Wpływ nowelizacji ustawy o odpadach na system gospodarowania odpadami komunalnymi

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
SPIS TREŚCI
1. CEL I ZAKRES PRACY.......................................................................................................2
2. PRODUKCJA CYNKU I OŁOWIU W JEDNOSTADIALNYM PROCESIE W PIECU SZYBOWYM (ISF)....................................................................................................................3
3. PRODUKCJA CYNKU TECHNOLOGIĄ HYDROMETALURGICZNĄ WRAZ Z OGNIOWYM PRZEROBEM POZOSTAŁOŚCI PO ŁUGOWANIU..........................................7
4. PRODUKCJA HUTNICZEGO TLENKU CYNKU W PROCESIE PRZEWAŁOWYM........12
5. PRODUKCJA OŁOWIU Z WTÓRNYCH MATERIAŁÓW OŁOWIONOŚNYCH HUTNICTWA MIEDZI.............................................................................................................16
6. PRODUKCJA OŁOWIU ZE ZŁOMU AKUMULATORÓW KWASOWO – OŁOWIOWYCH................................................................................................................................................20
7. PRODUKCJA STOPÓW ALUMINIUM ZE ZŁOMÓW ALUMINIOWYCH..........................28
8. Produkcja nadrenianu amonu z roztworów odpadowych (ścieków kwaśnych)..................36
INSTYTUT METALI NIEŻELAZNYCH 1

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
PODSTAWA REALIZACJI PRACY
Podstawą realizacji pracy jest umowa między Ministerstwem Środowiska z siedzibą w
Warszawie, a Instytutem Metali Nieżelaznych w Gliwicach nr 6/BAT/2008 z dnia 15 maja
2008.
1. Cel i zakres pracy
Celem pracy jest zebranie, zgodnie z wytycznymi Europejskiego Biura IPPC, danych
dotyczących eksploatowanych w Polsce instalacji do produkcji:
cynku i ołowiu w jednostadialnym procesie w piecu szybowym (ISF),
cynku technologią hydrometalurgiczną wraz z ogniowym przerobem pozostałości po
ługowaniu,
tlenku cynku w procesie przewałowym,
ołowiu z wtórnych materiałów ołowionośnych hutnictwa miedzi,
ołowiu ze złomów akumulatorów kwasowo-ołowiowych,
stopów aluminium ze złomów aluminiowych,
nadrenianiu amonu z roztworów odpadowych.
Zebrane informacje zostaną przesłane do Technicznej Grupy Roboczej działającej przy
European IPPC Bureau w Sevilli do wykorzystania w trakcie prac zmierzających do
nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali
nieżelaznych („Reference Document on Best Available Techniques in the Non Ferrous
Metals Industries”, December 2001)
Zakres pracy obejmuje opis instalacji, dane dotyczące zużycia surowców i materiałów
pomocniczych, zużycia energii oraz emisji zanieczyszczeń do wszystkich komponentów
środowiska. Przedstawione poniżej informacje techniczne są zgodne z wymaganiami
EIPPCB (załącznik 1 ), za wyjątkiem punktu dotyczącego ekonomiki technologii; ze względu
na zachowanie zasad konkurencyjności dane te nie zostały udostępnione przez
prowadzących instalacje.
INSTYTUT METALI NIEŻELAZNYCH 2

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
2. Produkcja cynku i ołowiu w jednostadialnym procesie w piecu szybowym (ISF)
2.1. Opis technologii
Jedynym mającym praktyczne znaczenie pirometalurgicznym procesem
otrzymywania cynku jest Imperial Smelting Process (ISP). Technologia została opracowana i
po raz pierwszy uruchomiona w Wielkiej Brytanii w 1950 r. przez firmę Imperiał Smelting
Processes Limited. Najbardziej intensywny jej rozwój przypadał na lata 1960÷1975. W chwili
obecnej w tej technologii pracują w Europie dwie huty - w Polsce (Huta Cynku „Miasteczko
Śląskie”) i Rumunii.
W warunkach polskich technologia ISP obejmuje:
przygotowanie wsadu do pieca szybowego w postaci spieku metodą prażenia
spiekającego koncentratów siarczkowych cynkowo – ołowiowych lub materiałów
odpadowych o charakterze tlenkowym, zawierających cynk i ołów,
w zależności od zawartości siarki w surowcach wykorzystanie otrzymanych gazów
prażalniczych, zawierających SO2, w fabryce kwasu siarkowego lub ich odsiarczanie
mokrą metodą wapniakową z wytworzeniem gipsu syntetycznego,
przetop redukcyjny otrzymanego spieku w piecu szybowym na ołów surowy i żużel
zawierający około 2% Pb i 3÷10% Zn oraz cynk odzyskiwany z fazy gazowej
w rozbryzgowym kondensatorze ołowiowym, a następnie wydzielany w układzie
separacyjnym.
Proces spiekania prowadzi się na maszynie spiekalniczej Dwight-Lloyd'a. Wsad do
prażenia stanowi mieszanka surowców ze spiekiem zwrotnym i topnikami w postaci piasku i
kamienia wapiennego. Celem prażenia jest otrzymanie tlenkowego spieku o możliwie
wysokiej wytrzymałości, dużej porowatości i niskiej zawartości siarki.
Proces spiekania prowadzi się w dwóch wariantach:
przy zawartości siarki we wsadzie powyżej 21% S, otrzymuje się gazy zawierające
5÷7 % SO2, możliwe do wykorzystania w produkcji kwasu siarkowego,
INSTYTUT METALI NIEŻELAZNYCH 3

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
przy zawartości siarki we wsadzie w granicach do 2 % S, do wsadu dodaje się koksik
lub antracyt jako paliwo i otrzymuje się gazy zawierające 0,3 ÷ 0,5 % SO2,
odsiarczane mokrą metodą wapniakową.
Otrzymany spiek poddaje się procesowi przetopu redukcyjnego w piecu szybowym.
Zasadnicze procesy przetopu spieku zachodzą w dolnej części pieca szybowego w strefie
topienia i redukcji. W strefach tych następuje redukcja tlenków cynku i ołowiu oraz
upłynnienie żużla. W strefie topienia tworzy się ołów, ciekły żużel o temperaturze topnienia
około 1200 °C oraz gazy technologiczne zawierające CO2, CO, N2 i pary Zn. Żużel i ołów
spuszcza się (wyprowadza) z pieca okresowo do odstojnika, z którego żużel po segregacji
kieruje się do rynny granulacyjnej, a ołów odlewa do kadzi transportowej kotłów
rafinacyjnych. Faza gazowa przepływa w piecu kolejno przez strefę równowagi oraz strefę
nagrzewania wsadu, w których następuje częściowa reoksydacja par cynku ditlenkiem
węgla. Dla zabezpieczenia par cynku przed reoksydacją na odcinku powierzchnia wsadu –
kondensator, wprowadza się przez dysze usytuowane tuż nad powierzchnią wsadu tak
zwane powietrze górnoszybowe w ilości około 10 % dmuchu podstawowego. Gazy
opuszczające wsad o temperaturze 950÷1000 °C i zawierające 5÷7 % Zn, 5-10 % CO2,
20÷30 % CO i około 60÷65 % N2 kierowane są do kondensatora, w którym następuje, za
pomocą rozbryzgiwanego w nim ołowiu, wykroplenie cynku. Ciekły ołów zawierający
rozpuszczony w nim cynk kierowany jest do układu separacyjnego. W wyniku obniżenia
temperatury do 450 °C zachodzi rozdzielanie cynku od ołowiu. Z układu separacyjnego cynk
kierowany jest do zbiornika cynku. Z tego zbiornika, kadziami transportowany jest do pieców
nadawczych kolumn rektyfikacyjnych. Gaz poredukcyjny, po odpyleniu, wykorzystywany jest
do podgrzewania nagrzewnic Cowpera, podgrzewaczy koksu, opalania kotłów rafinacyjnych
ołowiu i podgrzewania wody w kotłowni zakładowej.
Cynk z pieca szybowego poddawany jest procesowi rafinacji metodą rektyfikacji w
układzie trzech kolumn ołowiowych, dwóch kolumn kadmowych, jednej kolumny
redestylacyjnej i jednej kolumny „baby”. Produktami rafinacji są cynk SHG i GOB oraz kadm
rafinowany.
Ołów hutniczy poddawany jest procesowi rafinacji metodą pirometalurgiczną w
kotłach rafinacyjnych. Produktem jest ołów rafinowany i jego stopy. Produktem ubocznym
procesu jest piana srebrowa, z której po przerobie w mufli likwacyjnej, piecu destylacyjnym i
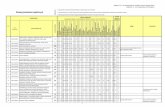
piecu kupelacyjnym otrzymuje się metal dore. Uproszczony schemat technologiczny całego
procesu przedstawiono na rysunku 1.
INSTYTUT METALI NIEŻELAZNYCH 4

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Maszyna spiekalnicza D-L
Fabryka kwasu siarkowego
Odsiarczanie metodawapniakowa
surowce siarczkowe surowce tlenkowe
Rafinacja olowiu
kwas siarkowy(VI)
gazy prazalnicze
gips
Piec szybowy ISF Pb surowyZn surowy
Rektyfikacja cynkuProces New Jersey
zuzel granulowany
Zn i stopy Zn
kadm
Pb i stopy Pb
metal dore
spiek
gazy prazalnicze
.
. .
.
,,
~
Rys.1. Schemat technologiczny produkcji cynku i ołowiu w jednostadialnym procesie w piecu
szybowym (ISF)
2.2. Osiągnięte korzyści środowiskoweTechnologia umożliwia spiekanie surowców o bardzo zróżnicowanym składzie
chemicznym, co wskazuje, że proces ISP może być (i jest, w przypadku HC „Miasteczko
Śląskie”) stosowany do przerobu różnego rodzaju odpadów cynkonośnych. Wiąże się to z
wymiernymi korzyściami środowiskowymi polegającymi na poprawie stopnia wykorzystania
naturalnych surowców mineralnych oraz ograniczeniu ilości składowanych odpadów
cynkonośnych pochodzących z metalurgii metali nieżelaznych i stalownictwa.
2.3. Dane operacyjneEmisja do powietrza atmosferycznego:
- pył - 35 Mg/rok
- SO2 - 650 Mg/rok
- CO - 900 Mg/rok
- NO2 - 55 Mg/rok
INSTYTUT METALI NIEŻELAZNYCH 5

