Połączenia systemu System cięcia plazmowego m3 G2 equipment/cutting packages... · wala się na...
82
Połączenia systemu System cięcia plazmowego m3 G2 Podręcznik obsługi systemu 0558011609 02/2012
Transcript of Połączenia systemu System cięcia plazmowego m3 G2 equipment/cutting packages... · wala się na...

Połączenia systemuSystem cięcia plazmowego m3 G2
Podręcznik obsługi systemu
0558011609 02/2012

Sprzęt ten będzie funkcjonował zgodnie z opisem zawartym w niniejszej instrukcji obsługi oraz zgodnie z dołączonymi etykietkami i/lub wkładkami jeśli instalacja, praca, konserwacja oraz naprawy przeprowadzane będą zgodnie z dostarczonymi instrukcjami. Sprzęt musi być okresowo sprawdzany. Nie należy używać sprzętu działającego wadliwie lub niewłaściwie konserwowanego. Części zepsute, brakujące, zużyte, odkształcone lub zanieczyszczone muszą być niezwłocznie wymienione. Producent zaleca wystosowanie telefonicznej lub pisemnej prośby o poradę do autoryzowanego dystrybutora, od którego został zakupiony sprzęt, czy naprawa lub wymiana części jest konieczna.
Nie należy przerabiać całego sprzętu ani żadnej z jego części składowych bez uprzedniego pisemnego zez-wolenia producenta. Użytkownik ponosi wyłączną odpowiedzialność za jakiekolwiek usterki spowodowane niewłaściwym użytkowaniem, wadliwą konserwacją, uszkodzeniem, niewłaściwą naprawą lub przeróbkami nie przeprowadzonymi przez producenta lub przez osoby przez niego wyznaczone.
Należy się uPewNić, że oPerator otrzyma PoNiższe iNformacje.
możNa otrzymać dodatkowe koPie od dostawcy.
Niniejsze iNstrukcje są przeznaczone dla doświadczonych operatorów. w przypadku niepełnego obeznania z zasadami działania oraz z praktykami bezpieczeństwa związanymi ze spawaniem łukowym oraz dotyczącymi sprzętu służącego do cięcia, wskazane jest przeczytanie naszej broszury „Środki oraz praktyki bezpieczeństwa podczas łukowego spawania, cięcia oraz żłobienia”, formularz 52-529. osobom niewykwalifikowanym Nie zez-wala się na instalowanie, obsługiwanie ani dokonywanie konserwacji niniejszego sprzętu. Nie wolno rozpoczynać instalacji lub pracy ze sprzętem bez uprzedniego przeczytania oraz całkowitego zrozumienia niniejszych instrukcji. w przypadku niecałkowitego zrozumie-nia niniejszych instrukcji, należy skontaktować się z dostawcą w celu uzyskania dalszych informacji. Przed rozpoczęciem instalacji lub pracy ze sprzętem należy zapoznać się ze Środkami ostrożności.
Przestroga
odPowiedzialNoŚć użytkowNika
Należy Przeczytać oraz zrozumieć iNstrukcję oBsŁugi Przed iNstalowaNiem luB PracĄ. cHroŃ sieBie i iNNycH!

sPis treŚci
1.0 Środki ostrożności. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52.0 Diagram połączeń systemu m3 CAN, wstęp i instalacja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.1 Zbiornik gazu osłonowego (0558010155) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .82.2 Funkcje i cechy użytkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .112.3 Schemat ideowy przewodów. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .132.4 Schemat elektryczny . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .142.5 Połączenia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .152.6 Rozwiązywanie problemów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .162.7 Części zamienne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
3.0 Mieszalnik gazu plazmowego (0558010156). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .193.1 Funkcje i cechy użytkowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .213.2 Schemat ideowy przewodów. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233.3 Schemat elektryczny . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .243.4 Połączenia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.5 Rozwiązywanie problemów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4.0 Zdalny moduł rozrusznika łuku (0558008150) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .274.1 Łącza źródła zasilania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294.1 Łącza źródła zasilania (c.d.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304.2 Złącza palnika . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .314.3 Montaż zdalnego modułu rozrusznika łuku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .334.4 Typowe/zalecane połączenie wyłącznika awaryjnego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
5.0 Węże i przewody. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .355.0 Węże i przewody (c.d.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 365.0 Węże i przewody (c.d.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385.0 Węże i przewody (c.d.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
6.0 Informacje ogólne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 436.1 Zakres . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 436.2 Dostępne opcje pakietu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
część / tytuł str.

4
sPis treŚci
część / tytuł str.
6.4 Akcesoria opcjonalne: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 446.4.1 Zestawy eksploatacyjne do palnika PT-36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 456.5 Specyfikacje techniczne PT-36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .476.5.1 Zalecane regulatory. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .476.5.2 Specyfikacje techniczne palnika PT-36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 486.6 Podłączanie palnika do systemu plazmowego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 496.6.1 Podłączanie zdalnego modułu rozrusznika łuku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 496.7 Montowanie palnika na maszynie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 506.8 Konfiguracja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .536.8.1 Cięcie lustrzane . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .536.9 Jakość cięcia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .536.9.1 Wstęp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .536.9.2 Kąt cięcia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 546.9.3 Płaskość cięcia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .556.9.4 Wykończenie powierzchni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 566.9.5 Żużel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 566.9.6. Dokładność wymiarowa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 576.10 Przepływy w palniku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 586.11 Wstęp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .596.12 Demontaż przedniej części palnika . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .596.13 Montaż przedniej części palnika . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 626.13.1 Montaż przedniej części palnika z użyciem szybkoładowacza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 636.14 Demontaż przedniej części palnika (do grubych płyt produkcyjnych) . . . . . . . . . . . . . . . . . . . . . . . . . . . 646.15 Montaż przedniej części palnika (do grubych płyt produkcyjnych) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .676.16 Konserwacja korpusu palnika . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 696.17 Wyjmowanie i wymiana korpusu palnika. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .706.18 Krótszy okres żywotności . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 726.19 Części zamienne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .756.19.1 Informacje ogólne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .756.19.2 Zamawianie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75

5
rozdziaŁ 1 Środki ostrożNoŚci
1.0 Środki ostrożności
Użytkownicy sprzętu do spawania oraz cięcia plazmowego posiadają obowiązek upewnienia się, że każdy, kto pracuje ze sprzętem lub w jego pobliżu zachowuje wszystkie stosowne środki ostrożności. Środki ostrożności muszą spełniać wymagania dotyczące tego typu sprzętu do spawania oraz do cięcia plazmowego. Oprócz standardowych regulacji dotyczących miejsca pracy należy przestrzegać poniższych zaleceń.Całość prac musi być wykonywana przez wykwalifikowany personel dobrze zaznajomiony z działaniem sprzętu do spawania i cięcia plazmowego. Niewłaściwa obsługa sprzętu może doprowadzić do niebezpiecznych sytuacji, które mogą skutkować zranieniem operatora oraz uszkodzeniem sprzętu.
1. Każda osoba używająca sprzętu do spawania lub cięcia plazmowego musi być obeznana z: – jego obsługą – umiejscowieniem wyłączników bezpieczeństwa – jego funkcjonowaniem – odpowiednimi środkami ostrożności – spawaniem i / lub cięciem plazmowym
2. Operator musi upewnić się, że: – w miejscu, gdzie znajduje się sprzęt, w chwili jego uruchamiania, nie przybywa żadna nieuprawniona osoba. – każdy posiada odpowiednią ochronę w momencie zapalania łuku.
3. Miejsce pracy musi: – być odpowiednie dla danego celu – być wolne od przeciągów
4. Osobiste wyposażenie bezpieczeństwa (ochronne): – Należy zawsze nosić zalecane osobiste wyposażenie ochronne, takie jak okulary ochronne, ognioodporne ubranie, rękawice ochronne. – Nie wolno nosić luźnych części ubioru, takich jak szaliki, oraz bransoletek, pierścionków itp., które mogą zostać uwięzione lub mogą spowodować poparzenia.
5. Ogólne środki ostrożności: – Należy upewnić się, że przewód powrotny jest bezpiecznie podłączony. – Praca ze sprzętem pod wysokim napięciem może być wykonywana wyłącznie przez wykwalifikowanego elektryka. – W pobliżu miejsca pracy musi znajdować się odpowiedni, wyraźnie oznaczony sprzęt przeciwpożarowy. – Nie wolno smarować oraz przeprowadzać konserwacji sprzętu w trakcie jego działania.
Kod iP wskazuje klasę obudowy, to znaczy stopień ochrony przed penetracją ciał stałych i wody. Zapewniona jest ochrona przed dotknięciami palcem, penetracją ciał stałych większych niż 12 mm oraz przed rozpryskami wody pod kątem do 60 stopni od pionu. Wyposażenie oznaczone iP23s może być przechowywane na zewnątrz, ale nie zostało zaprojektowane z myślą o używaniu na zewnątrz, chyba że będzie pracować pod zadaszeniem.
klasa obudowy
15°
Maksymalne dopuszczalne
pochylenie
uwagajeżeli urządzenie zostanie umieszczone na powierzchni nachylonej pod kątem więk-szym niż 15°, może się ono przewrócić. może dojść do obrażeń ciała oraz/lub poważnych uszkodzeń urządzenia.

6
rozdziaŁ 1 Środki ostrożNoŚci
sPawaNie oraz cięcie Plazmowe może sPowodować oBrażeNia zarÓwNo oPeratora jak i osÓB PostroNNycH. w trakcie sPawaNia luB cięcia Plazmowego Należy PrzedsięwziĄć wszelkie Środki ostrożNoŚci. Należy zaPytać o Praktyki BezPieczeŃstwa Pracodawcy, ktÓre PowiNNy Być oParte Na daNycH dotyczĄcycH ryzyka PodaNycH Przez ProduceNta.
PorażeNie PrĄdem elektryczNym - Grozi śmiercią. – Należy zainstalować oraz uziemić jednostkę do spawania lub cięcia plazmowego zgodnie z odpowied-
nimi standardami. – Nie wolno dotykać części elektrycznych lub elektrod odsłoniętą skórą, wilgotnymi rękawicami lub wil-
gotnym ubraniem. – Należy odizolować się od ziemi oraz od ciętego lub spawanego przedmiotu. – Należy upewnić się, że stanowisko pracy jest bezpieczne.
oPary oraz gazy - Mogą stanowić zagrożenie dla zdrowia. – Należy trzymać głowę jak najdalej od oparów. – Należy użyć systemu wentylacji, systemu odprowadzania wyziewów na łuku lub obydwu tych syste-
mów w celu odprowadzania oparów oraz gazów daleko od obszaru oddychania oraz obszaru pracy.
PromieNiowaNie wytwarzaNe Podczas sPawaNia - Może uszkodzić oczy oraz poparzyć skórę. – Należy chronić oczy oraz całe ciało. Należy stosować właściwe ekrany do spawania / cięcia plazmowego
oraz odpowiednie filtry spawalnicze oraz nosić ubranie ochronne. – Należy chronić osoby postronne poprzez stosowanie odpowiednich ekranów lub zasłon.
NieBezPieczeŃstwo Pożaru – Iskry (rozpryski) mogą spowodować pożar. Z tego powodu należy się upewnić, że w pobliżu nie ma
żadnych łatwopalnych materiałów.
HaŁas - Nadmierny hałas może uszkodzić słuch. – Należy chronić uszy. Należy stosować osłony na uszy lub inną ochronę słuchu. – Należy ostrzec osoby postronne o grożącym im ryzyku.
wadliwe dziaŁaNie - W przypadku wadliwego działania należy zadzwonić do eksperta po pomoc.
Należy Przeczytać oraz zrozumieć iNstrukcję oBsŁugi Przed iNstalowaNiem luB PracĄ. cHroŃ sieBie i iNNycH!
ostrzeżeNie
ten produkt jest przeznaczony wyłącznie do cięcia łukiem pla-zmowym. jakiekolwiek inne zastosowanie może spowodować obrażenia ciała oraz/lub uszkodzenia urządzenia.
uwaga
uwagaw celu uniknięcia obrażeń ciała oraz/lub uszkodzenia urządzenia, stosować pokaza-ne metody i punkty podnoszenia.

