝eniemateria∏u powoduje wieloosiowe stany napr´˝eniai odkszta∏cenia, pojawiajà si´ trudnoÊci zwiàzanez obliczeniami. Dotyczà one tak˝e odwzorowaniaefektu kumulacji odkszta∏cenia plastycznego i sta-bilizacji zmian wartoÊci parametrów p´tli histerezymateria∏u poddanego cyklicznym proporcjonalnymi nieproporcjonalnym obcià˝eniom.
Dost´pne dane doÊwiadczalne [m.in. 1 – 4] wska-zujà istotne zmiany parametrów p´tli histerezy w za-kresie os∏abienia lub umocnienia materia∏u. Wybra-ne materia∏y reagujà w sposób z∏o˝ony, gdy poczàt-kowo umacniajà si´, a nast´pnie doznajà os∏abienia.Procesy te podlegajà stabilizacji po pewnej liczbiecykli zale˝nej od w∏asnoÊci materia∏u. W stanie na-sycenia p´tle pokrywajà si´ w kolejnych cyklachobcià˝eƒ.
Te efekty widoczne sà przez zmiany kszta∏tu i po-∏o˝enia p´tli histerezy na p∏aszczyznach σij – εij, np.σ12 – ε12 i σ11 – ε11 w p∏askim stanie napr´˝enia, gdyelement konstrukcyjny przenosi obcià˝enia skr´ca-jàce i rozciàgajàce. Pr´dkoÊç tych zmian zmniejszasi´ w wyniku ewolucji odkszta∏cenia plastycznegowraz ze wzrostem liczby cykli obcià˝enia. Dlategoanaliza wytrzyma∏oÊci zm´czeniowej elementówkonstrukcyjnych wymaga okreÊlenia historii odkszta∏-cenia i napr´˝enia z uwzgl´dnieniem zmian w∏asnoÊciplastycznych materia∏u.
Metoda badawcza
Przyk∏adowe badania wykonano na próbkach rur-kowych g∏adkich ze stopu aluminium EN AW-5251o du˝ej zdolnoÊci do odkszta∏ceƒ plastycznych. Kszta∏trurkowy próbki zapewnia∏ rozk∏ad napr´˝eƒ zbli˝onydo jednorodnego.
Przy okreÊlaniu zewn´trznego zarysu próbek i g∏ad-koÊci powierzchni kierowano si´ parametrami próbekdo badaƒ w obcià˝eniach jednoosiowych, zmienia-jàc proponowane dlaƒ proporcje wymiarowe, takaby uzyskaç wystarczajàcà gruboÊç Êcianki, zazna-
Wp∏yw rodzaju obcià˝enia na stabilizacj´w∏asnoÊci plastycznych stopu EN AW-5251
Experimental analysis of the loading conditionson the stability of plastic properties EN AW-5251 alloy
WOJCIECH KOCA¡DA
Streszczenie: W pracy badano stabilnoÊç w∏asnoÊci plastycznych stopu aluminium EN AW-5251 w warunkachproporcjonalnych i nieproporcjonalnych obcià˝eƒ cyklicznych. Badano próbki w warunkach zbli˝onych do p∏askiego stanunapr´˝enia. Wyniki badaƒ przedstawiono w postaci wykresów.
S∏owa kluczowe: p´tla histerezy, obcià˝enia cykliczne, odkszta∏cenie plastyczne
Abstract: The paper presents experimental works on EN AW-5251 aluminum alloy subjected to proportional and non-pro-portional cyclic loading. An influence of plane stress on plastic properties were analysed. The test results are presented inthe graphs.
Keywords: hysteresis loop, cyclic loads, plastic strain
Dr in˝. Wojciech Kocaƒda – Instytut Podstaw Budo-wy Maszyn, Politechnika Warszawska, ul. Narbutta 84,02-524 Warszawa, e-mail: [email protected].
Rys. 1. Próbka rurkowa z EN AW-5251 wraz z trzpieniem – ry-sunek wykonawczy
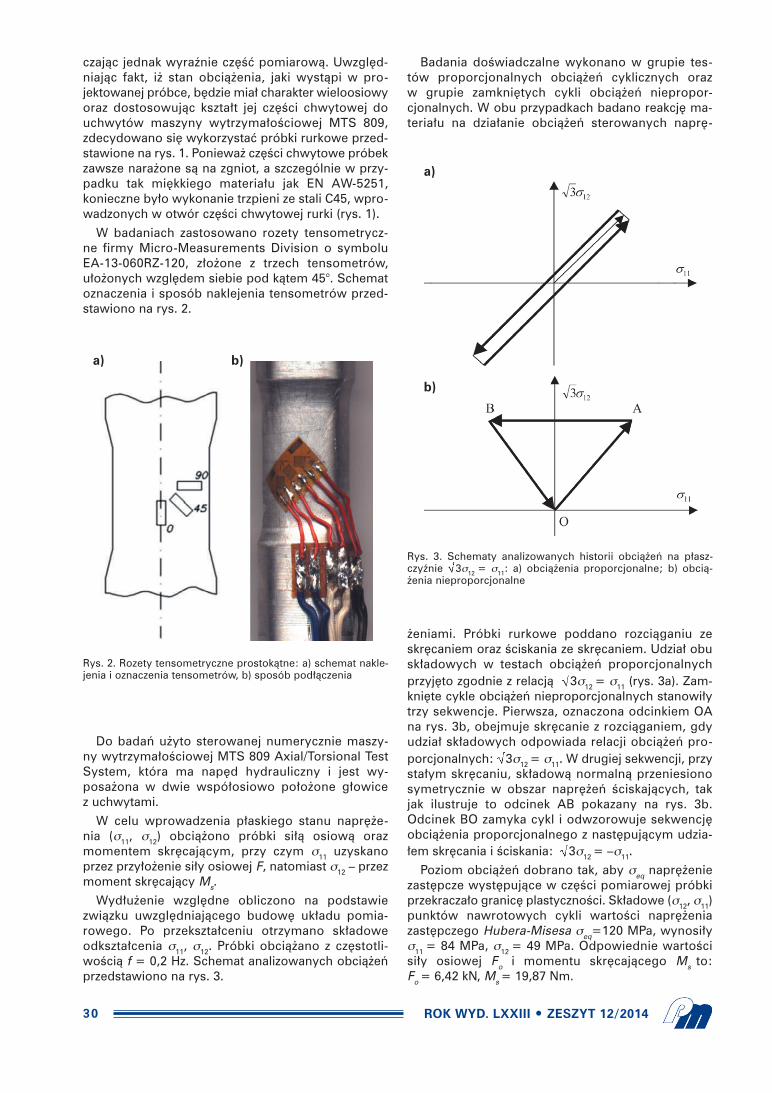
30 ROK WYD. LXXIII � ZESZYT 12/2014
czajàc jednak wyraênie cz´Êç pomiarowà. Uwzgl´d-niajàc fakt, i˝ stan obcià˝enia, jaki wystàpi w pro-jektowanej próbce, b´dzie mia∏ charakter wieloosiowyoraz dostosowujàc kszta∏t jej cz´Êci chwytowej douchwytów maszyny wytrzyma∏oÊciowej MTS 809,zdecydowano si´ wykorzystaç próbki rurkowe przed-stawione na rys. 1. Poniewa˝ cz´Êci chwytowe próbekzawsze nara˝one sà na zgniot, a szczególnie w przy-padku tak mi´kkiego materia∏u jak EN AW-5251,konieczne by∏o wykonanie trzpieni ze stali C45, wpro-wadzonych w otwór cz´Êci chwytowej rurki (rys. 1).
W badaniach zastosowano rozety tensometrycz-ne firmy Micro-Measurements Division o symboluEA-13-060RZ-120, z∏o˝one z trzech tensometrów,u∏o˝onych wzgl´dem siebie pod kàtem 45°. Schematoznaczenia i sposób naklejenia tensometrów przed-stawiono na rys. 2.
Badania doÊwiadczalne wykonano w grupie tes-tów proporcjonalnych obcià˝eƒ cyklicznych orazw grupie zamkni´tych cykli obcià˝eƒ niepropor-cjonalnych. W obu przypadkach badano reakcj´ ma-teria∏u na dzia∏anie obcià˝eƒ sterowanych napr´-
Do badaƒ u˝yto sterowanej numerycznie maszy-ny wytrzyma∏oÊciowej MTS 809 Axial/Torsional TestSystem, która ma nap´d hydrauliczny i jest wy-posa˝ona w dwie wspó∏osiowo po∏o˝one g∏owicez uchwytami.
W celu wprowadzenia p∏askiego stanu napr´˝e-nia (σ11, σ12) obcià˝ono próbki si∏à osiowà orazmomentem skr´cajàcym, przy czym σ11 uzyskanoprzez przy∏o˝enie si∏y osiowej F, natomiast σ12 – przezmoment skr´cajàcy Ms.
Wyd∏u˝enie wzgl´dne obliczono na podstawiezwiàzku uwzgl´dniajàcego budow´ uk∏adu pomia-rowego. Po przekszta∏ceniu otrzymano sk∏adoweodkszta∏cenia σ11, σ12. Próbki obcià˝ano z cz´stotli-woÊcià f = 0,2 Hz. Schemat analizowanych obcià˝eƒprzedstawiono na rys. 3.
˝eniami. Próbki rurkowe poddano rozciàganiu zeskr´caniem oraz Êciskania ze skr´caniem. Udzia∏ obusk∏adowych w testach obcià˝eƒ proporcjonalnychprzyj´to zgodnie z relacjà 3σ12 = σ11 (rys. 3a). Zam-kni´te cykle obcià˝eƒ nieproporcjonalnych stanowi∏ytrzy sekwencje. Pierwsza, oznaczona odcinkiem OAna rys. 3b, obejmuje skr´canie z rozciàganiem, gdyudzia∏ sk∏adowych odpowiada relacji obcià˝eƒ pro-porcjonalnych: 3σ12 = σ11. W drugiej sekwencji, przysta∏ym skr´caniu, sk∏adowà normalnà przeniesionosymetrycznie w obszar napr´˝eƒ Êciskajàcych, takjak ilustruje to odcinek AB pokazany na rys. 3b.Odcinek BO zamyka cykl i odwzorowuje sekwencj´obcià˝enia proporcjonalnego z nast´pujàcym udzia-∏em skr´cania i Êciskania: 3σ12 = –σ11.
Poziom obcià˝eƒ dobrano tak, aby σeq napr´˝eniezast´pcze wyst´pujàce w cz´Êci pomiarowej próbkiprzekracza∏o granic´ plastycznoÊci. Sk∏adowe (σ12, σ11)punktów nawrotowych cykli wartoÊci napr´˝eniazast´pczego Hubera-Misesa σeq=120 MPa, wynosi∏yσ11 = 84 MPa, σ12 = 49 MPa. Odpowiednie wartoÊcisi∏y osiowej Fo i momentu skr´cajàcego Ms to:Fo = 6,42 kN, Ms = 19,87 Nm.
Rys. 2. Rozety tensometryczne prostokàtne: a) schemat nakle-jenia i oznaczenia tensometrów, b) sposób pod∏àczenia
Rys. 3. Schematy analizowanych historii obcià˝eƒ na p∏asz-czyênie 3σ12 = σ11: a) obcià˝enia proporcjonalne; b) obcià-˝enia nieproporcjonalne
a) b)
a)
b)
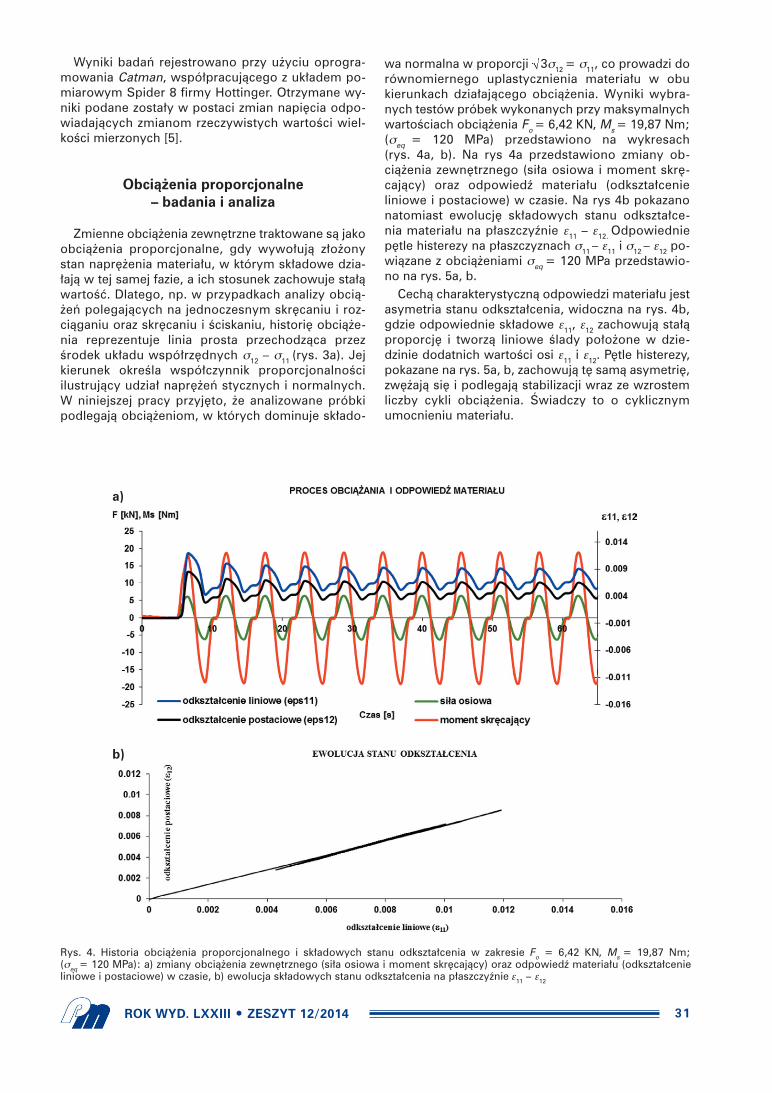
31ROK WYD. LXXIII � ZESZYT 12/2014
Wyniki badaƒ rejestrowano przy u˝yciu oprogra-mowania Catman, wspó∏pracujàcego z uk∏adem po-miarowym Spider 8 firmy Hottinger. Otrzymane wy-niki podane zosta∏y w postaci zmian napi´cia odpo-wiadajàcych zmianom rzeczywistych wartoÊci wiel-koÊci mierzonych [5].
Obcià˝enia proporcjonalne– badania i analiza
Zmienne obcià˝enia zewn´trzne traktowane sà jakoobcià˝enia proporcjonalne, gdy wywo∏ujà z∏o˝onystan napr´˝enia materia∏u, w którym sk∏adowe dzia-∏ajà w tej samej fazie, a ich stosunek zachowuje sta∏àwartoÊç. Dlatego, np. w przypadkach analizy obcià-˝eƒ polegajàcych na jednoczesnym skr´caniu i roz-ciàganiu oraz skr´caniu i Êciskaniu, histori´ obcià˝e-nia reprezentuje linia prosta przechodzàca przezÊrodek uk∏adu wspó∏rz´dnych σ12 – σ11 (rys. 3a). Jejkierunek okreÊla wspó∏czynnik proporcjonalnoÊciilustrujàcy udzia∏ napr´˝eƒ stycznych i normalnych.W niniejszej pracy przyj´to, ˝e analizowane próbkipodlegajà obcià˝eniom, w których dominuje sk∏ado-
wa normalna w proporcji 3σ12 = σ11, co prowadzi dorównomiernego uplastycznienia materia∏u w obukierunkach dzia∏ajàcego obcià˝enia. Wyniki wybra-nych testów próbek wykonanych przy maksymalnychwartoÊciach obcià˝enia Fo = 6,42 KN, Ms = 19,87 Nm;(σeq = 120 MPa) przedstawiono na wykresach(rys. 4a, b). Na rys 4a przedstawiono zmiany ob-cià˝enia zewn´trznego (si∏a osiowa i moment skr´-cajàcy) oraz odpowiedê materia∏u (odkszta∏cenieliniowe i postaciowe) w czasie. Na rys 4b pokazanonatomiast ewolucj´ sk∏adowych stanu odkszta∏ce-nia materia∏u na p∏aszczyênie ε11 – ε12. Odpowiedniep´tle histerezy na p∏aszczyznach σ11 – ε11 i σ12 – ε12 po-wiàzane z obcià˝eniami σeq = 120 MPa przedstawio-no na rys. 5a, b.
Cechà charakterystycznà odpowiedzi materia∏u jestasymetria stanu odkszta∏cenia, widoczna na rys. 4b,gdzie odpowiednie sk∏adowe ε11, ε12 zachowujà sta∏àproporcj´ i tworzà liniowe Êlady po∏o˝one w dzie-dzinie dodatnich wartoÊci osi ε11 i ε12. P´tle histerezy,pokazane na rys. 5a, b, zachowujà t´ samà asymetri´,zw´˝ajà si´ i podlegajà stabilizacji wraz ze wzrostemliczby cykli obcià˝enia. Âwiadczy to o cyklicznymumocnieniu materia∏u.
Rys. 4. Historia obcià˝enia proporcjonalnego i sk∏adowych stanu odkszta∏cenia w zakresie Fo = 6,42 KN, Ms = 19,87 Nm;(σeq = 120 MPa): a) zmiany obcià˝enia zewn´trznego (si∏a osiowa i moment skr´cajàcy) oraz odpowiedê materia∏u (odkszta∏cenieliniowe i postaciowe) w czasie, b) ewolucja sk∏adowych stanu odkszta∏cenia na p∏aszczyênie ε11 – ε12
a)
b)
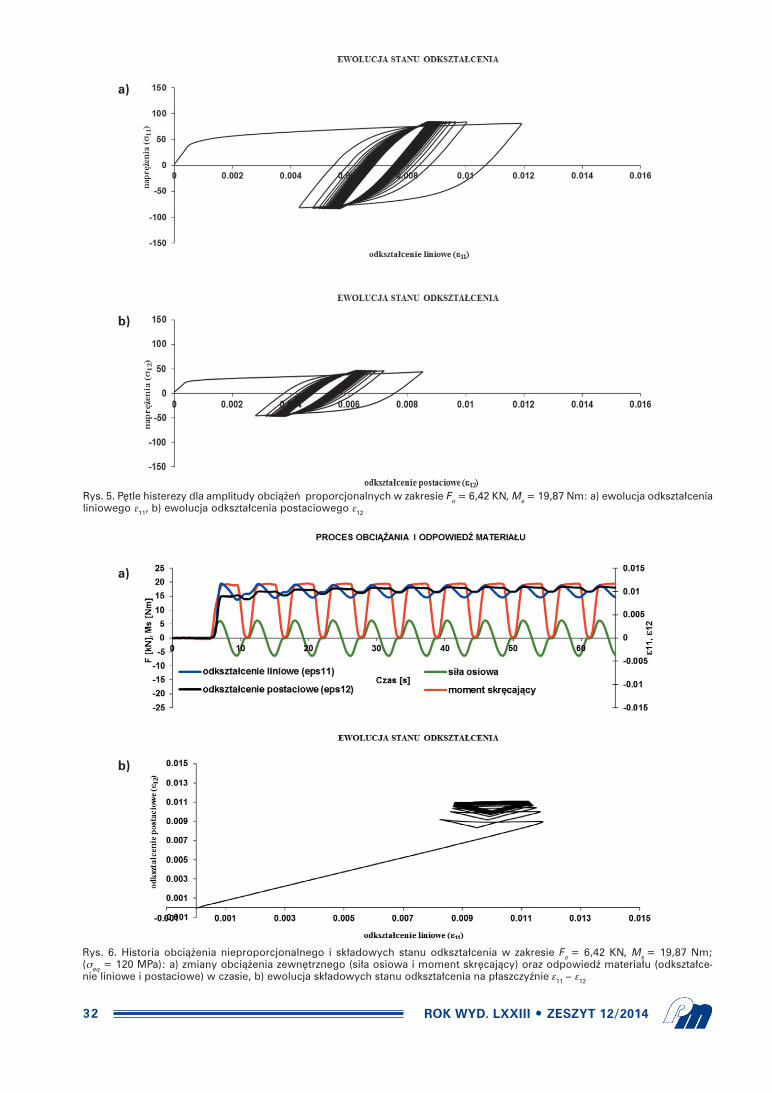
32 ROK WYD. LXXIII � ZESZYT 12/2014
Rys. 5. P´tle histerezy dla amplitudy obcià˝eƒ proporcjonalnych w zakresie Fo = 6,42 KN, Ms = 19,87 Nm: a) ewolucja odkszta∏cenialiniowego ε11, b) ewolucja odkszta∏cenia postaciowego ε12
Rys. 6. Historia obcià˝enia nieproporcjonalnego i sk∏adowych stanu odkszta∏cenia w zakresie Fo = 6,42 KN, Ms = 19,87 Nm;(σeq = 120 MPa): a) zmiany obcià˝enia zewn´trznego (si∏a osiowa i moment skr´cajàcy) oraz odpowiedê materia∏u (odkszta∏ce-nie liniowe i postaciowe) w czasie, b) ewolucja sk∏adowych stanu odkszta∏cenia na p∏aszczyênie ε11 – ε12
a)
b)
a)
b)
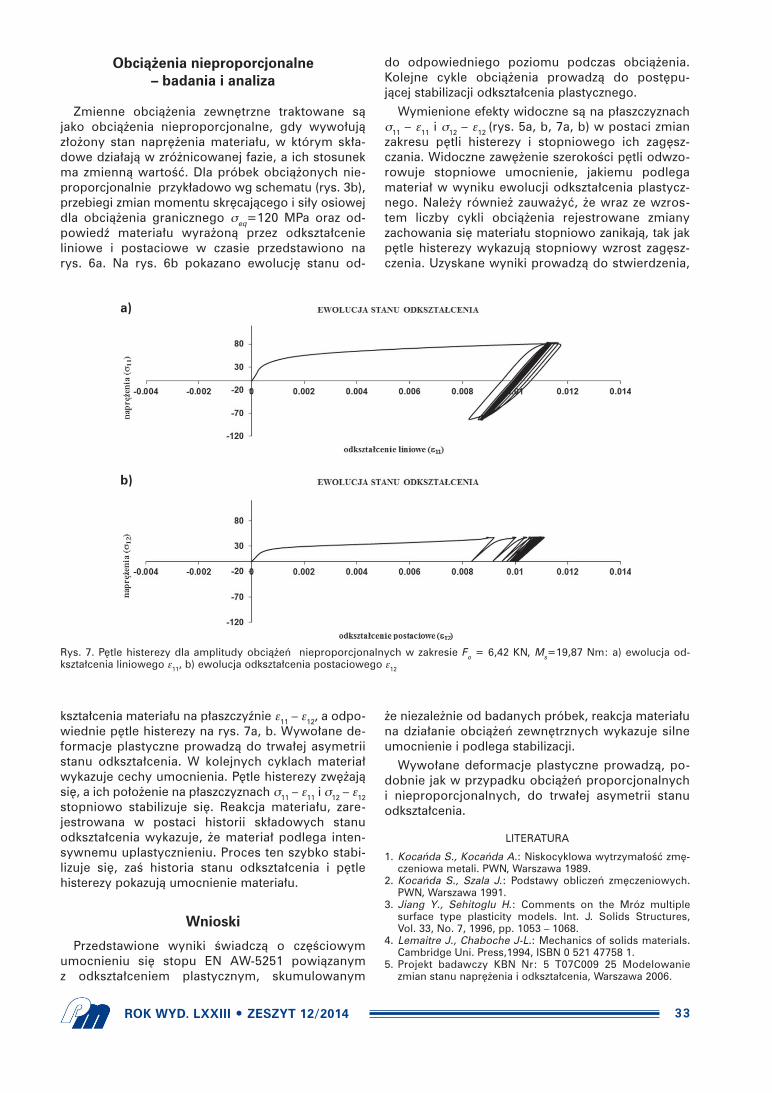
33ROK WYD. LXXIII � ZESZYT 12/2014
Obcià˝enia nieproporcjonalne– badania i analiza
Zmienne obcià˝enia zewn´trzne traktowane sàjako obcià˝enia nieproporcjonalne, gdy wywo∏ujàz∏o˝ony stan napr´˝enia materia∏u, w którym sk∏a-dowe dzia∏ajà w zró˝nicowanej fazie, a ich stosunekma zmiennà wartoÊç. Dla próbek obcià˝onych nie-proporcjonalnie przyk∏adowo wg schematu (rys. 3b),przebiegi zmian momentu skr´cajàcego i si∏y osiowejdla obcià˝enia granicznego σeq=120 MPa oraz od-powiedê materia∏u wyra˝onà przez odkszta∏cenieliniowe i postaciowe w czasie przedstawiono narys. 6a. Na rys. 6b pokazano ewolucj´ stanu od-
kszta∏cenia materia∏u na p∏aszczyênie ε11 – ε12, a odpo-wiednie p´tle histerezy na rys. 7a, b. Wywo∏ane de-formacje plastyczne prowadzà do trwa∏ej asymetriistanu odkszta∏cenia. W kolejnych cyklach materia∏wykazuje cechy umocnienia. P´tle histerezy zw´˝ajàsi´, a ich po∏o˝enie na p∏aszczyznach σ11 – ε11 i σ12 – ε12
stopniowo stabilizuje si´. Reakcja materia∏u, zare-jestrowana w postaci historii sk∏adowych stanuodkszta∏cenia wykazuje, ˝e materia∏ podlega inten-sywnemu uplastycznieniu. Proces ten szybko stabi-lizuje si´, zaÊ historia stanu odkszta∏cenia i p´tlehisterezy pokazujà umocnienie materia∏u.
