Organizowanie procesów technologicznych przetwórstwa spożywczego
description

A. Olszewski "Technologia przetwórstwa mięsa", Warszawa 2007, wyd. 2 uaktual..
Rozdział / 7
Metody utrwalania mięsa
7.1. Wprowadzenie
Metody utrwalania mięsa i przetworów można podzielić na trzy zasadnicze grupy: - metody fizyczne (stosowanie niskich i wysokich temperatur), - metody fizykochemiczne (solenie i wędzenie), - metody chemiczne (peklowanie) . Głównym celem tych metod jest przedłużenie trwałości przechowalniczej mię
sa i jego przetworów. Jest to możliwe w wyniku ograniczenia rozwoju drobnoustrojów, a zwłaszcza bakterii. Temu celowi służy powszechne stosowanie tzw. temperatur chłodniczych (0-10°C) i zamrażahiiczych (-30-0°C). Mrożenie, suszenie czy działanie solą kuchenną powoduje obniżenie aktywności wody dostępnej dla
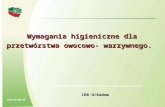
Rysunek 7 . 1 . Metody utrwalania mięsa i przetworów mięsnych 161
• Chłodzenie
• Zamrażanie
• Suszenie
• Parzenie
• Obgotowywanie
• Gotowanie
• Smażenie
• Duszenie
• Pieczenie
• Pasteryzacja
• Tyndalizacja
• Sterylizacja
• Solenie • Peklowanie
• Wędzenie

mikroorganizmów. Natomiast ogrzewanie (działanie promieniowania przenikliwego) powoduje pełną inaktywaeję drobnoustrojów. Stosując zaś peklowanie i wędzenie, można uzyskać ograniczenie rozwoju bakterii, a także dodatkowe (pożądane) cechy jakościowe produkowanej żywności. Nowoczesnym sposobem hamującym rozwój mikroflory jest składowanie mięsa w atmosferze gazów ochronnych.
Ze względu na szczególne znaczenie metod utrwalania mięsa i jego przetworów, niżej podano charakterystykę tych metod, a ich podział przedstawiono na rys. 7.1.
7.2. Metody fizyczne
7.2.1. Niskie temperatury
Przedłużenie czasu przechowywania surowców i produktów mięsnych w warunkach chłodniczych i zamrażalniczych jest wynikiem spowolnienia przebiegu mikrobiologicznych, chemicznych i biochemicznych procesów rozkładu.
Chłodzenie
W cyklu rozwojowym drobnoustrojów, powodujących m.in. psucie się mięsa, ważne są dwie fazy: przygotowawcza i wzrostu, których czas trwania zależy od temperatury. Obniżenie jej powoduje wydłużenie fazy przygotowawczej. Dlatego warunki chłodnicze ograniczają rozwój drobnoustrojów, zwłaszcza psychrofilnych i chorobotwórczych. Chłodzenie spowalnia także wytwarzanie enzymów przez bakterie. Wpływ temperatury na wzrost drobnoustrojów psychrofilnych i chorobotwórczych przedstawiono na rys. 7.2.
Rysunek 7.2. Wpływ temperatury na wzrost drobnoustrojów psychrofilnych i chorobotwórczych
162

Należy podkreślić, że w warunkach chłodniczych aktywność drobnoustrojów i enzymów zostaje ograniczona, a nie całkowicie zahamowana, w związku z czym nie można przechowywać mięsa dowolnie długo (tab. 7.1).
Tabela 7.1. Czas przechowywania różnych gatunków mięsa
Rodzaj mięsa
Wieprzowina w półtuszach Wołowina w ćwierćtuszach Cielęcina w tuszach Baranina w tuszach
Temperatura, °C
-1,5-0 -1,5-0 -1,0-0 -1,0-0
Wilgotność względna, %
85-90 90 90
85-90
Dopuszczalny czas przechowywania, tyg.
1-2 4-5 1-3 1-2
Czas przechowywania mięsa w stanie przydatności do spożycia zależy od gatunku zwierzęcia, momentu początkowego zakażenia, szybkości schłodzenia po uboju, rodzaju miki'oflory, warunków przechowywania. Na czas chłodzenia, poza warunkami fizjologicznymi (np. grubość okrywy tłuszczowej), wpływa głównie temperatura powietrza i prędkość jego przypływu; wilgotność powietrza wpływa jedynie
Tabela 7.2. Klasyfikacja metod wychładzania półtusz
Metoda wychładzania mięsa
Wolna Przyspieszona Szybka jednofazowa
wołowina wieprzowina baranina
Szybka dwufazowa wołowina - wychładzanie - dochtadzanie wieprzowina - wychładzanie - dochtadzanie
Superszybka dwufazowa wołowina - wychładzanie - dochtadzanie wieprzowina - wychładzanie - dochtadzanie
Parametry powietrza w komorze
temperatura °C
4-6 0-2
-4 do -5 -5 do -7 -3 do -5
-4 do -5 -1 do -1,5
-5 do -7 -1 do -1,5
-10 do -12 -1 do -1,5
-13 do -15 -1,0 do -1,5
prędkość przepływu powietrza
m/s
0,1-0,3 0,5-0,8
1-2 1-2 1-2
1-2 0,1-0,2
1-2 0,1-0,2
1-2 0,1-0,2
1-2 0,1-0,2
Temperatura mięsa °C
początkowa
38 38
38 38 38
38 10
38 10
38 15-18
38 18-22
końcowa
8 4
4 4 4
10 4
10 4
15-18 4
18-22 4
Czas wychładzania godz.
24-36 20-24
12-16 10-13
6-7
10-12 8-10
6-8 6-8
6-7 15-17
4-5 10-15
Średnie ubytki masy mięsa
wszystkich rodzajów tusz, %
1,66-2,0 1,59
1,38
1,2
1,2
1,0
1,0
163

na poziom ubytków masy. Czynniki te, w zależności od ich nasilenia, decydują o tempie chłodzenia, które może być szybkie lub powolne. Klasyfikację metod schładzania półtusz podano w tab. 7.2.
Jednostopniowe i powolnie przyspieszane wychładzanie przez dłuższy czas powoduje ubytki wody w mięsie, w wyniku czego tusza pokrywa się dość grubą jednolitą (pergaminopodobną) warstewką, która ma zdolność pęcznienia i jest bardzo dobrą pożywką do rozwoju drobnoustrojów. Warstewka ta przeszkadza w absorpcji tlenu przez tkankę mięśniową, powodując ciemnienie barwy mięsa i żółknięcie tłuszczu. Aby uniknąć takich niepożądanych zmian, w przetwórstwie światowym preferuje się intensywny sposób schładzania mięsa przy jednocześnie dużej prędkości przepływu powietrza. Dzięki tej metodzie uzyskuje się wiele korzyści, tj.:
- poprawę stanu sanitarnego i mikrobiologicznego mięsa, - utrzymanie niskiego pH, - zachowanie barwy świeżego mięsa i tłuszczu, - znaczne zmniejszenie ubytków masy mięsa.
Zasada działania urządzenia chłodniczego
W urządzeniu chłodniczym stosuje się gazowe czynniki chłodnicze. Najczęściej są to:
- amoniak (NH3) o temperaturze krzepnięcia -77,7°C i temperaturze parowania -33,4°C.
- freon 12 (CF2Cl2) o temperaturze krzepnięcia-155,0°C i temperaturze parowania -29,8°C.
Jednakże w najwydajniejszym cieplnie sprężarkowym urządzeniu chłodniczym może być stosowany tylko ciekły czynnik chłodniczy, ze względu na jego specyficzne właściwości, takie jak:
- temperatura parowania odpowiadająca temperaturze wymaganej w obiegu chłodniczym,
- występowanie w obiegu chłodniczym zarówno w postaci cieczy, jak i pary, - możliwość przejścia z jednego stanu skupienia w drugi w warunkach ciśnie
nia panującego w obiegu chłodniczym. Wartości ciśnienia parowania i skraplania czynnika chłodniczego w układzie
chłodniczym powinny być właściwie dobrane, ponieważ zbyt wysokie wymuszają stosowanie grubszych ścian aparatów i drogich uszczelnień w miejscach połączeń, a zbyt niskie wymagają zwiększenia objętości czynnika, pojemności obiegu chłodniczego i wydajności sprężarki.
Schemat otwartego obiegu chłodniczego, będącego najprostszym urządzeniem amoniakalnego urządzenia chłodniczego, pokazano na rys. 7.3a. W komorze chłodniczej 1, gdzie magazynowane są produkty żywnościowe, znajduje się zamknięty zbiornik ciśnieniowy z ciekłym amoniakiem 4. Przy zamkniętym zaworze 3 i ciśnieniu w zbiorniku wynoszącym 8,74 at, temperatura amoniaku wynosi 20°C. Wskutek częściowego otwarcia zaworu i spadku ciśnienia nad lustrem amoniaku, np. do 6 at, temperatura spada do 9°C. Całkowite otwarcie zaworu powoduje wy-164