7
częŚć 2 zBiorNik gazu osŁoNowego2.
0 d
iagr
am p
ołąc
zeń
syst
emu
m3
caN
, wst
ęp i
inst
alac
ja
Zasi
lacz
Cyrk
ulat
or c
hłod
ziw
a CC
-11
Kabe
l ste
row
ania
CC
Kabe
l ste
row
ania
PS
i CC
Zew
n. w
yłąc
znik
aw
aryj
ny
(Mus
i wyn
osić
230
V,
jeśl
i uży
wan
y je
st A
HC)
Zew
n. 1
20/2
30 V
Wej
ścia
/wyj
ścia
cyf
row
e
do ze
wnę
trzne
go C
NC
Inte
rfej
s st
erow
ania
CAN
(1)
Kabe
l zas
ilani
a
Prze
wód
łuku
pom
ocni
czeg
o
Wąż
dop
row
adza
nia
chło
dziw
a
Wąż
pow
rotn
y ch
łodz
iwa
CAN
(5)
Prze
wód
zas
ilani
a A
HC/
Uni
esie
nie
CAN
(2)
CAN
(3)
CAN
(4)
Kabe
l zas
ilani
a m
iesz
alni
ków
gaz
uW
ąż p
rzew
odu
pow
ietr
za
Wąż
gaz
u os
łono
weg
o
Zasi
lani
e
PG1
(Pow
ietrz
e/N2
/O2)
PG2
(Pow
ietrz
e/N2
/O2)
Pow
ietr
ze N2
O2
CH4
Ster
owan
ie g
azem
os
łono
wym
Wył
ączn
ik a
war
yjny
CAN
Zesp
ół ro
zrus
znik
a łu
ku
Zasi
lani
e, łu
k po
moc
nicz
y, c
hłod
ziw
o
Prze
wód
VD
R
Zasi
lani
eCA
NAH
C / U
nies
ieni
e(o
pcjo
naln
ie) W
ąż p
rzew
odu
pow
ietr
za
Wąż
gaz
u os
łono
weg
o
Wąż
gaz
u pl
azm
oweg
o
Regu
lato
r ga
zu p
lazm
oweg
o
PG1
PG2
H35
Arg
onCA
NM
anua
l # 0
5580
0786
5 - R
ev.0
1/
2008
Serv
ice
Man
ual
This
man
ual p
rovi
des
serv
ice
/ tro
uble
shoo
ting
inst
ruct
ions
for C
C11
con
sole
s be
ginn
ing
with
AO
RJ7
3502
4 m
odel
s.
CC
11
CO
OLA
NT
CIR
CU
LATO
R
PN 0
5580
0751
5
Kurt
yna
pow
ietr
zna
(opc
jona
lnie
)
Visi
on 5
0P
Wąż
prz
ewod
u po
wie
trza H
35A
rgon

8
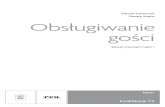
2.1 zbiornik gazu osłonowego (0558010155)
uwaga:Patrz załączone tabele wszystkich dostępnych węży i kabli.
częŚć 2 zBiorNik gazu osŁoNowego
oznaczenia lokatora komponentów zbiornika gazu osłonowego
Interfejs sterowaniaVision 50P
CAN
Kabel zasilania mieszalników gazu
Zasilanie
PG1 (Powietrze/N2/O2)
PG2 (Powietrze/N2/O2)
Powietrze
N2O2
CH4
regu
lato
r gaz
uos
łono
weg
o
Mieszalnik gazu
plazmowego
A
F
E
D
C
BK
G
H
I
J
Oznaczenia lokatora komponentów(Patrz następujące ilustracje komponentów)
L
H35ARG
Kurtyna powietrzna
N
MH35ARG
Wąż przewodu powietrza
Wąż gazu osłonowego
PT-36 m3 CANPalnik
plazmowy/Kurtyna
powietrzna

9
częŚć 2 zBiorNik gazu osŁoNowego
F
E
DC
G
HJ
K
L
I
B
A
N
M

10
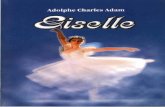
częŚć 2 zBiorNik gazu osŁoNowego
wybierak napięcia zasilania
(dojście do wybieraka wymaga zdjęcia pokrywy)
Przed włączeniem zasilania systemu wybierak napięcia musi być ustawiony na właściwe napięcie wejściowe (115 lub 230 wolt - ustawie-niem domyślnym jest 230 wolt). Nieustawienie właściwego napięcia może stać się przyczyną obrażeń ciała lub uszkodzenia urządzenia.
Przestroga

11
częŚć 2 zBiorNik gazu osŁoNowego
Mieszalnik gazu osłonowego wybiera różne gazy (powietrze, N2, O2, CH4), aby wymieszać gaz osłonowy (SG), gaz plazmowy 1 (PG1) i gaz plazmowy 2 (PG2). Dobór gazów jest wykonywany z grupy solenoidów zintegrowanych na kolektorze. CNC wysyła polecenia obsługi wszystkich solenoidów przez magistralę CAN. Gaz wychodzący z mieszalnika gazu osłonowego jest monitorowany i doprowadzany z powrotem przez magistralę CAN do CNC w celu wykonania samodiagnostyki. Mieszalnik gazu osłonowego uruchamia również solenoid obsługi kurtyny powietrznej. Domyślne napięcie prądu wejściowego mieszalnika gazu osłonowego wynosi 230 VAC. Można jednak wybrać prąd wejściowy mieszalnika gazu osłonowego 115 VAC i 230 VAC. Można to zrobić przestawiając przełącznik prądu wejściowego, znajdujący się w mieszalniku gazu osłonowego. Mieszalnik gazu osłonowego podaje prąd 24 VDC i 24 VAC do mieszalnika gazu plazmowego.
2.2 funkcje i cechy użytkowe
uwaga:Specyfikacje gazu podano w instrukcji 0558008682,
podrozdział 7.1
Masa:13,6 kg (30 funtów)
9.50”(241,3 mm)
8.00”(203,2 mm)
8.00”(203,2 mm)
9.25”(235,0 mm)
8.25”(209,6 mm)do dolnej
stopki
uwaga:Regulator ciśnienia jest fabrycznie
ustawiony dla stali węglowej na 2,8 bara (40 psi). Do cięcia stali nierdzewnej lub
aluminium ciśnienie musi być ustawione na 1,4 bara (20 psi).

12
częŚć 2 zBiorNik gazu osŁoNowego
9.50”(241,3 mm)
5.75”(146,0 mm)
0.50”(12,7 mm)
0.313”(8,0 mm)
0.281(7,1 mm)
lokalizacja otworów płyty montażowej
zbiornika gazu osłonowego(0558008794)
lokalizacja otworów montażowych zbiornika gazu osłonowego
(widok od dołu)
4.25”(108,0 mm)
1.75”(44,5 mm)
5.00”(127,0 mm)
2.25”(57,2 mm)
M6-1

13
częŚć 2 zBiorNik gazu osŁoNowego
SG1
SG2
SG
PV1
PV2
N2
O2
CH4
O2
N2
O2
N2
S2,2
S2,1
S3,2
S3,1
S0,1
S0,2
S0,3
S1,1
S1,2
S1,3
Powietrze
N2
O2
CH4
Powietrze
PG1
PG2
Kurtyna powietrzna
PT = przetwornik ciśnieniaPV = zawór proporcjonalny
P1 P2
∆P
P1 P2
∆P
PT
S4,1
2.3 schemat ideowy przewodów
Powietrze
Powietrze
Powietrze
Powietrze

14
częŚć 2 zBiorNik gazu osŁoNowego
2.4 schemat elektryczny
24 V
DC
AC2
AC1
+24
VDC
Zł. 6
Regu
lato
r
1 32 4
DC
Com
CO 1
1
LED
2
LED
1
2 64 8
1 53 7
10 1412 16
9 1311 15
Zł. 3
1 3
Bezp
iecz
nik
115/230VAC
115
VAC
230
VAC
Prze
łącz
nik
Went
y-lat
orTran
sfor
mat
or 24 V
AC-
2 4N
C
Zł. 1
CAN
H w
ej.
1 2 3 4
CAN
L w
ej.
CAN
uzi
omCA
N H
wyj
.
CAN
L w
yj.
5 6 7 8
NC
NC
NC
Sole
noid
kurt
yny
pow
ietr
znej

15
częŚć 2 zBiorNik gazu osŁoNowego
2.5 Połączenia
uwaga:Podstawa musi być podłączona do uziemienia maszyny.
Do mieszalnika gazu osłonowego podłączone są trzy kable. Są to kable: prądu wejściowego 115/230 VAC, prądu wyjściowego 24V i CAN. Jest pięć wejść gazu (powietrze, N2, O2, CH4 i kurtyna powietrzna), cztery wyjścia gazu (SG, PG1, PG2 i kurtyna powietrzna) oraz są dwa złącza odprowadzające (H35 i argon). Pięć złączy wejściowych i dwa złącza odprowadzające wyposażone są w porowate filtry z brązu i adaptery G-1/4" (BSPP) żeńskie z gwintem prawym lub lewym. Złącza te dostępne są do standardowych złączy węży w systemie metrycznym lub CGA. Wyszczególnienie złączek gazowych i adapterów podano poniżej.
gaz złącze Nr kat. esaB
adaptery wejściowe metryczne
Powietrze G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163N2 G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163O2 G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
CH4 G-1/4” lewe męskie, x G-1/4” lewe męskie 0558010164Kurtyna
powietrzna G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
H-35 (zewnętrzny) G-1/4” lewe męskie, x G-1/4” lewe męskie 0558010164
Argon (zewnętrzny) G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
adaptery wejściowe
cga
Powietrze G-1/4” prawe męskie, x B powietrze/woda prawe męskie 0558010165N2 G-1/4” prawe męskie, x B gaz obojętny prawe żeńskie 0558010166O2 G-1/4” prawe męskie, x B tlen prawe męskie 0558010167
CH4 G-1/4” lewe męskie, x B paliwo prawe męskie 0558010168Kurtyna
powietrzna G-1/4” prawe męskie, x B powietrze/woda prawe męskie 0558010165
H-35 (zewnętrzny) G-1/4” lewe męskie, x B paliwo prawe męskie 0558010168
Argon (zewnętrzny) G-1/4” prawe męskie, x B gaz obojętny prawe żeńskie 0558010166
wyjścia
SG 1/4” NPT x 5/8"-18 lewe męskie 0558010223PG1 1/4” NPT x B gaz obojętny prawe żeńskie 74S76PG2 1/4” NPT x B tlen prawe męskie 3389
Kurtyna powietrzna 1/4” NPT x B” gaz obojętny lewe żeńskie 11N16
H-35 (zewnętrzny) 1/8” NPT x B” paliwo lewe męskie 11Z93
Argon (zewnętrzny) 1/8” NPT x A gaz obojętny prawe żeńskie 631475

16
2.6 rozwiązywanie problemów
Na mieszalniku gazu osłonowego znajdują się dwie diody LED pokazujące stan modułu magistrali CAN. Stany tych diod przedstawiono w poniższej tabeli.
led stan znaczenie
zielona
WYŁ. Zasilanie WYŁ. 10% WŁ., 90% WYŁ. Działa program rozruchowy 50% WŁ., 50% WYŁ. Działa aplikacja 90% WŁ., 10% WYŁ. Działa aplikacja, CAN jest dostępna
żółta WŁ. Stacja została wybrana
Podczas normalnej pracy zielona dioda LED wskazuje, że zasilanie musi być włączone (ON). Po wybraniu tej stacji, żółta dioda LED powinna być przez cały czas włączona, a zielona dioda LED będzie migać - 90% czasu jako włączona i 10% czasu jako wyłączona. W przeciwnym wypadku oznacza to problem.
1. Jeśli zielona dioda nie świeci się, sprawdzić wejście zasilania (wejście kabla) i bezpiecznik.2. Jeśli żółta dioda nie świeci się, a zielona świeci się, sprawdzić połączenie magistrali CAN. Upewnić
się, że dana stacja została wybrana.
częŚć 2 zBiorNik gazu osŁoNowego
2.7 części zamienne
Mieszalnik gazu osłonowego jest w dużym stopniu całością i wykwalifikowany technik lub klient może wymie-niać jedynie kilka części. Poniżej podano części podlegające wymianie. Jeśli nie można ich wymienić, cały mie-szalnik gazu osłonowego musi zostać zwrócony celem wykonania jego naprawy. Przed przystąpieniem do na-prawy tych urządzeń zaleca się klientom skontaktowanie się z działem wsparcia technicznego.
Poz. opis Nr kat. esaB 1 Transformator 05580086122 Wentylator 0558008614
3 Bezpiecznik - T630 mA 250 V, 5 x 20 mm 0558008613
4 Solenoid kurtyny powietrznej 6240 05580086155 Manometr 05580086166 Regulator ciśnienia 0558008617

