IT Rep Oko's Format

of 45
-
Upload
anfield-faithful -
Category
Documents
-
view
221 -
download
0
Transcript of IT Rep Oko's Format
-
7/29/2019 IT Rep Oko's Format
1/45
CHAPTER 1
INTRODUCTION
1.1 PREAMBLE
The growing concern amongst industrialists that graduates of higher institutions lack adequate
practical background preparatory to employment in industries led to the formation of StudentsIndustrial Work Experience Scheme (SIWES) in 1993/1994. It is seen as an opportunity created for
300/400 level students of the university to undergo Industrial Training (IT) as part of the course
requirements outlined by the Nigerian Universities Commission (NUC) in partial fulfillment for the
award of degrees.
Amongst other things, the Work Experience/Training bridges the gap between theoretical
knowledge acquired in the university and the actual industry thereby ensuring the students acquire
industrial skills and experience in their approved course of study. It exposes students to work
methods and techniques in handling equipment and machinery not available in their institutions.
The scheme also affords the students the opportunity to carry out extensive research in preparation
for their year project.
1.2 AIMS AND OBJECTIVES
The objectives of this report are listed below:
To give an overview of how the Nigeria Liquefied Natural Gas Plant operates
To identify the differences between Natural gas and Liquefied natural gas
To identify the Liquefied natural gas value chain and the uses of natural gas
To give details of my Industrial training experience in the project section of Nigeria
Liquefied Natural Gas company
To explain the life of a project using the Nigeria Liquefied Natural Gas Project Management
roadmap
To identify problems encountered by SIWES Trainees
To identify the relevance of the SIWES program
To recommend improvement ideas to SIWES managers
To give intending trainees beneficial advice
1
-
7/29/2019 IT Rep Oko's Format
2/45
1.3 SCOPE OF WORK
The scope of this report includes my activities as a trainee in the Nigeria Liquefied Natural Gas
company for a period of six months - June to December 2011. It gives a background of the
company, its history, organizational structure and cardinal rules. It also identifies the various
departments and sections in the Production Division and their activities. The different processes inthe liquefaction of natural gas are outlined from feedstock through the trains to the storage tanks
and ships specially designed to transport LNG to customers around the globe. Also, the different
teams in the Project section of the Engineering Department and their functions are outlined and -
using the NLNG Project Management Procedure - stages in the life of a project are chronicled.
Common problems encountered by Trainees and proffered solutions are included in this report.
Future trainees are also advised on what - and what not - to do, before and during SIWES training.
1.4 METHODOLOGY
In writing this report, proper research was made to ensure the desired output was realized. Some of
the steps taken are outlined below:
1. The standard Faculty of Engineering report writing format was followed
2. Information on the history of NLNG was gotten from the companys internal network
(Intranet).3. Site (Plant) visits were made and the Liquefaction process was viewed first hand.
4. The Project management Roadmap used by NLNG was studied and applied in compiling
this report.
5. The internet was consulted to further explain some of the processes/materials/equipments
required to run a Liquefaction plant.
1.5 NIGERIA LIQUEFIED NATURAL GAS
NLNG is an acronym for Nigeria Liquefied Natural Gas Ltd. It is a company owned by four
partners, namely: the Federal Government of Nigeria through NNPC; Shell, Elf and Agip in
descending order of share holding.
It purchases gas from gas producers; in this particular case, from gas plants located at Soku, Obite,
and Obiafu. The gas producers and plant owners at the locations are Shell, Elf, and Agip
2
-
7/29/2019 IT Rep Oko's Format
3/45
respectively. The gas is then passed through pipelines to the plant for liquefaction, before shipment
abroad to customers.
The NLNG plant is located on Bonny Island, Rivers State, Nigeria. It consists of six liquefaction
units (trains) producing 22 million metric 3ones per annum (mmtpa). In addition to the gas plant
there is a gas transmission system and a Residential area where staff are accommodated.
NLNG is not actually a gas producer, but a gas purchaser. Not being a construction, processing or
production company, it operates a very simple process of gas passage through already-buried
pipelines, liquefaction through an already-built plant and transportation to customers in Europe,
America and Asia through already-acquired ships provided by Bonny Gas Transport, a subsidiary
of NLNG.
1.6 BRIEF HISTORY OF NLNGIn November 1995, a Final Investment Decision (FID) was signed by the Shareholders to build an
LNG plant in Finima, Bonny Island, Rivers State. The Base project consisting of two trains, the Gas
Transmission system and the Residential Area was awarded to TSKJ, a consortium of engineering
firms.
Construction at the Plant site commenced in February 1996 and by August 1999, Train 2 was
completed. Production of LNG commenced on September 15, 1999, before Train 1, the second train
of the Base Project came on stream on February 27, 2000.
Train 3, 4 and 5 became operational in November 2002, November 2005, and February 2006
respectively, while train 6 was completed and became operational in December 2007.
The facility, built on 2.27sq.km of land consists of the following:
Six LNG processing units (Trains)
Diversified gas supply and six main dedicated gas transmission pipelines with four
onshore pipelines
Four LNG storage tanks with a capacity of 84,200 cubic meters each
A common fractionation plant to process LPG
Three Condensate storage tanks with a capacity of 36,000 cubic meters each
Four 65,000 cubic meter LPG refrigerated tanks for Propane and Butane
Ten Generators with a total capacity of 400mw
Two LNG export jetties; one of which also exports LPG
3
-
7/29/2019 IT Rep Oko's Format
4/45
24 LNG ships dedicated to NLNG service
Materials off-loading jetty
A residential area for Staff and their families.
Plans for building train 7 that will lift the total production capacity to 30 mmtpa of LNG is currently
on the advanced stage.
1.7 ORGANIZATIONAL STRUCTURE
NLNG is a public company owned by its shareholders, NNPC 49.0%, Shell Gas B.V. 25.6%,
CLEAG [ELF] 15.0% and AGIP International BV. 10.4%. The organization structure consists of a
single-tier Board of Directors (the Board), the Chief Executive, the Divisions and Departments.
THE BOARD OF DIRECTORS
The purpose of the Board is to seek to ensure the companys prosperity by collectively directing its
affairs and meeting the legitimate interests of its shareholders and relevant stakeholders.
CHIEF EXECUTIVE OFFICER
The Chief Executive Officer is appointed by the Board as a whole to implement Board resolutions,
to manage the company and the business enterprise connected with it and to supervise and hold
accountable all management levels in NLNG.
SENIOR MANAGEMENT TEAM (SMT)
The Managing Director chairs the SMT which comprises the MD (Managing director), DD (Deputy
Managing Director); PD (GM, Production); FN (GM, Finance), HR (GM, Human Resources), ER
(GM, External relations), CM (GM, Commercial Division), LG (GM, Legal Division), NPP (GM,
Nigerian Projects), CPL (GM, Corporate planning), and ECO (GM, Expansion coordination). It is
the main decision-making and coordinating organ for day-to-day operation of the Company.
EXTENDED MANAGEMENT TEAM (EMT)
The EMT comprises all Managers within the organization (including the General Managers) with
the MD as Chairman and DD as Alternate Chairman. The EMT deliberates and makes
recommendations on matters requiring broad-based consideration as may be referred by the SMT.
4
-
7/29/2019 IT Rep Oko's Format
5/45
-
7/29/2019 IT Rep Oko's Format
6/45
6
1.4 PRODUCTION DIVISION
Operations Manager
PO
T. Oginni
Technical Services Manager
PT
J. Alagoa
Integrated Scheduling &
Planning
ISP
A. Esener
PH Base Manager
PHB
J. Dorgu
Corporate Security Services Mgr
CSS
C. Okon
Health, Safety, Environment
& Quality Mgr
HSEQC. Epelle
Bonny HR Services Manager
HRP
A. Nwokedi
Contracting & Procurement
Manager
CPM
E. Ohiwerei
Corporate Med. Services Manager
CMO
Dr. D. Mwanmut
Community Relations Manager
ERC
A. Odeh
Bonny Finance Services MgrFNP
S. Ahmed
General Manager Production
PD
C. Isilebo
S. Lundie
PE
Engineering Manager
THE PRODUCTION DIVISION
Fig 1.2: The PD Organogram
-
7/29/2019 IT Rep Oko's Format
7/45
1.8 PRODUCTION DIVISION: ACTIVITIES
The Production Division (PD) is responsible for all activities required to transport and process the
natural gas feedstock into LNG, LPG and Condensates and have ships lifting the products at Bonny
Island. The PD manages and operates the production facilities and Residential Area on Bonny
Island, as well as the Gas Transmission System which transports gas to the plant site.
1.8.1 ORGANIZATIONAL STRUCTURE
Related activities are managed in departments and the department manager is therefore the natural
custodian of departmental procedures.
