oertli ba xpp pl 9002 01-2017 V2 1-41 · SpisZawartosci 1. Opis 5 1.1....
41
Instrukcja uzytkowania Narzędzia i elementy mocujące do obróbki drewna i tworzyw sztucznych Niniejsza instrukcja jest częścią produktu i jest skierowana do wszystkich osób, które pracują zużyciem tego narzędzia. Należyją przeczytać, zrozumieć jej treść i przechowywać zawsze w łatwo dostępnym miejscu. Używać wyłącznie oryginalnych części zamiennych firmy OERTLI Werkzeuge AG. Tłumaczenie oryginalnej instrukcji obsługi 12.2016 pl_9002_C
Transcript of oertli ba xpp pl 9002 01-2017 V2 1-41 · SpisZawartosci 1. Opis 5 1.1....

Instrukcja uzytkowaniaNarzędzia i elementy mocujące do obróbkidrewna i tworzyw sztucznych
Niniejsza instrukcja jest częścią produktu ijest skierowana do wszystkich osób, którepracują z użyciem tego narzędzia. Należy jąprzeczytać, zrozumieć jej treść iprzechowywać zawsze w łatwo dostępnymmiejscu.
Używać wyłącznie oryginalnych częścizamiennych firmy OERTLI Werkzeuge AG.
Tłumaczenie oryginalnej instrukcjiobsługi
12.2016pl_9002_C

Spis Zawartosci
1. Opis 51.1. Zastosowanie zgodne z przeznaczeniem 51.2. Warianty 5
1.2.1. Typ narzędzia 51.2.2. Materiały skrawające 51.2.3. Jakość materiału na korpusy frezów 51.2.4. Śruby mocujące 51.2.5. Elementy mocujące do narzędzi trzpieniowych 61.2.6. Elementy mocujące do narzędzi wiertarskich 61.2.7. Zestawienie kompletów narzędzi 6
1.3. Ogólne warunki gwarancji 6
2. Bezpieczeństwo 62.1. Hasła ostrzegawcze 62.2. Ogólne źródła niebezpieczeństw 7
2.2.1. Obrażenia ciała na skutek kontaktu z elementami tnącymi 72.2.2. Spadające części 72.2.3. Wadliwe części lub elementy 72.2.4. Moment dokręcenia 82.2.5. Modyfikacja produktów OERTLI 8
2.3. Wymagane środki ochrony 8
3. Uruchomienie 93.1. Rozpakowanie/transport 93.2. Montaż 9
4. Obsługa i eksploatacja 104.1. Przed rozpoczęciem pracy 104.2. Możliwe rodzaje posuwu 114.3. Dopuszczalny zakres prędkości obrotowej 11
4.3.1. Oznaczenie narzędzi z otworem i narzędzi zespołowych 124.4. Mocowanie narzędzi trzpieniowych 12
4.4.1. Minimalna długość mocowania zgodnie z normą EN 847‑2 134.4.2. Oznaczenia narzędzi trzpieniowych 134.4.3. Oznaczenie narzędzi z chwytem HSK 144.4.4. Pomiar mimośrodowości zamocowania 14
4.5. Dopuszczalna masa narzędzia i wymiary narzędzia dla urządzeń mocujących zestożkiem niehamowalnym (SK) 15
4.6. Dopuszczalna masa narzędzia i wymiary narzędzia dla urządzeń mocujących zestożkowym chwytem drążonym (HSK) 16
4.7. Parametry obróbki 164.7.1. Głębokość robocza frezu tarczowego do żłóbków, z chwytem 164.7.2. Głębokość wiercenia głowicą frezarską CASTOR‑Sprint 174.7.3. Uchwyt wiertarski krótki 17
4.8. Przyczyny ewentualnego zniszczenia noży lub narzędzi 17
5. Serwisowanie/czyszczenie 175.1. Momenty dokręcenia 185.2. Momenty dokręcenia dla elementów mocujących 19
5.2.1. Uchwyt zaciskowy siłowy TRIBOS 195.2.2. Uchwyt wiertarski krótki 195.2.3. Uchwyt hydrauliczny 19
2 / 41

5.2.4. Uchwyty zaciskowe tulejowe 195.2.5. Uchwyty zaciskowe 205.2.6. Uchwyty termokurczliwe 205.2.7. Uchwyty zaciskowe SINO 205.2.8. Frezy na tulejach 205.2.9. Wały do mocowania 215.2.10. Bolce wciągowe 215.2.11. Kołnierz do cięcia 21
5.3. Momenty dokręcenia dla narzędzi z ostrzami wymiennymi 225.3.1. System skrawający WIN 225.3.2. System skrawający do przeciągania ze szczęką klinową 225.3.3. System do gwintowania wstępnego 225.3.4. System z nożami kwadratowymi 225.3.5. System gwiazdowy 225.3.6. System noży rowkowych 235.3.7. System przeciągania ze szczęką przechylną 235.3.8. System noży profilowych bez płytek wsporczych 235.3.9. System noży profilowych z płytkami wsporczymi 235.3.10. Mimośrodowy system noży 245.3.11. System noży TOP‑FIT z mocowaniem mimośrodowym 245.3.12. System noży CASTOR 245.3.13. System noży PUR 245.3.14. System noży CAT 255.3.15. System noży PROTECT 255.3.16. System noży CASTOR‑Finish/Classic 255.3.17. System noży CASTOR‑Sprint 255.3.18. System noży profilowych na małe średnice 255.3.19. System noży zaokrąglających 265.3.20. TOP‑FIT System noży rowkowych 265.3.21. Komorowy system tnący z klockiem dociskowym 265.3.22. System noży żłobnikowych 265.3.23. System noży przeciągających z małą szczęką przechylną 275.3.24. Lamellofrez z nożami wymiennymi 275.3.25. Głowice frezowe PROFI‑VIT 275.3.26. Frez do frezarek górnowrzecionowych do frezowania rowków ozdobnych 275.3.27. Głowice frezowe SINUS 285.3.28. Głowice nożowe LEADER 285.3.29. Głowice nożowe do strugarek 285.3.30. Głowica noża do strugarki z systemem mocowania z gniazdem sześciokątnym
(inbusowym)29
5.3.31. Głowice nożowe rowkowe 295.3.32. Frezy do złączy na miniwczepy 295.3.33. Frezy trzpieniowe z ostrzami obracanymi 305.3.34. Głowice nożowe przechylne 305.3.35. Wiertła 30
5.4. Serwisowanie 315.4.1. Ostrzenie krawędzi skrawających 315.4.2. Instrukcja ostrzenia 315.4.3. Ustawienie głowic strugarskich 315.4.4. Optymalna długość zamocowania narzędzi trzpieniowych 315.4.5. Jakość wyważenia przy narzędziach CNC 325.4.6. Narzędzia z SP‑Technik lup HPC/HPC+ 325.4.7. W razie kolizji narzędzia 325.4.8. Czyszczenie 33
3 / 41

5.4.9. Czyszczenie stożka uchwytowego 345.4.10. Mierzenie 34
6. Konserwacja/Przechowywanie/Utylizacja 346.1. Konserwacja/Przechowywanie 346.2. Utylizacja 35
7. Akcesoria 35
8. Kontakty/Adresy 35
9. Słownik terminów 379.1. Terminy fachowe 379.2. Struktura numeru katalogowego 39
9.2.1. A ‑ prefiks 399.2.2. B ‑ część numeru 399.2.3. C ‑ sufiks 39
9.3. Numer rysunku 409.4. Symbole 409.5. Jednostki 41
9.5.1. Tabela jednostek 41
4 / 41
1. Opis
Narzędzia firmy OERTLI są to narzędzia dofrezowania, które mogą być zestawaminarzędziowymi, składającymi się z jednegolub kilku frezów, lub też pojedynczyminarzędziami. Płytki skrawające są połączonetrwale z korpusem narzędzia poprzez trwałepołączenie materiałów (uzbrojenie) lubwystępują jako płytki obracane lub wymiennew systemie zaciskowym.
Elementy mocujące firmy OERTLI służą jakopunkt połączenia między zamocowaniemnapędu wrzeciona maszyny a narzędziem.Elementy mocujące są przeznaczone doróżnych systemów mocujących wrzecion(HSK, SK, itd.) oraz na różne średnicechwytów i otworów.
Należy stosować się również do instrukcjiobsługi danego produktu, które możnaznaleźć na dołączonej płycie CD lub nastronie www.oertli.com.
1.1. Zastosowanie zgodne zprzeznaczeniem
Narzędzia firmy OERTLI są przeznaczonewyłącznie do obróbki skrawaniem. Służą onedo fugowania, wręgowania i nadcinania orazprofilowania z uwzględnieniem miejsca isposobu użycia.
Obrabiane materiały:
- drewno miękkie- drewno twarde- drewno egzotyczne- płyta wiórowa- MDF- drewno warstwowe- laminaty (drzewne i sztuczne)- tworzywa sztuczne
Miejsce i rodzaj użycia:
- obrabiarki do drewna- fugowanie, wręgowanie i szczelinowanie,
a także profilowanie- rodzaje posuwów: posuw ręczny lub
mechaniczny - w zależności odoznaczenia urządzenia
- zakres prędkości obrotowej lub maks.
prędkość obrotowa - w zależności odoznaczenia urządzenia
1.2. Warianty
1.2.1. Typ narzędzia
Narzędzia firmy OERTLI są używane wnastępujących wersjach:
- frezy do otworów na wale- frezy do otworów na tulei- frezy do otworów na chwycie
narzędziowym- frezy trzpieniowe
1.2.2. Materiały skrawające
Płytki skrawające mogą być wykonane zróżnych materiałów, na przykład:
- stop odlewniczy na bazie kobaltu (ST)- stal stopowa narzędziowa (SP)- stal narzędziowa wysokostopowa (HL)- stal wysokostopowa do szybkiej obróbki
(HS)- niepowlekany spiek twardy na bazie
węglika wolframu (HW)- powlekany spiek twardy (HC)- diament polikrystaliczny (DP)- diament monokrystaliczny (DM)
1.2.3. Jakość materiału na korpusy frezów
Korpusy frezów są wykonywane ze stali lubstopów aluminium o dużej wytrzymałości. Wprzypadku korpusów aluminiowych należyprzestrzegać specjalnych zaleceńdotyczących ich czyszczenia.
1.2.4. Śruby mocujące
W zależności od konstrukcji gniazda noża, wprzypadku narzędzi z odwracanymi nożami ikorpusów aluminiowych stosowane sądłuższe śruby niż w przypadku korpusówstalowych.
Obowiązują następujące ogólne wytyczneodnośnie głębokości wkręcania:
5 / 41
Korpusy wykonane ze stali oraz korpusywykonane z aluminium z zastosowaniemwkładu Helicoil:
- min. 0,8 x średnica śrub
Korpusy wykonane ze aluminium bez wkładuHelicoil:
- min. 1,5 x średnica śrub
1.2.5. Elementy mocujące do narzędzitrzpieniowych
Elementy mocujące firmy OERTLI donarzędzi trzpieniowych mogą występować wnastępujących podstawowych wariantach:
- uchwyt zaciskowy TRIBOS- uchwyt wiertarski krótki- uchwyt hydrauliczny- uchwyt z tuleją zaciskową- uchwyt zwykły- uchwyt termokurczliwy- uchwyt zaciskowy SINO
1.2.6. Elementy mocujące do narzędziwiertarskich
Elementy mocujące firmy OERTLI domocowania narzędzi wiertarskich mogąwystępować w następujących wariantachpodstawowych:
- tuleje- wały do mocowania
1.2.7. Zestawienie kompletów narzędzi
Komplet narzędzi jest zestawemposzczególnych narzędzi do wierceniaumieszczonych na jednym mocowadle lubjednym wale. Są one oznaczone prefiksem"TE" i następującym po nim numeremnarzędzia. Komplet narzędzi tworzy jednostkęfunkcjonalną. Poszczególne frezy wiertniczemogą też być częściowo wymienianepomiędzy sobą przy odpowiednim wykonaniu.Należy łączyć tylko te narzędzia, które zostałydo tego odpowiednio wykonane przez firmęOERTLI Werkzeuge AG.
Proszę również wziąć pod uwagę rozdział"Jakość wyważenia przy narzędziach CNC".
1.3. Ogólne warunki gwarancji
Świadczenia gwarancyjne obejmują naprawęlub wymianę wadliwych narzędzi i urządzeńmocujących firmy OERTLI, które wykazująwyłącznie wady wykonania lub wadymateriałowe. Okres gwarancji biegnie od datyzakupu i jest określony w ogólnychwarunkach handlowych.
2. Bezpieczeństwo
Nasze urządzenia mocujące i narzędziaodpowiadają aktualnemu stanowi wiedzytechnicznej i zostały wyprodukowane zgodniez normą europejską EN 847-1 i kolejnymi.
W celu bezpiecznego stosowania urządzeniamocującego lub narzędzia należyprzestrzegać wytycznych producentamaszyny. Właściwe przepisy są podane winstrukcji obsługi stosowanej maszyny doobróbki drewna.
Przed użyciem tego narzędzia należyzapoznać się z umiejscowieniem i sposobemdziałania niezbędnych urządzeńbezpieczeństwa maszyny do obróbki drewna.
Wszelkie prace mogą być wykonywane tylkoprzez odpowiednio wykwalifikowany personel,przeszkolony w zakresie postępowania znarzędziami i maszynami do obróbki drewnaoraz właściwych urządzeń mocujących.
Użycie narzędzia lub urządzenia mocującegojest dozwolone tylko do celów opisanych jako"zastosowanie zgodne z przeznaczeniem”
oraz przy uwzględnieniu poniższychwskazówek bezpieczeństwa.
2.1. Hasła ostrzegawcze
Poniższe wskazówki mają zwracać uwagę nanastępujące stopnie zagrożeń:
"NIEBEZPIECZEŃSTWO" któreprowadzą bezpośrednio dociężkich uszkodzeń ciała lubśmierci.
6 / 41
"OSTRZEŻENIE" którepotencjalnie mogą prowadzić dociężkich uszkodzeń ciała lubśmierci.
"UWAGA" które potencjalnie mogąprowadzić do lekkich uszkodzeńciała.
Hasło ostrzegawcze"OGŁOSZENIE” wskazujeniebezpieczeństwa, które mogąpowodować szkody materialne.
2.2. Ogólne źródła niebezpieczeństw
2.2.1. Obrażenia ciała na skutek kontaktu zelementami tnącymi
Źródło niebez-pieczeństwa Kontakt z elementami
tnącymi narzędzia.
Następstwo Rany cięte, ukłucia,zgniecenia.
Prawdopodo-bieństwo W przypadku kontaktu z
narzędziem zawszeistniejeniebezpieczeństwozranienia.
Unikanie Nosić rękawice ochronneprzetestowane zgodnie znormą EN 388.
Zagrożenie real-nego zdarzenia Udzielić pierwszej
pomocy. Zgłosić się dolekarza.
2.2.2. Spadające części
Źródło niebez-pieczeństwa Obrażenia ciała lub
szkody rzeczowe
spowodowane przezspadające części.
Następstwo Zgniecenia, stłuczenia wobszarze stóp i/lubuszkodzenie narzędzia.
Prawdopodo-bieństwo Zawsze podczas
transportu lubniewłaściwegoprzechowywania.
Unikanie Transportować wodpowiednimopakowaniu luburządzeniu.Nosić odpowiednieobuwie ochronne.
Zagrożenie real-nego zdarzenia Udzielić pierwszej
pomocy.Skontaktować się zdostawcami/producenta-mi.
2.2.3. Wadliwe części lub elementy
Źródło niebez-pieczeństwa Zużyte lub nieprawidłowo
zamontowane elementy,które mogą powodowaćniewyważenie lub utratęsiłę mocującej.
Następstwo Uszkodzenie narzędzia.
Prawdopodo-bieństwo Podczas prac
związanych z montażem idemontażem orazdługotrwałymstosowaniem lubprzechowywaniem.
Unikanie Poprzez regularnekontrole wzrokowe.Stosować tylkooryginalne częścizamienne.
Zagrożenie real-nego zdarzenia Sprawdzić, czy narzędzie
7 / 41

