Nr. 5. Warszawa, dni 1a luteg 192o 8 r. Tom LXVI...
20
Nr. 5. Warszawa, dnia 1 lutego 1928 r. Tom LXVI. PRZEGLĄD TECHNICZNY TYGODNIK POŚWI CONY SPRAWOM TECHNIKI I PRZEMYSŁU. TREŚĆ: Maszyny i próby wytrzymałościowej, d.), nap. L. Karasiński, Profesor Politechniki Warszawskiej. Konferencja materjałoznawcza w Berlinie. (Sprawozdanie z działu materjałów żelaznych), nap. Inż. Dr. Wł. Wrażej, adjunkt Politechniki Lwowskiej, Nasze projekty kanałowe (c. d.), nap. Inż. A. Le gun Biliński. Przemysł i.technika w r , 1927 (dok.); Gospodarka drogowa w r. 1927, nap. M. S. 0. — P o 1 s ki prze mysł elektrotechniczny w r. 1927, nap. Inż. P. Januszewski. — E l e k t r y f i k a c j a , nap, Z. P. Przegl d pism technicznych. B i ,b 1 j o g r a f j a. SOMMAIRE: Les machin e s d ' e s s a i s de resistance d e s m a t r i a u x (suit ), par M. L. Karasiński, Professeur a 1'Ecole Polytechni ue de Varsovie, Congres au sujetdesmatierespremieresde 1'industrie a Berlin, 1927, Section d e 1'a c i e r, par M. WŁ Wrażej, Ing., Dr„ adjoint a l'Ecole Poly techni ue de Lwów. Sur les projets d e s v o i e s de navigation i n t e rieure enPologne (suit ), par M. A. Legun Biliń ski, Ingenieur. Progres scientifi ues et industriels realises en Pologne e n 1927 (suit en fin). Construction des routes, par M. M. S. O. — L'industrie electrotechni ue, par M. P. Januszewski,— L' e 1 e ctrification d u p a y s , par M. Z. P. Revue documentaire. Bibliographie. Maszyny i próby wytrzymałościowe/ Napisał L. Karasiński. 4° Przekładnia ł czy uchwyt czynny z nap dem maszyny probierczej. Może być w r z e cion o w a, ś r u ł> o w a lub t i o k o w a. W r z e c i o n o w a przenosi ruch obrotowy nap du mechanicznego na wał czynnego uchwy tu O, Zbudowana, jako układ kół z batych, na daje si do stopniowania liczby o brotów (rys. 9). Ś r u b o w a przetwarza ruch o brotowy nap du mechanicznego — w ruch posuwisty czynnego uchwy tu R, C, W, G lub T. Podstawow jej cz ść stanowi koło z uz bieniem ślimakowem na obwodzie i środko wym otworem, płasko nagwintowa nym. To koło leży w oporowych ło żyskach kulkowych lub zwykłych. Bierze ruch od ślimaka, naci tego na wałku, obracanym od nap du mechanicznego (rys. 1). W otwór środkowy koła ślimakowego t wkr ca si śrub s osiow , zakończon główk w łożysku oporowem tylnej cz ści czynnego uchwytu u. Tuż przed łożyskiem, na sworzniu śru by, tkwi koło z bate stożkowe. Da lej nieco — z uchwytu wystaje wa łek, a na nim drugie koło pary, o bracane korb r czn k, z zasuwk lub wkr tk — do . zastawiania. U chwyt jest prowadzony osiowo: mo żna mu nadać szybki posuw, wkr caj c w koło t śrub s korbld k za pośrednictwem owej pary kół z ba tych. Powolny posuw może mu nadać ,, ślimak, obracaj cy koło/, jako nakr ' tk śruby s, pozbawionej osiowego obrotu, przez zastawienie korby r cz *) Ci g dalszy do str. 56 w Nr, 3 r, b. Pionowa maszyna do prób ńa rozci ganie i ściskanie do 5 r. wyfw, flmsler. Nap d korbowy r czny. Przekładnia śrubowa'. Sitorńierz wahadłowy z dźwi gni na. łożyskach kulkowych. nej k. Przekładnia śrubowa, z natury zwrotna, jest sprawna i pewna w działaniu. Ma bieg jednostaj ny i cichy. Przekładnia tłokowa (nur nikowa), hydrauliczna, a wi c konieczna przy nap dzie hydrau licznym, składa si z cylindra i tło ka (nurnika), poł czonego z uchwy tem czynnym. T ł o k o w a , stosun kowo lżejsza i tańsza, bo nie wy magaj ca użycia oleju, nie może si obyć bez uszczelnienia tłoka na obwodzie i tłoczyska w dławnicach, Stosowny nap d; wod — z dodat kiem gliceryny przeciw zamar zaniu. Rozrz d — odr czny, za poc zaworów lub kurków (rys, 2:— u —uchwyt czynny, t — tłoczysko, k kurki na przewodach od zasobni ka). Przekładnia n u r n i k o w a , właściwa przy użyciu oleju, oby wa si ' 'bez uszczelnień, przy nale żytem dopasowaniu nurnika do otworu cylindra. Olej wcis ia si pomi dzy ścianki dotyku — niwe cz c tarcie. Nurnik może być tl żywany i przy nap dzie wod ; wymaga jednak uszczelniania na obwodzie. W układzie pionowym z cylindrem u podstawy, głowica nurnika stanowi nasad uchwytu^— płytowego C, lub belkowego G (rys. 3, c — • cylinder, u—rVL~ chwyt, a — rurka" doprowadzaj ca olej). W układzie pionowym z cy lindrem górnym—nurnik ciśnie osio wo od dołu na przegub kulisty piono wego zawieszenia uchwytu czynnego (rys. 4: c cylinder, i nurnik, 6 górna belka zawieszenia, c? dr gi,a uchwyt belkowy, u poduszki). Posuw nur
Transcript of Nr. 5. Warszawa, dni 1a luteg 192o 8 r. Tom LXVI...

Nr. 5. Warszawa, dnia 1 lutego 1928 r. Tom LXVI.
PRZEGLĄD TECHNICZNYTYGODNIK POŚWIĘCONY SPRAWOM TECHNIKI I PRZEMYSŁU.
T R E Ś Ć :M a s z y n y i p r ó b y w y t r z y m a ł o ś c i o w e j , d.), nap.
L. Karasiński, Profesor Politechniki Warszawskiej.
K o n f e r e n c j a m a t e r j a ł o z n a w c z a w B e r l i n i e .(Sprawozdanie z działu materjałów żelaznych), nap. Inż.Dr. Wł. Wrażej, adjunkt Politechniki Lwowskiej,
N a s z e p r o j e k t y k a n a ł o w e (c. d.), nap. Inż. A. Le-gun-Biliński.
P r z e m y s ł i . t e c h n i k a w r , 1927 (dok.); G o s p o d a r k ad r o g o w a w r. 1927, nap. M. S. 0 . — P o 1 s ki p r z e -m y s ł e l e k t r o t e c h n i c z n y w r. 1927, nap. Inż. P.Januszewski. — E l e k t r y f i k a c j a , nap, Z. P.
P r z e g l ą d p i s m t e c h n i c z n y c h .
B i ,b 1 j o g r a f j a.
SOMMAIRE:L e s m a c h i n e s d ' e s s a i s d e r e s i s t a n c e d e s m a -
t ę r i a u x (suitę), par M. L. Karasiński, Professeur a 1'EcolePolytechniąue de Varsovie,
C o n g r e s a u s u j e t d e s m a t i e r e s p r e m i e r e s d e1 ' i n d u s t r i e a B e r l i n , 1927, S e c t i o n d e 1'a c i e r,par M. WŁ Wrażej, Ing., Dr„ adjoint a l'Ecole Poly-techniąue de Lwów.
S u r l e s p r o j e t s d e s v o i e s d e n a v i g a t i o n i n t e-r i e u r e e n P o l o g n e (suitę), par M. A. Legun-Biliń-ski, Ingenieur.
P r o g r e s s c i e n t i f i ą u e s e t i n d u s t r i e l s r e a l i s e se n P o l o g n e e n 1927 (suitę en fin). C o n s t r u c t i o nd e s r o u t e s , par M. M. S. O. — L ' i n d u s t r i ee l e c t r o t e c h n i ą u e , par M. P. Januszewski,— L' e 1 e-c t r i f i c a t i o n d u p a y s , par M. Z. P.
R e v u e d o c u m e n t a i r e .B i b l i o g r a p h i e .
Maszyny i próby wytrzymałościowe/Napisał L. Karasiński.
4° Przekładnia łączy uchwyt czynny znapędem maszyny probierczej. Może być w r z e -c i o n o w a, ś r u ł> o w a lub t i o k o w a.
W r z e c i o n o w a przenosi ruch obrotowynapędu mechanicznego na wał czynnego uchwy-tu O, Zbudowana, jako układ kół zębatych, na-daje się do stopniowania liczby o-brotów (rys. 9).
Ś r u b o w a przetwarza ruch o-brotowy napędu mechanicznego —w ruch posuwisty czynnego uchwy-tu R, C, W, G lub T. Podstawowąjej część stanowi koło z uzębieniemślimakowem na obwodzie i środko-wym otworem, płasko nagwintowa-nym. To koło leży w oporowych ło-żyskach kulkowych lub zwykłych.Bierze ruch od ślimaka, naciętegona wałku, obracanym od napędumechanicznego (rys. 1). W otwórśrodkowy koła ślimakowego t wkrę-ca się śrubę s osiową, zakończonągłówką w łożysku oporowem tylnejczęści czynnego uchwytu u. Tużprzed łożyskiem, na sworzniu śru-by, tkwi koło zębate stożkowe. Da-lej nieco — z uchwytu wystaje wa-łek, a na nim drugie koło pary, o-bracane korbą ręczną k, z zasuwkąlub wkrętką — do . zastawiania. U-chwyt jest prowadzony osiowo: mo-żna mu nadać szybki posuw, wkrę-cając w koło t śrubę s korbldą k zapośrednictwem owej pary kół zęba-tych. Powolny posuw może mu nadać ,-,ślimak, obracający koło/, jako nakrę-'tkę śruby s, pozbawionej osiowegoobrotu, przez zastawienie korby ręcz-
*) Ciąg dalszy do str. 56 w Nr, 3 r, b.
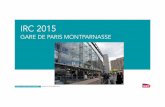
Pionowa maszyna do próbńa rozciąganie i ściskanie do 5 r.
wyfw, flmsler.Napęd korbowy ręczny. Przekładniaśrubowa'. Sitorńierz wahadłowy z dźwi-
gnią na. łożyskach kulkowych.
nej k. Przekładnia śrubowa, z natury zwrotna, jestsprawna i pewna w działaniu. Ma bieg jednostaj-ny i cichy.
P r z e k ł a d n i a tłokowa (nur-nikowa), hydrauliczna, a więckonieczna przy napędzie hydrau-licznym, składa się z cylindra i tło-ka (nurnika), połączonego z uchwy-tem czynnym. Tłokowa, stosun-kowo lżejsza i tańsza, bo nie wy-magająca użycia oleju, nie może sięobyć bez uszczelnienia tłoka naobwodzie i tłoczyska w dławnicach,Stosowny napęd; wodą — z dodat-kiem gliceryny przeciw zamar-zaniu. Rozrząd — odręczny, za-pocą zaworów lub kurków (rys, 2:—u —uchwyt czynny, t — tłoczysko,k kurki na przewodach od zasobni-ka). Przekładnia n u r n i k o w a ,właściwa przy użyciu oleju, oby-wa się' 'bez uszczelnień, przy nale-żytem dopasowaniu nurnika dootworu cylindra. Olej wcis ia siępomiędzy ścianki dotyku — niwe-cząc tarcie. Nurnik może być- tl-żywany i przy napędzie wodą;wymaga jednak uszczelniania naobwodzie. W układzie pionowymz cylindrem u podstawy, głowicanurnika stanowi nasadę uchwytu^—p ł y t o w e g o C, lub belkowegoG (rys. 3, c —• cylinder, u—rVL~chwyt, a — rurka" doprowadzającaolej). W układzie pionowym z cy-lindrem górnym—nurnik ciśnie osio-wo od dołu na przegub kulisty piono-wego zawieszenia uchwytu czynnego(rys. 4: c-cylinder, i-nurnik, 6-górnabelka zawieszenia, c?-drągi,a-uchwytbelkowy, u-poduszki). Posuw nur-

90 PRZEGLĄD TECHNICZNY 1928
nika jest zawsze jednostronny —- do góry. Po od-ciążeniu—sam opada, własnym ciężarem, W układziepoziomym, powrót nurnika winien być również prze-widziany: dobre wyniki daje para spółosiowychtłoków, różnozwrot- 'nego działania (Ams-ler). Przekładnia hy-drauliczna jest zwar-ta, łatwa w obsłudze ipewnawdziałaniu. Ma i'jedną wadę: nie utrzy-muje w równi obcią-żenia, bez dotłaczania
Rys. 2. Maszyna pionowa do prób na rozciąganie, 50 (-wawytw. Mohr & Federhaff. Napęd hydrauliczny (wodą) od zasob-nika. Przekładnia tłokowa. Siłomierz 2-dźwigniowy na prze-
gubach nożowych. Samoczynne'posuwanie ciężaru.
niezależny od rodzaju napędu i przekładni, połą-czonej z uchwytem czynnym. Drugi uchwyt, bier-ny, zawieszony pionowo na przegubie kulistym,przenosi obciążenie osiowe na tłok reduktora. Dol-
na powierzchnia tego tłoka, pozioma,płaska, wy-wiera nacisk przez błonkę kauczukową na cien-ką warstwę gliceryny, zamkniętej w szczupłejprzestrzeni poza przeponą. Przestrzeń ta łą-czy się z bliźniaczemi manometrami prze-wodem — przez zawór zwrotny z otworkiemwyrównawczym, Przy sprawnem działaniureduktora, siła osiowa uchwytu wyraża sięiloczynem pola dotyku tłoka przez prężność,zatem podziałka manometryczna- daje zazwy-czaj siłę osiową wprost w kg. Dobre działa-nie reduktora przeponowego zależy od zupeł-nego usunięcia powietrza z przestrzeni pozaprzeponą, od właściwej początkowej prężno-ści i pierwotnego poziomu gliceryny, a nade-wszystko od wzorowej szczelności połączeń.Poprawki są nader uciążliwe i żmudne, co w po-łączeniu z wadami, już omówionemi, samychmanometrów, nie wróży trwałego powodzeniatej odmianie, zgoła przereklamowanej, niezbytdokładnej, i, powiedzmy otwarcie, niewielelepszej od poprzednio opisanej (rys, 15 podajeogólny zewnętrzny widok tego siłomierza),
c) H y d r a u l i c z n y , możliwy przynapędzie olejem i przekładni hydraulicznej,składa się z manometru rtęciowego i re-duktora z tłoczkiem różnicowym, łączącym dwacylindry różnej średnicy, W górnym cylindrzemniejszej średnicy, połączonym z cylindremprzekładni, panuje prężność oleju taka, jakpod nurnikiem maszyny. Dolny cylinder re-
duktora,
cieczy dla pokrycia strat na wysączanie się z podnurnika, lub tłoka,
5°. Części pomiarowe obejmują właściwy sdło-rnierz i jego połączenie z uchwytem. Co' do sposo-bu działania, dzielą się srłomjerze na m a n o m e-t r y c z n e , d ź w i g n i o w e , c i ę ż a r o w e , wa-h a d ł o w e i s p r ę ż y n o w e . Dalszy podziałzależy od rodzaju połączenia z uchwytem,
6°. Siłomierz manometryczny j a) p r o s t y ,używany przy napędzie hydraulicznym, składa sięz dwóch bliźniaczych manometrów B o u r d o n'a,połączonych z cylindrem prze'.kład'ni hydraulicznej.(rys. 5: dźwignia d pompy, tłoczącej ciecz zeskrzyni s do cylindra, g — uchwyt górny belkowyna krzepkich słupach k. Dolny uchwyt u — płyto-wy, m —- manometry). Po pęiknięciu próbki, siłagwałtownie opada: . .nagły skok wskazówki możezmienić skalę, zazwyczaj przeto stosuj e się małyzawór zwrotny z otworkiem wyrównawczym, Zbie-giem czasu manometr zatraca swą dokładność,i tak niezlbyt wielką: wymaga wyrównania podział-ki. Staje się to koniecznem z chwilą, gdy dwa bli-źniacze manometry poczną dawać wyraźne różni-ce. Ta najprostsza i najtańsza odmiana siłomierzanie jest zbyt dokładna, nie nadaje się przeto domaszyn i prób ścisłych,
fo) P r z e p o n o w y — składa się z redukto-ra i bliźniaczych manometrów B o . u r d o n ' a . Jest
wypełnio-ny olejem o
prężnościzmniej-szonej w stosun-ku kwadratów
średnic tłokaróżnicowego, mana dnie warstwęrtęci, zasilającejrurkę manome-tru,. Bezwła-dność słupa rtę-ci, w połączeniuz zanieczyszcze-niami, osiadają-cemi na ścian-kach rurki, osła-bia dokładnośćtej odmiany, dziśprawie zupełniewyszłej z użycia(dawny dynam,rtęciowy Amsle-ra, u nas jeszczedotąd dość czę-sto spotykany).
7°. Siłomierzdźwigniowy: a)prosty — skła-da się z dźwigniwagowej — zprzegubami no-
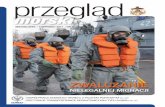
Rys. 3. Maszyna pionowa do prób naściskanie do 200/ wytw. flmsler.
Napęd hydrauliczny (olej) od pompkiręcznej. Przekładnia nurnikowa.
Siłomierz sprężynowy.

