Chabros planner 16 ads - s3images.coroflot.com · E-mail: [email protected] EGYPT – EL GIZA Tel: +...
9
U.A.E DUBAI – Al Qusais Ind. Area. Tel: + 971 4 267 2280 Fax: + 971 4 267 2231 P.O. Box: 40027 Dubai – U.A.E E-mail: [email protected] ABU DHABI Tel: + 971 2 5547547 Fax: + 971 2 5540030 P.O. Box: 32685 Abu Dhabi – U.A.E E-mail: [email protected] LEBANON – BEIRUT Tel: + 961 5 450044/457981/457982 Fax: + 961 5 457983 P.O. Box: 21 E-mail: [email protected] KINGDOM OF SAUDI ARABIA Riyadh – Ali Bin Abi Taleb str. Tel: + 966 1 4463223 Fax: + 966 1 2956616 P.O. Box: 40028 Riyadh 11499 K.S.A. E-mail: [email protected] KINGDOM OF SAUDI ARABIA Jeddah – Sinaeyat Al Bawadi Tel: + 966 2 6594946 Fax: + 966 2 6595124 P.O. Box: 40028 Riyadh 11499 K.S.A. E-mail: [email protected] QATAR – DOHA Tel: + 974 4500909 Fax: + 974 4604477 P.O. Box: 40815 E-mail: [email protected] EGYPT – EL GIZA Tel: + 202 5390212/3 Fax: + 202 5390214 P.O. Box: 139 El Haram E-mail: [email protected] MUSCAT – OMAN Tel: + 968 245 92555 Fax: + 968 245 92444 P.O. Box: 381 Postal Code 115 Ghalla E-mail: [email protected] COMPANY NAME Chabros International Group MANAGEMENT President: Mr. Antoine CHAMI Vice President: Mr. Nicolas MOUSSALLY General Manager: Mr. Peter ZALLAL BRANCHES MANAGEMENT Mr. Joseph Ammar Dubai Branch Manager Mr. George Chedid Saudi Branch Manager Mr. Nicolas Allam Qatar Branch Manager Mr. Hani Othman Muscat – Oman Branch Manager Mrs. Nadine Wakim Neaimeh Abu Dhabi Branch Manager
Transcript of Chabros planner 16 ads - s3images.coroflot.com · E-mail: [email protected] EGYPT – EL GIZA Tel: +...

U.A.EDUBAI – Al Qusais Ind. Area.Tel: + 971 4 267 2280Fax: + 971 4 267 2231P.O. Box: 40027 Dubai – U.A.EE-mail: [email protected]
ABU DHABITel: + 971 2 5547547Fax: + 971 2 5540030P.O. Box: 32685 Abu Dhabi – U.A.EE-mail: [email protected]
LEBANON – BEIRUTTel: + 961 5 450044/457981/457982Fax: + 961 5 457983P.O. Box: 21E-mail: [email protected]
KINGDOM OF SAUDI ARABIARiyadh – Ali Bin Abi Taleb str. Tel: + 966 1 4463223Fax: + 966 1 2956616P.O. Box: 40028 Riyadh 11499 K.S.A.E-mail: [email protected]
KINGDOM OF SAUDI ARABIAJeddah – Sinaeyat Al Bawadi Tel: + 966 2 6594946Fax: + 966 2 6595124P.O. Box: 40028 Riyadh 11499 K.S.A.E-mail: [email protected]
QATAR – DOHATel: + 974 4500909Fax: + 974 4604477P.O. Box: 40815E-mail: [email protected]
EGYPT – EL GIZATel: + 202 5390212/3Fax: + 202 5390214P.O. Box: 139 El HaramE-mail: [email protected]
MUSCAT – OMANTel: + 968 245 92555Fax: + 968 245 92444P.O. Box: 381 Postal Code 115 GhallaE-mail: [email protected]
COMPANY NAME
Chabros International Group
MANAGEMENT
President: Mr. Antoine CHAMI
Vice President: Mr. Nicolas MOUSSALLY
General Manager: Mr. Peter ZALLAL
BRANCHES MANAGEMENT
Mr. Joseph Ammar Dubai Branch Manager
Mr. George Chedid Saudi Branch Manager
Mr. Nicolas Allam Qatar Branch Manager
Mr. Hani Othman Muscat – Oman Branch Manager
Mrs. Nadine Wakim Neaimeh Abu Dhabi Branch Manager

FOUNDATION DATE :
COUNTRIES OF OPERATION :
COUNTRIES OF SUPPLY :
1960
UAEQatarEgypt
UAEKuwaitLebanonIndiaUgandaIraqChinaPakistanKazakhstan…others…
FINANCIAL INFORMATIONAnnual value of jobs undertaken for each of the four years and projected for the current year (US$/ AED in millions)
Year Current 2005 2004 2003
All Countries Available Upon Official Request
Bankers Banorabe BankHSBC (British Bank of MEA)Invest BankEmirates Bank International
PERSONNEL (2005) (2006)Permanent Staff Technical Administrative
Lebanon 36 16U.A.E. (Dubai & Abu Dhabi) 90 28Saudi Arabia 35 11Qatar 18 06Egypt 38 12Oman 10 04
WORKSHOPSComputerized marquetry section equipped with laser cutters – DubaiFully equipped pre-veneering workshop – Dubai, U.A.E.Fully equipped pre-veneering workshop – Abu Dhabi, U.A.E.Fully equipped pre-veneering workshop – Doha, QatarFully equipped pre-veneering workshop – Riyadh, Saudi ArabiaFully equipped pre-veneering workshop – Cairo, EgyptFully equipped pre-veneering workshop – Muscat, Oman
SPECIALTIES
• Wooden Veneer (for more information, please view the last chapter or order our veneer brochure)• Solid Wood• Veneer Layons (unlimited designs)• Veneer Pressing• UF Veneer Glue• Marquetry & Parquetry Laser-cut (for more info and designs, please order our marquetry & parquetry catalogue)• Marquetry Inlay (for more info and designs, please view the inlay chapter or order our inlay brochure)• Mother of Pearl (for more information, please order our mother of pearl collection brochure)
LebanonKuwaitAustralia
Saudi ArabiaOmanSyriaEgyptSouth AfricaYemenMalaysiaTunisia
Saudi ArabiaOman
BahrainIranJordan MoroccoEthiopiaAustraliaIndonesiaLibya
BACKGROUND & RESOURCES MATERIAL & PROCUREMENT
IN DUBAI:Fully air-conditioned & humidity controlled veneer stores to maintain optimum storage conditions.