Wnioski
Przedstawione wyniki Êwiadczà o cz´Êciowymumocnieniu si´ stopu EN AW-5251 powiàzanymz odkszta∏ceniem plastycznym, skumulowanym
do odpowiedniego poziomu podczas obcià˝enia.Kolejne cykle obcià˝enia prowadzà do post´pu-jàcej stabilizacji odkszta∏cenia plastycznego.
Wymienione efekty widoczne sà na p∏aszczyznachσ11 – ε11 i σ12 – ε12 (rys. 5a, b, 7a, b) w postaci zmianzakresu p´tli histerezy i stopniowego ich zag´sz-czania. Widoczne zaw´˝enie szerokoÊci p´tli odwzo-rowuje stopniowe umocnienie, jakiemu podlegamateria∏ w wyniku ewolucji odkszta∏cenia plastycz-nego. Nale˝y równie˝ zauwa˝yç, ˝e wraz ze wzros-tem liczby cykli obcià˝enia rejestrowane zmianyzachowania si´ materia∏u stopniowo zanikajà, tak jakp´tle histerezy wykazujà stopniowy wzrost zag´sz-czenia. Uzyskane wyniki prowadzà do stwierdzenia,
˝e niezale˝nie od badanych próbek, reakcja materia∏una dzia∏anie obcià˝eƒ zewn´trznych wykazuje silneumocnienie i podlega stabilizacji.
Wywo∏ane deformacje plastyczne prowadzà, po-dobnie jak w przypadku obcià˝eƒ proporcjonalnychi nieproporcjonalnych, do trwa∏ej asymetrii stanuodkszta∏cenia.
LITERATURA
1. Kocaƒda S., Kocaƒda A.: Niskocyklowa wytrzyma∏oÊç zm´-czeniowa metali. PWN, Warszawa 1989.
2. Kocaƒda S., Szala J.: Podstawy obliczeƒ zm´czeniowych.PWN, Warszawa 1991.
3. Jiang Y., Sehitoglu H.: Comments on the Mróz multiplesurface type plasticity models. Int. J. Solids Structures,Vol. 33, No. 7, 1996, pp. 1053 – 1068.
4. Lemaitre J., Chaboche J-L.: Mechanics of solids materials.Cambridge Uni. Press,1994, ISBN 0 521 47758 1.
5. Projekt badawczy KBN Nr: 5 T07C009 25 Modelowaniezmian stanu napr´˝enia i odkszta∏cenia, Warszawa 2006.
Rys. 7. P´tle histerezy dla amplitudy obcià˝eƒ nieproporcjonalnych w zakresie Fo = 6,42 KN, Ms=19,87 Nm: a) ewolucja od-kszta∏cenia liniowego ε11, b) ewolucja odkszta∏cenia postaciowego ε12
a)
b)
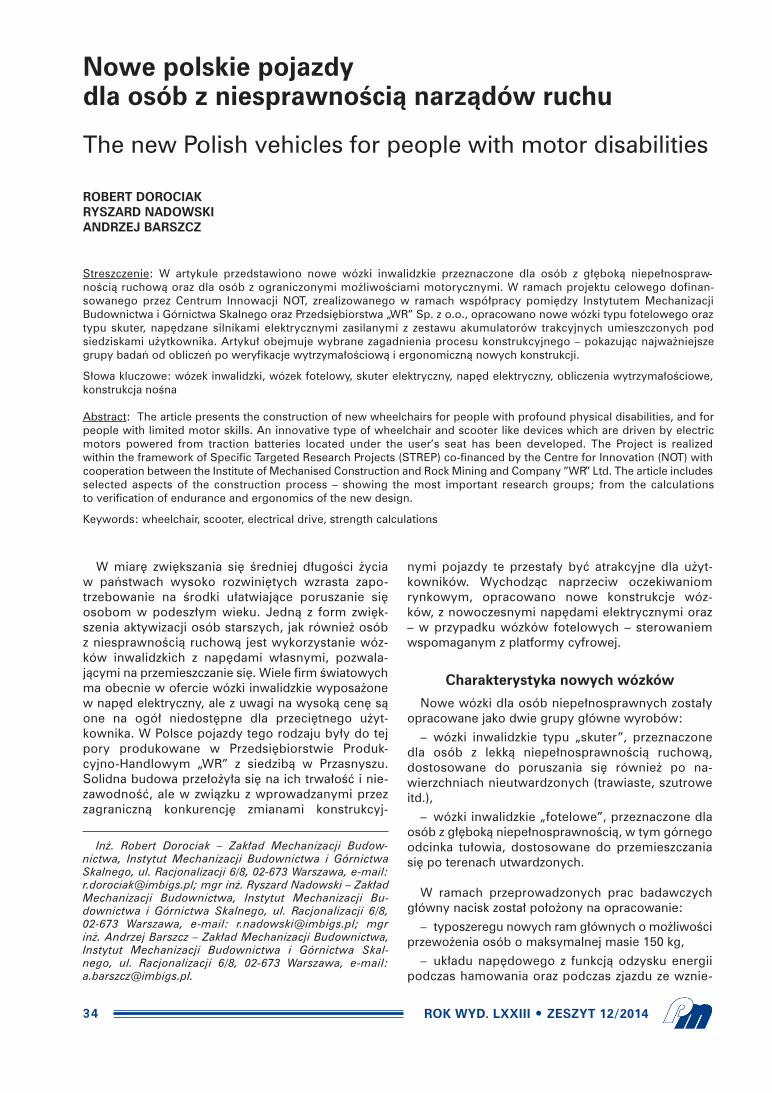
34 ROK WYD. LXXIII � ZESZYT 12/2014
In˝. Robert Dorociak – Zak∏ad Mechanizacji Budow-nictwa, Instytut Mechanizacji Budownictwa i GórnictwaSkalnego, ul. Racjonalizacji 6/8, 02-673 Warszawa, e-mail:[email protected]; mgr in˝. Ryszard Nadowski – Zak∏adMechanizacji Budownictwa, Instytut Mechanizacji Bu-downictwa i Górnictwa Skalnego, ul. Racjonalizacji 6/8,02-673 Warszawa, e-mail: [email protected]; mgrin˝. Andrzej Barszcz – Zak∏ad Mechanizacji Budownictwa,Instytut Mechanizacji Budownictwa i Górnictwa Skal-nego, ul. Racjonalizacji 6/8, 02-673 Warszawa, e-mail:[email protected].
W miar´ zwi´kszania si´ Êredniej d∏ugoÊci ˝yciaw paƒstwach wysoko rozwini´tych wzrasta zapo-trzebowanie na Êrodki u∏atwiajàce poruszanie si´osobom w podesz∏ym wieku. Jednà z form zwi´k-szenia aktywizacji osób starszych, jak równie˝ osóbz niesprawnoÊcià ruchowà jest wykorzystanie wóz-ków inwalidzkich z nap´dami w∏asnymi, pozwala-jàcymi na przemieszczanie si´. Wiele firm Êwiatowychma obecnie w ofercie wózki inwalidzkie wyposa˝onew nap´d elektryczny, ale z uwagi na wysokà cen´ sàone na ogó∏ niedost´pne dla przeci´tnego u˝yt-kownika. W Polsce pojazdy tego rodzaju by∏y do tejpory produkowane w Przedsi´biorstwie Produk-cyjno-Handlowym „WR” z siedzibà w Przasnyszu.Solidna budowa prze∏o˝y∏a si´ na ich trwa∏oÊç i nie-zawodnoÊç, ale w zwiàzku z wprowadzanymi przezzagranicznà konkurencj´ zmianami konstrukcyj-
nymi pojazdy te przesta∏y byç atrakcyjne dla u˝yt-kowników. Wychodzàc naprzeciw oczekiwaniomrynkowym, opracowano nowe konstrukcje wóz-ków, z nowoczesnymi nap´dami elektrycznymi oraz– w przypadku wózków fotelowych – sterowaniemwspomaganym z platformy cyfrowej.
Charakterystyka nowych wózków
Nowe wózki dla osób niepe∏nosprawnych zosta∏yopracowane jako dwie grupy g∏ówne wyrobów:
– wózki inwalidzkie typu „skuter”, przeznaczonedla osób z lekkà niepe∏nosprawnoÊcià ruchowà,dostosowane do poruszania si´ równie˝ po na-wierzchniach nieutwardzonych (trawiaste, szutroweitd.),
– wózki inwalidzkie „fotelowe”, przeznaczone dlaosób z g∏´bokà niepe∏nosprawnoÊcià, w tym górnegoodcinka tu∏owia, dostosowane do przemieszczaniasi´ po terenach utwardzonych.
W ramach przeprowadzonych prac badawczychg∏ówny nacisk zosta∏ po∏o˝ony na opracowanie:
– typoszeregu nowych ram g∏ównych o mo˝liwoÊciprzewo˝enia osób o maksymalnej masie 150 kg,
– uk∏adu nap´dowego z funkcjà odzysku energiipodczas hamowania oraz podczas zjazdu ze wznie-
Nowe polskie pojazdydla osób z niesprawnoÊcià narzàdów ruchu
The new Polish vehicles for people with motor disabilities
ROBERT DOROCIAKRYSZARD NADOWSKIANDRZEJ BARSZCZ
Streszczenie: W artykule przedstawiono nowe wózki inwalidzkie przeznaczone dla osób z g∏´bokà niepe∏nospraw-noÊcià ruchowà oraz dla osób z ograniczonymi mo˝liwoÊciami motorycznymi. W ramach projektu celowego dofinan-sowanego przez Centrum Innowacji NOT, zrealizowanego w ramach wspó∏pracy pomi´dzy Instytutem MechanizacjiBudownictwa i Górnictwa Skalnego oraz Przedsi´biorstwa „WR” Sp. z o.o., opracowano nowe wózki typu fotelowego oraztypu skuter, nap´dzane silnikami elektrycznymi zasilanymi z zestawu akumulatorów trakcyjnych umieszczonych podsiedziskami u˝ytkownika. Artyku∏ obejmuje wybrane zagadnienia procesu konstrukcyjnego – pokazujàc najwa˝niejszegrupy badaƒ od obliczeƒ po weryfikacje wytrzyma∏oÊciowà i ergonomicznà nowych konstrukcji.
S∏owa kluczowe: wózek inwalidzki, wózek fotelowy, skuter elektryczny, nap´d elektryczny, obliczenia wytrzyma∏oÊciowe,konstrukcja noÊna
Abstract: The article presents the construction of new wheelchairs for people with profound physical disabilities, and forpeople with limited motor skills. An innovative type of wheelchair and scooter like devices which are driven by electricmotors powered from traction batteries located under the user’s seat has been developed. The Project is realizedwithin the framework of Specific Targeted Research Projects (STREP) co-financed by the Centre for Innovation (NOT) withcooperation between the Institute of Mechanised Construction and Rock Mining and Company ”WR” Ltd. The article includesselected aspects of the construction process – showing the most important research groups; from the calculationsto verification of endurance and ergonomics of the new design.
Keywords: wheelchair, scooter, electrical drive, strength calculations

35ROK WYD. LXXIII � ZESZYT 12/2014
sieƒ, zapewniajàcego lepsze wykorzystanie zainsta-lowanych akumulatorów trakcyjnych, pozwalajàce-go na uzyskanie pr´dkoÊci maksymalnej wynoszàcej16 km/h,
– systemu mocowania akumulatorów trakcyjnychumo˝liwiajàcego ∏atwà ich wymian´ bez koniecz-noÊci wzywania serwisu producenta, co w wielu kon-strukcjach stanowi∏o utrudnienie eksploatacyjne,
– systemów bezpieczeƒstwa, pozwalajàcych nawykrycie przeszkody i zmieniajàcych samoczynniepr´dkoÊç jazdy wózka podczas skr´tu,
– atrakcyjnego wyglàdu zewn´trznego i rozwiàzaƒw zakresie komfortu u˝ytkowania.
Konstrukcja wózków od podstaw umo˝liwi∏a za-stosowanie rozwiàzaƒ technicznych o innowacyjnymcharakterze. Wymieniç nale˝y bezobs∏ugowe zawie-szenie o podwy˝szonym komforcie jazdy (niezale˝nezawieszenie kó∏), u˝ycie sterowników pozwalajà-cych na zarzàdzanie energià, czy te˝ wykorzystanieautomatycznych systemów bezpieczeƒstwa czyn-
nego. Uzyskano mo˝liwoÊç szerokiego zindywiduali-zowania parametrów u˝ytkowych wózków, w tymw zakresie uzyskiwanych przyspieszeƒ oraz pr´d-koÊci maksymalnej, uwzgl´dniajàc mo˝liwoÊci obs∏ugiprzez osoby o okreÊlonym stopniu niesprawnoÊcinarzàdu ruchu.
Badania wytrzyma∏oÊciowezespo∏ów noÊnych wózków
W procesie konstrukcyjnym wykonano mode-lowanie 3D oraz przeprowadzono obliczenia wytrzy-ma∏oÊciowe metodà elementów skoƒczonych ju˝na etapie dokumentacji modelowej. Pozwoli∏o to naograniczenie liczby modeli badawczych ram noÊnychwykonanych w skali rzeczywistej w metalu. Za naj-wa˝niejszy wymóg uznano koniecznoÊç uzyskaniawysokiej wytrzyma∏oÊci przy jak najmniejszej masiew∏asnej. Przyk∏ady obliczeƒ wytrzyma∏oÊciowychkonstrukcji noÊnych przedstawiono na rys. 1.
Symulacje komputerowe pozwoli∏y na wst´pneukszta∏towanie zespo∏ów noÊnych nowych wózków– z podzia∏em na modu∏y monta˝owe zmniejszajàce
pracoch∏onnoÊç produkcji i u∏atwiajàce ich serwi-sowanie. Optymalizacja konstrukcji przeprowadzonametodami komputerowymi nie by∏a jednak osta-tecznym etapem kszta∏towania wózków. Ze wzgl´duna szczególnà grup´ odbiorców przeprowadzonorównie˝ cykl badaƒ wytrzyma∏oÊciowych wykona-nych w skali 1:1 modeli badawczych. Badania tezosta∏y przeprowadzone dwutorowo:
– dla wózków typu fotelowego, jako cykl badaƒobcià˝eniowych statycznych, z zastosowaniemprzecià˝eƒ o wartoÊci 135% obcià˝enia nominalnego(masa u˝ytkownika 150 kg),
– dla pojazdów typu skuter, jako cykl badaƒ zm´-czeniowych, z zastosowaniem si∏ wymuszajàcycho wartoÊci maksymalnej 1950 N, wprowadzanychpoprzez zespó∏ si∏owników w punkcie SIP (sit indexpoint) okreÊlonym dla zastosowanego fotela.
Badania wytrzyma∏oÊci zm´czeniowej konstrukcjinoÊnej wózka wyposa˝onego w zawieszenie z zespo-∏em spr´˝yn Êrubowych i amortyzatorami olejowymi
zosta∏y przeprowadzone dla zakresu testowego100 000 cykli na stanowisku w Instytucie Mechani-zacji Budownictwa i Górnictwa Skalnego (IMBiGS).Wózek typu skuter w trakcie badaƒ stanowiskowychprzedstawiono na rys. 2. Podczas badaƒ wytrzy-
Rys. 1. Rama przednia z wahaczem gi´tym oraz rama tylna wózka 4-ko∏owego typu skuter
Rys. 2. Model wózka typu skuter na stanowisku do badaƒwytrzyma∏oÊci zm´czeniowej

36 ROK WYD. LXXIII � ZESZYT 12/2014
ma∏oÊci zm´czeniowej codziennie monitorowano stantechniczny poszczególnych zespo∏ów ramy i uk∏adujezdnego. Stwierdzono, ˝e po uzyskaniu 63 198 cyklinastàpi∏o zm´czeniowe p´kni´cie belki poprzecznejz prze∏omem nieregularnym szarym. Widok uszko-dzenia zm´czeniowego przedstawiono na rys. 3.
Po wykonanych badaniach zm´czeniowych ukszta∏-towanie zespo∏u zawieszenia tylnego zosta∏o zmie-nione – zamiast uk∏adu ze spr´˝ynami Êrubowymizastosowano zawieszenie z elementami amortyzu-jàcymi o konstrukcji metalowo-gumowej. Przepro-wadzone ponownie badania wytrzyma∏oÊci zm´-czeniowej wykonano pod zwi´kszonym obcià˝eniem,dla si∏ o maksymalnej wartoÊci 2200 N. Uk∏ad wpro-
wadzania si∏ w konstrukcj´ wózka pozosta∏ analo-giczny jak w przypadku badaƒ wczeÊniejszych. Dlanowego rozwiàzania wykonano ∏àcznie 98 570 cykliobcià˝eniowych. Przeprowadzone po badaniach do-k∏adne ogl´dziny po∏àczeƒ i w´z∏ów konstrukcyjnychnie wykaza∏y Êladów uszkodzeƒ. Widok nowej tylnejcz´Êci ramy oraz modu∏ów zawieszenia wózka typuskuter przedstawiono na rys. 4.
OkreÊleniedopuszczalnych parametrów skr´tu
W ramach opracowania sterowników jazdy prze-prowadzono analizy w zakresie opracowania inno-wacyjnego uk∏adu sterownika skr´tu dla wózkówtypu skuter. Celem by∏o oszacowanie zale˝noÊcipomi´dzy kàtem skr´tu kierownicy a maksymalnàpr´dkoÊcià, przy której zostanie zachowana statecz-noÊç wózka, jak równie˝ wprowadzenie do uk∏adusterowania ogranicznika, który automatycznie redu-kowa∏by pr´dkoÊç wózka w trakcie ruchu po ∏uku.
W celu zapewnienia w∏aÊciwej trakcji wózka ko-nieczne by∏o rozwa˝enie dwóch rodzajów sytuacjiniepo˝àdanych, które mogà wystàpiç w trakcie ruchupo ∏uku:
– utrata przyczepnoÊci ogumienia do nawierzchnii tym samym utrata sterownoÊci – poÊlizg,
– utrata statecznoÊci pod dzia∏aniem si∏y bezw∏ad-noÊci w ruchu po ∏uku prowadzàcej do oderwaniawewn´trznych kó∏ od nawierzchni i przewrócenia si´wózka.
Korzystnie jest, jeÊli sytuacja uÊlizgu kó∏ wyst´-puje zawsze wczeÊniej (przy mniejszej pr´dkoÊci)ni˝ utrata statecznoÊci. Rozwa˝ajàc warunki statykiwózka dla obu niepo˝àdanych sytuacji, mo˝na sfor-mu∏owaç dwa warunki stanów granicznych – dlapoÊlizgu oraz dla wywrócenia wózka. ObjaÊnieniaoznaczeƒ w stosowanych w dalszej cz´Êci opraco-wania wzorach przedstawiono na rys. 5 i rys. 6, naktórych:
Q – ci´˝ar wózka wraz z pasa˝erem,Fb – maksymalna si∏a bezw∏adnoÊci (odÊrodkowa)
w ruchu po ∏uku,
Rys. 3. Rama wózka – model badawczy, uszkodzenie ramy
Rys. 4. Rama wózka – rozwiàzanie poprawioneRys. 5. Oznaczenia do obliczeƒ – schemat wózka w ruchu po∏uku (widok z góry)
37ROK WYD. LXXIII � ZESZYT 12/2014
r – minimalny promieƒ skr´tu,d – rozstaw kó∏ wózka,l – rozstaw osi wózka,h – wysokoÊç Êrodka ci´˝koÊci wózka z pasa˝erem,g – przyspieszenie ziemskie,V – pr´dkoÊç wózka,α – Êredni kàt skr´tu kó∏,µ – wspó∏czynnik przyczepnoÊci poprzecznej.
Pierwszy warunek – dla stanu poÊlizgu, wyst´puje,kiedy si∏a bezw∏adnoÊci oddzia∏ujàca na wózekprzewy˝sza wartoÊcià si∏´ przyczepnoÊci poprzecznej,mo˝na go wi´c zapisaç w postaci:
Fb > Q · µ
Si∏a bezw∏adnoÊci w ruchu po ∏uku okreÊlona jestzale˝noÊcià:
Z tych równaƒ uzyskujemy zale˝noÊç na pr´dkoÊçgranicznà, przy której si∏y oddzia∏ujàce na wózek si´równowa˝à:
Drugi warunek – dotyczàcy utraty statecznoÊci,wyst´puje w sytuacji, kiedy moment wywracajàcy(wynikajàcy z dzia∏ania si∏y Fb na ramieniu h) prze-wy˝sza wartoÊcià moment ustalajàcy (wynikajàcyz dzia∏ania si∏y Q na ramieniu d/2). Mo˝na go wi´czapisaç w postaci:
Po dokonaniu odpowiednich przekszta∏ceƒ otrzy-mujemy zale˝noÊç na teoretycznà pr´dkoÊç granicznà,przy której moment wywracajàcy i ustalajàcy rów-nowa˝à si´:
Porównujàc zale˝noÊci na pr´dkoÊci graniczne dlawarunku poÊlizgu i warunku utraty statecznoÊci, orazbioràc pod uwag´, ˝e pr´dkoÊç graniczna dla warunkupoÊlizgu powinna byç zawsze mniejsza, tj.:
otrzymuje si´ zale˝noÊç, której zachowanie zapewni,˝e utrata statecznoÊci wózka nie b´dzie wyst´powa∏a,gdy˝ zawsze wczeÊniej nastàpi uÊlizg kó∏:
Niestety, zachowanie tej zale˝noÊci w przypadkuwózków inwalidzkich, o narzuconych w normachwielkoÊciach, jest praktycznie niemo˝liwe – wi´k-szoÊç czasu u˝ytkowania b´dzie dotyczy∏a terenówutwardzonych o suchej nawierzchni. Dla takich wa-runków (np. sucha nawierzchnia betonowa), wspó∏-czynnik tarcia w parze z gumà mo˝e osiàgaç war-toÊç do 0,85. W takim wypadku wysokoÊç Êrodkaci´˝koÊci wózka wraz z pasa˝erem musia∏aby byçmniejsza ni˝ ok. 0,6 szerokoÊci rozstawu kó∏. Dlawarunku poÊlizgu przyj´to za∏o˝enie, ˝e wózki mogàporuszaç si´ równie˝ po nawierzchniach o s∏abej przy-czepnoÊci i przy niekorzystnych warunkach atmosfe-rycznych (np. oblodzona nawierzchnia, mokra trawa).Wspó∏czynnik tarcia (przyczepnoÊci poprzecznej) doobliczeƒ przyj´to wi´c dla tych przypadków jakowynoszàcy 0,1.
