Pomiary warsztatowe - zsckrjablon.pl
39
Moduł 1 Pomiary warsztatowe 1. Cel pomiarów warsztatowych 2. Metody pomiarowe 3. Błędy pomiarowe 4. Klasyfikacja i właściwości metrologiczne przyrządów pomiarowych 5. Technika dokonywania pomiarów warsztatowych 6. Konserwacja narzędzi i przyrządów pomiarowych 7. Zasady BHP podczas wykonywania pomiarów warsztatowych
Transcript of Pomiary warsztatowe - zsckrjablon.pl
2
Parametrami tymi s: wymiary gabarytowe, dugoci poszczególnych krawdzi, rednice ksztatów walcowych zewntrznych i otworów, promienie zaokrgle, kty zawarte pomidzy krawdziami oraz paszczyznami, chropowato powierzchni.
Dziedzina wiedzy dotyczca pomiarów nazywa si metrologi. W przypadku dugo- ci i kta stosuje si nazw metrologia warsztatowa (lub miernictwo warsztatowe, po- miary warsztatowe).
Podstawowymi pojciami metrologii s: wielko mierzalna, warto wielkoci.
Wielko mierzalna jest to cecha zjawiska lub ciaa, któr mona rozróni jako- ciowo i okreli ilociowo, np. dugo, czas, masa, sia, cinienie, prdko itd.
Warto wielkoci jest poczeniem liczby oraz jednostki miary. Liczba wskazuje, ile razy mierzona wielko jest wiksza od jednostki miary, np. 2[m], 4[s], 10[N], 100[Pa]. Powyej jednostki miary (metr, sekunda, niuton, paskal) zapisano w nawiasie kwadra- towym, aby podkreli, e s to jednostki miary. W praktyce podczas zapisywania war- toci wielkoci mierzonej nawiasy kwadratowe si pomija.
Pomiar jest to dowiadczalne wyznaczanie wartoci wielkoci mierzonej i polega na okreleniu, ile razy warto wielkoci mierzonej jest wiksza (lub mniejsza) od jednostki miary tej wielkoci.
Jednostk miary jest warto wielkoci umownie przyjta i okrelona jako równa jednoci, np. 1 kg, 1 m itd.
Jednostki miary s ujte w dokumencie zwanym Ukad SI (Systéme International). W ukadzie SI okrelono siedem jednostek podstawowych i dwie uzupeniajce. (ta-
bela 1.1.) Tabela 1.1. Jednostki podstawowe i uzupeniajce w ukadzie SI
Wielkoci podstawowe Jednostka miary
nazwa oznaczenie Dugo metr m Masa kilogram kg Czas sekunda s Prd elektryczny amper A Temperatura kelwin K Liczebno materii mol mol wiato kandela cd Wielkoci uzupeniajce Kt paski radian rad Kt bryowy steradian sr
3
W miernictwie warsztatowym pomiary z reguy dotycz dugoci i kta paskiego ze wzgldów praktycznych dopuszcza si stosowanie jednostek:
dugoci - milimetr [mm], kta paskiego - stopie[ ], minuta ktowa[ ], sekunda ktowa[ ].
Pomiary wykonywane s z okrelon dokadnoci – spowodowane jest to bdami towarzyszcymi procesowi wykonywania pomiaru.
Proponowane zadanie do wykonania: Zadanie 1 z plikuTWwS_1.6_Zadania
2. Metody pomiarowe Metoda pomiarowa jest to sposób porównania wartoci wielkoci mierzonej
z jednostk miary. Klasyfikacja metod pomiarowych przedstawiona jest na rys. 1.1.
Rys. 1.1. Klasyfikacja metod pomiarowych
ródo: Opracowanie wasne, na podstawie,: Malinowski J. ,,Pomiary dugoci i kta w budowie ma- szyn. WSiP, Warszawa 1998.
Metoda pomiarowa bezporednia – warto wielkoci mierzonej jest otrzymywana wprost z odczytu miernika, bez koniecznoci wykonywania oblicze (np. z odczytania wskazania narzdzia pomiarowego).
Metoda pomiarowa porednia – poszukiwana warto wielkoci mierzonej jest obli- czana na podstawie zalenoci wicej j z wielkociami, których wartoci byy mie- rzone bezporednio (np. wyznaczanie pola powierzchni prostokta na podstawie po- miarów dugoci boków).
Metoda bezporedniego porównywania – wystpuje wówczas, gdy caa warto wielkoci mierzonej jest porównywana ze znan wartoci tej samej wielkoci, która w postaci wzorca wchodzi bezporednio do wyniku pomiaru (np. pomiar dugoci przymiarem kreskowym).
Metoda rónicowa – polega na pomiarze niewielkiej rónicy midzy wartoci wiel- koci mierzonej a znan wartoci tej wielkoci (np. pomiar rednicy rednicówk czuj- nikow).
METODA POMIAROWA
BEZPOREDNIA POREDNIA
BEZPOREDNIEGO PORÓWNANIA
RÓNICOWA WYCHYLENIOWA
Metoda rónicowa wychyleniowa – pomiar maej rónicy pomidzy wartoci wiel- koci mierzonej i znan wartoci tej wielkoci za pomoc czujnika wychyleniowego.
Metoda koincydencyjna – polega na odczytaniu rónicy pomidzy znanym i wymierzonym wymiarem na podstawie zgodnoci (koincydencji) wskazów podziaki gównej przyrzdu i podziaki noniusza (np. pomiar przy pomocy suwmiarek).
Metoda zerowa polega na sprowadzeniu do zera rónicy pomidzy wartoci wiel- koci mierzonej a znan wartoci tej wielkoci.
Proponowane zadanie do wykonania: Zadanie 2 z plikuTWwS_1.6_Zadania
3. Bdy pomiarowe
Bdem pomiaru nazywa si niezgodno wyniku pomiaru z wartoci rzeczywist tej wielkoci – rónica pomidzy wartoci zmierzon a wartoci rzeczywist tej wiel- koci. Wynik kadego pomiaru jest obarczony bdem.
Gówne róda bdów pomiarowych podczas wykonywania pomiarów warsztato- wych przedstawione s na rys. 1.2.
Rys. 1.2. róda bdów pomiarowych
ródo: Jakubiec W., Malinowski J., Metrologia wielkoci geometrycznych. WNT, Warszawa 1993.
Wynikiem wykonania pomiaru wielkoci o wartoci rzeczywistej Ar jest warto
zmierzona Az. Warto zmierzona nie jest równa wartoci rzeczywistej, poniewa kady pomiar jest obarczony bdem. Rónica pomidzy wartoci zmierzon a wartoci rzeczywist nazywa si bdem pomiaru.
5
Dla potrzeb niniejszego kursu omówione bd podstawowe bdy wice si z wykonywaniem pomiarów.
W zalenoci od sposobu obliczania wartoci bdów rozrónia si bdy:
bezwzgldne, wzgldne.
W zalenoci od prawdopodobiestwa pojawienia si bdów rozrónia si bdy:
systematyczne, przypadkowe, nadmierne.
Bdem bezwzgldnym eb jest rónica algebraiczna wartoci rzeczywistej Ar i wartoci zmierzonej Az
eb= Ar - Az
ew = eb/Ar
Bdy systematyczne – bdy, których warto mona okreli i podczas wykonywania pomiarów tej samej wartoci wielkoci mierzonej i w tych samych warunkach s stae. Wpyw bdu systematycznego na wynik pomiaru mona wyeliminowa poprzez dodanie (lub odjcie) odpowiedniej poprawki. Istniej odpowiednie procedury pozwalajce okreli warto poprawki.
Wartoci bdów przypadkowych nie mona przewidzie i okreli. Mona tylko z pewnym prawdopodobiestwem granice ich zmiennoci.
Bdy nadmierne (zwane grubymi) wynikaj z nieprawidowego przeprowadzenia pomiaru i niewaciwego odczytu wyniku pomiaru.
Proponowane zadania do wykonania: Zadanie 3 i zadanie 4 z likuTWwS_1.6_Zadania
4. Klasyfikacja i waciwoci metrologiczne przyrzdów pomiaro- wych
rodki techniczne stosowane do wykonywania pomiarów mona podzieli na:
narzdzia pomiarowe,
urzdzenia pomiarowe pomocnicze.
Urzdzenia pomiarowe pomocnicze s to rodki, które nie bior udziau w wykonywaniu
pomiaru, lecz uatwiaj wykonywanie czynnoci pomiarowych, zwikszajc czuo narzdzi
pomiarowych lub umoliwiajce zachowanie staych warunków pomiaru. S to uchwyty, pry-
zmy, statywy, urzdzenia optyczne itp.
Narzdzia pomiarowe dzielimy na:
sprawdziany. Wzorcami miary s ciaa lub zjawiska fizyczne, odtwarzajce miar danej wielkoci
z okrelon dokadnoci.
Sprawdziany s przyrzdami pomiarowymi uywanymi do sprawdzania, czy war- to mierzonej wielkoci nie wykracza poza dopuszczalne granice tolerancji. Maj one gównie zastosowanie w produkcji masowej.
Wzorce miar Wzorce mog by:
kocowe, kreskowe, falowe.
Wzorce kocowe maj posta bry materialnych, które dan warto dugoci od- twarzaj odlegoci dwóch równolegych paszczyzn lub tworzcych, wzgldnie odle- goci dwóch punktów. W praktyce pomiarów warsztatowych najwaniejszymi wzor- cami kocowymi s:
pytki wzorcowe, szczelinomierze.
Pytki wzorcowe maj najczciej ksztat prostopadocianów (rys. 1.3). Warto dugoci odtwarzaj dwie przeciwlege powierzchnie zwane powierzchniami pomiaro- wymi. S one wykonane znacznie bardziej starannie, anieli pozostae powierzchnie okrelane mianem powierzchni bocznych. Powierzchnie pomiarowe maj t wasno, e pytka przywiera nimi do powierzchni pomiarowych innych pytek wzorcowych. Ta cecha jest bardzo istotna, poniewa dziki niej mona bez dodatkowego oprzyrzdowa- nia tworzy zwarte stosy pytek o danych wysokociach. Rys. 1.3. Pytki wzorcowe dugoci
ródo: http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf
ródo: http://pl.wikipedia.org/wiki/Plik:GaugeBlockMetricSet.jpg
Pytki wzorcowe wykonywane s w trzech podstawowych kompletach:
komplet may (47 sztuk), komplet redni (76 sztuk), komplet duy (103 sztuki).
W kadym komplecie wystpuj pytki o rónych wymiarach stopniowane co 0,001; 0,01; 0,1; 0,5; 10 mm Rys. 1.5. Sposób skadania stosu pytek wzorcowych ródo: http://bhkarcz.pl/mitutoyo/reczne-przyrzady-pomiarowe/plytki-wzorcowe/
Wybierajc z kompletu pytki wzorcowe, które maj utworzy stos danej wysoko-
ci, naley rozpoczyna od pytek tworzcych kocówk wartoci wysokoci budowane- go stosu.