PR2EGLĄD TECHNICZNY 91
żowemi. Krótsze jej ramię dźwiga pionowe zawie-szenie uchwytu biernego; dłuższe — rna ciężar ru-chcray, odręcznie posuwany zapomocą korbki —
, wzdłuż| wałka śrubowe-go, równoległego do osidźwigni (rys. 6: d—u-chwyt czynny, p — prób-ka u — uchwyt bierny,a — dźwignia, c — ciężarruchomy, b — wałek śru-bowy, k — korba ręczna,q\—przeciwwaga do re-gulqwaniadźwigni).Ta'od
przednich dodatkowem połączeniem krótszego ra-mienia dźwigni wagowej — z /nurnikiem. Ta odmia-na, zresztą już 'zarzucona, pokutuje gdzieniegdziew maszynach Werder'a, dziś zgoła muzealnych.
8°. S i ł o m i e r z c i ę ż a r o w y : a] p r o s t y , możl i-wy tylko przy pionowej >osi sił, składa się z szaliwagowej, uczepionej u poidstawy uchwytu i zwisa-jącej wraz z nim pionowo. Na szalę sypie się zwol-na śrut aż do żąjdanej wagi: siłomierz działa więczarazem jako napęd o najprostszej przekładni —b e z p oś r e d n i e j . Ta odmiana siłomierza, naj-prostsza i najdokładniejsza, nadaje się tylko dobardzo małych maszyn probierczych (np. do roz-
Rys. 5. Pionowa maszyna przenośna do prób naściskanie do 300 /, wytw. MflN.
Napęd hydrauliczny od pompki ręcznej. Przekładnianurnikowa. Siłomierz manometryczny.Rys. 4. Pionowa maszyna do prób na rozciąganie, ściskanie
i zginanie wytw. flmsler. Obciąż. 50 łNapad hydrauliczny (olej). Przekładnia nurnikowa. Siłomierz
wahadłowy. Pompa „trip!ex" do oleju z napędem pasowymod silnika elektrycznego.
mi'ana odznacza się prostotą budowy i, przy dobrymstanie noży, iście wagową dokładnością- Wymagajednak wielkiej uwagi, cierpliwości i zręcznościprzy posuwaniu odręcznem ciężaru podczas próby.Nawet przy dużej wprawie — trudno podołać te-mu zadaniu: niewłaściwe ruchy dźwigni wyraźniesię zaznaczają linją wykresu — falistą i drżącą,
ib) Z ł o ż o n y — różni się od poprzedniegopołączeniem dźwigni wagowej z uchwytem. To- po-łączenie składa, się z jednej lub ikilku dźwigniz przegubami nożowemi (rys. 7: d — dźwignia wa-gowa, f — drążek, łączący ją z dźwignią e — u-chwytową). Ta odmiana nadaje się lepiej do ma-szyn silniejszych, zato jest droższa i stosunkowogorsza od opisanej poprzednio: wraz z liczbą dźwi-gni i przegubów nożowych, rośnie stopień niedo-kładności ustroju, wzmaga się jego wrażliwość nasilne wstrząsy przy pękaniu próbki, Stąd zużycienoży i konieczność ostrzenia, zawsze połączonaz przymusowym postojem, dość długim. Trudnościprzy odręcznem posuwaniu ciężaru ruchomego i tusą te same. Nie o wiele lepsze wyniki dają urzą-dzenia elektryczne (rys. 2) o samoczynnem działa- rywania próbek wapna). Ma swoistą zaletę ia'e-niu: wyrównywanie obciążeń zachodzi zawsze sko- zmienności obciążenia przy odkształcaniu się prób-kami, to w tę, to w ową stronę. kii daje przeto jedynie pewne wyniki przy próbach
c) H y d r a u l i c z n y , dostosowany do napę- pod obciążeniem dftigotrwałem. Nadto, może bycdtt i przekładni hydraulicznej, różni się od po- użyta, jako siłomierz niezależny — do sprawdza-
Rys. 6. Maszyna pionowa do prób na rozciąganie,wytw. Mohr & Federhaff,
Napęd ręczny. Przekładnia śrubowa. Siłomierz dźwigniowyna przegubach nożowych.

PRZEGLĄD TECHNICZNY 192$
ni>a bezpośredniego maszyn probierczych, niezbytsilnych,
fb) W a g o w y , różni się tylko połączeniemzawieszenia szali z uchwytem. To połączenie skła-da się z jednej lub kilku dźwigni z przegubami no-
c) H y dr am 1 ic z ny, możliwy tylko- przynapędzie olejem i przekładni hydraulicznej, skła- .da się z pionowego cylkiderka z nurnikiem, dźwi-gającym belkę poziomą do symetrycznego nakła-dania ciężarów. Ten cylinderek, połączony rurką
z cylindrem przekładni, działajak zawór bezpieczeństwa.Gdyprężność wzrasta do żądanejwielkości, nurnik się unosi nasłupie oleju. Ta odmiana, na-der prosta i dokładna przyściśle pionowem: ustawieniunurnika, nadaje się do maszynprobierczych, pracujących sta-le przy jednakowem obciąże-niu (np, do prób twardościBrinelFa),
Rys. 7, Pionowa maszyna do prób na rozciąganie, 50Napęd wodą od pompki ręcznej. Przekładnia tłokowa.
na przegubach nożowych.
żowemi. Na szalę sypie się zwolna śrut aż do żąda-nej wagi — I tu więc siłomierz dniała, jako napędo przekładni dźwigniowej,. Ta odmiana siłomierza,barid'ziej złożona, lepiej się nadaje do maszyn sil-
9°. Siłomierz wahadłowy:a) p r o s t y składa się z wa-hadła o przegubie kulkowym.Przegub, należycie ukształto-wany, może służyć jako uchwytO. W ogólnym wypadku —krótkie dodatkowe ramię wa-hadła łączy się wprost z uchwy-tem biernym, prowadzonym o-siowo.Wahadło ma ciężar stały,nasadzany lub posuwny .'Sprze-ciw jest zawsze proporcjonalnydo wielkości ciężaru, długościwahadła i sinusa odchyleniaod pionu, a przeto s k a l a
siłomierza może być zmienna — przy ciężarze na-sadzanym, różnej wielkości, lub posuwnym. (Narys, 8 k oznacza korbkę nawijającą przędzę na bę-benek. U góry przędza p działa na ramię r waha-dła w o stałym 'ciężarze c. Na rys, 9 koirba k lubkoło pasowe p daie obrót uchwytu czyninego "• Zanim płaska próbka, mocno skręcona- Uchwyt bier-ny b stanowi jedną całość z drągiem wahadła w —nagwintowanym, Po tym drągu posu'wa się, jako
f-wa, wytw. Schenck.Siłomierz 2-dźwigniowy
Rys. 8. Maszyna pionowa do prób .na rozciąganie przędzywytw. Schopper. Obciążenie 1 kg.
Napęd ręczny, Siłomierz wahadłowy prosty.
niejszych (np. do rozrywania próbek cementu). Jejstopień niedokładności wzrasta wraz z liczbą dźwi-gni noży przegubowych. Może być również użyta,lecz-tylko z jedną dźwignią, do sprawdzania maszynprobierczych,. , .
Rys. 9. Pozioma maszyna do prób na skręcanie 15 et,wytw. flmsler.
Napęd ręczny lub pasowy. Siłomierz wahadłowy prosty,• i
nakrętka, ciężar c wahadła. Sznur h stanowi hamu-lec, zabezpieczający wahadło od nagłego ruchuwstecznego—jpo pęknięciu próbki). Ta odmiana, nie-wątpliwie najlepsza, jest nader dokładna, podatnaw użyciu i ciągła w d'ziałaniu; nie utrzymuje nato-

Ns 5 PRZEGLĄD TECHNICZNY 93
miast obciążenia w równi przy odkształcaniu siępróbki. Nadto paczy nieco wyniki — przy nagłejzmianie obciążenia: wahadło cokolwiek opóźnia się
Rys. 10. Silomierz wahadłowy hydrauliczny wytwórni flmsler.
w swym ruchu, a następnie daje wahania własne,dość chyżo wprawdzie zanikające, lecz zgołaobce.
fb) D ź w i g n i o w y różni się od .poprzednie-go tylko połączeniem krótkiego ramienia wahadłaz uchwytem, To- połączenie składa się z jednej lubkilku dźwigni z przegubami kulkowemi (rys. 1:d — dźwignia z przegubami kulkowemi b — najednym końcu zwisa uchwyt bierny a, na drugim-— drążek v, łączący dźwignię z wahadłem w siło-mferza). Ta odmiana stanowi niewątpliwie najlep-sze rozwiązanie dla maszyn średniej siły. Zastą-pienie przegubów nożowy cli kulkowemi jest bar-dzo szczęśliwym pomysłem. Co do zal,et i wad —nie ustępuje odmianie poprzednio opisanej. Majednak mniejszy stopień dokładności, rosnący wrazz liczbą dźwigni, składających się na całość.
c) H y d r a u l i c z n y , możliwy tylko przynapędzie olejem, składa się z pionowego cylłn der-ka z nurnikiem, połączonego z cylindrem przekła-dni hydraulicznej. Nurnik .działa na beleczkę, zwią-zaną z krótkiem ramieniem wahadła (rys. 10 —olej z pod nurnika przekładni dopływa: rurką i —przez zawór ł, rurkę d, zawór zwrotny z otwór-kiem wyrównawczym, ukryty w rurce d — do cy-linderka pionowego c z nurniczkiem, ściśle doszli-fowanym. Dla zmniejszenia tarcia •— nurnik maruch obrotowy od bębenka v, cisnącego średnicowona lekką poprzeczkę osadzaną na dolnej, swobod-nej części nurniczka. Bębenek v bierze ruch o>d kół-
ka u, pędzonego pasem w od napędu pompy, Dol-ny, zaokrąglony koniec nurniczka, spoczywa w za-głębieniu kulistem pionowego drążka a. Nacisk
przenosi się przez ten drążek, przeztaśmy b na ramię e przegubu / waha-dła, W tym przegubie ślizga się drąg gz nakładanym ciężarem h. Cztery małestworki na drągu g, dostosowane do za-tyczki 7, dają różne długości wahadła,przynależne skalom: 1/1, Vs, Vs i Viopełnej siły maszyny, Każdej skali od-powiada inna podziałka o na tarczy p.Rękojeść k, przytwierdzona do ramieniae, daje przy ruchach wahadła — posuwdrążka Z, a zarazem i obrót wskazówkir z nim związanej. Druga wskazówka q— jest maksymalna. Drążek / dźwiganadto ołówek n, kreślący wykres naćwiartce papieru, nawiniętej na bębe-nek m. Z boku bębenka, w rowku ko-łowym, nawinięto dwa zwoje cienkiegosznurka — jeden koniec zwisa z ciężar-kiem t, drugi łączy się z e k s t e n s o -m e t r e m . Obrót bębenka jest pro-porcjonalny do odkształcenia, posuwosiowy ołówka .— do obciążenia próbki.Zawory s, / służą, do prowadzenia ma-szyny). Ta odmiana nadaje się do maszynwszelkiej siły. Nader sprawna i podat-na w działaniu, ma zalety i wady obupoprzednio opisanych odmian. Jest nie-wątpliwie najwygodniejsza i najspraw-
użyciu. Daje wykresy bardzo przej-niejszarzyste.
w
(d. c. n.)
Nowe wydawnictwa*5
Tabele kubiczne na drzewo okrągłe, rznięte i ciosane, obli-czone wg. miary metrycznej. H. K o r m a n. Str. 222.Nakt. W. Grajlicha. Warszawa, 1928.
Trempe, recuit, revenu. Traite theoriąue et pratiąue (I: Theo-rie; II: Pratique; III; Resultats), L ć o n G u i l l e t Tom I.Theorie. Str. 303 ze 173 rys. i 71 tabel mikrofot, Dunod.Paryż, 1928.
Les chaudieres employees dans les installations de chauffagecentral. Inż. L. L e 1 e u x, Str. 104 z 43 rys. Duaod.Paryż, 1928.
Industrie des poils et fourrures, cheveux et plumes. Inż.Fr. B e I t z e r. Wydanie III. Str. 245 z 83 rys. Dunod.Paryż, 1928.
Werkstoff-Handbuch: Stahl und Eisen. Wyd. przez Stów.Ver. deutsch. Eisenhiittenleute, w oprać, D-ra Inż. K. Dae-ves'a. Diisseldorf, 1927.
Das Fassungsverm6gen von Rohrbrunnen und seine Bedeu-tung fur die Grundwasserabsenkung, insbesondere furgrossere AbsenUungstiefen. Dr. Ing. W. SicKard. Str. 89z 40 rys. J. Springer, Berlin, 1928.
D e r P r a k t i k e r in d e r W e r k s t a t t . V. R e t t e r a t h . Str , 70ze 107 rys. J. Springer. Berlin, 1927.
Die Verwasserung von Erdolfeldern, ihre Ursachen und Be-kampfung. Dr. phil, W. Kauenhoyen. Str. 80 z 54 rys.J. Springer. Berlin, 1928,*) Wszystkie podawane w tym dziale wydawnictwa są
do nabycia w Księgarni Tecbircznej „Przeglądu Techniczne-go", Warszawa, ul. Czackiego 3.

