INSTRUKCJA - ktmia.ath.bielsko.pl · 2 - frezy palcowe kształtowe (stosowane gdy frez krkowy nie...
21
Opracowal mgr in. Arkadiusz Krzempek Bielsko-Biala 2004 Akademia Techniczno-Humanistyczna w Bielsku-Bialej Wydzial Budowy Maszyn i Informatyki Katedra Technologii Maszyn i Automatyzacji LABORATORIUM OBRABIAREK INSTRUKCJA Temat: Obróbka kól zbatych walcowych na frezarce obwiedniowej typ 5B 310P
Transcript of INSTRUKCJA - ktmia.ath.bielsko.pl · 2 - frezy palcowe kształtowe (stosowane gdy frez krkowy nie...
Opracował mgr in�. Arkadiusz Krzempek Bielsko-Biała 2004
Akademia Techniczno-Humanistyczna w Bielsku-Białej Wydział Budowy Maszyn i Informatyki
Katedra Technologii Maszyn i Automatyzacji
LABORATORIUM OBRABIAREK
INSTRUKCJA
Temat: Obróbka kół z�batych walcowych na frezarce obwiedniowej typ 5B 310P
1
1. Cel �wiczenia
Celem �wiczenia jest omówione metod obróbki kół z�batych walcowych o z�bach prostych i �rubowych, zapoznanie si� z frezark� obwiedniow� jej charakterystyk� i mo�liwo�ciami oraz analiza schematu kinematycznego nap�dów niezb�dnych do naci�cia kół walcowych. A nast�pnie dobór kół zmianowych przekładni i parametrów obróbki w celu naci�cia okre�lonego koła z�batego.
2. Wiadomo�ci ogólne 2. 1. Klasyfikacja metod obróbki kół z�batych
Wyró�nia si� trzy metody obróbki kół z�batych: − metoda kształtowa, − metoda kopiowa, − metoda obwiedniowa. Przy omawianiu metod obróbki kół z�batych nale�y mie� na uwadze: − sposób obróbki – struganie, dłutowanie, frezowanie lub szlifowanie, − kształt narz�dzi – geometria ostrza, − cykl roboczy – ci�gły (obróbka wszystkich z�bów w kole przeprowadzana
jednocze�nie, stopniowo), przerywany (po obróbce jednego wr�bu nast�puje podział i cykl obróbki powtarza si�).
Z kinematycznego punktu widzenia obrabiarki pracuj�ce z cyklem ci�głym maj� prostszy układ kinematyczny, natomiast narz�dzia skrawaj�ce maj� bardziej zło�on� budow�, s� trudniejsze do ostrzenia i ustawienia.
Ponadto nale�y odró�ni� obróbk�: − zgrubn� – usuni�cie nadmiaru materiału z wr�bu, obrabiarka sztywna o mniejszej
dokładno�ci, narz�dzie o uproszczonym kształcie i mniejszej dokładno�ci, − kształtuj�c� – nadanie ostatecznego kształtu zarysowi z�ba narz�dziem bardzo
dokładnym i zło�onym kształcie. 2. 2. Obróbka walcowych kół z�batych
Obróbka kształtowa
– znajduje zastosowanie w przypadkach, gdy zarys wr�bu pozostaje niezmieniony na całej długo�ci z�ba (szeroko�ci wie�ca z�batego). Dlatego metod� t� stosuje si� do obróbki kół walcowych z uz�bieniem zewn�trznym lub wewn�trznym o z�bach prostych lub �rubowych. Obróbka ta mo�e by� przeprowadzana frezowaniem, struganiem, przeci�ganiem lub szlifowaniem.
Metoda ta jest stosowana przy obróbce: − kół o mniejszej dokładno�ci wykonania (wyj�tek stanowi szlifowanie kształtowe), − wst�pnej (zgrubnej), wtedy metod� t� wykonuje si� nie tylko koła z�bate walcowe, ale
tak�e koła sto�kowe o z�bach prostych. Mniejsza dokładno�� wykonania wynika z: − trudno�ci wykonania dokładnego zarysu narz�dzia, − trudno�ci ustawienia narz�dzia. Do nacinania kół z�batych mo�na stosowa�: − frezy kr��kowe modułowe,
2
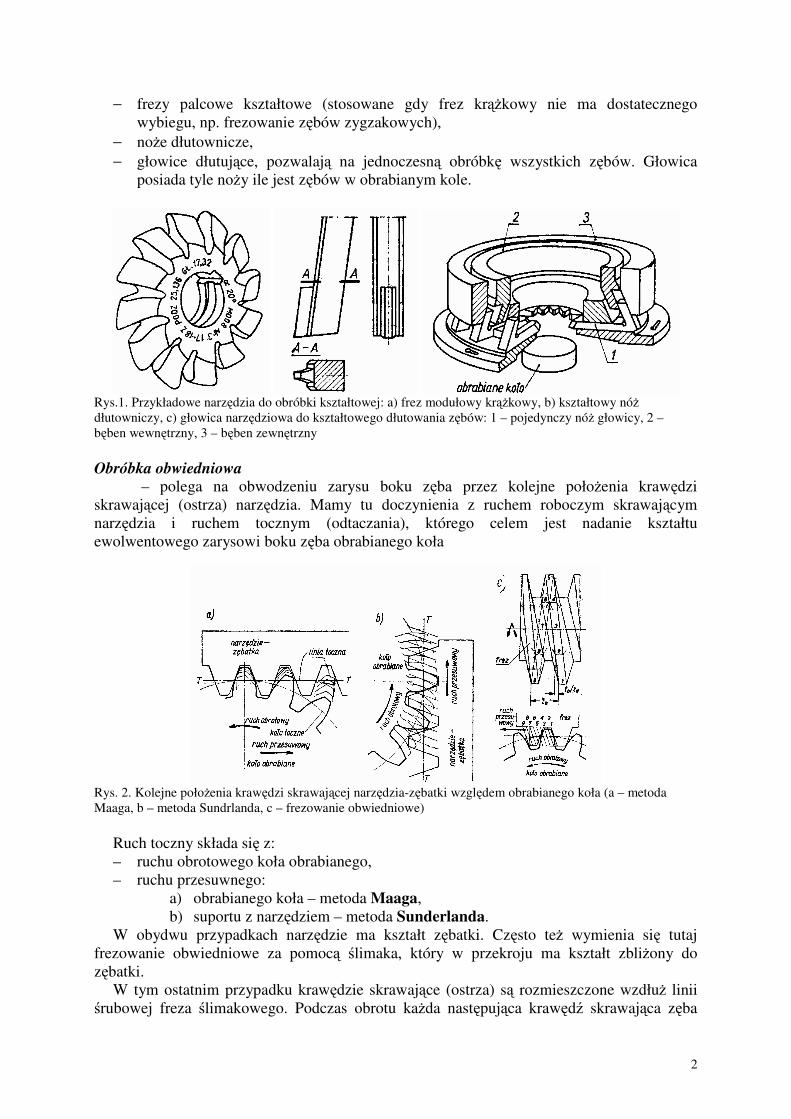
− frezy palcowe kształtowe (stosowane gdy frez kr��kowy nie ma dostatecznego wybiegu, np. frezowanie z�bów zygzakowych),
− no�e dłutownicze, − głowice dłutuj�ce, pozwalaj� na jednoczesn� obróbk� wszystkich z�bów. Głowica
posiada tyle no�y ile jest z�bów w obrabianym kole.
Rys.1. Przykładowe narz�dzia do obróbki kształtowej: a) frez modułowy kr��kowy, b) kształtowy nó� dłutowniczy, c) głowica narz�dziowa do kształtowego dłutowania z�bów: 1 – pojedynczy nó� głowicy, 2 – b�ben wewn�trzny, 3 – b�ben zewn�trzny
Obróbka obwiedniowa
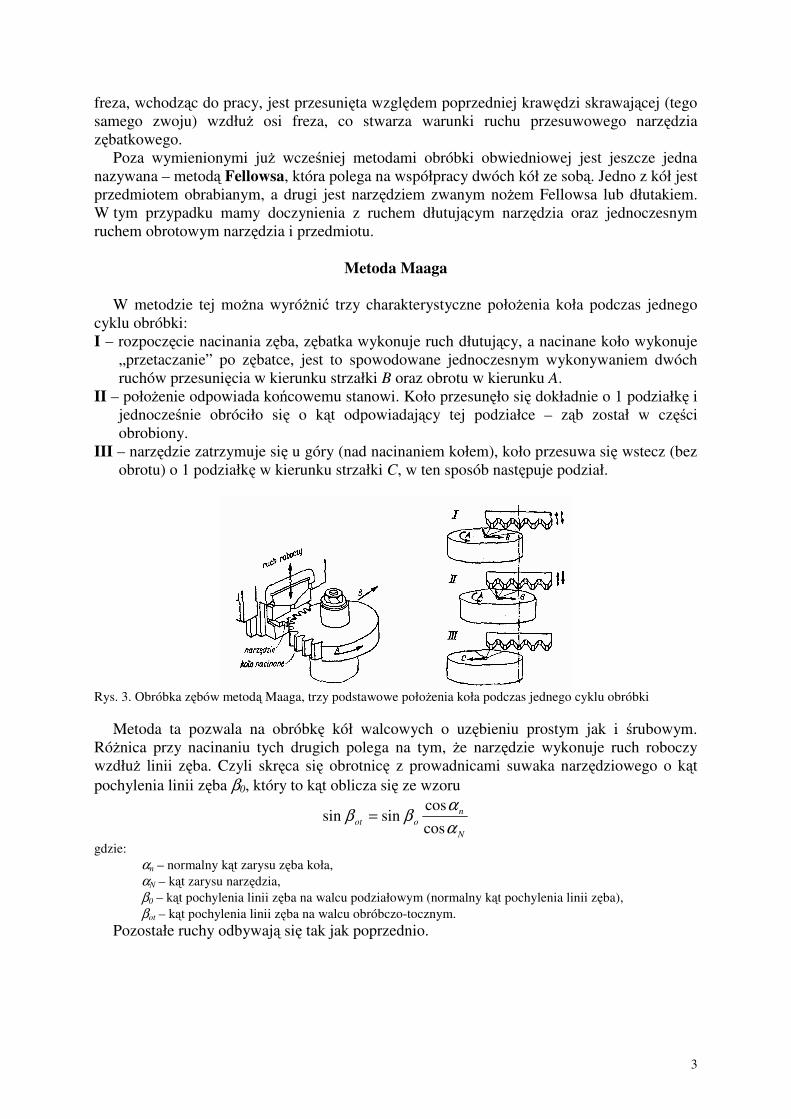
– polega na obwodzeniu zarysu boku z�ba przez kolejne poło�enia kraw�dzi skrawaj�cej (ostrza) narz�dzia. Mamy tu doczynienia z ruchem roboczym skrawaj�cym narz�dzia i ruchem tocznym (odtaczania), którego celem jest nadanie kształtu ewolwentowego zarysowi boku z�ba obrabianego koła
Rys. 2. Kolejne poło�enia kraw�dzi skrawaj�cej narz�dzia-z�batki wzgl�dem obrabianego koła (a – metoda Maaga, b – metoda Sundrlanda, c – frezowanie obwiedniowe)
Ruch toczny składa si� z: – ruchu obrotowego koła obrabianego, – ruchu przesuwnego:
a) obrabianego koła – metoda Maaga, b) suportu z narz�dziem – metoda Sunderlanda.
W obydwu przypadkach narz�dzie ma kształt z�batki. Cz�sto te� wymienia si� tutaj frezowanie obwiedniowe za pomoc� �limaka, który w przekroju ma kształt zbli�ony do z�batki.