The main business activities and the custodians of the business processes are:
Produce, store and load LNG, LPG and Condensates; custodian of the related business
processes is the Operations Manager (PO)
Maintain the facilities; custodian of the related business processes is the Engineering
Manager (PE)
The support activities are subdivided into the following areas:
Technological support; custodian of the procedures being the Technical Services Manager
(PT)
HR, logistics, building infrastructure and residential facility processes; custodian being
the HRP Manager who has dual reporting lines to GM- PD and GM- HR
Medical Services to staff, dependants and in house contractors; custodian of procedures
being the Chief Medical Officer (CMO).
Relations with Bonny and GTS communities; custodian of which is the Community
Relations Manager (ERC). ERC has dual reporting lines to GM- PD and GM- ER
Integrated Scheduling & Planning of gas supply, plant and ships; the custodian being ISP.
ISP also operates the systems to receive gas
Contracting, Procurement, Warehousing of materials custodian being CPM manager
(CPM).
7
-
7/29/2019 IT Rep Oko's Format
8/45
Health Safety Environment and Quality Management. Custodian for the Health, Safety
Environment and Quality Management of the company (HSEQ). HSEQ also provides
corporate oversight on HSE matters
Corporate Security; custodian of all security arrangement for NLNG including liaison withgovernment security agencies. Custodian is the Corporate Security Manager (CSS). CSS
has corporate oversight on security matters
Finance for production; Custodian of financial and budgetary matters for the Production
Division, the FNP has dual reporting lines to GM- PD and GM- FN.
1.9 NLNG Cardinal Rules
In other to create a safe working environment, NLNG created a set of rules that must be adhered to at
all times. Together they are called the Cardinal Rules. They are:
1. When unfit, dont work so as not to put yourself and others at risk.
2. Never work without Personal Protective Equipment (PPE) when required.
3. Never enter restricted areas or work without valid work permit or proper authorization.
4. Be sure its absolutely safe before you engage; whether plant, machinery or electricity.
5. Never fight or assault anyone.
6. Adhere to company policy on drugs and alcohol.7. Never drive or be driven without a seatbelt.
8. There will be no tolerance for fraud, theft or malicious damage to company property.
9. Object that can ignite fire e.g. cell phones and lighters are prohibited in plant vicinity and
smoking must be restricted to designated areas.
10. Intervene in unsafe actions and report all incidents including near misses.
Breaking any of these rules could lead to outright dismissal; as youre not the only one at risk. Your
colleagues and the Plant as a whole can be endangered as a result of your negligence.
8
-
7/29/2019 IT Rep Oko's Format
9/45
CHAPTER 2
LITERATURE REVIEW
2.1 WHAT IS NATURAL GAS AND LNG?
Natural gas - a fossil fuel like coal and crude oil - is a combustible mixture of hydrocarbon gases.
It comes from reservoirs beneath the earths surface. Sometimes it occurs naturally and is produced
by itself (non associated gas) and sometimes it comes to the surface with crude oil (associated gas).
It is primarily made up of methane, but it can also include ethane, propane, butane, carbon and
nitrogen (Shukri T., 2004)
Liquefied natural gas (LNG) is natural gas that has passed through the liquefaction process. Non-
methane components are removed and the gas is cooled to the point that it condenses to a liquid.
This occurs at a temperature of approximately -256F (-161C) at atmospheric pressure (Shukri T.,
2004)
Below is a pie-chart showing the composition of Natural gas as compared with LNG
2.2 BRIEF HISTORY OF LNG
Natural gas liquefaction dates back to the 19th century when British chemist and physicist Michael
Faraday experimented with liquefying different types of gases, including natural gas. German
engineer Karl Von Linde built the first practical compressor refrigeration machine in Munich in
1873. The first LNG plant was built in West Virginia in 1912 and began operation in 1917. The first
commercial liquefaction plant was built in Cleveland, Ohio, in 1941. The LNG was stored in tanks
at atmospheric pressure. The liquefaction of natural gas raised the possibility of its transportation to
distant destinations. In January 1959, the world's first LNG tanker, The Methane Pioneer, a
9
Fig 2.1: Composition of Natural Gas versus LNG
-
7/29/2019 IT Rep Oko's Format
10/45
converted World War II liberty freighter containing five, 7,000 barrel equivalent aluminum
prismatic tanks with balsa wood supports and insulation of plywood and urethane, carried an LNG
cargo from Lake Charles, Louisiana to Canvey Island, United Kingdom. This event demonstrated
that large quantities of liquefied natural gas could be transported safely across the ocean.
Over the next 14 months, seven additional cargoes were delivered with only minor problems.
Following the successful performance ofThe Methane Pioneer, the British Gas Council proceeded
with plans to implement a commercial project to import LNG from Venezuela to Canvey Island.
However, before the commercial agreements could be finalized, large quantities of natural gas were
discovered in Libya and in the gigantic Hassi R' Mel field in Algeria, which are only half the
distance to England as Venezuela. With the start-up of the 260 million cubic feet per day Camel
plant in 1964, the United Kingdom became the world's first LNG importer and Algeria the first
LNG exporter. Algeria has since become a major world supplier of natural gas as LNG.
After the concept was shown to work in the United Kingdom, additional liquefaction plants and
import terminals were constructed in both the Atlantic and Pacific regions. The first exports of LNG
from the U.S. to Asia occurred in 1969 when Alaskan LNG was sent to Japan. The LNG market in
both Europe and Asia continued to grow rapidly from that point on.
The figure below shows worldwide growth in LNG since 1970.
A number of approved, planned, and proposed Liquefied Natural Gas Plants are under development
(British Gas, 2012).
10
Fig 2.2: Growth in LNG Demand
-
7/29/2019 IT Rep Oko's Format
11/45
2.3 THE LNG VALUE CHAIN:
This is the supply chain of LNG. It consists of five interdependent stages namely; Gas production,
Liquefaction, Shipping, Re-gasification, and Pipeline delivery. The term value is used because at
each stage, investments are made to convert natural gas from an unusable state to a very important
energy source (Hubbard B., 2006).
Below is a pictorial view of the LNG value chain.
2.3.1 GAS PRODUCTION
This ranges from the prospect generation (development of ideas about where natural gas resources
might occur), to field development and drilling.
2.3.2 LIQUEFACTION
When natural gas- which is predominantly methane- enters the LNG facility, it is pretreated to
produce a feedstock suitable for liquefaction. This pretreatment process includes the removal of
water, acid gases (hydrogen sulfide & carbon dioxide), nitrogen, helium, and mercury.
When all these impurities have been removed, the gas is further conditioned to extract heavier
hydrocarbons- Liquefied Petroleum Gas (LPG) and Natural Gas Liquids (NGL). LNG is a
cryogenic (low temperature of
-
7/29/2019 IT Rep Oko's Format
12/45
The liquefaction process reduces the volume of LNG by a factor of 600, which means that at
-256F, it occupies about 0.16% of the space required for the same amount of gas at room
temperature- 73F, and atmospheric pressure- 101kPa (Shukri T., 2004).
2.3.3 SHIPPING
LNG tankers are double-hulled ships specially designed to convey LNG to customers. A typical
cargo-loading cycle starts with inerting the gas tanks by burning diesel in air to replace oxygen with
CO2. This is done because oxygen supports combustion. LNG can still not be load directly into the
tank though - the CO2 which freezes at -108F will damage the pumps. Liquid LNG is brought into
the vessel and taken along the spray line to the main vaporizer, which boils off the liquid into gas.
This is then warmed up to roughly 68F in the gas heaters and blown into the tanks to displace the
"inert gas". This continues until all the CO2 is removed from the tanks. The next stage is cool-down.
LNG is sprayed into the tanks which vaporizes and starts to cool the tank. When the temperature
reduces to about -220F bulk loading can begin.
After delivering the goods, some LNG (the heel) is left in tanks for return journey as fuel and/or to
keep tanks cold for re-loading (Hubbard B., 2006).
2.3.4 REGASIFICATION TERMINAL
On arrival at the receiving terminal LNG is pumped at atmospheric pressure into double-walled
storage tanks, just like the ones used in the liquefaction plant. To return it to a gaseous state it is
pumped at higher pressure through the various re-gasification facilities components. The pressure
of the re-gasified natural gas is then regulated for end usage (Rosetta, M. J., 2005)
2.3.5 PIPELINE DELIVERY
Gas flowing from higher to lower pressure is the fundamental principle of the natural gas delivery
system. From the re-gasification facility, the gas is transferred to a "gate station." At the gate-
station, the pressure in the line is reduced from transmission levels (200psi to 1500psi) to
distribution levels (0.25psi to 3psi); then an odorant- mercapten- is added, so that consumers can
smell even small quantities of gas this helps in leak detection.
From the gate station, natural gas moves into distribution lines that range from 2 inches to more
than 24 inches in diameter. Within each distribution system, there are sections that operate at
different pressures, with regulators controlling the pressure. Generally speaking, the closer natural
gas gets to a customer, the smaller the pipe diameter is and the lower the pressure is. The end-user
includes homes, factories, power generation plants, etc.