94 PRZEGLĄD TECHNICZNY 1928
Konferencja Materjałoznawcza w Berlinie.(Sprawozdanie z działu materjałów żelaznych).
Napisał Inż. Dr. W I- Wrażej, adiunkt Politechniki Lwowskiej.
Konferencja materjałoznawcza w Berlinie, zorga-nizowana w październiku r, ub.,*J miała na celumiędzy innemi zbliżenie do siebie hutnictwa
i przemysłu maszynowego. Żądania stawiane przezprzemysł hutom oraz trudności wprowadzania przezhuty nowych gatunków stali do przemysłu, zmusi-ły obie strony do zetknięcia się i porozumienia.Nie mam zamiaru podaawać udatności Konfe-rencji krytyce, lecz korzystając ze. sposobnościwspomną o tem, co będzie tego warte i zdatne dowyciągnięcia korzyści praktycznej,
Niezmierne ważne dla hutnictwa i przemysłumaszynowego jest wzajemne porozumiewanie się,a szczególnie wzajemna współpraca. Niejedno-krotnie podkreślano ważność bezpośredniego po-rozumiewania się inżyniera konstruktora oraz war-sztatowca wprost z dostawcą stali, celem zapobie-żenia załatwianiu zakupów stali przez ludzi niefa-chowych, handlowców, którzy z pełnem niezrozu-mieniem dbają w piewszym rzędzie o oszczędno-ści doraźne, bez względu ,na to, jak jaki materjałbędzie pracował i czy wogóle się na coś przyda.Inżynier warsztatowiec, stykając się wprost z wy-twórcą stali, ma możność dokładniejszego zapo-znania się z rodzajem przeróbki i obróbki mate-rjału, oraz ma możność zasięgnięcia rady w spra-wach wątpliwych, jak np, na co jaki gatunek staliużyć.
Ten sam materjał może mieć różne zastoso-wanie, które zależeć będzie od sposobu przeróbkikuźniczej oraz obróbki termicznej. Jak daleceważna jest sprawa obróbki termicznej, nie potrze-buję przekonywać. Wspomnę tylko powiedzenieprof. Goerensa na jednym z pierwszych wykła-dów: „Gdyby w kraju (Niemczech) ktoś chciał wy-rabiać tyle samochodów co Ford, musiałby posta-wić wpierw oddział obróbki termicznej tak wielki,jak wielkiemi są zakłady Forda".
Powiedzenie to,' choć może przesadzone, za-wiera jedmak wiele prawdy, a przytem podnosiważność procesu. W tym celu wykazywano nakażdym kroku, co się dzieje, z materjałem, gdy sięktoś z nim nie umie obejść i nie ma zrozumieniadla życia wewnętrznego materjału.
Celetn dobrego użycia i zastosowania mate-rjału, konieczna jest, jak już powiedziałem, współ-praca obu zainteresowanych stron. Wzajemne po-rozumiewanie się jest zasadniczą koniecznością idlatego pod hasłem w>spółpracy rozpoczęto wy-kłady.1)
Obowiązkiem przemysłu zużywającego staljest czynienie spostrzeżeń i skrupulatne zapisywa-nie uwag podczas użycia stali. Nie powinno się pod-dawać badaniom jedynie stale, które w pracy o-kazały się nieodpornemu. Właśnie stale bardzo do-.
*) POT. P i r z e g ł . Tecfon. i. 65 (1927), -s-tfr. 987—90i 1007—1011.
) Go-et- e i « , .Geirtóimsaroe Adbeit der •eumd
brze pracujące powinny być skrupulatnie badane,by móc wyciągnąć nieraz cenne wskazówki dladalszej produkcji, i to zarówno samej stali, jak wy-twarzanych z niej przedmiotów.
Nie możemy przecież żądać, by huta wyrabia-jąca stal zbadała jej własności, stosowalność isprawność w każdym kierunku. Tu musi pnzyjśćzawsze odbiorca z pomocą i współpracować z hu-tą. Od takiej pomocy i wspólnej pracy zawisłowłaśnie wiele jeszcze nierozwiązanych, lecz dośćpilnych zagadnień.
Trudność pewną stanowi okoliczność, że spo-soby badania i określania własności wytrzymało-ściowych nie zostały do dziś jeszcze dostatecznieustalone. Konstruktor bardzo często nie może zna-leźć tych wartości dotyczących materjału, którewłaściwie są mu potrzebne.
Odporność na uderzenie npi nie zawsze mawartość dla konstruktora, natomiast granica pla-styczności wywiera wpływ decydujący, robiącprzez to granicę wytrzymałości czasami bez zna-czenia. Załatwienie takiej sprawy jest bardzo waż-ne dla przemysłu wytwórczego (huty), gdyż odtego zależy, w jakim kierunku ma być prowadzoneulepszenie. Użyte mogą być, jak wiadomo,' dwiedrogi, a to: uszlachetnianie przez dodatki metali,lub obróbka termiczna,
Na szczególną uwagę zasługuje silnie propa-gowany2) i dość racjonalny sposób przeprowadza-nia badań w przemyśle. Polegają one na spisywa-niu spostrzeżeń, czynionych na znajdujących sięw pracy lub wyrobie przedmiotów. Spostrzeżenianie muszą odnosić się do wielkiej liczby przedmio-tów. Badania wtedy mają wartość, gdy zostanąrozciągnięte na przedmioty zarówno dobrze, jaki źle pracujące.
Ważne jest również przeprowadzenie badańna przedmiotach; które pracowały w tych samychwarunkach, oraz badań w czasie ruchu wobeczmiany warunków (np. nacisku, temperatury,szybkości przeróbki, lub materjału). Wartości wten sposób otrzymane zestawia się w t. zw, „krzy-we częstotliwości" (Haufigkeitskurven), dają-ce bardzo cenne wskazówki na przyszłość.
Przeprowadzenie takich badań powinno nale-żeć do obowiązku odbiorcy zużywającego stal.Powinien on zwracać się do huty nietylko w wy-padkach reklamacji, lecz prowadząc dokładne za-piski pracy materjału, i to obojętnie — dobregoczy złego — powinien o spostrzeżeniach zawiada-miać hutę.
W takim sposobie postępowania jest możli-wość dalszego ulepszania rzeczy już dobrych, o-raz wczesnego wyeliminowania rzeczy nie nada-jących się.
Pomostem do wzajemnego porozumienia sięco do dalszej współpracy, miały być wykłady i
2) D . a e v e s : Verfahren dieir Irodustriiefo^sobumig. (Gross-zaMforschunig).

Mb. 5 PRZEGLĄD TECHNICZNY 95
wystawa materjałoznawcza. Wykłady dotycząceżelaza, chcąc spełnić zadanie, starały się dostoso-wać w większości do poziomu szerszego grona słu-chaczów z przemysłu. Poziom niektórych wykła-dów był nawet niższy, aniżeli tego wymagała po-trzeba. W zasadzie, z małemi wyjątkami, nie po-
o 760^670£580C500
~265">2I3
128>% 104•§ 85S 605 50* 40
3020
—
==
o- s[ai yvb- .i s.c - slpll/r
\
'ęguszybko
\
utn
=~
\
wm• — ,
\
ąca ss \
• i
s
s
c
.6\
n\
\
\
\
0 200 400 SO0 800 1000Temperatura w C°
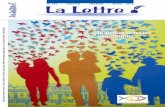
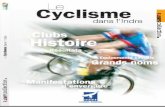
Rys. 1.Wpływ temperatury na twardość stali węglistej,
.stali stopowej i stelitu (Rapatz).
wiedziano nic więcej, niż dotychczas opublikowa-no w literaturze, dotyczącej żelaza i stali, i słusz-nie, gdyż celem większości wykładów oraz wysta-wy miało być zapoznanie szerszego ogółu tech-nicznego z podstawowemi wiadomościami, oraz o-mówienie wspólne niektórych problemów waż-nych dla przemysłu. Bardzo nieliczne byływykłady, w których poruszono naprawdę żywot-ne dla praktyki problemy. Dyskusje po wykładach,choć nieraz dość żywe, rzadko przynosiły coś no-wego. Osobny dział szeregu wykładów stanowi-ły referaty ściśle naukowe lub przemysłowo-ba-dawcze, ,i te wygłaszane były przeważnie na ze-braniach poszczególnych zrzeszeń, urządzanych zokazji zjazdu.
Nie mogąc z braku miejsca omówić poszcze-gólnych wykładów, podkreślę jedynie to z nich, costanowi większą wartość, przyczem uzupełnię jewłasnemi spostrzeżeniami, opartemi na własnychbadaniach.
Jedną z bardzo ważnych dziedzin, tak dlaprzemysłu hutniczego, jak i dla przemysłu prze-twórczego, są stale narzędziowe.
Sprawa badania zdolności skrawania tychstali nie jest całkowicie do dziś wyjaśniona,nie mówiąc już o tem, że i samo pojęcie obrabial-ności materjału bywa również bardzo rozmai-cie pojmowane,5)
Obrabialność może być mierzona równie do-brze siłą użytą do obróbki, jak też i długością pra-cy narzędzia. W pierwszym wypadku wzrosttwardości materjału zwiększałby zapotrzebowaniesiły i wynikałoby z tego, że materjał miękki po-winien być dobrze obrabialny, co nie zgadza się
z praktyką, W drugim wypadku wiadomo, żewzrost twardości będzie zmniejszał wytrzymałośćnarzędzia. W tym wypadku nietylko sama twar-dość odgrywać będzie rolę, gdyż wchodzą w gręinne czynniki, jak skład stali oraz wydłużenie, zwę-żenie i struktura. Inną np. obrabialność ma stalwęglista, a inną stal wysoko manganowa, choć o-bydwie mogą mieć tą samą twardość. Nie bez zna-czenia będzie i wygląd powierzchni obrabianej,który musi być również podciągnięty do określe-nia obrabialności materjału.
Pierwsze miejsce w przemyśle metalowymzdobyła sobie, jako materjał narzędziowy, stal sto-powa, mimo że stal węglista narzędziowa, zewzględu na taniość, jest jeszcze dość szeroko sto-sowana. Jak wiadomo, stale wysokostopowe,szczególnie t, zw, „szybkotnące", o większej za-wartości (ponad 14%) W, są odporne na działanietemperatury, która do pewnej wysokości małowpływa na twardość stali. Na rysunku 1 widaćzestawione, celem porównania, różne materjałynarzędziowe, a to: stal węglista, stal szybkotnącąi stelit.
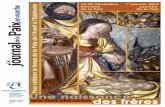
Wybitny wpływ na twardość stali, a tem sa-mem na zdolność cięcia, wywiera temperatura har-towania, jak to widać z zestawienia porównaw-czego na rys, 2.
Stal, mając w każdym wypadku 'ten sam składprocentowy, lecz hartowana w różnych tempera-turach, wykazała odmienne własności, zależne odtemperatury odpuszczania.
Najwyższa twardość, przypadająca na. tempe-raturę 600°, spowodowana jest przemianą struk-turalną, zachodzącą w tej temperaturze. Z rys, 2widać, że w stalach nisko hartowanych twardośćspada w miarę wzrostu temperatury odpuszcza-nia. Jedynie stale hartowane wysoko (około 1300°)wykazują wzrost twardości z tego względu, że wy-tworzony austenit przechodzi w miarę odpuszcza-nia w martenzyt. Przemiana taka nie powinna jed-nak zachodzić podczas pracy narzędzia,
.o 90OJ
80
70
oTao
50
• —
9£- \0 ? \ N
\
?00°
^090°
\
700l O
3) (Rapaf :z : BearfoaMbarfceit mitzeugen wad die P.riifuiag der Wenkzeuige.
WerJc-
200 300 400 500 600Temperatura odpuszczania w Cc
Rys, 2.Wpfyw temperatury hartowania na stratę twardościw różnych temperaturach"odpuszczania (Rapatz).
Celem zapobieżenia temu, odpuszcza się stalw temperaturze 550° w kąpieli metalowej po po-przedniem szybkiem ostudzeniu (zahartowaniu) np,w oliwie. Jaki wpływ wywiera temperatura har-towania na czas pracy narzędzia, pokazuje rys. 3.
Proces hartowania w oliwie i odpuszczaniamoże być stosowany do wszystkich t. zw. najwyż-

96 PRZEGLĄD TECHNICZNY 1928
szych gatunków stali narzędziowej (zawierającejwysoki procent wolframu i kobaltu).
Proces hartowania, polegający na studzeniu wpowietrzu bez odpuszczania, nie jest poleceniagodny, gdyż ostrze pracującego narzędzia, ogrze-
30
25
20
15
10
I
toa
a = l8W;b=l4W ,Wytrzymałość 43 kg/mnr1
Grubość warstwy skraw. 7rPosuw 1,5 rnrnSzybkość skrawania 43,7 m/
^ ^
om _
'min ,
/V
\
1000 H00 1200 1300
Temperatura hartowania w CRys. 3. Wpływ temperatury hartowania na czas pracy
narzędzia (Rapatz).
wając się do temperatury odpuszczania, narażo-ne jest na uszkodzenie. Uszkodzenie to, w posta-ci rys, powstaje z powodu naprężeń, wywołanychumiejscowioną w ostrzu różnicą objętości. Różni-ca objętości pochodzi z nierównomiernego ogrza-nia stali oraz umiejscowionej nrzemiany alotropo-wej, spowodowanej również ogrzaniem, Z poda-nego wyżej powodu, mogą powstać rysy także np.wskutek.zbyt gwałtownego szlifowania narzędzia,szczególnie ze stali wysokostopowej, w której, jak
100
80
.o GO
1o
•OJ 4 0N
20
V\\ \s0 10 15 20% Ni, Cr
Rys. 4. Wpływ chromu i niklu na przewodnictwo stali,(Wystawa).
wiadomo, przewodnictwo ciepła maleje ze wzro-stem ilości domieszek (rys. 4).
Rysy takie widać na formie (tulejce) drucien-nicy gwałtownie szlifowanej (rys. 5). Tak tłumaczysię także powstawanie rys ogniowych (Brand-
risse) w matrycach ze stali stopowych, pracują-cych na gorąco,4) jak to widać na rys. 6, Matrycapracująca na gorąco nie może tracić twardości,która nie powinna być niższa, niż 300° Brinella.Dobrze mają się nadawać do tego celu stale o za-wartości 0,30% C, 10,0% W, 2,5% Cr i 0,30% V,których twardość nie ulega większym odchyle-niom w wypadku ogrzania do temperatury 500°.
Dodatek kobaltu do stali szybkotnących oodno-si odporność karbidów na działanie temperatury, o-raz na zużycie mechaniczne. Kobalt, dodawanypoczątkowo w ilościach 1—2%, dochodzi dziś wnajwyższych gatunkach do 10% zawartości. Cen-ne własności kobaltu zostały dobrze zużytkowanew stopach zwanych ogólnie stelitami, a zawiera-jących około 2% C, 20—30% Cr, 10—16% W,reszta — to zn. ponad 50% — Co.
Temperatura topliwości tych stopów wahasię między 1250 a 1300°. Żądania stawiane steli-tom nie mogą być zbyt wygórowane, gdyż mają o-ne wprawdzie znaczną twardość, lecz są przytembardzo kruche. Stelit w obróbce miękkich mate-
Rys. 5. (Wielk, rzecz.) Forma, (tulejka) druciennicyz rysami powstalemi wskutek^ gwałtownego szlifowania.
rjałów ulega zniszczeniu z powodu wywiązującegosię wskutek tarcia ciepła, zaś w obróbce twar-dych imaterjałów ulega normalnemu zużyciu. O-strze stępione z powodu wysokiej temperatury cię-cia przedstawia rys, 7.
Pomimo tego, że niejednokrotnie opisywano wliteraturze stopy stelitowe, to jednak nigdzie do-kładnie nie podano, jak należy przytwierdzać ste-lit do trzona narzędzi,
Niska temperatura topliwości stelitów (do1300") pozwala płomieniem acetylenu natapiaćstelit kroplami na trzon narzędzia/') Narzędzie wten sposób wykonane widać na rys, 8, oznaczoneliterą a.
Lutowanie płytek stopu .narzędziowego mie-dzią lub lutem mosiężnym nie pozwala na całko-wite wyzyskanie stelitu, z powodu małej przyczep-ności oraz niskiej temperatury topliwości lutu.Dobre wyniki można osiągnąć, stosując lut niklo-wy (stop 25% niklu z miedzią), który łączy kohe-
czach.
iR a p a tiz; iS-tatal l i tr Ges^inlk-e, Mabrizen 'Uinjcł .Schnittte,'Sposób -ten, t. ,zw, Waltera, jest patentowany w