Z tego wzgl´du konieczne jest zapewnienie nie-przekraczalnoÊci obu warunków granicznych innymisposobami, a najprostszym z nich jest ograniczeniepr´dkoÊci wózka w zale˝noÊci od kàta skr´tu kó∏, któryw sposób poÊredni wyra˝a si´ w teoretycznym pro-mieniu skr´tu r w podanych wzorach. Podstawiajàcdo wzorów na pr´dkoÊci graniczne zale˝noÊç geo-metrycznà:
otrzymujemy ostatecznie:
– dla wypadku poÊlizgu
oraz:– dla wypadku wywrócenia wózka
Dodatkowà trudnoÊç powoduje to, ˝e opróczsta∏ych cech geometrycznych wózka, takich jak roz-staw kó∏ i rozstaw osi, parametrem znaczàcym jestrównie˝ wysokoÊç Êrodka ci´˝koÊci, który z koleizale˝ny jest w wysokim stopniu od ci´˝aru i budowycia∏a u˝ytkownika.
Oszacowanà wysokoÊç Êrodka ci´˝koÊci wózkawraz z pasa˝erem podwy˝szono o dodatkowe 15%w celu uwzgl´dnienia stopnia niepe∏nosprawnoÊci
Rys. 6. Oznaczenia do obliczeƒ – schemat wózka w ruchu po∏uku (widok z ty∏u)

38 ROK WYD. LXXIII � ZESZYT 12/2014
potencjalnego kierujàcego. Wynika to z faktu, ˝e np.pasa˝er pozbawiony koƒczyn dolnych mimo sta-tystycznie ni˝szego ci´˝aru cia∏a, zawsze powodujeprzemieszczenie Êrodka ci´˝koÊci uk∏adu wózek-u˝yt-kownik w gór´.
Przy szacowaniu pr´dkoÊci maksymalnych zasto-sowano wspó∏czynniki korekcyjne pozwalajàce nautrzymanie „po stronie bezpiecznej” warunków trak-cyjnych wózków. I tak, przyk∏adowo, dla wózkówtrójko∏owych, dla których kraw´dê ma inny przebiegni˝ w przypadku wózków czteroko∏owych, zastoso-wano dodatkowe 30% zmniejszenie pr´dkoÊci maksy-malnej podczas jazdy po ∏uku, w stosunku do pr´d-koÊci wynikajàcej z podanych zale˝noÊci.
Zarówno dla wózka czteroko∏owego, jak i trójko-∏owego przewidziano wykonanie jednostopniowychograniczników, dla kàta skr´tu kierownicy wynoszà-cego 25°. Do praktycznej realizacji uk∏adu sterow-nika skr´tu przewidziano wykorzystanie indukcyj-nych czujników zbli˝eniowych. W trakcie ruchu kie-rownicà elementy metalowej konstrukcji widelcawchodzà w pole czu∏oÊci czujnika indukcyjnego przykàcie skr´tu kierownicy przekraczajàcym 25°. Uk∏adma mo˝liwoÊç adaptacji, tj. zmiany zakresu kàtaskr´tu kierownicy, w którym mo˝liwa jest jazdaz pr´dkoÊcià maksymalnà. Wynika to z wieku orazzró˝nicowanej sprawnoÊci motorycznej potencjal-nych u˝ytkowników. Sygna∏ wyjÊciowy z czujnikapodawany jest do wejÊcia sterownika silnika, któryodpowiada za za∏àczanie i wy∏àczanie ogranicznikapr´dkoÊci. Pr´dkoÊç maksymalna przy skr´cie prog-ramowana jest w sterowniku silnika – przy standar-dowym ograniczeniu do ok. 6 km/h.
Prototypy nowych wózków
W procesie konstrukcyjnym, obok doÊwiadczeƒzespo∏u, uwzgl´dniono uwagi zg∏aszane przez tera-
peutów uczestniczàcych w eksploatacji i obs∏udzewózków inwalidzkich. Dotyczy∏y one:
– koniecznoÊci osiàgni´cia przeÊwitu dolnego wóz-ków o wartoÊci co najmniej 100 mm,
– zastosowania kó∏ tylnych o rozmiarze co naj-mniej 6" dla poprawy warunków jazdy np. po trawielub po Êniegu,
– obni˝enia wysokoÊci najni˝szego po∏o˝enia sie-dziska w celu u∏atwienia przesiadania si´ pacjentówz wózków tradycyjnych r´cznych,
– obni˝enia wysokoÊci pod∏ogi wzgl´dem poziomujezdni,
– poprawy resorowania w zawieszaniu tylnym,– ograniczenia d∏ugoÊci ca∏kowitej wózków do
120 cm i szerokoÊci do 68 cm.
W przypadku wózków fotelowych modu∏owa kon-strukcja umo˝liwia ∏atwy za∏adunek do samochoduspecjalnego, a w przypadku konwencjonalnego po-
Rys. 7. Prototyp wózka typu skuter w odmianie trzyko∏owej
Rys. 8. Prototyp wózka typu skuter w odmianie czteroko∏owej
Rys. 9. Prototyp wózka typu fotelowego
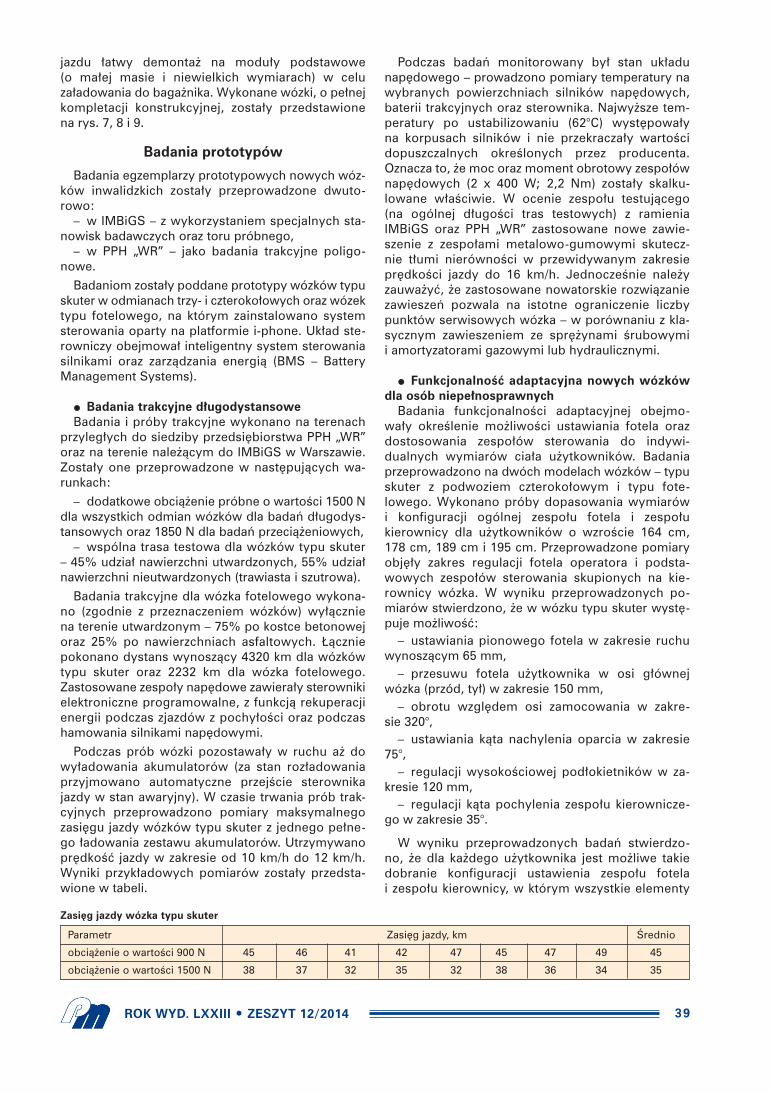
39ROK WYD. LXXIII � ZESZYT 12/2014
Zasi´g jazdy wózka typu skuter
Parametr Zasi´g jazdy, km Ârednio
obcià˝enie o wartoÊci 900 N 45 46 41 42 47 45 47 49 45
obcià˝enie o wartoÊci 1500 N 38 37 32 35 32 38 36 34 35
jazdu ∏atwy demonta˝ na modu∏y podstawowe(o ma∏ej masie i niewielkich wymiarach) w celuza∏adowania do baga˝nika. Wykonane wózki, o pe∏nejkompletacji konstrukcyjnej, zosta∏y przedstawionena rys. 7, 8 i 9.
Badania prototypów
Badania egzemplarzy prototypowych nowych wóz-ków inwalidzkich zosta∏y przeprowadzone dwuto-rowo:
– w IMBiGS – z wykorzystaniem specjalnych sta-nowisk badawczych oraz toru próbnego,
– w PPH „WR” – jako badania trakcyjne poligo-nowe.
Badaniom zosta∏y poddane prototypy wózków typuskuter w odmianach trzy- i czteroko∏owych oraz wózektypu fotelowego, na którym zainstalowano systemsterowania oparty na platformie i-phone. Uk∏ad ste-rowniczy obejmowa∏ inteligentny system sterowaniasilnikami oraz zarzàdzania energià (BMS – BatteryManagement Systems).
� Badania trakcyjne d∏ugodystansoweBadania i próby trakcyjne wykonano na terenach
przyleg∏ych do siedziby przedsi´biorstwa PPH „WR”oraz na terenie nale˝àcym do IMBiGS w Warszawie.Zosta∏y one przeprowadzone w nast´pujàcych wa-runkach:
– dodatkowe obcià˝enie próbne o wartoÊci 1500 Ndla wszystkich odmian wózków dla badaƒ d∏ugodys-tansowych oraz 1850 N dla badaƒ przecià˝eniowych,
– wspólna trasa testowa dla wózków typu skuter– 45% udzia∏ nawierzchni utwardzonych, 55% udzia∏nawierzchni nieutwardzonych (trawiasta i szutrowa).
Badania trakcyjne dla wózka fotelowego wykona-no (zgodnie z przeznaczeniem wózków) wy∏àczniena terenie utwardzonym – 75% po kostce betonowejoraz 25% po nawierzchniach asfaltowych. ¸àczniepokonano dystans wynoszàcy 4320 km dla wózkówtypu skuter oraz 2232 km dla wózka fotelowego.Zastosowane zespo∏y nap´dowe zawiera∏y sterownikielektroniczne programowalne, z funkcjà rekuperacjienergii podczas zjazdów z pochy∏oÊci oraz podczashamowania silnikami nap´dowymi.
Podczas prób wózki pozostawa∏y w ruchu a˝ dowy∏adowania akumulatorów (za stan roz∏adowaniaprzyjmowano automatyczne przejÊcie sterownikajazdy w stan awaryjny). W czasie trwania prób trak-cyjnych przeprowadzono pomiary maksymalnegozasi´gu jazdy wózków typu skuter z jednego pe∏ne-go ∏adowania zestawu akumulatorów. Utrzymywanopr´dkoÊç jazdy w zakresie od 10 km/h do 12 km/h.Wyniki przyk∏adowych pomiarów zosta∏y przedsta-wione w tabeli.
Podczas badaƒ monitorowany by∏ stan uk∏adunap´dowego – prowadzono pomiary temperatury nawybranych powierzchniach silników nap´dowych,baterii trakcyjnych oraz sterownika. Najwy˝sze tem-peratury po ustabilizowaniu (62°C) wyst´powa∏yna korpusach silników i nie przekracza∏y wartoÊcidopuszczalnych okreÊlonych przez producenta.Oznacza to, ˝e moc oraz moment obrotowy zespo∏ównap´dowych (2 x 400 W; 2,2 Nm) zosta∏y skalku-lowane w∏aÊciwie. W ocenie zespo∏u testujàcego(na ogólnej d∏ugoÊci tras testowych) z ramieniaIMBiGS oraz PPH „WR” zastosowane nowe zawie-szenie z zespo∏ami metalowo-gumowymi skutecz-nie t∏umi nierównoÊci w przewidywanym zakresiepr´dkoÊci jazdy do 16 km/h. JednoczeÊnie nale˝yzauwa˝yç, ˝e zastosowane nowatorskie rozwiàzaniezawieszeƒ pozwala na istotne ograniczenie liczbypunktów serwisowych wózka – w porównaniu z kla-sycznym zawieszeniem ze spr´˝ynami Êrubowymii amortyzatorami gazowymi lub hydraulicznymi.
� FunkcjonalnoÊç adaptacyjna nowych wózkówdla osób niepe∏nosprawnych
Badania funkcjonalnoÊci adaptacyjnej obejmo-wa∏y okreÊlenie mo˝liwoÊci ustawiania fotela orazdostosowania zespo∏ów sterowania do indywi-dualnych wymiarów cia∏a u˝ytkowników. Badaniaprzeprowadzono na dwóch modelach wózków – typuskuter z podwoziem czteroko∏owym i typu fote-lowego. Wykonano próby dopasowania wymiarówi konfiguracji ogólnej zespo∏u fotela i zespo∏ukierownicy dla u˝ytkowników o wzroÊcie 164 cm,178 cm, 189 cm i 195 cm. Przeprowadzone pomiaryobj´∏y zakres regulacji fotela operatora i podsta-wowych zespo∏ów sterowania skupionych na kie-rownicy wózka. W wyniku przeprowadzonych po-miarów stwierdzono, ˝e w wózku typu skuter wyst´-puje mo˝liwoÊç:
– ustawiania pionowego fotela w zakresie ruchuwynoszàcym 65 mm,
– przesuwu fotela u˝ytkownika w osi g∏ównejwózka (przód, ty∏) w zakresie 150 mm,
– obrotu wzgl´dem osi zamocowania w zakre-sie 320°,
– ustawiania kàta nachylenia oparcia w zakresie75°,
– regulacji wysokoÊciowej pod∏okietników w za-kresie 120 mm,
– regulacji kàta pochylenia zespo∏u kierownicze-go w zakresie 35°.
W wyniku przeprowadzonych badaƒ stwierdzo-no, ˝e dla ka˝dego u˝ytkownika jest mo˝liwe takiedobranie konfiguracji ustawienia zespo∏u fotelai zespo∏u kierownicy, w którym wszystkie elementy
40 ROK WYD. LXXIII � ZESZYT 12/2014
sterowania sà usytuowane w strefach wygodyokreÊlonych dla g∏ównych zespo∏ów sterowniczych.Zastosowanie obrotowego fotela z regulacjà wy-sokoÊci umo˝liwia bezpieczne i wygodne zajmowa-nie miejsca, bez koniecznoÊci wykonywania z∏o˝o-nych kombinacji ruchów przy wymuszonej pozycjicia∏a. Zajmowanie miejsca w wózku typu skuter jestu∏atwione przez zastosowanie systemu powrotukierownicy z modu∏em sterowania do po∏o˝eniawyjÊciowego – odchylona o 5° do przodu, co zwi´kszaprzestrzeƒ przednià przed fotelem.
Przeprowadzone pomiary dla wózka fotelowegoobj´∏y zakres regulacji podzespo∏ów fotela operato-ra i podstawowych zespo∏ów sterowania skupionychna kierownicy wózka. Wykonano próby dopasowa-nia wymiarów i konfiguracji ogólnej zespo∏u fotelai zespo∏u kierownicy dla u˝ytkowników o wzroÊcie164 cm, 178 cm, 189 cm i 195 cm, dla grupy dobranejjak dla wózka typu skuter.
W wyniku przeprowadzonych pomiarów stwier-dzono, ˝e w wózku typu skuter wyst´puje:
– zakres regulacji kàtowej podnó˝ków 90° z ogra-niczeniem do szerokoÊci ca∏kowitej wózka,
– zakres regulacji wysokoÊci podnó˝ków – 165 mm,– mo˝liwoÊç przesuwu pod∏okietników fotela u˝yt-
kownika w zakresie 120 mm,– mo˝liwoÊç ustawiania kàta nachylenia oparcia
w zakresie 75°,– mo˝liwoÊç regulacji wysokoÊciowej pod∏okiet-
ników w zakresie 120 mm.
Stwierdzono, ˝e zajmowanie miejsca w fotelu jestbezpieczne (blokada kó∏ elektrohamulcami), a zakresregulacji umo˝liwia wykonanie bezpiecznej zmianymiejsca pomi´dzy wózkiem fotelowym a wózkiemtypu skuter.
W ramach personalizacji uk∏adu obs∏ugi, uwzgl´d-niajàc fakt u˝ytkowania przez osoby ze znacznymstopniem niesprawnoÊci narzàdu ruchu, zosta∏ opra-cowany system wizualizacji i sterowania oparty nasystemie iPortal firmy Dynamic Controls. Systemwspó∏pracuje ze sterownikami DK-PMB21 i DK-PMB31zastosowanymi w wózkach fotelowych. SystemiPortal umo˝liwia wizualizacj´ parametrów jazdy zapomocà przyjaznego interfejsu graficznego. W przy-padku osób s∏abowidzàcych mo˝liwe jest równie˝u˝ycie interfejsu graficznego o wysokim kontraÊcie.Poza parametrami trakcyjnymi system umo˝liwiawizualizacj´ po∏o˝enia siedziska w trakcie jego re-gulacji oraz wizualizacj´ stanu na∏adowania ba-terii trakcyjnej. Interfejs graficzny wykonano w for-mie zak∏adek, pomi´dzy którymi nawigowaç mo˝naza pomocà ekranu dotykowego urzàdzenia, lub zapomocà d˝ojstika sterujàcego wózkiem. W celuzwi´kszenia poczucia bezpieczeƒstwa, w szcze-gólnoÊci przez osoby w podesz∏ym wieku lub nie-pe∏nosprawne, interfejs systemu ma zaprogramo-wanà funkcj´ wykonywania szybkiego po∏àczeniaalarmowego pod zdefiniowany wczeÊniej numertelefonu.
Podsumowanie
W wyniku realizacji projektu celowego przez przed-si´biorstwo PPH „WR” oraz Instytut MechanizacjiBudownictwa i Górnictwa Skalnego opracowanotyposzereg wózków wyposa˝onych w innowacyjnerozwiàzania konstrukcyjne z zakresu systemów na-p´dowych, uk∏adów kierowniczych i podzespo∏ówsterowania oraz ergonomii o nast´pujàcej charak-terystyce technicznej:
� liczba silników – 1 lub 2,� moc silników – 400 W lub 2 x 400 W,� napi´cie zasilania – 24 V,� pr´dkoÊç maksymalna – 15 km/h,� maksymalna masa u˝ytkownika – 150 kg,� pojemnoÊç akumulatorów (w zale˝noÊci od za-
mówienia u˝ytkownika) – 55 – 85 Ah,� konstrukcja wózków – modu∏owa.
Do zastosowanych w nich najwa˝niejszych roz-wiàzaƒ mo˝na zaliczyç:
– modu∏owà budow´ zespo∏ów g∏ównych, któraumo˝liwia dostosowanie do indywidualnych wy-magaƒ okreÊlonych przez u˝ytkownika,
– energooszcz´dne bezszczotkowe silniki elektrycz-ne ze sterowaniem elektronicznym i systemem reku-peracji energii podczas hamowania i zjazdu z pochy-∏oÊci, umo˝liwiajàce zwi´kszenie zasi´gu z jednego∏adowania zestawu akumulatorów trakcyjnych,
– system kierowania zapewniajàcy automatycz-ne, ∏agodne zmniejszenie pr´dkoÊci podczas jazdypo ∏uku, co w sposób istotny wp∏ywa na stabilnoÊçdynamicznà i ogranicza koniecznoÊç balansowaniacia∏em przez osob´ z niesprawnoÊcià motorycznà,
– system detekcji przeszkód, pozwalajàcy na ∏agod-ne zatrzymanie wózka przed przeszkodà pionowà,nawet w przypadku zas∏abni´cia u˝ytkownika,
– fotele o szerokim zakresie regulacji podstawo-wych parametrów ergonomicznych, co pozwala nadostosowanie do wymiarów cia∏a i charakteru nie-sprawnoÊci motorycznej u˝ytkownika.
Nale˝y oczekiwaç, ˝e wprowadzenie do produkcjiseryjnej nowych wózków przeznaczonych dla osóbniepe∏nosprawnych, cechujàcych si´ wymienionymiinnowacyjnymi rozwiàzaniami oraz atrakcyjnymwyglàdem zewn´trznym, zwi´kszy konkurencyjnoÊçwyrobów krajowych na rynku wewn´trznym orazpozwoli na zwi´kszenie eksportu do paƒstw nale-˝àcych do krajów wysoko rozwini´tych.
LITERATURA PRZEDMIOTU
1. Szczepaniak C.: Podstawy modelowania systemu. Cz∏owiek-Pojazd-Otoczenie. Wydawnictwo Naukowe PWN, Warszawa;¸ódê 1999.
2. PN-EN ISO 12100-1 Maszyny. Bezpieczeƒstwo. Poj´cia pod-stawowe, ogólne zasady projektowania. Cz´Êç 1: Podsta-wowa terminologia, metodyka.
3. PN-EN ISO 12100-2 Maszyny. Bezpieczeƒstwo. Poj´cia pod-stawowe, ogólne zasady projektowania. Cz´Êç 2: Zasadytechniczne.
4. PN-EN 614-1 Maszyny. Bezpieczeƒstwo. Ergonomiczne za-sady projektowania. Terminologia i wytyczne ogólne.
5. PN-EN 954-1 Maszyny. Bezpieczeƒstwo. Elementy systemówsterowania zwiàzane z bezpieczeƒstwem. Cz´Êç 1: Ogólnezasady projektowania.

41ROK WYD. LXXIII � ZESZYT 12/2014
Najprostsze gumowe t∏umiki drgaƒ skr´tnychsk∏adajà si´ z pierÊcienia bezw∏adnoÊciowego, po-∏àczonego z piastà pierÊcieniem gumowym lub pa-kietem wk∏adek gumowych [1, 2] o odpowiedniejtwardoÊci, spr´˝ystoÊci dynamicznej i odpowiednimwspó∏czynniku wewn´trznego t∏umienia (rys. 1).
T∏umiki gumowe drgaƒ skr´tnych sà typowymiprzyk∏adami t∏umików rezonansowych, które „dostra-jane” (projektowane) sà do najbardziej niebezpiecznejcz´stoÊci rezonansowej (o najwi´kszej amplitudzie).De facto sà to dynamiczne eliminatory drgaƒ, które„t∏umià” drgania uk∏adu si∏à bezw∏adnoÊci.
T∏umiki gumowe zastosowano po raz pierwszyw przemyÊle okr´towym w 1915 roku [3]. Jednak brakstabilnoÊci w∏asnoÊci fizycznych gumy, zwiàzanyz szybkimi procesami jej starzenia, nie zapewni∏ygumowym t∏umikom drgaƒ skr´tnych nale˝ytegomiejsca w przemyÊle okr´towym. Praktycznie podkoniec lat 50. minionego wieku w przemyÊle tymzaprzestano stosowania tego rodzaju t∏umików.
Ich niewielka ˝ywotnoÊç nie stanowi∏a powa˝nejprzeszkody dla konstruktorów samochodowychsilników spalinowych, w których stosowane sàz powodzeniem do dziÊ nie tylko do t∏umienia drgaƒskr´tnych wa∏u korbowego silnika, ale tak˝e do t∏u-mienia drgaƒ skr´tnych innych cz´Êci znajdujàcychsi´ w pojazdach samochodowych [3].
