Popioły lotne nowej generacji do produkcji autoklawizowanego ...
115
Transcript of Popioły lotne nowej generacji do produkcji autoklawizowanego ...


POPIOŁY LOTNE NOWEJ GENERACJIDO PRODUKCJI
AUTOKLAWIZOWANEGO BETONU KOMÓRKOWEGO

Instytut Ceramiki i Materiałów Budowlanych
POPIOŁY LOTNE NOWEJ GENERACJIDO PRODUKCJI
AUTOKLAWIZOWANEGO BETONU KOMÓRKOWEGO
MONOGRAFIA
Warszawa 2013

Recenzencidr hab. inż. Marek Gawlicki, prof. AGH
dr hab. inż. Zbigniew Giergiczny, prof. PŚl.
Autorzyprof. ICiMB dr inż. Genowefa Zapotoczna-Sytek
dr inż. Katarzyna Łaskawiecdr inż. Piotr Gębarowski
prof. dr hab. inż. Jan Małolepszyinż. Jerzy Szymczak
Projekt okładkiJanina Drozdowska
Redakcja i korektaMaria Szwed
Redakcja technicznaJanina Drozdowska
Praca jest wynikiem realizacji projektów:badawczego nr N506 066 31/3156
i badawczo-rozwojowego nr R04 011 03finansowanych ze środków na naukę w latach 2007–2010
ISBN 978-83-7511-162-0
WYDAWNICTWO INSTYTUT ŚLĄSKI Sp. z o.o.45-082 Opole, ul. Piastowska 17, tel. 77/4540 123
Dr. ukończ. w 2012 r.e-mail: [email protected]
Nakład 250 egz. Objętość 7,70 ark. wyd., 7,25 ark. druk.

Spis treściWykaz skrótów 71. Wprowadzenie 92. Rozwój technik spalania paliw stałych 103. Rodzaje popiołów lotnych 164. Aktualny stan wiedzy w zakresie popiołów lotnych nowej generacji 25 4.1. Popioły lotne ze współspalania węgla kamiennego i biomasy 25 4.2. Popioły lotne ze spalania węgla w kotłach fluidalnych 275. Autoklawizowany beton komórkowy a zrównoważony rozwój 32 5.1. Zastosowanie wyrobów z betonu komórkowego 366. Zastosowanie popiołów lotnych powstałych ze współspalania węgla i biomasy do wytwarzania autoklawizowanego betonu komórkowego 40 6.1. Charakterystyka węgla kamiennego i biomasy oraz warunków spalania w kotłach pyłowych 40 6.2. Właściwości popiołów lotnych powstałych ze współspalania węgla i biomasy 43 6.2.1. Ocena jednorodności właściwości popiołów powstałych ze współspalania węgla i biomasy 44 6.2.2. Skład chemiczny i cechy fizyczne popiołów lotnych powstałych ze współspalania węgla i biomasy 46 6.2.3. Skład fazowy popiołów lotnych powstałych ze współspalania węgla i biomasy 52 6.3. Otrzymywanie i właściwości autoklawizowanego betonu komórkowego z wykorzystaniem popiołu ze współspalania węgla kamiennego i biomasy 577. Zastosowanie popiołów lotnych powstałych ze spalania węgla brunatnego i kamiennego w kotłach fluidalnych do wytwarzania autoklawizowanego betonu komórkowego 66 7.1. Właściwości popiołów lotnych powstających ze spalania węgla w kotłach fluidalnych 66 7.1.1. Skład chemiczny i właściwości fizyczne popiołów fluidalnych 66 7.1.2. Skład fazowy popiołów fluidalnych 77 7.2. Otrzymywanie i właściwości betonu komórkowego z wykorzystaniem popiołów fluidalnych w skali laboratoryjnej 81

7.2.1 Wpływ popiołów fluidalnych na szybkość wydzielania wodoru 82 7.2.2. Wpływ popiołów fluidalnych na proces wyrastania mieszanki ABK 83 7.2.3. Właściwości użytkowe betonu komórkowego wytworzonego w skali laboratoryjnej 85 7.3. Otrzymywanie betonu komórkowego w skali półtechnicznej z wykorzystaniem popiołów fluidalnych i oznaczenia jego właściwości 88 7.3.1. Właściwości użytkowe betonu 89 7.3.2. Skład fazowy i mikrostruktura betonu komórkowego otrzymanego z zastosowaniem popiołów fluidalnych 908. Wytyczne technologiczne wytwarzania autoklawizowanego betonu komórkowego z zastosowaniem popiołów lotnych nowej generacji 96 8.1. Wytyczne technologiczne wytwarzania ABK z zastosowaniem popiołów lotnych powstałych ze współspalania węgla kamiennego i biomasy 96 8.2. Wytyczne technologiczne wytwarzania ABK z zastosowaniem popiołów ze spalania węgla kamiennego i brunatnego w kotłach fluidalnych 969. Szacunkowa analiza ekonomiczna stosowania popiołów fluidalnych do produkcji autoklawizowanego betonu komórkowego 9810. Kierunki zastosowania popiołów lotnych nowej generacji 99
Literatura 101
Wykaz norm 107
Załącznik – Wyciąg z Instrukcji badań surowców i półproduktów w zakładach betonów komórkowych 109
Popioły lotne nowej generacji do produkcji autoklawizowanego betonu komórkowego. Monografia – streszczenie 113
Fly ashes of new generation to the production of autoclaved aerated concrete. Monograph – summary 114

Wykaz skrótów
ABK – autoklawizowany beton komórkowyCOBRPB „CEBET” – Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Betonów „CEBET”CWF – cyrkulacyjna warstwa fluidalnaETS – Emissions Trading Scheme – handel uprawnieniami do emisjiG – popioły lotne krzemionkowo-glinoweITB – Instytut Techniki BudowlanejK – popioły lotne krzemionkowePGE – Polska Grupa EnergetycznaPGS – pianogazosilikatPKE – Południowy Koncern EnergetycznyTFS – technologia fluidalnego spalaniaUPS – uboczne produkty spalaniaW – popioły lotne wapniowe

1. WprowadzeniePodstawowym źródłem energii elektrycznej i cieplnej w Polsce są kopalne pa-
liwa stałe – węgiel kamienny i węgiel brunatny. Podczas procesu spalania węgla powstają bardzo duże ilości ubocznych produktów spalania, a do atmosfery emi-towane są szkodliwe dla środowiska substancje gazowe (CO2, NOx, związki siarki). Stąd ważnym zagadnieniem jest wykorzystanie ubocznych produktów spalania oraz rozwijanie przyjaznych dla środowiska procesów uzyskiwania energii ze spa-lania paliw stałych. O skali konieczności utylizacji ubocznych produktów spalania w polskiej energetyce świadczą następujące dane: w roku 2011 powstało ponad 15,8 mln t ubocznych produktów spalania węgla kamiennego, w tym ok. 11,5 mln t popiołu lotnego oraz 4,3 mln t żużla.
Zasadą powinno być wykorzystanie ubocznych produktów spalania paliw jako surowców wtórnych do produkcji materiałów budowlanych w przyjaznych dla środowiska procesach. Urzeczywistniając tę zasadę, w wyniku wieloletnich badań i doświadczeń produkcyjnych w Polsce i na świecie, doprowadzono do określenia podstawowych kierunków utylizacji ubocznych produktów energetyki i ich sze-rokiego zastosowania w przemyśle materiałów budowlanych, inżynierii lądowej, górnictwie podziemnym oraz jako materiał do rekultywacji i przywracania pier-wotnej funkcji terenom po górnictwie odkrywkowym.
W przemyśle materiałów budowlanych popioły lotne wykorzystywane są głównie jako składnik betonów kruszywowych i komórkowych oraz cementów powszechnego użytku. Dotychczasowe technologie wykorzystania popiołów w przemyśle materiałów budowlanych i w innych zastosowaniach były w zasa-dzie opracowane dla popiołów powstających przy tradycyjnym spalaniu samego węgla kamiennego lub brunatnego w kotłach pyłowych.
Wymagania ochrony środowiska w zakresie dopuszczalnych poziomów emi-sji, zwłaszcza związków siarki, spowodowały rozwój przyjaznych dla środowiska równoczesnych metod spalania węgla i odsiarczania spalin przez wprowadzenie sorbentów, głównie wapiennych (różne metody odsiarczania spalin) oraz spala-nie w paleniskach fluidalnych połączone z odsiarczaniem.
Elektrownie i elektrociepłownie wdrażają systemy pozyskiwania energii ze źródeł odnawialnych. Jako paliwo odnawialne stosowana jest biomasa. Produk-cja „zielonej energii”, dzięki użyciu biomasy jako paliwa, pozwala elektrowniom spełniać międzynarodowe normy w zakresie emisji CO2 do atmosfery, które wy-nikają z ustaleń protokołu z Kioto z 1997 r. oraz dyrektywy unijnej ETS (Emissions Trading Scheme – handel uprawnieniami do emisji) z 2003 r.
Przyjęty kierunek zmian w energetyce, polegający na wprowadzaniu różnych metod odsiarczania spalin i redukcji NOx oraz pozyskiwania energii ze źródeł od-

10
nawialnych, przyczynił się do realizacji w Polsce prac badawczych dotyczących możliwości zastosowania popiołów lotnych powstałych w wyniku nowych technik spalania węgla. Popioły te określono w pracy jako „popioły nowej generacji”.
Polskie wieloletnie doświadczenia wykazały, że najbardziej racjonalnym i efek-tywnym sposobem zagospodarowania popiołów lotnych jest ich wykorzystanie do produkcji autoklawizowanego betonu komórkowego (ABK). Taki kierunek uty-lizacji popiołów jest realizowany w kraju od przeszło 50 lat, z tym że dotychczas stosowano popioły lotne z tradycyjnych metod spalania węgla. W ABK popioły mogą stanowić do 70% składu mieszaniny surowcowej. Technologie wytwarza-nia betonu komórkowego charakteryzują się małym zużyciem surowców i energii w stosunku do technologii wytwarzania innych ściennych materiałów budowla-nych. Wynika to z małej gęstości ABK oraz odpowiednio prowadzonego procesu jego wytwarzania, który jest bezodpadowy i przyjazny dla środowiska.
Odmienność warunków w jakich powstają popioły lotne nowej generacji, a szczególnie popioły ze spalania węgla w kotłach fluidalnych w temperaturze ok. 850°C, podczas gdy spalanie paliw w tradycyjnych kotłach pyłowych przebiega w temperaturze od 1200 do 1400°C, skutkuje inną charakterystyką otrzymywa-nych popiołów, zarówno chemiczną, jak i fazową. Stąd podjęto realizację prac nad zastosowaniem popiołów nowej generacji (ze współspalania węgla i biomasy oraz spalania węgla w kotłach fluidalnych z równoczesnym odsiarczaniem spalin) do wytwarzania autoklawizowanego betonu komórkowego [1–2]. Zakres i wyniki tych prac przedstawiono w niniejszej monografii.
Podkreślić trzeba, że Polska należy do największych producentów betonu ko-mórkowego w Europie, wniosła również znaczący wkład w badania dotyczące rozwoju tego materiału w Europie i na świecie. Czujemy się więc zobowiązani do kontynuowania naszego udziału w tej dziedzinie, m.in. poprzez poszukiwania nowych surowców dla tego materiału.
2. Rozwój technik spalania paliw stałychRozwój przemysłu i techniki wiąże się nierozerwalnie ze wzrostem zapo-
trzebowania na energię. Rozwój przemysłu to również nowe zagrożenia związane z jego oddziaływaniem na środowisko naturalne. W państwach takich jak Polska, gdzie podstawowym źródłem energii są kopalne paliwa stałe, poważnym problemem są zarówno uboczne produkty spalania (UPS), jak i zanieczyszczenie atmosfery – emisja szkodliwych substancji gazowych. Aby ograniczyć tę emisję, przyjęto w kraju następujące główne kierunki działania:
– zastosowanie niskoemisyjnych technik spalania węgla w kotłach konwencjo-nalnych,

11
– wprowadzenie instalacji odsiarczania spalin (metodą suchą, półsuchą i mo-krą),
– montaż efektywniejszych elektrofiltrów i innych systemów odpylania,– zastosowanie niskoemisyjnych technik fluidalnego spalania węgla.Zarówno światowa, jak i krajowa energetyka wykorzystują i nadal poszukują
alternatywnych źródeł energii odnawialnej. Jedną z możliwości jest zastąpienie części węgla odnawialnym źródłem energii w postaci biomasy. Zastosowanie biomasy pozwala na obniżenie emisji SO2, NOx, CO2 i pyłów do atmosfery.
W istniejących kotłach energetycznych opalanych węglem są dwie możliwości energetycznego wykorzystania biomasy [3]:
• współspalanie bezpośrednie:– mieszanie biomasy z węglem, przez układy dozowania, w młynach węglowych
i podawanie do komory paleniskowej kotła przez palniki pyłowe,– niezależne przygotowanie biomasy – rozdrobnienie i spalanie na ruszcie lub
dozowanie do paleniska kotłów przez niezależną instalację palnikową;• współspalanie pośrednie:– wstępne palenisko – do komory paleniskowej kotła wnoszone jest ciepło
spalin ze spalania biomasy,– wstępne zgazowanie biomasy – do komory paleniskowej wprowadzany jest
gaz palny.Zgromadzone doświadczenia wskazują, że współspalanie biomasy w grani-
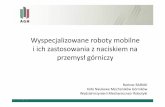
cach 5–10% wydajności cieplnej dużego kotła na ogół nie wymaga istotnej rekon-strukcji urządzeń. Podkreślić należy, że dotyczy to jedynie współspalania bezpo-średniego (ryc. 2.1). Współspalanie pośrednie jest droższe, wymaga bowiem zna-czących inwestycji uzupełniających, ale jest rozwiązaniem bardziej elastycznym, ponieważ stwarza szersze techniczne możliwości.
Ryc. 2.1. Współspalanie biomasy z węglem w dużych kotłach energetycznych [4]

12
Aktualnie stosuje się biomasę przetworzoną w postaci peletów lub w mniej-szym zakresie brykietów i jest to głównie biomasa pochodzenia roślinnego. W niektórych przypadkach może to być drewno pozyskiwane przez Lasy Pań-stwowe w trzebieżach i w ramach cięć sanitarnych, niezbędnych dla utrzymania odpowiedniego stanu zdrowotnego lasu, rzadziej stosuje się odpady z przemy-słu drzewnego (trociny). W najbliższych latach spodziewany jest wzrost udziału biomasy pochodzenia rolniczego, m.in. z upraw roślin energetycznych oraz od-padów, takich jak słoma, susz malinowy, susz z czerwonych porzeczek, suszone pestki wiśni i in. [5].
W krajowej energetyce biomasa (po rozdrobnieniu) jest współspalana (co--firing) lub współzgazowywana (co-gasification) w średnich i w dużych kotłach energetycznych [6]. W zależności od rodzaju biomasy realizowane to być może m.in. poprzez:
– bezpośrednie dodawanie biomasy do węgla,– wykorzystanie rusztu dopalającego na dole leja żużlowego,– dobudowanie wstępnego paleniska zewnętrznego rusztowego,– zgazowanie biomasy w reaktorze satelitarnym z doprowadzeniem gazu do
komory paleniskowej kotła.Współspalanie biomasy z węglem wymaga rozwiązania szeregu problemów
[7], zarówno w zakresie przygotowania paliwa, jak i jego spalania w kotle (m.in. wymiana ciepła, emisja NOx i CO, powstawanie osadów na powierzchniach grzew-czych, ich korozja itp.). W elektrowniach i elektrociepłowniach, w których współ-spalana jest biomasa obserwuje się zazwyczaj:
– obniżenie sprawności kotłów (o ok. 0,5%),– pogorszenie jakości przemiału paliw w młynach i wzrost obciążenia ich sil-
ników,– zwiększenie zawartości części palnych w wypadach paleniskowych,– przesunięcie jądra płomienia w górę komory paleniskowej, co powoduje
zmianę warunków pracy części konwekcyjnej kotła.Aby nie spowodować obniżenia maksymalnej osiągalnej mocy bloków ener-
getycznych, elektrownie starają się spalać tyle biomasy, na ile pozwalają rezerwy urządzeń, przygotowania i transportu paliw.
Biomasa, pomimo że jej udział w całym paliwie podawanym do kotła stano-wi zazwyczaj niewielki procent, zmienia warunki spalania na tyle, iż konieczne jest wprowadzenie do systemu automatyki spalania odpowiednich korekt. Należy przeprowadzić czasochłonne prace optymalizacyjne uwzględniające zmienne ob-ciążenie kotłów i zmienną konfigurację pracujących młynów.
Współspalanie biomasy z węglem należy uznać za efektywne, ale okresowy sposób wykorzystania biomasy [89], który zastąpi sprawniejsze technologie, takie jak wyłączne spalanie biomasy w paleniskach kotłów energetycznych, jej zgazo-wanie w połączeniu z układami gazowo-parowymi, a także wykorzystanie gazu

13
lub etanolu uzyskiwanych z biomasy do zasilania wysokosprawnych ogniw pali-wowych.
Według nowej ustawy z 2012 r. o odnawialnych źródłach energii proponuje się zmniejszanie współspalania i przechodzenie na pełne spalanie biomasy.
Technika fluidalnego spalania i zgazowania paliw zasługuje na specjalną uwa-gę wśród metod wytwarzania energii cieplnej i elektrycznej. Umożliwia ona bo-wiem m.in. [8]:
• spalanie nie tylko tradycyjnych paliw, ale także wszelkiego rodzaju odpadów energonośnych;
• odsiarczanie spalin równoczesne ze spalaniem paliw;• zmniejszenie emisji tlenków azotu z tytułu niższych temperatur spalania;• zwiększenie efektywności procesów spalania paliw poprzez stosowanie cyr-
kulacyjnych i ciśnieniowych złóż fluidalnych.Technologię fluidalnego spalania (TFS) zaczęto wdrażać w skali przemysłowej
w latach 60. XX w. Okazało się, że zapewnia ona obniżenie emisji SO2 o 90% i wię-cej, a NOx od 50 do 85%, przy niższym jednostkowym zużyciu ciepła i niższych nakładach inwestycyjnych, co ogranicza koszty wytwarzania energii elektrycznej [8]. Przy czym emisję SO2 redukuje się bezpośrednio w palenisku, a nie w wydzie-lonych, kosztownych instalacjach odsiarczania.
W Polsce obserwuje się intensywny rozwój kotłów z cyrkulacyjną warstwą fluidalną (CWF). Interesujące informacje na temat technologii fluidalnego spala-nia znaleźć można m.in. w publikacjach [8–9]. Obecnie na świecie pracuje wiele bloków energetycznych z kotłami fluidalnymi stosujących różne rozwiązania. Za najbardziej efektywne uważa się rozwiązania z cyrkulacyjną warstwą fluidalną. W grupie jednostek o dużej mocy na rynku dostępnych jest obecnie co najmniej siedem głównych typów palenisk z CWF. Pojawiły się również nowe konstrukcje, w których wyeliminowano wielkogabarytowe, ciężkie cyklony oraz zastosowano recyrkulację wewnętrzną. Przykładem takiego rozwiązania jest kocioł z CWF, za-opatrzony w separator żaluzjowy widoczny na rycinie 2.2.
Kotły z CWF są ciągle unowocześniane. Najnowszą grupę kotłów reprezentu-je nadkrytyczny kocioł typu COMPACT. Stanowi on część pierwszego na świecie bloku energetycznego o mocy 460 MW, z przepływowym kotłem z CWF, który oddany został do eksploatacji w czerwcu 2009 r. w Elektrowni „Łagisza” (Po-łudniowy Koncern Energetyczny – PKE S.A., Grupa Tauron). Kotły CWF o mocy 200 MW pracują w Elektrowni „Turów” oraz w Elektrociepłowni „Żerań” (wydaj-ność 450 t pary/h).
Nie ma jednak rozwiązań idealnych. Przy eksploatacji kotłów fluidalnych wy-stępują kłopoty związane z erozją powierzchni ogrzewalnych, trudności z utrzy-maniem wymaganej temperatury w komorze paleniskowej, tworzeniem się osa-dów oraz korozją na powierzchniach ogrzewalnych, szczególnie rozmieszczonych w drugim ciągu kotła. Problemy te wpływają na dyspozycyjność kotła i stanowią

14
obszar zainteresowania konstruktorów oraz pracowników wielu ośrodków na-ukowych pracujących nad ich eliminacją lub ograniczeniem [9].
chłodnica popiołu
wymurówka
komora paleniskowa
separator żaluzjowy(U-Beams)
pęczek parownika
przegrzewacz pary
podgrzewacz wody
do układu odpylania
kolektorpyłu
Ryc. 2.2. Schemat kotła z wewnętrzną recyrkulacją firmy Babcock & Wilcox [9]
W cyrkulacyjnym złożu fluidalnym na skutek bardzo dobrego wymieszania po-szczególnych składników (węgiel, sorbent i popiół), przy względnie niskiej tempe-raturze spalania, istnieją korzystne warunki do spalania niskojakościowych paliw stałych.
Warstwa fluidalna znajduje się w komorze paleniskowej. Zasadniczym elemen-tem każdego kotła fluidalnego jest ruszt powietrzny umieszczony na dnie komory paleniskowej. Czynnikiem fluidyzacyjnym jest powietrze wdmuchiwane za pomo-cą sprężarki poprzez szereg dysz fluidyzacyjnych. Jest to tzw. powietrze pierwotne niezbędne w procesie spalania. Pozostała część – tzw. powietrze wtórne – dopro-wadzana jest na kilku poziomach komory paleniskowej. Całkowita ilość powietrza wynika z obliczeń stechiometrycznych i zależna jest od rodzaju i składu paliwa.
Paliwo do komory paleniskowej doprowadza się z urządzeń rozdrabniających za pomocą systemu podajników. Jego granulacja jest ściśle określona i zależy od rodzaju paliwa i rodzaju paleniska fluidalnego. Część paliwa znajdująca się w stru-mieniu powietrza (spalin), w zależności od prędkości, a więc i siły nośnej, opada, unosi się, bądź też zawisa nieruchomo. Złoże fluidalne powstaje w momencie, w którym prędkość osiągnie wartość unoszenia charakterystyczną dla danego ziarna, tzn. po przekroczeniu tzw. punktu rozluźnienia.
Oprócz paliwa, do złoża wprowadzany jest sorbent (addytyw), którego zada-niem jest wiązanie powstałych na skutek spalania tlenków siarki. Bardzo dobre

15
wymieszanie powietrza i paliwa oraz stosunkowo niska temperatura spalania (800–900°C) i niski nadmiar powietrza przyczyniają się do znacznej redukcji emi-sji tlenków azotu NOx. Na rycinach 2.3 i 2.4 pokazano schemat ideowy kotła flu-idalnego oraz dno dyszowe.
woda
para
woda-para
węgiel
kamień wapienny
popiół ze złoża, piasek
popiół gorący
popiół lotny
powietrze
spaliny
gaz oczyszczony
Ryc. 2.3. Schemat ideowy kotła fluidalnego [10]
Ryc. 2.4. Dno dyszowe kotła fluidalnego [10]

16
Zagadnienie redukcji emisji zostało szczegółowo omówione w pracy [9]. W pa-leniskach kotłów fluidalnych spalanie przebiega w temperaturze niemal dwukrot-nie niższej (800–900°C) niż w paleniskach kotłów pyłowych lub rusztowych. Nale-ży pamiętać, że zasadnicza ilość emitowanego NOx powstaje wtedy, gdy podczas spalania paliwa wydziela się ilość ciepła wystarczająca, aby „rozerwać” moleku-ły dwuatomowego azotu z powietrza i spowodować ich połączenie z atomami tlenu. Ponieważ temperatura rzędu 800–900°C jest niewystarczająca do reakcji azotu z tlenem z powietrza, podczas spalania w warstwie fluidalnej rejestrowana jest niska emisja NOx. Ponadto należy mieć na uwadze to, że intensywny ruch ziaren materiału w warstwie fluidalnej umożliwia szybkie i równomierne wymie-szanie rozdrobnionego wapnia z paliwem. Wapień, a ściślej powstały w wyniku jego rozkładu termicznego CaO umożliwia chemisorpcję SO2. Gdy ziarna paliwa spalają się w warstwie fluidalnej, zawarte w nich związki siarki ulegają utlenieniu i w formie SO2 przechodzą do fazy gazowej. Wokół ziaren paliwa znajdują się ziar-na sorbentu. Powstające produkty spalania siarki są natychmiast przez nie adsor-bowane i wiązane chemicznie. W efekcie reakcji tworzą się drobiny anhydrytu, który jest usuwany z komory paleniskowej łącznie z popiołem lotnym. W kotłach fluidalnych mogą być spalane różne paliwa, w tym zawierające znaczne ilości siar-ki. Ponad 90% gazowego SO2 jest usuwane już w wyniku zintegrowania procesów spalania i odsiarczania.
Wprowadzenie do złoża fluidalnego znacznych ilości sorbentu, koniecznego dla uzyskania skuteczności odsiarczania przekraczającej 90%, skutkuje wzrostem zawartości wolnego tlenku wapnia w odpadach paleniskowych, powodując trud-ności w ich gospodarczym wykorzystaniu ze względu na chemiczną niestabilność. Nadmiar wolnego CaO katalizuje reakcję tworzenia się NOx.
Praktyka i analiza pracy kotłów fluidalnych potwierdziła zalety ich rozwiązań, do których należą [10]:
• możliwość spalania paliw o dużej zawartości popiołu,• znaczna redukcja SO2 i zmniejszona emisja NOx, które wymagają niższych
nakładów niż w technologiach pyłowego spalania paliw,• brak młynów,• wysoka sprawność kotła.W Polsce, jak dotychczas, przeważa technologia pyłowego spalania paliw.
3. Rodzaje popiołów lotnychWedług definicji zawartej w normie PN-EN 450-1:2012 (oryg.) [118] popioły
lotne są otrzymywane przez elektrostatyczne lub mechaniczne wytrącanie drob-

17
nych cząstek z gazów odlotowych z palenisk opalanych zmielonym węglem, z do-datkiem lub bez materiałów współspalanych.
Pierwszą, szeroko omawianą, próbę klasyfikacji popiołów lotnych podjął i przedstawił w 1969 r. na posiedzeniu Europejskiej Komisji Ekonomicznej ONZ (Komitet ds. Gospodarki Węglowej, Podkomitet Wykorzystania Paliw Stałych) A. Jarrige [11]. Zaproponował on następującą klasyfikację opartą na chemicznym składzie popiołu lotnego:
– popiół lotny krzemionkowo-glinowy z przewagą SiO2,– popiół lotny glinowo-krzemionkowy z przewagą Al2O3,– popiół lotny siarczanowo-wapniowy z przewagą związków wapnia.Jarrige uznał, że klasyfikacja na podstawie składu chemicznego popiołów jest
jednoznaczna i najbardziej dokładna.Podział ten nie uwzględniał w pełni specyfiki polskich popiołów lotnych, nie-
mniej stanowił podstawę klasyfikacji przyjętej w normie BN-79/6722-09 [90]. W Polsce na podstawie składu chemicznego wyróżnia się następujące grupy po-piołów lotnych:
• popioły lotne krzemionkowe (K) – powstające ze spalania węgla kamienne-go;
• popioły lotne krzemionkowo-glinowe (G) – otrzymywane ze spalania węgla brunatnego, w których dominującymi składnikami niepalnymi są minerały ilaste (węgiel pochodzący z Zagłębia Turoszowskiego);
• popioły lotne krzemionkowo-wapniowe (W) – otrzymywane ze spalania wę-gla brunatnego o znacznych zawartościach związków wapniowych (węgiel z Za-głębia Konińskiego – PAK i z Bełchatowa).
Klasyfikacja przedstawiona w normie BN-79/6722-09 [90] nie obejmuje po-piołów lotnych uzyskiwanych w trakcie równoczesnego procesu spalania węgla i biomasy, z procesów odsiarczania spalin z użyciem sorbentów wapniowych (suche i półsuche odsiarczanie spalin) oraz ze spalania fluidalnego połączonego z procesem odsiarczania. Kiedy opracowywano tę klasyfikację, nie stosowano w kraju wymienionych wyżej technik spalania, a właśnie te popioły stanowią co-raz większy udział w ogólnej ilości wypadu. Sytuacja w energetyce wykazuje, że w kolejnych latach udział ten będzie coraz bardziej znaczący. Zwiększać się będzie zwłaszcza udział popiołów z fluidalnego spalania. Już teraz roczny wypad popio-łów z fluidalnego spalania wynosi ponad 2 mln t. Popioły ze współspalania węgla i biomasy oraz ze spalania węgla w kotłach fluidalnych, a zwłaszcza te ostatnie, z uwagi na odmienne właściwości, wymagają szerokich (kompleksowych) badań w aspekcie ich różnych zastosowań.
Warto zaznaczyć, że w wielu krajach stosowane były i są odmienne kryteria klasyfikacji popiołów lotnych. Rodzaj spalanego węgla determinujący skład po-piołu jest kryterium klasyfikacji amerykańskich popiołów lotnych [12]. W opar-ciu o sumaryczną zawartość SiO2, Al2O3 i Fe2O3 oraz zawartość CaO norma ASTM

18
C618-12a [113], obok materiałów pucolanowych (grupa N), wyróżnia dwie klasy popiołów lotnych F i C (tab. 3.1). Popioły klasy F powstają w wyniku spalania węgla bitumicznego (kamiennego) lub antracytowego, natomiast popioły klasy C powstają w wyniku spalania węgla subbitumicznego lub lignitowego (brunat-nego). Popioły klasy C zawierają zazwyczaj znaczne ilości CaO i obok właściwości pucolanowych wykazują również właściwości hydrauliczne.
T a b e l a 3.1
Klasyfikacja popiołów wg normy ASTM C618-12a [113]
SkładnikZawartość [% mas.]
pucolany N popiół lotny klasy F popiół lotny klasy C
SiO2 + Al2O3 + Fe2O3≥ 70 ≥ 70 ≥ 50
SO3≤ 4 ≤ 5 ≤ 5
Strata prażenia ≤ 10a ≤ 6a ≤ 6
Alkaliac – Na2Oeq
(w przeliczeniu na Na2O)≤ 1,5b ≤ 1,5b ≤ 1,5b
a – Wymaganie może być złagodzone do 12%.b – Wymaganie tylko w zastosowaniu w betonach z kruszywem reaktywnym.c – Równoważnik Na2Oeq = Na2O + 0,658 K2O.
Wskaźnik potencjału pucolanowego stał się podstawą podziału angielskich popiołów lotnych na trzy klasy (tab. 3.2) [13]. Wskaźnik ten uwzględnia możliwość wiązania przez popioły lotne jonów Ca2+ oraz udział popiołów lotnych we wzroście wytrzymałości zapraw zawierających popiół po dłuższym czasie.
T a b e l a 3.2
Klasyfikacja angielskich popiołów lotnych [13]
Klasa Wartość wskaźnika pucolanowego 2
2 3
10 K OAl O
⋅ Aktywność pucolanowa
Klasa I > 1,0 duża
Klasa II 0,5÷1,0 średnia
Klasa III < 0,5 słaba
Jednym z kryteriów klasyfikacji popiołów lotnych jest ich skład chemiczny. Z jego analizy wynika, że głównymi składnikami krzemionkowych popiołów lot-nych, w przeliczeniu na tlenki, są: SiO2 i Al2O3, w mniejszej ilości występuje: Fe2O3, CaO, MgO, SO3, Na2O i K2O [14–15]. Skład chemiczny typowych polskich popiołów lotnych przedstawiono w tabeli 3.3.