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Wskaźniki emisji zanieczyszczeń do powietrza:
- pył – 0,476 kg/Mg produktu
- SO2 – 8,843 kg/Mg produktu
- CO – 12,244 kg/Mg produktu
- NO2 – 0,748 kg/Mg produktu
Odpady nie poddawane odzyskowi (składowane) - 1 100 Mg/rok
2.4. Zużycie materiałów i energii- koks - 72 000 Mg/rok
- gaz ziemny - 3 900 dm3/rok
- energia elektryczna - 32 000 MWh/rok
- woda - 243 dm3/rok
2.5. ZastosowaniePrzedstawiona technologia służy jednoczesnemu odzyskowi cynku i ołowiu w
procesie jednostadialnym z koncentratów tych metali i/lub odpadów cynkonośnych,
różniących się pochodzeniem i składem.
2.6. Motywy wdrożenia
Proces może być zastosowany dla odzysku cynku i ołowiu z surowców pierwotnych
(koncentraty blendy cynkowej) lub z materiałów odpadowych.
2.7. Przykładowe instalacjeW Polsce w oparciu o technologię ISP pracuje Huta Cynku „Miasteczko Śląskie” S.A.
w Miasteczku Śląskim.
2.8. Odnośniki literaturowe
Z. Śmieszek, J. Mrowiec, S. Sobierajski: „Zinc and Lead Industry in Poland”, Lead &Zinc ’05,
International Symposium on Lead & Zinc Processing, Kyoto, Japan, October 17-19, 359-371,
2005
INSTYTUT METALI NIEŻELAZNYCH 6

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
3. Produkcja cynku technologią hydrometalurgiczną wraz z ogniowym przerobem pozostałości po ługowaniu
3.1. Opis technologii
Klasyczne huty cynku stosujące metodę hydrometalurgiczną osiągają
satysfakcjonujące uzyski cynku poprzez technologię gorącego kwaśnego ługowania,
umożliwiającą roztworzenie ferrytów cynku, głównego składnika stałej pozostałości po
ługowaniu podstawowym. Wśród sposobów eliminacji żelaza z tak uzyskanych roztworów
dominuje technologia jarozytowa, wzbogacona o proces ‘Jarofix’, umożliwiający bezpieczne
składowanie odpadu końcowego. Konkurencję stanowią procesy getytowy i hematytowy.
Alternatywą dla tak prowadzonych technologii produkcji cynku elektrolitycznego jest
zakończenie ługowania na etapie ługowania podstawowego i kierowanie szlamów
końcowych do procesu przewałowego. Taki sposób stosowany jest w polskiej hucie cynku
ZGH„Bolesław”. Huta przerabia koncentrat cynku z własnej kopalni o średnim składzie: Zn –
55-57%, Pb – 1,6-4,2%, Fe – 4,3-5,5%, Mg – 0,01-0,06%, Ca – 0,01-0,09%. Koncentrat ten
praży się w dwu piecach fluidyzacyjnych wytwarzając „prażonkę” (tlenek cynku), surowiec
do operacji ługowania. Gazy technologiczne z pieców fluidyzacyjnych (zawierające od 8 do
12 % SO2), po przejściu przez kotły odzysknicowe i odpylone, kierowane są do fabryki kwasu
siarkowego wyposażonej w podwójny aparat kontaktowy.
Ługowanie prażonki i oczyszczanie roztworów cynkonośnych prowadzi się zgodnie z
ogólnym schematem przedstawionym na rysunku 2. Masa szlamów końcowych,
kierowanych do procesu przewałowego wynosi 20 - 25% masy prażonki, a ich skład
przedstawiono w tablicy1. Dane te wskazują, że bezpośredni uzysk ługowania cynku osiąga
wartość 90 ± 1 %.
Szlamy końcowe przerabiane są w dwóch piecach przewałowych o długości 40 m i
średnicy wewnętrznej 2,6 m. Piece nachylone są pod kątem 3-4o, obracają się z
częstotliwością 0,5 obr./min. i charakteryzują się wydajnością 80 Mg/dobę. Wyróżnić w nich
można umownie trzy strefy: suszenia - pierwsze 12 m od strony wsadowania, reakcji –
środkowe 14 m i zaniku reakcji – 14 m od strony palnika. Wsad stanowi mieszanka szlamu,
piasku dodanego w ilości 10% w stosunku do masy wsadu cynkonośnego oraz antracytu
stanowiącego 40 % jego masy. Wskutek reakcji chemicznych przebiegających w piecu cynk
jest w pierwszym etapie redukowany do formy metalicznej. Pary cynku w etapie drugim
utleniane są powietrzem do tlenku cynku.
INSTYTUT METALI NIEŻELAZNYCH 7

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Tablica 1. Skład szlamów końcowych ZGH „Bolesław”, kierowanych do procesu
przewałowego.
Składnik Zawartość , %
Zn 17,5 - 19,5
Pb 8,0 - 10,5
Fe 20,0 - 23,0
SiO2 1,8 - 2,0
S 8,0 - 9,0
SSO4 5,5 - 6,5
Cd 0,35 - 0,45
As 0,2 - 0,3
Mn 0,4 - 0,6
Cu 0,15 - 0,25
H2O 18,0
Gazy odlotowe z pieca przechodzą wpierw przez komorę pyłową, w której usuwany jest pył o
dużych rozmiarach ziaren, następnie komorę chłodzenia powietrznego, w której mieszane są
z powietrzem, chłodnicę rurową z wymuszonym przepływem powietrza i filtr workowy. Pyły
wytrącone w obu komorach oraz sekcji wlotowej chłodnicy stanowią materiał zawracany do
pieca. Produkt technologii – hutniczy tlenek cynku, nazywany także tlenkiem Waelz’a -
odbierany jest z sekcji wylotowej chłodnicy i filtra workowego. Odpylone gazy finalnie
oczyszczane są w instalacji do mokrego odsiarczania (‘wet FGD’), w której w wyniku reakcji
zawiesiny wodnej kamienia wapiennego z SO2, w obecności tlenu, powstaje syntetyczny
gips. Średni skład surowego tlenku cynku produkowanego w piecu przewałowym podano w
tablicy 2.
Żużel z pieca zawiera: Zn – 2,6-3,5 %, Pb - 1,0-1,5 %, Fe – 25,0-30,0 %, Cd – 0,004-0,006
%, As – 0,01-0,1 %, SiO2 – 13,4-14,0 %.
INSTYTUT METALI NIEŻELAZNYCH 8

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
INSTYTUT METALI NIEŻELAZNYCH 9
Ługowanie gąbki Cd
Ługowanie neutralne
Hydroseparacja
Ługowanie kwaśne
Ługowanie kwaśno-neutr.
Hydroseparacja
Zagęszczanie
Filtracja
Prażonka cynkowa
Elektrolit
Zagęszczanie
Woda
Szlam do procesu przewałowego
Oczyszczanie– 1 stopień
Oczyszczanie– 2 stopień
Roztwór neutralny do hali wanien
szlam
Rys.2. Schemat ługowania prażonki w ZGH”Bolesław”

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Tablica 2. Średni skład tlenku cynku otrzymanego w piecu przewałowym
Pierwiastek Zawartość, %
Zn 48,0 – 54,0
Pb 13,0 - 15,0
Fe 2,0 - 4,5
Cd 0,6- 0,8
As 0,15 - 0,25
SiO2 0,3 - 0,8
S 1,8 - 2,7
Mn 0,08 - 0,15
Cl 2,8 - 3,7
F 0,10 - 0,12
3.2. Osiągnięte korzyści środowiskowe
Technologia produkcji cynku w procesie przewałowym, w porównaniu z procesem
gorącego kwaśnego ługowania z wytrącaniem jarozytów, może być w wielu przypadkach
mniej uciążliwa dla środowiska ze względu na powstające odpady. Krzemianowy żużel z
pieców przewałowych znajduje zastosowanie w budownictwie lądowym, np. drogownictwie
oraz jako topnik do produkcji klinkieru cementowego.
3.3. Dane operacyjneEmisje do powietrza:
- SO2 – 0,001 Mg/Mg produktu; 20 Mg/rok
- NOx – 0,0025 Mg/Mg produktu; 50 Mg/rok
- CO – 0,04 Mg/Mg produktu; 800 Mg/rok
- Pył PM10 - 0,0003 Mg/Mg produktu; 6.0 Mg/rok
- Żużel – 1,7 Mg/Mg produktu
- Gips syntetyczny z instalacji FGD – 0,2 Mg/Mg produktu
- Ścieki powstające w oczyszczalni – 0,007 m3/Mg produktu.
INSTYTUT METALI NIEŻELAZNYCH 10

