Czujniki Boscha w pojazdach Układ MSC do motocykli Samochody ...

Technologia syntezy amoniaku
Od Habera i Boscha do nowoczesnych procesów niskociśnieniowych
Plan
� Historia syntezy amoniaku� równowaga w układzie H2-N2-NH3
� doświadczalna instalacja Habera� pierwsze instalacje techniczne
� Współczesny proces syntezy NH3
� schemat typowej instalacji� parametry procesu� typy reaktorów
� Tendencje w rozwoju technologii
Początki syntezy NH3
Główne źródła zwi ązanego azotu do ko ńca XIX wieku:
� saletra chilijska
� guano (na przybrzeżnych wyspach Chincha - Peru)
� siarczan amonu uzyskiwany jako produkt uboczny w procesie
koksowania węgla
1878 rok - William Crookes - wizja głodu w wyniku wyczerpania
się złóż saletry chilijskiej

Sposoby wiązania azotu
� wiązanie azotu z tlenem z powietrza w wysokiej temperaturze łuku elektrycznego (prof. Ignacy Mościcki)
� wiązanie azotu przez węglik wapnia (karbid)CaC2 + N2 = CaCN2 + C
azotniak(cyjanoamidek wapniowy)
� wiązanie azotu z wodorem – synteza amoniaku
Badania nad równowagą w układzie H2-N2-NH3