Proponowane zadania do wykonania: Zadanie 5 i zadanie 6 z pliku- TWwS_1.6_Zadania (przeczenie na tre zadania 5 oraz 6 z plikuTWwS_1.6_Zadania)
Szczelinomierze maj ksztat cienkich pytek (rys. 1.6) i, podobnie jak pytki wzorcowe, odtwarzaj warto dugoci odlegoci dwóch równolegych paszczyzn. Zakresy po- miarowe kompletów pytek wynosz od 0,05 do 1 mm.
ródo: http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf
ródo: http://www.forch.pl/product.aspx?p=47b40984-4997-42c8-b532-1922022087d8&g=5c8853f3- 0ab1-4074-9cf0-a58aeef6fcab
Wzorce kreskowe odtwarzaj wartoci dugoci wzajemnymi odlegociami kres naniesionych na paskiej powierzchni wzorca lub te odlegociami kres od krawdzi wzorca (rys. 1.8). W tym drugim przypadku okrela si je mianem wzorców kocowo- kreskowych.
ródo: http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf
ci fal promieniowania elektromagnetycznego emitowanego przez pewne pierwiastki w cile okrelonych warunkach. Najczciej wykorzystywane jest promieniowanie takich pierwiastków, jak: krypton 86, rt 198, kadm 114 oraz promieniowanie laserów typu He-Ne. Do odtwarzania wartoci dugoci t metod su specjalne przyrzdy zwane interferometrami.
Promieniomierze odtwarzaj wzorce promieni zaokrgle wewntrznych lub ze-
wntrznych. Produkowane s w zestawach skadajcych si z kilkunastu, kilkudziesiciu sztuk i umoliwiaj pomiar promieni w zakresie od 1 do 25 mm.
Pomiar promieniomierzem polega na dobraniu wzornika promienia najlepiej przy- legajcego do mierzonej krzywizny, warto promienia jest wytoczona na powierzchni wzornika.
Rys. 1.9. Komplet promieniomierzy
ródo: http://www.narzedzie.com/product.php?id_product=2606
Wzorce któw to:
ktowniki o kcie 90, wzorce któw czsto stosowanych, pytki ktowe.
Rys. 1.11. Ktowniki: a) krawdziowy, b) walcowy
ródo: Malinowski J., Pomiary dugoci i kta w budowie maszyn. WSiP, Warszawa, 1998.
W ktownikach krawdziowych odtwarzana warto kta zawarta jest pomidzy
prostoliniow krawdzi a paszczyzn pomiarow. Ktowniki walcowe maj ksztat walca. Odtwarzana warto kta zawarta jest po-
midzy dowoln tworzc tego walca a paszczyzn jego podstawy. Rys. 1.12. Komplet wzorców któw
11
Rys. 1.13. Przykad pomiaru któw narzdzia skrawajcego za pomoc wzorca któw
ródo: http://www.nozelutowane.biz.pl/index.php?go=3
Pytki wzorcowe ktowe s to pytki o ksztacie wieloboków, majce powierzchnie po-
miarowe nachylone pod okrelonymi ktami. Niektóre modele maj dokadnie obrobione po-
wierzchnie pomiarowe, majce zdolno przywierania do siebie.
Wystpuj pytki ktowe:
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Pytki ktowe Johanssona oraz pytki ktowe Kusznikowa wychodz z uycia. Coraz cz-
ciej s stosowane pytki ktowe przywieralne.
W celu pomiaru kta pytki ktowe przywieralne skadane s w zestawy odpowiadajce
okrelonej wartoci kta.
ródo: http://www.diamos.eu/index.php/plytki-wzorcowe/plytki-wzorcowe-dlugosci-i-kata/stalowe- katowe
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
miarów, zawieraj mechanizmy suce do zamiany wielkoci mierzonej na inne wielko- ci, które pozwol na dokonanie pomiaru, mechanizmy regulacji oraz mechanizmy kom- pensacji bdów.
Wyrónia si nastpujce przyrzdy pomiarowe:
przyrzdy suwmiarkowe, przyrzdy mikrometryczne, czujniki pomiarowe, mikroskopy pomiarowe, projektory.
Mikroskopy pomiarowe i projektory nie s wykorzystywane w codziennej pracy lusa-
rza. Wicej informacji na ich temat mona znale w Internecie na stronie
http://www.faktor.net.pl/downloads/mitutoyo2013/13.pdf (aktywny link do strony
www)
Przyrzdy suwmiarkowe Cech charakterystyczn przyrzdów suwmiarkowych jest noniusz umoliwiajcy zwikszenie dokadnoci odczytu wyniku pomiaru. Noniusz umoliwia odczytanie uamkowej czci wartoci dziaki elementarnej podziaki gównej na podstawie koin- cydencji kres obu podziaek. Odlego kres noniusza róni si od odlegoci kres po- dziaki gównej o dokadno odczytania. Rys. 1.19. Ilustracja zasady pomiaru suwmiark
ródo: http://www.1pf.if.uj.edu.pl/c/document_library/get_file?uuid=32c2eb0a-d69b-4920-93a8- 35a19b4edba1&groupId=5046939
1. staa szczka do pomiaru wymiarów zewntrznych, 2. ruchoma szczka do pomiaru wymiarów zewntrznych, 3. staa szczka do pomiaru wymiarów wewntrznych, 4. ruchoma szczka do pomiaru wymiarów wewntrznych, 5. zwikszajcy dokadno pomiarow odczytu w [mm], 6. noniusz zwikszajcy dokadno pomiarow odczytu w calach, 7. podziaka calowa, 8. dwignia zacisku ustalajcego pooenie przesuwnej szczki, 9. podziaka milimetrowa, 10. gbokociomierz, do pomiarów gbokoci i wymiarów mieszanych.
Rys. 1.21. Sposób odczytu wartoci zmierzonej na noniuszu
ródo: www.technika2.republika.pl
W praktyce najczciej stosowane s suwmiarki umoliwiajce wykonywanie po- miarów z dokadnoci: 0,1 mm; 0,05 mm oraz 0,02, które wycofywane s z uycia.
Rys. 1.23. Widok noniuszy i podziaki gównej suwmiarek umoliwiajcych wykonanie pomiaru z dokadnoci: a) 0,1 mm; b) 0,05 mm
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Coraz czciej stosowane s suwmiarki posiadajce czujniki zegarowe oraz urzdze-
nia odczytu cyfrowego – dziki temu odczyt wskazania suwmiarki jest atwiejszy i ist- nieje mniejsze prawdopodobiestwo popenienia bdu grubego (rys. 1.23. i 1.24.).
Rys. 1.24. Suwmiarka z odczytem cyfrowym ródo: www.stalco.pl
ródo: www.mastertools.pl
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: http://commons.wikimedia.org/wiki/File:G%C5%82%C4%99boko%C5%9Bciomierz_suwmiarkowy. svg http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Proponowane zadanie do wykonania: Zadanie7 z plikuTWwS_1.6_Zadania
Przyrzdy mikrometryczne W przyrzdach mikrometrycznych rol wzorca peni dokadnie obrobiona ruba
zwana rub mikrometryczn o skoku najczciej 0,05 mm lub 0,1 mm. Przyrzdami mikrometrycznymi mona wykonywa pomiary wymiarów liniowych zewntrznych, wewntrznych oraz mieszanych.
Ze wzgldu na przeznaczenie mona wyróni dwa rodzaje mikrometrów (uywane jest równie okrelenie mikromierzy):
uniwersalne, specjalne.
mikrometry do wymiarów zewntrznych, mikrometry szczkowe, rednicówki mikrometryczne, gbokociomierze mikrometryczne.
Mikrometr zewntrzny (rys. 1.28) jest przeznaczony do pomiaru dugoci, gruboci i rednicy z dokadnoci do 0,01 mm. Skada si z kabka 1, którego jeden koniec jest zakoczony kowadekiem 2, a drugi nieruchom tulej z podziak wzdun 3 i obrotowym bbnem 4, z podziak poprzeczn 5. Poza tym mikrometr jest wyposaony we wrzeciono 6, zacisk ustalajcy 7 i pokrto sprzga ciernego 8. Wrzeciono ma naci- ty gwint o skoku 0,5 mm i jest wkrcone w nakrtk zamocowan wewntrz nierucho- mej tulei z podziak wzdun. Obracajc bben, mona dowolnie wysuwa lub cofa wrzeciono. Aby dokona waciwego pomiaru i unikn uszkodzenia gwintu przez zbyt mocne docinicie czoa wrzeciona do powierzchni mierzonego przedmiotu, mikrometr jest wyposaony w sprzgo cierne z pokrtem. Obracajc pokrtem sprzga ciernego, obracamy wrzeciono do chwili zetknicia go z mierzonym przedmiotem lub kowade- kiem, po czym sprzgo lizga si i nie przesuwa wrzeciona. Pooenie wrzeciona ustala si za pomoc zacisku.
18
ródo: opracowano na podstawie: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: www.okazje.info.pl
ródo: www.opisyprzyrzdy.prv.pl
ródo: opracowano na podstawie: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
rednicówka mikrometryczna suy do wyznaczania wymiarów otworów, gównie rednic, w zakresie 75÷575 mm. rednicówka mikrometryczna (rys. 1.31) zbudowana jest z tulei 1, wrzeciona 5 ze rub mikrometryczn, bbna 2, kocówki staej 3 z trzpieniem pomiarowym 4.
Dla zwikszenia zakresu pomiarowego midzy tulej a kocówk sta wkrca si odpowiedni przeduacz lub ich zestaw. W skad kompletu wchodz przeduacze du- goci 13, 25, 50, 100 i 200 mm. Zakres pomiarowy rednicówki bez przeduacza wynosi 75÷88 mm, a ze wszystkimi przeduacza mi 75÷575 mm.
Rys. 1.32. Widok gbokociomierza mikrometrycznego
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
bie lub uskoków. Elementem pomiarowym tego gbokociomierza jest ruba mikro- metryczna. Umoliwia on dokonywanie pomiarów z dokadnoci 0,01 mm. Gbokociomierze mikrometryczne mog by z przeduaczami wymiennymi lub bez przeduaczy. Najczciej stosowane zakresy pomiarowe wynosz 0÷100 mm.
gruboci zbów kó zbatych, rednic podziaowych gwintów, rednic obrotowych niecigych, gruboci cianek rur, rednicy drutu.
Rys. 1.33. Budowa i sposób wykorzystania mikrometry do pomiaru gruboci zbów kó zbatych
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Rys. 1.34. Budowa i sposób wykorzystania mikrometru do pomiaru rednic podziao- wych gwintów
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Mikrometry do pomiaru rednic podziaowych gwintów wyposaone s w zestaw
wymiennych kocówek pomiarowych dostosowanych do parametrów mierzonych gwintów. Kadorazowa zmiana kocówek pomiarowych powoduje konieczno wzor- cowania mikrometru.
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Mikrometry do pomiaru rednic obrotowych niecigych stosuje si do pomiaru
rednic narzdzi skrawajcych. Pooenie kowadeek na kabku i skok ruby mikrome- trycznej s tak dobrane, aby mikrometr wskazywa bezporednio rednic mierzonego narzdzia.