Tego typu t∏umik t∏umi rezonansowe drgania skr´t-ne, np. wa∏u korbowego silnika, dzi´ki istnieniu tarciawewn´trznego gumy podczas jej deformacji. Defor-
macja ta wyst´puje w chwili, gdy zostanie pokonanaspr´˝ystoÊç wewn´trzna gumy (wyst´puje wtedy ruchwzgl´dny pomi´dzy piastà i pierÊcieniem bezw∏ad-noÊciowym). Zdarza si´ to w przypadku przekroczeniapewnej amplitudy drgaƒ skr´tnych wa∏u i obcià˝eniagumy momentem skr´cajàcym Ms [4].
Ma∏owymiarowe gumowe t∏umiki drgaƒ skr´tnych
Small rubber torsional vibration dampers
WOJCIECH HOMIK
Streszczenie: Artyku∏ zawiera informacje dotyczàce historii, budowy i zastosowania gumowych t∏umików drgaƒ skr´tnychwa∏ów korbowych wielocylindrowych silników spalinowych. Autor artyku∏u koncentruje si´ g∏ównie nad metodamimodelowania ma∏owymiarowych gumowych t∏umików drgaƒ. Prezentuje tak˝e wyniki numerycznych analiz dynamicznychuk∏adu, w którym zastosowano gumowy ma∏ogabarytowy t∏umik. W artykule zamieszczone sà równie˝ niektóre wytyczne,które powinny byç uwzgl´dniane na etapie projektowania t∏umika.
S∏owa kluczowe: drgania skr´tne, t∏umik drgaƒ skr´tnych, t∏umienie, sztywnoÊç
Abstract:The article presents information on the history, construction and use of rubber torsional vibration dampersof internal crankshafts in multi-cylinder combustion engines. The author concentrates on the methods of modelingrubber torsional vibration dampers. The author also provides the results of dynamic numerical analysis of the unit, wheresmall rubber damper is used. The article also provides some guidelines which should be considered when designing thedamper.
Keywords: torsional vibrations, torsional vibration dampers, damping, stiffness
Dr hab. in˝. Wojciech Homik, prof. PRz – Politech-nika Rzeszowska, Wydzia∏ Budowy Maszyn i Lotnictwa,Katedra Konstrukcji Maszyn, al. Powstaƒców Warszawy 8,35-959 Rzeszów; e-mail: [email protected].
Modelowaniema∏owymiarowych t∏umików gumowych
T∏umiki gumowe modeluje si´ najcz´Êciej jakouk∏ady dwumasowe. Wystarczajàce przybli˝enie rze-czywistoÊci daje model przedstawiony na rys. 2 [3].
Model ten opisuje uk∏ad dwóch równaƒ ró˝nicz-kowych ogólnie nieliniowych [3]:
lwφw+kwφw+kg(∆φw–b)·(φw–φb)+αg(∆φw–b)·(φw – φb)=Mo(t)(1)
lbφb+αp(∆φw–b)·(φb–φw)+kg(∆φw–b)·(φb–φw)=0
Rys. 1. Ma∏owymiarowy gumowy t∏umik drgaƒ skr´tnych:a) przyk∏adowe rozwiàzanie konstrukcyjne t∏umika, b) miejscezamocowania t∏umika gumowego na silniku
a) b)
.. . . .
.. . . .
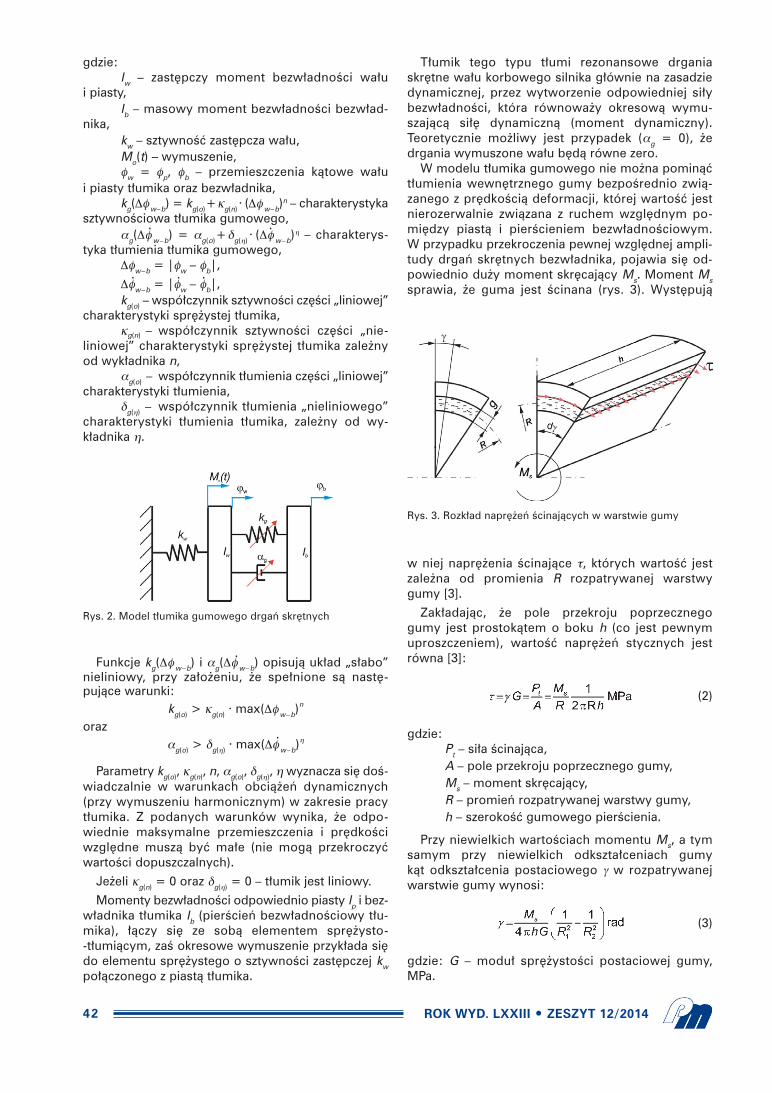
42 ROK WYD. LXXIII � ZESZYT 12/2014
gdzie:Iw – zast´pczy moment bezw∏adnoÊci wa∏u
i piasty,Ib – masowy moment bezw∏adnoÊci bezw∏ad-
nika,kw – sztywnoÊç zast´pcza wa∏u,Mo(t) – wymuszenie,φw = φp, φb – przemieszczenia kàtowe wa∏u
i piasty t∏umika oraz bezw∏adnika,kg(∆φw–b) = kg(o)+κg(n) · (∆φw–b)
n – charakterystykasztywnoÊciowa t∏umika gumowego,
αg(∆φw–b) = αg(o)+δg(η) · (∆φw–b)η – charakterys-
tyka t∏umienia t∏umika gumowego,∆φw–b = |φw – φb|,
∆φw–b = |φw – φb|,kg(o) – wspó∏czynnik sztywnoÊci cz´Êci „liniowej”
charakterystyki spr´˝ystej t∏umika,κg(n) – wspó∏czynnik sztywnoÊci cz´Êci „nie-
liniowej” charakterystyki spr´˝ystej t∏umika zale˝nyod wyk∏adnika n,
αg(o) – wspó∏czynnik t∏umienia cz´Êci „liniowej”charakterystyki t∏umienia,
δg(η) – wspó∏czynnik t∏umienia „nieliniowego”charakterystyki t∏umienia t∏umika, zale˝ny od wy-k∏adnika η.
T∏umik tego typu t∏umi rezonansowe drganiaskr´tne wa∏u korbowego silnika g∏ównie na zasadziedynamicznej, przez wytworzenie odpowiedniej si∏ybezw∏adnoÊci, która równowa˝y okresowà wymu-szajàcà si∏´ dynamicznà (moment dynamiczny).Teoretycznie mo˝liwy jest przypadek (αg = 0), ˝edrgania wymuszone wa∏u b´dà równe zero.
W modelu t∏umika gumowego nie mo˝na pominàçt∏umienia wewn´trznego gumy bezpoÊrednio zwià-zanego z pr´dkoÊcià deformacji, której wartoÊç jestnierozerwalnie zwiàzana z ruchem wzgl´dnym po-mi´dzy piastà i pierÊcieniem bezw∏adnoÊciowym.W przypadku przekroczenia pewnej wzgl´dnej ampli-tudy drgaƒ skr´tnych bezw∏adnika, pojawia si´ od-powiednio du˝y moment skr´cajàcy Ms. Moment Mssprawia, ˝e guma jest Êcinana (rys. 3). Wyst´pujà
Funkcje kg(∆φw–b) i αg(∆φw–b) opisujà uk∏ad „s∏abo”nieliniowy, przy za∏o˝eniu, ˝e spe∏nione sà nast´-pujàce warunki:
kg(o) > κg(n) · max(∆φw–b)n
orazαg(o) > δg(η) · max(∆φw–b)
η
Parametry kg(o), κg(n), n, αg(o), δg(η), η wyznacza si´ doÊ-wiadczalnie w warunkach obcià˝eƒ dynamicznych(przy wymuszeniu harmonicznym) w zakresie pracyt∏umika. Z podanych warunków wynika, ˝e odpo-wiednie maksymalne przemieszczenia i pr´dkoÊciwzgl´dne muszà byç ma∏e (nie mogà przekroczyçwartoÊci dopuszczalnych).
Je˝eli κg(n) = 0 oraz δg(η) = 0 – t∏umik jest liniowy.
Momenty bezw∏adnoÊci odpowiednio piasty Ip i bez-w∏adnika t∏umika Ib (pierÊcieƒ bezw∏adnoÊciowy t∏u-mika), ∏àczy si´ ze sobà elementem spr´˝ysto--t∏umiàcym, zaÊ okresowe wymuszenie przyk∏ada si´do elementu spr´˝ystego o sztywnoÊci zast´pczej kwpo∏àczonego z piastà t∏umika.
w niej napr´˝enia Êcinajàce τ, których wartoÊç jestzale˝na od promienia R rozpatrywanej warstwygumy [3].
Zak∏adajàc, ˝e pole przekroju poprzecznegogumy jest prostokàtem o boku h (co jest pewnymuproszczeniem), wartoÊç napr´˝eƒ stycznych jestrówna [3]:
(2)
gdzie:Pt – si∏a Êcinajàca,A – pole przekroju poprzecznego gumy,Ms – moment skr´cajàcy,R – promieƒ rozpatrywanej warstwy gumy,h – szerokoÊç gumowego pierÊcienia.
Przy niewielkich wartoÊciach momentu Ms, a tymsamym przy niewielkich odkszta∏ceniach gumykàt odkszta∏cenia postaciowego γ w rozpatrywanejwarstwie gumy wynosi:
(3)
gdzie: G – modu∏ spr´˝ystoÊci postaciowej gumy,MPa.
. .
. . .
Rys. 2. Model t∏umika gumowego drgaƒ skr´tnych
.
.
Rys. 3. Rozk∏ad napr´˝eƒ Êcinajàcych w warstwie gumy
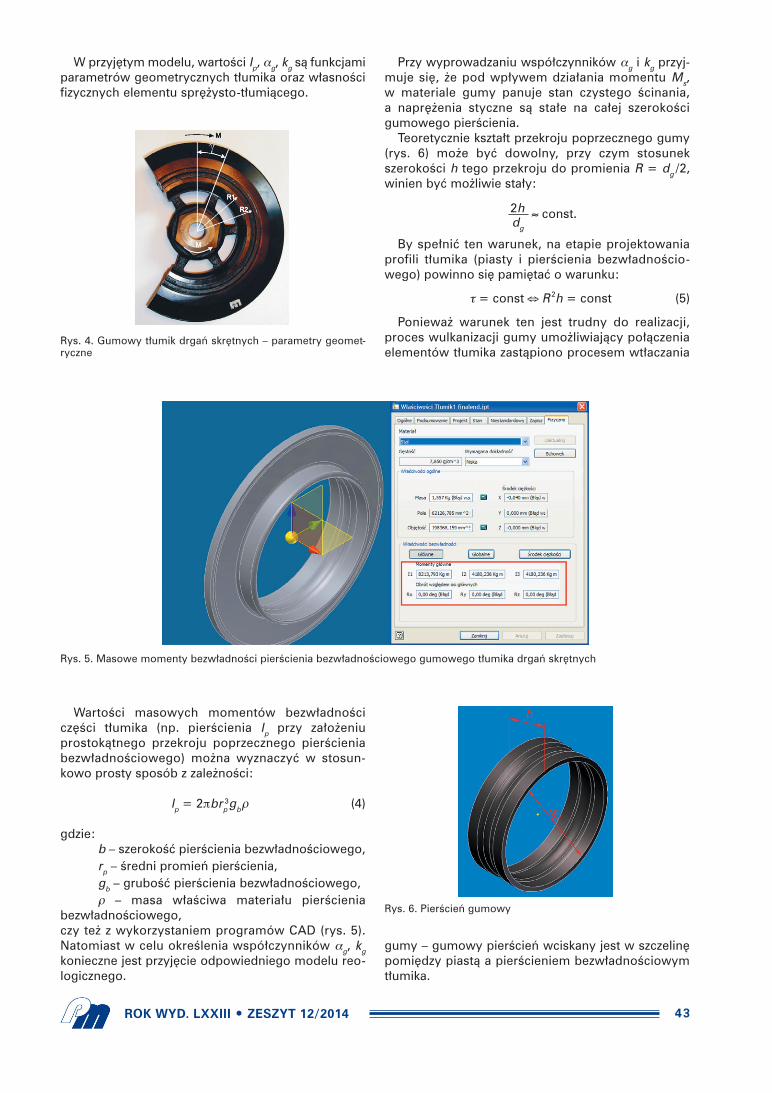
43ROK WYD. LXXIII � ZESZYT 12/2014
Rys. 4. Gumowy t∏umik drgaƒ skr´tnych – parametry geomet-ryczne
Rys. 5. Masowe momenty bezw∏adnoÊci pierÊcienia bezw∏adnoÊciowego gumowego t∏umika drgaƒ skr´tnych
Rys. 6. PierÊcieƒ gumowy
W przyj´tym modelu, wartoÊci Ip, αg, kg sà funkcjamiparametrów geometrycznych t∏umika oraz w∏asnoÊcifizycznych elementu spr´˝ysto-t∏umiàcego.
WartoÊci masowych momentów bezw∏adnoÊcicz´Êci t∏umika (np. pierÊcienia Ip przy za∏o˝eniuprostokàtnego przekroju poprzecznego pierÊcieniabezw∏adnoÊciowego) mo˝na wyznaczyç w stosun-kowo prosty sposób z zale˝noÊci:
lp = 2πbrp3gbρ (4)
gdzie:b – szerokoÊç pierÊcienia bezw∏adnoÊciowego,rp – Êredni promieƒ pierÊcienia,gb – gruboÊç pierÊcienia bezw∏adnoÊciowego,ρ – masa w∏aÊciwa materia∏u pierÊcienia
bezw∏adnoÊciowego,czy te˝ z wykorzystaniem programów CAD (rys. 5).Natomiast w celu okreÊlenia wspó∏czynników αg, kgkonieczne jest przyj´cie odpowiedniego modelu reo-logicznego.
Przy wyprowadzaniu wspó∏czynników αg i kg przyj-muje si´, ˝e pod wp∏ywem dzia∏ania momentu Ms,w materiale gumy panuje stan czystego Êcinania,a napr´˝enia styczne sà sta∏e na ca∏ej szerokoÊcigumowego pierÊcienia.
Teoretycznie kszta∏t przekroju poprzecznego gumy(rys. 6) mo˝e byç dowolny, przy czym stosunekszerokoÊci h tego przekroju do promienia R = dg /2,winien byç mo˝liwie sta∏y:
2h ≈ const.
By spe∏niç ten warunek, na etapie projektowaniaprofili t∏umika (piasty i pierÊcienia bezw∏adnoÊcio-wego) powinno si´ pami´taç o warunku:
τ = const ⇔ R 2h = const (5)
Poniewa˝ warunek ten jest trudny do realizacji,proces wulkanizacji gumy umo˝liwiajàcy po∏àczeniaelementów t∏umika zastàpiono procesem wt∏aczania
gumy – gumowy pierÊcieƒ wciskany jest w szczelin´pomi´dzy piastà a pierÊcieniem bezw∏adnoÊciowymt∏umika.
dg
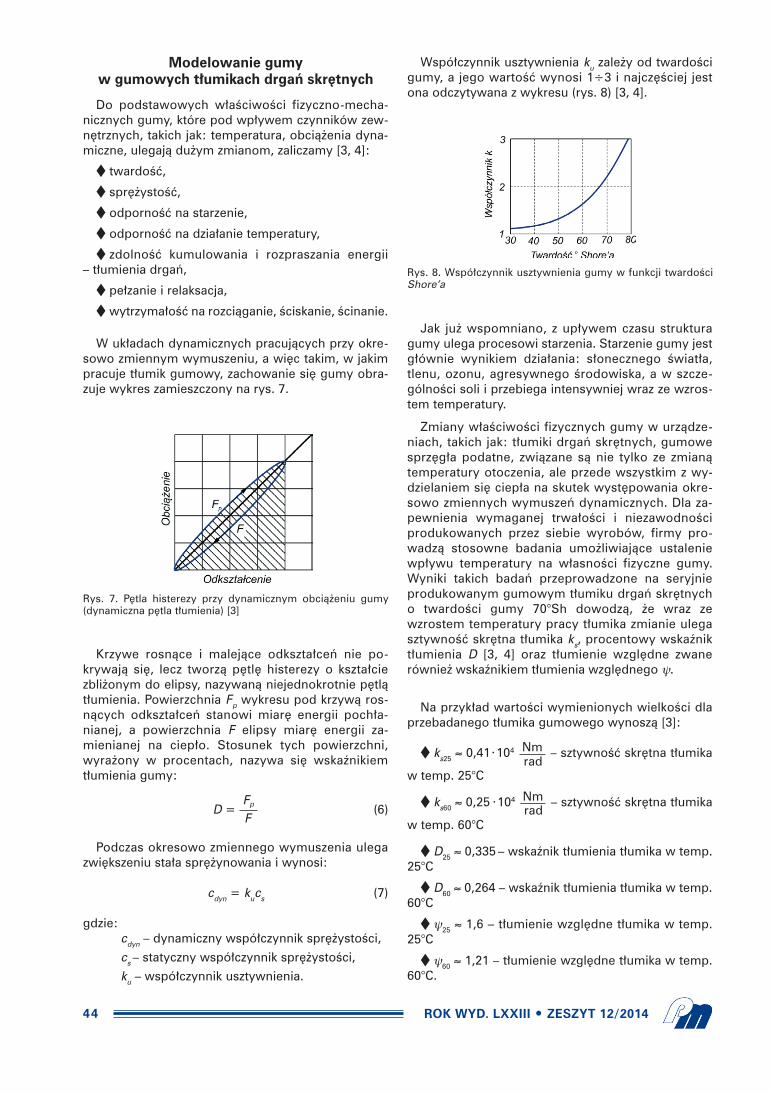
44 ROK WYD. LXXIII � ZESZYT 12/2014
Modelowanie gumyw gumowych t∏umikach drgaƒ skr´tnych
Do podstawowych w∏aÊciwoÊci fizyczno-mecha-nicznych gumy, które pod wp∏ywem czynników zew-n´trznych, takich jak: temperatura, obcià˝enia dyna-miczne, ulegajà du˝ym zmianom, zaliczamy [3, 4]:
◆ twardoÊç,
◆ spr´˝ystoÊç,
◆ odpornoÊç na starzenie,
◆ odpornoÊç na dzia∏anie temperatury,
◆ zdolnoÊç kumulowania i rozpraszania energii– t∏umienia drgaƒ,
◆ pe∏zanie i relaksacja,
◆ wytrzyma∏oÊç na rozciàganie, Êciskanie, Êcinanie.
W uk∏adach dynamicznych pracujàcych przy okre-sowo zmiennym wymuszeniu, a wi´c takim, w jakimpracuje t∏umik gumowy, zachowanie si´ gumy obra-zuje wykres zamieszczony na rys. 7.
Krzywe rosnàce i malejàce odkszta∏ceƒ nie po-krywajà si´, lecz tworzà p´tl´ histerezy o kszta∏ciezbli˝onym do elipsy, nazywanà niejednokrotnie p´tlàt∏umienia. Powierzchnia Fp wykresu pod krzywà ros-nàcych odkszta∏ceƒ stanowi miar´ energii poch∏a-nianej, a powierzchnia F elipsy miar´ energii za-mienianej na ciep∏o. Stosunek tych powierzchni,wyra˝ony w procentach, nazywa si´ wskaênikiemt∏umienia gumy:
D = Fp (6)
Podczas okresowo zmiennego wymuszenia ulegazwi´kszeniu sta∏a spr´˝ynowania i wynosi:
cdyn = kucs (7)
gdzie:cdyn – dynamiczny wspó∏czynnik spr´˝ystoÊci,
cs – statyczny wspó∏czynnik spr´˝ystoÊci,ku – wspó∏czynnik usztywnienia.
Wspó∏czynnik usztywnienia ku zale˝y od twardoÊcigumy, a jego wartoÊç wynosi 1÷3 i najcz´Êciej jestona odczytywana z wykresu (rys. 8) [3, 4].
Jak ju˝ wspomniano, z up∏ywem czasu strukturagumy ulega procesowi starzenia. Starzenie gumy jestg∏ównie wynikiem dzia∏ania: s∏onecznego Êwiat∏a,tlenu, ozonu, agresywnego Êrodowiska, a w szcze-gólnoÊci soli i przebiega intensywniej wraz ze wzros-tem temperatury.
Zmiany w∏aÊciwoÊci fizycznych gumy w urzàdze-niach, takich jak: t∏umiki drgaƒ skr´tnych, gumowesprz´g∏a podatne, zwiàzane sà nie tylko ze zmianàtemperatury otoczenia, ale przede wszystkim z wy-dzielaniem si´ ciep∏a na skutek wyst´powania okre-sowo zmiennych wymuszeƒ dynamicznych. Dla za-pewnienia wymaganej trwa∏oÊci i niezawodnoÊciprodukowanych przez siebie wyrobów, firmy pro-wadzà stosowne badania umo˝liwiajàce ustaleniewp∏ywu temperatury na w∏asnoÊci fizyczne gumy.Wyniki takich badaƒ przeprowadzone na seryjnieprodukowanym gumowym t∏umiku drgaƒ skr´tnycho twardoÊci gumy 70°Sh dowodzà, ˝e wraz zewzrostem temperatury pracy t∏umika zmianie ulegasztywnoÊç skr´tna t∏umika ks, procentowy wskaênikt∏umienia D [3, 4] oraz t∏umienie wzgl´dne zwanerównie˝ wskaênikiem t∏umienia wzgl´dnego ψ.
Na przyk∏ad wartoÊci wymienionych wielkoÊci dlaprzebadanego t∏umika gumowego wynoszà [3]:
◆ ks25 ≈ 0,41·104 Nm – sztywnoÊç skr´tna t∏umika
w temp. 25°C
◆ ks60 ≈ 0,25 ·104 Nm – sztywnoÊç skr´tna t∏umika
w temp. 60°C
◆ D25 ≈ 0,335 – wskaênik t∏umienia t∏umika w temp.25°C
◆ D60 ≈ 0,264 – wskaênik t∏umienia t∏umika w temp.60°C
◆ ψ25 ≈ 1,6 – t∏umienie wzgl´dne t∏umika w temp.25°C
◆ ψ60 ≈ 1,21 – t∏umienie wzgl´dne t∏umika w temp.60°C.