r. 1795: C.L. Berthollet ustalił budowę cząsteczki amoniaku
r. 1905: F. Haber, G. Van Oordt (Z. Znorg. Chemie 44 (1905) 341)
układ przepływowyp = 1 bar
T = 1020oC ⇒ xNH3 = 0,012%
r. 1907: W. Nerst (Z. Elektrochem. 13 (1907) 521)
układ zamkniętyp = 30-75 bar
T = 700-1000oC ⇒ T = 620oC xNH3 = 0,012% ( p = 1bar)
Badania nad równowagą w układzie H2-N2-NH3 c.d.
r. 1907: F. Haber, R. Le Rossignol (Ber.Bunsengas.Phys. Chem, 40(1907) 2144)
p = 1 barT = 1000oC ⇒ xNH3 = 0,0048%
r. 1908: F. Haber, R. Le Rossignol (Z. Elektrochem. 14 (1908) 181)
p = 30 bar potwierdzenie wcześniejszych rezultatów
Wartości ekstrapolowane: p = 200 barT = 700oC ⇒ xNH3 = 8%
Prace nad wdrożeniem technologii
� Prace Fritza Habera� 2 lipca 1909 rok – prezentacja pierwszej instalacji
laboratoryjnej do syntezy amoniaku
� reaktor zawierał 98 g osmu i pracował pod ciśnieniem 175 barów (17,5 MPa)
� instalacja wytwarzała 80g NH3/h

Schemat syntezy Habera

Prace nad wdrożeniem technologii
WARUNKI WDROŻENIA � Opracowanie efektywnego katalizatora