19
T a b e l a 3.3
Skład chemiczny (średni i graniczny) popiołów lotnych z węgla kamiennego i brunatnego [% masy] [16]
Składnik
Charakterystyczny typ popiołu lotnego
z węgla kamiennego (glinowo-krzemianowe)
z węgla brunatnego
(glinowo-krzemianowe) (wapniowo-siarczanowe)Turów* Konin
SiO252,0 (43–57) 48,0 (41–50) 45,0 (30–50)
Al2O320,0 (18–23) 31,0 (30–35) 8,0 (5–9)
Fe2O313,0 (7–16) 7,0 (14–20) 5,0 (4–6)
CaO 6,0 (4–10) 3,0 (2–4) 32,0 (25–48)
MgO 3,0 (1–5) 1,5 (0,1–1,0) 3,0 (2–4)
SO31,0 (0,5–3,5) 0,5 (0,5–0,7) 7,1 (5–10)
Na2O + K2O 1,8 (1–3) 1,5 (0,1–0,3) 0,2 (ślady)
* Dane dotyczą popiołów uzyskiwanych w kotłach pyłowych. Obecnie węgiel z Kopalni „Turoszów” jest w więk-szości spalany w kotłach fluidalnych. Popioły uzyskiwane w wyniku takiego spalania mają odmienny skład od składu popiołów podanych w tabeli. Charakterystykę takich popiołów podano w dalszej części monografii.
Zagospodarowanie popiołów lotnych do wytwarzania autoklawizowanego betonu komórkowego praktykowane już było od początku jego wprowadzenia na polski rynek. Rozwojowi produkcji betonu komórkowego na popiołach lot-nych towarzyszyły kompleksowe, prowadzone głównie przez Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Betonów (COBRPB) „CEBET”, prace badawcze związane ze szczegółowym rozpoznaniem właściwości popiołów, określeniem dla nich wymagań oraz ustaleniem zasad postępowania technologicznego w zależ-ności od jakości popiołów. Opracowano normę BN-75/6713-02, znowelizowaną w 1987 r. – BN-87/6713-02 [91] oraz Instrukcję badań i oceny popiołów lotnych z węgla kamiennego stosowanych do produkcji betonu komórkowego, CEBET, Warszawa 1975 – nowelizacja w 1987 r. [17]. Wymagania dla popiołów do wy-twarzania betonu komórkowego według Instrukcji podano w tabeli 3.4, zazna-czono w niej również wymagania dla popiołów lotnych do betonu kruszywowego według normy PN-EN 450-1:2012 (oryg.) [118].

20
T a b e l a 3.4
Wymagania dla popiołów lotnych stosowanych do betonu komórkowego [17] oraz do betonu kruszywowego [118]
Lp. WłaściwośćJed-
nostka
Wymagania dla popiołów do betonów
wg PN-EN 450-1:2012 (oryg.) [118]
Wymagania dla popiołów do ABK
wg Instrukcji [17]
1 strata prażenia %kategoria A – ≤ 5,0 kategoria B – ≤ 7,0 kategoria C – ≤ 9,0
≤ 7,0
2 chlorki % ≤ 0,1 brak wymagań
3 zawartość SO3% ≤ 3,0 ≤ 2
4 wolny tlenek wapnia % dla zawartości powyżej 1,5a brak wymagań
5 reaktywny tlenek wapnia % ≤ 10,0 brak wymagań
6 tlenek wapnia (CaO) % brak wymagań ≤ 10,0
7reaktywny dwutlenek krzemu (SiO2)
% ≥ 25,0 brak wymagań
8 dwutlenek krzemu (SiO2) %suma tlenków SiO2, Al2O3
i Fe2O3 ≥ 70,0
≥ 40,0≤ 26,0 ≤ 18,0
9 tlenek glinu (Al2O3) %
10 tlenek żelaza (Fe2O3) %
11całkowita zawartość alkaliów równoważnik Na2Oeq
% ≤ 5,0 brak wymagań
12 tlenek magnezu (MgO) % ≤ 4,0 ≤ 3,5
13całkowita zawartość fosforanu (P2O5)
% ≤ 5,0 brak wymagań
14
rozpuszczalny fosforan (P2O5) – oznaczanie wymagane w początkowym okresie badania typu popiołów
mg/kg ≤ 100 brak wymagań
15miałkość – pozostałość na sicie # 0,045 mm
%kategoria N – ≤ 40kategoria S – ≤ 12
brak wymagań
16analiza sitowa – przepad przez sito # 0,063 mm
% brak wymagań 65–85
17 gęstośćnie powinna się różnić
o więcej niż 200 kg/m3 od wartości deklarowanej
≥ 1,95 g/cm3
18wskaźnik aktywności pucolanowej po 28 dniach
% ≥ 75
brak wymagań19
wskaźnik aktywności pucolanowej po 90 dniach
% ≥ 85

21
Lp. WłaściwośćJed-
nostka
Wymagania dla popiołów do betonów
wg PN-EN 450-1:2012 [118]
Wymagania dla popiołów do ABK
wg Instrukcji [17]
20
stałość objętości – wymagane, gdy zawartość CaOwolnego wynosi powyżej 1,5% masy
mm ≤ 10 brak wymagań
21 wodożądność %kategoria S – ≤ 95%
kategoria N – nie określa się ≤ 50b
22
stężenie naturalnych pierwiastków promieniotwórczych
wskaźnik aktywności f1≤ 1,2 ≤ 1,2
wskaźnik aktywności f2Bq/kg ≤ 240 ≤ 240
a – Należy przeprowadzić badania stałości objętości wg PN-EN 196-3+A1:2011 [115].b – Metoda badania – załącznik 1 wg Instrukcji [17].
W wyniku wieloletniej działalności COBRPB „CEBET” opracowano własne ory-ginalne technologie produkcji betonu komórkowego, zarówno z zastosowaniem popiołów lotnych z węgla kamiennego z suchego odpopielania i popiołów wilgot-nych, jak i z węgla brunatnego (uwzględniając specyfikę właściwości popiołów) [32–32a]. Jak do tej pory, do produkcji betonu komórkowego w kraju stosowane są wyłącznie popioły krzemionkowe z węgla kamiennego z suchego odpopielania. Popiołom tym poświęcono najwięcej prac badawczych.
Krzemionkowe popioły lotne są typowymi sferycznymi i szklistymi cząstkami o zróżnicowanych wymiarach, kolorze, krystaliczności i mikrostrukturze (ryc. 3.1) [14, 18–20]. Część ziaren popiołów występuje w postaci mikrosfer (D < 0,5 mm) zawierających mniejsze ziarna w środku cząstki [21–22]. Stwierdzono również, że stosunkowo mała liczba ziaren popiołów, ok. 20% występuje w postaci cenosfer, czyli banieczek wypełnionych mieszaniną gazów. Krzemionkowe popioły lotne składają się w większości z fazy szklistej, która stanowi od 50 do 70% [27]. Faza krystaliczna to przede wszystkim mullit (3Al2O3·2SiO2) i β-kwarc, w mniejszej ilości występują hematyt (Fe2O3), magnetyt (Fe3O4) i rutyl (TiO2).
cd. tab. 3.4

22
Ryc. 3.1. Obraz mikroskopowy (SEM) próbki popiołu krzemionkowego (pow. 5000 x), widoczne kuliste ziarna
popiołu krzemionkowego o zróżnicowanej wielkości (pkt 1 i 2)
Zróżnicowanie cząstek popiołów krzemionkowych pod względem ich kształtu i charakteru powierzchni jest uzależnione od warunków spalania węgla [23, 30]. Przeciętna gęstość popiołów lotnych zawiera się w granicach 2,2–2,4 g/cm3. Z badań wynika, że o gęstości popiołów decyduje ich skład chemiczny oraz kształt i wielkość ziaren [24–25]. Powierzchnia właściwa popiołów, oznaczona metodą Blaine’a, wynosi 1800–5900 cm2/g. Skład ziarnowy popiołów lotnych wpływa na ich wodożądność oraz gęstość pozorną w stanie luźnym i zagęszczonym [26].
Z punktu widzenia przydatności popiołów krzemionkowych istotną rolę odgrywa budowa fazy szklistej, gdyż wpływa ona w dużej mierze na właściwości pucolanowe [27–28]. Na właściwości te rzutuje również skład ziarnowy popiołów lotnych, im jest więcej frakcji popiołów lotnych poniżej 35 μm, tym aktywność pucolanowa się zwiększa.
pęcherzykpowietrza
kryształy na powierzchniziarna
zewnętrzna powierzchniaszklana
kryształy mullituwewnętrznamatryca szklana
Ryc. 3.2. Budowa ziarna popiołu lotnego wg Dudasa i Warrena [29]

23
Model ziarnowy krzemionkowego popiołu lotnego zaproponowali Dudas i Warren (ryc. 3.2) [29]. Z modelu tego wynika, że ziarno popiołu lotnego zbu-dowane jest z matrycy szklistej. W warstwie przypowierzchniowej występują kryształy mullitu i β-kwarcu. Uważa się powszechnie, że powierzchnia szklista zia-ren popiołu pokryta jest cienką warstwą elektrostatycznie osadzonego grafitu. W przypadku mielenia warstwa ta jest usuwana i dzięki temu możliwa jest szyb-sza reakcja pucolanowa, która zaczyna się na powierzchni szklistej popiołu.
Wiele prac poświęcono badaniom popiołów z różnych stref odpylania elek-trofiltrów. Wykazały one, że w zależności od strefy odpylania elektrofiltru popio-ły lotne charakteryzują się różną aktywnością pucolanową [27, 30]. Najwyższą aktywność pucolanową osiągają popioły z 3 strefy odpylania elektrofiltru, a naj-niższą popioły z 1 strefy. Badania popiołów lotnych z poszczególnych stref odpy-lania wykazały także zasadność selektywnego przesyłania do wytwórni betonów komórkowych popiołów z wybranych stref, w celu doboru popiołów najlepszych jakościowo [16, 30].
W Polsce dostępne są aktualnie również popioły krzemionkowo-wapniowe (wapniowo-siarczanowe) o dużej zawartości związków wapnia, jednak nie są one przedmiotem niniejszej monografii. Charakterystyka tych popiołów, warunki ich wykorzystania dostępne są w literaturze [31–32]. W COBRPB „CEBET” zostały opracowane technologie wykorzystania tych popiołów [16, 32–32a]. Technologie te wymagają jednak weryfikacji ze względu na to, że zmienił się skład węgla i wa-runki jego spalania.
Równolegle z badaniem popiołów lotnych w aspekcie ich przydatności do be-tonu komórkowego prowadzono przez wiele lat prace nad określaniem przydat-ności tych popiołów do wytwarzania betonu kruszywowego. Jednym z pierwszych dokumentów była Instrukcja Instytutu Techniki Budowlanej (ITB) opracowana przez A. Paprockiego. Aby użyć popiół lotny z danej elektrowni jako dodatek do betonu kruszywowego, wymagane było uzyskanie aprobaty technicznej ITB. Po-dobnie było i w innych krajach europejskich, np. w Niemczech, gdzie również wymagane były aprobaty techniczne udzielane przez odpowiednie instytucje. Sytuacja uległa zmianie po opublikowaniu normy EN 450:1994 [92] oraz norm związanych EN 451-1:1998 [97] i EN 451-2:1998 [98]. Norma EN 450:1994 [92] została znowelizowana w 2005 i 2007 r. W normach tych dopuszczono siedem różnych typów współspalanych materiałów z węglem, a mianowicie:
– materiał roślinny, tj. zrębki (wióry) drzewne, słoma, łupiny, włókna roślinne,– drewno i biomasa z upraw,– odpady zwierzęce,– osady ze ścieków komunalnych,– odpady papiernicze i makulatura,– koks porafineryjny,– bezpopiołowe paliwa płynne i gazowe.

24
Minimalna zawartość węgla w odniesieniu do suchej masy nie powinna być mniejsza niż 80%.
W październiku 2012 r. opublikowana została najnowsza nowelizacja tej nor-my jako PN-EN 450-1:2012 (oryg.) [118]. Wymagania dla popiołów lotnych do betonów (kruszywowych) zgodnie z tą normą podano w tabeli 3.4. Norma do-puszcza sześć typów materiałów współspalanych z węglem, a mianowicie:
– stałe biopaliwa (zgodnie z EN-14588:2011 [117]), – odpady zwierzęce,– osady ze ścieków komunalnych,– odpady papiernicze,– koks porafineryjny,– bezpopiołowe paliwa płynne i gazowe.Minimalna zawartość węgla w odniesieniu do suchej masy nie powinna być
mniejsza niż 60 lub 50% jeśli materiałem współspalanym są głównie odpady drzewne, a maksymalna zawartość popiołu lotnego pochodzącego z materiałów współspalanych nie będzie większa niż 30%.
W znowelizowanej normie PN-EN 197-1:2012 (oryg.) [111] ujęto następujące wymagania dla popiołów lotnych krzemionkowych (V) i wapiennych (W) przezna-czonych do produkcji cementów powszechnego użytku:
• strata prażenia (dla obu typów popiołów V i W):a) od 0 do 5% masy,b) od 2 do 7% masy,c) od 4 do 9% masy;• dla popiołów krzemionkowych (V):– zawartość reaktywnego tlenku wapnia (CaO) mniejsza niż 10,0% masy, za-
wartość wolnego tlenku wapnia mniejsza niż 1,0% masy; dopuszczalna jest za-wartość wolnego tlenku wapnia do 2,5% masy pod warunkiem, że stałość objęto-ści nie przekracza 10 mm,
– zawartość reaktywnej krzemionki nie mniejsza niż 25,0% masy;• dla popiołów wapiennych (W):– zawartość reaktywnego tlenku wapnia (CaO) nie mniejsza niż 10,0% masy,
w przypadku zawartości reaktywnego tlenku wapnia 10,0–15,0% masy, zawar-tość reaktywnej krzemionki (SiO2) nie mniejsza niż 25,0%,
– stałość objętości nie może przekraczać 10 mm (badania wg PN-EN 196- -3+A1:2011 [115]).

4. Aktualny stan wiedzy w zakresie popiołów lotnych nowej generacji
4.1. Popioły lotne ze współspalania węgla kamiennego i biomasy
Wzrost zainteresowania odnawialnymi źródłami energii spowodowany jest wyczerpywaniem się tradycyjnych źródeł energii oraz nadmiernym zanieczyszcze-niem środowiska naturalnego. Źródła, takie jak biomasa, energia wody, energia geotermalna stanowią doskonałą alternatywę dla tradycyjnych nośników energii, ponieważ ich zasoby uzupełniają się w naturalnych procesach. Energia odnawial-na, w przeciwieństwie do energii pozyskiwanej innymi sposobami, jest przyjazna dla środowiska. Wzrost udziału odnawialnych źródeł energii w bilansie paliwo-wo-energetycznym Europy i świata przyczynia się do poprawy efektywności wy-korzystania i oszczędzania zasobów surowców energetycznych, poprawy stanu środowiska naturalnego przez redukcję zanieczyszczeń do atmosfery i wód oraz przez zmniejszenie ilości wytwarzanych odpadów.
Problematyką ograniczenia emisji szkodliwych produktów intensywnie zaj-mują się kraje Unii Europejskiej. Dyrektywa 2003/87/WE tworzy ramy prawne Europejskiego Systemu Handlu Emisjami Gazów Cieplarnianych, który promuje zmniejszenie emisji gazów cieplarnianych w sposób opłacalny i ekonomicznie efektywny. Konieczność zmiany struktury surowcowej źródeł energii elektrycznej w kierunku zastępowania paliw kopalnych odnawialnymi źródłami energii poja-wiła się w Polsce wraz z Rozporządzeniem Ministra Gospodarki, Pracy i Polityki Społecznej z 30 maja 2003 r. [37].
W ostatnich latach elektrownie i elektrociepłownie wprowadziły współspa-lanie z węglem biomasy, czego konsekwencją jest zmiana składu i właściwości popiołów lotnych, w związku z tym, aby rzetelnie ocenić ich jakość należy wzmóc kontrolę i przeprowadzić odpowiednie badania [6]. Konieczność określenia wa-runków, jakie powinny spełniać popioły lotne powstające w procesach współspa-lania, skutkowała nowelizacją przez Komitet Techniczny 104 CEN normy PN-EN 450:1998 [93] i zastąpienie jej normą EN 450-1, uzupełnioną normą PN-EN 450--2:2005 [96].
Norma EN 450-1:2012 (oryg.) [118] wyszczególnia rodzaje materiałów współ-spalanych z węglem, ograniczając ich ilość do 40% i 50% jeśli materiałem współ-spalanym są głównie odpady drzewne. Podaje również, że maksymalna zawar-tość popiołu lotnego pochodzącego z materiałów współspalanych nie powinna być wyższa niż 30%.
W Polsce najczęściej stosowanym materiałem współspalanym jest biomasa, w postaci odpadów i pozostałości z produkcji rolnej oraz leśnej, a także z przemy-

26
słu przetwarzającego ich produkty. Zalety stosowania biomasy są następujące: ograniczenie emisji gazów CO2, wykorzystanie lokalnych zasobów energetycznych, decentralizacja wytwarzania energii, zróżnicowanie źródeł energii, ograniczenie szkód w środowisku związanych z wydobyciem paliw kopalnych, zagospodarowa-nie odpadów. Ponadto wykorzystanie biomasy wspiera rozwój społeczno-gospo-darczy poprzez tworzenie nowych miejsc pracy.
Zgodnie z dyrektywą Unii Europejskiej stosowanie biomasy pozwoli na znacz-ne korzyści ekonomiczne (Polska zobowiązała się do 2010 r. wytwarzać 7,5% energii elektrycznej ze źródeł odnawialnych, a do 2020 r. – 14%). Stosownie do panującej tendencji wykorzystywania odnawialnych źródeł energii wprowadza się nowe metody jej pozyskiwania, w tym coraz bardziej popularną w Polsce me-todę współspalania biomasy z węglem w kotłach pyłowych, z których popioły stosowane są w przemyśle materiałów budowlanych. Należy jednak pamiętać, że warunkiem efektywnego pod względem energetycznym i ekologicznym przebie-gu procesu współspalania jest zachowanie optymalnego dla danych warunków udziału biomasy [1, 40]. Ponadto zastosowanie biomasy łączy się ze zmianą skła-du chemicznego popiołów powstałych z jej współspalania, a w tym z występowa-niem w niej związków fosforu, których nadmierna ilość wpływa negatywnie na proces hydratacji cementu.
W porównaniu z węglem biomasa cechuje się [1, 27]:– niższą wartością opałową w przeliczeniu na jednostkę objętości,– wyższą zawartością wilgoci (45–60%), obniżającą efektywność spalania,– wyższą zawartością części lotnych, zmieniającą warunki zapłonu i spalania,– podobną lub niższą zawartością popiołu,– niższą zawartością azotu i siarki oraz wyższą zawartością chloru (ryzyko wy-
stępowania korozji urządzeń),– wyższą zawartością tlenu oraz niższą zawartością węgla.W popiołach lotnych ze współspalania, podobnie jak w popiołach z węgla, do-
minują sferyczne szkliste cząstki o zróżnicowanych wymiarach. Podstawowymi składnikami chemicznymi popiołów z biomasy są SiO2, CaO i K2O. Skład popiołów ze spalania biomasy uzależniony jest od jej rodzaju [43–44]. Jednym z zagrożeń jest duża zawartość fosforu, który przechodzi do fazy ciekłej zaczynu cemento-wego w formie jonów PO4
3-, reagujących z jonami Ca2+ i tworzących na ziarnach cementu trudno rozpuszczalny fosforan wapnia Ca3(PO4)2. Konsekwencją takiego działania jonów fosforanowych jest znaczne spowolnienie hydratacji, wydłużenie początku i końca czasu wiązania cementu, a także obniżenie jego wytrzymałości wczesnych [27, 43].
Analiza składu fazowego popiołów ze współspalania pokazuje, że popioły te zawierają zdecydowanie mniej fazy szklistej (więcej składników krystalicznych). Faza szklista składa się głównie z SiO2 i Al2O3 (minimalna sumaryczna zawartość ok. 83%), a więc nadal jest to szkło krzemianowo-glinowe, podobnie jak w trady-cyjnych popiołach lotnych [1, 33].

27
4.2. Popioły lotne ze spalania węgla w kotłach fluidalnychWarunki panujące w komorach spalania kotłów fluidalnych są zbliżone do
optymalnych warunków reakcji SO2 z produktem dekarbonatyzacji węglanu wap-nia (ok. 850°C). Temperatura panująca w złożu, która zapewnia dekarbonatyzację CaCO3 jest jednak na tyle niska, że nie powoduje rekrystalizacji i spiekania CaO. Tlenek wapnia, tworzący się w warunkach panujących w warstwie fluidalnej, jest materiałem porowatym o bardzo dużej powierzchni właściwej, który można trak-tować jako szybkogaszące się wapno palone. Sorbent – węglan wapnia jest, jak już wspomniano, dodawany w nadmiarze w stosunku do ilości, która wynika ze stechiometrii reakcji chemicznych [45–46]. Stąd też w składzie fazowym takiego popiołu występuje zarówno CaOwolne, jak i CaCO3.
W Polsce obserwuje się intensywny rozwój kotłów z cyrkulacyjną warstwą fluidalną. Po pokonaniu początkowych trudności, pracują dwa kotły w Vattenfall Heat Poland (Warszawa) o mocy 315 MW każdy. Dużo pozytywnych doświadczeń zebrano podczas eksploatacji kotła z CWF o mocy 177 MW w Elektrociepłowni „Bielsko-Biała”. Uruchomionych jest także sześć kotłów z CWF na węgiel brunat-ny w Elektrowni „Turów” (Polska Grupa Energetyczna – PGE) oraz sześć kotłów z CWF w Południowym Koncernie Energetycznym (PKE), w tym w Elektrowni „Ła-gisza”, o łącznej mocy ponad 1500 MW.
Przy spalaniu paliw stałych w kotłach fluidalnych powstają dwa rodzaje odpadów stałych:
– odpady ze złoża (odpady denne) o uziarnieniu 0,3–5,0 mm stanowiące ok. 30% masy odpadów,
– popioły fluidalne o uziarnieniu 1–300 µm stanowiące 70% masy odpadów.W tabeli 4.1 przedstawiono ilości odpadów powstających w Polsce w 2009 r.
w procesie fluidalnego spalania węgla zintegrowanego z odsiarczaniem.
T a b e l a 4.1
Główni producenci odpadów powstałych w procesie fluidalnego spalania węgla w 2009 r. w Polsce
Nazwa zakładuRodzaj i masa odpadu (tys. t)
popiół fluidalnyodpad denny
ze złożarazem
Elektrownia „Turów” 1 200 300 1 500
Elektrociepłownia „Żerań” 120 40 160
Elektrociepłownia „Czechowice-Dziedzice” 40 10 50
Elektrownia „Jaworzno II” 100 50 150
Elektrociepłownia „Katowice” 100 30 130

28
Nazwa zakładuRodzaj i masa odpadu (tys. t)
popiół fluidalnyodpad denny
ze złożarazem
Elektrociepłownia „Tychy” 20 5 25
Elektrownia „Siersza” 75 25 100
Zakłady Farmaceutyczne „Polpharma” 8 2 10
Elektrownia „Chorzów” 100 25 125
Elektrownia „Łagisza” 300 100 400
Razem 2 063 587 2 650
Ź r ó d ł o: Opracowanie własne.
Popioły fluidalne różnią się zasadniczo swoimi właściwościami fizyko-chemicznymi i cechami morfologicznymi od tradycyjnych popiołów powstających w paleniskach pyłowych, dotyczy to zarówno popiołów z węgla kamiennego, jak i brunatnego. Ziarna popiołów fluidalnych nie zawierają fazy szklistej, wykazują bardzo dużą porowatość otwartą, powodującą wzrost ich wodożądności (ryc. 4.1 i 4.2).
Ryc. 4.1. Obraz mikroskopowy (SEM) ziarna popiołu fluidalnego
(pow. 12 000 x) [48]
cd. tab. 4.1

29
Ryc. 4.2. Obraz mikroskopowy (SEM) popiołu fluidalnego (pow. 6000 x) [48]
Skład chemiczny popiołów fluidalnych jest również inny niż popiołów krzemionkowych. Zmniejsza się zawartość SiO2, a wzrastają zawartości CaO i SO3 (tab. 4.2).
T a b e l a 4.2
Skład chemiczny i właściwości fizyczne popiołów lotnych [48, 50] i odpadów dennych ze złoża [47] ze spalania węgla w kotłach fluidalnych
WłaściwośćJed-
nostka
Zawartość lub określona cechapopiół lotny fluidalny z węgla kamiennego
popiół lotny fluidalny z węgla brunatnego
odpad denny ze złoża
SiO2% 32,52–40,81 36,50–42,20 41,00–50,00
Al2O3 % 15,50–20,77 26,70–30,00 16,18–24,00Fe2O3 % 3,27–7,50 2,85–6,35 3,21–6,42
CaO % 9,08–21,80 11,50–16,20 14,00–21,00CaOwolne % 0,76–7,06 2,83–5,91 0,76–1,20
MgO % 1,31–3,52 1,17–2,50 0,69–1,78SO3 % 4,80–11,08 2,26–3,85 8,20–13,99
Strata prażenia % 3,84–14,67 1,68–3,58 1,50–4,00Wodożądność % 40,00–98,00 63,00–80,00 b.d.Przepad przez sito # 0,063 mm
% 64,45–100,00 68,30–80,50 b.d.
Wskaźnik aktywnościa po 28 dniach
% 90–105 90–110 b.d.
a – Badania wykonano zgodnie z PN-EN 450-1:2007 [95].

30
W składzie fazowym produktów odpadowych z kotłów fluidalnych dominują-cymi składnikami są: semimorficzne produkty dehydratacji i dehydroksylacji minerałów ilastych oraz fazy krystaliczne: anhydryt CaSO4 – ok. 5–15% i kalcyt CaCO3 – ok. 4–10%. Zawartość niezwiązanego, aktywnego tlenku wapnia CaO
waha się w granicach 1–8% [48–49, 54]. W znacznych ilościach obecny jest również β-kwarc SiO2. W związku z tym, że popioły fluidalne charakteryzują się dużą zawartością zdehydratyzowanych minerałów ilastych, w dużej mierze kaolinitu (zwłaszcza popioły z Elektrowni „Turów”), powstaje wówczas bardzo aktywny pucolanowo metakaolinit. Badania wielu autorów wykazały, że aktywność pucolanowa popiołów fluidalnych jest nawet dwukrotnie większa niż popiołów krzemionkowych (tab. 4.3) [50].
T a b e l a 4.3
Aktywność pucolanowa popiołów lotnych
Składnik JednostkaRodzaj popiołu lotnego
popiółkrzemionkowy
popiół fluidalny z węgla kamiennego
popiół fluidalny z węgla brunatnego
SiO2 rozp. % 6,2–11,6 11,1–16,2 16,9–22,1
Al2O3 rozp. % 2,1–4,2 5,6–6,6 10,5–13,5
Suma % 8,3–15,8 16,7–22,8 27,4–35,6
Ź r ó d ł o: Opracowanie własne – badania wykonano zgodnie z ASTM C593-06.
Dane literaturowe wskazują na dużą zmienność popiołów lotnych, zarówno pod względem właściwości fizycznych, jak i chemicznych. Należy jednak zaznaczyć, że w ostatnim okresie nastąpił duży postęp w zakresie fluidalnego spalania węgla, co spowodowało wyraźne ograniczenie wahań właściwości tych popiołów [20, 51].
W roku 1995 COBRPB „CEBET” przeprowadził pierwsze badanie popiołów ze spalania węgla kamiennego w kotłach fluidalnych WF-12 [52]. Badano popioły wychwytywane w filtrze workowym i zawirowaczu oraz popioły ze złoża. W zależ-ności od miejsca pochodzenia popioły znacząco różniły się składem chemicznym i właściwościami fizycznymi. Największe różnice obserwowano w oznaczeniach strat prażenia i uziarnienia. Wyniki analiz nie wykluczyły jednak zastosowania popiołów z filtra i ze złoża do wytwarzania materiałów budowlanych. Zalecono jednak optymalizację warunków spalania w kotle, aby zmniejszyć stratę prażenia (zmiana masy po prażeniu dochodziła nawet do 16,7%) oraz obniżyć wodożąd-ność (dochodziła do 102,3%). Pracy nie kontynuowano z uwagi na brak środków zleceniodawcy.
Wstępne badania popiołów ze spalania węgla brunatnego w kotle fluidalnym przeprowadzono również w 2001 r., analizując ich przydatność do wytwarzania

31
autoklawizowanych betonów komórkowych [53]. Badaniami objęto właściwości chemiczne i fizyczne oraz skład fazowy. Badano popioły z elektrofiltru (przed kon-dycjonowaniem i po kondycjonowaniu) oraz odpady denne ze złoża. W tabeli 4.4 zamieszczono wyniki badań odpadów ze spalania węgla brunatnego w kotle flu-idalnym. Popioły z elektrofiltru charakteryzowały się małą zawartością krzemion-ki 21,9% przed kondycjonowaniem i 27,59% po kondycjonowaniu, dużą zawarto-ścią związków wapnia oraz dużą zawartością wolnego tlenku wapnia, stosunkowo znaczącą zawartością siarki całkowitej i dużym rozdrobnieniem.
T a b e l a 4.4
Wyniki badań odpadów ze spalania węgla brunatnego w kotle fluidalnym wykonanych w 2001 r. [53]
Właściwość Jednostka
Zawartość tlenku lub określona właściwośćpopioły lotne
z elektrofiltru przed kondycjonowaniem
popioły lotne z elektrofiltru
po kondycjonowaniu
odpad denny ze złoża
SiO2 % 21,96 27,59 43,06
Al2O3 % 14,50 17,12 23,35
Fe2O3 % 0,90 2,25 5,85
CaO % 39,75 33,93 12,83CaOwolne % 23,54 15,55 5,84
MgO % 1,81 1,14 0,44SO3 % 6,21 5,32 5,44
S2- % 0,06 0,07 0,09
Cl- % 0,02 0,01 brakStrata prażenia % 6,2 4,9 1,5Wodożądność % 58 47 43Gęstość kg/dm3 2,78 2,74 2,76Powierzchnia właściwa wg Blaine’a
cm2/g 4150 5250 b.d.
Przepad przez sito# 0,063 mm
% 87,7 89,8 1,3
Zdecydowanie odmiennym, bardziej korzystnym, składem chemicznym cha-rakteryzował się odpad denny ze złoża. Niskie rozdrobnienie wymagać będzie jego domielenia w całości w przypadku wykorzystania go w określonych kierunkach zastosowań, m.in. do wytwarzania betonu komórkowego. Po analizie popiołów postawiono tezę, że istnieje możliwość zastąpienia, w niektórych technologiach materiałów budowlanych, części popiołów z kotłów pyłowych, popiołami z ko-tłów fluidalnych. Na poparcie tej tezy niezbędne było przeprowadzenie szerokich badań właściwości popiołów i prób technologicznych wytwarzania materiałów budowlanych. Takie rozszerzone badania zostały wykonane w ramach realizowa-nego projektu badawczego rozwojowego [2].

32
5. Autoklawizowany beton komórkowy a zrównoważony rozwój
W rozdziale przedstawiono analizę procesu wytwarzania autoklawizowanego betonu komórkowego oraz uzyskiwanych w tym procesie wyrobów w aspekcie wymogów zrównoważonego rozwoju, rozumianego jako taki wzrost gospodarczy, który zaspokaja potrzeby dzisiejszej generacji bez konieczności ograniczania moż-liwości zaspokojenia potrzeb przyszłych pokoleń.
W Polsce, w zależności od warunków surowcowo-lokalizacyjnych, stosowane są wariantowe technologie produkcji betonu komórkowego z wykorzystaniem następujących składników [32–32a]:
• spoiwo (cement + wapno palone lub samo wapno palone);• kruszywo (piasek kwarcowy lub popiół lotny powstający ze spalania węgla
w elektrowniach albo piasek + popiół);• środek porotwórczy (rozdrobnione aluminium w postaci pasty lub proszku);• środek powierzchniowo czynny, ułatwiający mieszanie składników i reakcję
środka porotwórczego ze składnikami zarobu;• woda;• dodatki poprawiające właściwości reologiczne masy.Procesy wytwarzania wyrobów z betonu komórkowego (ryc. 5.1) składają się
z następujących operacji:• przygotowanie surowców;• odważenie i wymieszanie składników zarobu. Poprzez dobranie stosunków
ilościowych poszczególnych surowców wyjściowych można uzyskiwać betony komórkowe o różnych gęstościach objętościowych (ciężarach);
• przekazanie półpłynnej masy do odpowiednio przygotowanych form;• oczekiwanie na wyrośnięcie i odpowiednie stwardnienie masy;• pokrojenie (odlewu) na elementy o żądanych wymiarach za pomocą urządzeń
umożliwiających uzyskanie prawidłowych kształtów, z zachowaniem minimalnych tolerancji wymiarowych i dużych gładkości powierzchni;
• wprowadzenie do autoklawu celem utwardzenia nasyconą parą wodną o ciśnieniu 1,1–1,3 MPa i w temperaturze 180–190°C. Proces autoklawizacji umożliwia odpowiednio szybki przebieg reakcji między krzemionką a wodo-rotlenkiem wapnia, w wyniku których powstają uwodnione krzemiany wapnia, przede wszystkim grupy tobermorytowej o różnym stopniu uporządkowania struktury, od amorficznego C-S-H (I) począwszy, aż do wykrystalizowanego 11 Å tobermorytu 1,1 µm;
• kontrola jakości wyrobów.