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
3.4. Zużycie materiałów i energiiW piecach przewałowych zużywane są następujące surowce:
- Reduktory (koks, antracyt) – 1 Mg/Mg produktu
- SiO2 – 0,3 Mg/Mg produktu
- Gaz ziemny – 70 Nm3/Mg produktu
- Energia elektryczna – 240 kWh/Mg produktu
- Sprężone powietrze - 330 Nm3/Mg produktu.
3.5. ZastosowanieHutniczy tlenek cynku znajduje zastosowanie jako surowiec do procesu ISP lub w
technologii hydrometalurgicznej produkcji cynku, po uprzednim usunięciu chloru i fluoru.
3.6. Motywy wdrożeniaProces przewałowy jest pirometalurgiczną metodą przerobu szlamów po ługowaniu
podstawowym prażonki cynkowej, alternatywną w stosunku do procesu gorącego kwaśnego
ługowania z wytrąceniem żelaza w postaci jarozytów. O wyborze procesu decydują lokalne
warunki związane najczęściej z dostępnością energii i możliwością składowania jarozytów
oraz efekt ekonomiczny jego stosowania.
3.7. Przykładowe instalacjeTechnologia została wdrożona w polskim zakładzie ZGH Bolesław, właścicielu
kopalni rudy Zn/Pb, huty cynku elektrolitycznego i spółki „Bolesław – Recycling”, w której
znajduje się instalacja pieca przewałowego.
3.8. Odnośniki literaturoweZ.Śmieszek, J.Mrowiec, S.Sobierajski: „Zinc and Lead Industry in Poland”, Lead &Zinc ’05,
International Symposium on Lead & Zinc Processing, Kyoto, Japan, October 17-19, 359-371,
2005
INSTYTUT METALI NIEŻELAZNYCH 11

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
4. Produkcja hutniczego tlenku cynku w procesie przewałowym
4.1. Opis technologii Pyły stalownicze i szlamy cynkonośne przerabiane są w tzw. procesie przewałowym
(Waeltz’a) w piecach obrotowych z dodatkiem topnika – kamienia wapiennego i reduktora
(koks lub antracyt) celem uzyskania koncentratu Zn. Pyły stalownicze zawierają: Zn 15-35%;
Fe 20-38%; Pb 2-6%; Cl 1-4%; SiO2 1-6%; CaO 1-12%. Proces przewałowy polega na
oddzieleniu cynku, ołowiu i kadmu od innych składników wsadu na drodze redukcji
tlenkowych związków chemicznych cynku w warstwie wsadu w postaci ciekłej i/lub półciekłej,
a następnie na utlenianiu par cynku ponad warstwą wsadu.
Podstawowymi materiałami wsadowymi w procesie przewałowym są odpady
zawierające cynk. Obecnie największą ilość przetwarzanych odpadów stanowią: pyły
z elektrostalowni, szlamy z elektrolizy cynku oraz szlamy z oczyszczalni wód przemysłowych,
Jako reduktor stosuje się antracyt lub koksik, który dodawany jest do pieca w ilości 35 – 45
% w stosunku do masy suchej wsadu cynkonośnego. Mieszankę wsadową przygotowuje się
w namiarowni wsadu, skąd transportuje się ją podajnikami taśmowymi do zbiorników
piecowych. Ze zbiorników wsadowych do pieców mieszanka podawana jest poprzez rynnę
wsadową. Dozowanie wsadu odbywa się w sposób ciągły. Piece opalane są palnikami
gazowymi. Wewnątrz pieca materiał ulega różnorodnym przemianom fizykochemicznym,
z których najistotniejsze z metalurgicznego punktu widzenia są reakcje redukcji i utleniania
par cynku zachodzące w temperaturach 1100 - 1250ºC. Produkt tych reakcji (koncentrat
cynku), unoszony jest w strumieniu gazów technologicznych, a następnie wyłapywany
w filtrach workowych w postaci pyłu. Z lejów zbiorczych odpylni odbierany jest on
transportem pneumatycznym do zbiorników magazynowych. W zależności od wymagań
odbiorców koncentrat cynku może być produkowany w postaci pylistej (pakowany w
pojemniki typu big – bag), bądź też granulowany w mieszalniku bębnowym. Proces
przewałowy umożliwia odzysk cynku z wydajnością do 95 %.
Gazy technologiczne po schłodzeniu i odpyleniu przetłaczane są wentylatorami do
węzła odsiarczania, a następnie po usunięciu kwaśnych zanieczyszczeń gazowych – przez
dwustopniowy odkraplacz – do wyrzutni kominowej. Jako sorbent SO2 stosowany jest
mielony węglan wapnia. Węzeł odsiarczania składa się ze skrubera, absorbera oraz układu
demisterów. Skruber, o przepływie współprądowym, służy do schłodzenia, nawilżenia
i częściowego odsiarczenia gazów. W absorberze zachodzi zasadniczy proces usuwania
ditlenku siarki z fazy gazowej. Oddzielne zbiorniki zawiesiny obiegowej, wyposażone są w
mieszadła mechaniczne oraz system napowietrzania poprzez aerator pneumo-mechaniczny.
INSTYTUT METALI NIEŻELAZNYCH 12

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Wielkość zbiorników umożliwia praktycznie całkowite przereagowanie zaabsorbowanego
SO2 z zawiesiną CaCO3, utlenienie związków siarki do siarczanów(VI) i wytworzenie
zawiesiny grubokrystalicznego osadu gipsu syntetycznego – CaSO4.2H2O. Wyprowadza się
ją ze zbiornika reakcyjnego skrubera, filtruje, a roztwór macierzysty zawraca i wykorzystuje
powtórnie w procesie. Instalacja odsiarczania spalin charakteryzuje się sprawnością powyżej
98%. Schemat instalacji pieca przewałowego przedstawiono na rysunku 2.
Pyly stalownicze
Instalacja odsiarczaniaUklad odpylania
Zbiorniki piecowe
Piec przewalowy
Namiarownia
~
~
~
Koksik
Hutniczy tlenek cynku Gips
CaCO3
tDodatki technologiczne
Gazy do komina
Rys. 2. Schemat instalacji produkcji hutniczego tlenku cynku w procesie przewałowym w
„Bolesław Recycling” Sp. z.o.o
4.2. Osiągnięte korzyści środowiskowe
Technologia produkcji tlenku cynku w procesie przewałowym jest niezwykle istotnym
elementem systemu ochrony środowiska przed deponowaniem, także niezorganizowanym,
odpadów zawierających metale ciężkie – cynk, kadm i ołów. Pozwala odzyskać tlenki tych
metali w postaci koncentratu przydatnego do klasycznych procesów wytwarzania Zn, Pb i
Cd, praktycznie z każdego rodzaju odpadów. Swą przydatność wykazała szczególnie w
INSTYTUT METALI NIEŻELAZNYCH 13

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
odniesieniu do pyłów stalowniczych, materiału odpadowego powstającego w dużych
ilościach w procesie recyklingu stali. Istotną zaletą procesu jest to, że powstający żużel może
być zagospodarowany do rekultywacji terenów poprzemysłowych lub jako kruszywo w
drogownictwie. Emisja gazów technologicznych jest kontrolowana poprzez właściwe
monitorowanie i sterowanie procesem (CO, NOx), a ładunek ditlenku siarki kierowany do
atmosfery został zminimalizowany poprzez zastosowanie mokrego odsiarczania.
4.3. Dane operacyjneEmisje do powietrza przedstawiono w tablicy 3.
Tablica 3. Charakterystyka emisji z procesów produkcji tlenku cynku z materiałów
odpadowych w „Bolesław Recycling” Sp. z.o.o
Lp. Rodzaj zanieczyszczeniaEmisja
kg/rok kg/Mgproduktu
1 Pył 10 000 0,339
2 Arsen 7 0,00024
3 Cynk 2882 0,0977
4 Kadm 37 0,0012
5 Ołów 741 0,0251
6 SO2 112 000 3,80
7 NOx 30 000 1,02
8 CO 407 000 13,81 9 CO2 42 802 000 1 452
Tablica 4. Rodzaje i ilości odpadów powstających w procesie produkcji tlenku cynku z
materiałów odpadowych w „Bolesław Recycling” Sp. z.o.o
Lp. Rodzaj odpaduIlość
Mg/rok Mg/Mgproduktu
1 Żużle z pieców obrotowych 57100 2,689
2
Inne okładziny piecowe i materiały ogniotrwałe
z procesów metalurgicznych zawierające
substancje niebezpieczne
300 0,014
INSTYTUT METALI NIEŻELAZNYCH 14

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Wszystkie ścieki powstające w procesie produkcji cynku z materiałów odpadowych
(socjalno-bytowe, przemysłowe, wody opadowe) kierowane są do zakładowej oczyszczalni
ścieków i tam oczyszczane.
4.4. Zużycie materiałów i energii:
W piecach przewałowych zużywane są następujące surowce i materiały pomocnicze:
- Topnik (kamień wapienny) - 5000 Mg/rok
- Reduktory (koksik) – 19500 Mg/rok
- Sorbent wapienny - 3120 Mg/rok
- Gaz ziemny – 30 Nm3/Mg produktu
- Energia elektryczna – 200 kWh/Mg produktu
4.5. Zastosowanie
Proces przewałowy znajduje zastosowanie do odzysku cynku, a przy tym także
ołowiu i kadmu, z surowców wtórnych.
4.6. Motywy wdrożenia
wysoka wydajność procesu – instalacja zlokalizowana w „Bolesław – Recycling”
umożliwia przerób ponad 100 000 t/rok odpadowych materiałów cynkonośnych, przez
co unika się ich składowania,
możliwość pełnego zagospodarowaniu żużla odpadowego, m. in. w rekultywacji terenu.
4.7. Przykładowe instalacje
Technologia została wdrożona w polskim zakładzie ZGH Bolesław, który jest
właścicielem kopalni rudy Zn/Pb, huty cynku i spółki „Bolesław – Recycling”, w której
znajduje się instalacja pieca przewałowego (Waelz’a).
4.8. Odnośniki literaturowe
Z. Śmieszek, J. Mrowiec, S. Sobierajski: „Zinc and Lead Industry in Poland”, Lead &Zinc ’05,
International Symposium on Lead & Zinc Processing, Kyoto, Japan, October 17-19, 359-371,
2005
INSTYTUT METALI NIEŻELAZNYCH 15