12
-
7/29/2019 IT Rep Oko's Format
13/45
2.4 THE NIGERIA LNG PROCESS
The Nigeria LNG is not (directly) involved in the exploration/production, re-gasification and
delivery of natural gas. Rather, the company liquefies natural gas and transports it alongside its
by-products (LPG and Condensate) to its customers. The gas is supplied by Shell, Elf, and Agip,
from their onshore gas fields of Soku, Obiafu and Obite, while the re-gasification and pipeline
delivery is done by the buyers in their respective locations (NLNG, 2007).
The diagram below describes the chain of events leading to the production of LNG, LPG and
Condensate.
13
Fig 2.4: LNG Production Chain
-
7/29/2019 IT Rep Oko's Format
14/45
14
Below is a Schematic diagram of the NLNG Plant complex
Fig 2.5: Schematic Layout of the NLNG Facility
-
7/29/2019 IT Rep Oko's Format
15/45
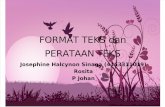
DISTRIBUTION OF NATURAL GAS USAGE
Electricity
25%
Industry
33%
Residential
22%
Commerce
13%
Other
7%
2.5 USES OF LNG
Natural gas has many diverse uses. Of all fossil fuels it burns the cleanest - as a result of its
chemical simplicity. During 2006, LNG represented 7.4% of the total worldwide
natural gas consumption (British Petroleum, 2007).
The percentage proportion of its use in different sectors can be seen in the Pie Chart below.
IndustryNatural gas has a number of specific uses in the manufacturing industry.
InPetrochemicals, methanol, produced from natural gas, can be converted into ethylene and
propylene. Ethylene and propylene can also be produced directly from ethane, butane, and
propane separated from other natural gas compounds. In a petro-chemical plant, ethylene and
propylene are converted into materials like polyethylene, PVC plastics, resins, paints,
automotive components, packaging materials, textile fibers, etc.
Through the Haber process, natural gas provides both the energy and feedstock for the
production of ammonia which is used to produce about 90% of the worlds syntheticfertilizer.
Natural gas absorption systems are used extensively in industries to heat and cool water in an
efficient, economical, and environmentally friendly way.
15
Fig 2.5: Proportion of Natural Gas Usage
-
7/29/2019 IT Rep Oko's Format
16/45
In the plastics, pharmaceutical, candy, and recycling industries, moisture filled air can damage
end products during its manufacture. To prevent this, natural gas desiccant systems are used to
dehumidify the factories.
Electricity
Due to reduced tolerances for nuclear and hydro plants, air and water pollution, noise emissions, as
well as the high cost for wind and solar energy, gas-fired power generation has become a very
important method of generating electricity. Modern gas-fired power plants are cleaner, cheaper and
more efficient than other power plants.
Residential
In residential houses, natural gas is used for space heating, water heating and cooking. Cooking
with a natural gas cooker is cheaper than cooking with a kerosene or electric cooker. It is easily
regulated, burns with a clean blue flame and does not emit toxic gases.
Commercial
Natural gas can be used to produce hydrogen which has many applications: it is a primary feedstock
for the chemical industry, a hydrogenating agent, an important commodity for oil refineries, and the
fuel source in hydrogen vehicles.
Compressed natural gas (CNG), which is basically methane compressed to about 250bar, is a
cleaner alternative to otherautomobile fuels such as gasoline (petrol) and diesel. There are about 20
million natural gas vehicles worldwide. The energy efficiency is generally equal to that of gasolineengines, but lower compared with modern diesel engines.
Other
In addition to all these, natural gas is used for metals preheating, glass melting, food processing,
waste treatment & incineration, etc (EIA, 2010).
16
http://en.wikipedia.org/wiki/Hydrogenhttp://en.wikipedia.org/wiki/Hydrogen_vehiclehttp://en.wikipedia.org/wiki/Automobilehttp://en.wikipedia.org/wiki/Gasolinehttp://en.wikipedia.org/wiki/Diesel_fuelhttp://en.wikipedia.org/wiki/Natural_gas_vehiclehttp://en.wikipedia.org/wiki/Hydrogenhttp://en.wikipedia.org/wiki/Hydrogen_vehiclehttp://en.wikipedia.org/wiki/Automobilehttp://en.wikipedia.org/wiki/Gasolinehttp://en.wikipedia.org/wiki/Diesel_fuelhttp://en.wikipedia.org/wiki/Natural_gas_vehicle -
7/29/2019 IT Rep Oko's Format
17/45
CHAPTER 3
ACTIVITIES DURING SIWES
I was deployed to the Project section of the Engineering department in the Production Division. I
spent 10 weeks in the Design team, 6 weeks in the Construction team and the remaining 10 weeks
in the Project Engineering team. This chapter gives an overview of the Engineering Department and
its various sections; and chronicles my activities during SIWES
3.1 PE (PRODUCTION ENGINEERING DEPARTMENT)
There are ten sections in the Engineering department. These sections have somewhat different
character. Some are specialist engineering sections; others are focused on day-to-day maintenance
while others still are focused on projects. The figure below is an organogram of the engineering
department and its different sections:
17Fig 3.1: Organogram of the Engineering Dept
Engineering ManagerPE
Sandy Lundie
Head MaintenancePEM
O. Adekwu
HeadTurnaroundsPET
M. Ade o u
Head Reliability & Maint. SupportPEK
T. White
Head InspectionPEQ
A. Akinola
Head CivilPEC
M Olaoye
Head InstrumentPEI
A. Ogunleko
Head ElectricalPEE
I. Mohammed
Major Capital Projects CoordinatorNPX
J. Schouten
Head Rotating Equipment + Mechanical EngineeringPER
S. Afolabi
Head Asset Info. MgtPEA
J. De Graaf
Head ProjectsPEO
B. Adenrele
-
7/29/2019 IT Rep Oko's Format
18/45
A brief description of the activities in the various sections is outlined below:
3.1.1 PEK - Reliability Maintenance Support:
PEK focuses on operational reliability management & maintenance Support. This team provides a
forum for communication between the Area Maintenance Teams, Engineering disciplines and
Operations to ensure that the interfaces between jobs are clearly identified.
3.1.2 PEC - Civil Engineering:
The PEC provides maintenance services on all NLNG civil assets. These assets include
Foundations, Road systems, Drainages, Plant structures, Plant Buildings, Pavements, Plant
Equipment, Refractionaries, Bundwalls, Bunded Areas, Storage Tanks and Vessels, RA water
Tower, Flare Towers, Pipelines, etc.
3.1.3 PEI Instrumentation
The instrumentation team focuses on delivering quality and reliable measurement systems. They
design, engineer, maintain and renew a wide portfolio of field devices and instrument systems
including integrated control, analytical, custody transfer, metering, safeguarding systems, fire & gas
systems that are critical to plant operations.
3.1.4 PER Rotating Equipment Engineering
PER provides technical assistance to operations and maintenance departments; and also participate
in the investigation of plant trips and failures on Rotating Equipment.
Considering the fact that NLNG has 18 gas turbines on site, a long term service agreement with the
gas turbine manufacturers - General Electric (GE) - was set up. During the term of agreement, GE -
under the supervision of PER - is to supply parts and services necessary to perform maintenance to
enhance plant availability and utilization.
3.1.5 PET - Production Engineering Shutdown/Turnarounds
Shutdowns or Turnarounds are large, high cost and labour intensive critical maintenance activities
which require a unit (e.g., Train) to be taken out of service; and it is carried out in a relatively short
duration. They are a significant part of maintenance and upgrade management and its execution
usually involves hundreds of people drawn from within and outside the organization .
This team is responsible for planning, co-ordinating, resourcing and execution of all shutdown
activities in NLNG, Bonny, whether major or minor.
18
-
7/29/2019 IT Rep Oko's Format
19/45
3.1.6 PEE Electrical Engineering
This section is responsible for the generation, distribution and supply of power to the plant
complex, residential area and the construction sites. There total base/peak loads are
160MW/190MW but they have a total generational capacity of 385MW with a spinning reserve of
35MW
3.1.7 PEQ - Inspection Engineering
This section is responsible for the inspection of plant equipment/ assets within the framework of
safety/ integrity and statutory requirements. They carry out external visual inspection, internal
visual inspection and non-destructive test on the train static equipment so as to confirm and ensure
their continual integrity. Static equipments covered are Heat Exchangers, Columns, Furnaces,
Vessels, Tanks, Pipes and Valves.
3.1.8 PEM Production Engineering Maintenance
The PEM section is responsible for day to day (Preventive and Corrective) maintenance of the
mechanical, electrical and instrumentation disciplines, covering all operational areas of NLNG.
PEM also provides workshop, rigging and scaffolding services to a variety of customers within the
Industrial and Residential areas.
3.1.9 PEA Asset Information Management
The PEA Section exists for the sole purpose of implementing the Asset Information Management.
Asset Information Management (AIM) is the management of technical documents and data about a
facility during its complete lifecycle, including its design, operation, maintenance and
abandonment.