nie jest uszkodzone. Wprzypadku uszkodzenianależy natychmiast zlecićproducentowisprawdzenie narzędzia.
2.2.4. Moment dokręcenia
Źródło niebez-pieczeństwa Śruby mocujące
dokręcone zbyt niskimlub zbyt wysokimmomentem dokręcenia.
Następstwo Uszkodzenie narzędzia wwyniku straty siłymocującej w systemiemocującym.
Prawdopodo-bieństwo Po długim okresie
nieużywania narzędzia.
Unikanie Dokręcić wszystkie śrubybezodrzutowym kluczemdynamometrycznym.Sprawdzić śrubymocujące, które oddłuższego czasu nie byłypoluzowywane (np. poprzeprowadzeniukonserwacji).
Zagrożenie real-nego zdarzenia Jeśli śrub nie można
dokręcić podanymmomentem dokręcenia,należy natychmiastwyłączyć narzędzie irazie potrzeby oddaćproducentowi dosprawdzenia.
2.2.5. Modyfikacja produktów OERTLI
Źródło niebez-pieczeństwa Nieprawidłowe
modyfikacje narzędzi iurządzeń mocującychprzez użytkownika.
Następstwo Poważne obrażenia ciałai/lub szkody materialne.
Prawdopodo-bieństwo Zawsze w przypadku
samodzielnychmodyfikacji przezużytkownika.
Unikanie Wykonanie wszelkichmodyfikacji należy zlecaćwyłącznie firmie OERTLIlub za jej zgodą. Zawszeużywać oryginalnychczęści.
Zagrożenie real-nego zdarzenia Udzielić pierwszej
pomocy.Skontaktować się zdostawcami/producenta-mi.
2.3. Wymagane środki ochrony
Okulary ochronneOkulary ochronne służą do ochronyoczu przed poderwanymiczęściami podczas obróbki drewnaoraz przed rozpryskiem cieczy, doktórego może dojść podczasczyszczenia narzędzi.
Rękawice ochronneRękawice ochronne chroniąpodczas dotykania, montażu lubdemontażu narzędzia przed ranamiciętymi i ukłuciami. Używaćwyłącznie rękawic ochronnychprzetestowanych zgodnie z normąEN 388 (niebezpieczeństwamechaniczne).
Środki ochrony słuchuNoszenie środków ochrony słuchuchroni słuch przed zwiększonymhałasem podczas obróbki drewna.
Obuwie ochronneObuwie ochronne służy do ochronystóp przed spadającymiprzedmiotami.
Ewentualne inne wymagane środki ochronnysą podane w instrukcji obsługi producentamaszyny.
8 / 41