PRZEGLĄD TECHNICZNY 97
zyjnie.0) Narzędzia z ostrzami stelitowemi łączo-ne takim lutem widać na rys, 8 (b, c) 7).
Nowością nazwać można „stopy twarde" syn-tetyczne (Hartmetalles), których głównym skład-nikiem są karbidy wolframowe lub molibdenowe.Znajdować się tam mogą także dodatki innych kar-
Rys. 6. C/2 wielk. rzecz.) Matryca ze stali stopowejz rysami ogniowemi.
temperaturę topliwości, mogą być łączone z trzo-nem narzędzia jedynie zapomocą lutowania. Lutdo tego celu może zawierać około 50% niklu. Stalużyta na trzony powinna być mało węglista, wo-bec znacznej wytrzymałości, co uzyskać możnadzięki dodatkowi niklu, który ułatwia lutowanie.Stop „twardy" da się połączyć z trzonem narzę-dzia także zapomocą zgrzewania, używając jed-nak odpowiedniego proszku10], potrzebnego rów-nież do lutowania niklem.
Bardzo ciekawą dziedzinę stanowią mate-rjały żelazne, odporne na działanie wpływów ze-wnętrznych, któremi może być wpływ atmosfery(rdzewienie), wpływ wysokich temperatur w o-becności tlenu (spalanie), oraz wpływ czynnikówchemicznych (niszczenie w kwasach i ługach),
Urządzenia maszynowe np. w kolejnictwie,jak: zwrotnice, progi żelazne, konstrukcje budo-wlane, są narażone na działanie atmosfery w bar-dzo trudnych warunkach konserwacyjnych. Uży-cie na te konstrukcje stali wysokostopowych, zu-pełnie odpornych na wpływy atmosfery, byłoby
bidów, lecz o dość iluzorycznem znaczeniu, gdyżkarbidy wolframowe dają wystarczającą spraw-ność. Płytki, stanowiące ostrza narzędzi, wyrabiasię ściskając proszek karbidów wolframowych podkilkasettonnowem ciśnieniem w wysokiej tempe-raturze. Z powodu tego, że ciśnienie nie sięga głę-boko, płytki nie mogą być zbyt grube. Twardośćstopów jest wyższa (9 do 9,5 według skali Mohs'a)od szkła.") Stopy te są używane mietylko tam, gdziewszelkie inne stale i stopy zawodzą — a więc doobróbki stali wysokostopowych, szkła i t. p., leczgłównie tam, gdzie zależy nam na wielkiej produk-cji równolegle do małego zużycia narzędzia, namałej stracie czasu wobec stosowania wielkiejszybkości obróbki. Stopy twarde, mające wysoką
Rys. 7. (X300). Ostrze stelitowe stępione w pracyz powodu ogrzania. (Kwas siarkowy, elektroliza)
") iDofcładniej sze praktycznie dane łączenia i zuży-wania stelitu podanie .zostaną w osobnym 'Opiracowaimiu.
7) iSiosteaiMi okazy, ipo zbadaniu, pokazane były nawyista-wie foeirliińskie;j,,
s) W przeciwieństwie do sitelitu, iposzącego naz-wę(Scklnieidnietalil),
9) D i e s c h e n Weikzeuge mit aufgeschweisstenPlattchen aus Schneidmetall.
Rys. 8- (*/j wielk. rzecz.) Narzędzia z ostrzami stelitowemia natapiane, 6 i c lutowane.
zbyt drogie. W grę może wchodzić jedynie pod-niesienie trwałości urządzeń,
Bardzo dobrą na ten cel okazała się stal za-wierająca 0,2 do 0,3% miedzi i dlatego zaczynaznajdować coraz szersze zastosowanie, gdyż od-porność jej jest we wszystkich warunkach o 50%wyższa od stali zwyczajnej.
Najszersze zastosowanie do konstrukcyj nara-żonych na wpływy atmosfery, znalazła w Amery-ce stal namiedziowana. Stal ta, w zetknięciu z ga-zami spalinowemi, pokrywa się zabezpieczającąwarstewką tlenków i w ten sposób nie ulega dal-szemu rdzewieniu.11) Dobrym, przykładem odpor-ności stali na rdzewienie były progi kolejowe, po-kazane na Wystawie.
Bardziej odpornemi na rdzewienie, a poza temna działanie kwasów, są stale wysokostopowę. Ze-stawienie podane w formie tablicy na wystawieberlińskiej daje obraz tej odporności,
1 0 ) Proszek „Ebosit".1 1) D a « v e s : Wjtterirngb-estandiig-es Stahl itir Eisen.
bi

98 PRZEGLĄD TECHNICZNY 1928
TABELA I.\ Rodzaj
N. badania
Rodzaj \^Stali \
Stal zlewna
25% Ni
V 1 li"*)
V2A')
Trawienie? 0 godz. w0"/0 kwasieazo'ow. na
zimno,
Działaniewody mor-
ski ei nazimno.
Gotowanie4 godz. w
ia°/0 kwasieazotów
Strata w gramach
126
94
0
0
100
55
5,2
0,6
159
140
0,2
0
Uwagi
*) Stal zaw.:0,155; C14,O?6 Cr
2,0?oNi*) Stal zaw.:
0,25% C20,0% Cr
7,0% Ni
Stale nierdzewiejące znajdują coraz to szer-sze zastosowanie i dlatego były na wystawie re-prezentowane bardzo licznie.
Podzielić je można na dwie grupy; stale za-wierające tylko chrom oraz stale zawierającechrom i nikiel. Pierwsze isą hartowne, zawierają od13 — 16% Cr i około 0,10 — 0,6% C, i są używa-ne, w zależności od zawartości węgla, na nakryciastołowe, karabiny, na narzędzia chirurgiczne i t. p.Są dolbrze kujne, odporne na rdzewienie <w staniezahartowanym, przyczem temperatura hartowaniależy około 1000".
Celem zwiększenia odporności, należy po-wierzchnie przedmiotów polerować. Własności sta-li .spadają w miarę obniżania temperatury harto-wania. Twardość stali hartowanej spada znaczniejdopiero przy ogrzaniu powyżej 400" " ) ,
Drugą grupą są stale, które poza tem, że sąnierdzewiejące, są jeszcze i kwasoodporne, Poprze-dinie stale są także odiporne prawie na wszystkie•słabe kwasy, ulegają jednak kwasowi solnemui siarkowemu. Stale drugiej igrupy, jak wykazujetabela I, są odporne na działanie kwasów tak zim-nych, jak i gorących.
Własności obu gatunków podaje tabela II,
Miękkie gatunki tych stali dają się przerabiaćdobrze na zimno. Stale, mające strukturę marten-zytyczną, a więc nie kujne na zimno, dają się za-pomogą długiego żarzenia tuż poniżej Acj i powol-nego studzenia przeprowadzić w stan o strukturzetrccstytycznej, w którym są dobrze kujne nazimno13).
Przy tei sposobności wspomnieć należy o sta-lach niklowych i chromowo niklowych na karabi-ny, których wytrzymałość wynosi R = 83,6 —89,7 kg^mm", granica plastyczności 0 = 70 —69 kg''mm3, zaś wydłużenie A = 19,8 — 20,8%dla L = 5 D. Przeszkodą do szerszego zastosowa-nia tych stali jest trudność stworzenia dobrej i trwa-łej ciemnej powłoki.
Poza odpornością na rdzewienia oraz na kwa- .sy i ługi, stale niklowo-chromowe są odporne nadziałanie wysokich temperatur. Zbiorniki i naczy-nia z tych stali wykonywa się zapomocą kucia i sta-piania acetylenowego'. Stale te dają się bardzo do-brze .stapiać, przyczem szwy są bardzo czyste,
•Zamiast wspomnianych wyżej stopów odpor-nych na działanie wysokich temperatur, stosuje się•czasami jedynie uodpornianie przedmiotów żelaz-nych przez stwarzanie odpornej powłoki. Dobie po-włoki odporne do temperatur 1000" C daje glin namiękkich gatunkach żelaza kujnego'1).
Powlekanie glinem nosi nazwę aliterowania(kaloryzowania), Węgiel zawarty w żelazie utru-dnia dyfuzję iglinu.do wnętrza podczas, aliterowa-nia, dlatego też odlewy żeliwne nie nadają się doaliteirowania,
Materjały odporne na wysokie temperaturyzawierają wielkie ilości niklu i chromu, z małemidodatkami innych składników. Taki jest np. stop•używany na ruszty o strukturze eutektycznej, za-•wferający: 0,27% C, 1,84% Si, 60,4% Ni, 12,3% Fe,1,53% Mu, 23,67% Cr.
Osobny dziat stanowią materjały żeliwne kwa-isioodporae. Dodatek krzemu w ilości od 12 — 18%daje żeliwu odporność na działania chemiczne, po-legającą na tem, że krzem zawarty w żeliwie w ze-tknięciu z kwasami tworzy żelatynowate powłoki
T A B E L. A II*r
•J
i
2
3
4
5
6
G a t u n e * k
Ż e l a z o n i e r d z e w i e j ą c e . . .
' S t a l m i ę k k a ,, . . .
S t a l ś r e d n i o t w a r d a . . . .
!:: S t a l t w a r d a
S t a l c h r o m o n i k l p w a . . . .( m a r t e n z y t y c z n a )
S t a l c h r o m o n i k l o w a . . . .( a u s t e n i t y c z n a )
•i C
%
około0,1?
0,1 do 0,2
0,2 do 0,4
0,5
0,15
0,25
Cr%
12'do 14
ok. 12
ok. 12
13
14
20
Ni%
a«?
O
.'S0o
2
7
W ł a s n o ś c i
Dobrze k«jne, ciągnie sią dobrze nazimno.
Dobrze kujna, hartowna.
Kujna, hartowna w powietrzu.
Trudno kujna, hartowna w po-wietrzu.
Kujna i hartowna. Odp
orne
w s
tani
eha
rtow
anym
Kujna, wymaga specjalnej obróbki ter-micznej.
a2) S t a r a u s s ; Rostfreie und sauerfeste Stahle." J . S t r a u s , M a u r er : Kruppsche Monatsheite, 1920.14) Wyższej temperatury nie wytrzymuje także i stal
Kruppa marki V 2 A, Temperatury do 1300° C wytrzymują,patentowane' i chronione tajemnicą stopy żeliwne, zawie-rające dodatki niklu, chromu i krzemu. Użyteczność tychstopów nie została jeszcze przez praktykę potwierdzoną.

X° 5 PRZEGLĄD TECHNICZNY 99
•krzemowe, chroniące od dalszego działania kwa-sów.
Dodatek tej ilości krzemu powoduje zwiększe-nie kruchości i znaczny spadek przewodnictwacieplnego'15). Przedmioty z tego materjału odlanenie mogą być obrabiane zapomocą skrawania, Z po-:
Rys. 9. Urządzenie do azotowania.(Kruppsche Monatshefte, 1926).
wodu złego przewodnictwa, należy ogrzewać (np.zibiorniki) nie bezpośrednio płomieniem, lecz parą.
Żeliwo o zawartości 18% Si topi się w tempe-raturze 1200° i jest odporne na wszystkie — na-wet wrzące kwasy, nie wyłączając solnego. Bada-nia wykazały, że 1 m2 powierzchni odlewu z 18% Sistracił w ciągu godziny, będąc zanurzonym w zim-nym kwasie solnym (c. wł, 1,19) 0,03 g, zaś z 14%Si stracił 0,44 g. Wrzący kwas siarkowy (1,10) spo-wodował w pierwszym (18% Si1) ubytek 0,8 g, zaśw drugim (14% Si) 2,5 g. Temperatura topliwości'żeliwa z 14% Si wynosi około 1250°, Żeliwo to jestrównież odporne i na ługi.
Do materjałów kwasoodpornych z grupy żela-za, znajdujących się w użyciu, zaliczyć wypadastelity o składzie 20—60% Co, 20—50% Cr, 10 —30% W, oraz małe ilości żelaza, Stelity takie mogąmieć własności wytrzymałościowe różne od: tych,które używa się na narzędzia. Stopy te topią sięrównież w temperaturze około 1250°, zaś ich od-iporność chemiczna jest bardzo znaczna, gidyż ja-koby nie ulegają żadnym kwasom, nie wyłączająckwasu fluorowodorowego i siarkowego, Pozatem sąone również odporne przeciw, działaniu sufali-inatu 1 8 ) .
iNader ważnym problemem w dzisiejszej wy-twórczości 'maszynowej są 'Sprawdziany, które, jatkwiadomo, nie mogą po ostatecznem wykończeniupodczas leżenia zmieniać swoich wymiarów.
Stal na ten cel użyta, poiza własnością zacho-wywania stałych wymiarów, musi być odpowiedniotwarda i odporna na zużycie, równolegle jednakz dość łatwą obrabialnością. Do tego dodaćby trze-ba łatwość uzyskania lustrzanej powierzchni za-pomocą polerowania, oraz odporność na rdzewnie-nie. Stale używane na sprawdziany mogą być sa-
m-oihartujące się lub takie, które poddajemy harto-waniu 1 7 ) ,
Do pierwszej grupy zaliczyć trzeba stale wy-sokostopcwe, w szezególnoiści zaś chromo-niklowei niklowa, Te ostatnie — o zawartości około36% Ni, Stale o zawartości 42% Ni mają spółczyn-nik wydłużenia cieplnego1 nie przekraczający0,1 X 10 ~5 na stopień. Stale chromowo-niklowe,ulepszone termicznie i u twardnions w azocie, zali-czyć można też do tey grupy.
Drugą grupę stanowić będą. stale, obrabianetermicznie drogą hartowania przy studzeniu w róż-nych środkach chłodzących. Zabieg taki, jak ogól-nie wiadomo', wywoła naprężenia, bądź wskuteknieprawidłowego grzania hih studzenia, bądź wsku-tek możliwości istnienia różnych struktur, którymodpowiadają różne objętości.
Naprężenia uwięzione będą ustępować z bie-giem czasu i działania temperatury, powodując przezto zmianę wymiarów. Najbardziej skłonne do zmia-ny wymiarów .są stale węgliste, Wada ta jest mniej-sza w stalach stopowych, hartowanych w oliwie.Stale hartowane nie wykazują zmiany wymiarów,czyli nie ulegają t. zw. „'.starzeniu się", gdy je o-igrzejemy do pewnych temperatur. Zalecane dłu-gie (200 god>z.) wygotowywanie stali w wodzie wtemperaturze 120" ma usuwać skłonność do zmia-ny wymiarów w tsmrperaturze pokojowej.
Stale stopowe znoszą wyższe temperatury od-puszczania bez znacznej straty twardości.
Ważną rolę mogą tu odgrywać slale chromowe13%, które tracą niewiele na twardości nawet poodpuszczeniu do 500". Im temperatura odpuszcze-nia będzie wyższa, tem mniejszą skłonność będąmiały stale do zmiany wymiarów. Ponieważ stalestopowe wymagają i znoszą wyższe temperaturyodpuszczania, bez wybitnej' straty własności wy-trzymałościowych, przeto one tylko powinny wcho-dzić w rachubę w wyrobie sprawdzianów.
-100O
10) Przewodnictwo cieplne żeliwa krzemowego o za-wartości od 12 — 18% Si jest o 50% mniejsze, niż zwykłe-go odlewu szarego,
16) Według tablic objaśniających na wystawie.
ść waistwy w mrą
Rys. 10. Spadek twardości warstwy nacementowaneji naazotowanej w zależności od głębokości (Fry).
Wspomniane wyżej stale niklowo-chromowemają iednak małą twardość, a wskutek tego małąodporność na zużycie. Chcąc stale te uodpornić na
H o u d r e m o n t : WerkstoJfe fur Messwerkzeuge.