Rys. 7. P´tla histerezy przy dynamicznym obcià˝eniu gumy(dynamiczna p´tla t∏umienia) [3]
Rys. 8. Wspó∏czynnik usztywnienia gumy w funkcji twardoÊciShore’a
Frad
rad
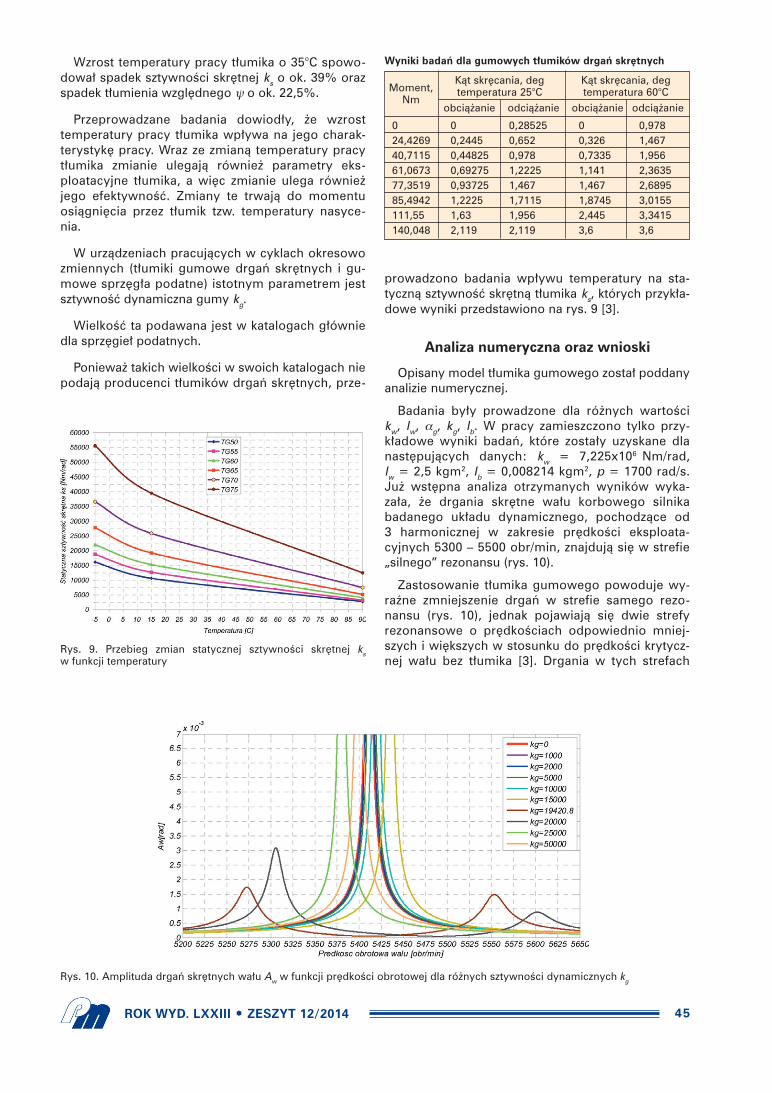
45ROK WYD. LXXIII � ZESZYT 12/2014
Wyniki badaƒ dla gumowych t∏umików drgaƒ skr´tnych
Moment,Kàt skr´cania, deg Kàt skr´cania, deg
Nmtemperatura 25°C temperatura 60°C
obcià˝anie odcià˝anie obcià˝anie odcià˝anie
0 0 0,28525 0 0,97824,4269 0,2445 0,652 0,326 1,46740,7115 0,44825 0,978 0,7335 1,95661,0673 0,69275 1,2225 1,141 2,363577,3519 0,93725 1,467 1,467 2,689585,4942 1,2225 1,7115 1,8745 3,0155111,55 1,63 1,956 2,445 3,3415140,048 2,119 2,119 3,6 3,6
Wzrost temperatury pracy t∏umika o 35°C spowo-dowa∏ spadek sztywnoÊci skr´tnej ks o ok. 39% orazspadek t∏umienia wzgl´dnego ψ o ok. 22,5%.
Przeprowadzane badania dowiod∏y, ˝e wzrosttemperatury pracy t∏umika wp∏ywa na jego charak-terystyk´ pracy. Wraz ze zmianà temperatury pracyt∏umika zmianie ulegajà równie˝ parametry eks-ploatacyjne t∏umika, a wi´c zmianie ulega równie˝jego efektywnoÊç. Zmiany te trwajà do momentuosiàgni´cia przez t∏umik tzw. temperatury nasyce-nia.
W urzàdzeniach pracujàcych w cyklach okresowozmiennych (t∏umiki gumowe drgaƒ skr´tnych i gu-mowe sprz´g∏a podatne) istotnym parametrem jestsztywnoÊç dynamiczna gumy kg.
WielkoÊç ta podawana jest w katalogach g∏ówniedla sprz´gie∏ podatnych.
Poniewa˝ takich wielkoÊci w swoich katalogach niepodajà producenci t∏umików drgaƒ skr´tnych, prze-
prowadzono badania wp∏ywu temperatury na sta-tycznà sztywnoÊç skr´tnà t∏umika ks, których przyk∏a-dowe wyniki przedstawiono na rys. 9 [3].
Analiza numeryczna oraz wnioski
Opisany model t∏umika gumowego zosta∏ poddanyanalizie numerycznej.
Badania by∏y prowadzone dla ró˝nych wartoÊcikw, Iw, αg, kg, Ib. W pracy zamieszczono tylko przy-k∏adowe wyniki badaƒ, które zosta∏y uzyskane dlanast´pujàcych danych: kw = 7,225x106 Nm/rad,Iw = 2,5 kgm2, Ib = 0,008214 kgm2, p = 1700 rad/s.Ju˝ wst´pna analiza otrzymanych wyników wyka-za∏a, ˝e drgania skr´tne wa∏u korbowego silnikabadanego uk∏adu dynamicznego, pochodzàce od3 harmonicznej w zakresie pr´dkoÊci eksploata-cyjnych 5300 – 5500 obr/min, znajdujà si´ w strefie„silnego” rezonansu (rys. 10).
Zastosowanie t∏umika gumowego powoduje wy-raêne zmniejszenie drgaƒ w strefie samego rezo-nansu (rys. 10), jednak pojawiajà si´ dwie strefyrezonansowe o pr´dkoÊciach odpowiednio mniej-szych i wi´kszych w stosunku do pr´dkoÊci krytycz-nej wa∏u bez t∏umika [3]. Drgania w tych strefach
Rys. 9. Przebieg zmian statycznej sztywnoÊci skr´tnej ksw funkcji temperatury
Rys. 10. Amplituda drgaƒ skr´tnych wa∏u Aw w funkcji pr´dkoÊci obrotowej dla ró˝nych sztywnoÊci dynamicznych kg
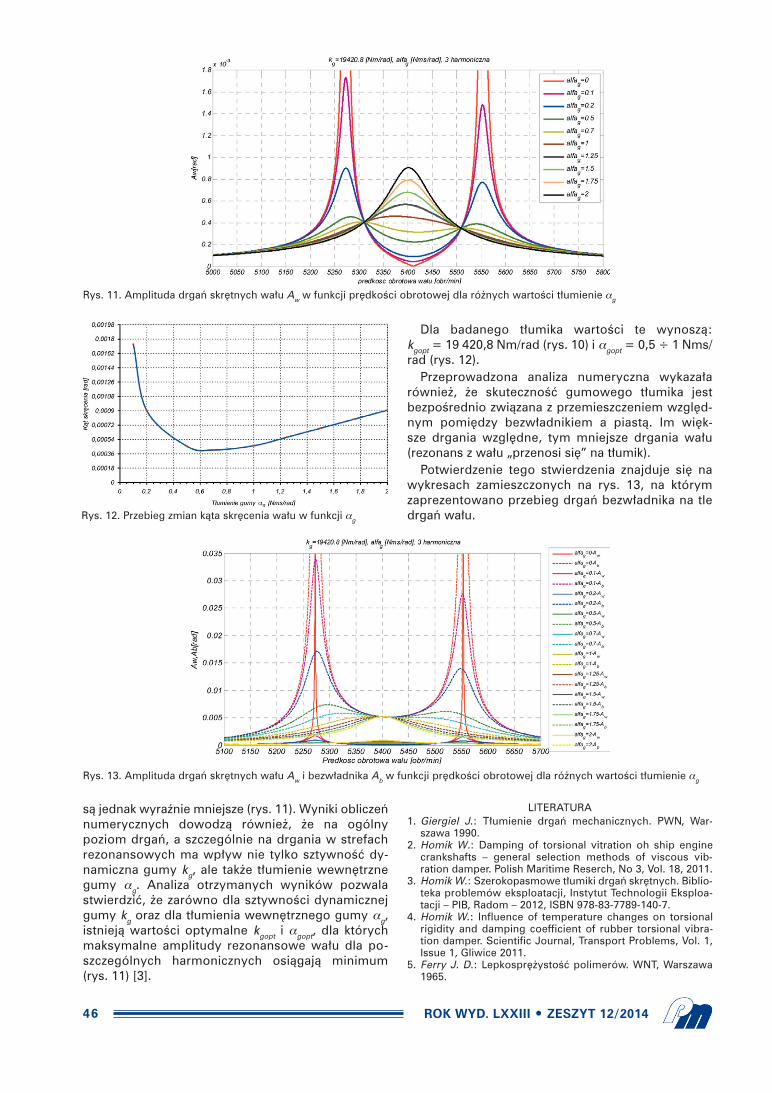
46 ROK WYD. LXXIII � ZESZYT 12/2014
sà jednak wyraênie mniejsze (rys. 11). Wyniki obliczeƒnumerycznych dowodzà równie˝, ˝e na ogólnypoziom drgaƒ, a szczególnie na drgania w strefachrezonansowych ma wp∏yw nie tylko sztywnoÊç dy-namiczna gumy kg, ale tak˝e t∏umienie wewn´trznegumy αg. Analiza otrzymanych wyników pozwalastwierdziç, ˝e zarówno dla sztywnoÊci dynamicznejgumy kg oraz dla t∏umienia wewn´trznego gumy αg,istniejà wartoÊci optymalne kgopt i αgopt, dla którychmaksymalne amplitudy rezonansowe wa∏u dla po-szczególnych harmonicznych osiàgajà minimum(rys. 11) [3].
Dla badanego t∏umika wartoÊci te wynoszà:kgopt = 19 420,8 Nm/rad (rys. 10) i αgopt = 0,5 ÷ 1 Nms/rad (rys. 12).
Przeprowadzona analiza numeryczna wykaza∏arównie˝, ˝e skutecznoÊç gumowego t∏umika jestbezpoÊrednio zwiàzana z przemieszczeniem wzgl´d-nym pomi´dzy bezw∏adnikiem a piastà. Im wi´k-sze drgania wzgl´dne, tym mniejsze drgania wa∏u(rezonans z wa∏u „przenosi si´” na t∏umik).
Potwierdzenie tego stwierdzenia znajduje si´ nawykresach zamieszczonych na rys. 13, na którymzaprezentowano przebieg drgaƒ bezw∏adnika na tledrgaƒ wa∏u.
LITERATURA1. Giergiel J.: T∏umienie drgaƒ mechanicznych. PWN, War-
szawa 1990.2. Homik W.: Damping of torsional vitration oh ship engine
crankshafts – general selection methods of viscous vib-ration damper. Polish Maritime Reserch, No 3, Vol. 18, 2011.
3. Homik W.: Szerokopasmowe t∏umiki drgaƒ skr´tnych. Biblio-teka problemów eksploatacji, Instytut Technologii Eksploa-tacji – PIB, Radom – 2012, ISBN 978-83-7789-140-7.
4. Homik W.: Influence of temperature changes on torsionalrigidity and damping coefficient of rubber torsional vibra-tion damper. Scientific Journal, Transport Problems, Vol. 1,Issue 1, Gliwice 2011.
5. Ferry J. D.: Lepkospr´˝ystoÊç polimerów. WNT, Warszawa1965.
Rys. 11. Amplituda drgaƒ skr´tnych wa∏u Aw w funkcji pr´dkoÊci obrotowej dla ró˝nych wartoÊci t∏umienie αg
Rys. 12. Przebieg zmian kàta skr´cenia wa∏u w funkcji αg
Rys. 13. Amplituda drgaƒ skr´tnych wa∏u Aw i bezw∏adnika Ab w funkcji pr´dkoÊci obrotowej dla ró˝nych wartoÊci t∏umienie αg
47ROK WYD. LXXIII � ZESZYT 12/2014
Jednym z parametrów oceny jakoÊci powierzchnicia∏ sta∏ych poddawanych procesom technolo-gicznym jest ich chropowatoÊç. Definiuje si´ takieparametry chropowatoÊci powierzchni, jak m.in.:Ra – Êrednia arytmetyczna i Rq – Êrednia kwadra-towa rz´dnych profilu (µm), Rz – najwi´ksza wysokoÊçprofilu (µm) [1]. Na skutek licznych zag∏´bieƒ rze-czywista powierzchnia rozpatrywanego materia∏uzwi´ksza si´ o pewnà wartoÊç wynikajàcà z charak-teru i parametrów chropowatoÊci. W odniesieniu dooperacji klejenia t∏umaczy to fakt, ˝e im bardziejchropowata jest powierzchnia przygotowywana doklejenia, tym wi´ksza b´dzie powierzchnia jej kon-
taktu z klejem i tym wi´ksza finalna wytrzyma∏oÊçtak wykonanego po∏àczenia klejowego. Z praktykiin˝ynierskiej wiadomo jednak, ˝e sà dwie zasadniczeprzes∏anki do traktowania parametru chropowatoÊcijako nie do koƒca nadajàcego si´ do oceny po-wierzchni przygotowywanej do klejenia.
Po pierwsze – istniejà graniczne parametry chro-powatoÊci, indywidualne dla ró˝nych materia∏ówi zale˝ne od stosowanych klejów, których przekro-czenie daje skutki odwrotne do zamierzonych, tj.wytrzyma∏oÊç po∏àczenia klejowego zamiast rosnàç– zaczyna maleç [2]. Z drugiej zaÊ strony – mo˝liwejest sklejanie z powodzeniem równie˝ materia∏ów,których powierzchnie sà g∏adkie, równe, niechro-powate. Stàd konieczne okaza∏o si´ rozbudowanieteorii adhezji mechanicznej okreÊlajàcej przyczep-noÊç kleju do ∏àczonych powierzchni, jako oddzia-∏ywanie na skutek zakotwiczania si´ kleju w mikro-nierównoÊciach [3]. Tak te˝ i konieczne by∏o zde-finiowanie wielkoÊci, które mog∏yby opisywaç przy-
Badania wp∏ywu ciep∏a na stan energetycznywarstwy wierzchniej stali S235JR
Research on the influence of heat on energetic propertiesof steel S235JR surface layer
JAKUB SZABELSKIJÓZEF KUCZMASZEWSKI
Streszczenie: W pracy przedstawiono teoretyczne rozwa˝ania dotyczàce stanu przygotowania powierzchni, w szczególnoÊcido operacji klejenia oraz wp∏ywu ciep∏a na parametry po∏àczenia klejowego na ró˝nych etapach jego konstytuowaniai eksploatacji. W celu sprawdzenia wp∏ywu temperatury powierzchni na kàt zwil˝ania przeprowadzone zosta∏y badaniaeksperymentalne dwiema cieczami pomiarowymi: wodà destylowanà i dijodometanem. Na ich podstawie wyznaczonoenergi´ powierzchniowà (SEP) badanej próbki i jej zmian´ w zale˝noÊci od jej temperatury. OkreÊlono równie˝ zmian´ pracyadhezji w kontakcie stal S235JR – woda destylowana i stal S235JR – dijodometan w funkcji temperatury. Analiza wynikówwykaza∏a zauwa˝alnà zmian´ wartoÊci swobodnej energii powierzchniowej próbki w badanym zakresie temperatur, si´gajàcà16 –18% w zale˝noÊci od metody obliczeniowej. Na tej podstawie przewiduje si´, ˝e powierzchnia przygotowana do klejenia,ogrzana przed wykonaniem po∏àczenia, mo˝e ze wzgl´du na wi´kszà energi´ powierzchniowà, a wi´c tak˝e bardziejefektywnà zwil˝alnoÊç – wykazywaç lepsze cechy adhezyjne, co byç mo˝e wp∏ynie równie˝ na parametry wytrzyma∏oÊciowepo∏àczenia klejowego.
S∏owa kluczowe: kàt zwil˝ania, temperatura, energia powierzchniowa, warstwa wierzchnia
Abstract: Theoretical considerations over parameters defining the condition of the prepared surface, particularly to adhe-sive bonding operations were presented in the paper as well as the influence of heat on parameters of an adhesive joint onthe various stages of its life. Experimental research were conducted using two measuring liquids: distilled water anddiiodomethane in order to examine the influence of the increased temperature on the wetting angle of the surface preparedfor adhesive bonding. On the basis of test results – the surface free energy (SFE) of the studied sample and its change inrelation to the temperature were obtained. The change of the work of adhesion (WOA) was also calculated for steel S235JR/ distilled water and S235JR steel / diiodomethane arrangements in function of the temperature. The analysis of resultsshows the noticeable change of the SFE of the test sample in the examined temperatures range, reaching 16 –18% de-pending on the method used. Basing on obtained results one can predict, that the surface prepared to bonding heatedbefore the bonding operation may, due to higher SFE and as a result of it – increased wettability, show better adhesivecharacteristics what will possibly furthermore lead to increase of strength properties of adhesive joint.
Keywords: wetting angle, free surface energy, temperature, surface layer
Mgr in˝. Jakub Szabelski – Instytut TechnologicznychSystemów Informacyjnych, Wydzia∏ Mechaniczny, Poli-technika Lubelska, ul. Nadbystrzycka 36, 20-618 Lublin,e-mail: [email protected]; prof. dr hab. in˝. Józef Kucz-maszewski – Katedra Podstaw In˝ynierii Produkcji, Wydzia∏Mechaniczny, Politechnika Lubelska, ul. Nadbystrzycka 36,20-618 Lublin, e-mail: j.kuczmaszewski @pollub.pl.

48 ROK WYD. LXXIII � ZESZYT 12/2014
gotowywanà powierzchni´ w sensie jej „gotowoÊci”do operacji klejenia. Terminem adhezja w∏aÊciwa(specyficzna) okreÊlono wi´c adhezj´ spowodowanàczynnikami innymi ni˝ mechaniczne i wyró˝nionow niej, ze wzgl´du na pochodzenie oddzia∏ywaƒpowodujàcych przyczepnoÊç kleju: adhezj´ adsorp-cyjnà, dyfuzyjnà i elektrycznà (polaryzacyjnà) [4]. Zaparametr definiujàcy stan powierzchni przygoto-wanej do operacji klejenia przyj´to swobodnà ener-gi´ powierzchniowà (SEP) warstwy wierzchniejmateria∏u (przedmiotu). WielkoÊç ta jest funkcjà:topografii i cech chemicznych powierzchni czynnej,napr´˝eƒ w warstwie wierzchniej, parametrów wy-trzyma∏oÊciowych oraz twardoÊci powierzchni [5].Ze wzgl´du na ró˝ne oddzia∏ywania, od których taenergia pochodzi, w ramach SEP wydzielono cz´Êcisk∏adowe: polarnà i niepolarnà – dyspersyjnà. War-toÊç SEP okreÊla si´ na podstawie kàtów zwil˝aniacia∏a cieczami o danych parametrach energetycz-nych, których pomiaru dokonuje si´ przez naniesie-nie serii kropli cieczy testowych na cia∏o i pomiarz wykorzystaniem goniometru kàtów, jakie tworzà tekrople z powierzchnià cia∏a. Nast´pnie, z wykorzys-taniem jednej z kilku metod obliczeniowych, wyzna-cza si´ na podstawie wyników uzyskanych z po-miarów kàtów zwil˝ania odpowiednià liczb´ (1, 2lub 3) cieczy pomiarowych, wartoÊç energii po-wierzchniowej (z ewentualnym podzia∏em na wy-mienione sk∏adowe). Przyk∏adowo, pomiary wyko-nane jednà cieczà mogà byç wykorzystane do wyz-naczenia ca∏kowitej energii powierzchniowej (bezrozdzia∏u na frakcje) z równania zbudowanegoz wykorzystaniem du˝ej liczby danych ekspery-mentalnych, tzw. równania stanu (Equation of State– EOS),:
(1)
gdzie:θ – kàt zwil˝ania,γS – energia powierzchniowa cia∏a,γL – energia powierzchniowa cieczy,β = 0,0001247 – parametr uzyskany empirycz-
nie [6].
Do otrzymania sk∏adowych polarnej i dyspersyjnejkonieczne jest, w zale˝noÊci od metody wyznaczania,stosowanie wi´kszej iloÊci cieczy o znanych, ró˝-niàcych si´ od siebie parametrach, przy czym kolejnemetody ró˝nià si´ od siebie cz´sto jedynie przyj´tàformà równania napi´cia mi´dzyfazowego, umo˝-liwiajàcà uzyskiwanie dok∏adniejszych wyników.W dwustopniowej metodzie Fowkesa [7] najpierw,znajàc sk∏adowà dyspersyjnà cieczy pomiarowej γL
D
i korzystajàc ze wzoru:
(2)
okreÊla si´ sk∏adowà dyspersyjnà cia∏a γSD, a potem,
znajàc sk∏adowà polarnà cieczy pomiarowej γLP na
podstawie wzoru na ca∏kowità energi´ powierzch-niowà na granicy cia∏o sta∏e/ciecz λSL:
(3)
oblicza sk∏adowà polarnà cia∏a γSP. Metoda Wu [7]
opiera si´ na podobnych za∏o˝eniach, natomiastsk∏adowa dyspersyjna wyznaczana jest na podsta-wie Êredniej harmonicznej (odwrotnoÊç ze Êredniejz odwrotnoÊci wartoÊci) zamiast geometrycznej (pier-wiastek n-tego stopnia z iloczynu tych liczb). Z koleimetoda van Oss-Gooda [7] pozwala dodatkowo narozdzia∏ cz´Êci polarnej na sk∏adowà kwasowà(γS
+ – sk∏adowa cia∏a, γL+ – sk∏adowa cieczy) i zasado-
wà (γS– – sk∏adowa cia∏a, γL
– – sk∏adowa cieczy), bada-nie wymaga jednak pomiaru trzema cieczami i za-stosowania wzoru:
(4)
Szczegó∏owy przebieg otrzymywania poszcze-gólnych równaƒ i ostatecznego wyznaczania wartoÊcienergii powierzchniowej jest znany i przedstawionynp. w [7, 8].
Sk∏adowe swobodnej energii powierzchniowej(polarna i dyspersyjna) w ró˝ny sposób wp∏ywajà nawytrzyma∏oÊç po∏àczeƒ adhezyjnych, przy czymwytrzyma∏oÊç doraêna po∏àczeƒ adhezyjnych jestsilniej skorelowana ze sk∏adowà dyspersyjnà swo-bodnej energii powierzchniowej ni˝ ze sk∏adowàpolarnà [9]. Nale˝y jednak zaznaczyç, ˝e wartoÊç SEPjest warunkiem koniecznym, ale nie wystarczajàcymdo jednoznacznej oceny w∏aÊciwoÊci adhezyjnychwarstwy wierzchniej materia∏ów w aspekcie po-datnoÊci na klejenie.
Przygotowanie powierzchni jest jednym z pod-stawowych warunków zapewnienia maksymalnejwytrzyma∏oÊci po∏àczeƒ klejowych. Na wytrzyma-∏oÊç eksploatacyjnà po∏àczeƒ klejowych wp∏ywaponadto wiele innych czynników. Jednym z nichjest ciep∏o. Decydujàcymi parametrami sà: czaseksploatacji, w którym nast´puje ekspozycja napodwy˝szonà temperatur´, czas samej ekspozycjioraz wartoÊç temperatury [5, 10]. Zmiana wytrzy-ma∏oÊci po∏àczenia jest efektem modyfikacji w wy-niku dzia∏ania ciep∏a w kilku zasadniczych obsza-rach, m.in.: utwardzanie/dotwardzanie cieplne, wy-trzyma∏oÊç cieplna, starzenie cieplne.
