NR. 15. WARS £AWA 2, 5 LIPCA 193 R.4 TOM...
24
NR. 15. WARS £AWA, 25 LIPCA 1934 R. TOM LXXIII. CZASOPISMO POŚWIĘCONE SPRAWOM TECHNIKI I PRZEMYSŁU W Y D A W N I C T W A R O K S Z E Ś Ć D Z I E S I Ą T Y Przedp atę kwartalną 15 xl. przyjmuje Administracja i Pocztowa Kasa Oszczęd ności na konto Nr. 515. Przedp ata zagranicą 75 zl. rocznie ,. ,, 20 z. kwart. Cena zeszytu zl. 2.50 (Ceny zeszytów specjalnych są ustalane każdorazowo) Za zmianę adresu (znaczkami poczt.) . . . • 1 z. Jednorazowych: Ceny og oszeń; Ceny og oszeń w zeszytach specjalnych ustalane są każdorazowo. Za jedną stronicę zl. 300 | Dop aty: za I str. ok adki 100 proc, za 165.— IV str. okl. 50 proc, za zamówione 90.— ' miejsce na innych stronach 20 proc. 45.— Og oszenia dla poszukujących pracy, nada 25— I ne w Administracji, z. 8 za 1/16 itr. ,, pó strony ,, ćwierć strony ,, jedną ósmą . . . ,, jedną szesnastą . Biuro Redakcji i Administracji: Warszawa, ul. Czackiego Nr. 3 (Gmach Stowarzyszenia Techników). Teleion Nr. 657 04. Redakcja otwarta we wtorki, czwartki i piątki od godz. 8 do 8 i pól wieczorem. Administracja otwarta codziennie od godz. 9 rano do 7 wiecz. Wejście do Redakcji i do dzia u prenumerat Administracji: — przez sień g ówną budynku. ŻĄ DAJ Cl E TRftHSFORnflTORKDW 24-W0LT0WYCH 12O/24 V lub 22O/24 V FABRYKA APARATÓW ELEKTRYCZNYCH I WARSZAWA Kałuszyńska Nr. 4. Telefon 10 02 43. 2 W. BUDZINSKI INŻYNIER - DORADCA WARSZAWA, Smolna 25. Tel. 639 32. Od 2»/, do 4 l / a popo udniu. PORADY W ZAKRESIE: kotłów parowych i urzqdzeń kotłowych, budowy kominów, obmurowań kotłów, budowy pieców przemysłowych. Poczwórnie działające (niebieskie) uniwersalne dostarcza skrz V de kowe do benzyny, naffy, wody i ł.p. płynów „ WIEPOFANA " WIELKOPOLSKA ODLEWNIA FABRYKA NARZĘDZI I MASZYN Sp. Akc. w POZNANIU, ul. Dąbrowskiego 81, Telełon 61-56
Transcript of NR. 15. WARS £AWA 2, 5 LIPCA 193 R.4 TOM...

NR. 15. WARS £AWA, 25 LIPCA 1934 R. TOM LXXIII.
CZASOPISMO POŚWIĘCONE SPRAWOM TECHNIKI I PRZEMYSŁUW Y D A W N I C T W A R O K S Z E Ś Ć D Z I E S I Ą T Y
Przedpłatę kwartalną 15 xl.przyjmuje Administracja i Pocztowa Kasa Oszczęd-
ności na konto Nr. 515.Przedpłata zagranicą 75 zl. rocznie
,. ,, 20 zł. kwart.Cena zeszytu zl. 2.50(Ceny zeszytów specjalnych są ustalane każdorazowo)Za zmianę adresu (znaczkami poczt.) . . . • 1 zł.
J e d n o r a z o w y c h :Ceny ogłoszeń;
Ceny ogłoszeń w zeszytach specjalnychustalane są każdorazowo.
Za jedną stronicę zl. 300 | Dopłaty: za I str. okładki 100 proc, za165.— IV str. okl. 50 p roc, za zamówione90.— ' miejsce na innych stronach 20 proc.45.— Ogłoszenia dla poszukujących pracy, nada-2 5 — I ne w Administracji, zł. 8 za 1/16 itr.
,, pół strony,, ćwierć strony,, jedną ósmą . . .,, jedną szesnastą .
Biuro Redakcji i Administracji: Warszawa, ul. Czackiego Nr. 3 (Gmach Stowarzyszenia Techników). Teleion Nr. 657-04.Redakcja otwarta we wtorki, czwartki i piątki od godz. 8 do 8 i pól wieczorem. Administracja otwarta codziennie od godz. 9 rano do 7 wiecz.
Wejście do Redakcji i do działu prenumerat Administracji: — przez sień główną budynku.
ŻĄ DAJ Cl E
TRftHSFORnflTORKDW24-W0LT0WYCH
12O/24 V lub 22O/24 V
FABRYKA APARATÓW
ELEKTRYCZNYCH
IWARSZAWA
K a ł u s z y ń s k a Nr. 4.
T e l e f o n 10-02-43.
2
W. BUDZINSKIINŻYNIER - DORADCA
WARSZAWA, Smolna 25. Tel. 639-32. Od 2»/, do 4l/a popołudniu.
PORADY W ZAKRESIE:kotłów parowych i urzqdzeń kotłowych,budowy kominów, obmurowań kotłów,budowy pieców p r z e m y s ł o w y c h .
Poczwórnie działające (niebieskie) uniwersalne
dostarcza
s k r z V d e ł k o w e
do benzyny, naffy,wody i ł.p. płynów
„ WIEPOFANA "W I E L K O P O L S K A O D L E W N I AFABRYKA N A R Z Ę D Z I I M A S Z Y N
Sp. Akc.
w POZNANIU, ul. Dąbrowskiego 81, Telełon 61-56

122 1934 - PRZEGLADTECHN|C7Kly
Dyrekcja Państwowej Szkoły G6rnicxeli Hutn. im. Staszica w Dąbrowie Górn.
o g ł a s z a
KONKURS NA STANOWISKA:1) Kierownika warsztat&w, a zarazem nauczyciela
tecbnojojjji mechanicznej i obróbki; wynagrodzenie wedługgrupy VII ew. VI oraz dodatek służbowy według umowy.
2) Nauczyciela części maszyn, rysunków technicznychi maszynoznawstwa; wynagrodzenie według grupy VII i ew.dodatku służbowego, przyznanego przez Ministerstwo.
Kandydaci winni posiadać dyplom inżyniera jednejz wyższych uczelni polskich oraz wykazać się conaj-mniej 3-letnią praktyką w przemyśle.
Stanowiska do objęcia od dnia l.iX.1934 r.178
PASYPĘDNEGUMOWANE
TRWAŁE, EKONOMICZNE
NIEZAWODNE W DZIA-
ŁANIU (nie ślizgajq się i nie
wydłużajq), ODPORNE NA
WILGOĆ, PARĘ, KWASY
i ZMIANY TEMPERATURY
WSZELKIE WYROBY GUMOWE TECHNICZNE
oraz WSZELKIE WYROBY Z GUMYSTOSOWANE W PRZEMYŚLE
Z A K Ł A D Y K A U C Z U K O W E
PIASTÓW, Sp.Akc.WARSZAWA, ZŁOTA 35, TEL. 5.33-49
Do większych
poszukiwani
Konstruktorzyfinżynierowie lub technicy]
z praktyką do opracowania przyrządów fa-
brykacyjnych, uchwytów, narzędzi i spraw-
dzianów przy masowej i seryjnej produkcji
obróbki metali.
Oferty kierować do Administracji ,,Przeglądu Technicz-
nego"} Warszawa, Czackiego 3., pod „Konstruktorzy".
170
Sekcja współpracy z drobnym przemysłem przy Stów,
Techników Polskich w Warszawie
poszukuje 4-ch inl-tnechanlkówPraca wydawnicza i organizacyjna. Z g ł o s z e n i a '
„Przegląd Techn." Nr. 168,
Poszukujemy zdolnego
inżyniera-statykaposiadającego conajmniej 5-0 letnią wydatną praktykę naodpowiedzialnych stanowiskach w poważnych przedsię-biorstwach.
Warunki: doskonale przygotowanie, ukończone studia politcch.
Zgłoszenia wraz odręcznie napisanym życiorysem, poda-niem wysokości żądanego wynagrodzenia i terminu przy-stąpienia do pracy należy nadsyłać do Wydziaiu Perso-nalnego Stoczni Gdańskiej w Gdańsku,
174
Fabryka pompo dużej produkcji pomp domowych
poszukuje ruchliwegoprzedstawiciela
Zgłoszenia pod cyfrą T, U. 695 kierować podadresem: Ala Anzeigen A.G., Hannover (Niemcy),
INŻYNIER-MECHAMKzechce zgłosić swoją kandydaturę wraz
z krótkim życiorysem i fotografią do Re-
dakcji n i n i e j s z e g o p i s m a pod szyfra
„ F a b r y k a maszyn i odlewnia żelaza"
Poszukiwany jest
inźynier-hutnik lub mechanikd o f a b r y k i m a t e r j a ł ó w o g n i o t r w a ł y c h .
Wymagana jest przynajmniej roczna praktyka i doJwisicseK"w ruchu fabrycznym choćby i w inne] branży. .
Oferty, wraz z curriculum vitae, odpisami świadectw i lolotra.p,kierować do Biura Ogłoszeń Feliksa Sfoltera, KraWw, R»-
nek Gl. 8, pod „I. M."
ZAWIADOMIENIEOkręgowy Urząd Budownictwa Nr. III w Grodnie zf™.0:"?"c
że w dn. 26 lipca 1934 r. w lokalu O.U.B. Nr. III przy u 1. 3 M»iyodbędzie się przetarg nieograniczony na wykonanie robot DUJ.»-nych i instalacyjnych w Porubanku, Lidzie, Wilnte.Lrrodnic.
Szczegółowe ogłoszenie o przetargu ukaże się w »«'";H';Dzienniku Wojewódzkim w Wilnie", w „Ilustrowanym ™ « « K,dziennym" w Krakowie, w „Kurjerze Porannym' i „Polsce ŁU ......w Warszawie. _ _.~*vmmT\wA \r vt
OKRĘGOWY URZĄD BUDOWNICTWA .Nr. i-dnia 9 lipca 1934 r. Nr. 850/Bud;T _ _
ZAWIADOMIENIE . ;Okręgowy Urząd Budownictwa Nr. III w Grodnie J » « s T i : u
w dniu 31 lipca 1934 r. w lokalu O.U.B. Nr. III Pr zy,uK u^iA i i«lH'się przetarg nieograniczony-na wykonanie robót biidow ylacyjnych w Grodnie, Postawach, Lidzie, Pohulancc * "* w?ileńł),,o
Szczegółowe ogłoszenie o przetargu ukaże się « /..HJ,:Ł::,Dzienniku Wojewódzkim" w Wilnie, „Ilustrowanym *-«r'S» ,. «Vnym" w Krakowie, „Kurjerze Poranym" I „Polsce Zbro]ne|8 Z a W i e ' OKRĘGOWY URZĄD BUDOWNICTWA Nrdn. 20 lipca 1934 r. Nr. 850/Bud,/T

Przedruk wzbroniony. 493
PRZEGLĄD TECHNICZNYCZASO
Nr. 15
PlISMO pOSWIĘCON E SP
WARSZAWA,
<S e A£ y t 0
RAWOM TECHNI25 LIPCA 1934 R.
diewniczy
Kl I PRZEMY
Tom
SŁU
LXXIII
T R E Ś Ć :
N a u c z a n i e o d l e w n i c t w a n a w y d z i a l e m e -
c h a n i c z n y m P o l i t e c h n i k i W a r s z a w s k i e j ,
nap. D o c . Inż, K. G i e r d z i e j e w s i k i .
0 e l e k t r o n i e i j e g o z a s t o s o w a n i u , n a p . Inż.
J . G o m b i ń s k i .
N o w o c z e s n e m a s z y n y d o o d l e w a n i a p o d c i -
ś n i e n i e m , n a p . S. S t e l l e c k i ,
P r z e j J l ą d p i s m t e c h n i c z n y c h .
N e k r o l o g i a .
K r o n i k a o d l e w n i c z a .
SOMMAIRE:
L'e n s e i g n e m e n t d e l a s c i e n c e d e f o n d e r i ea l a f a c u l t e m e c a n i q u e d e ! 'E c o l e P o ł yt e c h n i ą u e d e V a r s o v i e, p a r M, K. G i a r d z i e -jewski, Ingenieur-metal lurg is te .
S u r l a p r o d u c t i o n e t 1 ' a p p l i c a t i o n i n d u -s t r i e l l e d e 1 ' e l e c t r o n , p a r M. J . G o m b i ń s k i ,Ingenieur.
L e s m a c h i n e s m o d e r n e s p o u r l a i o n t e d e sm e t a u x s o u s p r e s s i o n , p a r M. S. S t e l l e c k i .
R e v u e d o c u m e n t a i r e .
N e c r o l o g i e ,
C h r o n i q u e e .
Inż. K. GIERDZIEJEWSKI, Warszawa
Nauczanie odlewnictwa naPolitechniki Warszawskiej
Obowiązujący plan nauk przewiduje na nau-czanie odlewnictwa na wydziale mecha-nicznym Politechniki Warszawskiej 2 go-
dziny wykładów i 3 godziny ćwiczeń laboratoryj-nych dla wszystkich słuchaczy Il-go semestru (t.zw. Encyklopedja Odlewnictwa lub OdlewnictwoI) oraz taką samą ilość godzin wykładów i ćwiczeńdla słuchaczy V-go semestru sekcji technologicz-nej (t. zw. Odlewnictwo II). Wszystkich studentówwydziału mechanicznego obowiązuje pozatem co-najmniej sześciotygodniowa praktyka w odlewnii modelarni, zaś dla słuchaczy sekcji technologicz-nej minimum to jest podwyższone do trzech mie-sięcy l);
Specjalizować się w odlew-nictwie mogą słuchacze sek-cyj technologicznej i uzbroje-niowej przez wykonanie t. zw.prac przejściowych, jak rów-nież pracy dyplomowej zdziedziny odlewnictwa, przy-czem prace te mogą być cha-rakteru bądź laboratoryj-nego, bądź też konstrukcyj-nego.
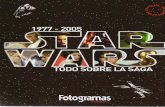
wydziale mechanicznymZakład Odlewnictwa Politechniki Warszaw-
skiej, przydzielony do Wydziału Mechanicznego,mieści się w przyziemiu północno - wschodniegoskrzydła głównego gmachu Politechniki. Lokal za-jęty przez Zakład (rys. 1) składa się z siedmiu sali korytarza o łącznej powierzchni ok. 440 nr\W sali II umieszczony jest usystematyzowanyzbiór modeli oraz eksponatów materjałów głów-nych i pomocniczych, używanych przy wyrobie mo-deli. Okazy modeli i rdzenie rozmieszczone są nastołach o łącznej powierzchni przeszło 30 nr, któ-re służą jednocześnie jako miejsce pracy słuchaczy,wykonywających ćwiczenia z Odlewnictwa I-go.Wzory i próbki materjałów surowych używanychw modelarstwie mieszczą się w odpowiednich
I Przy ogólnym warunku wyka-wnia się przed II egzaminem dy-plomowym conajmniej dwunasto-miesięczną praktyką w charakterzerobotnika lub rzemieślnika, z cze-t° sześć miesięcy t. zw. praktyki«i*c|a!nej,
1 Pracownia Kiewmko oraz Ubljoteka Zakładu1 Salo modelarstwaM Salo wykładowa i muzeum od/ewón B Korytarz z ko/ekgami Muzeum formierskie i pokój asystentów YHOŚewtmisato ftrmomnla1 Loboraiajum do badań naukowych W Magazyn i waisitat mecban.
Rys. 1. Plan Zakładu Odlewnictwa Politechniki Warszawskiej.