100 PRZEGLĄD TECHNICZNY 1928
zużycie, należy je titwardnić na powierzchni.Najprostszym sposobem utwardniania jest ce-
mentowanie węglem.Wadą jego jest konieczność użycia wyso-
kiej temperatury oraz stosowanie zabiegów uszla-chetniających (regeneracja i hartowanie), które po-wodują powstawanie i magazynowanie naprężeń w•stali, jak już zresztą o tein była mowa wyżej.
Rys. 11. (X2). Przełom stali utwardnionej przez azotowanie.
Nowym sposobem utwardniania jest t, zw, azo-towanie powierzchni zapomocą azotu, doprowadzo-nego do przedmiotu w postaci amoniaku (NH,,),Proces azotowania przeprowadza się praktyczniew temperaturze 580°1S).
• Proces ten jest prosty i nie wymaga skompli-kowanych urządzeń, jak widać z rys. 9 1 0 ) .
Przedmioty układa się luźno, (by ułatwić do-' stęp azotu) w skrzynce żelaznej, mającej dwa otwo-
ry, jeden do1 doprowadzania amoniaku z butelki,drugi do odprowadzania resztek zużytego gazu.Skrzynkę wypełnioną i uszczelnioną azbestem wsta-wia się ,do pieca elektrycznego, którego tempera-turę miejzy się termoelementem. Przepływ gazumusi być powolny, co stwierdzić można, przepro-wadzając zużyte gazy przed wypuszczeniem w po-wietrze przez kolbę napełnioną wodą,
Azot, dyfundując do żelaza, już przy ogrzaniupowyżej 250", powoduje zmianę struktury i utward-nienie. Hartowanie po naazotowan.ru jest zbytecz-ne, przez co wykluczona jest możliwość powstawa-nia naprężeń, które gdyby nawet istniały, to wła-śnie w czasie azotowania mogą ustąpić. Azotowa-nie nie sięga głęboko (max. 1 mm), przyczem twar-dość w miarę posuwania się wigłąb od powierzchniutwardkrionej znacznie 'Spada.
Wykres na rys. 10 podaje porównanie twar-dości uzyskanej cementowaniem i azotowaniem.(Widać, że twardość nadzwyczajna, bo od 900 do1000° Brin., uzyskana przez azotowanie, spadagwałtownie w zależności od głębokości; natomiastniska stosunkowo, choć 670° Brin, wynosząca twar-dość warstwy nacernerutowanej, pozostaje na znacz-nej głębokości bez zmiany. Warstwa naazotowa-na jest dość krucha, a ponieważ nie sięga dość głę-boko, przeto nie znosi dużych obciążeń. h
Z tego powodu nie nadaje się azotowanie doutwardniania ostrzy narzędzi,
iPrzełom stali azotowanej widać na rys, 11,Twardość warstwy naazotowanej nie zmienia
się prawie do temperatury 500". Stale używane doazotowania zawierają nikiel i chrom, a dostarczanesą przez hutę w stanie termicznie ulepszonym, przy-czem ogrzanie podczas azotowania nie zmienia•struktury, Wytrzymałość takich gatunków stali wy-nosi od 60 — 115 kg/mm", przy wydłużeniu od 12—23%. Przedmioty podczas azotowania nie odkształ-cają się, o ile wolne były od naprężeń, ani też —co jest bardzo ważne — nie ulegają starzeniu się,
Przez azotowanie zwiększa się nieco, objętość,a ponieważ przyrost wyraża się w setnych procen-tu, więc będzie tylko wobec większych wymiarówznaczniejszy, \
Ciekawern zagadnieniem, któremu mało DO-święca się miejsca w literaturze technicznej, są Ma-chy do wytłaczania naczyń. Blacha ta musi być,jak wiadomo, dobrze ciągliwa i o odpowiedniej wy-trzymałości20), Materjał surowy (bloki) do wyro-bu blach musi być wolny od pęcherzy al) oraz u-wolniony podczas przeróbki kuźniczej- od zen-dry22), która, wgniataijąc się w materjał, uniemo-żliwiłaby wywalcowanie cienkiej blachyas), Po-dobne własności powinna mieć i blacha używanado platerowania. Obydwa rodzaje blach muszą za-wierać bardzo mało krzemu, a gotową stal przedodlewem w kokile należy uspokoić małym dodat-kiem glinu.
Dobrą miała się okazać do tłoczenia blacha,zawierająca 0,11 — 0,15% C oraz inne domieszkiw ilościach nieprzekraczających: 0,5% Mn, 0,03%Si, 0,03% P, 0,05% S, 0,16% Cu. Wytrzymałośćwynosiła 30 — 33 kgjmm'-, wobec wydłużenia 30—33% ~M). Blacha o powyższym składzie ma się do-brze nadawać i do platerowania,
W powyższem krótkiem sprawozdaniu, w któ-rem starałem się poruszyć jedynie bardziej prak-tyczne i żywotne zagadnienia, uzupełniając jemałemi dodatkami, nie mogłem wdawać .się, z po-wodu braku miejsca, w głębsze rozpatrywania nie-których zagadnień, pozostawiając je na czas póź-niejszy.
Niektóre nieporuszone tutaj zagadnienia będąrównież wspomniane, przy sposobności omawianiainnych, a z niemi związanych tematów,
l a) F r y : Uber Nitrierhartung; Patrz 1 ównież P r z e g 1.Techn, A 64 (1926), istr, 85.
10) Urządzenie pokazane na wystawie.
20) Badanie zdolności blachy do wytłaczania przepro-wadza się — jak wiadomo •— na specjalnym przyrządziesyst. Erichsena,
a l) Obecność pęcherzy w blasze zbadać można zapo-mocą trawienia w kwasie siarkowym. W tym celu dwapłatki blachy wielkości pocztówki stapia się dokładnie nacałym obwodzie i poddaje trawieniu. W razie obecnościzawalcowanych pęcherzy, uwidocznią się one, gdyż zostanąwypełnione wodorem, pochodzącym z elektrolizy. Sposóbten podano podczas dyskusji po jednym z wykładów.
2") Oczyszczanie z zendry przeprowadza się zapomo-cą trawienia w rozcieńczonym kwasie solnym lub siar-kowym.
2i!) W i mm er: Tiefzieh-, Stanz- und Pressbleche.24) L i i t k e : Anforderung an Bleche fiir Metallplat-
tierungen.

:N° 5 PRZEGLĄD TECHNICZNY 101
Nasze projekty kanałowe1.Napisał A. Legun-Bil iński, inżynier komunikacji.
Rozpatrzmy teraz tezy najnowszej pracy inż. Til- Austrjacki system przyjmowania robót wykona-
lingera pod tytułem „Warunki ogólne rozwoju nych oraz sprawdzania wydatków, czyli t. zw. ko-dróg wodnych w Polsce i ich znaczenie tranzy- laudacja, nie wytrzymuje najpobłażliwszej kryty-
towe"1). Jest to jedyny referat z dziedziny hydro- ki i jest wprost zgubna, tak dla Państwa, jak i dlatechniki, przygotowany na skutek polecenia M, R. całego szeregu pracowników,P. na Zjazd Polskich Techników Zrzeszonych we Również fatalne skutki pociąga za sobą brakLwowie w dn, 16—I9.IX.1927 r . 2 ) , norm dokładnie ustalonych dla paliwa i smarów na
Zaczniemy tym ra'zem od wniosków autora, statkach i pogłębiarkach, jako też brak ścisłego p.e-i W n i o s e k l . „....zwiększenie roli przewo- rjodycznego sprawdzania inwentarza. _
zów wodnych przez odpowiedni rozwój sieci dróg , J ^ s t e , m z d a n i a . l ż b e z dohrzz. zorganizowane,wodnych, wpłynie na ogólne zmniejszenie kosztów kontroli lepiej nie zaczynać większych robot naprodukcji w Polsce i ułatwi przemysłowi konku- drogach wodnych. ,rencję •międzynarodową." W n i o s e k 3, „Regulacja rzek jest wydat-
Oczywiście, rola dróg wodnych w Polsce spro- kiemnie tylko na cele komunikacji ^wodnej, leczwadzą się nie tylko do ułatwienia przemysłowi również ma na celu uporządkowanie i unieszkodli-konkurencji międzynarodowej przez 'zmniejszenie wienie spływu wód , asygnowane dotychczaskosztów produkcji; tu chodzi o stworzenie grun- środki na ten cel są^tak małe, że sprawa nie po-townych podstaw do podniesienia dobrobytu całe- rusza się omal z miejsca; ^ potrzeba na nowe ro-go narodu przez wzmożenie wydajności rolnictwa, boty do 25 milj. zł, rocznie.,."przez odciążenie kolei żelaznych, przez organizację Już wyżej widzieliśmy, jak mizerne są kredy-nowych gałęzi przemysłu na nowych, o wiele do- ty na 'drogi wodne; atoli rozmiar kredytów rocz-fjodnieiszych terenach, wreszcie przez nadanie war- nych na n o w e roboty musi być wynikiem -dobrzetości takim surowcom i materiałom budowlanym, ułożonego programu, pod warunkiem ścisłego wy-które bez tanich dróg wodnych pozostają nieużyt- konania postulatów wniosku poprzedniego (2-go).karni. W ni o s e k 4. „Sztuczne drogi wodne są in-
•W n i o s e k 2. „„.niezbędne jest prowadzę- w e s t y C j ą specjalnie dla celów komunikacyjnych —nie jednolitej, dokładnej i -usystematyzowanej sta- j s ą nje2;będnam uzupełnieniem naturalnych drógtystyki .żeglugi, oraz.., układanie usystematyzowa- w o d n y C h , które bez tego uzupełnienia — zwłiszczanych i dokładnych sprawozdań 3) z prowadzonych w n a s z y c h w a runkach — tracą dużo na znaczeniu,robót regulacyjnych i pogłeiuarskich/' Jako instytucja, mająca jasno określony jeden cel
Autor dobrze zasłużył się sprawie, poruszając ^ mogąca się rentować, sztuczne drogi wodne mogąte braki, a szczególnie — brak sprawozdań finan- ^ y ć budowane albo jako przedsiębiorstwo rządowesowo-technicznych od r. 19-19; szkoda tylko, iż nie % u lJziałein samorządów, albo na podstawie konce-wspomniał przytem o wielkim braku pełnomocnictw gj«, w interesie kraju leży, by pod jakąkolwiek po-dia Kontroli Państwowej, wskutek czego ta insty- s t a c i ą budowa projektowanych dróg wodnych byłatucja nie może iałą przeciwstawić samowoli_przy j ^ n a j r y C hlej zapoczątkowana ".wydatkowaniu sum, przydzielonych na. drogi wo- , w { y m w n i 0 . s k u au-tóir już się nie waha nazwaćdne; tu są konieczne dokładns instrukcje do ukła- ^ ^ W O ( j I i e sztuczne n i e zb ę d n e m u z u p e ł-dania omawianych sprawozdań, oraz, do czasu n i e n i e m dróg wodnych 'naturalnych; stąd zda-i sposobu ich kontrolowania. By zaś takie sprawo- , w a j o r b y s{ą tylfeo jeden krok do postawienia nazdania spełniały swoje zadania i kontrola ich me p i e r w s z y i r n planie uporządkowania dróg natural-była fikcją, muszą być ustalane co miesiąc ceny n y c h | hez. których nie będzie co. „uzupełniać. ; nie-normalne na materjały i robociznę, oraz -— wyda- & t e t y ) t a l d e prZypuSzczenie, byłoby złudzeniem,na ustawa obowiązująca do obliczania kosztów ro- g d y ; ż a u t o r w y r a ź n i e podkreśla w omawianej pra-boty (analizy cen jednostkowych); te dwa ka.pi- c y i ,0 c o . m u głównie chodzi, - % : 'talne zagadnienia zostały u nas, niestety, •zupełnie C o z a ś d p s p o g o b u wykonania budowli na dro-pominięte. gach wodnych, to — niojem zdaniem — powinni-
śmy unikać wtszelkich koncesyj, a zachęcać jaknaj-*) Ciąg dalszy do str. 1125 Nr. 52 r. ub. bardziej do robót gospodarczych — we własnym!) Ob. „Wiadomości Związku Polskich Zrzeszeń Tech- z a r z ądz ie , gdyż to jest najtańszy sposób przy do-
nicznych" Nr. 4, kwiecień, 1927 r. brei organizacji,ki. .IŁrrfjLSt SaSfĄTSSŁ.^i W.,.S«l S. „ W rokotaa fasach W,ą-czas znaczenie realne, gdy zawierają niezależną od wszel- n y c h ) W s k u t e k specjalnych właściwości tych --TO-kich postronnych wpływów opinję ich autorów. Zadaniem ^ j , , z a l e ż y o d doświadczenia kierowników w więk-Zjazdów jest zachęcanie do pracy na zadane tematy^wy- . mierze, niż W innych dziedzinach" ro-^d^^zrzar^,-Ert K L Z L V p.Ł :PS. *** *+;leży do prezydjum zjazdu, do obowiązków zaś przewodni- odpowiednich fachowców; pożądane jest, Dy le-czącego na zebraniach ogólnych należy doprowadzenie do ^ n o s z e ś a i e z rozpoczęciem robót na drogach WOd-rzeczowej oceny referatu i wyciągnięcie odnośnych wmo- ^ ^ większej skali warunki służby dla inżynie-S k Ó W ^) Czyli t. Z W. sprawozdań finansowo-technicznych. rów bfr tak zmodyfikowane, by możdiwe się stało

102 PRZEGLĄD TECHNICZNY 1928
przyciągnięcie i utrzymanie odpowiednich sił fa-chowych; w przeciwnym razie omyłki mogą koszto-wać bardzo drogo."
To druga cecha naszej nad wyraz smutnej rze-czywistości w gospodarce wodnej; nadmiernie roz-panoszony biurokratyzm maskuje często nierób-stwo, a jest wrogi wszelkiej energji, inicjatywiei,myśli twórczej, dalej sięgającej. Nic dziwnego., iżw takich warunkach nie zrobiliśmy w ciągu 8-iu latani jednego godnego pochwały posunięcia na polubudownictwa wodlnego.
Przytoczonych 5 wniosków autora nie charak-teryzuje wszakże całej treści omawianego referatu;by .się o tem przekonać, iprzyjirzyjmy się -bliżej bro-nionym w nim tezom „
'Na samym wstępie autor podkreśla wielką ro-lę t r a n z y t o w ą -naszej sieci wodnej, jej dużeznaczenie międzynarodowa; zwraca ponownie szcze-gólniejszą uwagę na kanał Zachód —: Wschód, ja-ko na d'rog-ę niezbędną dla odrodzenia ekonomicz-nego całej Europy i dla jej pacyfikacji; ta. właśniececha tego kanału może ułatwić rozbudowę sieci,co należy rozumieć| jako zapowiedź pomocy kapi-tałów obcych.
Owszem — kapitały zagraniczne są nam bar-dzo .potrzebne, atoli wybór objektu, dla którego au-tor je przeznacza, został obrany, jak wskazaliśmywyżej, nader niefortunnie.
Dalej autor twierdzi, iż miękkie koryto i zna-czny spadek Wisły, który się j e s z c z e n i ez r ó w n o w a ż y ł z odpornością dna, jak to mamiejsce na rzekach ideologicznie starszych, sprawia-ją, iż Wisła w swym stanie naturalnym nie przed-,stawia dobrych warunków dlla drogi woditiej i dla-tego zabezpieczenie terenów przybrzeżnych od roz-mycia wymaga na Wiśle .stosunkowo więcej za-chodu.
Tu w nieco inmej formie powtarza się oświad-czenie autora, znane już nam z jego prac poprzed-nich. Trzeba się zgodzić nareszcie, iż w żadnym ira-zie Wisła nie .ma prawa do zmniejszania sobie wie-ku w takim stopniu, żeby się nazywać stosunkowomłodą rzeką; o*d ostatniej epoki lodowcowej upły-nęło tyle wieków, iż miała ona dość czasu na opa-nowanie swego łożyska oraz zrównoważenie spad-ku z .odpornością dna.
Postać rzeczy nieco się zmieniła w ostatnichczasach, kiedy się człowiek wtrącił do spraw tejrzeki; z jednej, strony w pobliżu ujścia — zamknię-cie Nogaitu i przekop pod Schiewenhoorst, a z dru-giej — budowa całego szeregu wałów ochronnych,które przy niewłaściwem trasowaniu w wielu miej-scach wpłynęły bardzo ujemnie na łożysko, utwo-rzone oddawna w warunkach dl_a Wisły właściwych.
Takie „gorsety" jak w Kur żebraku, Modlraie,Warszawie, Dęblinie i t, d. zmieniły warunki prze-pływu wód w stopniu Ibardzo wydatnym na nieko-rzyść rzelkij teraz musimy usunąć te sztuczne kom-plikacje.
Omawiając bardlziej rzeczowo konieczność re-gulacji całej Wisły, autor ocenia kosizt regulacjiWisły Środkowej na 770000 zł, za 1 km, przyczemcały potrzebny wydatek na Wisłę, włączając ikori-serwację budowli w okresie budowlanym, oraz bu-
dowę portów i przystani, oblicza na 530 milj, zł,;również hojną ręką wyznacza czas — do lat 30 —na wykonanie tych robót. Słowem — sprawę regu-lacji Wisły przedstawia czytelnikowi w kolorachjeszcze bardziej czarnych i oczywiście dla szlakuśrodkowego — nieprzychylnych,
Następnie, mówiąc o regulacji Bugu i Narwi, au-tor zaznacza ciekawy szczegół: kiedy O min. Wi-sły poniżej Modlina wzrasta ze 111 m^lsek do192m3/sefe, czyli o 73%, to Q max. zwiększa sięz 7000 nf\sek powyżej Bugu do 8500 niosek poni-żej ujścia tej rzeki, 'czyli tylko o 22% ; ten zasłu-gujący na uwagę fakt tłumaczy autor opóźnianiemsię leniwych wód (wysokich) Buigu i Narwi,
Niewątpliwie gra tu pewną rolę i ten czynnik,atoli decydująco wpływa na to zjawisko nader cia-sny „gorset" modlińsiki, spiętrzający wysokie wodytalk Wisły, jak i Buigu, i hamujący normalny prze-pływ tych dwóch rzek podczas powodzi; wody Wi-sły muszą tu zachodzić w dolinę Bugu 6) i w tensposób znacznie wstrzymywać przepływ Bugu,zwiększając natomiast jego wysokość.
Ponieważ regulacja tego odcinka Wisły wy-maga koniecznie usunięcia wspomnianego gorsetu,to tu może (być mowa nie o „ujemnych" skutkachregulacji, jak przepowiada autor, a przeciwnie —o przywróceniu normalnych warunków dla prze-pływu wód powodziowych tych dwóch rzek,
W rozdziale VIII autor z właściwą sobie sta-nowczością staje ponownie w obronie całego krzy-ża (kanałowego, nie licząc się wcale ani z opinjąmiejscowych sił hydrotechnicznych, ani z wnioska-mi ekspertów Ligi Narodów, oraz członków kon-gresu międzynarodowego w Bazylei w 1926 r,; ry-suje przytem zachęcającą perspektywę przyszłegorozwoju kanału węglowego w takiej formie: posze-rzając wymiary kanału dla statków 1000-ych z 34do 36 m, pogłębiając go z 3,5 do 4 m, 'oraz podno-sząc moisty z 4,5 do 6,5 m nad poziomem wody, au-tor zamierza organizować ładowanie węgla do ba-rek typu p ó' ł - m o r s k i e g o wprost w Zagłębiuwejglowem, jak to się praktykuje w Tczewie; koszttakiego przystosowania kanału zwiejkszyłlby się ja-koby tylko o 10—15%, A ponieważ Wisła dolnanie da wg. autora 3,5 m,—a tembardziej 4 m głę-bokości, przeto autor radl/i poprowadzić kanał la-terakry od Brdyu-jścia do Tczewa głębokości 5—•6 m, długości 165 km, kosztem 250—300 milj, zł.Wtenczas odpadłaby konieczność regulacji Wisłydolnej na małą wodę z zaoszczędzeniem 100 milj,zł., a przy śluzach otrzymalibyśmy zakłady elek-tryczne o mocy ogółem około 60 000 KM; ponadtomielibyśmy porty morskie w Tczewie i Bydgoszczy,porty zaś półmorsikie na całej długości kanału wę-glowego aż do Zagłębia,
Zachęcający ten projekt wymagałby bliższegozbadania.
Następnie, w celu przekonania czytelnika, iżstatki o wielkiej pojemności na dlrogach wodnychśródlądowych nie są czemś niezwykłem, autor za-trzymuje się na wielkich projektach rosyjskich,przewidujących statki o pojemności 1600 t i wię-cej, jak to widzieliśmy wyżej, Otóż w 1910—1914
Podkreślenie moje.5) Ścisłe badania, których przeprowadzić nie mogłem,
powinny wykazać, czy to przypuszczenie moje jest słuszne.

