F007j - Juki, Siruba, Japsew, maszyna do szycia Juki ... · Odkrci rub (D), spuci cały olej ze...
21
Instrukcja obslugi i konserwacji renderki F007
Transcript of F007j - Juki, Siruba, Japsew, maszyna do szycia Juki ... · Odkrci rub (D), spuci cały olej ze...

Instrukcja obsługi i konserwacji
renderki
F007
2
INSTRUKCJA BEZPIECZE�STWA Aby u�ytkowanie maszyny było bezpieczne oraz aby móc wykorzysta� maksymalnie du�o funkcji, przez ni� posiadanych, nale�y obsługiwa� urz�dzenie prawidłowo, zgodnie z instrukcj�.
1. W czasie u�ytkowania maszyny nale�y zwróci� szczególn� uwag� na podstawowe �rodki bezpiecze�stwa.
2. Przed uruchomieniem maszyny nale�y przeczyta� dokładnie niniejsz� instrukcj� obsługi oraz inne
dodatkowe zalecenia.
3. Maszyn� nale�y u�ytkowa� po potwierdzeniu jej bezpiecze�stwa u�ytkowania wg, norm obowi�zuj�cych w danym kraju.
4. Nie wolno u�ytkowa� maszyny bez �rodków bezpiecze�stwa. Wszystkie osłony i inne �rodki
bezpiecze�stwa musz� znale�� si� na okre�lonym miejscu podczas przygotowywania maszyny do pracy.
5. Maszyna mo�e by� obsługiwana przez odpowiednio przeszkolonego operatora.
6. Dla własnego bezpiecze�stwa operatora zaleca si� u�ywanie okularów ochronnych.
7. Nale�y wył�czy� wł�cznik główny maszyny, b�d� odł�czy� j� od �ródła zasilania przed przyst�pieniem
do nast�puj�cych czynno�ci: - nawlekanie igły, regulacja kompensacji nici i jej przewlekanie i / lub wymiana szpulki w
b�benku - wymiana igły, stopki dociskowej, z�bków, prowadnicy igły, prowadzenia materiału i innych
cz��ci lub akcesoriów - naprawa maszyny - po zako�czeniu pracy, gdy operator opuszcza miejsce pracy, a maszyna pozostaje bez nadzoru - przy silnikach sprz�głowych bez hamulca, silniki te musz� si� całkowicie zatrzyma�.
8. W przypadku kontaktu skóry b�d� oczu z jakikolwiek smarem, olejem lub innym płynem, nale�y przemy� miejsce czyst� wod� i skonsultowa� si� z lekarzem. W przypadku połkni�cia jakiegokolwiek płynu nale�y zgłosi� wypadek natychmiast lekarzowi.
9. W czasie ruchu maszyny nie wolno dotyka� �adnych cz��ci ani urz�dze�. Przed przyst�pieniem do
jakichkolwiek czynno�ci nale�y upewni� si�, czy maszyna jest wł�czona/wył�czona.
10. Napraw, modyfikacji i regulacji urz�dzenia dokonywa� powinni wykwalifikowani technicy. Zaleca si� stosowanie tylko oryginalnych cz��ci zamiennych, ryzyko uszkodzenia maszyny, wynikłe ze stosowania innych ni� oryginalne cz��ci, ponosi u�ytkownik.
11. Rutynowa konserwacja oraz przegl�dy powinny by� wykonywane przez odpowiednio wykwalifikowan� osob�, b�d� technika.
12. Serwisowanie cz��ci i podzespołów elektronicznych tak�e wymaga wykwalifikowanego technika.
Nale�y zatrzyma� maszyn� natychmiast po zauwa�eniu jakiegokolwiek uszkodzenia, lub nieprawidłowego działania komponentów elektronicznych.
3
13. W przypadku maszyn wyposa�onych w cz��ci pneumatyczne (jak np. cylinder powietrzny) nale�y odł�czy� w��e pneumatyczne, doprowadzaj�ce powietrze od maszyny przed przyst�pieniem do naprawy i serwisowania maszyny.
14. W celu zapewnienia jak najlepszej wydajno�ci maszyny zaleca si� jej okresowe czyszczenie.
15. Dokładne wypoziomowanie maszyny zapewni lepsz� jako�� operacyjn� oraz obni�y poziom hałasu.
16. Nale�y stosowa� odpowiednie okablowanie elektryczne, z uziemieniem.
17. Maszyna mo�e by� stosowana jedynie do celów, do jakich została stworzona. Inne przeznaczenie
maszyny jest niedozwolone.
18. Wszelkie modyfikacje czy zmiany dokonane na maszynie musz� by� zgodne ze standardami i przepisami bezpiecze�stwa. Zabezpieczenia s� niezb�dne. Producent nie ponosi odpowiedzialno�ci za uszkodzenia powstałe w wyniku zmian i modyfikacji maszyny.
19. Stosuje si� dwa główne ostrze�enia o zabezpieczeniach:
1. nie otwiera� pokryw �adnych skrzynek z elektronik� silnika i innych urz�dze�, nie dotyka� �adnych elementów elektrycznych ani elektronicznych w celu unikni�cia pora�enia pr�dem.
2. zawsze stosowa� si� do nast�puj�cych zakazów i nakazów: - nigdy nie u�ywa� maszyny przy zdj�tych �rodkach zabezpieczaj�cych przed urazem fizycznym. - uwa�a� na włosy, palce i cz��ci ubrania, które mog� zosta� „wci�gni�te” przez koło, odrzutnik,
pasek lub silnik - nigdy nie wsuwa� palców pod igł�, b�d� pod pokryw� kompensacji nici - podczas pracy maszyny chwytacz obraca si� z bardzo du�� pr�dko�ci�, dlatego nale�y uwa�a�,
aby chwytacz nie spowodował urazu palców i pami�ta� o wył�czeniu maszyny przed wymian� szpulki w b�benku.
- nie wsuwa� palców pod pokrywy maszyny w czasie jej pracy. - zawsze wył�cza� zasilanie przed pochyleniem głowice, zdejmowaniem pokrywy pasa i pasa V. - silniki servo w czasie postoju maszyny pracuj� bardzo cicho, nale�y wi�c wył�cza� zasilanie
maszyny, aby unikn�� niespodziewanego jej ruszenia. - nie u�ywa� maszyny je�li jej przewód elektryczny nie posiada uziemienia. - przed podł�czaniem lub rozł�czaniem okablowania elektrycznego, nale�y wył�czy� maszyn�
przeł�cznikiem.
4
SPIS TRE�CI Instalacja................................................................................................................................................ str. 5 Silnik i pasek klinowy........................................................................................................................... str. 5 . Smarowanie........................................................................................................................................... str. 5 Wymiana oleju...................................................................................................................................... str. 6 Wymiana filtra oleju............................................................................................................................. str. 6 Smarowanie i chłodzenie igieł i nici..................................................................................................... str. 6 Wymiana igieł....................................................................................................................................... str. 6 Nawlekanie nici.................................................................................................................................... str. 7 Regulacja napr��enia nici..................................................................................................................... str. 7 Regulacja podci�gacza nici igłowej..................................................................................................... str. 7 Regulacja podci�gacza nici przeplatacza............................................................................................. str. 7 Regulacja ustawienia stopki................................................................................................................. str. 7 Regulacja długo�ci �ciegu.................................................................................................................... str. 8 Regulacja transportu ró�nicowego....................................................................................................... str. 8 Regulacja docisku stopki...................................................................................................................... str. 8 Schemat nawlekania – schemat 1......................................................................................................... str. 9 Instrukcja konserwacji.................................................................................................................... str. 13

