BUDOWA I TECHNOLOGIA PRZĘDZ - Strona głównao9a0rb1nlbyaxyi1).pdf · BUDOWA I TECHNOLOGIA PRZĘDZ...
24
Budowa i technologia przędz Opracowanie: doc. dr inż. Marek Idzik BUDOWA I TECHNOLOGIA PRZĘDZ laboratorium Kierunek: Wlókiennictwo Specjalność: Wlókiennicza Inżynieria Mechaniczna sem. 5 1. Systemy i plany przędzenia 2. Obliczenia kinematyczne w przędzalni 3. Synchronizacja maszyn przędzalniczych - arkusz przelotowości 4. Zastosowanie analizy spektralnej do pomiarów przędzalniczych 5. Zjawisko mieszania wlókien w zgrzeblarce 6. Analiza pracy zgrzeblarki pokrywkowej 7. Przygotowanie równomiernej taśmy i niedoprzędu 8. Wytworzenie przędzy na przędzarce klasycznej i rotorowej 9. Analiza porównawcza parametrów jakościowych przędz i pólproduktów przędzenia – statystyki Ustera 10. Przędzenie welny i wlókien welnopodobnych – wycieczka do zakladu Szczególowe instrukcje do ćwiczeń laboratoryjnych: „Laboratorium z technologii i budowy przędz” – praca zbiorowa pod redakcją T. Jackowskiego
Transcript of BUDOWA I TECHNOLOGIA PRZĘDZ - Strona głównao9a0rb1nlbyaxyi1).pdf · BUDOWA I TECHNOLOGIA PRZĘDZ...
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
BUDOWA I TECHNOLOGIA PRZĘDZ
laboratorium
Kierunek: Włókiennictwo Specjalność: Włókiennicza Inżynieria Mechaniczna
sem. 5
1. Systemy i plany przędzenia 2. Obliczenia kinematyczne w przędzalni 3. Synchronizacja maszyn przędzalniczych - arkusz przelotowości 4. Zastosowanie analizy spektralnej do pomiarów przędzalniczych 5. Zjawisko mieszania włókien w zgrzeblarce 6. Analiza pracy zgrzeblarki pokrywkowej 7. Przygotowanie równomiernej taśmy i niedoprzędu 8. Wytworzenie przędzy na przędzarce klasycznej i rotorowej 9. Analiza porównawcza parametrów jakościowych przędz i półproduktów przędzenia – statystyki Ustera 10. Przędzenie wełny i włókien wełnopodobnych – wycieczka do zakładu
Szczegółowe instrukcje do ćwiczeń laboratoryjnych: „Laboratorium z technologii i budowy przędz” – praca zbiorowa pod redakcją T. Jackowskiego

Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
1. Ćwiczenie – Systemy i plany przędzenia
- Systemy przędzenia: bawełniarskie, wełniarskie, konwerterowe, lniarskie - Plany przędzenia - Wydajność maszyn przędzalniczych
Cel ćwiczenia: Zapoznanie z metodami doboru technologicznego systemu przędzenia i ustalenie planów przędzenia dla wybranych asortymentów przędz. Zadania do wykonania:
a) Dokonać wyboru systemu przędzenia dla następujących przędz: - przędza bawełniana (100%) o masie liniowej 40 tex - przędza bawełniana (100%) o masie liniowej 10 tex - przędza anilanowa (100%, dł. włókien 140 mm) o masie liniowej 30 tex - przędza mieszankowa z włókien ciągłych (PA 50% / PE 50%) – 50 tex - przędza mieszankowa (wełna 25% / wiskoza 45% / PE 30%, dł. włókien
poniżej 60 mm) – 100 tex
b) Ułożyć plan przędzenia dla przędz bawełnianych o masach liniowych: - 50 tex (system klasyczny) - 10 tex (system klasyczny) - 30 tex (system bezwrzecionowy) - 15 tex (system bezwrzecionowy) - 6 tex (system klasyczny) - 70 tex (system dowolny)
c) Obliczyć wydajność rzeczywistą (kg/h) maszyn przędzalniczych: - zgrzeblarki pokrywkowej
(dane do obliczeń: R=100, dzas=160 mm, nzas=2,5 obr/min, Ttzas=400 ktex, ηw=0,92);
- czesarki wełniarskiej jednowylotowej o pracy okresowej (dane do obliczeń: F=6 mm, n=180 obr/min, Ttzas=12 ktex, D=20, ηw=0,94);
- przędzarki obrączkowej (dane do obliczeń: dwrz=25 mm, Vwrz=240 m/min, αt=40, Ttzas=300 tex, R=12, i=300, ηw=0,98).