An updated database of quality ensured suppliers and manufacturers from all over the world, covering all the species that grow indifferent places.Sourcing material is procured by over 45-year field experienced inspectors.
Deliveries are ensured by known shippers & forwarders.
IN ITALY:HI-Tec factories, in house A to Z production: preparation of logs, cooking, slicing, drying, clipping, costing and measuring.
Veneer cutting or slicing is done in house and by all methods.
Drying is executed by latest-to-come driers.
Costing: after production process has ended, veneers are graded into different quantities; e.g. A, B…
Estimation of qualities varies from one standard to another and even from one veneer manufacturer to another.
IN DIFFERENT PARTS OF THE WORLD:
“In the veneer world, sourcing is a very important and essential matter, as no manufacturer is able to cut all types of veneers orwoods for many reasons known to everyone in this field, whether in raw material production or finished items (e.g. furniture, panels,etc.). Hence, a network of reliable suppliers with well established connections to various sources around the globe, work to ensurethat requirements of different raw wooden materials are met, at anytime, in no time, and at competitive rates (which is essentialin this field).
However; some items, at a certain period of the year, are difficult to arrange due to certain restrictions, such as regulations at theorigin of growth which prohibit cutting certain items, or the classification of certain items as endangered species. Althoughalternatives could be found, the mentioned reasons result in limited availability and therefore local suppliers with large stocks ofthe most sought-out species offer extra dependability”.
MANAGEMENT AND PROCESSING*
For timber as well as pulp and paper production, softwood and even temperate hardwood forests in developed countries aresustainably managed to a degree only dreamed of in the Tropics. Timber is not just logged but harvested; as many seedlings areplanted as trees are felled each year; the forests are managed for the continuity of production. In the plantations, such techniquesas multiple cropping – planting agricultural crops to grow with the trees – or ‘underplanting‘, where one species acts as a nurse toencourage growth of another, are brought in to use to maximize profit.
Pulp and paper mills, chipboard and plywood plants and sawmills are often close to the forests themselves. For third-world tropicaltimber producers, it is of course sound economics to gain as much ‘added value’ as possible for the indigenous crop before it leavesthe country. This is why almost every timber-producing country in the world is now also a chipboard producer, since the technologyand investment needed are both comparatively accessible.
Traditionally, major softwood exporters such as Canada and the Scandinavian countries saw their timber to size before it is shipped,and stamp the endgrain with shipping marks, which show precisely where the wood comes from; hardwoods are chiefly exportedin logs, but now more and more tropical timber does not leave the producing country until it has been through the sawmill. It travelseither in the form of boards – wide planks, one or two inches thick and usually waney-edged, that is with the bark still on them –or ‘dimension timber’, material that is left in greater thicknesses and lengths for constructional purposes. An average section mightbe 200 x 100mm (8 x 4 in), and for a structural hardwood such as jarrah the length can reach 8m (25 ft).
Temperate hardwoods do not come in such great heights as tropical species, and so board length is usually less for, say, oak or ashthan it is for ramin or mahogany. However, transport can be a limiting factor in tropical timber extraction, and despite the originaltree growing to perhaps 60m (200ft), the logs might be disproportionately short by the time the timber is on the market. Tropicaltimbers tend to come in much wider boards, however.
ENVIRONMENTAL MATTERS
AFFILIATED FACTORIES
Italy – Milan (veneer production)USA – Virginia (veneer production)Serbia (wood mill)Romania (beech wood mill)Cameroon (wood mill)Ghana (wood mill)

No single form of plant lifemeans so much to humanity as the tree’s. Highly complex bio-systems, providers of oxygenfor us to breathe, shade for us torest in, nuts and fruits for us toeat, habitats for birds and manysorts of animal life, wood toburn, wood to build and wood todecorate. The inter-relationshipbetween mankind and tree life isas old as humanity itself.