Cz´Êç klejów, np. kompozycje epoksydowe, wy-maga ciep∏a ju˝ na etapie konstytuowania si´po∏àczenia do zainicjowania procesu utwardzania.Dotyczy to m.in. kompozycji jednosk∏adnikowych,w których utwardzacz zosta∏ mechanicznie zmie-szany z ˝ywicà, ale pozostaje w stosunku do niejnieaktywny chemicznie, lub gdy w temperaturzeotoczenia klej jest stabilny ze wzgl´du na fizycznànierozpuszczalnoÊç sk∏adników. Optymalne para-metry procesu ogrzewania (dla za∏o˝onych priory-tetów, np. minimalnego czasu, minimalnej tempe-

49ROK WYD. LXXIII � ZESZYT 12/2014
ratury lub innych) podawane sà przez producentóww kartach danych technicznych produktu. Niekiedynale˝y przeprowadziç w∏asne badania, np. po sa-modzielnych modyfikacjach klejów – koniecznejest wykonanie badaƒ przedprodukcyjnych w celuwyznaczenia tych parametrów. Mogà byç to bada-nia praktyczne, tzn. eksperymentalne próby bada-nia wytrzyma∏oÊci po zastosowaniu danej kombi-nacji czasu i temperatury wygrzewania z∏àcza, lubnp. metody badania reaktywnoÊci termicznej poz-walajàce na wyznaczenie krzywej wp∏ywu tempe-ratury utwardzania na szybkoÊç reakcji utwardza-nia [11].
Istniejà kleje epoksydowe o rozdzielnej, dwusk∏ad-nikowej budowie, utwardzane na skutek reakcji che-micznej inicjowanej przez po∏àczenie sk∏adowych.Mimo ˝e klej osiàgnie pe∏nà (gwarantowanà przezproducenta) wytrzyma∏oÊç w warunkach utwardza-nia w temperaturze otoczenia, poddanie strefy po∏à-czenia ogrzewaniu pozwala na znaczne skrócenie tegoczasu. W niektórych przypadkach dogrzewaniecieplne skutkowaç b´dzie równie˝ zwi´kszeniem tejfinalnej wytrzyma∏oÊci w stosunku do z∏àcza utwar-dzanego w temperaturze otoczenia. Powodem takiegozachowania kleju jest zmiana reaktywnoÊci termicznejzwiàzków wchodzàcych w jego sk∏ad [11].
Kolejnà miarà wp∏ywu ciep∏a na wytrzyma∏oÊçpo∏àczenia klejowego jest tzw. wytrzyma∏oÊç cieplnakleju, tzn. odwracalny lub trwa∏y spadek wytrzyma-∏oÊci z∏àcza klejowego podczas eksploatacji w pod-wy˝szonej temperaturze, na skutek rozrywania ∏aƒ-cuchów polimerowych w jego wewn´trznej struk-turze [12]. Wykresy wytrzyma∏oÊci w funkcji tem-peratury sà przygotowywane indywidualnie dla ró˝-nych klejów. Przebieg spadku wytrzyma∏oÊci zale˝yzarówno od w∏aÊciwoÊci fizykochemicznych samegokleju bazowego, jak i od iloÊciowych dodatków – in-formacja ta jest podawana w kartach danych tech-nicznych kleju. Charakter krzywej mo˝e byç rów-nie˝ indywidualny – nag∏y i gwa∏towny (np. epoksydy)lub rozciàgni´ty i jednostajnie malejàcy (np. klejeanaerobowe). WartoÊcià granicznà temperatury dlaepoksydów, powy˝ej której klej b´dzie ulega∏ nie-odwracalnej degradacji, jest ok. 350 – 400°C [13].Dobór kleju do zastosowania w po∏àczeniach nara-˝onych na ekspozycj´ w podwy˝szonej temperaturzemusi wi´c zawsze byç poprzedzony analizà jego wy-trzyma∏oÊci cieplnej.
Ostatni z efektów oddzia∏ywania ciep∏a na po∏à-czenie w przeciwieƒstwie do wy˝ej opisanego – chwi-lowego poddania z∏àcza podwy˝szonej tempera-turze, dotyczy przypadków ciàg∏ej pracy w warun-kach stale podwy˝szonej temperatury lub cykliczniezmiennej w czasie. Zjawisko to okreÊla si´ nazwàstarzenia cieplnego. Przyk∏adowo, z przeanalizowa-nych kart danych technicznych klejów epoksydo-wych i anaerobowych, przeznaczonych do uszczel-niania po∏àczeƒ gwintowych, wynika, ˝e charakterzmiany wytrzyma∏oÊci pod wp∏ywem d∏ugotrwa-∏ego ogrzewania stabilizuje si´ po oko∏o 1000 godz.
W przypadku klejów anaerobowych wyraêny jestspadek wytrzyma∏oÊci, od 20 do 60% w stosunkudo wytrzyma∏oÊci wyjÊciowej. Kleje epoksydowereagujà dwustopniowo: najpierw zwi´ksza si´ ichwytrzyma∏oÊç, na skutek opisanych wczeÊniej me-chanizmów utwardzania, nast´pnie – podobnie jakkleje anaerobowe, do pewnej wartoÊci temperaturynie wykazujà spadku wytrzyma∏oÊci, a powy˝ej niejwytrzyma∏oÊç znacznie si´ obni˝a [14].
W pracy podj´to prób´ wykazania wp∏ywu ogrze-wania warstwy wierzchniej ∏àczonych materia∏ówna stan energetyczny warstwy wierzchniej stali.Za∏o˝ono, ˝e takie dzia∏anie pozwoli na zwi´kszeniezdolnoÊci do zwil˝ania powierzchni przez klej, a tymsamym mo˝e dodatnio wp∏ywaç na wytrzyma∏oÊçadhezyjnà po∏àczenia.
Metodyka badaƒ
Badania stanu energetycznego warstwy wierzch-niej przeprowadzono na próbkach wykonanychz pr´ta ciàgnionego φ20 mm ze stali S235JR. Z pr´taodci´to próbki gruboÊci ok. 4 mm, które poddanoobróbce Êciernej, z wykorzystaniem szlifierki oscy-lacyjnej, narz´dziem nasypowym (papierem Êcier-nym) P320 o Êredniej Êrednicy ziarna = 46,2 µm,zgodnie z PN-EN 13887:2005P (Kleje do po∏àczeƒ kon-strukcyjnych. Wytyczne przygotowania powierzchnimetali i tworzyw sztucznych przed klejeniem) [15].Nast´pnie powierzchnie próbek przemyto Êrod-kiem czyszczàcym i odt∏uszczajàcym Loctite 7063i pozostawiono do swobodnego odparowania.Parametry chropowatoÊci tak przygotowanej po-wierzchni zmierzono na profilografometrze, uzysku-jàc Ra = 0,33 µm.
Pomiarów kàtów zwil˝ania dokonano z wykorzys-taniem goniometru Krüss DSA30. Urzàdzenie maelektrycznà komor´ cieplnà sterowanà cyfrowo,umo˝liwiajàcà nagrzewanie przez p∏yt´ grzewczàniewielkich próbek w zakresie do 350°C, nanoszeniekropli cieczy i pomiar kàta zwil˝ania dzi´ki przezro-czystym Êcianom komory (rys. 1). W celu rejestracjikszta∏tu kropli wykorzystano kamer´ CCD – Allied
Rys. 1. Goniometr Krüss z komorà cieplnà
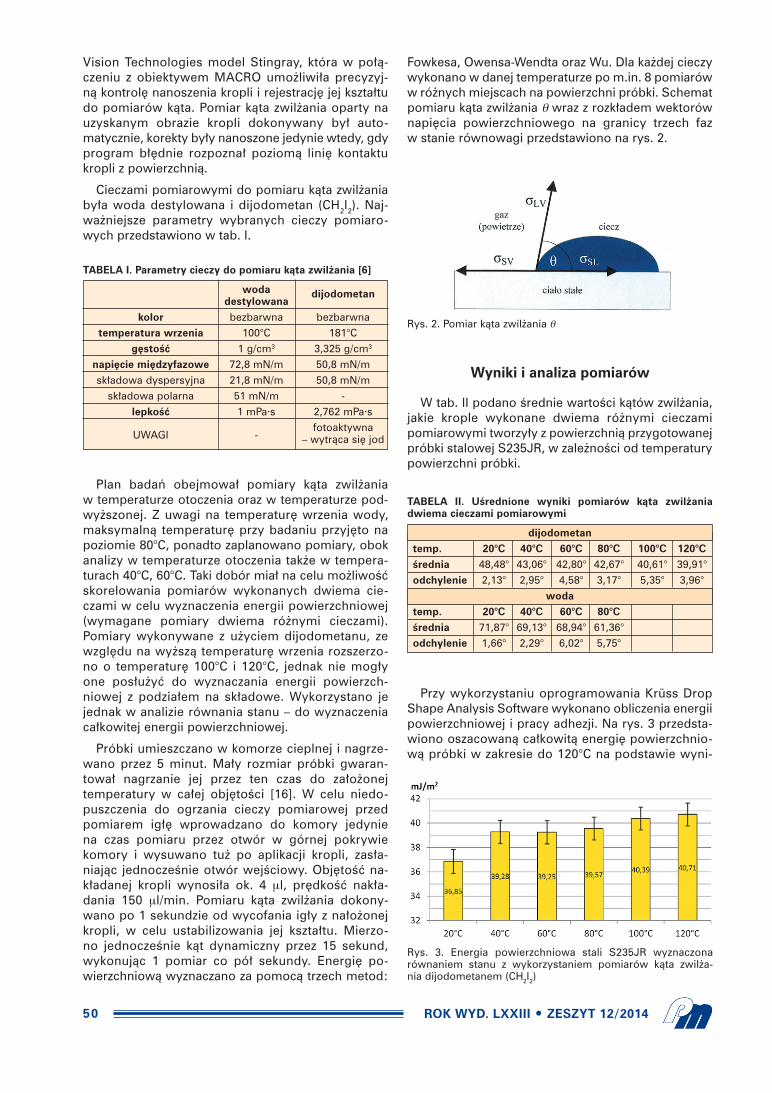
50 ROK WYD. LXXIII � ZESZYT 12/2014
Fowkesa, Owensa-Wendta oraz Wu. Dla ka˝dej cieczywykonano w danej temperaturze po m.in. 8 pomiaróww ró˝nych miejscach na powierzchni próbki. Schematpomiaru kàta zwil˝ania θ wraz z rozk∏adem wektorównapi´cia powierzchniowego na granicy trzech fazw stanie równowagi przedstawiono na rys. 2.
Vision Technologies model Stingray, która w po∏à-czeniu z obiektywem MACRO umo˝liwi∏a precyzyj-nà kontrol´ nanoszenia kropli i rejestracj´ jej kszta∏tudo pomiarów kàta. Pomiar kàta zwil˝ania oparty nauzyskanym obrazie kropli dokonywany by∏ auto-matycznie, korekty by∏y nanoszone jedynie wtedy, gdyprogram b∏´dnie rozpozna∏ poziomà lini´ kontaktukropli z powierzchnià.
Cieczami pomiarowymi do pomiaru kàta zwil˝aniaby∏a woda destylowana i dijodometan (CH2I2). Naj-wa˝niejsze parametry wybranych cieczy pomiaro-wych przedstawiono w tab. I.
TABELA I. Parametry cieczy do pomiaru kàta zwil˝ania [6]
wodadestylowana
dijodometan
kolor bezbarwna bezbarwnatemperatura wrzenia 100°C 181°C
g´stoÊç 1 g/cm3 3,325 g/cm3
napi´cie mi´dzyfazowe 72,8 mN/m 50,8 mN/msk∏adowa dyspersyjna 21,8 mN/m 50,8 mN/m
sk∏adowa polarna 51 mN/m -lepkoÊç 1 mPa·s 2,762 mPa·s
UWAGI -fotoaktywna
– wytràca si´ jod
TABELA II. UÊrednione wyniki pomiarów kàta zwil˝aniadwiema cieczami pomiarowymi
dijodometantemp. 20°C 40°C 60°C 80°C 100°C 120°CÊrednia 48,48° 43,06° 42,80° 42,67° 40,61° 39,91°odchylenie 2,13° 2,95° 4,58° 3,17° 5,35° 3,96°
wodatemp. 20°C 40°C 60°C 80°CÊrednia 71,87° 69,13° 68,94° 61,36°odchylenie 1,66° 2,29° 6,02° 5,75°
Plan badaƒ obejmowa∏ pomiary kàta zwil˝aniaw temperaturze otoczenia oraz w temperaturze pod-wy˝szonej. Z uwagi na temperatur´ wrzenia wody,maksymalnà temperatur´ przy badaniu przyj´to napoziomie 80°C, ponadto zaplanowano pomiary, obokanalizy w temperaturze otoczenia tak˝e w tempera-turach 40°C, 60°C. Taki dobór mia∏ na celu mo˝liwoÊçskorelowania pomiarów wykonanych dwiema cie-czami w celu wyznaczenia energii powierzchniowej(wymagane pomiary dwiema ró˝nymi cieczami).Pomiary wykonywane z u˝yciem dijodometanu, zewzgl´du na wy˝szà temperatur´ wrzenia rozszerzo-no o temperatur´ 100°C i 120°C, jednak nie mog∏yone pos∏u˝yç do wyznaczania energii powierzch-niowej z podzia∏em na sk∏adowe. Wykorzystano jejednak w analizie równania stanu – do wyznaczeniaca∏kowitej energii powierzchniowej.
Próbki umieszczano w komorze cieplnej i nagrze-wano przez 5 minut. Ma∏y rozmiar próbki gwaran-towa∏ nagrzanie jej przez ten czas do za∏o˝onejtemperatury w ca∏ej obj´toÊci [16]. W celu niedo-puszczenia do ogrzania cieczy pomiarowej przedpomiarem ig∏´ wprowadzano do komory jedyniena czas pomiaru przez otwór w górnej pokrywiekomory i wysuwano tu˝ po aplikacji kropli, zas∏a-niajàc jednoczeÊnie otwór wejÊciowy. Obj´toÊç na-k∏adanej kropli wynosi∏a ok. 4 µl, pr´dkoÊç nak∏a-dania 150 µl/min. Pomiaru kàta zwil˝ania dokony-wano po 1 sekundzie od wycofania ig∏y z na∏o˝onejkropli, w celu ustabilizowania jej kszta∏tu. Mierzo-no jednoczeÊnie kàt dynamiczny przez 15 sekund,wykonujàc 1 pomiar co pó∏ sekundy. Energi´ po-wierzchniowà wyznaczano za pomocà trzech metod:
Wyniki i analiza pomiarów
W tab. II podano Êrednie wartoÊci kàtów zwil˝ania,jakie krople wykonane dwiema ró˝nymi cieczamipomiarowymi tworzy∏y z powierzchnià przygotowanejpróbki stalowej S235JR, w zale˝noÊci od temperaturypowierzchni próbki.
Rys. 2. Pomiar kàta zwil˝ania θ
Przy wykorzystaniu oprogramowania Krüss DropShape Analysis Software wykonano obliczenia energiipowierzchniowej i pracy adhezji. Na rys. 3 przedsta-wiono oszacowanà ca∏kowità energi´ powierzchnio-wà próbki w zakresie do 120°C na podstawie wyni-
Rys. 3. Energia powierzchniowa stali S235JR wyznaczonarównaniem stanu z wykorzystaniem pomiarów kàta zwil˝a-nia dijodometanem (CH2I2)
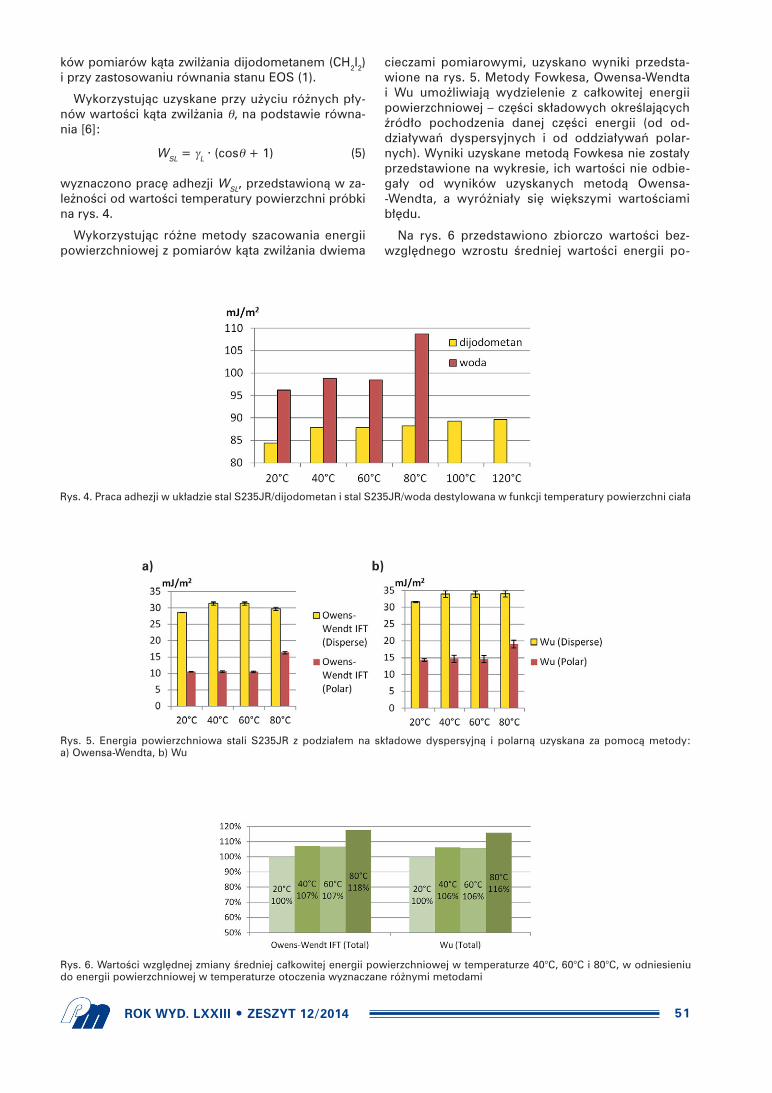
51ROK WYD. LXXIII � ZESZYT 12/2014
ków pomiarów kàta zwil˝ania dijodometanem (CH2I2)i przy zastosowaniu równania stanu EOS (1).
Wykorzystujàc uzyskane przy u˝yciu ró˝nych p∏y-nów wartoÊci kàta zwil˝ania θ, na podstawie równa-nia [6]:
WSL = γL · (cosθ + 1) (5)
wyznaczono prac´ adhezji WSL, przedstawionà w za-le˝noÊci od wartoÊci temperatury powierzchni próbkina rys. 4.
Wykorzystujàc ró˝ne metody szacowania energiipowierzchniowej z pomiarów kàta zwil˝ania dwiema
cieczami pomiarowymi, uzyskano wyniki przedsta-wione na rys. 5. Metody Fowkesa, Owensa-Wendtai Wu umo˝liwiajà wydzielenie z ca∏kowitej energiipowierzchniowej – cz´Êci sk∏adowych okreÊlajàcychêród∏o pochodzenia danej cz´Êci energii (od od-dzia∏ywaƒ dyspersyjnych i od oddzia∏ywaƒ polar-nych). Wyniki uzyskane metodà Fowkesa nie zosta∏yprzedstawione na wykresie, ich wartoÊci nie odbie-ga∏y od wyników uzyskanych metodà Owensa--Wendta, a wyró˝nia∏y si´ wi´kszymi wartoÊciamib∏´du.
Na rys. 6 przedstawiono zbiorczo wartoÊci bez-wzgl´dnego wzrostu Êredniej wartoÊci energii po-
Rys. 4. Praca adhezji w uk∏adzie stal S235JR/dijodometan i stal S235JR/woda destylowana w funkcji temperatury powierzchni cia∏a
Rys. 5. Energia powierzchniowa stali S235JR z podzia∏em na sk∏adowe dyspersyjnà i polarnà uzyskana za pomocà metody:a) Owensa-Wendta, b) Wu
Rys. 6. WartoÊci wzgl´dnej zmiany Êredniej ca∏kowitej energii powierzchniowej w temperaturze 40°C, 60°C i 80°C, w odniesieniudo energii powierzchniowej w temperaturze otoczenia wyznaczane ró˝nymi metodami
a) b)
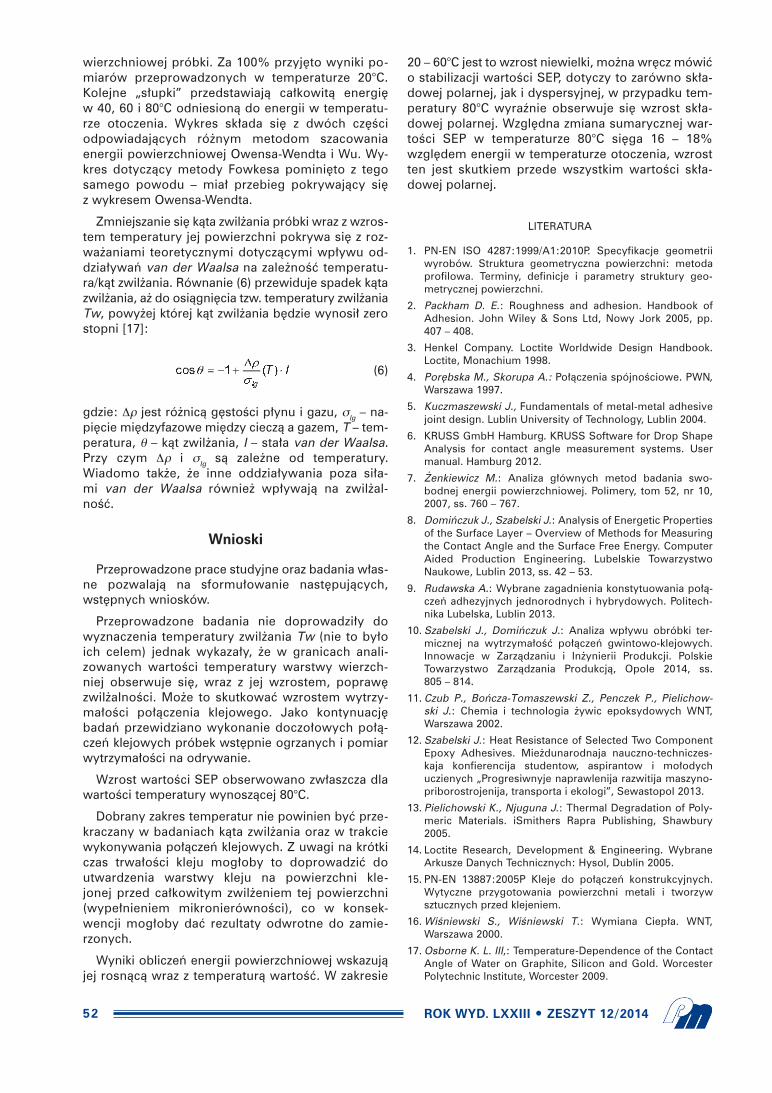
52 ROK WYD. LXXIII � ZESZYT 12/2014
wierzchniowej próbki. Za 100% przyj´to wyniki po-miarów przeprowadzonych w temperaturze 20°C.Kolejne „s∏upki” przedstawiajà ca∏kowità energi´w 40, 60 i 80°C odniesionà do energii w temperatu-rze otoczenia. Wykres sk∏ada si´ z dwóch cz´Êciodpowiadajàcych ró˝nym metodom szacowaniaenergii powierzchniowej Owensa-Wendta i Wu. Wy-kres dotyczàcy metody Fowkesa pomini´to z tegosamego powodu – mia∏ przebieg pokrywajàcy si´z wykresem Owensa-Wendta.