5
INSTALACJA 1. Przed instalacj� urz�dzenia nale�y odnie�� si� do schematu wyci�� w blacie i innych niezb�dnych
zał�czników, podanych na ko�cu instrukcji. Nast�pnie nale�y zainstalowa� gumowe amortyzatory i stojak na nici (a w przypadku modelu FR tak�e rynienk� na odpadki).
2. Silnik powinien pracowa�
zgodnie z kierunkiem ruchu wskazówek zegara i z wła�ciwym napi�ciem paska klinowego. Napi�cie sprawdza si� uciskaj�c pasek palcem na ok. 2 cm. W celach bezpiecze�stwa nale�y zało�y� osłon� paska klinowego. (rys. 1 i 2)
3. Pr�dko�� maszyny i wymiary koła transmisyjnego nale�y dopasowa� wg poni�szej tabeli.
�rednica koła transmisyjnego na wale silnika Pr�dko�� szycia
�cieg/min 60 Hz 50 Hz Pasek klinowy
6000 105 125 5500 95 115
36
5000 85 105 35 4500 80 95 4000 70 85
34
Uwagi:
1. W czasie pierwszego miesi�ca u�ytkowania maszyny, maksymalna pr�dko�� nie powinna przekracza� 80% warto�ci, okre�lonych w tabeli nr 1. Nale�y upewni� si� o trafnym doborze koła transmisyjnego.
2. Standardowa grubo�� blatu wynosi ok. 5 cm.
SILNIK I PASEK KLINOWY 1. Silnik sprz�głowy, ½ HP (400 W), trójfazowy, dwubiegunowy, pasek typu V 2. W czasie instalacji silnika, nale�y zwróci� uwag�, aby koło transmisyjne na wale silnika i koło nap�dowe
maszyny ustawione były w jednej linii. SMAROWANIE 1. Nale�y stosowa� olej MOBIL#10, ESSO#10 lub ich odpowiedniki. 2. Maszyn� nale�y zaopatrzy� w odpowiedni� ilo�� oleju przed rozpocz�ciem pracy. W tym celu nale�y
odkr�ci� zakr�tk� A i wla� tak� ilo�� oleju, aby jego poziom utrzymywał si� mi�dzy liniami H i L na wska�niku poziomu oleju. (rys 3 i 4)
A

6
3. Poziom oleju nale�y sprawdza� codziennie, i je�li spadnie on poni�ej linii oznaczonej liter� L – nale�y go
uzupełni�. Uwagi: Przed uruchomieniem maszyny nowej a tak�e te� po dłu�szym okresie jej nie u�ytkowania nale�y naoliwi� igielnic�. WYMIANA OLEJU 1. Odkr�ci� �rub� (D), spu�ci� cały olej ze zbiornika, po czym ponownie dokr�ci�
�rub� (rys. 5) 2. Wla� odpowiedni� ilo�� nowego oleju, tak jak opisano to w rozdziale
„Smarowanie” 3. Aby zmniejszy� zu�ycie maszyny, nale�y wymieni� olej po pierwszych 4
tygodniach jej u�ytkowania. Pó�niej olej powinien by� wymieniany co 4 miesi�ce.
WYMIANA FLITRA OLEJU Maszyna wyposa�ona jest w filtr oleju, który nale�y czy�ci� raz w miesi�cu lub te�, je�li zachodzi taka konieczno�� – wymieni� go. (rys. 6)
SMAROWANIE I CHŁODZENIE IGIEŁ I NICI Aby zapobiec zrywaniu si� nici, nale�y napełni� olejem silikonowym zbiornik 1 i 2, jak pokazano na rys. 7 WYMIANA IGIEŁ 1. Aby dobra� prawidłowy typ igły, nale�y odnie�� si� do tabeli 2.
2. Odkr�ci� �rub� (1) i wyj�� zu�yt� igł�. Wło�y� w otwór now� igł�, tak aby jej długi rowek był z przodu i
maksymalnie unie�� igł� do góry. 3. Dokr�ci� �rub� (1) (rys. 8)
rozmiar igieł system 2-igłowa 3-igłowa
SCHMETZ UY128GAS # 70 # 75
ORGAN 128GAS # 10 # 11