3. Uruchomienie
3.1. Rozpakowanie/transport
Podczas dotykania narzędziaistnieje niebezpieczeństwoprzecięcia i ukłucia bardzo ostrymikrawędziami tnącymi.
Podczas rozpakowywania ipakowania oraz manipulowaniaelementami/narzędziami należyzachować ostrożność.
Nie chwytać narzędzi za krawędzietnące.
Nosić odpowiednie rękawiceochronne (zgodnie z EN 388).
Niebezpieczeństwo przecięcia izgniecenia przez spadająceprzedmioty.
Narzędzia transportować iprzechowywać tylko wodpowiednim opakowaniu luburządzeniu.
Upewnić się, czy narzędzie jestprawidłowo umieszczone wuchwycie.
Podczas posługiwania się ciężkiminarzędziami należy zawsze nosićodpowiednie obuwie ochronne.
Niebezpieczeństwo uszkodzeniaelementu mocującego i narzędziawskutek uderzenia.
Podczas rozpakowywania ipakowania oraz manipulowaniaelementami/narzędziami należyzachować ostrożność.
Narzędzia kłaść zawsze namiękkich podkładkach.
Elementy mocujące i narzędziatransportować zawsze wodpowiednim opakowaniu.
Do transportu używać zawszeoryginalnych opakowań.
3.2. Montaż
Elementy mocujące zzamocowaniem ze stożkiemniesamohamownym wymagająbolca wciągowego. Bez niegonarzędzie nie będzie trzymane wewrzecionie.W razie niezastosowania bolcawystępuje niebezpieczeństwouszkodzenia elementu mocującegoi narzędzia.
Odpowiedni bolec należyzamontować na uchwycie zestożkiem niesamohamownymprzed włożeniem narzędzia dowrzeciona.
Zanik siły mocującej możespowodować uszkodzenienarzędzia, krawędzi tnących orazsystemów i elementówmocujących.
Wszystkie powierzchnieuczestniczące w zaciskaniu musząbyć czyste - nie mogą byćzabrudzone np. olejem, smarem,wodą itp.
Regularnie sprawdzać wszystkieurządzenia mocujące pod kątemuszkodzeń i natychmiast wymienićuszkodzone na nowe.
Do czyszczenia nie wolno używaćmateriałów włóknistych, np. wełnywtórnej.
9 / 41
Niebezpieczeństwo przecięcia,zgniecenia lub zagrożenie dla życiaw następstwie przypadkowegouruchomienia maszyny podczaswymiany narzędzia lub ostrzy.
Przerwać zasilanie maszyny wenergię elektryczną.
Upewnić się, że włączeniemaszyny przez osoby trzeciepodczas prac jest niemożliwe.
Elementy mocujące z narzędziami należyzamocować i zabezpieczyć zgodnie zzaleceniami producenta maszyny!Obowiązujące zasady można znaleźć winstrukcji obsługi obrabiarki.
4. Obsługa i eksploatacja
Wirujące narzędzie może byćprzyczyną skaleczenia lubzmiażdżenia.
Nie wystawiać kończyn w kierunkuwirującego narzędzia.
Nie hamować narzędziaprzyciskając go w przeciwnymkierunku.
Nie pracować bez odpowiedniejosłony.
4.1. Przed rozpoczęciem pracy
Sprawdzić elementy mocujące i narzędziapod kątem uszkodzeń i zamocowania orazstan krawędzi tnących narzędzi.Wytyczne na temat serwisowaniauszkodzonych lub tępych krawędzi tnącychmożna znaleźć w rozdziale "Serwisowanie/czyszczenie" odpowiedniej instrukcji obsługiobrabiarki.Opis postępowania w zakresie konserwacji iprzechowywania można znaleźć w rozdziale"Konserwacja/przechowywanie" w niniejszejinstrukcji.
Występuje niebezpieczeństwozniszczenia narzędzia lub ostrzawskutek przeciążenia.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Uszkodzone lub odkształconeelementy mocujące i narzędziaoraz elementy mocujące inarzędzia z zardzewiałymipołączeniami śrubowymi nie mogąbyć używane.
Naprawami uszkodzonychelementów mocujących i narzędzipowinien zajmować się wyłącznieich producent.
Sprawdzić dane robocze maszyny,np. prędkość obrotową, kierunekobrotów i posuw, a następnieporównać je z dopuszczalnymiwartościami danych roboczychelementu mocującego i narzędzia.
W przypadku narzędzi złożonych,wysokość i grubośćzamocowanych płytekskrawających nie może byćmniejsza, niż 1 mm.
Po transporcie, dłuższymprzechowywaniu lub dłuższymokresie nieużywania należysprawdzić wszystkie połączeniaśrubowe pod względem korozji.Zardzewiałe śruby muszą zostaćwymienione. Otwory gwintowanenależy sprawdzić pod względemtolerancji kształtu i wytrzymałości.
Wskutek transportu, silnychwstrząsów przy obróbce lub podłuższym okresie przechowywania/nieużywania, w połączeniachśrubowych mogą wystąpić tzw.efekty osadzania wywołane np.wibracjami i różnicami temperatury,
10 / 41
które powodują znaczący spadeksiły mocującej.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Przed każdym użyciem należywszystkie śruby dokręcić dowymaganego momentuskręcającego.
Elementy mocujące i narzędzianależy chronić przed drganiami.
W miarę możliwości elementymocujące i narzędzia należyprzechowywać w stałejtemperaturze.
4.2. Możliwe rodzaje posuwu
Narzędzia jednoczęściowe mogą być łączonew zestawy lub kombinacje narzędziowe.Poszczególne narzędzia składowe takichzestawów lub kombinacji, które nie nadają siędo pracy z posuwem ręcznym, są w okolicachpiasty zabezpieczone bolcem przed użyciemjako pojedyncze narzędzie.
Przy posuwie ręcznym występujeniebezpieczeństwo skaleczenia,zmiażdżenia lub utraty życiawskutek odrzutu obrabianegoelementu.
Przy posuwie ręcznym należyfrezować przeciwbieżnie.
Poszczególnych narzędzizabezpieczonych bolcami nieużywać przy posuwie ręcznym.
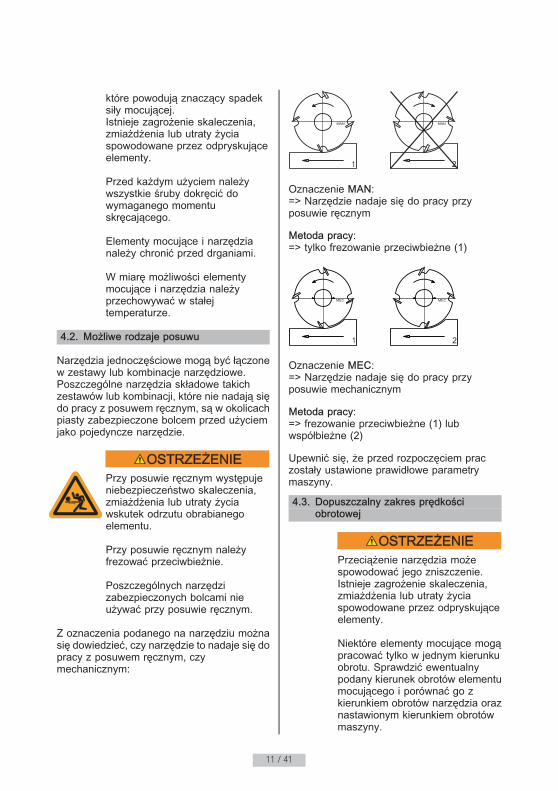
Z oznaczenia podanego na narzędziu możnasię dowiedzieć, czy narzędzie to nadaje się dopracy z posuwem ręcznym, czymechanicznym:
Oznaczenie MAN:=> Narzędzie nadaje się do pracy przyposuwie ręcznym
Metoda pracy:=> tylko frezowanie przeciwbieżne (1)
Oznaczenie MEC:=> Narzędzie nadaje się do pracy przyposuwie mechanicznym
Metoda pracy:=> frezowanie przeciwbieżne (1) lubwspółbieżne (2)
Upewnić się, że przed rozpoczęciem praczostały ustawione prawidłowe parametrymaszyny.
4.3. Dopuszczalny zakres prędkościobrotowej
Przeciążenie narzędzia możespowodować jego zniszczenie.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Niektóre elementy mocujące mogąpracować tylko w jednym kierunkuobrotu. Sprawdzić ewentualnypodany kierunek obrotów elementumocującego i porównać go zkierunkiem obrotów narzędzia oraznastawionym kierunkiem obrotówmaszyny.
11 / 41
W przypadku narzędzitrzpieniowych i wiertarskich, np. natulejach:Sprawdzić maksymalnądopuszczalną prędkość obrotowąelementu mocującego i porównaćją z dopuszczalną prędkościąużywanych narzędzi. Najmniejszawartość będzie zawszemaksymalną dopuszczalnąprędkością obrotową danejkombinacji elementów.Najmniejsza maksymalnaprędkość obrotowa wszystkichelementów mocujących i narzędzinie może być przekroczona.
W przypadku narzędziwiertarskich, np. na wałach domocowania CNC:Narzędzia wiertarskie na wałachCNC, np. z uchwytami HSK lubuchwytami ze stożkaminiesamohamownymi, nie mogą byćużywane bez sprawdzeniawytrzymałości.Dla każdej kombinacji roboczaprędkość obrotowa musi byćsprawdzona oddzielnie. Informacjęo tym, czy były robione obliczeniadla danej kombinacji, możnaznaleźć na rysunku klienta. Jeżelidla danej kombinacji nie marysunku klienta, należy jąsprawdzić pod względemwytrzymałości eksploatacyjnej.
Przy posuwie ręcznym, jeżeliprędkość obrotowa spadnie poniżejdopuszczalnego zakresu,występuje niebezpieczeństwoskaleczenia, zmiażdżenia lubutraty życia wskutek odrzutuobrabianego elementu.
Przy posuwie ręcznym nie obniżaćprędkości obrotowej poniżejdopuszczalnego zakresu.
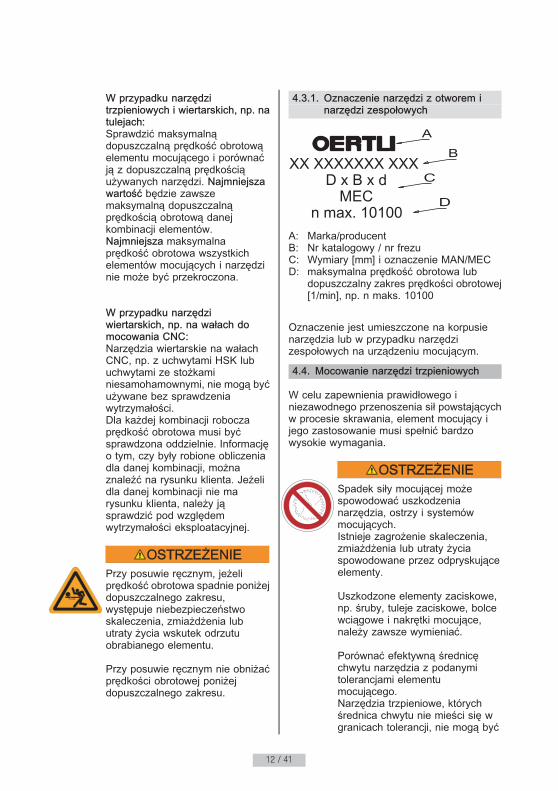
4.3.1. Oznaczenie narzędzi z otworem inarzędzi zespołowych
A: Marka/producentB: Nr katalogowy / nr frezuC: Wymiary [mm] i oznaczenie MAN/MECD: maksymalna prędkość obrotowa lub
dopuszczalny zakres prędkości obrotowej[1/min], np. n maks. 10100
Oznaczenie jest umieszczone na korpusienarzędzia lub w przypadku narzędzizespołowych na urządzeniu mocującym.
4.4. Mocowanie narzędzi trzpieniowych
W celu zapewnienia prawidłowego iniezawodnego przenoszenia sił powstającychw procesie skrawania, element mocujący ijego zastosowanie musi spełnić bardzowysokie wymagania.
Spadek siły mocującej możespowodować uszkodzenianarzędzia, ostrzy i systemówmocujących.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Uszkodzone elementy zaciskowe,np. śruby, tuleje zaciskowe, bolcewciągowe i nakrętki mocujące,należy zawsze wymieniać.
Porównać efektywną średnicęchwytu narzędzia z podanymitolerancjami elementumocującego.Narzędzia trzpieniowe, którychśrednica chwytu nie mieści się wgranicach tolerancji, nie mogą być
12 / 41
używane z danym elementemmocującym.
Narzędzie może ulec zniszczeniuwskutek przeciążenia lubniewyważenia.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
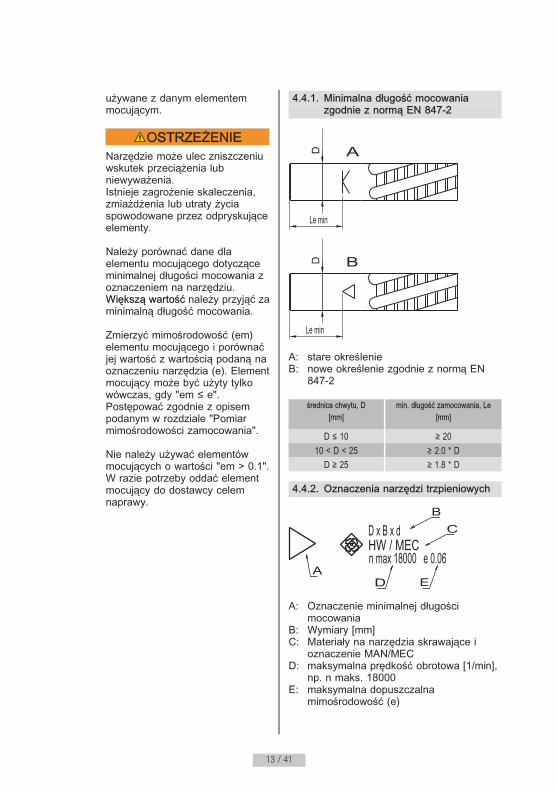
Należy porównać dane dlaelementu mocującego dotycząceminimalnej długości mocowania zoznaczeniem na narzędziu.Większą wartość należy przyjąć zaminimalną długość mocowania.
Zmierzyć mimośrodowość (em)elementu mocującego i porównaćjej wartość z wartością podaną naoznaczeniu narzędzia (e). Elementmocujący może być użyty tylkowówczas, gdy "em ≤ e".Postępować zgodnie z opisempodanym w rozdziale "Pomiarmimośrodowości zamocowania".
Nie należy używać elementówmocujących o wartości "em > 0.1".W razie potrzeby oddać elementmocujący do dostawcy celemnaprawy.
4.4.1. Minimalna długość mocowaniazgodnie z normą EN 847‑2
A: stare określenieB: nowe określenie zgodnie z normą EN
847-2
średnica chwytu, D
[mm]
min. długość zamocowania, Le
[mm]
D ≤ 10 ≥ 20
10 < D < 25 ≥ 2.0 * D
D ≥ 25 ≥ 1.8 * D
4.4.2. Oznaczenia narzędzi trzpieniowych
A: Oznaczenie minimalnej długościmocowania
B: Wymiary [mm]C: Materiały na narzędzia skrawające i
oznaczenie MAN/MECD: maksymalna prędkość obrotowa [1/min],
np. n maks. 18000E: maksymalna dopuszczalna
mimośrodowość (e)
13 / 41