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
5. Produkcja ołowiu z wtórnych materiałów ołowionośnych hutnictwa miedzi
Polskie koncentraty miedziowe zawierają około 2,5% ołowiu. Ze względu na
specyficzne właściwości fizykochemiczne, związki ołowiu (PbO, PbSO4, PbS) koncentrują
się głównie w produktach pirometalurgicznych faz procesów hutniczych tj. pyłach
konwertorowych i wtórnych, pyłach Pb-Zn, spiekach pyłów konwertorowych, szlamach
pochodzących z odpylania gazów hutniczych (tzw. koncentrat ołowiowy) oraz żużlach z
produkcji metali szlachetnych, głównie srebra. Nośnikami ołowiu w procesie szybowym
produkcji miedzi są kamień miedziowy i miedź konwertorowa, natomiast w procesie
zawiesinowym miedź blister i miedź konwertorowa, pochodząca ze świeżenia stopu Cu-Fe-
Pb.
5.1 Opis technologiiPodstawą technologii odzysku ołowiu jest redukcyjny wytop w piecu obrotowo-
wahadłowym zwanym piecem Döeschla; proces ten przebiega w sposób cykliczny i
jednostadialny, a produktem końcowym jest ołów surowy.
Technologia otrzymywania ołowiu z wtórnych materiałów ołowionośnych obejmuje
następujące fazy:
- przygotowanie wsadu,
- załadunek pieca,
- wytop redukcyjny w piecach Döeschla
- odlewanie topu i oddzielenie ołowiu od żużla
- odlewanie ołowiu w bloki.
Materiały wsadowe i soda dostarczane są do zbiorników magazynowych. Koncentrat Pb
w postaci szlamu transportowany jest do zbiornika nadawy prasy filtracyjnej, a następnie
filtrowany. Materiały wsadowe pyliste i placek filtracyjny są namiarowane i i transportowane
do rozdrabniacza placka i mieszalnika dwukanałowego, po czym przygotowana mieszanka
jest transportowana do zbiorników nad piecami. Załadunek pieca jest realizowany poprzez
wagowy zbiornik wsadu. Pojemność robocza zbiornika wynosi ok. 15-20 Mg, co stanowi
porcję wsadową na 1 cykl produkcyjny. Do procesu dodawane są złom żelaza lub jego
substytut w ilości 2,4-3,6 Mg/cykl.
Udział procentowy poszczególnych składników wsadu jest zmienny i zależy od ilości
dostępnych w danej chwili materiałów. Od momentu załadunku do wylewu piec opalany jest
gazem ziemnym. Temperatura procesu wynosi 1200-1250oC. Do temperatury 1100 oC
proces prowadzony jest w atmosferze obojętnej. Po upływie 4-5 godzin top wylewa się do
INSTYTUT METALI NIEŻELAZNYCH 16

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
kadzi i odstawia do zastygnięcia żużla. Po 3-5 godzinach spuszcza się ciekły ołów do
wlewnic. Ołów surowy otrzymany z pieców obrotowo-wahadłowych odlewany jest w płyty o
masie 3 Mg, a następnie kierowany do rafinacji.
Maksymalna zdolność produkcyjna instalacji wynosi - 26 000 Mg/rok, 85 Mg/dobę.
5.2 Osiągnięte korzyści środowiskoweWymiernymi korzyściami środowiskowymi są: obniżenie zużycia surowców
naturalnych poprzez bardziej wydajne wykorzystanie materiałów odpadowych oraz
ograniczenie ilości składowanych odpadów pochodzących z metalurgii miedzi.
5.3. Dane operacyjneEmisję do powietrza atmosferycznego zamieszczono tablicach 4 i 4A
Tablica 4. Roczna ilość gazów i pyłów emitowanych do powietrza z instalacji do produkcji
ołowiu w HM Głogów I należącej do KGHM „Polska Miedź” S.A.
Substancja Ładunek roczny (Mg/rok)
Pył ogółem, w tym:
miedź
ołów
arsen
kadm
Pył PM10, w tym:
miedź
ołów
arsen
kadm
Ditlenek siarki
Tlenki azotu*
Tlenek węgla
Siarkowodór
Disiarczek węgla
3,696
0,024
1,25
0,158
0,027
3,462
0,021
1,164
0,147
0,025
39,25
15,39
29,91
1,60
0,524
INSTYTUT METALI NIEŻELAZNYCH 17

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Tablica 4A. Wskaźniki emisji gazów i pyłów emitowanych do powietrza z instalacji do
produkcji ołowiu w HM Głogów I należącej do KGHM „Polska Miedź” S.A.
SubstancjaWskaźnik emisji (kg/Mg
produktu)Pył ogółem, w tym:
miedź
ołów
arsen
kadm
Pył PM10, w tym:
miedź
ołów
arsen
kadm
Ditlenek siarki
Tlenki azotu*
Tlenek węgla
Siarkowodór
Disiarczek węgla
0,175
0,001
0,059
0,007
0,001
0,164
0,001
0,055
0,007
0,001
1,857
0,728
1,415
0,076
0,025
* - suma NO (10102-43-9) i NO2 (10102-44-0) w przeliczeniu na NO2
Instalacja nie generuje ścieków technologicznych.
Głównymi odpadami technologicznymi są:
– żużel ołowionośny w ilości do 35 tys. Mg – kierowany do odzysku w piecu szybowym do
produkcji kamienia miedziowego,
– stop Fe-As w ilości 6 tys. Mg/rok – składowany na składowisku odpadów niebezpiecznych.
5.4. Zużycie materiałów i energiiOgólne wskaźniki zużycia surowców, materiałów pomocniczych i energii w instalacji
produkcji ołowiu (zużycie na 1 Mg ołowiu surowego) przedstawiono w tablicy 5.
INSTYTUT METALI NIEŻELAZNYCH 18

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Tablica 5. Wskaźnik zużycia materiałów i surowców w instalacji do produkcji ołowiu w HM
Głogów I należącej do KGHM „Polska Miedź” S.A.
Lp Surowiec Jednostka Wskaźnik zużycia1 Węglan sodu kg/Mg 672 Złom żelaza kg/Mg 5943 Tlen Nm3/Mg 5884 Sprężone powietrze m3/Mg 4665 Woda przemysłowa m3/Mg 5,36 Woda pitna m3/Mg 0,177 Energia elektryczna kWh/Mg 2438 Gaz ziemny Nm3/Mg 6999 Para technologiczna kJ/Mg 20610 Ciepła woda kJ/Mg 73
5.5. Zastosowanie
Technologia stosowana jest do odzysku ołowiu z materiałów odpadowych
powstających procesach pirometalurgicznych przerobu koncentratu miedziowego.
5.6. Motywy wdrożeniaZagospodarowanie materiałów ołowionośnych towarzyszących produkcji miedzi,
ograniczenie lub wyeliminowanie konieczności składowania odpadowych materiałów
ołowionośnych z mokrego odpylania gazów gardzielowych oraz pyłów ołowionośnych –
konwertorowych.
5.7. Przykładowe instalacjeW Polsce w oparciu o prezentowaną technologię pracuje HM Głogów I należąca do
KGHM „Polska Miedź” S.A.
5.8. Odnośniki literaturoweMonografia KGHM Polska Miedź S.A., KGHM CUPRUM Sp z. ,o.o. Wrocław 2007
INSTYTUT METALI NIEŻELAZNYCH 19

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
6. Produkcja ołowiu ze złomu akumulatorów kwasowo – ołowiowych
Złomowane akumulatory kwasowo-ołowiowe, samochodowe i przemysłowe, są głównym
źródłem ołowiu wtórnego. Typowy skład złomu jest podany w tablicy 6.
Tablica 6. Typowy skład złomu akumulatorów kwasowo – ołowiowych.
Składnik [% wagowe]Składniki ołowiowe (elektrody, klemy) 25 - 30
Pasta elektrodowa (drobne cząsteczki tlenku ołowiu i siarczanu(VI) ołowiu(II))
35 - 45
Kwas siarkowy 10 - 15
Polipropylen 4 - 8
Inne plastyki 2 - 7
Ebonit 1 - 3
Inne materiały < 0,5
6.1. Opis technologii W Polsce pracują dwa zakłady przerobu złomu z akumulatorów kwasowo-
ołowiowych Baterpol sp z o.o oraz Orzeł Biały S.A., których technologie różnią się sposobem
przygotowania wsadu do procesu ogniowego.
W przypadku technologii stosowanej w spółce Baterpol przygotowanie wsadu
obejmuje etapy: (I) – kruszenia i separacji, (II) - odsiarczania pasty ołowiowej metodą
sodową , (III) – krystalizacji siarczanu(VI) sodu. W pierwszym etapie następuje rozbijanie
akumulatorów, odfiltrowanie elektrolitu i separacja części składowych metodą
hydrodynamiczną na frakcje: metaliczną, polipropylenu z obudów, zasiarczonej pasty
ołowiowej, polietylenu oraz elektrolit. Następnie zasiarczona pasta ołowiowa, zawierająca
około 8% siarki oraz elektrolit, kierowana jest do linii odsiarczania (etap II). Odsiarczanie
pasty odbywa się metodą sodową, polegającą na konwersji siarczanu ołowiu w węglan
ołowiu działaniem węglanu sodu. Produktami tego etapu są odsiarczona pasta, o zawartości
do 1 % S oraz roztwór siarczanu(VI) sodu. Przefiltrowany i oczyszczony chemicznie roztwór
siarczanu sodu kierowany jest do linii odparowania i krystalizacji. W wyniku tych operacji
INSTYTUT METALI NIEŻELAZNYCH 20