� Skonstruowanie wysokociśnieniowego reaktora przemysłowego (200 barów)
� Otrzymanie czystego gazu syntezowego
Prace nad wdrożeniem technologii
� r. 1910:- pierwsze próby reaktora (p=100bar, T=600oC) i pierwsze niepowodzenia – zniszczenie reaktora na skutek odwęglania stali i korozji wodorowej !
� r. 1911:- rozwiązanie problemu, zastosowanie podwójnego płaszcza reaktora – Carl Bosch
� r.1913:- w Oppau (Niemcy) uruchomienie pierwszej instalacji� średnica reaktora 0,3 m � katalizator żelazowy 300 kg� produkcja 3-5 ton/dobę� Około 10 reaktorow, łaczna produkcja 30 ton/dobę

Prace nad wdrożeniem technologii
� r.1917: - druga instalacja w Leuna k. Lipska – 230 ton/dobę
� r.1937: - światowa produkcja amoniaku 755 000 ton/rok (72% produkuje Oppau i Leuna)
� r.1968: - 370 instalacji syntezy NH3 na świecie produkujących 15 000 000 ton/rok
� Stan obecny – około 150 000 000 ton/rok
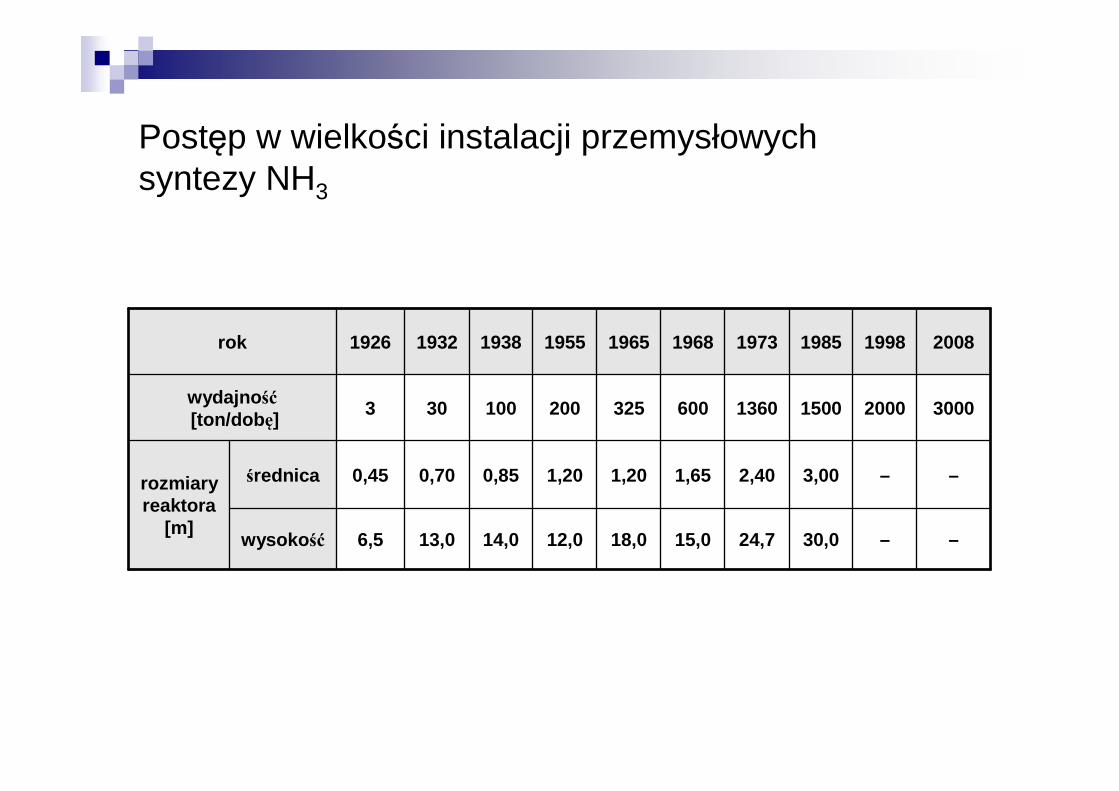
Postęp w wielkości instalacji przemysłowych syntezy NH3
––30,024,715,018,012,014,013,06,5wysoko ść
