Diagnostyka systemów mechatronicznych · ... Instytut Mechatroniki i Systemów Informatycznych...
38
Diagnostyka systemów mechatronicznych © Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011 Literatura 1. C. Cempel, Diagnostyka wibroakustyczna maszyn, WNT Warszawa 1989 2. L. Swędrowski, Nowa metoda diagnostyki łożysk silnika indukcyjnego oparta na analizie i pomiarze prądu zasilającego, Politechnika Gdańska, 2005 3. M. Tadeusiewicz, Signals and systems, Politechnika Łódzka, 2001 4. P. Tavner, L. Ran, J. Penman, H. Sedding , Condition Monitoring of Rotating Electrical Machines, IET 2008 5. Eddy Current Testing at Level 2, INTERNATIONAL ATOMIC ENERGY AGENCY VIENNA, 2011 6. B. Drak, P. Zientek, R. Niestrój, J. Kwak, Napięcia i prądy wałowe w silnikach indukcyjnych dużej mocy użytych w organach urabiających kombajnów górniczych, Zeszyty Problemowe – Maszyny Elektryczne Nr 76/2007, pp.55-62 7. Kuczyński K. 2008 – „Zastosowanie termowizji w diagnostyce urządzeń elektrycznych” – Dom Wydawniczy Medium, 2008 8. R. Brutsch i in. „Insulation Failure Mechanisms of Power Generators” IEEE Electrical Insulation Magazine, July/August 2008 — Vol. 24, No.4
Transcript of Diagnostyka systemów mechatronicznych · ... Instytut Mechatroniki i Systemów Informatycznych...
Diagnostyka systemów mechatronicznych
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Literatura 1. C. Cempel, Diagnostyka wibroakustyczna maszyn, WNT Warszawa 1989 2. L. Swędrowski, Nowa metoda diagnostyki łożysk silnika indukcyjnego oparta na analizie i pomiarze prądu zasilającego, Politechnika Gdańska, 2005 3. M. Tadeusiewicz, Signals and systems, Politechnika Łódzka, 2001 4. P. Tavner, L. Ran, J. Penman, H. Sedding , Condition Monitoring of Rotating Electrical Machines, IET 2008 5. Eddy Current Testing at Level 2, INTERNATIONAL ATOMIC ENERGY AGENCY VIENNA, 2011 6. B. Drak, P. Zientek, R. Niestrój, J. Kwak, Napięcia i prądy wałowe w silnikach indukcyjnych dużej mocy użytych w organach urabiających kombajnów górniczych, Zeszyty Problemowe – Maszyny Elektryczne Nr 76/2007, pp.55-62 7. Kuczyński K. 2008 – „Zastosowanie termowizji w diagnostyce urządzeń elektrycznych” – Dom Wydawniczy Medium, 2008 8. R. Brutsch i in. „Insulation Failure Mechanisms of Power Generators” IEEE Electrical Insulation Magazine, July/August 2008 — Vol. 24, No.4
Diagnostyka systemów mechatronicznych
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Literatura cd. 9. CIGRE Study Committee SC11, EG11.02, “Hydrogenerator Failures – Results of the Survey,” 2003. 10. Piezoelectric Accelerometers and Vibration Preamplifiers, Bruel&Kjaer, 1997 11. LION Precision TechNote, LT 05-0011
1. Charakterystyka diagnostyki technicznej.
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Miejsce diagnostyki w procesie projektowania, wytwarzania i eksploatacji
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
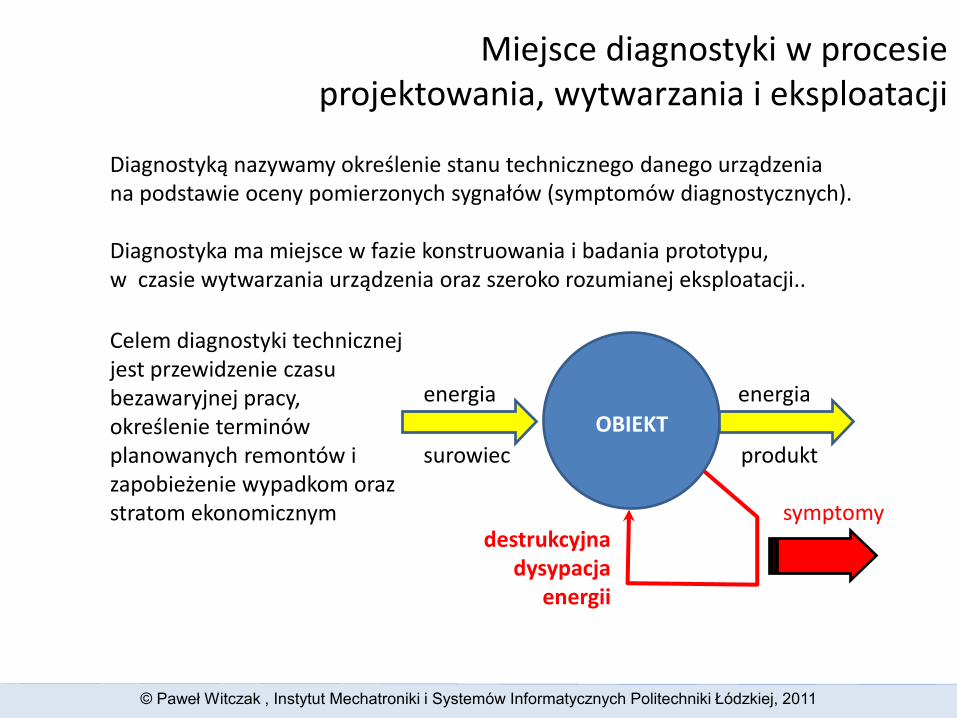
Diagnostyką nazywamy określenie stanu technicznego danego urządzenia na podstawie oceny pomierzonych sygnałów (symptomów diagnostycznych). Diagnostyka ma miejsce w fazie konstruowania i badania prototypu, w czasie wytwarzania urządzenia oraz szeroko rozumianej eksploatacji..
Celem diagnostyki technicznej jest przewidzenie czasu bezawaryjnej pracy, określenie terminów planowanych remontów i zapobieżenie wypadkom oraz stratom ekonomicznym
energia
surowiec
OBIEKT
destrukcyjna dysypacja
energii
produkt
energia
symptomy
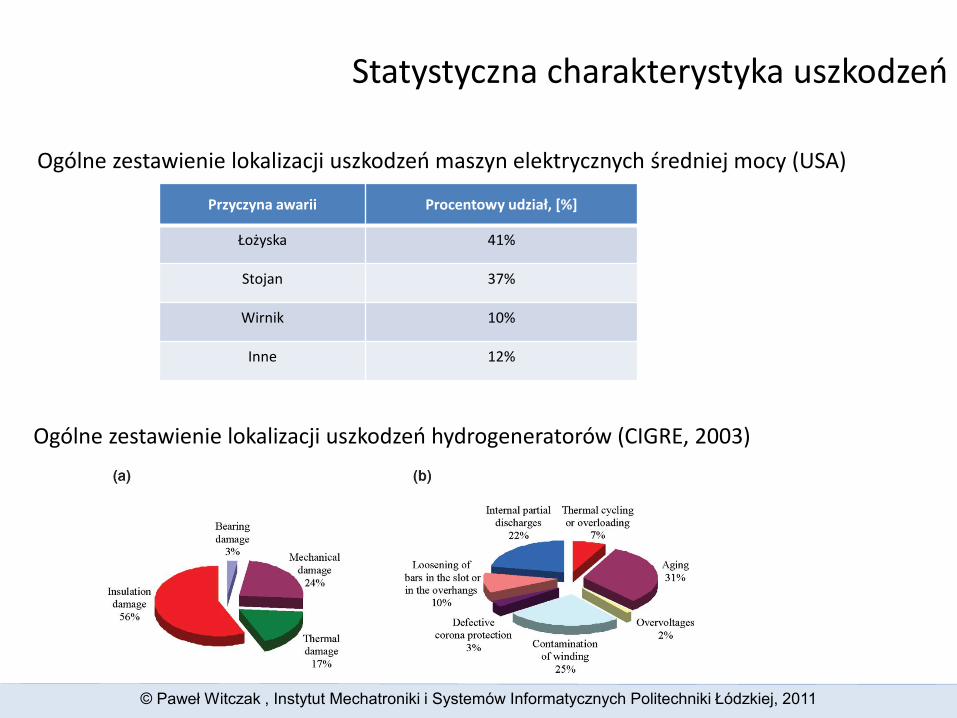
Statystyczna charakterystyka uszkodzeń
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Ogólne zestawienie lokalizacji uszkodzeń maszyn elektrycznych średniej mocy (USA)
Przyczyna awarii Procentowy udział, [%]
Łożyska 41%
Stojan 37%
Wirnik 10%
Inne 12%
Ogólne zestawienie lokalizacji uszkodzeń hydrogeneratorów (CIGRE, 2003)
Diagnostyka w procesie projektowania
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
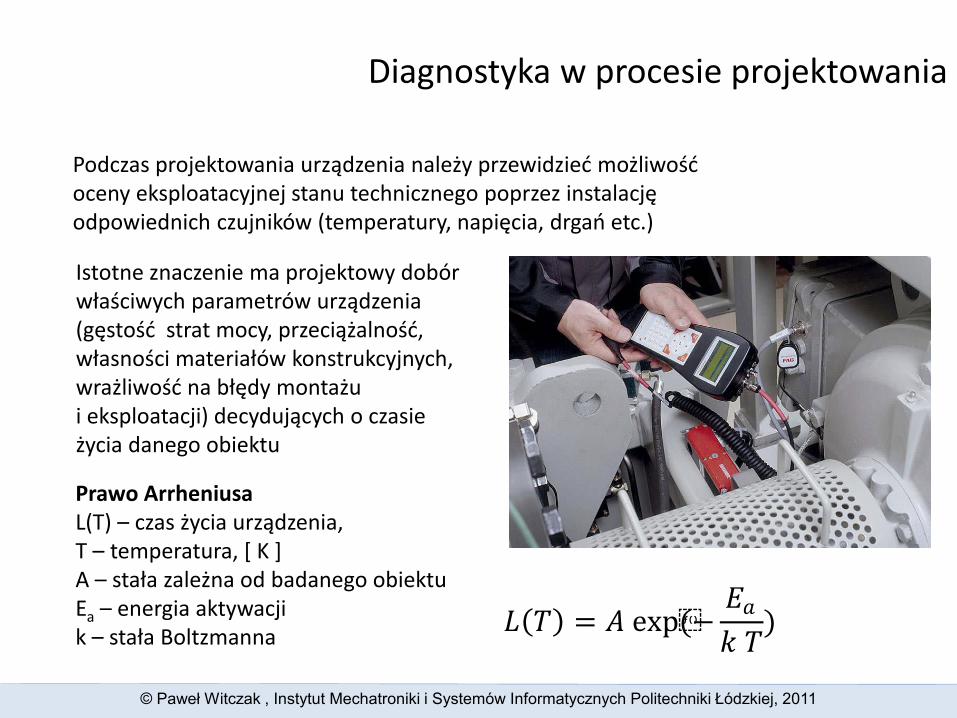
Podczas projektowania urządzenia należy przewidzieć możliwość oceny eksploatacyjnej stanu technicznego poprzez instalację odpowiednich czujników (temperatury, napięcia, drgań etc.) Istotne znaczenie ma projektowy dobór właściwych parametrów urządzenia (gęstość strat mocy, przeciążalność, własności materiałów konstrukcyjnych, wrażliwość na błędy montażu i eksploatacji) decydujących o czasie życia danego obiektu
Prawo Arrheniusa L(T) – czas życia urządzenia, T – temperatura, [ K ] A – stała zależna od badanego obiektu Ea – energia aktywacji k – stała Boltzmanna
𝐿 𝑇 = 𝐴 exp(−𝐸𝑎
𝑘 𝑇)
Diagnostyka w procesie wytwarzania
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Podczas wytwarzania urządzenia mamy do czynienia z koniecznością połączenia w jedną całość wielu części składowych, z których potencjalnie każda ma wpływ na wynikową jakość urządzenia. Za wyjątkiem obiektów o największej wartości lub znaczeniu nie ma praktycznej możliwości kompletnego pomiaru własności wszystkich składników. Decydujący jest czas (koszt) pomiarów – kwalifikacji, który musi być dodany do ceny wyrobu.