33
Ź r
ó d
ł o: O
prac
owan
ie w
łasn
e.
Ryc.
5.1
. Sch
emat
pro
cesu
wyt
war
zani
a be
tonu
kom
órko
weg
o –
war
iant
pop
ioło
wy

34
Każda ze stosowanych technologii daje gwarancję uzyskania dobrego wyrobu. Oprócz wykorzystywania do wytwarzania betonów komórkowych popiołów lot-nych [56–57], mogą być stosowane również inne surowce odpadowe, takie jak: piaski odpadowe, wapno pokarbidowe, odpadowe surowce siarczanowe, łupki, żużle i inne.
Produkcja ABK prowadzona jest w sposób zmechanizowany i zautomatyzowa-ny, sterowany przy użyciu komputerów. Precyzyjnie określone są procedury kontro-li surowców, półproduktów i wyrobów gotowych oraz przebiegu poszczególnych operacji technologicznych, z możliwością monitorowania i wpływania na poprawę wielu czynników procesu technologicznego. Pozwala to na minimalizację zużycia materiałów oraz umożliwia uzyskanie betonu komórkowego o bardzo dobrej jakości.
Analiza procesu wytwarzania betonu komórkowego wykazuje, że w świetle wymagań zrównoważonego rozwoju proces ten jest przyjazny dla środowiska, albowiem:
• produkcja autoklawizowanego betonu komórkowego jest nieuciążliwa dla otoczenia. W jej toku nie powstają żadne materiały oraz substancje, które mogą być szkodliwe dla organizmu żywego lub środowiska;
• podstawowe surowce używane do produkcji ABK są ogólnie dostępne w przy- rodzie;
• tereny eksploatacji piasku są programowo rekultywowane, a zastosowanie popiołu lotnego eliminuje jego deponowanie na składowiskach, przyczyniając się do ochrony środowiska naturalnego. Podkreślić należy, że Polska obok Wielkiej Brytanii jest znaczącym producentem betonu komórkowego z zastosowaniem popiołów lotnych;
• z 1 m3 surowców otrzymujemy do 5 m3 gotowego wyrobu;• obróbka hydrotermalna wyrobów w autoklawach odbywa się z zastosowa-
niem przerzutów pary pomiędzy autoklawami w celu zaoszczędzenia energii. Dodać należy, że wytwórnie produkujące beton według technologii popiołowej wykorzystują w procesie autoklawizacji odpadową parę z elektrowni.
Proces technologiczny wytwarzania betonu komórkowego jest bezodpadowy, wszystkie powstające w procesie produkty uboczne są ponownie wykorzystywa-ne, i tak:
• naddatki świeżej masy ponad założone wymiary kierowane są z powrotem do produkcji w postaci szlamu;
• do produkcji kierowane są również odpady z wyrobów gotowych (po proce-sie autoklawizacji). Odpady te używane są także do wytwarzania innych produk-tów, np.: ciepłochronnych zapraw murarskich, podsypek ocieplających, mogą być stosowane też w drogownictwie;
• woda z procesu autoklawizacji stanowi część wody zarobowej.Na rycinie 5.2 przedstawiono typową cyrkulację surowców i energii we
współczesnym zakładzie produkcji ABK.

35
Ryc. 5.2. Schemat cyrkulacji surowców i energii w procesie wytwarzania ABK o gęstości 500 kg/m3 (wg D. Humsa [59] i G. Zapotocznej-Sytek, J. Małolepszego [55])
Produkcja betonu komórkowego jest procesem o niskim zużyciu energii i surowców w porównaniu z procesem wytwarzania innych materiałów budowlanych. Wynika to głównie z małej gęstości autoklawizowanego betonu komórkowego w porównaniu z innymi materiałami budowlanymi. Przy obliczaniu zużycia energii przedstawionego na rycinie 5.3 uwzględniono również energię wykorzystaną do uzyskania i przygotowania surowców.
zuży
cie
ener
gii [
kWh/
m3 ]
elementy murowebeton
ρ = 2300cegły
ρ = 1200cegły
poryzowaneρ = 800
cegływapienno--piaskoweρ = 1400
ABKρ = 500
1200
800
1000
600
400
200
ρ = gęstość kg/m³
a)

36
zuży
cie
suro
wcó
w [k
g/m
³]
elementy murowebeton
ρ = 2300cegły
ρ = 1200cegły
poryzowaneρ = 800
cegływapienno--piaskoweρ = 1400
ABKρ = 500
2500
1500
2000
1000
500
ρ = gęstość kg/m³
Ryc. 5.3. Zużycie energii (a) i surowców (b) w produkcji różnych materiałów budowlanych (wg D. Humsa [59] i G. Zapotocznej-Sytek, J. Małolepszego [55])
Niska przewodność cieplna autoklawizowanego betonu komórkowego wpły-wa znacząco na oszczędność energii potrzebnej na etapie użytkowania wzniesio-nych z niego budynków. W tym kontekście bardzo korzystnie wypada porówna-nie autoklawizowanego betonu komórkowego do cegły poryzowanej (tab. 5.1) [55].
T a b e l a 5.1
Zużycie energii do produkcji materiału budowlanego oraz do ogrzania budynku wybudowanego z określonego materiału [59]
Rodzaj materiałuZużycie energii do wytworzenia
materiału budowlanego[kWh/m3]
Zużycie energii do ogrzewania budynków mieszkalnych
w okresie użytkowania 50 lat i grubości ściany 30 cm
[kWh/m3]Autoklawizowany beton komórkowy(λ = 0,12 W/m·K)
279 5 322
Cegła poryzowana (λ = 0,21 W/m·K)
604 8 918
5.1. Zastosowanie wyrobów z betonu komórkowegoObecnie w Polsce beton komórkowy stosowany jest we wszystkich rodzajach
budownictwa, ze zdecydowaną przewagą budownictwa mieszkaniowego. Produ-kowany jest bogaty asortyment wyrobów nowej generacji o wysokiej jakości (ryc. 5.4). Są to głównie elementy drobnowymiarowe do wykonywania ścian i nadpro-ży oraz elementy do wypełniania stropów gęstożebrowych. Oprócz elementów
b)

37
drobnowymiarowych przez niektóre wytwórnie wykonywane są nadproża zbro-jone do przekrycia otworów okiennych i drzwiowych.
Ź r ó d ł o: Opracowanie własne.
Ryc. 5.4. Przykłady elementów z betonu komórkowego produkowanych w kraju:
a) elementy o gładkich powierzchniach,b) elementy z wyprofilowanymi powierzchniami czołowymi do łączenia na pióra i wpusty (wówczas
spoin pionowych nie wypełnia się zaprawą),c) elementy wyprofilowane wraz z uchwytami montażowymi (z uchwytami montażowymi mogą
być także elementy o gładkich powierzchniach – a),d) blok modułowy o zwiększonych gabarytach,e) kształtki U do wykonywania nadproży okiennych i drzwiowych oraz kształtki L do wykonywania
wieńców,

38
f) elementy osłonowe instalacji,g) płyta na ściany działowe „PSM”,h) naproża zbrojone,i) elementy stropowe pełne i z otworami do wypełniania stropów gęstożebrowych,j) nadproże wykonane z kształtek U.
Beton komórkowy może być użyty do wykonania każdego rodzaju ścian w kon-strukcjach naziemnych, a także do ścian części podziemnych budynku (w tym przypadku konieczne jest wykonanie odpowiedniej izolacji przeciwwilgociowej i wypełnienia zaprawą wszystkich spoin poziomych i pionowych). Duża dokład-ność wymiarowa elementów z betonu komórkowego pozwala łączyć je w murze cienkimi spoinami, co m.in. ogranicza zużycie zapraw i wypraw.
Właściwości elementów murowych z autoklawizowanego betonu komórko-wego ujęte są w normie PN-EN 771-4:2012 [99], według której gęstość betonu w stanie suchym zawiera się w zakresie od 300 do 1000 kg/m3. Obecnie w Pol-sce produkowany jest głównie beton komórkowy o gęstości klas: 400, 500 i 600. W mniejszych ilościach wytwarzane są też betony o gęstości klas 300, 350 oraz betony cięższe – o gęstości klas 650, 700, 750 – stosowane do wykonywania ścian warstwowych, międzymieszkaniowych, ścian piwnic oraz do celów specjalnych.
Autoklawizowany beton komórkowy o niskich klasach gęstości 300, 400, 500 umożliwia wykonanie „ciepłych” ścian zewnętrznych jednowarstwowych, które spełniają obowiązujące wymagania dotyczące izolacyjności cieplnej bez potrzeby dodatkowego ocieplenia oraz wymagania bezpieczeństwa konstrukcji i ochrony przed hałasem. Ich montaż jest łatwy i szybki. Ściany jednowarstwowe stosowane są zwłaszcza w budynkach jedno- i dwurodzinnych oraz szeregowych – tu bowiem najlepiej wykorzystywane są walory konstrukcyjne i izolacyjne betonu komórko-wego.
Współczynniki przenikania ciepła U dla ścian jednowarstwowych wykonanych z betonu komórkowego są następujące:
– 0,25 W/m2 · K dla przegrody o grubości 36–36,5 cm,– 0,22 W/m2 · K dla przegrody o grubości 40–42 cm,– 0,18 W/m2 · K dla przegrody o grubości 48 cm.Niska przewodność cieplna autoklawizowanego betonu komórkowego wpły-
wa znacząco na oszczędność energii potrzebnej do ogrzewania budynków, przy-czyniając się do redukcji emisji gazów cieplarnianych [59, 32a].
Lekkość elementów z betonu komórkowego powoduje, że do ich transportu zużywa się mniej paliwa, a więc mniejsza jest emisja spalin do atmosfery. Jakość i lekkość elementów z betonu komórkowego wytwarzanych według współcze-snych technologii ułatwia oraz usprawnia również proces realizacji obiektu i mi-nimalizuje zużycie energii przy montażu.

39
Bezpieczeństwo pożaroweBeton komórkowy jest materiałem niepalnym – klasyfikuje się go w euroklasie
A1. Podczas pożaru nie występuje ryzyko rozgorzenia, jak również powstania pło-nących kropli (klasa d0). Wyniki przeprowadzonych badań ogniowych wykazały, że ściany jednowarstwowe z betonu komórkowego o grubości ≥ 24 cm mają klasę odporności ogniowej REI 240, co oznacza, że nośność (R), szczelność ogniowa (E) i izolacyjność (I) ścian jest nie mniejsza niż 240 minut [88].
TrwałośćOsiemdziesięcioletni okres stosowania wyrobów z betonu komórkowego
w świecie i ponad sześćdziesięcioletni w Polsce świadczy o trwałości tego ma-teriału. Beton komórkowy jest odporny na korozję chemiczną i biologiczną. Wy-kazały to badania dotyczące trwałości krajowych autoklawizowanych betonów komórkowych prowadzone przez COBRPB „CEBET” w latach 1961–1971, a także obserwacje kilkudziesięcioletnich obiektów z tego materiału oraz analizy pobra-nych z nich próbek, wykonane przez „CEBET” w latach 1999–2000 [60].
Przeprowadzone w 1999 r. badania próbek betonu komórkowego, pobranych z kilkudziesięcioletnich budynków, wykazały, że wilgotność przegród z betonu ko-mórkowego piaskowego jest ustabilizowana i nie przekracza 3,0% masy, a z be-tonu popiołowego 4,5% masy. Przy tak małym zawilgoceniu przegrody z betonu komórkowego charakteryzują się dobrymi właściwościami cieplnymi. Autoklawi-zowany beton komórkowy jest mrozoodporny – wytrzymuje wielokrotne zamra-żanie i rozmrażanie.
Przebudowa, rozbudowa i rozbiórka obiektów Wyroby z betonu komórkowego doskonale nadają się do przebudowy i rozbu-
dowy obiektów ze względu na lekkość oraz łatwość docinania. W przypadku roz-biórki obiektów z betonu komórkowego, materiał ten może być ponownie użyty w procesie produkcyjnym oraz jako podsypka drogowa, do wypełnienia wyrobisk, itp. Możliwe jest również jego ponowne wykorzystanie w obiektach budowlanych.
Podsumowanie• Współczesne technologie autoklawizowanego betonu komórkowego to pro-
cesy bezodpadowe, charakteryzujące się małym zużyciem surowców oraz energii w stosunku do wytwarzania innych materiałów budowlanych. W procesie wytwa-rzania ABK nie uwalniają się substancje szkodliwe dla organizmów żywych i śro-dowiska. Do wytwarzania betonu komórkowego stosowane są ponadto odpady z energetyki (popioły lotne, surowce siarczanowe).
• Wyroby z autoklawizowanego betonu komórkowego charakteryzują się re-latywnie korzystną wytrzymałością przy niskiej gęstości i wysokiej izolacyjności cieplnej, co znacząco wpływa na oszczędność energii potrzebnej do ogrzewania obiektów, przy zapewnieniu zdrowego mikroklimatu we wnętrzach obiektów wy-konanych z ABK.

40
• Współczesne technologie autoklawizowanego betonu komórkowego, charak-terystyka wyrobów i związane z tym efekty wskazują, że zarówno proces produkcji, jak i zastosowania ABK wpisują się w uwarunkowania zrównoważonego rozwoju, przyczyniając się do ograniczenia emisji SO2, CO2, NOx i pyłów do atmosfery.
Powyższe fakty stawiają beton komórkowy w uprzywilejowanej pozycji wśród materiałów budowlanych i uzasadniają dalszy jego rozwój, zwłaszcza w warun-kach zmieniającej się w kraju sytuacji surowcowej.
6. Zastosowanie popiołów lotnych powstałych ze współspalania węgla i biomasy do wytwarzania
autoklawizowanego betonu komórkowegoPopioły lotne ze współspalania węgla i biomasy były badane przez COBRPB
„CEBET” w ramach projektu badawczego własnego nr N506 06631/3156 w la-tach 2007–2008. Badania te prowadzono we współpracy z Instytutem Energetyki w Warszawie oraz Akademią Górniczo-Hutniczą w Krakowie [1].
6.1. Charakterystyka węgla kamiennego i biomasy oraz warunków spalania w kotłach pyłowych
W ramach prac (prowadzonych w latach 2007–2008) zbadano popioły lotne ze współspalania węgla i biomasy oraz jako materiał porównawczy popioły ze spa-lania samego węgla z dwóch elektrowni. W omawianych elektrowniach spalane były odmienne rodzaje biomasy i różny był ich udział w paliwach w stosunku do węgla. Biopaliwem stałym, które obecnie jest stosowane najczęściej w procesie współspalania, są odpady przemysłu drzewnego, a także drewno pozyskiwane w ramach trzebieży i cięć sanitarnych. Na podstawie dotychczas prowadzonych testów i badań, zrealizowanych w Stanach Zjednoczonych i krajach Unii Europej-skiej, można założyć, że dla kotłów zaprojektowanych do spalania samego węgla, udział biomasy w kotłach pyłowych może osiągnąć poziom 20%.
W elektrowniach, z których pochodziły badane popioły, pracują OP-650 w blo-kach o mocy 220 MW. W elektrowni A współspalana była biomasa w postaci tro-cin, które wraz z węglem podawane są do układu młynów (5 młynów MKM-25 o wydajności ok. 25 t węgla/h), a następnie w postaci rozdrobnionego pyłu do kotła. Ze względu na ograniczenia w układzie młynowym maksymalny udział bio-masy, jaki może być podawany do kotła, wynosił w przypadku elektrowni A ok. 14%. W elektrowni B była stosowana biomasa w postaci zrębków drewnianych.

41
W elektrowni tej możliwe jest współspalanie do 30% biomasy w stosunku do wę-gla, gdyż istnieje duży zapas wydajności młynów (6 młynów MKM-33 o wydajno-ści ok. 30 t węgla/h).
Rozwiązania instalacji współspalania biomasy w elektrowni A przedstawiono na rycinach 6.1, 6.2 i 6.3. Podobna instalacja zbudowana jest w elektrowni B, z tym że jest ona powiększona o instalację „zrębkowania” drewna.
Ryc. 6.1. Biomasa na placu składowym [1]
Ryc. 6.2. Trociny na taśmie transportera (z transportera po przesypie mieszane są z węglem) [1]
Ryc. 6.3. Zsyp mieszaniny biomasy z węglem wprowadzający ją do bunkrów zlokalizowanych nad każdym z młynów, skąd po zmieleniu, transportem pneumatycznym, paliwo podawane jest przez palniki pyłowe do kotła [1]

42
Ponieważ właściwości powstającego popiołu zależą od właściwości spalanych surowców oraz warunków w jakich prowadzone jest spalanie, w badaniach scha-rakteryzowano paliwo węglowe i biomasę spalaną w elektrowniach oraz zareje-strowano parametry pracy kotłów. Wykorzystanie tych danych w przyszłości po-zwoli na wspólne z elektrowniami działania w zakresie otrzymywania popiołów nadających się do stosowania w przemyśle materiałów budowlanych.
W tabeli 6.1 przedstawiono charakterystykę węgla i biomasy spalanych w okresach wykonywania badań popiołów. Tabela 6.2 zawiera parametry prze-miału węgla i mieszaniny węgla z biomasą (pozostałość na sitach).
T a b e l a 6.1
Charakterystyka paliw [1]
Parametr JednostkaElektrownia A Elektrownia B
węgielbiomasa trociny
węgielbiomasa
zrębki
Wartość opałowa MJ/kg 21,00–23,00 9,20–11,30 19,50–22,00 8,50–10,20
Zawartość wilgoci % 9,00–12,00 38,10–40,50 9,00–12,00 49,00–60,10
Zawartość popiołu % 17,00–25,00 1,90–2,10 17,00–25,00 1,80–2,00
Zawartość siarki % 0,60–1,00 0,11–0,12 0,60–1,00 0,09–0,11
Zawartość węgla % 78,00–81,00 38,15–39,08 78,00–81,00 26,93
T a b e l a 6.2
Jakość przemiału węgla i mieszaniny węgla z biomasą (pozostałość na sitach) w elektrowniach A i B [1]
Pozostałość na sicie o boku oczka R
[µm]
Zawartość biomasy w paliwie [%]
0 8,7 12 0 20
elektrownia A elektrownia B
200 0,62 1,40 3,33 0,61 9,31
90 21,83 23,51 36,31 27,08 52,69
Badania (tab. 6.1) wykazały, że stosowana biomasa (zrębki, trociny) zawiera więcej wilgoci niż paliwo podstawowe – węgiel. Spalanie biomasy daje zdecydo-wanie mniej popiołu o niewielkiej zawartości siarki. Niska wartość opałowa bio-masy w powiązaniu z wysoką wilgotnością powoduje, że dla uzyskania tej samej ilości energii trzeba jej zużyć ok. 2÷2,5 razy więcej niż węgla.

43
W czasie poboru próbek popiołów do badań stwierdzono, że jakość przemiału mieszaniny węgla i biomasy w porównaniu z jakością przemiału węgla uległa po-gorszeniu. Stwierdzono znaczące różnice pomiędzy jakością przemiału mieszaniny węgla i biomasy w obydwu elektrowniach (wiązało się to z różnymi wymaganiami stawianymi przemiałowi – zależało to od objętości komory paleniskowej w danej elektrowni). Różnice przemiału węgla oraz mieszanin węgla i biomasy uzyskiwane w elektrowniach A i B wpłynęły przede wszystkim na rozdrobnienie, straty praże-nia popiołów lotnych oraz na ich aktywność pucolanową (tab. 6.10) [65].
Warunki spalania w kotłach przy wysokim i niższym obciążeniu bloku [1]:• w elektrowni A przy wysokich obciążeniach bloku N > Nnom (220 i 207 MW)
oraz przy niższym obciążeniu N ∼ 0,60 Nnom (133 MW) warunki termiczne, w któ-rych tworzył się popiół lotny były typowe dla elektrowni, czyli wysoka temperatura w jądrze płomienia dochodząca do ok. 1500°C, a temperatura spalin na wylocie z paleniska dochodząca do 1200°C. Spaliny unoszące popiół były stopniowo schła-dzane, by na wylocie z kotła przed elektrofiltrem osiągnąć od 130 do 150°C;
• w elektrowni B przy wysokich obciążeniach bloku N ≥ Nnom (od 200 do 210 MW) oraz przy obciążeniu niższym N ∼ 0,75 Nnom (148 MW) komora palenisko-wa jest o ok. 50% większa i pas paleniskowy jest bardziej rozciągnięty. Średnia temperatura w palenisku jest o ok. 100–150°C niższa niż w kotle elektrowni A, natomiast temperatura spalin za kotłem była wyższa tsp. = 149–166°C. Komora pa-leniskowa w elektrowni B, ze względu na swoją objętość, jest mniej wymagająca, jeśli chodzi o jakość przemiału paliwa.
Analiza warunków termicznych w kotłach obu elektrowni przy współspalaniu węgla i biomasy wykazuje, że biomasa nie wpływa negatywnie na stabilność pło-mienia za palnikami pyłowymi w zakresie badanych udziałów biomasy. Obser-wuje się natomiast przesunięcie jądra płomienia w górę komory paleniskowej, co oddziałuje na wzrost temperatury w rejonie przegrzewaczy konwekcyjnych przy nieznacznym (ok. 50°C) obniżeniu temperatury w palenisku kotłów, głównie na skutek zawilgocenia biomasy. Współspalanie biomasy ma wpływ na spadek sprawności kotłów (w elektrowni A o ok. 0,5%, w elektrowni B o ok. 1%), który wynika głównie ze wzrostu temperatury spalin za kotłem.
6.2. Właściwości popiołów lotnych powstałych ze współspalania węgla i biomasy
Wprowadzenie przez elektrownie i elektrociepłownie współspalania biomasy z węglem wpłynęło na nowelizację w 2005 r. normy PN-EN 450-1:2005 [94]. Wpro-wadzono wówczas m.in. wymóg badania szeregu nowych właściwości popiołów powstających podczas współspalania oraz zwiększono częstotliwość analiz.
Właściwości i oceny jednorodności popiołów lotnych dokonano na podstawie ich badań w lutym 2007 r. w elektrowni A oraz w maju 2007 r. w elektrowni B.

44
Przy poborze reprezentatywnych próbek popiołów stosowano następujące zasady:
1. Kontrolne próbki popiołów ze spalania samego węgla pobierane były z ele-krofiltru tego samego kotła (lub tego samego typu kotła) co próbki ze współspa-lania węgla i biomasy.
2. Próbki popiołów lotnych ze współspalania węgla i biomasy (oraz spalania samego węgla) pobierane były przy rejestracji:
– parametrów układu przygotowania paliwa węglowego (przemiał) i biomasy (rodzaj, ilość, wilgotność, sposób podawania do kotła),
– parametrów określających warunki spalania w kotłach energetycznych do wykorzystania tych wyników do wspólnych działań z elektrowniami w aspekcie otrzymywania popiołów nadających się do utylizacji w przemyśle materiałów bu-dowlanych.
3. Pobrano 24 próbki popiołów ze współspalania węgla z biomasą i 4 próbki popiołów ze spalania samego węgla z każdej elektrowni.
4. Pobór próbek popiołów odbył się według następującego harmonogramu:• pobór popiołu w ciągu 1 doby, co 2 lub 3 godziny, dla sprawdzenia jednorod-
ności 2 wybranych cech popiołów:– w elektrowni A pobrano (co 2 godziny) 12 próbek popiołów lotnych powsta-
łych ze współspalania węgla i biomasy w ilości 8,7% oraz w czasie kolejnej doby (co 3 godziny) 8 próbek popiołów lotnych ze współspalania węgla i biomasy w ilo-ści 12%,
– w elektrowni B pobrano (co 2 godziny) 12 próbek popiołów lotnych powsta-łych ze współspalania węgla i biomasy w ilości 20%;
• pobór popiołu w ciągu 1 tygodnia codziennie:– w elektrowni A pobrano 6 próbek popiołów lotnych uzyskanych przy współ-
spalaniu biomasy w ilości 8,7% oraz 6 próbek popiołów przy ilości biomasy 12% w stosunku do paliwa węglowego;
– w elektrowni B pobrano 6 próbek popiołów lotnych powstałych ze współ-spalania węgla i biomasy w ilości 20%;
• pobór 2 próbek popiołów powstających ze spalania samego węgla dla każdej z elektrowni.
6.2.1. Ocena jednorodności właściwości popiołów powstałych ze współspalania węgla i biomasy
W celu określenia jednorodności popiołów lotnych oznaczono: zawartość wol-nego tlenku wapnia CaOw oraz rozpuszczalnego pięciotlenku fosforu P2O5. Próbki popiołów do badań pobierano co 2 lub 3 godziny w ciągu doby (tab. 6.3 i 6.4 oraz ryc. 6.4 i 6.5). Wybór tych parametrów oceny jednorodności popiołów był podyk-towany tym, że są to właściwości, które mogą w znaczący sposób rzutować na sposób zastosowania popiołów ze współspalania węgla i biomasy do wytwarza-

45
nia materiałów budowlanych, w tym również do produkcji autoklawizowanego betonu komórkowego.
T a b e l a 6.3
Oznaczenie rozpuszczalnych fosforanów w popiołach lotnych ze współspalania węgla i biomasy w elektrowniach A i B – próbki pobierane w ciągu 1 doby [1]
Elek
trow
nia
Zaw
arto
ść b
iom
asy
[%]
Zawartość fosforanu [mg/kg] w próbce numer: Wartość
1 2 3 4 5 6 7 8 9 10 11 12 13 14
śred
nia
min
imal
na
mak
sym
alna
A 8,7 22 16 14 21 28 46 28 37 33 43 33 34 – – 29,60 14 46
A 12 17 27 30 24 15 21 22 18 – – – – – – 21,75 15 30
B 20 10 13 14 15 21 37 22 12 24 26 18 16 25 25 19,86 10 37
T a b e l a 6.4
Oznaczenie wolnego tlenku wapnia CaOw w popiołach lotnych ze współspalania węgla i biomasy w elektrowniach A i B – próbki pobierane w ciągu 1 doby [1]
Elek
trow
nia
Zaw
arto
ść b
iom
asy
[%]
Zawartość wolnego tlenku wapnia CaOw [%] w próbce numer: Wartość
1 2 3 4 5 6 7 8 9 10 11 12 13 14
śred
nia
min
imal
na
mak
sym
alna
A 8,7 0,61 0,51 0,17 0,16 0,24 0,39 0,66 0,37 0,63 0,57 0,68 0,53 – – 0,46 0,16 0,68
A 12 0,19 0,22 0,17 0,02 0,001 0,04 0,18 0,14 – – – – – – 0,12 0,001 0,22
B 20 0,42 0,23 0,35 0,40 0,55 0,62 0,18 0,23 0,33 0,79 0,63 1,06 0,34 0,29 0,46 0,18 1,06
50
45
40
35
30
25
20
15
10
5
01 2 3 4 5 6 7 8 9 10 11 12 13 14
zawartość biomasy 8,7%– elektrownia A
zawartość biomasy 12%– elektrownia A
zawartość biomasy 20%– elektrownia B
numer próbki
zaw
arto
ść fo
sfor
anu
[mg/
kg]
Ryc. 6.4. Zawartość rozpuszczalnych fosforanów w próbkach popiołów ze współspalania węgla i różnej ilości biomasy w elektrowniach A i B – próbki pobierane w ciągu 1 doby [1]

46
1,2
1,0
0,8
0,6
0,4
0,2
01 2 3 4 5 6 7 8 9 10 11 12 13 14
zawartość biomasy 8,7%– elektrownia A
zawartość biomasy 12%– elektrownia A
zawartość biomasy 20%– elektrownia B
numer próbki
zaw
arto
ść w
olne
go C
aOw [%
]
Ryc. 6.5. Zawartość wolnego tlenku wapnia CaOw w próbkach popiołów ze współspalania węgla i różnej ilości biomasy w elektrowniach A i B
– próbki pobierane w ciągu 1 doby [1]
Na wykresach zamieszczonych na rycinach 6.4 oraz 6.5 wykazano, że najmniej-sze zróżnicowanie zawartości CaOw i P2O5 w popiołach obserwowane jest w prób-kach ze współspalania węgla z 12% zawartością biomasy z elektrowni A.
Zawartość rozpuszczalnych fosforanów i wolnego tlenku wapnia CaOw w każ-dej z badanych próbek popiołów spełnia wymagania stawiane popiołom prze-znaczonym do betonów zwykłych. W normie PN-EN 450-1:2012 (oryg.) [118] dopuszczalne maksymalne wartości rozpuszczalnych fosforanów to 100 mg/kg. Przy zawartości wolnego tlenku wapnia CaOw powyżej 1,5% mas. należy określić stałość objętości według PN-EN 196-3+A1:2011 [115].
Wahania w zawartości rozpuszczalnych fosforanów mogą wpływać na szybkość wiązania cementu, co trzeba mieć na uwadze przy projektowaniu receptur betonu komórkowego. Wzrost zawartości jonów fosforanowych może powodować znaczne spowolnienie hydratacji, wydłużenie początku i końca wiązania cementu, a także ob-niżenie wytrzymałości wczesnych [61–62, 64].
6.2.2. Skład chemiczny i cechy fizyczne popiołów lotnych powstałych ze współspalania węgla i biomasy
Dla próbek popiołów lotnych, powstałych ze współspalania biomasy z węglem i ze spalania samego węgla, określono: skład chemiczny i właściwości fizyczne według normy PN-EN 450-1:2005 [94] oraz Instrukcji wykonanywania badań i oceny popiołów lotnych z węgla kamiennego stosowanych do produkcji betonu komórkowego [17].
Elektrownia A• W tabeli 6.5 zestawiono właściwości chemiczne i fizyczne popiołów lotnych
powstałych ze spalania samego węgla oraz popiołów otrzymanych ze współspa-lania 8,7% i 12% biomasy z węglem.

47
T a
b e
l a 6
.5
Wyn
iki b
adań
skł
adu
chem
iczn
ego
i wła
ściw
ości
fizy
czny
ch p
opio
łów
lotn
ych
z el
ektr
owni
A –
pró
bki p
obie
rane
w c
iągu
tygo
dnia
[1]
Wła
ściw
ość
Jed-
nost
kaIlo
ść b
iom
asy
[%]
00
8,7
8,7
8,7
8,7
8,7
8,7
1212
1212
1212
Stra
ta p
raże
nia
%4,
204,
303,
202,
702,
703,
002,
602,
904,
104,
304,
104,
204,
404,
60
Chlo
rki
%0,
006
0,00
50,
009
0,00
70,
007
0,00
80,
007
0,00
80,
007
0,00
60,
005
0,00
70,
005
0,00
7
SO3
%0,
360,
380,
450,
500,
430,
440,
410,
470,
540,
510,
450,
570,
480,
58
CaO
%4,
584,
574,
784,
554,
804,
574,
584,
594,
624,
554,
574,
644,
394,
37
CaO
w%
0,10
0,08
0,20
0,20
0,20
0,30
0,20
0,18
0,30
0,30
0,40
0,30
0,30
0,40
CO2
%<
0,1
< 0,
1<
0,1
< 0,
1<
0,1
< 0,
1<
0,1
< 0,
1<
0,1
< 0,
1<
0,1
< 0,
1<
0,1
< 0,
1
Pozo
stał
ość
nier
ozpu
szcz
alna
%72
,42
72,4
673
,08
73,4
572
,73
72,4
172
,81
73,0
374
,30
71,3
773
,10
72,9
073
,20
72,5
7
SiO
2%
48,5
548
,57
47,9
848
,46
47,9
548
,90
48,7
248
,65
48,9
449
,14
49,2
349
,31
48,0
247
,93
Al 2O
3%
25,6
025
,70
25,1
325
,78
25,1
826
,04
25,1
926
,02
26,1
526
,23
26,1
926
,24
25,8
725
,73
Fe2O
3%
6,59
6,61
7,11
6,17
7,24
6,96
7,12
7,19
6,93
6,43
7,01
7,01
7,00
6,90
Rów
now
ażni
k N
a 2Oeq
a%
3,16
3,18
2,98
2,93
2,93
2,88
2,89
2,93
2,83
2,94
2,98
2,98
2,96
2,97
Na 2O
%1,
241,
221,
081,
051,
051,
041,
021,
031,
011,
091,
081,
071,
091,
11
K 2O%
2,92
2,90
2,89
2,86
2,87
2,78
2,85
2,76
2,77
2,81
2,88
2,84
2,79
2,83
MgO
%3,
463,
443,
593,
443,
583,
253,
473,
563,
263,
273,
263,
213,
283,
38
P 2O5
mg/
kg36
,00
–32
,00
21,0
020
,00
24,0
019
,00
28,0
026
,00
19,0
025
,00
27,0
012
,00
13,0
0
Pozo
stał
ość
na s
icie
# 0
,045
mm
%33
,333
,738
,337
,939
,938
,738
,533
,939
,537
,340
,240
,138
,236
,6
Prze
pad
prze
z si
to #
0,0
63 m
mb
%95
,895
,795
,595
,795
,796
,195
,895
,994
,995
,495
,595
,595
,395
,5
Gęs
tość
g/cm
32,
122,
112,
092,
032,
022,
012,
032,
062,
112,
092,
112,
112,
122,
14
Wod
ożąd
ność
%26
,727
,028
,027
,827
,928
,128
,428
,031
,331
,231
,431
,131
,331
,0
a – R
ówno
waż
nik
Na 2O
eq =
Na 2O
+ 0
,658
K2O
.b –
Ana
liza
sito
wa
– pr
zepa
d pr
zez
sito
# 0
,063
mm
ozn
acza
ny w
g m
etod
yki C
OBR
PB „
CEBE
T”.