P'MEGLĄD TECHNICZNY 103
r. dla takich wielkich statków wykonano, międzyinnemi, kanalizację dolnej części Dońca Północne-go na długości ok, 220 km, przyczem sam autorwystępował tam w roli jednego z kierowników tychrobót.
Podkreślając °) trudności robol hydrotechni-cznych wogólej oraz ipopełniane przytem często błę-dy, autor powiada, iż aczkolwiek wykonane przezniego budowle na Dońcu tazymają się dobrze, tojednak śluza dolna corocznie jest 'zanoszona pia-skiem, pomimo że jest położona przy brzegu lekkowklęsłym; przemilcza atoli przyczynę tego błędu,która jednak niewątpliwie 'zasługuje na jej odno-towanie.
Chodzi o to, iż wzmiankowana kanalizacjaDońca wypadła w tym okresie, kiedy w Rosji, podwpływem zawziętej agitacji na korzyść pogłębianiamechaniczneigo, zaimarła doszczętnie idea regulacjinzek. W zachodnio-auropejskiej zaś literaturze tech-nicznej stwierdzono (inż, Lechalas), iż śluzowaniebez regulacji nie daje trwałych wyników pożąjdia-nych, ponieważ powikłania w łożysku skanalizowa-nem zwiększają się iprzy wysokiej wodzie, spiętrze-nie zaś jazami przy średniej wodzie pozbawia rze-kę możno&ci ustalenia prawidłowego szlaku; więcdla .nzek, niosących duiże piasku i żwiru, połącze-nie kanalizacji z regulacją jest konieczne.
Rzeka Doniec Północny leży w pasie gwał-townych ulew wiosennych i letnich, kiedy podmy-wane brzagi i bardzo liczne wąwozy dostarczająogromnej .ilości piasków; Ibyłsm osobiście świad-kiem przegrodizenia całego Donu w ciągu 2-ch go-dzin olbrzymią tamą z piasku, wyirzuconsgo z dwóchwąwozów w czasie ulewy7)-
Doniec kanalizowamo bez żadlnej regulacji i —o ile mi wiadomo 8] — •wszystkie śluzy były rokrocznie zasypywane całkowicie w czasie powodzi,co izmusizało całą karawanę pogłejbiarską z Donudolnego do wyruszania na pomoc przy oczyszcza-niu komór śluz. Mamy więc tu nie jakilś błąd, trud-ny do przewidzenia, lecz zasadnicza, nieliczeniesię z eikmentarnemi wymaganiami hydroitechniki.
Dotychczas zapoznaliśmy się z całą ciężkąartylerią, wystawianą .pnzaz autora w obronie te-zy kanałowej z jej 1000 f-mi stótkami. Ponieważjednak i ofensywa opozycji coraz bardziej sięwzimaga, więc ostatecznie (str. 112) autor propo-nuje następujący oryginalny kompromis.
Po ponownem zestawieniu szlaku zachodniegoze wschodnim, dla którego kanał z Zagłejbia dopro-wadza się tylko do Dunajca, autor oświadcza, iż
aczkolwiek szlak zachodni jest o 330 km krótszyniż wschodni, to jednak kwest ja o d 1 e g ł o ś c i9)dla ruchu statków 400 f-ych w d ó ł od Dunajcap r a w i e s i ę z r ó w n o w a ż y 0 ) ; natomiast Wd-sła Górna nie może (?) zapewnić dostatecznychstałych głębokości .dla 600' f-ych statków niżej Du-najca i dlatego kanał węglowy daje dla 'żeglugirozwiązanie korzystniejsze, ale jedlnocześniei z n a c z n i e d r o ż s z e 9 ) .
'Ponieważ jednak iregulacja Wisły jest rzecząpotrzebną i w każdym razie musi "być wykonana,autor proponuje z początku wykonać to, co jestwobec ograniczonych środków łaftwiejsze do wyko-nania, t, j . kanał Zagłębie — K r a k ó w — Dunajec,a następnie dopiero wziąć się do kanału węglowe-go, kiedy nasze możliwości fkiamsow-e poprawią się:do' tego zaś czasu .musimy zająć się odpracowaniemszczegółowego projektu kanału węglowego, ustale-niem jego 'trasy i zabezpieczeniem jej od 'zabudo-wania.
Widzimy stąd', iż kompromis jest bardzo zna-czny, a jednak powstaje pytanie, czy jelst on doprzyjęcia w naszych warunkach.
iPrizedew:szyst:kie,m kanalizacja, doprowadzonado Wisłoki, a w naj,gorszym wypadku — do Sanu,stanowczo zapewni poitrzelbne głębokości dla na-leżycie zaprojektowanych statków 600 f-wych; aprzy takich statkach, jak niżej staram się dowieść,szlak środkowy stanie się bezkonkurencyjnym dlaeksportu węgla; sprawność przewozowa tego szla-ku będzie niemal nieograniczona, pod warunkiemzlbudlowania w Krakowie wzorowego portu węglo-wego,
Pozatem nasze młode Państwo, przy najpo-myślniej szych dla niego warunkach ekonomicznych,ma tyle do załatwienia zadań wagi pierwszorzęd-nej, iż trzeba bardzo wątpić, by znalazł się Rząd,któryby z państwowego punktu widzenia zgodziłsię w bliższej przyszłości na budowę drugiego rów-noległego szlaku wodnego. dla eksportu węgla, ma-jąc naturalny szlak środkowy.
Zresztą nie trzeba zapominać, że i koleje że-lazne są naszem cennem bogactwem i wszak niktnie dąży do odjęcia od kolei wszystkich towarówmasowych.
Z powyższych uwag widzimy wyraźnie, iż wca-le nie kanał "węglowy powinien absorbować nasząuwagę; z dróg wodnych s z t u c z n y c h — pozakanałem Katowice — Kraków i kanalizacją Wisłygórnej — wysuwa się przedewszystkiem szlak Mo-dlin — Pińsk,
~ (d. c. n.)
Przemysł i technika w r. 1927.1
Gospodarka drogowa w 1927 r.
Pomimo licznych utyskiwań w prasie na zły standróg istniejących i na wielki brak potrzebnychnowych dróg —• utyskiwań przeważnie zu-
pełnie uzasadnionych — należy stwierdzić, że rok
1927 w rozwoju gospodarki drogowej m!iał donio-słe znaczenie: realne prace przygotowawcze do ra-dykalnego uzdrowienia niedomaigań powojennychna drogach i do dalszej rozbudowy sieci drogowejw Polsce **) rzeczywiście posunęły się naprzód1,
Zagadnienie zreorganizowania gospodarki dro-gowej i dostosowania jej do< nowych potrzeb usta-
«) Str . 117—118.7) 9.V. 1915 r.8) Śledziłem uważnie za kanalizacją Dońca.
*) Dokończenie do str. 82 w Nr. 4 r. b.
") Podkreślenia moje.**) Patrz „Sprawa drogowa w Polsce". M, W. Nestoro-
wicz, Wairszawa, Bibljotelka KorniiMiallna Wendego.

104 PRZEGLĄD TECHNICZNY 1928
wicznie wzrastającego ruchu, zwłaszcza mechanicz-nego, stało się po wojnie światowej w całej Euro-pie najważniejszem -może z zagadnień gospodar-czych. W Polsce, w porównaniu z państwami za-'chodniemi, zagadnienie to jest podwójnie trudne:chodzi tu nie tylko o doprowadzenie starych drógdo stanu odpowiadającego nowoczesnym wymaga-niom ruchu, jak to ma miejsce w krajach posiada-jących już dostatecznie rozgałęzioną sieć starychdróg, lecz, również o wybudowanie całej sieci no-wych dróg, niezbędnych dla dalszego rozwoju go-spodarczego kraju. Jak wiele jest pod tym wzglę-dem do zrobienia, mówią chociażby następującecyfry: w Niemczech ma 1000 imiesakcińeów przypa-da 4,7 km dróg o. twardej nawierzchni, we Francji— 14,4 km, — podczas gdy w Polsce zaledwie1,6 km.
Wszystkie istniejące' drogi publiczne w Pol-sce są podzielone w następujący sposób: drogigłówne, o charakterze tranzytowym, ogólnej dłu-gości 17 400 km, zostały upaństwowione i są utrzy-mywane wyłącznie kosztem Skarbu Państwa; po-zostałe drogi, podzielone na kategoije wojewódz-kich, powiatowych i gminnych, są w zarządzie sa-morządów i Skarb tylko w nieznacznej mierze przy-czynia się do ich utrzymania przez udzielanie za-pomóg, Ogólna ilość dróg bitych w Polsce (z wy-jątkiem nielicznych dróg gminnych) wynosi38 730 km.
Postępy w państwowej gospodarce drogowejwyrażają się przedewszystkiefn w stałym, aczkol-wiek niestety zbyt powolnym, wzroście kwot prze-znaczanych na cele drogowe, a mianowicie: w r.1925 — 27,7 mil jonów zł., w 1926 (od 1.1.26 doLIV,27) — 31,2 amiljonów, w 1927 (I,IV.27—1,IV28) — 38,3 miljoiiów. Nie są to jeszcze kwoty wy-starczające, gdyż przypadające przeciętnie 2000 zł.na 1 km może wprawdzie, przy oszczędnej gospo-darce, wystarczyć na podtrzymanie drogi, ale niewystarcza na stające się koniecznemi) ulepszenianawierzchni. Równocześnie daje się zauważyć ogólne coraz większe zainteresowanie się 'drogamiprzez samorządy, przy czeimnaj większą inicjatywęwykazują województwa środkowe, a zwłaszcza lu-belskie,
Tempo budowy nowych dróg (poza budowąpołączenia drogą bitą Wilna z Grodnem) jest je-szcze bardzo powolne—decydującym, jednak przy-tem czynnikiem jest nie tylko brak środków finan-sowych, lecz potrzeba uprzedniego przygotowaniawszystkich tych czynników, od których budowa jestzależna, a więc odpowiednich materjałów i odpo-wiedniego- personelu — i ipod tym względem rok1927 nie był również stracony dla rozwoju gospo-1
darki drogowej.Pomimo stosunkowo niewielkich robót, w t,
1927 już dawał się odczuć brak dostatecznej ilościodpowiednich materjałów do budowy i utrzymaniadróg. Zagadnienie to jednak znajduje się obecniejuż na dobrej drodze do lozwiązania, Wobec ocze-kiwanego w 1'928 r. zrealizowania opracowanychjuż zamierzeń rządowych uruchomienia wielkichkamieniołoimów bazaltów w Podłużnem na Woły-niu, dalszej rozbudowy 'kamieniołomów kwarcyto-wych w Zągnańsku, przyczynienia się do powsta-'
nia.na większą skalę eksploatacji andezytów wCzorsztynie oraz dzięki ożywionej w ostatnich mie-siącach inicjatywie prywatnej. Następnie w r, 1927wyko-nano na większą skalę próby i przystąpionodo systematycznego badania różnych sposobów bu-dowy ulepszonych nawierzchni, przy których my-ślą przewodnią jest wyzyskanie dla celów budowymiejscowych słabszych nawet, ale tańszych ga-tunków kamieni, co. niezmiernie ułatwiłoby dalsząrozbudowę dróg. Przeprowadzone w województwiekieleckiem na kilku kiiloimetrach krzemianowanie za-ipomocą szlkła wodnego nawierzchni z miejscowychwapieni otwiera nowe perspektywy zużytkowaniawielkich pokładów tych formacyj; przystąpiono dowyjaśnienia sprawy wyzyskania krajowych asfal-tów i smół dla dróg; opracowano ogólny projektnowoczesnej klinkierni, który w roku 1928 ma byćurzeczywistniony, jako wzorowe przedsiębiorstwodla wyzyskania miejscowych glin do budowy dróg,
Przeprowadzone w ciągu 1926 r. z wielką sta-rannością pomiary ruchu na 2200 odcinkach drógpaństwowych na długości 12 830 km zostały w ro-ku 1927 szczegółiowo opracowane i wyniki stano-wią cenny inaterjał dla racjonalnej administracjidrogami. Na podstawie tych pomiarów stwierdzono,że ruch na drogach naogół bard'zo. wzrósł w porów-naniu do przedwojennego; w przybliżeniu wynosion około' 370 tonn na doibę (po- przeliczeniu na toin-ny ciężarów poszczególnych pojazdów), dochodzijednak nawet do 4240 f na dobę; ruch samochodo-wy'stanowi przeciętnie około 7%> ogólnego, są je-dnak odcinki dróg w pobliżu wielkich ośrodkówprzemysłowych, gdzie ruch mechaniczny stanowinawet 50% ogólnego ruchu. O wzroście ilości sa-mochodów świadczą następujące cyfry: w 1925 —ogółem 15 186; w 1927 — 22 191 samochodów wkraju, Z powyższego wynika, że nawierzchnie wie-lu dróg muszą sprostać nowym wymogom ruchu —a więc i technika budowy i utrzymanie muszą byćodpowiednio zrno dernizowane.
W dziedzinie budownictwa mostowego zazna-czyła się w ubiegłym okresie wyraźna już tenden-cja do budowy tylko mostów stałych, a mianowi-cie: małych — żelazobetonowych, a większych —na filarach i przyczółkach stałych (ap, żelazobeto-nowych systemu Stein-Paszkowskiego lub Reymon-da) o przęsłach długich-—albo- kratowych drewnia-nych systemu inż, RechniewskiegO' i inż, Francosa(np. most na Pilicy pod Spalą — 5 przęseł po24 m — ukończony, na Tyśmieniey pod Kockiem5 po 30 m — w budowie; na Narwi pod Żółtkami4 prz. po 40 m—w budowie; na Niemnie, pod Zęl-wianami 5 prz. po 40 m—w budowie, pod Łunnem•—ukończony; pod Szcz'0'rsami—ukończony, na •Wi-lji pod Niemenczynem 4 prz, po 26 m — w bu-dowie) —- albo żelaznych, (jak most-na Nerze 26 ni•— ukończony; na Czarnej Przeimszy — pod My-słowicami 30 m — ukończony; na Sanie pod Ra-dymnem .(odbudowa) — ukończony; na Dniestrze,pod Rozwadowem 2 przęsła po 44 m — w budowiei pod' Uścieczkiem —- w budowie) -— lub wreszcie(mostów dużych ż-elazobetoniowycn (na Białej podGrybowem 36 m — ukończony; na Ropie pod Gor-licami 2 przęsła po 24 m •— w budowie; na Wisłocepod Rzeszowem 78 m — w budowie),