Oznaczenie jest umieszczone na chwycienarzędzia.
4.4.3. Oznaczenie narzędzi z chwytemHSK
Uwaga: Poniższy rozdział dotyczy tylkonarzędzi, które zostały dostarczonepo grudzień 2016 r.
W przypadku narzędzi z chwytem HSK zpodwyższonymi i odbiegającymi od wartościpodanych w poniższej tabeli siłamimocującymi oznaczona jest dodatkowowymagana siła mocująca wrzecionaobrabiarki (A).
Jeżeli na wale mocującym HSK nie podanożadnych wartości, należy przyjąć następującewartości:
Siła mocująca (A) uchwytów HSK wkształcie E:
Wielkość znamionowa
(D)
40 50 63 80 100
Siła mocująca [kN] 6.8 11 18 28 45
Siła mocująca (A) uchwytów HSK -wkształcie F:
Wielkość znamionowa
(D)
50 63 80 85* 100
Siła mocująca [kN] 6.8 11 18 28 28
*Specjalny wał HSK z rozszerzonym płaskimstykiem (z 80 do 85 mm) np. do systemówPowerlock.
Inne siły mocujące wałów HSK w wersjachspecjalnych bez opisu na wale HSK przedużyciem wymagają wyjaśnienia z danymdostawcą narzędzi.
Siłę mocującą występującą we wrzecioniemożna ustalić za pomocą miernika siłymocującej.
Zbyt mała siła mocująca możedoprowadzić do awarii lubniestabilności na złączu HSK.Niebezpieczeństwo przecięcia,zgniecenia lub zagrożenie dla życiaspowodowane przez wylatująceczęści.
Oczyścić uchwyt HSK przedkażdym użyciem.
W razie potrzeby sprawdzić siłęmocującą, używając miernika siłymocującej.
4.4.4. Pomiar mimośrodowościzamocowania
Mimośrodowość mocowania możnasprawdzić za pomocą trzpienia kontrolnego.Musi on spełnić następujące warunki:
- Tolerancja średnicy trzpienia kontrolnego"h7" dla d ≥ 12 mm i "h8" dla d < 12 mm
- Dokładność trzpieniakontrolnego = 0,002 mm
- Chropowatość powierzchni maks.Ra = 0,4 µm
- Hartowany
Do pomiaru mimośrodowości mocowanianiezbędny jest czujnik zegarowy. Musi onspełnić następujące warunki:
- Rozdzielczość czujnikazegarowego = 0,001 mm
- Dokładność czujnikazegarowego = 0,006 mm
Średnica (d) trzpienia kontrolnego to średnicachwytu urządzenia mocującego.
14 / 41

Do obliczania zmierzonej mimośrodowości(em) stosuje się następujące równanie:
1: Wrzeciono napędowe / trzpień elementuuchwytowego
2: Element uchwytowy3: Miejsce kontroli4: Trzpień kontrolny
L1: ((L-Le)/2) + 10 [w mm]Lg: Długość trzpienia narzędziad: Średnica trzpienia kontrolnegoLe: Długość mocowania trzpienia kontrolnego
/ narzędziaL: Całkowita długość narzędziaT: Błąd współśrodkowości w miejscu kontroliβ: Błąd kątowy
Dane dotyczące Le znajdują się w rozdziale„Minimalna długość mocowania zgodnie znormą EN 847-2”.
Zmierzona mimośrodowość (em) musi byćmniejsza lub równa dopuszczalnejmimośrodowości (e).
Dopuszczalna mimośrodowość (e) jestpodana na narzędziu.
4.5. Dopuszczalna masa narzędzia iwymiary narzędzia dla urządzeńmocujących ze stożkiemniehamowalnym (SK)
Od października 2013 zgodnie z europejskąnormą bezpieczeństwa EN 847‑2 wszystkieurządzenia mocujące CNC muszą byćsprawdzane pod kątem ich naprężenianiszczącego. Z wyliczenia tego może wynikaćdla odpowiedniej kombinacji narzędzi(zestawu narzędzi) koniecznośćzredukowania roboczej prędkości obrotowej.
Pęknięcie narzędzia luburządzenia mocującego przeznadmierne obciążenie.Zagrożenie obrażeniami lubzagrożenie życia przez częściwyrzucone w powietrze podczaseksploatacji.
Przestrzegać wielkości zadanychdotyczących maksymalnej masy,długości niepodpartej i średnicynarzędzia odpowiedniegonarzędzia mocującego. Porównaćte wielkości zadane zmaksymalnymi wielkościamizadanymi używanej obrabiarki.W żadnym wypadku nieprzekraczać tych wielkościzadanych bez zgodyodpowiedniego dostawcy.
15 / 41
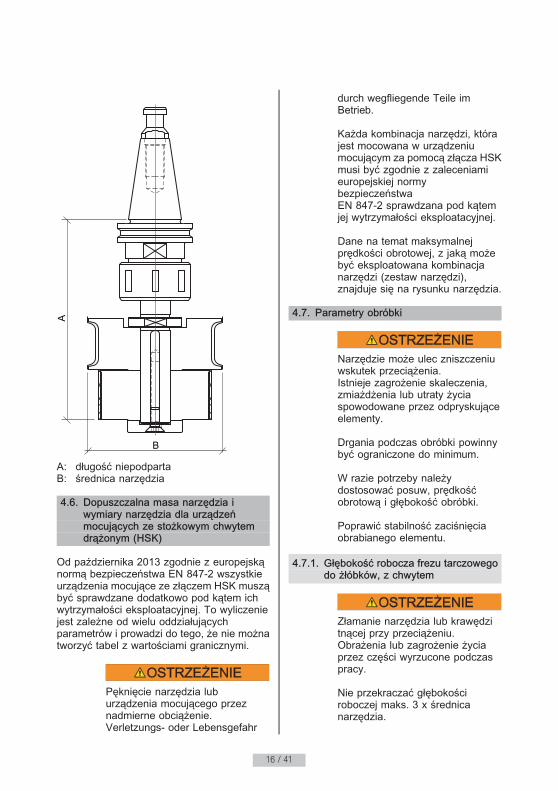
A: długość niepodpartaB: średnica narzędzia
4.6. Dopuszczalna masa narzędzia iwymiary narzędzia dla urządzeńmocujących ze stożkowym chwytemdrążonym (HSK)
Od października 2013 zgodnie z europejskąnormą bezpieczeństwa EN 847‑2 wszystkieurządzenia mocujące ze złączem HSK musząbyć sprawdzane dodatkowo pod kątem ichwytrzymałości eksploatacyjnej. To wyliczeniejest zależne od wielu oddziałującychparametrów i prowadzi do tego, że nie możnatworzyć tabel z wartościami granicznymi.
Pęknięcie narzędzia luburządzenia mocującego przeznadmierne obciążenie.Verletzungs- oder Lebensgefahr
durch wegfliegende Teile imBetrieb.
Każda kombinacja narzędzi, którajest mocowana w urządzeniumocującym za pomocą złącza HSKmusi być zgodnie z zaleceniamieuropejskiej normybezpieczeństwaEN 847‑2 sprawdzana pod kątemjej wytrzymałości eksploatacyjnej.
Dane na temat maksymalnejprędkości obrotowej, z jaką możebyć eksploatowana kombinacjanarzędzi (zestaw narzędzi),znajduje się na rysunku narzędzia.
4.7. Parametry obróbki
Narzędzie może ulec zniszczeniuwskutek przeciążenia.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Drgania podczas obróbki powinnybyć ograniczone do minimum.
W razie potrzeby należydostosować posuw, prędkośćobrotową i głębokość obróbki.
Poprawić stabilność zaciśnięciaobrabianego elementu.
4.7.1. Głębokość robocza frezu tarczowegodo żłóbków, z chwytem
Złamanie narzędzia lub krawędzitnącej przy przeciążeniu.Obrażenia lub zagrożenie życiaprzez części wyrzucone podczaspracy.
Nie przekraczać głębokościroboczej maks. 3 x średnicanarzędzia.
16 / 41
Przy głębokościach roboczychpowyżej 1 x średnica narzędziaposuw musi być zredukowanyproporcjonalnie do wybranejgłębokości roboczej.
4.7.2. Głębokość wiercenia głowicąfrezarską CASTOR‑Sprint
Złamanie narzędzia lub krawędzitnącej przy przeciążeniu.Obrażenia lub zagrożenie życiaprzez części wyrzucone podczaspracy.
Nigdy nie używać głowicyfrezarskiej CASTOR-Sprintjednoosiowo.
Głowicę frezarską CASTOR-Sprintzagłębiać zawsze w materiał zruchem w osi X i/lub Y.
4.7.3. Uchwyt wiertarski krótki
Pęknięcie narzędzia luburządzenia mocującego przeznadmierne obciążenie.Zagrożenie obrażeniami lubzagrożenie życia przez częściwyrzucone w powietrze podczaseksploatacji.
Uchwyty wiertarskie nadają siętylko do wiercenia i dlatego mogąbyć eksploatowane wyłączniejednoosiowo.
Nigdy nie używać uchwytuwiertarskiego do frezowania.
4.8. Przyczyny ewentualnego zniszczenianoży lub narzędzi
Następujące przyczyny mogą doprowadzić dozniszczenia noży:
- zarysowania lub zmiana geometriiskrawania wskutek niewłaściwegoostrzenia
- wsteczne ruchy obrabianego elementu- zakleszczenie narzędzia przez odpady
(przede wszystkim przy odcinaniu)- przegrzanie wskutek tarcia przy zbyt
małej prędkości posuwu, głębokościroboczej lub tępego ostrza
- za duża prędkość posuwu- za duża głębokość robocza- za słabe zamocowanie obrabianego
elementu- drgania maszyny
W wyniku zbyt dużego posuwupodczas obróbki może dojść douszkodzenia narzędzia.
Przed każdym użyciem narzędzianależy sprawdzić wszystkie daneobróbki i dostosować lubzmniejszyć je w razie potrzeby.
5. Serwisowanie/czyszczenie
Jakość elementów mocujących i narzędzioraz bezpieczeństwo pracy sązagwarantowane tylko wtedy, gdy elementy tesą przed użyciem czyszczone i sprawdzane.
Przy dokręcaniu połączeń śrubowych należydokładnie przestrzegać podanych przez nasmomentów dokręcających (używać kluczydynamometrycznych). Tylko w ten sposóbmożna uzyskać wymagane zamocowanie.
Niezamontowane noże odwracanelub wymienne mogą być przyczynązniszczenia narzędzia lub nożawskutek niewyważenia.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Nie wolno montować nożyodwracanych lub wymiennych wsposób niesymetryczny.
W jednym systemie mocującymużywać takich samych śrub ielementów mocujących.
17 / 41

Zardzewiałe połączenia śrubowemogą być przyczyną zniszczenianarzędzia lub noża.Istnieje zagrożenie skaleczenia,zmiażdżenia lub utraty życiaspowodowane przez odpryskująceelementy.
Uszkodzone lub zardzewiałe śrubyi elementy mocujące należyzawsze wymieniać. Oprócz tegonależy sprawdzić odpowiednieotwory gwintowane pod względemtolerancji kształtu orazwytrzymałości.
Przeciążenie tępych lubuszkodzonych noży skrawającychmoże być przyczyną zniszczenianarzędzia lub noży.Niebezpieczeństwo przecięcia,zgniecenia lub zagrożenie dla życiaspowodowane przez wylatująceczęści podczas eksploatacji.
Używać tylko oryginalnych częścizamiennych firmy OERTLIWerkzeuge AG.
W przypadku noży odwracanych iwymiennych:
- nie ostrzyć, tylko wodpowiednim czasiewymieniać
- postępować zgodnie zinstrukcją wymiany noży dladanego systemu skrawającego
W przypadku narzędzi złożonych inarzędzi jednoczęściowych, np. pił,frez DP lub HW, frez spiralnych zespieków twardych:
- ostrzyć lub wymieniać- postępować przy tym zgodnie z
odpowiednimi wskazówkamipodanymi w rozdziale"Serwisowanie"
Tępe lub uszkodzone noże należy naostrzyćlub wymienić, gdy:
- strefy ścierania krawędzi skrawającychzwiększyły się do wielkościpowyżej 0.2 mm (należy zwracaćszczególną uwagę na strefy głównegościerania)
- na ostrzu widać wyłamania- na drewnie widać wypalenia- powierzchnia obrabianego elementu nie
spełnia stawianych wymagań- pobór prądu przez maszynę wyraźnie
wzrósł (powyżej 10%)
5.1. Momenty dokręcenia
Niewystarczające zamocowanie,pęknięcie śrub lub uszkodzenie wwyniku przeciążenia.Niebezpieczeństwo obrażeń lubzagrożenie dla życiaspowodowane przez wylatująceczęści podczas eksploatacji.
Użyć bezodrzutowego kluczadynamometrycznego.
Nie montować narzędzi aniurządzeń mocujących, gdy są oneprzechłodzone lub podgrzane.
W przypadku koniecznościdokręcenia więcej niż dwóch śrubw jednym zespole mocującymnależy je dokręcać w kolejności odśrodka na zewnątrz z wymaganymmomentem dokręcenia.
18 / 41