––3,002,401,651,201,200,850,700,45średnicarozmiaryreaktora
[m]
3000200015001360600325200100303wydajno ść[ton/dob ę]
2008199819851973196819651955193819321926rok
Proces Habera-Boscha
Fritz Haber (1868 – 1934)
� 1911r. – dyrektor Instytutu Chemii Fizycznej i Elektrochemii im. Cesarza Wilhelma
� 1918r. – Nagroda Nobla za badania nad syntezą amoniaku
Carl Bosch (1874-1940)
� 1919r. – stanowisko prezesa zarządu BASF� 1931r. – Nagroda Nobla za osiągnięcia w
technologii wysokich ciśnień

3H2 + N2 = 2NH3 ∆∆∆∆H298= - 46 kJ/mol
Równowaga w układzie H2-N2-NH3
*2
3*2
2*
3
NH
NH
aa
aK
×=
a*i – aktywność ciśnieniowa składnika „i” w mieszaninie równowagowej
pxa iii ××= ϕ**
x*i – równowagowy ułamek molowy składnika „i”
p – ciśnienie ogólne w układzie
ϕi – współczynnik aktywności składnika „i”, zależny od ciśnienia i składu mieszaniny
ϕKKK p ×=

Charakterystyka termodynamiczna układu H2-N2-NH3
x
T
p1p2p3
0
1
p1>p2>p3

Zależność równowagowej zawartości amoniaku od ciśnienia w różnych temperaturach dla H2:N2 = 3:1