Rysunek 7.3. Schemat budowy urządzenia chłodniczego z obiegiem: a) otwartym; 1 -komora chłodnicza, 2 - parownik, 3 - zawór, 4 - zbiornik z ciekłym amoniakiem, b) zamkniętym; 1 - komora chłodnicza, 2-parownik, 3-zawór, 4 -sprężarka. 5-zbiornik z ciekłym amoniakiem. 6-skraplacz, c) rozbudowanym; 1 - komora chłodnicza, 2 - parownik, 3 - zawór, 4 - sprężarka, 5 - osuszacz,
6-skraplacz. 7-odolejacz, 8-odpowietrznik, 9-filtr mechaniczny. 10-termostat
równanie ciśnień zbiornika i otoczenia oraz spadek temperatury amoniaku do -34°C. W tych warunkach osiąga się największą wydajność parownika 2 wymieniającego ciepło z otoczeniem. Mimo zadowalającego efektu chłodzenia, wadą tego urządzenia jest to, że może ono działać jedynie do chwili wyczerpania zapasu amoniaku w zbiorniku 4.
Schemat zamkniętego obiegu chłodniczego przedstawiono na rys. 7.3b. Układ zamknięty uzyskuje się, kierując rozprężony amoniak gazowy do sprężarki 4 i wstawiając między sprężarkę a zbiornik amoniaku 5 przeponowy wymiennik ciepła oraz chłodzony powietrzem atmosferycznym skraplacz 6 w celu obniżenia temperatury czynnika, która znacznie wzrasta na skutek sprężania.
Schemat rozbudowanego obiegu chłodniczego przedstawiono na rys. 7.3c. Zamknięty obieg chłodniczy można zmodernizować, wstawiając do niego dodatkowe urządzenia, takie jak:
- osuszacz 5 montowany przed sprężarką (chroni sprężarkę przed dostaniem się do jej wnętrza kropel ciekłego czynnika chłodniczego, które nie odparowały w parowniku), 165

- odolejacz 7 instalowany za sprężarką, którego zadaniem jest wydzielanie kropli oleju ze strumienia parowego czynnika, odprowadzenie ich do układu smarowania sprężarki lub na zewnątrz,
- odpowietrznik 8 układu chłodniczego, którego zadaniem jest usuwanie niewielkich ilości powietrza pozostającego po niedokładnie wykonanych naprawach lub powietrza, które przedostało się do układu w chwili, gdy ciśnienie czynnika chłodniczego w obiegu było niższe od ciśnienia otoczenia,
- filtr mechaniczny 9 służy do wychwytywania stałych zanieczyszczeń czynnika chłodniczego i jednocześnie jest zabezpieczeniem sprężarki, zaworów, czujników, mierników i elementów automatyki,
- termostat 10 sterujący obwodem elektrycznym i powodujący jego rozłączenie w przypadku wzrostu temperatury ponad zadaną (ustaloną) wartość i włączenie, gdy temperatura spadnie poniżej zadanej wartości.
Zamrażanie
Do zamrażania mięsa w tuszach, półtuszach i ćwierćtuszach służą tunele lub komory zamrażalnicze. W celu uniknięcia strat zimna na zewnątrz urządzenia te są izolowane, chłodzone za pomocą chłodnic powietrznych i parowników, a także wyposażone w urządzenia nawiewne i konstrukcje do zawieszania lub układania mięsa.
Zamrażalnia komorowa jest pomieszczeniem w kształcie prostopadłościanu, wyposażonym w zespoły parowników umieszczonych dookoła ścian i na sufitach, chłodnicę powietrza dużej mocy oraz urządzenia do zawieszania lub układania mięsa (np. kolejka, półki, półkoregały, koszopalety z S-hakami).
Zamrażalnia tunelowa, przeważnie w kształcie długiego tunelu, jest wyposażona w baterie parowników oraz zespoły wentylatorów o dużej wydajności. Przedstawiono ją na rys. 7.4. Przed każdorazowym zamrażaniem mięsa zamrażalnie należy doprowadzić do odpowiedniego stanu sanitarno-higienicznego oraz uzyskać odpowiednio niską temperaturę. Należy maksymalnie skrócić czas załadunku za-mrażalni i bezpośrednio po jego zakończeniu rozpocząć mrożenie. Za zamrożone
166 Rysunek 7.4. Schemat tunelu do zamrażania mięsa; 1 - komora zamrażalnicza, 2 - chłodnica po
wietrza, 3 - wentylator z silnikiem

uznajemy takie mięso, którego temperatura wewnątrz grubych warstw mięśni jest nie wyższa niż -8°C.
Średni czas zamrażania mięsa przy temperaturze powietrza od -25 do -35°C w zamrażalni tunelowej trwa ok. 18 godz., natomiast cały cykl mrożenia łącznie z załadunkiem i rozładunkiem tunelu dochodzi do 24 godz.
Mięso odkostnione i podroby mogą być mrożone w postaci bloków (włożonych uprzednio do foremek metalowych, przeważnie o pojemności 10 kg) lub w kartonach. Zamrażanie bloków można przeprowadzać w aparatach kontaktowych, pół-kontaktowych lub zamrażalniach tunelowych.
Aparat kontaktowy jest to izolowana szafa, w której są umieszczone płyty dające się podnosić lub opuszczać. Wewnątrz płyt metalowych krąży czynnik chłodzący (najczęściej freon lub amoniak). Formy z mięsem układa się między płytami, które po zsunięciu ściskają bloki. W tym urządzeniu zamrażalniczym mięso ma podwójny kontakt z czynnikiem chłodzącym - od góry i od dołu. Średni czas mrożenia mięsa lub podrobów w aparatach kontaktowych wynosi 2-3 godz.
Aparat półkontaktowy ma nieruchome płyty chłodzące, na których ustawiony produkt jest chłodzony tylko z jednej strony. Pozostałe powierzchnie zamrażanego produktu są chłodzone powietrzem.
Mrożenie mięsa w kartonach odbywa się w zamrażalniach tunelowych, w których kartony są układane na ażurowych półkach. Mrożenie bloków w kartonach trwa do ok. 48 godz.
Kriogeniczny system mrożenia polega na wykorzystywaniu ciekłego azotu jako czynnika chłodzącego w tunelu do głębokiego zamrażania. Zaletą tego tunelu
Rysunek 7.5. Schemat tunelu kriogenicznego; 1 - doprowadzenie azotu, 2- wentylatory mieszające. 3 - szafka sterownicza. 4 - odprowadzenie azotu resztkowego, 5 - sekcje górne. 6 - sekcja dolna, 7 - poduszki powietrzne, 8 - układ natryskowy azotu. 9 - napęd przenośnika taśmowego.
10 - wentylator wyciągowy (za zgodą firmy ENKO S.A.) 167