Na 5 PRZEGLĄD TECHNICZNY 105
'W ogólnej administracji, d© istniejącego' jużprawodawstwa, ujętego w całość w dwóch ksią-żkach*), przybyło szereg nowych rozporządzeńz których niektóre, jak Rozporządzenie z dn, 1,VI1927 r, w sprawie oznaczenia szerokości dróg nawschodzie, przyczyni się niewątpliwie do zlikwido-wania wielu spraw spornych, a rozporządzenie zdnia 20,X 1927 r. O' dostarczaniu środków przewo-zowych do robót drogowych przyczyni się do roz-budowy dróg; ogłoszenie (konkursu na znaki dro-gowe i przyznanie nagród za najlepsze prace O sa-dzeniu i utrzymywaniu drzew przydrożnych miałyna celu uregulowanie tych działów gospodarki dro-gowej ,
Został również opracowany projekt ustawy oujednostajnieniu opodatkowania pojazdów mecha-nicznych wyłącznie na cele drogowe — co dałobymożność stworzenia podstawowego' Funduszu Dro-
• -gowego, O doniosłem znaczeniu takiego funduszuświadczy gospodarka drogowa w Anglji,
Jednakże jednem z najbardziej może obiecu-jących i doniosłych w przyszłości dla gospodarki•drogowej w Polsce zjawiskiem jest systematycznawspółpraca wyższych uczelni z administracją pań-stwową, w celu przygotowania dostatecznie licz-nych zastępów młodych, możliwie najlepiej przygo-towanych i wykwalifikowanych sił technicznych.Jednym z głównych środków po- temu jest zastoso-wany przez Politechnikę Warszawską w porozu-mieniu z Ministerstwem Robót Publicznych systemwydawania projektów dyplomowych z budowydróg nie teoretycznych, lecz konkretnych zadań,wraz z obowiązującem przeprowadzeniem pomia-rów na miejscu.
M. S. O.
Polski przemysłelektrotechniczny w roku 1927.
iRok ubiegły był dla rozwoju przemysłu elek-trotechnicznego nadzwyczaj pomyślny. Wytwórniekrajowe pracowały w pełni i stan zatrudnienia wtej gałęzi wytwórczości w roku 1927 w porównaniuz r, 1926 nie wykazał w<zrostu bezroboczych.
Szczególnie 2-e półrocze roku ubiegłego wy-raźnie zaznaczyło się tendencją ruchliwą. Duże in-stalacje rządowe i miejskie, które oddano1 fabry-kom krajowym do wykonania, w znacznym stop-niu ruch ten powiększyły. Ogólne dążenie do za-spokojenia zapotrzebowań rynku przez wytworykrajowe było' jakby dewizą roku zeszłego.
Jeżeli przejdziemy do< poszczególnych dzia-łów wytwórczości elektrotechnicznej, to możemy jescharakteryzować w sposób następujący.
D z i a ł - m a s z y n i t r a n s f o r m a t o r ó w .Uwydatniło się dąiżenie fabrykantów do wytwarza-nia silników poniżej 0,5 kW oraz dużych silnikówi prądnic, Ostatnio wypuszczono na rynek prądni-ce trójfazowe o. mocy 1000 kVA przy napięciu5500 V. Zaczęto wytwarzać silniki tramwajowe
*) M, Nestorowicz. Zbiór ustaw i rozporządzeń drogo-wych, Tom I i II.
i nastawniki1. <W dziale transformatorów dała sięrównież zauważyć tendencja do powiększenia je-dnostek. Ostatnio wypuszczono- transformatory o1250 kVA. '
(W celach inwestycyjnych, wielkie fabryki e-lektrotechniczne powiększyły kapitały akcyjne.
D z i a ł a p a r a t ó w i m a t e r j a ł ó w i n-'s t a 1 a c y j n y ć h. Niektóre wytwórnie tego- dzia-łu zaczęły energicznie produkować, lub przygoto-wywać się do produkcji aparatów i armatury wy-sokonapięciowej. W tym celu urządzono'wzorowestacje probiercze, które wykonane przedmioty mo-gą próbować do 30 000 V.
Wobec uczuwanego' braku materjałów izola-cyjnych, wytwórnie aparatów, które zużywają, ma-terjały wymagające wysokich własności izolacyj-nych, wytrzymałości mechanicznej i termicznej,jak również niehygroskopijnych i łatwych do ob-róbki, zaczęły otwierać te specjalne oddziały fa-brykacyjne.
Między in. przy jednej wytwórni naczyń ema-Ijowanych uruchomiono oddział armatury elektro-technicznej.
Produkcja w dziale rurek izolacyjnych wzro-sła w r. uib. O' 100% w porównaniu z rokiem po-przednim. Importu zagranicznego nie było1.
D z i a ł k a b l i p oi d z i emp.ych i in-n y c h p r z e w o d n i k ó w . Odbudowano i uru-chomiono spaloną na wiosnę fabrykę kabli, wybu-dowano jedną dużą nową, która w końcu c. ub. za-częła już zaopatrywać rynek w swoje wytwory;Wytwórnie kabli podziemnych i innych przewodni-ków zaopatrzone są w najnowsze maszyny pomoc-nicze i odpowiednie budynki,
Fabrykę przewodników izolowanych, któraprzez pewien czas była nieczynna, z końcem rokuzaczęto przygotowywać do ruchu,
tD z i a ł p o r c e 1 a n. y • e l e k t r o t e c h-n i c z n e j , Istniejące wytwórnie tego ważnego ar-tykułu dla wytwórczości elektrotechnicznej były.przeciążone pracą. W roku 1927 zwiększono znacz-nie produkcję przez uruchomienie działu porcela-ny elektrotechnicznej przy jednej z fabryk cera-micznych. Poważne inwestycje zapowiedziane są.na rok 1928.
D z i a ł ż a r ó w e k . Wobec zwiększonej po-jemności rynku krajowego, istniejące fabryki pra-cowały w pełni; W 75% 'zapotrzebowanie rynkukrajowego zaspakajają fabryki 'krajowe. Wprowa-dzono wyrób lamp katodowych.
D z i a ł a k u m u l a t o r ó w i o g n i w . Wroku 1927 dział ten powiększył produkcję o 100%w porównaniu z rokiem ubiegłym. Powiększono za-kres działalności fabryk akumulatorowych przezwyrób na większą skalę przenośnych bateryj samo-chodowych i do radjo,
D z i a ł p r z y r z ą d ó w d o o g r z e w a-n i a i ' g o t o w a n i a . Wytwórczość w tym dzia-le wzrosła znacznie i współzawodniczy skuteczniez wytworami tego rodzaju zagranicznemi.
D z i a ł a p a r a t ó w p r ą d ó w s ł a b y c h .Pomimo zwiększonej w roku 1927 produkcji Pań-stwowej Fabryki Aparatów Telegraficznych i Te-

106 PRZEGLĄD TECHNICZNY 19Ź8
lefonów, wytwórczość ta była niedostateczna. Im-port z zagranicy był bardzo duży. Wyrób dzwon-ków, numer a to rów, aparatów sygnalizacyjnych i t,d. rozwija się stale i import zagraniczny maleje.
D z i a ł r a d j oi t e c h n i c z n y. Rok 1927zaznaczył się pewną nad-prodmk-cją i nasycaniemrynku.
Zamierzenia na przyszłość: przemysłowcy pol-scy zamierzają wprowadzić wyrób w kraju turbinparowych, dźwigów elektrycznych, liczników ener-gii elektrycznej i mierników elektrycznych oraz dą-żą w dalszym ciągu do. rozszerzenia wytwórczościprzyrządów elektro!eczniczych. p j
Elektryfikacja.W zakresie elektryfikacji kriju, rok 1927 za-
znaczył się przedewszystkiem powstaniem, w dro-dze uzyskania odpowiednich uprawnień rządo-wych, nowych, zakrojonych na szeroką skalęprzedsiębiorstw elektryfikacyjnych.
W pierwszym rzędzie wymienić należy firmęyerdatok, która uzyskała na elektryfikację Za-głębia Krośnieńskiego dwa tiprawnienia rządowe,obejmujące; 1) budowę elektrowni na gazie ziera-uym w Męcince oraz 2) sieci linij elektrycznychdo zasilania szeregu miejscowości w obrębie te-goż Zagłębia naftowego. Następnie wymienić na-leży „Pomorską Elektrownię Krajową Gródek",która podjęła budowę przewodu przesyłowego dlazasilania portu polskiego na wybrzeżu Bałtyku—Gdyni, Zapewniając należyte zaopatrzenie w prądzarówno tego ważnego ośrodka naszego handlu zzagranicą, jak też i wogóle polskiego pobrzeżamorskiego, przewód ten winien przyczynić się doprzyśpieszenia ich rozwoju.
Szybko rozwijająca się wytwórnia związkówazotowych w Chorzowie, wobec wzrostu zapotrze-bowania na sztuczne nawozy azotowe zarówno wkraju, jak i zagranicą, stała się ośrodkiem poważ-nego zapotrzebowania na energję elektryczną. Toteż elektrownia okręgowa w Chorzowie, w związ-ku z wielkiemi zamierzeniami w kierunku rozsze-rzena produkcji zakładów azotowych, już nie jestw stanie podołać ich zapotrzebowaniu na ener-gję, a stąd powstał projekt połączenia tych zakła-dów 'Z dodatkowem źródłem zasilania, mianowicie zzakładami „Elektro" w Łaziskach Górnych. Stano-wią one już obecnie poważny ośrodek produkcji
energji, a nadto mają ulec wkrótce poważnej roz-~ budowie.
Nie można nie wspomnieć jeszcze o jednymprojekcie , który, choć nie przybrał form realnych,wywołał żywe poruszenie opinji publicznej w Kra-ju. Mamy tu na myśli pertraktacje z firmą amery-kańską: „American-European Utilities Corpora-tion". Rokowania te były podjęte w celu przyśpie-szenia elektryfikacji w Polsce. Stawiano sobieprzytem szeroko zakrojone zadanie zaopatrzeniaw prąd wszystkich osiedli o zaludnieniu od 5000mieszkańców wzwyż, w 6 środkowych wojewódz-twach; dążono jednocześnie do urzeczywistnieniaszeregu wytycznych w dziedzinie racjonalizacjigospodarki energetycznej przez . wyzyskanie sił 'wodnych i uporządkowanie gospodarki elektrycz-nej w Zagłębiu węglowem; miano wreszcie nawidoku szereg względów ubocznych, jak ożywie-nie naszego przemysłu budowlanego i metalowe-go, przyczynienie się do rozwoju i wzmocnieniaprzemysłu elektrotechnicznego, zmniejszenie bez-robocia i t. d. Jak wiadomo, rokowania te nie do-prowadziły jednak do uzyskania uprawnieniaprzez spółkę amerykańską i zostały przerwane.Jako ich skutek dodatni, pozostaje wszakże bliż-sze zaznajomienie się ódpow. kół kapitalistów za-granicznych z warunkami i potrzebami Polski podwzględem elektryfikacji, co może ułatwić dopływkapitałów zagranicznych.
O ile chodzi o drobniejsze elektryczne zakła-dy publiczne, to postęp w kierunku ich mnożeniasię uwidocznia się wyraźnie. Tak więc rok ub. prze-wyższył co do ogólnej ilości wydanych uprawnieńelektrycznych (21) rok poprzedni (16 uprawnieńelektrycznych), który był też znamiennym w sto-sunku do lat poprzednich. Polityka Ministert wa Ro-bót Publicznych w tej dziedzinie zmierza przy-tem do tego, aby drobniejsze placówki, które mająna celu detaliczne rozdzielanie energji elektrycz-nej, były obejmowane przez samorządy. W obec-nem stadjum elektryfikacji w Polsce nie zawszebywa możliwe przestrzeganie tej zasady, to teżMinisterstwo popiera przeważnie dążenia samo-rządów do posiadania nietylko sieci rozdzielczych,lecz też i własnych zakładów Wytwórczych, udzie-lając odpowiednich uprawnień elektrycznych ipomagając w uzyskaniu niezbędnych funduszów.W rezultacie, na 54 wydanych do r. 1928 upraw-nień, ponad 50% przypada na instytucje samorzą-dowe.
Z. P.
PRZEGLĄD PISM TECHNICZNYCH.BUDOWNICTWO;
Wentylacja tuneli pod rzeką Hudson.Z Kole amerykańskim trojanaobeiin obudowano pod nzelką
Hudson dwa Iranaify, łącząca Nowy Jock z Ncw-Jersey.Szkielety lich istairwrwiią dwie Miry o ś,r>ednńcy 8,99 m, o dłu-gości 2819 m, 7, kt6reij 1670 praechoidzii pad •korytem <rtz>eki,
iNiezmieffinAe 'oieikawą teh ikioin.sitirulkc.ja izajmiiemy sięsizcaegóŁowo póznii.e1}, na 'razie .podajemy tyłka za „TecrmiąaieModernę" streszczenie artylkuiu z ozasop. ,,Power" z l.XI,27ir,, dotyczącego instalacji •wentylacyjnej,
T.uruele prz-ezinaczionij są wyłącznie 'do ruchu 'samocbo-dowego. Rtich w miioh coenia isli.ę na ok, 1900 pojazdów na
•godzinę, podeza-s 'gdy <Sil'Uiżące 'uprz<edinib .do ikomunilkacjirzekę promy, Irainispointować moigly w naijltepsayiin razie 320.
Należy jeszcze wspomnieć, Ae buidowia tumeilu wymaga-ła wyfcopania i usiuinięiclia 375 000 ms ziemi i .zużycia98 000 m8 foeiomi. Koszt tiuidowy wyniósł 47 unLilij.om.ow dft>-
Jedmem z najtoudiniiejszycih zagadiniteń była isprawatylacji powietrza zanieczyszczioaiego spal'arami silników is.a-naochiodawydh, .Najeżało więc prziedawsiz-ysfkiam dolbirze sięz t«mi gaaaimd zapioamać i oiziiaczyć maiksymaliią icłi za-wartość szlkodiliwą. Jedynym ich is!kła,dlnii'kłein .szfcodliiwyni'(•est CO, Jeden samochód .o śriediniej szybkości •wydziela od1 d;o 78 dnPlmin CO, Z darmgtej znów strony, bez'kajnu« prze-