Płytka testowa trójosiowego czujnika przyspieszenia
Kontrola wymiarów
profab
Pomiary materiałów (półfabrykatów) wejściowych opierają się w dużej mierze o system certyfikatów i gwarancji. Kontrola międzyoperacyjna i końcowa służy do eliminacji produktów niespełniających wymogów jakościowych.
Diagnostyka wyrobu
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
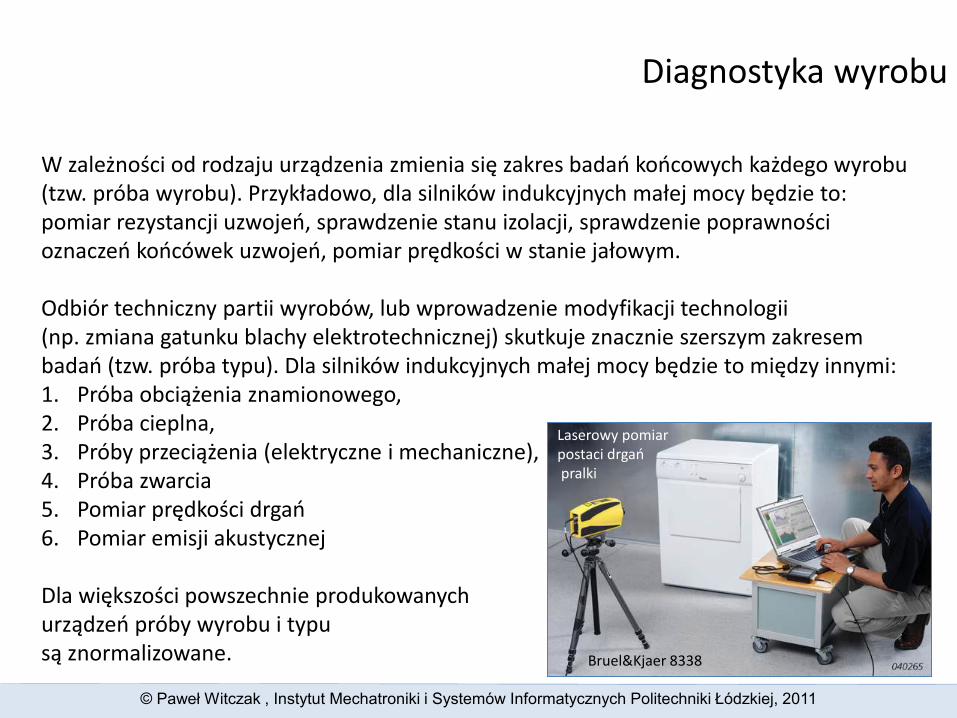
W zależności od rodzaju urządzenia zmienia się zakres badań końcowych każdego wyrobu (tzw. próba wyrobu). Przykładowo, dla silników indukcyjnych małej mocy będzie to: pomiar rezystancji uzwojeń, sprawdzenie stanu izolacji, sprawdzenie poprawności oznaczeń końcówek uzwojeń, pomiar prędkości w stanie jałowym. Odbiór techniczny partii wyrobów, lub wprowadzenie modyfikacji technologii (np. zmiana gatunku blachy elektrotechnicznej) skutkuje znacznie szerszym zakresem badań (tzw. próba typu). Dla silników indukcyjnych małej mocy będzie to między innymi: 1. Próba obciążenia znamionowego, 2. Próba cieplna, 3. Próby przeciążenia (elektryczne i mechaniczne), 4. Próba zwarcia 5. Pomiar prędkości drgań 6. Pomiar emisji akustycznej Dla większości powszechnie produkowanych urządzeń próby wyrobu i typu są znormalizowane.
Laserowy pomiar postaci drgań pralki
Bruel&Kjaer 8338
Diagnostyka eksploatacyjna
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
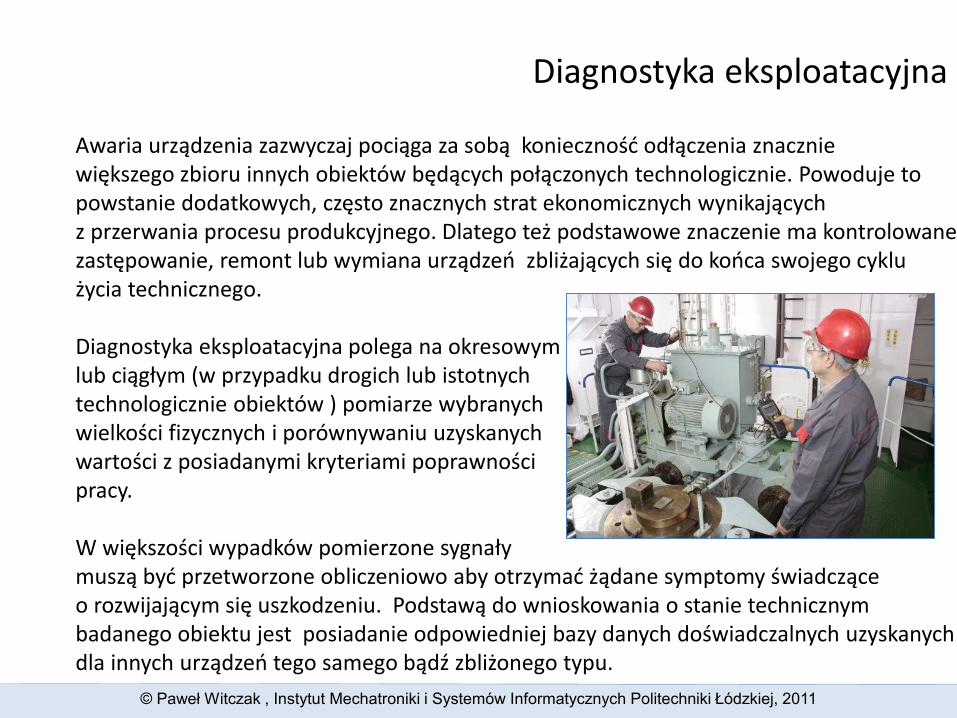
Awaria urządzenia zazwyczaj pociąga za sobą konieczność odłączenia znacznie większego zbioru innych obiektów będących połączonych technologicznie. Powoduje to powstanie dodatkowych, często znacznych strat ekonomicznych wynikających z przerwania procesu produkcyjnego. Dlatego też podstawowe znaczenie ma kontrolowane zastępowanie, remont lub wymiana urządzeń zbliżających się do końca swojego cyklu życia technicznego. Diagnostyka eksploatacyjna polega na okresowym lub ciągłym (w przypadku drogich lub istotnych technologicznie obiektów ) pomiarze wybranych wielkości fizycznych i porównywaniu uzyskanych wartości z posiadanymi kryteriami poprawności pracy. W większości wypadków pomierzone sygnały muszą być przetworzone obliczeniowo aby otrzymać żądane symptomy świadczące o rozwijającym się uszkodzeniu. Podstawą do wnioskowania o stanie technicznym badanego obiektu jest posiadanie odpowiedniej bazy danych doświadczalnych uzyskanych dla innych urządzeń tego samego bądź zbliżonego typu.
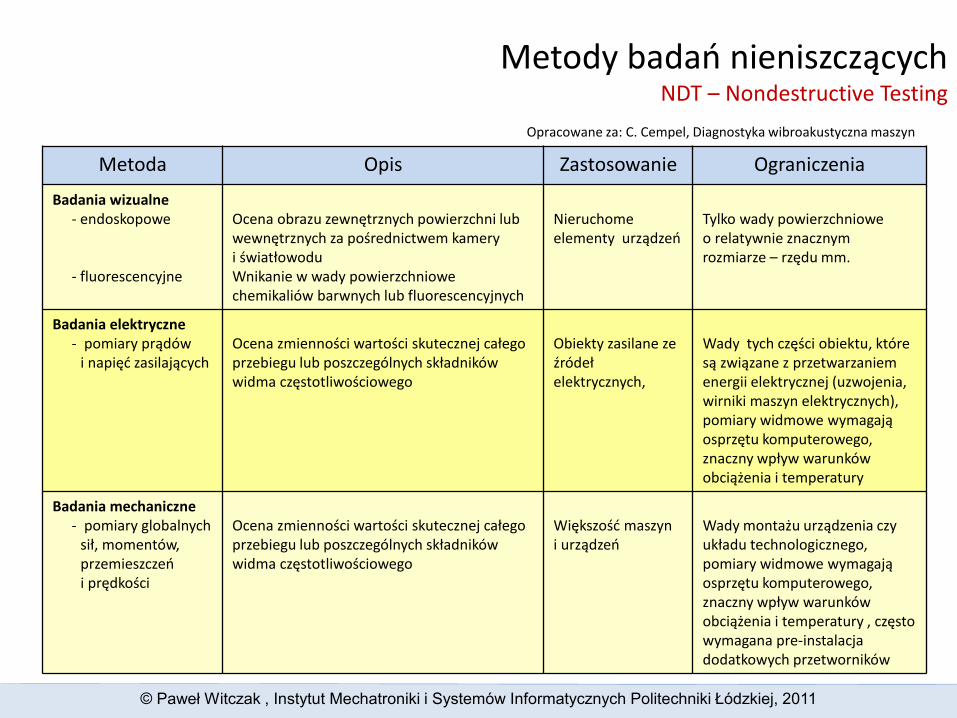
Metody badań nieniszczących NDT – Nondestructive Testing
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Opracowane za: C. Cempel, Diagnostyka wibroakustyczna maszyn
Metoda Opis Zastosowanie Ograniczenia
Badania wizualne - endoskopowe
- fluorescencyjne
Ocena obrazu zewnętrznych powierzchni lub wewnętrznych za pośrednictwem kamery i światłowodu Wnikanie w wady powierzchniowe chemikaliów barwnych lub fluorescencyjnych
Nieruchome elementy urządzeń
Tylko wady powierzchniowe o relatywnie znacznym rozmiarze – rzędu mm.