“The stewardship and use offorests land in a way and at a rate, that maintains their bio-diversity, productivity,regeneration capacity, vitality andtheir potential to fulfill, now andin the future, relevant ecological,economic and social functions, atlocal, national and global levelsand does not cause damage toother ecosystems.”
Definition of Sustainable ForestsManagement
PEFC CHABROS understands the importance andessentiality of not only preserving the tree’slife form but encouraging it. CHABROSunderstands and values environmentallyhealthy practices and makes sure its offeredspecies are from sustainable and managedforests and sources (in some cases plantations).
ENVIRONMENTAL MATTERS CATALOGUES
Veneer Decorative Layons
Please order your free setMother of Pearl Collection
General Info & VeneerSample Collection
Sample Veneer Folder
Marquetry & ParquetryCatalogue
Flyer
Veneer Brochure
Marquetry Inlay Collection
4 Identical leaves taken fromone bundle
MATCHING METHODS
Book Match
Diamond Match
Box Match
Slip Match
Reverse Diamond
Match
Reverse Box Match
The most widely used methodof veneer joining
It’s done by keeping veneerleaves on a sheet all face up
4 way matching as illustratedto the right
4 way matching as illustratedto the left
4 way matching as illustratedto the right
4 way matching as illustratedto the left

MATCHING METHODS WOOD*
4 leaves taken from twodifferent bundles
Random Match
Sunburst Match
Reverse Slip Match
Butt Match
It’s done by laying leaves, from 2 ormore different bundles, together
It’s done by laying leaves from thesame bundle alternately up side down
It’s usually used for round-shaped surfaces e.g. round table tops
It’s done by matching/joiningleaves end to end
It’s the common method ofburl matching
Quarter Match
ANATOMY OF THE TREE*
Trees have the longest lifespan of all higher forms oflife. The oldest survivor is the Bristlecone pine (Pinuslongeava), which grows in the White Mountains ofCalifornia; it is 5,000 years old.
Conifer trees, which we call softwoods, emerged 725million years ago, eventually covering two-thirds of theearth’s surface. These magnificent evergreens toweredabove other land plants for a further 90 millions yearsbefore the first birds, snakes and dinosaurs appeared.
The Angiospermae, which we call hardwoods, are thebroad-leaved, flowering and fruit-bearing trees whichfirst emerged about 140 million years after theconifers. Upheaval of the earth’s crust, and subsequentsevere climatic changes, drastically reduced them andextensive treeless savannah plains and prairies tooktheir place.
Today, the evergreen conifers form large forests in thecool northern regions, including fir, spruce, larch, cedaryew, and the true pines.
SOFTWOODS & HARDWOODS*
These names refer to structural differences, not ones of softness and hardness. Some hardwoods, such as balsa and poplar, aremuch softer than botanical softwoods like yew or pitch pine. Gymnospermae – the softwoods – are naked seeded trees, whichmeans the seeds are not enclosed in a pod. They are cone-bearing, with evergreen needles or scale-like leaves, and grow in thecool temperate northern regions. Conifers supply the bulk of the world’s commercial timber.
The hardwoods – Angiospermae – hide their seeds in fruit seed cases. These broad-leaved trees produce fruits and flowers and aredeciduous, which means in temperate zones they shed their leaves every autumn. There are two kinds of hardwood: those thatcarry their seeds in single-lobe cases, such as the palm tree, are called monocotyledoneae, those whose seeds cases have two lobesare dicotyledoneae. The majority of our valuable commercial hardwood come from this latter group.
The dicotyledoneae is also sub-divide into two types. Polypetalous species possess both a calyx and a multi-petalled corolla, andproduce beautiful flowers and fruits. Apple, among, pear, peach, and cherry are polypetalous, as are horse chestnut, maple andmahogany. Those in the apetalous group have inconspicuous flowers, lack the corolla and often the calyx, but they are strongestand most durable woods. Timbers such as hickory, birch, alder, beech, oak, elm and walnut comes from apetalous trees.
SELECTING WOODTimber suppliers, usually stock the softwoods most commonlyused for carpentry and joinery – spruce, fir and pine. They aregenerally sold as dimension stock or dressed stock, the tradeterms for sawn or surface-planed sections cut to standard sizes.One or more faces may be surfaced.
Most hardwoods are sold as boards of random width andlength, although some species can be bought as dimensionstock. Dimension timber is sold in 300mm or 1ft units.Whichever system you use, you always allow extra length forwaste and selection. When working out your timberrequirements, remember that planning removes at least 3mm(3/16in) from each face of the wood, making the actual widthand thickness less than the nominal (swan) size quoted by themerchant. The length, however, is always quoted.
GRADING WOODSoftwoods are graded for evenness of grain and the amount ofallowable defects, such as knots. For general woodworking, the‘appearance’ and ‘non-stress’ grades are probably the mostuseful. Stress-graded softwoods are rated for structural usewhere strength is important. The trade term ‘clear timber’ isused for knot-free or defect-free wood, but is not usuallyavailable from suppliers unless specified.