Rys. 1.36. Budowa mikrometru do pomiaru gruboci cianek rur
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Proponowane zadanie do wykonania: Zadanie 8 z plikuTWwS_1.6_Zadania Czujniki pomiarowe. Czujniki s to przyrzdy pomiarowe, suce z reguy do okrelania odchyek od
wymiaru nominalnego. Zakres pomiaru czujników nie przekracza 10 mm. Czujniki nieza- lenie od rozwizania konstrukcyjnego, s wyposaone w urzdzenia umoliwiajce zamian przemieszczenia liniowego kocówki pomiarowej na wychylenie wskazówki przyrzdu. Urzdzenia te maj due przeoenie, tzn. niewielkie przemieszczenie ko- cówki pomiarowej powoduje znaczne wychylenie wskazówki.
dwigniowe, zegarowe.
ródo: http://imisp.mech.pw.edu.pl/prezentacja/dyplom/mechaniczne/czujnik_dzwigniowy_budowa.html
Sposób dziaania czujnika dwigniowego: na trzpieniu pomiarowym 1 umieszczony
jest dwustronny nó 3. Nó ten wchodzi w wycicie w dwigni 5. Dwignia z drugiej strony opiera si na nieruchomym nou 6. Nó, przesuwajc si wraz z trzpieniem, po- woduje obrót dwigni i poczonej z ni wskazówki dookoa ostrza noa. Spryna 2 powoduje docisk dwigni do noy i jednoczenie wywouje odpowiedni nacisk pomia- rowy trzpienia na mierzony przedmiot (rys. 1.38).
Rys. 1.39. Budowa czujnika zegarowego
ródo: http://pl.wikipedia.org/wiki/Czujnik_zegarowy
Czujniki zegarowe s powszechnie stosowane w pomiarach warsztatowych, zwasz- cza przy odbiorze i kontroli maszyn, urzdze i narzdzi. Na rysunku 1.39. przedsta- wiono gówne elementy czujnika zegarowego. Trzpie pomiarowy 8 jest zakoczony wymienn kocówk 9 i znajduje si w tulei 7, czy si z mechanizmem zegarowym znajdujcym si wewntrz obudowy 6. Czujnik zegarowy posiada dwie wskazówki – ma 3 (wskazujc warto w milimetrach na podziace pomocniczej 10) oraz du 5 (wskazujc warto w setnych milimetra). Tarcza z podzielni moe by obracana dziki uyciu piercienia 2. Trzpie pomiarowy 8 wraz z kocówk pomiarow 9 moe by unoszony do góry (lub opuszczany) dziki uchwytowi do podnoszenia i opuszczania trzpienia pomiarowego 1. Wskazówki 4 su do nastawienia wartoci odchyki górnej oraz dolnej.
Sposób dziaania mechanizmu zegarowego jest nastpujcy (rys. 1.40.) – zbatka znajdujca si w rodkowej czci trzpienia pomiarowego 1 wspópracuje z koem zba- tym 3, które zazbione jest z koami zbatymi 4, 5, 6. Na osi koa 6 osadzona jest wska- zówka dua 9, a na osi koa 3 wskazówka maa. Spryna spiralna oraz koo zbate 6 maj za zdanie kasowanie luzu w zazbieniach. Powrót trzpienia pomiarowego 1 do po- oenia wyjciowego gwarantuje spryna 8, która za porednictwem dwigni 7 wywie- ra nacisk na trzpie 1.
Rys. 1.40. Budowa mechanizmu zegarowego
ródo: zygan.freehost.pl
Przyrzdy do pomiaru któw W praktyce pomiarów warsztatowych do wykonywania mniej dokadnych pomiarów któw stosowany jest ktomierz uniwersalny.
24
Rys. 1.41. Budowa ktomierza uniwersalnego. 1 – tarcza z podziak, 2 – noniusz, 3 – rami stae, 4 – rami ruchome, 5 – zacisk tar- czy, 6 – zacisk ramienia ruchomego.
ródo: http://pldocs.docdat.com/docs/index-200428.html
Jedno rami 3 ktomierza jest zczone trwale z gowic w postaci okrgej tarczy z podziak noniusza ktowego 1. Wokó tej tarczy moe by obracany o dowolny kt piercie z podziak stopniow, do którego jest przymocowane drugie rami ktomie- rza 4 w postaci przesuwnego liniau. Piercie mona unieruchamia w dowolnym poo- eniu wzgldem tarczy zaciskiem 6, np. po przystawieniu obu ramion do powierzchni tworzcych mierzony kt. Zastosowanie noniusza umoliwia odczytywanie kta z b- dem odczytania 5’. Krawdzie kadego ramienia s do siebie równolege w stopniu do- statecznym dla zagwarantowania jednakowej dokadnoci pomiaru przy wykorzystaniu krawdzi zewntrznych albo wewntrznych.
Wskazania odczytuje si podobnie jak na suwmiarce. Sprawdziany Sprawdziany umoliwiaj sprawdzenie, czy dany wymiar jest poprawny, czy niepo-
prawny – nie pozwalaj na okrelenie wartoci rzeczywistej wymiaru. Dziki stosowa- niu sprawdzianów moliwe jest okrelenie, czy wymiar nie przekracza wartoci gra- nicznej (dolnej i górnej). Sprawdziany dziel si na sprawdziany:
wymiaru, ksztatu.
Sprawdziany mog odwzorowywa tylko jeden wymiar graniczny (najmniejszy lub naj- wikszy) – wtedy nazywane s sprawdzianami jednogranicznymi, mog take odwzo- rowywa obydwa wymiary graniczne – wtedy nazywane s dwugranicznymi.
Rys. 1.42. Sprawdziany jednograniczne do waków: a) piercieniowy, b) szczkowy
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
ródo: http://www.wz-narzedzia.pl
W przypadku sprawdzianów dwugranicznych (rys. 1.43) wymiar z jednej strony
sprawdzianu ma warto górnego wymiaru granicznego i ta strona sprawdzianu nazywa si strona przechodni, natomiast z drugiej strony sprawdzianu ma wymiar równy dol- nemu wymiarowi granicznemu i ta strona nazywa si stron nieprzechodni.
Sprawdziany szczkowe mog by wykonane w wersji nastawnej, tj. wymiar spraw- dzany jest nastawiany zwykle za pomoc pytek wzorcowych. Rys. 1.44. Sprawdzian szczkowy jednostronnie nastawny
ródo: http://kczachurski.pl/sprawdziany/szczekowe,135.html
ródo: http://kczachurski.pl/sprawdziany/szczekowe,135.html
Rys. 1.46. Sprawdziany do otworów: a) toczkowy walcowy dwugraniczny, b) opatkowy walcowy, c) redniówkowe, d) sposób pomiaru
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
5. Technika dokonywania pomiarów warsztatowych Pomiary suwmiark Pomiaru wymiarów zewntrznych za pomoc suwmiarki naley dokonywa szczk
pask, powierzchnia szczk paskich powinna by równolega w miejscu pomiaru do powierzchni przedmiotu mierzonego, gdy wtedy w najwikszym stopniu eliminowane s bdy pomiaru.
Rys. 1.49. Lokalizacja szczki krawdziowej i szczki paskiej suwmiarki
ródo: http://www.swiatnarzedzi.pl
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Zaleca si, aby podczas pomiaru mierzony przedmiot gboko wprowadza pomi-
dzy szczki paskie suwmiarki, moliwie blisko prowadnicy. Suwmiark naley utrzy- mywa w paszczynie prostopadej do powierzchni mierzonego przedmiotu w miejscach wyznaczajcych wymiar – dziki temu powierzchnie szczk paskich bd równolege do powierzchni przedmiotu mierzonego. Niedopuszczalne jest dokonywanie pomiaru szczkami krawdziowymi ze wzgldu na due prawdopodobiestwo niepro- stopadoci suwmiarki i powierzchni przedmiotu mierzonego (rys. 1.50.).
Pomiaru rednicy rowka dokonuje si wycznie szczkami krawdziowymi, gdy zapewniona jest podczas pomiaru styczno szczk suwmiarki i powierzchni rowka. (rys. 1.51.)
Rys. 1.51. Pomiar rednicy rowka za pomoc suwmiarki
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Rys. 1.52. Sposób odczytu wskazania suwmiarki
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
29
Pomiary mikrometrem Rys. 1.53. Sposób pomiaru mikrometrem: a) przedmioty mae, b) przedmioty due
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Podczas wykonywania pomiaru mikrometr moe by trzymany przez pracownika
w rce lub zamocowany w uchwycie. Jeeli przedmiot jest may i lekki, mikrometr powi- nien by zamocowany w uchwycie, mierzony przedmiot trzymany jest lew rk, a pokrto mikrometru powinno by obracane praw. Jeeli mierzony przedmiot jest duy, to powinien by pooony na stabilnym podou i wtedy mikrometr jest trzymany lew rk za nakadki kabka, a praw rk naley obraca pokrto mikrometru.
Przedmiot mierzony naley obj kocówkami pomiarowymi mikrometru, a nastpnie obraca pokrto mikrometru a do oporu (sprzgieko nie obraca bbna). Nastpnie naley delikatnie porusza mikrometrem, aby upewni si, czy kocówki po- miarowe mikrometru przylegaj do powierzchni przedmiotu i wykona jeszcze obrót pokrtem mikrometru, aby wyeliminowa ewentualny luz pomidzy kocówkami po- miarowymi mikrometru i powierzchni mierzonego przedmiotu. Po wykonaniu tych czynnoci mona dokona odczytu wskazania mikrometru.
Rys. 1.54. Sposób pomiaru mikrometrem wewntrznym
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
30
Rys. 1.55. Prawidowe wskazy na bbnie mikrometru: a) wymiar 5,00 mm, b) wymiar 4,95 mm (5-0,05) c) wymiar 5,05 mm (5+0,05)
ródo: http://www.konin.edu.pl/media_pliki/file/6263_pl_10.rozdzial-vic.pdf
Pomiary czujnikiem Pomiar czujnikiem zegarowym (lub dwigniowym) wykonywany jest metod róni-
cow – dokadno pomiaru jest wysoka. Sposób przeprowadzenia pomiaru przedstawia rys. 1.56.
Rys. 1.56. Pomiar metod rónicow za pomoc czujnika zegarowego: a) ustawienie czujnika za pomoc stosu pytek wzorcowych na wskazanie zerowe, b) odczytanie rónicy wymiarów pomidzy przedmiotem mierzonym a stosem pytek wzorcowych
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Wynik pomiaru A jest równy sumie dugoci nominalnej stosu pytek wzorcowych
N i odczytanej z czujnika rónicy wskaza R = O1 – O2, czyli A = N + R. Dugo nominaln stosu pytek N ustala si w ramach czynnoci przygotowawczych
do pomiaru. Dokonuje si wstpnego pomiaru przedmiotu przyrzdem pomiarowym o mniejszej dokadnoci ni czujnik zegarowy i otrzymany wynik traktowany jest jako dugo stosu pytek wzorcowych N.
ródo: http://www.cnc.info.pl
Wynik pomiaru wykonywanego czujnikiem zegarowym skada si ze wskaza
wskazówki maej oraz duej. Pene milimetry wskazuje wskazówka maa, a dziesite, setne czci milimetra wskazuje wskazówka dua. Np. ma rys. 1.57 czujnik zegarowy wskazuje warto - 0,20 mm.