Badania elektryczne - pomiary prądów
i napięć zasilających
Ocena zmienności wartości skutecznej całego przebiegu lub poszczególnych składników widma częstotliwościowego
Obiekty zasilane ze źródeł elektrycznych,
Wady tych części obiektu, które są związane z przetwarzaniem energii elektrycznej (uzwojenia, wirniki maszyn elektrycznych), pomiary widmowe wymagają osprzętu komputerowego, znaczny wpływ warunków obciążenia i temperatury
Badania mechaniczne - pomiary globalnych
sił, momentów, przemieszczeń i prędkości
Ocena zmienności wartości skutecznej całego przebiegu lub poszczególnych składników widma częstotliwościowego
Większość maszyn i urządzeń
Wady montażu urządzenia czy układu technologicznego, pomiary widmowe wymagają osprzętu komputerowego, znaczny wpływ warunków obciążenia i temperatury , często wymagana pre-instalacja dodatkowych przetworników
Metody badań nieniszczących NDT – Nondestructive Testing
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Opracowane za: C. Cempel, Diagnostyka wibroakustyczna maszyn
Metoda Opis Zastosowanie Ograniczenia
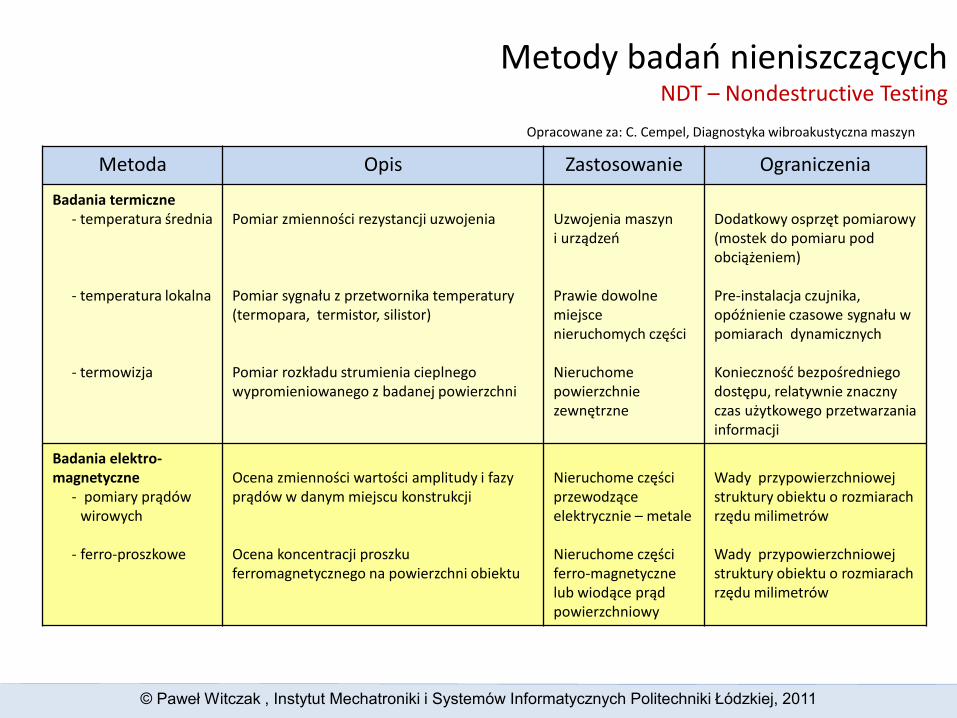
Badania termiczne - temperatura średnia - temperatura lokalna
- termowizja
Pomiar zmienności rezystancji uzwojenia Pomiar sygnału z przetwornika temperatury (termopara, termistor, silistor) Pomiar rozkładu strumienia cieplnego wypromieniowanego z badanej powierzchni
Uzwojenia maszyn i urządzeń Prawie dowolne miejsce nieruchomych części Nieruchome powierzchnie zewnętrzne
Dodatkowy osprzęt pomiarowy (mostek do pomiaru pod obciążeniem) Pre-instalacja czujnika, opóźnienie czasowe sygnału w pomiarach dynamicznych Konieczność bezpośredniego dostępu, relatywnie znaczny czas użytkowego przetwarzania informacji
Badania elektro-magnetyczne
- pomiary prądów wirowych
- ferro-proszkowe
Ocena zmienności wartości amplitudy i fazy prądów w danym miejscu konstrukcji Ocena koncentracji proszku ferromagnetycznego na powierzchni obiektu
Nieruchome części przewodzące elektrycznie – metale Nieruchome części ferro-magnetyczne lub wiodące prąd powierzchniowy
Wady przypowierzchniowej struktury obiektu o rozmiarach rzędu milimetrów Wady przypowierzchniowej struktury obiektu o rozmiarach rzędu milimetrów
Metody badań nieniszczących NDT – Nondestructive Testing
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Opracowane za: C. Cempel, Diagnostyka wibroakustyczna maszyn
Metoda Opis Zastosowanie Ograniczenia
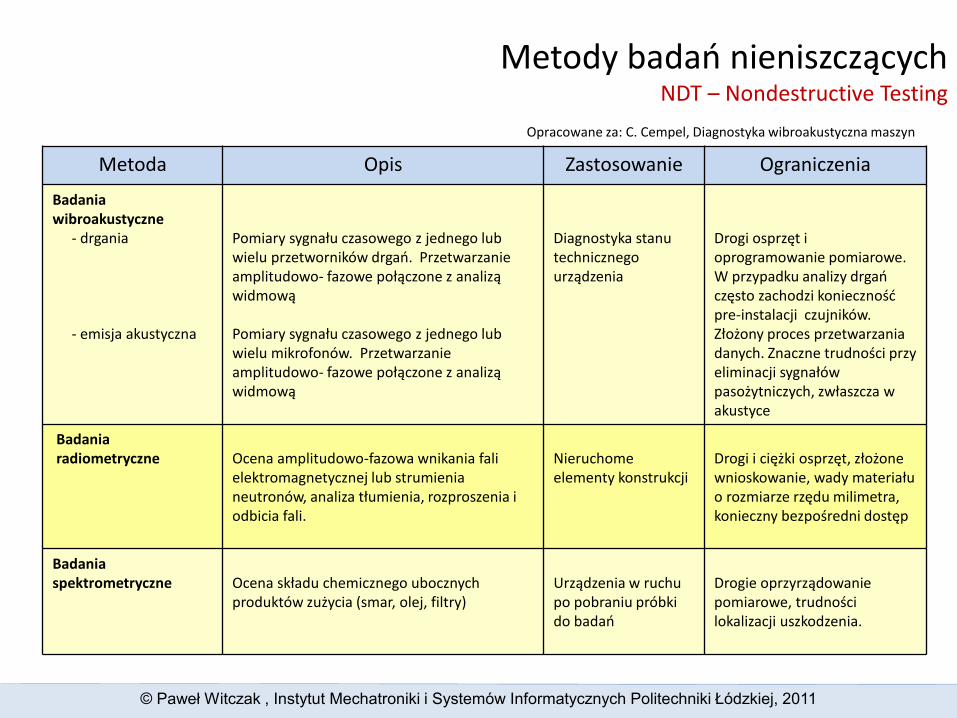
Badania wibroakustyczne
- drgania - emisja akustyczna
Pomiary sygnału czasowego z jednego lub wielu przetworników drgań. Przetwarzanie amplitudowo- fazowe połączone z analizą widmową Pomiary sygnału czasowego z jednego lub wielu mikrofonów. Przetwarzanie amplitudowo- fazowe połączone z analizą widmową
Diagnostyka stanu technicznego urządzenia
Drogi osprzęt i oprogramowanie pomiarowe. W przypadku analizy drgań często zachodzi konieczność pre-instalacji czujników. Złożony proces przetwarzania danych. Znaczne trudności przy eliminacji sygnałów pasożytniczych, zwłaszcza w akustyce
Badania radiometryczne
Ocena amplitudowo-fazowa wnikania fali elektromagnetycznej lub strumienia neutronów, analiza tłumienia, rozproszenia i odbicia fali.
Nieruchome elementy konstrukcji
Drogi i ciężki osprzęt, złożone wnioskowanie, wady materiału o rozmiarze rzędu milimetra, konieczny bezpośredni dostęp
Badania spektrometryczne
Ocena składu chemicznego ubocznych produktów zużycia (smar, olej, filtry)
Urządzenia w ruchu po pobraniu próbki do badań
Drogie oprzyrządowanie pomiarowe, trudności lokalizacji uszkodzenia.
2. Procesy zużycia.
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Fizyczne podstawy procesów zużycia (1) Zużycie trybologiczne
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Procesem zużycia (materiału, urządzenia) nazywamy utratę własności fizycznych lub eksploatacyjnych danego obiektu. Zużycie to może mieć charakter stopniowy lub nagły, może być odwracalne (renowacja lub wymiana części) bądź nieodwracalne – trwałe uszkodzenie. Zużyciem trybologicznym nazywamy ubytek objętości warstwy wierzchniej powierzchni trącej spowodowany (jedno- lub wielokrotnym) oddziaływaniem powierzchni współpracującej, bezpośrednio lub za pośrednictwem substancji stałych, ciekłych lub gazowych znajdujących się pomiędzy tymi powierzchniami. Jest ono wynikiem procesu ciągłych, niszczących zmian pierwotnego stanu masy, składu chemicznego, struktury i stanu naprężenia materiału powierzchniowej warstwy elementów maszyn, spowodowanego oddziaływaniem elementów współpracujących i środowiska. Wyróżniamy zużycie ścierne, adhezyjne, zmęczeniowe i utlenianie.
Fizyczne podstawy procesów zużycia (2)
Zużycie trybologiczne
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Zużycie ścierne - - niszczenie powierzchni współpracujących elementów w wyniku skrawającego lub rysującego oddziaływania nierówności powierzchni, cząstek ciał obcych lub produktów zużycia. Zużycie adhezyjne - niszczenie warstwy wierzchniej współpracujących elementów w wyniku powstawania i rozrywania połączeń adhezyjnych, na powierzchniach o dużym powinowactwie chemicznym, mikrozgrzein i mikrospoin tworzących się między wierzchołkami nierówności współpracujących powierzchni. Zużycie zmęczeniowe - miejscowa utrata spójności i związane z nią ubytki materiału spowodowane zmęczeniem materiału w wyniku cyklicznego oddziaływania naprężeń stykowych w warstwach wierzchnich współpracujących elementów. Zużycie przez utlenianie - niszczenie warstwy wierzchniej współpracujących elementów, polegające na powstawaniu powierzchniowych ubytków materiału w wyniku tworzenia się tlenków oraz ich usuwaniu pod działaniem siły tarcia. Warunkiem występowania takiego procesu zużycia, jest szybkość tworzenia warstewek tlenków większa, niż szybkość ich ścierania z powierzchni tarcia. Nazywa się je również „zużyciem normalnym”, jest uważane za jedyny dopuszczalny proces zużycia.
Fizyczne podstawy procesów zużycia (3)
Zużycie trybologiczne
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
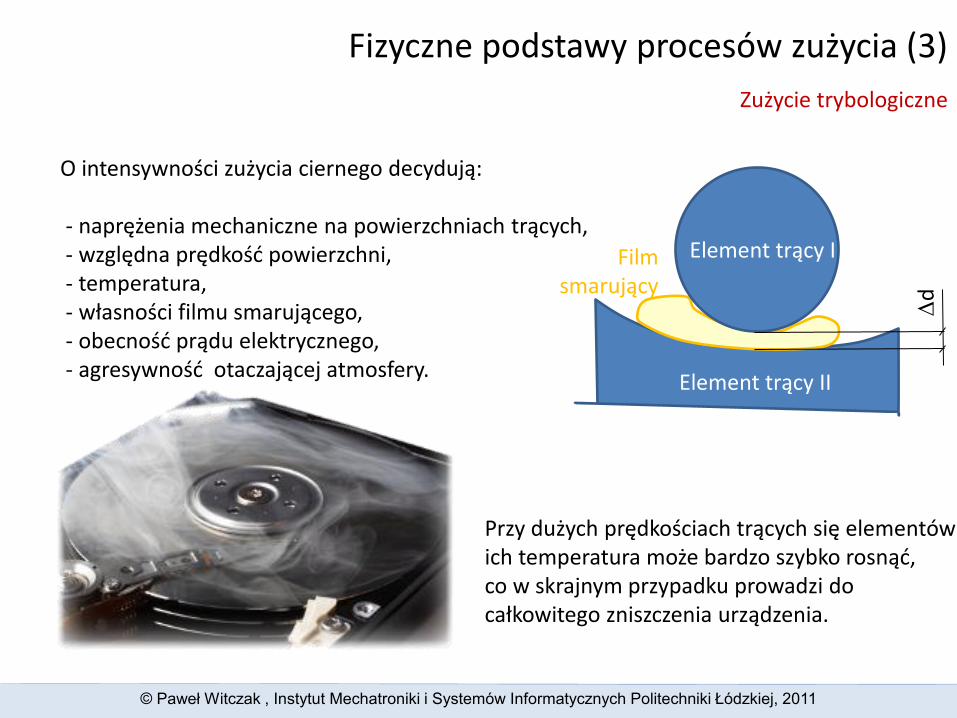
O intensywności zużycia ciernego decydują: - naprężenia mechaniczne na powierzchniach trących, - względna prędkość powierzchni, - temperatura, - własności filmu smarującego, - obecność prądu elektrycznego, - agresywność otaczającej atmosfery.