48
T a
b e
l a 6
.6
Wła
ściw
ości
fizy
koch
emic
zne
popi
ołów
lotn
ych
z el
ektr
owni
A –
pró
bki p
obie
rane
w c
iągu
tygo
dnia
[1]
Wła
ściw
ość
Jedn
ost-
ka
Popi
ół b
ez
biom
asy
Popi
ół z
zaw
arto
ścią
bio
mas
y 8,
7%Po
piół
z z
awar
tośc
ią b
iom
asy
12%
śred
nia
śred
nia
min
imal
na
mak
sym
alna
śr
edni
am
inim
alna
m
aksy
mal
na
Stra
ta p
raże
nia
%4,
252,
852,
603,
204,
284,
104,
60
SiO
2%
48,5
648
,44
47,9
548
,90
48,7
647
,93
49,3
1
Fe2O
3%
6,60
6,97
6,17
7,24
6,88
6,43
7,01
Al 2O
3%
25,6
525
,56
25,1
326
,04
26,0
725
,73
26,2
4
CaO
%4,
584,
654,
554,
804,
524,
374,
64
CaO
w%
0,09
0,21
0,18
0,30
0,33
0,30
0,40
MgO
%3,
453,
483,
253,
593,
283,
213,
38
SO3
%0,
370,
450,
410,
500,
520,
450,
58
Na 2O
%1,
231,
051,
021,
081,
081,
011,
11
K 2O%
2,91
2,84
2,76
2,89
2,82
2,77
2,88
P 2O5
mg/
kg36
,00
24,0
019
,00
32,0
023
,30
12,0
027
,00
Wod
ożąd
ność
%26
,85
28,0
327
,80
28,4
031
,22
31,0
031
,40
Gęs
tość
g/cm
32,
112,
042,
012,
092,
112,
092,
14
Pozo
stał
ość
na s
icie
# 0
,045
mm
%33
,50
37,8
733
,90
39,9
038
,65
36,6
040
,20
Prze
pad
prze
z si
to #
0,0
63 m
m%
95,7
595
,78
95,5
096
,10
95,3
594
,90
95,5
0

49
T a
b e
l a 6
.7
Wyn
iki b
adań
skł
adu
chem
iczn
ego
i wła
ściw
ości
fizy
czny
ch p
opio
łów
lotn
ych
z el
ektr
owni
B –
pró
bki p
obie
rane
w c
iągu
tygo
dnia
[1]
Wła
ściw
ość
Jed-
nost
kaIlo
ść b
iom
asy
[%]
00
2020
2020
2020
2020
2020
2020
Stra
ta p
raże
nia
%5,
45,
23,
33,
75,
35,
71,
94,
15,
23,
84,
55,
62,
13,
4
Chlo
rki
%0,
005
0,00
50,
008
0,00
690,
013
0,01
40,
002
0,00
60,
004
0,00
90,
002
0,00
180,
007
0,00
8
SO3
%0,
360,
380,
500,
470,
520,
600,
220,
410,
580,
410,
350,
210,
310,
32
CaO
%2,
922,
934,
464,
515,
555,
421,
924,
692,
823,
545,
242,
012,
943,
77
CaO
w%
0,16
0,17
0,47
0,46
0,45
0,46
0,17
0,16
0,59
0,28
0,36
0,16
0,37
0,39
CO2
%0,
940,
920,
110,
130,
210,
470,
920,
540,
850,
720,
810,
520,
950,
98
Pozo
stał
ość
nier
ozpu
szcz
alna
%76
,03
76,0
473
,60
73,3
366
,25
66,6
086
,90
76,0
277
,89
89,2
563
,57
87,1
676
,95
77,4
0
SiO
2%
49,7
249
,81
48,7
148
,92
47,4
146
,13
53,3
251
,99
46,5
749
,52
49,5
952
,29
51,7
950
,13
Al 2O
3%
27,1
527
,21
26,1
325
,93
25,7
624
,71
30,2
530
,11
27,6
928
,67
26,5
829
,31
27,7
925
,67
Fe2O
3%
6,17
6,21
6,90
6,87
6,71
6,74
5,75
5,89
5,99
6,89
5,97
5,92
6,24
6,98
Rów
now
ażni
k N
a 2Oeq
a%
1,23
1,25
1,47
1,51
1,54
1,57
0,84
1,48
1,35
0,99
1,25
0,94
1,10
1,18
Na 2O
%2,
272,
252,
382,
372,
382,
382,
272,
312,
252,
492,
392,
292,
302,
33
K 2O%
2,72
2,69
3,04
3,02
3,11
3,14
2,34
2,69
3,01
2,47
2,49
2,36
2,69
2,71
MgO
%2,
132,
143,
043,
063,
593,
671,
303,
023,
591,
692,
361,
292,
532,
49
P 2O5
mg/
kg29
,00
–30
,00
24,0
017
,00
14,0
013
,00
27,0
021
,00
17,0
031
,00
15,0
026
,00
23,0
0
Pozo
stał
ość
na s
icie
# 0
,045
mm
b%
38,4
38,2
40,7
40,2
39,7
38,1
46,7
40,1
51,2
48,7
45,2
38,5
46,9
53,3
Prze
pad
prze
z si
to #
0,0
63 m
m%
75,3
75,4
74,2
74,1
75,8
76,0
70,7
74,5
74,8
65,8
67,1
70,6
61,7
61,6
Gęs
tość
g/cm
31,
931,
921,
941,
901,
972,
001,
761,
891,
871,
901,
791,
871,
801,
88
Wod
ożąd
ność
%31
,90
31,8
026
,10
25,9
026
,23
27,0
031
,54
26,5
029
,70
31,2
231
,58
31,6
029
,22
29,1
0
a –
Rów
now
ażni
k N
a 2Oeq
= N
a 2O +
0,6
58 K
2O.
b –
Ana
liza
sito
wa
– pr
zepa
d pr
zez
sito
# 0
,063
mm
ozn
acza
ny w
g m
etod
yki C
OBR
PB „
CEBE
T”.

50
T a
b e
l a 6
.8
Wła
ściw
ości
fizy
koch
emic
zne
popi
ołów
lotn
ych
z el
ektr
owni
B –
pró
bki p
obie
rane
w c
iągu
tygo
dnia
[1]
Wła
ściw
ość
Jedn
ostk
aPo
piół
bez
bio
mas
yPo
piół
z z
awar
tośc
ią b
iom
asy
20%
śred
nia
śred
nia
min
imal
nam
aksy
mal
na
Stra
ta p
raże
nia
%5,
304,
051,
905,
70
SiO
2%
49,7
747
,61
46,1
353
,32
Fe2O
3%
6,19
6,40
5,75
6,98
Al 2O
3%
27,1
827
,38
24,7
130
,25
CaO
%2,
933,
911,
925,
55
CaO
w%
0,17
0,36
0,16
0,59
MgO
%2,
142,
641,
293,
67
SO3
%0,
370,
410,
210,
60
Na 2O
%2,
261,
272,
252,
49
K 2O%
2,71
2,76
2,34
3,14
P 2O5
mg/
kg29
,00
21,5
13,0
031
,00
Gęs
tość
g/cm
31,
931,
881,
762,
00
Wod
ożąd
ność
%31
,85
28,8
125
,90
31,6
0
Pozo
stał
ość
na s
icie
# 0
,045
mm
%38
,30
44,1
138
,10
53,3
0
Prze
pad
prze
z si
to #
0,0
63 m
m%
75,3
670
,58
61,6
076
,00

51
• W tabeli 6.6 podano średnie, minimalne i maksymalne wyniki badań popio-łów lotnych ze współspalania węgla oraz 8,7% i 12% biomasy, a także popiołów ze spalania samego węgla (obliczenia na podstawie tab. 6.5).
Elektrownia B• W tabeli 6.7 zestawiono właściwości chemiczne i fizyczne popiołów lotnych
powstałych ze spalania samego węgla oraz popiołów otrzymanych ze współspa-lania biomasy z węglem we wprowadzanej do paliwa ilości 20%.
• W tabeli 6.8 podano średnie, minimalne i maksymalne wyniki badań po-piołów lotnych ze współspalania węgla i 20% biomasy oraz popiołów ze spalania samego węgla (obliczenia na podstawie tab. 6.7).
Analiza właściwości chemicznych badanych popiołów krzemionkowych i po-piołów ze współspalania węgla i biomasy wykazuje, że spełniają one wymagania normy PN-EN 450-1:2005 [94]. Stwierdzono niewielkie różnice pomiędzy popio-łami ze spalania samego węgla i popiołami ze współspalania węgla i biomasy. W popiele ze współspalania węgla z biomasą, na ogół, występuje więcej CaO, MgO, Na2O, K2O i P2O5, a mniej SiO2, Al2O3, TiO2. Zawartość CaO, a szczególnie CaOw, wzrastała wraz ze zwiększeniem ilości biomasy w paliwie. Nie stwierdzono zwiększonych ilości P2O5 w popiele w miarę wzrostu ilości biomasy w paliwie.
Zasadnicze różnice wystąpiły we właściwościach fizycznych popiołów. Miałkość popiołów ze współspalania węgla i biomasy, określona jako pozostałość na sicie o boku oczka kwadratowego 0,045 mm, malała wraz ze wzrostem ilości biomasy w paliwie i była znacząco różna dla popiołów z obydwu elektrowni. Odmienne rozdrobnienie popiołów uzyskiwanych w elektrowniach A i B było spowodowane przede wszystkim znaczną różnicą w rozdrobnieniu mieszaniny węgla z biomasą (tab. 6.2). Popiół uzyskiwany ze współspalania węgla i 20% biomasy nie spełniał wymagań miałkości dla popiołów kategorii N (maks. 40% pozostałości na sicie o boku oczka kwadratowego 0,045 mm). Zaniżona miałkość popiołów uzyskanych z 20% zawartością biomasy w paliwie z elektrowni B oraz podwyższona zawar-tość straty prażenia wpłynęła negatywnie na wynik aktywności pucolanowej (tab. 6.9).
T a b e l a 6.9
Aktywność pucolanowa popiołów ze spalania węgla i popiołów ze współspalania węgla z biomasą w elektrowniach A i B [1]
Wskaźnik aktywności
pucolanowejJednostka
Elektrownia A Elektrownia B
popiół ze spalania popiół ze spalania
węglawęgla i biomasy
8,7%węgla i biomasy
12%węgla
węgla i biomasy 20%
Po 28 dniach % 85,20 85,58 80,10 84,02 78,44
Po 90 dniach % 97,05 96,98 90,43 98,40 91,85

52
Pucolanowość popiołów lotnych analizowano zgodnie z procedurą zawartą w normie PN-EN 450-2:2005 [96]. Wynik badań popiołów z elektrowni B był za-niżony w stosunku do wymagań powyższej normy. Natomiast aktywność puco-lanowa dla popiołów z elektrowni A, o korzystniejszej miałkości i niższej stracie prażenia, spełniała wymagania normy PN-EN 450-2:2005 [96].
W tabeli 6.10 przedstawiono wyniki badań promieniotwórczości naturalnej popiołów z elektrowni A i B.
T a b e l a 6.10
Wskaźniki aktywności dla popiołów ze spalania węgla i popiołów ze współspalania węgla z biomasą [1]
Wskaźnik aktywności
Jednostka
Elektrownia A Elektrownia Bpopiół ze spalania popiół ze spalania
węglawęgla i biomasy
8,7%węgla i biomasy
12%węgla
węgla i biomasy 20%
f1 1,20 1,15 1,12 1,24 1,07
f2 Bq/kg 134,03 135,84 123,36 139,70 112,40
Stwierdzono, że w miarę wzrostu zawartości biomasy w paliwie maleje zawar-tość naturalnych pierwiastków promieniotwórczych i wskaźniki aktywności f1 i f2 są niższe.
6.2.3. Skład fazowy popiołów lotnych powstałych ze współspalania węgla i biomasy
Oceny składu fazowego popiołów dokonano na podstawie wyników badań rentgenograficznych (XRD), analizy termicznej DTA/TG, wspomagając się ob-serwacjami wykonanymi przy użyciu elektronowego mikroskopu skaningowego (SEM), wykorzystując punktową analizę składu chemicznego (EDS).
Badania rentgenograficzne zrealizowano przy zastosowaniu aparatu firmy Phi-lips, wyposażonego w lampę miedziową i monochromator grafitowy, przy zada-nym prądzie żarzenia 16 mA, napięciu 35 kV, w zakresie kątów ugięcia 2Θ 5–65° z zadaną wartością kroku pomiarowego 0,05° oraz czasem zliczania 3 sekundy na pozycję.
Badania SEM wykonano przy wykorzystaniu skaningowego mikroskopu elek-tronowego JOEL 540 firmy Oxford Instruments, wyposażonego w przystawkę rentgenowską EDS do określania składu pierwiastkowego w mikroobszarach. Wszystkie zdjęcia zostały wykonane za pomocą techniki E-SEM/EDS.
Przykładowe wyniki badań przedstawiono na dyfraktogramach prezentowa-nych na rycinach 6.6 i 6.7.

53
M – mullitQ – kwarcC – węgiel
Counts
5040302010
200
100
0
Position [˚2Theta]
Ryc. 6.6. Dyfraktogram próbki popiołu ze spalania węgla kamiennego [1]
M – mullitQ – kwarcC – węgiel
5040302010Position [˚2Theta]
300
200
0
100
Counts
Ryc. 6.7. Dyfraktogram próbki popiołu ze współspalania węgla i biomasy 20% [1]
Wyniki badań składu fazowego wskazują na istotne różnice w zawartości po-szczególnych składników mineralnych popiołów lotnych, mimo nieznacznych róż-nic składów chemicznych.
Znacznie mniejsza intensywność piku dyfrakcyjnego kwarcu odpowiadającego kątowi ugięcia 20÷22° 2Θ CuKα obserwowana na dyfraktogramie próbki popiołu ze współspalania węgla i biomasy oznacza, że przy współspalaniu biomasy zmie-nia się skład chemiczny fazy szklistej popiołów, co rzutuje na właściwości puco-lanowe popiołów lotnych (tab. 6.9) [1, 39, 63]. Wyniki badań XRD potwierdzone zostały wynikami analiz DTA-TG.

54
Obrazy morfologii próbek popiołów ze współspalania węgla kamiennego i bio-masy oraz popiołów ze spalania węgla kamiennego przedstawiono na rycinach 6.8–6.12.
Ryc. 6.8. Obraz SEM popiołu lotnego z węgla kamiennego (pow. 500 x), widoczne dobrze wykształcone kuliste ziarna różnej wielkości [1]
Ryc. 6.9. Obraz mikroskopowy (E-SEM) (pow. 500 x) próbki popiołu ze współspalania węgla kamiennego i biomasy (8,7%). Obok dobrze wykształconych ziaren kulistych widoczne ziarna nieforemne, które mogą być pozostałością po spalonej biomasie. Przeprowadzona w zaznaczanych punktach próbki analiza EDS wskazuje na charakterystyczny dla popiołów lotnych skład chemiczny form kulistych (pkt 2) oraz wzbogacenie w węgiel ziaren nieforemnych (pkt 1) [1]

55
Ryc. 6.10. Obraz mikroskopowy (E-SEM) (pow. 2000 x) próbki popiołu ze współspalania węgla i biomasy (8,7%) [1]
Ryc. 6.11. Obraz mikroskopowy (E-SEM) (pow. 5000 x) popiołu powstałego ze spalania węgla kamiennego i biomasy (12%). Analiza EDS wskazuje na obecność
śladowych ilości chromu w badanym materiale (pkt 1 i 3). Widoczne ziarna o nieregularnych kształtach [1]

56
Ryc. 6.12. Obraz mikroskopowy (E-SEM) (pow. 1000 x) próbki popiołu ze współspalania węgla i biomasy (20% – elektrownia B). W porównaniu do próbek popiołów z elektrowni A obserwuje się większą liczbę ziaren nieforemnych oraz wzrost wymiarów ziaren [1]
Obserwacje mikroskopowe popiołów ze współspalania węgla i biomasy wy-kazały, że zawierają one mniej sferycznych, a więcej nieforemnych ziaren niż po-pioły z węgla kamiennego. W próbkach popiołu z elektrowni B w porównaniu do popiołu z elektrowni A występuje więcej ziaren o większych wymiarach. Analiza EDS potwierdza charakterystyczny dla popiołów lotnych skład chemiczny form kulistych i wzbogacenie w węgiel ziaren nieforemnych.
Badania składu fazowego i morfologii popiołów lotnych ze współspalania wę-gla kamiennego i biomasy wykazały, że:
• Dominującymi składnikami popiołów zarówno ze spalania węgla kamienne-go, jak i popiołów ze współspalania węgla kamiennego i biomasy jest kwarc, mul-lit oraz faza szklista, która składa się głównie z SiO2 i Al2O3, podobnie jak w trady-cyjnych popiołach lotnych, przy czym ilość fazy szklistej jest mniejsza [1, 33, 44].
• Badania składu fazowego popiołów lotnych wykazały, że popioły ze współ-spalania, podobnie jak popioły z węgla, składają się głównie ze sferycznych i szkli-stych cząstek o zróżnicowanej wielkości [44, 63]. Popioły ze współspalania węgla kamiennego i biomasy zawierają większą liczbę ziaren nieforemnych niż popioły ze spalania samego węgla kamiennego. Najwięcej ziaren tego rodzaju obserwo-wano w popiołach o najniższej miałkości (przy 20% zawartości biomasy w postaci zrębków). Znacznie niższą aktywność pucolanową popiołów ze współspalania wę-gla kamiennego i biomasy (20%) należy wiązać przede wszystkim z ich grubszym uziarnieniem, mniejszym stopniem zeszklenia oraz prawdopodobnie z różnicami w budowie fazy szklistej.

57
6.3. Otrzymywanie i właściwości autoklawizowanego betonu komórkowego z wykorzystaniem popiołu
ze współspalania węgla kamiennego i biomasyW halach doświadczalnych COBRPB „CEBET” wykonano próbne odlewy w ska-
li laboratoryjnej, a następnie w skali półtechnicznej z wykorzystaniem popiołów ze współspalania węgla kamiennego i biomasy wprowadzanej do paliwa w ilości 8,7%, 12% (elektrownia A) i 20% (elektrownia B). Próby kontrolne betonu ko-mórkowego wykonane zostały z zastosowaniem popiołów lotnych ze spalania sa-mego węgla kamiennego użytego w elektrowniach A oraz B. Przeprowadzono je według technologii PGS, gdzie kruszywem były popioły lotne niemielone, a spo-iwem mieszanka uzyskana przez wspólny przemiał na sucho wapna palonego, gipsu i popiołu lotnego (ilość zależna od ich naturalnego rozdrobnienia).
W tabeli 6.10 zestawiono skład chemiczny i właściwości fizyczne popiołów ze spalania samego węgla oraz popiołów ze współspalania węgla i różnych ilości biomasy w paliwie, które po zhomogenizowaniu zastosowane zostały do prób technologicznych wytwarzania ABK.
T a b e l a 6.10
Wyniki badań składu chemicznego i właściwości fizycznych popiołów lotnych ze współspalania węgla i biomasy zastosowane do prób technologicznych wytwarzania ABK [1]
Właściwość JednostkaZawartość biomasy w paliwie [%]
0 8,7 12 0 20elektrownia A elektrownia B
Strata prażenia % 4,20 2,50 4,35 5,40 4,50SiO2 % 48,55 48,35 48,58 49,72 48,13Al2O3 % 25,60 25,38 25,98 27,15 25,42Fe2O3 % 6,59 6,84 6,96 6,17 6,86SO3 % 0,36 0,43 0,52 0,40 0,46
CaO % 4,58 4,60 4,50 2,92 4,60CaOw % 0,10 0,20 0,35 0,16 0,43
MgO % 3,46 3,68 3,32 2,13 26,34
P2O5 mg/kg – 21,00 19,50 – 22,00
Gęstość g/cm3 2,12 2,02 2,12 1,93 1,94
Przepad przez sito # 0,063 mm
% 95,80 96,10 95,20 75,30 68,80
Wodożądność % 26,70 27,90 31,30 31,90 27,60
Wskaźnik aktywności pucolanowej
% 85,20 85,58 80,10 82,02 73,44
Przy projektowaniu receptur betonów komórkowych założono wytwarzanie betonu klasy gęstości brutto w stanie suchym 550 o zakresie gęstości brutto od

58
500 do 550 kg/m3 (załącznik krajowy PN-EN 771-4:2012 [99]). Warianty receptu-rowe wynikały z odmiennej charakterystyki popiołów (głównie ich rozdrobnienia) pochodzących z elektrowni A oraz B i to zarówno popiołów ze współspalania wę-gla oraz biomasy, jak i popiołów ze spalania samego węgla.
Przyjęto następujące kryteria oceny mieszanki betonowej przed przystąpie-niem do prób wytwarzania ABK:
– czas wyrastania odlewów,– charakterystykę termiczną świeżej masy w trakcie jej wyrostu i twardnie-
nia,– prawidłowość wykształcenia mikrostruktury tworzywa betonu komórkowe-
go, brak spękań.
Ź r ó d ł o: Opracowanie własne.
Ryc. 6.13. Prawidłowo wyrośnięte odlewy przed autoklawizacją – skala laboratoryjna (odlewy w formach 24 x 24 x 49 cm)
Po wyrośnięciu mieszanki betonowej formy z masą przetransportowano do komory dojrzewania, gdzie próbki przebywały przez 2 godziny w temperaturze 50°C i wilgotności względnej 90%. Następnie formy zostały skierowane do auto-klawu. Czas poszczególnych etapów autoklawizacji był następujący:
– przedmuch – 15 minut,– podnoszenie ciśnienia do 1,1 MPa – 120 minut,– utrzymanie ciśnienia 1,1 MPa – 480 minut,– obniżenie ciśnienia do ciśnienia atmosferycznego – 105 minut.Całkowity czas autoklawizacji wynosił 12 godzin.

59
Po autoklawizacji beton komórkowy oceniono makroskopowo i oznaczono jego gęstość w stanie suchym i wytrzymałość na ściskanie (tab. 6.13). W żadnej z próbek nie stwierdzono mikrospękań.
T a b e l a 6.13
Właściwości betonu komórkowego [1], gęstość wg PN-EN 772-13:2001 [101], wytrzymałość na ściskanie wg PN-EN 772-1:2001 [102]
ElektrowniaUdział biomasy
[%]
Właściwości betonu komórkowego średnia gęstość
w stanie suchym [kg/m3]
średnia wytrzymałość na ściskanie
[MPa]
A12 510±10 4,3±0,18,7 530±10 4,9±0,10 540±10 5,4±0,1
B20 505±10 3,4±0,10 530±10 3,9±0,1
Dane zestawione w tabeli 6.13 świadczą o tym, że gęstość i wytrzymałość, za-równo betonów wykonanych z zastosowaniem popiołów ze współspalania węgla z biomasą, jak i betonów kontrolnych, do wytwarzania których użyte zostały po-pioły ze spalania samego węgla, zawierają się w zaprojektowanych wartościach. Beton komórkowy z zastosowaniem popiołów ze współspalania węgla i biomasy w ilości 20% posiadał zaniżoną wytrzymałość, prawdopodobnie z uwagi na mniej-szą aktywność pucolanową (78,44% po 28 dniach) [1, 65].
Norma PN-EN 771-4:2012 [99] nie przypisuje wytrzymałości dla określonych gęstości betonu. Stwierdza się w niej tylko, że wytrzymałość na ściskanie nie po-winna być mniejsza niż 1,5 MPa, a producent powinien deklarować wytrzymałość dla swoich wyrobów. W załączniku krajowym NA do wymienionej normy [99], w tablicy NA3 określona jest minimalna średnia wytrzymałość na ściskanie dla określonych klas gęstości. Betony komórkowe wykonane z zastosowaniem popio-łów ze współspalania węgla i biomasy (trociny, zrębki), jak i popiołów ze spalania węgla spełniają wspomniane wymagania w zakresie wytrzymałości na ściskanie w stanie suchym (min. 2,5 MPa).
W dalszym etapie pracy przeprowadzono próby wytwarzania ABK w skali pół-technicznej. Wykonano odlewy w formach o wymiarach: 144 x 72 x 62 cm. Na podstawie wyników badań w skali laboratoryjnej uściślono składy mieszanki be-tonowej dla ABK z zastosowaniem popiołów ze współspalania węgla i biomasy w ilości 12% z elektrowni A i 20% z elektrowni B (tab. 6.14). Różnice w receptu-rach betonu komórkowego z zastosowaniem popiołów z elektrowni A i B wyni-kają z odmiennej charakterystyki popiołów (głównie rozdrobnienia). W przypad-ku stosowania popiołów z elektrowni A – o większym rozdrobnieniu (przepad przez sito # 0,063 mm ok. 95%), dla uzyskania prawidłowej jakości wyrobów, do wspólnego przemiału z wapnem i gipsem można było skierować mniejszą ilość

60
popiołów (ok. 40% stosowanych w recepturze), aniżeli przy wytwarzaniu beto-nu komórkowego z zastosowaniem popiołów z elektrowni B (przepad przez sito # 0,063 mm ok. 74%). W odniesieniu do popiołów z elektrowni B ich udział we wspólnym przemiale z wapnem i gipsem wyniósł ok. 60% popiołów stosowanych w recepturze.
T a b e l a 6.14
Receptura betonu komórkowego klasy gęstości 550 w przeliczeniu na 1 m3 z zastosowaniem popiołów z elektrowni A i B [1]
Składnik Jednostka
Ilości składników przy zastosowaniu popiołów
elektrownia A(zawartość biomasy
12%)
elektrownia B (zawartość biomasy
20%)Mieszanka spoiwowa, w tym: kg 255 350– popiół lotny kg 130 225– wapno palone kg 100 100– gips kg 25 25Popiół lotny niemielony kg 245 150Proszek Al g 400 400Środek powierzchniowo czynny dm3 1,5 1,5Woda dm3 260 280Właściwości użytkowe betonu komórkowego– średnia gęstość kg/m3 520±10 515±10– średnia wytrzymałość na ściskanie MPa 4,3±0,1 3,4±0,1– skurczliwość mm/m 0,36±0,01 0,28±0,01– mrozoodporność (zmiana masy) % 0÷0,5 0÷0,5
W oparciu o zaprojektowany skład betonu (tab. 6.14) przeprowadzono pró-by w skali półtechnicznej. Sposób postępowania z odlewami był analogiczny jak w przypadku prób laboratoryjnych. Przy wykonaniu odlewów dla osiągnięcia rozlewności masy określonej w recepturze betonu należało dodać więcej wody. Obserwacje procesów wyrastania i wiązania betonu komórkowego wykazały, że odlewy wykonane z zastosowaniem popiołów powstałych ze współspalania węgla i 20% biomasy miały dwukrotnie dłuższy czas wiązania. Takie wydłużenie czasu wiązania spowodowałoby zakłócenia ciągłości procesu technologicznego w zakładzie produkującym ABK.
Po osiągnieciu odpowiedniej twardości odlewy zostały pokrojone na elementy o wymiarach: 24 x 24 x 59 cm (ryc. 6.14). Następnie odlewy poddano autoklawi-zacji przez 12 godzin przy ciśnieniu nasyconej pary wodnej 1,1 MPa. Po autokla-wizacji wycięto próbki do badań właściwości użytkowych betonu komórkowego według następujących norm: gęstość – PN-EN 772-13:2001 [101], wytrzymałość na ściskanie – PN-EN 772-1:2001 [102], skurczliwość – PN-EN 680:2008 [103], odporność na zamrażanie i rozmrażanie – PN-89/B-06258 [104] (tab. 6.14).

61
Zaprojektowane receptury dla autoklawizowanego betonu komórkowego, z uwzględnieniem właściwości popiołów lotnych powstałych ze współspalania węgla i biomasy (zarówno w postaci trocin w elektrowni A, jak i zrębków w elek-trowni B) pozwoliły na uzyskanie betonu komórkowego o właściwościach spełnia-jących wymagania norm europejskich lub w przypadku mrozoodporności normy PN-89/B-06258 [104].
Ź r ó d ł o: Opracowanie własne.
Ryc. 6.14. Widok odlewu przed procesem krojenia (skala półtechniczna)
Norma PN-EN 680:2008 [103] określa metodykę badań skurczliwości, nie precyzuje jednak wymagań w zakresie jej wielkości. Również norma PN-EN 771--4:2012 [99] nie określa wartości dopuszczalnej skurczliwości. W normie PN-B--03002:2007 [106] podana jest wartość skurczu 0,4 mm/m*. Według tej normy betony komórkowe z popiołów ze współspalania węgla i biomasy w ilości 12% i 20% spełniają ten warunek.
W zakresie mrozoodporności istnieje norma dotycząca metodyki badań PN-EN 15304:2008 [105], nie precyzuje ona jednak wymagań. W świetle PN-89/B-06258 [104], betony wykonane z zastosowaniem różnych ilości biomasy w postaci trocin i zrębków spełniają wymagania tej normy, zarówno w zakresie zmiany wytrzy-małości betonu na ściskanie, jak i zmiany masy próbek po 15 cyklach zamrażania i rozmrażania.
* Sformułowanie skurcz jest używane w dokumentach normalizacyjnych.

