Olszewski Adam - Technologia przetwórstwa mięsa - roz10 cz1 do220
description

Rozdział 11
Konfekcjonowanie
W oddziale konfekcjonowania powinny być następujące pomieszczenia: - magazyn folii, tacek, etykiet, - chłodzona hala konfekcjonowania (o temp. 4-6°C), w której znajdują się: kra
jalnica, plasterkownica, maszyny pakujące próżniowo, - chłodzony magazyn do przechowywania produktów plasterkowanych, por
cjowanych (o temp. od -1 do 6°C). Oddział ten podlega szczególnym rygorom higieniczno-sanitarnym, tzn.: pracowni
cy powinni wchodzić do niego przez tzw. śluzę sanitarną (odkażanie obuwia, mycie rąk), prawo wejścia do oddziału mają tylko pracownicy tam zatrudnieni, każdy pracownik ma obowiązek noszenia rękawiczek gumowych, maseczek na usta, by nie spowodować wtórnego zanieczyszczenia mikrobiologicznego gotowych produktów. Oddział ten musi być wyposażony w umywalki automatyczne (otwieranie dopływu wody fotokomórką) oraz płyn do mycia i dezynfekcji rąk, a także ręczniki jednorazowego użytku.
Głównym celem konfekcjonowania mięsa i przetworów mięsnych jest przedłużenie ich trwałości, przygotowanie półproduktów mięsnych do szybkiego przetwarzania w gospodarstwie domowym oraz przetworzonych produktów mięsnych (wędlin) do natychmiastowego spożycia. Mogą to być przetwory porcjowane i pla-sterkowane [2]. Produktem porcjowanym mogą być elementy mięsne, przetwory mięsne w formie batonów, bloków lub ich części i paczkowane. Przetwory plaster-kowane to produkty mięsne, a więc wędliny pokrojone w plastry i paczkowane.
Przetwory paczkowane, plastcrkowanc i porcjowane pod względem fizykochemicznym powinny być zgodne z wymaganiami odpowiednich norm przedmiotowych dla przetworów mięsnych, z których zostały wykonane. Pod względem mikrobiologicznym powinny być zgodne z wymaganiami norm dla wędlin.
11.1. Konfekcjonowanie mięsa
Mięso przeznaczone do obrotu handlowego może być dostarczone w postaci: - całych elementów zasadniczych półtusz wieprzowych, półtusz (ćwierćtusz)
wołowych, tusz cielęcych i baranich, odpowiednio obrobione, przygotowane do sprzedaży detalicznej. 272
- części (kawałki) elementów, porcjowane, - półfabrykatów, tj. krojonych w plastry o grubości 1-2 cm elementów mięs
nych z kością lub bez kości, przeznaczonych do sporządzania gotowych dań po zastosowaniu np. panierowania i obróbki termicznej (schab z kością cięty na kotlety).