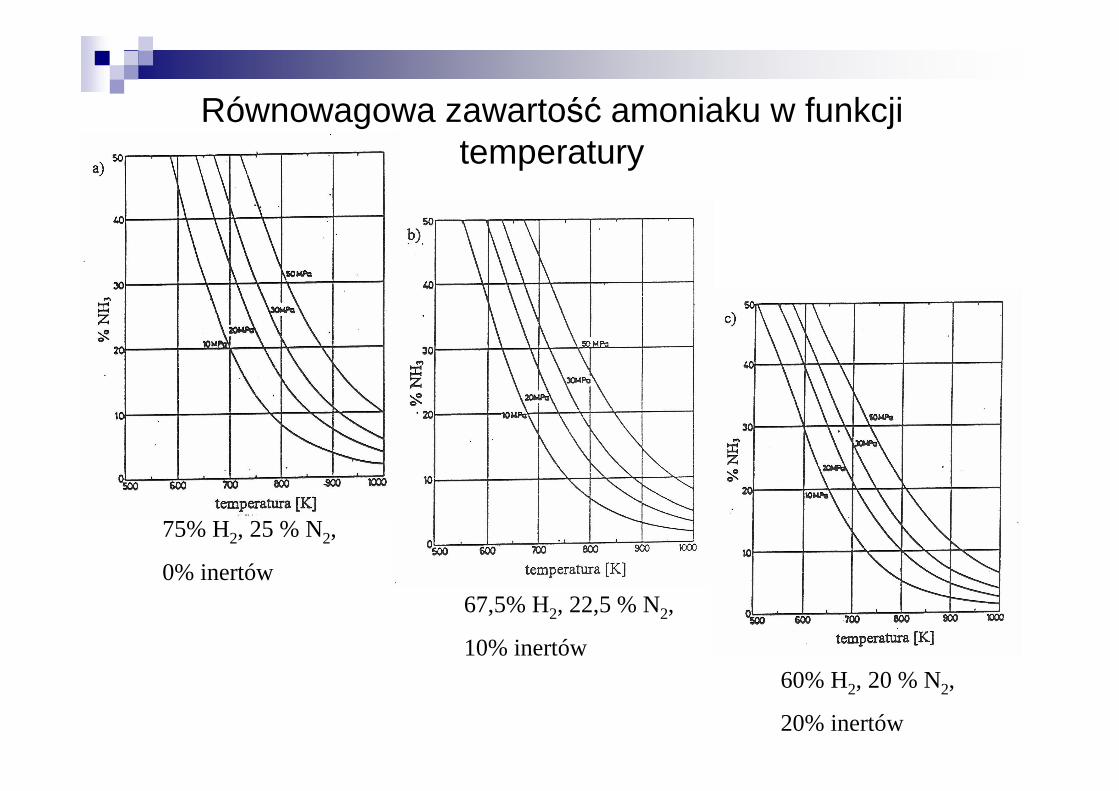
Równowagowa zawartość amoniaku w funkcji temperatury
75% H2, 25 % N2,
0% inertów67,5% H2, 22,5 % N2,
10% inertów60% H2, 20 % N2,
20% inertów
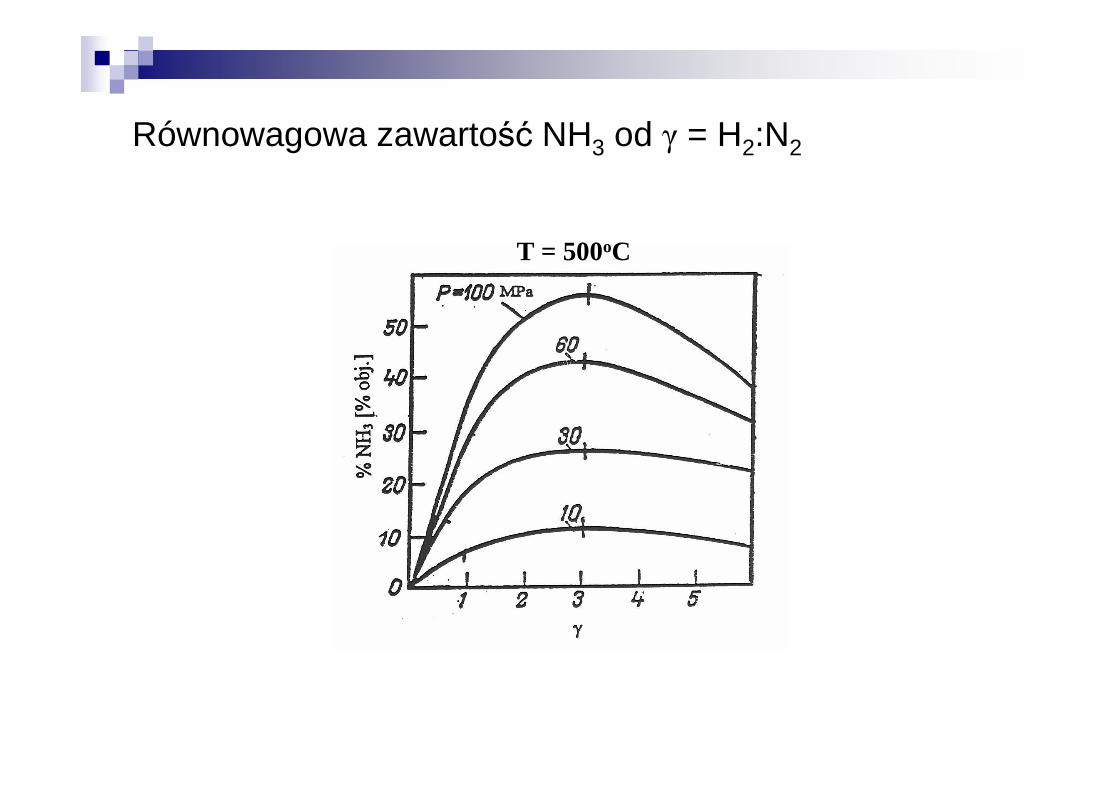
Równowagowa zawartość NH3 od γ = H2:N2
T = 500oC
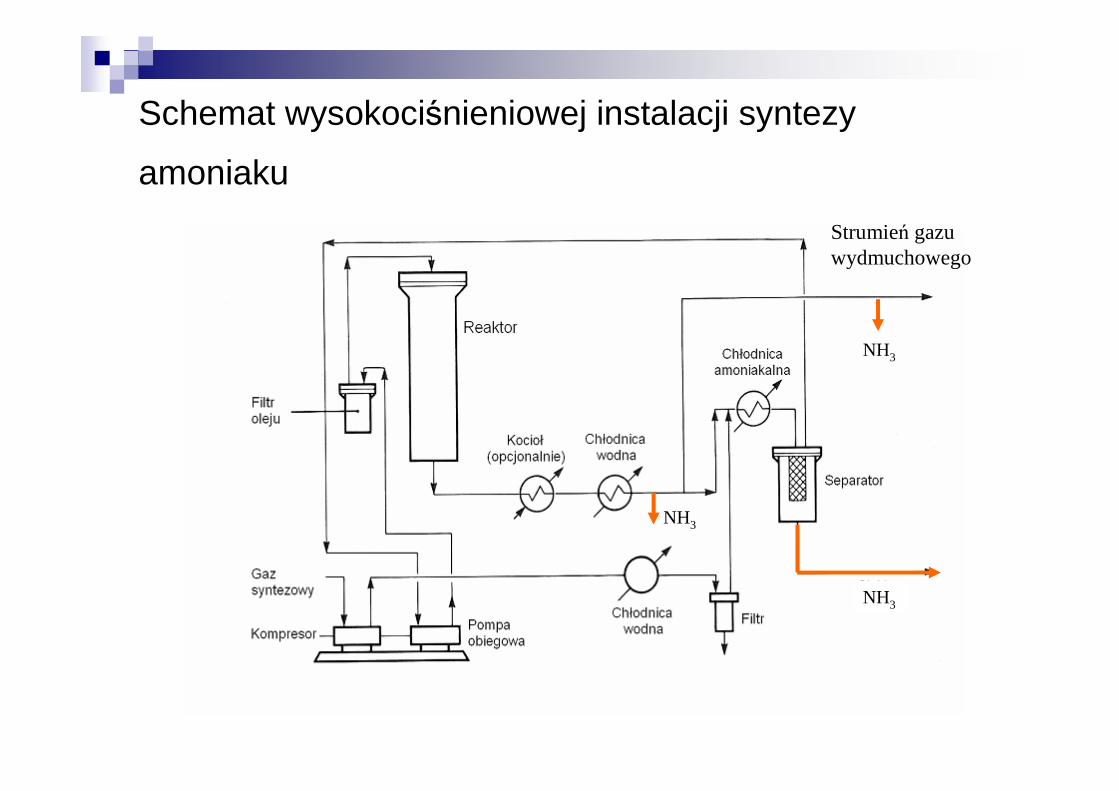
Schemat wysokociśnieniowej instalacji syntezy
amoniaku
Strumień gazu wydmuchowego
NH3
NH3
NH3

Ważniejsze parametry technologiczne
Wydajność - do 1500 ton/dobę
Ciśnienie starsze instalacje - 200-300 barnowsze instalacje - 130-150 bar
Temperatura w reaktorze - 400-500oC
Zawartość NH3na wylocie z reaktora - ok. 15%

Istotne elementy jednostki syntezy NH3
� doprowadzanie świeżego gazy syntezowego
� wydzielanie amoniaku
� purge gas
� reaktory

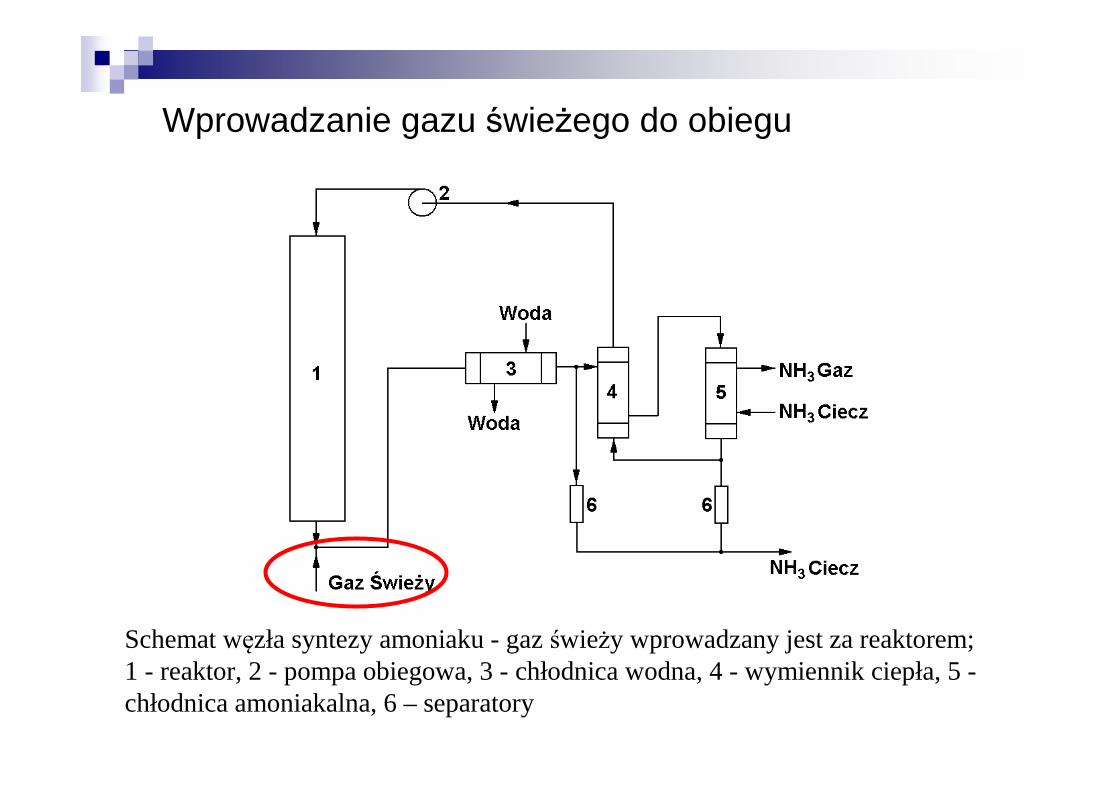
Wprowadzanie gazu świeżego do obiegu
Schemat węzła syntezy amoniaku - gaz świeży wprowadzany jest bezpośrednio przed reaktorem; 1 - reaktor, 2 - pompa obiegowa, 3 -chłodnica wodna, 4 -wymiennik ciepła, 5 - chłodnica amoniakalna, 6 – separatory