494 1934 - PRZEGLĄD
Rys. 2. Sala modelarstwa.
oszklonych gablotkach. Pozatetn w tejże sali znaj-duje się osobno zbiór eksponatów, ilustrującychsposoby wykonywania poszczególnych części mo-deli oraz rdzenie. Zbiory te uzupełnione są roz-mieszczonemi na ścianach tablicami, które ilustru-ją w sposób poglądowy przebieg wykonania orazbudowę mniej i więcej skomplikowanych modeli.
Wszystkie okazy modeli, w ogólnej liczbie ok.225 sztuk, rozmieszczone są według działów, do-stosowanych do układu ćwiczeń z modelarstwa;przy każdym okazie podane są objaśnienia zuwzględnieniem sposobów ich wykonania orazformowania. Jest to jedyny w Polsce, o ile mi wia-domo, zbiór modeli, dobrany do potrzeb naucza-nia modelarstwa. W sali tej prowadzone są ćwicze-nia z modelarstwa ze słuchaczami Il-go semestruwydziału mechanicznego. Ogólny widok sali Nr, IIpodany jest na rys. 2. Podczas ćwiczeń sala ta mo-że pomieścić około 20 — 25 słuchaczów. Ponie-waż w semestrze wiosennym liczba odbywającychćwiczenia z Odlewnictwa I waha się około 180 —200 osób, powoduje to konieczność podziału takznacznej ilości słuchaczy na kilka grup, przyczemkażda grupa nie może przekraczać 45 — 50 stu-dentów; ćwiczenia drugiej połowy grupy modelar-skiej odbywają się w sąsiedniej sali Nr, III, którąobrazuje rys. 3.
Sala ta jest zasadniczo salą wykładową dla słu-chaczy grupy technologiczno - uzbrojeniowej orazsalą ćwiczeń dla kursu t. zw. Odlewnictwa II w se-mestrze zimowym. W semestrze letnim zajęta jestna ćwiczenia z modelarstwa studentów Il-go se-mestru mieszcząc jednorazowo około 15 — 20
osób. W sześciu oszklonych gablotkach, ustawionych przy oknach, umieszczone jest muzeum nie"udanych odlewów wszelkiego rodzaju, dobrane wten sposób, aby jaknajcharakterystyczniejszemiokazami ilustrowało wszelkiego rodzaju braki mo-gące powstać zarówno z winy odlewni i modelar-ni, jak również z powodu błędów konstrukcji, me-talu i t. p. Okazy te, w ogólnej ilości ponad' lftOsztuk, zaklasyfikowane są według pewnego syste-
1 i wraz z tablicami, umieszczonemi na ścia-munach, służą jako bardzo wydatna pomocczaniu Odlewnictwa Il-go.
W odlewni i sali formierskiej, oznaczonej na pla-• nie Nr. 7 (rys. 4, 5 i 6), odbywają się ćwiczenia zformowania ręcznego i maszynowego. Sala ta jestzaopatrzona w trzy stoły formierskie, 70 komple-tów narzędzi, przeszło 175 modeli i rdzenie orazodpowiednią ilość skrzyń formierskich. Ostatniesą wykonane częściowo z żeliwa, staliwa i drze-wa, większość zaś ze stopu aluminjowego. Zasto-sowane są różne sposoby pasowania skrzyń; teóorodzaju różnorodność umożliwia należyte zilustro-wanie tematu o skrzyniach formierskich podczaswykładów dla słuchaczy V semestru, zaś studenci
Rys. 3. Sala wykładowa i muzeum odlewów.
Rys. 4. Maszyny formierskie w sali ćwiczeń.
semestru Il-go praktycznie zaznajamiają się z do-datniemi lub ujemnemi stronami różnorodnychkonstrukcyj skrzyń, W tej samej sali znajduje sięspecjalne urządzenie do wykonywania form zapo-mocą wzorników oraz pięć ręcznych maszyn for-mierskich, z czego jedna przeciągowa, dwie z od-wracalnemi płytami modelowemi, lecz nieco od-miennych konstrukcyj, zaś dwie (firmy W- Utarci)posiadają płyty modelowe jednostronne nieodwra-calne. Do maszyn tych należy odpowiedni kom-plet skrzyń formierskich oraz modeli i płyt meta-lowych, gipsowych i ze specjalnej masy kamienne).Maszyny umożliwiają prowadzenie jednoczesnegonauczania grup złożonych z 16 osób,
W tej samej sali zainstalowany jest normalnyżeliwiak bez zbiornika o * średnicy wewnętrzne)500 mm i wydajności do 2 t roztopionego żeliwa nagodzinę, Przy żeliwiaku znajduje się normalnywentylator z napędem od silnika elektrycznego-Do topienia mniejszych ilości metalu służy p«tyglowy opalany koksem o pojemności tygla •
Suszarnia o powierzchni 8 m2, opalana koksemuzupełnia instalację odlewni.
2) P. Przegląd Techn. 1931, str. 511.

PRZEGLĄD TECHNICZNY - 1934 495
W sali tej musi jednocześnie odbywać ćwiczeniagrupa złożona z przeszło 40 słuchaczy. Stwarza towyjątkowo ciężkie warunki pracy tak dla odrabia-jących ćwiczenia, jak i dla instruktorów, uniemo-żliwia regularne demonstrowanie topienia w żeli-wiaku, z obawy poparzenia słuchaczy, oraz wpły-wa ujemnie na tok nauczania.
Konieczność powiększenia powierzchni prze-znaczonej na ten cel została stwierdzona uchwałąRady Wydziałowej jeszcze w r. 1932, lecz naprzeszkodzie ku zrealizowaniu tej uchwały stoiogólna szczupłość pomieszczeń niektórych Zakła-dów Politechniki. Jest jednak nadzieja pomyślne-go rozwiązania tej sprawy przez dołączenie doZakładu Odlewnictwa części sąsiedniego lokalu.
Na rys. 7 pokazany jest korytarz, oznaczony naplanie cyfrą VI. W szeregu szaf i gablotek miep?:-czą się tu: a) zbiór okazów (w ilości około 110) su-rowców używanych w odlewnictwie, t, j . metali,paliwa, topników oraz materjałów ogniotrwałych,odpowiednio usystematyzowanych, b) cały szeregokazów gotowych odlewów w stanie surowym, pół-surowym i obrobionym (dział ten został obficie
Rys, 5. Żeliwiak oraz miejsce na większe roboty formierskie,
zasilony eksponatami, uzyskanemi z Wystawy P.W, K. w r. 1929) oraz fotografje b. dużych odle-wów; c) bardzo bogaty zbiór tablic i okazów, ilu-strujących metaloznawstwo odlewnicze,
Sala IV jest przeznaczona na zbiory i pomocenaukowe z zakresu formierstwa. Na stołach sąrozmieszczone okazy gotowych form, od najprost-szych począwszy, aż do bardzo skompliko-wanych wielodziałowych. Przy każdej formie zgru-powane są: odpowiedni model, skrzynki rdzenio-we, rdzenie i gotowy odlew. W dwóch gablotkachzebrane są okazy (w liczbie ok, 70) najrozmait-szych sposobów wzmacniania form i rdzeni, zaś wspecjalnej gablotce, zawieszonej na ścianie, skom-pletowano różne narzędzia formierskie (w liczbie% okazów); tablice ścienne, zawierające znorma-lizowane dane co do wielkości wlewów, skrzynekwlewowych i t, p., uzupełniają pomoce naukowe.Zbiory te ułatwiają zapoznanie się słuchaczy z ty-P°wemi wypadkami wzmocnienia form i rdzeni.Widok fragmentu sali IV pokazany jest na rys. 8.
^ala jest przeznaczona do prac naukowych, aprzedewszystkiem do prac laboratoryjnych dyplo-mowych i t. zw. przejściowych. W sali tej mieści
Rys. 6. Stoły formierskie w sali ćwiczeń.
się kompletne urządzenie do badania piasków for-mierskich, zaopatrzone w następujące urządzenia:
a) mieszarka laboratoryjna do ustalenia ilości glinyw piasku,
b) sita mechaniczne syst. Attlicha do określania ziar-nistości piasków,
c) aparat A, F, A, do badania przepuszczalności wrazz kafarkiem,
d) aparat ramowy W. Dietert'a do badania spoistościpiasku,
e) suszarka elektryczna z automatyczną regulacją,f) przyrząd do badania wytrzymałości suchych rdzeni,
oraz szereg drobnych przyrządów i urządzeń labo-ratoryjnych, potrzebnych do analizy technicznychi podstawowych własności piasków formierskich.Tu jest zgromadzona kolekcja ok. 60 próbek pia-sków krajowych i zagranicznych poddawanychbadaniu.
Do badania lejności metali (coulabilite) labora-torjum posiada piec elektryczny (550 V) tyglowydo temperatur do 950", transformator prądu o mo-cy 8 kVA, spiralki w metalowej kokili, urządzeniado dokładnego pomiaru temperatury i t. p.
Urządzenia te uzupełnia mikroskop laboratoryj-ny Zeiss'a oraz odpowiednia aparatura do fotogra-fowania bądź piasków formierskich, bądź mikro-szlifów, precyzyjna waga chemiczna oraz szeregniezbędnych instalacyj pomocniczych, jak np. ciem-nia fotograficzna i t. p.
Urządzenia tego działu badań naukowych zwią-zanych z odlewnictwem pokazane są na rys. 9,10 i 11.
Rys. 7. Korytarz ze zbiorami metaloznawczemi.

496 1934 - PRZEGLĄD TECHNIC2NY
Rys. 8. Muzeum formierskie.
Bibljoteka Zakładu posiada zbiór książek, po-święconych przeważnie odlewnictwu, w ogólnejilości ok, 160 tomów; pozatem Zakład prenumeru-je, poczynając od r. 1928, czasopisma: „PrzeglądTechniczny", „Hutnik", „Buli. de 1'AssociationTechn. de Fonderie", „La Fonte", ,,Die Giesserei",„La Revue de Fonderie Modernę", ,,La Revue deMetallurgie" oraz nia niepełne roczniki „Przeglą-du Górn. - Hutniczego", „Fonderia" (Turyn) „LaFonderie Belge" oraz odlewnicze zeszyty czeskie-go „Strojnićky Obzor".
Zakład Odlewnictwa jest członkiem francuskie-go L'Association Techniąue de Fonderie oraz bel-gijskiego Stowarzyszenia Odlewników.
W sali VII są obecnie instalowane płyty traser-skie 900 X 1200 mm, które umożliwią od począt-ku roku szkolnego 1934/35 wprowadzenie dla Sek-cji technologicznej specjalnych ćwiczeń z trasowa-nia modeli i odlewów, ustalania linij podziałowychodlewów i t. p.
Mając na uwadze specjalne warunki, którym po-winno odpowiadać nauczanie odlewnictwa przy-szłych inżynierów-mechaników, wykładający mabardzo trudne zadanie wyłożenia całego kursu Od-lewnictwa I (encyklopedji odlewnictwa) w 2-ch ty-godniowych godzinach w ciągu jednego semestru.Z jednej strony trzeba położyć specjalny nacisk nazwiązek, istniejący między sposobem zaprojekto-wania części, t, j, jej konstrukcją, a sposobami wy-konania modelu i rdzenia oraz formy odlewniczej,z drugiej strony należy zaznajomić słuchaczy z za-sadami prawidłowego doboru tworzyw w zależ-ności od konstrukcji i warunków pracy zaprojek-towanej częs'ci. Pozatem konieczne jest rozpatrze-nie surowców odlewniczych oraz metody topie-nia, zapoznanie z podstawami nauki o piaskachformierskich i chociażby pobieżne przedstawie-nie zasadniczych urządzeń maszynowych stoso-wanych w odlewniach (maszyny formierskie, ma-szyny do przygotowania ziemi formierskiej, maszy-nowe instalacje do oczyszczania odlewów i t, p.).
Rozwiązanie tego zadania umożliwia do pewne-go stopnia odpowiednie ułożenie programu ćwi-czeń z Odlewnictwa I, na które przeznaczono, jakwspomniano na wstępie, trzy godziny tygodniowow jednym semestrze. Ćwiczenia te są tak ułożone,że obejmują właściwy kurs modelarstwa oraz for-mierstwa praktycznego i umożliwiają studjującemuuchwycenie związku między konstrukcją a sposo-bami wykonania modelu i formy, Niestety, nie
Rys, 9. Aparatura do badania piasków formierskich.
można tego należycie pogłębić, ponieważ koniecz-ność umieszczenia nauczania odlewnictwa w pla-nie nauk II semestru, co z pewnych wzglądów jestniezbędne, w znacznym stopniu ogranicza wybórtematów do zadań. Z natury rzeczy ćwiczenia temuszą dotyczyć przeważnie konstrukcyj elemen-tarnych, t. j , mniej pouczających z punktu widzeniaprzyszłej współpracy odlewnika z konstruktorem,
Obowiązkowy kurs Odlewnictwa II dla grupytechnologicznej, studentów V semestru, t, j. już pot, zw. egzaminie półdyplomowym, daje możnośćwykładającemu znacznie pogłębić zakres wiado-mości podawanych słuchaczom, tembardziej, żeistnieje jeszcze możliwość uzupełnienia wykładówteoretycznych ćwiczeniami laboratoryjnemu.
Nauczanie modelarstwa, które jest związane or-ganicznie z odlewnictwem i które stanowi tylkojeden z etapów na drodze realizacj pomysłu kon-strukcyjnego, objęte jest następującym programemogólnym:
Rys, 10, Aparatura do badania lejności.
a) wiadomości wstępne o modelach, o fjjJi pomocniczych materjałach do wyrobu mo maszynach używanych w modelarniach;
h) sposoby i środki łączenia drzewa, łączczęści modelu i rdzenie; ..'•'.'•'