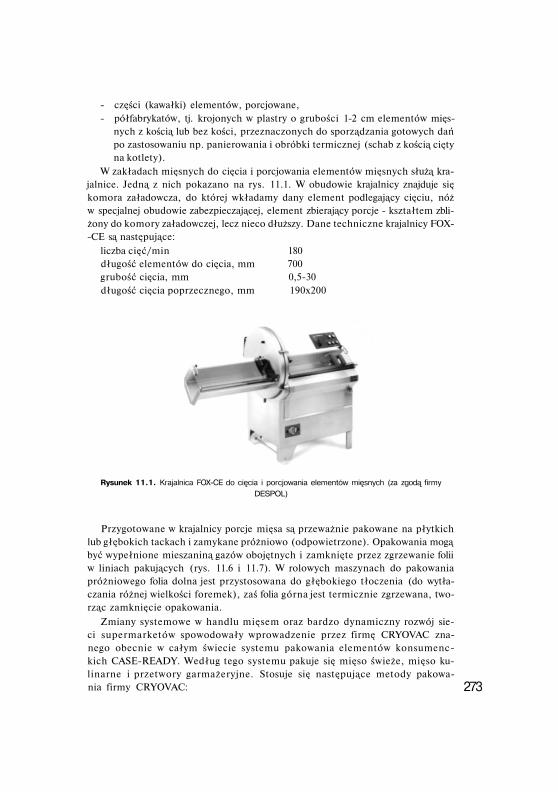
W zakładach mięsnych do cięcia i porcjowania elementów mięsnych służą krajalnice. Jedną z nich pokazano na rys. 11.1. W obudowie krajalnicy znajduje się komora załadowcza, do której wkładamy dany element podlegający cięciu, nóż w specjalnej obudowie zabezpieczającej, element zbierający porcje - kształtem zbliżony do komory załadowczej, lecz nieco dłuższy. Dane techniczne krajalnicy FOX--CE są następujące:
liczba cięć/min 180 długość elementów do cięcia, mm 700 grubość cięcia, mm 0,5-30 długość cięcia poprzecznego, mm 190x200
Przygotowane w krajalnicy porcje mięsa są przeważnie pakowane na płytkich lub głębokich tackach i zamykane próżniowo (odpowietrzone). Opakowania mogą być wypełnione mieszaniną gazów obojętnych i zamknięte przez zgrzewanie folii w liniach pakujących (rys. 11.6 i 11.7). W rolowych maszynach do pakowania próżniowego folia dolna jest przystosowana do głębokiego tłoczenia (do wytłaczania różnej wielkości foremek), zaś folia górna jest termicznie zgrzewana, tworząc zamknięcie opakowania.
Zmiany systemowe w handlu mięsem oraz bardzo dynamiczny rozwój sieci supermarketów spowodowały wprowadzenie przez firmę CRYOVAC znanego obecnie w całym świecie systemu pakowania elementów konsumenckich CASE-READY. Według tego systemu pakuje się mięso świeże, mięso kulinarne i przetwory garmażeryjne. Stosuje się następujące metody pakowania firmy CRYOVAC:
Rysunek 11.1. Krajalnica FOX-CE do cięcia i porcjowania elementów mięsnych (za zgodą firmy DESPOL)
273

- BDF, polegającą na owinięciu tacki z produktem barierową, wielowarstwową i termokurczliwą folią BDF; potrójny zgrzew (dwa poprzeczne i jeden wzdłużny) zapewnia hermetyczne zamknięcie, dzięki czemu produkt uzyskuje bezpieczną trwałość i świeżość przez 6-8 dni;
- LID, która polega na zgrzewaniu folii wielowarstwowej, termokurczliwej, barierowej LID 1500, z brzegami tacki; bardzo cienka folia, idealnie przezroczysta, poza cechami użytkowymi zdecydowanie poprawia estetykę opakowanego mięsa (produktu);
- DAREFRESH, polegającą na umieszczeniu plastrów na lekko wytłoczonej tacce SKIN i zgrzaniu folii ściśle przylegającej do produktu z brzegami tacki; przezroczysta cienka folia ściśle obkurcza plastry;
- próżniowe pakowanie dużych elementów mięsa z kością w worki termokurczliwe CRYOVAC TBG, zabezpieczone specjalną wkładką przed przebiciem;
- próżniowe pakowanie mięsa bez kości w worki termokurczliwe CRYOVAC BB205, o niskiej temperaturze obkurczania, w której nie ścina się białko.
Metody pakowania BDF i LID mogą być stosowane w technologii pakowania MAP.
11.2. Konfekcjonowanie wędlin
Wędliny mogą być pakowane próżniowo jako całe batony, części batonów, tzw. porcje, lub w postaci plastrów. Całe batony, np. szynki, pakuje się w wielowarstwowe woreczki termokurczliwe, które są zamykane w dwukomorowych próżniowych maszynach pakujących (rys. 11.2). Pakowaczka MULTIVAC C450 ma dwie komo-
Rysunek 11.2. Dwukomorowa próżniowa maszyna zgrzewająca opakowania foliowe (za zgodą firmy MULTIVAC)
274

ry pakujące o wymiarach 625x450 mm i wysokości 170 mm, z dwiema listwami zgrzewającymi - 2x450 mm dla każdej komory. Dzięki zintegrowanej z maszyną pompie próżniowej o wydajności 100 m"/godz. maszyna osiąga dużą zdolność pakowania.