17
częŚć 2 zBiorNik gazu osŁoNowego
6
5
4
3
2
1

18
częŚć 2 zBiorNik gazu osŁoNowego

19
częŚć 3 mieszalNik gazu Plazmowego
3.0 mieszalnik gazu plazmowego (0558010156)
uwaga:Patrz załączone tabele wszystkich dostępnych węży i kabli.
oznaczenia lokatora komponentów zbiornika gazu plazmowego
uwaga:Długość węży dołączonych do palnika spawalniczego PT-36 pozwala na montaż mieszalnika gazu plazmowego w odległości do dwóch metrów (6,6 stopy) od palnika. Przed zamontowaniem na stałe mieszalnika gazu pla-zmowego należy tak poprowadzić standardowe węże, aby była możliwość ich wyginania.
Ponadto odległość między palnikiem a mieszalnikiem musi być wystarczająca na ewentualne pomieszczenie węży przedłużających. Do istniejących zestawów węży można zamówić węże przedłużające.
Należy zamowić oBydwa węże.
Wąż przedłużający, gaz plazmowy, 1 m (3,3 stopy) ESAB P/N 0558008996Wąż przedłużający, gaz osłonowy, 1 m (3,3 stopy) ESAB P/N 0558008997
Użycie dłuższych węży będzie wymagać przedłużenia czasu cięcia oraz czasu doprowadzenia. Wynika to z po-trzeby dłuższego czasu na doprowadzenie gazu rozruchowego N2 z węża, zanim gaz cięcia O2 zacznie działać. Taki warunek istnieje podczas cięcia stali węglowej tlenem.
CAN
Wąż
gaz
u pl
azm
oweg
o
J
K
Interfejs sterowaniaVision 50P
Wąż przewodu powietrza
Wąż gazu osłonowego
Zasilanie
PG1 (Powietrze/N2/O2)
PG2 (Powietrze/N2/O2)
PT-36 m3 CANPalnik
plazmowy/Kurtyna
powietrzna
Oznaczenia lokatora komponentów(Patrz następujące ilustracje komponentów)
H35ARG
Regulatorgazu
osłonowegore
gula
tor g
azu
plaz
mow
ego
B
GFE
D
C H

20
częŚć 3 mieszalNik gazu Plazmowego
GB
J
C E F D
H
K

21
częŚć 3 mieszalNik gazu Plazmowego
3.1 funkcje i cechy użytkowe
Mieszalnik gazu plazmowego reguluje podawanie gazu plazmowego (PG) wybieranego z czterech wlotów gazu (argon, H35, PG1 i PG2). Napięcie zasilania wynosi 24 wolty (AC i DC) i pobierane jest z mieszalnika gazu osłono-wego, a polecenia przekazywane są za pośrednictwem magistrali CAN, bezpośrednio z CNC.
Podobnie, jak w przypadku mieszalnika gazu osłonowego, gaz z mieszalnika gazu plazmowego jest monitoro-wany i doprowadzany z powrotem przez magistralę CAN do CNC w celu wykonania samodiagnostyki.
uwaga: Specyfikacje gazu podano w instrukcji 0558008682, podrozdział 7.1
Zespół uchwytu gazu osłonowego(0558010161)
* 6.25”(158,8 mm)
6.50”(165,1 mm)
4.50”(114,3 mm)
* 8.00” (203,2 mm) wraz ze złączami z przodu i z tyłu
uwaga:Kabel CAN musi być poprowadzony
osobno od przewodów palnika.
4.50”(114,3 mm)
Masa:4,2 kg (9,15 funta)

22
częŚć 3 mieszalNik gazu Plazmowego
7.50”(190,5 mm)
4.00”(101,6 mm)
0.37”(9,5 mm)
0.313”(8,0 mm)
0.281(7,1 mm)
lokalizacja otworów płyty montażowej
mieszalnika gazu plazmowego(0558008793)
lokalizacja otworów montażowych zbiornika gazu plazmowego
(widok od dołu)
2.52”(64,0 mm)
4.72”(120,0 mm)
M6 x 1
0.90”(22,9 mm)
0.37”(9,5 mm)

23
częŚć 3 mieszalNik gazu Plazmowego
3.2 schemat ideowy przewodów
Otwór wylotowy
Gaz plazmowy
V4
PV1
PV2P1
V1
V2
V3
Ar
H35
N2/O2/ Powietrze
PT = przetwornik ciśnieniaPV = zawór proporcjonalny
P2
PT3
∆P
PT1
PT2
0,5 mmKryza przepływu gazu
N2/O2/ Powietrze

24
3.3 schemat elektryczny
częŚć 3 mieszalNik gazu Plazmowego
Zł. 224 VAC wej.24 VAC wej.
- 24 VAC wej.+ 24 VAC wej.
Zł. 1CAN H wyj.CAN L wyj.CAN uziem.CAN H wej.CAN L wej.
LED 1
LED 2
CO 1
CAN
ZASI
LAN
IE
1 2
15 16
13 1411 12
9 10
7 8
5 6
3 4
1
5
4
3
2
1
4
3
2
NCNCNC
8
7
6

25
częŚć 3 mieszalNik gazu Plazmowego
3.4 Połączenia
Do mieszalnika gazu plazmowego podłączone są dwa kable: jeden doprowadza prąd 24 V, drugi jest CAN. Ist-nieją cztery wloty gazu (argon, H35, PG1 i PG2) i jeden wylot gazu (PG). Wyszczególnienie złącz gazowych po-dano poniżej.
gaz złącze Nr kat. esaB
wejścia
Argon 1/8” NPT x A gaz obojętny prawe żeńskie 631475H-35 1/4” NPT x B paliwo lewe męskie 83390PG1 1/4” NPT x B gaz obojętny prawe żeńskie 74S76PG2 1/4” NPT x B tlen prawe męskie 83389
wyjście PG Złącze, męskie 0.125NPT do rozmiaru A 2064113
3.5 rozwiązywanie problemów
Na mieszalniku gazu plazmowego znajdują się dwie diody LED wskazujące jego stan. Świecąca się ZIELONA dio-da LED wskazuje, że urządzenie jest zasilane i prędkość jej migania wskazuje na stan roboczy urządzenia (patrz poniższa tabela). Gdy zielona dioda LED nie świeci się, należy sprawdzić kabel zasilania, który powinien podawać prąd 24 VDC i 24 VAC z mieszalnika gazu osłonowego.
Jeśli żółta dioda LED nie świeci się oznacza to, że do urządzenia nie dochodzi zasilanie albo, że nie wybrano stacji.
Mieszalnik gazu plazmowego jest w dużym stopni całością i jest traktowany jako jedna część. Jeśli jedna lub więcej funkcji urządzenia nie działa, należy zwrócić urządzenie do naprawy. Należy również skontaktować się z działem wsparcia technicznego i uzyskać pomoc RMA.
led stan znaczenie
zielona
WYŁ. Zasilanie WYŁ. 10% WŁ., 90% WYŁ. Działa program rozruchowy 50% WŁ., 50% WYŁ. Działa aplikacja 90% WŁ., 10% WYŁ. Działa aplikacja, CAN jest dostępna
żółta WŁ. Stacja została wybrana
uwaga:Podstawa musi być podłączona do uziemienia maszyny.

26
częŚć 3 mieszalNik gazu Plazmowego

27
częŚć 4 zdalNy moduŁ rozruszNika Łuku
4.0 zdalny moduł rozrusznika łuku (0558008150)
Zasilacz
Cyrkulatorchłodziwa
CC-11
Kabel sterowania PS i CC
Kabel zasilania
Przewód łuku pomocniczego
Wąż doprowadzania chłodziwa
Wąż powrotny chłodziwa
Wyłącznik awaryjny
CAN
zespółrozrusznika
łukuZasilanie, łuk pomocniczy,
chłodziwo
Przewód VDR
Interfejs sterowaniaVision 50P
lub
AHC / Uniesienie(opcjonalnie)
PT-36m3 CAN
Palnikplazmowy
Moduł przekaźnikaprzecinarki
Moduł przekaźnikaprzecinarki
A
F
E
D
C
B
H
I
G
Oznaczenia lokatora komponentów(Patrz następujące ilustracje komponentów)
uwaga: Patrz załączone tabele wszystkich dostępnych węży i przewodów.
oznaczenia lokalizatora komponentów zdalnego modułu rozrusznika łuku

28
częŚć 4 zdalNy moduŁ rozruszNika Łuku
A
D
E
F
G
H
B, C
Uziemienie
I
Zdalny moduł rozrusznika łuku jest często nazywany modułem RAS. Moduł RAS pełni rolę interfejsu pomiędzy CNC Vision 50P CNC a zasilaczami do palników plazmowych z rodziny EPP i ma za zadanie podawanie łuku pla-zmowego. Moduł RAS podaje również napięciowe sprzężenie zwrotne do podnoszenia palnika plazmowego. Napięcie to jest wykorzystywane do regulacji wysokości palnika podczas cięcia, zachowując jego prawidłowość ponad obrabianym przedmiotem.
W module RAS znajduje się moduł ACON utrzymujący komunikację z CNC. Jest to płytka drukowana wysokiej częstotliwości/dzielnik napięcia, która zapewnia jonizację łuku pomocniczego, a dzielnik napięcia reguluje wy-sokość palnika.
W module RAS znajdują się złącza chłodziwa i zasilania palnika i stanowią one interfejs pomiędzy zasilaczem, cyrkulatorem chłodziwa oraz palnikiem.
uwaga:Podstawa musi być podłączona
do uziemienia maszyny.
litera opis A 24-wtykowe złącze Amphenol zasilacza B
Zabezpieczenia wtyków CD Wlot chłodziwa - przepływ do palnika
E Powrót chłodziwa - przepływ powrotny do cyrkulatora chłodziwa z palnika
F Wyłącznik awaryjny G 8-wtykowe złącze magistrali CAN do CNC lub interfejsu H 3-wtykowe złącze dzielnika napięcia do podnośnika I Złącze osłony palnika
Uziemienie Złącze uziomu maszyny

29
częŚć 4 zdalNy moduŁ rozruszNika Łuku
4.1 Łącza źródła zasilania
1. Aby połączyć zasilacz z modułem RAS, najpierw należy otworzyć urządzenie: wykręcić lub odkręcić śruby pokrywy i unieść ją, aby odsłonić wewnętrzne komponenty.
2. Aby połączyć przewody łuku pomocniczego i zasilania z modułem RAS, należy je przeciągnąć przez zabez-pieczenia wtyków.
Przewód łuku pomocniczego
Pokrywa jest uziemiona wewnętrznie przez moduł zdalnego rozrusz-nika łuku za pomocą przewodu uziomowego. Należy uważać, aby podczas zakładania lub zdejmowania pokrywy nie uszkodzić ani nie obluzować przewodu uziomowego.
Przewody zasilające
Zabezpieczenia wtyków
Przestroga

30
częŚć 4 zdalNy moduŁ rozruszNika Łuku
1. Zdjąć izolację z przewodu 4/0 (95 mm2), na długości około 38 mm.2. Wpiąć kabel 4/0 (95 mm2) w otwór szyny zbiorczej, aż miedziana końcówka dojdzie do krawędzi
szyny zbiorczej.3. Dokręcić śruby zabezpieczające na przewodzie.
Sprawdzić w następującej tabeli liczbę przewodów 4/0 (95 mm2) wymaganych do danych zastosowań.
ostrożne zdejmowanie izolacji z przewodu 4/0 (95 mm2) ułatwi zakładanie go w zacisku szyny. Nie rozdzielać ani nie opalać mie-dzianych przewodów.
uwaga
4.1 Łącza źródła zasilania (c.d.)
Szyna/blok zbiorczy
Śruba zabezpieczająca
Złącze przewodu łuku pomocniczego
Izolacja Nomex
uwaga:Podstawa musi być podłączona do uziemienia maszyny.
Natężenie prądu wymagana liczba przewodów 4/0 Do 400 A 1Do 800 A 2
Do 1000 A 3
Natężenie prądu wymagana liczba przewodów 1/0 Do 200 A 1

31
częŚć 4 zdalNy moduŁ rozruszNika Łuku
4.2 złącza palnika
Zamocowanie palnika wymaga podłączenia przewodów zasilających/węży chłodziwa, przewodu łuku pomoc-niczego i uziemienia podstawy. W przypadku palników PT36, przewody podawania chłodziwa z modułu RAS do palnika zasilają również elektrody.
Przewóduziomowypodstawy
Przewód łukupomocniczego
Przewód zasilający/chłodziwo
Stykuziomowy
Złączełuku pomocniczego
Złącza przewoduzasilającego/chłodziwa

32
częŚć 4 zdalNy moduŁ rozruszNika Łuku
* 9,75” (247,7 mm) wraz z uchwytem u góry
17.00”(431,8 mm)
Masa:12,9 kg (28,5 funta)7.50”
(190,5 mm)
* 8.75”(222,3 mm)

33
częŚć 4 zdalNy moduŁ rozruszNika Łuku
4.3 montaż zdalnego modułu rozrusznika łuku
Poniżej widoczne są cztery gwintowane otwory montażowe M6 x 1.
5.00(127,00)
13.75(349,25)
2.75(69,85)
1.00 (2,54)
jeśli elementy łączące zostaną wkręcone od dołu modułu, nie mogą one wystawać więcej niż 0,63 cm (0,25”) powyżej gwintów wewnętrznych. zbyt długie elementy łączące mogą zaczepiać o komponenty znajdujące się wewnątrz modułu.
lokalizacja otworów montażowych zdalnego modułu rozrusznika łuku (widok od dołu)
lokalizacja otworów płyty montażowej zdalnego modułu rozrusznika łuku (0558008461)
18.50"(469,9 mm)
17.50"(444,5 mm)
8.75"(222,3 mm)
7.50"(190,5 mm)
3.25"(82,6 mm)
6.50"(165,1 mm)
Przestroga