PRZEGLĄD TECHNICZNY - 1934 497
Rys. 11. Mikroskopy, wagi i inne przyrządyw laboratorjum Zakładu Odlewnictwa.
c) wykonanie modeli różnego rodzaju, drewnia-nych i metalowych, płyt do maszyn formierskichi kokil;
d) apretura modeli, organizacja i praca w mo-delarni, organizacja magazynów modeli.
Punkty a, b, i c objęte są programem nauczaniana semestrze II; semestr V poświęcony jest pogłę-bieniu i rozwinięciu punktów c i d.
Student II semestru obowiązany jest wykonać wciągu 21. godzin 10 ćwiczeń rysunkowych, miano-wicie:
1. wykres modelarski z dodatkami na skurcz, zbież-ność i obróbkę,
2. projekt modelu całkowitego z rdzenikiem pionowym,3. „ ,, dwudzielnego z rdzenikiem pozio-
mym,4. projekt modelu z rdzenikiem wzmacniającym model,5. ,, , z rdzenikiem ciągowym.6.7.8.9.
10.
., z częściami odejmowanemi,„ rdzenicy do rdzenia prostego,„ rdzenicy do rdzenia złożonego,
wzornika do wyrobu rdzenia,wzornika do formy wzornikowej.
265
Rys. 12. Karta zadaniowa.
i powinien rozwiązać je w Zakładzie Odlewnictwa,w godzinach przeznaczonych na ćwiczenia, i zło-żyć prowadzącemu ćwiczenia w ostatecznej for-mie, jak to widzimy np. na rys. 13.
W celu^łatwienia wykonania zadań wywieszo-na jest w sali modelarstwa karta instrukcyjna. Ja-ko pomoce naukowe przy rozwiązywaniu zadań,służą:
a) odpowiednio pogrupowane okazy modeli, nad które-mi zawieszone są pisemne objaśnienia (p. rys. 2),
b) podręcznik p. t. „Modelarstwo" Fr. Kuśmierskiego.Studenci V semestru wykonują dwa ćwiczenia
specjalne. Według normalnego warsztatowego ry-sunku części lanej student powinien zaprojektowaćcałkowite wykonanie modelu, podając:
a) t. zw. wykres modelarski (naturalnej wielko-ści) z dadatkami na skurcz; zbieżność, obróbkę i zuwzględnieniem tych wszystkich odkształceń, ja-kim może ulec odlana część, forma lub rdzeń podwpływem wewnętrznych naprężeń, ewent. sprę-żystości materjału formierskiego, rdzenia i t. p.
b) sposób wykonania modelu i rdzenicy z obli-czeniem ilości materjału oraz wykazaniem czasuich trwania.
Drugie ćwiczenie polega na zaprojektowaniuwzorników do formy wzornikowej, lub sprawdzia-nów do kontroli poszczególnych rdzeni lub też ope-racyj przy okładaniu form, albo też na całkowitemzaprojektowaniu kokili według warsztatowego ry-sunku części.
Na te dwa ćwiczenia przeznaczone jest 20 go-dzin. Jedno z takich ćwiczeń w rozwiązaniu prze-ciętnem pokazano na rys. 14.
Praktyczne zajęcia z formierstwa (p. rys. 6) obej-mują na II semestrze ćwiczenia z formowania:a) z modeli, b) wzorników i c) na maszynach for-mierskich.
Jj-arty zadaniowe opracowane są przez ZakładOdlewnictwa w ilości kilkudziesięciu odmian dlaKażdego ćwiczenia. Na rys, 12 podany jest wzórtakiej karty. Student wykonujący ćwiczenie otrzy-m"je kartę, zawierającą zadanie do rozwiązania,
Rys. 13. Rozwiązanie ćwiczenia zadaniowego.
Modele dobrane są w ilości około 10 — 15 oka-zów na każde zadanie, tak że każdy z wykonywa-jących ćwiczenie w jednej grupie otrzymuje innymodel. Do każdego ćwiczenia dobrana jest odpo-wiednia skrzynka formierska. Każdy otrzymuje

498. 1934 - PRZEGLĄD TECHNICZNY
komplet narzędzi formierskich i powinien „na mo-kro" zaformować: 1) formę obieraną, 2) ze ściankąodsuwaną, 3) z modelu z częściami odejmowanemi,4) z modelu wielodzielnego, 5) z modelu służące-go za rdzenicę, 6) na rdzeń kasowany, 7) wykona-nie rdzenia w rdzenicy.
Powyższe ćwiczenia odbywają się indywidual-nie. ' _ i
W ćwiczeniach grupowych, każdy ich uczestnikpowinien wykonać: 8) rdzeń zapomocą wzornikaoraz jedno z dwóch ćwiczeń: 9a) wykonanie formywzornikiem obracanym, lub 9b) wzornikiem po-ciąganym, oraz zaformować po jednej formie namaszynach formierskich: 10) z płytą obracalnądwustronną, 11) z płytą nieobracalną i formą pod-noszoną, 12) z modelem przeciąganym przez grze-bień.
Na wykonanie tych ćwiczeń przeznaczone jest18 godzin.
Ćwiczenia prowadzą fachowi instruktorzy podkierownictwem starszego asystenta.
Na semestrze V grupy technologicznej ćwiczeniaz formierstwa i odlewnictwa służą jako rozwinię-cie opisanego wyżej cyklu ćwiczeń z modelarstwai polegają na zaprojektowaniu formy odlewniczej iobliczeniu wlewów, wychodów, przewietrznikówi t. p,, wagi odlewu oraz ilości metalu potrzebnegodo odlania formy. Student powinien przytem usta-
Model
Rys, 14, Ćwiczenie z budowy modeli dla semestru V.
lić wielkość i miejsce rozstawienia nadlewów, od-powiednio wyszkicować je i obliczyć koniecznewzmocnienia oraz obciążenia form,
Jako pomoc naukowa, służą odpowiednie kartyinstrukcyjne lub obliczenia wzorcowe, przeprowa-dzone przez asystenta Zakładu i umieszczone w
„Przeglądzie Górniczo-Hutniczym" 3). Na to ćwi-czenie przeznaczone jest 9 godzin,
Drugiem ćwiczeniem, wprowadzonem od rokubieżącego, jest ćwiczenie grupowe (2 — 3 osoby),polegające na przetrasowaniu w Zakładzie Odlew-nictwa okazu odlewu surowego, wyszukaniu róż-nic między odlewem a modelem lub też rysunkiemi opracowaniu wniosku o stwierdzonych niedokład-nościach modelu, rdzenicy lub montażu formy,
Ćwiczenie to, wyjątkowo pouczające, wymagałojednak dużej pracy w dobraniu odpowiednich oka-zów do Muzeum nieudanych odlewów wraz z ory-ginalnemi rysunkami warsztatowemi. Ćwiczenie tozajmuje 6 godzin, )
Ostatniem ćwiczeniem jest zadanie obliczenio-we, obejmujące analityczne i graficzne wyznacze-nie wsadu do żeliwiaka, pieca odlewniczego i t, p.Ćwiczenie to zajmuje 6 godzin 4),
Cały program ćwiczeń jest tak dobrany, że mie-ści się w 42 godzinach semestralnych i powinienbyć wykonany bezwzględnie w Zakładzie, Zabiera-nie prac do domu jest niedozwolone.
Dla tych studentów grupy technologicznej, wzgl,uzbrojeniowej, którzy pragnęliby specjalizować sięw odlewnictwie, istnieje możność wzięcia t, zw.drugiej pracy przejściowej, lub też pracy dyplomo-wej, do wykonania w Zakładzie Odlewnictwa.Prace te, prowadzone pod bezpośrednim kierun-kiem autora niniejszego, jako kierownika ZakładuOdlewnictwa, obejmują albo badanie krajowychpiasków formierskich, w celu inwentaryzacji kra-jowych złóż piasków formierskich, albo badanialejności stopów aluminjowych, albo też prace ba-dawcze w przemyśle,
Niektóre tematy są o charakterze konstrukcyj-nym i obejmują zaprojektowanie odlewni i jej urzą-dzeń wewnętrznych do określonej produkcji, Narys, 15 uwidoczniony jest arkusz (całość zajmuje8 arkuszy) jednego z projektów dyplomowych, wy-konanych w Zakładzie.
Zakład Odlewnictwa został właściwie utworzo-ny w r, 1927, gdyż poprzednio nie posiadał anizbiorów ani pomocy naukowych, poza niedużymzbiorem książek i modeli (kilkadziesiąt sztuk).Dzięki jednak niedużym, lecz stałym dotacjombudżetowym M.W.R, i O, P, oraz M.S.Wojsk, i popar-ciu moich poczynań przez Radę Wydziałową orazofiarności niektórych zakładów przemysłowych,udało się doprowadzić Zakład do stanu obecnego.Ofiarodawcom, z pośród których wysuwają sięszczególnie Zakłady Mechaniczne „Ursus" S. A.,Państwowe Zakłady Inżynierji, Zakłady Zieleniew-skiego w Krakowie, Zakłady Ostrowieckie, orazszereg innych firm.tak krajowych, jak i zagranicz-nych, — pragnę złożyć na tem miejscu serdecznepodziękowanie za zasilenie Zakładu nietylko oka-zami modeli i odlewów, lecz również darami w po-staci maszyn formierskich, narzędzi pomocniczychi t, p. Obecny stan Zakładu jest również w duzyastopniu zasługą moich najbliższych współpracow-ników w okresie ostatnich sześciu lat, z Posr°_których uważam za miły obowiązek podkreślić Wy-datną pomoc w jego organizacji pp- Fr. Kusrm? •skiego, T. Miaskowskiego, ś. p. Miedźwiectaego.M. Króla, M. Puczko i J, Króla.
3) P. Przegl. Górniczo-Hutniczy, 1933, str. 3S5.") .P. Przegl. Techniczny, 1931, str. 681,

PRZEGLĄD TECHNICZNY - 1934499
§B|ffI'Ęifi
Rys. 15. Praca dyplomowa z odlewnictwa: projekt odlewni żeliwa.
Obecny stan Zakładu jest jednak daleki od tegostanu zaopatrzenia oraz możliwości pracy dydak-tycznej i naukowej, jakiego wymaga rozwijającasię szeroko nauka odlewnictwa. Rozwój Zakładujest hamowany, ponieważ nie istnieje Katedra Od-lewnictwa, zaś roczny budżet Zakładu Odlewni-ctwa mieści się w granicach około 4 000 zł. Gdyporównamy ten stan z ustosunkowaniem się donauki odlewnictwa, spotykanem obecnie wewszystkich krajach przemysłowych, a szczegól-nie we Francji, Z. S. R. R., Włoszech i t, p., niemówiąc już o naszym sąsiedzie zachodnim, gdzieistnieją specjalne wydziały na Politechnikach zwieloletnim kursem, dające tytuł dyplomowanegoinżyniera odlewnika, nie powinniśmy się dziwić, żetechniczny stan odlewnictwa polskiego, tej podsta-wy przemysłu maszynowego, jest u nas w kraju takniski.
Zagadnienie to jednak jest zbyt ważne, aby nw-gło być należycie podkreślone w tym opisie. Mamnadzieję, że będę mógł zrobić to wkrótce w arty-kule, poświęconym specjalnie temu tematowi.
L'enseignemenł de la science de fonderie a la facultćmecanique de 1'Ecole Polytechniąue de Varsovie
R e s7;u m eL'auteur decrit 1'Institut de Fonderie cree a 1'Ćcole Poly-
techniąue de Varsovie et le programme de 1'enseignement dela science de fonderie dans cet Institut. L'Institut occupeactuellement 7 salles, comprenant: le cabinet du directeur,1'auditoire dans leąuel se trouve aussi une collection de mo-deles (env. 225 pieces), ainsi qu'une collectioa de fontesechouees, la salle de fonte (avec un cubilot d'un rendementde 2 t par heure) et la salle de moulage avec Ies installa-tions pour le moulage a main et mecaniąue (5 differentesmachines de moulage), la secherie, la salle des collectionset du materiel scolaire relatifs a la fonderie, la saile pourIes exercices de tracage des modeles et des fontes et la sallepour Ies travaux experimentaux.
Le cours de fonderie se divise en 2 parties, dont la pre-mierę donnę des renseignements encyclopediąues pour tousIes etudiants (du 2-me semestre), tandis que la seconde de-veloppe la matiere d'une facon plus detaillee pour Ies etu-diants de la section technologiąue de cette faculte (5-mesemestre).
L'auteur cite a titre d'exemple quelques themes elaborespar Ies etudiants, ainsi qu'un des travaux presentes pourobtenir le diplóme d'ingenieur.
Ini. J. GOMBINSKI,.Warszawa
O elektronie i jego zastosowaniu*)
Postęp w dziedzinie silników lotniczych charak-teryzuje do pewnego stopnia następujące ze-stawienie: ciężar pierwszych silników An-
zani wynosił — 30 lat temu — przeszło 3 kg na| KM, obecnie zaś ciężar specjalnych silników wy-ścigowych wynosi 11 razy mniej. W tych cyfrachodzwierciadlają się: ulepszenia konstrukcyjne sil-n'ka, mechanizmów pomocniczych i materjałówkonstrukcyjnych. Tylko dzięki przejściu od żeliwaJ*0 stali wysokowartościowych oraz do stopówlekkich można było osiągnąć tak wybitne zmniej-szenie stosunku ciężaru do mocy. Systematyczne„'* Odczyt wygłoszony w Kole Odlewników dn. 13 grudnia
i ciągłe ulepszanie własności odlewniczych, wy-trzymałości i przewodności, uczyniły ze stopówlekkich podstawowe tworzywo konstrukcyj lot-niczych,
Obecnie — jak wiadomo — stosowane są dwiegrupy stopów lekkich: aluminjowe i magnezowe.Jakkolwiek magnez w stanie czystym znany było wiele wcześniej, aniżeli aluminjum, to jednak do-piero z końcem zeszłego stulecia niemiecka fabry-ka chemiczna w Griesheim podjęła produkcję sto;pów magnezowych sposobem przemysłowym, za-chowując atoli tajemnicę fabrykacji aż do ostat-nich lat, co zapewniło Niemcom prawie monopo-listyczne stanowisko w tym dziale produkcji.