Gdzie: R – rozciąg, dzas i Vzas – średnica i prędkość liniowa wałka zasilającego, Ttzas – masa liniowa zasilania, ηw – współczynnik wydajności, F – długość zasilania, n – liczba cykli pracy czesarki, D – liczba łączeń, dwrz i Vwrz – średnica i prędkość liniowa wrzecion, αt – teksowy współczynnik skrętu, i – liczba wylotów.
hkgiTtV
W wwydwydrz /
10
36006
⋅⋅⋅⋅=
η
hkgS
iTtnW wwydwrz
rz /10
36006⋅
⋅⋅⋅⋅=
η
hkgiDTtnF
W wzasrz /
10
36006
⋅⋅⋅⋅⋅⋅= η
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
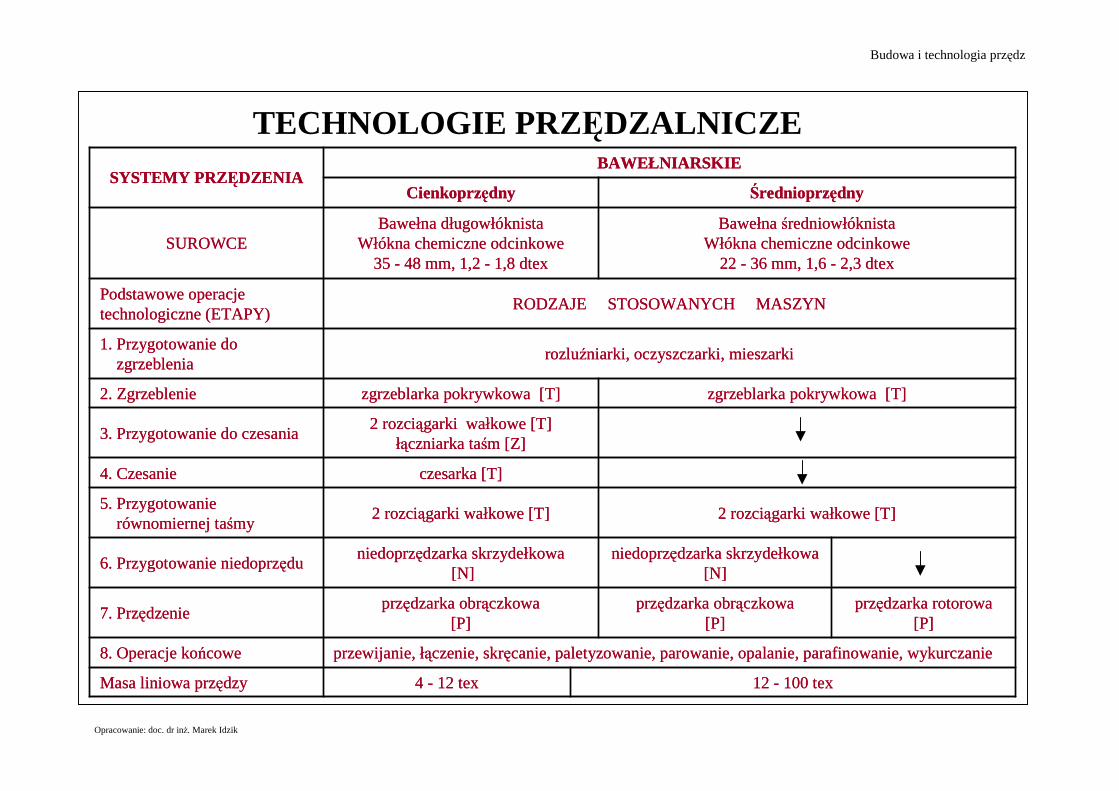
TECHNOLOGIE PRZ ĘDZALNICZE
12 - 100 tex4 - 12 texMasa liniowa przędzy
przewijanie, łączenie, skręcanie, paletyzowanie, parowanie, opalanie, parafinowanie, wykurczanie8. Operacje końcowe
przędzarka rotorowa[P]
przędzarka obrączkowa [P]
przędzarka obrączkowa [P]
7. Przędzenie
?niedoprzędzarka skrzydełkowa
[N]niedoprzędzarka skrzydełkowa
[N]6. Przygotowanie niedoprzędu
2 rozciągarki wałkowe [T]2 rozciągarki wałkowe [T]5. Przygotowanie
równomiernej taśmy
?czesarka [T]4. Czesanie
?2 rozciągarki wałkowe [T]
łączniarka taśm [Z]3. Przygotowanie do czesania
zgrzeblarka pokrywkowa [T]zgrzeblarka pokrywkowa [T]2. Zgrzeblenie
rozluźniarki, oczyszczarki, mieszarki1. Przygotowanie do
zgrzeblenia
RODZAJE STOSOWANYCH MASZYNPodstawowe operacje technologiczne (ETAPY)
Bawełna średniowłóknista Włókna chemiczne odcinkowe
22 - 36 mm, 1,6 - 2,3 dtex
Bawełna długowłóknista Włókna chemiczne odcinkowe
35 - 48 mm, 1,2 - 1,8 dtexSUROWCE
ŚrednioprzędnyCienkoprzędny
BAWEŁNIARSKIESYSTEMY PRZĘDZENIA
12 - 100 tex4 - 12 texMasa liniowa przędzy
przewijanie, łączenie, skręcanie, paletyzowanie, parowanie, opalanie, parafinowanie, wykurczanie8. Operacje końcowe
przędzarka rotorowa[P]
przędzarka obrączkowa [P]
przędzarka obrączkowa [P]
7. Przędzenie