Pomiar pytkami wzorcowymi Do pomiaru wymiarów zewntrznych lub mieszanych mona uy pytek wzorco-
wych. Na rys. 1.58. i 1.59. przedstawiono te pomiary. W obu przypadkach zastosowana jest zerowa metoda pomiarowa – czyli doprowadzenie do zera rónicy pomidzy wy- miarem wzorca (stosu pytek wzorcowych) i wymiarem mierzonym. Pomiar polega na dobraniu stosu pytek o takiej dugoci, aby pomidzy liniaem a stosem pytek i przed- miotem nie byo przewitu. Mierzony wymiar jest wtedy równy dugoci stosu pytek.
Rys. 1.58. Sposób pomiaru wymiaru zewntrznego za pomoc pytek wzorcowych i liniau krawdziowego
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
32
Rys. 1.59. Sposób pomiaru wymiaru rednicy waka za pomoc pytek wzorcowych
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Dla przypadku pokazanego na rys. 1.57 warto rednicy waka bdzie równa du- goci stosu pytek wzorcowych dobranej tak, aby wkadki mona byo naoy bez luzu na waek.
Pomiar gbokoci Rys. 1.60. Sposób pomiaru gbokociomierzem suwmiarkowym
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
33
Podczas pomiaru gbokoci otworu gbokociomierzem mikrometrycznym naley odczyta wskazanie mikrometru, gdy wrzeciono mikrometru jest dokrcone do dna otworu oraz tzw. wskazanie zerowe. Sprawdzenia wskazania zerowego dokonuje si wtedy, gdy powierzchnia pomiarowa poprzeczki mikrometru jest docinita do paskiej powierzchni i wrzeciono jest dokrcone do oporu. Rónica pomidzy wskazaniem zero- wym a wartoci jest równa gbokoci otworu.
Pomiar któw Pomiar ktomierzem uniwersalnym polega na przyoeniu bez szczelin obu ramion
ktomierza do powierzchni boków mierzonego kta. Wskazania odczytuje si z noniusza.
34
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Rys. 1.63. Sposób odczytu wskazania ktomierza uniwersalnego
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Proponowane zadanie do wykonania: Zadanie 12 z plikuTWwS_1.6_Zadania
35
Zasad pomiaru odchyki prostoliniowoci (np. tworzcej waka) przedstawiono na
rys. 1.64. Naley przyoy wzdu tworzcej waka linia krawdziowy i obserwowa szczelin jaka moe powsta pomidzy krawdzi liniau a tworzc waka.
Ocena chropowatoci powierzchni Stosowane s dwie metody oceny chropowatoci powierzchni przedmiotów:
metoda porównania z wzorcem chropowatoci, pomiar profilometrem (lub profilomierzem).
Rys. 1.65. Ocena chropowatoci powierzchni poprzez porównanie dotykiem wzorca chropowatoci i powierzchni przedmiotu.
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Ocena chropowatoci powierzchni poprzez porównanie z wzorcem polega na prze- suwaniu paznokcia lub mikkiej blaszki po powierzchni wzorca chropowatoci i po powierzchni badanej. Jeeli drgania paznokcia (lub blaszki) w obu przypadkach s jednakowe, to przyjmuje si, e chropowato badanej powierzchni i wzorca s jed- nakowe.
36
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Istot pomiaru chropowatoci za pomoc profilometru jest porównanie sygnaów elektrycznych generowanych w cewkach indukcyjnych sprzonych z kocówkami: prowadzc i pomiarow. Wynik pomiaru chropowatoci pojawi si na wywietlaczu elektronicznym lub jest wygenerowany w formie wydruku.
Rys. 1.67. Przykad pomiaru profilometrem
ródo: opracowano na podstawie http://www.ios.krakow.pl/119,0,oferta,profilometr-warsztatowy- pw03bt.htm
Niepewno pomiaru ep obejmuje wszelkie bdy, które mog wystpi podczas po- miaru, w tym bdy graniczne przypadkowe oraz oszacowane bdy systematyczne. Niepewno pomiaru ep przy uyciu danego narzdzia pomiarowego powinna by zna- na, np. podana przez producenta narzdzia pomiarowego lub oszacowana przez suby metrologiczne przedsibiorstwa. Im bardziej dokadne (i drogie) jest narzdzie pomia- rowe, tym niepewno pomiaru ep jest mniejsza. Poniewa narzdzia pomiarowe ulegaj zuyciu, wic ich waciwoci metrologiczne mog ulec pogorszeniu. Dlatego te narz- dzia pomiarowe powinny by przez uytkowników traktowane z naleyt starannoci. Powinny podlega nadzorowi sub metrologicznych przedsibiorstwa.
Optymalny dobór narzdzia pomiarowego do wykonania pomiaru powinien uwzgldnia warto tolerancji T mierzonego wymiaru oraz przewidywan niepewno ep pomiaru, która jest zalena od rodzaju narzdzia pomiarowego i sposobu przeprowadzenia pomiaru. Niepewno pomiaru ep powinna stanowi zawsze ma cz tolerancji T mierzonego wymiaru zwykle 0,1 T ≤ ep ≤ 0,2 T.
6. Konserwacja narzdzi i przyrzdów pomiarowych
Narzdzia i przyrzdy pomiarowe powinny by chronione przed uszkodzeniami mechanicznymi wpywami warunków atmosferycznych. Niewaciwe obchodzenie si ze sprztem pomiarowym powoduje jego przedwczesne zuycie. Nie naley w czasie uytkowania przechowywa sprztu pomiarowego z narzdziami obróbkowymi lub w miejscach zanieczyszczonych, wilgotnych, gorcych. Sprzt pomiarowy naley prze- chowywa w stanie zakonserwowanym. Konserwacja polega na oczyszczeniu sprztu benzyn oczyszczon, bezwodnym alkoholem etylowym, acetonem lub eterem, wytarciu powierzchni cierk lnian i pokryciu cienk warstw bezwodnej i bezkwasowej wazeliny.
Przed uyciem wazelin usuwa si z powierzchni rodkiem zmywajcym.
7. Zasady BHP podczas wykonywania pomiarów warsztatowych
W trakcie wykonywania pomiarów naley uywa narzdzi i przyrzdów pomiaro- wych wycznie zgodnie z ich przeznaczeniem.
Na stanowisku pomiarowym naley zachowa porzdek w rozoeniu narzdzi po- miarowych, zwaszcza ostrych, aby zapobiec ewentualnym skaleczeniom. Ponadto upa- dek przyrzdu pomiarowego moe spowodowa jego uszkodzenie.
Na stanowisku pomiarowym powinny znale si tylko niezbdne narzdzia pomia- rowe i uchwyty.
Podczas pomiarów naley zwróci szczególn uwag na staranne ustawienie i ostrone przenoszenie cikich przedmiotów, eby nie spowodowa obrae w razie upadku przedmiotu.
Owietlenie stanowiska pomiarowego powinno umoliwia precyzyjne odczytywa-
nie zmierzonych wartoci i nie powodowa zmczenia oczu.
38
Do konserwacji narzdzi pomiarowych naley stosowa odpowiednie rodki zgod- nie z zaleceniami producenta oraz przestrzega zasad i warunków wykonania konser- wacji.
Podczas wykonywania pomiaru przedmiotów zamocowanych w uchwytach obra- biarek czynnoci pomiarowe mona wykonywa tylko wtedy, gdy obrabiarka jest za- trzymana, mierzony przedmiot jest nieruchomy, a jego temperatura jest zbliona do temperatury otoczenia. Bibliografia:
1. Malinowski J.: Pasowania i pomiary. WSiP, Warszawa, 1993 2. Malinowski J.: Pomiary dugoci i kta w budowie maszyn. WSiP, Warszawa 1998 3. Malinowski J. Jakubiec W. Starczak M.: Sprawdzanie dokadnoci w budowie ma-
szyn. WSiP, Warszawa 1997 4. Praca zbiorowa: Poradnik mechanika. WNT, Warszawa,2000 5. Solis H., Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa, 1996
Netografia:
2. Gbokociomierz suwmiarkowy - http://commons.wikimedia.org/wiki/File:G%C5%82%C4%99boko%C5 %9Bciomierz_suwmiarkowy.svg
3. Józef Zawada: METROLOGIA WIELKOCI GEOMETRYCZNYCH - http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
4. DIAMOS: Narzdzia cierne i diamentowe - http://www.diamos.eu/ 5. FÖRCH - http://www.forch.pl/ 6. dr in. Józef Zawada: Wzorce dugoci -
http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf 7. Czachurski Krzysztofa: Sprawdziany Szczkowe -
- POMIAROWE - http://isklep24.ronar.com.pl/produkty/narzedzia- kontrolno-pomiarowe,2,69380
13. ELEKTRO-MET S.C. T.Klimecki, D.Koczak - http://www.obrabiarki24.pl/ 14. Grupa Okazje Sp. z o.o. - http://www.okazje.info.pl/ 15. POMIARY KTÓW STOKÓW ZEWNTRZNYCH -
17. Grupa Topex Sp. z o.o. Sp. k.- http://www.topex.pl/ 18. Wikipedia:Czujnik zegarowy -
http://pl.wikipedia.org/wiki/Czujnik_zegarowy 19. Wkipedia: Duy komplet pytek wzorcowych -
http://pl.wikipedia.org/wiki/Plik:GaugeBlockMetricSet.jpg 20. Wikipedia: Suwmiarka - http://pl.wikipedia.org/wiki/Suwmiarka 21. WZ Narzdzia - http://www.wz-narzedzia.pl/ 22. Strona internetowa Zygmunta Ndzy - http://zygan.freehost.pl/ 23. Technika pomiaru mikrometrem oraz sprawdzanie mikrometru, strony
174 do 179 http://www.konin.edu.pl/media_pliki/file/6263_pl_10.rozdzial- vic.pdf
24. Technika pomiaru suwmiark oraz sprawdzanie suwmiarki, strony 154 do 164 http://www.konin.edu.pl/userfiles/files/Rozdzial_VIb.pdf
25. Mikroskopy i projektory pomiarowe, wg. spisu tre- ci http://www.faktor.net.pl/downloads/mitutoyo2013/13.pdf
26. Przyrzdy pomiarowe, strony 36 do 40, http://www.wtc.wat.edu.pl/images/dydaktyka/katedra/lyszkowski
27. /PIW_W_3_Metrologia_wielkosci_geometrycznych.pdf 28. Instrukcja powicona budowie mikroskopu pomiarowe-
go, http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG04.pdf 29. Instrukcja powicona budowie i zastosowaniu mikroskopu pomiarowe-
go, http://www.ktmiap.po.opole.pl/dydaktyka/Instr5.pdf 30. Pomiary któw, slajdy 12-15, http://wseiz.pl/files/materialy/MPKEM.pdf 31. Metrologia Wartoci Geometrycznych, strony 171 –
180, http://pl.scribd.com/doc/26069065/Ksia%C5%BCka-Metrologia- Wielkosci-Geometrycznych
Parametrami tymi s: wymiary gabarytowe, dugoci poszczególnych krawdzi, rednice ksztatów walcowych zewntrznych i otworów, promienie zaokrgle, kty zawarte pomidzy krawdziami oraz paszczyznami, chropowato powierzchni.