Zmniejszanie si´ kàta zwil˝ania próbki wraz z wzros-tem temperatury jej powierzchni pokrywa si´ z roz-wa˝aniami teoretycznymi dotyczàcymi wp∏ywu od-dzia∏ywaƒ van der Waalsa na zale˝noÊç temperatu-ra/kàt zwil˝ania. Równanie (6) przewiduje spadek kàtazwil˝ania, a˝ do osiàgni´cia tzw. temperatury zwil˝aniaTw, powy˝ej której kàt zwil˝ania b´dzie wynosi∏ zerostopni [17]:
(6)
gdzie: ∆ρ jest ró˝nicà g´stoÊci p∏ynu i gazu, σlg – na-pi´cie mi´dzyfazowe mi´dzy cieczà a gazem, T – tem-peratura, θ – kàt zwil˝ania, I – sta∏a van der Waalsa.Przy czym ∆ρ i σlg sà zale˝ne od temperatury.Wiadomo tak˝e, ˝e inne oddzia∏ywania poza si∏a-mi van der Waalsa równie˝ wp∏ywajà na zwil˝al-noÊç.
Wnioski
Przeprowadzone prace studyjne oraz badania w∏as-ne pozwalajà na sformu∏owanie nast´pujàcych,wst´pnych wniosków.
Przeprowadzone badania nie doprowadzi∏y dowyznaczenia temperatury zwil˝ania Tw (nie to by∏oich celem) jednak wykaza∏y, ˝e w granicach anali-zowanych wartoÊci temperatury warstwy wierzch-niej obserwuje si´, wraz z jej wzrostem, popraw´zwil˝alnoÊci. Mo˝e to skutkowaç wzrostem wytrzy-ma∏oÊci po∏àczenia klejowego. Jako kontynuacj´badaƒ przewidziano wykonanie doczo∏owych po∏à-czeƒ klejowych próbek wst´pnie ogrzanych i pomiarwytrzyma∏oÊci na odrywanie.
Wzrost wartoÊci SEP obserwowano zw∏aszcza dlawartoÊci temperatury wynoszàcej 80°C.
Dobrany zakres temperatur nie powinien byç prze-kraczany w badaniach kàta zwil˝ania oraz w trakciewykonywania po∏àczeƒ klejowych. Z uwagi na krótkiczas trwa∏oÊci kleju mog∏oby to doprowadziç doutwardzenia warstwy kleju na powierzchni kle-jonej przed ca∏kowitym zwil˝eniem tej powierzchni(wype∏nieniem mikronierównoÊci), co w konsek-wencji mog∏oby daç rezultaty odwrotne do zamie-rzonych.
Wyniki obliczeƒ energii powierzchniowej wskazujàjej rosnàcà wraz z temperaturà wartoÊç. W zakresie
20 – 60°C jest to wzrost niewielki, mo˝na wr´cz mówiço stabilizacji wartoÊci SEP, dotyczy to zarówno sk∏a-dowej polarnej, jak i dyspersyjnej, w przypadku tem-peratury 80°C wyraênie obserwuje si´ wzrost sk∏a-dowej polarnej. Wzgl´dna zmiana sumarycznej war-toÊci SEP w temperaturze 80°C si´ga 16 – 18%wzgl´dem energii w temperaturze otoczenia, wzrostten jest skutkiem przede wszystkim wartoÊci sk∏a-dowej polarnej.
LITERATURA
1. PN-EN ISO 4287:1999/A1:2010P. Specyfikacje geometriiwyrobów. Struktura geometryczna powierzchni: metodaprofilowa. Terminy, definicje i parametry struktury geo-metrycznej powierzchni.
2. Packham D. E.: Roughness and adhesion. Handbook ofAdhesion. John Wiley & Sons Ltd, Nowy Jork 2005, pp.407 – 408.
3. Henkel Company. Loctite Worldwide Design Handbook.Loctite, Monachium 1998.
4. Por´bska M., Skorupa A.: Po∏àczenia spójnoÊciowe. PWN,Warszawa 1997.
5. Kuczmaszewski J., Fundamentals of metal-metal adhesivejoint design. Lublin University of Technology, Lublin 2004.
6. KRUSS GmbH Hamburg. KRUSS Software for Drop ShapeAnalysis for contact angle measurement systems. Usermanual. Hamburg 2012.
7. ˚enkiewicz M.: Analiza g∏ównych metod badania swo-bodnej energii powierzchniowej. Polimery, tom 52, nr 10,2007, ss. 760 – 767.
8. Domiƒczuk J., Szabelski J.: Analysis of Energetic Propertiesof the Surface Layer – Overview of Methods for Measuringthe Contact Angle and the Surface Free Energy. ComputerAided Production Engineering. Lubelskie TowarzystwoNaukowe, Lublin 2013, ss. 42 – 53.
9. Rudawska A.: Wybrane zagadnienia konstytuowania po∏à-czeƒ adhezyjnych jednorodnych i hybrydowych. Politech-nika Lubelska, Lublin 2013.
10. Szabelski J., Domiƒczuk J.: Analiza wp∏ywu obróbki ter-micznej na wytrzyma∏oÊç po∏àczeƒ gwintowo-klejowych.Innowacje w Zarzàdzaniu i In˝ynierii Produkcji. PolskieTowarzystwo Zarzàdzania Produkcjà, Opole 2014, ss.805 – 814.
11. Czub P., Boƒcza-Tomaszewski Z., Penczek P., Pielichow-ski J.: Chemia i technologia ˝ywic epoksydowych WNT,Warszawa 2002.
12. Szabelski J.: Heat Resistance of Selected Two ComponentEpoxy Adhesives. Mie˝dunarodnaja nauczno-techniczes-kaja konfierencija studentow, aspirantow i mo∏odychuczienych „Progresiwnyje naprawlenija razwitija maszyno-priborostrojenija, transporta i ekologi”, Sewastopol 2013.
13. Pielichowski K., Njuguna J.: Thermal Degradation of Poly-meric Materials. iSmithers Rapra Publishing, Shawbury2005.
14. Loctite Research, Development & Engineering. WybraneArkusze Danych Technicznych: Hysol, Dublin 2005.
15. PN-EN 13887:2005P Kleje do po∏àczeƒ konstrukcyjnych.Wytyczne przygotowania powierzchni metali i tworzywsztucznych przed klejeniem.
16. WiÊniewski S., WiÊniewski T.: Wymiana Ciep∏a. WNT,Warszawa 2000.
17. Osborne K. L. III,: Temperature-Dependence of the ContactAngle of Water on Graphite, Silicon and Gold. WorcesterPolytechnic Institute, Worcester 2009.
ROK WYD. LXXIII � ZESZYT 12/2014 53
Chiliƒski Bogumi∏ mgr in˝.– Propozycja uk∏adu ∏o-˝yskowego do pracyw ruchu wahad∏owym ...
Kalwasiƒski Dariusz mgr in˝.– Koncepcja wykorzys-tania rzeczywistoÊci wir-tualnej do odwzorowa-nia zdarzeƒ wypad-kowych wyst´pujàcychpodczas u˝ytkowaniasuwnic ...........................
Puchalski Andrzej dr in˝.– Diagnozowanie wib-roakustyczne metodamipodprzestrzeni obser-wacji ..............................
Zimniak Zbigniew dr hab.in˝., Marciniak Monikamgr in˝. – Mikroformo-wanie nowà metodàjednooperacyjnego wy-t∏aczania .......................
Jakubik Joanna mgr in˝.,Smolnicki Tadeusz dr hab.in˝., Karliƒski Jacek drin˝. – Identyfikacja przy-czyn degradacji ∏o˝yskapodparcia mostu koparkiko∏owej ..........................
Starczewski Zbigniew prof.dr hab. in˝., Korczak-Ko-morowski Piotr mgr in˝.– Drgania samowzbudneasymetrycznego wirni-ka podpartego w ∏o˝ys-kach Êlizgowych w wa-runkach turbulentnegoprzep∏ywu czynnikasmarnego .......................
Stanik Zbigniew dr in˝.– Problemy zwiàzanez diagnozowaniem ∏o-˝ysk tocznych stosowa-nych w pojazdach samo-chodowych ....................
Kosobudzki Mariusz dr in˝.,Staƒco Mariusz dr in˝.
Bujnowski S∏awomir drin˝. – Detekcja i pomiard∏ugoÊci p´kni´cia zm´-czeniowego z zastosowa-niem systemu Fatigue-View ...............................
Tomaszewski Tomasz mgrin˝., Sempruch Januszprof. dr hab. in˝. – Wyz-naczenie charakterystykizm´czeniowej materia-∏u profili aluminiowychz wykorzystaniem mini-próbek ............................
Presz Wojciech dr in˝., Cac-ko Robert dr in˝. – Z∏o-˝one mikrowyciskanie– miniaturyzacja i ∏àcze-nie zabiegów w proce-sach obróbki plastycznej
Lisowski Filip mgr in˝.– Procedura wst´pnegoprojektowania planetar-nej przek∏adni Êrubowejrolkowej z przek∏adniàz´batà ............................
Nowicki Maciej mgr in˝.,¸ukasik Krzysztof dr hab.in˝., Tomczak Janusz drin˝., Czachor Ryszard mgrin˝., Kuc Jacek – Proble-matyka wytwarzania wy-robów ze stali AHSS ....
Górski Jaros∏aw dr hab.in˝., Mikulski Tomasz drhab. in˝., Sorn Przemy-s∏aw mgr in˝. – Wp∏ywimperfekcji geometrycz-nych na bezpieczeƒstwomonta˝u i naprawy zbior-ników cylindrycznychmetodà podbudowy ......
Filipowicz Krzysztof dr hab.in˝., prof. nzw. Pol. Âl.– Stanowisko badawczedo wyznaczania wp∏ywudzielonych kó∏ satelitówna obcià˝enie w zaz´-bieniach przek∏adni pla-netarnych .....................
– Metoda oceny wybra-nych w∏aÊciwoÊci po-jazdu wysokiej mobil-noÊci na podstawie ba-daƒ przebiegowych .......
Miros∏aw Tomasz dr in˝.,˚ebrowski Zbigniew drin˝., ¸opatka Marian drin˝., Muszyƒski Tomasz drin˝. – Trendy i problemyrobotyzacji maszyn robo-czych w powiàzaniu zestrategicznym progra-mem rozwoju bezza∏ogo-wych platform pola walki
Kossakowski Pawe∏ dr in˝.– Cloud Computing inEngineering Design ........
Gajewski Jakub dr in˝., JonakKamil in˝. – Sieci neuro-nowe w zagadnieniachklasyfikacji stanu ostrzynarz´dzi urabiajàcych ...
Wantuch Agnieszka dr in˝. –Katodowa ochrona przedkorozjà masztów jed-nostek p∏ywajàcych ......
¸aczek Stanis∏aw dr in˝., RyÊJan prof. dr hab. in˝. –Analiza numeryczna po∏à-czenia rozt∏aczanego rurw Êcianach sitowych ......
Katunin Andrzej dr in˝.,Moczulski Wojciech prof.dr hab. – Ocena cyklu˝ycia kompozytów poli-merowych oraz analizastruktur samodiagno-zujàcych i samonapra-wialnych .........................
Dàbrowski Zbigniew prof.dr hab. in˝. – Wibroakus-tyka – pe∏noprawna dys-cyplina naukowa z pols-kimi korzeniami ............
Boroƒski Dariusz dr hab. in˝,Giesko Tomasz dr in˝.,Marciniak Tomasz dr in˝.,Lutowski Zbigniew dr in˝.,
PRZEGLÑD MECHANICZNYmiesi´cznik naukowo-techniczny
pod patronatem SIMP
ROCZNY SPIS TREÂCI2014 r.
ARTYKU¸Y G¸ÓWNE str./nr
15/1
19/1
23/1
26/1
31/1
28/2
23/2
32/2
37/2
21/3
36/3
25/3
21/4
32/4
28/4
40/3
42/2
39/4
29/317/5
23/5
29/5
ROK WYD. LXXIII � ZESZYT 12/201454
Maruda Rados∏aw W. drin˝. – Wp∏yw warunkówskrawania ekologicznego(MQCL i MQL) na struk-tur´ geometrycznà obro-bionej powierzchni zestali nierdzewnej 2H13 ...
Adam Waldemar mgr in˝.,Gessner Andrzej dr in˝.– Innowacje w techno-logii obróbki korpusów˝eliwnych ......................
Komorska Iwona dr hab. in˝.– Detekcja uszkodzeƒmechanicznych zespo∏unap´dowego pojazdu napodstawie modelu syg-na∏u drgaƒ .....................
Dziurdê Jacek dr hab. in˝.– Diagnozowanie uk∏a-dów nap´dowych pojaz-dów oparte na analiziezjawisk nieliniowych .....
Stanik Zbigniew dr in˝.– Diagnostyka ∏o˝ysktocznych w pojazdachsamochodowych ...........
Puchalski Andrzej dr hab.in˝. – Ekstrakcja sygna-∏ów w wibrodiagnostycepojazdów .......................
Klekot Grzegorz dr hab.in˝. – Analiza propagacjienergii wibroakustycz-nej elementem procesukonstruowania i eks-ploatacji ........................
Pleban Dariusz dr hab. in˝.– Zastosowanie global-nego wskaênika jakoÊciakustycznej maszyn dooptymalizacji lokalizacjimaszyn i stanowisk pracyze wzgl´du na zagro-˝enie ha∏asem ..............
Piechowicz Janusz dr hab.in˝. – Wyznaczenie impe-dancji akustycznej z wy-korzystaniem inwersjimetody elementów brze-gowych ..........................
Paw∏owski Witold dr hab.in˝., Bojanowski Sebas-tian mgr in˝. – Dostraja-nie wirtualnego modeluwrzeciennika szlifierki napodstawie eksperymen-talnych badaƒ obiektu ....
Kocaƒda Wojciech dr in˝.– Wp∏yw rodzaju obcià-˝enia na stabilizacj´w∏asnoÊci plastycznychstopu EN AW-5251 ........
Kossakowski Pawe∏ dr in˝.– Awaria po∏àczeƒ do-czo∏owych stalowych be-lek podsuwnicowych ....
Harlecki Andrzej dr hab. in˝.,prof. ATH, Kubas Krzysztofdr in˝. – Metoda modelo-wania tarcia mi´dzyz´b-nego na potrzeby analizydrgaƒ parametrycznychprzek∏adni ......................
Dorociak Robert in˝., An-drzej Barszcz mgr in˝.,Ryszard Nadowski mgrin˝. – Typoszereg hyd-raulicznych m∏otów wol-nospadowych z bezstop-niowà regulacjà energiiuderzenia ........................
Krzysztof Filipowicz dr hab.in˝., Maciej KwaÊny dr in˝.– Badanie charakterystykstatycznych wybranychsprz´gie∏ podatnych .....
Jacek Janiszewski dr hab.in˝., Marcin Sarzyƒski mgrin˝., Kamil Kociszewskimgr in˝. – Badania doÊ-wiadczalne przebiegudeformacji miedzianychpróbek walcowych pod-czas symetrycznego tes-tu Taylora ......................
Micha∏ Baranowski mgr in˝.,Adam Kondej mgr in˝. –Zgrzewanie rezystancyj-ne cienkich elementóworaz mikrozgrzewanie ...
Cezary Jasiƒski mgr in˝.,Andrzej Kocaƒda prof. drhab. in˝. – Applicationof laser speckles tolocalized necking andcracking detection inErichsen cupping test ...
Samborski Tomasz dr in˝.,Zbrowski Andrzej dr in˝.– Modu∏owy manipulatorpneumatyczny z chwy-takiem podciÊnienio-wym ...............................
Magiera Marek dr in˝. – Kon-cepcja monolitycznaa hierarchiczna w harmo-nogramowaniu monta˝u– analiza porównawczawybranych metod .........
Zyzak Piotr dr in˝. – Wyko-rzystanie lasera pomia-rowego wspó∏pracujà-cego z robotem przemys-∏owym do sortowaniacz´Êci .............................
Ci´˝kowski Pawe∏ dr in˝.,Maciejewski Jan dr hab.in˝. prof. nzw. PW – Ba-dania i analiza maszyno-wego procesu rozdrab-niania wapienia zwar-tego Morawica ..............
˚ygad∏o Miros∏aw dr in˝.,Jenek Mariusz dr in˝. –Modernizacja tryboste-ra Amsler A-135 z wy-korzystaniem kompute-rowych technik pomia-rowych ...........................
Krasiƒski Maciej dr in˝.,Trojnacki Andrzej dr in˝.– Analityczne i nume-ryczne obliczenia sta-nów napr´˝eƒ w walco-wych zbiornikach prze-pr´˝anych ......................
MaÊlak Pawe∏ mgr in˝.– Metody wizyjne dooceny stanu taÊmy prze-noÊnika taÊmowego ......
Kuczaj Mariusz dr in˝.– Wp∏yw mi´dzystop-niowych sprz´˝eƒ dyna-micznych na proces pro-jektowania wielostop-niowych przek∏adni z´-batych ...........................
Michalczyk Jerzy prof. drhab. in˝., Paku∏a Sebas-tian mgr in˝. – Synchro-niczny eliminator drgaƒz blokadà kul w stanachprzejÊciowych .................
Faszynka Sebastian mgrin˝., Rozumek Dariusz drhab. in˝., prof. nzw. PO,Maria Hepner dr – Rozwójp´kni´ç zm´czeniowychprzy skr´caniu w prób-kach o przekroju prosto-kàtnym ...........................
Krynke Marek dr in˝., Bor-kowski Stanis∏aw dr hab.in˝. – Wp∏yw postaci kon-strukcyjnej podzespo∏uwsporczego na dystry-bucj´ obcià˝eƒ w ∏o˝yskuwieƒcowym ...................
Katunin Andrzej dr in˝.,Przysta∏ka Piotr dr in˝.– Detekcja anomalii wsygna∏ach przep∏ywóww sieci wodociàgowej .....
Pawlak Urszula dr in˝.– Analiza spektralna ma-cierzy sztywnoÊci nie-standardowych elemen-tów skoƒczonych .......... 36/7-8
44/9
21/10
37/9
29/12
47/11
39/11
43/11
35/5
19/6
42/5
25/6
39/6
30/7-8
23/7-8
42/7-8
31/9
29/6
34/6
47/7-8
56/7-8
49/9
26/10
31/10
36/10
41/10
26/11
30/11
34/11
25/12
21/11
ROK WYD. LXXIII � ZESZYT 12/2014 55
Przyk∏adowe rozwiàzaniaw zakresie efektywnoÊcienergetycznej w hydro-statycznych nap´dachuk∏adu jazdy w maszy-nach samojezdnych .......
Nowe rozwiàzanie z IMBiGSBezpoÊrednia wspó∏praca
robota z cz∏owiekiem .....Nomex®XF dla przemys∏u
lotniczego ......................Samodzielne przygotowa-
nie sto∏ów obrotowych˝àdanej wielkoÊci .........
PrzenoÊna znakowarkaM7000 ............................
Bosch i PSA PeugeotCitroën prezentujà nowefunkcje dla pojazdówoptymalizujàcych zasi´gi bezpieczeƒstwo .........
Mo˝liwoÊç pomiaru d∏ugichprzemieszczeƒ w wyma-gajàcych zastosowaniach
Profilowanie temperaturywewnàtrz formy ...........
Nowy skaner laserowyFARO ..............................
Nowe rami´ pomiaroweFARO Edge ScanArm ES
System ∏àcznoÊci bezprze-wodowej do obs∏ugi suw-nic ..................................
DART – nowy pojazd z PESAOszcz´dne i ekologiczne
– nowe piece rafineriiGrupy LOTOS ...............
W Kopex Machinery otwar-to nowoczesnà hal´ ba-dawczà ...........................
igus QuickRobot: b∏yska-wiczna konfiguracja on--line wyposa˝enia robo-tów ................................
Prototyp polskiego silnikaplazmowego do sondkosmicznych ..................
E71 NanoView ..................Witamy w Klubie Gwaran-
cyjnym chainflex ..........
Identyfikacja i zapobiega-nie typowym uszkodze-niom p∏ytek skrawajà-cych ...............................
Renishaw – 12 lat na pols-kim rynku .....................
Konwencjonalne Êciernicedo szlifowania kó∏ z´-batych 3MTM CubitronTM II
30 lat ∏o˝ysk Êlizgowychiglidur: od prostej tuleiz tworzywa sztucznegodo elementu maszyno-wego typu high-tech .....
System Fronpull 7 ...............EEN wspiera innowacyj-nych ..................................Palnik spawalniczy Water
Joint .............................Badania strukturalne sa-
molotu Airbus A350 XWBprzy u˝yciu oprogramo-wania LMS firmy Siemens
MSAS II do zadaƒ specjal-nych ...............................
AGRIBOT ............................Komunikacja systemu
SmartWire-DT z proto-ko∏em Powerlink przyu˝yciu nowego modu∏ugateway .........................
Wytwarzanie kompozytówmultiw∏óknistych Cu-Nb
DolnoÊlàski Park Innowa-cji i Nauki – pomost po-mi´dzy naukà i bizne-sem .................................
XXI Gie∏da Wynalazków2014 ..............................
Hydrauliczny uk∏ad Start-Stop(HSS) dla maszynbudowlanych ................
EuroLab 2014 ....................PIAP DESIGN ....................Rozmowa ze Zbigniewem
Kotowskim – dyrekto-rem Centrum Koordyna-cji Szkolenia Operato-rów Maszyn (CKSOM)w IMBiGS ......................
Szkolenie operatorów ma-szyn ...............................
Skanery laserowe do szyb-kich i dok∏adnych po-miarów 3D wewnàtrz i nazewnàtrz ........................
MEA 2013: ASTOR Dostaw-cà Roku w Dziedzinie Ro-botyka/Automatyzacja ...
Kontrola jakoÊci z zastoso-waniem badaƒ nienisz-czàcych ..........................
BRUSSELS INNOVA 2013 ...Laur InnowacyjnoÊci 2013METAV 2014 ......................Konwencja Badaƒ i Inno-
wacji ..............................POLSKI PRODUKT PRZYSZ-
¸OÂCI .............................Pierwsza edycja targów
InEnerg ...........................Targi KOMPOZYT-EXPO
2013 ................................Nowy kafar KB-3 – efekt
wspó∏pracy IMBiGSz przemys∏em ...............
Sympozjum TOPTECHNIKAna Politechnice Warszaw-skiej ...............................
Profesjonalne umiej´tnoÊci= profesjonalne maszyny
Bardzo precyzyjne obrabia-nie powierzchni przy u˝y-ciu innowacyjnej techno-logii szlifowania ...........
Nordberg C150 – nowa kru-szarka szcz´kowa Metso
ABB zasili LaboratoriumAerodynamiki Przep∏y-wów Turbinowych ........
Nagroda dla BASF za lekkieelementy konstrukcyjnewykonane z EPP .............
Nagroda Progress 2013– Per∏a Innowacji dla 3M
Projekt Nautilus – badaniaturbin w elektrowniachp∏ywowych .....................
FAMUR nagrodzony przezMinistra Gospodarki .....
Od Wydawcy ....................Kreatorzy innowacji ........HANNOVER MESSE 2014 ...wire 2014 i Tube 2014 – duet
targowy w DüsseldorfieInfrastruktura odporna na
kl´ski ˝ywio∏owe? ..........W Polsce rusza produkcja
grafenu ..........................Ford wdra˝a oprogramo-
wanie Siemens ..............Robot na linii produkujàcej
spr´˝yny ........................Velleman K8200 – drukar-
ka 3D .............................Szlifowanie komplekso-
wych profili ...................
Dorociak Robert in˝., Na-dowski Ryszard mgr in˝.,Barszcz Andrzej mgr in˝.– Nowe polskie pojazdydla osób z niesprawnoÊ-cià narzàdów ruchu .......
Homik Wojciech dr hab.in˝. – Ma∏owymiarowegumowe t∏umiki drgaƒskr´tnych .......................