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
otrzymywany jest bezwodny siarczan(VI) sodu o czystości umożliwiającej jego wykorzystanie
w chemii gospodarczej.
W technologii stosowanej w spółce Orzeł Biały SA przygotowanie wsadu do procesów
ogniowych składa się z operacji kruszenia i rozdziału mechanicznego złomu
akumulatorowego i segregacji produktów na frakcję metalonośną i frakcję tworzyw
sztucznych. W trakcie operacji kruszenia uwalniany jest elektrolit. Z elektrolitu oddzielane są
składniki stałe, a roztwór kwasu siarkowego(VI) pompowany jest na prasę filtracyjną w celu
wydzielenia subtelnej zawiesiny, głównie związków antymonu. Po przefiltrowaniu kierowany
jest do odbiorców. Parametry tak wytwarzanego roztworu kwasu siarkowego(VI) podano w
tablicy 7.
Tablica 7. Parametry roztworu kwasu siarkowego (VI) wytwarzanego w firmie Orzeł Biały
S.A.
Parametr Jednostka Wartośćzawartość związków ołowiu, mg/dm3 1,0
stężenie H2SO4 % do 22
zawartość części stałych g/dm3 0,002
gęstość kg/dm3 do 1,16
W przypadku braku odbiorców na kwas, jest on neutralizowany za pomocą zawiesiny wapna
pokarbidowego. Jednostkowe zużycie mleka wapiennego w przeliczeniu na 1 Mg kwasu
siarkowego wynosi 200÷300 kg. Powstały w procesie neutralizacji gips kierowany jest na
stawy osadowe.
Uwolniony od elektrolitu złom akumulatorowy poddawany jest kruszeniu na frakcje
poniżej 100 mm, a następnie odwirowaniu, przemywaniu i przesiewaniu w zakresie frakcji
ziaren powyżej i poniżej 4 mm. Granulat o frakcjach powyżej 4 mm poddawany jest
segregacji w cieczy ciężkiej o gęstości 1,8 g/cm3, gdzie następuje rozdział na frakcję tonącą
(metaliczną) i pływającą (tworzywo sztuczne). Frakcja metaliczna zawierająca około 90 %
Pb, po przemyciu wodą i odwodnieniu kierowana jest do dalszego przerobu ogniowego.
Frakcja tworzyw sztucznych poddawana jest powtórnej segregacji w środowisku
wodnym, w czasie której następuje rozdział na polipropylen stanowiący od 4 do 8% masy
złomu akumulatorowego (frakcja pływająca o zawartości Pb na poziomie 0,016%) oraz
ebonit i PCV odpowiadającą 2 - 7% masy wejściowej (frakcja tonąca zawierająca ok. 78%
PCV, 14 % gumy, 2% papieru, 1 % polipropylenu). Z polipropylenu po rozkruszeniu
INSTYTUT METALI NIEŻELAZNYCH 21

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
i oczyszczeniu otrzymywany jest produkt handlowy tzw. regranulat polipropylenowy. Ebonit
oraz PCV stanowią odpad i są składowane na składowisku.
Granulat o wielkości ziaren poniżej 4 mm pompowany jest na klasyfikator spiralny,
skąd skierowuje się go do dalszego przerobu ogniowego, po uprzednim odwodnieniu. Ścieki
powstałe w procesie technologicznym, głównie zawiesina szlamów ołowionośnych
zawierająca około 70 % Pb, kierowane są do układu zagęszczania, w którym po
zagęszczeniu i filtracji w prasie komorowej, odzyskuje się zawarte w nich szlamy. Szlamy o
zawartości około 12 % wilgoci stanowią składnik wsadu w procesie pirometalurgicznym,
natomiast wody transportuje się do kompleksu osadników, z którego zawracane są do
obiegu zamkniętego zakładu.
W obydwóch zakładach przerób ogniowy wsadu ołowionośnego realizowany jest w
taki sam sposób w piecach: obrotowo-wahadłowych i obrotowo – uchylnych. Wsadem do
pieców, oprócz frakcji ołowionośnej z procesu rozdrabniania złomu akumulatorowego są
również inne materiały (koncentraty, pyły zwrotne) i odpady zawierające ołów.
Poszczególne surowce wsadowe wraz z dodatkami technologicznymi ( koksik, złom
żelaza i soda) w ilości zgodnej z recepturą transportowane są z pomocą systemu
namiarowania wsadu.
Piec obrotowo-wahadłowy posiada konstrukcję walczaka o długości 7,0 m i średnicy 2,6 m.
Płaszcz pieca wykonany jest z blachy stalowej z wyłożeniem ogniotrwałym. W ścianie
czołowej pieca usytuowany jest palnik, natomiast w ścianie przeciwległej w osi palnika
znajduje się otwór do odprowadzania gazów procesowych. Ładowanie pieca i rozładunek
produktów procesu odbywa się przez ten sam otwór usytowany w ścianie bocznej pieca.
Proces przerobu ogniowego wsadu składa się z następujących faz:
- załadunek wsadu (ok. 8 Mg) ,
- I faza wytopu (odparowanie wilgoci, mieszanie, suszenie) w temperaturze do 600 °C.
- II faza wytopu – redukcja tlenku ołowiu do ołowiu metalicznego i siarczanu(VI) ołowiu
do siarczku ołowiu, który redukowany jest dalej do ołowiu metalicznego; w wyniku
redukcji powstaje faza żużla, zawierająca siarczki żelaza i sodu, w której
rozpuszczają się domieszki tlenków żelaza, krzemu, wapnia i niespalony węgiel.
Temperatura II fazy wytopu - 700÷900 °C.
- III faza wytopu – segregacja masy ciekłej na ołów i żużel w temperaturze
1000÷1100 °C,
- spust produktów do kadzi odlewniczej.
INSTYTUT METALI NIEŻELAZNYCH 22

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Po zakrzepnięciu żużla wyjmuje się go z kadzi, a oddzielony ciekły ołów o temperaturze ok.
400 °C, w zależności od dalszej technologii wylewa się do form odlewniczych lub poddaje
rafinacji. Celem rafinacji ołowiu surowego jest oczyszczenie go z niepożądanych domieszek,
również metali szlachetnych, stanowiących jego zanieczyszczenie i uzupełnienie innych
składników poprawiających jego właściwości.
Rafinacja ogniowa obejmuje następujące procesy:
- gromadzenie ołowiu i ściąganie zanieczyszczeń (wtrąceń żużlowych, siarczków
i związków międzymetalicznych) z powierzchni – szlikrowanie,
- usuwanie miedzi (odmiedziowanie głębokie),
- usuwanie antymonu, cyny i arsenu przez utlenianie tlenem (wstępna rafinacja),
- usuwanie srebra (odsrebrzanie) za pomocą cynku,
- usuwanie cynku (odcynkowanie) przy pomocy NaOH i NaNO3,
- rafinacja końcowa przy pomocy NaOH i NaNO3,
- odlewanie ołowiu rafinowanego,
- dodawanie składników stopowych i odlewanie stopów.
Proces realizowany jest w firmie „Orzeł Biały” S.A. w siedmiu kotłach rafinacyjnych
opalanych gazem ziemnym. W każdym z nich zabudowane zostały dwa wysokosprawne
palniki o mocy 950 kW każdy. Zasadniczymi elementami kotła rafinacyjnego są: kocioł
stalowy o średnicy 3 m i wysokości 1,85 m o pojemności ok. 10 m3 (100 Mg). Ołów po
zakończeniu procesu rafinacji przepompowywany jest do kotła odlewniczego, z którego
prowadzony jest proces odlewania ołowiu rafinowanego i stopów. Nagrzany do temperatury
420÷440 °C ołów rafinowany 99,98 w gatunku Pb1 i Pb2 lub jego stopy niskoantymonowe i
wapniowe, kierowane są na maszynę odlewniczą, wyposażoną w wodny system chłodzenia
form. Gąski ołowiu o masie ok. 35 kg, opuszczając taśmę maszyny są mechanicznie
układane w staple o masie około 1 Mg. Staple po uzyskaniu atestu kierowane są do
magazynu wyrobów gotowych, z którego następuje ich wysyłka do odbiorcy. Schematy
instalacji opisanych powyżej przedstawiono na rysunkach 3 i 4
INSTYTUT METALI NIEŻELAZNYCH 23

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Kruszenie i separacja zlomu
Akumulatory polipropylen
Odsiarczanie pasty
Oczyszczanie roztworu
Krystalizacja
soda kalcynowana
Pasta Elektrolit
Na SO2 4
Piece do przetopu frakcji i pasty
Frakcja metaliczna
Rafinacja
Pb i stopy Pb
~
Rys.3. Schemat przeróbki złomu akumulatorów kwasowo – ołowiowych z odsiarczaniem sodowym pasty w firmie Baterpol sp.z o.o.
Akumulatory
Instalacja utylizacji elektrolitu
Skladowisko
Pasta+ fr. metalicznaElektrolit
Wydzial hutniczy
Rafinacja
Pb i stopy Pb
Kruszenie i separacja zlomu~
~
~
Gips Ebonit Zuzel- .
Pb surowy Zgary
Inne mat. olowionosne'~
Rys. 4. Schemat instalacji przeróbki akumulatorów kwasowo–ołowiowych w firmie Orzeł Biały
S.A.
6.2 Osiągnięte korzyści środowiskowe
INSTYTUT METALI NIEŻELAZNYCH 24