Film smarujący
Element trący I
Element trący II
Dd
Przy dużych prędkościach trących się elementów ich temperatura może bardzo szybko rosnąć, co w skrajnym przypadku prowadzi do całkowitego zniszczenia urządzenia.
Fizyczne podstawy procesów zużycia (4)
Zużycie termiczne
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
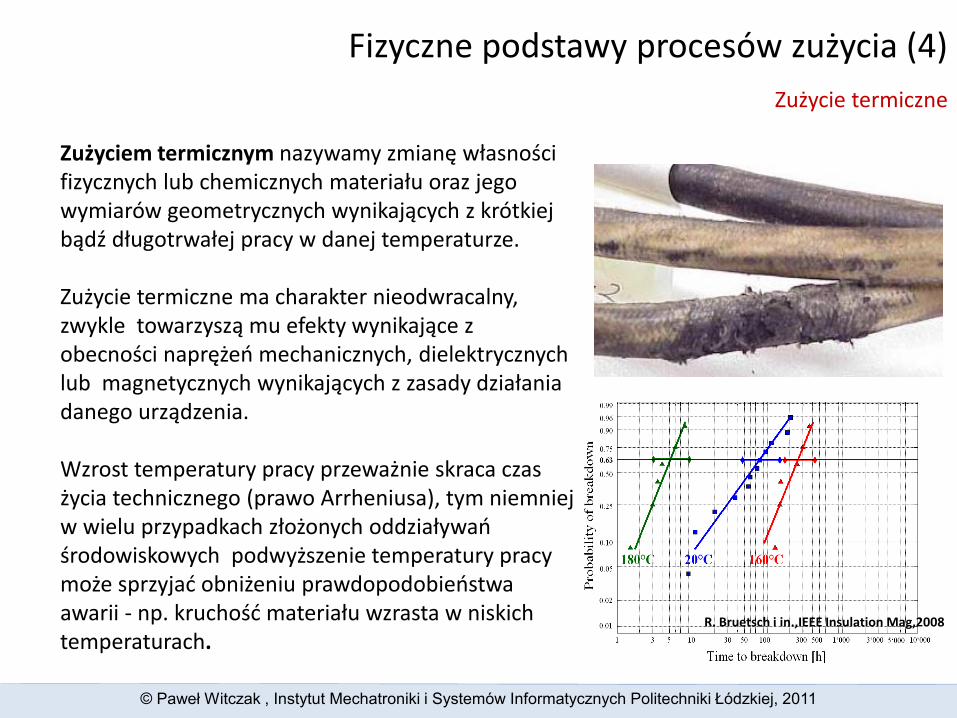
Zużyciem termicznym nazywamy zmianę własności fizycznych lub chemicznych materiału oraz jego wymiarów geometrycznych wynikających z krótkiej bądź długotrwałej pracy w danej temperaturze. Zużycie termiczne ma charakter nieodwracalny, zwykle towarzyszą mu efekty wynikające z obecności naprężeń mechanicznych, dielektrycznych lub magnetycznych wynikających z zasady działania danego urządzenia. Wzrost temperatury pracy przeważnie skraca czas życia technicznego (prawo Arrheniusa), tym niemniej w wielu przypadkach złożonych oddziaływań środowiskowych podwyższenie temperatury pracy może sprzyjać obniżeniu prawdopodobieństwa awarii - np. kruchość materiału wzrasta w niskich temperaturach.
R. Bruetsch i in.,IEEE Insulation Mag,2008
Fizyczne podstawy procesów zużycia (4)
Zużycie termiczne
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
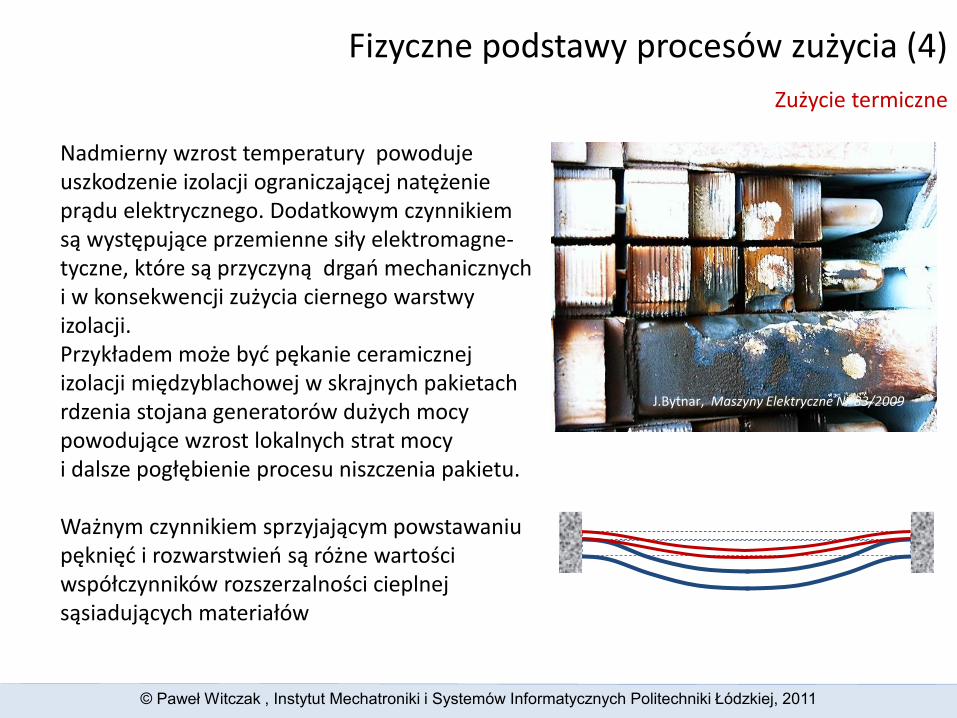
Nadmierny wzrost temperatury powoduje uszkodzenie izolacji ograniczającej natężenie prądu elektrycznego. Dodatkowym czynnikiem są występujące przemienne siły elektromagne-tyczne, które są przyczyną drgań mechanicznych i w konsekwencji zużycia ciernego warstwy izolacji. Przykładem może być pękanie ceramicznej izolacji międzyblachowej w skrajnych pakietach rdzenia stojana generatorów dużych mocy powodujące wzrost lokalnych strat mocy i dalsze pogłębienie procesu niszczenia pakietu. Ważnym czynnikiem sprzyjającym powstawaniu pęknięć i rozwarstwień są różne wartości współczynników rozszerzalności cieplnej sąsiadujących materiałów
J.Bytnar, Maszyny Elektryczne Nr 83/2009
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Fluke
Fluke
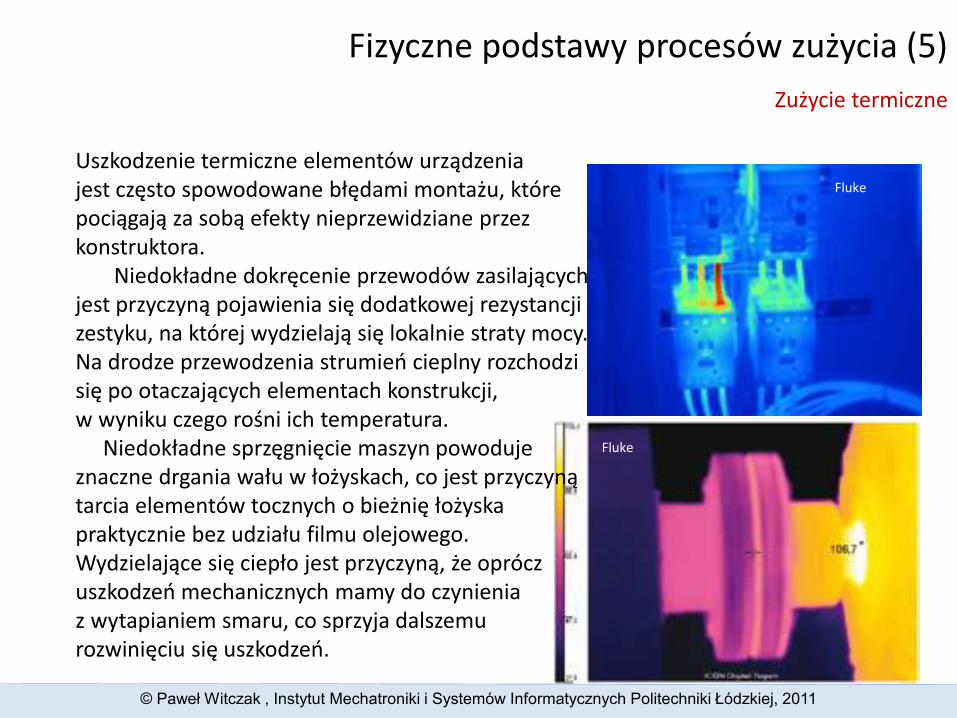
Fizyczne podstawy procesów zużycia (5)
Zużycie termiczne
Uszkodzenie termiczne elementów urządzenia jest często spowodowane błędami montażu, które pociągają za sobą efekty nieprzewidziane przez konstruktora. Niedokładne dokręcenie przewodów zasilających jest przyczyną pojawienia się dodatkowej rezystancji zestyku, na której wydzielają się lokalnie straty mocy. Na drodze przewodzenia strumień cieplny rozchodzi się po otaczających elementach konstrukcji, w wyniku czego rośni ich temperatura. Niedokładne sprzęgnięcie maszyn powoduje znaczne drgania wału w łożyskach, co jest przyczyną tarcia elementów tocznych o bieżnię łożyska praktycznie bez udziału filmu olejowego. Wydzielające się ciepło jest przyczyną, że oprócz uszkodzeń mechanicznych mamy do czynienia z wytapianiem smaru, co sprzyja dalszemu rozwinięciu się uszkodzeń.
3. Uszkodzenia łożysk.
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Uszkodzenia łożysk Przyczyny
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
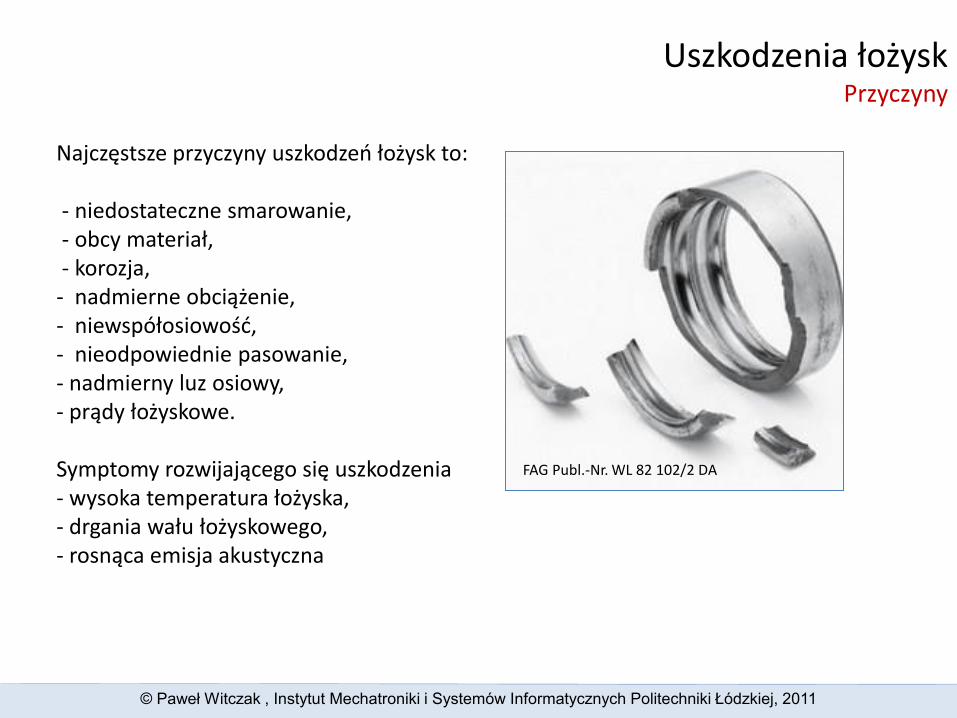
Najczęstsze przyczyny uszkodzeń łożysk to: - niedostateczne smarowanie, - obcy materiał, - korozja, - nadmierne obciążenie, - niewspółosiowość, - nieodpowiednie pasowanie, - nadmierny luz osiowy, - prądy łożyskowe.