5.2. Momenty dokręcenia dla elementówmocujących
5.2.1. Uchwyt zaciskowy siłowy TRIBOS
Wymiana narzędzia jest możliwa tylko zapomocą specjalnego przyrządu mocującego.
5.2.2. Uchwyt wiertarski krótki
Mechanizm do uchwytu wiertarskiegokrótkiego = 10 Nm
5.2.3. Uchwyt hydrauliczny
Mechanizm do uchwytu hydraulicznego = nauderzenie
5.2.4. Uchwyty zaciskowe tulejowe
Nakrętka mocująca M32 x 1.5(430 E / ER 25) = 100 Nm
Nakrętka mocująca M40 x 1.5(470 E / ER 32) = 120 Nm
Nakrętka mocująca M50 x 1.5(472 E / ER 40) = 150 Nm
Nakrętka mocująca M33 x 1.5(415 E / OZ 16) = 100 Nm
Nakrętka mocująca M48 x 2.0(462 E / OZ 25) = 145 Nm
19 / 41

5.2.5. Uchwyty zaciskowe
Śruby M12 do mocowania frezów = 35 NmŚruby M14 do mocowania frezów = 40 NmŚruby M16 do mocowania frezów = 45 Nm
5.2.6. Uchwyty termokurczliwe
Wymiana narzędzia jest możliwa tylko zapomocą urządzenia do mocowaniatermokurczliwego.
5.2.7. Uchwyty zaciskowe SINO
Nakrętka zaciskowa do SINO = 100 Nm
5.2.8. Frezy na tulejach
Śruby do mocowania frezów natulejach = 10 Nm
20 / 41
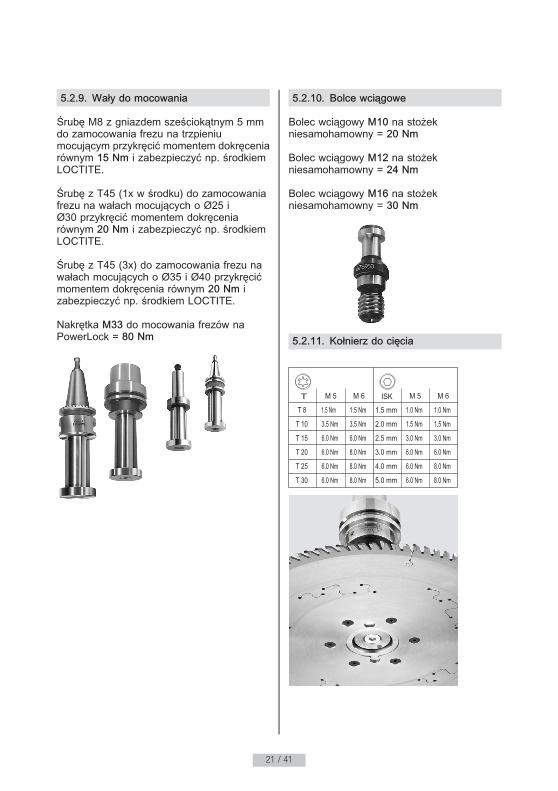
5.2.9. Wały do mocowania
Śrubę M8 z gniazdem sześciokątnym 5 mmdo zamocowania frezu na trzpieniumocującym przykręcić momentem dokręceniarównym 15 Nm i zabezpieczyć np. środkiemLOCTITE.
Śrubę z T45 (1x w środku) do zamocowaniafrezu na wałach mocujących o Ø25 iØ30 przykręcić momentem dokręceniarównym 20 Nm i zabezpieczyć np. środkiemLOCTITE.
Śrubę z T45 (3x) do zamocowania frezu nawałach mocujących o Ø35 i Ø40 przykręcićmomentem dokręcenia równym 20 Nm izabezpieczyć np. środkiem LOCTITE.
Nakrętka M33 do mocowania frezów naPowerLock = 80 Nm
5.2.10. Bolce wciągowe
Bolec wciągowy M10 na stożekniesamohamowny = 20 Nm
Bolec wciągowy M12 na stożekniesamohamowny = 24 Nm
Bolec wciągowy M16 na stożekniesamohamowny = 30 Nm
5.2.11. Kołnierz do cięcia
21 / 41
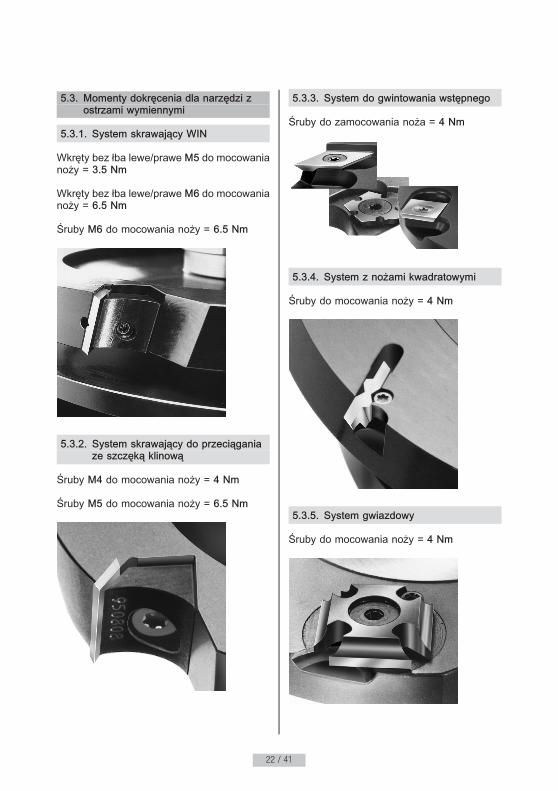
5.3. Momenty dokręcenia dla narzędzi zostrzami wymiennymi
5.3.1. System skrawający WIN
Wkręty bez łba lewe/prawe M5 do mocowanianoży = 3.5 Nm
Wkręty bez łba lewe/prawe M6 do mocowanianoży = 6.5 Nm
Śruby M6 do mocowania noży = 6.5 Nm
5.3.2. System skrawający do przeciąganiaze szczęką klinową
Śruby M4 do mocowania noży = 4 Nm
Śruby M5 do mocowania noży = 6.5 Nm
5.3.3. System do gwintowania wstępnego
Śruby do zamocowania noża = 4 Nm
5.3.4. System z nożami kwadratowymi
Śruby do mocowania noży = 4 Nm
5.3.5. System gwiazdowy
Śruby do mocowania noży = 4 Nm
22 / 41

5.3.6. System noży rowkowych
Śruby do mocowania noży = 8 Nm
5.3.7. System przeciągania ze szczękąprzechylną
Śruby do mocowania noży = 6 Nm
5.3.8. System noży profilowych bez płytekwsporczych
Śruba M6 z gniazdem sześciokątnym 3 mmdo zamocowania noża = 6 Nm.
Śrubę M6 z Torx 15 do zamocowanianoża = 6 Nm.
Śruby M8 do mocowania noży = 8 Nm
5.3.9. System noży profilowych z płytkamiwsporczymi
Śruby M6 do mocowania płytekwsporczych = 6 Nm
Śruby M8 do mocowania noży = 8 Nm
23 / 41

5.3.10. Mimośrodowy system noży
Mimośrody do mocowania noży = 4 Nm
5.3.11. System noży TOP‑FIT zmocowaniem mimośrodowym
Mimośrody do mocowania noży = 4 Nm
5.3.12. System noży CASTOR
Śruby do mocowania noży = 4 Nm
5.3.13. System noży PUR
Lewe/prawe wkręty bez łbaM6 do mocowanianoży = 6.5 Nm
24 / 41
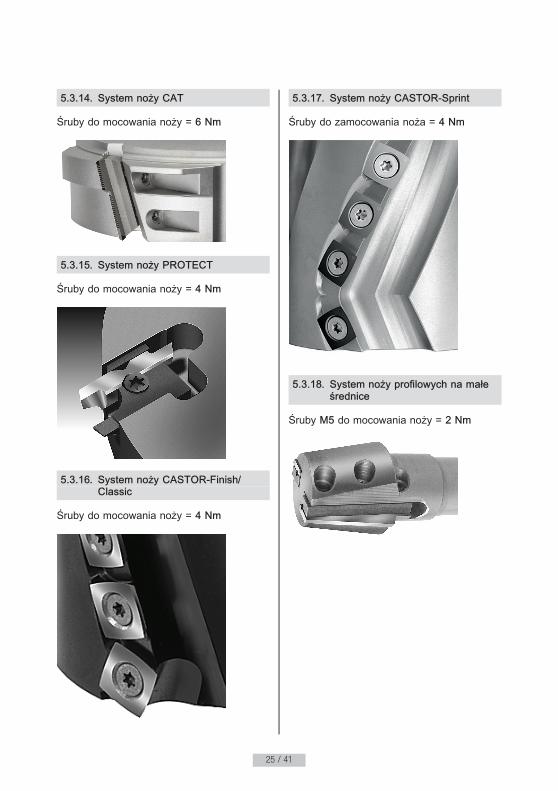
5.3.14. System noży CAT
Śruby do mocowania noży = 6 Nm
5.3.15. System noży PROTECT
Śruby do mocowania noży = 4 Nm
5.3.16. System noży CASTOR‑Finish/Classic
Śruby do mocowania noży = 4 Nm
5.3.17. System noży CASTOR‑Sprint
Śruby do zamocowania noża = 4 Nm
5.3.18. System noży profilowych na małeśrednice
Śruby M5 do mocowania noży = 2 Nm
25 / 41

5.3.19. System noży zaokrąglających
Śruby M6 do mocowania noży = 6 Nm
5.3.20. TOP‑FIT System noży rowkowych
Śruby M5 do mocowania noży = 6 Nm
5.3.21. Komorowy system tnący z klockiemdociskowym
Śruby M5 z Torx 20 do mocowanianoży = 6 Nm
Śruby M6 z Torx 20 do mocowanianoży = 6 Nm
Śruby M5 z Torx 10 lub Torx 15 dozamocowania noża = 4 Nm
Śruby M6 z Torx 25 lub Torx 30 dozamocowania noża = 10 Nm
5.3.22. System noży żłobnikowych
Śruby M5 do mocowania noży = 2 Nm
26 / 41