The objective of PEA is to ensure that all required information (documents & data) of assets and
their operation/ testing/ performance and maintenance are complete, consistent, accessible and
secure.
3.1.10 PEO - Engineering Projects
This section manages a project portfolio consisting of concurrent plant projects, sustainable
development projects and Infrastructures projects arising as a consequence of the expansion of the
plant from a 2-train plant to a 6-train plant.
The PEO team is made up of:
Design Engineering-
19
-
7/29/2019 IT Rep Oko's Format
20/45
PEO/1 & PEO/2 Design team comprises of Design Engineers and CAD Operators and its
responsibilities are:
To deliver Design Packages for infrastructure projects in line with acceptable standards and
regulations
Professional design support to Project & Construction Engineers.
CAD and update As-builts documentation.
Project Engineering
PEO/3 Responsibilities:
Leading and managing projects from Develop phase to Close-out phase
Overall coordination of project activities e.g. procurement, Scheduling, budgeting, etc
Ensuring quality control/assurance, in line with NLNG standards
Ensure approvals for the various project stages
Producing regular projects updates to stakeholders.
Coordinating other discipline input/support into projects.
Project Services -
PEO/4 team provides the following services:
Project Control: covering Project Planning and Control, project administration and support
services, cost control, progress measurement and reporting.
Cost Engineering: Cost estimating, preparation of BOQ, valuation and preparation of
Interim Payment Certificates, Contract Management Support.
Project Document Coordination & Control
Project Construction
PEO/5 team provides the following services:
Construction work schedule development
Visual Inspection/Testing/Certification of Project Materials
Shop Fabrications & Non Destructive Testing supervision Site Installations supervision
Pre-Acceptance Punch List management
As-Built Documentation marked up for update
Project Engineering Instrumentation
PEO/6 manages all instrumentation projects.
20
-
7/29/2019 IT Rep Oko's Format
21/45
21
PROJECTS (PEO)
Design Engineer
Electrical
PEO/11C. Odike
Design Engineer
Electrical
PEO/12C
V. Owakah (c)
Design Engineer
Instrument
PEO/13C
O. Amara (c)
Design Engineer
Instrument
PEO/14
A. Idowu
CAD Operator E/I
PEO/15
A. Ajibade
CAD Operator
Instrument
PEO/16C
Vacant
CAD Operator
Electrical
PEO/17C
F. Akalabu (c)
Senior Engineer
Design Office E/I
PEO/1
L. Abubakar
Design Engineer
Mechanical
PEO/21A. Onuoha
Design Engineer
Mechanical
PEO/22
M. Brown
Design Engineer
Mechanical
PEO/23
J. Ozenua
Design Engineer
Civil
PEO/24C
Vacant
Design Engineer
Civil
PEO/25
J. Akpan
Senior Engineer
Design Officer C/M
PEO/2
O. Oloworaran
Project Engineer
PEO/31
A. Majaro
Project Engineer
PEO/32
C. Udensi
Project Engineer
PEO/33
C. Mariano
Project Engineer
PEO/34
D. Tsai
Project Engineer
PEO/35
C. Chukwuma
Project Engineer, Electrical
PEO/36
P. Ike
Project Engineer
PEO/37C
(MSC)
Project Engineer
PEO/38
O. Oyadotun
Senior Project Engineer
PEO/3
B. Christian
Cost Controller/Estimator
PEO/41
O. Kikiowo
Document Coordinator
PEO/42C
Vacant (c)
Project Services Engineer
PEO/43
Vacant
Quantity Surveyor
PEO/44C
E. Francis (C)
Proj Cost Controller
PEO/45
O. Okoro
Quantity Surveyor
PEO/46C
N. Nwaobasi (c)
Quantity Surveyor
PEO/47
O. Ahube
Project Planner
PEO/48C
S. Nnachi (C)
Project Services Engineer
PEO/49C
D. Harry (c)
Senior Project Services Engineer
PEO/4
F. Dweller
Construction Sup -Civil
PEO/511C
(MSC)
Construction Sup -Civil
PEO/512C
V. Fasae (c)
Construction Sup -Civil
PEO/51C
(MSC)
Mechanical Construction Planner
PEO/52
O. Nwagu
Construction Sup -Mech
PEO/531C
(MSC)
Constr. Sup - Mech
PEO/532
(MSC)
Constr. Supervisor
Mechanical
PEO/53
O. Pelemo
Construction Sup -Elect
PEO/541C
N. Ogbe (C)
Constr. Supervisor
Electr. & Instr.
PEO/542C
R. Parreno (c)
Constr. Engineer, Electrical
PEO/54
M. Yalaju
Senior Constr. Engineer
PEO/5
O. Kaka
Senior Project Engineer
Instrumentation
PEO/6
H. Braakman
Head Projects
PEO
B. Adenrele
TRAINEE
MECHANICALPEO/SIWES
OKEREKE C.Fig 3.2: The PEO Organogram
-
7/29/2019 IT Rep Oko's Format
22/45
3.2 DESIGN TEAM
A design engineer creates the initial blueprints and schematics for various structures, systems,
machines, or equipments. They may be given very direct orders or broad conceptual frameworks,and asked to create blueprints that can be translated into working structures. The process often
begins by creating hand-sketches or utilizing CAD programs. These CAD programs allow designers
to draw detailed lines, form curves, and input measurements. Other programs can put designs
through virtual simulations to test their integrity, efficiency, and effectiveness. The most famous
CAD software in use is AutoCAD, created by Autodesk Inc.
3.2.1 THE DESIGN PROCESS
For effective management, the NLNG design process is divided into three hierarchical levels
namely; Conceptual, Basic and Detailed.
Conceptual
In this phase, the problem/improvement is clearly defined and improvement plans are proposed.
General arrangement drawings on the section to be worked on are pulled out from PACER and
marked up. Evaluations on process description, safety and environmental considerations are made
and then a sketch (un-detailed) of the proposed concept is drafted.
BasicIn this phase an overview of the project is done and general design considerations are outlined.
Meteorological and site data is studied and the plot plan is clearly defined. Basis of Design is
carried out and other discipline requirements (Civil, Mechanical, Electrical, etc) are evaluated.
Design requirements, instructions, procedures, standards, specifications and codes are all used as
guidelines for design process. Design calculations are started and the equipment list is updated.
Detailed
This phase is where the final package is produced. Detailed calculations are made, design notes
containing information about the design intent and scope of work is prepared and
construction/fabrication drawings are completed.
Solving a design problem is a contingent process and the solution is subject to unforeseen
complications and changes as it develops. For example, until the Wright brothers actually built and
22
-
7/29/2019 IT Rep Oko's Format
23/45
tested their early gliders, they did not know the problems and difficulties they would face
controlling a powered plane.
Generally speaking, the design process can be divided into 5 steps. The first step is the problem
definition. This definition usually contains a listing of the product or customer requirements and
especially information about product functions and features among other things. In the next step,
relevant information for the design of the product and its functional specifications is obtained. Once
the details of the design are clearly identified, the design team with inputs from other disciplines
generates multiple alternatives to achieve the goals and the requirements of the design. Considering
cost, safety, and other criteria for selection, the more promising alternatives are selected for further
analysis. Detail design and analysis step enables a complete study of the solutions and result in
identification of the final design that best fits the product requirements. Following this step, a
prototype of the design is constructed and functional tests are performed to verify and possibly
modify the design.
When solving a design problem, you may find at any point in the process that you need to go back
to a previous step. The solution you chose may prove unworkable for any number of reasons and
may require redefining the problem, collecting more information, or generating different solutions.
This continuous iterative process is represented in the following.
It is important for a design engineer to thoroughly understand the machines or structures he or she
draws. For example, if a design engineer is contracted to design an interstate petroleum pipeline, he
or she must know how each valve, flange, pump, fitting, etc functions and where each of them
should be placed. By conceptualizing the finished product, the design engineer can create reliable
plans.
23
Fig 3.3: The iterative design process
-
7/29/2019 IT Rep Oko's Format
24/45
3.2.2 PIPING DESIGN AND DRAFTING
Most of my activities in this section were centered on the design and drafting of pipes and its
components.
3.2.2.1 PIPES
Applied in a general sense, pipe is a hollow, tubular body used to transport any commodity
possessing flow characteristics such as those found in liquids, gases, vapors, liquefied solids, and
fine powders. So many materials are used in manufacturing pipes. Some of them are concrete,
glass, lead, brass, copper, plastic, aluminum, cast iron, carbon steel and steel alloys. A thorough
understanding of the pipe's intended use is essential as each material has limitations that may make
it inappropriate for a given application.
3.2.2.2 PIPE FITTINGS
Fittings are fabricated pieces of pipe that are used to make changes of direction, branch from a main
pipe, or make a reduction in line size. Because they are part of the piping system, they must match
as closely as possible in specification and rating to the pipe to which they are being attached.
Valves are also pipe fittings but they are usually discussed separately.