jest minimalne pogorszenie jakości mięsa w czasie trwania procesu zamrażania, skrócenie czasu zamrażania, zmniejszenie tworzenia się kryształków lodu oraz zahamowanie wzrostu mikroorganizmów. Przy szybkim zamrażaniu mięso traci także mniej wilgotności, a jego smak i zapach pozostają bez zmian. Technologia ta jest lepsza, szybsza i wydajniejsza niż tradycyjne metody zamrażania. Na rysunku 7.5 przedstawiono schemat tunelu kriogenicznego. Górna część jest stała i ma wbudowany przenośnik taśmowy. Natomiast dolna część jest ruchoma dzięki poduszkom powietrznym, co ułatwia czyszczenie tunelu. Ogólne dane dotyczące tunelu kriogenicznego do mrożenia mięsa są następujące:
- czynnik zamrażalniczy - ciekły azot N2, - czas zamrażania 6-25 min (zależnie od masy elementu), - temperatura mrożenia -40°C, - zużycie azotu 0,8-1,8 kg (zależnie od produktu), - praca w ciągu technologicznym, - łatwość dostosowania do wymaganych parametrów technologicznych, - gotowość do pracy, - możliwość dostosowania do indywidualnych potrzeb użytkownika, - oszczędność powierzchni produkcyjnej. W zamrożonym produkcie są zdecydowanie inne warunki dla drobnoustrojów
niż w schłodzonym. W niskich temperaturach, które powodują spadek aktywności wody poniżej dolnej granicy tolerowanej przez drobnoustroje, ich wzrost zostaje zahamowany. Zakres minimalnych wartości aktywności wody - aw - dla większości bakterii waha się w granicach 0,90-0,96, dla drożdży wynosi 0,88, dla pleśni -0,75. Przy aktywności wody poniżej 0,95 przetrwalniki licznych szczepów bakterii z rodzaju Bacillus i Clostridium nie wykazują zdolności kiełkowania. Wpływ aktywności wody na zmiany niektórych wyróżników jakościowych i wzrost różnych drobnoustrojów pokazano na rys. 7.6.
Rysunek 7.6. Stabilność produktów żywnościowych w funkcji aktywności wody; 1 - utlenianie tłuszczów. 2 - nieenzymatyczne brązowienie, 3 - izoterma zawartości wilgoci. 4 - aktywność enzyma
tyczna, 5-wzrost pleśni, 6-wzrost drożdży, 7-wzrost bakterii 168

Większość zmian jakościowych mięsa mrożonego jest wynikiem przejścia wody w lód. Woda jest ważnym składnikiem mięsa nie tylko ze względu na jej zawartość (w mięsie chudym ok. 76%), ale również z uwagi na rolę, jaką odgrywa w organizmie zwierzęcym - jest rozpuszczalnikiem, w którym zachodzą wszystkie reakcje biochemiczne. Ilość wody w mięsie decyduje o takich jego cechach, jak: soczystość, kruchość, barwa i smak. Dlatego też wymrożenie wody w mięsie powoduje jednocześnie zmianę wielu jego cech jakościowych. Przebieg krzywych zamrażania symbolizujących proces mrożenia pokazano na rys. 7.7. Najwięcej wody ubywa w temperaturze krioskopowej, tj. od -1 do -5°C (lab. 7.3), i wówczas uwalnia się najwięcej ciepła krystalizacji, które musi być odprowadzone. Dlatego też czas przebywania surowców w tej temperaturze jest dość długi, a szybkość przekroczenia podanego zakresu wartości w czasie mrożenia i rozmrażania decyduje o wielkości zmian jakościowych w produktach mrożonych. Produkty, w których ok. 85% wody znajduje się w postaci lodu, uważa się za zamrożone.
Rysunek 7.7. Schematyczne przedstawienie krzywych zamrażania produktów żywnościowych w zależności od szybkości procesu
Tabela 7.3. Ilość wymrożonej wody w mięsie bydlęcym w zależności od temperatury
Mięso bydlęce
Udział lodu w stosunku do ogólnej zawartości wody, %
Temperatura, °C
-1
2
-2
48
-3
64
-4
71
-5
74
-10
83
-20
88
-30
89
Proces mrożenia powoduje zmiany histologiczne, denaturacyjne białek, zmiany lipidów, zmiany barwy, ubytki masy.
Powodem zmian histologicznych jest mechaniczne oddziaływanie kryształów lodu na ścianki włókien mięśniowych oraz na połączenia międzywlókienkowe w tkance łącznej. Duże kryształy (tworzące się przy powolnym mrożeniu) sprzyja- 169

ją zwiększeniu przestrzeni międzywłókienkowych i rozerwaniu połączeń w tkance łącznej. Tkanka ta rozluźnia się, włókna mięśniowe ulegają deformacji, a nawet rozerwaniu i dlatego po rozmrożeniu mięsa są duże ubytki soku mięśniowego.
Denaturacja białek powodowana jest także tworzeniem się lodu. Zwiększona siła jonowa płynów komórkowych wskutek krystalizacji wody powoduje zmiany fizykochemiczne białek, pojmowane jako zmiany denaturacyjne. Jednakże nie wszystkie białka są jednakowo podatne na działanie czynników denaturacyjnych. Białka miogenowe są bardziej oporne na denaturację w warunkach zamrażalni-czych niż białka miofibrylarne.
Zmiany lipidów, które występują w czasie przechowywania mięsa mrożonego, to autooksydacja i hydroliza. Jedno- lub wielonasycone kwasy tłuszczowe w obecności tlenu tworzą nadtlenki, które dalej rozkładają się do aldehydów, ketonów i kwasów odpowiedzialnych za powstawanie jełkiego zapachu i smaku w mięsie. Szybkość tych reakcji zależy od: stopnia nienasycenia kwasów tłuszczowych, czasu, jaki upłynął od uboju do zamrożenia, czasu i temperatury magazynowania, dostępu tlenu, obecności substancji przyspieszających utlenianie oraz przeciwutleniaczy.
Zmiana barwy przy dłuższym przechowywaniu mięsa mrożonego następuje w wyniku utleniania mioglobiny do metmioglobiny, a także częściowo zagęszczenia barwników mięsa w warstwach powierzchniowych, co powoduje jego brązowienie.
Ubytki masy zależne są od warunków przechowywania zamrażalniczego. W zależności od temperatury ususzka może wynosić od 0,10% przy temp. -30°C do 0,59% przy temp. -10°C.
Czas przechowywania mięsa mrożonego wieprzowego, wołowego, cielęcego, mięsa drobnego i podrobów podano w tab. 7.4.
Tabela 7.4. Czas przechowywania mięs mrożonych w chłodniach [3]
Nazwa towaru
Wieprzowina - półtusze petne i zdekompletowane
Wołowina - ćwierćtusze cale lub zdekompletowane
Cielęcina, baranina (tusze lub elementy)
Mięso drobne wieprzowe i wolowe w opakowaniu
Podroby w opakowaniu
Temperatura °C
-22,1 do -30 -18,1 do -22 -14,1 do -18 -10 do -14
-22,1 do -30 -18,1 do -22 -14,1 do -18 -10 do -14
-22,1 do -30 -18,1 do -22 -14,0 do -18
-22,1 do -30 -18,1 do -22 -14,1 do -18
-22,1 do -30 -18,1 do -22 -14,1 do -18
Obieg powietrza
nie określa się naturalny, okresowo wymuszony naturalny i wymuszony wymuszony
nie określa się naturalny, okresowo wymuszony naturalny i wymuszony wymuszony
nie określa się naturalny, okresowo wymuszony naturalny i wymuszony
nie określa się naturalny, okresowo wymuszony naturalny i wymuszony
nie określa się naturalny, okresowo wymuszony naturalny i wymuszony
Okres przechowywania mies.
12 10 8 6
18 15 9 6
9 6 4
15 12 10
8 6 4 170