Dziedzina wiedzy dotyczca pomiarów nazywa si metrologi. W przypadku dugo- ci i kta stosuje si nazw metrologia warsztatowa (lub miernictwo warsztatowe, po- miary warsztatowe).
Podstawowymi pojciami metrologii s: wielko mierzalna, warto wielkoci.
Wielko mierzalna jest to cecha zjawiska lub ciaa, któr mona rozróni jako- ciowo i okreli ilociowo, np. dugo, czas, masa, sia, cinienie, prdko itd.
Warto wielkoci jest poczeniem liczby oraz jednostki miary. Liczba wskazuje, ile razy mierzona wielko jest wiksza od jednostki miary, np. 2[m], 4[s], 10[N], 100[Pa]. Powyej jednostki miary (metr, sekunda, niuton, paskal) zapisano w nawiasie kwadra- towym, aby podkreli, e s to jednostki miary. W praktyce podczas zapisywania war- toci wielkoci mierzonej nawiasy kwadratowe si pomija.
Pomiar jest to dowiadczalne wyznaczanie wartoci wielkoci mierzonej i polega na okreleniu, ile razy warto wielkoci mierzonej jest wiksza (lub mniejsza) od jednostki miary tej wielkoci.
Jednostk miary jest warto wielkoci umownie przyjta i okrelona jako równa jednoci, np. 1 kg, 1 m itd.
Jednostki miary s ujte w dokumencie zwanym Ukad SI (Systéme International). W ukadzie SI okrelono siedem jednostek podstawowych i dwie uzupeniajce. (ta-
bela 1.1.) Tabela 1.1. Jednostki podstawowe i uzupeniajce w ukadzie SI
Wielkoci podstawowe Jednostka miary
nazwa oznaczenie Dugo metr m Masa kilogram kg Czas sekunda s Prd elektryczny amper A Temperatura kelwin K Liczebno materii mol mol wiato kandela cd Wielkoci uzupeniajce Kt paski radian rad Kt bryowy steradian sr
3
W miernictwie warsztatowym pomiary z reguy dotycz dugoci i kta paskiego ze wzgldów praktycznych dopuszcza si stosowanie jednostek:
dugoci - milimetr [mm], kta paskiego - stopie[ ], minuta ktowa[ ], sekunda ktowa[ ].
Pomiary wykonywane s z okrelon dokadnoci – spowodowane jest to bdami towarzyszcymi procesowi wykonywania pomiaru.
Proponowane zadanie do wykonania: Zadanie 1 z plikuTWwS_1.6_Zadania
2. Metody pomiarowe Metoda pomiarowa jest to sposób porównania wartoci wielkoci mierzonej
z jednostk miary. Klasyfikacja metod pomiarowych przedstawiona jest na rys. 1.1.
Rys. 1.1. Klasyfikacja metod pomiarowych
ródo: Opracowanie wasne, na podstawie,: Malinowski J. ,,Pomiary dugoci i kta w budowie ma- szyn. WSiP, Warszawa 1998.
Metoda pomiarowa bezporednia – warto wielkoci mierzonej jest otrzymywana wprost z odczytu miernika, bez koniecznoci wykonywania oblicze (np. z odczytania wskazania narzdzia pomiarowego).
Metoda pomiarowa porednia – poszukiwana warto wielkoci mierzonej jest obli- czana na podstawie zalenoci wicej j z wielkociami, których wartoci byy mie- rzone bezporednio (np. wyznaczanie pola powierzchni prostokta na podstawie po- miarów dugoci boków).
Metoda bezporedniego porównywania – wystpuje wówczas, gdy caa warto wielkoci mierzonej jest porównywana ze znan wartoci tej samej wielkoci, która w postaci wzorca wchodzi bezporednio do wyniku pomiaru (np. pomiar dugoci przymiarem kreskowym).
Metoda rónicowa – polega na pomiarze niewielkiej rónicy midzy wartoci wiel- koci mierzonej a znan wartoci tej wielkoci (np. pomiar rednicy rednicówk czuj- nikow).
METODA POMIAROWA
BEZPOREDNIA POREDNIA
BEZPOREDNIEGO PORÓWNANIA
RÓNICOWA WYCHYLENIOWA
Metoda rónicowa wychyleniowa – pomiar maej rónicy pomidzy wartoci wiel- koci mierzonej i znan wartoci tej wielkoci za pomoc czujnika wychyleniowego.
Metoda koincydencyjna – polega na odczytaniu rónicy pomidzy znanym i wymierzonym wymiarem na podstawie zgodnoci (koincydencji) wskazów podziaki gównej przyrzdu i podziaki noniusza (np. pomiar przy pomocy suwmiarek).
Metoda zerowa polega na sprowadzeniu do zera rónicy pomidzy wartoci wiel- koci mierzonej a znan wartoci tej wielkoci.
Proponowane zadanie do wykonania: Zadanie 2 z plikuTWwS_1.6_Zadania
3. Bdy pomiarowe
Bdem pomiaru nazywa si niezgodno wyniku pomiaru z wartoci rzeczywist tej wielkoci – rónica pomidzy wartoci zmierzon a wartoci rzeczywist tej wiel- koci. Wynik kadego pomiaru jest obarczony bdem.
Gówne róda bdów pomiarowych podczas wykonywania pomiarów warsztato- wych przedstawione s na rys. 1.2.
Rys. 1.2. róda bdów pomiarowych
ródo: Jakubiec W., Malinowski J., Metrologia wielkoci geometrycznych. WNT, Warszawa 1993.
Wynikiem wykonania pomiaru wielkoci o wartoci rzeczywistej Ar jest warto
zmierzona Az. Warto zmierzona nie jest równa wartoci rzeczywistej, poniewa kady pomiar jest obarczony bdem. Rónica pomidzy wartoci zmierzon a wartoci rzeczywist nazywa si bdem pomiaru.
5
Dla potrzeb niniejszego kursu omówione bd podstawowe bdy wice si z wykonywaniem pomiarów.
W zalenoci od sposobu obliczania wartoci bdów rozrónia si bdy:
bezwzgldne, wzgldne.
W zalenoci od prawdopodobiestwa pojawienia si bdów rozrónia si bdy:
systematyczne, przypadkowe, nadmierne.
Bdem bezwzgldnym eb jest rónica algebraiczna wartoci rzeczywistej Ar i wartoci zmierzonej Az
eb= Ar - Az
ew = eb/Ar
Bdy systematyczne – bdy, których warto mona okreli i podczas wykonywania pomiarów tej samej wartoci wielkoci mierzonej i w tych samych warunkach s stae. Wpyw bdu systematycznego na wynik pomiaru mona wyeliminowa poprzez dodanie (lub odjcie) odpowiedniej poprawki. Istniej odpowiednie procedury pozwalajce okreli warto poprawki.
Wartoci bdów przypadkowych nie mona przewidzie i okreli. Mona tylko z pewnym prawdopodobiestwem granice ich zmiennoci.
Bdy nadmierne (zwane grubymi) wynikaj z nieprawidowego przeprowadzenia pomiaru i niewaciwego odczytu wyniku pomiaru.
Proponowane zadania do wykonania: Zadanie 3 i zadanie 4 z likuTWwS_1.6_Zadania
4. Klasyfikacja i waciwoci metrologiczne przyrzdów pomiaro- wych
rodki techniczne stosowane do wykonywania pomiarów mona podzieli na:
narzdzia pomiarowe,
urzdzenia pomiarowe pomocnicze.
Urzdzenia pomiarowe pomocnicze s to rodki, które nie bior udziau w wykonywaniu
pomiaru, lecz uatwiaj wykonywanie czynnoci pomiarowych, zwikszajc czuo narzdzi
pomiarowych lub umoliwiajce zachowanie staych warunków pomiaru. S to uchwyty, pry-
zmy, statywy, urzdzenia optyczne itp.
Narzdzia pomiarowe dzielimy na:
sprawdziany. Wzorcami miary s ciaa lub zjawiska fizyczne, odtwarzajce miar danej wielkoci
z okrelon dokadnoci.
Sprawdziany s przyrzdami pomiarowymi uywanymi do sprawdzania, czy war- to mierzonej wielkoci nie wykracza poza dopuszczalne granice tolerancji. Maj one gównie zastosowanie w produkcji masowej.
Wzorce miar Wzorce mog by:
kocowe, kreskowe, falowe.
Wzorce kocowe maj posta bry materialnych, które dan warto dugoci od- twarzaj odlegoci dwóch równolegych paszczyzn lub tworzcych, wzgldnie odle- goci dwóch punktów. W praktyce pomiarów warsztatowych najwaniejszymi wzor- cami kocowymi s:
pytki wzorcowe, szczelinomierze.
Pytki wzorcowe maj najczciej ksztat prostopadocianów (rys. 1.3). Warto dugoci odtwarzaj dwie przeciwlege powierzchnie zwane powierzchniami pomiaro- wymi. S one wykonane znacznie bardziej starannie, anieli pozostae powierzchnie okrelane mianem powierzchni bocznych. Powierzchnie pomiarowe maj t wasno, e pytka przywiera nimi do powierzchni pomiarowych innych pytek wzorcowych. Ta cecha jest bardzo istotna, poniewa dziki niej mona bez dodatkowego oprzyrzdowa- nia tworzy zwarte stosy pytek o danych wysokociach. Rys. 1.3. Pytki wzorcowe dugoci
ródo: http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf
ródo: http://pl.wikipedia.org/wiki/Plik:GaugeBlockMetricSet.jpg
Pytki wzorcowe wykonywane s w trzech podstawowych kompletach:
komplet may (47 sztuk), komplet redni (76 sztuk), komplet duy (103 sztuki).
W kadym komplecie wystpuj pytki o rónych wymiarach stopniowane co 0,001; 0,01; 0,1; 0,5; 10 mm Rys. 1.5. Sposób skadania stosu pytek wzorcowych ródo: http://bhkarcz.pl/mitutoyo/reczne-przyrzady-pomiarowe/plytki-wzorcowe/
Wybierajc z kompletu pytki wzorcowe, które maj utworzy stos danej wysoko-
ci, naley rozpoczyna od pytek tworzcych kocówk wartoci wysokoci budowane- go stosu.