Symptomy rozwijającego się uszkodzenia - wysoka temperatura łożyska, - drgania wału łożyskowego, - rosnąca emisja akustyczna
FAG Publ.-Nr. WL 82 102/2 DA
Uszkodzenia łożysk Niedostateczne smarowanie
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
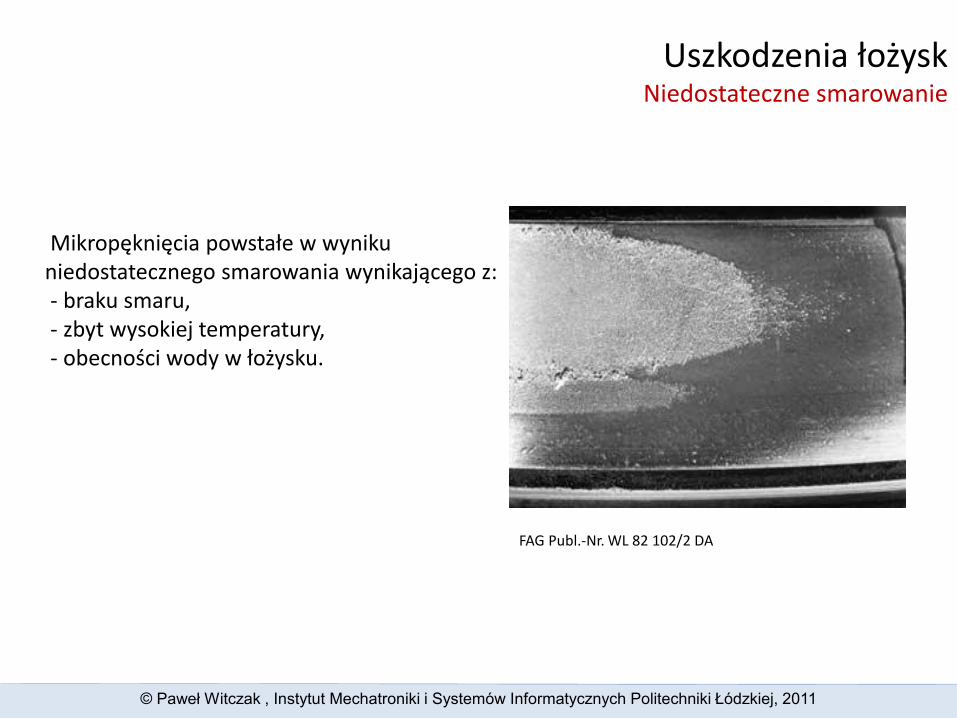
Mikropęknięcia powstałe w wyniku niedostatecznego smarowania wynikającego z: - braku smaru, - zbyt wysokiej temperatury, - obecności wody w łożysku.
FAG Publ.-Nr. WL 82 102/2 DA
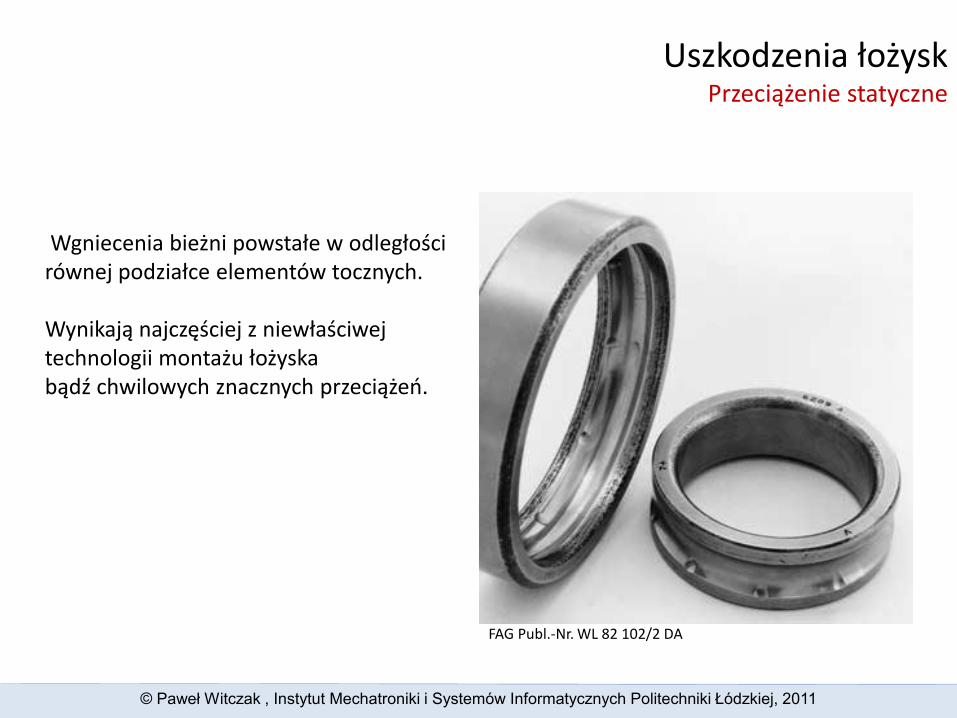
Uszkodzenia łożysk Przeciążenie statyczne
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Wgniecenia bieżni powstałe w odległości równej podziałce elementów tocznych. Wynikają najczęściej z niewłaściwej technologii montażu łożyska bądź chwilowych znacznych przeciążeń.
FAG Publ.-Nr. WL 82 102/2 DA

Uszkodzenia łożysk Zmęczenie materiału
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Uszkodzenie zmęczeniowe są zapoczątkowane przez wierzchołki nierówności, wywołujące lokalne spiętrzenie naprężeń. Punktowe odpryski/wyrwy rozszerzają się w kierunku toczenia wałeczków. Wtrącenia - odpryski wywołane obecnością tlenków lub innych ciężkich wtrąceń w stali łożyskowej. Koncentracja naprężeń na brzegach bieżni - odpryski powstałe na skutek nieprostoliniowości, braku korekcji lub dużego obciążenia.
FAG Publ.-Nr. WL 82 102/2 DA
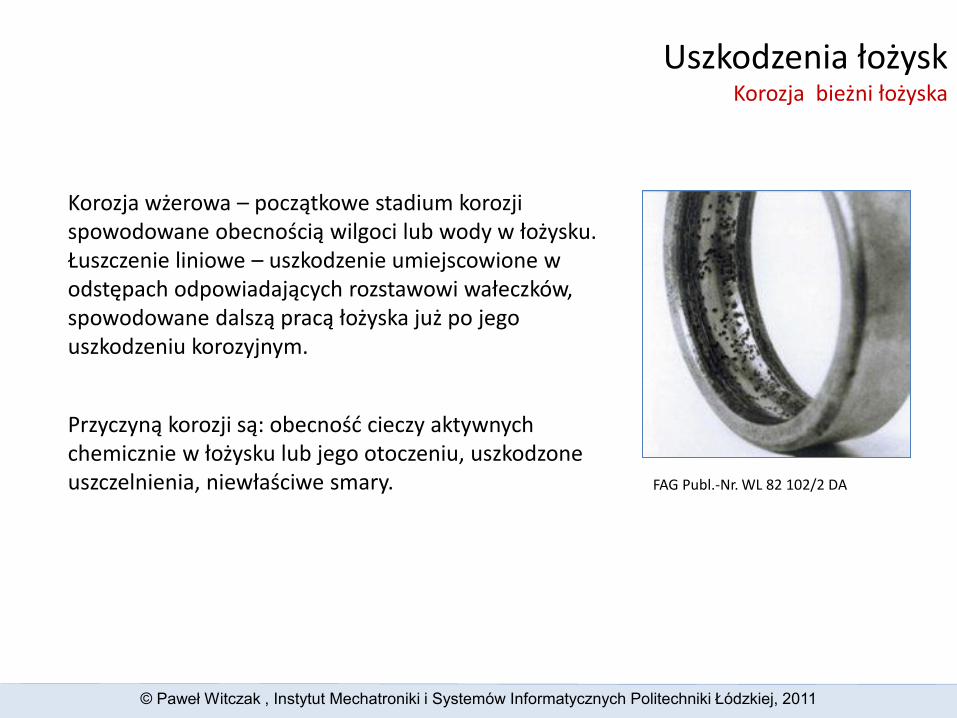
Uszkodzenia łożysk Korozja bieżni łożyska
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Korozja wżerowa – początkowe stadium korozji spowodowane obecnością wilgoci lub wody w łożysku. Łuszczenie liniowe – uszkodzenie umiejscowione w odstępach odpowiadających rozstawowi wałeczków, spowodowane dalszą pracą łożyska już po jego uszkodzeniu korozyjnym.
Przyczyną korozji są: obecność cieczy aktywnych chemicznie w łożysku lub jego otoczeniu, uszkodzone uszczelnienia, niewłaściwe smary. FAG Publ.-Nr. WL 82 102/2 DA

Uszkodzenia łożysk prąd łożyskowy
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Miejscowe wypalenia - spowodowane przez łuk prądu elektrycznego (niewłaściwe uziemienie), przechodzący przez nieruchome łożysko. Rowkowanie - szereg małych przypaleń osiowych, spowodowanych prądem elektrycznym przepływającym przez obracające się łożysko. Kiedy przepływa przez łożysko prąd elektryczny, a pomiędzy cienką warstwą filmu olejowego powstaje łuk elektryczny, w punktach styku bieżni i elementów tocznych pojawiają się przypalenia. Punkty styku są miejscowo wytapiane w formie żłobków lub pofałdowań rowkowych, które widoczne są gołym okiem. Nadmierny prąd łożyskowy może zniszczyć łożysko nawet w ciągu kilku tygodni! FAG Publ.-Nr. WL 82 102/2 DA
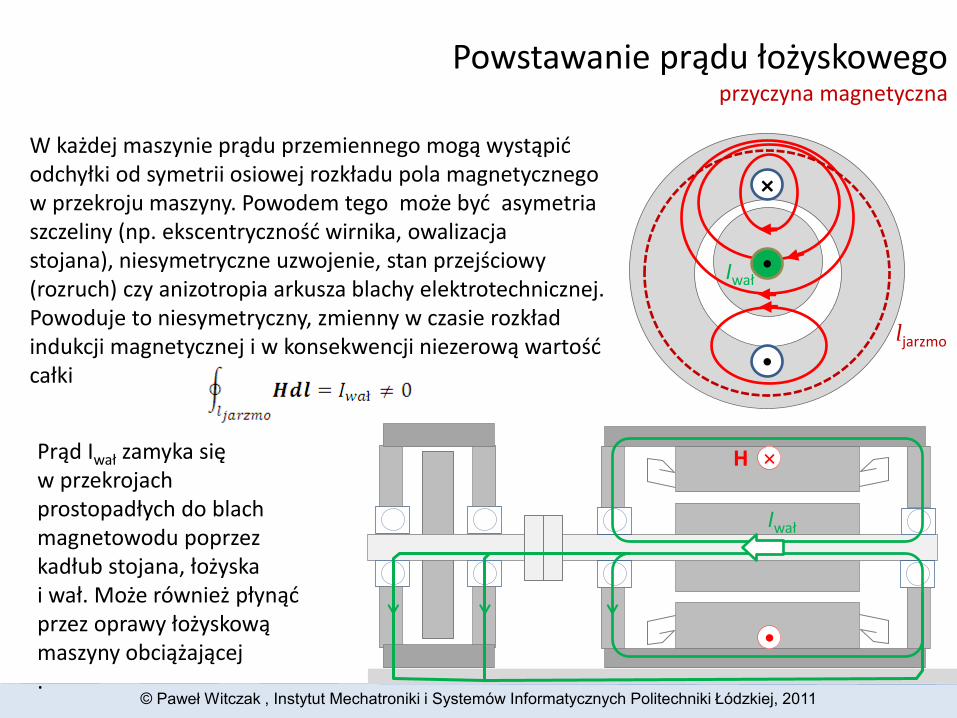
Powstawanie prądu łożyskowego przyczyna magnetyczna
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
W każdej maszynie prądu przemiennego mogą wystąpić odchyłki od symetrii osiowej rozkładu pola magnetycznego w przekroju maszyny. Powodem tego może być asymetria szczeliny (np. ekscentryczność wirnika, owalizacja stojana), niesymetryczne uzwojenie, stan przejściowy (rozruch) czy anizotropia arkusza blachy elektrotechnicznej. Powoduje to niesymetryczny, zmienny w czasie rozkład indukcji magnetycznej i w konsekwencji niezerową wartość całki
×
•
• Iwał
ljarzmo
Prąd Iwał zamyka się w przekrojach prostopadłych do blach magnetowodu poprzez kadłub stojana, łożyska i wał. Może również płynąć przez oprawy łożyskową maszyny obciążającej .