The most widely used fittings are outlined below
Elbow: Of all the fittings, the elbow is the one most often used. Simply put, the elbow, or ell, is
used when a pipe changes direction. There are two types of elbows:
90 elbow used to make 90 turns
45 elbow used to make 45 turns
Tee: The name of this fitting comes from its resemblance to the letter T. It is a three-way fitting
used to make perpendicular connections to a pipe. Lines that connect to the main run of pipe are
known as branches. The main run of pipe is often called the header. Two types of tees are used in
the piping industry:
Straight all three outlets are the same pipe size.
Reducing branch outlet is a smaller pipe size.
Reducers: When the piping designer wants to reduce the diameter of a straight run of pipe, a
reducing fitting must be used. The reducer is available in two styles. They are:
24
-
7/29/2019 IT Rep Oko's Format
25/45
Concentric reducer maintains the same centerline at both the large and small ends of the
fitting
Eccentric reducer has offset centerlines that will maintain a flat side on the top or the
bottom of the fitting
Flange: The flange is a ring-shaped device used to join two pipes together, with a gasket in the
middle. Flanged connections are used as an alternative to welding because they can be easily
disassembled for shipping, routine inspection, maintenance, or replacement. Flanged connections
are preferred over threaded connections because threading large bore pipe is not an economical or
reliable operation.
The different types of flanges are; Weld neck, Threaded, Socket weld, Slip-on, Lap-joint, Blind andOrifice Flange.
To complete any flanged assembly, two additional items are required: bolts and gaskets. Bolts are
used to hold mating flanges, nozzles, or valves together while gaskets are used to create a leak-
proof seal between
25
Fig 3.4: Pipeline showing Tees, Elbows and Reducers
Fig 3.5: A typical Flange with a Gasket in between
-
7/29/2019 IT Rep Oko's Format
26/45
3.2.2.3 VALVES
By definition, a valve is a device that controls the flow of a fluid. However, today's valves can also
control the flow rate, volume, pressure, and the direction of a fluid within a pipe. They can turn on
or off, regulate, modulate, or isolate. They can range in size from a fraction of a centimeter to as
large as 10 meters in diameter and can vary in complexity from a simple brass valve, available at
the local hardware store, to a precision-designed, highly sophisticated coolant system control valve
made of exotic metal alloy used in a nuclear reactor. Valves also can control the flow of all types of
commodities; from the thinnest gas to highly corrosive chemicals. They can handle temperatures
from the cryogenic region to molten metal exceeding 1500F, and they can contain pressures
ranging from severe vacuum to 10,000 kgm.
There are so many types of valves in use today, depending on their functions, mode of operation,
throttling/non-throttling ability, etc. The most common types are Gate, Globe, Butterfly, Check,
Angle, Control, Relief valve, etc.
3.2.2.4 PIPING ISOMETRIC
An isometric oriso is a type of three-dimensional drawing known as a pictorial. They are developed
using the three primary dimensions of an object: height, width, and depth. To include these
dimensions in a single view, an isometric must be drawn on axes that measure 30 from the
horizontal plane.
When a Design Drafting Request (DDR) is sent to a Piping Engineer, the General Arrangement
(GA) drawing of the affected section is consulted. Site visits are made and on-ground
measurements are taken. The new pipeline is then drafted using AutoCAD and all the fittings are
depicted using their standard symbols. The Materials Take off (MTO) - being a list of all the
materials, their sizes and specifications, etc., required on that iso is included in the drawing.
26
Fig 3.6: From Left to Right: Butterfly Valve, Angle Valve, Gate Valve and Globe Valve.
-
7/29/2019 IT Rep Oko's Format
27/45
3.3 CONSTRUCTION TEAM
Construction engineering is a professional discipline that deals with the designing, planning,
construction and management of infrastructures such as highways, pipelines, buildings, dams,
utilities, etc. They are unique because they are a cross between civil/mechanical/electrical engineers
and construction managers. Construction engineers learn the design aspect much like the discipline
engineers and construction site management functions much like construction managers. The
construction team is in charge of supervising project construction activities.
When the design team completes the project design package it is reviewed by the PEO/5 team to
ensure that it is constructible, and is in line with standard requirements. When certified okay,
materials are ordered by Project Leader, received and inspected by PEO/5 (in conjunction with
PEQ- Inspection department). Work is further broken down to discrete packages and a more
detailed scheduling is done.
A project construction coordinator (PCC) is assigned to supervise the construction and installation
works. It is his duty to prepare work orders, issue site instructions and monitor the project to ensure
that it is being executed according to the design; and any (necessary) deviation/non-conformance is
reported to the project leader.
When construction is complete, reports are made, pre-commissioning tests are carried out, punch-
lists are developed, and commissioning is done. As-Built drawings are then marked up and
Operations/Maintenance teams are given the project manual (updates).
3.3.1 SOME CONSTRUCTION TERMS/ACTIVITIES
PTW (Permit to work) is a permit issued by the Operations department before any job is carried
out in the plant.
Non-destructive testing (NDT) is a group of analysis techniques used to evaluate the properties of
a material, component or system without causing damage to the material. It is done- especially- to
test the integrity of weld joints. Common NDT methods include ultrasonic, magnetic-particle,
liquid penetrant, remote visual inspection (RVI), etc.
A hydrostatic test is the most common method employed for testing the integrity of pipes and
vessels. The test involves running water- which is often dyed for visibility- in the pipe or vessel to
ensure it will not leak or be damaged. The test pressure is always considerably higher than the
27
-
7/29/2019 IT Rep Oko's Format
28/45
operating pressure to give a margin for safety. This margin for safety is typically 166.66%. For
example if a pipe is rated to convey fluid flowing at 200bar, the pipe will be tested at 332bar.
Construction technical Query is a query raised by the construction team when there is a
(necessary) deviation from the original design/work plan. The CTQ, when raised, has to be
approved by the design engineer or the project leader before the deviation can be implemented
When there has been a change in the original design or scope without a CTQ to back it up, a Non-
Conformance Report is raised and construction activities are paused till all parties agree on the
way forward.
The Punch List summarizes the items, which have not been fully completed or still deviate from
the specified requirements. Items on the Punch List may be either Type A, (needs to be corrected
prior to project handover or start up) or Type B (needs to be corrected as soon as possible, but can
be done after project handover or start up).
3.4 PROJECT TEAM
The Project Engineer, also called Project Leader (PL) manages a project from the Develop phase to
the Close out phase. This involves planning, monitoring and controlling all aspects of a project in
order to achieve the objectives within the agreed time and budget limits.
ROLES
A project leader must;
* Understand the project objectives,
* Determine the best approach to meet the objectives,
* Address the various needs and expectations of the stakeholders
* Coordinate the project team
* Balance all competing constraints Cost, Time, Resources, Quality, etc.
For a project Leader to be effective, he must have:
Technical skills Technical competence in the subject matter;
Organizational skills Project planning, scheduling, effective communication, and;
People skills Coordinating team members and managing the expectations of stakeholders.
Also a background in Design and Construction Engineering makes for a better Project engineer.
28
-
7/29/2019 IT Rep Oko's Format
29/45
3.4.1 PROJECT TERMS AND DEFINITIONS
Improvement Request: is the generic term used to describe opportunities, problems or deficiencies
that have been identified and may require an engineering change in the plant.
Engineering Changes: occur when a part of PD asset or community projects is physically altered,
added to, or decommissioned.
Annual Budget: the estimated amount of aggregate expenditure on all capital investment projects
in a calendar year that has been notified to and agreed by the Board of Directors.
Appropriation: the amount authorised for expenditure on a project.
Final Investment Decision (FID): appropriation required to execute a project.
Initial Investment Decision (IID): appropriation required to fund third party design activity, or
procure long lead materials. This is obtained at the end of Select Phase.
Construction Work Pack: is a set of documents and specifications required for construction,
which includes as a minimum, AFC design pack, scope of work, implementation strategy, project
schedule (level 3), construction work plan, QA/QC plan, HSE plan, and construction schedule
(level 4&5).
Originator: proposes the business opportunity or improvement request and is responsible for
confirming that the proposed request is in line with the companys business goals and adds value to
the business.
Asset Holder: is main beneficiary of proposed asset and holds the future asset on behalf of NLNG
shareholders.
Business Owner (BO): is the main beneficiary of proposed business opportunity or improvement
proposal request and shall be kept informed at all the project phases.
Project Leader (PL): is the Project Engineer appointed by PEO or NPX to manage the delivery of
the project and is responsible for managing the project development and execution from the
Develop Phase.
Project Design Coordinator (PDC): is the Design Engineer appointed by PEO/1 and PEO/2 to
manage the delivery of the Complete Design Package and is responsible for coordinating the output
of the various discipline Design Engineers to achieve this.
Project Construction Coordinator (PCC): is the Construction Engineer appointed by PEO/5 or
NPX/1/2 to manage construction activities and is responsible for coordination and supervision of
29
-
7/29/2019 IT Rep Oko's Format
30/45
construction and commissioning activities, in line with project goals, scope, budget, schedule and
quality.