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Wymiernymi korzyściami środowiskowymi przerobu złomu akumulatorowego są: (i)
odzysk ołowiu w postaci nadającej się po powtórnego wykorzystania, (ii) ograniczenie
zanieczyszczenia środowiska złomem akumulatorowym, (iii) przetworzenie odpadowego
elektrolitu na produkty handlowe, (iv) zmniejszenie ilości materiału odpadowego – żużla, a w
związku z tym ograniczenie ilości składowanych odpadów, (v) zmniejszenie emisji SO2 do
powietrza, (vi) odzysk polipropylenu.
6.3. Dane operacyjne
Emisje do powietrza dla opisanych instalacji podano w tablicy 8
Tablica 8. Wskaźniki emisji do powietrza
Lp Związek Jednostka Baterpol Orzeł BiałyKruszenie akumulatorów i odsiarczanie pasty
Wartość
1 H2SO4 kg/Mg złomu akumulatorowego 0,0023 bd
2 Pyły kg/Mg złomu akumulatorowego 0,00047 0,00200
Linia produkcji ołowiu surowego
3 SO2 kg/Mg Pb surowego 2,587 4,284
4 Pb kg/Mg Pb surowego 0,0103 0,0148
5 Pyły kg/Mg Pb surowego 0,0567 0,0520
6 CO kg/Mg Pb surowego 27,49 2,95
7 NO2 kg/Mg Pb surowego 0,22 0,10
Odpady:
Instalacja w firmie Baterpol
Odpady z linii kruszenia akumulatorów i odsiarczania pasy: tworzywa sztuczne,
przekładki akumulatorów - 3,8% masy przerobionych akumulatorów, są przekazywane
odbiorcom zewnętrznym.
Emisja odpadów z instalacji produkcji ołowiu surowego to:
INSTYTUT METALI NIEŻELAZNYCH 25

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
o żużle ołowiowe - 260 kg/Mg złomu akumulatorowego – przekazywane odbiorcom
zewnętrznym
o pyły z odpylania - 55 kg/Mg złomu akumulatorowego – zawrót do pieca
Instalacja produkcji ołowiu nie emituje ścieków.
Instalacja w spółce Orzeł Biały
Odpady z linii kruszenia akumulatorów; odpady ebonitowe w ilości 0,040 Mg/Mg
przerobu akumulatorów oraz gips po neutralizacji elektrolitu – 0,40 Mg/Mg przerobu
akumulatorów
Emisja odpadów z instalacji produkcji ołowiu surowego to:
- żużel z wytopu w piecach wahadłowo-obrotowych – 0,6 Mg/Mg produktu
- żużel z wytopu w piecach obrotowo-uchylnych produkcji BJ Industrie – 0,5 Mg/Mg
produktu.
6.4. Zużycie materiałów i energiiZużycie surowców i materiałów podano w tablicy poniżej
Tablica 9. Wskaźniki zużycia surowców i materiałów
Lp Materiał Jednostka Baterpol Orzeł Biały
1 Koksik kg/Mg Pb 60 73,4
2 Złom kg/Mg Pb 121,4
3 Soda kalcynowana kg/Mg Pb 419 67
4 Gaz ziemny m3/Mg Pb 110 109
5 Tlen kg/Mg Pb 236
6 Energia elektryczna (przerób złomu akumulatorowego kWh/Mg Pb 18,6 15
7 Energia elektryczna (rafinacja ołowiu) kWh/Mg Pb 70 126
8 Woda pitna (przerób złomu akumulatorowego) m3/m-c 813
9 Woda pitna (rafinacja ołowiu) m3/m-c 1239
6.5. Zastosowanie
Opisane technologie stosowane są do otrzymywania ołowiu i jego stopów ze złomu
akumulatorów kwasowo – ołowiowych.
6.6. Motywy wdrożenia
INSTYTUT METALI NIEŻELAZNYCH 26

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Zużyte akumulatory kwasowo - ołowiowe są odpadem niebezpiecznym. Ze względu
na powszechne ich stosowanie istnieje duże ryzyko niekontrolowanego wprowadzania do
środowiska. Możliwość prawie pełnego recyklingu tych akumulatorów, dzięki opracowaniu
kompleksowych, ekonomicznie opłacalnych technologii ich przerobu jest podstawą
sprawnego funkcjonowania systemu zbierania. W konsekwencji udział złomu akumulatorów
w całkowitej światowej produkcji ołowiu sięga już 80 %.
6.7. Przykładowe instalacje
Przedstawione powyżej technologie produkcji ołowiu ze złomu akumulatorów
kwasowo – ołowiowych pracują w dwóch polskich zakładach: Baterpol SA oraz Orzeł Biały
SA.
6.8. Odnośniki literaturowe
A. Chmielarz, K. Folwarczny, A. Bednarek, Z. Szołomicki, J. Suruło: “Application of Engitec
process for battery paste desulphurisation at Baterpol”, European Metallurgical Conference
EMC2007 Proceedings, June,11-14,2007, Dusseldorf, vol.3. pp.1065-1076
Z. Śmieszek, J. Mrowiec, S. Sobierajski: „Zinc and Lead Industry in Poland”, Lead &Zinc ’05,
International Symposium on Lead & Zinc Processing, Kyoto, Japan, October 17-19, 359-371,
2005
7. Produkcja stopów aluminium ze złomów aluminiowych
INSTYTUT METALI NIEŻELAZNYCH 27

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Surowce do procesu recyklingu wymagają odpowiedniego przygotowania
polegającego na: suszeniu (np. wiórów), termicznym usuwaniu powłok naniesionych na
aluminium, mieleniu lub innym przygotowaniu metodami mechanicznymi oraz wzbogacaniu
zgarów, czy żużli solnych. Powłoki lakierowane i zanieczyszczenia organiczne usuwane są w
procesach termicznych. Duże zróżnicowanie zawartości substancji organicznych może
powodować niewystarczające spalanie w niektórych piecach i odpowiadać za wielkość
ładunku emisji gazów. Obecność powłok może również znacznie zmniejszyć szybkość
wytapiania. Usuwanie oleju i niektórych powłok wykonuje się w specjalnie zaprojektowanym
piecu. W większości przypadków stosowany jest piec obrotowy o niskich temperaturach, w
celu odparowania oleju i wody. Stosowane jest bezpośrednie i pośrednie ogrzewanie
materiału. Ze względu na to, że namiary wsadu mogą różnić się zawilgoceniem lub stopniem
zanieczyszczenia, temperatura procesu waha się w zakresie 480- 550 ˚C.
W celu usuwania produktów organicznych powstających w piecu stosuje się dopalacz
pracujący w wysokiej temperaturze (powyżej 850 ˚C). Dalszy etap oczyszczania tego typu
gazów zwykle polega na neutralizacji składników kwaśnych przez wtrysk związków wapnia
lub sodu oraz adsorpcji dioksyn na węglu aktywnym. Ostateczne wydzielenie składników
stałych następuje w filtrach workowych lub ceramicznych. W instalacjach filtrów workowych
stosuje się często chłodzenie lub specjalne konstrukcje zatrzymujące iskry. Istnieje
możliwość efektywnego prowadzenia operacji odzysku ciepła. W niektórych instalacjach, w
celu usunięcia wodoru i magnezu, stosuje się chlor. Nadmiar prowadzić może do emisji
chloru. Ogranicza się ją poprzez stosowanie skruberów mokrych lub półsuchych. Źródłem
stosunkowo niewielkiej emisji HF są solne topniki używane w operacji odmagnezowania.
Złom drobnokawałkowy i cienkościenny stwarza potrzebę szybkiego topienia, z
maksymalnym ograniczeniem kontaktu z otoczeniem (powietrzem). Systemy do topienia
złomów drobnokawałkowych typu: puszka, wióry, folia można podzielić na:
systemy wyposażone w piece indukcyjne tyglowe,
systemy wyposażone w piece wannowe z mieszaniem.
Proces topienia prowadzony jest pod pokryciem z soli. Sole w tym procesie odgrywają
podwójną rolę. Z jednej strony chronią powierzchnię metalu przed jej powtórnym utlenianiem,
a także wchodzą w reakcję chemiczną ze składnikami zgarów. Zgary, podczas
magazynowania, pod wpływem wilgoci z powietrza, mogą być źródłem emisji amoniaku i
innych gazów.
INSTYTUT METALI NIEŻELAZNYCH 28

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Podsumowując stwierdzić można, że proces wytwarzania aluminium z surowców wtórnych
polegać powinien na:
- usuwaniu olejów i substancji organicznych z wiórów, prowadzeniu suszenia i termicznego
przygotowania przed topieniem, chyba, że piec jest specjalnie przygotowany do pracy ze
wsadem zanieczyszczonym substancjami organicznymi,
- stosowaniu dopalania w celu usunięcia substancji organicznych i dioksyn,
- wprowadzaniu węgla aktywnego i wapna, w celu usunięcia gazowych składników
kwaśnych oraz substancji organicznych,
- odzyskiwaniu ciepła, jeśli to możliwe
- używanie filtrów workowych lub ceramicznych do odpylania emitowanych gazów.
PRZYKŁADOWE ROZWIAZANIA LINII DO PRZETOPU CIENKOŚCIENNEGO ZŁOMU ALUMINIOWEGO
TECHNOLOGIA PRZETOPU WIÓRÓW ALUMINIOWYCH
Przetop wiórów wytwarzanych podczas obróbki mechanicznej wlewków, obejmuje
następujące operacje jednostkowe:
Wióra wstępnie obrobione tzn. odwirowane, rozdrobnione i pozbawione wtrąceń
żelaza są zasypywane do wysoko wydajnej suszarki, a następnie bezpośrednio
transportowane do pieca topielnego, w którym proces topienia przebiega w sposób
ciągły.
Suszarka wiórów i piec topielny posiadają jeden wspólny system termomechaniczny.
Gorące gazy z komory pieca są używane jako medium grzewcze w suszarce. Gorące
spaliny są mieszane z atmosferą suszarki i - wzbogacane w węglowodory - są
zawracane do pieca topielnego, gdzie są spalane. Atmosfera pieca topielnego osiąga
temperaturę 1000ºC przy niedużym nadmiarze tlenu.
Suszarka i piec topielny są połączone, co zapewnia, że gorące suche wióra są
dostarczane do kąpieli metalowej.
Podczas załadunku wióra wprowadzone są do kieszeni wyposażonej w pompę
elektromagnetyczną, co powoduje, że są natychmiast transportowane w głąb ciekłego
metalu.
Z pieca topielnego ciekły metal jest transportowany bezpośrednio do pieca
ostojowego, poprzez rynnę wyposażoną w silnik liniowy.
INSTYTUT METALI NIEŻELAZNYCH 29