W tym ostatnim przypadku kraw�dzie skrawaj�ce (ostrza) s� rozmieszczone wzdłu� linii �rubowej freza �limakowego. Podczas obrotu ka�da nast�puj�ca kraw�d� skrawaj�ca z�ba
3
freza, wchodz�c do pracy, jest przesuni�ta wzgl�dem poprzedniej kraw�dzi skrawaj�cej (tego samego zwoju) wzdłu� osi freza, co stwarza warunki ruchu przesuwowego narz�dzia z�batkowego.
Poza wymienionymi ju� wcze�niej metodami obróbki obwiedniowej jest jeszcze jedna nazywana – metod� Fellowsa, która polega na współpracy dwóch kół ze sob�. Jedno z kół jest przedmiotem obrabianym, a drugi jest narz�dziem zwanym no�em Fellowsa lub dłutakiem. W tym przypadku mamy doczynienia z ruchem dłutuj�cym narz�dzia oraz jednoczesnym ruchem obrotowym narz�dzia i przedmiotu.
Metoda Maaga
W metodzie tej mo�na wyró�ni� trzy charakterystyczne poło�enia koła podczas jednego
cyklu obróbki: I – rozpocz�cie nacinania z�ba, z�batka wykonuje ruch dłutuj�cy, a nacinane koło wykonuje
„przetaczanie” po z�batce, jest to spowodowane jednoczesnym wykonywaniem dwóch ruchów przesuni�cia w kierunku strzałki B oraz obrotu w kierunku A.
II – poło�enie odpowiada ko�cowemu stanowi. Koło przesun�ło si� dokładnie o 1 podziałk� i jednocze�nie obróciło si� o k�t odpowiadaj�cy tej podziałce – z�b został w cz��ci obrobiony.
III – narz�dzie zatrzymuje si� u góry (nad nacinaniem kołem), koło przesuwa si� wstecz (bez obrotu) o 1 podziałk� w kierunku strzałki C, w ten sposób nast�puje podział.
Rys. 3. Obróbka z�bów metod� Maaga, trzy podstawowe poło�enia koła podczas jednego cyklu obróbki
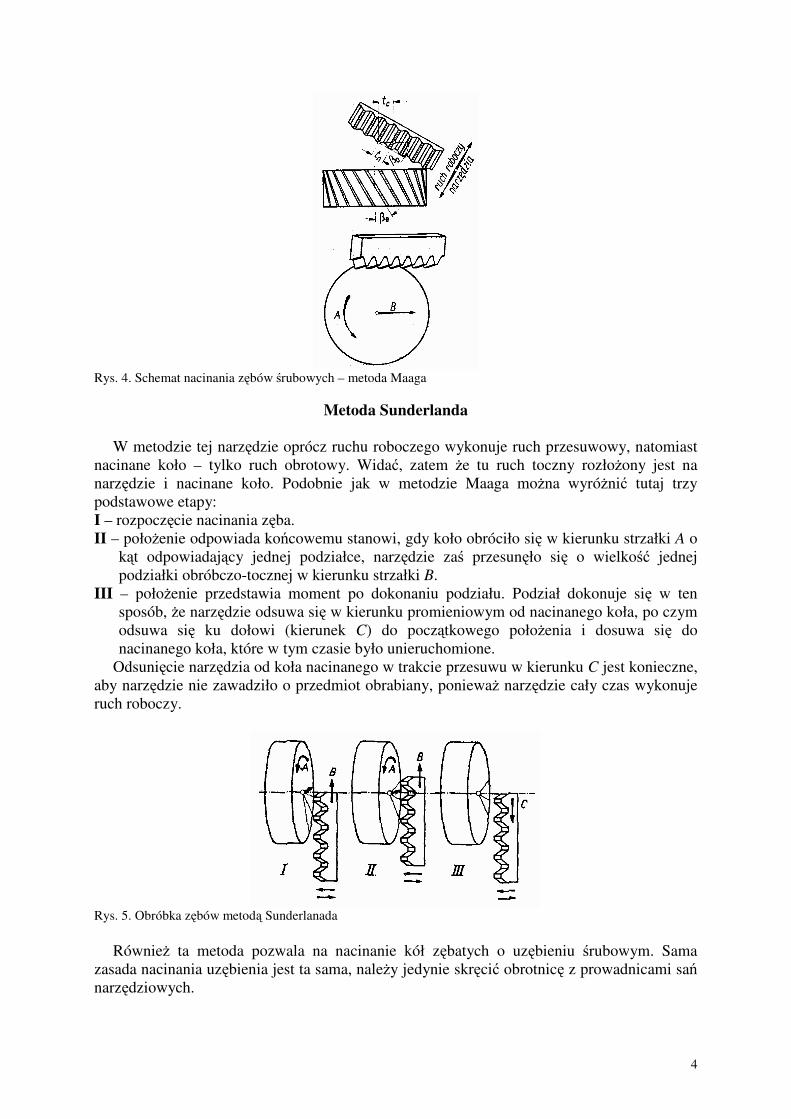
Metoda ta pozwala na obróbk� kół walcowych o uz�bieniu prostym jak i �rubowym. Ró�nica przy nacinaniu tych drugich polega na tym, �e narz�dzie wykonuje ruch roboczy wzdłu� linii z�ba. Czyli skr�ca si� obrotnic� z prowadnicami suwaka narz�dziowego o k�t pochylenia linii z�ba β0, który to k�t oblicza si� ze wzoru
N
noot α
αββcoscos
sinsin =
gdzie: αn – normalny k�t zarysu z�ba koła,
αN – k�t zarysu narz�dzia, β0 – k�t pochylenia linii z�ba na walcu podziałowym (normalny k�t pochylenia linii z�ba), βot – k�t pochylenia linii z�ba na walcu obróbczo-tocznym.
Pozostałe ruchy odbywaj� si� tak jak poprzednio.
4
Rys. 4. Schemat nacinania z�bów �rubowych – metoda Maaga
Metoda Sunderlanda W metodzie tej narz�dzie oprócz ruchu roboczego wykonuje ruch przesuwowy, natomiast
nacinane koło – tylko ruch obrotowy. Wida�, zatem �e tu ruch toczny rozło�ony jest na narz�dzie i nacinane koło. Podobnie jak w metodzie Maaga mo�na wyró�ni� tutaj trzy podstawowe etapy: I – rozpocz�cie nacinania z�ba. II – poło�enie odpowiada ko�cowemu stanowi, gdy koło obróciło si� w kierunku strzałki A o
k�t odpowiadaj�cy jednej podziałce, narz�dzie za� przesun�ło si� o wielko�� jednej podziałki obróbczo-tocznej w kierunku strzałki B.
III – poło�enie przedstawia moment po dokonaniu podziału. Podział dokonuje si� w ten sposób, �e narz�dzie odsuwa si� w kierunku promieniowym od nacinanego koła, po czym odsuwa si� ku dołowi (kierunek C) do pocz�tkowego poło�enia i dosuwa si� do nacinanego koła, które w tym czasie było unieruchomione.
Odsuni�cie narz�dzia od koła nacinanego w trakcie przesuwu w kierunku C jest konieczne, aby narz�dzie nie zawadziło o przedmiot obrabiany, poniewa� narz�dzie cały czas wykonuje ruch roboczy.
Rys. 5. Obróbka z�bów metod� Sunderlanada
Równie� ta metoda pozwala na nacinanie kół z�batych o uz�bieniu �rubowym. Sama
zasada nacinania uz�bienia jest ta sama, nale�y jedynie skr�ci� obrotnic� z prowadnicami sa� narz�dziowych.
5
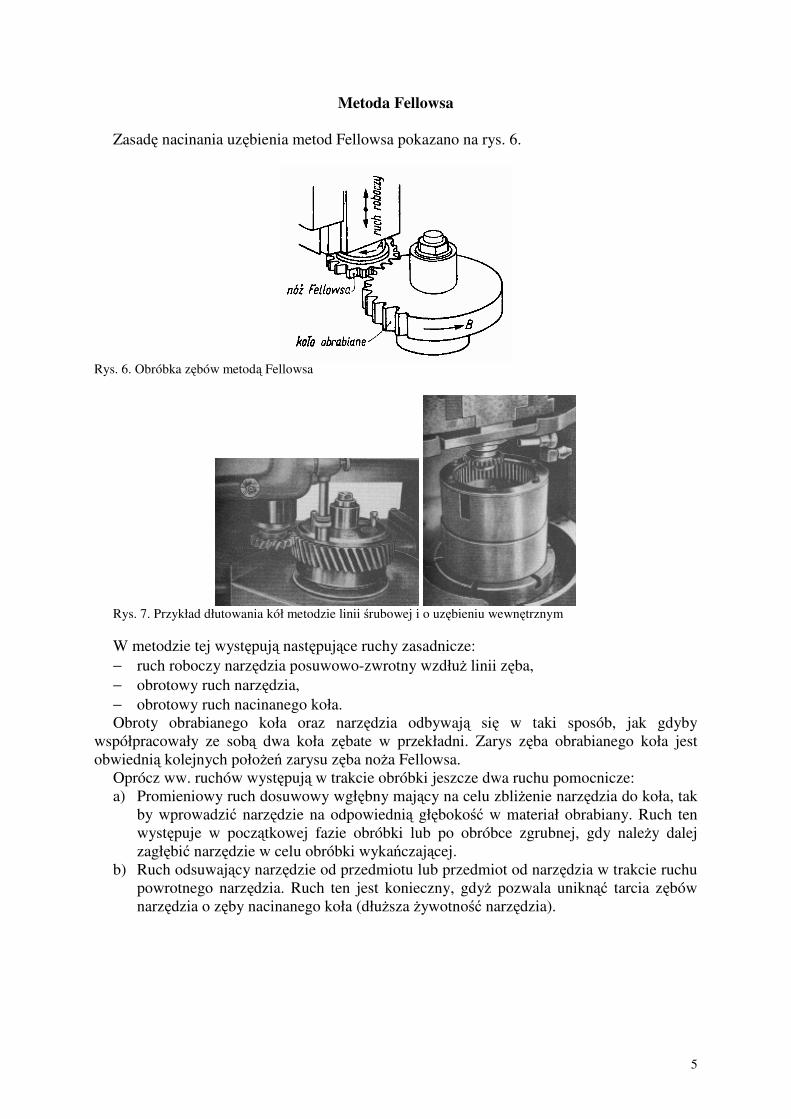
Metoda Fellowsa Zasad� nacinania uz�bienia metod Fellowsa pokazano na rys. 6.
Rys. 6. Obróbka z�bów metod� Fellowsa
Rys. 7. Przykład dłutowania kół metodzie linii �rubowej i o uz�bieniu wewn�trznym W metodzie tej wyst�puj� nast�puj�ce ruchy zasadnicze: − ruch roboczy narz�dzia posuwowo-zwrotny wzdłu� linii z�ba, − obrotowy ruch narz�dzia, − obrotowy ruch nacinanego koła. Obroty obrabianego koła oraz narz�dzia odbywaj� si� w taki sposób, jak gdyby
współpracowały ze sob� dwa koła z�bate w przekładni. Zarys z�ba obrabianego koła jest obwiedni� kolejnych poło�e� zarysu z�ba no�a Fellowsa.