62
Należy jednak zaznaczyć, że pomimo iż uzyskano zgodne z normą parametry użytkowe betonu komórkowego z zastosowaniem popiołów powstałych ze współ-spalania węgla i 20% biomasy, to nie powinien on być wykorzystywany w warun-kach przemysłowych ze względu na wydłużony czas wiązania [56, 66].
Ocenę składu fazowego betonów komórkowych dokonano na podstawie wy-ników z badań rentgenograficznych (XRD) i wyników analizy termicznej (DTA/TG/ /DTG), uzupełniając ją wnioskami wynikającymi z obserwacji SEM i analizy składu chemicznego EDS. W badaniach zastosowano aparaturę i warunki przedstawione w podrozdziale 6.2.3.
Przedmiotem analizy XRD były zarówno próbki popiołów ze spalania węgla ka-miennego, jak i próbki popiołów ze współspalania węgla kamiennego i biomasy. Przykładowe dyfraktogramy próbek ABK przedstawiono na rycinach 6.15 i 6.16.
C – kalcytH – hydrogranatyM – mullitT – tobermoryt/C-S-HQ – kwarcl
Counts
5040302010
100
50
0
Position [˚2Theta]
Ryc. 6.15. Dyfraktogram próbki ABK z popiołem ze spalania węgla kamiennego [1]
C – kalcytH – hydrogranatyM – mullitQ – kwarcC-S-H – faza C-S-H/tobermoryt
5040302010Position [˚2Theta]
Counts
100
50
0
-50
Ryc. 6.16. Dyfraktogram próbki ABK z popiołem ze współspalania węgla i biomasy (20%) [1]

63
Na wszystkich dyfraktogramach próbek betonu komórkowego wykonanego z wykorzystaniem popiołów ze współspalania węgla i biomasy stwierdzono cha-rakterystyczne piki tobermorytu odpowiadające kątom ugięcia 28,97; 7,82; 29,96 2ΘCuKα i C-S-H (29,36; 32,05; 50,08) oraz mniej intensywne piki hydrogranatów typu C2SH8 (32,37; 28,88; 39,91). Stwierdzono również obecność w próbkach kwarcu (26,64; 20,86; 50,14), mullitu (16,43; 26,26; 35,27; 40,86) oraz niewielkie ilości kalcytu (29,41; 48,52; 39,42).
Analiza krzywych DTA i TG betonów komórkowych, poparta wynikami badań XRD, pozwoliła przypisać określone procesy poszczególnym efektom termicznym zarejestrowanym na krzywych DTA. Piki na krzywych DTA w temperaturach niż-szych niż 100oC oraz w zakresie od 100 do 150oC przypisać należy uwalnianiu wody żelowej związanej z produktami hydratacji C-S-H (ubytki masy rzędu 4–5% dla wszystkich analizowanych próbek betonów). Kolejne efekty w postaci nie-wielkiego spłaszczenia krzywych DTA w zakresie 300–400oC odpowiadają praw-dopodobnie rozkładowi produktów hydratacji głównie hydrogranatów. Niewiel-ki endotermiczny pik ok. 550oC, widoczny na wszystkich omawianych krzywych DTA, również związany jest z dehydroksylacją produktów hydratacji. Występujący w przypadku wszystkich omawianych krzywych pik egzotermiczny ok. 600oC przy-pisywać można spalaniu pozostałości węgla pochodzącego z popiołów. W zakre-sie temperatur 750–800oC na wszystkich omawianych krzywych widoczny jest charakterystyczny pik przypisywany dekarbonatyzacji CaCO3. Piki egzotermiczne występujące na krzywych DTA obydwu serii betonów komórkowych w tempera-turze ok. 850oC związane są z rekrystalizacją produktów hydratacji.
Obserwacje mikrostruktury betonu komórkowego wykonano przy użyciu mi-kroskopu skaningowego, ich wyniki przedstawiono na rycinach 6.17–6.20.
Ryc. 6.17. Obraz mikroskopowy ABK (pow. 10 000 x) z popiołem ze współspalania węgla i 12% biomasy, widoczne obszary zajmowane przez fazę C-S-H wzbogaconą w glin (pkt 1) oraz zarys przereagowanych ziaren popiołów (pkt 2) [1]
Przeprowadzona w wybranych punktach próbki analiza EDS (ryc. 6.18) wska-zuje na występowanie w badanym obszarze, obok fazy C-S-H wzbogaconej w glin (pkt 3 i 4), ziaren popiołu o różnym stopniu przereagowania (pkt 2).

64
Ryc. 6.18. Obraz mikroskopowy ABK (pow. 4000 x) otrzymanego z zastosowaniem popiołu ze współspalania węgla i 12% biomasy, fragment obserwowanej próbki [1]
Ryc. 6.19. Obraz mikroskopowy ABK (pow. 5000 x) otrzymanego z zastosowaniem popiołu ze współspalania węgla i 20% biomasy, fragment próbki z obszarami
zajmowanymi przez fazę C-S-H wzbogaconą w glin (pkt 1), widoczne także nieprzereagowane ziarna popiołu (pkt 2) oraz fragment niespalonego węgla (pkt 3) [1]

65
Ryc. 6.20. Obraz mikroskopowy ABK otrzymanego z zastosowaniem popiołu ze współspalania węgla i 20% biomasy. Widoczne obszary zajmowane przez C-S-H
lub tobermoryt (ryc. 6.20 a – pow. 6000 x) oraz wyraźnie przekształcone pojedyncze ziarna popiołu (ryc. 6.20 b – pow. 10 000 x) [1]
Podsumowując badania składu fazowego można stwierdzić, że nowo powsta-łe produkty fazowe w betonach komórkowych wytworzonych przy użyciu popio-łów ze współspalania węgla kamiennego i biomasy to C-S-H, tobermoryt oraz uwodnione glinokrzemiany wapnia typu C2ASH8. Obok produktów hydratacji we wszystkich analizowanych betonach komórkowych stwierdzono również obec-ność mullitu znajdującego się w reliktach ziaren popiołów oraz niewielkiej ilo-ści CaCO3, powstałego prawdopodobnie w wyniku reakcji wodorotlenku wapnia z CO2 zawartym w powietrzu. W przypadku betonu komórkowego wykonanego z zastosowaniem popiołów ze współspalania węgla kamiennego i biomasy ob-serwowano nieco mniej fazy C-S-H i tobermorytu, co wpływa na obniżenie wy-trzymałości ABK. Szczególnie jest to widoczne w próbkach, w których stosowano popiół ze współspalania węgla i 20% biomasy.

7. Zastosowanie popiołów lotnych powstałych ze spalania węgla brunatnego i kamiennego
w kotłach fluidalnych do wytwarzania autoklawizowanego betonu komórkowego
Popioły lotne powstające w procesie fluidalnego spalania węgla brunat-nego i kamiennego z równoczesnym ich odsiarczaniem, w dalszej części nazy-wane popiołami fluidalnymi, podobnie jak popioły opisane w rozdziale 6, były badane przez COBRPB „CEBET” w ramach projektu badawczo-rozwojowego nr R04 011 03 w latach 2008–2010. Badania te były prowadzone we współpracy z Instytutem Energetyki w Warszawie oraz Akademią Górniczo-Hutniczą w Krakowie [2].
7.1. Właściwości popiołów lotnych powstających ze spalania węgla w kotłach fluidalnych
Badania właściwości i oceny jednorodności popiołów lotnych dokonano na materiałach uzyskanych z elektrowni C i D w 2008 r. W elektrowni C spalany był węgiel kamienny, a w elektrowni D węgiel brunatny.
Częstotliwość poboru próbek popiołów w obu elektrowniach była następują-ca:
– pobór popiołów przez 3 miesięce (1 próbka w tygodniu),– pobór popiołów przez 1 tydzień (1 próbka raz dziennie). – pobór popiołów w ciągu 1 doby (co 2 godziny). Ponadto w elektrowni C pobrano próbki popiołów przez 3 dni co 6 godzin.We wszystkich pobranych próbkach popiołów oznaczono skład chemiczny oraz
oznaczono ich właściwości fizyczne, właściwości pucolanowe i skład fazowy.
7.1.1. Skład chemiczny i właściwości fizyczne popiołów fluidalnych
W pobranych próbkach popiołów fluidalnych określono skład chemiczny i właściwości fizyczne według normy PN-EN 450-1:2007 [95] oraz Instrukcji ba-dań i oceny popiołów lotnych z węgla kamiennego stosowanych do produkcji be-tonu komórkowego [17]. Wyniki badań popiołów ze spalania węgla kamiennego w elektrowni C przedstawiono w tabelach 7.1–7.4.

67
T a b e l a 7.1
Wyniki badań składu chemicznego i właściwości fizycznych popiołów fluidalnych z elektrowni C (węgiel kamienny) – pobór próbek przez tydzień po 1 próbce dziennie [2]
Składnik JednostkaOznaczenia próbek popiołów Śred-red-
nia13 14 15 16 17 18 19
Strata prażenia % 8,20 3,84 4,53 5,45 5,25 4,06 6,22 5,36
SiO2 % 35,80 33,06 35,17 36,78 36,96 34,31 35,77 35,41Fe2O3 % 6,90 7,02 7,15 6,70 7,30 5,68 5,23 6,57Al2O3 % 17,25 17,05 18,77 19,75 19,75 15,55 17,88 18,00TiO2 % 0,84 0,81 0,85 0,80 0,93 0,81 0,90 0,85
CaO % 19,00 21,46 18,92 15,50 14,95 21,72 18,45 18,57
MgO % 2,77 3,47 3,07 2,83 3,52 3,26 2,94 3,12SO3 % 6,17 9,35 7,85 7,60 7,42 11,08 8,90 8,34Na2O % 1,05 1,20 1,00 1,20 1,12 1,04 0,98 1,08K2O % 2,10 1,84 1,97 2,10 2,00 1,56 1,78 1,91CaOw % 5,28 6,00 5,50 3,45 3,42 6,24 5,25 5,02
Wodożądność % 57,00 51,00 51,00 57,00 58,00 54,00 57,00 55,00
Przepad przez sito # 0,063 mm
% 99,30 99,60 99,00 99,00 99,70 99,50 99,50 99,37
T a b e l a 7.2
Wyniki badań składu chemicznego próbek popiołów fluidalnych z elektrowni C (węgiel kamienny) – pobór próbek przez 3 dni co 6 godzin [2]
Składnik Jednostka
Średnia zawartość w próbkach pobieranych w ciągu doby
Wyliczona zawartość dla 12 próbek
1A 2A 3A średnia σstand
Strata prażenia % 12,18 12,05 9,63 11,21 2,40SiO2 % 36,34 36,24 38,63 37,32 1,88Fe2O3 % 4,41 4,98 4,62 4,23 0,51Al2O3 % 20,70 20,67 21,33 21,05 0,67TiO2 % 1,02 1,04 1,10 0,96 0,06
CaO % 12,69 12,08 11,65 12,48 1,46MgO % 2,02 1,80 1,82 1,85 0,36SO3 % 5,54 6,50 4,93 6,25 0,93Na2O % 0,82 0,83 0,93 0,79 0,13K2O % 1,86 1,80 2,05 1,78 0,12CaOw % 4,00 4,18 3,77 3,90 0,79

68
T a b e l a 7.3
Wyniki badań składu chemicznego i właściwości fizycznych popiołów fluidalnych z elektrowni C (węgiel kamienny) – pobór próbek w ciągu 1 doby co 2 godziny [2, 69]
SkładnikJed-
nostkaOznaczenia próbek popiołów
15-1 15-2 15-3 15-4 15-5 15-6 15-7 15-8 15-9 15-10 15-11 15-12
Strata prażenia % 6,93 4,40 5,20 5,66 6,82 7,32 5,37 5,58 6,82 7,20 5,28 6,23
SiO2 % 33,44 35,68 35,12 33,92 33,71 32,52 34,90 33,78 33,33 33,31 34,97 34,40
Fe2O3 % 6,67 6,35 6,83 7,15 6,71 6,72 6,80 6,41 6,65 6,70 6,81 6,80
Al2O3 % 18,13 16,65 18,44 17,72 18,23 18,27 18,38 18,82 18,05 18,37 18,39 18,88
TiO2 % 0,91 0,82 0,92 0,94 0,92 0,93 0,92 0,90 0,91 0,91 0,92 0,95
CaO % 19,95 20,88 20,06 20,30 20,05 20,19 20,02 19,84 19,86 19,88 20,01 17,90
MgO % 3,28 2,89 2,81 2,45 3,25 3,08 2,85 3,57 3,24 2,97 2,83 3,23
SO3 % 8,06 8,70 7,69 8,20 8,06 7,56 7,72 7,60 8,00 7,00 7,69 7,84
Na2O % 1,13 1,09 1,14 1,22 1,14 1,17 1,14 1,07 1,13 1,10 1,14 1,10
K2O % 1,68 1,66 1,78 1,70 1,70 1,69 1,77 1,76 1,68 1,70 1,78 1,78
CaOw % 6,03 5,20 4,86 4,40 5,96 6,10 4,97 6,05 5,95 6,25 4,91 4,60
Wodożądność % 49,00 40,00 47,00 54,00 70,00 62,00 58,00 54,00 58,00 58,00 55,00 61,00
Przepad przez sito # 0,063 mm
% 98,00 100,00 99,30 98,70 98,40 99,30 98,80 98,40 99,00 99,20 99,00 99,50
Z przeprowadzonych badań wynika, że zasadnicze różnice w składzie chemicz-nym popiołów fluidalnych z elektrowni C (węgiel kamienny) dotyczą zawartości aktywnego wolnego tlenku wapnia oraz siarczanów. Wielkości pozostałych ozna-czanych składników są zbliżone. Po odniesieniu poziomu zawartości głównych składników do masy pozostającej po prażeniu stwierdzono, że najliczniej wystę-pujące w próbce związki krzemu (SiO2) oraz glinu (Al2O3) i żelaza (Fe2O3) wykazują względną zmienność zawartości nieprzekraczającą 5%.
Z danych zamieszczonych w tabelach 7.2 i 7.3 wynika, że zróżnicowanie między wartościami średnimi obliczonymi dla próbek pobieranych w ciągu doby dotyczy takich składników, jak aktywny wolny tlenek wapnia oraz SO3. Najmniejsza zmienność odnosi się do zawartości składników mało reaktywnych – szczególnie związków krzemu, glinu i tytanu. Podobnie zmienia się skład próbek dwugodzinnych.

69
T a b e l a 7.4
Wyniki badań składu chemicznego i właściwości fizycznych popiołów fluidalnych z elektrowni C (węgiel kamienny) – pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
SkładnikJed-nost-
ka
Oznaczenia próbek popiołówŚred-red-nia20 21 22 23 24 25 26 27 28 29 30
Strata prażenia % 9,85 8,57 5,77 8,00 7,20 11,35 10,40 9,65 8,95 9,02 8,52 8,84
SiO2 % 33,18 36,68 35,50 33,30 33,05 33,65 33,75 33,82 34,62 34,43 33,9 34,17
Fe2O3 % 5,72 6,84 5,85 5,42 5,84 6,60 6,50 5,41 5,41 5,84 6,54 6,00
Al2O3 % 17,40 17,95 18,00 18,00 17,50 17,00 17,12 18,3 17,35 17,19 17,7 17,59
TiO2 % 0,83 0,81 1,00 0,80 0,81 0,92 0,80 0,91 0,95 0,84 0,91 0,87
CaO % 20,80 18,00 19,40 21,80 21,55 19,00 19,60 20,15 19,93 21,05 20,8 20,19
MgO % 2,70 3,00 2,75 2,65 2,60 2,70 2,50 2,65 2,56 2,39 2,2 2,61
SO3 % 6,07 4,73 7,50 6,35 8,00 5,15 5,60 5,9 6,59 5,93 6,14 6,18
Na2O % 0,98 0,97 0,90 1,25 1,18 1,23 1,40 1,1 1,24 1,15 1,1 1,14
K2O % 1,80 2,00 1,97 2,00 1,72 2,00 2,05 1,75 1,85 1,8 1,87 1,89
CaOw % 7,00 5,34 5,45 7,06 6,00 6,80 6,78 6,92 5,85 6,35 6,77 6,39
Wodożądność % 79,00 62,00 67,00 60,00 68,00 78,00 67,00 61,00 61,00 60,00 61,00 65,82
Przepad przez sito # 0,063 mm
% 70,00 95,60 74,70 65,60 64,45 74,33 74,50 95,90 95,70 95,60 95,70 82,01
Porównując wyniki zamieszczone w tabeli 7.4 z danymi zawartymi w tabelach 7.1, 7.2 i 7.3, należy zauważyć względną stabilność składu chemicznego. Prze-prowadzone badania jednorodności składu chemicznego popiołów fluidalnych ze spalania węgla kamiennego w elektrowni C wykazały, że różnice zasadniczo doty-czą całkowitej zawartości tlenku wapnia CaO, aktywnego wolnego tlenku wapnia oraz SO3. Wynika to z konieczności prowadzenia odpowiednio procesu odsiarcza-nia w taki sposób, żeby zawartość SO3 w gazach wylotowych mieściła się w nor-mach. Zatem w czasie długotrwałego procesu odsiarczania gazów konieczne staje się wprowadzanie zmiennych ilości sorbentu – węglanu wapnia (CaCO3). W efek-cie wpływa to na zmienną zawartość CaO całkowitego, aktywnego wolnego tlenku wapnia (CaOw) oraz SO3 w popiołach lotnych.
Różnice strat prażenia w popiołach fluidalnych (tab. 7.3 i 7.4) mają związek nie tylko z różną zawartością pozostałości niespalonego węgla (tak jak w przypadku popiołów lotnych krzemionkowych), ale przede wszystkim z zawartością pozosta-łości sorbentu – węglanu wapnia [71].
Wyniki badań składu chemicznego i właściwości fizycznych lotnych popiołów fluidalnych ze spalanie węgla brunatnego w elektrowni D przedstawiono w tabe-lach 7.5–7.7.

70
T a b e l a 7.5
Wyniki badań składu chemicznego i właściwości fizycznych popiołów fluidalnych z elektrowni D (węgiel brunatny) – pobór próbek przez tydzień po 1 próbce dziennie [2]
SkładnikJed-
nostkaOznaczenia próbek popiołów
Średnia1T 2T 3T 4T 5T 6T 7T
Strata prażenia % 2,16 1,68 2,14 1,95 1,90 2,00 1,80 1,94
SiO2 % 39,20 39,77 38,40 39,20 38,90 37,72 37,82 38,56
Fe2O3 % 5,07 4,88 5,50 5,44 5,64 5,30 6,35 5,36
Al2O3 % 29,92 30,00 28,94 29,65 29,46 28,90 27,30 29,10
TiO2 % 4,10 3,95 3,90 4,20 3,98 3,84 3,30 3,88
CaO % 12,30 12,00 13,60 12,80 12,66 14,55 16,02 13,62
MgO % 1,67 1,96 1,78 1,17 1,80 1,52 1,50 1,67
SO3 % 2,87 2,78 3,20 2,85 2,94 3,22 3,38 3,09
Na2O % 1,38 1,70 1,58 1,60 1,67 1,81 1,65 1,65
K2O % 0,70 0,78 0,72 0,70 0,70 0,67 0,74 0,71
CaOw % 2,83 3,47 4,02 3,38 3,66 4,79 5,91 4,00
Wodożądność % 78,00 74,00 78,00 79,00 80,00 77,00 71,00 76,71
Przepad przez sito # 0,063 mm % 75,70 75,10 72,80 71,70 68,30 71,80 75,10 72,93
T a b e l a 7.6
Wyniki badań składu chemicznego i właściwości fizycznych popiołów fluidalnych z elektrowni D (węgiel brunatny) – pobór próbek w ciągu 1 doby co 2 godziny [2]
SkładnikJed-nost-
ka
Oznaczenia próbek popiołów Śred-red-nia20T 21T 22T 23T 24T 25T 26T 27T 28T 29T 30T 31T
Strata prażenia % 2,80 2,24 2,45 2,48 2,00 2,45 2,50 2,35 4,05 2,23 1,65 2,91 2,51
SiO2 % 38,80 40,30 39,75 38,85 40,55 40,16 40,36 40,30 38,00 40,25 42,20 41,15 40,06
Fe2O3 % 5,00 5,28 4,90 4,68 5,70 5,25 4,80 3,64 2,85 5,90 4,42 4,32 4,73
Al2O3 % 28,50 28,55 27,60 28,25 28,90 28,85 28,80 29,21 28,50 28,25 30,12 28,92 28,70
TiO2 % 3,40 2,85 3,05 3,75 2,40 2,75 2,70 2,76 2,52 2,73 3,00 3,55 2,95
CaO % 13,30 12,25 13,60 14,25 12,00 12,05 12,10 13,25 15,00 12,60 11,50 11,02 12,74
MgO % 2,16 2,59 2,60 1,88 2,65 2,55 2,45 2,05 2,20 2,60 2,05 2,56 2,36
SO3 % 2,85 2,96 3,00 3,04 2,90 2,98 3,05 3,55 3,85 2,95 2,26 2,86 3,02
Na2O % 2,15 1,80 1,90 1,75 1,77 1,80 1,83 1,76 1,84 1,35 1,68 1,83 1,79
K2O % 0,80 0,83 0,82 0,80 0,83 0,83 0,82 0,71 0,80 0,73 0,76 0,77 0,80
CaOw % 5,16 5,22 5,34 5,17 5,25 5,44 5,56 5,50 5,23 5,19 5,37 5,64 5,34
Wodożąd-ność % 77,00 76,00 75,00 75,00 75,00 79,00 75,00 75,00 73,00 78,00 78,00 78,00 76,17
Przepad przez sito # 0,063 mm
% 76,80 80,00 75,10 75,10 75,00 77,30 82,40 77,30 80,50 79,70 79,50 79,80 78,21

71
T a b e l a 7.7
Wyniki badań składu chemicznego i właściwości fizycznych popiołów fluidalnych z elektrowni D (węgiel brunatny) – pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
SkładnikJed-nost-
ka
Oznaczenia próbek popiołówŚred-red-nia
8T 9T 10T 11T 12T 13T 14T 15T 16T 17T 18T 19T
Strata prażenia % 2,74 1,75 2,43 1,76 1,70 2,00 2,18 2,90 2,13 2,26 2,06 3,58 2,29
SiO2 % 39,47 39,15 36,45 37,27 37,15 36,50 36,55 40,30 38,73 39,62 37,80 39,08 38,35
Fe2O3 % 5,42 5,20 5,15 5,92 5,54 5,80 5,13 4,05 4,95 4,50 5,30 3,83 5,06
Al2O3 % 27,14 29,15 29,20 27,50 26,85 26,70 27,35 28,60 28,05 28,75 28,20 28,65 28,01
TiO2 % 2,99 4,05 4,05 3,45 3,65 3,40 2,75 3,25 3,23 3,55 3,45 2,61 3,37
CaO % 14,19 12,33 14,15 14,80 15,75 17,10 15,15 13,25 13,45 13,35 15,00 13,55 14,34
MgO % 1,92 2,47 2,06 2,50 2,38 2,00 2,55 1,80 2,48 2,14 2,16 2,15 2,22
SO3 % 3,30 3,05 3,05 3,50 3,75 3,92 2,94 2,83 2,93 2,88 3,25 3,45 3,24
Na2O % 1,60 1,65 2,00 2,22 2,11 1,35 1,93 1,75 2,03 1,65 1,84 1,85 1,83
K2O % 0,80 0,70 0,75 0,74 0,75 0,75 0,75 0,90 0,71 0,86 0,70 0,81 0,77
CaOw % 5,14 4,72 5,21 5,18 5,76 6,20 5,31 4,21 4,31 4,28 5,32 4,32 5,00
Wodożąd-ność % 73,00 73,00 73,00 67,00 80,00 71,00 70,00 71,00 73,00 71,00 70,00 70,00 72,00
Przepad przez sito # 0,063 mm
% 80,50 80,00 75,10 75,80 75,00 77,30 82,40 80,50 76,80 79,70 75,60 75,80 78,06
Badania popiołów fluidalnych ze spalania węgla brunatnego w elektrowni D wykazały, że popioły te charakteryzują się dużą jednorodnością składu chemiczne-go. Tak jak w przypadku popiołów z elektrowni C (węgiel kamienny), różnice za-sadniczo dotyczą całkowitej zawartości tlenku wapnia CaO i aktywnego wolnego tlenku wapnia, są natomniast mniejsze dla SO3. Można uznać, że skład chemiczny popiołu pozostaje stabilny w badanym czasie, a wahania długoterminowe (ty-dzień do tygodnia) nie przekraczają znacząco zmian krótkoterminowych (w prób-kach pobieranych co dwie godziny).
Wolny tlenek wapnia występujący w popiołach fluidalnych jest bardzo aktyw-ny. W środowisku wodnym ulega szybkiej hydratacji, co różni go zasadniczo od wolnego tlenku wapnia występującego w popiołach lotnych krzemionkowych. W przypadku popiołów fluidalnych tlenek ten powoduje podwyższenie tempe-ratury zarobu (egzotermiczna reakcja hydratacji tlenku), co przyśpiesza proces twardnienia.
Odmienność składu chemicznego popiołów fluidalnych w stosunku do popio-łów krzemionkowych była pierwszą wytyczną do opracowania wstępnych recep-tur laboratoryjnych, a następnie sposobu prowadzenia prób technologicznych w skali półtechnicznej wytwarzania ABK.

72
Poza składem chemicznym popiołów lotnych fluidalnych określono ich aktyw-ność metodą:
• chemiczną według normy ASTM C593-06 (2011) [114] – gdzie miarą ak-tywności popiołów lotnych jest sumaryczna zawartość wyługowanej krzemion-ki i tlenku glinu, które po przejściu do roztworu zasady sodowej można uznać za potencjalnie reaktywne wobec Ca(OH)2. Dokładność oznaczenia wynosiła 0,1%;
• fizyczną według PN-EN 450-1:2007 [95] – gdzie miarą aktywności popiołów lotnych jest procentowy stosunk wytrzymałości na ściskanie beleczek z zaprawy normowej, wykonanych przy użyciu mieszaniny (75% cementu porównawczego i 25% popiołów), do wytrzymałości na ściskanie normowych beleczek wykonanych przy użyciu tego samego cementu porównawczego, badanych w tym samym cza-sie. Jako cement porównawczy wykorzystano cement portlandzki CEM I 42,5 R. Dokładność oznaczenia wynosiła 5%.
Przygotowanie beleczek oraz określenie wytrzymałości na ściskanie przepro-wadzono zgodnie z normą PN-EN 196-1:2006 [108]. Dokładność pomiaru wyno-siła 0,1 N/mm2. Powtarzalność dla wyników wytrzymałości na ściskanie po 28 dniach, wyrażona współczynnikiem zmienności, wynosiła 1÷3%.
Do badań wskaźnika aktywności jako cement porównawczy zastosowano ce-ment CEM I 42,5 R „Małogoszcz” o następujących właściwościach: powierzchnia właściwa według Blaine’a – 3660 cm2/g, zawartość C3A – 9,2%, zawartość Na2Oeq – 1,10%.
Wyniki badań wskaźnika aktywności, przeprowadzonego metodą chemiczną według normy ASTM C593-06 (2011) [114], przedstawiono w tabelach 7.8 i 7.9. Zawartość poszczególnych składników w próbkach popiołów z elektrowni C i D zobrazowano na rycinach 7.1 i 7.2.
T a b e l a 7.8
Wyniki oznaczeń aktywności pucolanowej [%] wg ASTM C593-06 (2011) [114] i aktywnego wolnego tlenku wapnia dla popiołów fluidalnych ze spalania węgla kamiennego
w elektrowni C – pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
SkładnikOznaczenia próbek Śred-red-
nia σstand20 21 22 23 24 25 26 27 28 29 30
SiO2 akt 17,24 16,27 16,44 18,44 17,78 15,91 18,18 17,72 19,10 17,93 19,90 17,72 1,21
Al2O3 akt 11,21 11,23 12,27 13,16 11,91 8,98 9,91 11,11 12,68 10,92 12,29 11,42 1,22
Suma pucolan 28,45 27,50 28,71 31,60 29,69 24,89 28,09 28,83 31,78 28,85 32,19 29,14 2,13
CaOw 7,00 5,34 5,45 7,06 6,00 6,80 6,78 6,92 5,85 6,35 6,77 6,39 0,63
Suma składników aktywnych
35,45 32,84 34,16 38,66 35,69 31,69 34,87 35,75 37,63 35,20 38,96 35,54 2,25

73
25
20
15
10
5
020 21 22 23 24 25 26 27 28 29 30
numer próbki
SiO2 akt
Al2O3 akt
CaOwzaw
arto
ść [%
]
Ryc. 7.1. Zawartość składników aktywnych w badanych próbkach popiołów fluidalnych ze spalania węgla kamiennego w elektrowni C – pobór próbek przez 3 miesiące
po 1 próbce w tygodniu [2]
Popioły fluidalne z węgla kamiennego wykazują zbliżoną zawartość badanych składników aktywnych.
T a b e l a 7.9
Zawartość substancji aktywnych pucolanowo [%] wg ASTM C593-06 (2011) [114] i aktywnego wolnego tlenku wapnia dla popiołów fluidalnych ze spalania węgla brunatnego w elektrowni D
– pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
SkładnikOznaczenia próbek Śred-red-
nia σstand8T 9T 10T 11T 12T 13T 14T 15T 16T 17T 18T 19T
SiO2 akt16,40 18,48 17,11 16,36 17,03 17,10 18,07 18,42 17,72 18,22 17,04 18,29 17,52 0,77
Al2O3 akt9,16 11,61 10,48 10,01 10,12 9,79 10,72 10,78 10,82 10,6 9,71 11,23 10,42 0,69
Suma pucolan
25,56 30,09 27,59 26,37 27,15 26,89 28,79 29,20 28,54 28,82 26,75 29,52 27,94 1,41
CaOw5,14 4,72 5,21 5,18 5,76 6,20 5,31 4,21 4,31 4,28 5,32 4,32 5,00 0,64
Suma składników aktywnych
30,70 34,81 32,80 31,55 32,91 33,09 34,10 33,41 32,85 33,10 32,07 33,84 32,94 1,11
Zawartość aktywnych składników w popiołach fluidalnych z węgla brunatnego charakteryzuje się istotną powtarzalnością (ryc. 7.2). Przedstawione w tabelach 7.8 i 7.9 wyniki świadczą o tym, że średnia wartość składników aktywnych w po-piele fluidalnym z węgla kamiennego jest o ok. 1,5% większa niż w popiele fluidal-nym z węgla brunatnego.