34
częŚć 4 zdalNy moduŁ rozruszNika Łuku
4.4 typowe/zalecane połączenie wyłącznika awaryjnego
Zawsze podawać numer seryjny urządzenia, w jakim części zostaną użyte. Numer seryjny jest wybity na tablicz-ce znamionowej urządzenia.
Aby zapewnić prawidłowe działanie zaleca się używanie wyłącznie oryginalnych części firmy ESAB. Użycie ja-kichkolwiek części zamiennych innych niż oryginalne części ESAB spowoduje unieważnienie gwarancji.
Części zamienne można zamawiać u dystrybutora firmy ESAB.
Podczas zamawiania części należy podać wszelkie szczególne instrukcje dotyczące przesyłki.
Z tyłu tej Instrukcji podano dane kontaktowe, zawierające wykaz numerów telefonów firm serwisowych.
Pozycje wymienione w zestawieniu materiałów rysunku montażowego (z tyłu tej publikacji), których numerów katalogowych nie podano nie są dostępne w ESAB jako części zamienne i nie można ich zamawiać. Opisy
podano wyłącznie w celach informacyjnych. Takie części można nabywać w lokalnych sklepach ze sprzętem.
uwaga
Okablowanie wyłącznika awaryjnego, system M3 CAN
Zdalny rozrusznik łuku Zasilacz
Typowe okablowanie u klienta
Obwód wyłącznika awaryjnego
Wyłącznik awaryjny od zasilacza
Wyłącznik awaryjny do zasilacza
Styk zamyka się, gdy wyłącznik awaryjne jest nieaktywny
Napięcie sterowania podawane przez klienta
Obwód 24 VAC
Wyłącznik awaryjny
Wyłącznik awaryjny Sterowanie PS

35
częŚć 5 węże i Przewody
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Przewód CAN-BUS
1 m (3,3’) 0558008464
2 m (6,5’) 0558008465
3 m (10’) 0558008466
4 m (13’) 0558008467
5 m (16’) 0558008468
6 m (19’) 0558008469
7 m (23’) 0558008470
8 m (26’) 0558008471
9 m (30’) 0558008472
10 m (33’) 0558008473
11 m (36’) 0558008474
12 m (39’) 0558008475
13 m (43’) 0558008476
14 m (46’) 0558008477
15 m (49’) 0558008478
20 m (66’) 0558008479
25 m (82') 0558008809
36 m (118') 0558008480
Przewód krosowy CAN-BUS 0,5 m (1,7’) 0558008524
Przewód zasilający 115/230 VAC
5 m (16’) 0558008261
10 m (33’) 0558008262
15 m (49') 0558008810
20 m (66’) 0558008811
25 m (82') 0558008812
Kabel zasilający sterowania gazem plazmowym
1,5 m (5’) 0560947079
3 m (10’) 0560947080
4 m (13’) 0560947061
5 m (16’) 0560947081
6 m (19’) 0560947062
7 m (23’) 0560947063
8 m (26’) 0560947064
9 m (30’) 0560947065
10 m (33’) 0560947082
12,8 m (42') 0560946780
15 m (49’) 0560947066
20 m (66’) 0560947083
Przewód Basic Flex
4,6 m (15’) 0560936665
7,6 m (25’) 0560936666
15 m (50’) 0560936667
22,8 m (75’) 0560936668
25 m (82’) 0560948159
5.0 węże i przewody
uwaga:Przewód ten jest używa-ny wyłącznie z Vision 50P do łączenia drugiego modułu interfejsu.
W przypadku wielu koncentratorów CAN w przecinarkach ESAB na-leży używać przewodu 0558008824.

36
częŚć 5 węże i Przewody
5.0 węże i przewody (c.d.)
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Przewód wyłącznika awaryjnego
5 m (16’) 055800832910 m (33’) 055800833015 m (49’) 055800833120 m (66') 055800880725 m (82') 0558008808
Przewód zasilający sterowania gazem
1 m (3,3’) 05609479622 m (6,4’) 05609467763 m (10’) 05609479644 m (13’) 05609470875 m (16’) 05609470886 m (19’) 05609470897 m (23’) 0560947090
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Przewód VDR
0,5 m (1,7’) 05609470671,5 m (5’) 05609470753 m (10’) 05609470764 m (13’) 05609470685 m (16’) 05609470776 m (19’) 0560947069
6,1 m (20') 05609467827 m (23’) 05609470708 m (26’) 05609470719 m (30’) 0560947072
10 m (33’) 056094707815 m (49’) 056094707320 m (66’) 056094707425 m (82') 0560946758

37
częŚć 5 węże i Przewody
Palnik opisdostępna długość m
(stóp)Nr kat. esaB
PT-36 m3 CAN Palnik plazmowy
1,4 m (4,5’) 05580083011,8 m (6’) 0558008302
3,6 m (12’) 05580083034,3 m (14’) 05580083084,6 m (15’) 05580083045,2 m (17’) 05580083056,1 m (20’) 05580083067,6 m (25’) 0558008307
Palnik opisdostępna długość m
(stóp)Nr kat. esaB
Kabel sterowania P2
7,6 m (25’) 055800465110 m (33’) 055800836015 m (50’) 0558004652
22,8 m (75’) 055800465330,5 m (100’) 0558004654
40 m (131’) 055800397845,7 m (150’) 055800465550 m (164’) 055800835560 m (200’) 0558008356
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Przewód łuku pomocniczego
1,4 m (4,5’) 05580083101,8 m (6’) 0558008311
3,6 m (12’) 05580083124,6 m (15’) 05580083135,2 m (17’) 05580083146,1 m (20’) 05580083157,6 m (25’) 0558008316
4,5 m (14,5’) 0558008317

38
częŚć 5 węże i Przewody
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż O2/PG-2
3 m (10’) 05580084464 m (13’) 05580083585 m (16’) 05580061076 m (20’) 05580061087 m (23’) 05580061098 m (26’) 05580061109 m (30’) 0558006111
10 m (33’) 055800611215 m (50’) 0558006117
5.0 węże i przewody (c.d.)
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż N2/PG-1
3 m (10’) 05580084434 m (13’) 05580083575 m (16’) 05580060906 m (20’) 05580060917 m (23’) 05580060928 m (26’) 05580060939 m (30’) 0558006094
10 m (33’) 055800609515 m (50’) 0558006100
Przewody/węże sterowania gazem osłonowym do sterowania gazem plazmowym

39
częŚć 5 węże i Przewody
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż H35/CH4
3 m (10’) 05580101934 m (13’) 05580101945 m (16’) 05580101956 m (20’) 05580101967 m (23’) 05580101978 m (26’) 05580101989 m (30’) 0558010199
10 m (33’) 055801020015 m (50’) 0558010201
wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż chłodziwa
5 m (16') 055800524610 m (33') 055800556315 m (49') 055800556420 m (66') 055800556530 m (98') 055800524740 m (131') 055800524850 m (164') 055800556760 m (196') 0558005249
Przewody/węże sterowania gazem osłonowym do sterowania gazem plazmowym

40
częŚć 5 węże i Przewody
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż argonu
3 m (10’) 05580101824 m (13’) 05580101835 m (16’) 05580101846 m (20’) 05580101857 m (23’) 05580101868 m (26’) 05580101879 m (30’) 0558010188
10 m (33’) 055801018915 m (50’) 0558010190
5.0 węże i przewody (c.d.)
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż powietrza/gazu osłonowego
3 m (10’) 05580101714 m (13’) 05580101725 m (16’) 05580101736 m (20’) 05580101747 m (23’) 05580101758 m (26’) 05580101769 m (30’) 0558010177
10 m (33’) 055801017815 m (50’) 0558010179
Przewody/węże sterowania gazem osłonowym do sterowania gazem plazmowym

41
częŚć 5 węże i Przewody
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż kurtyny powietrznej
3 m (10’) 05580102054 m (13’) 05580102075 m (16’) 05580102086 m (20’) 05580102097 m (23’) 05580102108 m (26’) 05580102119 m (30’) 0558010212
10 m (33’) 055801021315 m (50’) 0558010214
Przewód/wąż opisdostępna długość m
(stóp)Nr kat. esaB
Wąż kurtyny powietrznej 2,3 m (7,5’) 05580102043,4 m (11’) 0558010206
Przewody/węże sterowania gazem osłonowym do sterowania gazem plazmowym
Przewody/węże sterowania gazem plazmowym do węży kurtyny powietrznej

42
częŚć 5 węże i Przewody

6.1 zakres Przeznaczeniem Instrukcji jest dostarczenie operatorowi wszystkich informacji niezbędnych do instalacji i użyt-kowania zmechanizowanego palnika plazmowego do cięcia PT-36. Do zestawu dołączono również informacje techniczne.
6.2 dostępne opcje pakietu
Opcje pakietu PT-36 można nabyć w punktach sprzedaży sprzętu ESAB. Patrz część Części zamienne, w której podano numery katalogowe części.
6.0 informacje ogólne Zmechanizowany palnik do cięcia łukiem plazmowym PT-36 jest montowany fabrycznie w celu zapewnienia koncentryczności jego komponentów i niezmiennej dokładności cięcia. Z tych powodów klient nie może prze-budowywać korpusu elektrody. Części zamiennie istnieją jedynie do przedniej części palnika.
częŚć 6 PalNik Plazmowy Pt-36
oPisy zesPoŁu PalNika Pt-36 Numer katalogowy
Zestaw palnika PT-36 2,4 m (4,5 stopy) 0558008301
Zestaw palnika PT-36 1,8 m (6 stóp) 0558008302
Zestaw palnika PT-36 3,6 m (12 stóp) 0558008303
Zestaw palnika PT-36 4,3 m (14 stóp) 0558008308
Zestaw palnika PT-36 4,6 m (15 stóp) 0558008304
Zestaw palnika PT-36 5,2 m (17 stóp) 0558008305
Zestaw palnika PT-36 6,1 m (20 stóp) 0558008306
Zestaw palnika PT-36 7,6 m (25 stóp) 0558008307
43

częŚć 6 PalNik Plazmowy Pt-36
Zespół szybkoładowacza, przenośny .........................................................0558006164
uwaga:Nie używać z dyszami z otworami wentylacyjnymi.
6.4 akcesoria opcjonalne:
uszczelnienie pęcherzykowe - W czasie użycia z pompą wodną z obiegiem wody ze stołu i przy zastosowaniu sprężonego powietrza, urządzenie to tworzy bańkę po-wietrza, dzięki czemu można stosować palnik plazmowy PT-36 pod wodą bez znacz-nego pogorszenia jakości cięcia. System ten pozwala również na pracę ponad wodą, ponieważ przepływ wody przez uszczelniacz zmniejsza dym, hałas i promieniowanie UV łuku.(instrukcje instalacji/obsługi podano w podręczniku 0558006722) .......................... 37439
kurtyna powietrzna - Po zasileniu urządzenia sprężonym powietrzem można je używać do poprawy sprawności palnika do pięcia plazmowego PT-36 pod wodą. Urządzenie jest montowane na palniku i tworzy kurtynę powietrzną. Dzięki temu łuk plazmowy działa w stosunkowo suchej strefie, nawet jeśli palnik zostanie zanurzony w celu zmniejszenia hałasu, dymu i promieniowania łuku. do użycia wyłącznie pod wodą.(instrukcje instalacji/obsługi podano w podręczniku 0558006404) ..........................37440
44

częŚć 6 PalNik Plazmowy Pt-36
zestaw rozruchowy 200a do Pt-36 .............................................................................0558010622
zestawy naprawcze i akcesoriów Pt-36 ....................................................................0558005221
6.4.1 zestawy eksploatacyjne do palnika Pt-36
zestaw rozruchowy 600a do Pt-36 .............................................................................0558010625
zestaw rozruchowy H35 do ciężkich blach do Pt-36 .................................................0558005225
zestaw rozruchowy 360a do Pt-36 .............................................................................0558010623
zestaw rozruchowy 450a do Pt-36 .............................................................................0558010624
45

częŚć 6 PalNik Plazmowy Pt-36
46

2.00"(50,8 mm)
7.54"(191,5 mm)
6.17"(156,7 mm)
10.50" (266,7 mm)Długość tulejki
9.13"(231,9 mm)
uwaga:Zaciskać jedynie na zaizolowanej tulejce palnika,
nie mniej niż 31,7 mm (1,25") od końcówki palnika.
częŚć 6 PalNik Plazmowy Pt-36
6.5 specyfikacje techniczne Pt-36
6.5.1 zalecane regulatory
Obsługa cylindra płynu:O2 : R-76-150-540LC ................................................................................................................P/N 19777N2 : R-76-150-580LC ................................................................................................................P/N 19977
Obsługa cylindra wysokociśnieniowego: O2 : R-77-150-540 .................................................................................................................. P/N 998337Ar i N2 : R-77-150-580 ........................................................................................................... P/N 998344H2 i CH4 : R-77-150-350 ....................................................................................................... P/N 998342Powietrze przemysłowe: R-77-150-590 ....................................................................... P/N 998348
Obsługa stacji/przewodów:O2 : R-76-150-024 .....................................................................................................................P/N 19151Ar i N2 : R-76-150-034 ..............................................................................................................P/N 19155Powietrze, H2 i CH4 : R-6703 ..................................................................................................P/N 22236
47