Oprócz ww. ruchów wyst�puj� w trakcie obróbki jeszcze dwa ruchu pomocnicze: a) Promieniowy ruch dosuwowy wgł�bny maj�cy na celu zbli�enie narz�dzia do koła, tak
by wprowadzi� narz�dzie na odpowiedni� gł�boko�� w materiał obrabiany. Ruch ten wyst�puje w pocz�tkowej fazie obróbki lub po obróbce zgrubnej, gdy nale�y dalej zagł�bi� narz�dzie w celu obróbki wyka�czaj�cej.
b) Ruch odsuwaj�cy narz�dzie od przedmiotu lub przedmiot od narz�dzia w trakcie ruchu powrotnego narz�dzia. Ruch ten jest konieczny, gdy� pozwala unikn�� tarcia z�bów narz�dzia o z�by nacinanego koła (dłu�sza �ywotno�� narz�dzia).
6
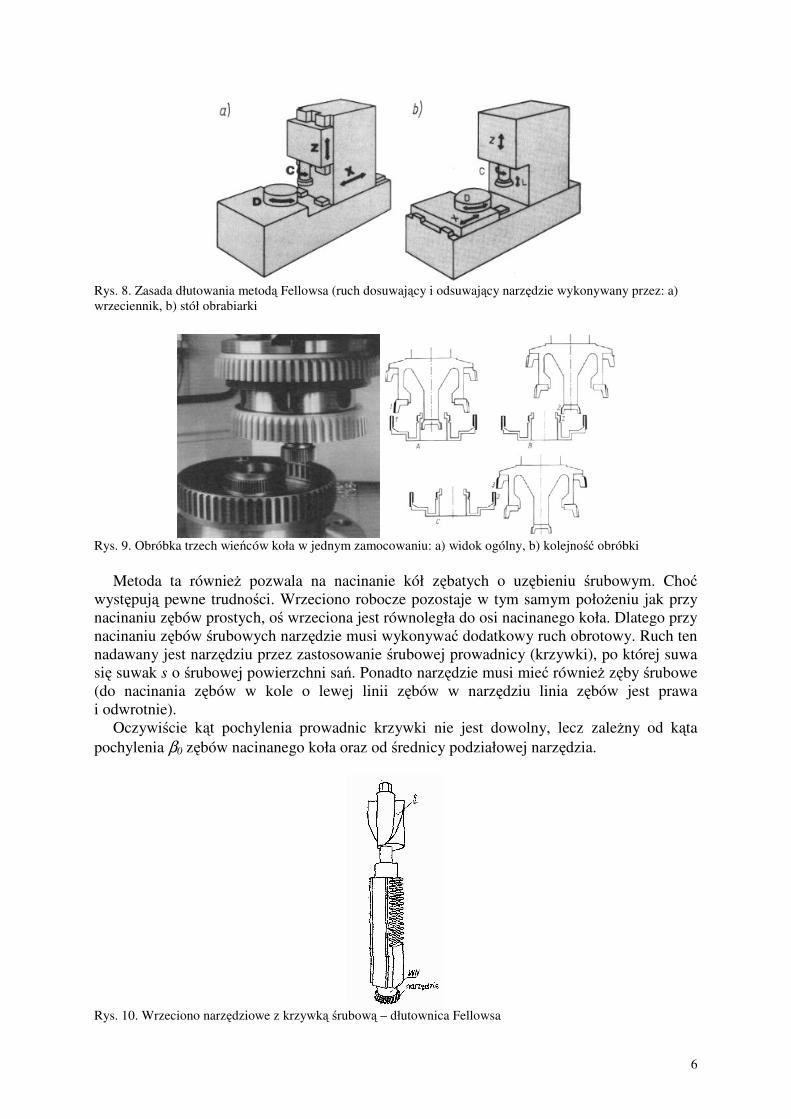
Rys. 8. Zasada dłutowania metod� Fellowsa (ruch dosuwaj�cy i odsuwaj�cy narz�dzie wykonywany przez: a) wrzeciennik, b) stół obrabiarki
Rys. 9. Obróbka trzech wie�ców koła w jednym zamocowaniu: a) widok ogólny, b) kolejno�� obróbki
Metoda ta równie� pozwala na nacinanie kół z�batych o uz�bieniu �rubowym. Cho�
wyst�puj� pewne trudno�ci. Wrzeciono robocze pozostaje w tym samym poło�eniu jak przy nacinaniu z�bów prostych, o� wrzeciona jest równoległa do osi nacinanego koła. Dlatego przy nacinaniu z�bów �rubowych narz�dzie musi wykonywa� dodatkowy ruch obrotowy. Ruch ten nadawany jest narz�dziu przez zastosowanie �rubowej prowadnicy (krzywki), po której suwa si� suwak s o �rubowej powierzchni sa�. Ponadto narz�dzie musi mie� równie� z�by �rubowe (do nacinania z�bów w kole o lewej linii z�bów w narz�dziu linia z�bów jest prawa i odwrotnie).
Oczywi�cie k�t pochylenia prowadnic krzywki nie jest dowolny, lecz zale�ny od k�ta pochylenia β0 z�bów nacinanego koła oraz od �rednicy podziałowej narz�dzia.
Rys. 10. Wrzeciono narz�dziowe z krzywk� �rubow� – dłutownica Fellowsa
7
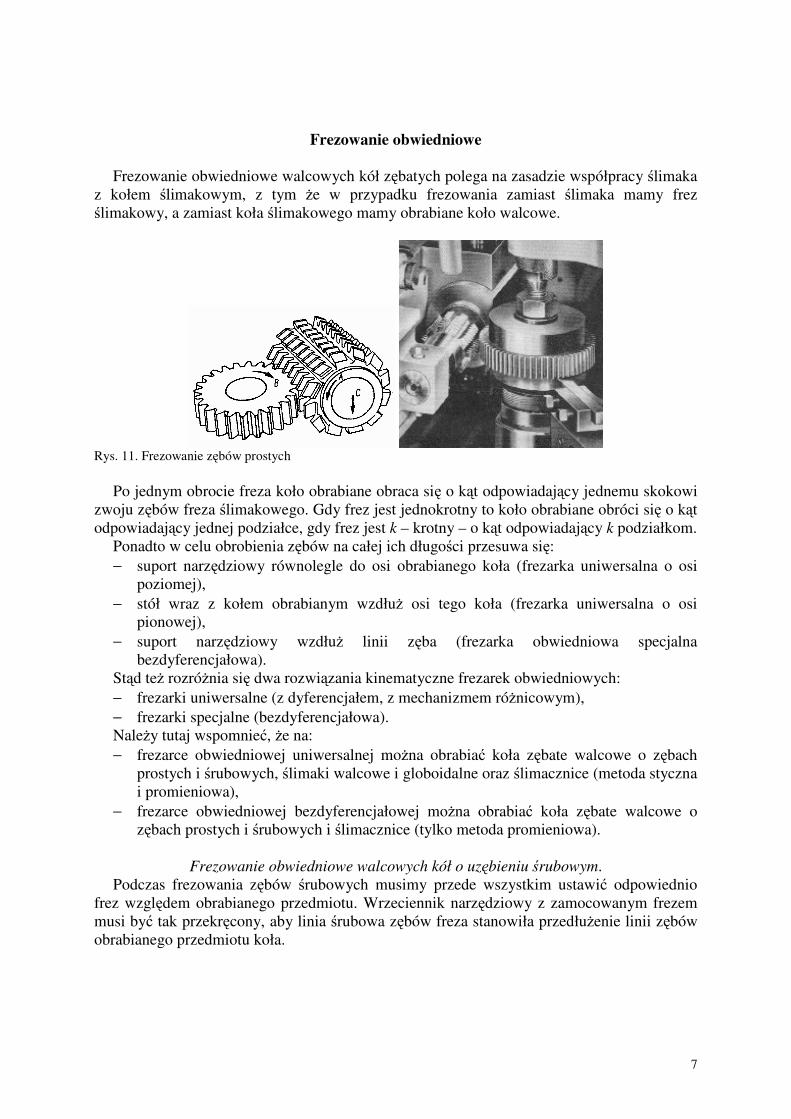
Frezowanie obwiedniowe Frezowanie obwiedniowe walcowych kół z�batych polega na zasadzie współpracy �limaka
z kołem �limakowym, z tym �e w przypadku frezowania zamiast �limaka mamy frez �limakowy, a zamiast koła �limakowego mamy obrabiane koło walcowe.
Rys. 11. Frezowanie z�bów prostych
Po jednym obrocie freza koło obrabiane obraca si� o k�t odpowiadaj�cy jednemu skokowi
zwoju z�bów freza �limakowego. Gdy frez jest jednokrotny to koło obrabiane obróci si� o k�t odpowiadaj�cy jednej podziałce, gdy frez jest k – krotny – o k�t odpowiadaj�cy k podziałkom.
Ponadto w celu obrobienia z�bów na całej ich długo�ci przesuwa si�: − suport narz�dziowy równolegle do osi obrabianego koła (frezarka uniwersalna o osi
poziomej), − stół wraz z kołem obrabianym wzdłu� osi tego koła (frezarka uniwersalna o osi
pionowej), − suport narz�dziowy wzdłu� linii z�ba (frezarka obwiedniowa specjalna
bezdyferencjałowa). St�d te� rozró�nia si� dwa rozwi�zania kinematyczne frezarek obwiedniowych: − frezarki uniwersalne (z dyferencjałem, z mechanizmem ró�nicowym), − frezarki specjalne (bezdyferencjałowa). Nale�y tutaj wspomnie�, �e na: − frezarce obwiedniowej uniwersalnej mo�na obrabia� koła z�bate walcowe o z�bach
prostych i �rubowych, �limaki walcowe i globoidalne oraz �limacznice (metoda styczna i promieniowa),
− frezarce obwiedniowej bezdyferencjałowej mo�na obrabia� koła z�bate walcowe o z�bach prostych i �rubowych i �limacznice (tylko metoda promieniowa).
Frezowanie obwiedniowe walcowych kół o uz�bieniu �rubowym.
Podczas frezowania z�bów �rubowych musimy przede wszystkim ustawi� odpowiednio frez wzgl�dem obrabianego przedmiotu. Wrzeciennik narz�dziowy z zamocowanym frezem musi by� tak przekr�cony, aby linia �rubowa z�bów freza stanowiła przedłu�enie linii z�bów obrabianego przedmiotu koła.