Wprowadzanie gazu świeżego do obiegu
Schemat węzła syntezy amoniaku - gaz świeży wprowadzany jest za reaktorem; 1 - reaktor, 2 - pompa obiegowa, 3 - chłodnica wodna, 4 - wymiennik ciepła, 5 -chłodnica amoniakalna, 6 – separatory
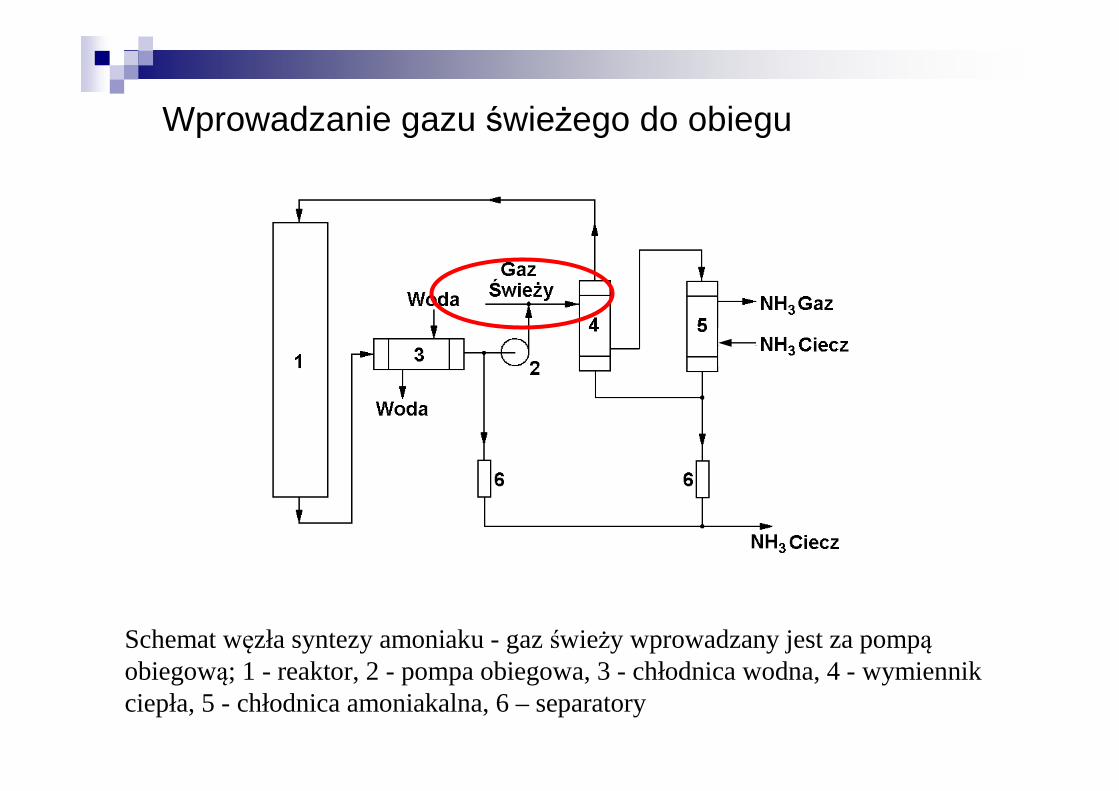
Wprowadzanie gazu świeżego do obiegu
Schemat węzła syntezy amoniaku - gaz świeży wprowadzany jest za pompąobiegową; 1 - reaktor, 2 - pompa obiegowa, 3 - chłodnica wodna, 4 - wymiennik ciepła, 5 - chłodnica amoniakalna, 6 – separatory

Wydzielanie amoniaku z układu
� Chłodnice wodne
� Chłodnice amoniakalne
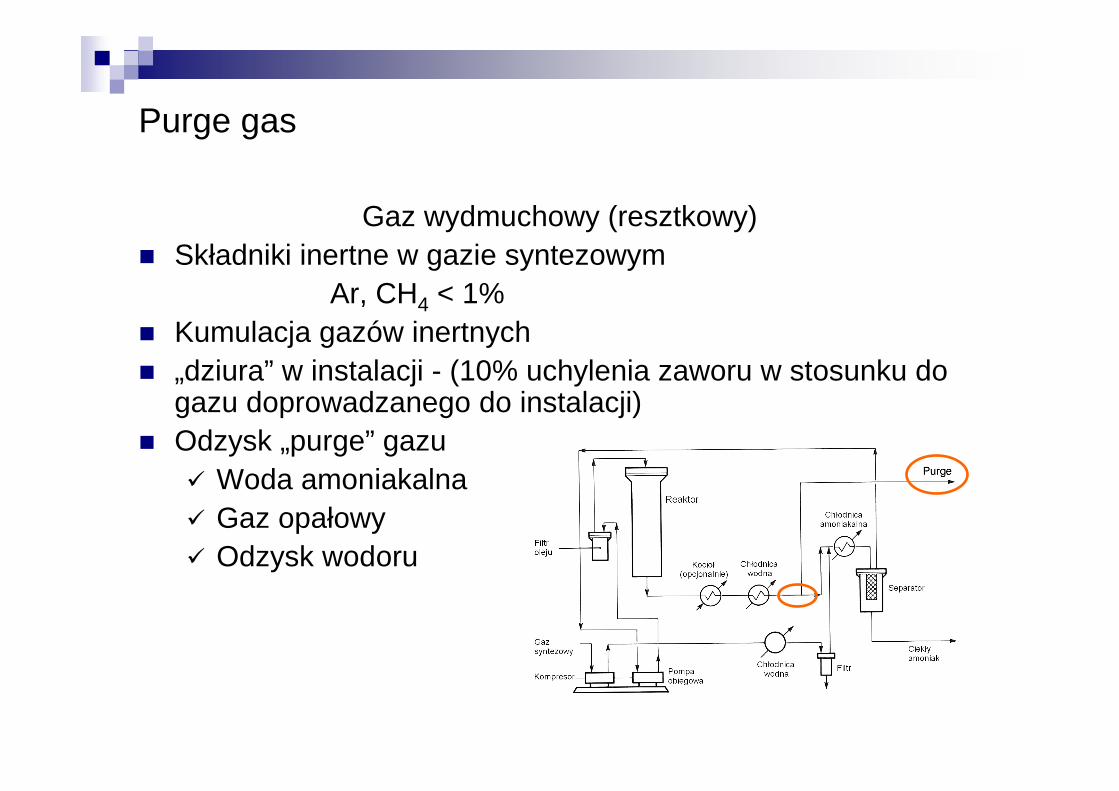
Purge gas
Gaz wydmuchowy (resztkowy) � Składniki inertne w gazie syntezowym
Ar, CH4 < 1%� Kumulacja gazów inertnych� „dziura” w instalacji - (10% uchylenia zaworu w stosunku do
gazu doprowadzanego do instalacji)� Odzysk „purge” gazu
� Woda amoniakalna � Gaz opałowy� Odzysk wodoru
Reaktory do syntezy amoniaku
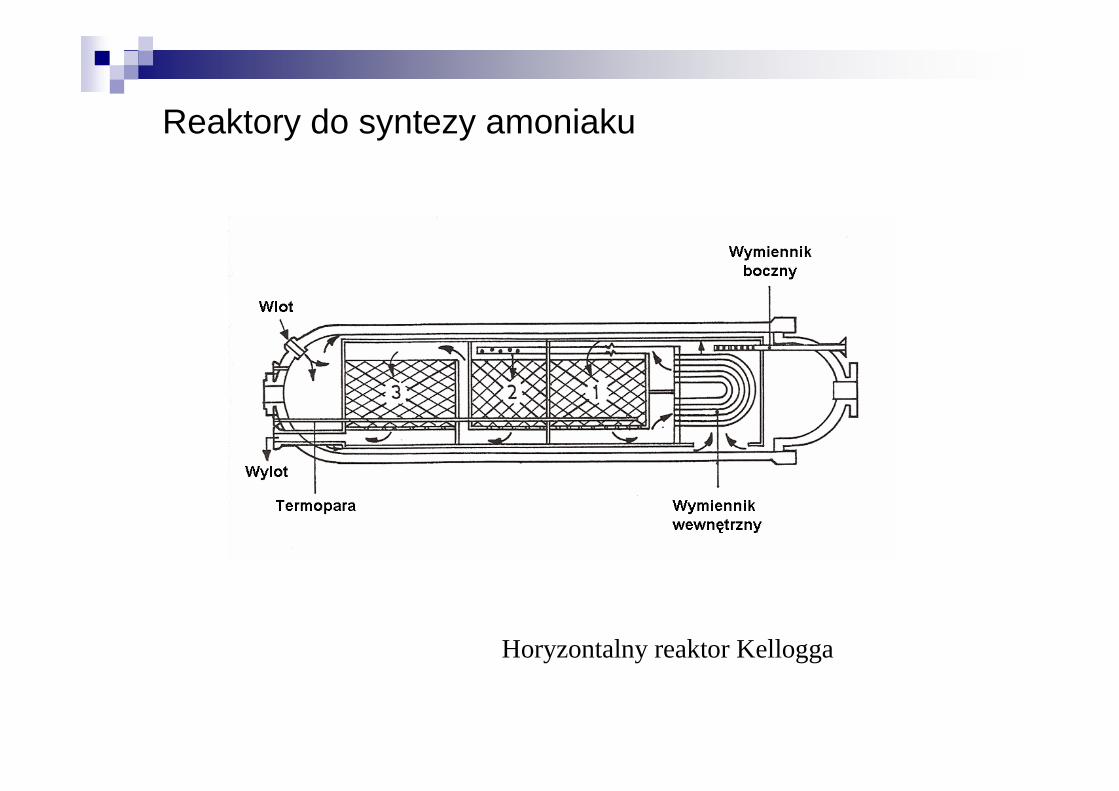
Odprowadzanie ciepła z miejsca reakcji:� przez wbudowanie w złoże katalizatora wymiennika ciepła w