6.5.2 specyfikacje techniczne palnika Pt-36
typ: Chłodzony wodą, dwugazowy, zmechanizowany palnik do cięcia plazmą
znamionowy pobór prądu ze źródła: 1000 A przy 100% cyklu pracy
Średnica montażowa: 50,8 mm (2 cale)
długość palnika bez elektrod: 42 cm (16,7 cala)
iec 60974-7 Napięcie znamionowe: 500 wolt szczytowe
Napięcie zapłonowe (maks. wartość napięcia wysokiej częstotliwoŚci): 8000 VAC
minimalne natężenie przepływu chłodziwa: 5,9 l/min (1,3 gal./min)
minimalne ciśnienie chłodziwa na wlocie: 12,1 bara (175 psig)
maksymalne ciśnienie chłodziwa na wlocie: 13,8 bara (200 psig)
minimalna dopuszczalna energia recyrkulatora chłodziwa: 4,9 kW (16,830 BTU/HR) przy wysokiej temperaturze chłodziwa - otoczenia = 25°C (45°F) i 6 l/min (1,6 USGPM) maksymalne bezpieczne ciśnienia gazu na wlotach do palnika: 8,6 bara (125 psig) zabezpieczenia: Palnik jest przeznaczony do użytku z systemami cięcia łukiem plazmowym ESAB i regulatorami z
przełącznikiem przepływu wody na linii powrotnej chłodziwa z palnika. Zdjęcie nasadki dyszy do serwisowania palnika przerywa ścieżkę powrotną chłodziwa.
częŚć 6 PalNik Plazmowy Pt-36
48

NIEBEZPIECZEŃSTWO
6.6 Podłączanie palnika do systemu plazmowego
Patrz podręcznik systemu i podręcznik mieszalnika gazu plazmowego/osłonowego.
6.6.1 Podłączanie zdalnego modułu rozrusznika łuku
PT-36 ma dwa przewody zasilające chłodzone wodą, które muszą być podłączone do wyjścia ujemnego z zasi-lacza. Prawa złączka 7/16-20 znajduje się na przewodzie doprowadzającym chłodziwo do palnika. Lewa złączka 7/16-20 znajduje się na przewodzie powrotnym chłodziwa z palnika. W obydwóch przewodach znajdują się zie-lone/żółte żyły, które należy podłączyć do widocznego poniżej bolca uziomu.
Przewód łuku pomocniczego jest połączony z modułem rozrusznika łuku (patrz podręcznik mieszalnika gazu plazmowego/osłonowego). W przewodzie łuku pomocniczego znajduje się zielona/żółta żyła, które jest podłą-czona do bolca uziomu.
Porażenie prądem elektrycznym może spowodować śmierć! • Przed dokonaniem jakichkolwiek regulacji odłączyć wtyczkę od
źródła zasilania. • Przed dokonaniem jakichkolwiek prac konserwacyjnych systemu
odłączyć wtyczkę od źródła zasilania. • Nie dotykać przednich części palnika (dysza, nasadka, itd.) przed
wyłączeniem zasilania prądem.
częŚć 6 PalNik Plazmowy Pt-36
Przewody zasilające
49

6.7 montowanie palnika na maszynie
Patrz Instrukcja obsługi maszyny.
częŚć 6 PalNik Plazmowy Pt-36
zaciŚNięcie Na korPusie PalNika może sPowodować Prze-PŁyw NieBezPieczNego PrĄdu Przez Podstawę maszyNy.
Montować palnik na izolowanej tulejce tutaj.
NIE montować na stalowym korpusie palnika tutaj.
• Nie montować na korpusie palnika ze stali nierdzewnej tutaj.• Korpus palnika jest elektrycznie izolowany, jednakże wyso-
kiej częstotliwości prąd rozruchowy może tworzyć łuk, aby dojść do ziemi.
• Zaciskanie w pobliżu korpusu palnika może powodować wy-ładowanie łukowe pomiędzy korpusem a maszyną.
• W przypadku powstania wyładowania łukowego, korpus pal-nika może wymagać wymiany bezgwarancyjnej.
• Może to spowodować uszkodzenie komponentów maszyny. • Zaciskać jedynie na zaizolowanej tulejce palnika (tuż nad ety-
kietą) nie mniej niż 31,75 mm (1,25") od końcówki palnika. • Palnik PT-36 ma średnicę zewnętrzną równą 50 mm do stan-
dardowego montażu.
ostrzeżeNie
50

częŚć 6 PalNik Plazmowy Pt-36
NIEBEZPIECZEŃSTWO
zagrożenie wybuchem wodoru! Przed cięciem ze stołem wodnym należy przeczytać następujące informacje.Podczas każdego cięcia łukiem plazmowym z wykorzystaniem stołu wodnego istnieje zagrożenie. Nagromadzenie wo-doru poniżej ciętej płyty powodowało silne eksplozje. Wybuchy te powodowały straty idące w tysiące dolarów. Mogły one powodować śmierć lub poważne obrażenia ciała. Dostępne informacje wskazują, że istnieją trzy źródła wodoru w stołach wodnych:
1. reakcja stopionego metalu Większość wodoru jest uwalniana w wyniku szybkiej reakcji stopionego metalu ze szczelin w wodzie z tlenków me-
talu. Wyjaśnia to, dlaczego metale reaktywne o dużym powinowactwie z tlenem, np. aluminium i magnez, uwalniają większe ilości wodoru podczas cięcia niż żelazo lub stal. Większość wodoru natychmiast unosi się na powierzchnię, ale pewna ilość przyczepia się do małych cząsteczek metalu. Cząsteczki te osadzają się na dnie stołu wodnego i wodór stopniowo wypływa w bąbelkach na powierzchnię.
2. Powolna reakcja chemiczna Wodór może również powstawać podczas powolnych reakcji chemicznych zimnych cząsteczek metalu z wodą,
odmiennymi metalami lub chemikaliami znajdującymi się w wodzie. Wodór wypływa stopniowo w bąbelkach na powierzchnię.
3. Plazma i gaz ochronny Wodór i inne gazy palne, takie jak metan (CH4), mogą pochodzić z plazmy lub gazu ochronnego. H-35 jest powszechnie
stosowany jako gaz plazmowy. Objętościowo zawiera on 35% wodoru. Podczas stosowania gazu H-35 w wysokim prądzie może uwolnić się do 125 cfh (3,53 cm3/godz) wodoru.
Niezależnie od pochodzenia, gaz wodorowy może gromadzić się w zagłębienach powstałych podczas cięcia na stole płyt i listw lub w zagłębienach wypaczonych arkuszy. Wodór może się także gromadzić się pod tacą żużlową, jeśli jest ona częścią konstrukcyjną stołu. Obecność wodoru w powietrzu może prowadzić do powstania łuku elektrycznego lub iskry dowolnego pochodzenia.
4. aby zredukować powstawanie lub gromadzenie się wodoru należy przestrzegać następujących zaleceń: A. Często usuwać żużel (szczególnie drobne cząsteczki) z dna stołu. Stół uzupełniać czystą wodą. B. Nie pozostawiać płyt na stole przez noc lub weekend. C. Jeśli lustro wody było nieużywane przez kilka godzin, zamieszać je przed ułożeniem pierwszej płyty. Uwolni to
i rozproszy nagromadzony wodór, zanim zostanie przykryty płytą na lustrze wody. Można to wykonać kładąc pierwszą płytę na lustrze wody z lekkim wstrząśnięciem, a następnie unosząc ją, aby wodór uleciał jeszcze przed przystąpieniem do cięcia.
D. W przypadku cięcia ponad wodą, zamontować wentylatory, aby poruszały powietrze pomiędzy płytą a po-wierzchnią wody.
E. W przypadku cięcia pod woda, należy mieszać wodę pod płytą, aby uniemożliwiać gromadzenie się wodoru. Można to zrobić napowietrzając wodę sprężonym powietrzem.
F. Jeśli jest to możliwe, należy zmieniać poziom wody między cięciami, aby rozpraszać nagromadzony wodór. G. Zasadowość (pH) wody utrzymywać na poziomie 7 (obojętna). Zmniejsza to prędkość reakcji chemicznych
pomiędzy wodą a metalami.
51

częŚć 6 PalNik Plazmowy Pt-36
zagrożenie iskrzeniem.wysoka temperatura, rozpryski i iskry powodują pożar i oparzenia.
• Nie ciąć w pobliżu materiałów łatwopalnych.• Nie ciąć pojemników, w których przechowywano materiały łatwopalne.• Nie nosić rzeczy łatwopalnych (np. latarki na butan).• Łuk pomocniczy może powodować oparzenia. Podczas włączania plazmy zawsze należy kierować
dyszę palnika od siebie i od innych osób.• zawsze nosić ochronę oczu i ciała.• stosować rękawice ochronne, buty ochronne i kask.• zakładać odzież niepalną, osłaniająca wszystkie części ciała.• spodnie muszą być bez mankietów, aby zapobiegać przedostawaniu się iskier lub rozprysków.
zagrożenie wybuchem podczas cięcia plazmowego stopów aluminiowo-litowych!
Stopy aluminiowo-litowe (Al-Li) są używane w lotnictwie ponieważ są o 10% lżejsze niż tradycyjne stopy aluminium. Wia-domo, że stopione stopy Al-Li mogą powodować wybuchy, gdy zetkną się z wodą. Dlatego cięcia ich plazmą nie należy wykonywać w wodzie. Należy je wykonywać na sucho, na suchym stole. Alcoa ustaliła, że cięcie na sucho na suchym stole jest bezpieczne i daje dobre wyniki. NIE ciąć na sucho ponad wodą. Nie namaczać w wodzie.
Obecnie są dostępne stopy Al-Li: Alithlite (Alcoa) X8192 (Alcoa) Alithally (Alcoa) Navalite (marynarka USA) 2090 Alloy (Alcoa) Lockalite (Lockhead) X8090A (Alcoa) Kalite (Kaiser) X8092 (Alcoa) 8091 (Alcan)
Więcej informacji na temat bezpiecznego użytkowania i zagrożeń związanych z tymi stopami można uzyskać u dostawcy aluminium.
olej i smar mogą powodować poważne oparzenia! • Nigdy nie wolno używać oleju ani smaru w tym palniku. • Palnik należy obsługiwać czystymi rękami na czystej powierzchni. • silikonowych środków smarowych należy używać jedynie zgodnie z zaleceniami. • olej i smar są łatwopalne i powodują poważne oparzenia w obecności tlenu pod ciśnieniem.
zagrożenie wybuchem wodoru.gazem H-35 nie ciąć pod wodą! w stole wodnym może się gromadzić niebezpieczny wodór. wodór jest wysoce wybuchowy. zmniejszyć poziom wody co najmniej 10 cm (4 cale) poniżej obrabianego przed-miotu. często potrząsać płytą, mieszać powietrze i wodę, aby zapobiegać gromadzeniu sie wodoru.
ostrzeżeNie
ostrzeżeNie
ostrzeżeNie
ostrzeżeNie
52

6.8 konfiguracja
• W danych procesu (plik SDP) wybrać odpowiednie warunki i zainstalować odpowiednie części z przodu palnika (dysza, elektroda itd.). Patrz dane procesu wskazujące części i ustawienia.
• Umieścić palnik nad materiałem w wymaganym położeniu wyjściowym. • Patrz Podręcznik źródła zasilania, w którym podano właściwe ustawienia. • Patrz Podręcznik kontroli przepływu, w którym podano procedury sterowania gazem. • Patrz Podręcznik sterowania i maszyny, w którym podano procedury rozruchowe.
6.8.1 cięcie lustrzane Podczas cięcia lustrzanego, wymagana przegroda zwrotnego gazu wirowego i dyfuzor zwrotny. te części zwrotne "obrócą" gaz w odwrotnym kierunku, odwracając "w dobrą" stronę cięcia.
6.9 jakość cięcia
6.9.1 wstęp
Przyczyny zmieniające jakość cięcia są od siebie wzajemnie zależne. Zmiana jednej zmiennej ma wpływ na inne. Ustalenie rozwiązania może być trudne. Następujący przewodnik proponuje ewentualne rozwiązania dla róż-nych niepożądanych rezultatów cięcia. Aby rozpocząć, należy wybrać najbardziej wyraźny warunek:
6.9.2 Kąt cięcia, ujemny lub dodatni 6.9.3 Płaskość cięcia 6.9.4 Wykończenie powierzchni 6.9.5 Żużel 6.9.6 Dokładność wymiarowa
Zazwyczaj zalecane parametry cięcia dadzą optymalną jakość, czasami warunki mogą się zmieniać i konieczne mogą być niewielkie korekcje. Jeśli tak:
• Regulacje wykonywać niewielkimi krokami.• Napięcie łuku zmieniać po 5 wolt, w górę lub w dół.• Prędkość cięcia zmieniać o 5% lub mniej, aż do poprawy warunków.
częŚć 6 PalNik Plazmowy Pt-36
odrzutnik zwrotny 4 x .032 Nr kat. 0558002534
odrzutnik zwrotny 8 x 0,047 Nr kat. 0558002530
dyfuzor zwrotny Nr kat. 0004470115
53