8
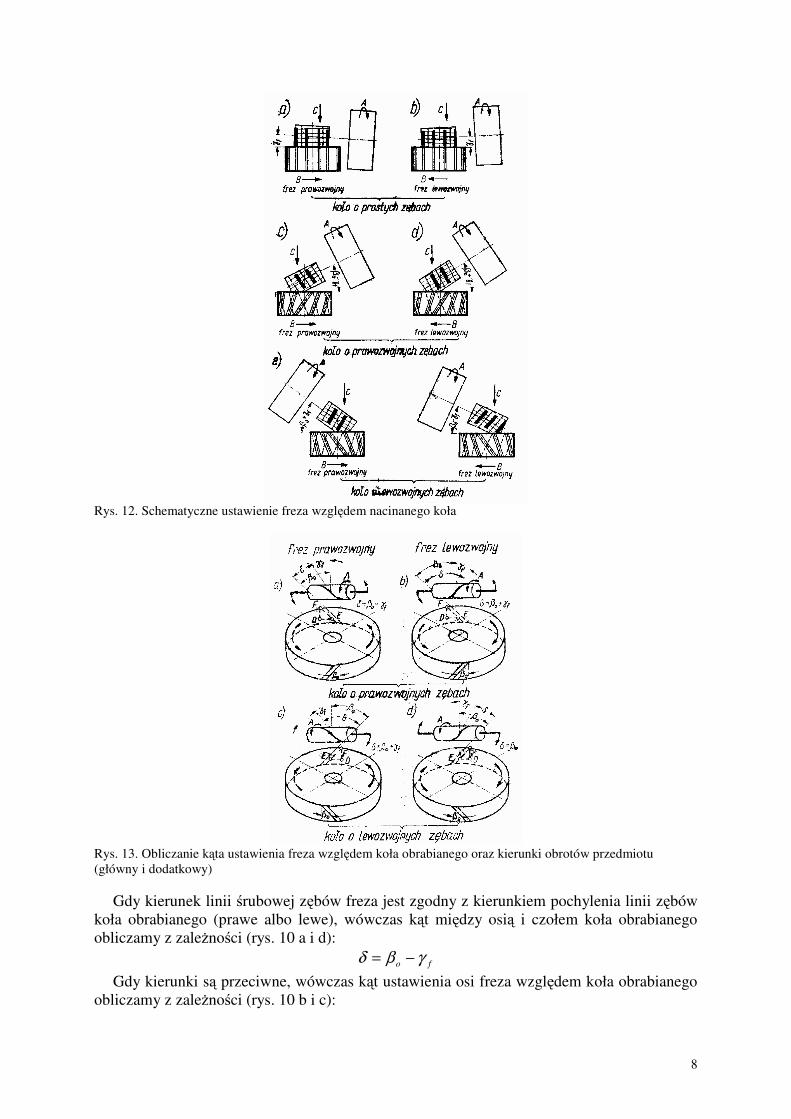
Rys. 12. Schematyczne ustawienie freza wzgl�dem nacinanego koła
Rys. 13. Obliczanie k�ta ustawienia freza wzgl�dem koła obrabianego oraz kierunki obrotów przedmiotu (główny i dodatkowy)
Gdy kierunek linii �rubowej z�bów freza jest zgodny z kierunkiem pochylenia linii z�bów koła obrabianego (prawe albo lewe), wówczas k�t mi�dzy osi� i czołem koła obrabianego obliczamy z zale�no�ci (rys. 10 a i d):
fo γβδ −= Gdy kierunki s� przeciwne, wówczas k�t ustawienia osi freza wzgl�dem koła obrabianego
obliczamy z zale�no�ci (rys. 10 b i c):
9
fo γβδ += najcz��ciej przyjmuje si� zgodne kierunki linii �rubowych zwojów freza i z�bów koła obrabianego. Przeciwne kierunki linii �rubowych, mo�na przyjmowa�, gdy β ≤ 20°, w tym przypadku przyjmuje si� jeszcze zmniejszone posuwy. �rubowa linia z�bów powstaje, gdy podczas z/k obrotów obrabiane koło wykona:
I – (rys. 10 a i d) jeden pełny obrót i cz��� obrotu odpowiadaj�c� łukowi ∩
DE , w tym przypadku kierunek ruchu głównego (strzałka pełna) jest zgodny z kierunkiem ruchu dodatkowego (strzałka przerywana),
II – (rys. 10 b i c) jeden obrót zmniejszony o cz��� obrotu odpowiadaj�c� łukowi ∩
DE , w tym przypadku kierunki ruchu głównego i dodatkowego s� przeciwne.
Szczególne przypadki frezowania obwiedniowego: − frezowanie z dobiegiem promieniowym, − frezowanie przeciwbie�ne i współbie�ne, − frezowanie z zastosowaniem skokowego przesuwu freza, − frezowanie diagonalne, − frezowanie uz�bienia beczułkowego, − frezowanie specjalnych z�bów kół sprz�głowych.
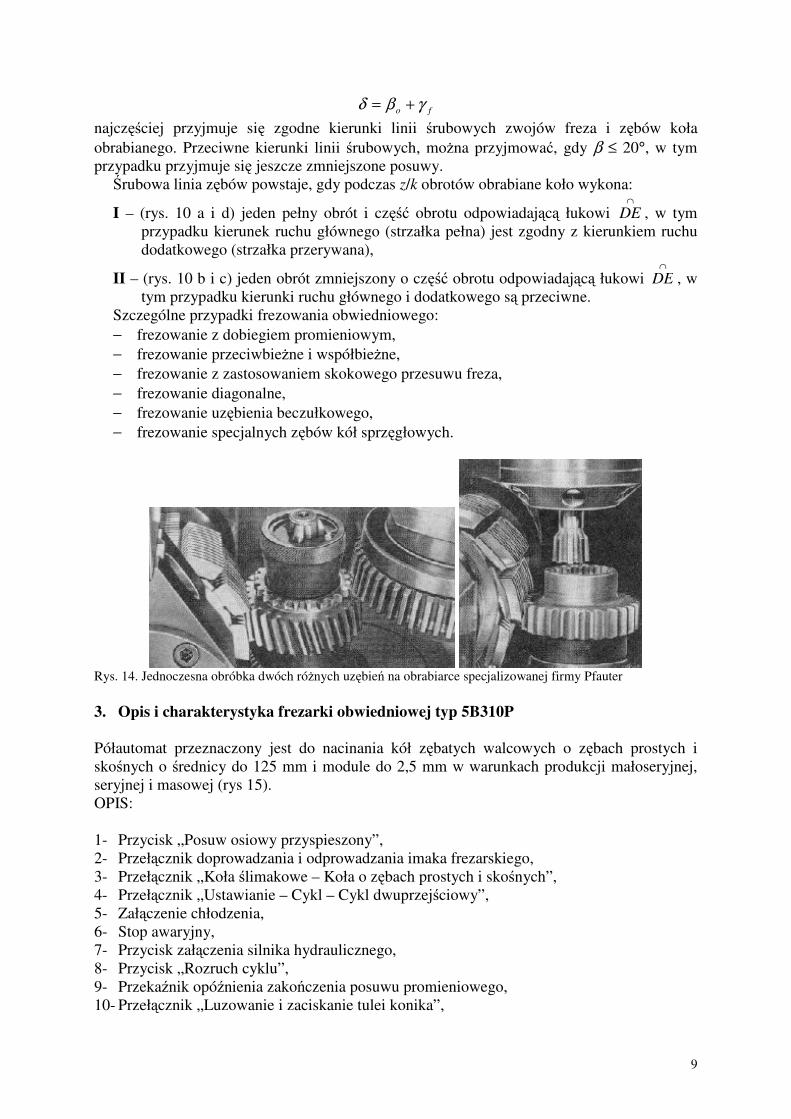
Rys. 14. Jednoczesna obróbka dwóch ró�nych uz�bie� na obrabiarce specjalizowanej firmy Pfauter
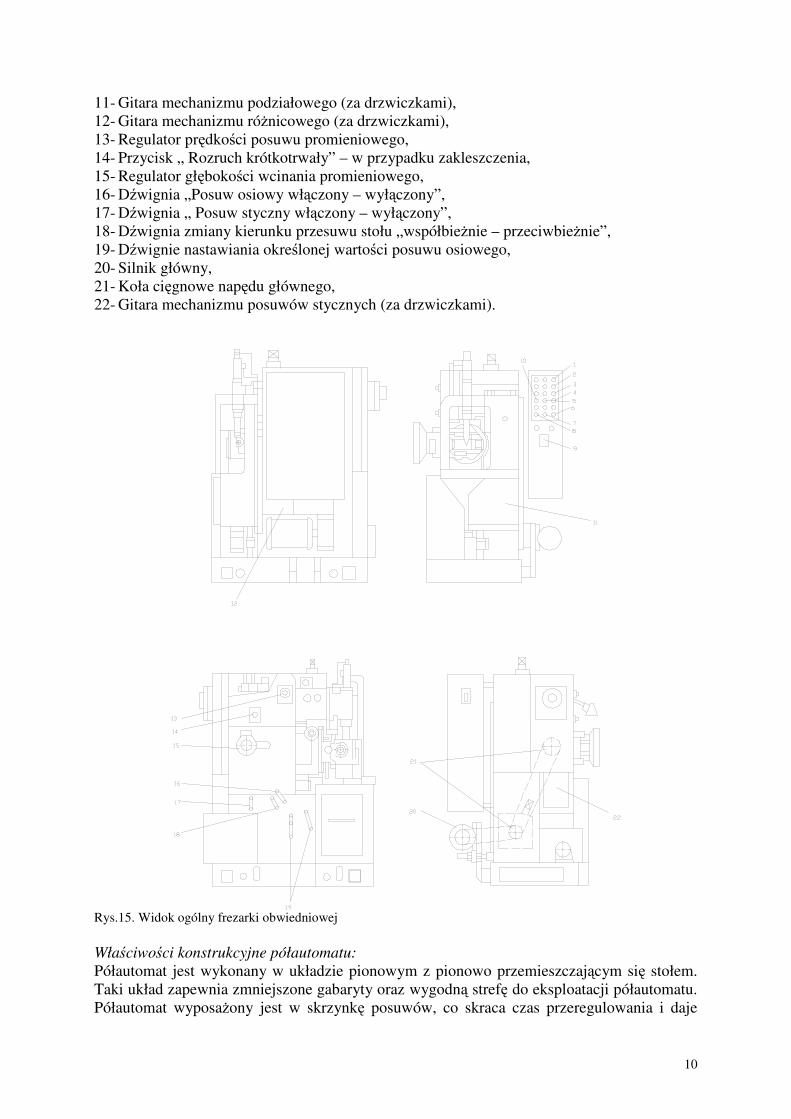
3. Opis i charakterystyka frezarki obwiedniowej typ 5B310P Półautomat przeznaczony jest do nacinania kół z�batych walcowych o z�bach prostych i sko�nych o �rednicy do 125 mm i module do 2,5 mm w warunkach produkcji małoseryjnej, seryjnej i masowej (rys 15). OPIS: 1- Przycisk „Posuw osiowy przyspieszony”, 2- Przeł�cznik doprowadzania i odprowadzania imaka frezarskiego, 3- Przeł�cznik „Koła �limakowe – Koła o z�bach prostych i sko�nych”, 4- Przeł�cznik „Ustawianie – Cykl – Cykl dwuprzej�ciowy”, 5- Zał�czenie chłodzenia, 6- Stop awaryjny, 7- Przycisk zał�czenia silnika hydraulicznego, 8- Przycisk „Rozruch cyklu”, 9- Przeka�nik opó�nienia zako�czenia posuwu promieniowego, 10- Przeł�cznik „Luzowanie i zaciskanie tulei konika”,
10
11- Gitara mechanizmu podziałowego (za drzwiczkami), 12- Gitara mechanizmu ró�nicowego (za drzwiczkami), 13- Regulator pr�dko�ci posuwu promieniowego, 14- Przycisk „ Rozruch krótkotrwały” – w przypadku zakleszczenia, 15- Regulator gł�boko�ci wcinania promieniowego, 16- D�wignia „Posuw osiowy wł�czony – wył�czony”, 17- D�wignia „ Posuw styczny wł�czony – wył�czony”, 18- D�wignia zmiany kierunku przesuwu stołu „współbie�nie – przeciwbie�nie”, 19- D�wignie nastawiania okre�lonej warto�ci posuwu osiowego, 20- Silnik główny, 21- Koła ci�gnowe nap�du głównego, 22- Gitara mechanizmu posuwów stycznych (za drzwiczkami).