7
NAWLEKANIE NICI
Sposób nawlekania nici został przedstawiony na Schemacie 1 (rys 9). Złe nawleczenie mo�e by� przyczyn� zrywania si� nici, przepuszczania �ciegu, p�telkowania, itp. REGULACJA NAPR��ENIA NICI Napr��enie nici reguluje si� w zale�no�ci od:
1. rodzaju i grubo�ci szytego materiału 2. rodzaju nici 3. rodzaju igły
Obrócenie pokr�tła napr��enia nici w kierunku zgodnym z kierunkiem ruchu wskazówek zegara spowoduje zwi�kszenia napi�cia, w kierunku przeciwnym – zluzuje ni�. (rys. 10) REGULACJA PODCI�GACZA NICI IGŁOWEJ 1. Kiedy igielnica znajduje si� w maksymalnie dolnej pozycji, górna
kraw�d� podci�gacza powinna znajdowa� si� pozycji poziomej. Aby wyregulowa� poło�enie podci�gacza (3), nale�y najpierw odkr�ci� �rub� (4). (rys. 11)
2. Odkr�ci� �ruby (2) i wyregulowa� odległo�� pomi�dzy punktami (A) i
(B) na ok. 75 mm, a nast�pnie dokr�ci� �ruby (2). Uwaga: Aby poluzowa� nici, nale�y przesun�� podci�gacz w lewo. Aby zwi�kszy� napr��enie nici – przesun�� podci�gacz w prawo. 3. W trakcie wykonywania niniejszej regulacji nie wolno porusza� podci�gaczem nici przeplatacza.
REGULACJA PODCI�GACZA NICI PRZEPLATACZA 1. Kiedy podci�gacz nici przeplatacza znajduje si� w górnym poło�eniu,
mały otwór, oznaczony (A), s�siedniego prowadnika musi znajdowa� si� na tej samej wysoko�ci, co długi rowek podci�gacza.
2. Aby dokona� regulacji, nale�y odkr�ci� �rub� (3) i (4), przesun�� podci�gacz (1) w gór� lub w dół i ponownie dokr�ci� obie �ruby (rys. 12)
REGULACJA USTAWIENIA STOPKI Odkr�ci� �rub� (1) i przesun�� stopk� (2) w prawo lub w lewo do wła�ciwej pozycji, takiej aby igła swobodnie trafiała w �rodek otworu w stopce. Po regulacji dokr�ci� �rub� (1) (rys. 13)
8
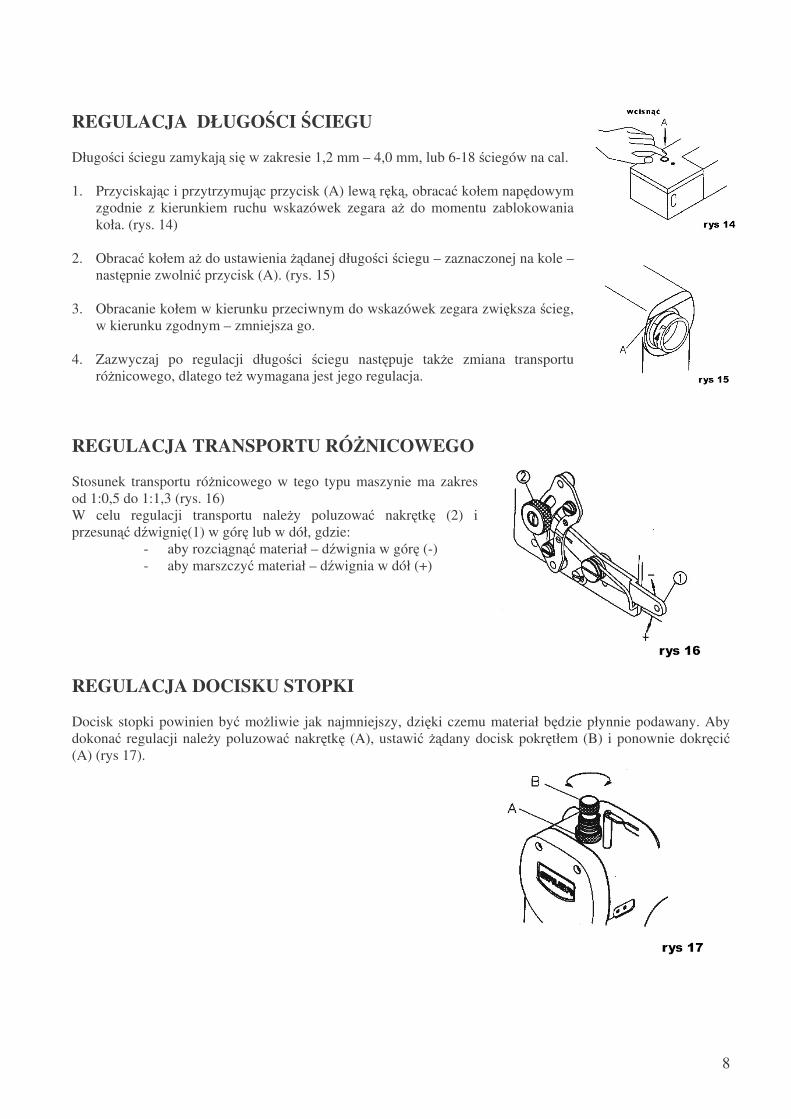
REGULACJA DŁUGO�CI �CIEGU Długo�ci �ciegu zamykaj� si� w zakresie 1,2 mm – 4,0 mm, lub 6-18 �ciegów na cal. 1. Przyciskaj�c i przytrzymuj�c przycisk (A) lew� r�k�, obraca� kołem nap�dowym
zgodnie z kierunkiem ruchu wskazówek zegara a� do momentu zablokowania koła. (rys. 14)
2. Obraca� kołem a� do ustawienia ��danej długo�ci �ciegu – zaznaczonej na kole –
nast�pnie zwolni� przycisk (A). (rys. 15) 3. Obracanie kołem w kierunku przeciwnym do wskazówek zegara zwi�ksza �cieg,
w kierunku zgodnym – zmniejsza go. 4. Zazwyczaj po regulacji długo�ci �ciegu nast�puje tak�e zmiana transportu
ró�nicowego, dlatego te� wymagana jest jego regulacja. REGULACJA TRANSPORTU RÓ�NICOWEGO Stosunek transportu ró�nicowego w tego typu maszynie ma zakres od 1:0,5 do 1:1,3 (rys. 16) W celu regulacji transportu nale�y poluzowa� nakr�tk� (2) i przesun�� d�wigni�(1) w gór� lub w dół, gdzie:
- aby rozci�gn�� materiał – d�wignia w gór� (-) - aby marszczy� materiał – d�wignia w dół (+)
REGULACJA DOCISKU STOPKI Docisk stopki powinien by� mo�liwie jak najmniejszy, dzi�ki czemu materiał b�dzie płynnie podawany. Aby dokona� regulacji nale�y poluzowa� nakr�tk� (A), ustawi� ��dany docisk pokr�tłem (B) i ponownie dokr�ci� (A) (rys 17).