Hardwoods are graded by the area of defect-free wood – thegreater the area, the higher grade. The most suitable grades forgeneral woodworking are ‘firsts’ and FAS (‘firsts and seconds’).
Although specialists firms supply wood by mail order, personalselection is the best option. Take a block plane with you whenbuying timber, so you can expose a small area of wood to checkcolour and grain.
MOVEMENT, MOISTURE AND SEASONINGTimber is hygroscopic; it picks up and releases moisture. Whilewater is evaporating and from the center of the cells, no changein dimension is noticeable, but once the moisture content (MC)goes below about 30% - fiber saturation point – water is leavingthe cell walls, which means that they will shrink and come closertogether. They do not reduce significantly in length however,which accounts for the fact that timber movement is measurableacross the grain, and negligible along it.
Solid wooden furniture will always move according to seasonand atmosphere – centrally heated homes cause problems forantiques and construction and finishing should take thesevagaries into account. But this distortion is a matter of concernwhile wood is “seasoning” – drying – as well as the effect it mayhave on a wooden structure or one which incorporates wood.There are differentials in drying rates and amounts within thewood itself; denser latewood with thicker cell walls shrinksproportionately more than thin-walled early wood, for instance,
and pronounced radial cell systems such as the rays in oak serve to inhabit radial shrinkage, while tangential distortion continuesapace. A square section of timber will become rhomboid whiledrying, flat-sawn boards cup away from the tree’s heart, andquarters-sawn boards (radially cut) shrink most evenly.
Such differentials cause enormous stresses inside the wood, andit is practically impossible to season a log in the round withoutat least a radial shake or split across the rings and along thegrain. Ring or cup shakes, which follow the rings, and heartshake, which occurs in the centre of the log, are also likely. Tominimize these distorting forces, the tree is converted beforeseasoning.
No-one who uses solid timber in a professional capacity shouldbe without a moisture meter. Simply pressing two needles intothe surface of the timber and then pushing a button enables themoisture content to be read directly from a scale. An average of10% plus or minus 2% (for some species a slightly higherpercentage is not a problem) would be appropriate for joineryin a continuous 20-24 centigrade (70-75 F) environment – thewarmest likely for a home or office. Even when the timber is tobe used in a more humid situation, such as a kitchen orbathroom, it may well be subject to a period of storage ordisplay in warm dry shops or showrooms, and so should bedried to these levels.
KILN DRYINGWhile most kiln drying of timber is carried out in bulk byprofessional timber dryers, since the method involves the use ofexpensive and sophisticated equipment, there are smallerworkshop-sized methods which involves temperature-controlledde-humidification. The timber is stacked, each layer separatedby smaller pieces of dry, clean softwood placed at regularintervals to support the timber and help prevent distortion. Thisknown as ‘sticking’ and enables air to flow all around the timber.
The stacks are then placed in the kilns, which are sealed unitswithin which both temperature and humidity levels can becontrolled. These may vary according to the species and size ofstack being dried. The choice of drying schedule – thecombination of temperature, humidity and duration of kilning –is an important factor in ensuring the quality and cost-effectiveness of each batch. Too fast can be as bad as too slow.
Throughout the drying process, the timber in the kiln is checkedat regular intervals to ensure that all is going smoothly and to avoid any possible degrade, such as splitting and case-hardening, where the outer surface of the timber dries tooquickly in relation to its centre.

WOOD* WOOD VENEER*
CONVERTING WOOD*Although it can take many years for a tree to grow to a commercially viablesize, modern forestry methods can cut down, top and debark a straight-growing trees, such as pine, in a matter of minutes. In addition, the laborioustask of sawing logs into boards or beams by hand in saw-pit has beensuperseded: today milling is a highly mechanized process, where logs areconverted into sawn timber by a computer-controlled band saws or circularsaws.
MILLING TIMBERMost usable commercial wood comes from the trunk of the tree. Althoughlarger limbs can be cut into logs, asymmetric growth rings in branches orslanted trunks usually produce ‘reaction wood’, which is unstable and warpsand splits easily.In softwood the annual-ring growth is mainly on the underside of the branchand produces ‘compression wood’; in hardwoods, the growth is mainly onthe upper side and is called ‘tension wood’.Good quality felled trees are cut into logs or butts and transported to localsawmills for conversion into rough-sawn timber. Top-quality hardwood logswith large even boles fetch high prices and are usually converted into veneer.Tree trimmings and sub grade wood are generally used for manufacturedboards and paper products.