Naturalny obieg powietrza jest to obieg w komorze składowej spowodowany różnicą ciężaru właściwego powietrza ciepłego i zimnego. Wymuszony obieg to obieg powietrza w komorze składowej spowodowany działaniem wentylatorów.
Rozmrażanie mięsa należy prowadzić w takich warunkach, w których możliwe jest najpełniejsze odtworzenie jego pierwotnych cech, ograniczając do minimum niepożądane zmiany, które mogłyby spowodować dodatkowe pogorszenie jakości. W praktyce przemysłowej [5] należy przestrzegać zasady możliwie szybkiego przekraczania krytycznego zakresu temperatur, tj. od -5 do -1°C, w których zmiany denaturacyjne białek przebiegają szczególnie intensywnie. Wskaźnikiem odwracalności zamrażalniczej jest wielkość wycieku, zależna także od gatunku mięsa. Pod względem wielkości wycieku (od największego do najmniejszego), gatunki mięsa można uszeregować: mięso bydlęce, cielęce i baranie oraz mięso świń o najmniejszym wycieku. W elementach mięsa o lepszej jakości zwykle jest mniejszy wyciek. Ogólnie można przyjąć, że straty wskutek wycieku po rozmrożeniu mięsa sięgają ok. 5% masy mięsa poddanego rozmrażaniu.
W zasadzie optymalne efekty rozmrażania uzyskuje się wówczas, gdy czas zamrażania i rozmrażania jest w przybliżeniu jednakowy. Zatem przy elementach małych, zamrażanych szybko, preferuje się również szybkie rozmrażanie. Natomiast przy rozmrażaniu półtusz wieprzowych i ćwierćtusz wołowych korzystniejszy może być dłuższy czas, zapewniający lepsze warunki odtworzenia wyjściowego rozmieszczenia wody w tkance, mniejszy wyciek i lepszą konsystencję rozmrożonego mięsa.
Mięso można rozmrażać w specjalnych komorach przez stosowanie natrysku zimną wodą lub też przez wprowadzenie pary za pomocą specjalnych dysz (mgiełka pary). Elementy mięs rozmraża się także w pojemnikach, w środowisku wodnym zawierającym wodę czystą lub z dodatkiem soli.
Poza denaturacją białek, wyciekami, zmianą konsystencji (konsystencja luźna), mięso zmienia barwę na matowoszarą i ze względu na dużą wilgotność jest mniej odporne na zakażenia bakteryjne (tworzą się dogodne warunki do rozwoju flory bakteryjnej). Dlatego też po rozmrożeniu mięso powinno być jak najszybciej przetworzone.
Mięso rozmrożone nie może być powtórnie zamrażane. Instytut Przemysłu Mięsnego - Oddział w Poznaniu opracował technologię
owiewowego rozmrażania surowców mięsnych, głównie wszystkich półtusz i ćwierćtusz, zapewniającą optymalny przebieg procesu, eliminację ubytków wagowych, zadowalającą jakość mikrobiologiczną i handlową surowca [2], Komorę rozmra-żalniczą uruchomiono w 1993 r. w Przedsiębiorstwie Przemysłu Mięsnego w Koszalinie, a na początku 1994 r. włączono ją do eksploatacji ciągłej. Zastosowano opracowaną w Instytucie Przemysłu Mięsnego i Tłuszczowego technologię dwuetapowego rozmrażania, przy czym w I etapie odbywa się właściwy proces rozmrażania w temp. 14-16°C i dużej wilgotności względnej powietrza - ok. 95%, a w II etapie - osuszenie powierzchni surowca i jego schładzanie w temp. 6-10°C oraz przy zmniejszonej wilgotności względnej powietrza do 75-80%. Technologia ta umożliwia rozmrażanie surowca mięsnego głęboko mrożonego o temperaturze początkowej od -18 do -21°C do temperatury końcowej -1°C w najgłębszym miejscu w następującym czasie: 171

- półtusze wieprzowe - w ok. 24 godz., w tym II etap w ok. 5 godz., - ćwierćtusze wolowe - w ok. 36 godz., w tym II etap w ok. 5 godz., - mięso drobne w blokach lub na paletach - w 24-35 godz. w zależności od
wielkości elementów. Komora rozmrażalnicza jest wyposażona w system zamkniętego obiegu powie
trza o regulowanych parametrach klimatycznych. Nawiew pionowy w komorze odbywa się przez odchylane na przemian owalne dysze wylotowe kanałów górnych rozmieszczonych między torami kolejek transportowych, a wyciąg (ssanie) - kanałami bocznymi z wlotami umieszczonymi u dołu ścian bocznych. Grzanie, chłodzenie i osuszanie powietrza obiegowego oraz jego przetłaczanie wentylatorem promieniowym odbywa się w specjalnej centrali klimatyzacyjnej. Aparatura kontrolno-pomiarowa umożliwia ciągłą rejestrację parametrów klimatycznych w komorze i temperatury rozmrażanego mięsa.
Jak wynika z powyższego, to rozmrażanie surowców i półproduktów metodą tradycyjną w warunkach atmosferycznych trwa dość długo (2-4 dni), zajmuje dużo cennej powierzchni, powodując także znaczne wycieki (utratę masy) oraz zmianę walorów zapachowo-smakowych przy dość złożonych warunkach mikrobiologicznych.
Urządzenia mikrofalowe zdecydowanie skracają czas rozmrażania, służą do równomiernego rozmrażania surowców w zakresie temp. od -18 do -2°C, w korzystnych warunkach mikrobiologicznych. Z urządzeń tych wymienić należy piece mikrofalowe (rys. 7.8a - wklejka barwna) oraz tunele mikrofalowe (rys. 7.8b). W zależności od typu, w piecu mikrofalowym można rozmrażać od 700 lig mięsa w ciągu jednej godziny do 9000 kg w ciągu jednej zmiany. Tunel mikrofalowy rozmraża 7800 kg mięsa w ciągu jednej godziny. Stosując urządzenia mikrofalowe do rozmrażania, w wyniku lepszych warunków tego procesu technologicznego, korzyści są następujące:
- uzyskanie stałej, kontrolowanej temperatury w całym bloku produktu, - równomierne działanie temperatury, co eliminuje wycieki (o ok. 4%) oraz
zachowuje walory smakowe i zapachowe, - zmniejszenie kosztów pracy, gdyż produkty zamrożone w kartonach są w nich
rozmrażane, - znaczne skrócenie czasu rozmrażania, - spowolnienie rozwoju bakterii, co w efekcie wpływa na poprawę jakości i sma
ku produktu, a także na przedłużenie jego trwałości, - eliminacja wycieków przyczynia się do poprawy warunków sanitarnych -
czystsze maszyny, urządzenia i pomieszczenia produkcyjne, - zachowanie w surowcu cennych substancji białkowych.
7.2.2. Wysokie temperatury
Ogrzewanie, w czasie którego występuje wiele procesów podstawowych, jest bardzo ważną czynnością w przetwórstwie mięsa. Jest jednocześnie metodą utrwalania oraz przystosowania surowców rzeźnych do spożycia. Może być także procesem cząstkowym, jak to ma miejsce podczas suszenia czy też wędzenia. Utrwalanie przez ogrzewanie w podwyższonej temperaturze jest czynnikiem hamującym (inaktywatorem) aktywność drobnoustrojów i enzymów. Pożądaną temperaturę 172