Proponowane zadania do wykonania: Zadanie 5 i zadanie 6 z pliku- TWwS_1.6_Zadania (przeczenie na tre zadania 5 oraz 6 z plikuTWwS_1.6_Zadania)
Szczelinomierze maj ksztat cienkich pytek (rys. 1.6) i, podobnie jak pytki wzorcowe, odtwarzaj warto dugoci odlegoci dwóch równolegych paszczyzn. Zakresy po- miarowe kompletów pytek wynosz od 0,05 do 1 mm.
ródo: http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf
ródo: http://www.forch.pl/product.aspx?p=47b40984-4997-42c8-b532-1922022087d8&g=5c8853f3- 0ab1-4074-9cf0-a58aeef6fcab
Wzorce kreskowe odtwarzaj wartoci dugoci wzajemnymi odlegociami kres naniesionych na paskiej powierzchni wzorca lub te odlegociami kres od krawdzi wzorca (rys. 1.8). W tym drugim przypadku okrela si je mianem wzorców kocowo- kreskowych.
ródo: http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf
ci fal promieniowania elektromagnetycznego emitowanego przez pewne pierwiastki w cile okrelonych warunkach. Najczciej wykorzystywane jest promieniowanie takich pierwiastków, jak: krypton 86, rt 198, kadm 114 oraz promieniowanie laserów typu He-Ne. Do odtwarzania wartoci dugoci t metod su specjalne przyrzdy zwane interferometrami.
Promieniomierze odtwarzaj wzorce promieni zaokrgle wewntrznych lub ze-
wntrznych. Produkowane s w zestawach skadajcych si z kilkunastu, kilkudziesiciu sztuk i umoliwiaj pomiar promieni w zakresie od 1 do 25 mm.
Pomiar promieniomierzem polega na dobraniu wzornika promienia najlepiej przy- legajcego do mierzonej krzywizny, warto promienia jest wytoczona na powierzchni wzornika.
Rys. 1.9. Komplet promieniomierzy
ródo: http://www.narzedzie.com/product.php?id_product=2606
Wzorce któw to:
ktowniki o kcie 90, wzorce któw czsto stosowanych, pytki ktowe.
Rys. 1.11. Ktowniki: a) krawdziowy, b) walcowy
ródo: Malinowski J., Pomiary dugoci i kta w budowie maszyn. WSiP, Warszawa, 1998.
W ktownikach krawdziowych odtwarzana warto kta zawarta jest pomidzy
prostoliniow krawdzi a paszczyzn pomiarow. Ktowniki walcowe maj ksztat walca. Odtwarzana warto kta zawarta jest po-
midzy dowoln tworzc tego walca a paszczyzn jego podstawy. Rys. 1.12. Komplet wzorców któw
11
Rys. 1.13. Przykad pomiaru któw narzdzia skrawajcego za pomoc wzorca któw
ródo: http://www.nozelutowane.biz.pl/index.php?go=3
Pytki wzorcowe ktowe s to pytki o ksztacie wieloboków, majce powierzchnie po-
miarowe nachylone pod okrelonymi ktami. Niektóre modele maj dokadnie obrobione po-
wierzchnie pomiarowe, majce zdolno przywierania do siebie.
Wystpuj pytki ktowe:
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Pytki ktowe Johanssona oraz pytki ktowe Kusznikowa wychodz z uycia. Coraz cz-
ciej s stosowane pytki ktowe przywieralne.
W celu pomiaru kta pytki ktowe przywieralne skadane s w zestawy odpowiadajce
okrelonej wartoci kta.
ródo: http://www.diamos.eu/index.php/plytki-wzorcowe/plytki-wzorcowe-dlugosci-i-kata/stalowe- katowe
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
miarów, zawieraj mechanizmy suce do zamiany wielkoci mierzonej na inne wielko- ci, które pozwol na dokonanie pomiaru, mechanizmy regulacji oraz mechanizmy kom- pensacji bdów.
Wyrónia si nastpujce przyrzdy pomiarowe:
przyrzdy suwmiarkowe, przyrzdy mikrometryczne, czujniki pomiarowe, mikroskopy pomiarowe, projektory.
Mikroskopy pomiarowe i projektory nie s wykorzystywane w codziennej pracy lusa-
rza. Wicej informacji na ich temat mona znale w Internecie na stronie
http://www.faktor.net.pl/downloads/mitutoyo2013/13.pdf (aktywny link do strony
www)
Przyrzdy suwmiarkowe Cech charakterystyczn przyrzdów suwmiarkowych jest noniusz umoliwiajcy zwikszenie dokadnoci odczytu wyniku pomiaru. Noniusz umoliwia odczytanie uamkowej czci wartoci dziaki elementarnej podziaki gównej na podstawie koin- cydencji kres obu podziaek. Odlego kres noniusza róni si od odlegoci kres po- dziaki gównej o dokadno odczytania. Rys. 1.19. Ilustracja zasady pomiaru suwmiark
ródo: http://www.1pf.if.uj.edu.pl/c/document_library/get_file?uuid=32c2eb0a-d69b-4920-93a8- 35a19b4edba1&groupId=5046939
1. staa szczka do pomiaru wymiarów zewntrznych, 2. ruchoma szczka do pomiaru wymiarów zewntrznych, 3. staa szczka do pomiaru wymiarów wewntrznych, 4. ruchoma szczka do pomiaru wymiarów wewntrznych, 5. zwikszajcy dokadno pomiarow odczytu w [mm], 6. noniusz zwikszajcy dokadno pomiarow odczytu w calach, 7. podziaka calowa, 8. dwignia zacisku ustalajcego pooenie przesuwnej szczki, 9. podziaka milimetrowa, 10. gbokociomierz, do pomiarów gbokoci i wymiarów mieszanych.
Rys. 1.21. Sposób odczytu wartoci zmierzonej na noniuszu
ródo: www.technika2.republika.pl
W praktyce najczciej stosowane s suwmiarki umoliwiajce wykonywanie po- miarów z dokadnoci: 0,1 mm; 0,05 mm oraz 0,02, które wycofywane s z uycia.
Rys. 1.23. Widok noniuszy i podziaki gównej suwmiarek umoliwiajcych wykonanie pomiaru z dokadnoci: a) 0,1 mm; b) 0,05 mm
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Coraz czciej stosowane s suwmiarki posiadajce czujniki zegarowe oraz urzdze-
nia odczytu cyfrowego – dziki temu odczyt wskazania suwmiarki jest atwiejszy i ist- nieje mniejsze prawdopodobiestwo popenienia bdu grubego (rys. 1.23. i 1.24.).
Rys. 1.24. Suwmiarka z odczytem cyfrowym ródo: www.stalco.pl
ródo: www.mastertools.pl
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: http://commons.wikimedia.org/wiki/File:G%C5%82%C4%99boko%C5%9Bciomierz_suwmiarkowy. svg http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Proponowane zadanie do wykonania: Zadanie7 z plikuTWwS_1.6_Zadania
Przyrzdy mikrometryczne W przyrzdach mikrometrycznych rol wzorca peni dokadnie obrobiona ruba
zwana rub mikrometryczn o skoku najczciej 0,05 mm lub 0,1 mm. Przyrzdami mikrometrycznymi mona wykonywa pomiary wymiarów liniowych zewntrznych, wewntrznych oraz mieszanych.
Ze wzgldu na przeznaczenie mona wyróni dwa rodzaje mikrometrów (uywane jest równie okrelenie mikromierzy):
uniwersalne, specjalne.
mikrometry do wymiarów zewntrznych, mikrometry szczkowe, rednicówki mikrometryczne, gbokociomierze mikrometryczne.
Mikrometr zewntrzny (rys. 1.28) jest przeznaczony do pomiaru dugoci, gruboci i rednicy z dokadnoci do 0,01 mm. Skada si z kabka 1, którego jeden koniec jest zakoczony kowadekiem 2, a drugi nieruchom tulej z podziak wzdun 3 i obrotowym bbnem 4, z podziak poprzeczn 5. Poza tym mikrometr jest wyposaony we wrzeciono 6, zacisk ustalajcy 7 i pokrto sprzga ciernego 8. Wrzeciono ma naci- ty gwint o skoku 0,5 mm i jest wkrcone w nakrtk zamocowan wewntrz nierucho- mej tulei z podziak wzdun. Obracajc bben, mona dowolnie wysuwa lub cofa wrzeciono. Aby dokona waciwego pomiaru i unikn uszkodzenia gwintu przez zbyt mocne docinicie czoa wrzeciona do powierzchni mierzonego przedmiotu, mikrometr jest wyposaony w sprzgo cierne z pokrtem. Obracajc pokrtem sprzga ciernego, obracamy wrzeciono do chwili zetknicia go z mierzonym przedmiotem lub kowade- kiem, po czym sprzgo lizga si i nie przesuwa wrzeciona. Pooenie wrzeciona ustala si za pomoc zacisku.
18
ródo: opracowano na podstawie: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: www.okazje.info.pl
ródo: www.opisyprzyrzdy.prv.pl
ródo: opracowano na podstawie: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
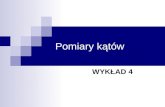
rednicówka mikrometryczna suy do wyznaczania wymiarów otworów, gównie rednic, w zakresie 75÷575 mm. rednicówka mikrometryczna (rys. 1.31) zbudowana jest z tulei 1, wrzeciona 5 ze rub mikrometryczn, bbna 2, kocówki staej 3 z trzpieniem pomiarowym 4.
Dla zwikszenia zakresu pomiarowego midzy tulej a kocówk sta wkrca si odpowiedni przeduacz lub ich zestaw. W skad kompletu wchodz przeduacze du- goci 13, 25, 50, 100 i 200 mm. Zakres pomiarowy rednicówki bez przeduacza wynosi 75÷88 mm, a ze wszystkimi przeduacza mi 75÷575 mm.
Rys. 1.32. Widok gbokociomierza mikrometrycznego
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
bie lub uskoków. Elementem pomiarowym tego gbokociomierza jest ruba mikro- metryczna. Umoliwia on dokonywanie pomiarów z dokadnoci 0,01 mm. Gbokociomierze mikrometryczne mog by z przeduaczami wymiennymi lub bez przeduaczy. Najczciej stosowane zakresy pomiarowe wynosz 0÷100 mm.
gruboci zbów kó zbatych, rednic podziaowych gwintów, rednic obrotowych niecigych, gruboci cianek rur, rednicy drutu.
Rys. 1.33. Budowa i sposób wykorzystania mikrometry do pomiaru gruboci zbów kó zbatych
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Rys. 1.34. Budowa i sposób wykorzystania mikrometru do pomiaru rednic podziao- wych gwintów
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Mikrometry do pomiaru rednic podziaowych gwintów wyposaone s w zestaw
wymiennych kocówek pomiarowych dostosowanych do parametrów mierzonych gwintów. Kadorazowa zmiana kocówek pomiarowych powoduje konieczno wzor- cowania mikrometru.
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Mikrometry do pomiaru rednic obrotowych niecigych stosuje si do pomiaru
rednic narzdzi skrawajcych. Pooenie kowadeek na kabku i skok ruby mikrome- trycznej s tak dobrane, aby mikrometr wskazywa bezporednio rednic mierzonego narzdzia.