TYPES OF CUTThe main cuts produced by modern machine methods are ‘plain-sawn’ and
‘quarter-sawn’. Plain-sawn boards are cut ata tangent to the annual-growth rings todisplay a decorative and distinctive ellipticalfigure. Quarter-sawing reveals a straightfigure that is sometimes, in hardwoods suchas oak, crossed with a ribbon – like ‘flake’figure. Different terms are used for boardswithin the two categories. Plain-sawn timberis also known as flat-sawn, flat-grain orslash-sawn timber. Quarter-sawn timberincludes rift-sawn, comb-grain edge-grain
and vertical-grain. Plain-sawn boards in Britain and elsewhere in Europe havegrowth rings meeting the face of the board at an angle of less than 45
degrees. In quarter-sawn boards the angle ofgrowth rings to the face of the board isgreater then 45 degrees. Plain-sawn boardsin North American have growth ringsmeeting the face at an angle of less than 30degrees. Boards where the rings meet at anangle between 30 and 60 degrees are calledrift-sawn; these boards display straight figurewith some ray-cell patterning and aresometimes referred to as comb-grain. Truequarter-sawn boards are cut radically, withthe annual rings perpendicular to theboard’s face, but in practice boards with therings at an angle of not less than 60 degreesare classified as quarter-sawn.
WOOD VENEERVeneers are very thin sheets or “leaves“ of wood that are cutfrom a log for construction or decorative purposes. Whetherselected for their natural color and figure or worked into formalpatterns, veneers bring a unique quality to furniture and woodware. With the widespread use of stable man-madeboards for groundwork and the development of modernadhesives, today’s veneered products are superior to solid woodfor certain applications.
Veneering has been a method of maximizing the use of rare,exotic and expensive timber from as early as pre-Egyptian times.Until comparatively recently, saw-cutting was the only methodof producing the leaves, which would usually be as thick as3mm (1/8in). With sophisticated modern production methods,thickness can be brought down to as little as 0.6mm which isthe Euro/American Standard (thinner is possible but is notpractical/recommended for face applications, which obviouslyachieves great efficiency in terms of area covered.
For straight forward decorative purposes, veneers also have aconservation side-effect in that timber species under threat ofextinction can be made to last for longer. For the exportingcountry, veneer production means work for local labour, addedvalue and a higher return on an indigenous resource. For theindividual furniture maker, the relative cheapness of the materialmakes it attractive, an advantage with especially exotic timbers,but veneering is a labour-intensive craft. Such economics makehuge sense in large-scale manufacturing, where mechanizedapplication processes virtually, eliminate the need for highlyskilled crafts people.
Constructional veneers go into the production of plywood,blockboard, and other laminated timber products, butappearance is not the main criterion in such uses, andmanufactured boards do not depend on valuable woods, otherthan visual selection for the facing plys which are better qualitythan the internal ones. There is, however, a high demand forpre-veneered boards, which are faced with high value and exotictimbers. Used in furniture and paneling, they combine theadvantages of beautiful hardwoods with the structural stabilityand comparative cheapness of sheet material.
The wonderful figuring of truly decorative veneers is a quality forwhich the best logs of a batch are often embarked. Othercharacteristic, which would be considered defects in a log forconversion into timber, can make veneer yet more highly prized;colour variation, growth irregularities, even diseases, can beturned to advantage. Burrs, bird’s eye and crotch timber-fromthe junction between branch and trunk-would make no sense in
a structural component, but a great one in decorative faceapplications.
Such effects are best exploited on flat cut veneer, which is madeby slicing a square-cut baulk, first softened with steam or hotwater. The block is mounted on a carriage which carries itagainst a large blade and pressure plate, much like the mouth ofa giant plane, thickness by thickness. This flat-cut methodproduces a figure exactly like that of an ordinary board, with thevisual advantage that the pattern repeats from sheet to sheet.Thence comes to traditional “book matching”, whereconsecutive leaves can be laid on, say, and a pair of doors to givea mirror-image effect.
The knife and pressure plate is also used in the various forms of rotary veneer production’ a log mounted eccentrically andturned against the blade will produce an unusual decorativeface pattern unobtainable in any form of board, whileconstructional veneers for ply are rotary cut from a centrallymounted log. This is more economic because the sheet iscontinuous. Builder’s constructional plywood (‘shuttering’)made from veneers cut in this way, exhibits the strangecharacteristic of repeating flaws, like a wallpaper pattern.
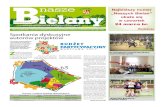
CONVERTING A LOGThe stability and figure of wood are determined bythe relationship of the plane of the saw cut to theannual-growth rings. The most economical methodof converting a log is to cut it ‘through and through’ (1).In the process, parallel cuts are mad through thelength of the log to produce plain-sawn, rift-sawnand a few quarter-sawn boards.
Plain-sawn logs (2) are partly cut through andthrough, producing a mixture of plain-sawn and rift-sawn boards.
There are number of ways to cut a log so that itproduces quarter-sawn boards. The ideal method isto cut each board parallel with the rays, likeradiating spokes of a wheel, but this is wasteful oftimber and is not used commercially. The usualmethod is to cut the log into quarters and converteach quadrant into boards (3). Commercial quarter-sawing first cuts the log into thick sections and theninto quartered boards (4).
Of all the cutting methods, quarter-sawing producesboards that are the most stable, but this exacts aprice. Quarter-sawing is the most wasteful way tocut a log, it’s time consuming, expensive and youneed a larger log to produce reasonably wideboards.