9
SCHEMAT NAWLEKANIA NICI
10
INSTRUKCJA KONSERWACJI SPIS TRE�CI Wysoko�� igielnicy Ustawienie czasu igły i chwytacza Regulacja krzywki odbieraj�cej ni� chwytacza Regulacja przedniej osłony igły Regulacja tylnej osłony igły Regulacja wysoko�ci z�bków transportowych Regulacja odchylenia transportu Pozycjonowanie przeplatacza Pozycjonowanie prowadnicy nici przeplatacza Regulacja skoku przeplatacza Regulacja wysoko�ci podnoszenia stopki Odst�p czasowy mi�dzy ruchem igły i chwytacza Regulacja orbity ruchu chwytacza Regulacja krzywki odbieraj�cej ni� chwytacza Rozwi�zywanie problemów
• Złamanie si� igły • Przeskakiwanie nici • Nierówny �cieg • Zerwanie si� nici • Zbyt lu�ny �cieg • Nierówny ła�cuszek • Brak rozprowadzania oleju • Brak rozdzielno�� nici grubszych i cie�szych • Nierówno�� grubszych i cie�szych nici • Uszkodzenia głównych segmentów • Wyciek oleju • Zbyt du�y poziom hałasu – nieprawidłowy odgłos pracy • FFC • FW

11
WYSOKO�� IGIELNICY
1. Odległo�� mi�dzy czubkiem lewej igły a płytk� �ciegow�, przy igielnicy maksymalnie podniesionej, okre�la tabela 1. (rys 1)
2. Usu� zatyczk� (1), poluzuj �rub� (2) i wyreguluj poło�enie igielnicy zgodnie z tabel�, po czym zamocuj
j� (rys. 2)
Uwagi: 1. Igł� nale�y wsun�� tak gł�boko, jak tylko jest to mo�liwe. 2. Po dokonaniu regulacji nale�y sprawdzi�, czy ka�da z igieł trafia w �rodek otworu na płytce i �e brzegi
otworu s� równe. (rys.3) USTAWIENIE CZASU IGŁY I CHWYTACZA 1. W czasie ruchu chwytacza z pozycji ekstremalnie prawej w kierunku �rodka lewej igły, odległo��
pomi�dzy czubkiem chwytacza i oczkiem igły powinna by� taka sama, jak przy ruchu odwrotnym, od ekstremalnie lewej pozycji. (rys 4)
2. Ustawianie wysoko�ci i k�ta chwytacza (rys 5): a) Kiedy chwytacz przesuwa si� pod płytk�, odległo�� mi�dzy nimi powinna wynosi� ok. 0.6 – 0.7 mm. b) K�t pomi�dzy chwytaczem i lini� igieł powinien wynosi� 3
stopnie. c) Wzajemne relacje pomi�dzy chwytaczem a igłami w ruchu
pokazuje rys. 6. Kiedy chwytacz przemieszcza si� z prawej strony do igły �rodkowej, odległo�� mi�dzy nimi wynosi 0. Kiedy chwytacz przemieszcza si� od strony lewej z powrotem w kierunku prawej igły, szczelina mi�dzy nim a igł� wynosi 0,15 – 0,2 mm. Orbita poruszania si� chwytacza jest regularn� elips�.
2-igłówka 3-igłówka rozstaw igieł wysoko�� rozstaw igieł wysoko��
4.0 mm 9.3 mm 5.6 mm 8.5 mm 6.4 mm 8.1 mm
12
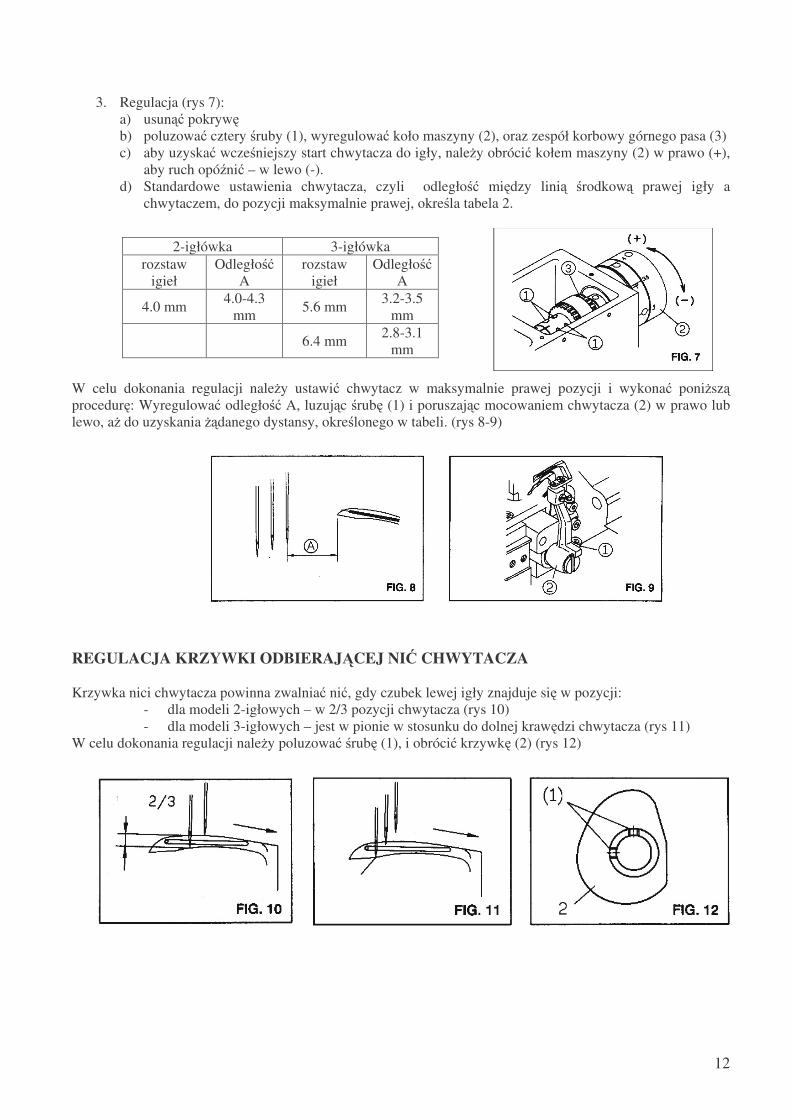
3. Regulacja (rys 7): a) usun�� pokryw� b) poluzowa� cztery �ruby (1), wyregulowa� koło maszyny (2), oraz zespół korbowy górnego pasa (3) c) aby uzyska� wcze�niejszy start chwytacza do igły, nale�y obróci� kołem maszyny (2) w prawo (+),
aby ruch opó�ni� – w lewo (-). d) Standardowe ustawienia chwytacza, czyli odległo�� mi�dzy lini� �rodkow� prawej igły a
chwytaczem, do pozycji maksymalnie prawej, okre�la tabela 2.
W celu dokonania regulacji nale�y ustawi� chwytacz w maksymalnie prawej pozycji i wykona� poni�sz� procedur�: Wyregulowa� odległo�� A, luzuj�c �rub� (1) i poruszaj�c mocowaniem chwytacza (2) w prawo lub lewo, a� do uzyskania ��danego dystansy, okre�lonego w tabeli. (rys 8-9)
REGULACJA KRZYWKI ODBIERAJ�CEJ NI� CHWYTACZA Krzywka nici chwytacza powinna zwalnia� ni�, gdy czubek lewej igły znajduje si� w pozycji:
- dla modeli 2-igłowych – w 2/3 pozycji chwytacza (rys 10) - dla modeli 3-igłowych – jest w pionie w stosunku do dolnej kraw�dzi chwytacza (rys 11)
W celu dokonania regulacji nale�y poluzowa� �rub� (1), i obróci� krzywk� (2) (rys 12)
2-igłówka 3-igłówka rozstaw
igieł Odległo��
A rozstaw
igieł Odległo��
A
4.0 mm 4.0-4.3 mm 5.6 mm 3.2-3.5
mm
6.4 mm 2.8-3.1 mm