Rys. 1.36. Budowa mikrometru do pomiaru gruboci cianek rur
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
ródo: http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
Proponowane zadanie do wykonania: Zadanie 8 z plikuTWwS_1.6_Zadania Czujniki pomiarowe. Czujniki s to przyrzdy pomiarowe, suce z reguy do okrelania odchyek od
wymiaru nominalnego. Zakres pomiaru czujników nie przekracza 10 mm. Czujniki nieza- lenie od rozwizania konstrukcyjnego, s wyposaone w urzdzenia umoliwiajce zamian przemieszczenia liniowego kocówki pomiarowej na wychylenie wskazówki przyrzdu. Urzdzenia te maj due przeoenie, tzn. niewielkie przemieszczenie ko- cówki pomiarowej powoduje znaczne wychylenie wskazówki.
dwigniowe, zegarowe.
ródo: http://imisp.mech.pw.edu.pl/prezentacja/dyplom/mechaniczne/czujnik_dzwigniowy_budowa.html
Sposób dziaania czujnika dwigniowego: na trzpieniu pomiarowym 1 umieszczony
jest dwustronny nó 3. Nó ten wchodzi w wycicie w dwigni 5. Dwignia z drugiej strony opiera si na nieruchomym nou 6. Nó, przesuwajc si wraz z trzpieniem, po- woduje obrót dwigni i poczonej z ni wskazówki dookoa ostrza noa. Spryna 2 powoduje docisk dwigni do noy i jednoczenie wywouje odpowiedni nacisk pomia- rowy trzpienia na mierzony przedmiot (rys. 1.38).
Rys. 1.39. Budowa czujnika zegarowego
ródo: http://pl.wikipedia.org/wiki/Czujnik_zegarowy
Czujniki zegarowe s powszechnie stosowane w pomiarach warsztatowych, zwasz- cza przy odbiorze i kontroli maszyn, urzdze i narzdzi. Na rysunku 1.39. przedsta- wiono gówne elementy czujnika zegarowego. Trzpie pomiarowy 8 jest zakoczony wymienn kocówk 9 i znajduje si w tulei 7, czy si z mechanizmem zegarowym znajdujcym si wewntrz obudowy 6. Czujnik zegarowy posiada dwie wskazówki – ma 3 (wskazujc warto w milimetrach na podziace pomocniczej 10) oraz du 5 (wskazujc warto w setnych milimetra). Tarcza z podzielni moe by obracana dziki uyciu piercienia 2. Trzpie pomiarowy 8 wraz z kocówk pomiarow 9 moe by unoszony do góry (lub opuszczany) dziki uchwytowi do podnoszenia i opuszczania trzpienia pomiarowego 1. Wskazówki 4 su do nastawienia wartoci odchyki górnej oraz dolnej.
Sposób dziaania mechanizmu zegarowego jest nastpujcy (rys. 1.40.) – zbatka znajdujca si w rodkowej czci trzpienia pomiarowego 1 wspópracuje z koem zba- tym 3, które zazbione jest z koami zbatymi 4, 5, 6. Na osi koa 6 osadzona jest wska- zówka dua 9, a na osi koa 3 wskazówka maa. Spryna spiralna oraz koo zbate 6 maj za zdanie kasowanie luzu w zazbieniach. Powrót trzpienia pomiarowego 1 do po- oenia wyjciowego gwarantuje spryna 8, która za porednictwem dwigni 7 wywie- ra nacisk na trzpie 1.
Rys. 1.40. Budowa mechanizmu zegarowego
ródo: zygan.freehost.pl
Przyrzdy do pomiaru któw W praktyce pomiarów warsztatowych do wykonywania mniej dokadnych pomiarów któw stosowany jest ktomierz uniwersalny.
24
Rys. 1.41. Budowa ktomierza uniwersalnego. 1 – tarcza z podziak, 2 – noniusz, 3 – rami stae, 4 – rami ruchome, 5 – zacisk tar- czy, 6 – zacisk ramienia ruchomego.
ródo: http://pldocs.docdat.com/docs/index-200428.html
Jedno rami 3 ktomierza jest zczone trwale z gowic w postaci okrgej tarczy z podziak noniusza ktowego 1. Wokó tej tarczy moe by obracany o dowolny kt piercie z podziak stopniow, do którego jest przymocowane drugie rami ktomie- rza 4 w postaci przesuwnego liniau. Piercie mona unieruchamia w dowolnym poo- eniu wzgldem tarczy zaciskiem 6, np. po przystawieniu obu ramion do powierzchni tworzcych mierzony kt. Zastosowanie noniusza umoliwia odczytywanie kta z b- dem odczytania 5’. Krawdzie kadego ramienia s do siebie równolege w stopniu do- statecznym dla zagwarantowania jednakowej dokadnoci pomiaru przy wykorzystaniu krawdzi zewntrznych albo wewntrznych.
Wskazania odczytuje si podobnie jak na suwmiarce. Sprawdziany Sprawdziany umoliwiaj sprawdzenie, czy dany wymiar jest poprawny, czy niepo-
prawny – nie pozwalaj na okrelenie wartoci rzeczywistej wymiaru. Dziki stosowa- niu sprawdzianów moliwe jest okrelenie, czy wymiar nie przekracza wartoci gra- nicznej (dolnej i górnej). Sprawdziany dziel si na sprawdziany:
wymiaru, ksztatu.
Sprawdziany mog odwzorowywa tylko jeden wymiar graniczny (najmniejszy lub naj- wikszy) – wtedy nazywane s sprawdzianami jednogranicznymi, mog take odwzo- rowywa obydwa wymiary graniczne – wtedy nazywane s dwugranicznymi.
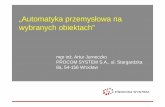
Rys. 1.42. Sprawdziany jednograniczne do waków: a) piercieniowy, b) szczkowy
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
ródo: http://www.wz-narzedzia.pl
W przypadku sprawdzianów dwugranicznych (rys. 1.43) wymiar z jednej strony
sprawdzianu ma warto górnego wymiaru granicznego i ta strona sprawdzianu nazywa si strona przechodni, natomiast z drugiej strony sprawdzianu ma wymiar równy dol- nemu wymiarowi granicznemu i ta strona nazywa si stron nieprzechodni.
Sprawdziany szczkowe mog by wykonane w wersji nastawnej, tj. wymiar spraw- dzany jest nastawiany zwykle za pomoc pytek wzorcowych. Rys. 1.44. Sprawdzian szczkowy jednostronnie nastawny
ródo: http://kczachurski.pl/sprawdziany/szczekowe,135.html
ródo: http://kczachurski.pl/sprawdziany/szczekowe,135.html
Rys. 1.46. Sprawdziany do otworów: a) toczkowy walcowy dwugraniczny, b) opatkowy walcowy, c) redniówkowe, d) sposób pomiaru
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
ródo: http://www.konin.edu.pl/media_pliki/file/6262_pl_8a.rozdzial-via1.pdf
5. Technika dokonywania pomiarów warsztatowych Pomiary suwmiark Pomiaru wymiarów zewntrznych za pomoc suwmiarki naley dokonywa szczk
pask, powierzchnia szczk paskich powinna by równolega w miejscu pomiaru do powierzchni przedmiotu mierzonego, gdy wtedy w najwikszym stopniu eliminowane s bdy pomiaru.
Rys. 1.49. Lokalizacja szczki krawdziowej i szczki paskiej suwmiarki
ródo: http://www.swiatnarzedzi.pl
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Zaleca si, aby podczas pomiaru mierzony przedmiot gboko wprowadza pomi-
dzy szczki paskie suwmiarki, moliwie blisko prowadnicy. Suwmiark naley utrzy- mywa w paszczynie prostopadej do powierzchni mierzonego przedmiotu w miejscach wyznaczajcych wymiar – dziki temu powierzchnie szczk paskich bd równolege do powierzchni przedmiotu mierzonego. Niedopuszczalne jest dokonywanie pomiaru szczkami krawdziowymi ze wzgldu na due prawdopodobiestwo niepro- stopadoci suwmiarki i powierzchni przedmiotu mierzonego (rys. 1.50.).
Pomiaru rednicy rowka dokonuje si wycznie szczkami krawdziowymi, gdy zapewniona jest podczas pomiaru styczno szczk suwmiarki i powierzchni rowka. (rys. 1.51.)
Rys. 1.51. Pomiar rednicy rowka za pomoc suwmiarki
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Rys. 1.52. Sposób odczytu wskazania suwmiarki
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
29
Pomiary mikrometrem Rys. 1.53. Sposób pomiaru mikrometrem: a) przedmioty mae, b) przedmioty due
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Podczas wykonywania pomiaru mikrometr moe by trzymany przez pracownika
w rce lub zamocowany w uchwycie. Jeeli przedmiot jest may i lekki, mikrometr powi- nien by zamocowany w uchwycie, mierzony przedmiot trzymany jest lew rk, a pokrto mikrometru powinno by obracane praw. Jeeli mierzony przedmiot jest duy, to powinien by pooony na stabilnym podou i wtedy mikrometr jest trzymany lew rk za nakadki kabka, a praw rk naley obraca pokrto mikrometru.
Przedmiot mierzony naley obj kocówkami pomiarowymi mikrometru, a nastpnie obraca pokrto mikrometru a do oporu (sprzgieko nie obraca bbna). Nastpnie naley delikatnie porusza mikrometrem, aby upewni si, czy kocówki po- miarowe mikrometru przylegaj do powierzchni przedmiotu i wykona jeszcze obrót pokrtem mikrometru, aby wyeliminowa ewentualny luz pomidzy kocówkami po- miarowymi mikrometru i powierzchni mierzonego przedmiotu. Po wykonaniu tych czynnoci mona dokona odczytu wskazania mikrometru.
Rys. 1.54. Sposób pomiaru mikrometrem wewntrznym
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
30
Rys. 1.55. Prawidowe wskazy na bbnie mikrometru: a) wymiar 5,00 mm, b) wymiar 4,95 mm (5-0,05) c) wymiar 5,05 mm (5+0,05)
ródo: http://www.konin.edu.pl/media_pliki/file/6263_pl_10.rozdzial-vic.pdf
Pomiary czujnikiem Pomiar czujnikiem zegarowym (lub dwigniowym) wykonywany jest metod róni-
cow – dokadno pomiaru jest wysoka. Sposób przeprowadzenia pomiaru przedstawia rys. 1.56.
Rys. 1.56. Pomiar metod rónicow za pomoc czujnika zegarowego: a) ustawienie czujnika za pomoc stosu pytek wzorcowych na wskazanie zerowe, b) odczytanie rónicy wymiarów pomidzy przedmiotem mierzonym a stosem pytek wzorcowych
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Wynik pomiaru A jest równy sumie dugoci nominalnej stosu pytek wzorcowych
N i odczytanej z czujnika rónicy wskaza R = O1 – O2, czyli A = N + R. Dugo nominaln stosu pytek N ustala si w ramach czynnoci przygotowawczych
do pomiaru. Dokonuje si wstpnego pomiaru przedmiotu przyrzdem pomiarowym o mniejszej dokadnoci ni czujnik zegarowy i otrzymany wynik traktowany jest jako dugo stosu pytek wzorcowych N.
ródo: http://www.cnc.info.pl
Wynik pomiaru wykonywanego czujnikiem zegarowym skada si ze wskaza
wskazówki maej oraz duej. Pene milimetry wskazuje wskazówka maa, a dziesite, setne czci milimetra wskazuje wskazówka dua. Np. ma rys. 1.57 czujnik zegarowy wskazuje warto - 0,20 mm.