74
Ryc. 7.2. Zmienność składu składników aktywnych w badanych próbkach popiołów fluidalnych ze spalania węgla brunatnego w elektrowni D – pobór próbek
przez 3 miesiące po 1 próbce w tygodniu [2]
Wyniki badań wskaźnika aktywności popiołów fluidalnych ze spalania węgla kamiennego i brunatnego, przeprowadzonych według normy PN-EN 450-1:2007 [95], przedstawiono w tabelach 7.10 i 7.11. Zawartość poszczególnych składników w próbkach popiołów dla elektrowni C i D zilustrowano na rycinach 7.3 i 7.4.
T a b e l a 7.10
Wskaźnik aktywności wg PN-EN 450-1:2007 [95] (badanie po 28 i 90 dniach) dla popiołów fluidalnych ze spalania węgla kamiennego w elektrowni C
– pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
Ozn
acze
nia
prób
ek
Wyt
rzym
ałoś
ć na
zgi
nani
e
Wyt
rzym
ałoś
ć na
ści
skan
ie
Wskaźnik aktywności
Wyt
rzym
ałoś
ć na
zgi
nani
e
Wyt
rzym
ałoś
ć na
ści
skan
ie
Wskaźnik aktywności
przy zginaniu
przy ściskaniu
przy zginaniu
przy ściskaniu
[MPa] [MPa] [%] [%] [MPa] [MPa] [%] [%]
28 dni 90 dni20 8,5 52,5 107,6 111,5 9,4 60,1 105,6 115,221 8,9 53,2 112,7 113,0 9,3 58,4 104,5 112,022 9,1 56,1 115,2 119,1 9,2 62,1 103,4 119,123 8,7 54,7 110,1 116,1 9,3 58,6 104,5 112,424 9,0 54,2 113,9 115,1 9,8 57,3 110,1 109,925 9,3 57,1 117,7 121,2 10,1 58,9 113,5 112,926 8,9 51,1 112,7 108,5 9,6 60,3 107,9 115,627 9,6 56,8 121,5 120,6 10,4 65,2 116,9 125,028 9,1 56,8 115,2 120,6 10,3 61,9 115,7 118,729 9,5 58,1 120,3 123,4 10,0 65,0 112,4 124,630 9,4 57,2 119,0 121,4 10,5 61,2 118,0 117,4
Średnia 9,1 55,3 115,1 117,3 9,8 60,8 110,2 116,6
20
18
14
16
10
8
12
6
2
0
4
8T 9T 10T 11T 12T 13T 14T 15T 16T 17T 18T 19Tnumerpróbki
SiO₂akt
Al₂O₃akt
CaOwzaw
arto
ść [%
]

75
70
60
50
40
20
30
0
10
20 21 22 23 24 25 26 27 28 29 30
wytrzymałośćna ściskaniepo 90 dniach
wytrzymałośćna zginaniepo 28 dniach
wytrzymałośćna zginaniepo 90 dniach
wytrzymałośćna ściskaniepo 28 dniach
wyt
rzym
ałoś
ć [M
Pa]
numerpróbki
Ryc. 7.3. Wytrzymałość na zginanie i ściskanie betonu otrzymanego z udziałem popiołów fluidalnych – badanie wskaźnika aktywności po 28 i 90 dniach dla popiołu fluidalnego
ze spalania węgla kamiennego z elektrowni C – pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
Podczas badań wytrzymałościowych zaobserwowano, że w próbkach z udzia-łem popiołów fluidalnych z węgla kamiennego wytrzymałość (na zginanie i ści-skanie) wzrasta w dłuższych okresach, a przyrosty te są wyższe niż dla próbek odniesienia. Stwierdzony przyrost wytrzymałości jest wynikiem zmian w mikro-strukturze próbek. Wyniki wytrzymałości na ściskanie korespondują z zawarto-ścią materiału aktywnego w próbkach. Każdorazowo stwierdzone wskaźniki ak-tywności spełniają wymagania normy PN-EN 450-1:2007 [95].
T a b e l a 7.11
Wskaźnik aktywności wg PN-EN 450-1:2007 [95] (badanie po 28 i 90 dniach) dla popiołów fluidalnych ze spalania węgla brunatnego w elektrowni D
– pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
Ozn
acze
nia
prób
ek
Wyt
rzym
ałoś
ć
na z
gina
nie
Wyt
rzym
ałoś
ć
na ś
cisk
anie Wskaźnik aktywności
Wyt
rzym
ałoś
ć
na z
gina
nie
Wyt
rzym
ałoś
ć
na ś
cisk
anie
Wskaźnik aktywności
przy zginaniu
przy ściskaniu
przy zginaniu
przy ściskaniu
[MPa] [MPa] [%] [%] [MPa] [MPa] [%] [%]
28 dni 90 dni8T 9,0 48,8 113,9 103,6 9,1 48,2 102,2 92,49T 9,8 52,7 124,1 111,9 9,9 52,4 111,2 100,5
10T 9,0 48,8 113,9 103,6 10,3 60,3 115,7 115,611T 8,8 46,5 111,4 98,7 9,8 57,6 110,1 110,512T 9,1 48,7 115,2 103,4 9,7 53,9 109,0 103,413T 8,5 48,6 107,6 103,2 9,6 53,4 107,9 102,414T 9,0 50,6 113,9 107,4 9,7 53,3 109,0 102,2

76
Ozn
acze
nia
prób
ek
Wyt
rzym
ałoś
ć na
zgi
nani
e
Wyt
rzym
ałoś
ć na
ści
skan
ie Wskaźnik aktywności
Wyt
rzym
ałoś
ć na
zgi
nani
e
Wyt
rzym
ałoś
ć na
ści
skan
ie Wskaźnik aktywności
przy zginaniu
przy ściskaniu
przy zginaniu
przy ściskaniu
[MPa] [MPa] [%] [%] [MPa] [MPa] [%] [%]
28 dni 90 dni
15T 8,9 53,6 112,7 113,8 9,9 54,5 111,2 104,516T 8,7 52,8 110,1 112,1 9,2 58,5 103,4 112,217T 8,8 53,9 111,4 114,4 9,4 59,4 105,6 113,918T 9,0 49,8 113,9 105,7 8,6 54,6 96,6 104,719T 9,9 54,7 125,3 116,1 9,3 58,2 104,5 111,6
Średnia 9,0 50,8 114,5 107,8 9,5 55,4 107,2 106,2
Każdorazowo wytrzymałość 28- i 90-dniowa materiału zawierającego popioły fluidalne z węgla brunatnego przekraczała wytrzymałość cementu odnie-sienia (tab. 7.11). Wzrost wytrzymałości zapraw 28- i 90-dniowych wiąże się prawdopodobnie z powstawaniem większej ilości fazy C-S-H i ettringitu. Wskaźni-ki aktywności popiołów z węgla brunatnego z elektrowni D spełniają wymagania normy PN-EN 450-1:2007 [95] (kryterium pozytywnej oceny jest uzyskanie przez próbki po 28 dniach twardnienia co najmniej 75% wytrzymałości zaprawy normowej, a po 90 dniach twardnienia co najmniej 85%).
70
numerpróbki
60
50
40
20
30
0
10
wytrzymałośćna zginaniepo 28 dniach
wytrzymałośćna zginaniepo 90 dniach
wytrzymałośćna ściskaniepo 28 dniach
wytrzymałośćna ściskaniepo 90 dniach
wyt
rzym
ałoś
ć [M
Pa]
8T 9T 10T 11T 12T 13T 14T 15T 16T 17T 18T 19T
Ryc. 7.4. Wytrzymałość na zginanie i ściskanie betonu otrzymanego z udziałem popiołów fluidalnych – badanie wskaźnika aktywności po 28 i 90 dniach dla popiołu fluidalnego
ze spalania węgla brunatnego z elektrowni D – pobór próbek przez 3 miesiące po 1 próbce w tygodniu [2]
Z przeprowadzonych badań aktywności popiołów metodą chemiczną (wg ASTM C593-06 (2011) [114]) i fizyczną (wg PN-EN 450-1:2007 [95]) wynika, że popioły
cd. tab. 7.11

77
fluidalne ze spalania węgla kamiennego i brunatnego charakteryzują się większą aktywnością niż popioły krzemionkowe. Różnice w aktywności badanych popio-łów potwierdzają badania składu fazowego przedstawione w podrozdziale 7.1.2.
7.1.2. Skład fazowy popiołów fluidalnych
Badania składu fazowego popiołów fluidalnych dokonano metodą dyfrakcji rentgenowskiej (XRD) i metodami termicznymi (DTA/TG). Wyniki przedstawiono na rycinach 7.5 i 7.6. Ponadto, celem określenia morfologii ziaren popiołu oraz składników fazowych zastosowano mikroskopię skaningową (SEM). Wyniki badań przedstawiono na rycinach 7.7–7.10. W badaniach zastosowano aparaturę opisa-ną w podrozdziale 6.2.3, zachowując analogiczne warunki pomiarów.
Q Q Q3A
2A
1A
Q – kwarcK – kalcytA – anhydrytL – CaOwH – hematyt
Q
Q
KK K
K
KK
A
Position [°2Theta]
Counts
A AA A A A
A
L
L
LHH
H
Ryc. 7.5. Przykładowe dyfraktogramy dla próbek popiołu fluidalnego z węgla kamiennego – elektrownia C [2]
Badania składu fazowego popiołów fluidalnych wykazały, że różni się on za-sadniczo fazowymi składnikami krystalicznymi, jak i fazą amorficzną od składni-ków występujących w konwencjonalnych popiołach krzemionkowych. Fazy kry-staliczne w popiele fluidalnym stanowią anhydryt II (d = 3,56 Ǻ), węglan wapnia (kalcyt, d = 14,5 Ǻ), wolny tlenek wapnia (d = 2,42 Ǻ) i niewielka ilość hematytu (d = 1,95Ǻ). Znacznie mniejsza jest zawartość kwarcu w stosunku do popiołu krze-mionkowego; świadczy o tym zmniejszenie intensywności charakterystycznego piku β-SiO2 o wartości d = 3,34 Ǻ. Pozostałą część masy popiołu stanowi amor-ficzny składnik glinokrzemianowy typu metakaolinitu [50]. Analiza XRD wykazała większą zawartość aktywnego wolnego tlenku wapnia w popiołach fluidalnych z węgla brunatnego w porównaniu do popiołów z węgla kamiennego.

78
5T
4T
3T
2T
1T
Q – kwarcK – kalcytA – anhydrytL – CaOwH – hematyt
Position [°2Theta]
Counts
Ryc. 7.6. Przykładowe dyfraktogramy dla próbek popiołu fluidalnego z węgla brunatnego – elektrownia D [2]
Z badań termicznych wynika, że krzywe DTA popiołu krzemionkowego różnią się w znacznym stopniu od termogramów popiołu fluidalnego. W analizowanych próbkach popiołów obserwuje się następujące efekty: niewielkie piki egzoter-miczne w temperaturze 500–600°C, które należy przypisać spalaniu węgla pozo-stałego w popiołach. W oparciu o ten efekt określono ilość niespalonego węgla w popiele fluidalnym z węgla kamiennego (tab. 7.12). Kolejny efekt występujący w temperaturze 700–780°C interpretowany jest jako rozkład węglanów i jest to efekt endotermiczny. Ubytek masy w temperaturze 700–780°C posłużył do obli-czenia zawartości CaCO3 w tym popiele. W temperaturze 900–1000°C stwierdzo-no niewielkie piki egzotermiczne charakterystyczne dla rekrystalizacji fazy amor-ficznej (metakaolinitu).
Na podstawie analizy chemicznej, badań DTA i XRD określono ilościowo przy-bliżony skład fazowy popiołu fluidalnego (tab. 7.12). W oparciu o wyniki analizy chemicznej (zawartość SO3) wyznaczono w popiołach zawartość anhydrytu.
T a b e l a 7.12
Szacowany skład fazowy popiołów fluidalnych [2]
Faza
Udział danej fazy w masie popiołu lotnego [%]
popiół fluidalnyz węgla kamiennego
z elektrowni C
popiół fluidalnyz węgla brunatnego
z elektrowni D
SiO2 (β-kwarc) 14,00 6,40
CaSO4 (anhydryt II) 12,92 8,10

79
Faza
Udział danej fazy w masie popiołu lotnego [%]popiół fluidalny
z węgla kamiennego z elektrowni C
popiół fluidalnyz węgla brunatnego
z elektrowni D
CaOw 3,45 5,50
CaCO3 4,16 8,50
Niespalony węgiel 1,30 brak
Fazy bezpostaciowe 64,17 71,50
Ryciny 7.7–7.10 przedstawiają wyniki badań SEM popiołów fluidalnych z wę-gla kamiennego i brunatnego. Oprócz obrazu mikroskopowego zamieszczono tak-że wyniki punktowej analizy rentgenowskiej (EDS) różnych składników popiołów.
Ryc. 7.7. Obraz mikroskopowy (pow. 6000 x) próbki popiołu fluidalnego z węgla brunatnego – elektrownia D [2]
Ryc. 7.8. Obraz mikroskopowy (pow. 5000 x) próbki popiołu fluidalnego z węgla brunatnego – elektrownia D [2]
cd. tab. 7.12

80
keV
keV
keV
2
3 5
Ryc. 7.9. Obraz mikroskopowy (pow. 1000 x) wraz z mikroanalizami EDS próbki popiołu fluidalnego z węgla kamiennego – elektrownia C. Wśród faz krystalicznych dominuje anhydryt II (pkt 2). Stwierdzono, że w aglomeratach amorficznych występuje również
wolne wapno (pkt 5) oraz kwarc (pkt 3) [2]
Badania SEM wykazały, że popioły fluidalne nie zawierają ziaren sferoidalnych, lecz bardzo zdefektowane powierzchniowo i wgłębnie aglomeraty, co świadczy o dużej otwartej porowatości (ryc. 7.7 i 7.8). Skutkuje to tym, że popioły są bardzo aktywne w reakcji z wodorotlenkiem wapnia, natomiast słabszą stroną tych po-piołów jest zwiększona ich wodożądność. Fazę amorficzną stanowią aglomeraty o dużych wymiarach i dużej powierzchni właściwej mierzonej metodą BET. Skła-dają się one z faz glinokrzemianowej i metakaolinitowej.

81
1 4
keV keV
Ryc. 7.10. Obraz mikroskopowy (pow. 500 x) wraz z mikroanalizami EDS próbki popiołu fluidalnego z węgla kamiennego – elektrownia C, dominuje anhydryt II (pkt 1 i 2)
oraz hematyt (pkt 4 i 5) [2]
7.2. Otrzymywanie i właściwości betonu komórkowego z wykorzystaniem popiołów fluidalnych
w skali laboratoryjnejCelem badań przedstawionych w niniejszym podrozdziale było określenie
przydatności popiołów fluidalnych do wytwarzania betonu komórkowego i zba-danie ich wpływu na właściwości użytkowe tego betonu. Wyniki analiz pozwalają ustalić optymalny skład mieszanki betonu komórkowego. Do tego celu wykorzy-stane zostały badania wpływu popiołów fluidalnych na mikrostrukturę i skład fa-zowy ABK.
Do prób technologicznych wytwarzania ABK wykorzystano popiół fluidalny z elektrofiltrów i odpad denny ze złoża z elektrowni C i D oraz popiół krzemion-kowy ze spalania węgla kamiennego z elektrowni C. Popioły fluidalne z elektro-filtrów zostały zhomogenizowane w wyniku mieszania, a odpad denny ze złoża

82
został zhomogenizowany poprzez jego przemielenie do powierzchni właściwej według Blaine’a 4200–4500 cm2/g. Skład chemiczny tych popiołów podano w ta-beli 7.13.
T a b e l a 7.13
Skład chemiczny zhomogenizowanych popiołów lotnych oraz odpadu dennego ze złoża zastosowanych do prób technologicznych wytwarzania ABK [2]
Składnik Jednostka
Rodzaj popiołów
popiół fluidalny z elektrofiltru
odpad denny ze złoża
popiół krzemion-
kowy
z węgla brunatnegoelektrow-
nia D
z węgla kamiennego
elektrow-nia C
z węgla brunatnegoelektrow-
nia D
z węgla kamiennego
elektrow-nia C
Strata prażenia
% 1,91 7,07 2,90 1,50 4,40
SiO2 % 37,48 33,64 41,97 55,96 51,82
Al2O3 % 28,66 19,07 24,86 17,15 27,48
Fe2O3 % 4,70 5,57 6,42 5,61 5,79
CaOc % 14,56 13,08 11,81 7,53 2,96
MgO % 1,92 2,73 0,69 2,58 2,04
SO3 % 3,50 6,49 1,98 4,40 0,65
Na2O % 1,81 0,98 0,98 0,75 1,60
K2O % 0,62 2,07 1,17 2,08 3,01
CaOw % 4,80 4,20 3,52 1,72 0,25
Przed przystąpieniem do wytwarzania ABK zbadano wpływ popiołów fluidal-nych na szybkość wydzielania wodoru i proces wyrastania mieszanki betonowej.
7.2.1. Wpływ popiołów fluidalnych na szybkość wydzielania wodoru
Przed przygotowaniem mieszanki betonowej do wytwarzania ABK konieczne było określenie wpływu popiołów fluidalnych na szybkość wydzielania wodoru. W badaniach wpływu popiołów fluidalnych na szybkość wydzielania wodoru przy-jęto następujące założenia: spoiwo wzorcowe to spoiwo, w którym występuje wyłącznie popiół krzemionkowy, wapno i gips w ilości stosowanej w tradycyjnej technologii popiołowej (PGS), natomiast mieszaniny spoiwowe zawierające po-piół fluidalny miały porównywalną ilość popiołu do próbki wzorcowej, a zmienna była ilość gipsu i wapna (tab. 7.14). Badania szybkości wydzielania wodoru w spo-iwie wykonano zgodnie z normą PN-H-97021:1998/Ap1:1999 [107]. Temperatura

83
przewidziana do badania szybkości wydzielania wodoru z proszku aluminiowe-go w obecności CaO wynosiła 20°C. W badaniach szybkości wydzielania wodoru w obecności spoiwa zastosowano wyższą temperaturę (60°C), co podyktowane było występowaniem takiej temperatury podczas wyrastania mieszanki betono-wej przy wytwarzaniu ABK. Wyniki badań szybkości wydzielania wodoru w obec-ności wyżej wymienionych spoiw, z zastosowaniem popiołów fluidalnych z węgla brunatnego, przedstawiono na rycinie 7.11.
T a b e l a 7.14
Skład spoiw do wytwarzania betonu komórkowego [2]
SkładnikOznaczenie składu spoiwa
wzorcowy – 0 01 02 03 04 05ilość składnika [%]
Popiół krzemionkowy 56 – – – – –Popiół fluidalnyz elektrofiltru
– 56 60 57,2 58 65
Wapno 36 36 40 38 34 32Gips 8 8 – 4,8 8 8
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 5 10 15 20 25czas [min]
wyd
ziela
nie
wod
oru
[dm
³]
wzorcowa0102030405
Ryc. 7.11. Szybkość wydzielania wodoru w temperaturze 60°C [44, 67]
Z badań wynika, że popiół fluidalny nie zmienia w sposób istotny procesu wy-dzielania wodoru. Krzywa oznaczona symbolem 03 (zmniejszona ilość gipsu) ma najbardziej zbliżony przebieg do krzywej spoiwa wzorcowego (z popiołem krze-mionkowym).
7.2.2. Wpływ popiołów fluidalnych na proces wyrastania mieszanki ABK
Badanie wyrastania mieszanki betonowej wykonywano dla składów podanych w tabeli 7.15. Wszystkie zestawy zaprojektowano dla ABK klasy gęstości 600.

84
T a b e l a 7.15
Receptury ABK w przeliczeniu na 1 m3 [2]
Oznaczenie receptury ABK
Popiół krzemionkowy
[kg]
Popiół fluidalnyz elektrofiltru
[kg]
Wapno[kg]
Gips[kg]
Woda[kg]
0 – wzorcowa 440 – 130 30 32001 264 176 130 30 38402 264 206 130 – 38403 264 188,6 130 17,4 38404 264 189 117 30 38405 264 202 104 30 384
W pierwszej kolejności sprawdzone zostały receptury według tradycyjnej technologii PGS, w których zastąpiono 40% popiołu krzemionkowego popiołem fluidalnym (zarówno z węgla kamiennego, jak i brunatnego). Wykonano również odlewy, w których popiół krzemionkowy zastępowano popiołem fluidalnym w ilo-ści 20%, 60% i 80% [48, 72–73, 75].
Na podstawie analizy składu chemicznego popiołów spodziewano się, że bę-dzie można zmniejszyć ilość wapna i gipsu w recepturze ABK, stosując popioły z elektrowni C i D. Pomimo zmniejszenia ilości dodawanego wapna, wraz z wpro-wadzeniem popiołów fluidalnych do mieszanki betonu komórkowego, zwiększyła się temperatura początkowa odlewu. Wynikało to z zawartości aktywnego wol-nego tlenku wapnia w popiele fluidalnym. Natomiast w wyniku zwiększonej wo-dożądności tych popiołów, mimo zwiększenia wskaźnika woda/składniki suche (w/s), nieznacznie malała rozlewność. Spadek plastyczności mieszanki nie spo-wodował zakłóceń w procesie jej wyrastania. Wykonano próbne odlewy betonu komórkowego w skali laboratoryjnej w formach 24 x 24 x 49 cm (ryc. 7.12).
Ryc. 7.12. Prawidłowo wyrośnięty odlew z ABK [2]

85
Po wyrośnięciu mieszanki betonowej formy przenoszono do komory dojrze-wania, gdzie przebywały one przez 2 godziny w temperaturze 50˚C i wilgotności 90%. Po tym czasie formy przenoszono do autoklawu przemysłowego. Warunki pracy tego autoklawu były następujące:
– przedmuch – 15 minut,– podnoszenie ciśnienia do 1,1 MPa – 120 minut,– utrzymanie ciśnienia 1,1 MPa – 480 minut,– obniżanie ciśnienia do ciśnienia atmosferycznego – 105 minut.Całkowity czas trwania procesu autoklawizacji wynosił 12 godzin.
7.2.3. Właściwości użytkowe betonu komórkowego wytworzonego w skali laboratoryjnej
Po autoklawizacji betonu komórkowego przeprowadzono badanie gęstości w stanie suchym i wytrzymałości na ściskanie. Analizy wyników badań wytrzyma-łości wykazały, że w miarę wzrostu ilości popiołu fluidalnego w recepturze ma-leje wytrzymałość ABK. Stwierdzono, że maksymalna ilość popiołu fluidalnego stosowanego do wytwarzania ABK nie powinna przekraczać 40% [2, 75]. Wyniki badań ABK uzyskanego z zastosowaniem 40% popiołu fluidalnego przedstawiono w tabelach 7.16 i 7.17.
T a b e l a 7.16
Właściwości betonu komórkowego z zastosowaniem popiołów fluidalnych z węgla kamiennego z elektrowni C [2], gęstość wg PN-EN 772-13:2001 [101],
wytrzymałość na ściskanie wg PN-EN 772-1:2001 [102]
Oznaczenia ABKWłaściwość ABK
średnia gęstość w stanie suchym[kg/m3]
średnia wytrzymałość[MPa]
0 – wzorcowy 550±10 4,2±0,1
01C 530±10 4,1±0,1
02C 520±10 4,1±0,1
03C 520±10 4,1±0,1
04C 540±10 4,4±0,1
05C 530±10 4,3±0,1
Analizując wyniki badań gęstości i wytrzymałości na ściskanie ABK (tab. 7.16 i 7.17), stwierdzono, że właściwości betonu komórkowego wzorcowego oraz betonu komórkowego, w recepturze którego w spoiwie zastąpiono popiół krze-mionkowy popiołem fluidalnym (próbki 01C i 01D) są porównywalne. Analizy te potwierdziły również, że można zmniejszyć w recepturze ilości gipsu i wapna.

86
T a b e l a 7.17
Właściwości betonu komórkowego z zastosowaniem popiołów fluidalnych z węgla brunatnego z elektrowni D [2], gęstość wg PN-EN 772-13:2001 [101],
wytrzymałość na ściskanie wg PN-EN 772-1:2001 [102]
Oznaczenia ABKWłaściwość ABK
średnia gęstość w stanie suchym[kg/m3]
średnia wytrzymałość[MPa]
0 – wzorcowy 550±10 4,2±0,1
01D 680±10 4,7±0,1
02D 630±10 4,6±0,1
03D 550±10 4,0±0,1
04D 560±10 4,0±0,1
05D 610±10 4,0±0,1
W dalszej kolejności badano możliwość całkowitego zastąpienia popiołów krzemionkowych popiołami fluidalnymi (z węgla kamiennego i brunatnego) w mieszance betonowej poprzez modyfikację sposobu przygotowania popiołów do wytwarzania ABK. Modyfikacja technologii polegała na tym, że całą ilość po-piołu fluidalnego przygotowano w formie szlamu. Optymalny czas szlamowania określono doświadczalnie na 14 godzin. Skrócenie czasu szlamowania powodo-wało, że po wyrośnięciu masa betonowa ulegała spękaniom powierzchniowym. Skład mieszanki betonu komórkowego podano w tabeli 7.18.
T a b e l a 7.18
Skład receptury betonu komórkowego na 1 m3 wykonanego z zastosowaniem zeszlamowanych popiołów fluidalnych z węgla kamiennego i brunatnego [2]
Oznaczenie receptury ABK Popiół krzemionkowy
[kg]
Popiół fluidalny z elektrofiltru
[kg]
Wapno[kg]
Gips[kg]
Woda[kg]
060 440 130 30 384
Czas dojrzewania masy betonu w porównaniu do tradycyjnej technologii był wydłużony o 30 minut. Wyniki badań właściwości użytkowych ABK przedstawio-no w tabeli 7.19.

87
T a b e l a 7.19
Właściwości użytkowe betonu komórkowego otrzymanego z zastosowaniem szlamowanych popiołów [2], gęstość wg PN-EN 772-13:2001 [101],
wytrzymałość na ściskanie wg PN-EN 772-1:2001 [102]
Właściwość Jednostka
ABK 06C ABK 06D ABK – kontrolny
popiół fluidalnyz węgla
kamiennego
popiół fluidalnyz węgla
brunatnego
popiół krzemionkowy
Gęstość kg/m3 510±10 510±10 580±10Wytrzymałość na ściskanie
MPa 2,3±0,1 2,1±0,1 3,7±0,1
Współczynnik przewodzenia ciepła λ
W/m · K 0,010±0,01 0,011±0,01 0,142±0,01
Przy wykorzystaniu 100% popiołów fluidalnych, zarówno ze spalania węgla ka-miennego, jak i brunatnego w recepturze ABK, uzyskano beton komórkowy o niż-szej gęstości – 500 kg/m3 i wytrzymałości na ściskanie 2,1–2,3 MPa. Dla tej gęsto-ści, według załącznika krajowego do normy PN-EN 771-4:2012 [99], minimalna wytrzymałość na ściskanie powinna wynosić 2,5 MPa. Zastosowanie wyłącznie w betonie komórkowym popiołu fluidalnego obniża wytrzymałość ABK. Przyczyn tego należy szukać w składzie fazowym betonu komórkowego. Trzeba również zwrócić uwagę na korzystniejszy współczynnik przewodzenia ciepła λ w porów-naniu do wymagań zawartych w PN-EN 1745:2012 (oryg.) [116]. Dla gęstości 510 kg/m3 uzyskano λ 0,010 W/m · K i 0,011 W/m · K (według normy λ nie powin-na być większa niż 0,013 W/m · K przy P = 90%).
W związku z tym, że próbki ABK, w których popioły krzemionkowe zostały cał-kowicie zastąpione popiołem fluidalnym (zarówno z węgla kamiennego, jak i bru-natnego), charakteryzowały się niską wytrzymałością, postanowiono wzbogacić matrycę ABK w krzemionkę [41, 48]. W tym celu wykonano odlewy według tech-nologii PGS, stosując dodatek odpadów dennych ze złoża oraz piasku kosztem zmniejszenia ilości popiołów fluidalnych w recepturze. Składy mieszanek podano w tabeli 7.20.
T a b e l a 7.20
Receptury betonu komórkowego wykonanego z zastosowaniem mieszanek popiołów fluidalnych z elektrofiltru i odpadów dennych ze złoża oraz piasku w przeliczeniu na 1 m3 [2]
Oznaczenie receptury ABK
Popiół krzemionkowy
[kg]
Popiół fluidalny z elektrofiltru
[kg]
Odpad den-ny ze złoża
[kg]
Piasek [kg]
Wapno[kg]
Gips[kg]
Woda[kg]
07 0 156 312 0 110 20 443
08 0 312 156 0 110 20 531
09 137 95 0 221 112 7,5 450

88
W próbach nie zaobserwowano zakłóceń w wyrastaniu masy, czas dojrzewania był taki sam jak w tradycyjnej technologii wytwarzania betonu komórkowego.
Najkorzystniejsze wyniki dotyczące badań właściwości ABK z zastosowaniem mieszanek popiołów fluidalnych z elektrofiltru i odpadów dennych ze złoża oraz piasku przedstawiono w tabeli 7.21.
T a b e l a 7.21
Właściwości użytkowe ABK wykonanego z zastosowaniem mieszanek popiołów fluidalnych z elektrofiltru i odpadów dennych ze złoża oraz piasku [2], gęstość wg PN-EN 772-13:2001 [101],
wytrzymałość na ściskanie wg PN-EN 772-1:2001 [102]
Oznaczenie próbki ABK
Elektrownia C Elektrownia Dgęstość w stanie
suchym[kg/m3]
wytrzymałość na ściskanie
[MPa]
gęstość w stanie suchym[kg/m3]
wytrzymałość na ściskanie
[MPa]
07 565±10 3,7±0,1 625±10 4,1±0,1
08 545±10 3,1±0,1 595±10 3,6±0,1
09 – – 495±10 2,6±0,1
Przy zastosowaniu do wytwarzania ABK dodatku odpadu dennego ze złoża zamiast części popiołów fluidalnych wytrzymałość na ściskanie wzrasta w porów-naniu do betonów komórkowych, do produkcji których użyto samych popiołów fluidalnych z elektrofiltru. Wytrzymałość ta jest porównywalna z ABK uzyskanym przy zastosowaniu w tradycyjnej recepturze 40% popiołów fluidalnych z elektro-filtru. W związku z tym, w recepturach ABK można zastąpić popioły krzemionkowe popiołami fluidalnymi oraz odpadem dennym ze złoża (ewentualnie piaskiem). Wprowadzenie większej ilości SiO2 (zawartego w odpadzie dennym ze złoża oraz piasku) do układu powoduje powstanie większej ilości C-S-H i tobermorytu – fazy, które kształtują głównie wytrzymałość ABK.
7.3. Otrzymywanie betonu komórkowego w skali półtechnicznej z wykorzystaniem popiołów fluidalnych
i oznaczenia jego właściwościNa podstawie uzyskanych wyników badań właściwości betonu komórkowe-
go opracowano skład mieszanki betonowej, który przedstawiono w tabeli 7.22. W recepturze zastosowano 40% popiołu fluidalnego w stosunku do całości popio-łu, zmniejszono ilość wapna o 20% oraz gipsu o 20%. W oparciu o tak zaprojekto-wany skład betonu przygotowano mieszankę betonową i wykonano z niej odlewy w formach o wymiarach 144 x 72 x 62 cm. Odlewy dojrzewały w komorach przez 2 godziny w temperaturze ok. 50°C. Po wyrośnięciu i związaniu pokrojono je na żądane wymiary (24 x 24 x 59 cm), po czym poddano autoklawizacji przez 12 go-dzin przy ciśnieniu 1,1 MPa.

89
T a b e l a 7.22
Wytypowany skład receptury na 1 m3 betonu, z zastosowaniem którego przeprowadzono próby wytwarzania ABK w skali półtechnicznej [2]
Rodzaj zestawu surowcowegoPopiół
krzemionkowy[kg]
Popiół fluidalny
z elektrofiltru[kg]
Wapno[kg]
Gips[kg]
Woda[kg]
Mieszanka popiołu krzemionkowego i popiołu fluidalnego
283 189 104 24 384
Mieszanka wzorcowa (wyłącznie popiół krzemionkowy)
440 – 130 30 320
Oględziny wyrobów po procesie autoklawizacji wykazały ich prawidłowy wy-gląd zewnętrzny. Beton komórkowy poddano badaniom, oznaczając jego właści-wości użytkowe.
7.3.1. Właściwości użytkowe betonu
Badania właściwości użytkowych betonu komórkowego przeprowadzono we-dług następujących norm:
– gęstość – PN-EN 772-13: 2001 [101],– wytrzymałość na ściskanie – PN-EN 772-1:2001 [102],– skurcz – PN-EN 680:2008 [103],– mrozoodporność – PN-89/B-06258 pkt 5.10 [104],– współczynnik przewodzenia ciepła – PN ISO 8301:1998 [100],– absorpcja wody – PN-EN 772-11:2011 [109].Wyniki badań właściwości użytkowych betonów komórkowych podano w ta-
beli 7.23.T a b e l a 7.23
Właściwości użytkowe betonu komórkowego [2]
Właściwość Jednostka
Rodzaj zestawu surowcowegomieszanka popiołu krzemionkowego
i popiołu fluidalnego z węgla
kamiennego
mieszanka popiołu krzemionkowego
i popiołu fluidalnego z węgla
brunatnego
mieszanka wzorcowa (wyłącznie
popiół krzemionkowy)
Gęstość kg/m3 590±10 590±10 580±10
Wytrzymałość na ściskanie
MPa 3,9±0,1 3,8±0,1 3,7±0,1
Skurczliwość mm/m 0,25±0,1 0,25±0,1 0,28±0,01Mrozoodporność
0 0 0– zmiana masy %

90
Właściwość Jednostka
Rodzaj zestawu surowcowegomieszanka popiołu krzemionkowego
i popiołu fluidalnego z węgla
kamiennego
mieszanka popiołu krzemionkowego
i popiołu fluidalnego z węgla
brunatnego
mieszanka wzorcowa (wyłącznie
popiół krzemionkowy)
– zmiana wytrzymałości
% 6±1 6±1 6±1
Współczynnik przewodzenia ciepła
W/m · K 0,119±0,01 0,125±0,01 0,128±0,01
Absorp-cja wody
cw,s
po 10 minutach
g/(m2 · s0,5)
121 105 112
po 30 minutach
109 93 98
po 90 minutach
101 85 88
Przeprowadzone analizy potwierdziły dotychczasowe rezultaty badań o przy-datności popiołów fluidalnych w produkcji betonu komórkowego. Popioły te w tradycyjnej technologii PGS mogą częściowo zastąpić popioły krzemionkowe [2, 50, 80]. Z dotychczasowych badań po optymalizacji składu mieszanki dla be-tonu komórkowego klasy gęstości 600 wynika, że popiół krzemionkowy można zastąpić popiołem fluidalnym w ilości ok. 40%. Właściwości użytkowe tych be-tonów są porównywalne do betonu komórkowego wytwarzanego z wykorzysta-niem wyłącznie popiołów krzemionkowych [77–78]. W recepturach ABK z wy-korzystaniem popiołów fluidalnych istnieje możliwość zmniejszenia ilości wapna w mieszance do 20% oraz gipsu nawet do 100%, w zależności od składu popiołów fluidalnych.
7.3.2. Skład fazowy i mikrostruktura betonu komórkowego otrzymanego z zastosowaniem popiołów fluidalnych
Oceny składu fazowego betonów komórkowych dokonano na podstawie wy-ników z badań rentgenograficznych (XRD), analizy termicznej (DTA/TG). Badania te uzupełniły obserwacje mikroskopowe SEM oraz punktowa analiza składu che-micznego EDS. Aparaturę i warunki prowadzonych badań opisano w podrozdziale 6.2.3.
Na rycinie 7.13 przedstawiono dyfraktogramy ABK oznaczonych jako: 113, 114, 115 i 116 otrzymanych z zastosowaniem 20%, 40%, 60% i 80% zawartości popiołów ze spalania węgla brunatnego w kotle fluidalnym w elektrowni D.
cd. tab. 7.23

91
A
AK
K K
K
KK K
KK
116
115
114
113
Q
Q QC
C
C C CC C
CM M
MM
M M
T
T
T
K
A – anhydrytC – kalcytH – hematytK – katoitM – mullitQ – kwarcT – tobermoryt
H
HH
H
Position [°2Theta]
Counts
Ryc. 7.13. Dyfraktogramy próbek ABK otrzymanych z popiołu ze spalania węgla brunatnego – elektrownia D [2]: 113 – 20% popiołu fluidalnego,
114 – 40% popiołu fluidalnego, 115 – 60% popiołu fluidalnego, 116 – 80% popiołu fluidalnego
W badaniach XRD stwierdzono, że podstawowymi produktami hydratacji jest faza C-S-H, katoit Ca3Al2(SiO4)3-x(OH)4x (x = 1,5–3) [2, 61, 68, 76] oraz tobermo-ryt (5CaO·6SiO2·5H2O). W mniejszej ilości występuje nieprzereagowany sorbent CaCO3 oraz anhydryt CaSO4 II. Ponadto odnotowano niewielkie ilości hematytu, kwarcu i mullitu.
Zawartość uwodnionych krzemianów wapnia, rozpoznawalnych w badaniach XRD, pozostaje na zbliżonym poziomie, obserwuje się jednak większe zróżnicowa-nie w ich strukturach, co uzewnętrznia się jako poszerzenie i przesunięcie głów-nych pików tobermorytu/C-S-H. Zwiększanie zawartości popiołów fluidalnych sprzyja powstawaniu większej ilości wykrystalizowanych hydrogranatów. W prób-kach zaobserwowano także wzrastającą zawartość anhydrytu i węglanu wapnia zaznaczające się wraz ze wzrostem zawartości popiołów fluidalnych; jednocześnie spada zawartość wprowadzanego z popiołem lotnym krzemionkowym mullitu.
Na rycinie 7.14 przedstawiono dyfraktogramy próbek ABK wykonanego z za-stosowaniem popiołów krzemionkowych (zestaw 0) oraz próbek betonu według receptur ze zmienną ilością gipsu i wapna, a także 40% popiołu fluidalnego z elek-trofiltru ze spalania węgla brunatnego (elektrownia D).