Portfolio Management Forum (PMF): (made up of technical section heads) is responsible for
advising the CRF on CAPEX budget and recommends which projects should progress and when.
The PMF challenges projects for technical integrity and execution strategy. The PMF has authority
to approve CAPEX budget IID and FID approval for projects with a value not exceeding $50,000.
CAPEX Review Forum (CRF): is responsible for setting the project justification hurdle rates,
committing funds and resources to projects, monitoring budget expenditure and the delivery of
benefits over time. The CRF has authority to approve CAPEX budget IID and FID for projects
with a value not exceeding $500,000. Projects with a value greater than $500,000 must be referred
to a higher authority level as follows:
Production Division General Manager - Projects up to $3,000,000
Managing Director - Projects up to $10,000,000
Board of Directors - Projects over $10,000,000
Decision Review Team (DRT): is the management team constituted to evaluate proposed
opportunity or improvement to ensure it is appropriately framed and is aligned with the business
plan. DRT is a gate process prior in the Asses Phase of the Project process. The DRT on approving
the proposed business opportunity or improvement request confirms that the request is
commercially/financially viable or risk mitigating and approves the project proposal to progress to
the Assess phase.
EPC: Engineering, Procurement and Construction projects involve contracting the whole project
in its entirety to vendors. The Front end engineering (design) is not done by in-house design team
but by the contractors.
Risk Register: Identifies all possible risks in a project and possible ways to mitigate them.
JHA: Hazard is anything that has a potential to cause harm. Job Hazard Analysis is the analysis of
all the possible hazards that can be encountered in a project.
MTO- Materials Take Off: A list of all the materials required to install a project. This list is
usually compiled by the design engineer and crosschecked by the PL.
As-Built: All PD erections, (pipelines, Buildings, Vessels, etc) have drawings/documents that
depict exactly how they are. These documents are called As-Builts.
30
-
7/29/2019 IT Rep Oko's Format
31/45
Project Management Roadmap
Work Team
Focus Item s
DecisionMakers
D el iverabl e
Phase
PR OJECT MANAGEMENT PROCEDURE
N LNG Focal Point
Portfolio M anagem ent Forum
Team Lea der: Project Leader
Team: Pr oject Tea m
Phase 5
CLOSE OUT
Rewo rk
As-build Draw ings
DocumentationU pdates
Maintenance Dat aUpdates FinaliseC osts (in cluding
incentivisation)
Close-out Certificate Sig n off LessonsLearnt
Close Out
Deliverables
Close Out
RequiredSect ionHeads(R IM ) N LNG Foca l Point PO O PEM , PEI,PEQ, POO
Team Lea der: Project Leader
Team : Project Team
Phase 4
EXECUTE
Rework
Portfo l io Management Forum P or tfol io Management Forum
Capex Review Forum
Portfolio Management Forum
Capex Review Forum
Team Leader: Origin ator
Team: Se ction He ad
Team Lead er: Job Co-Ordinator
Team: Proj ect Leader, Nomin atedEngi nee ring, Technic al, Oper atio ns
and M aintenance
Group Rep rese ntative s
Team Le ader: Proje ct Lea der
Team: ProjectTeam
Phase 1
ASSESSPhase 2
SELECTPhase 3
DEVELOP
Ca nce l, Hol d, Re wor k C anc el, Hol d, Rew ork C anc el , H ol d, Rew ork
Clearlydefine the problem /
improvement
Required implementation date Prelim inary Ec onomi c Matrices
G uesti mateClass ( 50%), if
possible
Current Situa tion
Assumptions
Recommen dation (Scope) Exec ution Strate gy
ProjectR isk s
Alternatives Class2 (30% ) Cost Esti mate
Impact EvaluationC hecklist
Econ omic Evaluation High Level Sched ule
Long leaditem sPro curement
Projec t Pur pose
ScopeD efinition
Implementation Strategy Roles and Responsi bilities
Design B asis
Design R eviews Requir ed Project Completion Index
Check lis t
Project Schedule / KeyM ilestones Scheduling
Constrai nts
O per ational Impact / Shutdow nRequi rements
Project Risks
Construc tability,Ope rability,
Maintain ability Is s u e s Project SpecialRequi rements
Mar ked-up Drawings,Sk etches,
Photographs etc. DetailedClass3 (15%) Cost
Estimate andCTRs
Ince ntivis ation Long lead it ems
Problem/Improvemen t
Identified
App rove
Issue,Priority&
Bud get
Improvement
RequestFo rm
Stud y
Report
ProjectProposal
Folder
Prepare SOW &C la s s 3 Estimate
Detail & Screen
Improvement
Handover
Ac cepta n c e
De sign
D eliverables
Ap proveSchedule,
CTRs, &
PEP
Document&PlaceonRanked
List
Document
Document
App rove
Alt ernati ve,Ranking &
Budget
Approv e
Workpacks
Ap prove
De sign
Approve
RFSU
Com missionInstallat ionPrepareWorkpac ks
Det ail edDesign
Preparation of Design Deliver able s
DesignReviews, H AZOP
Preparation of Wor kpacks Longleaditem procurement
Material reservation & ordering
Constructability,defin e Risk construction ac tivity
Wor kpa ckImplementation
Pre-com missioning
Commissioning Punchli sts
Marked-up As-bu ild Drawin gs
Operations and Maintenance Training Operations Manual Updates
PracticalC ompletionCertificateSign off
WorkpacksComp le te d
Installat ionFunctio nal
As set
Pri meryActivi ty
Decision
Document&PlaceonRankedList
Investig a te
Altern ativ es
ProjectAcce ptance
Val ue I dentifi cati on Val ue Realistion
PEO PR - 31
File : N LNGProj ectManagementProcess1
Timing
31
Fig 3.4: Project management Roadmap
-
7/29/2019 IT Rep Oko's Format
32/45
3.5 PROJECTS
A Project is a unique temporary endeavor that has a start and close out date with the main purpose
of developing organization or business needs whilst improving on the existing facilities.
Projects are managed by Project Engineering PEO & NPX teams. The types of projects managed
include:
Plant Improvement Projects (managed by PEO)
Simple Engineering Changes (SEC)
Major Capital Projects (managed by NPX)
Sustainable Development Projects (managed by NPX)
3.6 LIFE OF A PROJECT
For proper planning and effective management, the activities involved in a project can be divided
into 5 phases. These are the Assess, Select, Develop, Execute and Close-out phases.
To understand the (NLNG) Project management procedure, this section will take us through the life
of a project, from start to finish.
3.6.1 PRE-ASSESS/ SCOUTING PHASE
Before the Assess phase, something is happening. Someone (the originator) has identified a
business opportunity, a deficiency, or a problem that requires an engineering change in the plant.
The originator puts his thoughts together, raises a PDR through PEO/4 (Project Services), and
prepares a proposal to be presented to the DRT. The DRT evaluates the proposal to ensure it is
appropriately framed and is aligned with the companys business plan. Upon approval, the
improvement request becomes a project and moves to the assess phase.
3.6.2 ASSESS PHASE
After DRT approval, the PMF reviews and challenges the technical aspect, the execution strategy
and the commercial viability of the project, and makes the decision to either progress it into the
32
ASSESS SELECT DEVELOP EXECUTECLOSE
OUT
1 2 3 4 5
Decision CheckPoints (Gate)
Value Identification Value Realization
Fig 3.5: Project Phases
-
7/29/2019 IT Rep Oko's Format
33/45
Select Phase; put it on hold; or totally cancel it. The PMF also ranks the project for High, Medium
or Low implementation prioritization based on Project criticality, urgency, business opportunity
and/or resource availability.
If the Job Coordinator requires funds to execute the Select Phase Study then the PMF will refer the
PDR to the CRF unless the total project value will be less than $50,000; which is within the PMF
Delegated Financial Authority.
If, for any PDR, the PMF are convinced that the Select Phase study is unnecessary they will advise
the Originator to proceed directly to the Develop Phase.
The Assess Phase deliverables required for PMF presentation include:
a) PDR Form filled and signed off by the originator and approval parties.
b) Short Project Memo covering issues in the PDR that need additional detail like
Project Scope and Basis of Design
Project Driver
Project Execution Strategy
Resource Requirement
Business Case / Justification (License to operate or Business Opportunity)
c) Relevant drawings, sketches, photographs and inspection or study report (where applicable).
d) 50% Cost Estimate
e) Project Schedule (Level 1)
After PMF approval, the project moves to the Select phase.
3.6.3 SELECT PHASE
The objective of the Select phase is to investigate all problems, improvements, and opportunities in
respect of the project and to compare alternative solutions in realization of the project.
The Select Phase Study Report must compare the various options (both technically and
commercially), recommend the preferred option and refine the justification. For the recommended
solution, the Job Coordinator shall prepare the Preliminary Scope of Work document which is part
of the Select phase Study Report.