1
2
3
Radial
1 Through and through
2 Plain-sawn
3 Conventional quarter-sawn
4 Commercial quarter-sawn
Transverse
Tangential

VENEER PRODUCTION* & CUTTING METHODS*
VENEER PRODUCTION*Highly sophisticated production techniques are used to satisfythe growing demand for veneer. Every stage in the manufactureof veneer requires specialist knowledge.
CHOOSING LOGSThe process starts with the log buyer, who must have the skilland experience to assess the condition and commercial viabilityfor veneer within a log, basing this solely on an externalexamination. By looking at the end of the log, the buyer has todetermine the quality of the wood, the potential figure of theveneer, the colour, and ratio of sapwood to heartwood. Otherfactors – such as the presence and extent of staining andweaknesses or defects in the form of shakes, ingrown bark,excessive knots or resin ducts – will also affect the value orsuitability of the log and must be taken into consideration.
Much of this information will be revealed by the first cut throughthe length of the log – but the log must be purchased beforethis cut can be made.
TREATING LOGSBefore they are converted into veneer, logs are softened, eitherby immersion in hot water or by being steamed. Depending onthe cutting method, the log may be treated whole or it may firstcut into flitches by a huge band saw.
The time taken for this softening is controlled by the type andhardness of the wood and the thickness of the veneer to be cut.The process can take days or weeks.
Some pale woods, such as maple and sycamore, are notpretreated because the softening process would discolour theveneer.
CUTTING VENEERAnother skilled production experts in the veneer cutter, whodecides the best way to convert the log so that it will provide themaximum number of high-quality leaves.
Most veneer logs are cut from the main stem of the treebetween the root butt and the first branch. The bark is removedand the log is checked for foreign matter, such as nails or wire.
As soon as decorative veneers are cut, they are taken from theslicer and stacked in sequence. This stack, or set, then passesthrough a machine-drying process before being graded.
Although most species are clipped on a guillotine to trim themto regular shapes and sizes, others such as yew or burr veneer,are kept as when cut from the log.
GRADING DECORATIVE VENEERVeneers are inspected for natural or milling defects, thickness,colour and type of figure, then graded and priced according totheir size and quality. The veneers from a log may vary in value:better or wider ones, graded as face quality, have a higher valuethan the narrower or poorer backing quality (also known asbalancing veneer). The veneers are kept in multiples of four formatching purposes and bound into bundles of 16, 24, 28 or 32leaves. The bundles are then stacked in the order they weresliced from the log, and stored in a cool warehouse, ready for sale.
Veneer figure derives both from thewood’s natural features and from whereand how it is cut. The description canrefer to the method of cutting, such as‘crown-cut’; or to the part of the treefrom which veneer comes, as in ‘burr’veneer.
BYING VENEEREach veneer is unique and unlikely to bematched from other bundles, so asgenerous allowance for wastage shouldbe made when the area needed for aproject is calculated.
Leaves are traditionally price by thesquare root, although the thickness maybe given in metric measurements. Some merchants supply pre-cut lengths at a setprice per piece.
For matching purposes, veneers arealmost always kept in the order theywere sliced from the log, so leaves andbundles are taken from the top of thestack. Suppliers do not normally pull outselected leaves, as doing so reduces thevalue of the veneer flitch.
BURR OR BURL VENEERBurr or burls are abnormal growth ontree trunks. The fragile veneers cut fromthem display an attractive pattern oftightly packed bud formations thatappears as rings and dots. Burr veneer ishighly priced for furniture, turnery andwood ware, and is therefore relativelyexpensive. It is supplied in irregularshapes in various sizes.
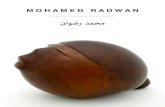
Plain Slicing – Flat Cutting:
This method of cutting produces
what’s known as “cathedral”
grain effect or “crown cut”.
Rotary Slicing:
Rotary – Sliced veneer can be
sufficiently wide to provide a full sheet or a one-piece face.
This method is used mostly in birch ply production.
Half-Round Slicing:
The motion in half-round
slicing basically is a combination
of rotary and plain slicing. The resulting veneer is similar to
plain slicing except that the “cathedral” patterns have more
rounded tops.
Back Cutting
(Back Half-Round):
Half-round logs are mounted
on a stay-log with the
heartwood facing outwards. This method is used for cutting
the decoratively figured butts and curls
Quarter Slicing:
Quarter Slicing a log results in
straight uniform grain known
as “quarter cut”. One-fourth of a log is brought down against a
stationary knife to slice pieces perpendicular to the annual
growth rings. In some species like white oak, red oak, cherry
and sycamore, this produces a distinct ray fleck or silver grain
pattern (flakes).
Knife
Knife
Knife
Knife
Rotation of Flitch
Knife
Rotation of Flitch
TYPES OF VENEER*
MAIL-ORDER VENEERFull veneer supplied by mail orders areusually rolled for dispatch. Smallerpieces, such as burrs, or curls, may be flatpacked; if they are sent with a package ofrolled veneer, they maybe dampened toallow them to bend without breaking.
A rolled package should be openedcarefully, to prevent it in springing openand damaging the fragile veneer inside.End splits, particularly on light-colouredwoods, must be repaired promptly withgummed paper tape, to prevent dirtgetting into the split.