92
04
03
01
0
Position [°2Theta]
A – anhydrytC – kalcytH – hematytK – katoitSc – scawtytQ – kwarcT – tobermoryt/C-S-H
Counts
Ryc. 7.14. Dyfraktogramy XRD próbek betonów komórkowych w technologii PGS otrzymanych z popiołów ze spalania węgla brunatnego – elektrownia D [2, 50]:
0 – receptura wzorcowa, 01 – 40% popiołu fluidalnego, 03 – 40% popiołu fluidalnego, zmniejszenie ilości gipsu, 04 – 40% popiołu fluidalnego, zmniejszenie ilości wapna
Zasadnicze różnice pomiędzy dyfraktogramem próbek betonu komórkowego z wykorzystaniem popiołu krzemionkowego a dyfraktogramami próbek betonów, w których zawarty jest popiół fluidalny, dotyczą zwiększonej zawartości hydro-granatów typu katoitu Ca3Al2(SiO4)3-x(OH)4x, o czym świadczą refleksy odpowiada-jące d = 8,5Ǻ. W próbkach tych odnotowano również występowanie niewielkiej ilości scawtytu. We wszystkich próbkach stwierdzono charakterystyczne refleksy tobermorytu i fazy C-S-H. W betonie komórkowym wykonanym z zastosowaniem popiołu fluidalnego występują również kalcyt oraz anhydryt. Składniki te pocho-dzą z popiołów fluidalnych, które tylko częściowo przereagowały w procesie au-toklawizacji.
Wyniki badań mikrostruktury betonów komórkowych z zastosowaniem po-piołów fluidalnych wykonane przy użyciu mikroskopu skaningowego przedsta-wiono na rycinach 7.15–7.22. Uwodnione krzemiany wapnia opisane zostały na rycinach jako fazy C-S-H.

93
Ryc. 7.15. Włóknista faza C-S-H (pow. 12 000 x) w otoczeniu hydrogranatów (ABK wykonany z zastosowaniem 40% popiołów fluidalnych z elektrofiltru ze spalania węgla brunatnego – elektrownia D oraz ze zmniejszoną ilością gipsu) [2, 50]
Ryc. 7.16. Ziarna hydrogranatów (pow. 10 000 x) o różnych wymiarach (ABK wykonany z zastosowaniem 40% popiołów fluidalnych z elektrofiltru ze spalania węgla brunatnego
– elektrownia D oraz ze zmniejszoną ilością wapna) [2, 50]
Ryc. 7.17. Ziarno popiołu krzemionkowego (pow. 5000 x) oraz żelowa i włóknista faza C-S-H (ABK wykonany z zastosowaniem 40% popiołów fluidalnych z elektrofiltru ze spalania węgla brunatnego – elektrownia D oraz ze zmniejszoną ilością wapna) [2, 50]
1

94
Ryc. 7.18. Widoczne kryształy hydrogranatów (pow. 10 000 x) oraz anhydryt (ABK wykonany z zastosowaniem 40% popiołów fluidalnych z elektrofiltru ze spalania
węgla brunatnego – elektrownia D oraz ze zmniejszoną ilością wapna) [2, 50]
Ryc. 7.19. Włóknista faza C-S-H (pow. 4000 x) oraz hydrogranaty (ABK wykonany z zastosowaniem 40% po-piołów fluidalnych z elektrofiltru ze spalania węgla brunatnego – elektrownia D oraz ze zmniejszoną ilością wapna) [2, 50]
Ryc. 7.20. Faza C-S-H plaster pszczeli (pow. 10 000 x) i hydrogranaty (ABK wykonany z zastosowaniem 40% popiołów fluidalnych z elektrofiltru ze spalania węgla kamiennego – elektrownia C) [2]

95
Ryc. 7.21. Faza włóknista C-S-H (pow. 10 000 x) wraz z płytkami tobermorytu (ABK wykonany z zastosowaniem 40% popiołów fluidalnych z elektrofiltru ze spalania węgla kamiennego – elektrownia C) [2]
Ryc. 7.22. Widoczne skupienia dużych kryształów anhydrytu (pow. 2000 x) i drobnokrystaliczne hydrogranaty (ABK wykonany z zastosowaniem 100% popiołów
fluidalnych z elektrofiltru ze spalania węgla kamiennego – elektrownia C) [2]
Badania mikroskopowe potwierdziły wyniki badań rentgenograficznych. Na wykonanych zdjęciach SEM dominującą objętościowo fazą są uwodnione krzemia-ny wapnia C-S-H, występujące zazwyczaj w formie plastra pszczelego (ryc. 7.19, 7.20 i 7.21), bądź przyjmujące pokrój włóknisty (typu tobermorytu – ryc. 7.15 i 7.21). Badania wykazały, że nowymi składnikami w ABK otrzymanymi z wykorzy-staniem popiołu fluidalnego są hydrogranaty z grupy hibschitu-katoitu oraz nie-wielkie ilości scawtytu (badania XRD). Tworzą one formy o wymiarach od 1 do 5 µm (ryc. 7.15, 7.16 i 7.20). Faza C-S-H łączy lub wręcz pokrywa zaobserwowane hydrogranaty. W niektórych obszarach daje się zaobserwować strefy, w których występuje anhydryt wraz z hydrogranatami (ryc. 7.18 i 7.22) [2, 70, 79].

96
8. Wytyczne technologiczne wytwarzania autoklawizowanego betonu komórkowego
z zastosowaniem popiołów lotnych nowej generacji
8.1. Wytyczne technologiczne wytwarzania ABK z zastosowaniem popiołów lotnych powstałych ze
współspalania węgla kamiennego i biomasyPrzed zastosowaniem popiołów ze współspalania węgla i biomasy do wytwa-
rzania ABK należy dokonać rozeznania, których celem powinno być określenie ro-dzaju współspalanej biomasy oraz przeprowadzić podstawowe badania popiołów lotnych, oznaczając w nich zawartość: SiO2, CaO, Al2O3, Fe2O3, P2O5, Na2O, K2O, SO3, straty prażenia, wodożądność, gęstość i skład ziarnowy. Po analizie właści-wości popiołów trzeba ustalić ramową recepturę wytwarzania ABK. Wytwarzanie ABK należy prowadzić według znanych, tradycyjnych technologii przy zawartości biomasy do 12%. Nie wyklucza się dopracowania receptur umożliwiających uzy-skanie ABK o korzystniejszej wytrzymałości przy ilości współspalanej biomasy do 20%.
8.2. Wytyczne technologiczne wytwarzania ABK z zastosowaniem popiołów ze spalania węgla kamiennego
i brunatnego w kotłach fluidalnychPrzed podjęciem decyzji o zastosowaniu popiołów fluidalnych z określonej
elektrowni (kotła fluidalnego) do wytwarzania ABK należy przeprowadzić badania jednorodności popiołów w czasie. Zaleca się:
• przeprowadzenie badań w okresie trzech miesięcy po 1 próbce w tygodniu popiołu fluidalnego z elektrofiltru. Badane właściwości popiołów to oznaczenia zawartości: SiO2, całkowitego CaOc i wolnego CaOw, SO3. Określić należy rów-nież wielkość strat prażenia oraz wodożądność popiołów i ich przepad przez sito # 0,063 mm [wg 17];
• przeprowadzenie badań po 1 próbce w odstępach miesięcznych odpadu dennego ze złoża. Dla tych popiołów należy określić skład chemiczny jak dla po-piołów fluidalnych z elektrofiltru.
Należy zabezpieczyć oddzielnie zbiorniki na popiół fluidalny z elektrofiltru i odpad denny ze złoża. Zbiorniki powinny być wyposażone we wskaźniki napeł-niania i instalację aeracyjną. Transport popiołów fluidalnych z elektrofiltru ko-rzystniej byłoby prowadzić pneumatycznie (jeśli elektrownia znajduje się w od-ległości zakładu betonu komórkowego do 1500 metrów). Odpadu dennego ze

97
złoża nie będzie można dostarczyć transportem pneumatycznym ze względu na jego granulację. Można to wykonać w zasadzie dowolnymi środkami transportu, zabezpieczając go przed zawilgoceniem.
Podczas przekazywania popiołów do zbiornika trzeba pobierać próbki popio-łów do badań kontrolnych i w miarę możliwości określać w nich: zawartość cał-kowitego CaOc, wolnego CaOw, SO3. Celem tych badań jest poznanie właściwości popiołów, które będą znajdować się w zbiorniku, a następnie będą kierowane do ciągu technologicznego. Od znajomości zawartości wymienionych składników w popiele zależeć będzie skład receptury betonu komórkowego. I tak:
• od zawartości całkowitego CaOc i wolnego CaOw zależy zmniejszanie ilości wapna (od 10 do 20%) w stosunku do ilości stosowanych w typowych receptu-rach betonu komórkowego;
• od zawartości SO3 zależy zmniejszanie ilości gipsu w recepturze, aż do cał-kowitego jego wyeliminowania (jeśli zawartość SO3 w popiele fluidalnym będzie powyżej 5%) – wymaga to jednak sprawdzenia w początkowej fazie produkcji be-tonu;
• od wodożądności popiołów zależy ilość wody wprowadzanej do zarobu. Z uwagi na zwiększoną wodożądność popiołów fluidalnych zwykle stosunek woda/ /składniki suche (w/s) w recepturach będzie większy od 0,50 i będzie się kształto-wał w granicach 0,58–0,65. Należy wprowadzić taką ilość wody, aby rozlewność masy zarobowej mierzona aparatem Gardnera wynosiła od 95 do 120 mm.
Pozostałe surowce, oprócz popiołów lotnych, powinny być dostarczane i ba-dane tak jak się to odbywało dotychczas w wytwórniach betonu komórkowego.
Mieszankę spoiwową należy przygotować następująco – poprzez układ dozu-jący podać do gardzieli młyna całość popiołów fluidalnych (stanowić one mogą do 40% całkowitej ilości popiołów w recepturze) oraz część popiołów krzemion-kowych (w zależności od ich naturalnego rozdrobnienia może to być od 20 do 30%), im grubsze popioły, tym więcej kieruje się ich do przemiału – wymagania dla popiołów krzemionkowych określają zawartość ziaren przechodzących przez sito # 0,063 mm w granicach 65–85%. Pozostała część popiołów krzemionkowych kierowana będzie bez przemiału – w postaci naturalnej. Zaleca się ustalić skład mieszanki, dozując na początek ok. 20% popiołów fluidalnych (w stosunku do cał-kowitej ilości popiołów w recepturze), 10% mniej wapna w stosunku do receptur tradycyjnych i obniżonej co najmniej o 50% ilości gipsu, a następnie po zbadaniu wyrobów gotowych (gęstość, wytrzymałość na ściskanie) zwiększać stopniowo ilość popiołów fluidalnych, a zmniejszać ilość wapna i gipsu do takiej granicy, aby nie następowało obniżenie wytrzymałości wyrobów gotowych. Według dotych-czasowych badań przeprowadzonych w ramach projektu [2] ilość popiołów flu-idalnych nie powinna być większa niż 40% całkowitej zawartości popiołów w re-cepturze, zmniejszenie ilości wapna było możliwe do 20%, a gipsu do ok. 70%, aż do całkowitej jego eliminacji (zależy to od składu popiołów).

98
Skład ziarnowy mieszanki wychodzącej z młyna po przemieleniu, określonej jako przepad przez sito # 0,063 mm, powinien wynosić 85–95%. Rozdrobnienie mieszanki należy kontrolować na bieżąco podczas pracy młyna (częstotliwość ba-dań zależy od osiąganych wyników) i w miarę potrzeb korygować naważki. W po-bieranych próbach trzeba również kontrolować zawartość CaOw oraz gipsu.
Mieszankę spoiwową (zwaną często spoiwem) trzeba podawać do homogeni-zatorów (gdzie poddawana aeracji jest dodatkowo ujednorodniana), a następnie poprzez zbiornik przejściowy do dozownika wagowego. Nie należy stosować do odlewów mieszanki „świeżej” tuż po wykonaniu, powinna być wysezonowana przez co najmniej 2 do 4 godzin.
Po przygotowaniu mieszanki spoiwowej (z uwzględnieniem omówionych ko-rekt ilości popiołów fluidalnych, wapna i gipsu) dalszy proces wytwarzania betonu komórkowego przebiega według dotychczasowych zasad. Odlewy po wyrośnię-ciu, związaniu i pokrojeniu na elementy o pożądanych wymiarach, zanim zostaną poddane w autoklawie obróbce parą wodną nasyconą i ciśnieniu 1,1–1,3 MPa, powinny być wysezonowane przez minimum 2 godziny w warunkach zapewniają-cych minimum 20°C na hali produkcyjnej lub w komorach.
Podejmując decyzję o wprowadzeniu do wytwarzania autoklawizowanego be-tonu komórkowego popiołów fluidalnych, należy pamiętać, że warunkiem efek-tywnego stosowania popiołów fluidalnych jest ciągły monitoring ich jakości i kon-takty z elektrownią. Jest to surowiec nowy, a zdobywanie doświadczeń w jego stosowaniu zależy od podejścia kadry do tego zagadnienia.
9. Szacunkowa analiza ekonomiczna stosowania popiołów fluidalnych do produkcji
autoklawizowanego betonu komórkowegoSzacunkową analizę przeprowadzono dla betonu komórkowego wytworzone-
go w oparciu o technologię Unipol. Do analizy przyjęto:• zużycie i koszt surowców na 1 m3 betonu komórkowego o gęstości 600 kg/m3
(w stanie suchym) dla receptur z zastosowaniem wyłącznie popiołów krzemion-kowych oraz mieszanin popiołów krzemionkowych i popiołów fluidalnych;
• wprowadzenie do receptury 30% popiołów fluidalnych w stosunku do ogól-nej ilości popiołów krzemionkowych w recepturze;
• zmniejszenie ilości wapna o 15%;• zmniejszenie ilości gipsu o 70%.Przeprowadzona analiza wykazała następujące efekty:

99
• Zmniejszenie kosztów surowców o ok. 13% na 1 m3 betonu komórkowego z ty-tułu zastosowania 30% popiołów fluidalnych (w stosunku do ogólnej ilości popio-łów w recepturze) i związanego z tym obniżenia ilości wapna o 15% i gipsu o 70%.
• Przy przyjęciu wydajności wytwórni betonu komórkowego: 180 000 m3/rok (docelowo 300 000 m3) oszczędności w skali roku w zużyciu wapna wynoszą ok. 2000 t (docelowo 3300 t) i gipsu ok. 2700 t (docelowo 4500 t).
• W przypadku zmielania popiołów lotnych fluidalnych uzyskać można dodat-kowo ok. 20% oszczędności w zużyciu energii (720 MW w skali roku). Popioły fluidalne mielą się szybciej do odpowiedniego rozdrobnienia (mniejsza twardość) aniżeli popioły krzemionkowe.
• Oprócz oszczędności uzyskanych w wytwórniach betonu komórkowego w zużyciu surowców i energii z tytułu zastosowania popiołów fluidalnych, na-leży uwzględnić obniżenie kosztów wynikających ze zmniejszenia powierzchni składowisk. Przy przyjęciu, że zakład betonu komórkowego będzie zużywał ok. 140 kg popiołów fluidalnych na 1 m3 wyrobów, a wydajność zakładu wyniesie 180 000 m3/rok, to zmniejszenie ilości popiołów fluidalnych oddawanych na skła-dowisko przez elektrownię wyniesie ok. 25 000 t (docelowo 42 000 t). W dodatku tereny, które przeznaczone były na składowiska, mogą być użytkowane na inne cele gospodarcze.
Analizując oszczędności z tytułu utylizacji popiołów fluidalnych w procesie wy-twarzania betonu komórkowego, należy podkreślić, że spalając węgiel w kotłach fluidalnych obniża się w znaczący sposób zanieczyszczenia atmosfery w SO2 i NOx w stosunku do spalania węgla w tradycyjnych kotłach pyłowych (z niskoemisyjną instalacją paleniskową). I tak, przy spalaniu węgla w kotłach fluidalnych zanie-czyszczenia SO2 do atmosfery obniżone są pięciokrotnie i więcej, a NOx o 20–30%. Społeczeństwo z tego tytułu odniesie korzyści w wyniku poprawy jakości powie-trza. Zmniejsza się również emisja gazów cieplarnianych. Wyliczone w wybranej wytwórni efekty wymierne oraz niewymierne z tytułu wdrożenia popiołów flu-idalnych do wytwarzania ABK przyczynią się do spełnienia wymagań zrównowa-żonego rozwoju.
10. Kierunki zastosowania popiołów lotnych nowej generacji
Prowadzone przez różne Ośrodki (m.in. przez Politechnikę Krakowską, Akade-mię Górniczo-Hutniczą, ICiMB Centrum Badań Betonów CEBET) prace badawcze nad kompleksowym poznaniem właściwości popiołów lotnych nowej generacji, ze współspalania węgla i biomasy oraz ze spalania węgla w kotłach fluidalnych,

100
wskazują, że popioły te mogą być bardzo wartościowym surowcem w wielu tech-nologiach materiałów budowlanych [81].
W zależności od skali jednorodności właściwości popiołów (składu chemiczne-go i fazowego) z danej elektrowni wymagać one mogą odpowiednio wcześniej-szego przygotowania – ujednorodnienia.
Popioły lotne ze współspalania węgla i biomasy w ilości do 12% mogą być stosowane do wytwarzania autoklawizowanego betonu komórkowego w takim zakresie jak popioły krzemionkowe ze spalania samego węgla z uwagi na brak znaczących różnic między tymi popiołami. Zastosowanie popiołów otrzymanych ze współspalania węgla i biomasy w ilości przewidzianej w normie PN-EN 450- -1:2012 (oryg.) [118] (tzn. biomasy w ilości do 50%) do wytwarzania zarówno ABK, jak i innych materiałów budowlanych wymaga kompleksowych badań.
Popioły ze spalania węgla w kotłach fluidalnych poza wykorzystaniem ich jako jednego z podstawowych surowców do ABK [48, 81] mogą być stosowane również do wytwarzania między innymi:
– cementów specjalnych (np. ekspansywnych) [81–82, 84–85],– spoiw drogowych,– zaczynów iniekcyjnych [86–87],– wysoko wytrzymałych kompozytów cementowych [81],– spoiw do stabilizacji i ulepszania gruntów [86–87],– cegły wapienno-piaskowej [81].Wyniki badań wskazują, że w każdej z wymienionych technologii materiałów
budowlanych dzięki wprowadzeniu popiołów z kotłów fluidalnych można zmniej-szyć zużycie wysoko energochłonnych materiałów wiążących, takich jak wapno i cement. Trwają intensywne prace mające na celu ocenę możliwości wykorzysta-nia fluidalnych popiołów lotnych w produkcji betonów oraz cementów powszech-nego użytku (składnik pucolanowy i nośnik SO3) [36, 83].
Ponieważ zarówno popioły fluidalne, jak i odpady denne ze złoża nie spełniają wymogów norm jako składniki cementów powszechnego użytku i betonów (PN- -EN 197 [110–111], PN-EN 450-1 [95], oraz PN-EN 206-1 [112]), ich użycie do pro-dukcji spoiw i betonów wymaga odpowiednich aprobat technicznych (aktualnie wydawanych przez ITB).
Na rynku polskim jest szereg produktów, w których dominują popioły fluidal-ne lub są jedynym, odpowiednio przetworzonym składnikiem. Produkty te mogą być stosowane do wytwarzania twardniejących zawiesin wykorzystywanych w budownictwie inżynieryjnym, w tym także w hydrotechnice do przesłon filtra-cyjnych w wykopach wąskoprzestrzennych. Ich zastosowanie w znacznej mierze eliminuje cement i ogranicza zużycie betonitu. Produkty te nadają się również do utwardzania wałów przeciwpowodziowych.
Podkreślić należy, że wyniki badań świadczą o tym, iż popioły fluidalne korzyst-nie oddziałują na obniżenie współczynnika dyfuzji jonów chlorkowych w stward-

101
niałych spoiwach, co w sposób znaczący wpływa na ochronę przed korozją stali w betonie.
Badania wykazały korzystny wpływ zamiany części cementu na popiół w be-tonach narażonych na intensywne działania czynników korozyjnych. Dodatek po-piołu lotnego powyżej 20% pozwala na otrzymanie cementów HSR.
Badania betonów (wytrzymałość, nasiąkliwość, wodoszczelność) wykazały, że betony z dodatkiem popiołów fluidalnych nie odbiegają właściwościami od beto-nów wykonanych na czystym spoiwie cementowym.
Wprowadzenie popiołów fluidalnych do zaczynów iniekcyjnych korzystnie zmniejsza gęstość zaczynu i umożliwia kształtowanie w szerokim zakresie jego konsystencji i gęstości. Wzrasta również stabilność zaczynów wiertniczych. Stwierdzono także, że dodatek fluidalnych popiołów powoduje wzrost wytrzyma-łości zaczynów cementowych.
Zastosowanie odpadów dennych z kotłów fluidalnych do wyrobów wapien-no-piaskowych do 20% pozwala na zmniejszenie ilości piasku i wapna w składzie mieszanki, bez pogorszenia wytrzymałości.
Zwiększająca się ilość ubocznych produktów spalania węgla w kotłach fluidal-nych (popiołów fluidalnych i odpadów dennych ze złoża) zaczyna być problemem – obecny ich wypad to już ok. 2 mln t w skali roku. W związku z tym konieczne staje się poszukiwanie nowych zastosowań dla tych produktów jako materiałów pucolanowo-hydraulicznych.
Literatura[1] Projekt badawczy N 506 06 631/3156: Popioły lotne powstające przy współspalaniu biomas
z węglem w kotłach pyłowych – badania rozpoznawcze pod kątem ich utylizacji w przemyśle mate-riałów budowlanych. Sprawozdanie COBRPB CEBET, Warszawa 2005.
[2] Projekt badawczy rozwojowy nr R04 011 03: Badania przydatności popiołów lotnych ze spa-lania węgli w kotłach fluidalnych do produkcji autoklawizowanego betonu komórkowego (ABK). Sprawozdanie ICiMB, Oddział Betonów CEBET, Warszawa 2010.
[3] G o l e c T., L e w t a k R., Ś w i ą t k o w s k i B., G l o t B., Współspalanie bezpośrednie – ograniczenia w udziale BiOB, [w:] Nowoczesne technologie pozyskiwania i energetycznego wyko-rzystania biomasy: monografia, red. P. Bocian, T. Golec, J. Rakowski, Instytut Energetyki, Warszawa 2010, s. 175.
[4] R a k o w s k i J., Tendencje rozwojowe w zakresie energetycznego wykorzystania biomasy, [w:] Nowoczesne technologie pozyskiwania i energetycznego wykorzystania biomasy: monografia, red. P. Bocian, T. Golec, J. Rakowski, Instytut Energetyki, Warszawa 2010, s. 5.
[5] M a j t k o w s k i W., Rośliny energetyczne na paliwo stałe, „Wieś Jutra” 2007, nr 8/9, s. 16.[6] G o l e c T., S z y m c z a k J., Z a r ę b a R., Doświadczenia eksploatacyjne zebrane przez
Instytut Energetyki podczas współspalania biomasy w kotłach energetycznych, [w:] Współspalanie biomasy i paliw alternatywnych w energetyce, red. M. Ściążko, J. Zuwała, M. Pronobis, Wydawnic-two IChPW Politechniki Śląskiej, Zabrze–Gliwice 2007.
[7] G ó r a l G., P ł a w s k i A., R e m i s z e w s k i K., S z y m c z a k J., Optymalizacja współ-spalania biomasy z węglem w kotłach OP-650, [w:] Konferencja Naukowo-Techniczna pn.: Kontrola,

102
sterowanie i automatyzacja procesu spalania w kotłach energetycznych, Zakopane, 23–25 maja 2005 r.: materiały konferencyjne, Instytut Energetyki, Warszawa–Bielsko-Biała 2005, s. 25.
[8] H y c n a r J., Czynniki wpływające na właściwości fizykochemiczne i użytkowe stałych pro-duktów spalania paliw w paleniskach fluidalnych, Wydawnictwo Górnicze, Katowice 2006.
[9] B i s Z., K o b y ł e c k i R., Kierunki rozwoju kotłów fluidalnych (stan obecny i perspekty-wy). Strategie rozwojowe w zakresie maszyn i urządzeń energetycznych, [w:] Strategie rozwojowe w zakresie maszyn i urządzeń energetycznych: konferencja, Gliwice, 28–29.09.2009, zbiór refera-tów, red. T. Chmielniak, M. Strozik, Komitet Problemów Energetyki PAN, Instytut Maszyn i Urządzeń Energetycznych Politechniki Śląskiej, Gliwice 2009, s. 15.
[10] Technologie przyjazne środowisku. Materiały techniczne RAFAKO, B.m.w. 2012.[11] J a r r i g e A., Use of ash and cement and concrete manufacture, [w:] IInd Conference on
the use of fly, United Nations Economical Committee (European Section of Experts), Prague 2009.[12] A i m i n K., S a r k a r S.L., Hydration and Properties of Fly Ash Concrete, Mineral Admix-
tures in Cement and Concrete, ABI Books Pvt. Ltd., New Delhi 1995, s. 175.[13] H u b b a r d F.H., D h i r R.K., E l l i s M.S., Pulverized-fuel Ash for Concrete: Compositional
Characterisation of United Kingdom PFA, „Cement and Concrete Research” 1985, Vol. 15, s. 185.[14] K o ł a k o w s k i J., T y s z k o K., Właściwości popiołów lotnych z węgla kamiennego i bru-
natnego, [w:] Popioły lotne, praca zbiorowa, red. nauk. A. Rusiecki, OITEB, Warszawa 1965, s. 39.[15] G i e r g i c z n y Z., Rola popiołów lotnych wapniowych i krzemionkowych w kształtowaniu
właściwości współczesnych spoiw budowlanych i tworzyw ceramicznych, Politechnika Krakowska, Kraków 2006.
[16] Z a p o t o c z n a - S y t e k G., AAC of fly ash in the strategy of sustainable development, [w:] Autoclaved Aerated Concrete Innovation and Development, 4th International Conference of Auto-claved Aerated Concrete, 8–9 September 2005, eds. M.C. Limbachiya, J.J. Roberts, Taylor & Francis Group, London 2005, s. 257.
[17] Instrukcja badań i oceny popiołów lotnych z węgla kamiennego stosowanych do produkcji betonu komórkowego, COBRPB CEBET, Warszawa 1987.
[18] P a c e l t H., R i p p e l L., Iły zawęglone i zapiaszczone z KWB Turów w przemyśle materia-łów ogniotrwałych, „Górnictwo Odkrywkowe” 1980, nr 1/2, s. 5.
[19] N o w a k W., Fluidalne spalanie paliw w energetyce, Wydawnictwo Politechniki Często-chowskiej, Częstochowa 2004, s. 269.
[20] K a b a ł a J., B r z o z o w s k i B., R o s z c z y n i a l s k i W., M a ł o l e p s z y J., Własności i zastosowanie ubocznych produktów spalania węgla w kotłach fluidalnych, [w:] Popioły z energety-ki, Kraków, 6–8 listopada 2006. Monografia, red. A. Myszkowska, T. Szczygielski, Ekotech Sp. z o.o., Szczecin 2006, s. 121.
[21] M a ł o l e p s z y J., P i c h ó r W., Po co komu porowate materiały konstrukcyjne? Materiały z seminarium H+H Polska, 2007 (materiały niepublikowane).
[22] W a t t J.D., T h o m e D.J., Composition and pozzolanic properties of pulverised fuel ashes. I. Composition of fly ashes from some British power stations and properties of their component particles, „Journal of Applied Chemistry” 1965, Vol. 16, s. 585.
[23] V e n u a t M., Ciments aux cendres volantes. Influence de la propotion de cendre sur les proprieties de ciments, Cendre d’Etudes et de recherché de l’industrie des Liants, Hydrauliques, Paris 1962.
[24] K a j i i M., U s u i K., „Cement Concrete Research” 1961, Vol. 170, s. 11.[25] D i a m o n d S., The Characterization of fly Ashes Proceedings Symposium on Effects of Fly
Ash In-corporation in Cement and Concrete Materials Research Society, Pittsburgh 1981, s. 12–13.[26] H u l e t t L.D., W e i n b e r g e r A.J., Some etching studies of the microstructure and com-
position of large aluminosilicate particles in fly ash from coalburning power plants, „Enviromental Science and Technology” 1980, Vol. 14, s. 965.