Rys.15. Widok ogólny frezarki obwiedniowej Wła�ciwo�ci konstrukcyjne półautomatu: Półautomat jest wykonany w układzie pionowym z pionowo przemieszczaj�cym si� stołem. Taki układ zapewnia zmniejszone gabaryty oraz wygodn� stref� do eksploatacji półautomatu. Półautomat wyposa�ony jest w skrzynk� posuwów, co skraca czas przeregulowania i daje
11
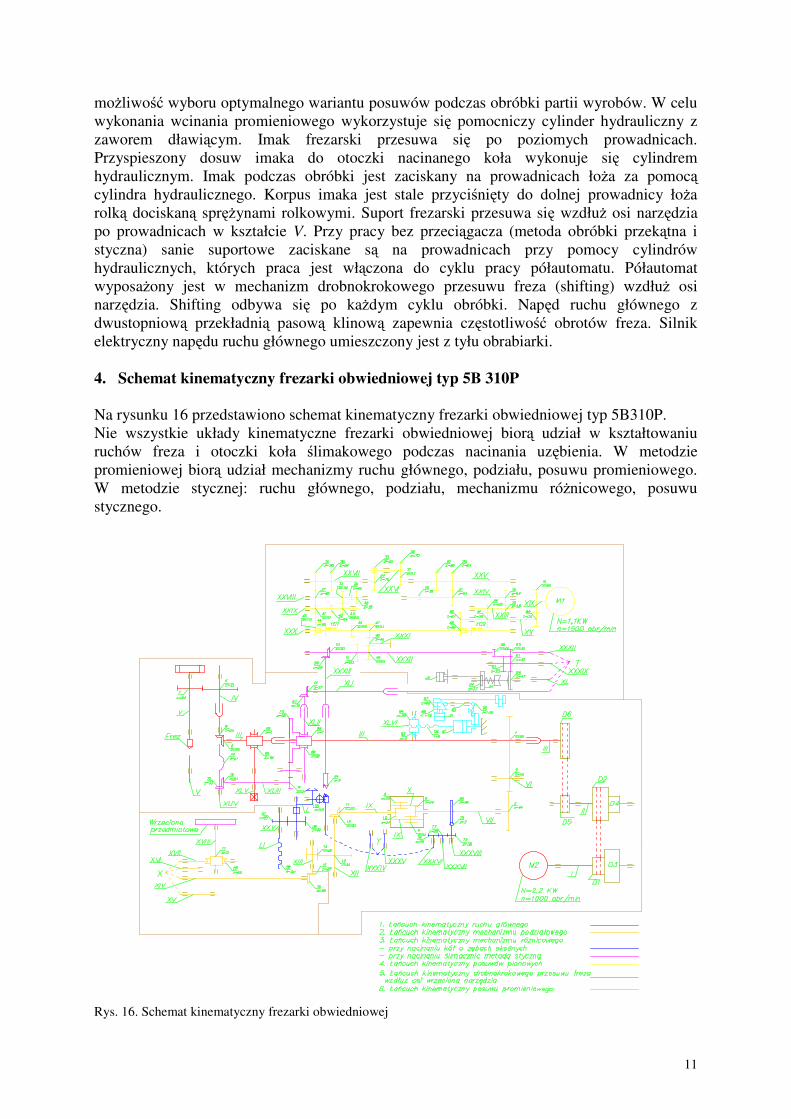
mo�liwo�� wyboru optymalnego wariantu posuwów podczas obróbki partii wyrobów. W celu wykonania wcinania promieniowego wykorzystuje si� pomocniczy cylinder hydrauliczny z zaworem dławi�cym. Imak frezarski przesuwa si� po poziomych prowadnicach. Przyspieszony dosuw imaka do otoczki nacinanego koła wykonuje si� cylindrem hydraulicznym. Imak podczas obróbki jest zaciskany na prowadnicach ło�a za pomoc� cylindra hydraulicznego. Korpus imaka jest stale przyci�ni�ty do dolnej prowadnicy ło�a rolk� dociskan� spr��ynami rolkowymi. Suport frezarski przesuwa si� wzdłu� osi narz�dzia po prowadnicach w kształcie V. Przy pracy bez przeci�gacza (metoda obróbki przek�tna i styczna) sanie suportowe zaciskane s� na prowadnicach przy pomocy cylindrów hydraulicznych, których praca jest wł�czona do cyklu pracy półautomatu. Półautomat wyposa�ony jest w mechanizm drobnokrokowego przesuwu freza (shifting) wzdłu� osi narz�dzia. Shifting odbywa si� po ka�dym cyklu obróbki. Nap�d ruchu głównego z dwustopniow� przekładni� pasow� klinow� zapewnia cz�stotliwo�� obrotów freza. Silnik elektryczny nap�du ruchu głównego umieszczony jest z tyłu obrabiarki. 4. Schemat kinematyczny frezarki obwiedniowej typ 5B 310P Na rysunku 16 przedstawiono schemat kinematyczny frezarki obwiedniowej typ 5B310P. Nie wszystkie układy kinematyczne frezarki obwiedniowej bior� udział w kształtowaniu ruchów freza i otoczki koła �limakowego podczas nacinania uz�bienia. W metodzie promieniowej bior� udział mechanizmy ruchu głównego, podziału, posuwu promieniowego. W metodzie stycznej: ruchu głównego, podziału, mechanizmu ró�nicowego, posuwu stycznego.
Rys. 16. Schemat kinematyczny frezarki obwiedniowej

12
1. Ła�cuch kinematyczny ruchu głównego ł�czy obroty silnika elektrycznego M2 nap�du głównego (N = 2,2 KW, n = 1000 obr/min) z obrotami wrzeciona freza za pomoc� dwustopniowej przekładni pasowej klinowej. Przekazanie ruchu odbywa si� za pomoc� kół ci�gnowych D1, D2, D5, D6, kół z�batych 4, 5 ,6, 7. W celu otrzymania wi�kszej liczby obrotów freza, pierwszy stopie� przekładni pasowej klinowej, mo�e by� nastawiany kołami ci�gnowymi D3 i D4. Dla obrabiarki wykonania podstawowego, przy nastawieniu pierwszego stopnia przekładni pasowej klinowej D1 = 93mm, D2 = 177mm, a tak�e kombinacji nastawienia zmianowych kół ci�gnowych drugiego stopnia D5/D6, liczba obrotów freza jest w granicach 100–500 obr/min. Przeło�enie ła�cucha okre�lone jest równaniem.
stEv inDD
DD
DD
i ⋅⋅⋅���
����
�⋅=
6
5
4
3
2
1
iv – przeło�enie ła�cucha ruchu głównego, nE – pr�dko�� obrotowa silnika nap�dowego w obr/min, ist – warto�� przeło�e� stałych obrabiarki ist=D6,, D1-6 – �rednice zmianowych kół pasowych nap�du. 2. Ła�cuch kinematyczny mechanizmu podziałowego ł�czy obroty freza z obrotami wrzeciona przedmiotowego. Do tego ła�cucha wchodz�: koło z�bate suportu 7, 6, 5, 4, koła imaka I, 2,3, koła ło�a 8, 9, 10, 11, 12, 13, koła stołu 14, 15, 16, zmianowe koła z�bate gitary podziałowej X: a, b, c, d, podziałowa przekładnia �limakowa 17, 18. Przeło�enie ła�cucha okre�la poni�sze równanie.
stoluobrótjedenzz
dc
ba
zz
zz
zz
zz
zz
zz
zz
zz
zz
Kz
fr
−=⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅ 118
17
16
15
14
13
12
11
10
9
9
8
3
2
2
1
4
5
6
7
st�d:
Az
K
dc
ba
U frx ⋅=⋅=
gdzie:
241
041,0301
2020
4242
2020
2422
2224
9650
5060
2525
3264
18
17
16
15
14
13
12
11
10
9
9
8
3
2
2
1
4
5
6
7
==⋅⋅⋅⋅⋅⋅⋅⋅⋅
=⋅⋅⋅⋅⋅⋅⋅⋅⋅=zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
A
A – warto�� stała obrabiarki, Kfr – krotno�� freza �limakowego, z – liczba z�bów koła �limakowego, UX – przeło�enie gitary mechanizmu podziału, a,b,c,d – koła zmianowe gitary podziału.
3. Ła�cuch kinematyczny mechanizmu ró�nicowego stosuje si� przy nacinaniu: - kół o z�bach sko�nych, - kół �limakowych metod� posuwu stycznego, - kół o z�bach prostych i sko�nych metod� posuwu przek�tnego. Przy nacinaniu kół o z�bach sko�nych ła�cuch mechanizmu ró�nicowego ł�czy przesuw pionowy wrzeciona przedmiotowego wzgl�dem freza z dodatkowymi obrotami stołu. Poł�czenie tych ruchów odbywa si� przez nastawienie gitary mechanizmu ró�nicowego Y. Ła�cuch kinematyczny mechanizmu ró�nicowego składa si� z �ruby poci�gowej 58, kół z�batych 57,56, przekładni �limakowej 55, 54, sprz�gła z�batego wł�czonego; zmianowych kół z�batych gitary Y – m, n, p, r, kół z�batych 76, 77, 78, przekładni �limakowej 79, 80, korpusu mechanizmu ró�nicowego (jarzmo); kół z�batych 8, 9, 10, 11, 12, 13, 14, 15, 16, zmianowych kół gitary podziałowej X – a, b, c, d, �limaka podziałowego 17 i koła podziałowego 18 sprz��onego z wrzecionem wyrobu.
13
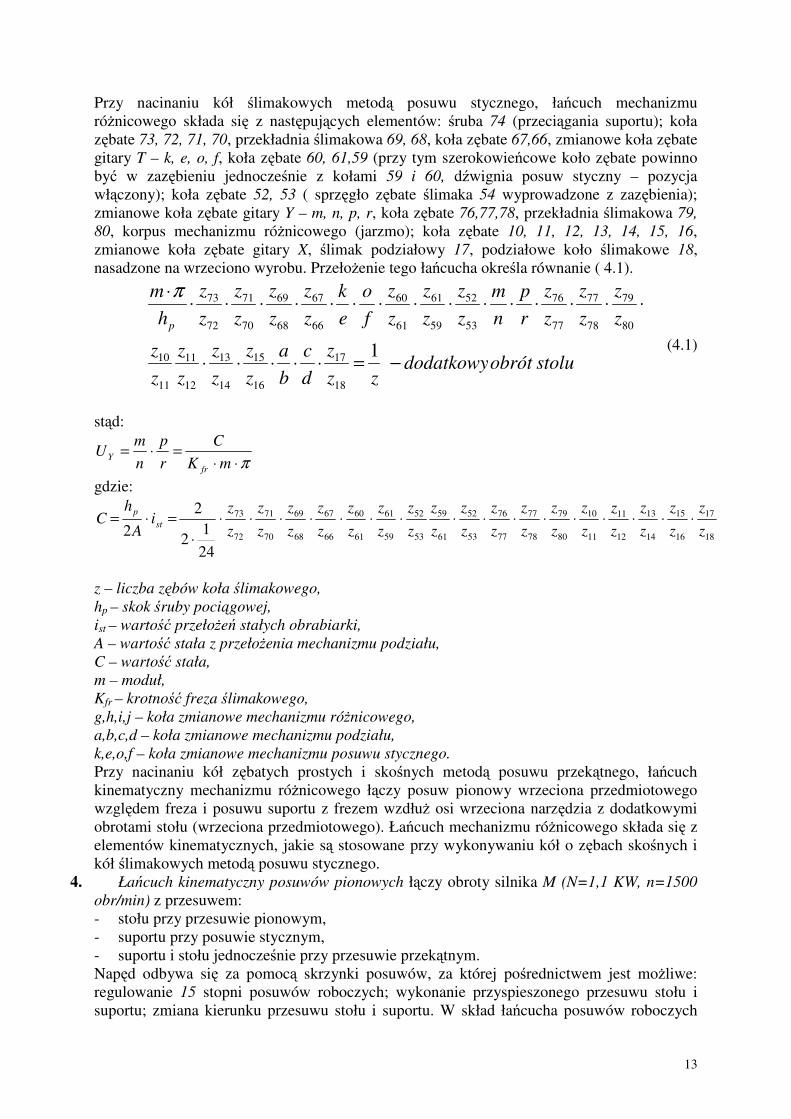
Przy nacinaniu kół �limakowych metod� posuwu stycznego, ła�cuch mechanizmu ró�nicowego składa si� z nast�puj�cych elementów: �ruba 74 (przeci�gania suportu); koła z�bate 73, 72, 71, 70, przekładnia �limakowa 69, 68, koła z�bate 67,66, zmianowe koła z�bate gitary T – k, e, o, f, koła z�bate 60, 61,59 (przy tym szerokowie�cowe koło z�bate powinno by� w zaz�bieniu jednocze�nie z kołami 59 i 60, d�wignia posuw styczny – pozycja wł�czony); koła z�bate 52, 53 ( sprz�gło z�bate �limaka 54 wyprowadzone z zaz�bienia); zmianowe koła z�bate gitary Y – m, n, p, r, koła z�bate 76,77,78, przekładnia �limakowa 79, 80, korpus mechanizmu ró�nicowego (jarzmo); koła z�bate 10, 11, 12, 13, 14, 15, 16, zmianowe koła z�bate gitary X, �limak podziałowy 17, podziałowe koło �limakowe 18, nasadzone na wrzeciono wyrobu. Przeło�enie tego ła�cucha okre�la równanie ( 4.1).