Przestroga
Dodatni kąt cięciaWymiar górny jest mniejszy niż dolny.
• Przesunięty palnik• Wygięty lub odkształcony materiał• Zużyte lub uszkodzone części eksploatacyjne• Wysokie wsparcie (napięcie łuku)• Duża prędkość cięcia• Prąd wysoki lub niski. (Patrz dane procesu, w
których podano zalecane prądy dla konkret-nych dysz).
Część
Część
Przed wykonaniem jakicHkolwiek korekcji, sprawdzić zmienne cięcia z zalecanymi fabrycznie ustawieniami/częściami eksploatacyj-nymi wymienionymi w danych procesu.
6.9.2 kąt cięcia Ujemny kąt cięciaWymiar górny jest większy niż dolny.
• Przesunięty palnik• Wygięty lub odkształcony materiał• Zużyte lub uszkodzone części eksploatacyjne• Niskie wsparcie (napięcie łuku)• Mała prędkość cięcia (prędkość przesuwu maszyny)
Część
Część
Spadek
częŚć 6 PalNik Plazmowy Pt-36
Spadek
54

6.9.3 Płaskość cięcia
Góra i dół są zaokrąglone. Warunek ten występuje zazwyczaj, gdy materiał jest grubości 6,4 mm (0.25") lub mniejszej.
• Wysoki prąd dla danej grubości materiału. (Patrz dane procesu, w których podano prawidłowe ustawienia).
Część
Górna krawędź podtopiona
• Niskie wsparcie (napięcie łuku)
częŚć 6 PalNik Plazmowy Pt-36
CzęśćSpadek
Spadek
55

6.9.4 wykończenie powierzchni
Proces spowodował chropowatośćCięta powierzchnia jest równomiernie chropowata. Może to występować nie tylko na jednej osi. • Nieprawidłowa mieszanka gazu osłonowego (patrz dane procesu). • Zużyte lub uszkodzone części eksploatacyjne. maszyna spowodowała chropowatośćMoże być trudna do odróżnienia od chropowatości powo-dowanej przez proces. Często występuje tylko na jednej osi. Chropowatość jest niejednorodna. • Brudne prowadnice, koła i/lub koło koronowe. (Patrz część Konserwacja w podręczniku obsługi maszyny). • Regulacja kół wózka.
lub
Chropowatośćspowodowana przez maszynę
Chropowatośćspowodowana przez proces
Powierzchnia cięcia
Widok od góry
6.9.5 żużel
Żużel jest produktem ubocznym cięcia. Jest to materiał niepo-żądany, przyczepiający się do części. W większości przypadków, żużel można redukować lub eliminować przy właściwym palniku i ustawieniu parametrów. Patrz dane procesu.
żużel powstający przy dużej prędkościMateriał spawania lub rozprasowany na dolnej powierzchni wzdłuż szczeliny. Trudny do usunięcia. Konieczne może być szli-fowanie lub skrawanie. Linie śladowe w kształcie S. • Wysokie wsparcie (napięcie łuku) • Duża prędkość cięcia
żużel powstający przy małej prędkościTworzy kulki na dnie wzdłuż szczeliny. Łatwy w usuwaniu. • Mała prędkość cięcia
Widok z boku
Powierzchnia cięcia
Rozpłaszczanie
Linie śladowe
Widok z boku
Kulki
Powierzchnia cięcia
częŚć 6 PalNik Plazmowy Pt-36
Linie śladowe
56

Przestroga
Przestroga
górny żużelPojawia się jako rozpryski na górze materiału. Zazwyczaj łatwy w usuwaniu. • Duża prędkość cięcia • Wysokie wsparcie (napięcie łuku)
żużel pośredniPojawia się u góry lub u dołu wzdłuż szczeliny. Nieciągły. Może być żużlem dowolnego rodzaju. • Prawdopodobnie zużyte części eksploatacyjne
inne czynniki wpływające na żużel: • Temperatura materiału • Duży osad lub rdza • Stopy wysokowęglowe
6.9.6 dokładność wymiarowa
Zazwyczaj używanie najmniejszej możliwej prędkości (dopuszczalnej) poprawi dokładność części. Dobierać części eksploatacyjne pozwalające na niższe napięcie łuku i mniejszą prędkość cięcia.
Widok z boku
Powierzchnia cięcia
Rozpryski
w większości przypadków zalecana prędkość cięcia i zalecane napię-cie łuku da optymalne wyniki cięcia. z powodu jakości materiału, jego temperatury i szczególnych stopów konieczne mogą być nie-wielkie stopniowe korekcje. operator powinien pamiętać, że wszyst-kie zmienne cięcia zależą od siebie. zmiana jednego ustawienia ma wpływ na inne i jakość cięcia może ulec pogorszeniu. zawsze należy rozpoczynać z zalecanymi ustawieniami.
Przed wykonaniem jakicHkolwiek korekcji, sprawdzić zmienne cię-cia z zalecanymi fabrycznie ustawieniami/częściami eksploatacyjny-mi wymienionymi w danych procesu.
Z powodu jakości materiału, jego temperatury i szczególnych stopów konieczne mogą być niewielkie stopniowe korekcje. Operator powinien pamiętać, że wszystkie zmienne cięcia zależą od siebie. Zmiana jednego ustawienia ma wpływ na inne i jakość cięcia może ulec pogorszeniu. Zawsze należy rozpoczynać z zalecanymi ustawieniami. Przed wykonaniem JAKICHKOLWIEK korekcji, sprawdzić zmienne cięcia z zalecanymi fabrycznie ustawieniami/częściami eksploatacyjnymi wymienionymi w danych procesu.
Zalecana prędkość cięcia i zalecane napięcie łuku daje optymalne wyniki cięcia.
uwaga
częŚć 6 PalNik Plazmowy Pt-36
57

6.10 Przepływy w palniku
Wlot gazu osłonowego
częŚć 6 PalNik Plazmowy Pt-36
Wlot wodyWylot wody
Wlot gazu plazmowego
Łuk pomocniczy
Łuk pomocniczy
58

Przestroga
NIEBEZPIECZEŃSTWO
6.11 wstęp
Podczas cięcia plazmowego dochodzi do normalnego zużywania części. Uruchamianie łuku plazmowego jest procesem niszczącym dla elektrody i dyszy. Należy wykonywać regularne przeglądy i wymianę części palnika PT-36, aby zapewnić wysoką jakość cięcia i niezmienne wymiary części.
częŚć 6 PalNik Plazmowy Pt-36
1. Zdjąć ustalacz nasadki gazu osłonowego.
uwaga: Jeśli trudno jest zdjąć ustalacz nasadki osłony, dokręcić nasadkę ustalacza dyszy, aby zmniejszyć
nacisk na ustalacz nasadki osłony.
2. Skontrolować parzystą powierzchnię metalu nasadki osłony i ustalacza nasadki osłony w poszukiwaniu wrę-bów lub brudu, które uniemożliwiają utworzenie uszczelnienia metalu z metalem. Szukać wżer lub oznak wyładowania łukowego w nasadce osłony. Szukać nadtopień końcówki osłony. Jeśli są uszkodzone, należy je wymienić.
3. Skontrolować dyfuzor w poszukiwaniu osadów i oczyścić, jeśli jest to konieczne. Na górnych nacięciach po-wstają ślady zużycia, mające wpływ na ilość gazu. Przy każdej co drugiej zmianie osłony wymieniać tę część. Wysoka temperatura powstająca podczas cięcia wielu małych części na małej powierzchni lub podczas cię-cia materiału grubszego niż 19,1 mm (0,75") może powodować konieczność częstszych wymian.
Ustalacz nasadki osłony
Nasadka ustalająca dyszy
DyszaElektroda
Korpus palnika
gorĄcy PalNik Powoduje oParzeNia skÓry! Przed serwisowaNiem Pozostawić PalNik do ocHŁodzeNia.
Nasadka osłony
Dyfuzor
Nieprawidłowe zmontowanie dyfuzora w osłonie może uniemożliwić prawidłowe działanie palnika. Nacięcia dyfuzora muszą być zamon-towane z dala od osłony, jak to przedstawiono na ilustracji.
6.12 demontaż przedniej części palnika
59

częŚć 6 PalNik Plazmowy Pt-36
4. Odkręcić ustalacz dyszy i wyciągnąć dyszę z korpusu palnika. Skontrolować część ustalacza dyszy z izolatorem w poszukiwaniu pęknięć lub wiórów. Jeśli są uszkodzone, należy je wymienić.
Skontrolować dyszę pod kątem:
• nadtopień lub nadmiernego przenoszenia prądu; • wyżłobień z wewnętrznego wyładowania łuku;• wrębów lub głębokich zadrapania na powierzchniach gniazd uszczelek o-ring;• nacięć, wrębów lub zużycia uszczelek o-ring; • usunąć cząsteczki hafnu (z dyszy), używając wełny stalowej.
W przypadku uszkodzeń - wymienić.
uwaga: Przebarwienia wewnętrznych powierzchni i małe czarne plamki z uruchamiania są normalne i
nie mają wpływu na sprawność cięcia.
Jeśli uchwyt został odpowiednio dokręcony, elektroda może się odkręcić, gdy nie jest zamocowana do uchwytu elektrody. Podczas zakładania elektrody, używać siły wystarczającej do jej zamocowania.
5. Elektrodę należy zdejmować narzędziem do zdejmowania elektrod.
6. Wyjąć elektrodę z uchwytu elektrody. Włożyć podkładki na uchwyt, w klucz 5/16". Używając narzędzia do elektrod, obrócić elektrodę w lewo, aby ją wyjąć. Elektrodę należy wymieniać, jeśli środkowy wkład ma wże-ry większe niż 0,09 cm (3/32").
Korpus palnika
Narzędzie zdejmowania elektrod
Elektroda
Elektrodę należy wymieniać, jeśli środkowy wkład ma wżery większe niż 0,09 cm (3/32").
60

częŚć 6 PalNik Plazmowy Pt-36
7. Wyjąć uchwyt elektrody z korpusu elektrody. Założyć narzędzie zdejmowania elektrod na uchwyt elektrody.
uwaga: Uchwyt elektrody składa się z dwóch części. Nie demontować.
Jeśli uchwyt jest uszkodzony, wymienić cały jego zespół.
8. Zdemontować uchwyt elektrody i odrzutnik gazu. Ostrożnie zdjąć uszczelkę o-ring z uchwytu elektrody i zsunąć z niego odrzutnik. Skontrolować powierzchnię gniazda dyszy (przednią krawędź) w poszukiwaniu zadr. Sprawdzać, czy nie ma pęknięć lub zatkanych otworów. Nie wolno czyścić otworów. Jeśli odrzutnik jest uszkodzony, należy go wymienić.
uwaga: Sprawdzić wszystkie uszczelki o-ring w poszukiwaniu nacięć lub innych uszkodzeń, które mo-
głyby uniemożliwić sprawne działanie uszczelek o-ring.
Zespół uchwytu elektrodyOdrzutnik gazu Uszczelka O-ring
Elektroda
Narzędzie zdejmowania
Odrzutnik gazu
Zespół uchwytu elektrody
uwaga: Przebarwienie tych powierzchni w miarę
używania jest normalnym zjawiskiem. Powoduje je korozja galwaniczna.
61

Przestroga
częŚć 6 PalNik Plazmowy Pt-36
6.13 montaż przedniej części palnika
• Podczas demontażu czynności należy wykonywać w odwrotnej kolejności. • Nałożyć bardzo cienką warstwę smaru silikonowego na uszczelki o-ring przed zamontowaniem pa-
sujących części. Ułatwia to montaż i demontaż w przyszłości. • Montaż elektrody wymaga użycia umiarkowanej siły. Jeśli uchwyt elektrody jest mocniej dokręcony
niż elektroda, można wymieniać zużyte elektrody bez zdejmowania ich uchwytu.
uwaga: Podczas montowania należy włożyć dyszę do nasadki ustalającej dyszy i wkręcić nasadkę usta-lającą dyszy/kombinację dysz na korpus palnika. Pomoże to w wyosiowaniu dyszy z zespołem.
Nasadkę osłony i ustalacz nasadki osłony należy zakładać dopiero po założeniu nasadki ustalającej duszę i dyszy.
W przeciwnym razie części nie zostaną prawidłowo osadzone i może dojść do wycieków.
Ustalacz nasadki osłony
Dyfuzor
Nasadka osłony
Nasadka ustalająca dyszy
DyszaElektroda
Korpus palnika
Nadmiernie dokręcone części jest trudno zdemontować i mogą uszkodzić palnik. Podczas ponownego montażu nie dokręcać nad-miernie. części gwintowane działają prawidłowo po ręcznym do-kręceniu do około 40 do 60 cal/funtów.
62