Inną maszyną do pakowania próżniowego o dużej wydajności jest pakowaczka z systemem komór obrotowych CRYOVAC, w której odbywa się pakowanie w ciągłym cyklu, różnych produktów w worki termokurczliwe CRYOVAC. Urządzenie to ma pięć komór obrotowych zsynchronizowanych z ciągłym ruchem ruchomych stołów z regulacją szybkości przepływu produktów zamykanych próżniowo. Maszynę tę przedstawiono na rys. 11.3 (wklejka barwna).
Cięcie wędzonek, kiełbas, produktów blokowych na plastry odbywa się w urządzeniach zwanych plastcrkownicami. Jedną z nich pokazano na rys. 11.4. Maszyny te są wyposażone w szybkoobrotowy nóż ustawiony pionowo lub nieco ukośnie do taśmociągu, komorę do załadowania produktu plastrowanego, regulację grubości plastrów oraz ich rozłożenia. Dane techniczne plastcrkownicy DIVIDER 1000-CE LINIE są następujące:
liczba cięć/min 1000 długość elementu plastrowanego, mm 1000 grubość cięcia, mm 0,5-30.
W sklepach są używane elektryczne plasterkownice stołowe (rys. 11.5). Na skalę przemysłową w dużych zakładach mięsnych do pakowania próżniowe
go stosuje się rolowe maszyny pakujące. Na rysunku 11.6 przedstawiono schemat budowy maszyny do pakowania próż
niowego w folii tłoczonej lub w atmosferze gazów obojętnych VARIOVAC 2000 VA. Do tego urządzenia stosuje się folie standardowe 320, 355 i 420 mm.
Do pakowania próżniowego lub w atmosferze gazów obojętnych stosuje się pakowaczkę rolową MULTIVAC R330, w której materiałem opakowaniowym są folie termoformowalne zgrzewane na gorąco, miękkie lub twarde, o szerokości
Rysunek 11.4. Plasterkownica wędlin DIVIDER 1000-CE LINIE (za zgodą firmy DESPOL)
275

Rysunek 11.5. Plasterkownica stołowa do wędlin; 1 - gumowa rama podstawy. 2- wyłącznik zabezpieczenia napięciowego, 3 - sygnalizator, 4 - pokrętło ustawienia grubości plastra (do 15 mm), 5 - osłona zabezpieczająca. 6 - obudowa plastykowa popychacza produktu, 7 - zbiornik plastrów. 8 - obudowa stała tarczy tnącej, 9 - nóż tarczowy z krawędzią tnącą (średnica 270 mm), 10 -przewód kondensatora silnika układu chłodzenia. 11- płyta do ułożenia produktu z tuleją i aparatem dociskającym, 12 - gładka obudowa powierzchni plasterkownicy - pod nią instalacja napędu noża
i korpusu silnika (za zgodą P.P.U.H. BASTRA)
Rysunek 11.6. Schemat budowy maszyny do pakowania próżniowego VARIOVAC 2000 VA; 1 - folia dolna, 2- strefa formowania opakowań, 3- aktywny filtr węglowy. 4 - moduł konstrukcyjny, 5- panel kontrolno-sterowniczy. 6-fotokomórka, 7-folia górna, 8- odpowietrzanie, 9- wprowadzanie gazu. 10 - pompa próżniowa. 11 - cyrkulacja wody, 12 - urządzenie tnące folię między opakowaniami, 13 - usuwanie skrawków folii, 14 - taśma konwojera, 15 - centralny zawór wymiany powietrza
(za zgodą P.P.U.H. BASTRA)
320-560 mm. Modułowa budowa umożliwia stworzenie odpowiedniej konfiguracji urządzenia do różnych zastosowań. Maszynę tę przedstawiono na rys. 11.7. W urządzeniach takich możliwe jest także termiczne formowanie tacek TIROFRESH z polipropylenu piankowego. Tacki te są tańsze od tacek gotowych, zajmują mniej powierzchni magazynowej, mniej miejsca w ladach chłodniczych sklepów i supermarketów. Można je podgrzewać w kuchenkach mikrofalowych, zamrażać, są bardzo trwale i odporne na przebicie. 276