stoluobrótdodatkowy
zzz
dc
ba
zz
zz
zz
zz
zz
zz
zz
rp
nm
zz
zz
zz
fo
ek
zz
zz
zz
zz
hm
p
−=⋅⋅⋅⋅⋅
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
1
18
17
16
15
14
13
12
11
11
10
80
79
78
77
77
76
53
52
59
61
61
60
66
67
68
69
70
71
72
73π
(4.1)
st�d:
π⋅⋅=⋅=
mKC
rp
nm
Ufr
Y
gdzie:
18
17
16
15
14
13
12
11
11
10
80
79
78
77
77
76
53
52
61
59
53
52
59
61
61
60
66
67
68
69
70
71
72
73
241
2
22 z
zzz
zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
zz
iA
hC st
p ⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
=⋅=
z – liczba z�bów koła �limakowego, hp – skok �ruby poci�gowej, ist – warto�� przeło�e� stałych obrabiarki, A – warto�� stała z przeło�enia mechanizmu podziału, C – warto�� stała, m – moduł, Kfr – krotno�� freza �limakowego, g,h,i,j – koła zmianowe mechanizmu ró�nicowego, a,b,c,d – koła zmianowe mechanizmu podziału, k,e,o,f – koła zmianowe mechanizmu posuwu stycznego. Przy nacinaniu kół z�batych prostych i sko�nych metod� posuwu przek�tnego, ła�cuch kinematyczny mechanizmu ró�nicowego ł�czy posuw pionowy wrzeciona przedmiotowego wzgl�dem freza i posuwu suportu z frezem wzdłu� osi wrzeciona narz�dzia z dodatkowymi obrotami stołu (wrzeciona przedmiotowego). Ła�cuch mechanizmu ró�nicowego składa si� z elementów kinematycznych, jakie s� stosowane przy wykonywaniu kół o z�bach sko�nych i kół �limakowych metod� posuwu stycznego.
4. Ła�cuch kinematyczny posuwów pionowych ł�czy obroty silnika M (N=1,1 KW, n=1500 obr/min) z przesuwem: - stołu przy przesuwie pionowym, - suportu przy posuwie stycznym, - suportu i stołu jednocze�nie przy przesuwie przek�tnym. Nap�d odbywa si� za pomoc� skrzynki posuwów, za której po�rednictwem jest mo�liwe: regulowanie 15 stopni posuwów roboczych; wykonanie przyspieszonego przesuwu stołu i suportu; zmiana kierunku przesuwu stołu i suportu. W skład ła�cucha posuwów roboczych
14
stołu wchodz� nast�puj�ce elementy kinematyczne: koła z�bate 19, 20, 21, 24, 25, 26, 27, 28, blok-koło z�bate 29, 30, 31, 32, 33, 34, blok-koło z�bate 35-36, 37, 38, 39, 40, 41, blok-koło z�bate 42, 43, 44, 45, sprz�gło elektromagnetyczne YC1, koła z�bate 46, 47, 49, 50, 51, 52, 53, przekładnia �limakowa ło�a 54,55, koła z�bate 56,57, �ruba poci�gowa 58. Zmiana kierunku posuwów odbywa si� za pomoc� przesuwu bloku-koła z�batego 50-51. Ła�cuch przyspieszonego przesuwu stołu składa si� z koła z�batego 19, 20, 22, 48, sprz�gła elektromagnetycznego YC2, koła 46, 47, 49, 50, 51, 53, pary �limakowej 54, 55, koła 56, 57, �ruby poci�gowej 58. W skład ła�cucha roboczych posuwów stycznych wchodz� wszystkie elementy kinematyczne skrzynki posuwów. Sprz�gło �limaka 54 jest odł�czone, a szerokowie�cowe koło z�bate 61 wprowadzone w zaz�bienie z kołami 59 i 60. Ruch od wału XXXII jest przekazywany kołami 59,61,60, zmianowymi kołami z�batymi gitary posuwów stycznych T, na koła sto�kowe 66, 67, przekładni� �limakow� 68, 69, koła 70, 71, 72, 73, �rub� 74. Przeło�enie tego ła�cucha okre�la nast�puj�ce równanie:
2minmin S
ihS
Ustp
p =⋅
= (4.2)
Up – przeło�enie ła�cucha kinematycznego posuwów pionowych, ist – warto�� przeło�e� stałych obrabiarki , hp – skok �ruby poci�gowej, Smin – warto�� posuwu osiowego w mm/min.
5. Ła�cuch kinematyczny drobnokrokowego przesuwu freza wzdłu� osi wrzeciona narz�dzia ł�czy ruch post�powy tłoka cylindra hydraulicznego 6 z przesuwem sa� suportu wzdłu� osi wrzeciona narz�dzia. W celu uzyskania drobnokrokowego posuwu nale�y wprowadzi� w zaz�bienie koło z�bate 61 z kołem 59. Nap�d ruchu odbywa si� od cylindra hydraulicznego 6. W skład tego ła�cucha kinematycznego wchodzi: listewka 65, koło 64, z�bate jednokrotne sprz�gło koła 63, koła 63, 62, 61, 60, zmianowe koła z�bate gitary T, koła z�bate 66, 67, przekładnia �limakowa 68, 69, koła 70, 71, 72, 73, �ruba 74.
6. Ła�cuch kinematyczny posuwu promieniowego ogranicza pr�dko�� suwu promieniowego imaka frezarskiego, pr�dko�ci� suwu post�powego tłoka cylindra 91. W skład ła�cucha wchodz� d�wignie 90, popychacz 92, klin-listewka 86, poł�czone z trzonem cylindra 91, z klinem-listewk� 86 zaz�bia si� koło 87, które obraca b�ben sterowania gł�boko�ci� posuwu promieniowego. Równanie ła�cucha kinematycznego posuwu promieniowego okre�la nast�puj�cy wzór:
pstshpr hinS ⋅⋅= Spr – posuw wgł�bny w mm/min, nsh – pr�dko�� obrotowa silnika hydraulicznego w obr/min, ist – warto�� stałych przeło�e� obrabiarki, hp – skok �ruby poci�gowej. 5. Przygotowanie frezarki obwiedniowej do nacinania kół z�batych
Przed przyst�pieniem do obróbki kół z�batych prostych i sko�nych nale�y wykona� nast�puj�ce czynno�ci na frezarce obwiedniowej: Cykl I – Bez wcinania promieniowego z posuwem osiowym 1. Ustawi� pr�dko�� obrotow� wrzeciona freza. 2. Ustawi� wielko�� posuwu osiowego.
15
3. Ustawi� frez. 4. Ustawi� k�t pochylenia suportu. 5. Ustawi� i zamocowa� półwyrób. 6. Ustawi� kierunek posuwu i zderzaki ograniczaj�ce posuw stołu. 7. Ustawi� gł�boko�� wcinania promieniowego h = 0. 8. Ustawi� rozstaw kłów. 9. Nastawi� gitar� mechanizmu podziałowego. 10. Nastawi� gitar� mechanizmu ró�nicowego – koła o z�bach sko�nych (koła o z�bach
prostych – zakładany jest zamek mechaniczny na wał nap�dzany). 11. Nastawi� gitar� ” T” drobnokrokowego okresowego przesuwu narz�dzia (gdy jest to
konieczne). 12. Ustawi� na pulpicie poło�enie przeł�czników zgodne z wybranymi warunkami obróbki. 13. Regulator pr�dko�ci posuwu promieniowego ustawi� na najwi�ksz� wielko��. 14. Ustawi� konieczn� ilo�� cieczy chłodz�co-smaruj�cej.
Cykl II – wcinanie promieniowe z posuwem osiowym dla cyklu jednoprzej�ciowego, wszystkie czynno�ci wykonuje si� tak samo jak w cyklu I poza punktem 7: 1. Nale�y ustawi� gł�boko�� wcinania promieniowego h (punkt 7). 2. Ustawi� pr�dko�� posuwu promieniowego za pomoc� regulatora (punkt 13).