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Schematycznie przedstawiono to na rys. 5, a w tablicy 10 zestawiono parametry procesu.
Rys.6. Schemat pieca do topienia wiórów aluminiowych
TECHNOLOGIA PRZETOPU PUSZEK
Obecnie stosuje się dwie metody recyklingu lakierowanych opakowań aluminiowych.
Pierwsza metoda polega na:
strzępieniu puszek w wysokoobrotowych rozdrabniaczach do postaci
płatkowej o nieregularnym kształcie i wymiarach boków od 10 do 50 mm,
przesiewaniu na sitach wstrząsowych lub bębnowych, eliminacja
zanieczyszczeń
separacji magnetycznej materiału,
topieniu materiału w piecach obrotowych pod warstwą soli pokryciowych.
Podczas procesu mechanicznego przygotowania puszek, w trakcie operacji
strzępienia, następuje tylko częściowe usunięcie farb i lakierów na drodze ścierania.
Pozostała część nieusuniętych farb i lakierów przechodzi bezpośrednio do procesu topienia.
Topienie w piecach obrotowych, pod warstwą soli, jest technologią bardzo ekonomiczną w
zakresie zużycia energii oraz strat topienia, o charakterze wyłącznie surowcowym – końcowy
skład chemiczny produktu ustala się w oddzielnym piecu odstojowym. Wadą tego procesu w
stosunku do innych technik topienia jest powstawanie dużych ilości odpadu w postaci soli,
INSTYTUT METALI NIEŻELAZNYCH 30
WLOT I WYLOT GORĄCYCH SPALIN DO/Z SUSZARKI
WIÓRA O TEM 400 0 C Z SUSZARKI
POMPA

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
nasyconych zanieczyszczeniami oraz brak możliwości odciągania pełnej ilości gazów
poprocesowych. Ze względu na to, że znaczna część farb przechodzi do procesu topienia,
szybkość nasycenia soli jest dużo większa, niż w przypadku topienia zwykłego złomu, co
powiększa częstotliwość wymiany pokrycia solnego w piecu.
Druga metoda jest bardziej rozpowszechniona i obejmuje:
strzępienie puszek w wysokoobrotowych rozdrabniaczach do postaci
płatkowej o nieregularnym kształcie i wymiarach boków od 10 do 50 mm,
przesiewanie na sitach wstrząsowych lub bębnowych,
separacji magnetycznej materiału,
usuwanie lakierów i innych zanieczyszczeń przez wypalanie w piecach
obrotowych lub kontenerowych.
topieniu odpadów w piecach indukcyjnych tyglowych lub wannowych
Metoda ta charakteryzuje się rozdzieleniem procesu usuwania powłoki lakierowej od procesu
topienia.
Proces recyklingu puszek aluminiowych zawiera następujące operacje technologiczne:
1. Mechaniczne przygotowanie puszek
W tej fazie następuje strzępienie puszek lub ich rozdrabnianie. Produkt
mechanicznego przygotowania puszek ma określoną postać i kawałkowatość. W przypadku
strzępiarek jest to postać płatków, natomiast w przypadku rozdrabniaczy – cząstki o
nieregularnym kształcie i szerokości. W przypadku stosowania rozdrabniaczy kawałkowatość
cząstek jest większa niż w przypadku strzępiarek.
Podczas mechanicznego przygotowania puszek w trakcie operacji strzępienia lub
rozdrabniania odbywa się równoczesna operacja przesiewania, która ma na celu odsiew
piasku i innych zanieczyszczeń stałych. Odsiewanie piasku jest szczególnie utrudnione w
przypadku, gdy zawilgocenie materiału przekracza 3%. Proces ten realizuje się przy pomocy
sit obrotowych lub stołów wibracyjnych.
Operacja mechanicznego przygotowania puszek sprasowanych w paczkach odbywa
się głównie na rozdrabniaczach. Kawałkowatość produktu rozdrabniania paczek dobiera się
tak, aby podczas następnej operacji (termicznej obróbki), jednostkowa masa puszek była
odpowiednia do dostarczonej ilości ciepła, a kawałkowatość gwarantowała właściwą
INSTYTUT METALI NIEŻELAZNYCH 31

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
szybkość jego przejmowania. Optymalne dla procesu rozdrabniania, strzępienia jest
stosowanie odpadów drobnokawałkowych, nieprasowanych.
2. Termiczne usuwanie powłok lakierowych i zanieczyszczeń - piroliza.
Termiczne przygotowywanie puszek jest procesem zgazowywania lakierów i farb,
podczas którego może następować rozkład łańcuchów węglowodorowych na prostsze
związki, aż do powstania C i H2. Wprowadzenie do procesu zanieczyszczeń w postaci
substancji palnych powoduje w pierwszej kolejności zużycie tlenu. Przebieg tych reakcji jest
egzotermiczny. Nowopowstała atmosfera beztlenowa i wysoka temperatura inicjują proces
pirolizy polimerów. Następuje gwałtowny przyrost temperatury. Produktami procesu są:
puszki bez warstwy farb i lakieru, produkty gazowe: tlenek węgla, ditlenek siarki,
węglowodory alifatyczne, inne związki organiczne oraz metale, w tym metale ciężkie. Ze
względu na dużą zawartość produktów gazowych oraz pyłu proces powinien być
prowadzony przy pełnym wychwytywaniu gazów, a produkty gazowe powinny być dopalane.
Ciepło do procesu może być dostarczone z operacji dopalania produktów gazowych z
procesu wypalania lub z niezależnego źródła ciepła. Bez względu na to, czy proces jest
prowadzony w piecach obrotowych typu IDEX pracujących z ciągłym czy okresowym
zasypem/odbiorem, czy też na stanowiskach stacjonarnych (pracujących systemem
komorowym, okresowym) typu RODEX, zawsze mamy do czynienia z pewną jednostkową
porcją wsadu, która podlega obróbce. Pewnym miernikiem przebiegu procesu są wartości
temperatury spalin na wejściu i wyjściu oraz zmienność temperatury gazów na wyjściu
pomiędzy cyklami.
Po procesie wypalania złom kawałkowy, w celu usunięcia stałych produktów spalania
z powierzchni, poddany jest powtórnie procesowi przesiewania na sitach bębnowych lub
wibracyjnych. Pozwala to na ograniczenie zanieczyszczenia ciekłego metalu, ale wydłuża
drogę materiału wsadowego powodując w ten sposób obniżenie temperatury metalu po
pirolizie z ok. 430 0C do 100 0C.
3. Topienie
Mała grubość ścianek puszek stwarza potrzebę szybkiego topienia
z maksymalnym ograniczeniem kontaktu z otoczeniem (powietrzem). Dlatego też do topienia
INSTYTUT METALI NIEŻELAZNYCH 32

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
tego typu odpadów używa się układów, które umożliwiają szybkie wchłanianie kawałków
złomu pod powierzchnię ciekłego metalu.
Systemy do topienia złomów drobnokawałkowych typu: puszka, wióry, folia można podzielić
na:
systemy wyposażone w piece indukcyjne tyglowe,
systemy wyposażone w piece wannowe z mieszaniem.
Stosuje się piece tyglowe wyposażone w dwie częstotliwości: sieciową (50Hz) oraz
średnią (podwyższoną do 200Hz), które likwidują wady pieców sieciowej częstotliwości (zbyt
intensywne mieszanie kąpieli).
Do bardziej wydajnych należą systemy topienia przeznaczone do pieców wannowych z
mieszaniem ciekłego metalu pompą elektromagnetyczną EMP, bądź mechaniczną lub
mieszalnikiem typu EMIX+.
W przypadku systemów EMP lub EMIX+ topienie prowadzi się w specjalnej komorze,
w której na skutek działania pompy mechanicznej lub pompy elektromagnetycznej następuje
intensywny przepływ lub ruch metalu od kliku do kilkunastu ton na minutę, co powoduje
powstanie zawirowanie lub fali (w przypadku EMIX+) ciekłego metalu w komorze zasypowej,
przyczyniając się do intensywnego wciągania drobnokawałkowego złomu w głąb kąpieli i
jego topienie pod powierzchnią kąpieli. Piece wannowe w zdecydowanej większości
ogrzewane są palnikami gazowymi, rzadziej olejowymi. Przedstawione systemy topienia
korzystają z ciepła wytworzonego przez te palniki. Komory topienia tych systemów są
połączone z wanną pieca, co umożliwia stabilizację temperatury i uśrednianie składu
chemicznego ciekłego metalu.
4. Rafinowanie i odlewanie
Jakość metalu w zakresie zanieczyszczeń niemetalicznych, otrzymywana po
stopieniu, jest niewystarczająca. Przed odlaniem ciekłego metalu w gąski lub t-bloki, czy
przed jego bezpośrednim wykorzystaniem w produkcji stopów odlewniczych lub stopów do
przeróbki plastycznej należy metal poddać procesowi rafinacji i filtracji, najlepiej przy
zastosowaniu urządzenia z wirującą dyszą.
7.2. Osiągnięte korzyści środowiskowe
INSTYTUT METALI NIEŻELAZNYCH 33