ogrzewania surowców i produktów mięsnych można osiągnąć w środowisku odpowiednio dobranym do rodzaju ogrzewania. Mogą to być takie czynniki, jak [5]:
- woda gorąca (gotowanie mięsa i wyrobów mięsnych, parzenie wędlin, pasteryzacja konserw),
- woda przegrzana (sterylizacja konserw), - para nasycona (sterylizacja konserw, gotowanie w parze), - gorące powietrze (pieczenie, temp. 160-190°C), - rozgrzany tłuszcz (smażenie, temp. 120-180°C), - woda - para wodna - tłuszcz (duszenie pod przykryciem). Celem ogrzewania mięsa może być: - nadanie produktowi odpowiedniej smakowitości i tekstury w zależności od
rodzaju obróbki termicznej, - częściowe odwodnienie produktu przez suszenie, wędzenie, - rozmrażanie mięsa lub produktu, - utrwalanie mięsa i produktów, tj. umożliwienie ich dłuższego przechowywa
nia z zachowaniem dobrej jakości, Ogrzewanie powoduje jednak nieodwracalne zmiany, takie jak: - ubytki masy, wycieki, zmniejszenie objętości mięsa, - denaturację i koagulację białek mięsa, a tym samym zmniejszenie ich roz
puszczalności, - zmiany barwy mięsa peklowanego na pożądaną różową do czerwonej, - zmiany barwy produktów wędzonych od słomkowej, przez złocistą do ciem
noczerwonej i ciemnowiśniowej, - zwiększenie pożądalności konsumenckiej mięsa i produktów przez intensy
fikację smaku i zapachu oraz zmiany ich struktury, - niszczenie mikroorganizmów i przedłużenie trwałości przechowalniczej mięsa
lub produktu, - zahamowanie lub ograniczenie aktywności enzymów własnych mięsa i ogra
niczanie powstawania w nim obcego smaku, - zmniejszenie zawartości wody, zwłaszcza na powierzchni produktu oraz
zmniejszenie jej aktywności i przedłużenie trwałości mięsa.
Suszenie
Suszenie mięsa gorącym powietrzem w praktyce ma ograniczone zastosowanie, ponieważ działanie wysokiej temperatury powoduje niekorzystne zmiany barwy, smaku i zapachu. Mięso suszone sublimacyjnie jest produkowane w świecie na skalę przemysłową. Sublimacyjne odwodnienie występuje wówczas, gdy z zamrożonego produktu usuwa się wodę przez sublimację lodu, co uzyskuje się w wyniku obniżenia ciśnienia w przestrzeni suszenia do 1,3-133,3 Pa. Suszeniu sublimacyjnemu można poddawać mięso po uprzedniej obróbce cieplnej. Ponieważ mięso gotowane zawiera ok. 30% wody mniej niż surowe, proces ten jest bardziej ekonomiczny, a stan higieniczny liofilizowanego mięsa czy produktu lepszy. Liofilizacja jest procesem odwadniania produktów uprzednio zamrożonych przez sublimację w próżni kryształków lodu. Podczas odwadniania sublimacyjnego produkt znajduje się w stanie 173

zamrożonym, dlatego jego mikrostruktura i właściwości zostają zachowane w największym stopniu. Produkty wysuszone metodą liofilizacji zachowują pierwotną objętość i larwo wchłaniają wodę po zanurzeniu w niej, co określamy procesem rehy-dratacji (uwodnienia). Jakość mięsa liofilizowanego zależy głównie od:
- sposobu zamrażania (szybko/powoli), - stanu wyjściowego mięsa poddawanego suszeniu, - warunków suszenia, - warunków przechowywania suszu. Parzenie -jest to proces obróbki w wodzie lub w parze o temperaturze w gra
nicach 85-95°C. Gotowanie - jest to proces obróbki w wodzie lub parze w temp. 100°C, przy
pełnym wrzeniu wody. Smażenie -jest procesem ogrzewania mięsa na tłuszczu lub zanurzonego w roz
grzanym tłuszczu o temp. 160-180°C. Pod zwiększonym ciśnieniem smażenie odbywa się w temp. 160°C.
Duszenie - jest to proces ogrzewania mięsa w małej ilości tłuszczu i wody w temp. 100°C pod przykryciem. Sposób ten ogranicza znacznie ubytek substancji aromatycznych. Często mięso przed duszeniem jest obsmażane na powierzchni, co zapobiega stratom składników i ogranicza stopień skurczu termicznego.
Pieczenie - jest to proces ogrzewania w atmosferze suchego powietrza w temp. 160-180°C. W końcowej fazie pieczenia celowo zwiększa się temperaturę do ok. 200°C, aby zrumienić powierzchnię pieczeni i uzyskać intensywniejszy aromat. Pieczenie można przeprowadzać w folii aluminiowej, przez co uzyskuje się produkt soczysty, aromatyczny i o cechach dietetycznych. Pieczenie może być dokonywane na ruszcie (barbecue) nad żarzącym się węglem drzewnym (tzw. grillo-wanie), co w Polsce staje się zwyczajem bardzo rozpowszechnionym.
Pasteryzacja-to obróbka cieplna konserw w temp. do 100°C [5], której celem jest zabicie wszystkich form wegetatywnych bakterii. W czasie pasteryzacji giną także przetrwalniki laseczek bakterii tlenowych, najbardziej wrażliwych na działanie wysokiej temperatury.
Sterylizacja - to obróbka cieplna konserw w temperaturze powyżej 100°C [4] (przeważnie 121°C), w której zniszczeniu ulegają przetrwalniki bakterii rodzaju Clostridium, wytwarzających silne toksyny.
Tyndalizacja -jest to parokrotne przeprowadzenie procesu pasteryzacji konserw.
7.3. Metody fizykochemiczne
7.3.1. Solenie
Solenie mięsa jest najstarszym sposobem jego utrwalania. Istota solenia polega na wymianie osmotyczno-dyfuzyjnej, tj. odwodnieniu środowiska wskutek przenikania wody z tkanek do stężonego roztworu zewnętrznego oraz związania wody przez
174 jony soli wnikające do mięsa. Częściowa utrata wody z mięsa powoduje jednak

wzrost ciśnienia osmotycznego wewnątrz komórki. Hamuje to rozwój bakterii gnilnych oraz pleśni. Może jednak grozić niebezpieczeństwem rozwoju mikroflory sololubnej (halofilnej). Dlatego też korzystniejsze jest łączenie solenia z innymi metodami utrwalania mięsa, np. chłodzeniem, peklowaniem czy wędzeniem. W następstwie samego solenia mięso traci część wody, staje się szare, sztywniejsze oraz częściowo traci bardzo cenne składniki, jakimi są białka rozpuszczalne w wodzie i fosforany. Zatem działanie chlorku sodu (NaCl) polega na:
- zmniejszeniu aktywności wody (aw), - ograniczeniu rozwoju mikroflory, - zahamowaniu działalności enzymów, - przedłużeniu trwałości mięsa, - kształtowaniu smakowitości, - zwiększaniu wodochłonności, - zwiększaniu zdolności emulgujących białek. Samą solą solimy tłuszcze drobne i słoninę, z tym że do solenia tłuszczu drobne
go używa się 2 kg soli/100 kg tłuszczu, układając go w pojemnikach w warstwach nie grubszych niż 30 cm lub w basenach w warstwie do 60 cm. Tłuszcz soli się przez 24-48 godz. w temp. 4-6°C. Słoninę soli się, stosując 8 kg soli na każde jej 100 kg. Każdą połeć słoniny naciera się dokładnie ze wszystkich stron i układa w basenach ze stali nierdzewnej lub z tworzywa sztucznego (palboksy) w sztaple do wysokości 1 m. Układane słoniny posypuje się solą, tworząc warstwę grubości 0,5 cm. Przyrost masy na soleniu tłuszczu drobnego wynosi 1-2%, a na soleniu słoniny - ok. 1%. Słoninę soli się przez 14-21 dni w temp. 0-4°C.
7.3.2. Wędzenie Proces wędzenia służy przede wszystkim nadaniu typowego aromatu, zabarwienia i utrwaleniu, głównie powierzchni produktów, przez obsuszanie oraz działanie zawartych w dymie substancji bakteriostatycznych lub bakteriobójczych.
Dym wędzarniczy występuje w stanie koloidalnym, a powstaje w wyniku wymieszania się z powietrzem gazowych, ciekłych i bardzo rozdrobnionych stałych produktów częściowego spalania (żarzenia) drewna. Powietrze i składniki gazowe stanowią fazę rozpraszającą aerozolu, w której znajduje się tylko ok. 10% składników dymu. Pozostała część składników jest zawieszona w postaci małych kuleczek w fazie gazowej będącej fazą rozproszoną dymu. Cząstki te znajdują się w ruchu ciągłym pod wpływem sił dyfuzyjnych (ruchy Browna), grawitacyjnych, termicznych, odśrodkowych, elektrostatycznych i akustycznych. W fazie kropel-kowo-ciekłej występują głównie składniki dymu o wyższej temperaturze wrzenia. Podkreślenia wymaga fakt, że związki chemiczne z fazy rozpraszającej częściowo rozpuszczają się w kropelkach cieczy z fazy rozproszonej. Dym może być wytwarzany metodą [2]:
- żarową (ogrzewanie elektryczne lub gazowe), - parową (ogrzewanie suchą przegrzaną parą), - cierną (wykorzystywanie ciepła tarcia), - fluidyzacyjną (suche gorące powietrze jako nośnik ciepła). 175