Cykl III – wcinanie promieniowe z posuwem osiowym dla cyklu dwuprzej�ciowego, wszystkie czynno�ci wykonuje si� tak samo jak w cyklu II: 1. Nale�y ustawi� gł�boko�� wcinania promieniowego dla przej�cia pierwszego. 2. Ustawi� przeł�cznik w poło�eniu „ Cykl dwuprzej�ciowy” . Gitara podziałowa X nastawiana jest przez zmianowe koła z�bate. Luz boczny mi�dzy z�bami nie powinien przekracza� warto�ci 0,08–0,16 mm. Dla freza lewego do mechanizmu podziału dochodzi dodatkowe koło, które powoduje zmian� kierunku obrotu wrzeciona przedmiotowego
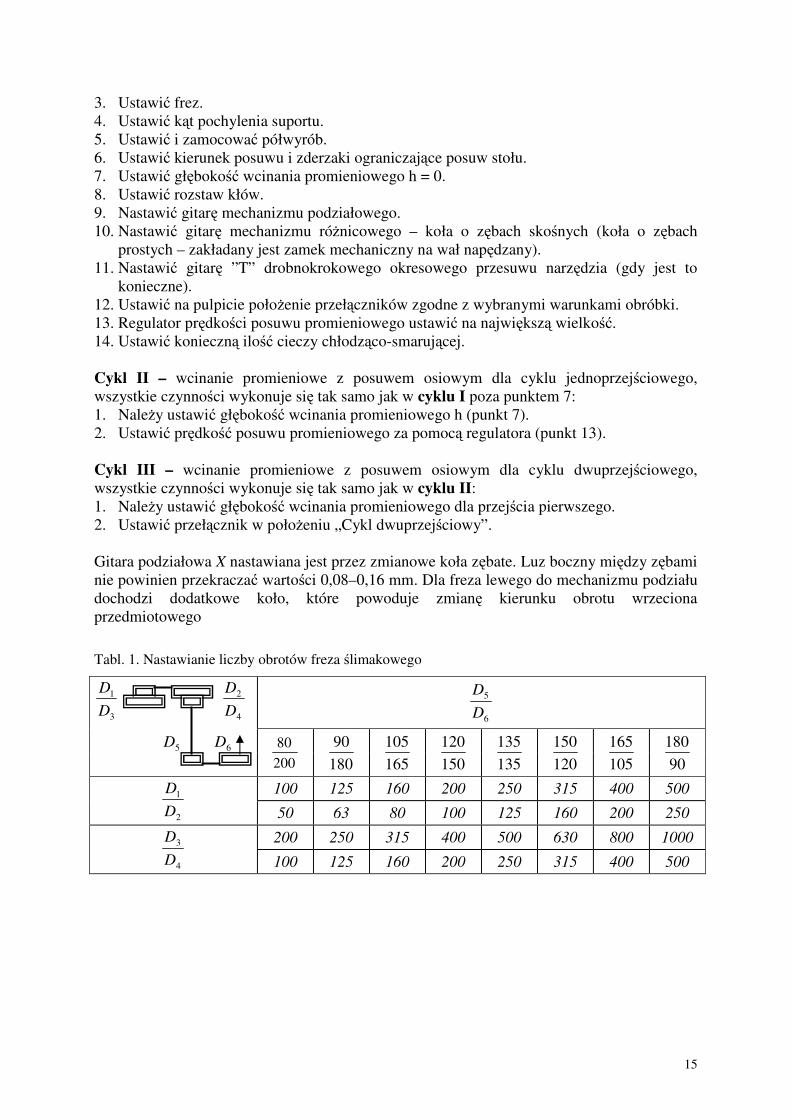
Tabl. 1. Nastawianie liczby obrotów freza �limakowego
6
5
DD
3
1
DD
4
2
DD
5D 6D
20080
18090
165105
150120
135135
120150
105165
90
180
100 125 160 200 250 315 400 500
2
1
DD
50 63 80 100 125 160 200 250
200 250 315 400 500 630 800 1000
4
3
DD
100 125 160 200 250 315 400 500
16
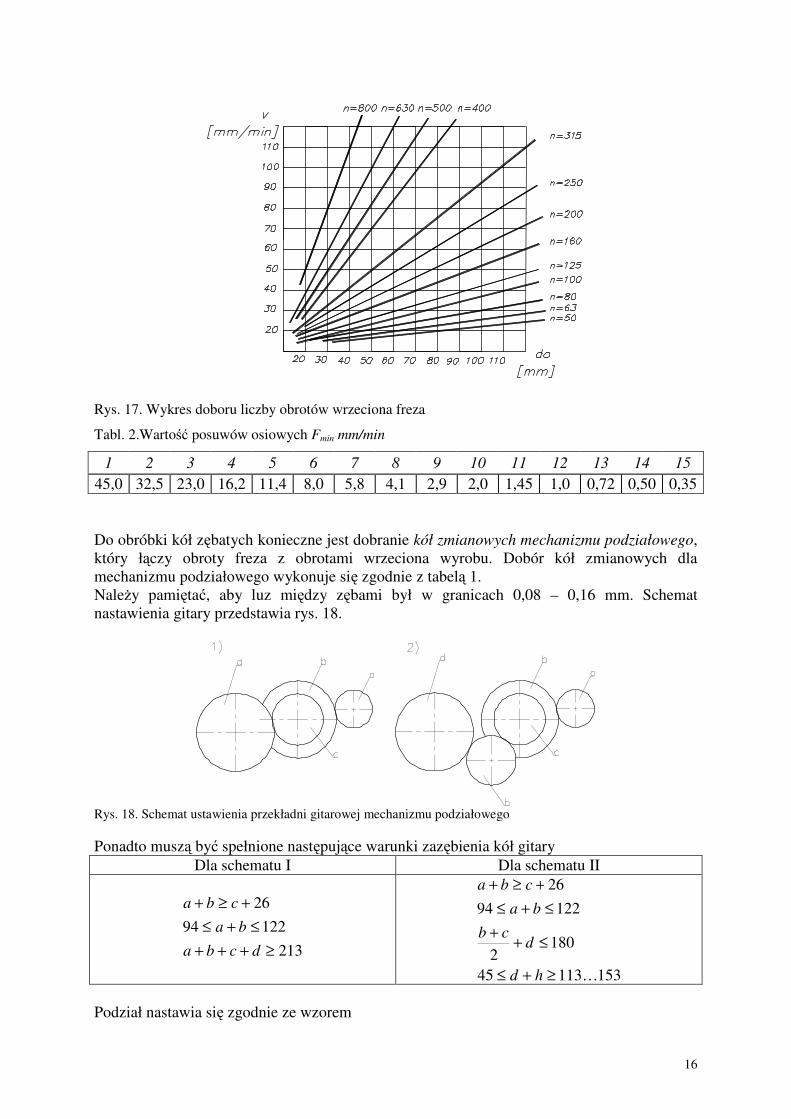
Rys. 17. Wykres doboru liczby obrotów wrzeciona freza
Tabl. 2.Warto�� posuwów osiowych Fmin mm/min
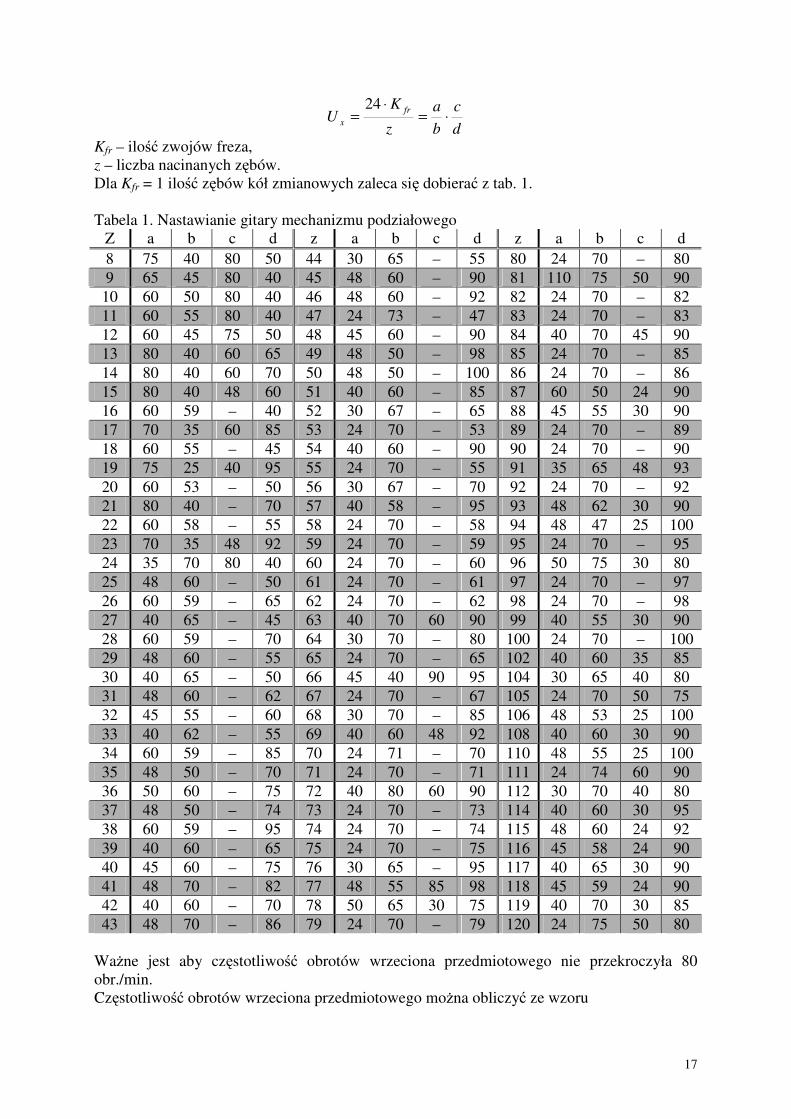
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 45,0 32,5 23,0 16,2 11,4 8,0 5,8 4,1 2,9 2,0 1,45 1,0 0,72 0,50 0,35 Do obróbki kół z�batych konieczne jest dobranie kół zmianowych mechanizmu podziałowego, który ł�czy obroty freza z obrotami wrzeciona wyrobu. Dobór kół zmianowych dla mechanizmu podziałowego wykonuje si� zgodnie z tabel� 1. Nale�y pami�ta�, aby luz mi�dzy z�bami był w granicach 0,08 – 0,16 mm. Schemat nastawienia gitary przedstawia rys. 18.