For the Select Phase:
The Originator develops the PDR deliverables further to meet the requirement of the Select
Phase.
33
-
7/29/2019 IT Rep Oko's Format
34/45
Originator will have to carry out Conceptual design to develop the selected options for the
project with incorporation of Lessons Learned and issue a Basic Design Package (BDP).
Contracting strategy has to be firmed up.
Risk Register established and further developed.
A +/-30% CAPEX Cost Estimate is prepared by PEO/4 based on the Basic Design Package, the
Risk Register and the approved Execution and Contracting Strategy.
Originator seeks and obtains approvals from his/her Manager or Asset Holder, and submits the
Select Phase PDR Package to PEO/4.
PEO/4 reviews the PDR submission for completeness with the Select Phase Checklist,
processes and schedules it for PMF/CRF review meetings.
Originator presents the project developments proposal to the PMF with a simple presentation
slide. PMF reviews and challenges the technical aspect, the execution strategy and the
commercial viability of the project, approves/rejects the project to go the Develop Phase.
If project proposal is approved to proceed to the Develop Phase and needs preliminary funding
in the Develop Phase, it is scheduled for and presented to the CRF for review and Initial
Investment Decision (IID) budget appropriation approval. Where IID is not required, the
Develop Phase design is done In-House by design team (i.e. PEO/1 and/or PEO/2) and reviewed
internally by subject matter disciplines.
3.6.4 DEVELOP PHASE
The objective of the Develop phase is to further define the Scope of Work, prepare the detailed
design and prepare a +/-15% cost estimate for implementing the recommended solution detailed in
the Select Phase Study Report.
The Develop Phase Report deliverables include as a minimum the following:
a) Develop Phase Approval Form filled and signed off by the PL, the PLs supervisor, the
Business Owner and the relevant technical authorities and stakeholders.
b) Develop Phase Study Report covering the following standard headings:
Executive Summary
Project Justification and Estimate
Project Scope
Project Purpose
34
-
7/29/2019 IT Rep Oko's Format
35/45
Implementation Strategy
Roles and Responsibilities
Design Basis
Operational Impact/Shutdown Requirements
Project Risks
Construction, Operability, Maintainability Issues
Detailed Design, Marked-up Drawings, Sketches, Photographs, etc
Based on the deliverables tendered, the PMF endorses the proposal and directs it to the appropriate
Delegated Financial Authority for approval.
The PL develops the PDR deliverables further to meet the requirements of a Final Investment
Decision (FID) A +/-15% CAPEX Cost Estimate is prepared by PEO/4 based on the Design Package, the Risk
Register and the approved Execution and Contracting Strategy.
PL raises FID request to go to Execute Phase using the Develop Phase PDR Form
PL fills out the Develop Phase Form and obtains the relevant project and technical/discipline
approvals and submits to PEO/4.
PEO/4 reviews the PDR submission for completeness with the Develop Phase Checklist,
processes the Develop Phase PDR Package for PMF/CRF review meetings and schedules the
PMF/CRF meetings.
PL presents the project to the PMF/CRF with a simple presentation slide.
PMF reviews and challenge the technical aspect, the execution strategy and the commercial
viability of the project, approves/rejects the project to go the Execute Phase.
If project proposal is approved to proceed to the Execute Phase, it is scheduled for, and
presented to the CRF for FID budget appropriation approval.
3.6.5 EXECUTE PHASE
The objective of the Execute phase is to carryout Detailed Design, Procurement, Complete
Installation/Construction, Commissioning, and Operational hand-over of a project. Activities in this
phase are chronicled below:
35
-
7/29/2019 IT Rep Oko's Format
36/45
Detailed Design/Engineering
Detailed design is done in the execute phase only for EPC projects, while it is done in the
develop phase for non-EPC projects.
The PL raises DDR to the design team to carry out the required design work. The Senior Design Engineer appoints a Project Design Coordinator (PDC) to coordinate the
design work.
The PDC ensures that the design is carried out in accordance with the Design Management
Procedure
The PDC produces Issue for Comments (IFC) design pack and presents to all stakeholders,
including technical discipline authorities and construction team, for review and comments.
The PDC updates the IFC design pack based on stakeholders review comments, and
produces Issue for Approval (IFA) for the PL.
The PL reconfirms from stakeholders that IFA design pack has included all IFC comments
and obtains all relevant stakeholders signatures.
Upon confirmation from stakeholders that the IFA design pack is accurate and complete, the
PL returns the IFA design pack to PDC to produce Approved for Construction (AFC)
package.
The PDC then issues the Approved for Construction (AFC) package to the PL.
Procurement
The Project Leader (PL) is responsible for all procurement and contracting activities required to
complete the work scope, in accordance with the CPM procedures. The PL will also order relevant
materials by raising a Materials Request (MR), in line with the MTO received from PDC, which
shall be processed by CPM until delivery to Bonny.
Upon arrival of the ordered materials the PL notifies the PCC, who will then be responsible for
inspection and acceptance/rejection of the delivered materials to be used for the construction of the
project. The PCC will notify the PL of any rejected materials for replacement and incomplete
materials for complete delivery.
Construction
The Project Leader (PL) is accountable for providing Construction Work pack to the PCC, while
the PCC ensures that it is adequate for the work scope to be carried-out.
36
-
7/29/2019 IT Rep Oko's Format
37/45
The assigned PCC is responsible for the construction management; including supervision of the
installation/construction works, and commissioning, while the Project Leader retains the overall
responsibility for the project management.
For the construction part of Execute phase:
The PCC receives the Construction Work pack from the PL and reconfirms completeness.
Before the start of construction, the PCC ensures completeness of all materials i.e. received
and accepted. The PCC also ensures the replacement of all rejected materials and delivery of
incomplete materials (if any).
The PL organizes the Project Kick-off meeting, with the PCC and other relevant
stakeholders, in attendance.
The PCC supervises the project, manages all construction issues, conducts regular
construction progress meetings, and provides regular feedback to the PL.
When there are changes to scope during construction, or deviation, queries and non-
conformances, the PCC manages such in accordance with the Project
Change/Queries/Deviations and Non-Conformance procedure.
PCC manages the Commissioning activities, where relevant to the project.
PCC carries out and closes all punch list items, to ensure that a functional asset is delivered.
Upon confirmation from the Asset Holder and/or Business Owner and/or Originator, that the
construction/installation work is complete, all punch list items closed, and a functional asset
has been delivered, the PCC hands the project over to the PL for commencement of close-
out activities.
3.6.6 CLOSE OUT PHASE
Upon completion of Implementation Work-packs executed by a Contractor, the PL issues a
Certificate of Acceptance.
The PL issues a Handover Certificate to the Asset Holder
The PL must obtain Complete As-builts of the project from the PCC.
Upon settlement of all accounts the PL liaises with PEO/4 to raise and submit to Finance
Department (FNP) a Financial Closure Note.
The PL, together with CPM, reviews the contractors performance by completing the
Contractor Close-Out Form.
37
-
7/29/2019 IT Rep Oko's Format
38/45
3.7 SOME LIVE PROJECTS I WITNESSED
09/PDR/068: Condensate Stabilization unit Debottlenecking Project: Execute phase
The scope of the Condensate Stabilization Unit Debottlenecking Project consists of all design and
engineering activities required for the modification and upgrade of the stabilization system in theLNG plant so as to accommodate increase in spiking rate of condensate coming from Soku gas
plant at the current rate of 13,000bbl/d to 60,000bbl/d. The project is currently undergoing design
and the BDEP was prepared by Design contractors, Dover Engineering ltd, under the supervision of
the PDC.
06/PDR/059: Fabricate and Install DRY RISERS on Trains 4, 5, 6:Execute Phase
Dry Risers are vertical pipes installed in a building/structure for fire fighting purposes.
The need for the design of dry risers on Trains 4, 5, & 6 came on the search for a suitable means of
spreading firewater on the different platform elevations of each train over the entire span with only
the monitors and hydrants serving as a source and distribution for the ground level and upper
heights.
Dry rising mains provide a readily available means of delivering considerable quantities of water to
extinguish or to prevent the spread of fire. Since this is the case, particular attention must be paid to
the design of the system to ensure that valves are correctly sited with adequate space to enable
efficient use of the equipment.
The typical dry riser system considered in this design basically will consist of a 150mm diameter
pipe with a quadruple inlet connection at ground level, two outlet valves on each landing platform,
and an automatic air release valve at the highest riser point.
06/PDR/101: Additional Foam Skid & Fire truck Tie-in point at Condensate tanks: Execute
Phase
As a result of a fire outbreak on one of the condensate tanks it was revealed that presently, only one
portable Foam Skid is available and is usually out of service whenever maintenance needs to be
carried out. This is unacceptable from a safety point of view. Again, a third condensate tank has
been approved for construction and when it is completed and is in operation, the fire fighting
coverage will no longer be adequate with one Foam Skid available unless another Foam Skid and a
38
-
7/29/2019 IT Rep Oko's Format
39/45
Mobile Foam truck is deployed. This is because the third condensate tank is a long way from the
existing Foam Skid.