Ze względu na temperaturę dymu wędzarniczego rozróżnia się następujące rodzaje wędzenia:
- zimne, temperatura dymu ok. 22°C (np. kiełbasy surowe, szynka surowa, wędzonka surowa),
- ciepłe, temperatura dymu 25-45°C (np. parówki, parówkowa, serdelki), - gorące, temperatura dymu 45-80°C (np. szynka parzona), - pieczenie, temperatura dymu 75-90°C. Można przyjąć zasadę, że im wyższa temperatura wędzenia, tym krócej produkt
jest poddawany działaniu dymu. Natomiast trwałość produktu jest jednak większa po dłużej trwającym procesie wędzenia w niższej temperaturze, ponieważ zimny dym lepiej i głębiej wnika w produkt.
Spośród produktów termicznego rozkładu drewna (5] zidentyfikowano do tej pory ok. 300 związków. W dymie rozróżnia się następujące grupy związków:
- kwasy karboksylowe, - związki karbonylowc, - fenole i ich pochodne, - związki obojętne, takie jak alkohole, estry, węglowodory. Skład chemiczny dymu zależy od wielu czynników. Najważniejszymi są: rodzaj
drewna, temperatura wytwarzania dymu i dostęp powietrza. Do wytwarzania dymu najczęściej używa się liściastych gatunków drewna, jak:
buk, dąb, olcha, akacja. Drewno drzew iglastych zawiera dużo związków żywicowych nadających gorz
ki, smołowy smak i zapach. Lecz czasem, aby uzyskać pożądane cechy organoleptyczne niektórych przetworów (np. wędlin trwałych), wykorzystuje się także dym z drewna jałowca.
Temperatura wytwarzania dymu i dostęp powietrza są parametrami ściśle ze sobą związanymi. Temperatura strefy żaru zależy od szybkości przepływu powietrza, natomiast iloczyn temperatury i szybkości przepływu powietrza decyduje o szybkości zżarzania trocin (zrębków). Sam proces wytwarzania dymu składa się z dwóch etapów, tj. termicznego rozkładu drewna i utleniania lotnych produktów tego procesu. Silniejsze napowietrzanie strefy żarzenia drewna powoduje powstawanie większej ilości kwasów organicznych i fenoli, a tym samym lepszą jakość dymu. Termiczny rozkład drewna przebiega w niżej podanym zakresie temperatur:
- do 170°C, suszenie drewna, - 200-260°C, termiczny rozkład (piroliza) hemiceluloz, stanowiących 20-30%
masy drewna, - 261-310°C, termiczny rozkład (piroliza) celuloz, - 311-500°C, termiczny rozkład (piroliza) lignin, stanowiących także 20-30%
masy drewna. W zasadzie najlepszy dym do wędzenia powstaje w temp. 340-400°C, w fazie
rozkładu lignin, oraz w temp. 250°C - w fazie utleniania lotnych składników drewna. Temperatura zbliżona lub przekraczająca 400°C sprzyja tworzeniu się węglowodorów rakotwórczych (np. benzo(a)pirenu).
176

W czasie wędzenia produktów mięsnych są one nasycane składnikami dymu. Stopień nasycenia składnikami dymu zależy od wilgotności powierzchni, stężenia dymu, temperatury, prędkości przepływu powietrza. Znane są trzy sposoby nasycania produktów mięsnych składnikami dymu:
- wędzenie owiewowe, - wędzenie elektrostatyczne, - preparaty dymowe. Wędzenie owiewowe to działanie na produkt dymu wędzarniczego znajdują
cego się w stanie aerozolu. Wędzenie elektrostatyczne to proces wykorzystania wysokiego napięcia, podczas którego na produkt znajdujący się bezpośrednio w polu wyładowań elektrycznych działa tzw. „wiatr elektryczny", wywołujący ruch całego dymu w kierunku wędzonego produktu. Zasadę wędzenia elektrostatycznego przedstawiono na rys. 7.9. Wędzenie elektrostatyczne skraca proces osadzania się składników dymu na powierzchni produktu. Oprócz wędzenia tradycyjne-
go stosowane są również do lego celu preparaty dymu jako nowoczesna i przyszłościowa forma wędzenia. Polski preparat - Bieszczadzki Rafinat Dymu Wędzarniczego -jest oleistą, brązową cieczą, niemieszającą się z wodą. Rozprowadza się go w dwóch postaciach: jako wodno-żelatynową emulsję oraz jako aromatyzowaną sól kuchenną. Jako nośników używa się również smalcu, oleju roślinnego lub preparatów białkowych. Drugi preparat to płynny preparat dymu wędzarniczego do natrysku zewnętrznego na produkty. Komory wędzarnicze wyposażone w specjalne atomizery umożliwiają dokładne rozprowadzenie preparatu na powierzchni wędzonego produktu w postaci mgły. Forma płynna preparatu wędzarniczego może być także wykorzystywana do barwienia osłonek białkowych. Wymienione preparaty nie zawierają rakotwórczego benzo(a)pirenu i mają atest Państwowego Zakładu Higieny.
Stosowanie płynnego dymu ma, w porównaniu z wędzeniem konwencjonalnym, następujące zalety:
- wyeliminowanie uciążliwych w eksploatacji dymogeneratorów, 177
Rysunek 7.9. Zasada wędzenia elektrostatycznego; 1 - elektroda koronująca. 2 - uziemiony przenośnik. 3 - produkt wędzony. 4 - cząstka dymu