Rys. 18. Schemat ustawienia przekładni gitarowej mechanizmu podziałowego Ponadto musz� by� spełnione nast�puj�ce warunki zaz�bienia kół gitary
Dla schematu I Dla schematu II
21312294
26
≥+++≤+≤
+≥+
dcba
bacba
15311345
1802
1229426
�≥+≤
≤++≤+≤
+≥+
hd
dcb
ba
cba
Podział nastawia si� zgodnie ze wzorem
17
dc
ba
z
KU fr
x ⋅=⋅
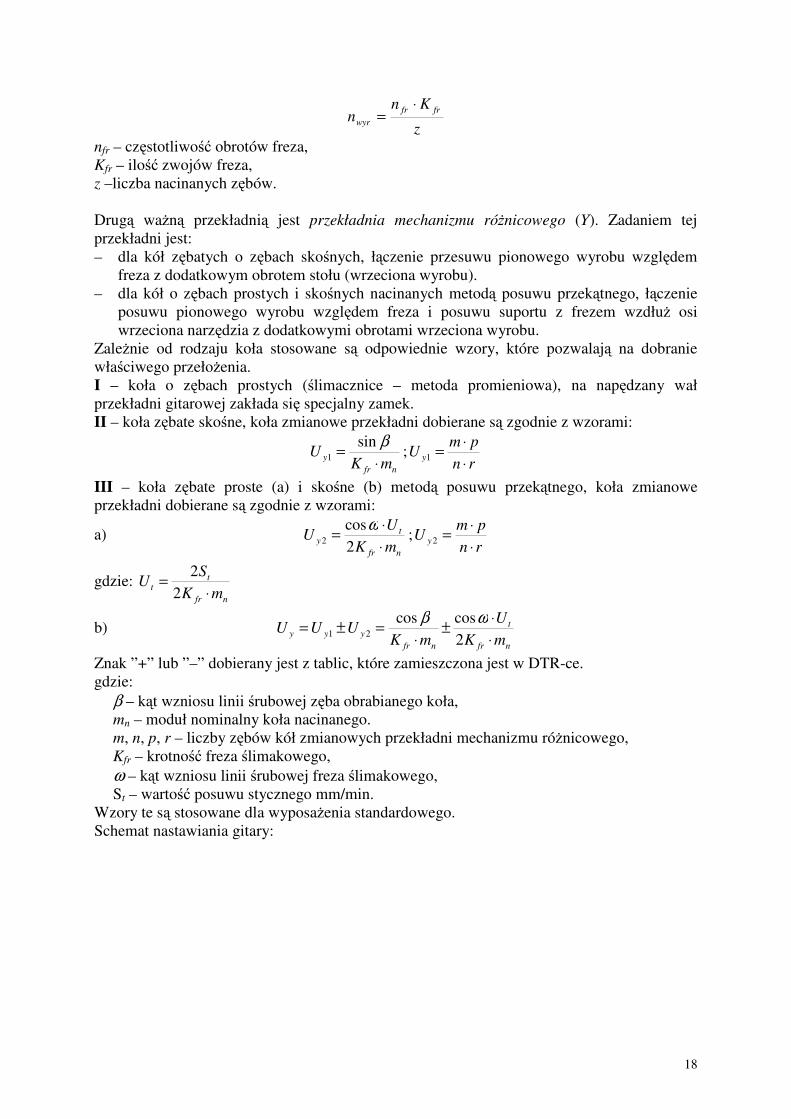
=24
Kfr – ilo�� zwojów freza, z – liczba nacinanych z�bów. Dla Kfr = 1 ilo�� z�bów kół zmianowych zaleca si� dobiera� z tab. 1. Tabela 1. Nastawianie gitary mechanizmu podziałowego
Z a b c d z a b c d z a b c d 8 75 40 80 50 44 30 65 – 55 80 24 70 – 80 9 65 45 80 40 45 48 60 – 90 81 110 75 50 90
10 60 50 80 40 46 48 60 – 92 82 24 70 – 82 11 60 55 80 40 47 24 73 – 47 83 24 70 – 83 12 60 45 75 50 48 45 60 – 90 84 40 70 45 90 13 80 40 60 65 49 48 50 – 98 85 24 70 – 85 14 80 40 60 70 50 48 50 – 100 86 24 70 – 86 15 80 40 48 60 51 40 60 – 85 87 60 50 24 90 16 60 59 – 40 52 30 67 – 65 88 45 55 30 90 17 70 35 60 85 53 24 70 – 53 89 24 70 – 89 18 60 55 – 45 54 40 60 – 90 90 24 70 – 90 19 75 25 40 95 55 24 70 – 55 91 35 65 48 93 20 60 53 – 50 56 30 67 – 70 92 24 70 – 92 21 80 40 – 70 57 40 58 – 95 93 48 62 30 90 22 60 58 – 55 58 24 70 – 58 94 48 47 25 100 23 70 35 48 92 59 24 70 – 59 95 24 70 – 95 24 35 70 80 40 60 24 70 – 60 96 50 75 30 80 25 48 60 – 50 61 24 70 – 61 97 24 70 – 97 26 60 59 – 65 62 24 70 – 62 98 24 70 – 98 27 40 65 – 45 63 40 70 60 90 99 40 55 30 90 28 60 59 – 70 64 30 70 – 80 100 24 70 – 100 29 48 60 – 55 65 24 70 – 65 102 40 60 35 85 30 40 65 – 50 66 45 40 90 95 104 30 65 40 80 31 48 60 – 62 67 24 70 – 67 105 24 70 50 75 32 45 55 – 60 68 30 70 – 85 106 48 53 25 100 33 40 62 – 55 69 40 60 48 92 108 40 60 30 90 34 60 59 – 85 70 24 71 – 70 110 48 55 25 100 35 48 50 – 70 71 24 70 – 71 111 24 74 60 90 36 50 60 – 75 72 40 80 60 90 112 30 70 40 80 37 48 50 – 74 73 24 70 – 73 114 40 60 30 95 38 60 59 – 95 74 24 70 – 74 115 48 60 24 92 39 40 60 – 65 75 24 70 – 75 116 45 58 24 90 40 45 60 – 75 76 30 65 – 95 117 40 65 30 90 41 48 70 – 82 77 48 55 85 98 118 45 59 24 90 42 40 60 – 70 78 50 65 30 75 119 40 70 30 85 43 48 70 – 86 79 24 70 – 79 120 24 75 50 80
Wa�ne jest aby cz�stotliwo�� obrotów wrzeciona przedmiotowego nie przekroczyła 80 obr./min. Cz�stotliwo�� obrotów wrzeciona przedmiotowego mo�na obliczy� ze wzoru
18
z
Knn frfr
wyr
⋅=
nfr – cz�stotliwo�� obrotów freza, Kfr – ilo�� zwojów freza, z –liczba nacinanych z�bów. Drug� wa�n� przekładni� jest przekładnia mechanizmu ró�nicowego (Y). Zadaniem tej przekładni jest: – dla kół z�batych o z�bach sko�nych, ł�czenie przesuwu pionowego wyrobu wzgl�dem
freza z dodatkowym obrotem stołu (wrzeciona wyrobu). – dla kół o z�bach prostych i sko�nych nacinanych metod� posuwu przek�tnego, ł�czenie
posuwu pionowego wyrobu wzgl�dem freza i posuwu suportu z frezem wzdłu� osi wrzeciona narz�dzia z dodatkowymi obrotami wrzeciona wyrobu.
Zale�nie od rodzaju koła stosowane s� odpowiednie wzory, które pozwalaj� na dobranie wła�ciwego przeło�enia. I – koła o z�bach prostych (�limacznice – metoda promieniowa), na nap�dzany wał przekładni gitarowej zakłada si� specjalny zamek. II – koła z�bate sko�ne, koła zmianowe przekładni dobierane s� zgodnie z wzorami:
nfry mK
U⋅
= βsin1 ;
rnpm
U y ⋅⋅=1
III – koła z�bate proste (a) i sko�ne (b) metod� posuwu przek�tnego, koła zmianowe przekładni dobierane s� zgodnie z wzorami:
a) nfr
ty mK
UU
⋅⋅=
2cos
2ω
;rnpm
U y ⋅⋅=2
gdzie: nfr
tt mK
SU
⋅=
22
b) nfr
t
nfryyy mK
UmK
UUU⋅⋅±
⋅=±=
2coscos
21ωβ
Znak ” +” lub ” –” dobierany jest z tablic, które zamieszczona jest w DTR-ce. gdzie:
β – k�t wzniosu linii �rubowej z�ba obrabianego koła, mn – moduł nominalny koła nacinanego. m, n, p, r – liczby z�bów kół zmianowych przekładni mechanizmu ró�nicowego, Kfr – krotno�� freza �limakowego, ω – k�t wzniosu linii �rubowej freza �limakowego, St – warto�� posuwu stycznego mm/min.
Wzory te s� stosowane dla wyposa�enia standardowego. Schemat nastawiania gitary:
19
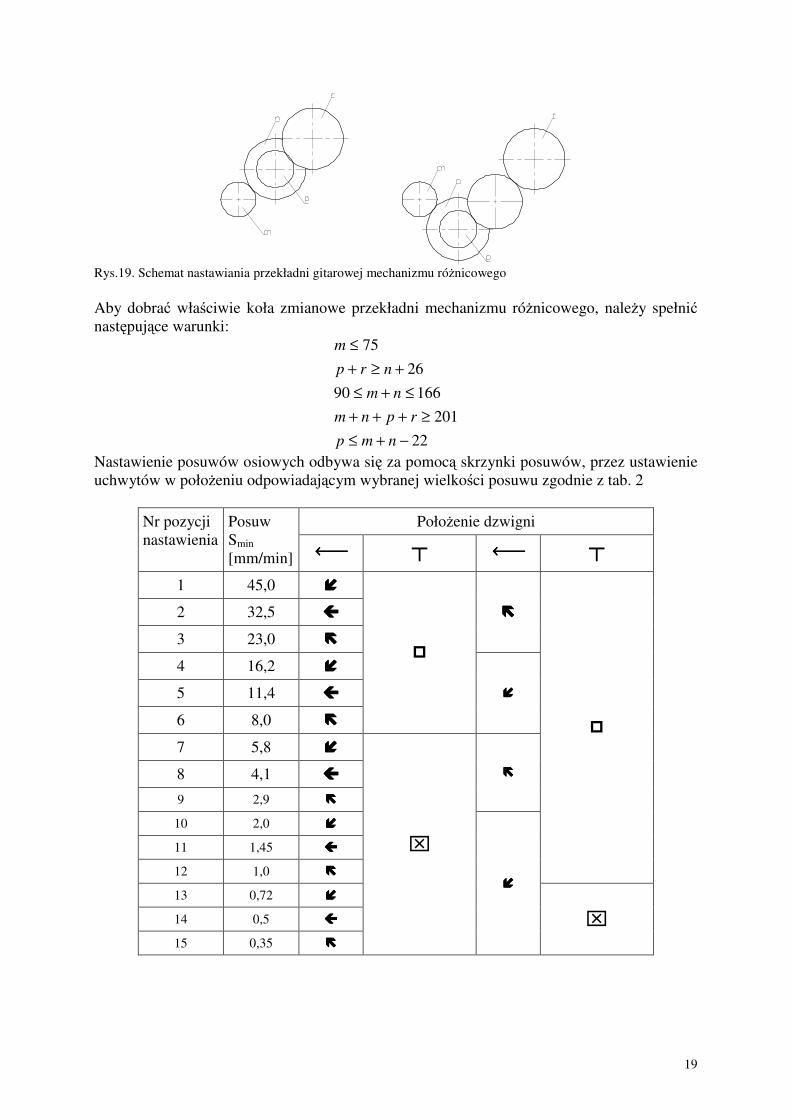
Rys.19. Schemat nastawiania przekładni gitarowej mechanizmu ró�nicowego Aby dobra� wła�ciwie koła zmianowe przekładni mechanizmu ró�nicowego, nale�y spełni� nast�puj�ce warunki:
22201
1669026
75
−+≤≥+++
≤+≤+≥+
≤
nmp
rpnmnm
nrp
m
Nastawienie posuwów osiowych odbywa si� za pomoc� skrzynki posuwów, przez ustawienie uchwytów w poło�eniu odpowiadaj�cym wybranej wielko�ci posuwu zgodnie z tab. 2
Poło�enie dzwigni Nr pozycji nastawienia
Posuw Smin [mm/min] ←←←← � ←←←← �
1 45,0 ����
2 32,5 ����
3 23,0 ����
����
4 16,2 ����
5 11,4 ����
6 8,0 ����
�
����
7 5,8 ����
8 4,1 ����
9 2,9 ����
����
10 2,0 ����
11 1,45 ����
12 1,0 ����
�
13 0,72 ����
14 0,5 ����
15 0,35 ����
�
����
�
20
Nast�pnie nale�y ustawi� dzwigni� na koła z�batych prostych i sko�nych oraz ustawi� kierunek ruchu roboczego stołu. Tabela 2 podaje posuw osiowy w mm/min, aby przeliczy� go na posuw w mm/obr nale�y zastosowa� wzór:
frfrobr nK
zSS
⋅⋅
= min
gdzie: Sobr – posuw obrotowy [mm/obr], Smin – posuw minutowy [mm/min], nfr – obroty wrzeciona freza [obr/min]. Przy wyborze wielko�ci posuwu osiowego So nale�y uwzgl�dni� krotno�� freza. 6. Zalecenia dotycz�ce referatu i sprawozdania.
W referacie nale�y uwzgl�dni�: 1. Sposoby obróbki kół walcowych. 2. Przedstawi� charakterystyk� frezarki obwiedniowej i omówi� schemat kinematyczny
ła�cuchów potrzebnych do wykonania kół walcowych. 3. Przedstawi� sposób przygotowania frezarki obwiedniowej do obróbki koła walcowego
(obliczenia wykona� dla koła podanego przez prowadz�cego zaj�cia). Sprawozdanie ma zawiera�: 1. Krótk� charakterystyk� metod obróbki kół walcowych. 2. Obliczenia nastaw frezarki i parametry obróbki dla wybranego koła. 3. Wnioski i uwagi.
LITERATURA 1. Ocheduszko K.: Koła z�bate. Wykonanie i monta�. WN-T 1976. 2. Feld M.: Podstawy projektowania procesów technologicznych typowych cz��ci maszyn.
WN-T 2000. 3. Feld M.: Technologia budowy maszyn. PWN 2000, 4. Feld M.: Technologia budowy maszyn. PWN 1995, 5. Wrotny L.: Obrabiarki skrawaj�ce do metali. WN-T 1974, 6. Paderewski K.: Vademecum obrabiarek skrawaj�cych. WN-T 1979, 7. Tymowski J.: Technologia budowy maszyn. WN-T 1972, 8. Dokumentacja techniczno – ruchowa frezarki obwiedniowej typ 5B310P.