500 1934 ..» PRZEGLĄD TECHNICZNY
W chwili obecnej produkcja stopów magnezowych,znanych pod nazwą elektronu, odbywa się na pod-stawie licencyj niemieckich i przeważnie z surow-ca dostarczanego przez koncern niemiecki I. G.Farbenindustrie, Mimo to stopy elektronowe znaj-dują coraz szersze zastosowanie i produkcja ichwzrasta szybko. W samych tylko Włoszech pro-dukcja stopów elektronowych wzrosła w ciągu 5lat z 16 do 130 tonn rocznie.
Magnez otrzymuje się drogą elektrolizy główniez karnalitu (MgCl,. KC1H2O), którego złoża znaj-dują się w Strassfurcie, z dolomitu (MgCO3, CaCO3)z pokładów włoskich, i magnezytu (MgCOJ. Ma-gnez w stanie czystym zawiera ok, 0,3% zanie-czyszczeń. Jako kujny, ma zastosowanie tylkow fotografji lub też jako ładunek zapalają-cych bomb lotniczych. Natomiast w stopach skalazastosowania magnezu jest bardzo rozległa i obej-muje najrozmaitsze gałęzie przemysłu.
W ł a s n o ś c i e l e k t r o n u zapewniają mubardzo szerokie zastosowanie; poza przemysłemlotniczym stosuje się go:
w budowie samochodów — na tłoki, karoserje,części silnika, koła;
w budowie wagonów tramwajowych — na koła,cylindry hamulców, poręcze, siedzenia;
w teletechnice — aparaty telefoniczne, kasety,w tkactwie — krosna, wrzeciona;w budowie aparatów optycznych — na oprawy
lornetek, lunet, aparatów fotograficznych;w całym szeregu innych dziedzin, jak: suwaki,
części maszyn do pisania i liczenia i t. d.Ogólna charakterystyka stopów magnezowych
jest następująca:Ciężar właściwy 1,8—1,83 kg/dm3
Spółczynnik rozszerzalności , . - 25.10~6
Przewodność cieplnaPrzewodność elektrycznaTemperatura topliwości .Ciepło właściwe , , ,Spółczynnik sprężystości
0,32 kal/cm. sek. »C12-r-18 m/om, mma
625~650°C0,24 kal/kg.«C4000—4 600 kg/cm2
nosi wytrzymałość na rozciąganie, zmniejszająwydłużenie i przewężenie. Łączna domieszka alu-minjum i cynku powiększa wytrzymałość, przy za-chowaniu tego samego wydłużenia i przewężenianatomiast aluminjum i kadm podnosi wytrzyma-łość, nie wpływając na wydłużenie i przewężenie,
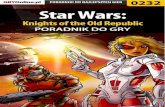
Układ Mg-ftl Układ Mg-Zn Uk/adMg-Cv
XX wagowe Mg %% wagowe Mg %/twagongMofiB 90 9S 94 96 98 {00 S8 90 92 94 96 .QR fM) gfm tM
Przyjmując dolną granicę wytrzymałości lanegoelektronu = 1 6 kg/mm2 (patrz tabelę 1), widzimy,że wytrzymałość właściwa (stosunek wytrzymało-ści na rozciąganie do ciężaru właściwego) elektro-nu wyraża się cyfrą ok. 9, podczas gdy aluminjumwykazuje ok. 3,5. Wartości spółczynnika spręży-stości są dość niskie i nie dają się wydatnie pod-nieść przez dobór składników, lecz i tu stosunekspółczynnika do ciężaru właściwego jest raniejwięcej ten sam, co dla aluminjum i żeliwa.
Elektron jest odporny na działanie zasad, tłusz-czów, smarów, nafty i benzyny, natomiast rozpu-szcza się w kwasach. Magnez tworzy związki zwieloma metalami, jednakże o dość ograniczonejrozpuszczalności. Rys. 1 a, b, c zawiera wykresy,z których widać granicę rozpuszczalności alumin-jum, cynku i miedzi w magnezie; przytoczone wy-kresy układów Mg — Al, Mg — Zn i Mg — Cu niemogą być uważane za ostatecznie ustalone. Jakwidzimy, aluminjum wchodzi w skład stopów do11,4%, cynk do 6%, miedź do V%%. Pozatem jakoskładniki występują: mangan, dodawany w ilościod 0,2 do 0,6%, oraz krzem do 0,2% — w charak-terze zanieczyszczenia. Domieszka aluminjum pod-
y? 10 8 6 4 2 0 /£Q8Q40%% wógoue Z/i %7-uaqoneCu
s b c
Rys. da-c. Wykresy ilustrujące rozpuszczalność akuninjum,cynku i miedzi -w magnezie,
Mangan wpływa dodatnio na odporność na koro-zję, bez znaczniejszego wpływu na własności me-chaniczne. Wpływ, jaki niektóre z tych składnikówwywierają na wytrzymałość stopów, uwidocznio-ny jest na rys, 2,
E l e k t r o n w o d l e w n i . Zastosowanie ma-gnezu w produkcji przemysłowej napotykało naznaczne strudności ze względu na tworzenie sięzwiązków azotowych i tlenowych, zanieczyszcza-jących stopy. Odlewanie w próżni nie nadaje siędo produkcji na większą skalę. Obecna praktykaodlewnicza jest następująca.
—
A/
• ^
AL
ALCuZn
Cu\
\
//
//
/
/ ^/
// .
yi/-/
- " • \> > v
IWTRZY
ZN
\\
wyoŁuz
\
1ALOSC
— --
•ME
_ .
Rys, 2, Wpływ dodatków (aluminjum, miedzi i cynku)na wytrzymałość i wydłużenie stopów magnezowy"-
Do topienia elektronu (rys. 3) używa się tyjjl:stalowych, ogrzewanych ropą lub zapomocą prąfi-elektrycznego. Ogrzewanie koksem jest nfflieiwskazane ze względu na związane z niem wahamatemperatury. Tygle o pojemności ok. 100 kg, gbości ścianek ok. 10 mm, powinny być bardzo wkładnie wysuszone, podobnie jak i sam smV\^_który po opiaskowaniu przechowuje się w
scach suchych i ciepłych. Aby zabezpieczyć:swpiony metal od utlenienia, dodaje sę t o P n l K a ' ! Lpowinien odpowiadać następującym w a ^ , _ .będąc obojętnym względem metalu, powinien

PRZEGLĄD TECHNICZNY - 1934 501
Rys, 3. Widok pieców tyglowych w odlewniIsotta Fraschini.
rzyć w temperaturze powyżej 700° masę gąbcza-stą, która utrzymywałaby się na powierzchni me-talu w chwili odlewu. Działanie topnika jest czystomechaniczne i żadna reakcja między nim a meta-lem nie odbywa się, Topnikiem, który najbardziejodpowiada powyższym warunkom, jest ,,Elrasal",patentowany produkt niemiecki, w którego składwchodzą głównie chlorki wapnia, potasu i magne-zu oraz fluorek wapnia. Spełnia on swe za-danie, pochłaniając tlenki magnezu i wytwa-rzając kwas solny, którego para chroni me-tal od utlenienia. Do odlewów używa się w po-łowie metalu świeżego i w połowie złomu. Tyglepodgrzane do czerwoności pudruje się Elrasalem,którego warstwą pokrywa się również powierzch-nię metalu. W miarę przesycania się zanieczysz-czeniami, Elrasal opada na dno, należy więc gostale dodawać; ogólne jego zużycie wynosi około5?" ciężaru metalu. Po oczyszczeniu stopionegometalu od zanieczyszczeń pokrywa się ponowniepowierzchnię Elrasalem i podgrzewa do 850—900°,
Rys, 4, Oprawa lornetki, jako przykład cienkościennegoodlewu pod ciśnieniem,
bez obawy przegrzania, uzyskując drobniejsząstrukturę. Następnie chłodzi się do temperaturyodlewania, która zależnie od gatunku stopu i gru-bości ścianek wynosi 680 — 800° (temperaturywyższe do cieńszych ścianek). Podczas lania po-wierzchnię metalu pokrywa się drobno sproszko-waną siarką, która spalając się daje dwutleneksiarki, a jego para chroni metal od zetknięcia sięz powietrzem. Należy wystrzegać się zanieczyszcz-czenia odlewu składnikami, które opadły na dnotygla, lub Elrasalem, pływającym po powierzch-ni metalu.
Formy odlewnicze, wykonane z piasku, musiały-by być bardzo dokładnie wysuszone, ze względuna gwałtowne wydzielanie się wodoru przy ze-tknięciu magnezu z wilgocią, zawartą w formie.Suszenie w temperaturze do 400" C nie dawałojednak zadowalających wyników, gdyż forma sta-wała się zbyt krucha i porowata. Dopiero zasto-sowanie domieszki kwasu borowego (0,25 %) i siar-ki (5 — 10%) umożliwiło odlewanie w piasku namokro. Rola tych domieszek jest podobna do rolisiarki: wytwarzające się gazy nasycają formę ichronią elektron od kontaktu z powietrzem i wil-gocią. Piasek powinien być użyty gatunku grubsze-go, gdyż domieszka siarki zmniejsza jego porowa-tość. Powierzchnię formy wykonywa się z piaskudrobniejszego.
Rdzenie wykonywa się z tego samego piasku, coi formy, z dodaniem oleju lnianego, susząc je wpiecu w temperaturze około 200°. Zarówno rdze-nie, jak i formę, posypuje się drobno sproszkowa-ną siarką. Należy szczególnie starannie zabezpie-czyć piasek formierski od pyłu węglowego i wil-goci oraz uniknąć poprawek form wodą. O ile po-prawka jest konieczna, miejsce poprawione należywysuszyć starannie płomieniem palnika.
Chłodniki żeliwne pokrywa się olejem lnianym,zawierającym drobno sproszkowany krzem, lubteż grafitem, zmieszanym z alkoholem metylowym.Należy przytem stosować natryskiwanie, zamiastpokrywania powierzchni pędzlem. Stosowane sąrównież chłodniki z aluminjum o zawartości 5%Fe lub z mosiądzu.
Skurcz elektronu wynosi około 1,3 %. Lanie win-no odbywać się spokojnie, z dołu do góry, nie-przerwanym strumieniem. Liczbę wlewów i wy-miary zbiornika wlewu wybiera się w ten sposób,żeby utrzymać zbiornik pełny i usunąć tworzeniasię wirów. Możliwość wirowania zmniejsza po-dział przekroju wlewu na liczne odgałęzienia, dzię-ki czemu części lżejsze pozostają w belce wlewo-wej. Jeśli płaszczyzna podziałowa przechodziprzez środek części zaformowanej, wtedy stosujesię wlewy zakrzywione o przekroju 8 X 40 mm.Przy odlewie części o dużych wymiarach zdarzyćsię może, że otrzymuje się w wychodzie metal zbytzimny, który niedostatecznie zasila sztukę ciepłymmetalem, co powoduje powstawanie porowatości.Aby tego uniknąć, stosuje się przy odlewaniu czę-ści bardziej skomplikowanych, jak np. kartery sil-ników samochodowych lub lotniczych, wychodyzagięte dla utrzymania metalu ciepłego. Uzupeł-nienie metalu prosto z łyżki jest niedopuszczalne.
Leje usuwa się piłą lub tarczą szlifierską. Baj-cowanie odbywa się w kąpieli z kwasu azotowego(20%) i dwuchromianu potasu (15%) w ciągu Vśminuty, poczem obmywa się części w bieżącej wo-dzie zimnej, a następnie pozostawia się przez kil-ka minut w wodzie gotującej się i suszy wpobliżupieców lub grzejników.
Mniejsze części odlewać można w kokilach lubpod ciśnieniem. Części lane pod ciśnieniem są bar-dzo czyste i mogą mieć ścianki poniżej 1 mm gru-bości (rys. 4).
S t o p y o d l e w n i c z e . Najważniejsze stopyodlewnicze mają następujący skład chemiczny iwłasności mechaniczne (tabela I).

502 1934 -
T A B E L A 1.W ł a s n o ś c i i z a s t o s o w a n i a o d l e w n i c z y c h s t o p ó w m a g n e z u .
Znakstopu
AZG
A2F
VI
Al
6
4
10
Zn Mn
0,5
0,24-0,5
U w a g
odlew piaskowy
/ odlew piaskowy\ odlew kokilowy
odlew pod ciśnień,
Wytrzytn,na
rozciąganie
164-20
174-2120- 25144-17
Granicaplastyczn.
(0,2%)
kg/mm'
104-11
~io
~n
Wydłu-żenie
24- 5
54- 964-10
Przewa-żenie
~7
104-14~5
TwardośćBrinelja
kg/mm2
534-57
434-47504-55
~64
Udarność
kg/om2
'35
'50'75
'50
Zastosowani
Kartery
Kota,podwoziaOdlewy seryjne
Drobne częściW silnikach lotniczych odlewane są z elektronu
następujące części: karter, wszystkie pokrywy, ka-dłub filtra do smaru i filtra do benzyny. W kon-strukcjach płatowców stosowane są odlewy elek-tronowe n a : koła samolotów, obrotnice dla karabi-nów masz., apara ty do zrzucania bomb, kadłub roz-rusznika i t, d.
Typową budowę mikrograficzną (trawienieHNO 3 ) daje rys. 5.
W porównaniu z częściami aluminjowemp.oszczędność na wadze wynosi około 2 5 % — 3 5 % ,a więc nieco mniej, aniżeli wypadałoby z porów-nania ciężarów właściwych, a to ze względu na ko-nieczność większego usztywnienia przez żeberko-wanie oraz stosowanie większych promieni przyzaokrągleniach.
O możliwościach odlewniczych elektronu dajepojęcie rys. 6, przedstawiający 80-konny silnik lot-niczy chłodzony powietrzem, w którym k a r t e r gór-ny i 6 cylindrów wraz z żeberkami odlane są wjednym bloku (przez odlewnię metali lekkich fa-bryki Isotta Fraschini w Medjolanie), RYS- 5-
Rys. 7 ilustruje budowę mikrograficzną stopokutego,
W konstrukcjach lotniczych wykonywa się na-stępujące części z e lektronu kutego: łożyska wał-k ó w rozrządu i w a ł k ó w pośredniczących, kadłubpompy do smaru oraz śmigła. Do wyrobu tyiostatnich służy stop specjalny o zawartości i% Ali 0,6% Mn i własnościach mechanicznych: ft *= 27 kg/mm2, A = 14 — 20%. Niski ciężar wła»;
wy oraz wysoka wytrzymałoś'na zmęczenie (ok. 8 kg/mm',czyni elektron b. odpowiednimdo tego celu.
Przed kuciem bloki elektromipodgrzewa się w piecu elek-trycznym w temperaturze ok400° C w ciągu godziny. K«*wymaga niewielu oparacyjifje bardzo czystą powierzchni*Na rys- 8 widzimy kilka p«T-
K u c i e s t o p ó w m a g n e z o w y c h , Skład k ł a d ó w części kutych z elektronu,s topów używanych na części kute oraz ich włas- B l a c h y e lek t ronowe walcuje się w ?ności mechaniczne są następujące (tabela 2): turze ok, 300° C, n a zimno zaś — wyłącznie
Rys, 6. Silnik lotniczy o mocy 80 KM, z Makiem elektronowym,
Znakstopu
viVlh
AZM
Al
%
1010
64-6,5
Zn
%
1
Mn
%
0,24-0,50,24-0,50,24-0,5
U w a g i
części kuteczęści tłoczoneczęści tłoczone
T a b
Wytrzym,na
rozciąganie
kglam'
344-37384-42284-32
e l a 2,
Granicaplastyczn,
(0,2%)
kg/mm2
254-28264-30204-22
Wydłu-żenie
%
74- 924- 5
114-16
Przewę-żenie
%
94-1234- 6
254-30
TwardośćBrinella
kg/mm*
70~90
55
Udarność
cm.kg/cm*
4030
1204-140
-n
Pr?tyil>rt*iruryiczęści In*