×
•
Iwał
H
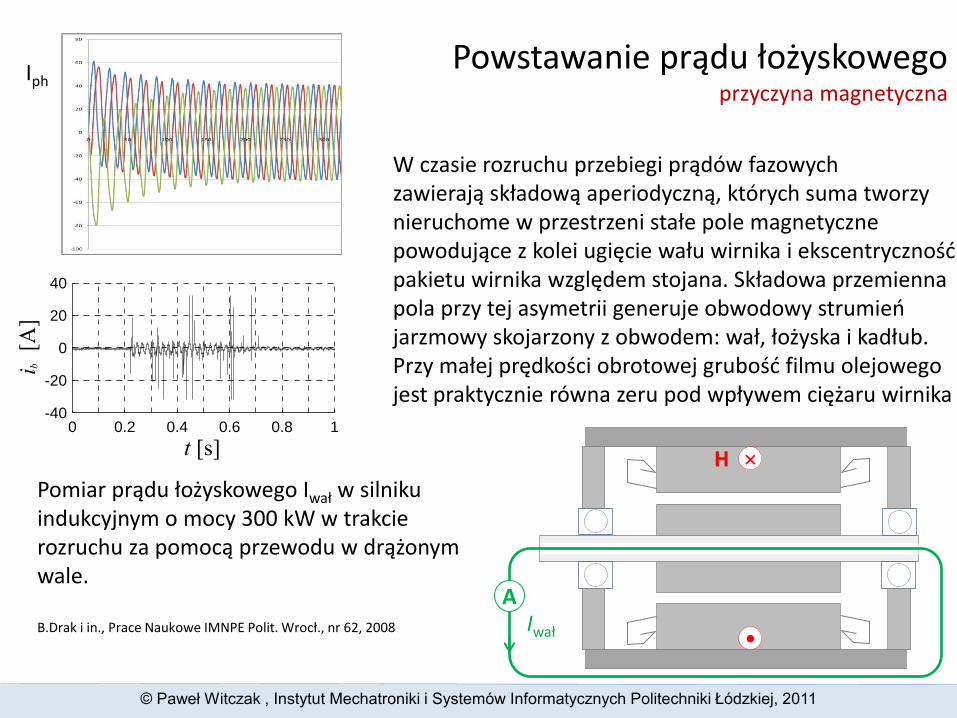
Powstawanie prądu łożyskowego przyczyna magnetyczna
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Pomiar prądu łożyskowego Iwał w silniku indukcyjnym o mocy 300 kW w trakcie rozruchu za pomocą przewodu w drążonym wale. B.Drak i in., Prace Naukowe IMNPE Polit. Wrocł., nr 62, 2008
0 1 2 3 4
t [s]
-40
0
40
80
120
i b
[A]
0 1 2 3 4
t [s]
-12
-8
-4
0
4
8
12
ub
[V]
0 0.2 0.4 0.6 0.8 1
t [s]
-40
-20
0
20
40
i b
[A]
0 0.2 0.4 0.6 0.8 1
t [s]
-12
-8
-4
0
4
8
12
ub
[V]
Rozruch 1
Rozruch 3
0 0.4 0.8 1.2 1.6 2
t [s]
-40
-20
0
20
40
i b
[A]
0 0.4 0.8 1.2 1.6 2
t [s]
-12
-8
-4
0
4
8
12
ub
[V]
0 0.4 0.8 1.2 1.6 2
t [s]
-40
-20
0
20
40
i b
[A]
0 0.4 0.8 1.2 1.6 2
t [s]
-12
-8
-4
0
4
8
12
ub
[V]
Rozruch 6
Rozruch 14
×
• Iwał
H
A
Iph
W czasie rozruchu przebiegi prądów fazowych zawierają składową aperiodyczną, których suma tworzy nieruchome w przestrzeni stałe pole magnetyczne powodujące z kolei ugięcie wału wirnika i ekscentryczność pakietu wirnika względem stojana. Składowa przemienna pola przy tej asymetrii generuje obwodowy strumień jarzmowy skojarzony z obwodem: wał, łożyska i kadłub. Przy małej prędkości obrotowej grubość filmu olejowego jest praktycznie równa zeru pod wpływem ciężaru wirnika
Powstawanie prądu łożyskowego przyczyna elektryczna
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
czas
czas
Napięcie PWM u(t)
du/dt
stojan
wirnik
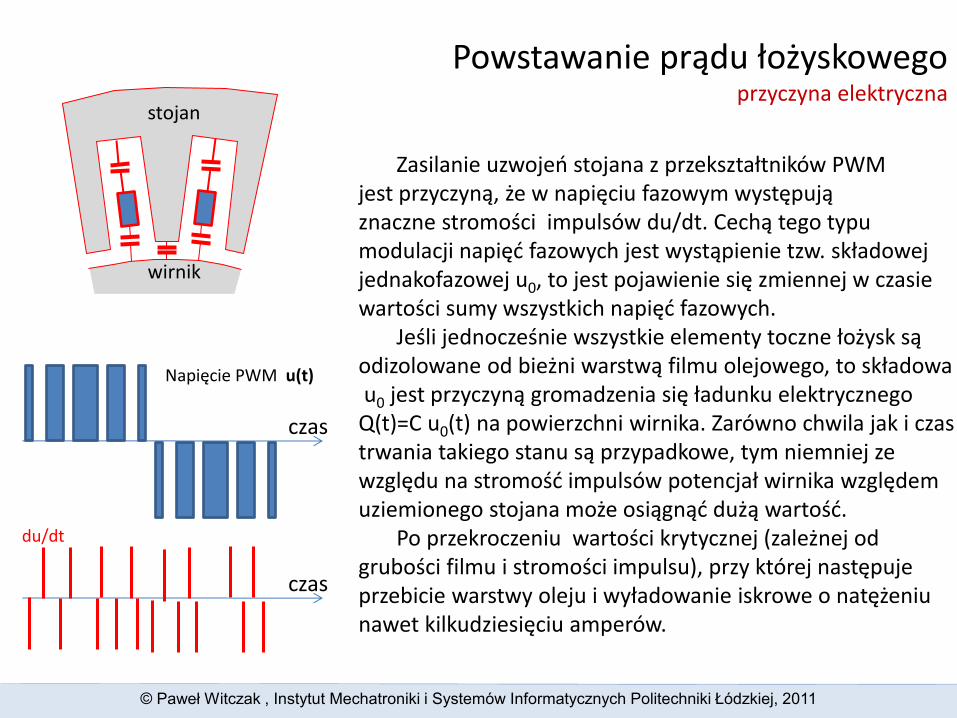
Zasilanie uzwojeń stojana z przekształtników PWM jest przyczyną, że w napięciu fazowym występują znaczne stromości impulsów du/dt. Cechą tego typu modulacji napięć fazowych jest wystąpienie tzw. składowej jednakofazowej u0, to jest pojawienie się zmiennej w czasie wartości sumy wszystkich napięć fazowych.
Jeśli jednocześnie wszystkie elementy toczne łożysk są odizolowane od bieżni warstwą filmu olejowego, to składowa u0 jest przyczyną gromadzenia się ładunku elektrycznego Q(t)=C u0(t) na powierzchni wirnika. Zarówno chwila jak i czas trwania takiego stanu są przypadkowe, tym niemniej ze względu na stromość impulsów potencjał wirnika względem uziemionego stojana może osiągnąć dużą wartość.
Po przekroczeniu wartości krytycznej (zależnej od grubości filmu i stromości impulsu), przy której następuje przebicie warstwy oleju i wyładowanie iskrowe o natężeniu nawet kilkudziesięciu amperów.
Powstawanie prądu łożyskowego przyczyna elektryczna
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
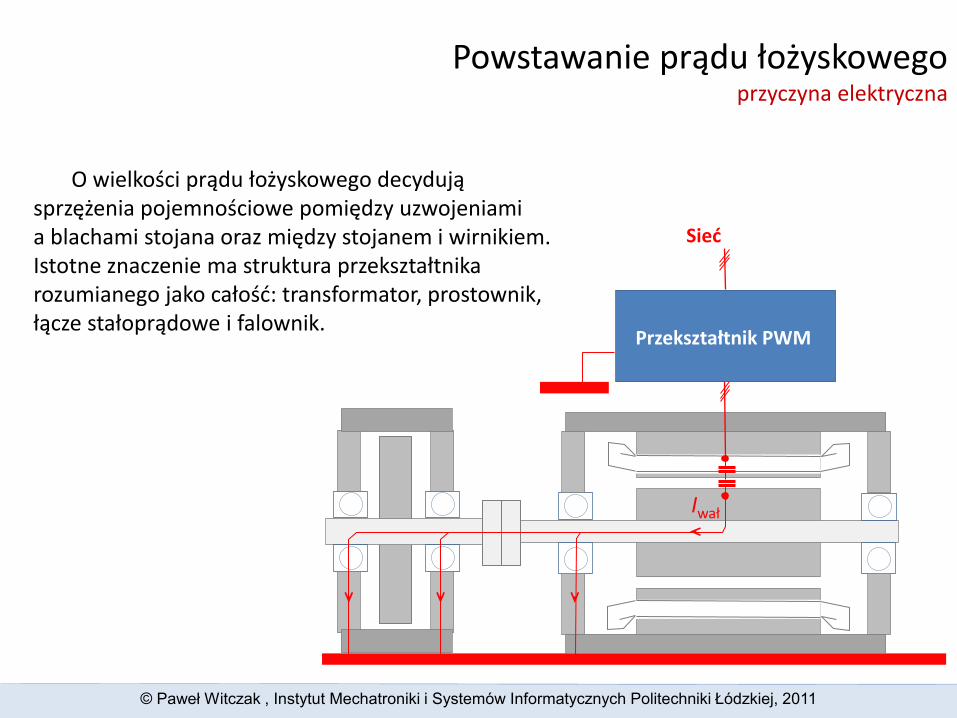
O wielkości prądu łożyskowego decydują sprzężenia pojemnościowe pomiędzy uzwojeniami a blachami stojana oraz między stojanem i wirnikiem. Istotne znaczenie ma struktura przekształtnika rozumianego jako całość: transformator, prostownik, łącze stałoprądowe i falownik.