postaci rurek, którymi płynie gaz świeży przed dojściem do miejsca reakcji, ogrzewając się, a tym samym chłodząc złoże
� przez dostrzyk chłodnego świeżego gazu do złoża katalizatora
� przez umieszczenie w złożu katalizatora przeponowych chłodnic wodnych lub powietrznych
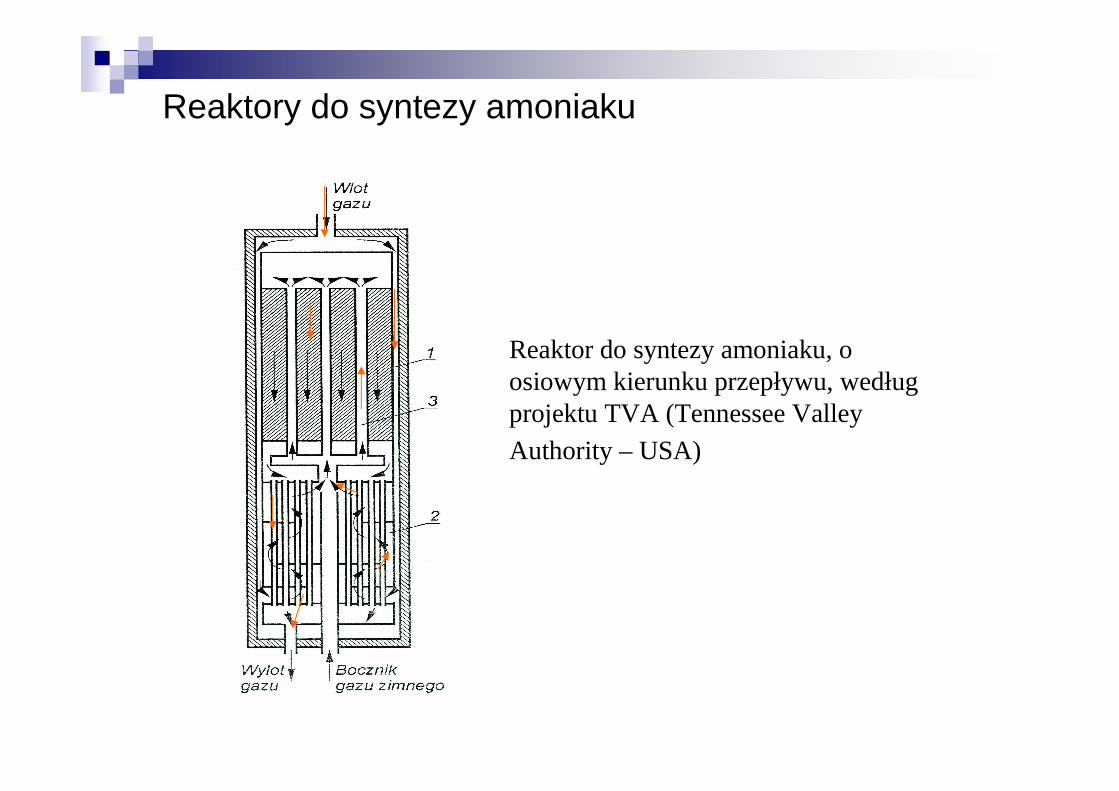
Reaktory do syntezy amoniaku
Reaktor do syntezy amoniaku, o osiowym kierunku przepływu, według projektu TVA (Tennessee Valley
Authority – USA)
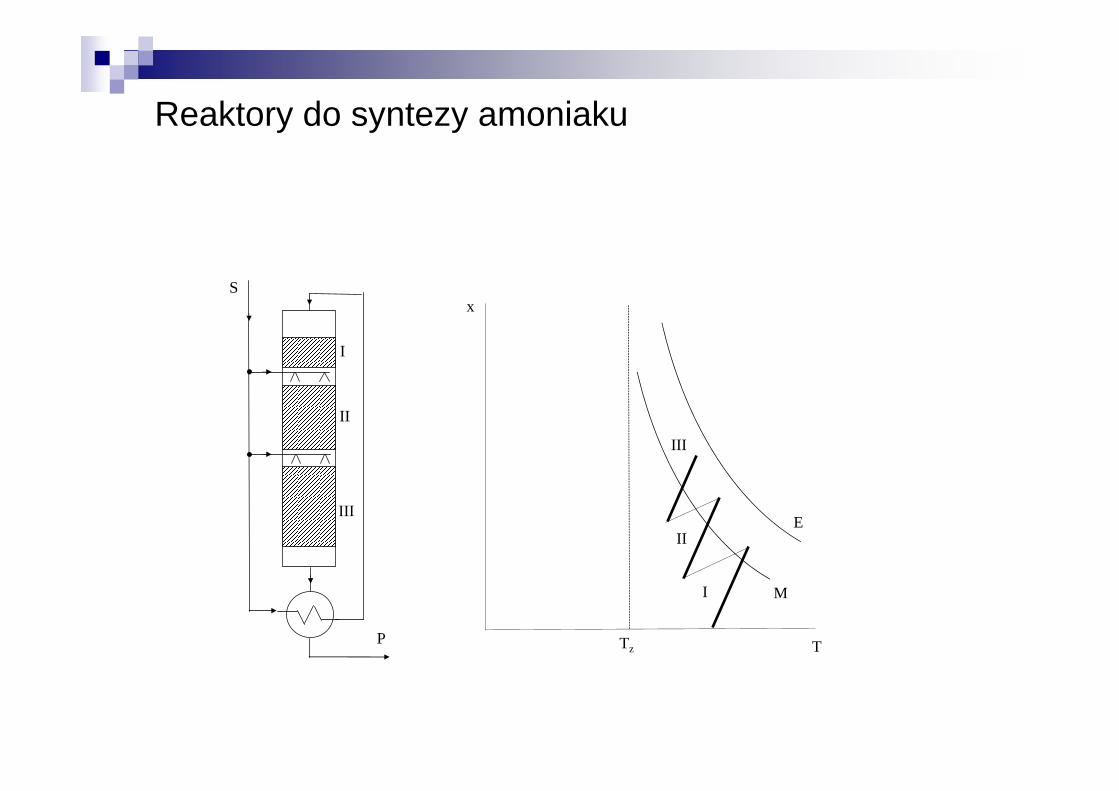
Reaktory do syntezy amoniaku
I
II
III
S
P Tz
x
T
I
II
III
M
E
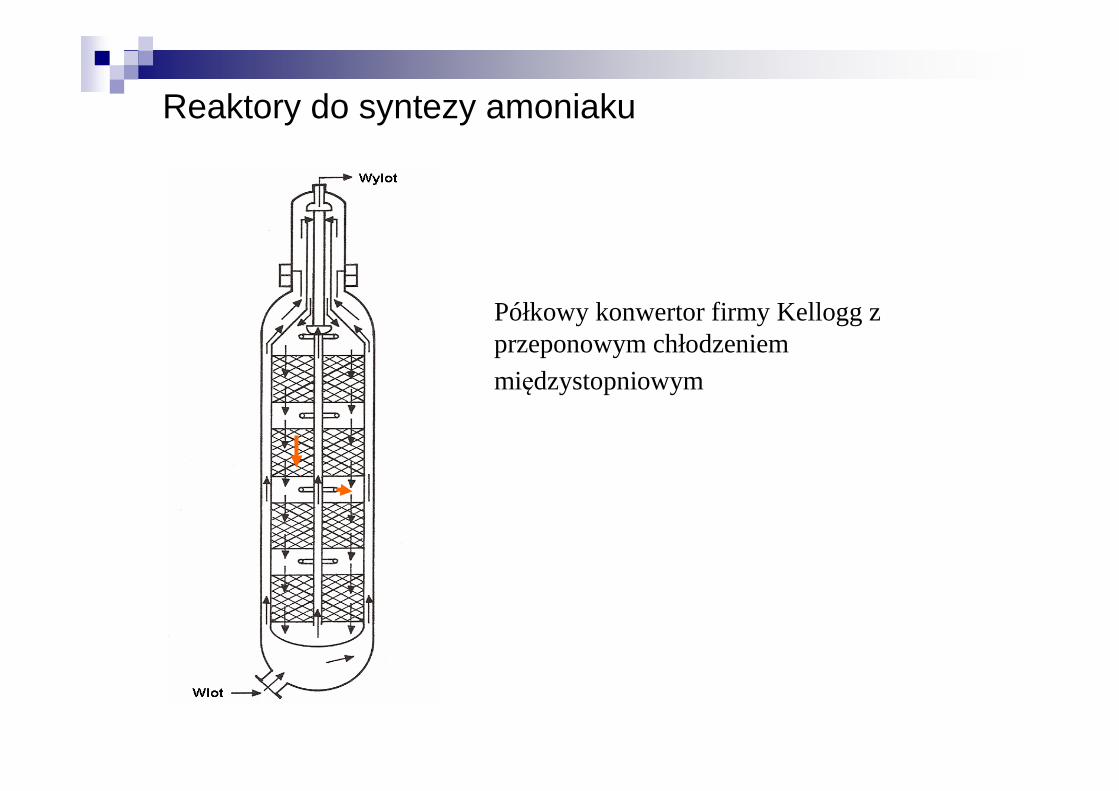
Reaktory do syntezy amoniaku
Półkowy konwertor firmy Kellogg z przeponowym chłodzeniem międzystopniowym
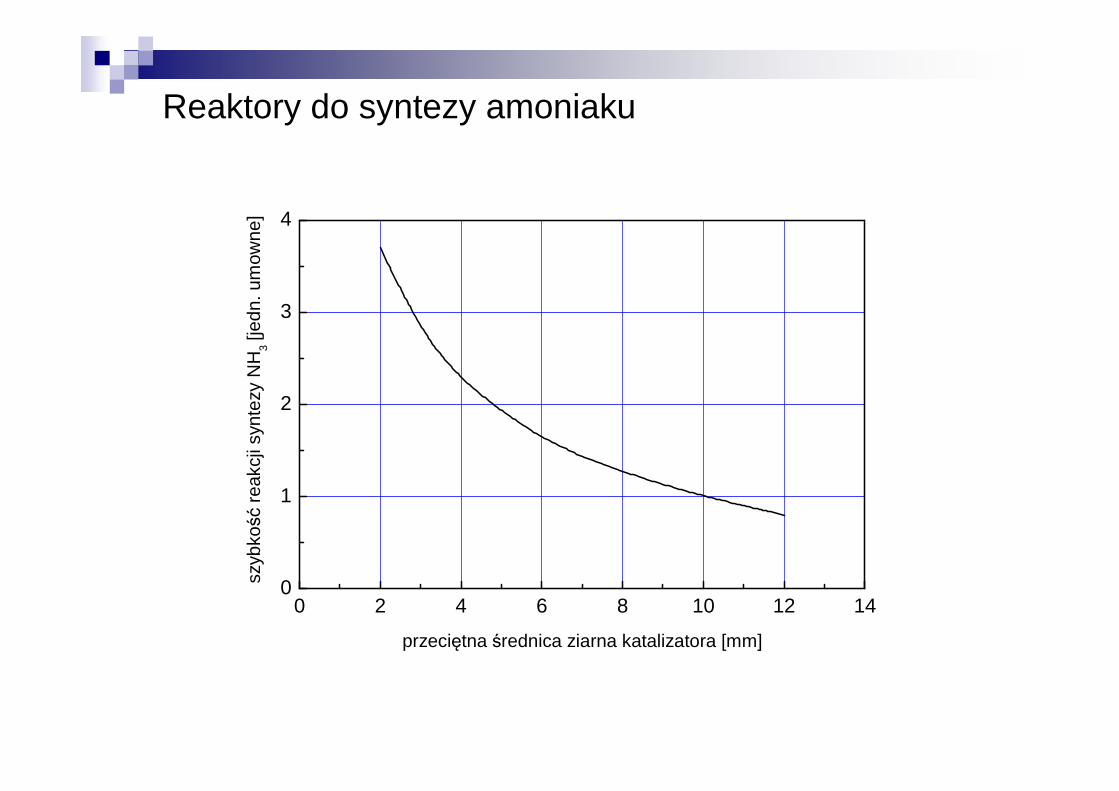
Reaktory do syntezy amoniaku
0 2 4 6 8 10 12 140
1
2
3
4
szyb
kość
rea
kcji
synt
ezy
NH
3 [je
dn. u
mow
ne]
przeciętna średnica ziarna katalizatora [mm]
Reaktory do syntezy amoniaku
Horyzontalny reaktor Kellogga
Reaktory do syntezy amoniaku