5.3.23. System noży przeciągających zmałą szczęką przechylną
Śruby M5 do mocowania noży = 4 Nm
5.3.24. Lamellofrez z nożami wymiennymi
Mimośrody do mocowania noży = 4 Nm
5.3.25. Głowice frezowe PROFI‑VIT
Śruby M6 do mocowania noży = 6 Nm
Śruby M8 do mocowania noży = 8 Nm
Śruby M6 do mocowania płytekwsporczych = 6 Nm
5.3.26. Frez do frezarekgórnowrzecionowych do frezowaniarowków ozdobnych
Nakrętka mocująca M24 x 1.0 do mocowanianoży = 40 Nm
Śruby do mocowania szczękidociskowej = 4 Nm
27 / 41
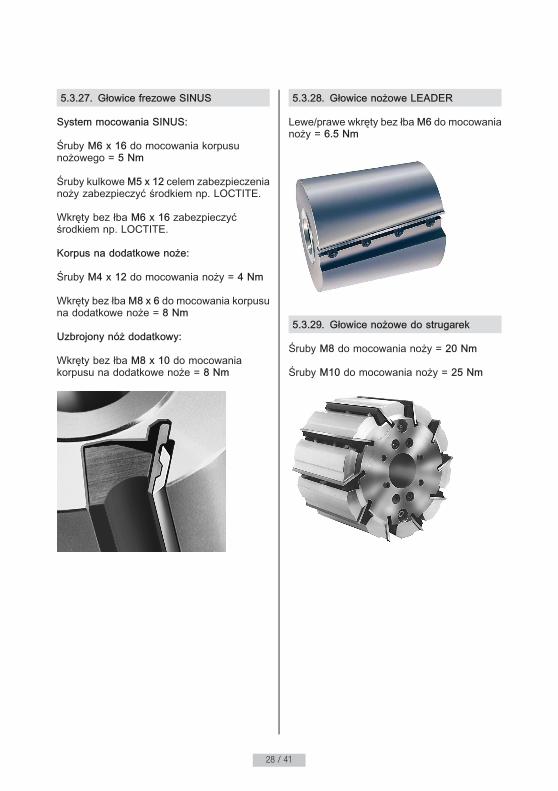
5.3.27. Głowice frezowe SINUS
System mocowania SINUS:
Śruby M6 x 16 do mocowania korpusunożowego = 5 Nm
Śruby kulkoweM5 x 12 celem zabezpieczenianoży zabezpieczyć środkiem np. LOCTITE.
Wkręty bez łba M6 x 16 zabezpieczyćśrodkiem np. LOCTITE.
Korpus na dodatkowe noże:
Śruby M4 x 12 do mocowania noży = 4 Nm
Wkręty bez łbaM8 x 6 do mocowania korpusuna dodatkowe noże = 8 Nm
Uzbrojony nóż dodatkowy:
Wkręty bez łba M8 x 10 do mocowaniakorpusu na dodatkowe noże = 8 Nm
5.3.28. Głowice nożowe LEADER
Lewe/prawe wkręty bez łbaM6 do mocowanianoży = 6.5 Nm
5.3.29. Głowice nożowe do strugarek
Śruby M8 do mocowania noży = 20 Nm
Śruby M10 do mocowania noży = 25 Nm
28 / 41
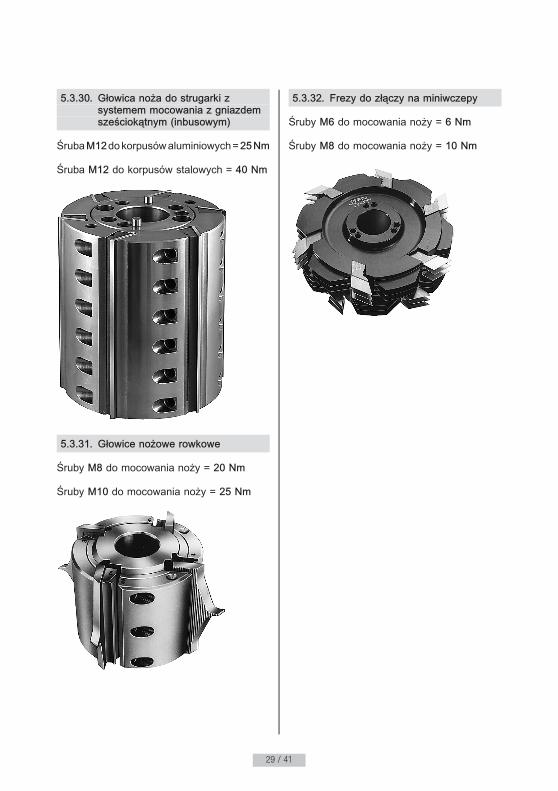
5.3.30. Głowica noża do strugarki zsystemem mocowania z gniazdemsześciokątnym (inbusowym)
ŚrubaM12dokorpusówaluminiowych=25Nm
Śruba M12 do korpusów stalowych = 40 Nm
5.3.31. Głowice nożowe rowkowe
Śruby M8 do mocowania noży = 20 Nm
Śruby M10 do mocowania noży = 25 Nm
5.3.32. Frezy do złączy na miniwczepy
Śruby M6 do mocowania noży = 6 Nm
Śruby M8 do mocowania noży = 10 Nm
29 / 41

5.3.33. Frezy trzpieniowe z ostrzamiobracanymi
tabeli 1: Śruby z Torx
tabeli 2: Śruby z gniazdem sześciokątnym
5.3.34. Głowice nożowe przechylne
Wkręty bez łbaM6 domocowania noży = 6.Nm
Śruby M5 do zaciskania elementuprzechylnego = 6 Nm
Nakrętki M6 lub M8 do zaciskania elementuprzechylnego = 15 Nm
Śruby M10 lub M12 do zaciskania elementuprzechylnego = 25 Nm
5.3.35. Wiertła
Wiertła do okuć z nożami do przeciągania:
Śruba M3 i M4 na ostrze środkowe, wiertłowstępne i przeciągacz = 2 Nm
Wiertła do okuć z ostrzami obracanymi:
Śruby M3.5 na wiertło wstępne i ostrzaobracane = 3 Nm
Śruba M6 na ostrze środkowe = 4 Nm
30 / 41
5.4. Serwisowanie
5.4.1. Ostrzenie krawędzi skrawających
Nieumiejętne ostrzenie narzędzia możedoprowadzić do wyłamania krawędziskrawających, a nawet do zniszczenianarzędzia! Dlatego też zaleca się generalnie,aby wszelkie prace związane z ostrzeniemnarzędzi zlecać firmie OERTLI WerkzeugeAG lub upoważnionym przez nią firmomzajmującym się ostrzeniem narzędzi.
5.4.2. Instrukcja ostrzenia
Ostrzenie narzędzi może być wykonywanewyłącznie przez personel posiadającyodpowiednie kwalifikacje. Po ostrzeniu,narzędzia muszą spełniać wymaganiawszystkich obowiązujących przepisów i norm.
Dotyczy to w szczególności:
- występu krawędzi tnącej- grubości noży po ostrzeniu- wielkości przerw na wióra- niewyważenia szczątkowego- oznaczeń umieszczonych na narzędziu
Dlatego też prosimy spytać dostawcęnarzędzi o firmę z Państwa regionu, którazajmuje się ich ostrzeniem.
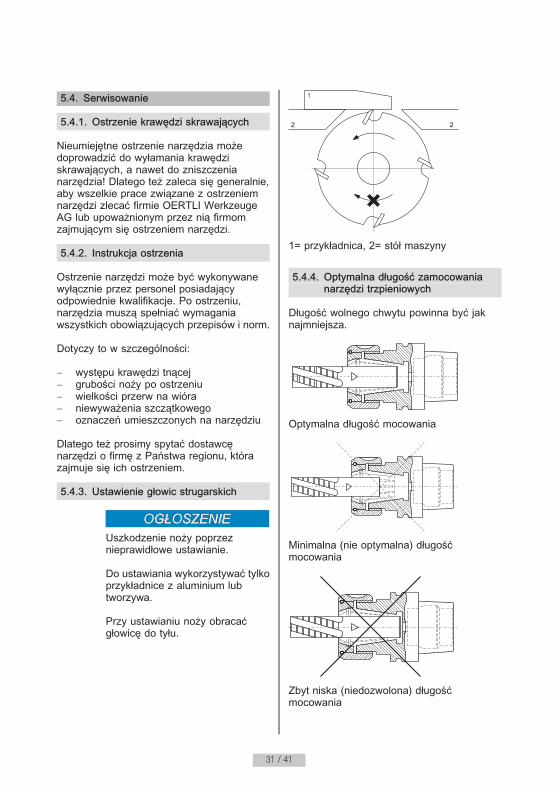
5.4.3. Ustawienie głowic strugarskich
Uszkodzenie noży poprzeznieprawidłowe ustawianie.
Do ustawiania wykorzystywać tylkoprzykładnice z aluminium lubtworzywa.
Przy ustawianiu noży obracaćgłowicę do tyłu.
1= przykładnica, 2= stół maszyny
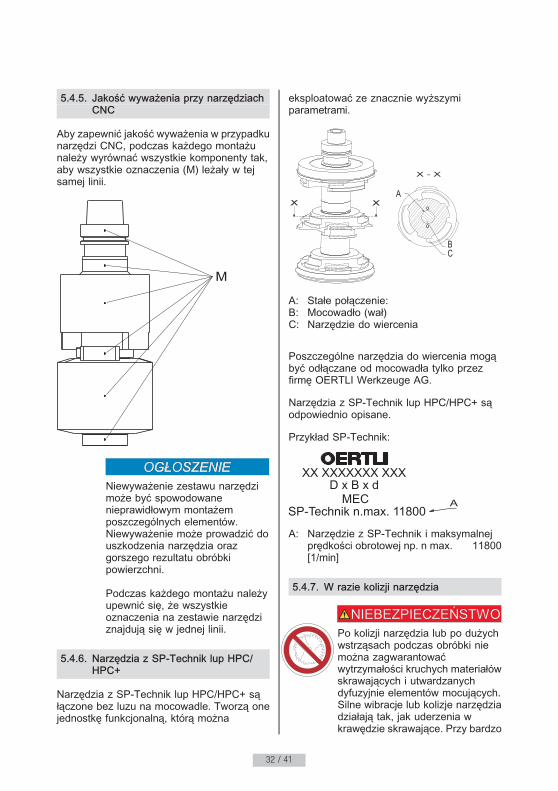
5.4.4. Optymalna długość zamocowanianarzędzi trzpieniowych
Długość wolnego chwytu powinna być jaknajmniejsza.
Optymalna długość mocowania
Minimalna (nie optymalna) długośćmocowania
Zbyt niska (niedozwolona) długośćmocowania
31 / 41
5.4.5. Jakość wyważenia przy narzędziachCNC
Aby zapewnić jakość wyważenia w przypadkunarzędzi CNC, podczas każdego montażunależy wyrównać wszystkie komponenty tak,aby wszystkie oznaczenia (M) leżały w tejsamej linii.
Niewyważenie zestawu narzędzimoże być spowodowanenieprawidłowym montażemposzczególnych elementów.Niewyważenie może prowadzić douszkodzenia narzędzia orazgorszego rezultatu obróbkipowierzchni.
Podczas każdego montażu należyupewnić się, że wszystkieoznaczenia na zestawie narzędziznajdują się w jednej linii.
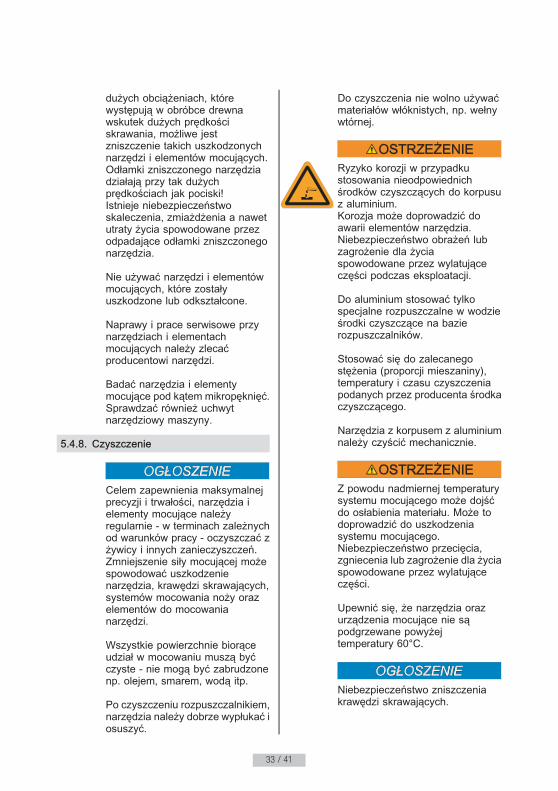
5.4.6. Narzędzia z SP‑Technik lup HPC/HPC+
Narzędzia z SP-Technik lup HPC/HPC+ sąłączone bez luzu na mocowadle. Tworzą onejednostkę funkcjonalną, którą można
eksploatować ze znacznie wyższymiparametrami.
A: Stałe połączenie:B: Mocowadło (wał)C: Narzędzie do wiercenia
Poszczególne narzędzia do wiercenia mogąbyć odłączane od mocowadła tylko przezfirmę OERTLI Werkzeuge AG.
Narzędzia z SP-Technik lup HPC/HPC+ sąodpowiednio opisane.
Przykład SP-Technik:
A: Narzędzie z SP-Technik i maksymalnejprędkości obrotowej np. n max. 11800[1/min]
5.4.7. W razie kolizji narzędzia
Po kolizji narzędzia lub po dużychwstrząsach podczas obróbki niemożna zagwarantowaćwytrzymałości kruchych materiałówskrawających i utwardzanychdyfuzyjnie elementów mocujących.Silne wibracje lub kolizje narzędziadziałają tak, jak uderzenia wkrawędzie skrawające. Przy bardzo
32 / 41
dużych obciążeniach, którewystępują w obróbce drewnawskutek dużych prędkościskrawania, możliwe jestzniszczenie takich uszkodzonychnarzędzi i elementów mocujących.Odłamki zniszczonego narzędziadziałają przy tak dużychprędkościach jak pociski!Istnieje niebezpieczeństwoskaleczenia, zmiażdżenia a nawetutraty życia spowodowane przezodpadające odłamki zniszczonegonarzędzia.
Nie używać narzędzi i elementówmocujących, które zostałyuszkodzone lub odkształcone.
Naprawy i prace serwisowe przynarzędziach i elementachmocujących należy zlecaćproducentowi narzędzi.
Badać narzędzia i elementymocujące pod kątem mikropęknięć.Sprawdzać również uchwytnarzędziowy maszyny.
5.4.8. Czyszczenie
Celem zapewnienia maksymalnejprecyzji i trwałości, narzędzia ielementy mocujące należyregularnie - w terminach zależnychod warunków pracy - oczyszczać zżywicy i innych zanieczyszczeń.Zmniejszenie siły mocującej możespowodować uszkodzenienarzędzia, krawędzi skrawających,systemów mocowania noży orazelementów do mocowanianarzędzi.
Wszystkie powierzchnie biorąceudział w mocowaniu muszą byćczyste - nie mogą być zabrudzonenp. olejem, smarem, wodą itp.
Po czyszczeniu rozpuszczalnikiem,narzędzia należy dobrze wypłukać iosuszyć.
Do czyszczenia nie wolno używaćmateriałów włóknistych, np. wełnywtórnej.
Ryzyko korozji w przypadkustosowania nieodpowiednichśrodków czyszczących do korpusuz aluminium.Korozja może doprowadzić doawarii elementów narzędzia.Niebezpieczeństwo obrażeń lubzagrożenie dla życiaspowodowane przez wylatująceczęści podczas eksploatacji.
Do aluminium stosować tylkospecjalne rozpuszczalne w wodzieśrodki czyszczące na bazierozpuszczalników.
Stosować się do zalecanegostężenia (proporcji mieszaniny),temperatury i czasu czyszczeniapodanych przez producenta środkaczyszczącego.
Narzędzia z korpusem z aluminiumnależy czyścić mechanicznie.
Z powodu nadmiernej temperaturysystemu mocującego może dojśćdo osłabienia materiału. Może todoprowadzić do uszkodzeniasystemu mocującego.Niebezpieczeństwo przecięcia,zgniecenia lub zagrożenie dla życiaspowodowane przez wylatująceczęści.
Upewnić się, że narzędzia orazurządzenia mocujące nie sąpodgrzewane powyżejtemperatury 60°C.
Niebezpieczeństwo zniszczeniakrawędzi skrawających.
33 / 41