Iwał
Przekształtnik PWM
Sieć
J. Erdman, et al., IEEE APEC Conf. Dallas., 1995
Powstawanie prądu łożyskowego przyczyna elektryczna
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
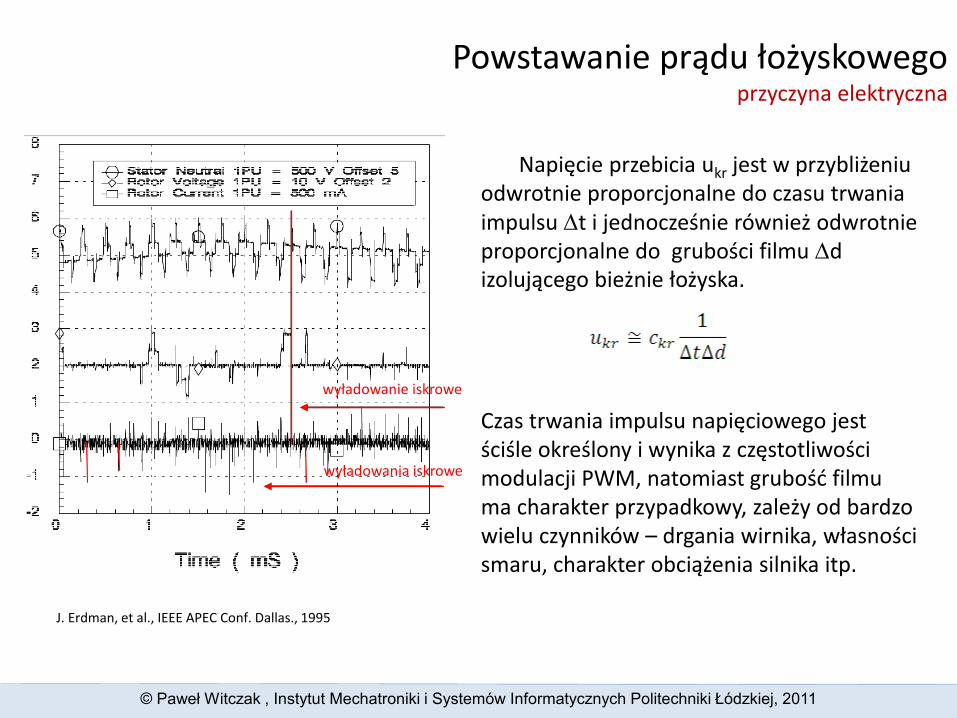
Napięcie przebicia ukr jest w przybliżeniu odwrotnie proporcjonalne do czasu trwania impulsu Dt i jednocześnie również odwrotnie proporcjonalne do grubości filmu Dd izolującego bieżnie łożyska.
Czas trwania impulsu napięciowego jest ściśle określony i wynika z częstotliwości modulacji PWM, natomiast grubość filmu ma charakter przypadkowy, zależy od bardzo wielu czynników – drgania wirnika, własności smaru, charakter obciążenia silnika itp.
wyładowanie iskrowe
wyładowania iskrowe
Powstawanie prądu łożyskowego schemat pojemności pasożytniczych
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Transformator Prostownik Falownik Uzwojenia
stojana Wirnik Łożysko
Kadłub Pojemność dla składowej jednakofazowej
Sieć
C0 C3 C1 C2
Cs0
Csw
Cd W
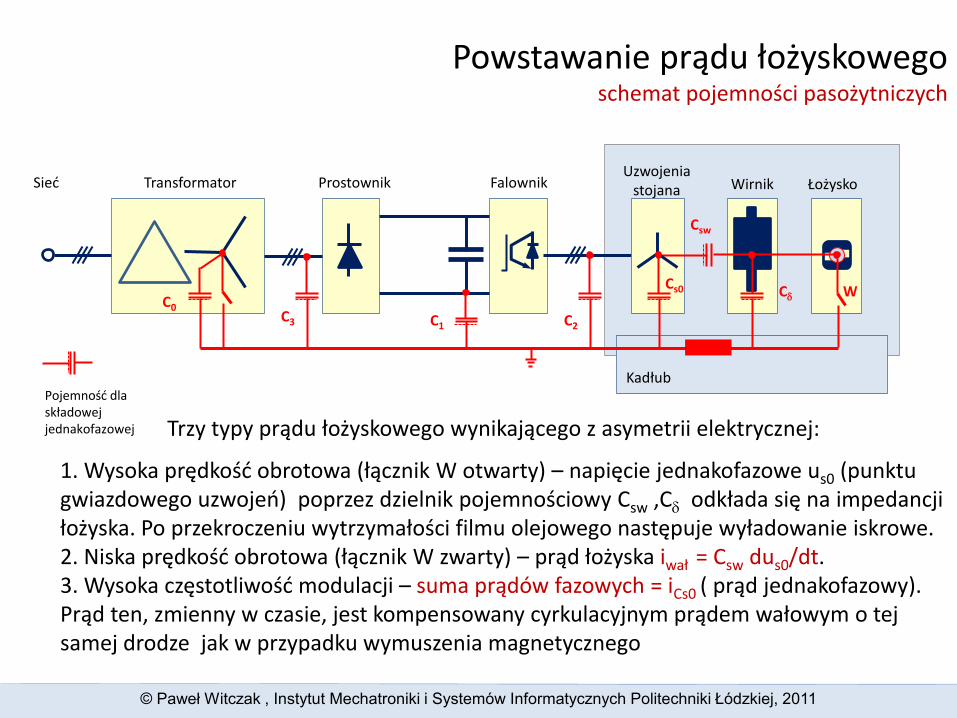
Trzy typy prądu łożyskowego wynikającego z asymetrii elektrycznej:
1. Wysoka prędkość obrotowa (łącznik W otwarty) – napięcie jednakofazowe us0 (punktu gwiazdowego uzwojeń) poprzez dzielnik pojemnościowy Csw ,Cd odkłada się na impedancji łożyska. Po przekroczeniu wytrzymałości filmu olejowego następuje wyładowanie iskrowe. 2. Niska prędkość obrotowa (łącznik W zwarty) – prąd łożyska iwał = Csw dus0/dt. 3. Wysoka częstotliwość modulacji – suma prądów fazowych = iCs0 ( prąd jednakofazowy). Prąd ten, zmienny w czasie, jest kompensowany cyrkulacyjnym prądem wałowym o tej samej drodze jak w przypadku wymuszenia magnetycznego
Ograniczanie prądu łożyskowego
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
Filtr napięć jednakofazowych
szczotka uziemiająca wał
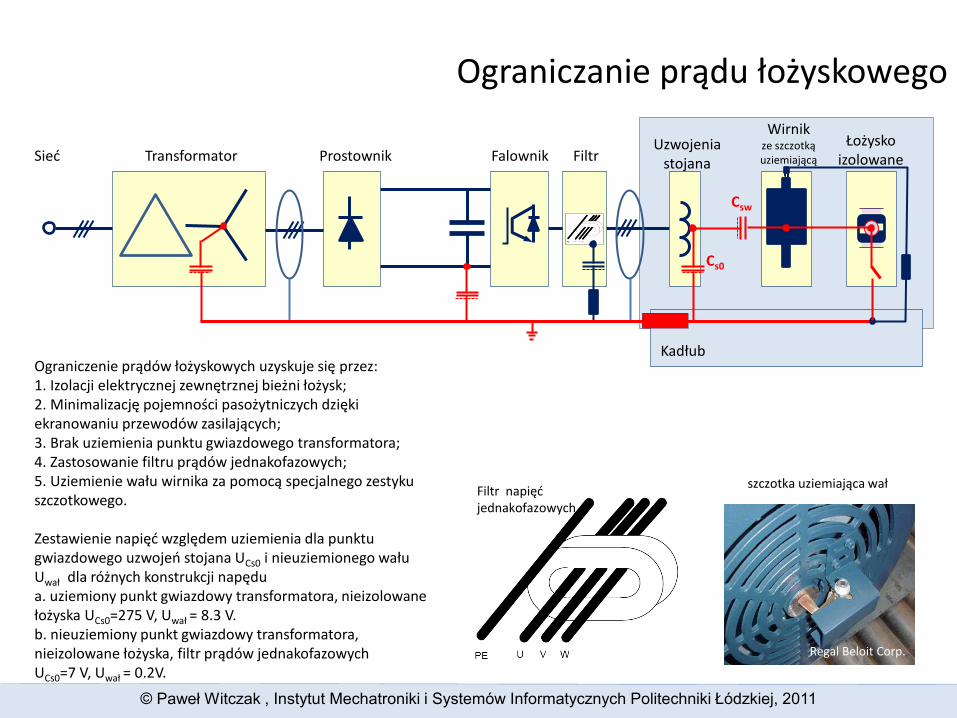
Ograniczenie prądów łożyskowych uzyskuje się przez: 1. Izolacji elektrycznej zewnętrznej bieżni łożysk; 2. Minimalizację pojemności pasożytniczych dzięki ekranowaniu przewodów zasilających; 3. Brak uziemienia punktu gwiazdowego transformatora; 4. Zastosowanie filtru prądów jednakofazowych; 5. Uziemienie wału wirnika za pomocą specjalnego zestyku szczotkowego. Zestawienie napięć względem uziemienia dla punktu gwiazdowego uzwojeń stojana UCs0 i nieuziemionego wału Uwał dla różnych konstrukcji napędu a. uziemiony punkt gwiazdowy transformatora, nieizolowane łożyska UCs0=275 V, Uwał = 8.3 V. b. nieuziemiony punkt gwiazdowy transformatora, nieizolowane łożyska, filtr prądów jednakofazowych UCs0=7 V, Uwał = 0.2V.
Transformator Prostownik Falownik Uzwojenia
stojana
Wirnik ze szczotką uziemiającą
Łożysko izolowane
Kadłub
Sieć Filtr
Cs0
Csw
Regal Beloit Corp.
Hałas i drgania łożysk
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
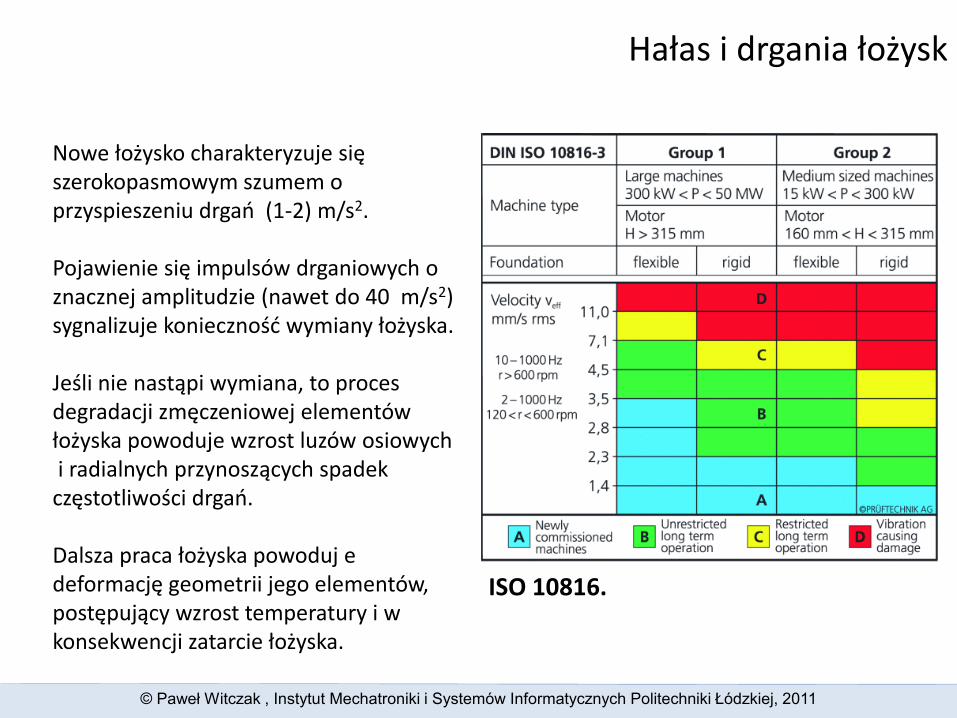
Nowe łożysko charakteryzuje się szerokopasmowym szumem o przyspieszeniu drgań (1-2) m/s2. Pojawienie się impulsów drganiowych o znacznej amplitudzie (nawet do 40 m/s2) sygnalizuje konieczność wymiany łożyska. Jeśli nie nastąpi wymiana, to proces degradacji zmęczeniowej elementów łożyska powoduje wzrost luzów osiowych i radialnych przynoszących spadek częstotliwości drgań. Dalsza praca łożyska powoduj e deformację geometrii jego elementów, postępujący wzrost temperatury i w konsekwencji zatarcie łożyska.