N° 5 PRZEGLĄD TECHNICZNY 107
bywać można w ciągu godzliiny w atmosferze, zawierającej4 .części 0 0 aa. 10 000 .pwwwetaa. Zawartość 6 ma 10 000 COodczuwa sią jńilż afekka, izatś 8—ilO icizęści na 10'000 odczu-wa się 'SJilnie,
Żeby nie piraełancezyć ikonceratradj-t 4'ma 10 000, nalażywtłaczać mastępuijące dlości czystego powietrza:
do tunelu północnego około 57 000 m3jmin powietrzado tunelu południowego „ 55 000 m*/min „Dla zobrazowania zmaczenia tych liczb, powiedzieć trze-
ba, że ig.dyiby ta ilość pojwietrza wtłoczona byiła wprost przezjeden z wylotów tunelu, podczas gdy powietrze zanieczy.szcao-
.ne u: Wodziłoby dpuigikn wylotem, w tunelu panowałby wprosthuraganowy wicher o prędfeońci, 96 kmlh. 'Dlatego fez ikażdy•tuiael podzielony atcKrtał (w przekroju) na tezy komoiry,Komorą dolną wtłaczana jest powiiietaze -do ikoimory głównej,nad nią się iznajidfflljąioej, tirzecią •ssaiś 'komorą — nald |eizdnią .—wysysane ijcol jpowiieteze 'zanieczyszczanie. Komora .dolnałączy się (Szeregiem kanałów, rozstawionydh co 3, względnie
-4,5 rri, z komorami dioliotowemi, av których poiwietrze1 po wyj-ściu z wentylatorów irozpiręża się częściowo. Szczdtóinft ciągła,•r isizeroikości .zmiennej w igir&aksach od 19 do 44 mm, łączykomory dolotowe .z ikomloirą <główiną j.eadni.
Komora 'odpływowa, z.nQ(jdiuijąca się — jak wspomnia-no —nad komorą 'główną, połączona .jest z nią szeregiem•otworów (co 4 m), iktó,rych\ dłluigaść izonienia 'się w granicach•od 0,9 do 1,8 m.
(Podana wyiż<ej ilość wtłaczanego powietrza zapewnia5*go izupełn-e 'odświażerme 42 aiazy na fgoldainę.
Dla izapewnienńa 'fceij. wydajności, zmontoiwano 4 'centraleweinitylatioirów (2 — u wylotów^ Jcanalu i' 2 — aa wyspie).Łącznie ijest iidh 84 sat., zigriupowade w izespofcijeh po> 3. "Wy-•dajnoiść zespioilu wa:ha sii-ę od 840—6800 mslmin. Razem jast14 laespioiłów tłocziących i 14 issąey.dh. Wydajność 'jest talkobiliczona, że ikażdy 12 weinltylatorów m:oże dać więcej
ariiż połowę piowietirza óktstaamsia.ne^o pnziez icaly zesipół —chodzi bowiiem o. izabezpieczanie n>a wypadek iumiieirudhom.i'eniia1 wentylatorów. Każidy z wentyilatoTÓw pędfeoaiy 'jest praezosobny isilruik.
METALOZNAWSTWO.Nikiel/)
Niklowanie,Od nilklowania wymaca się, by posiadało ono1 wygląid
odpowiledmi, iby .stainowiło ocbr.omę .od rdz.ewifeniia (obecni-ei:ilkl'uije .s.ię przeważnie .żielaz'01), Iby ibylo eikomoimrczinie. Spo-.sób nilklowa,nia, 'stosowany obecnie •wie Franciji, p.ollega namaiatopuijąiCieni': P,r.ćnbki pokrywa się •e-lciktrolityczinie naj-pierw mieidizilą, igdyż posiada .oma zdofadść wyrówinywaniiapowierzchni i d'a;je możność TOiz;po.znainia dojcładnoiści po-przedniego lO.dtłtisz.cz.en.ia, wiZiględinie strącana ;z *cłzwoirów.zasadowydh (cyjanak mfieidlzi) sprzyja tom samem o.dtłiu-'szcz-aniu powierżdhaii. Głót\m-ą część kąipieli tMsfałjąpej ata-
siar-czam. niklu, DodaJtók podwójnego siarczanu niklui(iNiilSO4(iNH4),,iSO46H2O) aaipobifflga występawamiu
-elektrolizy ikwasu siairtkowiqgo i powoduj* •roapnisaczanie ano-dy jiilkloweij; aby to (rozpuszczanie jeszcze zwiięksizyć, do-claj« się iohk»i)ku .niilklu, airnionu lulb isodu, Zminii jiSizyć wy.diZ!le-lani« wod'0'ru można przez idodatók .suaTozanuiisodiu 'lub ma-gneziu, hń> też .dodatek soli organicznych fclabo dysocjującycn.Odbrolainiie osadu niikl<ui, zażółconeigiO' pnzsz olb^oność IOMIOT-ków, (prizepriowadzić możina, idodając! !do ikąJpi flS fkiwaisu boro-wicgo. Fluorki (bioinu pozwalają na luizycie "wiejkszeigo natęże-nia iprątdu, .slkróoenlłe cza.su Mikłowania, względnie otrzyma-niie igTubszej warstwy, Można wliięoi podać inaisitępttjący sikład'kąpieli (©luira):
*) 'Dolkończ-enfe do sit, 83 Nr, 4 z r, b,
Siairczan nilklu 280 gFluoirek sodu 8,,Kwas borowy . 30 „Wody . . . . . . . . . . . . . . 900 „ .
Amerykanie zajęli się madkowem opracowaniem metod,riilklowan.ia, iBadania te pr.ze[pi'cwadzan» w lab.oiratorjaciina.ukciwydh, igłówinie w B.ureau ol 'Sta.idards, które, pracu-jąc w iciatyan 'kontakcie z laboiratoJijami ptizetnysłow&mi, mia»ły ;moaiiiO:ść ikomtroloiwaniia 'U'ż^teczaoścli wpirowadzonydb. ino-wacy.j. Zagaldinieniami, iktóre -soibie przy tem postawiorao, by-ły; 1) 'Zbadanie lodpoirnośai przedmiotów ponaiklowanych nadziałanie ikorozyijiae (warstwa niklu grufeoś'ci tminiimum0,025 mm). Z) Zwiejkszenie .intensywinośdi> pirocesu' (emnliej-sseniie iczasiu 'nilklowainia, 3) .Zbadani* warunków iprocesu (ko-oiicczność ikonbnoli:), Zwir.ócomo 'uiwagę ina idóikładność wstęp-
aiy.cia prrz-edimio tóiw. Dla natężenia ptrąjdu 0.5—'10 Aldrrrsię tam ik.aipi.eli o •sMadzie:
.siarczanu niiklu '. 23Og/litirchloriliu miitolu 22 „ikwasu borowego 22 „.iPar.zy większych/ maitężeniadb. iprądu (5—10 A/rfm"), zwię-
ksza się stężenie ,jo.nów iniMowydh, podnosząc zawaiłość ni-<klu w ikąpieli' do 80 g/Ktr. Zauważono, że war.stwa ochraninaniklu jest terii lOdpoTindejsza na działamłe korozji, dm mniej'kwasu barowego użyto do kąpidli. Kontrola procesu polegana utrzymamlu: 1° stałego stęi-einlia jonów wodo-ru, 2° stałegonatężania1 prądu, 3™ -.statej tempiaraitury kąpieli, 4" czystościchemicznej i fizycznej ikąjpóieli,
1. ilm więfesze inatężenie .prądu, tem mmiiejsze powianobyć stężenie jodów wodorowych. Dla 10,75 Ajdm" przy55° C optymalne stężenie jonów wodoru wynosi p H =
- 1 ^ ) , gdy dla 1 A/dma przy 38° C jest pH =
= 5.8 ( = 4V 1 0 5
B, cNatęż-eni-e prądu .stosuje się 3—5,5 Aldm-, czasami na-wet 16 Aldm- (we Firamojli 0,5—1 Aldrrr)• Budowa ikrysta-liczna wsadu jest tem idlrołmiiejsza, .im natężenie prądu jestwięlksze.
3, Wahania iŁemiperatury maleay zamiTcnąć w gffamiicach5° C, Iim wyiższe jest natężenie prądu, tem wyższa musi byćtemperatura 'kąpieli! idla 'Oitrzymainii.a optymalnych warunków.Talk iwięc prizy 18,75—12 Aldm- jest nią 55°, dla 3,2—5,5Aldm2 ; 45" — 47° C,
4, Przy olbeaności' 'żeilaza w kąpieiŁ, utworzona piowłoliamikloiwa nmiieij izaibezpiecza .crd irdzewlijenia. Inne metale w'kąp.ielii powodują powsławamiie Ikmchftgo osadu iniiikLu. Me-chanńicizine zanicozyszczeinia wyitwairzają nierówny osad, Or-ganiczne 'zaniieezyszczenia można .usunąć przez utilieniame,zresztą wskazane jest ifiiltrowanie 'kąjpli«li, iPrzez aneohaniza-cję instalacji do milktewania >zaoszczędza się w izanacznymsłoipniu. ipr.aicę i czas-, ii pozwala ma anormalizowamiie warun-ków. Dla akreślenia .stężenia ijoaiów wodorowydh, 'opracowa-ło Bureau -oif Stamda-rdis. 'praktyczn.ą, im-etadę okir-eślania przypomocy wskaźników (indy,katoa-ów), jak metyloraniż li t, p.Określenie lodpoTinoś-ci na !rdlzewi«niie piraepfowadfeono przezpomiary iczasu aż .do wystąpienia ;plam oa iprńblkaoh aamu-rzonydh w oldpowiiednidh inoztworaich icyanlcti żelaza llufo oMor-ku sodu,
Jakikoijwiefe wlprowaidzenie iyoh inowacyj we Frain-CJL- nlitejednoferotnie inie io&o takidh wyników, jak to ^ miałosniejsee w Ameryce, przeefeż wipT.owadaemfe dokładnej kon^trold i oparcia procesu riMowaMia na zdobyczach natulkowych,da niezawodne polepszenie sprawności, (J. GaMbourg. R e -TU« d e M e t , 1927, 660). Z. J.

108 PRZEGLĄD TECHNICZNY 1928
Roentgenograficzne badania budowy staliwęglistej hartowanej.
Obecnie jest Ikwesitją niewątpliwą, że .austenit (żelazo "()jest roztworem stałym więgila (węgliku żelaza ?) w żela-zie y. Wiąikszidść badaczy slkłonma jest .sąd!zić, iże żelazoistnieje w maiptenzycite w postaci lOcbn&aay «> lecą jest rze-czą sporną w jiaikiim stosuinlkiu .do żelaza izn.ajdu.je iS&ę w mar-tenzycfe węgiel. 'Wieimy, że węgiel noinnuailsnie. mię noaspu-szczia siiię w .żelazie «; lecz łreurlowamie widiccznie stwarzatakie war.uniki, wskutek których węgiel pozostaje w siatceprzestrzennej żelaza «; możiliiwe j-est, że iptizycizyiną tą jestołunlilżeróe t-ry p.rizemiainy al.olropoweij wslkmtek .szybkiegooiclifaidzania. Ponieważ rozpad roztworu stałego i •jedno-czesne powstanie 'kryształków Fe.jC nie mogą odbyć sięw tak ikró-tlkim cza-sie, przeto •węgiel pozostanie w siatceprzestrzennej żelaza '<* (>Bain). Na tej podstawie własnychba'dań wymiernieni niżej autorzy wńiioskmij ą, że:
1) 'W czyste hartowania stali węglisiej w wodzie po-wstaje ' te-tragoniolna ipiraesttrzetnnie ceotryczna .siaitfta prze-strzenna, 'kitórej parameiry są iblisikae .do iparameteórw siatlki
J żeilaza a.2) IStosuinetk parametrów w tej tetraigoiaolnej siatce
j zwiększa ^ię •w miarę .zwiększania ikojioentra-cj-i węgla.
3) Przy s-latej izawamtoiści węgla, .słosuneik parame-trów ziwięfcsza się w miairę podwyższainia tetpipera-tury har-
4) W istalaoh ihantowaruycih, zawiiieiraijącyoh węgla 0,85%i -więcelj, lilość nieroałożoncigo aoisteriiitu awieiksza się w mia-rę zwlięiksizania ,zawarto!ści węgla i poidwyiższania temtpe^a-lury hantowamia.
5) Teitraigomalna isiatCka przestrzenna • martenizyitu jeststadjtlin pinzejiściiowem w pTO'oesie pirizeiaiiamy a —>• •(.
6) iMartenzyt 'jest ipoiztworeirn stałyitn węigla w żela-zie a.
(iN. iSelijaitaw, N. Guidcow i G, Ktur-dijiUTn.otw, Żurnalpriikładtioj fizilki, IV, 2, 1927 i Zft. -f. iPihys. 1927),
I, F.-Cz.RÓŻNE.
Światło ultrafioletowe w browarze.Na ositatmiem 'zeibraniu ibryt y(jskieigo T-wa farmaceutycz-
nego w Brighton zakoaminiikował Dr,. E, S, Ellis, że wedł, je-go .spostrzeżeń, światło «lltiratf.joletowe -skraca proces fer-imeriitaoii psrzy wyrobie piwa .o 25%. Działainie drożdżybyiŁo iTiitcimsywniejsize w milższych itemperatiu.rach1, ijaiko'śćpiwa była o wiele le,psza i trwailość większa. ( T h e E' lec-t r l c a l R e v . stres.zcE, w ViDlI, zesz. 30 z <r, ,1927).
B i b 1 j o g r a f i a.Formuły na średnią prędkość przepływu i problem pręd-
kości przy bardzo małych głębokościach. Prof. Dr.M a k s y m ' i 1 j a n M a t a k i e w i c z . ' Lwów, 1927, Archi-wum Tow. Naukowego we Lwowie,
Piraca niniejsza ijdst idalszyun ciągieim iceanej pracy aiuto-ra,, oigło.szonej.w. P. 1925,. p, t.: „Ogólna iormuła ma ohyioiśćprzepływu w łoiży.sfcacti Tzeoznych i kainatowych", i ^ąjmujesaę szczeigółowo zą,gadnieniieim chyżeści- wody w łożyskach
naituraJlnycih o bardzo małej głębokości wody dponiżeij 30 cm).,dla (których formuily einipiryczne dają łbardzo niepewne war-tości, z ipowiodiu zbyt małej liczby (pomiarów -clhyiżoścŁ wodyw śoielkach inatuTalnycih :przy itaik małych 'głębokościach.
Rozpatrzywszy wyniki tych ipamiarów (w .liczlbie 196)i zużytkowawszy umie je lnie poimiary dla łożysk 'Sztucznych.o bardzo małeij giłębdkośoi (263),, autor .przychodzi do iwnio-sku, że wartości średnie wykładnika .głębokości wody w jego.formule na ohyżość wody
v = 35,4 r 0 ' 7 i"1
wynoszą: dla łożysk natunrailuiych 0,714, dla łożysk sztu-cznych 0,670, a .dla wiseystUoicih Tazam 0,685. Przyjęcie zatemprzez nieigo wartolści 0,7 lodipowfeda ,naeozywis'tośoi także dlamałych głębokości,
Aittor zbadał dalej wyniBci pomiarów chyżo.ści wody przybardzo inaifej iglejbokości1, wyikionaiae w Wbarałorjach wio-dnyich w Berliiinie i Wtedinliln, weidlłulg tóóTych prz^p łyttięł©.znacznie wiięceij w»dy, nia to wynikać I M Z formiuł empky.-,z-iiydh, i, dodał 21 poróarów przepływu wody, 'które wykonałw Politechnice Lwowskiej w bardzo małjch łożyskach drew-nianych i iżłsla-znyćh. Na podstawie tych badań, doszedł au-tor do nasitępujących wyników.
a) Łożyslka próbne w (laboratoriach w Berlinie i Wied-niu nie przedstawiały warunków łożyslka naturalnego, leczwanuniki znacznie gladszeigo tożysika szitiui. znego.
ib) Formuły empiryczne na średnią ichyżość wody moigą,być is.tosowane do łożysk o łbardzo imateij głębokości i sze-roikości,
c) Aby odtworzyć w małej ip o działce łożysko naturalne,,nie wystarczy ułożenie ipiaslkiu na dnie ikoryta próbnego, lecz;uzyskanie (przepływu, podobnego do przepływu w łożyskachnaturalinyich, wymafga zniszczenia poważnej części spadlku,W warunkach wsipoinniamych łożysk próbnych — trzebalbyzniszczyć D/u spadku, aby wytworzyć ipręldlkość średnią id-powiadaj.ącą dla danych .głębokości i spadku waflunikoimiłożyska naturalnego,
<d) Zniszczenia spaidku .dokoinyiwają w prz"y rodzie 3 czyn-liiiki: 1) większa szorstikość łożyska, 2) roizwiirięcie .strug wo-dy, 3) transport tmaterijaki ruchomego1. iNależatóby abadaćdoświadczalnie, w jakiej imierze te czyninilki współdziała-ją w 'zniszczeniu spadku, . • .
Dodałbym .jeszcze ijeden czynnik, miszcząiciy spadek;więjkszą zmienność .igiłębokości wady w przekroju popirzecz-nym łoiżyska naturalnego, niż sztiuczneigo, a zatem i chy-żości' struig wody,
iPrzyipoanoę •także, .że oczywiście lonrjiUlły empirycz-ne na chyżość wody dla ruchu iburzliweigo nie ma'ją zastoso-wania, gdy głębokość wody jest tak mała, że .much wodyjest laTOinatiiy,. Wlpiyw ma tu w tym razie taikże tem-peratura wody.
Rraca prof. iMataikiewicza kładzie kres wątpliwciściom,.podnoszonym przez talk poważne 'instytlucje naulkowe, 'jakwspomniane .laiboratorja wiodne — .co do stosowalności for-miuł .empirycznych ma chyżość wody dla 'bardzo anałydbgłębokości. (Szkoda, iże Akademia Nauik teohniicznycih micpiulblikuijte te,g« Todza.ju cennych prac, ,jalk opisana.—- w ję-zyikach obcy.iH, — jak tioczyini 'Polska Afcadenija Umitej^t-
n o ś c i . . , . ' . . • • ' » • ••.. i - • • •
' . ' . . ] ; ; Prof. Dr. A. Rożański.
Dmkarnia TechnióziLa, Sp/ Ąkc. w 'Warszawie, ul, Czackiego 3-5 (Gmach Stowarzyszenia Techników)'. ."Wydawca: Spółka z o. o, „Przegląd Techniczny". Redaktor odlp. Inż, Czesław Mikulski.