?niedoprzędzarka skrzydełkowa
[N]niedoprzędzarka skrzydełkowa
[N]6. Przygotowanie niedoprzędu
2 rozciągarki wałkowe [T]2 rozciągarki wałkowe [T]5. Przygotowanie
równomiernej taśmy
?czesarka [T]4. Czesanie
?2 rozciągarki wałkowe [T]
łączniarka taśm [Z]3. Przygotowanie do czesania
zgrzeblarka pokrywkowa [T]zgrzeblarka pokrywkowa [T]2. Zgrzeblenie
rozluźniarki, oczyszczarki, mieszarki1. Przygotowanie do
zgrzeblenia
RODZAJE STOSOWANYCH MASZYNPodstawowe operacje technologiczne (ETAPY)
Bawełna średniowłóknista Włókna chemiczne odcinkowe
22 - 36 mm, 1,6 - 2,3 dtex
Bawełna długowłóknista Włókna chemiczne odcinkowe
35 - 48 mm, 1,2 - 1,8 dtexSUROWCE
ŚrednioprzędnyCienkoprzędny
BAWEŁNIARSKIESYSTEMY PRZĘDZENIA
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
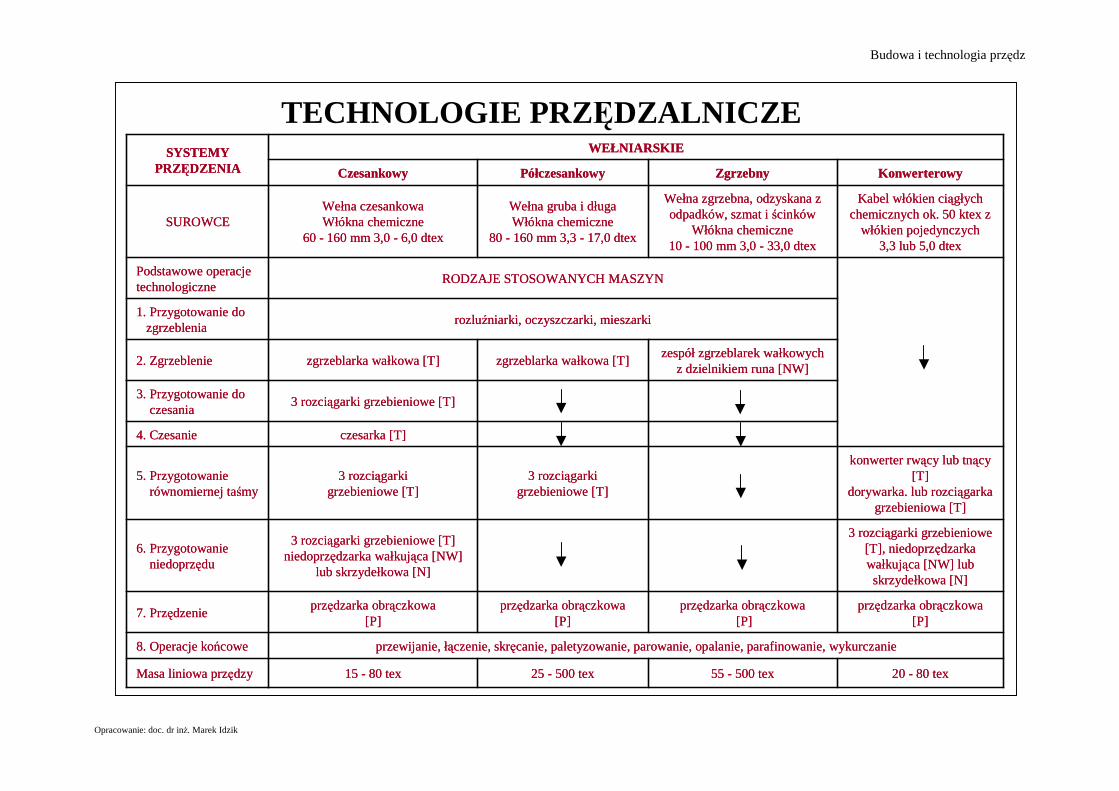
TECHNOLOGIE PRZ ĘDZALNICZE
20 - 80 tex55 - 500 tex25 - 500 tex15 - 80 texMasa liniowa przędzy
przewijanie, łączenie, skręcanie, paletyzowanie, parowanie, opalanie, parafinowanie, wykurczanie8. Operacje końcowe
przędzarka obrączkowa[P]
przędzarka obrączkowa [P]
przędzarka obrączkowa [P]
przędzarka obrączkowa [P]
7. Przędzenie
3 rozciągarki grzebieniowe[T], niedoprzędzarka wałkująca [NW] lub skrzydełkowa [N]
??3 rozciągarki grzebieniowe [T]
niedoprzędzarka wałkująca [NW] lub skrzydełkowa [N]
6. Przygotowanie niedoprzędu
konwerter rwący lub tnący [T]
dorywarka. lub rozciągarka grzebieniowa [T]
?3 rozciągarki
grzebieniowe [T]3 rozciągarki
grzebieniowe [T]5. Przygotowanie
równomiernej taśmy
??czesarka [T]4. Czesanie
??3 rozciągarki grzebieniowe [T]3. Przygotowanie do
czesania
zespół zgrzeblarek wałkowych z dzielnikiem runa [NW]
zgrzeblarka wałkowa [T] zgrzeblarka wałkowa [T]2. Zgrzeblenie
rozluźniarki, oczyszczarki, mieszarki1. Przygotowanie do
zgrzeblenia
?