Rysunek 11.7. Ftalowa maszyna do pakowania próżniowego MULTIVAC R330 (za zgodą firmy MULTIVAC)
11.3. Pakowanie w atmosferze zmodyfikowanej (MAP)
Coraz większa liczba konsumentów domaga się produktów świeżych, praktycznych w zastosowaniu i charakteryzujących się znakomitym aromatem i wyglądem. Pakowanie w atmosferze zmodyfikowanej (MAP) efektywnie przedłuża okres przydatności do spożycia. W metodzie tej stosuje się naturalne gazy, takie jak azot (N2) i dwutlenek węgla (CO2) oraz mieszanki gazowe, a główną jej zaletą jest:
- opóźnianie wzrostu bakterii i pleśni, - zmniejszenie utraty wody i masy produktów, - zmniejszenie aktywności enzymatycznej i biochemicznej, - utrzymanie aromatu i barwy produktów żywnościowych z jednoczesnym
przedłużeniem okresu ich przechowywania. System pakowania próżniowego może być traktowany jako system z modyfiko
waną atmosferą. Jeżeli pakowanie w próżni przeprowadzono prawidłowo, to w opakowaniu pozostaje mniej niż 1% tlenu, 20-40% dwutlenku węgla, 60-80% azotu [1], Skład powietrza w normalnych warunkach jest następujący: 21% O2, do 1% CO2
i 78% N. Wynika z lego, że pakowanie próżniowe zmniejsza zawartość tlenu, a zwiększa ilość dwutlenku węgla do poziomu, przy którym zahamowany jest wzrost szkodliwych mikroorganizmów. Dwutlenek węgla w stężeniach powyżej 10% hamuje rozwój bakterii i pleśni. Azot jest gazem obojętnym używanym jako wypełniacz i może wypełniać opakowanie nawet w 100%. Do pakowania w atmosferze gazów mogą być wykorzystywane mieszanki o różnym składzie, np.:
80% N2 + 20% CO2, 75% N2 + 25% CO2, 70% N2 + 30% CO2. 277

11.4. Znakowanie
Znakowania opakowań jednostkowych dokonuje się zgodnie z Rozporządzeniem Ministra Rolnictwa i Gospodarki Żywnościowej z dnia 15 lipca 1994 r. w sprawie znakowania środków spożywczych, używek i substancji dozwolonych, przeznaczonych do obrotu (DzU nr 86, poz. 402) i podaje na etykiecie następujące dane:
- nazwę przetworu mięsnego, - nazwę i adres producenta, - nazwę i adres podmiotu gospodarczego paczkującego, - wykaz surowców i substancji dodatkowych dozwolonych, użytych w produk
cji przetworów mięsnych, wymienionych w kolejności malejącej (substancje dodatkowe dozwolone należy znakować nazwą funkcji technologicznej oraz symbolem),
- termin przydatności do spożycia, - wagę netto, - warunki przechowywania.
Pytania:
1. Jaki jest główny cel konfekcjonowania mięsa i przetworów mięsnych? 2. W jaki sposób może być pakowane mięso? 3. W jaki sposób mogą być pakowane wędliny? 4. Co to jest technologia pakowania MAP?
LITERATURA
1. Grabowski T. i in.: Technologia mięsa drobiowego. Warszawa. WNT 1993. 2. PN-A-82008:1996 Przetwory mięsne paczkowane. Polski Komitet Normalizacyjny. 3. Rozporządzenie Ministra Rolnictwa i Gospodarki Żywnościowej z dnia 15 lipca 1994 r.
w sprawie znakowania środków spożywczych, używek i substancji dozwolonych, przeznaczonych do obrotu (DzU nr 86, poz. 402).