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Współczesne, wydajne instalacje do przerobu drobnokawałkowego złomu
aluminiowego eliminują skutecznie niezorganizowane wprowadzanie do środowiska
odpadów opakowań aluminiowych, używanych dziś powszechnie. Podobne stwierdzenie
odnosi się do wiórów z obróbki mechanicznej wlewków z aluminium lub stopów aluminium
7.3. Dane operacyjne
Emisje do powietrza związane z wytwarzaniem aluminium z surowców wtórnych mogą
dotyczyć następujących substancji:
pył i dym
związki metali;
materiały organiczne (lotne związki organiczne i dioksyny) i CO;
tlenki azotu (NOx);
dwutlenek siarki;
chlorki, HCl i HF.
7.4. Zużycie materiałów i energii
Ogólne wskaźniki zużycia materiałów i surowców podano w tablicy 10.
Tabela nr 10. Parametry procesu przetopu wiór.
Parametr Wartość zużycia
Wydajność topienia 2,0 – 5,0 Mg/h
Zużycie energii (gaz naturalny) dla suszarki, gazyfikacji i
topienia600 kWh/t
Ilość zgarów < 1,5 – 2,5 %
Zawartość aluminium w zgarach 60 – 80 %
Wielkość upału 0,8 – 1,5 %
7.5. Motywy wdrożenia
Szacuje się, że wytwarzając 1 tonę aluminium ze złomów oszczędzamy 95% energii
potrzebnej do wytworzenia tej ilości materiału poprzez elektrolizę aluminium z rudy.
INSTYTUT METALI NIEŻELAZNYCH 34

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Dodatkowymi korzyściami wykorzystania recyklingu to mniejsza ilość odpadów na
składowiskach czy tworzenie nowych miejsc pracy.
Literatura:
The Hertrich Engineering ”Efficent, economical and ecological melting of swarf and scrap “
ALUMINIUM 7-8, 69-70, 2008
8. Produkcja nadrenianu amonu z roztworów odpadowych (ścieków kwaśnych)
8.1. Opis technologii
Polskie rudy miedzi zawierają ren na poziomie 1-2 ppm, a stężenie tego metalu w
koncentratach miedziowych wynosi 5-15 ppm. Ren obecny jest głównie w formie związanej,
INSTYTUT METALI NIEŻELAZNYCH 35

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
w postaci siarczku renu (Re2S7), który jest związkiem lotnym i łatwo ulega utlenieniu w
procesie zawiesinowym, w warunkach ogniowego przetopu prowadzącego do otrzymania
miedzi blister. W konsekwencji tlenek renu usuwany jest w skruberze typu Lurgi RFS,
zainstalowanym w instalacji myjąco – płuczącej fabryki kwasu siarkowego, do której
doprowadzane są gazy procesowe z pieca zawiesinowego. Powstający tam słaby kwas
siarkowy (2 - 8% H2SO4) zawiera od 20 do 50 mg/dm3 renu (wartość średnia w 2007 r - 38,3
mg/dm3) w formie kwasu renowego(VII). Materiał ten jest surowcem do produkcji nadrenianu
amonu (APR) przez spółkę KGHM „Ecoren” S.A., wchodzącą w skład KGHM „Polska Miedź”
S.A.
Proces produkcji nadrenianu amonu obejmuje dwustopniową filtrację fazy stałej, która
jest obecna w strumieniu słabego kwasu (prasa filtracyjna i zabezpieczający filtr świecowy).
Przefiltrowany kwas zawiera oprócz Re i H2SO4, również molibden (5 mg/dm3), arsen (800
mg/dm3), miedź (3 mg/dm3), selen (8 mg/dm3) i mieszaninę kwasów chlorowodorowego i
fluorowodorowego. Następnym etapem jest proces jonowymienny, składający się z dwu faz -
sorpcji i elucji, prowadzony w czterech ustawionych szeregowo kolumnach o objętości 5 m3
każda, przerabiających maksymalnie do 30 m3/h kwasu. Zastosowana żywica, o charakterze
słabokwaśnym jest specjalnie dobrana i produkowana do odzysku Re. Proces sorpcji kończy
się z chwilą przebicia kolumny pracującej jako pierwsza w szeregu. Kolumna ta jest
wyłączana i poddawana operacji przemycia złoża, a potem elucji roztworem 6% NH4OH i
ponownie myta, celem przygotowania do następnego cyklu, jako ostatniej w szeregu. Eluat,
który zawiera 10 - 20 g/dm3 renu jest kierowany do odparowania w szklanych wyparkach
próżniowych. Zatężony roztwór jest przepompowywany do krystalizatora i schładzany do
temperatury 20 0C. Krzystały APR sa następnie filtrowane i kierowane do operacji
rekrystalizacji w wodzie. Surowe kryształy rozpuszcza się w wodzie w temperaturze 90oC,
mieszaninę filtruje, a filtrat schładza do temperatury 20 0C. Kryształy uzyskane w tym stopniu
są finalnym produktem. Roztwór macierzysty z procesu oczyszczania kryształów
(rekrystalizacji) jest kierowany do odparowania. Roztwór macierzysty z procesu pierwszej
krystalizacji, kierowany jest do etapu odzysku renu, w podobnym procesie wymiany jonowej,
prowadzonym w 200 dm3 kolumnach, produkujących eluat o jakości wystarczającej dla
skierowania go głównego etapu odparowania.
Produktem procesu jest krystaliczny Nadrenia amonu o następującym składzie: Re -
69.2%, Fe < 0.0005%, Ni < 0.0005%, Cu < 0.0005%, Ca < 0.0020%, Mg < 0.0005%, Mo <
0.0005%, Na < 0.0005%, Pb < 0.0005%, K < 0.0030%.
INSTYTUT METALI NIEŻELAZNYCH 36

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
W 2007 roku wydajność instalacji osiągnęła poziom produkcji APR – 4 784 kg. Schemat
procesu przedstawiono poniżej (rys. 6).
8.2. Osiągnięcia środowiskowe
W procesie odzyskuje się wartościowy produkt – związek renu ze ścieku, który był
normalnie kierowany do oczyszczalni przemysłowej. Wyciek z kolumn, stanowiący ściek, jest
oczyszczany w ten sam sposób. Objętość roztworu jest zwiększona jedynie o ilość wody z
mycia złoża żywicy wynoszącą 23 m3/dzień.
W technologii nie powstają odpady stale – placek filtracyjny zawiera niewielkie ilości
metali (Pb, Cu) i jest bezpośrednio kierowany do instalacji pirometalurgicznej. Do tej pory
czas życia (żywotność) stosowanej żywicy nie jest znany. Postępowanie ze zużytym złożem
będzie zgodne z obowiązującymi procedurami stosowanymi dla przepracowanych żywic
jonowymiennych (spalanie).
8.3. Dane operacyjneEmisja do powietrza nie występuje, ponieważ wyparki są w pełni wyposażone w
kondensatory par.
8.4. Zużycie materiałów i energii
Zużycie materiałów do produkcji 1 kg nadrenianu amonu:
1.7 m3 wody, w tym 0.15m3 wody pitnej i 0.14 m3 wody dejonizowanej
42.4 kWh energii elektrycznej
0.224 GJ energii cieplnej
NH3aq (25%) – 41 kg
Kwasu siarkowego(VI) - 9.2 kg
Kwasu azotowego (V) – 5.7 kg
H2O2aq (30%) – 2.7 kg.
INSTYTUT METALI NIEŻELAZNYCH 37
H2O
Oczyszczalnia
ściekówś
NH3aqr-r macierzysty I
r-r macierzysty II
NH3aq
R-r odpadowy kwkwkwas/ściek
Filtracja
Sorpcja
Elucja
Odparowanie
Krystalizacja
RE-krystalizacja
Wymiana jonowa
NH4ReO4

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
Rys. 6. Schemat instalacji produkcji nadrenianu amonu w zakładzie KGHM Ecoren S.A
8.5. Zastosowanie
Nie ma ograniczeń w zastosowaniu technologii jonowymiennej. Przedstawione dane
pokazują, że możliwe jest prowadzenie technologii, kiedy stężenie renu w roztworze jest
ekstremalnie niskie. Ze względu na selektywność żywicy możliwy i efektywny jest odzysk
renu nawet z silnie zanieczyszczonych roztworów.
8.6. Motywy wdrożenia
Postęp w wykorzystaniu źródeł surowców mineralnych i poprawa ekonomicznej opłacalności
produkcji.
8.7. Przykładowe instalacje
Technologia została wdrożona w polskim zakładzie KGHM „Ecoren” S.A., stanowiącym
część KGHM „Polska Miedź” S.A.
8.8. Odnośniki literaturowe
INSTYTUT METALI NIEŻELAZNYCH 38

Materiały informacyjne do nowelizacji dokumentu referencyjnego najlepszych dostępnych technik w przemyśle metali nieżelaznych
A.Chmielarz, G. Benke, Z. Śmieszek, K. Anyszkiewicz, K. Leszczyńska – Sejda: „Recovery
of rhenium from weak acid solutions”, Proceedings of the Copper 2003-Cobre 2003 The 5th
International Conference, volume VII (Book 2), November 30 – December 3, 2003, Santiago,
Chile , 667 – 676.
Autorzy:
dr inż. Andrzej Chmielarz
doc. dr hab. inż. Marianna Czaplicka
Kierownik ZakładuOchrony Środowiska
..........................................doc. dr hab. inż. Marianna Czaplicka
Dyrektor ds. Naukowych IMN
.....................................................dr inż. Andrzej Chmielarz
Dyrektor Instytutu
…………………………………….
Prof. dr inż. Z. Śmieszek
INSTYTUT METALI NIEŻELAZNYCH 39