- obniżenie ubytków wędlin powstałych w procesie obróbki termicznej, - skrócenie procesu wędzenia (ok. 30-40%), - zwiększenie trwałości gotowych produktów (dłuższa przydatność do spożycia), - jednakowy stopień uwędzenia różnych partii kiełbas (standaryzacja produk
tu na przestrzeni czasu), - zmniejszenie ryzyka pożaru oraz wyeliminowanie odpadów i zapylenia
zakładu, - niższe koszty inwestycyjne i eksploatacyjne (oszczędność czasu i energii), - brak emisji dymu do atmosfery (eliminacja kosztów związanych z karami za
ochronę środowiska). Stwierdzono, że dym ma silne działanie bakteriostatyczne. Najbardziej wrażli
we na jego działanie są formy wegetatywne bakterii, natomiast dość oporne - prze-trwalniki i pleśnie. Wyroby wędzone wykazują dość dużą oporność na jelczenie. Właściwości przeciwutleniające dymu wynikają z działania składników fazy rozproszonej, w niewielkiej ilości fazy rozpraszającej.
Działanie bakteriobójcze składników dymu nie ustaje z chwilą zakończenia procesu wędzenia, ale utrzymuje się nadal w miarę wnikania jego składników w głąb produktu. Bakteriobójczy efekt wędzenia potęguje także:
- podwyższona temperatura, jaka jest przy wędzeniu gorącym (przeżywa ją niewielka liczba mezofilów),
- wędzenie na zimno, kiedy zniszczeniu ulega 75-100% bakterii o optimum rozwoju w temp. 20°C oraz 25-75% populacji o optimum rozwoju w temp. 37°C.
Powstawanie charakterystycznej i trwałej barwy wędzonego produktu jest wynikiem reakcji związków karbonylowych dymu z wolnymi grupami aminowymi białek na jego powierzchni. W kształtowaniu cech smakowych wędzonych produktów (zapachu i smaku) mają swój udział związki grupy fenolowej i karbonylowej.
Proces wędzenia wywołuje w produktach mięsnych zmiany o charakterze chemicznym i fizykochemicznym. W ich wyniku kształtuje się specyficzny smak, zapach, barwa, a także wartość żywieniowa produktów.
7.4. Metody chemiczne
Po uboju mięso podlega zmianom zarówno pożądanym, jak i niepożądanym. W wyniku zmian niepożądanych następuje psucie mięsa (autoliza), gdyż [1]:
- naturalne enzymy komórkowe są nadal aktywne, co prowadzi do rozkładu białek. Przy długotrwałym lub niewłaściwym przechowywaniu mięsa jego komórki ulegają samotrawieniu i następują w nich nieodwracalne procesy rozkładu do takich substancji, które powodują, że nie nadaje się ono do konsumpcji przez ludzi. W wyniku wychłodzenia mięsa bezpośrednio po uboju do temperatury bliskiej zamrożeniu lub niższej akcja enzymów może ulec zwolnieniu lub zahamowaniu. Inaktywacja niektórych enzymów zachodzi także podczas peklowania (pod wpływem działania soli); 178

- pod wpływem czynników zewnętrznych, takich jak powietrze, światło, ogrzewanie itd., pewne składniki mięsa odpowiedzialne za barwę i smak ulegają utlenieniu, np. tłuszcz - żółknąc i jełczejąc;
- aktywne są różne drobnoustroje, a zwłaszcza bakterie. Niektóre z nich w wyniku metabolizmu produkują substancje szkodliwe, jak ptomainy lub toksyny, tzn. białka, które są trujące dla wyższych organizmów, w tym dla człowieka. Zakażenia tymi drobnoustrojami mogą być dwojakiego rodzaju: - zakażeniami wewnętrznymi pochodzącymi od bakterii obecnych w mię
sie i krwi zwierząt. Rodzaj i znaczenie zakażenia zależy od zdrowia zwierzęcia. Taka infekcja może być ograniczona przez dokładne wykrwawienie po uboju i odpowiednie wychłodzenie oraz przechowywanie półtusz;
- zakażeniami zewnętrznymi - przez drobnoustroje znajdujące się w otoczeniu tusz podczas ich obróbki (tzw. zakażenie wtórne). Zakażenie zewnętrzne jest najbardziej niebezpieczne. Dlatego też bardzo ważne jest zachowanie dużej czystości podczas hodowli zwierząt, a po ich uboju -czystości maszyn, urządzeń i higieny osobistej pracowników.
Ochrona mięsa przed zepsuciem jest głównym celem solenia i peklowania. Dokładne i właściwe peklowanie wpływa na utrzymanie pożądanej barwy, prawidłowej konsystencji, smaku i zapachu oraz kruchości mięsa [1].
7.4.1. Peklowanie mięsa
Jest to bardzo skomplikowany proces, którego głównym celem jest: - utrwalenie naturalnej barwy mięsa, - nadanie smaku i zapachu, - nadanie produktom pożądanej tekstury i związania, - wspomaganie utrwalania mięsa. Podczas peklowania, oprócz reakcji czysto chemicznych, mamy do czynienia
z oddziaływaniem bakterii denitryfikujących. Głównie trzy czynniki określają stabilność barwy mięsa: - barwnik mięśniowy - mioglobina, - środki peklujące, - dodatki wspomagające peklowanie. Przeciętna zawartość mioglobiny w mięsie wołowym wynosi 250-350 mg/kg,
w mięsie wieprzowym 130-180 mg/kg, a w mięsie cielęcym 50-100 mg/kg i ma ona decydujący wpływ na skalę barwy mięsa. Dlatego też mięso wołowe jest ciemniejsze od wieprzowego, a wieprzowe ciemniejsze od cielęcego. Mioglobina może występować w trzech formach jako:
- mioglobina (purpurowoczerwona) z dwuwartościowym atomem żelaza centralnie położonym,
- oksymioglobina (jasnoczerwona) z dwuwartościowym atomem żelaza centralnie położonym,
- metmioglobina (szara, brązowa) z trójwartościowym atomem żelaza centralnie położonym. 179

Jeżeli do mioglobiny przyłączy się tlen, ulegnie ona utlenowaniu i zmieni barwę na jasnoczerwoną, nazywaną oksymioglobiną. Inaczej przebiega proces przechodzenia mioglobiny w metmioglobinę, ponieważ zamiast reakcji utlenowania dochodzi do reakcji utlenienia. Trójwartościowy atom żelaza metmioglobiny jest przyczyną zmiany barwy z czerwonej na brązową.
Obecność mioglobiny i oksymioglobiny stwarza warunki do szybkiego, intensywnego i stabilnego przereagowania barwników, czyli do zapeklowania mięsa. O wiele trudniejsze jest uzyskanie prawidłowej barwy mięsa peklowanego (tzw. czerwieni peklowniczej), gdy jego barwniki są w formie metmioglobiny, która bardzo trudno się wybarwia (mało reaktywna z tlenkiem azotu) bez dodatku substancji wspomagających. Do peklowania mięsa można używać dwóch środków peklujących: azotanu(V) sodu i azotanu(V) potasu (saletra sodowa E 251 lub potasowa E 252) oraz azotanu (III) sodu (nitryt E 250).
Azotan (III) sodu można stosować do peklowania mięsa w postaci mieszanki z solą kuchenną jako „peklosól". W Polsce peklosól może zawierać 0,5-0,6% azotanu (III), a resztę do 100% stanowi wyłącznie sól kuchenna.
W zasadzie są trzy podstawowe metody peklowania: sucha, mokra i kombinowana (rys. 7.10).
Peklowanie suche polega na wymieszaniu mięsa drobnego lub natarciu elementów mieszanką peklującą i ułożeniu ich w pojemnikach lub basenach.
Mięsa drobne soli się mieszanką peklującą o składzie: 99,4% NaCl i 0,6% NaNO2
(azotan(III) sodu, tzw. nitryt) lub mieszanką sporządzaną do peklowania wędlin surowo-wędzonych (fermentowanych) z udziałem: 98,2% NaCl, 0,4% NaNO2 (azo-tan(III) sodu) i 1,4% NaNO3. (azotan(V) sodu, tzw. saletra). Mięso posypuje się równomiernie mieszanką peklującą w ilości do 2,3 kg mieszanki na 100 kg wsadu, mieszając w mieszarce nie krócej niż 3 min.
Rysunek 7.10. Metody peklowania mięsa
180