13
REGULACJA PRZEDNIEJ OSŁONY IGŁY
W czasie gdy chwytacz przemieszcza si� ze skrajnego punktu prawego do lewego, przechodzi za igłami, i przednia osłona (1) jest z przodu igieł, szczelina (a) jest wielko�ci 0.2 mm – 0.3 mm (rys.13) Aby dokona� regulacji nale�y poluzowa� �rub� (2) i przesun�� osłon� w przód lub tył. REGULACJA TYLNEJ OSŁONY IGŁY Kiedy czubek chwytacza znajduje si� za praw� igł�, linia �rodkowa osłony igły powinna mie� szczelin� ok. 0-0.5 mm pomi�dzy tym punktem a praw� igł� . Taka sama odległo�� powinna by� mi�dzy igł� �rodkow� i punktem chwytacza w momencie gdy przechodzi on za lini� �rodkow� �rodkowej igły. (rys. 14)
1. Aby ustawi� ��dan� odległo��, nale�y poluzowa� �rub� (1) i przesun�� osłon� igły (2) w tył lub przód (rys 15)
2. Kiedy igła jest poni�ej wierzchołka swojej najni�szej pozycji, linia osłony A przechodzi na wysoko�ci 1/3 od góry uszka prawej igły (rys.16)
3. Aby dokona� regulacji, nale�y poluzowa� �rub� (1) i przesun�� osłon� (2) w gór� lub dół (rys 16) REGULACJA WYSKOKO�CI Z�BKÓW TRANSPORTOWYCH
1. Wysoko�� głównych z�bków w ich najwy�szej pozycji wynosi 0.8 – 1.2 mm (rys 17) 2. Regulacja polega na wyrównaniu ró�nic mi�dzy wysoko�ci� mi�dzy punktami A i B 3. Aby dokona� regulacji, nale�y poluzowa� �ruby SK245 OF MC41-MC44 i podnie�� lub opu�ci� z�bki.
REGULACJA ODCHYLENIA TRANSPORTU Linia prosta (a), biegn�ca wzdłu� z�bków transportowych powinna by� równoległa do płytki gdy z�bki znajd� si� w najwy�szej pozycji (rys 17)
14
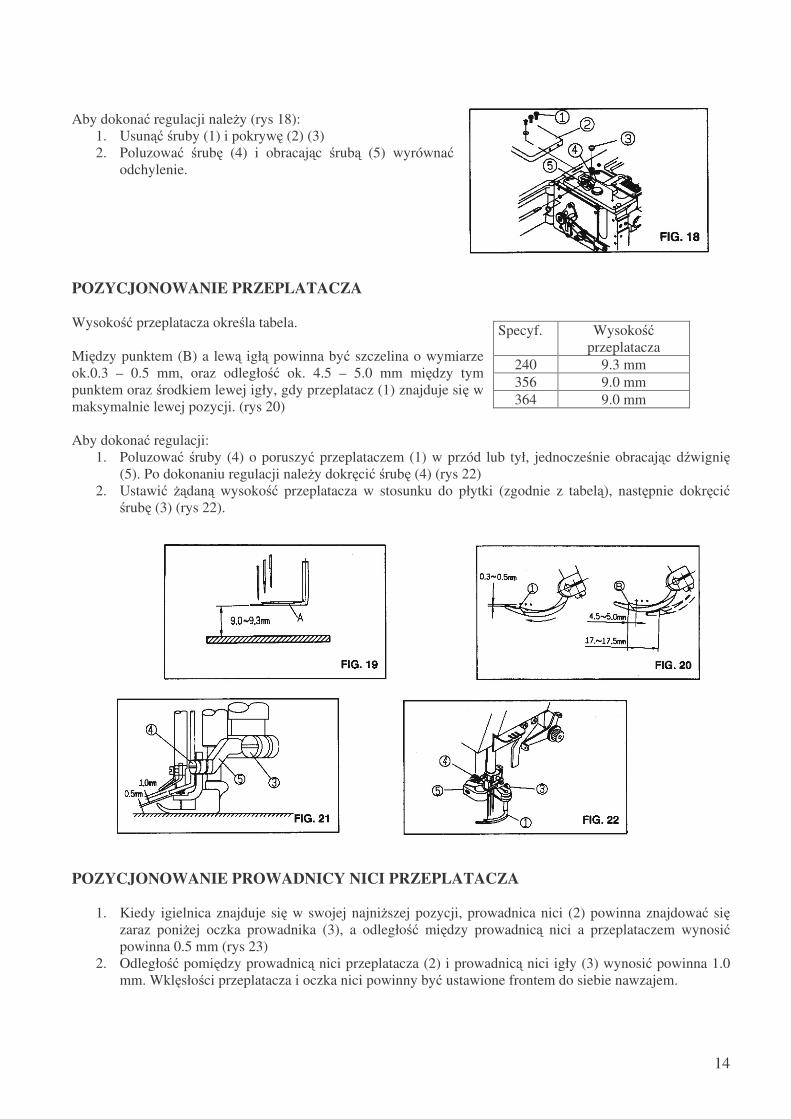
Aby dokona� regulacji nale�y (rys 18):
1. Usun�� �ruby (1) i pokryw� (2) (3) 2. Poluzowa� �rub� (4) i obracaj�c �rub� (5) wyrówna�
odchylenie. POZYCJONOWANIE PRZEPLATACZA Wysoko�� przeplatacza okre�la tabela. Mi�dzy punktem (B) a lew� igł� powinna by� szczelina o wymiarze ok.0.3 – 0.5 mm, oraz odległo�� ok. 4.5 – 5.0 mm mi�dzy tym punktem oraz �rodkiem lewej igły, gdy przeplatacz (1) znajduje si� w maksymalnie lewej pozycji. (rys 20) Aby dokona� regulacji:
1. Poluzowa� �ruby (4) o poruszy� przeplataczem (1) w przód lub tył, jednocze�nie obracaj�c d�wigni� (5). Po dokonaniu regulacji nale�y dokr�ci� �rub� (4) (rys 22)
2. Ustawi� ��dan� wysoko�� przeplatacza w stosunku do płytki (zgodnie z tabel�), nast�pnie dokr�ci� �rub� (3) (rys 22).
POZYCJONOWANIE PROWADNICY NICI PRZEPLATACZA
1. Kiedy igielnica znajduje si� w swojej najni�szej pozycji, prowadnica nici (2) powinna znajdowa� si� zaraz poni�ej oczka prowadnika (3), a odległo�� mi�dzy prowadnic� nici a przeplataczem wynosi� powinna 0.5 mm (rys 23)
2. Odległo�� pomi�dzy prowadnic� nici przeplatacza (2) i prowadnic� nici igły (3) wynosi� powinna 1.0 mm. Wkl�sło�ci przeplatacza i oczka nici powinny by� ustawione frontem do siebie nawzajem.
Specyf. Wysoko�� przeplatacza
240 9.3 mm 356 9.0 mm 364 9.0 mm