Veneer that is still curled after beingunpacked can be either dampened withsteam from a kettle or passed through atray of water, and then pressed flatbetween sheets of chipboard. Dampveneer left between boards may developmildew.
Because wood is light-sensitive and canlighten or darken (according to species),veneers should be stored flat and protected from dust and strong light.
It’s essential when supplying wood bymail order to have trust in your specialistwood supply firm to guarantee maximum output of communication andin result maximum return of supply.
Crotch or ForkDistinctive curl veneers comefrom this part of the tree.
TrunkDepending on the tree and themethod of cutting, a variety ofveneer patterns can be cutfrom the trunk.
Abnormal growthLeaves of wild-grain veneer arecut from a burt.
Stump of buttHighly figured veneer is cutfrom the tree stump.
Part of tree:Burr
Method of cutting:Rotary-cut or flat-sliced

BUTT VENEERButt veneers are cut from butts (stumps).Half-round cutting on a rotary latheproduces highly figured veneers causedby distorted grain. These are fragileveneers, and may have holes wheresmall pieces have become detached. Torepair very small holes, matching fillercan be applied after the veneer is laid.
Part of tree:Stump
Method of cutting:Rotary back-cut
CROWN-CUT VENEERTangentially cut flat-sliced veneers areknown as ‘crown-cut’. They have anattractive figure of bold sweeping curvesand ovals along the center of the leaf,with striped grain nearer the edges. Theyare used for furniture-making andinterior wall paneling.
CURLY-FIGURED VENEERFIGURED OR FIDDLEBACK VENEERWavy-grained woods produce curly- figured veneers, with brands of light anddark grain running across the width ofthe leaf. ‘Fiddleback’ sycamore and ripple ash are typical examples: the former gets its name from its use in making violin backs. Curly-figured veneeris employed to give a distinctive horizontal decorative effect – for instance,on cabinet doors and panels.
FREAK-FIGURED VENEERVeneers displaying various unusual patterns are rotary-cut from hardwoodlogs with irregular growth. Bird’s-eyemaple and masur birch are well knownexamples of such freak-figured veneers.The distinctive brown marks of masurbirch are caused by wood boring larvaethat attack the cambium layer of thegrowing tree. Woods with irregular grainalso produce veneers with ‘blistered’ and‘quilted’ figures.
RAY-FIGURED VENEERWhen quarter-cut, woods that have apronounce ray-cell structure, such as oakand plane, display striking figure.Quarter-cut plane veneer, with speckledor fine-wavy grain figure, is known aslace wood. Distinctive wide ray cells inoak produce ‘ray-fleck’ or ‘splash’ figure,long in demand for furniture-making andpaneling.
CURL/CROTCH VENEERWhen the ‘crotch’ or fork of a tree, wherethe trunk divides, is cut perpendicularly, anattractive ‘curl figure’ is revealed. The distorted diverging grain of the woodproduces a lustrous upward-sweepingplume pattern known as ‘feather figure’,often used on paneled cabinet doors.
TYPES OF VENEER* TYPES OF VENEER*
Part of tree:Trunk
Method of cutting:Quarter-cut flat-sliced
Part of tree:Trunk
Method of cutting:Flat-sliced
Part of tree:Trunk
Method of cutting:Flat-sliced
Part of tree:Crotch
Method of cutting:Rotary back-cut
Part of tree:Trunk
Method of cutting:Rotary-cut peeled

TYPES OF VENEER*
STRIPED OR RIBBON VENEERWhere the radial cut is taken across thewidth of the growth rings, quarter-cutveneers usually display a striped or‘ribbon’ figure. On woods that grow withinterlocked reverse-spiral grain, thestripes appear to change from light todark, depending on the degree ofreflectivity of the cells (end-on cellsabsorb light) and the angle from whichthey are viewed.
RECONSTRUCTED VENEERSpectacular effects of colours, grain andpattern can be achieved using acomputerized process that involvesscanning, dyeing, high-pressure gluingand pressing veneer into a solid block,and then re-slicing it into a conventionaland decorative-veneer patterns. Singleleaves, which are produced up to 700mm(2ft 4in) wide and 2500 to 3400mm (8ft 4in to 11ft 4in) long, range from 0.3to 3mm (1/84 to 1/8 in) thick.
COLOURED VENEERSpecialist veneer suppliers sell artificiallycoloured veneers made from light-coloured woods such as sycamore andpoplar. ‘Harewood’ is sycamore that has been treated chemically, turning itsilver-grey to dark grey. Other colours areproduced by pressure-treating dyedveneers to achieve maximum penetrationof the dye.
Part of tree:Trunk
Method of colouring:Harewood (sycamore) is immersed in aferrous-sulphate solution. Commerciallydyed woods are processed in an autoclave
Method of cutting:Quarter-cut flat-sliced
Method of manufacture:Pressed veneers
Method of cutting:Flat-sliced
BANDINGS & INLAYS MOTIFS*
Banding and inlays can transform a plain panel into an attractive piece of decorative woodwork.Banding are plain or patterned strips of veneer used to create decorative borders. You can make your own, but commerciallyproduced bandings offer a wide choice and come ready to use.Inlays are marquetry motifs used as ornamental features, usually in the center of a plain or banded panel. Commercially made inlaysare relatively simple to apply to either veneered or solid-wood surfaces. As well as traditional geometric patterns you can buy a widerange of pictorial motifs. Woodworkers often hand-lay individual motifs, but it is best to use cauls when laying veneer assemblies.