Użycie szybkoładowacza, nr kat. 0558006164, ułatwi mon-taż części przodu palnika.
krok 1 Aby użyć szybkoładowacza najpierw włożyć dyszę w nasadkę ustalającą dyszę.
krok 2 Nakręcić szybkoładowacz na nasadkę ustalającą dyszę, aby zamocować dyszę.
krok 3 Zabezpieczyć nakrętkę ustalającą na dyszy, używając narzędzia wstępnego montażu, nr kat. 0558005917, dołączonego do szybkoładowacza.
krok 4 Zdjąć szybkoładowacz. Zdjęcie szybkoładowacza jest niezbędne, aby właściwie osadzić pozostałe części.
krok 5 Wsunąć dyfuzor w nasadkę osłony.
krok 6 Wsunąć zespół nasadki ustalającej dyszę w ustalacz nasadki osłony.
krok 7 Wkręcić zespół ustalacza nasadki osłony na zespół nasadki ustalającej dyszę.
częŚć 6 PalNik Plazmowy Pt-36
6.13.1 montaż przedniej części palnika z użyciem szybkoładowacza
Zespół nasadki ustalającej dyszy
Dyfuzor
Nasadka osłony
Nasadka ustalająca dyszy
Dysza
Nakrętka ustalającanr kat. 0558005916
Zespół ustalacza nasadki osłony
Narzędzie wstępnego montażu
Ustalacz nasadki osłony
63

Przestroga
Dysza
6.14 demontaż przedniej części palnika (do grubych płyt produkcyjnych)
1. Zdjąć wysokoprądowy zespół nasadki ustalającej dyszy. Jeśli żaden z tych elementów nie wymaga wymia-ny, mogą pozostać zmontowane. Skontrolować w poszukiwaniu znaków nadtopienia na nasadce osłony i sprawdzić część izolatora na nasadce ustalającej dyszy w poszukiwaniu zużycia lub uszkodzenia.
Wysokoprądowy zespół nasadki ustalającej dyszy
Korpus palnika
gorĄcy PalNik Powoduje oParzeNia skÓry! Przed serwisowaNiem Pozostawić PalNik do ocHŁodzeNia.
Nieprawidłowe zmontowanie dyfuzora w osłonie może uniemożliwić prawidłowe działanie palnika. Nacięcia dyfuzora muszą być zamon-towane z dala od osłony, jak to przedstawiono na ilustracji.
częŚć 6 PalNik Plazmowy Pt-36
Osłona wysokoprądowa
NIEBEZPIECZEŃSTWO
64

częŚć 6 PalNik Plazmowy Pt-36
2. Wyciągnąć dyszę z korpusu palnika.
Skontrolować dyszę pod kątem:
• nadtopień lub nadmiernego przenoszenia prądu;
• wyżłobień z wewnętrznego wyładowania łuku;
• wrębów lub głębokich zadrapania na powierzchniach gniazd uszcze-lek o-ring;
• nacięć, wrębów lub zużycia uszczelek o-ring;
• usunąć cząsteczki wolframu (z dyszy), używając wełny stalowej.
W przypadku uszkodzeń - wymienić.
uwaga: Przebarwienia wewnętrznych powierzchni i małe czarne plamki z uruchamiania są normalne i
nie mają wpływu na sprawność cięcia.
3. Elektrodę należy zdejmować narzędziem do zdejmowania elektrod.
4. Wyjąć elektrodę z uchwytu elektrody. Włożyć podkładki na uchwyt, w klucz 5/16"". Używając narzędzia do elektrod, obrócić korpus tulei zaciskowej w lewo, aby go wyjąć. Elektrodę należy wymieniać, jeśli środkowy wkład ma wżery większe niż 0,06"" (1/16"") lub jeśli podkładka ma nieregularny kształt bądź ma większą śred-nicę. Podczas zakładania elektrody, używać siły wystarczającej do jej zamocowania.
Korpus palnika
Narzędzie zdejmowania elektrod
Elektroda
Elektroda, wolframowaKorpus tulei zaciskowej
Tuleja zaciskowa
Dysza
Nasadka ustalająca dyszy
Korpus palnika
uwaga: Elektroda ma dwie końcówki użytkowe. Po zużyciu jednej końcówki, można ją
odwrócić i używać drugiej końcówki.
65

5. Jeśli w kroku 3 nie udało się wyjąć uchwytu elektrody, należy wyjąć go z korpusu elektrody używając narzę-dzia zdejmowania elektrod. Założyć narzędzie zdejmowania uchwytu elektrod na uchwyt elektrody.
6. Zdemontować uchwyt elektrody i odrzutnik gazu. Ostrożnie zdjąć uszczelkę o-ring z uchwytu elektrody i zsunąć z niego odrzutnik. Skontrolować powierzchnię gniazda dyszy (przednią krawędź) w poszukiwaniu zadr. Sprawdzać, czy nie ma pęknięć lub zatkanych otworów. Nie wolno czyścić otworów. Jeśli odrzutnik jest uszkodzony, należy go wymienić.
uwaga: Sprawdzić wszystkie uszczelki o-ring w poszukiwaniu nacięć lub innych uszkodzeń, które mogą
uniemożliwić sprawne działanie uszczelek o-ring.
Uchwyt elektrody
Odrzutnik gazu
Uszczelka o-ring (znajdująca się za odrzutnikiem)
Narzędzie zdejmowania uchwytu elektrod
Uchwyt elektrody
Korpus palnika
częŚć 6 PalNik Plazmowy Pt-36
66

Przestroga
częŚć 6 PalNik Plazmowy Pt-36
6.15 montaż przedniej części palnika (do grubych płyt produkcyjnych)
• Podczas demontażu czynności należy wykonywać w odwrotnej kolejności. • Nałożyć bardzo cienką warstwę smaru silikonowego na uszczelki o-ring przed zamontowaniem
pasujących części. Ułatwia to montaż i demontaż w przyszłości. • Montaż elektrody wymaga użycia umiarkowanej siły.
Nadmiernie dokręcone części jest trudno zdemontować i mogą uszkodzić palnik. Podczas ponownego montażu nie dokręcać nad-miernie. części gwintowane działają prawidłowo po ręcznym do-kręceniu do około 40 do 60 cali/funt.
1. Wymienić uchwyt elektrody w korpusie elektrody. Założyć narzędzie zdejmowania elektrod na uchwyt elektrody.
2. Aby wymienić elektrodę, zmontować tuleję zaciskową, korpus tulei zaciskowej i elektrodę. Zespół elektrody włożyć do narzędzia zdejmowania elektrod tak, aby stykała się z dnem otworu narzędzia (elektroda opad-nie na swoje miejsce).
Elektroda, wolframowaKorpus tulei zaciskowej
Tuleja zaciskowa
Korpus palnika
67

uwaga: Podczas montowania należy włożyć dyszę do wysokoprądowej nasadki ustalającej dyszy i wkręcić wysokoprądową nasadkę ustalającą dyszy/kombinację dysz na korpus palnika. Pomoże to w wyosiowaniu dyszy z zespołem. Wysokoprądową nasadkę osłony można w każdej chwili
zamontować na wysokoprądowej nasadce ustalającej dyszy.
częŚć 6 PalNik Plazmowy Pt-36
3. Wkręcać zespół elektrody w prawo w korpus elektrody. Po zamknięciu tulei zaciskowej elektroda zostanie zamocowana. W przypadku używania wysoko-prądowej nasadki ustalającej dyszę, zdjąć wskazaną uszczelkę o-ring i wymienić ją na uszczelkę o-ring, nr kat. 488158, jak to przedstawiono na ilustracji.
Dysza
Korpus palnika
Nasadka ustalająca dyszy
zdjąć tę uszczelkę o-ringzałożyć uszczelkę o-ring, nr kat. 488158, tutaj
68

PorażeNie PrĄdem elektryczNym może sPowodować Śmierć! Przed koNserwacjĄ PalNika:
• Obrócić wyłącznik zasilania na konsoli źródła zasilania w położenie OFF
• Odłączyć główne zasilanie wejściowe.
6.16 konserwacja korpusu palnika
• Codziennie sprawdzić uszczelki o-ring i wymienić w razie uszkodzenia lub zużycia. • Nałożyć cienką warstwę smaru silikonowego na uszczelki o-ring przed zamontowaniem palnika.
Ułatwia to montaż i demontaż w przyszłości. • O-ring (41 mm (1.61") śred. wewn. x 1,8 mm (0.07") BUNA-70A), nr kat. 996528.
Lokalizacje o-ringów
• Na stykach pierścieni stykowych elektrycznych nie może się znajdować smar ani brud. • Podczas zmiany dyszy należy kontrolować ten pierścień. • Wyczyścić szmatką bawełnianą zanurzoną w alkoholu izopropylowym.
Punkty styku pierścienia stykowego
Pierścień stykowy
Punkty styku pierścienia stykowego
Śruba pierścienia stykowego
częŚć 6 PalNik Plazmowy Pt-36
ostrzeżeNie
69

częŚć 6 PalNik Plazmowy Pt-36
6.17 wyjmowanie i wymiana korpusu palnika
Korpus palnika
Uchwyt
1. Poluzować zacisk węża przekładni ślimakowej tak, aby tulejka palnika została uwolniona i wyciągnięta z wiązki przewodów. Wystarczy około 17,5 cm (7 cali). Odkręcić tulejkę palnika i wysunąć ją aż do odsłonięcia złącza łuku pomocniczego.
2. Odłączyć przewody zasilające, nawinięte na krótsze bolce z tyłu palnika. Należy zauważyć, że jedno z tych złączy jest lewe. Odkręcić węże gazowe z zespołu głowicy palnika, używając klucza 7/16" (11,1 mm) i 1/2" (12,7 mm). Wcześniejsze zdjęcie przewodów zasilających ułatwia zdejmowanie węży gazowych.
Złącze 7/16" gazu plazmowego
Złącze 1/2" gazu osłonowego
Złącze 1/2" przewodu zasilającego
ostrzeżeNiePorażeNie PrĄdem elektryczNym może sPowodować Śmierć! Przed koNserwacjĄ PalNika:
• Obrócić wyłącznik zasilania na konsoli źródła zasilania w położenie OFF
• Odłączyć główne zasilanie wejściowe.
70

częŚć 6 PalNik Plazmowy Pt-36
3. Odwinąć taśmę elektryczną, znajdującą się z tyłu szarego, plastikowego izolatora na złączu łuku pomocni-czego. Ponownie wsunąć izolator i rozłączyć nóż.
Taśma elektryczna(widoczna po zdjęciu)
Przewód łuku pomocniczegoPołączenie żył
Połączenie noża
5. Przesunąć uchwyt w przód i mocno go wkręcić w korpus palnika.
4. Aby zainstalować nowy zespół głowicy palnika - połączyć przewód łuku pomocniczego i główny przewód zasilający, wykonując czynności w odwrotnej kolejności niż podczas ich odłączania. Złączki gazowe i wodne muszą być szczelne, aby nie było wycieków, ale nie stosować na nich żadnych szczeliw. Jeśli połączenie noża wydaje się obluzowane, wzmocnić je dociskając, po ich zamontowaniu, jego części kombinerkami o cienkich końcówkach. Szary izolator łuku pomocniczego zabezpieczyć owijając go 10 razy taśmą elektryczną.
Nowy zespół głowicy palnika
71