Peklowaniu mokremu poddaje się duże elementy mięsa; zabieg ten polega na użyciu składników peklujących w postaci solanki. Najprostszą metodą peklowania jest peklowanie zalewowe. Drugą metodą jest peklowanie nastrzykowe, które wykonuje się za pomocą specjalnych urządzeń - nastrzykiwarek - wyposażonych w zestawy igieł (również igły-bagneciki) z otworkami, którymi solanka jest wprowadzana do elementów pod odpowiednim ciśnieniem. Na rysunku 7.11 (wklejka barwna) przedstawiono nastrzykiwanie mięsa metodą tradycyjną - nastrzyk niskociśnieniowy (a) oraz całkowicie nowoczesne rozwiązanie techniczne o doskonałym efekcie, tj. nastrzyk rozpyłowy (b). W celu lepszego wchłonięcia solanki i uplastycznienia nastrzyknięte elementy poddaje się masowaniu w próżni w urządzeniach zwanych masownicami. Metodą peklowania mokrego było nastrzykiwanie dotętnicze (doarteryjne) szynek i łopatek. Solankę wprowadzano do tych elementów przez nieuszkodzony układ tętniczy. W tradycyjnych metodach peklowania elementy po takim nastrzyknięciu zalewano taką samą solanką lub o nieco zmienionym składzie. Ilość zużytej do nastrzyku solanki zależy od założonej wydajności produktu, składu solanki, ubytków termicznych, rodzaju mięsa itp.
Peklowanie kombinowane to połączenie dwóch metod, np. nastrzykiwania doarteryjnego i zalewowego, suchego i zalewowego, nastrzykowego i zalewowego. W celu osiągnięcia pożądanych cech wyrobu do solanek wprowadzono dodatek azotynu sodowego lub mieszaniny: azotanu sodowego lub potasowego i azotynu sodowego, cukru, kwasu askorbinowego, fosforanów i innych składników. Azotan (III) (NaNO2, KNO2) jako podstawowa substancja używana w procesie peklowania spełnia funkcję barwotwórczą, bakteriostatyczną, przeciwutleniającą i nadaje mięsu specyficzny posmak.
Ze względu na największy ilościowy udział mioglobiny w ogólnej ilości barwników mięśniowych to właśnie jej przypisuje się najważniejszą rolę w tworzeniu barwy peklowanego mięsa.
Podstawową reakcję zachodzącą w czasie peklowania, powodującą wytworzenie właściwej barwy mięsa, można przedstawić następująco:
N
Globina Globina
+ NO
Mioglobina Azototlenek mioglobiny
Podczas l'cakcji tlenek azotu zastępuje cząsteczkę wody w mioglobinie. Drobnoustroje aktywne i pożyteczne w procesie peklowania i dojrzewania mię
sa muszą odpowiadać następującym warunkom: - być odporne na wysokie stężenie soli (12-25%) i mieć możliwość rozwoju
w takim środowisku; są to bakterie holofilne, czyli sololubnc, 181
N N
N H2O
Fe
N
N NO N N
Fe

- mieć zdolność rozwoju i wzrostu w niskiej temperaturze (4-8°C); są to drobnoustroje psychrofilne (kriofllne), czyli zimnolubne,
- w wyniku fermentacji odpowiednich węglowodanów muszą wytwarzać wystarczającą ilość kwasów potrzebnych do utrzymania pH w granicach 5,6-6,0, aby jednocześnie nie doszło do zakwaszenia mięsa,
- mieć zdolność rozkładania źródeł azotu, takich jak saletra (azotan), do azotynów; są to tzw. bakterie denitryfikujące.
Dodatki wspomagające peklowanie wpływają na efektywność tego zabiegu. Dwa najważniejsze z nich to kwasy: askorbinowy i izoaskorbinowy. Mają one działanie wspomagające (lecz nie zmieniają pH). Dodatek kwasu askorbinowego lub askorbinianu sodu jako pomocniczych środków do peklowania i stabilizatorów barwy prowadzi do bardziej intensywnej redukcji azotynu, wspomaga wiązanie tlenku azotu z mioglobiną, dzięki czemu wpływa na znaczne obniżenie zawartości resztkowego azotynu. Ponadto ogranicza tworzenie szarobrazowej barwy pochodzącej od metmioglobiny i poprawia w ten sposób tworzenie i stabilność barwy kiełbasy.
Drugim środkiem wspomagającym peklowanie na bazie kwasu askorbinowego lub askorbinianu jest kwas izoaskorbinowy, czyli izoaskorbinian, o działaniu identycznym jak kwas askorbinowy (askorbinian). Jednakże w przeciwieństwie do askorbinianu sodu, izoaskorbinian sodu (erytrobinian sodu) krystalizuje w formie uwodnionej cząsteczki (monohydratu), a poza tym różna jest masa cząsteczkowa kwasu i jego soli sodowej. Dlatego też przy obliczeniach ilościowych do osiągnięcia takiego samego działania przeciwutleniającego należy uwzględniać następujące przeliczniki:
- 1 część kwasu askorbinowego (masa cząsteczkowa 176) = 1,12 części askorbinianu sodu (masa cząsteczkowa 198),
- 1 część kwasu askorbinowego (masa cząsteczkowa 176) = 1,23 części izo-askorbinianu sodu (masa cząsteczkowa 216),
- 1 część askorbinianu sodu (masa cząsteczkowa 198) = 1,09 części izoaskor-binianu sodu (masa cząsteczkowa 216).
Dodatkami wspomagającymi (obniżającymi pH) są kwasy spożywcze: mlekowy lub cytrynowy i ich kwaśne sole oraz glukono-delta-lakton (GdL).
Bezpośrednie obniżenie pH przez wymienione dodatki powoduje zmniejszenie wiązania wody przez farsz i może prowadzić do zwiększenia ubytków masy podczas obróbki termicznej produktu, skutkiem czego może być także podciek tłuszczu i galarety. Wskazane jest zatem użycie kwasów spożywczych w kombinacji z kwasem askorbinowym lub izoaskorbinowym. Glukono-delta lakton wpływa na polepszenie efektu peklowania oraz zwiększenie stabilności bakteriologicznej przetworów mięsnych [5]. Ponadto w przypadku dodania białek roślinnych GdL powoduje zachowanie tradycyjnej smakowitości produktów mięsnych. Wielofosforany w procesie peklowania wpływają na poprawienie barwy, która jest trwalsza niż w produktach bez fosforanów.
182

1. Jakie znasz podstawowe metody utrwalania mięsa? 2. Wymień metody fizykochemiczne, podając charakterystykę chłodzenia/mrożenia mięsa. 3. Do jakiej grupy metod utrwalania zalicza się solenie i wędzenie? 4. Co to jest solenie/wędzenie mięsa i jakie zmiany powoduje w mięsie? 5. Wymień i krótko scharakteryzuj chemiczne metody utrwalania mięsa. 6. Co rozumiesz pod pojęciem peklowania? Jakie znasz metody peklowania? 7. Jaka jest rola mioglobiny w procesie peklowania? 8. Co tojest peklosól?
LITERATURA
1. Kerrebroeck W.A., Herreygers E: Współczesny przemysł mięsny. Technologia. Ekonomika. Linie produkcyjne. CSD Knesselora. Belgia 1984.
2. Mięso i wędliny 2000. 2. Wędzenie - kontrola i sterowanie procesem, s. 42. 3. PN-83/A-07005 Towary żywnościowe. Warunki klimatyczne i okresy przechowy
wania w chłodniach. 4. PN-A-82023:2000 Mięso i przetwory mięsne. Terminologia. 5. Technologia mięsa. Pr. zb. pod red. W. Pezackiego. Warszawa. WNT 1981, s. 239-365.
Pytania:





![TECHNIK TECHNOLOGII ŻYWNOŚCI 311[36]pliki.koweziu.edu.pl/programy/programy/technik.technologii... · Technologia przetwórstwa spo ... mięsa zwierząt rzeźnych, mleka, mięsa](https://static.fdocuments.pl/doc/165x107/5c78c9e309d3f268558c1d05/technik-technologii-zywnosci-31136pliki-technologia-przetworstwa-spo-.jpg)