Pomiar pytkami wzorcowymi Do pomiaru wymiarów zewntrznych lub mieszanych mona uy pytek wzorco-
wych. Na rys. 1.58. i 1.59. przedstawiono te pomiary. W obu przypadkach zastosowana jest zerowa metoda pomiarowa – czyli doprowadzenie do zera rónicy pomidzy wy- miarem wzorca (stosu pytek wzorcowych) i wymiarem mierzonym. Pomiar polega na dobraniu stosu pytek o takiej dugoci, aby pomidzy liniaem a stosem pytek i przed- miotem nie byo przewitu. Mierzony wymiar jest wtedy równy dugoci stosu pytek.
Rys. 1.58. Sposób pomiaru wymiaru zewntrznego za pomoc pytek wzorcowych i liniau krawdziowego
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
32
Rys. 1.59. Sposób pomiaru wymiaru rednicy waka za pomoc pytek wzorcowych
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Dla przypadku pokazanego na rys. 1.57 warto rednicy waka bdzie równa du- goci stosu pytek wzorcowych dobranej tak, aby wkadki mona byo naoy bez luzu na waek.
Pomiar gbokoci Rys. 1.60. Sposób pomiaru gbokociomierzem suwmiarkowym
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
33
Podczas pomiaru gbokoci otworu gbokociomierzem mikrometrycznym naley odczyta wskazanie mikrometru, gdy wrzeciono mikrometru jest dokrcone do dna otworu oraz tzw. wskazanie zerowe. Sprawdzenia wskazania zerowego dokonuje si wtedy, gdy powierzchnia pomiarowa poprzeczki mikrometru jest docinita do paskiej powierzchni i wrzeciono jest dokrcone do oporu. Rónica pomidzy wskazaniem zero- wym a wartoci jest równa gbokoci otworu.
Pomiar któw Pomiar ktomierzem uniwersalnym polega na przyoeniu bez szczelin obu ramion
ktomierza do powierzchni boków mierzonego kta. Wskazania odczytuje si z noniusza.
34
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Rys. 1.63. Sposób odczytu wskazania ktomierza uniwersalnego
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Proponowane zadanie do wykonania: Zadanie 12 z plikuTWwS_1.6_Zadania
35
Zasad pomiaru odchyki prostoliniowoci (np. tworzcej waka) przedstawiono na
rys. 1.64. Naley przyoy wzdu tworzcej waka linia krawdziowy i obserwowa szczelin jaka moe powsta pomidzy krawdzi liniau a tworzc waka.
Ocena chropowatoci powierzchni Stosowane s dwie metody oceny chropowatoci powierzchni przedmiotów:
metoda porównania z wzorcem chropowatoci, pomiar profilometrem (lub profilomierzem).
Rys. 1.65. Ocena chropowatoci powierzchni poprzez porównanie dotykiem wzorca chropowatoci i powierzchni przedmiotu.
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Ocena chropowatoci powierzchni poprzez porównanie z wzorcem polega na prze- suwaniu paznokcia lub mikkiej blaszki po powierzchni wzorca chropowatoci i po powierzchni badanej. Jeeli drgania paznokcia (lub blaszki) w obu przypadkach s jednakowe, to przyjmuje si, e chropowato badanej powierzchni i wzorca s jed- nakowe.
36
ródo: Malinowski J., Pasowania i pomiary. WSiP, Warszawa 1993.
Istot pomiaru chropowatoci za pomoc profilometru jest porównanie sygnaów elektrycznych generowanych w cewkach indukcyjnych sprzonych z kocówkami: prowadzc i pomiarow. Wynik pomiaru chropowatoci pojawi si na wywietlaczu elektronicznym lub jest wygenerowany w formie wydruku.
Rys. 1.67. Przykad pomiaru profilometrem
ródo: opracowano na podstawie http://www.ios.krakow.pl/119,0,oferta,profilometr-warsztatowy- pw03bt.htm
Niepewno pomiaru ep obejmuje wszelkie bdy, które mog wystpi podczas po- miaru, w tym bdy graniczne przypadkowe oraz oszacowane bdy systematyczne. Niepewno pomiaru ep przy uyciu danego narzdzia pomiarowego powinna by zna- na, np. podana przez producenta narzdzia pomiarowego lub oszacowana przez suby metrologiczne przedsibiorstwa. Im bardziej dokadne (i drogie) jest narzdzie pomia- rowe, tym niepewno pomiaru ep jest mniejsza. Poniewa narzdzia pomiarowe ulegaj zuyciu, wic ich waciwoci metrologiczne mog ulec pogorszeniu. Dlatego te narz- dzia pomiarowe powinny by przez uytkowników traktowane z naleyt starannoci. Powinny podlega nadzorowi sub metrologicznych przedsibiorstwa.
Optymalny dobór narzdzia pomiarowego do wykonania pomiaru powinien uwzgldnia warto tolerancji T mierzonego wymiaru oraz przewidywan niepewno ep pomiaru, która jest zalena od rodzaju narzdzia pomiarowego i sposobu przeprowadzenia pomiaru. Niepewno pomiaru ep powinna stanowi zawsze ma cz tolerancji T mierzonego wymiaru zwykle 0,1 T ≤ ep ≤ 0,2 T.
6. Konserwacja narzdzi i przyrzdów pomiarowych
Narzdzia i przyrzdy pomiarowe powinny by chronione przed uszkodzeniami mechanicznymi wpywami warunków atmosferycznych. Niewaciwe obchodzenie si ze sprztem pomiarowym powoduje jego przedwczesne zuycie. Nie naley w czasie uytkowania przechowywa sprztu pomiarowego z narzdziami obróbkowymi lub w miejscach zanieczyszczonych, wilgotnych, gorcych. Sprzt pomiarowy naley prze- chowywa w stanie zakonserwowanym. Konserwacja polega na oczyszczeniu sprztu benzyn oczyszczon, bezwodnym alkoholem etylowym, acetonem lub eterem, wytarciu powierzchni cierk lnian i pokryciu cienk warstw bezwodnej i bezkwasowej wazeliny.
Przed uyciem wazelin usuwa si z powierzchni rodkiem zmywajcym.
7. Zasady BHP podczas wykonywania pomiarów warsztatowych
W trakcie wykonywania pomiarów naley uywa narzdzi i przyrzdów pomiaro- wych wycznie zgodnie z ich przeznaczeniem.
Na stanowisku pomiarowym naley zachowa porzdek w rozoeniu narzdzi po- miarowych, zwaszcza ostrych, aby zapobiec ewentualnym skaleczeniom. Ponadto upa- dek przyrzdu pomiarowego moe spowodowa jego uszkodzenie.
Na stanowisku pomiarowym powinny znale si tylko niezbdne narzdzia pomia- rowe i uchwyty.
Podczas pomiarów naley zwróci szczególn uwag na staranne ustawienie i ostrone przenoszenie cikich przedmiotów, eby nie spowodowa obrae w razie upadku przedmiotu.
Owietlenie stanowiska pomiarowego powinno umoliwia precyzyjne odczytywa-
nie zmierzonych wartoci i nie powodowa zmczenia oczu.
38
Do konserwacji narzdzi pomiarowych naley stosowa odpowiednie rodki zgod- nie z zaleceniami producenta oraz przestrzega zasad i warunków wykonania konser- wacji.
Podczas wykonywania pomiaru przedmiotów zamocowanych w uchwytach obra- biarek czynnoci pomiarowe mona wykonywa tylko wtedy, gdy obrabiarka jest za- trzymana, mierzony przedmiot jest nieruchomy, a jego temperatura jest zbliona do temperatury otoczenia. Bibliografia:
1. Malinowski J.: Pasowania i pomiary. WSiP, Warszawa, 1993 2. Malinowski J.: Pomiary dugoci i kta w budowie maszyn. WSiP, Warszawa 1998 3. Malinowski J. Jakubiec W. Starczak M.: Sprawdzanie dokadnoci w budowie ma-
szyn. WSiP, Warszawa 1997 4. Praca zbiorowa: Poradnik mechanika. WNT, Warszawa,2000 5. Solis H., Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa, 1996
Netografia:
2. Gbokociomierz suwmiarkowy - http://commons.wikimedia.org/wiki/File:G%C5%82%C4%99boko%C5 %9Bciomierz_suwmiarkowy.svg
3. Józef Zawada: METROLOGIA WIELKOCI GEOMETRYCZNYCH - http://cybra.lodz.pl/Content/6809/Metrologia_W_Geometr_2013.pdf
4. DIAMOS: Narzdzia cierne i diamentowe - http://www.diamos.eu/ 5. FÖRCH - http://www.forch.pl/ 6. dr in. Józef Zawada: Wzorce dugoci -
http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG01.pdf 7. Czachurski Krzysztofa: Sprawdziany Szczkowe -
- POMIAROWE - http://isklep24.ronar.com.pl/produkty/narzedzia- kontrolno-pomiarowe,2,69380
13. ELEKTRO-MET S.C. T.Klimecki, D.Koczak - http://www.obrabiarki24.pl/ 14. Grupa Okazje Sp. z o.o. - http://www.okazje.info.pl/ 15. POMIARY KTÓW STOKÓW ZEWNTRZNYCH -
17. Grupa Topex Sp. z o.o. Sp. k.- http://www.topex.pl/ 18. Wikipedia:Czujnik zegarowy -
http://pl.wikipedia.org/wiki/Czujnik_zegarowy 19. Wkipedia: Duy komplet pytek wzorcowych -
http://pl.wikipedia.org/wiki/Plik:GaugeBlockMetricSet.jpg 20. Wikipedia: Suwmiarka - http://pl.wikipedia.org/wiki/Suwmiarka 21. WZ Narzdzia - http://www.wz-narzedzia.pl/ 22. Strona internetowa Zygmunta Ndzy - http://zygan.freehost.pl/ 23. Technika pomiaru mikrometrem oraz sprawdzanie mikrometru, strony
174 do 179 http://www.konin.edu.pl/media_pliki/file/6263_pl_10.rozdzial- vic.pdf
24. Technika pomiaru suwmiark oraz sprawdzanie suwmiarki, strony 154 do 164 http://www.konin.edu.pl/userfiles/files/Rozdzial_VIb.pdf
25. Mikroskopy i projektory pomiarowe, wg. spisu tre- ci http://www.faktor.net.pl/downloads/mitutoyo2013/13.pdf
26. Przyrzdy pomiarowe, strony 36 do 40, http://www.wtc.wat.edu.pl/images/dydaktyka/katedra/lyszkowski
27. /PIW_W_3_Metrologia_wielkosci_geometrycznych.pdf 28. Instrukcja powicona budowie mikroskopu pomiarowe-
go, http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG04.pdf 29. Instrukcja powicona budowie i zastosowaniu mikroskopu pomiarowe-
go, http://www.ktmiap.po.opole.pl/dydaktyka/Instr5.pdf 30. Pomiary któw, slajdy 12-15, http://wseiz.pl/files/materialy/MPKEM.pdf 31. Metrologia Wartoci Geometrycznych, strony 171 –
180, http://pl.scribd.com/doc/26069065/Ksia%C5%BCka-Metrologia- Wielkosci-Geometrycznych