6.18 krótszy okres żywotności
1. Cięcie pozostałego materiału
Cięcie pozostałego materiału (odpady pozostałe po wyjęciu wszystkich części z płyty). Ich usuwanie ze stołu może niekorzystnie wpływać na żywot elektrody poprzez:
• ześlizgnięcie się z obrabianego przedmiotu;• znacząco zwiększając częstotliwość uruchamiania; problem ten występuje głównie podczas cięcia O2
i można go zmniejszać wybierając ścieżkę z minimalną liczbą uruchomień; • zwiększając prawdopodobieństwo, że płyta odbije się o dyszę, powodując powstanie podwójne-
go łuku; można zmniejszać to zjawisko dzięki uwadze operatora i przez zwiększenie wsparcia oraz zmniejszenie prędkości cięcia.
Jeśli jest to możliwe do cięcia pozostałego materiału używać elektrod OXWELD lub używać palnika PT-36 z wy-sokim wsparciem. 2. Problemy z kontrolą wysokości
• Nurkowanie palnika jest zazwyczaj wynikiem zmianą napięcia łuku podczas używania automatycz-nego sterowania wysokością. Zmiana napięcia zazwyczaj jest wynikiem opadaniem płyty od łuku. Wyłączenie sterowania wysokością i wcześniejsze wyłączanie łuku podczas kończenia cięcia opada-jącej płyty może skutecznie usunąć te problemy.
• Nurkowanie może również powstawać po uruchomieniu w przypadku nadmiernej zwłoki przesu-nięcia. Istnieje większe prawdopodobieństwo zaistnienia tego zjawiska w przypadku cienkiego ma-teriału. Zmniejszyć zwłokę lub wyłączyć sterowanie wysokością.
• Nurkowanie może być również powodowane wadliwością sterownika wysokości.
3. wsparcie przebijania zbyt niskie Zwiększyć wsparcie przebijania. 4. rozpoczynanie na krawędziach z ciągłym łukiem pomocniczym Dokładnie umieścić palnik lub rozpocząć na przyległym materiale odpadowym. 5. Przerzucanie obrabianego przedmiotu Dysza może zostać uszkodzona, jeśli palnik uderzy przerzuconą część.
6. chwytanie rozprysków z przebijania Zwiększyć wsparcie lub rozpocząć od dłuższego naprowadzania.
7. Nieukończone przebijanie przed uruchomieniem Zwiększyć początkowy czas zwłoki.
8. mała prędkość przepływu chłodziwa, duża prędkość przepływu plazmy, Prąd zbyt wysoki Prawidłowe ustawienia.
9. wyciek chłodziwa w palniku Uszczelnić.
częŚć 6 PalNik Plazmowy Pt-36
72

Sprawdzanie wycieków chłodziwa:
Chłodziwo może wyciekać przez uszczelki elektrody, uchwytu elektrody, dyszę i korpus palnika. Powodem wy-cieków mogą być również pęknięcia w materiale izolacyjnym na palniku lub nasadce ustalającej dyszy bądź z przewodu zasilającego.
Aby sprawdzić wycieki z dowolnego źródła, zdjąć nasadkę osłony, oczyścić palnik, przedmuchać go i położyć na czystej suchej płycie. Przy wyłączonym doprowadzeniu gazów, na kilka minut włączyć chłodnicę wody i szukać wycieków. Włączyć gaz plazmowy i wyszukiwać mgiełki na wyjściu dyszy. Jeśli jej nie ma, wyłączyć doprowadze-nie gazu plazmowego, włączyć doprowadzenie gazu osłonowego i wyszukiwać mgiełki z przejść gazu osłono-wego w nasadce ustalającej dyszę.
Jeśli wyciek jest z kryzy dyszy, zdjąć i skontrolować uszczelki o-ring na dyszy, elektrodę i uchwyt elektrody. Sprawdzić powierzchnie uszczelniające uchwytu elektrody i wykładziny ze stali nierdzewnej w palniku.
Jeśli wyciek może być z elektrody, można założyć PT-19XL 100 na podstawę dwuelementowej dyszy 200 A, bez końcówki dyszy. Po przedmuchaniu uruchomić chłodnicę wody przy wyłączonym doprowadzeniu gazu i ob-serwować końcówkę elektrody. Jeśli gromadzi się tam woda, upewnić się, że nie spływa po bokach elektrody z nieszczelności uszczelki o-ring.
częŚć 6 PalNik Plazmowy Pt-36
jeśli konieczne jest włączenie zasilania do źródła zasilania, aby uruchomić chłodnicę wody, można uzyskać wysokie napięcia bez wytwarzania łuku. Nigdy nie dotykać palnika przy zasilanym źródle zasilania.
ostrzeżeNie
73

częŚć 6 PalNik Plazmowy Pt-36
74

częŚć 6 PalNik Plazmowy Pt-36
6.19.1 informacje ogólne
Zawsze podawać numer seryjny urządzenia, w jakim części zostaną użyte. Numer seryjny jest wybity na tablicz-ce znamionowej urządzenia.
Aby zapewnić prawidłowe działanie zaleca się używanie z tym urządzeniem wyłącznie oryginalnych części fir-my ESAB. Użycie jakichkolwiek części zamiennych innych niż oryginalne części ESAB spowoduje unieważnienie gwarancji.
Części zamienne można zamawiać u dystrybutora firmy ESAB.
Podczas zamawiania części należy podać wszelkie szczególne instrukcje dotyczące przesyłki.
Z tyłu tej Instrukcji podano dane kontaktowe, zawierające wykaz numerów telefonów firm serwisowych.
6.19.2 zamawianie
Pozycje na wykazie części, które nie mają numerów są podane wyłącznie w celach informacyjnych. Elementy osprzętu można nabyć w sklepach.
uwaga:
6.19 części zamienne
75

częŚć 6 PalNik Plazmowy Pt-36
PT-36Zmechanizowany palnik do cięcia plazmowegogrubych płyt produkcyjnych
Należy stosować olej:zestaw rozruchowy H35 do ciężkich blach do Pt-36 ..... 0558005225
Poz. Nr kat. ilość opis
1 0558003963 1 Elektroda, wolframowa 4.8 mm (0,19") D
2 0558003965 1 Dysza H35 5,0 mm (.198") rozbieżna
3 0558003964 1 Tuleja zaciskowa 4,8 mm (0,19") Elektroda D
4 0558005689 1 Uchwyt elektrody/tulei zaciskowej PT-36
5 0558003967 1 Korpus tulei zaciskowej
6 0558002532 1 Odrzutnik, 32-otworowy x 0,6 mm (.023")
7 0558006688 1 Osłona wysokoprądowa
8 0558003918 1 Narzędzie uchwytu elektrody PT-36
9 0558003962 1 Narzędzie elektrody wolframowej
10 0558006690 1 Wysokoprądowy zespół nasadki ustalającej dyszy
11 488158 1
12 181W89 1
2
1
3
5
4
6
7
8
9
uwaga:Są to pozycje różniące się od grubych płyt produkcyjnych. Patrz podręcznik Dane cięcia (0558008434/0558008435), w
którym podano pełną konfigu-rację i parametry.
10
uwaga:Nr kat. 0558003965 jest dostarczany z (2) zain-
stalowanym nr kat. 181W89 i (1) nr kat. 488158, w opakowaniu. W przypadku używania wysokoprą-
dowej nasadki ustalającej dyszę i wysokoprądowej osłony, zgodnie z zaleceniami, zdjąć znajdująca się
najbliżej kryzy uszczelkę o-ring i wymienić ją na uszczelkę o-ring, nr kat. 488158, w kroku pierwot-
nie wskazanym dla dyfuzora.
181W89
488158
76

częŚć 6 PalNik Plazmowy Pt-36
10
Uszczelki o-ring dostarczane z korpusem palnika, nr kat. 996528
17
Uszczelki o-ring dostarczane z zespołem uchwytu elektrody, nr kat. 86W99
11
16
19
3
6
21
9
Uszczelka o-ring dostarczana z elektrodą
Uszczelki o-ring dostarczane z dyszą, nr kat. 181W89
15
18
8
33
uwaga:Pozycje 8, 15, 18 i 33 są dostarczane
w torbie z palnikiem.
* wykaz materiałów na stronach wkładki 11 x 17 (0558008300)
77

częŚć 6 PalNik Plazmowy Pt-36
78

79
Notatki

80
Notatki

81
Notatki
1. Official release - 02/2012

ESAB ABSE--695 81 LAXÅSWEDENPhone +46 584 81 000
www.esab.com
041227
ESAB subsidiaries and representative offices
EuropeAUSTRIAESAB Ges.m.b.HVienna--LiesingTel: +43 1 888 25 11Fax: +43 1 888 25 11 85
BELGIUMS.A. ESAB N.V.BrusselsTel: +32 2 745 11 00Fax: +32 2 745 11 28
THE CZECH REPUBLICESAB VAMBERK s.r.o.PragueTel: +420 2 819 40 885Fax: +420 2 819 40 120
DENMARKAktieselskabet ESABCopenhagen--ValbyTel: +45 36 30 01 11Fax: +45 36 30 40 03
FINLANDESAB OyHelsinkiTel: +358 9 547 761Fax: +358 9 547 77 71
FRANCEESAB France S.A.Cergy PontoiseTel: +33 1 30 75 55 00Fax: +33 1 30 75 55 24
GERMANYESAB GmbHSolingenTel: +49 212 298 0Fax: +49 212 298 218
GREAT BRITAINESAB Group (UK) LtdWaltham CrossTel: +44 1992 76 85 15Fax: +44 1992 71 58 03
ESAB Automation LtdAndoverTel: +44 1264 33 22 33Fax: +44 1264 33 20 74
HUNGARYESAB KftBudapestTel: +36 1 20 44 182Fax: +36 1 20 44 186
ITALYESAB Saldatura S.p.A.Mesero (Mi)Tel: +39 02 97 96 81Fax: +39 02 97 28 91 81
THE NETHERLANDSESAB Nederland B.V.UtrechtTel: +31 30 2485 377Fax: +31 30 2485 260
NORWAYAS ESABLarvikTel: +47 33 12 10 00Fax: +47 33 11 52 03
POLANDESAB Sp.zo.o.KatowiceTel: +48 32 351 11 00Fax: +48 32 351 11 20
PORTUGALESAB LdaLisbonTel: +351 8 310 960Fax: +351 1 859 1277
SLOVAKIAESAB Slovakia s.r.o.BratislavaTel: +421 7 44 88 24 26Fax: +421 7 44 88 87 41
SPAINESAB Ibérica S.A.Alcalá de Henares (MADRID)Tel: +34 91 878 3600Fax: +34 91 802 3461
SWEDENESAB Sverige ABGothenburgTel: +46 31 50 95 00Fax: +46 31 50 92 22
ESAB International ABGothenburgTel: +46 31 50 90 00Fax: +46 31 50 93 60
SWITZERLANDESAB AGDietikonTel: +41 1 741 25 25Fax: +41 1 740 30 55
North and South AmericaARGENTINACONARCOBuenos AiresTel: +54 11 4 753 4039Fax: +54 11 4 753 6313
BRAZILESAB S.A.Contagem--MGTel: +55 31 2191 4333Fax: +55 31 2191 4440
CANADAESAB Group Canada Inc.Missisauga, OntarioTel: +1 905 670 02 20Fax: +1 905 670 48 79
MEXICOESAB Mexico S.A.MonterreyTel: +52 8 350 5959Fax: +52 8 350 7554
USAESAB Welding & Cutting ProductsFlorence, SCTel: +1 843 669 44 11Fax: +1 843 664 57 48
Asia/PacificCHINAShanghai ESAB A/PShanghaiTel: +86 21 5308 9922Fax: +86 21 6566 6622
INDIAESAB India LtdCalcuttaTel: +91 33 478 45 17Fax: +91 33 468 18 80
INDONESIAP.T. ESABindo PratamaJakartaTel: +62 21 460 0188Fax: +62 21 461 2929
JAPANESAB JapanTokyoTel: +81 3 5296 7371Fax: +81 3 5296 8080
MALAYSIAESAB (Malaysia) Snd BhdShah Alam SelangorTel: +60 3 5511 3615Fax: +60 3 5512 3552
SINGAPOREESAB Asia/Pacific Pte LtdSingaporeTel: +65 6861 43 22Fax: +65 6861 31 95
SOUTH KOREAESAB SeAH CorporationKyungnamTel: +82 55 269 8170Fax: +82 55 289 8864
UNITED ARAB EMIRATESESAB Middle East FZEDubaiTel: +971 4 887 21 11Fax: +971 4 887 22 63
Representative officesBULGARIAESAB Representative OfficeSofiaTel/Fax: +359 2 974 42 88
EGYPTESAB EgyptDokki--CairoTel: +20 2 390 96 69Fax: +20 2 393 32 13
ROMANIAESAB Representative OfficeBucharestTel/Fax: +40 1 322 36 74
RUSSIA--CISESAB Representative OfficeMoscowTel: +7 095 937 98 20Fax: +7 095 937 95 80
ESAB Representative OfficeSt PetersburgTel: +7 812 325 43 62Fax: +7 812 325 66 85
DistributorsFor addresses and phonenumbers to our distributors inother countries, please visit ourhome page
www.esab.com





![NISBAT MA'ALLAH KI SHAN O SHOKAT - Nooresunnat Wala Db/Urdu...„ z á ]çßÂö gÑ 7 ï.Š“ÅvZìÚ E yá GL 1 8 |Å*Šq-Š4,Æ\¬vZ 2 9 x£»ÚïEL 8 3 10 ìª zŠm{Åðñgâ»vZìÚ](https://static.fdocuments.pl/doc/165x107/5f446d1ca00eae0f613d97f4/nisbat-maallah-ki-shan-o-shokat-nooresunnat-wala-dburdu-a-z-.jpg)