STRINGING LINES AND BANDINGSStringing lines and bandings are made from selected woods are usually sold in 1m (3ft 3in)lengths. Because the color of the wood and the sizes of stringings and bandings can varybetween batches, it is always worth buying more than the minimum required for any project.
Stringing lines The fine strips of wood used to divide areas of veneer are called stringing lines or stringings.Made in flat or square sections (the latter being used for inlaying edges), they are inserted toprovide a light or dark boundary between different kind of veneer or where the grain directionchanges. Although traditionally stringings were made from boxwood or ebony, black-dyedwood is now more common.Stringing lines can be cut by laser out of veneer leaves to the desirable width and length.
BandingsBanding strips are available in various widths, edged with black or boxwood stringings.Made from side-grain section of coloured woods, glued together and sliced, they are about1mm (1/32in) thick.Cross bandings are strips of veneer cut across the grain to provide decorative borders topanels. They can be cut either from the veneer that is used to cover the panel of rom anothersuitable straight-grain veneer.
Decorative bandings/inlays can be selected of a wide range CHABROS offers.
Since most decorative inlay work is done by integrating the inlay in the veneer sheet prior to bonding to groundwork,it’s essential that inlay used are of high quality so the thickness on the inlay strip does not vary along the strip and from one strip to another, ensuring no problems aregenerated later to bonding and especially after polishing. (Inlay thickness should match the veneer it’s integrated with).
Inferior quality strips can be detected by the holes a raw strip offers and when measuring thickness by a special tool.
Stringing lines
INLAY MOTIFS*Some motifs are made to a finished size and shape, ready for inlaying into a veneered surface. Others are supplied in the centre ofa larger piece of veneer, so you can either cut it to size or lay the whole assembly on the groundwork. Most inlay motifs come witha protective paper overlay, which is cleaned off after the motif has been laid.
INSERTING A MOTIFYou can incorporate an inlay motif into an assembly of veneers before you place the assembly into the press. Ideally, the inlay andother veneers should be the same thickness.
MARQUETRY*Wood veneer has long been used as a decorative medium, and the diversity of natural figure and colour provided craftsmen witha rich ‘palette’ from which to cut and assemble the decorative patterns and pictures known as marquetry. Requiring skilfulhandiwork, marquetry is often employed by woodworkers to embellish door panels and table tops. There are also legions ofmarquetarians who specialize in producing highly complex works of art from veneer.
In old days, these motifs used to be done using special knives and tools. Nowadays, computerized laser cutters are used in cuttingdifferent types of veneer then by hand they are laid together to form the required decorative shape. The need for laser cutters, notonly is required for fast production, it offers immaculate cutting precision that knives cannot offer especially in a time a project cannot allow the time needed for a hand to cut different types of veneer in the right accuracy and high quality.
CHABROS, with its laser-equipped marquetry workshop and long experience in the field side to side with the stock availability ofall veneer types, offers one of the most reliable services in terms of quality and fast delivery.
Bandings

PARQUETRY*Parquetry is similar to marquetry in every way but consists of pieces of veneerarranged in geometric patterns or motifs. Despite its apparent simplicity, it is possibleto create many variations on a basic design, using veneers of different species, colour,and tone cut into square, rectangular, triangular, diamond or polygonal shapes.Veneer used for marquetry panels of the standard thickness 0.6mm. However,parquetry requires thicker veneer for durability being subject to foot traffic and loads(furniture pieces). Thicker veneer can be still cut by laser. Decorative solid woodparquetry is done with us using different technology in cutting solid pieces beforethey go for assembly on substrate of birch ply.
APPLYING PENETRATING STAINS*Wet the surface to get some idea of what a particular workpiecewill look like under a clear finish – and if in doubt, apply someof the actual finish you intend to use. If you are unhappy with thedepth of colour of judge that the colour doesn’t quite matchanother piece of wood you are working with, take a scrap pieceof the same timber and make a test strip to try out a stain beforecolouring the workpiece itself.
MAKING A TEST STRIP*Before you colour a workpiece make a test strip to see how thewood will be affected by the strain you intend to use.It is important that the test strip is sanded as smooth as theworkpiece you will be staining – because coarsely sanded wood
absorbs more dye and will therefore appear darker than thesame piece of wood prepared with a finer abrasive.
Apply a coat of stain and allow it to dry – as stains tend to looklighter once they have dried. Apply a second coat to see if itdarkens the wood, leaving part of the first application exposedfor comparison. If you apply more than two full coats of stain, thecolour may become patchy due to uneven absorption.
A second coat of a non-pigmented stain may not change thecolour appreciably, but you can modify it by overlaying with acompatible stain of a different colour. Once the stain iscompletely dry, paint one half of the test strip with the intendedfinish to see how it affects the colour of the stain.