PRZEGLĄD TECHNICZNY - 1934 503
o grubości 0,4 — 0,8 mm. Wytrzymałość ich sięgado 40 kg/mm2. Wyżarza się blachy w temperaturzeok. 300" C w ciągu godziny, a następnie chłodzi wpiecu lub na powietrzu.
Obróbka na zimno blach jest możliwa tylko wzastosowaniu do stopów o niskiej zawartości alu-tninjum i przy zastosowaniu promieni zaokrągleń6 10 razy większych od grubości blachy. W in-nych wypadkach konieczne jest podgrzewanie dotemp. 270 — 300",
Rys. 7.
Z blach i profilów elektronowych wykonywa się:zbiorniki do benzyny, urządzenia wewnętrzne sa-molotów (siedzenia, ramy do drzwi i okien i t. p.),okaptowanie silnika, części katapułt i t. d., przy-czem łączenie odbywa się zapomocą nitowanialub spawania płomieniem tlenowo-acetylenowym.
O b r a b i a l n o ś ć elektronu stanowi jedną zjego najważniejszych zalet, gdyż jest podobna doobrabialności twardego drzewa; szybkości skrawa-nia dochodzą do 600 m/min. Wszystkie operacje,z wyjątkiem wiercenia głębokich otworów, gwin-towania i szlifowania, wykonywa się na sucho.Szczególnie ważnym czynnikiem obróbki jest do-bry stan narzędzi i odpowiednie szlifowanie, gdyżwiór kruchy i pył, powstający przy pracy stępio-nym, narzędziem, jest łatwo zapalny. Przyjmującobrabialność siluminu jako 100, określić możnaobrabialność aluminjum jako 133, a elektronu —400.
O b r ó b k ę t e r m i c z n ą stosuje się jedyniedo stopów o zawartości aluminjum powyżej 7 % ;tą drogą uzyskać można podniesienie wytrzymało-ści na zmęczenie — o 15%.
K o r o z j a . Najważniejszą przeszkodą, jaką na-potykało przyjęcie się elektronu jako tworzywa,była obawa jego małej odporności na korozję.u »e jednak było to słuszne w odniesieniu do daw-nych stopów, to obecnie odporność elektronu jestbardzo wysoka, a to dzięki stosowaniu domieszkimanganu (do 0,6%) i ochronie powierzchni. Ostat-jw> najlepsze wyniki dało krycie powierzchni se-enem, przez zanurzanie w kwasowej kąpieli w cią-
gu 15 minut. Warstwa selenu zabezpiecza nawetod najbardziej niebezpiecznego działania słonegopowietrza i wody morskiej. Nie należy zapominać,że części stalowe wymagają również starannegozabezpieczenia, nie można więc wymagać od elek-tronu absolutnej niewrażliwośc na wpływy atmo-sferyczne.
Z a p a l n o ś ć . Drugim zarzutem, stawianymelektronowi, jest jego zapalność, Zarzut ten należyjednak uważać za nieuzasadniony, gdyż magnez,łatwo palny w stanie czystym, w stopach zapalnynie jest. Najdobitniej wykazują to próby ostrzeli-wania części silników pociskami zapalającemi lubpoprostu poddawanie ich próbie ogniowej.
Elektron może zastąpić i zastępuje już dzisiajw szeregu wypadków inne tworzywa. Dla przemy-słu lotniczego sprawa zastosowania elektronu maoczywiście największe znaczenie, choć stop tennie może wyeliminować całkowicie stopów alu-miniowych.
Jakkolwiek przygotowanie produkcji jest dośćtrudne i kosztowne, szczególnie ze względu na du-żą ilość początkowych braków, co podnosi cenęgotowego produktu, to jednak nieco niższa cena su-rowca i niższe koszty obróbki mogą zrównoważyćcenę wyrobu, a po opanowaniu techniki odlewaniaprzechylić nawet szalę na korzyść elektronu.
Naturalną przeszkodą ku stosowaniu tych sto-pów produkcji krajowej jest brak własnych surow-ców, ale w nielepszej sytuacji znajduje się prze-mysł innych krajów, gdzie mimo to produkcja elek-tronu rozwija się coraz pomyślniej. Widać to z;wprowadzenia w ostatnich latach elektronu w ca-łym szeregu fabryk lotniczych, jak: De Havilland,Pobjoy, Manasco, Walter i w wielu innych wy-twórniach, które stosują te stopy z powodzeniemod dłuższego czasu. Spodziewać się więc należy,że sprawa ta stanie się wkrótce aktualną i dlaprzemysłu polskiego.
Rys. 8. Przykłady części kutych z elektronu.
BIBLJOGRAFJA.A i t c h i n s o n , L e s l i e , Dr. Light Alloys for Aeronau-
tical Purposes.A r c h b u 11, S. L., Mechanical and Physical Properties
of Mg-Alloys.B o n a r e t t i , A. W., Legnę di magnesio.C l a u s - G o e d e r i t z , Gegossene Metalle und Legie-
rungen.H a j e k , Milos, Elektron.Z e e r 1 e d e r, A., Dr. Physische und chemische Eigen-
schaften der Leichtmetalle,

504. 1934 - PRZEGLĄD TECHNICZNY
Sur la productionet 1'application industrielle de 1'ćlectron
R e s u m eL'auteur indiąue le progres dans la construction des mo-
teurs d'aviation et d'automobile realise grace a 1'applicationdes metaux legers et ultra - legers, parmi lesąuels se trouveen premier lieu 1'electron, Apres avoir fait mention desproprietes physiąues et mecaniąues de 1'electron, ii decrit
la production de cet alliage dans la fonderie (moulesnoyaux, fondants, remplissage du moule etc.,, et donnę unexemple de sa structure.
Ensuite 1'auteur s'occupe du forgeage de 1'electron et citeles ąualites, les applications et la structure de cet alliatfedans les pieces forgees. A la fin ii traite les ąuestions dela travaillabilite de 1'electron, de son traitement thermiauede sa corrosion et de son inflammabilite. '
S. STELLECKI, Warszawa
Nowoczesne maszyny do odlewania pod ciśnieniem*)
Na ostatnie lata wojny światowej przypadaszybki rozwój odlewnictwa pod ciśnie-niem 2 ) . W latach tych bowiem w Amery-
ce i w Europie rozwija się masowa produkcja ma-szyn i narzędzi. Warunki zaś współczesne zmu-szały do możliwie szybkiego wypuszczania dużychilości części wymiennych, przyczem chodziło, zewzględu na czas, o wyeliminowanie długotrwałejobróbki mechanicznej. W większości wypadkówobróbka mechaniczna odlewów pod ciśnieniem jestwogóle zbędna, gdyż odlewy te wykonywane sąz dokładnością bardzo znaczną. Tolerancje wy-miarów zależą od wielkości i kształtu odlewu orazrodzaju zastosowanego stopu i wahają się w grani-cach od 0,01 do 0,2 mm.
Dzięki wprowadzeniu odlewania pod ciśnieniem,szybko zmienił się wygląd warsztatu odlewnicze-go; jak widzimy na rys. 1, warsztat do wykonywa-nia odlewów pod ciśnieniem przypomina raczejprecyzyjny warsztat mechaniczny.
Z licznych przykładów szybkiego rozwoju od-lewnictwa pod ciśnieniem po wojnie wymienię fa-brykę A. C. Spark Pług. Co w Ameryce. Fabrykętę zbudowano w 1926 roku, o pow. 186 m2. Jejmiesięczna produkcja wynosiła 50 000 kg. W okre-sie od 1926 do 1929 roku produkcja wzrasta do450 000 kg/mi es., zaś powierzchnia odlewni —wdwójnasób.
Tak wzmożone tempo pracy fabryk sprzyjałodokonywaniu doświadczeń z coraz innemi mater-iałami odlewniczemi. W stosunkowo krótkim cza-sie zostały opanowane nietylko stopy łatwo topli-
Rys, 1. Warsztat do wykonywania odlewów pod ciśnieniem.
*) Odczyt wygłoszony w Kole Odlewników dn. 30 stycz-nia 1934 r.
2) O odlewaniu pod ciśnieniem patrz także P r z e d .T e c h n. 1928 r„ str. 233 — 239.
we, ale i trudnotopliwe. Ze stopów trudnotopli-wych kolejno rozwiązano sprawę odlewania podciśnieniem stopów: aluminjum, miedzi, niklu. Od1930 roku są prowadzone próby z odlewaniem podciśnieniem żeliwa i stali, W roku 1933 rozwiąza-no podobno to zagadnienie, po szeregu laborato-ryjnych prób i doświadczeń, i opracowano metody,nadające się do zastosowania przemysłowego.
Odlewanie pod ciśnieniem, jak wskazuje samanazwa, polega na wypełnieniu metalowej formymetalem, używając do tego celu nacisku zewnętrz-nego. Metal do wypełniania formy jest używanyalbo w stanie płynnym, albo w chwili krzepnięcia.Wypełnianie formy płynnym metalem jest używa-ne wyłącznie do stopów łatwotopliwych, jak sto-py cynku, cyny i ołowiu. Stopy aluminjowe sąodlewane zarówno w stanie ciekłym, jak równieżi w chwili krzepnięcia. Stopy trudnotopliwe, uży-wane do odlewania pod ciśnieniem, są wyłączniewprasowywane do formy w stanie półpłynnym.
W zależności od tego, czy używany do wypeł-niania formy metal jest w stanie płynnym, czy teżw stanie krzepnięcia, dzielimy maszyny do odle-wania pod ciśnieniem na dwie zasadnicze grupy_:pierwszą większą stanowią maszyny o „g o r ą c e jk o m o r z e " , drugą — maszyny o „ z i m n e jk o m o r z e " . Wyraz „komora" oznacza to miej-sce maszyny, w którem wywiera się w chwili wy-pełniania formy nacisk na metal.
W maszynach o „gorącej komorze" nacisk napłynny metal jest wywierany, w zależności od uży-wanego stopu, za pośrednictwem tłoka, albo przezbezpośrednie działanie sprężonego powietrza nametal, w maszynach zaś o „zimnej komorze me-tal jest wtłaczany do formy wyłącznie przez tłok.
Podział na maszyny o „gorącej komorze" i „zim-nej komorze" jest zupełnie niezależny od konstruk-cji maszyny, charakteryzuje natomiast przebiegwypełniania formy metalem. Wyczerpuje więcwszystkie możliwe sposoby wykonywania odlewówpod ciśnieniem.
Maszyny tłokowe, pracujące na płynnym meta-lu, dzielimy w zależności od napędu na: ręczne,pneumatyczne i mechaniczne. Najstarsze sąr ę c z n e m a s z y n y t ł o k o w e . Są one uży-wane wyłącznie do odlewania stopów cyny, cynkui ołowiu. Maszyny te są obecnie używane prze-ważnie w niedużych warsztatach, masowo wytwa-rzających różne drobne części metalowe codzien-nego użytku, Fabryki duże nie używają ręcznycnmaszyn do normalnej produkcji, lecz korzystałaz nich do szkolenia personelu obsługującego od-lewnię pod ciśnieniem (Z. S. R. R-)- Ciężar wy

PRZEGLĄD TECHNICZNY - 1934505
konywanych odlewów waha się w granicach od 1 gdo 300 g, zaś ilość okresów roboczych na godzinęwynosi od 40 do 120.
Aby ułatwić orjentację w sposobie odlewaniapod ciśniniem i w podanych niżej konstrukcjachnowoczesnych maszyn, na rys. 2 podany jest sche-
Rys, 2. Schemat ręcznej maszyny tłokowej do odlewaniapod ciśnieniem.
mat ręcznej maszyny tłokowej. Na żeliwnej pod-stawie (C) z prawej strony jest zamocowany że-liwny kocioł [A). Kocioł jest opalany ropą, albogazem, wewnątrz kotła znajduje pię cylinder, wktórym porusza się tłok, wciskający metal do for-my. Na środkowej części podstawy znajdują siędwie ruchome części G i D, do których są przymo-cowane połówki formy. Do podstawy jest jeszczeprzymocowany zderzak F i mimośród E. Narysunku maszyna jest pokazana w chwili wy-rzucania odlewu. Odlew pod ciśnieniem od-bywa się w sposób następujący: gdy połów-ki formy są zamknięte, naciskamy na tłokzapomocą widocznej na rysunku dźwigni, wówczasmetal z kotła, przez kanał łączący cylinder z for-mą, zostaje wciśnięty do formy. Po chwili, gdymetal zastygnie, podnosimy tłok; przy podnosze-niu tłoka zostaje otwarty specjalny otwór w cylin-drze i metal wypełnia dalszą część kanału i cylin-
D po G i forma zostaje otwarta. Część D przesu-wa się po G dopóty, aż zderzak F uruchomi popy-chacze, które usuną odlew z formy.
Obracając następnie mimośród w przeciwnąstronę, zamykamy formę, łączymy ją z kotłemi wykonywamy następny cykl roboczy. Kocioł jestzaopatrzony w zamienne tulejki i tłoki różnej wiel-kości, tak, że przy tym samym skoku tłoka może-my wtłaczać do formy różne ilości metalu. Umo-żliwia to wykonywanie odlewów o różnych wymia-rach i ciężarze.
Opisana wyżej zasada działania najprostszejmaszyny, pracującej na płynnym metalu, jest za-chowana we wszystkich maszynach tej grupy. Wewszystkich maszynach o „gorącej komorze" formaw ciągu jednego cyklu roboczego jest łączona zezbiornikiem płynnego metalu, a następnie od niegoodłączana; płynny metal znajduje się stale w ma-szynie, tak że przewody doprowadzające posiada-ją temperaturę płynnego metalu.
Na rys. 3 i 4 widzimy ręczne maszyny wykonaneprzez firmę Eckert'a. Różnią się one od prototy-pu tylko tem, że wlew formy mote być ściśle do-pasowany do nasady. Przesuwanie formy wewszystkich kierunkach umożliwiają trzy wzajem-nie prostopadłe śruby; kółka napędzające te śrubywidzimy na rysunkach. Podnoszenie tłoka odby-wa się zapomocą sprężyny, widocznej na rys. 4.Maszyna podana na rys. 3 różni się od maszynyna rys. 4 jedynie sposobem otwierania formy. Jestona mianowicie zaopatrzona w urządzenie do roz-suwania połówek formy prostopadle do osi ma-szyny. Urządzenia te są tak skonstruowane, żełatwo umożliwiają zdjęcie ich z maszyny, i po za-łożeniu odpowiednich części maszyna przybierawygląd, jak na rys. 3. Umożliwienie na tej samejmaszynie odlewania w formach otwieranychwzdłuż osi maszyny, jak również i prostopadle doniej, rozszerza znacznie zastosowanie maszyny.
Rys. 3 i 4. Ręczne maszyny do odlewania pod ciśnieniem bud. Eckert'a.
dra dla następnego ruchu roboczego. Działając naroimośród, otwieramy formę. Otwarcie następujenie odrazu, lecz najpierw zamknięta forma przesu-wa się z częścią G wzdłuż podstawy i następujeodłączenie formy od kotła; z chwilą gdy G oprzesię o występ podstawy, zacznie przesuwać się część
Rys. 5 przedstawia ręczną maszynę Rohrbacha.Maszyna w sposobie działania nie różni się od ma-szyn Eckerfa, natomiast jej skomplikowana kon-strukcja utrudnia obsługę i nie daje, w porówna-niu z prostszemi konstrukcjami, żadnych korzyścitechnicznych.