ISO 10816.
Diagnostyka wibracyjna stanu łożysk
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
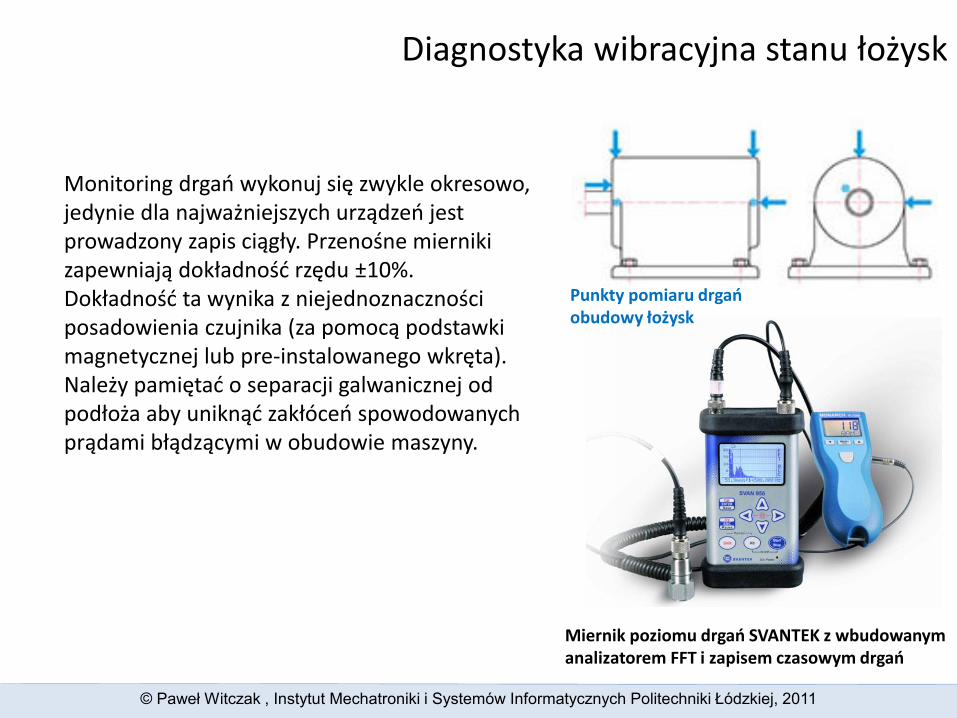
Miernik poziomu drgań SVANTEK z wbudowanym analizatorem FFT i zapisem czasowym drgań
Punkty pomiaru drgań obudowy łożysk
Monitoring drgań wykonuj się zwykle okresowo, jedynie dla najważniejszych urządzeń jest prowadzony zapis ciągły. Przenośne mierniki zapewniają dokładność rzędu ±10%. Dokładność ta wynika z niejednoznaczności posadowienia czujnika (za pomocą podstawki magnetycznej lub pre-instalowanego wkręta). Należy pamiętać o separacji galwanicznej od podłoża aby uniknąć zakłóceń spowodowanych prądami błądzącymi w obudowie maszyny.
Diagnostyka wibracyjna stanu łożysk
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
czas
+8 dB
+20 dB
0
normalnapraca
zagrożenie
AWARIA
czas
współczynnik szczytu
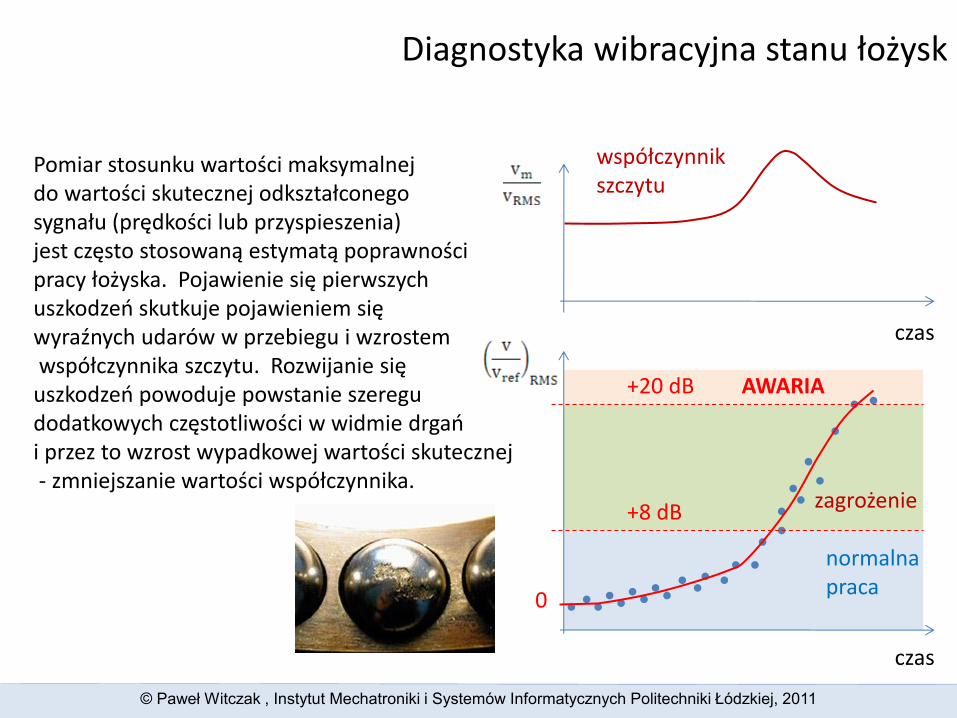
Pomiar stosunku wartości maksymalnej do wartości skutecznej odkształconego sygnału (prędkości lub przyspieszenia) jest często stosowaną estymatą poprawności pracy łożyska. Pojawienie się pierwszych uszkodzeń skutkuje pojawieniem się wyraźnych udarów w przebiegu i wzrostem współczynnika szczytu. Rozwijanie się uszkodzeń powoduje powstanie szeregu dodatkowych częstotliwości w widmie drgań i przez to wzrost wypadkowej wartości skutecznej - zmniejszanie wartości współczynnika.
Hałas i drgania łożysk dominujące częstotliwości
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
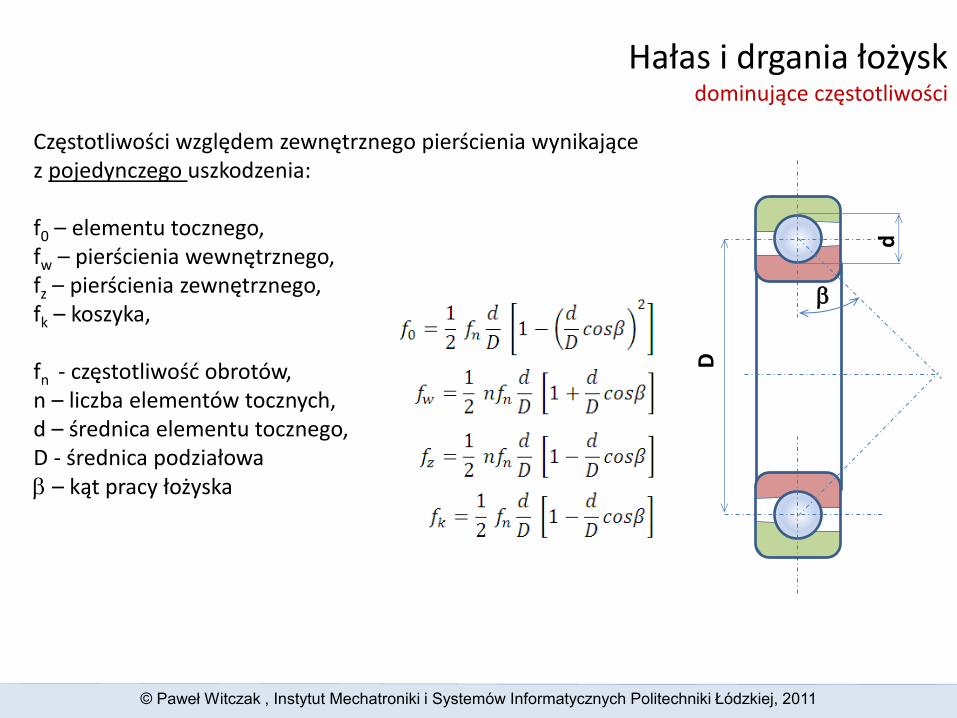
Częstotliwości względem zewnętrznego pierścienia wynikające z pojedynczego uszkodzenia: f0 – elementu tocznego, fw – pierścienia wewnętrznego, fz – pierścienia zewnętrznego, fk – koszyka, fn - częstotliwość obrotów, n – liczba elementów tocznych, d – średnica elementu tocznego, D - średnica podziałowa b – kąt pracy łożyska
D
d
b
Hałas i drgania łożysk metoda obwiedni drgań
© Paweł Witczak , Instytut Mechatroniki i Systemów Informatycznych Politechniki Łódzkiej, 2011
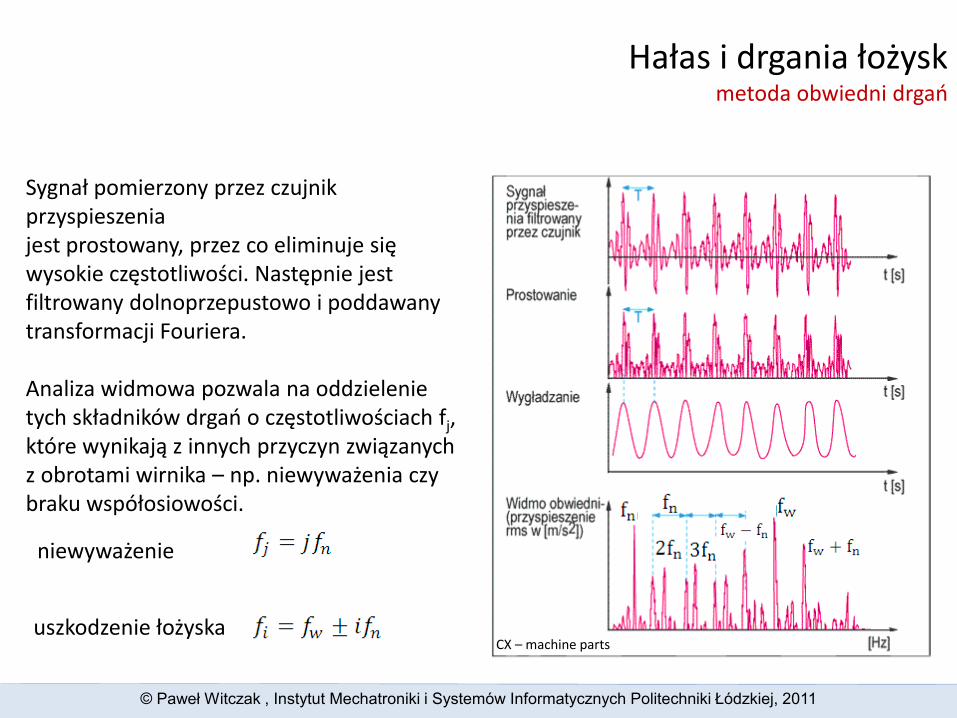
Sygnał pomierzony przez czujnik przyspieszenia jest prostowany, przez co eliminuje się wysokie częstotliwości. Następnie jest filtrowany dolnoprzepustowo i poddawany transformacji Fouriera. Analiza widmowa pozwala na oddzielenie tych składników drgań o częstotliwościach fj, które wynikają z innych przyczyn związanych z obrotami wirnika – np. niewyważenia czy braku współosiowości.
CX – machine parts uszkodzenie łożyska
niewyważenie