Nie czyścić mechanicznie nożydiamentowych.
5.4.9. Czyszczenie stożka uchwytowego
W przypadku mocowadeł, które posiadająstożek, konieczne są specjalne praceczyszczące.
Proszę codziennie sprawdzać złączenarzędziowe pod kątem zanieczyszczeń iuszkodzeń. Stożek mocowadła możnaczyścić pomocniczym środkiemczyszczącym.
A: Stożek HSK z zanieczyszczeniami (np.wiórami, kurzem lub rdzą)
B: Pomocniczy środek czyszczący
Instrukcja czyszczenia:
1. Nasunąć pomocniczy środek czyszczący(B) na stożek.
2. Lekko uciskając obrócić pomocniczyśrodek czyszczący na stożku.
3. Zdjąć pomocniczy środek czyszczący.
4. Sprawdzić, czy zanieczyszczenie zostałousunięte.
5. W razie potrzeby powtórzyć czyszczenie.
Niebezpieczeństwo spowodowaneniestabilnym działaniem narzędziaz powodu zanieczyszczenia.Niebezpieczeństwo obrażeń lubutraty życia z powoduodpadających części w trakcieeksploatacji.
Należy regularnie czyścićpowierzchnie nasadowe na stożkunarzędziowym.
Należy regularnie kontrolować iczyścić wewnętrzny stożek nawrzecionie zgodnie z zaleceniamiproducenta wrzeciona lubmaszyny.
Należy niezwłocznie wymienićmocowadło, gdy wystąpią usterkitakie jak garby, wgniecenia lubzarysowania.
5.4.10. Mierzenie
Niebezpieczeństwo zniszczeniakrawędzi skrawających.
Noże diamentowe mierzyć tylkooptycznie.
6. Konserwacja/Przechowywanie/Utylizacja
6.1. Konserwacja/Przechowywanie
Jeżeli narzędzia lub elementy mocujące niebędą potrzebne przez dłuższy czas(> 6 miesięcy), to przed zmagazynowaniemnależy je zakonserwować w następującysposób:
- Z wyjątkiem skręconych na stałehydraulicznych elementów mocujących,zestawy/kombinacje narzędziowe należynajpierw zdemontować na pojedynczenarzędzia.
- Pojedyncze narzędzia i elementymocujące, np. tuleje, chwyty, uchwyty,oprawy, należy dobrze wyczyścić,postępując zgodnie z rozdziałem"Czyszczenie" w odpowiedniej instrukcjiobsługi.
- Przy narzędziach z nożami wymiennymilub obracanymi dodatkowo zdemontowaći wyczyścić wszystkie układy mocującenoże, postępując zgodnie z rozdziałem"Czyszczenie" w odpowiedniej instrukcjiobsługi.
- Powierzchnie styku i mocowania muszą
34 / 41
być czyste - nie mogą zawierać brudu,oleju, smaru ani wody.
- Przy narzędziach z nożami wymiennymilub obracanymi, noże te można następniezamontować ponownie, postępujączgodnie z rozdziałem "Serwisowanie" wodpowiedniej instrukcji obsługi.
- Suche, pojedyncze narzędzia i elementymocujące nasmarować dostępnym whandlu olejem konserwacyjnym.
- Pojedyncze narzędzia i elementymocujące można następnie - w raziepotrzeby - ponownie zmontować.
- Zakonserwowane narzędzia i elementymocujące przechowywać wpomieszczeniu, w którym nie występujązbytnie wahania temperatury (20 °C +/-10 °C).
Składowanieniezakonserwowanych narzędzi ielementów mocujących możespowodować ich korozję.
Nieużywane/składowanenarzędzia i elementy mocującenależy zawsze konserwować.
Nie wolno używać narzędzi ielementów mocujących zzardzewiałymi połączeniamiśrubowymi. Zardzewiałe śrubynależy wymienić. Otworygwintowane należy sprawdzić podkątem tolerancji kształtu iwytrzymałości.
6.2. Utylizacja
Narzędzia oraz urządzenia mocujące należyutylizować zgodnie ze wszystkimi właściwymilokalnymi i krajowymi przepisami ochronyśrodowiska.
Podczas usuwania środka czyszczącegonależy stosować się do odpowiednichwskazówek producenta środkaczyszczącego.
7. Akcesoria
Miernik siły mocującej do HSK-E 63:- nr kat.: TB100077
Miernik siły mocującej do HSK-F 63:- nr kat.: TB100078
Zestaw kluczy dynamometrycznych:- nr kat.: TB100050
Przyrząd nastawczy:- nr kat.: TA851290
Środek czyszczący do stożków do narzędziHSK-E 63:- nr kat.: TB630001
Środek czyszczący do stożków do narzędziHSK-F 63:- nr kat.: TB630003
8. Kontakty/Adresy
SwitzerlandOERTLI Werkzeuge AGHofstrasse 1CH-8181 Höri bei BülachPhone: +41 44 863 75 11Fax: +41 44 863 75 12E-Mail: [email protected]: www.oertli.ch
BeneluxOERTLI Gereedschappenfabriek B.V.Elftweg 4NL-4940 AB RaamsdonksveerPhone: +31 162 51 48 80Fax: +31 162 51 77 87E-Mail: [email protected]: www.oertli.nl
AustriaOERTLI Werkzeuge GmbHIndustriepark RunaAT-6800 FeldkirchPhone: +43 5522 75787 0Fax: +43 5522 75787 3E-Mail: [email protected]: www.oertli.at
35 / 41
GermanyOERTLI Werkzeug- und Maschinenhandels-GmbHSchillerstrasse 119DE-73486 AdelmannsfeldenPhone: +49 7963 841 900Fax: +49 7963 841 909E-Mail: [email protected]: www.oertli-werkzeuge.de
EstoniaKaur Trade OÜRehepapi tee 23EE-61709 Soinaste külaPhone: +372 7 307 250Fax: +372 7 367 241E-Mail: [email protected]: www.kaurtrade.ee
ChinaAKE Precicion Tooling (TaiCang) Co., Ltd.1st Floor, Building 2,Hongliang Industry Park1st Outer Ring RoadCN-215400 TaiCang, JiangSu ProvincePhone: +86 512 53 18 51 51Fax: +86 512 53 18 50 50E-Mail: [email protected]
ItalyOERTLI Italia S.r.l.Via Caporalino 21/aIT-25060-Cellatica-BresciaPhone: +39 30 277 2801Fax: +39 30 277 1192E-Mail: [email protected]: www.oertli.it
SwedenKvarnstrands Verktyg ABStorgatan 11SE-57450 EkenässjönPhone: +46 38 33 47 00Fax: +46 383 383 30027E-Mail: [email protected]: www.kvarnstrands.com
HungaryOERTLI Magyarország Kft.Marton Lajos u.2.HU-8790 ZalaszentgrótPhone: +36 83 560 005Fax: +36 83 560 006E-Mail: [email protected]: www.oertli.hu
RussiaAKE RUSPolustrovsky pr. 28 G28-Zh, office 18RU-195197 St. PetersburgPhone: +7 812 347 84 90Fax: +7 812 347 84 94E-Mail: [email protected]
United Kingdom and IrelandOERTLI Tooling UK Ltd.7 Warren Park Way EnderbyLeicesterUK-LE19 4SAPhone: +44 116 286 34 09Fax: +44 116 286 75 45E-Mail: [email protected]: www.oertli.co.uk
FranceOERTLI FranceRésidence Jean Le Bon13 avenue Albert CamusFR-21000 DijonPhone: +33 3 8055 1662Fax: +33 3 8055 1691E-Mail: [email protected]: www.oertli-outils.fr
PolandAKE Polska Sp. z o.o.ul. Witosa 7PL-98-400 WieruszówPhone: +48 62 7832 200Fax: +48 62 7832 201E-Mail: [email protected]: www.ake.pl
RomaniaSORIN MIHAI s.r.l.Str. De Mijloc 183RO-500064 BrasovPhone: +40 268 472 159Fax: +40 268 472 193E-Mail: [email protected]
36 / 41
SloveniaKTP d.o.o.Kolodvorska cesta 28aSI-6230 PostojnaPhone: +386 590 72140Fax: +386 590 72149E-Mail: [email protected]
Latvia and LithuaniaB.R.A.N.G.S. Ltd.Brivibas 22LV-5001 OgrePhone: +371 293 734 13Fax: +371 650 227 31E-Mail: [email protected]
AustraliaFenestration Solutions Australia Pty Ltd1/11 Ashley Park DveChelsea HeightsVIC Australia, 3196Phone: +61 3 9773 3966Fax: +61 3 9773 3988E-Mail: [email protected]: www.fsa-aus.com.au
Czech RepublicOERTLI Partner Czech RepublicSluneční 2417CZ-75661 Rožnov pod RadhoštěmPhone: +420 608 750 788E-Mail: [email protected]
USAKYOCERA UNIMERCO Tooling Inc.6620 State RoadSaline, MI 48176Phone: +1 734 944 4433Fax: +1 734 429 5177E-Mail: [email protected]: www.kyocera-unimerco.us
SpainPreziss DiamantPoligono Industrial, Les Pedreres Nave A-1ES-08390 MontgatPhone: 0034/93 469 03 51Fax: 0034/93 469 22 79E-Mail: [email protected]: www.preziss.com
9. Słownik terminów
9.1. Terminy fachowe
DeflektorWystający element zabezpieczający, któryogranicza grubość wiórów.
Frez z otworem (również narzędzie zotworem)Są to narzędzia, które mają na środku otwórdo mocowania narzędzia w urządzeniumocującym.
Szczęki dociskoweElement mocujący, który dociska ostrze donarzędzia.
Mimośrodowość mocowaniaPromieniowe niedokładność spowodowanaprzez mocowanie narzędzia.
Narzędzia jednoczęścioweNarzędzia lite, które są wykonane w całości zjednego materiału.
Średnica okręgu skrawaniaZakres średnic krawędzi skrawającej ijednocześnie największa średnicazewnętrzna frezu.
Ruch przeciwbieżnyPodczas frezowania przeciwbieżnego ruchskrawający narzędzia jest odwrotny dowzględnego ruchu posuwu obrabianegoprzedmiotu. Ostrze narzędzia dociska iskrawa obrabiany przedmiot.
Ruch współbieżnyOdpowiedni tylko do posuwu mechanicznego.Podczas frezowania współbieżnego ruchtnący narzędzia jest identyczny zewzględnym ruchem posuwu obrabianegoprzedmiotu. Ostrze narzędzia wcina się wobrabiany przedmiot.
HelicoilHelicoli (nazwa marki) to druciany wkład dogwintu wewnętrznego.
Osadzenie nożaObszar w korpusie nośnym, który mocujeostrza za pomocą elementów mocujących.
37 / 41