506. 1934 - PRZEGLĄD TECHNICZNY
T ł o k o w e m a s z y n y p n e u m a t y c z n eposiadają cylinder powietrzny, który jest połączo-ny z tłokiem, wciskającym metal do formy.
M e c h a n i c z n e m a s z y n y t ł o k o w eróżnią się od ręcznych jedynie tem, że napędzanie
tłoka wciskającegometal odbywa sięod silnika. Maszy-ny te są budowanejako półautomatyi automaty. W au-tomatach wszyst-kie czynności sązmechanizowanetak, że jeden robot-nik może obsługi-wać kilka maszyn.Firma Eckerfa bu-duje tłokowe auto-maty i półautomatydo masowego wy-robu odlewów owadze od 1 do50g.
Opisane wyżejtłokowe maszynyzupełnie się nie na-dają do odlewaniastopów aluminjo-wych, z tego po-wodu, że przy wy-sokich temperatu-
rach tłok zacina się, a nadto aluminium rozjadażelazo, uniemożliwiając pracę maszyny.
Maszyny, na których oprócz stopów łatwotopli-wych można wykonywać odlewy ze stopów alu-minjowych, są pozbawione tłoka wciskającegometal, zaś potrzebny do wypełniania formy naciskjest w nich wywierany przez sprężone powietrze,działające bezpośrednio na metal, Maszyny tenazywamy sprężarkowemi, -
Pod względem konstrukcyjnym dzielimy maszy-ny sprężarkowe na takie, w których sprężone po-wietrze działa na całą zawartość kotła, i na te,w których działaniu powietrza poddana jest tylkoilość metalu, potrzebna do jednorazowego wypeł-nienia formy- Maszyny te różnią się zasadniczood maszyn tłokowych jedynie sposobem wypełnia-nia formy, natomiast zamykanie i otwieranie formodbywa się w podobny sposób, jak i w maszynachtłokowych.
Rys. 5, Ręczna maszynado odlewania pod ciśnieniem,
bud, Rohrbacha.
posiada kanał wyprowadzający metal, zakończonynasadą, służącą do łączenia kotła z formą. Kociołposiada dwa otwory; przez otwór (3) jest wtłacza-ne powietrze, zaś drugi otwór służy do napełnia-nia kotła metalem. Podczas pracy maszyny otwórten jest zamknięty pokrywą (2). Maszyny te po-siadają szereg wad, do których należy przede-wszystkiem utlenianie się metalu w kotle (szcze-gólnie przy stopach aluminjowych), dzięki ciągłe-mu dopływowi powietrza świeżego oraz duży roz-chód powietrza wobec jego działania na całą za-wartość kotła. Zamknięty kocioł utrudnia dokład-ny pomiar temperatury metalu, jak również unie-możliwia dodawanie metalu podczas pracy ma-szyny,
Wady pierwszej grupy maszyn sprężarkowychzostały częściowo usunięte w maszynach, w któ-rych powietrze sprężone działa tylko na część me-talu, zawartego w kotle. Schemat takiej maszynywidzimy na rys. 7. Płynny metal znajduje się wotwartym kotle (C), do którego jest zanurzonyczerpak (B). Kocioł znajduje się w piecu (A),opalanym ropą albo gazem. Połówki formy (4) sąprzymocowane do płyt [D i E), z których E jestruchoma i posuwa się, zapomocą dźwigni [B]i przestawialnego oparcia [F), po prowadnicach(G), Dopływ powietrza do czerpaka jest regulo-wany zapomocą zaworu, poruszanego dźwignią(C). Przesuwanie czerpaka do formy odbywa sięzapomocą dźwigni {A}. Dźwignia (A) jest połą-czona dźwignią (K) z zaworem zabezpieczającymtak, że jeśli czerpak nie jest połączony z zamknię-tą formą, powietrze nie może być wprowadzone doczerpaka.
Zalety tej konstrukcji są następujące: sprężonepowietrze styka się tylko z niewielką ilością meta-lu, tak że utlenianie się jest minimalne, minimalnyjest również rozchód powietrza, Otwarty kociołumożliwia jego wypełnianie metalem podczas pra-cy maszyny, kontrola temperatury jest również
ułatwiona. Kontrolowanie zaś temperatury przy
Rys. 6, Kocioł maszyny sprężarkowej do odlewaniapod ciśnieniem.
Na rys. 6 widzimy szczegóły konstrukcyjne ma-szyny sprężarkowej, w której sprężone powietrzedziała bezpośrednio na całą zawartość kotła. Ko-cioł (1), jest wykonany z żeliwa; w prawej części
Rys. 7, Schemat ulepszonej maszyny sprężarkowe).
stopach aluminjowych i przy otrzymywaniu do-kładnych odlewów jest konieczne.
Na rys. 8 widzimy maszynę f-my Buhler z otwar-tym kotłem, w którym jest zanurzony ruchom)

PRZEGLĄD TECHNICZNY - 1934 507
Rys. 8. Instalacja do odlewania pod ciśnieniem z maszynąBuhler'a.
czerpak. Zamykanie i otwieranie formy uskutecz-nia się ręcznie.
Rys. 9 przedstawia podobną do maszyny Buhle-ra maszynę szwedzkiej firmy Fundator. Przesu-wanie czerpaka do formy odbywa się ręcznie, for-my są zamykane przy pomocy cylindra pneuma-tycznego.
Maszyny z czerpakiem należą do maszyn sze-roko używanych przez przemysł odlewniczy. Wie-le firm buduje nawet zupełne automaty o bardzodużej wydajności, gdyż ilość okresów roboczychsięga 500 na godzinę. Ciężar wykonywanych od-
Rys. 9. Maszyna do odlewania pod ciśnieniemw wykonaniu wytw. Fundator.
lewów dochodzi do kilku kg. Ciśnienie roboczesprężonego powietrza waha się zwykle od 5 do20 at.
Maszyny o „zimnej komorze"są konstruowane i budowane odniedawna. Istnieją dwa różniącesię między sobą rozwiązania kon-strukcyjne tych maszyn. Pierwszezostało wykonane przez czeską fir-mę Polak'a, drugie wykonała nie-miecka firma Eckert'a, na którejostatnio wzorowała się też firma B-cia Buhler, bu-dując maszyny o „zimnej komorze". Maszyny0 ..zimnej komorze" są używane wyłącznie dostopów trudnotopliwych. Metal jest wprowadzo-
ny do komory w stanie półpłynnym, bezpośrednioprzed samem wprasowaniem. Stąd też pochodzinazwa „zimna komora". Metal do formy jest za-zwyczaj wprasowywany tłokiem, poruszanym zapośrednictwem cylindra pneumatycznego, albohydraulicznego. Formy są zamykane wyłączniehydraulicznie.
Według patentu Polak'a (rys, 10) wtłaczaniemetalu odbywa się w sposób następujący: dawkęmetalu półpłynnego (4) wkładamy do komory (3),następnie tłok (2) pod działaniem nacisku cylin-dra hydraulicznego wywiera nacisk na metal.Gdy siła nacisku osiągnie max., obcinacz (5) opusz-cza się na dół i otwiera kanał do formy. Połówkiformy [7 i 8) są uprzednio zamknięte siłą (9). Powypełnieniu formy metalem tłok (2) podnosi się,jednocześnie podnosi się obcinacz (5), który usuwanadmiar metalu [10). Po otwarciu formy siłą [12)odlew [11) zostaje usunięty z formy. Naciski (9i 12) są wywierane przez cylinder hydrauliczny.
Rys, 10. Schemat maszyny z „zimną komorą" syst. Polak'a.
Rozwiązanie konstrukcyjne maszyny do odlewupod ciśnieniem wykonane przez firmę Eckert'a wi-dzimy na rys. 11. Metal jest poddany ciśnieniubezpośrednio w formie. Tłok wciskający metalporusza się z dużą szybkością, tak że, oprócz sta-tycznego docisku, powstają duże siły dynamiczne,które umożliwiają zapełnienie formy o bardzo na-wet skomplikowanych kształtach. Sposób Eckerfawypełniania formy umożliwia sprowadzenie nadle-wów i wlewów do minimum, ta że ich ciężar nieprzekracza kilku do kilkunastu % odlewu, gdy na-tomiast w odlewach wykonanych na maszynachPolak'a nadmiar metalu waha się w granicach kil-kudziesięciu %.
Rys. 12 daje widok zewnętrzny maszyny Polak'a.Rozrząd mechanizmów hydraulicznych wykonywasię zapomocą silnika elektrycznego. Firma Polak'a
II.
Przebieg odlewania w maszynie Eckerfa,
buduje na podstawie wspomnianego wyżej patentu3 typy maszyny, różniące się jedynie wielkościąwykonywanych odlewów. Na rys. 13 i 14 widzimymaszyny wykonane przez f-mę Eckerfa. Maszy-

508 1934 - PRZEGLĄD TECHNICZNY
na pionowa pracuje na tej samej zasadzie, co i po-zioma. Metal w maszynie pionowej jest wkłada-ny do tulejki, w której porusza się tłok; po zamk-nięciu formy, tłok posuwa się z dołu do góryi wprasowuje metal. Poziome maszyny Eckerfa
Rys. 12. Widok maszyny Polak'a,
służą przeważnie do wykonywania odlewów nie-głębokich i nie cienkościennych. Jak widzimy narys. 11, w pierwszej chwili wywarcia nacisku nametal, nie jest on odgraniczony od formy. Tawłasność maszyn Eckerfa nie sprzyja wykonywa-niu długich i cienkościennych odlewów. Aby bo-wiem odlać taki przedmiot, należy wprowadzić me-
konywanych odlewów; im przedmiot odlewanybędzie posiadał więcej długich, cienkich ścianek,tembardziej temperatura metalu powinna być wyż-sza. Przy wykonywaniu niektórych odlewów tempe-ratura może być tak wysoka, że metal wprowa-dzony do poziomej komory jeszcze przed nabra-niem potrzebnej szybkości będzie zalewać formę,a tem samem utrudni otrzymanie dobrych odle-wów.
Pracujące obecnie instalacje do wykonywaniaodlewów pod ciśnieniem są obsługiwane alboprzez urządzenia pneumatyczne, albo hydraulicz-ne. Ciśnienie na metal jest zwykle regulowaneindywidualnie dla każdego rodzaju odlewów i wa-ha się zwykle od kilkudziesięciu do kilkuset atm.Na rys. 8 widzimy instalację pneumatyczną (sprę-żarkę), obsługującą maszynę Buhlera.
Początek 1933 roku, jak zaznaczyliśmy nawstępie, przyniósł rozwiązanie odlewania pod ci-śnieniem stali i żeliwa (Litejnoje dieło Nr, 4,1933), Maszynę do odlewania pod ciśnieniem sta-li i żeliwa skonstruował inż. Durnijenko. Maszy-na ta pracuje na zasadzie „gorącej komory". Płyn-ny metal znajduje się w zbiorniku, umieszczonymnad formą. Topienie metalu odbywa się bezpośre-dnio w maszynie, przyczem do topienia używanyjest prąd elektryczny. Do formy wtłacza się metalpłynny zapomocą sprężonego powietrza, działają-cego na całą zawartość kotła; ciśnienie powietrzawynosi 5 at. Metal jest odcinany od formy zapo-mocą ogniotrwałego zaworu. Zawór ten, wedługsłów konstruktora, był słabem miejscem maszynyi dopiero po wielu próbach udało się stworzyć ta-ką konstrukcję, która zapewnia należytą szczel-ność, a jednocześnie jest łatwa w obsłudze i wy-mianie. Wymiana zaworu odbywa się co 7 — 8 go-dzin.
Formy do odlewów pod ciśnieniem stali i żeli-wa były najsłabszem miejscem fabrykacji. Osta-tecznie rozwiązano to zagadnienie w ten sposób,że do właściwej formy jest wkładana wymiennadusza z żeliwa, bronzu aluminjowego i aluminjum.Aluminjum nadaje się na duszę do formy z tego
Rys. 13 i 14, Pionowa i pozioma maszyna do odlewania pod ciśnieniem, bud. Eckert a,
tal do formy z pewną szybkością, aby nie zdążył powodu, że na jego powierzchni powstajet ć dd h d i k i e stewka tlenku który jest t r u / n o t o p l ™ y
tal do formy z pewną szybkością, aby n e ą yzastygnąć w drodze, przechodząc przez cienkieścianki odlewu. Temperatura metalu, a co za temi d i i j ł ś ć lż d d j
powodu, że na jego powierzchni p jstewka tlenku, który jest tru/notopl™y
ie1-przewodzi ciepło, Aluminjowe formy zrT'
bk k d l w aiścianki odlewu. Temperatura metalu, a co za tem przewodzi ciepło, Aluminjowe formyidzie i jego płynność są zależne od rodzaju wy- szybkość wykonywania odlewów, aie j