103
[27] T k a c z e w s k a E., Wpływ właściwości fizykochemicznych krzemionkowych popiołów lotnych na proces hydratacji cementu, AGH, Kraków 2007, maszynopis pracy doktorskiej.
[28] W a t t J.D., T h o m e D.J., The composition and pozzolanic properties of pulverised fuel ashes, „Journal of Applied Chemistry” 1996, Vol. 16, s. 33.
[29] D u d a s M.J., W a r r e n X.J., Submicroscopic Structure and Characteristics of Interme-diate Calcium fly Ashes, Materials Research Society Symposium Proceedings, 1987, Vol. 86, s. 309.
[30] Z a p o t o c z n a - S y t e k G., Przydatność popiołów lotnych z nowoczesnych palenisk przemysłowych do produkcji betonu komórkowego, Politechnika Warszawska, Warszawa 1973, ma-szynopis pracy doktorskiej.
[31] P a p r o c k i A., Betony komórkowe, Arkady, Warszawa 1966.[32] J a t y m o w i c z H., S i e j k o J., Z a p o t o c z n a - S y t e k G., Technologia autoklawizo-
wanego betonu komórkowego, Arkady, Warszawa 1980.[32a] Z a p o t o c z n a - S y t e k G., B a l k o v i c S., Autoklawizowany beton komórkowy. Tech-
nologia. Właściwości. Zastosowanie, Wydawnictwo Naukowe PWN, Stowarzyszenie Producentów Betonu, Warszawa 2013 (w druku).
[33] Ł a s k a w i e c K., Z a p o t o c z n a - S y t e k G., G ó r s k a B., Zastosowanie popiołów lotnych ze współspalania węgla kamiennego i biomasy do wytwarzania betonu komórkowego, [w:] VI Konferencja Polskiego Towarzystwa Ceramicznego, Zakopane, 13–16 września 2007, red. Z. Pę-dzich, Polskie Towarzystwo Ceramiczne, Kraków 2007, s. 1081.
[34] H y c n a r J.J., Paleniska fluidalne przykładem racjonalnego zastosowania odpadów II, [w:] Popioły z energetyki: monografia, Kraków 6–8 listopada 2006 r., red. A. Myszkowska, T. Szczygielski, Ekotech, Szczecin [2006].
[35] Z a p o t o c z n a - S y t e k G., J a r s z e w s k i P., B a b i ń s k i B., Wpływ techniki od-siarczania spalin na właściwości odpadów paleniskowych, „Prace Centralnego Ośrodka Badawczo- -Rozwojowego Przemysłu Betonów CEBET” 1996, nr 28, s. 9.
[36] G a w l i c k i M., R o s z c z y n i a l s k i W., Uboczne produkty spalania z kotłów fluidalnych jako składnik cementów portlandzkich, „Cement, Wapno, Beton” 2003, nr 5, s. 255.
[37] Rozporządzenie Ministra Gospodarki, Pracy i Polityki Społecznej z dnia 30 maja 2003 r. w sprawie szczegółowego zakresu obowiązku zakupu energii elektrycznej i ciepła z odnawialnych źródeł energii oraz energii elektrycznej wytwarzanej w skojarzeniu z wytwarzaniem ciepła, Dz.U. z 2003 r. nr 104, poz. 971.
[38] G i e r g i c z n y Z., G a w l i c k i M., Popiół lotny do betonu – nowelizacja normy EN 450, „Budownictwo, Technologie, Architektura” 2005, nr 31, s. 34.
[39] Ł a s k a w i e c K., G ó r s k a B., L u b i ń s k a K., Exploatation fly ash from combined burning of biomasses and coal in producing AAC, [w:] Tagungsbericht: Ibausil, 16. Internationale Baustofftagung, 20–23 September 2006, Hrsg. H.-B. Fischer, J. Stark, F.-A.-Finger-Institut, Weimar 2006, s. 1389.
[40] K a s p r z y k K., G o l e c T., Kompleksowe badanie współspalania biomasy w kotłach OP-380, [w:] Współspalanie biomasy i paliw wtórnych w kotłach energetycznych, Zakopane 13–14 maj 2004, Izba Gospodarcza Energetyki i Ochrony Środowiska, Instytut Energetyki, Warszawa 2004, s. 89.
[41] Ł a s k a w i e c K., G ę b a r o w s k i P., Z a p o t o c z n a - S y t e k G., M a ł o l e p s z y J., Fly ashes of new generation as a raw material to the production of autoclaved aerated concrete (AAC), [w:] Securing a sustainable future to be held at Bydgoszcz to celebrate 60 years of experience in Poland, 5th International Conference on Autoclaved Aerated Concrete, Bydgoszcz, 14–17 September 2011, ed. J. Prusiński, University of Technology and Life Sciences Press, Bydgoszcz 2011, s. 119.
[42] G o l e c T., S z y m c z a k J., Z a r ę b a R., Doświadczenia eksploatacyjne zebrane przez Instytut Energetyki podczas współspalania biomasy w kotłach energetycznych, [w:] Współspalanie

104
biomasy i paliw wtórnych w kotłach energetycznych, Zakopane, 13–14 maj 2004, Izba Gospodarcza Energetyki i Ochrony Środowiska, Instytut Energetyki, Warszawa 2005, s. 240.
[43] M a ł o l e p s z y J., T k a c z e w s k a E., Wpływ popiołów ze współspalania węgla ka-miennego i biomasy na proces hydratacji i właściwości cementu, [w:] Dni Betonu. Tradycja i Nowo-czesność, IV Konferencja Dni Betonu, Wisła, 9–11 październik 2006, red. P. Kijowski, J. Deja, Polski Cement, Kraków 2006, s. 591.
[44] Z a p o t o c z n a - S y t e k G., Ł a s k a w i e c K., M a ł o l e p s z y J., Fly ashes of new gen-eration for the production of autoclaved aerated concrete, [w:] Non-traditional cement & concrete III: proceedings of the international symposium, 10–12 June 2008, eds. V. Bilek, Z. Kersner, Brno University of Technology and ZPSU, Uhersky Ostroh 2008, s. 803.
[45] L y s e k N., Sorbenty do odsiarczania gazów: produkcja i zastosowanie, Opolwap, Tarnów Opolski 1997.
[46] N o w a k W., Fluidalne spalanie paliw w energetyce, Wydawnictwo Politechniki Często-chowskiej, Częstochowa 2004, s. 269.
[47] M a ł o l e p s z y J., Właściwości fizykochemiczne popiołów fluidalnych. Seminarium szko-leniowe, Zakopane 2010, materiały niepublikowane.
[48] Ł a s k a w i e c K., G ę b a r o w s k i P., Z a p o t o c z n a - S y t e k G., M a ł o l e p s z y J., Możliwości zastosowania popiołów lotnych ze spalania węgli w kotłach fluidalnych do wytwa-rzania autoklawizowanego betonu komórkowego (ABK), [w:] Dni Betonu. Tradycja i Nowoczesność, VI Konferencja Dni Betonu, Wisła, 11–13 październik 2010, red. P. Kijowski, J. Deja, Polski Cement, Kraków 2010, s. 233.
[49] B r y l s k a E., G a w l i c k i M., Właściwości popiołów lotnych powstających w nowych systemach spalania węgla, „Ceramika Budowlana” 2005, nr 1, s. 10.
[50] Ł a s k a w i e c K., Wpływ fluidalnych popiołów z węgla brunatnego na skład fazowy i wła-ściwości betonu komórkowego, AGH, Kraków 2010, maszynopis pracy doktorskiej.
[51] Ł a g o s z A., M a ł o l e p s z y J., Ś l i w i ń s k i J., T r a c z T., Wykorzystanie popio-łów fluidalnych jako dodatku mineralnego do betonów, [w:] Dni Betonu. Tradycja i Nowoczesność, V Konferencja Dni Betonu, Wisła, 13–15 październik 2008, red. P. Kijowski, J. Deja, Polski Cement, Kraków 2008, s. 533.
[52] Badania popiołów ze spalania węgla kamiennego w kotle fluidalnym WF-12 oraz określenie możliwości ich utylizacji. Opracowanie zespołowe COBRPB CEBET, Warszawa 1995 (temat Z051 – maszynopis).
[53] Badania przydatności popiołów lotnych ze spalania węgla brunatnego w kotłach fluidal-nych w Elektrowni Turów do produkcji autoklawizowanego betonu komórkowego. Opracowanie zespołowe COBRPB CEBET, Warszawa 2001 (umowa Z027 – maszynopis).
[54] R a j c z y k K., Popioły lotne z kotłów fluidalnych i możliwości ich uszlachetniania, Wydaw-nictwo Instytut Śląski Sp. z o.o., Opole 2012.
[55] Z a p o t o c z n a - S y t e k G., M a ł o l e p s z y J., Zrównoważony rozwój a proces wytwa-rzania i stosowania betonu komórkoweg, [w:] Dni Betonu. Tradycja i Nowoczesność, V Konferencja Dni Betonu, Wisła, 13–15 październik 2008, red. P. Kijowski, J. Deja, Polski Cement, Kraków 2008, s. 867.
[56] Z a p o t o c z n a - S y t e k G., Ł a s k a w i e c K., G ę b a r o w s k i P., S z y m c z a k J., M a ł o l e p s z y J., Możliwości utylizacji odpadów stałych powstających ze spalania paliw w kotłach energetycznych, [w:] Konferencja Rafako – Usuwanie szkodliwych substancji stałych i gazowych ze spalin kotłowych, Słok k. Bełchatowa 2010, s. 203.
[57] B a l k o w i c S., P e t e j a M., D r a b i k M., Výroba pórobetónu z fluidného popolčeka. Konferencja Maltoviny, 2007, s. 4.
[58] C z a r n e c k i L., W i ę c ł a w s k i R., Możliwości zastosowania popiołów lotnych w bu-downictwie, „Materiały Budowlane” 2005, nr 9, s. 83.

105
[59] H u m s D., Ecological aspekt for the production and use for autoclaved aerated concrete, [w:] 3RD Rilem International Symposium on Autoclaved Aerated Concrete, Zürich, 14–16. Oktober 1992, ed. F. Wittmann, A. Balkema, Rotterdam 1992, s. 271.
[60] G ó r s k a B., Ł a ś M., R o m a n o w s k i J., Z a p o t o c z n a - S y t e k G., Trwałość betonu komórkowego w świetle najnowszych badań, „Prace Centralnego Ośrodka Badawczo-Rozwojowego Przemysłu Betonów CEBET” 1996, nr 30, s. 30.
[61] K u r d o w s k i W., Chemia cementu i betonu, Stowarzyszenie Producentów Cementu, Wydawnictwo Naukowe PWN, Kraków–Warszawa 2010.
[62] K u r d o w s k i W., K a r k o w s k i A., W i e j a C., Wpływ P2O5 na właściwości fizykoche-miczne cementu, „Cement, Wapno, Gips” 1969, nr 12, s. 349.
[63] R o m a n o w s k i J., Ł a s k a w i e c K., Zastosowanie popiołów lotnych ze spalania węgla kamiennego z biomasą do wytwarzania materiałów budowlanych, „Informacja Bieżąca. Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Betonów CEBET” 2006, nr 213, s. 45.
[64] Ł a s k a w i e c K., Z a p o t o c z n a - S y t e k G., S z y m c z a k J., Wpływ zawartości P2O5 w popiołach lotnych na właściwości betonu komórkowego, [w:] Zagadnienia materiałowo-techno-logiczne infrastruktury i budownictwa, red. A. Łapko, M. Broniewicz, J.A. Prusiel, Komitet Inżynierii Lądowej i Wodnej PAN, Wydawnictwo Politechniki Białostockiej, Białystok 2008, s. 333.
[65] Ł a s k a w i e c K., S z y m c z a k J., Z a p o t o c z n a - S y t e k G., The fly ashes from burning biomass with coal-investigation of their utilization in AAC technology, [w:] Tagungsbe- richt Ibausil, 17. Internationale Baustofftagung, 23–26 September 2006, Hrsg. H.-B. Fischer, J. Stark, F.-A.-Finger-Institut, Weimar 2009, s. 1053.
[66] Ł a s k a w i e c K., M i c h a l i k A., Z a p o t o c z n a - S y t e k G., Badania nad zastosowa-niem popiołów lotnych ze współspalania biomasy drzewnej i węgla kamiennego do wytwarzania betonu komórkowego, „Prace Instytutu Ceramiki i Materiałów Budowlanych” 2011, nr 7, s. 146.
[67] Ł a s k a w i e c K., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., Wpływ popiołów fluidalnych na procesy fizykochemiczne zachodzące w spoiwie i mieszance autoklawizowanego be-tonu komórkowego, [w:] 53-cia Konferencja Naukowa Komitetu Inżynierii Lądowej i Wodnej PAN i Komitetu Nauki PZITB, Krynica, 20–25 września 2007, red. A. Łapko, M. Broniewicz, J.A. Prusiel, Wydawnictwo Politechniki Białostockiej, Białystok 2007, s. 103.
[68] M a ł o l e p s z y J., Ł a s k a w i e c K., M a l a t a G., Wpływ dodatków mineralnych na pro-ces hydratacji metakaolinitu w warunkach hydrotermalnych: problemy naukowo-badawcze budow-nictwa, [w:] Zagadnienia materiałowo-technologiczne infrastruktury i budownictwa, red. A. Łapko, M. Broniewicza, J.A. Prusiel, Komitet Inżynierii Lądowej i Wodnej PAN, Wydawnictwo Politechniki Białostockiej, Białystok 2008, s. 349.
[69] Ł a s k a w i e c K., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., Charakterystyka popio-łów lotnych ze spalania węgli w kotłach fluidalnych, a możliwości ich wykorzystania do wytwarzania betonu komórkowego, [w:] Dni Betonu. Tradycja i Nowoczesność, V Konferencja Dni Betonu, Wisła, 13–15 październik 2008, red. P. Kijowski, J. Deja, Polski Cement, Kraków 2008, s. 993.
[70] Ł a s k a w i e c K., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., Influence of fly ashes generated at burning hard and brown coal in fluidized boilers on aac phase composition, „Ceramic Materials” 2011, Vol. 63, No. 1, s. 88.
[71] Ł a s k a w i e c K., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., The use of fluidized ashes in the technology of autoclaved aerated concrete (AAC), [w:] Waste materials in construc-tion, 7th International Conference on Sustainable Management of Waste and Recycled Materials in Construction, WASCON 2009, 3–5 June 2009 Lyon, ed. V. Sanvoisin, ISCOWA, EEDEMS, Lyon 2009 (dokument cyfrowy).
[72] Z a p o t o č n a - S y t e k G., L a s k a v e c K., G e m b a r o v s k i P., M a ł o l e p s z y J., Nestandartnaâ letučaâ zola, primenâemaâ dlâ proizvodstva avtoklavnogo âčeistogo betona, [w:] Budível’ní materíali, virobi ta sanítarna tehníka. Naukovo-tehníčnij zbírnik, Vyp. 32, red. V. Saj, Der-

106
zavne Pídpriemstvo Ukrains’kij Naukovo-Doslídnij í Proektno-Konstruktors’kij Ínstitut Budível’nih Materíalív ta Virobiv NDÍBMV, Derzavnij Naukovo-Doslídnij Ínstitut Sanítarnoi Tehniki í Obladnannâ Budível’ ta Sporud „DNDIST” – Kiiv, Ínformacíjno-Vidavničij Centr Tovaristvo „Znannâ” Ukraini, Kiiv 2009. s. 40.
[73] Ł a s k a w i e c K., G e m b a r o w s k i P., Z a p o t o c z n a - S y t e k G., M a ł o - l e p s z y J., Vibropressovannyj beton: faktory opredelâusie ego svojstva, [w:] Dni sovremennogo betona, sbornik dokladov, XI Mezdunarodnaâ Naučno-Praktičeskaâ Konferenciâ : slavânskij forum, Zaporoz’e 2010, s. 19.
[74] Z a p o t o c z n a - S y t e k G., Ł a s k a w i e c K., G ę b a r o w s k i P., Zastosowanie w bu-downictwie odpadów ze spalania paliw, „Materiały Budowlane” 2010, nr 5, s. 21.
[75] Ł a s k a w i e c K., M i c h a l i k A., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., Bada-nia nad zastosowaniem popiołów lotnych ze spalania węgli w kotłach fluidalnych do wytwarzania autoklawizowanego betonu komórkowego, „Prace Instytutu Ceramiki i Materiałów Budowlanych” 2010, nr 6, s. 123.
[76] Ł a s k a w i e c K., M a ł o l e p s z y J., The influence of mineral additives and alkalis on metakaolinite hydration in hydrothermal conditions, [w:] ICCC 2011: Cementing a sustainable future: XIII ICCC International Congress on the Chemistry of Cement, 3–8 July 2011, abstracts and proceedings, eds. A. Palomo, A. Zaragoza, J.C. López Agüí, Instituto de Ciencias de la Construcción „Eduardo Torroja”, Madrit 2011, s. 186 (dokument cyfrowy).
[77] Ł a s k a w i e c K., G ę b a r o w s k i P., Z a p o t o c z n a - S y t e k G., M a ł o l e p s z y J., Zastosowanie popiołów ze spalania węgla kamiennego w kotłach fluidalnych do produkcji betonów komórkowych, „Cement, Wapno, Beton” 2012, nr 1, s. 14.
[78] Ł a s k a w i e c K., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., Influence of the amount and the kind fly ashes produced of coal combustion in fluidized bed boilers on properties autoclaved aerated concrete, [w:] Tagungsbericht, Bd. 2: Ibausil: 18. Internationale Baustofftagung, 12–15 September 2012, Weimar, Hrsg. H.-B. Fischer, J. Stark, F.-A.-Finger-Institut für Baustoffkunde, Bauhaus-Universität Weimar, Weimar 2012 (dokument cyfrowy).
[79] Ł a s k a w i e c K., M a ł o l e p s z y J., Z a p o t o c z n a - S y t e k G., The influence of fluidized ashes on formation of the structure and microstructures of autoclaved aerated concrete, [w:] WASCON 2012: towards effective, durable and sustainable production and use of alternative materials in construction, proceedings of the 8th International conference on sustainable manage-ment of waste and recycled materials in construction, Gothenburg Sweden, 30 May–1 June 2012, eds. M. Arm a.a., Swedish Geotechnical Institute ISCOWA, Gothenburg 2012 (dokument cyfrowy).
[80] Patent nr 207649 – Mieszanka do wytwarzania betonu komórkowego.[81] M a ł o l e p s z y J., Wykorzystanie ubocznych produktów spalania węgla w kotłach flu-
idalnych do produkcji materiałów budowlanych, [w:] Zagadnienia materiałowe inżynierii lądowej, VI Konferencja Naukowo-Techniczna, MATBUD 2011, Kraków, 20–22 czerwca 2011, Politechnika Krakowska, Kraków 2011, s. 17.
[82] M a ł o l e p s z y J., M r ó z R., Korozja siarczanowa zapraw cementowych z dodatkiem złoża dennego powstającego w procesie fluidalnego spalania węgla, [w:] Konferencja Dni Betonu. Tradycja i Nowoczesność, Wisła, 11–13 października 2004, red. P. Kijowski, J. Deja, Polski Cement Sp. z o.o., Kraków 2004, s. 423.
[83] B r y l i c k i W., M a ł o l e p s z y J., The Hydraulic and Pozzolanic Properties of Waste Products from Fluidizes Black Coal Combustion in Circulation Atmosferic Boiler Furnance, [w:] Ta-gungsbericht, Bd. 2: 14. Ibausil, 14. Internationale Baustofftagung 20–23 September 2000, Weimar, Hrsg. F.A. Fischer, J. Stark, Bauhaus – Universität Weimar, Weimar 2000, s. 2043.
[84] M a ł o l e p s z y J., P y t e l Z., Effect of metakaolinite on the corrosion resistance of ce-ment mortars, [w:] Durability of concrete: Proceedings fifth International Conference CANMET/ACI,

107
Barcelona, 4–9 June, ed. V.M. Malhotra, Farmington Hills, American Concrete Institute, Ottawa 2000, s. 189.
[85] N o c u ń - W c z e l i k W., P y t e l Z., Heat evolution in hydrated cementitous systems ad-mixtured with different set controlling components, „Journal of Thermal Analysis and Calorimetry” 2004, Vol. 77, s. 159.
[86] S t r y c z e k S., G o n e t A., Z i e l i ń s k i J., Modyfikowanie parametrów technologicz-nych zaczynów uszczelniających sporządzonych na osnowie cementów portlandzkich popiołowych popiołami fluidalnymi, „Wiertnictwo, Nafta, Gaz” 2008, nr 2, s. 707.
[87] S t r y c z e k S., M a ł o l e p s z y J., G o n e t A., W i ś n i o w s k i R., K o t w i c a Ł., Z ł o t k o w s k i A., Z i a j a I., Popioły z fluidalnego spalania węgla brunatnego jako dodatek do zaczynów uszczelniających, Wydawnictwo AGH, Kraków 2012.
[88] W o ź n i a k G., Odporność ogniowa ścian z drobnowymiarowych elementów murowych z autoklawizowanego betonu komórkowego, [w:] Securing a sustainable future to be held at Byd-goszcz to celebrate 60 years of experience in Poland, 5th International Conference on Autoclaved Aerated Concrete, Bydgoszcz, 14–17 September 2011, ed. J. Prusiński, Uniwersity of Technology and Life Sciences Press, Bydgoszcz 2011, s. 449.
[89] S z a m a ł e k K., N o w i c k i M., Ekologiczne i ekonomiczne problemy współspalania biomasy, [w:] III Międzynarodowa Konferencja Procesów Energii ECO-Euro-Energia, Bydgoszcz, red. H. Ciara, Targi Bydgoskie SAWO Sp. z o.o., Bydgoszcz 2006, s. 305.
Wykaz norm[90] BN-79/6722-09 – Popioły lotne i żużle z kotłów opalanych węglem kamiennym
i brunatnym. Podział, nazwy i określenia.[91] BN-87/6713-02 – Popioły lotne z węgla kamiennego do produkcji betonu
komórkowego.[92] EN 450:1994 – Popiół lotny do betonu. Definicje, wymagania i kontrola jakości.[93] PN-EN 450:1998 – Popiół lotny do betonu. Definicje, wymagania i kontrola jakości.[94] PN-EN 450-1:2005 – Popiół lotny do betonu. Część 1: Definicje, specyfikacja i kryteria
zgodności.[95] PN-EN 450-1:2007 – Popiół lotny do betonu. Część 1: Definicje, specyfikacja i kryteria
zgodności.[96] PN-EN 450-2:2005 – Popiół lotny do betonu. Część 2: Ocena zgodności.[97] PN-EN 451-1:1998 – Metoda badania popiołu lotnego. Część 1: Oznaczanie zawartości
wolnego tlenku wapnia.[98] PN-EN 451-2:1998 – Metoda badania popiołu lotnego. Oznaczanie miałkości przez
przesiewanie na mokro.[99] PN-EN 771-4:2012 – Wymagania dotyczące elementów murowych. Część 4: Elementy
murowe z autoklawizowanego betonu komórkowego.[100] PN-ISO 8301:1998 – Izolacja cieplna – określenie oporu cieplnego i właściwości z nim
związanych w stanie ustalonym. Aparat płytowy z czujnikiem gęstości strumienia cieplnego.
[101] PN-EN 772-13:2001 – Metody badań elementów murowych. Część 13: Określenie gęstości netto i gęstości brutto elementów murowych w stanie suchym.

108
[102] PN-EN 772-1:2001 – Metody badań elementów murowych. Część 1: Określenie wytrzymałości na ściskanie.
[103] PN-EN 680:2008 – Oznaczanie skurczu przy wysychaniu autoklawizowanego betonu komórkowego.
[104] PN-89/B-06258 – Autoklawizowany beton komórkowy.[105] PN-EN 15304:2008 – Oznaczanie odporności na zamrażanie i rozmrażanie
autoklawizowanego betonu komórkowego.[106] PN-B-03002:2007 – Konstrukcje murowe – projektowanie i obliczanie.[107] PN-H-97021:1998/Ap1:1999 – Aluminium. Proszek płatkowy do produkcji betonu
komórkowego.[108] PN-EN 196-1:2006 – Metody badania cementu. Oznaczanie wytrzymałości.[109] PN-EN 772-11:2011 – Metody badań elementów murowych. Część 11: Określenie
absorpcji wody elementów murowych z betonu kruszywowego, autoklawizowa-nego betonu komórkowego, z kamienia sztucznego i kamienia naturalnego spowo-dowanej podciąganiem kapilarnym oraz początkowej absorpcji wody elementów murowych ceramicznych.
[110] PN-EN 197-1:2002 – Cement. Część 1: Skład, wymagania i kryteria zgodności do-tyczące cementów powszechnego użytku.
[111] PN-EN 197-1:2012 (oryg.) – Cement. Część 1: Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku.
[112] PN-EN 206-1:2003 – Beton. Część 1: Wymagania, właściwości, produkcja i zgod-ność.
[113] ASTM C618-12a – Standard Specification for Coal Fly Ash And Raw And Calcined Natural Pozzolan for Use as a Mineral Admixture in Concrete. Annual Book of ASTM Standards, Philadelphia, USA.
[114] ASTM C593-06 (2011) – Standard Specification for Fly Ash and Other Pozzolans for Use With Lime for Soil Stabilization. Annual Book of ASTM Standards, Philadelphia, USA. (ASTM C379-65T Specification for Fly Ash for Use as a Pozzolanic Material with Lime).
[115] PN-EN 196-3+A1:2011 – Metody badania cement. Część 3: Oznaczanie czasu wiązania i stałości objętości.
[116] PN-EN 1745:2012 (oryg.) – Mury i wyroby murowe – metody określania właściwości cieplnych.
[117] EN 14588:2011 – Biopaliwa stałe. Terminologia, definicje i określenia.[118] PN-EN 450-1:2012 (oryg.) – Popiół lotny do betonu. Część 1: Definicje, specyfikacja
i kryteria zgodności.

109
Załącznik – Wyciąg z Instrukcji badań surowców i półproduktów
w zakładach betonów komórkowych

110

111

112

113
Popioły lotne nowej generacji do produkcji autoklawizowanego betonu komórkowego. Monografia
– streszczenie
Słowa kluczowe: autoklawizowany beton komórkowy, popiół lotny ze współspalania węgla i biomasy, popiół fluidalny, odpad denny ze złoża, zrównoważony rozwój.
Wprowadzanie w energetyce różnych metod odsiarczania spalin i pozyskiwania ener-gii ze źródeł odnawialnych, przyczyniło się do uzyskania popiołów lotnych nowych ro-dzajów, a w konsekwencji do realizacji zarówno w Polsce, jak i w innych krajach prac badawczych mających na celu ocenę możliwości zastosowania tych popiołów do wytwa-rzania materiałów budowlanych. Nowe rodzaje popiołów, które w publikacji nazywamy „popiołami nowej generacji”, to m.in. popioły powstające ze:
– współspalania węgla i biomasy,– spalania węgla w kotłach fluidalnych z równoczesnym odsiarczaniem spalin.Popioły te, a szczególnie popioły ze spalania węgla w kotłach fluidalnych, powstają
w odmiennych warunkach aniżeli popioły ze spalania węgla w kotłach tradycyjnych (spa-lanie węgla w kotłach fluidalnych przebiega w temperaturze ok. 850oC, a jako sorbent stosowany jest węglan wapnia, natomiast w kotłach tradycyjnych proces ten odbywa się w temperaturze od 1200 do 1400oC). Wynika stąd inna charakterystyka popiołów flu-idalnych. Przede wszystkim popiół ten nie zawiera fazy szklistej, lecz znaczną ilość fazy amorficznej w postaci zdehydratyzowanych i zdehydroksylowanych minerałów ilastych oraz fazy krystaliczne – kwarc, CaOw, CaCO3 i anhydryt.
Najbardziej racjonalnym i efektywnym sposobem zagospodarowania popiołów lotnych jest ich wykorzystanie do produkcji autoklawizowanego betonu komórkowego (ABK). Taki kierunek utylizacji popiołów jest stosowany w kraju od przeszło 50 lat, z tym że dotych-czas wykorzystywano jedynie popioły lotne z tradycyjnych metod spalania węgla. W ABK popioły mogą stanowić do 70% składu mieszaniny surowcowej. Technologie wytwarzania betonu komórkowego charakteryzują się małym zużyciem surowców oraz energii w sto-sunku do technologii wytwarzania innych ściennych materiałów budowlanych. Wynika to z małej gęstości betonu oraz odpowiednio prowadzonego procesu, który jest bezodpado-wy i przyjazny dla środowiska. Chcąc rozszerzyć bazę surowcową dla technologii ABK, zre-alizowano szereg prac mających na celu ocenę możliwości zastosowania popiołów nowej generacji (ze współspalania węgla i biomasy oraz spalania węgla w kotłach fluidalnych z równoczesnym odsiarczaniem spalin) w omawianej technologii.
Podkreślić trzeba, że Polska należy do największych producentów betonu komórkowe-go w Europie, wniosła również znaczący wkład w rozwój tego materiału, zarówno w Euro-pie, jak i na świecie. Czujemy się nadal zobowiązani do kontynuacji pracy w tej dziedzinie, m.in. poprzez poszukiwania nowych surowców dla tego materiału.
W niniejszej monografii przedstawiono wyniki prac zrealizowanych m.in. w ramach dwóch projektów badawczych dotyczących możliwości zastosowania popiołów lotnych nowej generacji do wytwarzania autoklawizowanego betonu komórkowego. W opraco-

114
waniu przedstawiono zagadnienie rozwoju technik spalania paliw stałych i aktualny stan wiedzy w zakresie popiołów lotnych nowej generacji. Dokonano charakterystyki popio-łów, określając ich skład chemiczny, właściwości fizyczne oraz skład fazowy, a następnie właściwości fizykomechaniczne oraz skład fazowy i mikrostrukturę autoklawizowanego betonu komórkowego wytworzonego z zastosowaniem tych popiołów.
W monografii podano wytyczne technologiczne wytwarzania autoklawizowanego be-tonu komórkowego z zastosowaniem popiołów ze współspalania węgla i biomasy oraz popiołów fluidalnych, a także szacunkową analizę ekonomiczną stosowania popiołów flu-idalnych do produkcji ABK. Dzięki pracom prowadzonym przez różne ośrodki badawcze, określono również kierunki zastosowania popiołów lotnych nowej generacji, w których po-pioły te mogą być bardzo wartościowym surowcem.
Fly ashes of new generation to the production of autoclaved aerated concrete. Monograph
– summary
Keywords: Autoclaved aerated concrete, fly ashes from coal and biomass co-combustion, fluidized fly ashes, bottoms from fluidized-bed,sustainable development.
The direction of change in the energy comprising applying various methods of flue gas desulphurization and energy production from renewable sources caused obtaining new types of fly ash, and consequently the implementation in Poland and in other countries, research on the applicability of these ashes for the production building materials. New types of fly ashes, which in the publication called „ashes of a new generation” are ashes released through:
– combustion coal and biomass,– combustion coal in fluid boilers involving concurrent flue gas desulphurization.The new-generation fly ashes are produced in different conditions, especially fly ash-
es from fluidized bed combustion boilers (at ca. 850°C as compared to 1.200–1.400°C in traditional boilers), which results in a different ash parameters, both in terms of chemical characteristics and phase composition. The phase composition of fluidized ashes includes highly active chemical compounds, such as dehydrated silty minerals, free active lime (CaO), anhydrite II (CaSO4 II) and non-reacted sorbent (CaCO3), along with inactive quartz (SiO2), except for aluminosilicate glass, which is typically contained in traditional siliceous fly-ashes.
According to Polish 50 th years’ experience, the production of aerated autoclaved concrete (AAC), cement and standard concrete is the most rational and effective way to use siliceous fly ashes. AAC fabrication technologies are energy-efficient and consume low quantities of raw materials as compared to the production of other construction ma-terials. The share of ashes in AAC formula is approximately 70%, and the AAC fabrication process itself is relatively waste-free and environmentally friendly. Hence, it was consid-Hence, it was consid-ered that the research the influence „ashes of a new generation” on AAC will be started

115
It should be noted that Poland is one of the largest producer of AAC in Europe and has made a significant contribution to the development of this material in Europe and the world. We commit to continue our efforts on our initiatives, including finding substitute for imported raw materials.
This Monograph presents the findings of major two research projects in the area of use of „ashes of a new generation” to produce autoclaved aerated concrete.
It includes the results of development of solid fuel combustion techniques, a review of the current state of knowledge in the area „ashes of a new generation”. We presents characteristic of fly ashes of a new generation (chemical composition, physical properties and phase composition of fly ashes). Possibility of the utilization of these ashes in the autoclaved aerated concrete production has been also indicated (AAC physical proper-AAC physical proper-ties, phase composition analysis). Research the influence of the changeable amount these ashes on properties autoclaved aerated concrete will also stay in this paper. Differences will be determined in phase compounds autoclaved aerated concrete.
This monograph presents also guidance for Manufacturing Technology AAC and Eco-nomic Analysis of use fluidized fly ashes to AAC.
The directions for use „ashes of a new generation” ending this monograph, in which, thanks to the research projects conducted by various centers, these ashes can be the most valuable raw material.