Średnia grubość wióraŚrednia grubość wióra to przeciętna grubośćwióra.
Ostrzenie dodatkowePonowne ostrzenie krawędzi używanegostępionego ostrza.
Niewyważenie resztkoweDopuszczalny zakres, który narzędziewykazuje jeszcze po wyważeniu.
Odrzut (również odrzut przedmiotuobrabianego)Niekontrolowany wyrzut przedmiotuobrabianego lub części przedmiotuobrabianego przeciwnie do kierunku posuwu.
Frez chwytowyNarzędzia jednoczęściowe lub złożone, wktórych ostrza znajdują się bezpośrednio zachwytem (obszar mocowania).
Pęknięcia szlifierskiePęknięcia szlifierskie to małe mikropęknięcia,które mogą wystąpić podczas szlifowaniaostrzy.
Występ ostrzyPromieniowa odległość pomiędzy krawędziąskrawającą a obwodem korpusu frezu.
Wymiana ostrzyWymiana stępionego ostrza na nowe bezcałkowitego demontażu narzędzia
Prędkość skrawaniaJest to prędkość, z którą ostrze narzędziaprzechodzi przez materiał obrabiany wkierunku cięcia. Prędkość skrawania jestpodawana w metrach na sekundę.
SP-Technik lup HPC/HPC+Narzędzia z SP-Technik lup HPC/HPC+ sąłączone bez luzu na mocowadle. Tworzą onejednostkę funkcjonalną, którą możnaeksploatować ze znacznie wyższymiparametrami.
Łamacz wiórówJest to element mocujący, który jest używanymiędzy szczękami dociskowymi a ostrzem.Łamacz wiórów zapewnia optymalnepęknięcie wiórów podczas obróbki.
Szerokość otworu na wióryOdległość (styczna) od krawędzi skrawającejdo deflektora lub obwód korpusu nośnego.
Śruba mocującaZa pomocą śruby mocującej (elementumontażowego) uzyskuje się przyłożenie siłytrzymającej wymagane do przytrzymaniaostrza przez szczęki dociskowe.
ŻywotnośćŻywotność to czas, w którym możnakorzystać z narzędzia bez przerwy aż dowystąpienia znaczących oznak zużycia ikonieczności wymiany.
Korpus nośnyKorpus podstawowy, do którego sązamocowane ostrza.
Przyrządy złożoneZamocowane narzędzia, składające się zkorpusu nośnego i zamocowanych na stałe(nie zdejmowanych) ostrzy.
KrajakElement skrawający, który tnie po obwodzieoraz przy ostrzy czołowym. Wystaje wkierunku promieniowym i ewentualnie takżeosiowym ponad ostrze główne.
Prędkość posuwuPrędkość w metrach na minuta, z którąnarzędzie obrabia drewno.
Ostrza wymienneOstrza demontowane i wymieniane na nowepo osiągnięciu końca swojej żywotności.
Ostrza odwracaneOstrza, które można odwracać i stosowaćwielokrotnie.
Jakość narzędziaStopień jakości narzędzia
Zestaw narzędziPołączenie kilku pojedynczych narzędzi, któresą wspólnie zamontowane na jednymchwycie lub jednej tulei.
Posuw zębaDroga w kierunku posuwu pomiędzy dwiema
38 / 41
następującymi po sobie powierzchniamicięcia.
Narzędzia złożoneNarzędzie, które składa się z korpusunośnego, ostrzy i elementów mocujących,tworzących razem jedną całość.
9.2. Struktura numeru katalogowego
Numer katalogowy firmy OERTLI manastępującą strukturę:
9.2.1. A ‑ prefiks
Prefiks składa się zawsze z dwóch znaków,które mają następujące znaczenie:
TA = części standardoweTB = części standardoweTE = zestaw narzędzi (narzędzia specjalne)TO = narzędzia pojedyncze (narzędziaspecjalne)TV = różne części specjalne
KC = ostrze profilowaneKP = ostrze profilowaneKX = ostrze profilowaneKW = ostrze WINKG = ostrze prosteKN = ostrze rowkoweKF = ostrze formatoweKR = ostrze nóż żłobiący
Przykład:TA469720 = części standardowe
9.2.2. B ‑ część numeru
6- lub 10-częściowy numer między prefiksem isufiksem określa dokładny artykuł.
9.2.3. C ‑ sufiks
Sufiks może zawierać następująceinformacje:
Jakość ostrzy:
H8 = standardowy stop twardyH6 = stop twardy o dużej twardościC01 = powłoka typu 1C02 = powłoka typu 2HS = stal szybkotnąca wysokostopowaHW = stop twardyDP = diament
Wyjątek stanowi tylko stop twardy H8,ponieważ w firmie OERTLI jest używanastandardowo. Numery katalogowe stoputwardego H8 nie mają sufiksu.
Przykłady:KP171300 = H8 (stop twardy)KP171300H6C02 = H6 z powłoką
Wyprofilowane części mocujące:
W systemach mocowania z wyprofilowanymiczęściami mocującymi poszczególne częścimocujące otrzymują własną nazwę.Umożliwia to lepszą identyfikacjęposzczególnych części mocujących.
Rodzaj nazwy:APL = deflektorPI/PA = ProtectSPL = płyta nośnaDRB = wyprofilowane szczęki dociskowe
39 / 41

Przykład:
KP171300 = OstrzeKP171300SPL = Płyta nośnaKP171300DRB = Wyprofil. szczęki dociskoweKP171300APL = Deflektor
Skróconej części standardowe:
Części standardowe, które zostałyindywidualnie przycięte, mają następującysufiks:
L + przycięta długość w milimetrach
Przykład:TA469720L195 (skrócenie do 195 mm)
9.3. Numer rysunku
Numer rysunku firmy OERTLI ma następującąstrukturę przedstawioną na poniższymprzykładzie:
A: Rodzaj rysunku (prefiks)B: Numer projektuC: Numer bieżącyD: Numeracja wersjiE: Indeks aktualizacji (w porządku
alfabetycznym)
9.4. Symbole
Zakaz używania uszkodzonychnarzędzi Sérült szerszámokhasználata tilos
Ostrzeżenie przed obracającym sięnarzędziem
Ostrzeżenie przed przecięciem
Ostrzeżenie przed odrzutem
Ostrzeżenie przed substancjamiżrącymi
Przeczytać instrukcję obsługi
Nosić rękawice ochronne
Nosić okulary ochronne
Nosić środki ochrony słuchu
Nosić obuwie ochronne
40 / 41
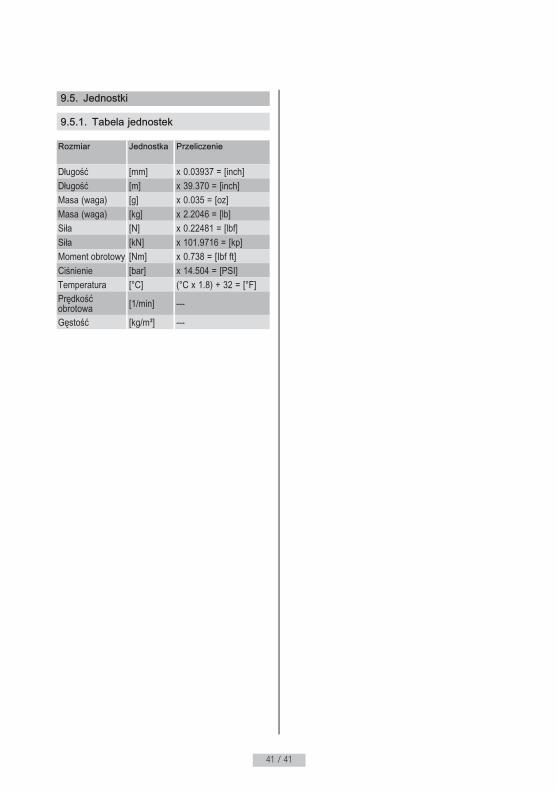
9.5. Jednostki
9.5.1. Tabela jednostek
Rozmiar Jednostka Przeliczenie
Długość [mm] x 0.03937 = [inch]
Długość [m] x 39.370 = [inch]
Masa (waga) [g] x 0.035 = [oz]
Masa (waga) [kg] x 2.2046 = [lb]
Siła [N] x 0.22481 = [lbf]
Siła [kN] x 101.9716 = [kp]
Moment obrotowy [Nm] x 0.738 = [Ibf ft]
Ciśnienie [bar] x 14.504 = [PSI]
Temperatura [°C] (°C x 1.8) + 32 = [°F]
Prędkośćobrotowa
[1/min] ---
Gęstość [kg/m³] ---
41 / 41