15
REGULACJA SKOKU PRZEPLATACZA Skok przeplatacza wynosi 17 – 17.5 mm (rys.20)
1. Usu� pokryw� i �rub� (1) (rys. 24) 2. Poluzuj �rub� (2) i poruszaj wodzidłem (3):
- w gór�, aby zmniejszy� skok przeplatacza - w dół, aby zwi�kszy� skok przeplatacza.
3. Po regulacji dokr�� �rub� i załó� pokryw�. REGULACJA WYSOKO�CI PODNOSZENIA STOPKI Wysoko�� podniesienia stopki oznacza odległo�� pomi�dzy spodem stopki dociskowej i płytk�, gdy stopka (a) znajduje si� w swojej najwy�szej pozycji (rys 25)
1. Obró� kołem maszyny aby ustawi� z�bki w najni�szej pozycji. 2. Poluzuj nakr�tk� (1) i opu�� �rub� (2) 3. Opu�� d�wigni� (3) i podnie� stopk� na wła�ciw� wysoko��. 4. Po regulacji, podnie� �rub� (2) tak, aby dotykała d�wigni (3) i dokr�� nakr�tk� (1). 5. Przesun�� pier�cie� oporowy na dr��ku stopki Wysoko�� (a) dla typu W – 5 mm, dla typu U – 7 mm.
ODST�P CZASOWY MI�DZY RUCHEM IGŁY I CHWYTACZA Poluzuj �rub� (1) i ustaw mimo�ród (2) tak, aby pokrywał si� ze szczelin� wału korbowego (3) (rys 26).

16
REGULACJA ORBITY RUCHU CHWYTACZA
1. Ruch chwytacza przebiega zza igieł ku lewemu maksymalnemu punktowi, a nast�pnie z powrotem do pozycji pocz�tkowej z przodu igieł.
2. Aby wyregulowa� szeroko�� elipsy ruchu, dostosowuj�c j� do rozmiaru igieł, nale�y poluzowa� �rub� (4) i obraca� �rub� (5)
- zgodnie z kierunkiem ruchu wskazówek zegara, aby zmniejszy� ruch chwytacza - w kierunku przeciwnym – aby zwi�kszy� ruch chwytacza (rys 26)
REGULACJA KRZYWKI ODBIERAJ�CEJ NI� CHWITACZA Aby wyrówna� znaczniki na wsporniku (3) nale�y wyregulowa� dwie prowadnice nici (3) i (4) do poziomu, kiedy oczka obu prowadnic były wzgl�dem siebie równoległe (rys 27) Kiedy chwytacz jest w lewym maksymalnym punkcie, ni� chwytacza, przebiegaj�ca pomi�dzy tymi dwoma prowadnicami powinna by� delikatnie napr��ona. ROZWI�ZYWANIE PROBLEMÓW Złamanie si� igły Przyczyna Rozwi�zanie problemu Nieprawidłowo zainstalowana igła Poprawnie zało�y� igł� Nieprawidłowy rozmiar igły U�y� igły odpowiedniej do nici i materiału Igła lub jej czubek jest skrzywiona/y Wymieni� igł� Nieodpowiednie ustawienie wzgl�dem prowadnicy Wyregulowa� prowadnic� Igła uderza w płytk� Ponowna regulacja Igła uderza w stopk� lub palec stopki Wyregulowa� stopk� Nieprawidłowy skok chwytacza Ponowna regulacja Przeskakiwanie nici Przyczyna Rozwi�zanie problemu Nieprawidłowy odst�p czasowy mi�dzy igł� i chwytaczem
Ponowna regulacja
Nieprawidłowe nawleczenie nici Powtórzy� poprawnie nawleczenie Nieprawidłowe napr��enie nici Wyregulowa� napr��enie nici Igła jest skrzywiona Wymieni� igł� Nieprawidłowa odległo�� mi�dzy prowadnic� igły a igł�
Ponowna regulacja
Nierówne nawleczenie Wyrówna� nawleczenie Odbiornik nici KG04D nie działa Wymieni� na nowy b�d� wyregulowa�

17
Chwytacz i igła s� chropowate b�d� maj� zadziory Wyszlifowa�, wypolerowa� lub wymieni� na nowe Nieprawidłowy odst�p czasowy mi�dzy odbieraniem nici (MD 22) a igł�
Ponowna regulacja
Nieprawidłowa wysoko�� i k�t chwytacza Ponowna regulacja le dobrana igła Dobra� odpowiedni� igł� Przegrzanie si� igły Dola� oleju silikonowego lub wyregulowa� odległo��
chwytacza Nierówny �cieg Przyczyna Rozwi�zanie problemu Nieprawidłowe nawleczenie nici Powtórzy� poprawnie nawleczenie Nieprawidłowy docisk stopki Ponowna regulacja napr��enia Nieprawidłowe napr��enie nici Ponowna regulacja napr��enia Z�bki wystaj� poza płytk� Ponowna regulacja Nieprawidłowy dyferencjał Ponowna regulacja Nierówno�� palca igły Wypolerowa� lub wymieni� Dysk lub prowadnica nici ma zadziory Wyszlifowa�, wypolerowa� lub wymieni� na nowe Nierówne nawleczenie Wyrówna� nawleczenie Ni� jest grubsza ni� uszko igły U�y� odpowiedniej nici lub igły Napr��enie nici jest zbyt du�e Ponowna regulacja napr��enia Zerwanie si� nici Przyczyna Rozwi�zanie problemu Nieprawidłowe nawleczenie nici Powtórzy� poprawnie nawleczenie Ni� jest grubsza ni� uszko igły U�y� odpowiedniej nici lub igły Napr��enie nici jest zbyt du�e Ponowna regulacja napr��enia Nieprawidłowo zainstalowana igła Poprawnie zało�y� igł� Nieodpowiednia wysoko�� i k�t prowadnicy igły Ponowna regulacja Nieodpowiedni odst�p czasowy igły i chwytacza Ponowna regulacja Igła, chwytacz, prowadnica igły, z�bki maj� zadziory Wyszlifowa�, wypolerowa� lub wymieni� na nowe Dysk lub prowadnica nici jest chropowata/y Wyszlifowa�, wypolerowa� lub wymieni� na nowe Nierówne nawleczenie Wyrówna� nawleczenie Ni� ma supełki Zmieni� ni� Przegrzanie si� igły Dola� oleju silikonowego lub wyregulowa� odległo��
chwytacza i prowadnicy nici Zbyt lu�ny �cieg Przyczyna Rozwi�zanie problemu Nieprawidłowe nawleczenie nici Powtórzy� poprawnie nawleczenie Ni� jest zbyt gruba U�y� odpowiedniej nici lub igły Dysk napinaj�cy nie napr��a odpowiednio nici Wyregulowa� napr��enie nici Przytrzymywacz nici nie działa Wyregulowa� lub wymieni� Nieodpowiedni odst�p czasowy chwytacza i krzywki Ponownie wyregulowa� Nieodpowiednie ustawienie krzywki Ustawi� krzywk� w prawidłowej pozycji Dysk nici (KG04D) nieprawidłowo wyregulowany Ponownie wyregulowa� Zbyt du�a lub mała długo�� �ciegu Ponownie wyregulowa�

18
Nierówny ła�cuszek Przyczyna Rozwi�zanie problemu Nieodpowiedni odst�p czasowy stopki i z�bków Ponownie wyregulowa� Nieprawidłowo zainstalowana stopka Przeinstalowa� Nieodpowiedni odst�p czasowy chwytacza i krzywki Ponownie wyregulowa� Nieodpowiedni moment górnego przeplatacza Ponownie wyregulowa� Nieprawidłowe nawleczenie nici Ponownie wyregulowa� Nieprawidłowe napr��enie nici Ponownie wyregulowa� napr��enie Dysk napinaj�cy ni� jest chropowaty Wyszlifowa�, wypolerowa� lub wymieni� na nowe Stopka nie spr��ynuje prawidłowo lub w ogóle Ponownie wyregulowa� lub wymieni� Nieprawidłowy docisk stopki Ponownie wyregulowa� Z�bki zainstalowane s� zbyt nisko lub wysoko Ponownie wyregulowa� Zbyt du�y otwór na płytce Wymieni� płytk� Nie zainstalowany górny przeplatacz Zale�nie od modelu (typ U nie posiada g. przepl.) Nieprawidłowa wysoko�� i k�t górnego przeplatacza Ponownie wyregulowa� Nieprawidłowe ustawienie zespołu zsuwni Ponownie wyregulowa� Niska jako�� górnego przeplatacza Wymieni� na nowy Palec płytki ma zadziory Wyszlifowa�, wypolerowa� lub wymieni� na nowe Nieprawidłowe ustawienie z�bków Ponownie wyregulowa� Nieprawidłowy skok górnego przeplatacza Ponownie wyregulowa� Nieprawidłowe ustawienie prowadnika nici Ponownie wyregulowa� Brak rozprowadzania oleju Przyczyna Rozwi�zanie problemu �ruba SK304 elementu KT24 jest nie przewiercona Wymieni� na now� Brak oleju lub jego zbyt mała ilo�� Uzupełni� olej Zanieczyszczenie KT14 Wyczy�ci� lub wymieni� Uszkodzony w��yk oleju Wymieni� Zanieczyszczenie olejarki Wyczy�ci� lub wymieni� Niska jako�� pompy olejowej Wymieni� Brak rozdzielno�� nici grubszych i cie�szych Przyczyna Rozwi�zanie problemu Uszkodzenie MV14 lub MC69D Wymieni� na nowy Uszkodzenie MQ17 lub MC86 Wymieni� na nowy Nierówno�� grubszych i cie�szych nici Przyczyna Rozwi�zanie problemu Spr��yna MC71 nie ma elastyczno�ci Wymieni� na nowy Nieprawidłowa regulacja MC73 i MC72 Ponownie wyregulowa� Poluzowana �ruba SK270 na MV16-A lub MC66-1 Wyregulowa� i dokr�ci� Uszkodzenia głównych segmentów Przyczyna Rozwi�zanie problemu Uszkodzenie igielnicy Naprawa przez serwis Brak smarowania Naprawa przez serwis Niska jako�� wtrysku oleju Naprawa przez serwis