PRZEGLĄD TECHNICZNY - 1 9 3 4 509
n j e — dzięki możliwości łatwego i dokładnego ichwykonania, — według słów konstruktora, nadająsię narówni z innemi materjałami do wykonywa-nia odlewów ze stali i żeliwa.
Formy tak wykonane powinny — według kon-struktora — wytrzymywać do 10000 odlewów.W próbnych formach, podczas badań laboratoryj-nych, otrzymywano odlewy o ściankach grubości1 mm; przejścia od grubości 8 mm do 1 mm uda-wały się zupełnie dobrze. Pomimo niewielkiegociśnienia na metal, gwint, nawet drobny, udaje siętakże zupełnie dobrze, wszelkie zaś nierównościi zadraśnięcia formy pozostawiały ślad na odle-wach, tak że formy trzeba było polerować. Kon-struktor przewiduje możliwość wykonywania zestaliwa i żeliwa części do samochodów, samolotówi traktorów.
Les machines modernespour la łonie des metaux sous pression
R e s u m eApres avoir rappele le developpement de la fonte des
metaux sous pression a partir des dernieres annees deguerre, 1' auteur decrit les differents types des machines dece genre, en les divisant en machines a recipient froid eta recipient chaud. II decrit d'abord en detail les principesdu fonctionnement des machines du premier groupe, citanlles constructions a piston d'Eckert et de Rohrbach pour letravail a main et a propulsion mecaniąue du piston(automates et demi-automates), ainsi que les machines apression pneumatiąue pour les metaux ayant une tempera-turę de fusion plus haute (types Buhler et Fundator). Ensuite1'auteur passę a la fonte des metaux en etat demi-liquide aumoyen des machines a recipient froid (Polak, Eckert, Bu-hler), qu'il decrit aussi d'une facon detaillee.
Ayant analise les avantages et les defauts de chaque ca-tegorie des machines sus-dites, l'auteur donnę quelques ren-seignements sur la production, realisee depuis peu en Russie,des pieces d'acier et de fonte fondues sous pression.
PRZEGLĄD PISM TECHNICZNYCHBUDOWNICTWO
Stadjon Mussoliniego w Turynie,W r, 1933, w związku z Olimpjadą akademicką, jaka mia-
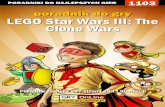
ła się odbyć w Turynie, wzniesiono w nowej dzielnicy te-go miasta obszerne budowle sportowe obejmujące: wielkistadjon olimpijski, mniejszy sta-djon dla ćwiczeń lekkoatletycz-nych, pływalnię krytą, pływalnięotwartą i inne mniejsze objekty.
Trybuny wielkiego stad jonuusytuowane są w planie w posta-ci pierścienia eliptycznego, któregoduża oś w kierunku północ-połud-nie wynosi 198 m, mała oś — 120m. Plac sportowy ograniczonyjest bieżnią o szerokości 7,5 mi długości 452 m, (mierzonej pokrzywej w odległości 0,3 m odwewnętrznej krawędzi), która skła-da się z 2-ch odcinków prostycho długości po 115 m, połączonychkrzywemi koszykowemi o 7-iu pro-mieniach krzywizny, malejących od67,5 m do 25,3 m. Teren wewnątrzbieżni zawiera boisko piłki nożnej110 X 75 m, cztery skocznie doskoków wzwyż i o tyczce oraz dwie
skocznie do skoków wdał (rys. 1). Pomiędzy trybunamii bieżnią biegnie dookoła t. zw. parter, t. j . pas terenu o szer.od 8 do 15 m, z lekkim spadkiem ku bieżni (,,P" rys. 2). Par-ter odgraniczony jest od bieżni obudowanym kanałem-kolek-torem, na którym postawiona jest ścianka z siatki.
•- ... i..*..) L..J
1
-JSkz,Rys. 2. Przekrój poprzeczny trybun otwartych.
Rys. 1. Ogólny widok wielkiego stadjonu olimpijskiego.
Parter mieści 15000 osób stojących. W razie niepogodywidzowie ci mogą się ukryć pod trybunami, których dolnykoniec przykrywa parter na szerokości 4 m (rys. 2).
Trybuny stanowią powierzchnię schodkową (21035 m')i przeznaczone są dla 50000 widzów; 5000 miejsc znajdujesię na trybunach pokrytych dachem (rys. 5), ciągnącychsię na długości 176 m, reszta — r.a trybunach otwartych.Stopnie trybun posiadają zmienną wysokość (większą kugórze); przekrój poprzeczny trybun zaprojektowano w tensposób, ażeby widoczność ze wszystkich miejsc była cał-kowicie zapewniona (rys. 2 i 3). Specjalną troskę stanowiłourządzenie szybkiego i dogodnego dostępu do miejsc dlapubliczności.
W tym celu wykonano 20 przejść, prowadzących od ze-wnątrz do kurytarza ,,K" (rys. 2), obiegającego na szer. 2 m

510. 1934 - PRZEGLĄD TECHNICZNY
Rys. 3. Przekrój (poprzeczny górnej części Łryłran Jcrytych.
dookoła cały stadion. Z tego kury tarza 20 przejść pro-wadzi do miejsc dolnych, a 40 biegów schodów do miejscgórnych. 9 oddzielnych przejśćprowadzi bezpośrednio od ze-wnątrz do parteru, który oprócz te-go połączony jest klatkami schodo-wemi z dolnemi miejscami trybun.
Trybuny kryte posiadają dach,zwisający swobodnie na 10,55 m poza krawędziami słupów nośnych,dźwigany przez belki wspornikowe0 wysokości dochodzącej do 2,2 mna podporze (rys. 3 i 5).
Przestrzeń pod trybunami obej-muje 2 kondygnacje, w którychoprócz przejść i kurytarzy znajdująsię szatnie dla 400 zawodników, po-mieszczenia do masaży i odpoczyn-kowe, natryski, biura, poczekalnie,restauracja, sale reprezentacyjne1 t, d.
Mały stadjon, położony tuż obokwielkiego, zawiera bieżnię 400 m,skocznie i miejsca do rzutów, try-bunę krytą dla 3000 widzów i 10000miejsc stojących. Pod trybuną znaj-dują się szatnie i inne potrzebnemieszczenia.
Nie ukrywając zasadniczych elementów konstrukcji,urozmaicono wygląd budowli przez zastosowanie okładzin'marmurowych (6300 m:i), wypraw szlachetnych, terrakotyi t. p.
Całość tych wielkich robót wykonano w ciągu 6-ciu mie-sięcy, a więc w czasie stosunkowo krótkim. (La Tech-r. i q u e d e s T r a v a u x , zesz. 4, 1934),
W. Ż
METALOZNAWSTWO
Silal i Nicrosilal.A. L. Norbury i E, Morgan podają opis silalu, jako żeli-
wa zawierającego zwykle około 5% Si i 2,5% C (całk.). Dotemperatury 800" C silal posiada dobrą odporność na wyso-ką temperaturę. Znaczne wahania temperatury łatwo do-prowadzają do pęknięć wskutek kruchości tworzywa. Silalo budowie ferrytycznej otrzymuje się po przetopieniu w że-liwiaku fragmentu stalowego z dodatkiem żelazokrzemu.Przy zawartości w słlslu węgla poniżej 2,5% lejność jegoznacznie spada i wykonywanie odlewów cienkościennychjest utrudnione, Zawartość fosforu nie powinna przekraczać0,5%, a manganu tylko tyle, ile trzeba na połączenie z S,w przeciwnym razie Mn sprzyja niepożądanemu tworze-
^|qgyy ^M*~y gwpfefe ^ P ^ m&HRt^Bi
Rys. 4. Wiidok wielkiego stadjonu i schody, wiodące do górnych trybun.
Rys, 5.Szkic konstrukcji trybun 'krytych,
dla zawodników po-
Pływalnia otwarta owymiarach w planie50 X 20 m otoczonajest plażą do kąpielisłonecznych. Pływal-nia kryta 18 X 33,3 mposiada oprócz base-nu galerje ze stopnia-mi dla S00 widzów.
Wszystkie budowlewykonano z betonu iżelazobetonu, rozcho-dując 2400 m3 betonuw fundamentach i 8000m3 żelazobetonu,
niu się perlitu. Przy zwiększeniu zawartości Si zawartość Cwinna być zmniejszona (np, 10% Si i 1,6% C).
Nicrosikl zawiera 5% Si, 18% Ni, 2% C, 2 do 5% Cr, oko-ło 1% Mn, i posiada budowę austenityczną, Nicrosilal jestciągliwy i miękki. Odporność na utlenienie dzięki obec-ności Cr jest lepsza aniżeli silalu. Przy pewnych odchyle-niach składu chemicznego otrzymuje się gatunek podobnydo żeliwa zmiękczonego. Nicrosilal o budowie austenitycz-nej przy ogrzewaniu do temperatury 600" przechodzi w bu-dowę martenzytyczną. Zachodzi przy tem pewne zwięk-szenie objętości, co łatwo doprowadza do pęknięć i °rośnięcia. Przy obecności w nicrosilalu 20% Ni, zawarto**Si nie powinna przekraczać 6%, a przy 16% Ni nie powin-na przekraczać 7%, w przeciwnym bowiem razie Si zn»rduje się nie w roztworze stałym, a jako twardy, kruc )składnik. ( T r a n s . A m e r . F o u n d r y m a n Assoc.1933 r„ zesz. 4, str. 267/77). 0, U.

PRZEGLĄD TECHNICZNY - 1934 511
Kruchość odpuszczania stali aluminjowych.Wpływ aluminjum na kruchość odpuszczania stali nie
byt dotąd dokładnie zbadany. Badania S, E. Kantorowiczanad podanemi niżej gatunkami stali aluminjowych wyjaśnia-ją powyższą kwestję. Zbadano następujące stale:
N a z w a C% Cr% Al% Mo% Ac, Ac, Ar, Ar,' Ar,'-
A X 4 0,4 1,61 1,34 — 810 860 735 690 —X M A 2 0,26 1.45 0,75 0,5 780 925 — 535 350X M A 3 0,34 1,60 0,83 0,63 805 910 — 495 325
Stale powyższe odnaczają się podnies ionym p u n k t e m Ac,istale chromowo-glinowe wykazują znaczną his terezę; do-datek zaś molibdenu wywołuje podział dolnego punktukrytycznego.
Na podstawie swych b a d a ń a u t o r stwierdził, że: 1) stalaluminjowai która nie zawiera innych składników stopio-nych, nie posiada kruchośc i odpuszczania. Aluminjum na-leży więc zaliczyć do pierwiastków, k tóre nie wpływają naskłonność do kruchości stali węglistych. 2) stale chromowo-aluminjowe przy p o w o l n e m studzeniu wykazują w zakresie550—650" obniżenie odpornośc i na uderzenie; spadek tenjest większy dla stali chromowo-aluminjowej, aniżeli dlastali chromowej. J a k wynika z powyższego, aluminjum wstalach chromowych podnosi nieco kruchość odpuszczania.Należy zaznaczyć, iż —. zdaniem autora — fosfor wpływaujemnie na odporność na uderzenie stali chromowej przypowolnem studzeniu ty lko w ilości powyżej 0,04% P. Wpływnatomiast manganu jest b a r d z o znaczny, co autor potwier-dza następującym p r z y k ł a d e m : stal o zawartości C == 0,38%Mn=0,22"' i C r = l , 4 3 % przy szybkiem studzieniu po odpu-szczeniu dała u d a r n o ś ć w e d ł . Izoda 9,1 kgm, przy powol-nem — 8,5 kgm. Natomias t stal C = 0,4%, Mn = 0,6%,Cr = 1,72 2 dała przy szybkiem studzeniu udarność wedł.Izoda = 8,1 kgm, przy p o w o l n e m zaś tylko 0,96 kgm.
3) Dodatek molibdenu do stali chromowo-aluminjowejusuwa skłonność do kruchośc i odpuszczania.
4) Twardość, granica proporc jonalności i płynności orazwytrzymałość stali chromowo-glinowej i chromowo-glino-wo-molibdenowej do t e m p . 550" C nie zależy od szybkościstudzenia po odpuszczaniu. Notomias t stal odpuszczona wtemp. wyższych pos iada przy szybkiem studzeniu po od-puszczeniu powyższe war tośc i większe, aniżeli przy powol-nem studzeniu.
5) Wydłużenie i p rzewężenie stali wrażliwych i niewraż-liwych na kruchość odpuszczania nie zależy praktycznie odszybkości studzenia.
6) Stale chromowo-gl inowo-molibdenowe, dzięki swymwłasnościom i niewrażl iwości na kruchość odpuszczaniamogą być stosowane na części narażone na działanie siłdynamicznych, obojętnie, czy to w stanie azotowanym, czynie. Stale natomiast chromowo-gl inowe, jako posiadającerdzeń kruchy, mogą być s tosowane po azotowaniu na częścipracujące spokojnie, n a r a ż a n e na ścieranie. ( T e c h n i k aW o z d . F ł o t a . 1934 r., zesz. 2, str. 60.72).
ODLEWNICTWOE. P
Wpływ temperatury na piasek formierski,Sixton O. V. Nilsson badał zmiany zachodzące w skład-
nikach piasku formierskiego, spowodowane wysoką tempe-raturą odlanego żeliwa. Zmian/ te dotychczas nie byłybrane pod uwagę. Głównymi składnikami piasku formier-skiego są ziarna kwarcu i glina. Kwarc posiada ciężar wła-ściwy 2,65, który wskutek nagrzania spada do 2,21; wzrostobjętości w temperaturze 1300" wynosi do 15,3%, w zależ-no*ci od modyfikacji kwarcu. W temperaturze 570". kwarc apuechodzi gwałtownie w kwarc fi, zmieniając swą budowę
>stalicztią. Chociaż rozszerzenie przy tem wynosi za-
ledwie 0,4. , jednak wskutek raptownej przemiany zacho-dzi rozszczepianie ziaren kwarcu, powodujące szorstką po-wierzchnię odlewu.
Autor podaje opisy aparatów, któremi posługiwał siędla przeprowadzenia badań nad przemianą kwarcu i j li-ny przy wzrastającej temperaturze. Glina, znajdująca sięw naturalnym piasku formierskim lub dodawana jakospoiwo do piasku syntetycznego, zawiera pewną ilość spro-szkowanego AlaOa, Fe.,0;,, MgO, CaO i CaCOa. Najczystszaglina (kaolina) ma skład chemiczny AI2O3. 2SIOL- . 2HSO.Kaolina już przy 110" traci całkowicie wodę nie związanąchemicznie; przy 450 —• 500" — traci połowę wody hydra-tu, a przy ogrzewaniu w ciągu 1 godziny, przy 600" — wo-dę pozostałą, t. j . traci spoislość. Ta okoliczność jest bar-dzo ważna dla piasku formierskiego.
Promieniowanie ciekłego żeliwa, szczególnie przy du-żych przekrojach odlewów, jest tak znaczne, że osiągniętazostaje temperatura przemiany kwarcu o. w ", a glinatraci swą spójność. Wskutek tego, części powierzchni for-my najbardziej narażone na wysoką temperaturę, obsypu-ją się do roztopionego metalu, powodując zanieczyszczenieodlewów ziemią formierską, Niska temperatura odlewania,krótki czas odlewania, uwzględnienie grubości odlewu, po-zwalają na uniknięcie tego szkodliwego zjawiska. Odlewa-nie winno być zakończone przedtem, zanim powierzchniaformy osiągnie tę temperaturę krytyczną, przy której ziarnapiasku rozszerzają się, a glina traci spoislość. Ujemne te wła-sności można zmniejszyć, względnie unieszkodliwić, doda-jąc do piasku formierskiego składników, które przy nagrze-waniu zmniejszają swą objętość lub spalają się (np. pył wę-glowy); w tym celu również dodaje się do piasku formier-skiego trociny. Podczas badań zauważono odpryskiwaniecząstek ziąrn przy temperaturze poniżej 600", wybuchygazów w piasku drobnoziarnistym, prawdopodobnie wsku-tek rozpadu CaCO:i na CaO i C02. Skład chemiczny meta-lu, stopień jego płynności, ciśnienie hydrostatyczne i t. p.,narówni ze składem mineralogicznym piasku formierskiego,temperaturą odlewania, grubością i kształtem odlewu wy-wierają wpływ na spalenie piasku formierskiego na po-wierzchni odlewu. Malowanie formy czernidłeni stwarzapowłokę zabezpieczającą od powstania żużla, wskutek po-łączenia MgO i MnO z SiO2. (F o u n d r y, Marzec 1933 r.,str. 10 — 12).
O. M.
O dyszach w żeliwiaku.Belgijski odlewnik Ivan Lamonreux podaje następujący
ciekawy wypadek z praktyki, dotyczący wpływu ilościdysz na bieg żeliwiaka. W żeliwiaku o średnicy 0,65 m z 4dyszami przetapiano 2500 •— 3000 kg żeliwa na godzinę,przyczem stosunek przekroju dysz do przekroju żeliwiakawynosił 1 : 9. Wskutek redukcji personelu zdecydowanozmniejszyć wydajność żeliwiaka nie zmniejszając średnicyjego obmurza, ani też biegu wentylatora, a zatykając jedy-nie dwie dysze z istniejących czterech. Wsad, składający sięprzy czterech dyszach z 300 kg, był zmniejszony do 150 kg;koksu na każden wsad w obydwóch wypadkach dawa-no 7 ,
Otrzymano niespodziewane wyniki: wydajność żeliwia-ka wyniosła 2000 — 2500 kg na godzinę, przyczem żeliwoodpowiadało wszystkim wymaganiom odlewnika. Po odle-wie żeliwiak pozostawał zupełnie czysty i to do tego stop-nia, że nawet po kilku odlewach nie trzeba było naprawiaćobmurza. Wsad składał się z 50 o surówki zawierającej0,5 ' P i 50" dobrego fragmentu maszynowego. W ten spo-sób był prowadzony żeliwiak w ciągu 3 miesięcy, przy2 odlewach tygodniowo. W tem miejscu autor wyraża po-