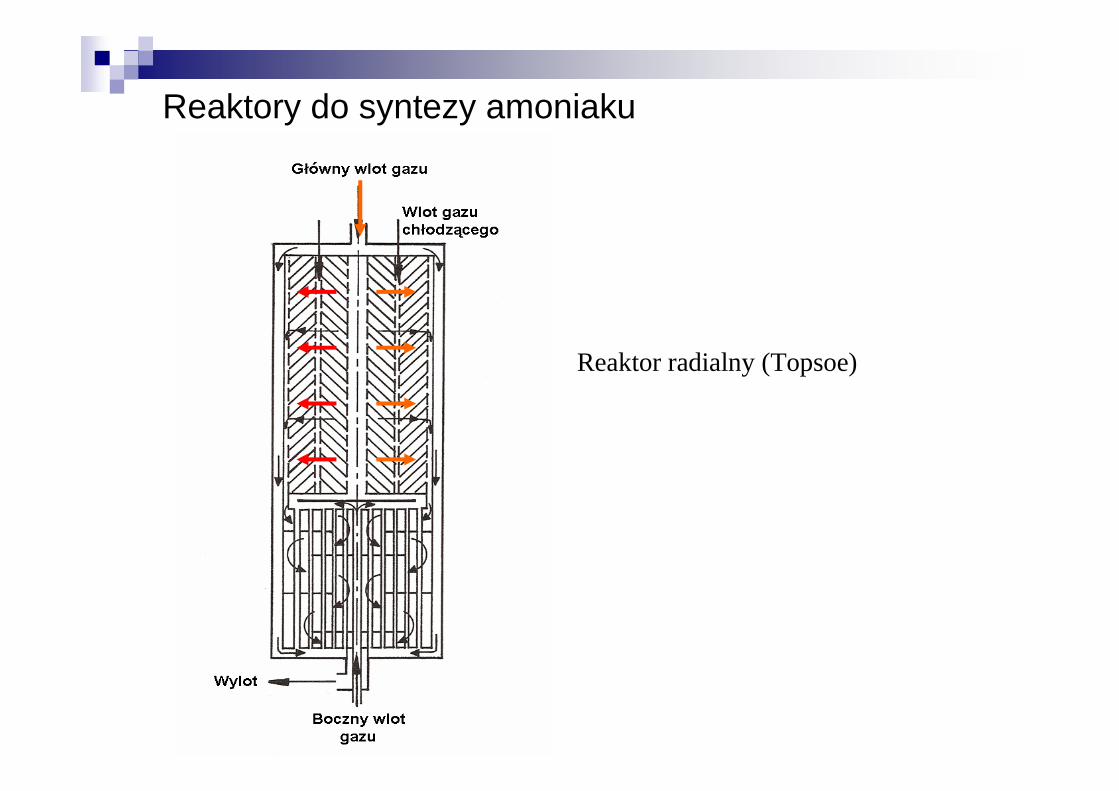
Reaktor radialny (Topsoe)
Reaktory syntezy amoniaku
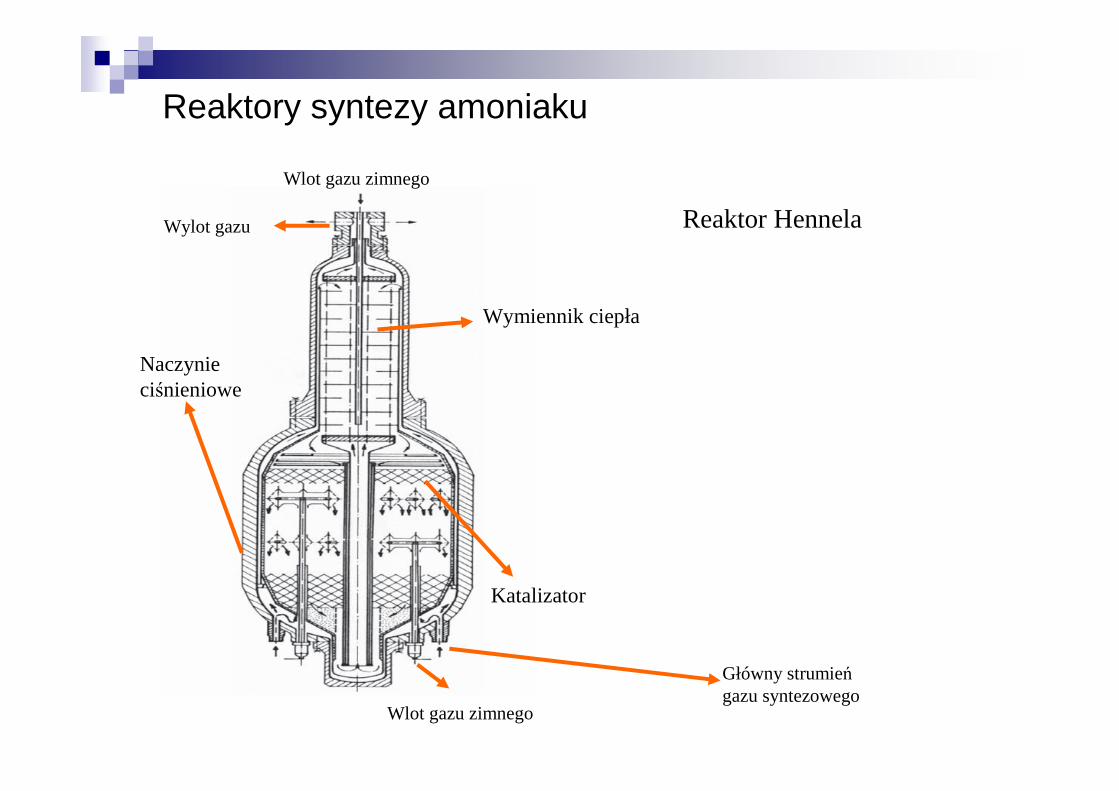
Reaktor HennelaWylot gazu
Wlot gazu zimnego
Wlot gazu zimnego
Główny strumieńgazu syntezowego
Wymiennik ciepła
Katalizator
Naczynie ciśnieniowe
Ważniejsze modyfikacje we współczesnej technologii
� oczyszczanie gazu syntezowego na sorbentach
� odzysk argonu i wodoru z gazu resztkowego (purge gas)
� zastosowanie turbosprężarek zamiast kompresorów tłokowych
� zastosowanie wydajnych reaktorów katalitycznych
pracujących na drobnym ziarnie
Tendencje
Zmniejszenie energochłonności procesu poprzez:
� Obniżenie ciśnienia w instalacji do poziomu 6 – 9 MPa
� Zastosowanie nowego katalizatora
� Zmiana sposobu separacji amoniaku












![Shigemi, Nandalal Bose [互換モード]aurora/ppt/080404-06nandalal.pdfRabindranath Tagore (1861-1941) ラビンドラナート・タゴール 横山大観(1868-1958) Yokoyama](https://static.fdocuments.pl/doc/165x107/60877c4be1d28536ad77bf11/shigemi-nandalal-bose-fff-aurorappt080404-06nandalalpdf-rabindranath.jpg)