Szabelski Jakub mgr in˝.,Kuczmaszewski Józefprof. dr hab. in˝. – Bada-nia wp∏ywu ciep∏a na stanenergetyczny warstwywierzchniej stali S235JR
10/2
4/3
12/2
11/2
8/2
7/58/5
21/2
3/3
18/2
PROBLEMY – NOWOÂCI– INFORMACJE str./nr
8/1
3/1
6/1
4/23/2
4/1
7/1
7/2
5/1
5/1
8/1
34/12
41/12
47/12
4/1
9/1
10/1
11/1
11/1
11/1
12/1
12/1
16/2
20/2
16/2
17/2
13/2
15/2
20/2
20/2
21/2
6/3
6/3
8/3
7/3
9/3
9/3
11/3
10/3
14/312/3
3/4
15/3
5/4
7/4
8/49/4
10/4
11/4
12/4
13/414/4
14/4
14/4
15/4
3/5
5/5
10/5
11/5
10/5
10/1
ROK WYD. LXXIII � ZESZYT 12/201456
SYSTEM KONTROLI PRZE-BIJANIA ..........................
Targi Intec i Zuliefermesse2015: europejskie spot-kanie bran˝y metaloweji maszynowej w Lipskuze Êwietnymi wynikami
W Sosnowcu padnie kolej-ny rekord .......................
DeltaSpot – innowacyjnametoda punktowegozgrzewania oporowegoblach z metali lekkich ....
Rozwiàzania umo˝liwiajà-ce zwi´kszenie zasi´gusamochodów elektrycz-nych ..............................
ZAwheel – rozwiàzanie dlaautobusów miejskich ....
Specjalne ∏o˝yska dla dwu-sprz´g∏owych skrzyƒbiegów ...........................
Nowe funkcje dla samo-chodów z nap´dem hyb-rydowym i elektrycznym
Nowy system ∏àcznikówParker EO-3®: szybszymonta˝ i bezpiecznaeksploatacja w´˝y hyd-raulicznych ....................
Szybkie, bezpieczne i ciche:igus rozszerza systemrolkowych e-prowadni-ków serii P4 ..................
Zrównowa˝enie wp∏ywug∏ównych czynników naobróbk´ skrawaniem sta-li nierdzewnej ................
Udoskonalenie technologiici´cia laserowego .........
CROSSBOW – ekonomicz-ny system do ci´cia ga-zowego/plazmowego ....
Bezprzewodowy sterownikSmartCONTROL ............
Szanowni Czytelnicy .......Wibroakustyczny makro-
wskaênik – Z. DàbrowskiKontrola ∏o˝ysk metodà
SPM – prawie 50 lat .....Diagnostyka stanu ∏o˝ysk
tocznych metodà SPMHD – A. Skrzypkowski ....
Brüel & Kjaer. Ponad 70 latdoÊwiadczeƒ .................
„NORMALIZACJA i STAN-DARYZACJA” .................
T∏umiki drgaƒ skr´tnychsilników spalinowych– luksus czy koniecz-noÊç? – M. Zawisza .......
Problemy wibroakustycznew pojazdach samocho-dowych ..........................
SYTRONIX – efektywnysystem nap´dów pomphydraulicznych ...............
Nowa generacja robotówABB o wysokiej spraw-noÊci ..............................
AUTOMATICON 2014 .........
110 lat Politechniki Gdaƒ-skiej ...............................
Najnowsze pakiety Auto-desk Design Suite 2015
Tecnomatix Jack dla stu-dentów ...........................
Programowanie komplek-sowych cykli szlifowania
M∏odzi chcà czegoÊ wi´cejNowa technologia mycia
przemys∏owego z zasto-sowaniem preparatówrozpuszczalnikowych ....
Targi przemys∏u maszyno-wego w Kielcach .............
Relacja z I Kongresu Arma-tury Przemys∏owej ........
Oprawki narz´dziowe firmySCHUNCK ......................
Tooldyneµicro – system wy-wa˝ania mikronarz´dzi ...
Z∏oty Medal dla RobotaCOMAU .........................
Szyby do zadaƒ specjalnychNowy Laser marki Tech-
nifor ................................
Jubileuszowa XX Auto-strada ............................
Wysoka wydajnoÊç operacjiautomatycznego ∏àczenia
Hannover Messe 2014– podsumowanie ............
G∏owica Multi3D ...............Linia do produkcji ˝y∏ do
drukarek ........................Zastosowanie fal teraher-
cowych – polski proto-typ skanera pocztowego
Makroskop VR-3000 do bez-kontaktowego wymiaro-wania 3D ........................
Nowe oprogramowanie po-miarowe – FARO® CAM2®
Measure 10.3 .................Silniki ROSYNC ................Usprawnienia oprogramo-
wania Solid Edge .........Ruukki Laser Plus – stal
konstrukcyjna z gwaran-towanà p∏askoÊcià poci´ciu laserowym .........
Premiera 5-osiowych ro-botów KUKA ...................
EMKA Touch z identyfikacjàbiometrycznà ................
Paletowanie w niskich tem-peraturach ......................
Sterowanie CNC FANUC-30iB ................................
Metoda DIRIS 3DHOT – de-tekcja b∏´dów na gorà-cych powierzchniach .....
Dzwi´koch∏onny kompozytna osnowie termoplas-tycznej ............................
Uk∏ady zasilania dostosowa-ne do potrzeb motocykli
Zrobotyzowane stanowis-ko obróbcze FANUC .......
Bezp∏atne i szybkie projek-towanie systemów mon-ta˝owych za pomocàoprogramowania MTprolight firmy Bosch Rexroth
Miniaturowy system ste-rowania i nawigacji dlaplatform latajàcych .......
Siemens Shipbuilding Ca-talyst .............................
XIII Konferencja Nauko-wo-Techniczna TechnikiKomputerowe w In˝y-nierii TKI 2014 – El˝bietaSzymczak .......................
Konferencja prasowa GrupyBosch w Polsce .............
Podsumowanie targówPLASTPOL 2014 .............
Innowacje – Technologie –Maszyny Polska 2014 ....
Wiert∏a do zadaƒ specjal-nych ...............................
50 lat iglidur – konferencjaprasowa firmy igus ......
Szeroka gama mo˝liwoÊciprojektowania z produk-tami igus do ka˝degoruchu .............................
Technologia skrawania me-tali + ekonomika produk-cji = maksymalna wydaj-noÊç ...............................
Profesjonalne systemy mo-cowania elementów i na-rz´dzi .............................
EuroBLECH 2014 ..............Nowe ∏o˝yska SKF ...........Wsparcie dla in˝ynierów
mechaników ..................MIDEST. Âwiatowe Targi
Kooperacji Przemys∏o-wej .................................
10. edycja mi´dzynarodo-wych targów i konferen-cji ALUMINIUM 2014Europejskie targi i forummateria∏ów kompozyto-wych COMPOSITES EU-ROPE 2014 ....................
5/11
6/11
8/11
11/11
9/11
10/11
5/6
6/6
5/6
3/6
3/7-8
3/9
8/9
11/5
12/513/5
10/6
11/6
12/6
12/6
7/6
8/6
5/7-85/7-8
10/9
8/9
12/9
18/916/9
22/9
6/10
4/10
5/10
8/10
6/7-8
7/7-8
23/9
21/9
20/9
25/9
24/9
10/10
9/7-8
8/7-8
10/7-8
10/7-8
11/7-8
11/7-8
12/7-8
4/7-8
3/10
13/614/6
14/6
12/7-8
13/7-8
13/7-8
14/7-8
14/7-8
15/7-8
15/7-8
15/7-8
16/7-8
17/7-8
12/7-8
18/7-8
20/9
12/10
16/10
17/10
18/10
3/11
4/11
6/10
ROK WYD. LXXIII � ZESZYT 12/2014 57
Materia∏y do lekkich kon-strukcji ..........................
Materia∏y zastosowanew konstrukcji samocho-du Alfa Romeo 4C ..........
Witamy w Klubie Gwaran-cyjnym chainflex ..........
Hydrauliczny Start-Stop(HSS) dla maszyn bu-dowlanych ....................
Szeroka gama mo˝liwoÊciprojektowania z produk-tami igus do ka˝degoruchu .............................
Technologia skrawania me-tali + ekonomika produk-cji = maksymalna wydaj-noÊç ...............................
Profesjonalne systemy mo-cowania elementów i na-rz´dzi .............................
EuroBLECH 2014 ...............10. edycja mi´dzynarodo-
wych targów i konferen-cji ALUMINIUM 2014 ....
Targi Intec i Zuliefermesse2015: europejskie spot-kanie bran˝y metaloweji maszynowej w Lipskuze Êwietnymi wynikami
Nowy system ∏àcznikówParker EO-3®: szybszymonta˝ i bezpieczna eks-ploatacja w´˝y hydrau-licznych ..........................
Szybkie, bezpieczne i ciche:igus rozszerza systemrolkowych e-prowadni-ków serii P4 ..................
Zrównowa˝enie wp∏ywug∏ównych czynników naobróbk´ skrawaniemstali nierdzewnej .........
Kontrola ∏o˝ysk metodàSPM – prawie 50 lat .......
Diagnostyka stanu ∏o˝ysktocznych metodà SPMHD – A. Skrzypkowski ....
Brüel & Kjaer. Ponad 70 latdoÊwiadczeƒ .................
Problemy wibroakustycznew pojazdach samocho-dowych ..........................
Uniwersalne przenoÊneurzàdzenie do diagnos-tyki drgaƒ ......................
Inwestuj i zbieraj plon– edukacja zawodowagoni rynek ....................
MEP – zat´pianie ostrychkraw´dzi przy produkcjilotniczej .........................
Mikrosfery Expancel .......Kompozyty ceramiczne od-
porne na p´kanie .......Materia∏y stosowane
w energetyce jàdrowej ...Ceramika w motoryzacji
– przyk∏ady zastosowaƒTworzywa sztuczne w no-
wym BMW i3 ...................
Wysokoenergetyczny kwa-sowy akumulator w´g-lowo-o∏owiowy ..............
Wytwarzanie kruszyw lek-kich z osadów Êcieko-wych ..............................
Badania termograficznew energetyce wiatrowej
Nowy autonomiczny sys-tem skanowania liniowe-go w podczerwieni .......
Badania mechanicznemi´kkich tkanek biolo-gicznych ........................
Nowe urzàdzenia do badaƒmateria∏ów ....................
OkreÊlanie sk∏adu chemicz-nego ska∏ i rud za pomo-cà spektrometrii XRF ....
SmartWeld – Êwiat∏owo-dowy czujnik pomiaruodkszta∏ceƒ ..................
Tomografia komputerowaw przemyÊle – przyk∏adzastosowania ................
Cichy i szybki w monta˝usystem przenoÊnikówVarioFlow plus ..............
Uniwersalne przenoÊneurzàdzenie do diagnos-tyki drgaƒ ....................
Automatyzacja produkcji– wi´ksza wydajnoÊç, ni˝-sze koszty, lepsza jakoÊç
SGX – zautomatyzowanamaszyna do ci´cia wtechnologii plazmoweji paliwowo-tlenowej .....
microMIG – wydajna tech-nologia ∏àczenia cienkichblach ..............................
Inwestuj i zbieraj plon– edukacja zawodowagoni rynek ...................
TOOLEX, WIRTOTECHNO-LOGIA, LASERexpo 2014
Targi EUROTOOL 2014i 6. edycja Targów BLACH--TECH-EXPO ..................
Targi RENEXPO Poland .....„NAFTA i GAZ 2014” .........P∏ytki KCSM30 do obróbki
stopów ˝arowytrzyma-∏ych ................................
˚ó∏ta fabryka przysz∏oÊcifirmy Fanuc ...................
Udoskonalone zacieraczkido betonu ....................
System RMI-Q – mo˝liwoÊciustawiania wielu narz´dzi
MEP – zat´pianie ostrychkraw´dzi przy produkcjilotniczej .........................
Nomex® MHP – wielofunk-cyjna tkanina ochronnanowej generacji ...........
Najnowsze narz´dzia Auto-desk dla przemys∏u dos-t´pne po polsku ............
Nowoczesna fabryka Hiabw Polsce ........................
Niezawodne rozwiàzaniaw urzàdzeniach rehabili-tacyjnych .......................
Nowy frez Sandwik Coro-mant do optymalnej ob-róbki aluminium w prze-myÊle lotniczym ...........
In˝ynieria oprogramowa-nia EasyWizard: gotowydo startu w 3 minuty .....
Olej Mobil SHC Gear poma-ga obni˝yç zu˝ycie ener-gii elektrycznej ..............
Recykling zu˝ytych êróde∏Êwiat∏a i elektroÊmieci ...
Sposób unieszkodliwianiapy∏ów stalowniczych ......
Mewa BIO_CIRLE ..............Nowe produkty Instytutu
Nafty i Gazu ..................Piec do recyklingu z∏omu
obiegowego stopówmagnezu ........................
Dane topograficzne umo˝-liwiajà proekologicznàjazd´ – Piotr Dudek,Aleksander Fajkiel ..........
Mo˝liwoÊç zastàpienia tri-chloroetylenu w prze-mys∏owym myciu ..........
16/12
45/6
18/12
47/4
WSPÓ¸CZESNEMATERIA¸YKONSTRUKCYJNE str./nr
t∏um. i oprac.dr in˝. Martyna Jachimowicz
TECHNOLOGIE CHRONIÑCEÂRODOWISKO str./nr
46/10
15/3
51/11
5/5
PROMOCJA str./nr
48/2
62/7-8
45/4
16/9
25/9
48/2
47/3
38/1
47/5
48/5
63/7-8
20/12
10/9
12/9
18/9
23/9
8/10
12/12
55/9
47/4
38/1
METODY I URZÑDZENIAPOMIAROWE str./nr
– oprac. i red.dr in˝. Martyna Jachimowicz
12/11
13/11
17/11
14/11
16/11
18/11
3/12
4/126/126/12
7/12
8/12
11/12
12/12
15/12
20/12
21/12
48/3
50/3
64/7-849/5
56/9
64/7-8
56/9
48/10
10/10
6/11
5/11
13/10
8/11
18/11
11/11
13/11
11/12
ROK WYD. LXXIII � ZESZYT 12/201458
WYKAZ AUTORÓW ROCZNIKA 2014
LISTA RECENZENTÓW ROCZNIKA 2014
Adam W. – z. 10Baranowski M. – z. 9Barszcz A. – z. 7-8, 12Bojanowski S. – z. 12Borkowski S. – z. 7-8Boroƒski D. – z. 4Bujnowski S. – z. 4Cacko R. – z. 4Chiliƒski B. – z. 1Ci´˝kowski P. – z. 5Czachor R. – z. 5Dàbrowski Z. – z. 3Dorociak R. – z. 7-8, 12Dziurdê J. – z. 11Faszynka S. – z. 6Filipowicz K. – z. 5, 9Gajewski J. – z. 3Gessner A. – z. 10Giesko T. – z. 4Górski J. – z. 5Harlecki A. – z. 7-8Hepner M. – z. 6Homik W. – z. 12Jakubik J. – z. 1
Janiszewski J – z. 9Jasiƒski C. – z. 9Jenek M. – z. 5Jonak K. – z. 3Kalwasiƒski D. – z. 1Karliƒski J. – z. 1Katunin A. – z. 3, 7-8Klekot G. – z. 11Kocaƒda A. – z. 9Kocaƒda W. – z. 12Kociszewski M – z. 9Komorska I. – z. 11Kondej A. – z. 9Korczak-Komorowski P. – z. 2Kosobudzki M. – z. 2Kossakowski P. – z. 2, 7-8Krasiƒski M – z. 6Krynke M – z. 7-8Kubas K. – z. 7-8Kuc J. – z. 5Kuczaj M. – z. 6Kuczmaszewski J. – z. 12KwaÊny M. – z. 9Lisowski F. – z. 4
Prof. dr hab. in˝. Jan Bagiƒski – Politechnika WarszawskaProf. nzw. dr hab. in˝. Jerzy Bajkowski – Politechnika WarszawskaProf. dr hab. in˝. Wojciech Batko – AGH KrakówProf. dr hab. in˝. Andrzej Buchacz – Politechnika ÂlàskaDr in˝. Pawe∏ Ci´˝kowski – Politechnika WarszawskaProf. dr hab. in˝. Zdzis∏aw Ch∏opek – Politechnika WarszawskaDr in˝. Jerzy Czmochowski – Politechnika Wroc∏awskaProf. dr hab. in˝. Zbigniew Dàbrowski – Politechnika WarszawskaProf. nzw. dr hab. in˝. Jacek Dyba∏a – Politechnika WarszawskaProf. dr hab. in˝. Jan Grudziƒski – Politechnika WarszawskaDr in˝. Zbigniew Humienny – Politechnika WarszawskaProf. dr hab. in˝. Hieronim Jakubczak – Politechnika WarszawskaDr in˝. Artur Jankowiak – Politechnika WarszawskaDr in˝. Krzysztof Jamroziak– Wy˝sza Szko∏a Oficerska Wojsk Làdowych im. T. KoÊciuszkiProf. dr hab. in˝. Krzysztof Jemielniak – Politechnika WarszawskaDr in˝. Tomasz Miros∏aw – Politechnika WarszawskaDr in˝. Dawid Myszka – Politechnika WarszawskaDr hab. in˝. Piotr Nies∏ony prof. PO – Politechnika OpolskaProf. dr hab. in˝. Jerzy Osiƒski – Politechnika WarszawskaProf. dr hab. in˝. Eugeniusz Rusiƒski – Politechnika Wroc∏awskaProf. dr hab. in˝. Jan RyÊ – Politechnika KrakowskaProf. dr hab. in˝. Jacek Senkara – Politechnika WarszawskaProf. dr hab. in˝. Andrzej Seweryn – Politechnika Bia∏ostockaDr in˝. Piotr Skawiƒski – Politechnika WarszawskaProf. dr hab. in˝. Bo˝ena Sko∏ud – Politechnika ÂlàskaDr hab. in˝. Wac∏aw Skoczyƒski prof. PWr. – Politechnika Wroc∏awskaProf. dr hab. Jerzy Smolnicki – Politechnika Wroc∏awskaDr in˝. Maciej Spychalski – Politechnika WarszawskaProf. dr hab. in˝. Zbigniew Starczewski – Politechnika WarszawskaProf. dr hab. in˝. Jan Szlagowski – Politechnika WarszawskaProf. nzw. dr hab. in˝. Grzegorz Szwengier – Zachodniopomorski Uniwersytet Technologiczny w SzczecinieDr in˝. Piotr Wach – Instytut Mechaniki Precyzyjnej w WarszawieDr hab. in˝. Zbigniew ˚ebrowski – Politechnika Warszawska
Lutowski Z. – z. 4¸aczek S. – z. 3¸opatka M. – z. 2¸ukasik K. – z. 5Maciejewski J. – z. 5Magiera M. – z. 10Marciniak M. – z. 1Marciniak T. – z. 4Maruda R.W. – z. 10MaÊlak P. – z. 6M´˝yk A. – z. 12Michalczyk J. – z. 6Mikulski T. – z. 5Miros∏aw T. – z. 2Moczulski W. – z. 3Muszyƒski T. – z. 2Nadowski R. – z. 7-8, 12Nowicki M. – z. 5Paku∏a S. – z. 6Pawlak U. – z. 7-8Paw∏owski W. – z. 12Piechowicz J. – z. 11Pleban D. – z. 11
Presz W. – z. 4Przysta∏ka P. – z. 7-8Puchalski A. – z. 1, 11Rozumek D. – z. 6RyÊ J. – z. 3Samborski T. – z. 10Sarzyƒski M. – z. 9Sempruch J. – z. 4Smolnicki T. - z. 1Sorn P. – z. 5Stanik Z. – z. 2, 11Staƒco M. – z. 2Starczewski Z. – z. 2Szabelski J. – z. 12Tomaszewski T. – z. 4Tomczak J. – z. 5Trojnacki A. – z. 6Wantuch A. – z. 3Zbrowski A. – z. 10Zimniak Z. – z. 1Zyzak P. – z. 10˚ebrowski Z. – z. 2˚ygad∏o M. – z. 5
Zakoƒczy∏ si´ trzeci mi´dzynarodowy kurs organizowany na Politechnice Wroc∏awskiej przez BEST Wroc∏aw. Tego-roczna edycja nosi∏a tytu∏ „No TECH without MECH” i skupi∏a si´ na przekazaniu podstawowej wiedzy z zakresumechaniki. Uczestnicy zostali wybrani spoÊród studentów z ca∏ej Europy, którzy zaaplikowali on-line. Kandydatówoceniono pod wzgl´dem posiadanej ju˝ wiedzy, a tak˝e entuzjazmu i ch´ci do nauki oraz dobrej zabawy. Organizatorzyzadbali, by nikt si´ nie nudzi∏ – codzienny plan zaj´ç obejmowa∏ warsztaty i wyk∏ady zwiàzane z tematem kursu,a wieczorami uczestnicy poznawali Wroc∏aw i polskà kultur´.
Jednà z atrakcji by∏a wycieczka do zak∏adu produkcyjnego firmy RONAL GROUP, który mieÊci si´ w Jelczu-Laskowi-cach. Uczestnicy wykonali tam samodzielnie odlewy. Cz´Êç zaj´ç na Politechnice Wroc∏awskiej prowadzili równie˝ eksperciz firmy WABCO, dzielàc si´ podczas warsztatów profesjonalnà wiedzà z zakresu pneumatyki i Lean Management.
Ca∏oÊç zwieƒczy∏ bardzo nietypowy egzamin wzorowany na organizowanym co roku przez organizacj´ BEST konkur-sie in˝ynierskim EBEC. Kursanci, podzieleni na dru˝yny, mieli za zadanie wykonaç przypominajàcy samochód pojazd,który samodzielnie przejedzie odleg∏oÊç jednego metra. Do dyspozycji mieli jedynie podstawowe narz´dzia i materia∏y(na przyk∏ad taÊm´ klejàcà, listewki, banda˝ czy gwoêdzie) i od ich kreatywnoÊci zale˝a∏o, czy uda si´ zbudowaç z tegospe∏niajàcà wymagania konstrukcj´. Pierwsze miejsce zaj´∏a dru˝yna “Tech Team” w sk∏adzie: Juaquim Garriga, Wei Zhao,Alexandru-Viorel Visarion-Mingopol, Matteo Tamone i Ondrej Vida. Ich pojazd porusza∏ si´ dzi´ki odrzutowi wytwo-rzonemu przez spr´˝one powietrze znajdujàce si´ w baloniku, co okaza∏o si´ najlepszym rozwiàzaniem spoÊród zapre-zentowanych.
Ciekawym sposobem pokazania polskich zwyczajów by∏a impreza “Polish Evening”, która zaplanowana zosta∏a jakoinscenizacja typowego wesela. Organizatorzy wcielili si´ w par´ m∏odà, a goÊcie otrzymali funkcje – rodziny, Êwiadków itd.Dla uczestników zagranicznych zorganizowano „International Evening”, podczas którego ka˝dy zaprezentowa∏ tradycyjnepotrawy z kraju, z którego pochodzi∏. Wszystko to sprzyja∏o cementowaniu przyjaêni, które z pewnoÊcià potrwajà jeszczed∏ugo po zakoƒczeniu kursu.
BEST Wroc∏aw to oddzia∏ zrzeszajàcej studentów politechnik w ca∏ej Europie organizacji BEST (Board of EuropeanStudents of Technology), która liczy a˝ 95 grup lokalnych. Cz∏onkowie BEST budujà porozumienie mi´dzy trzema Êro-dowiskami: studentami, uczelnià oraz firmami, promujàc przy okazji ró˝norodnoÊç kulturowà. W Polsce oddzia∏y tejorganizacji poza Politechnikà Wroc∏awskà znajdujà si´ jeszcze na pi´ciu innych uczelniach: Politechnice Warszawskiej,¸ódzkiej, Gdaƒskiej, Gliwickiej oraz na Akademii Górniczo-Hutniczej w Krakowie.