This project provides an extra Foam Skid and a Tie-In point between the existing and the new Foam
Skids to facilitate a direct hook-up to the Foam truck. This will allow for:
Effective maintenance to be carried out on the existing Foam Skid while maintaining
100% cover
Provision for a standby Foam truck to hook into the connection point and fight fire as a
back-up.
08/PDR/034: MSC Yard Fire Protection Upgrade:Execute Phase
Currently, the MSC yard does not have any fire water ring mains and the existing buildings also do
not have proper fire alarm/detection protection system.
The two existing hydrant points in the MSC yard are connected to a portable water supply line with
insufficient fire water pressure and the existing fire alarm systems are mostly stand alone manual
call points connected to local beacons and horns while buildings such as Train 4 and 5 spare
warehouse are not equipped with any fire alarm/detection system.
These existing conditions fall short of Shell/NLNG DEP for onshore installation fire protection.
Hence the project proposes to close out the identified gaps by upgrading the fire water and safety
systems at the MSC contractors yard to meet NLNG standards.
39
-
7/29/2019 IT Rep Oko's Format
40/45
CHAPTER 4
4.1 PROBLEMS ENCOUNTERED DURING SIWES
During my training I was faced with a few problems but the most challenging of them are described
below.
DISTANCE FROM HOME/ACCOMMODATION PROBLEMS
Bonny, where NLNG is located is an Island and can be assessed by only land and air, hence
accommodation is relatively expensive. Before we took the SIWES placement test, we were
informed that accommodation will not be provided us and we should make arrangements for
ourselves. We all agreed; but due to the fact that SIWES placement in a good firm is not easy to
come by, some of us were invited didnt think much about accommodation, believing that when we
get there we will find a solution.
That solution was not very easy to come by. Some trainees had to squat with those who had houses.
Others had to spend the first few days in Hotels and Guest Houses pending when they found a semi-
permanent residence. Those who did not have enough money to pay for a hotel room nor friends to
squat with were virtually homeless.
ACCEPTABILITY
Based on (probably) past experience with some SIWES trainees, some staff of the company alreadyhad pre-conceived notions on Trainees in general. They think were lazy, no-do-gooders, and/or a
nuisance. Some also thought all students from the University of Port Harcourt are cultists. Proving
otherwise to them was a challenge at first, but with time they came to understand that we were
different.
BLENDING IN
Basically, the essence of the SIWES programme is to bridge the gap between the theoretical and the
practical world. Many of the things we saw here were novel to us; but some members of staff
expected us to understand them immediately. At first we were too timid to ask questions and
sometimes they foisted tasks we couldnt understand on us. It always took extra initiative-
sometimes after several blunders- to get them done.
DEPARTMENTALIZING
40
-
7/29/2019 IT Rep Oko's Format
41/45
We were not given a choice on departments or sections. We were randomly posted to different
sections of the company based on our disciplines. At first I wanted to be in the Maintenance section
of the Engineering department but I was posted to Engineering Projects section. Although I finally
got to appreciate the section, some other trainees were not so lucky. They were posted to
departments/sections that had little or no relevance to their discipline; For example, a geology
student was posted to Human resources and a Chemical engineering student was posted to External
relations.
CHEAP LABOUR
The SIWES programme is obviously for our own good. While we are being developed, it is only
right that the company benefits from us as well; but not to the extent of turning us into errand
boys/girls. Some errands we were sent were cumbersome, irrelevant to our training and sometimes
demeaning.
NO PREPARED TRAINING PLAN FOR TRAINEES
Many sections have no prepared training plan for Trainees. Obviously, anything that is unplanned
works haphazardly. This free-style method of training is not effective as so many things that could
and should be learnt are not; more effort is devoted to irrelevant activities and generally time, which
is limited, is not maximized.
4.2 RELEVANCE OF THE PROGRAMME
The SIWES programme is relevant in so many ways. Outlined below are a few of them.
It bridges the gap between theoretical knowledge acquired in the university and the
actual industry thereby ensuring the students acquire industrial skills and experience in
their approved course of study
It acquaints students with the practical skills needed to make one productive.
It prepares students for the industrial work situation which they are likely to meet after
graduation.
It exposes students to work methods and techniques in handling equipment and
machinery not available in their institutions.
It provides students with an opportunity to apply their knowledge in real work situation.
It enlists and strengthens employers involvement in the entire educational process.
41
-
7/29/2019 IT Rep Oko's Format
42/45
It motivates students to study hard and do well in school so that after graduation, they
could be employed in a similar place.
CHAPTER 5
5.1 CONCLUSION
Basically, the SIWES programme was precipitated by the need for undergraduates to acquire
Industrial skills in their course of study. NLNG through its Human Resources Department has
offered that platform and I must confess that they are world class.
Working here has improved me in so many ways. I have gotten to appreciate the importance of
theoretical knowledge as a necessary background to industrial practices. I have also learnt several
new things like, Project management, Construction management, AutoCAD, Document control,
Time management, Health and Environmental safety and office/business ethics.
All this knowledge cannot be gotten in classrooms; hence the importance of the programme is huge.
5.2 IMPROVEMENTS/ADVICE TO SIWES MANAGERS
As wonderful as this programme may be, it has a few flaws. Outlined below are my suggestions for
improvement and advice to SIWES managers.
ADVERTISING
The public media, especially the internet, should be used to advertise the organizations willingness
to accept applications for the training programme. They should also interface with the institutions
SIWES unit so that the information can be cascaded to the intending trainees.
PREPARED TRAINING LADDER FOR TRAINEES
All departments and sections should have a standard training schedule for SIWES trainees. This
will ensure that the few months spent there are maximally utilized.
DEPARTMENT POSTING
I think all accepted trainees should have a choice in selecting the department or section they are
posted to. This will eliminate the challenge of undergoing training in a department that is not
relevant to your course of study.
ACCOMODATION
42
-
7/29/2019 IT Rep Oko's Format
43/45
Companies (like NLNG Bonny) in offshore locations should provide accommodation for trainees.
This will really help to reduce the stress of finding suitable places of residence, especially those
who came from very far places.
LABOUR
The Training programme has been used by some companies as a means to get cheap labour. Some
trainees work harder than full employees but are paid a tiny fraction of what the employees earn.
The programme should strictly be for learning and not a means to exploit the students energy.
5.3 ADVICE TO FUTURE TRAINEES
There are so many things intending trainees should know. Outlined are a few major ones that if
adhered to, will go a long way in helping them.
Start sending applications as early as possible. Do not wait till the end of the 1st semester of
your IT year before you start looking for an employer. This will ensure that you get placement
on time so that the stipulated six months will be completed before a new school session begins
Send as many applications to as many companies as possible. This will ensure that when
invited, you get to select the most suitable firm.
Do not put all your eggs in one basket. Always have a back-up plan. For example in NLNG,
so many people were informed that they passed the recruitment test. At the end of the day
they were not invited because the maximum number of trainees the company can take at a
time is fifty.
Dont fail to attend the SIWES orientation programme organized by the school before going
on attachment
Forward the Offer Letter given to you at your place of attachment to your department and the
SIWES unit, so that an institution based supervisor can be allotted to you.
Adhere strictly to the rules and regulations of the organization where you are attached
Keep a proper record of everything you do throughout your training. This should be done in
your log-book and duly signed by your supervisor.
Protect your employers assets. This includes physical properties and confidential information
43
-
7/29/2019 IT Rep Oko's Format
44/45
Keep in touch with your school and your departmental focal person, so you will be up to date
on information that might benefit you
Future trainees from your school will be accepted or rejected based on your performance. Do
well to do well.
Finally, when you get to your place of attachment, do not forget that you are ambassadors of
your various institutions. Be a Good Ambassador!
REFERENCES
EIA (2007) Annual Energy Outlook 2007 with Projections to 2030, Report #:
DOE/EIA.
Hubbard, B. & Mallison R. (2006)Natural Gas Utilization, University of Oklahoma,
USA
ITF (2002)Information and Guideline for SIWES, Nigeria
NLNG PD (2009) Construction Management Procedure, Nigeria LNG, Bonny
NLNG PD (2009)Design Roadmap, Nigeria LNG, Bonny
NLNG PD (2011)Project Management Procedure, Rev 2, Nigeria LNG, Bonny
NLNG PD (2007)Plant Overview, Nigeria LNG, Bonny
Rosetta, M. J (2005) LNG Vaporization A Fresh Approach as Ambient Air
Vaporization Technology is Integrated with Waste Heat Recovery, LNG
Journal.
Roy A. & Robert A. (2002)Pipe Drafting and Design, 2nd edition, Gulf Professional
Publishing, Boston
Shukri, T (2004)LNG Technology Selection, Hydrocarbon Engineering, Great Britain
44
-
7/29/2019 IT Rep Oko's Format
45/45