512 1934 - PRZEGLĄD TECHNICZNY
gląd, że nie należy przeczyszczać dysz podczas odlewu.Autor jest zdania, że duża ilość dysz jest niekorzystna dlabiegu żeliwiaka, chociaż bowiem w pobliżu dysz ciekłe że-liwo może spływać bez wielkiej przeszkody, to jednak żu-żel szybko krzepnie nad dyszami, a nad nim krzepnie i że-liwo. Dlatego też, w przeciwieństwie do istniejących w od-lewnictwie poglądów, należy pozostawić możliwie dużąprzestrzeń bez dysz, aby ciekłe żeliwo i żużel mogły ście-kać bez przeszkód. ( R e v u e d e F o n d e r i e Mo-d e r n ę , 25.IX.193, str, 260 — 261).
O. M.
NEKROLOGJAś. p. Kazimierz Ambrożewicz
Dnia 28 maja 1934 r. zmarł nieoczekiwanie ś. p. KazimierzAmbrożewicz, zasłużony przemysłowiec, jeden z czołowychdziałaczy polskiego przemysłu odlewniczego.
1
potem do Zarządu w charakterze prezesa, wreszcie do Wy-działu Wykonawczego Tow. Akc. Ubezpieczeń , Snop" na-stępnie do wydziału dyskontowego Banku Polskiego, do'lzbvPrzemysłowo Handlowej w Warszawie, jako jej radca z wy-boru, i wreszcie jako sędzia handlowy do Sądu Handlowegow Warszawie.
Od chwili założenia w r. 1928 Koła Odlewników przy Sto-warzyszeniu Techników w Warszawie ś. p. Kazimierz Ambro-żewicz bierze żywy udział w każdej inicjatywie Koła, idącejw kierunku usprawnienia organizacyjnego lub technicznegoodlewnictwa krajowego, bądź jako przewodniczący „KomisjiKosztów Własnych", bądź jako członek „Komisji SzkolnictwaZawodowego", lub też jako członek Komitetów organizacyj-nych pierwszego i drugiego ogólno - polskich Zjazdów odlew-niczych.
Za zasługi na polu pracy zawodowej i działalności społecz-nej zostaje ś, p, K. Ambrożewicz odznaczony w r. 1930 krzy-żem oficerskim orderu „Polonia Restituta".
W szerokich kołach gospodarczych Zmarły cieszył się du-żem poważaniem, jako doświadczony i uspołeczniony prze-mysłowiec, odznaczający się szybką i trafną orjentacją,Z charakteru swego żywy, współczujący i współdziałającyw każdej dobrej sprawie był ofiarny nietylko ponad intereswłasny, ale niejednokrotnie nawet z jego uszczerbkiem.
Odszedł Obywatel dobrze zasłużony Ojczyźnie wogóle, aodlewnictwu polskiemu w szczególności. Pozostawił żal ser-deczny i pamięć niezatartą zasłużonego obywatela, wybit-nego przemysłowca i zacnego człowieka.
Cześć Jego pamięci!
Ś. p. Kazimierz Ambrożewicz urodził się w r. 1882 w War-szawie i po ukończeniu w r, 1903 studjów handlowych roz-począł pracę zawodową wstępując do firmy K. Szulc i S-ka.Wkrótce przeszedł jednak do zakładu odlewniczego swegoojca, ś. p. Władysława Ambrożewicza, który wychował nie-jedno pokolenie odlewników polskich, i po "przejściu wszyst-kich szczebli urzędniczych został w r. 1909 dyrektorem tejfirmy. Na piastowanem stanowisku dyrektora ś. p, KazimierzAmbrożewicz pozostaje w ciągu 25 lat, aż do chwili swegozgonu.
W latach młodzieńczych pracuje na polu oświatowem i wKołach Polskiej Macierzy Szkolnej. Bierze wybitny udziałpodczas wojny w pracach Komitetu Obywatelskiego m, War-szawy, w szeregach milicji, a w r. 1919 w szeregach StrażyObywatelskiej.
W roku 1920 Zmarły bierze czynny udział w organizują-cym się Polskim Związku Przemysłowców Metalowych i zo-staje powołany na członka Rady i Zarządu Związku orazPrezesa Grupy Odlewni tegoż Związku.
W roku 1923 ś. p. Kazimierz Ambrożewicz powołany zosta-je na Prezesa Oddziału Warszawskiego P. Z. P. M. Wszyst-kie te mandaty piastuje bez przerwy, aż do zgonu.
Energiczny i pełen inicjatywy, pracuje nietylko w przemy-śle odlewniczym, lecz łącznie ze ś. p. Janem Jeziorańskimi S, Benzefem tworzy jedną z pierwszych placówek przemy-słu elektrotechnicznego w odrodzonej Polsce — „Polskie To-warzystwo Elektryczne, Sp. Akc." z którą pozostaje w nie-ustającym związku.
Jako wybitny przedstawiciel przemysłu warszawskiego,ś. p. K. Ambrożewicz powołany zostaje do Rady Nadzorczej,
KRONIKA ODLEWNICZAMiędzynarodowy Kongres Odlewniczy w Filadelfji,W dniach 22 — 26 października r. b. odbędzie się w Sta-
nach Zjednoczonych Am. P., w Filadelfji, V Światowy Kon-gres Odlewniczy, połączony z Wystawą odlewniczą i wy-cieczką krajoznawczą oraz zwiedzaniem objektów technicz-nych. Oficjalna marszruta dla osób wyjeżdżających z Eu-ropy jest następująca: 2 październik — odjazd z Hawruna okręcie „Lafayette" (25 803 tonn), 1O.X — przybycie doN. Jorku i zwiedzenie miasta. 11 — przybycie do Bufallo,12 — zwiedzanie wodospadów Niagara. 13-15 — pobytw Chicago połączony ze zwiedzaniem miasta i WystawyŚwiatowej, 16*17 — Detroit. 18 — Cleveland. 19 — Pitts-burg. 20-22 — Washington, wycieczka do Arlington i MMont Vernon, zwiedzanie miasta i zabytków. 23-26 — pobytw Filadelfji. Kongres. 26 — przybycie do N. Jorku. 27 —odjazd z N. Jorku na okręcie „Champlain". 3 listopadaprzybycie do Hawru.
Całkowity koszt podróży tam i z powrotem, łącznie z wy-cieczkami, utrzymaniem oraz wszystkiemi opłatami wynie-sie — 109 f. sterl. *)
Międzynarodowy Kongres Odlewniczy w Polsce w r, 1938.Współpracując z Comite International des Associations
Techniąues de Fonderie, Zarząd Koła Odlewników przyStowarzyszeniu Techników Polskich w Warszawie podjąłinicjatywę zorganizowania w 1938 roku MiędzynarodowegoZjazdu Odlewników w Polsce, uzyskując poparcie zainte-resowanych organizacyj, a przedewszystkiem PrezydiumIzby Przemysłowo - Handlowej w Warszawie, Zarządu Sto-warzyszenia Techników Polskich w Warszawie oraz RadyPolskiego Związku Przemysłowców Metalowych. ,
Plan prac przygotowawczych ułożony będzie na specjał;nern zebraniu organizacyjnem, którego zwołanie nastąpiw okresie najbliższym.
Realizacja uchwał II Zjazdu Odlewników Polskich.Zarząd Koła Odlewników przystąpił do realizacji uchw»-
ły Il-go Zjazdu, dotyczącej opracowania norm odbiorczymodlewów żeliwnych. . , y,
W najbliższym czasie przystąpi do prac specjalna Kom ^pod przewodnictwem iproL M. Hubera, która u s ' a j L jjjtoraz plan prac badawczych oraz nawiąże kontakt z '.dzynarodową Komisją, opracowującą normy badania tapc-d przewodnictwem iprof. A, Portevin a.
*) Koledzy, którzyby pragnęli wziąć udział w tyra Ko*gresie, proszeni są o porozumienie się pisemnie z oejatem Koła Odlewników (ul. Czackiego 3-5) względnie ilekmicznie (tel, 9-46-02, wewnętrzny 60, w godz. io -z Sekretarzem Koła inż. J. Holtorpem.
Wydawca: Spółka z ogr. odp. „Przegląd Techniczny".

PRZEGLĄD TECHNICZNY - 1934 123
CASTORHyDROFU6E
Jako jedynienalna Izolacja
PRZEDSIĘBIORSTWO BUDOWLANE
MAURYCY KARSTENSWarszawa, Koszykowa 7. Tel. 8-27-95.Kraków, Biuro „Kastor". Rynek Kleparski Nr. fi.
Tel. 102-18.Wilno, Biuro Handl. M. Jankowski, Ś-to Jańska Nr. 9.Katowice, inż. Stanisław Nitsch, Matejki Nr. 5.Poznań, M. Czubek i S-ka, Gwarna Nr. 8. Tel. 32-12.Lwów, Fabryka Gipsu Józefa Franz i Synowie
Listopada Nr. 97. 5
ea
Źcica
Źeica
minjciiurowci kamera fotograficzna0 niedoścignionej precyzji1 najwyższe! gotowości do zdjęć
dzięki wymiennym obiektywom o naj-wyższej korekcji, wielkiej jasności (1 :2)i dużym kącie {(55°) umożliwia najtrud-niejsze zdjęcia warsztatów i maszyn wruchu, prac na budowlach i t. p.
przy pomocy bardzo prostych przybo-rów pomocniczych umożliwia niezwykletanie, masowe reprodukcje rysunków,tablic, wykresów, planów i in,
to niezawodny dzienniczek, idealne na-rzędzie zarówno dla naukowca, jak itechnika lub reportera.
Do nabycia w składnicach fotograficznych!Obszerne katalogi T-34 na żądanie bezpłatnie!
E R N S T L E ł T Z ZAKŁADY OPTYCZNEw WETZLAR
JENERALNA REPREZENTACJA!WARSZAWA, UL. CHMIELNA 47a/5
89
SP. AKC. J. J O H N W ŁODZIWYKONYWA W ODDZIELĘ K O T Ł Ó W :
ORYGINALNE KOTŁY STREBEL'A do centralnego ogrzewaniawodę i parę od 0,9 do 286 metr. kwadr. pow. ogrzew.
na
RADJATORY JEDNO-, DWU- i CZTEROSŁUPKOWEspecjalne łypy dla szkół, szpitali, niewielkich pomieszczeń.
APARATY, KOTŁY i MISY z żeliwa ługo- kwaso- i ognioodpornego,
BIURA WŁASNE:
WARSZAWA, POZNAŃ, KRAKÓW, LWÓW, GDAŃSK, KATOWICE

124 1 934 - PRZEGLĄD TECHNICZNY
Silnik asynchroniczny synchronizowany o mqłei mocy.
S I L N I K
ASEAodznaczajqc się solidnemwykonaniem i celowq kon-strukcjq, gwaraniu jq naj-większe bezpieczeństwo ru-chu oraz prosta, obsługę,
POLSKIE TOWARZYSTWO ELEKTRYCZNE ASEAS. A.
WARSZAWA MAZOWIECKA 1.
Maszyny do wyważania TreblaTypy un iwersa lne ispecjalne do wszel-kiego rodzaju częściwirujqcych, od naj-mniejszych do naj-większych ciężarów.
Z a l e t y : W ciągujednorazowego krót-kiego pomiaru moż-na wyznaczyć z naj-wyższą dokładnościąwszystkie błędy, me-todą wyłącznie me-chaniczną.
Przykład: Wywa-żenie wału korbowe-go dla 6-cylindrowe-go silnika samocho-dowego trwa 3nuty.
mi-
Trebel-Werk
Konstrukcja: Ma-szyny nasze działają,w zasadzie dynamicz-nej wagi precyzyjneji nie posiadają cięż-kich ram wahliwych,głowic do wyważaniai t. p.
DusseldorfiSJ
S. A. Z. G. „Drukarnia Polska", Warszawa. Szpitalna 12