19
Nieodpowiedni lubrykant U�y� odpowiedniego oleju Uszkodzenie pompy olejowej Naprawa przez serwis Uszkodzenie obwodu smaruj�cego Naprawa przez serwis Wyciek oleju Przyczyna Rozwi�zanie problemu Olej nie wraca do obiegu
a) uszkodzony w��yk olejowy b) zbyt du�a odległo�� miedzy ML28 i ML 32 lub
ML71 i ML 32
Wymieni� / wyregulowa�: a) wymieni� b) wyregulowa�
Wykr�cona �ruba SK310 zbiornika oleju Dokr�ci� Zdemontowane lub uszkodzone cz��ci MR 24 lub ML62
Wymieni� lub reinstalowa�
Zdemontowana lub uszkodzona cz��� KT17 Wymieni� lub reinstalowa� Odkr�cona �ruba SM477 na KT16B Dokr�ci� Odkształcenie MR 26 lub ML 59 Wymieni� Zdemontowana lub uszkodzona cz��� MA 05 Wymieni� lub reinstalowa� Odkr�cona �ruba MA 04 Dokr�ci� Odkr�cone lub zdemontowane cz��ci KN13 lub KA26 Reinstalowa� Zdemontowane lub uszkodzone MQ05, MB02 i MB05 Wymieni� lub reinstalowa� Nieszczelna cz��� MC17 Uszczelni� Odkr�cona cz��� MC12 Dokr�ci� Uszkodzona cz��� ME78 Wymieni� Uszkodzona cz��� ME82 Wymieni� Uszkodzona cz��� MH15 Wymieni� Odkr�cona cz��� MA02D Dokr�ci� Zdemontowana lub uszkodzona cz��� MA12D Wymieni� lub reinstalowa� Wykr�cona �ruba MR08 Dokr�ci� Zdemontowana lub uszkodzona cz��� MR09 Wymieni� lub reinstalowa� �ruba zbiornika oleju MR26 lub ML59 poluzowana Dokr�ci� Cz��� MU19 zu�yta Wymieni� Brak uszczelnienia MQ21 i MQ22 Uszczelni� Zbyt du�y poziom oleju Zmniejszy� ilo�� oleju w obiegu Zbyt du�y poziom hałasu – nieprawidłowy odgłos pracy Przyczyna Rozwi�zanie problemu �ruba SM604 na MF01-2 odkr�cona Wyregulowa� Z�bki uderzaj� w płytk� �ciegow� Wyregulowa� Prowadnica igły uderza w chwytacz Wyregulowa� Prowadnica igły uderza w z�bki Wyregulowa� MV10 uderza w MV33 Wyregulowa� Obluzowanie z�bków: a) przód / tył MV18 b) prawo / lewo MV22, MV23
a) wymieni� i wyregulowa� b) wyregulowa� dokładnie
Obluzowanie chwytacza: a) przód / tył MT 09 b) prawo / lewo MT10,12,24
a. wymieni� i wyregulowa� b) wyregulowa� dokładnie
Zu�yta i poluzowana cz��� MT20 Wymieni� i wyregulowa� Pompa oleju nie działa płynnie Wymieni� Nieprawidłowe ustawienie cz��ci MS15 Wyregulowa� Zu�yta cz��� MF09 Wymieni� Zu�yta cz��� MH49 Wymieni� Poluzowana pokrywa przednia (MQ12) Zamontowa� prawidłowo

20
Poluzowana cz��� MR12 Zamontowa� prawidłowo Zbyt słaba spr��yna MR08 Wyregulowa� lub wymieni� Nieprawidłowa instalacja cz��ci MA 21 Zamontowa� prawidłowo Nieprawidłowa instalacja cz��ci MA55 \ MA41 Zamontowa� prawidłowo Zbyt du�a odległo�� igły, MC64 uderza w MC60 Wyregulowa� odległo�� Poluzowanie si� z�bków:
a. luz przód/tył: zu�ycie si� MC93-5, przerwa mi�dzy MC64 i MC77; MC81 i MC83; MC41 i MC63
b. luz prawo/lewo: przerwa mi�dzy MC41 i MC44
a. wymieni� lub wyregulowa� b. wyregulowa� tak, aby zlikwidowa� przerw�
Poluzowanie si� chwytacza: a) luz przód/tył: przerwa mi�dzy ME86 i ME85 b) luz prawo/lewo: zu�ycie si� ME11 i ME04
a) wymieni� lub wyregulowa� b) wyregulowa� tak, aby zlikwidowa� przerw�
Poluzowana �ruba SM532 na MH09 Wyregulowa� i dokr�ci� Poluzowana �ruba SM603 na MF07 Wyregulowa� i dokr�ci� Luz przód / tył cz��ci MG10 Wyregulowa� FFC MECHANICZNY PODAJNIK GUMOKORONKI Dzi�ki urz�dzeniu regulacji systemu mechanicznego podawania, mo�na kontrolowa� ��dan� elastyczno�� poprzez okre�lone ustawienia. 1. Dwa paski z�bate FFC17 nie mog� by� naci�gni�te zbyt mocno – obni�y to moment obrotowy, ani zbyt
lu�ne – co mo�e spowodowa� nadmierny hałas. 2. Zainstalowana pokrywa pasa FFC21E nie mo�e dotyka� naci�gu FFC20 i koła FFC24E 3. Pokrywa pasa FFC12E nie mo�e dotyka� pasa FFC17 4. Wałek FFC08 musi pracowa� płynnie, bez odchyle� i zatrzyma� 5. �lizg LF47 i ł�cznik FE22 wyregulowa� do szeroko�ci gumy 6. Wałki FFC05 i FFC08 powinny dobrze przytrzymywa� gum�. Rozwi�zywanie problemów: Ograniczone podawanie:
1. Skrzynka przekładniowa FFC18 nie działa lub jest �le wyregulowana 2. Uszkodzenie wałków FFC05 i FFC08 3. Wałek FFC08 musi pracowa� płynnie, bez odchyle� i zatrzyma� 4. Zastosowanie urz�dzenia LF-A poprawi prac�
Nieprawidłowe odgłosy pracy:
1. Pasek FFC17 jest zbyt lu�ny 2. Pasek FFC17 uderza w pokryw� FFC21 lub FFC12 3. Niezgodno�� pracy w skrzynce przekładniowej FFC18
FW URZ�DZENIE DO WZMACNIANIA SZWÓW (4-igłowe, 1 chwytacz)
1. Wykonanie wzmocnionego �ciegu mo�na uzyska� poprzez odpowiednie ustawienie wi�zadła FW14 2. Ró�norodne odszycie poszczególnych fragmentów mo�na uzyska� poprzez zmian� podnoszenia
z�bków i stopki. 3. Du�a dokładno�� w prawidłowym szwie 4. Równocze�nie mo�na zastosowa� FWP – urz�dzenie do wzmacniania szwów z ta�m� wi���c�, aby
uzyska� wi�ksz� stabilno��

21
Rozwi�zywanie problemów: Szycie nierówne
1. Dla prawidłowego wykonywania szwu niezb�dna jest precyzyjna regulacja 2. Pr�dko�� nie powinna przekracza� 4500 �cieg/min 3. Mo�liwo�� nieprawidłowego napr��enia i pojemno�ci












![WLA Układ pokarmowy I PDF 14 [tryb zgodności] · Układ pokarmowy Jama ustna Miażdżenie, fragmentacja i nadtrawianie pokarmu Pasywny pasaż pokarmu Trawienie enzymatyczne pokarmu,](https://static.fdocuments.pl/doc/165x107/5c789aac09d3f200208b8b77/wla-uklad-pokarmowy-i-pdf-14-tryb-zgodnosci-uklad-pokarmowy-jama-ustna.jpg)
![PDF WLA Przew pok i gruczoły 14 15 [tryb zgodności] · Komórki endokrynowe przewodu pokarmowego Typ komórki Hormon Działanie I – jelito cienkie ... Komórki układu makrofagów:](https://static.fdocuments.pl/doc/165x107/5c76b22b09d3f2d3778c0010/pdf-wla-przew-pok-i-gruczoly-14-15-tryb-zgodnosci-komorki-endokrynowe-przewodu.jpg)