RODZAJE STOSOWANYCH MASZYNPodstawowe operacjetechnologiczne
Kabel włókien ciągłych chemicznych ok. 50 ktex z
włókien pojedynczych 3,3 lub 5,0 dtex
Wełna zgrzebna, odzyskana z odpadków, szmat i ścinków
Włókna chemiczne 10 - 100 mm 3,0 - 33,0 dtex
Wełna gruba i długaWłókna chemiczne
80 - 160 mm 3,3 - 17,0 dtex
Wełna czesankowaWłókna chemiczne
60 - 160 mm 3,0 - 6,0 dtexSUROWCE
KonwerterowyZgrzebnyPółczesankowyCzesankowy
WEŁNIARSKIESYSTEMY PRZĘDZENIA
20 - 80 tex55 - 500 tex25 - 500 tex15 - 80 texMasa liniowa przędzy
przewijanie, łączenie, skręcanie, paletyzowanie, parowanie, opalanie, parafinowanie, wykurczanie8. Operacje końcowe
przędzarka obrączkowa[P]
przędzarka obrączkowa [P]
przędzarka obrączkowa [P]
przędzarka obrączkowa [P]
7. Przędzenie
3 rozciągarki grzebieniowe[T], niedoprzędzarka wałkująca [NW] lub skrzydełkowa [N]
??3 rozciągarki grzebieniowe [T]
niedoprzędzarka wałkująca [NW] lub skrzydełkowa [N]
6. Przygotowanie niedoprzędu
konwerter rwący lub tnący [T]
dorywarka. lub rozciągarka grzebieniowa [T]
?3 rozciągarki
grzebieniowe [T]3 rozciągarki
grzebieniowe [T]5. Przygotowanie
równomiernej taśmy
??czesarka [T]4. Czesanie
??3 rozciągarki grzebieniowe [T]3. Przygotowanie do
czesania
zespół zgrzeblarek wałkowych z dzielnikiem runa [NW]
zgrzeblarka wałkowa [T] zgrzeblarka wałkowa [T]2. Zgrzeblenie
rozluźniarki, oczyszczarki, mieszarki1. Przygotowanie do
zgrzeblenia
?
RODZAJE STOSOWANYCH MASZYNPodstawowe operacjetechnologiczne
Kabel włókien ciągłych chemicznych ok. 50 ktex z
włókien pojedynczych 3,3 lub 5,0 dtex
Wełna zgrzebna, odzyskana z odpadków, szmat i ścinków
Włókna chemiczne 10 - 100 mm 3,0 - 33,0 dtex
Wełna gruba i długaWłókna chemiczne
80 - 160 mm 3,3 - 17,0 dtex
Wełna czesankowaWłókna chemiczne
60 - 160 mm 3,0 - 6,0 dtexSUROWCE
KonwerterowyZgrzebnyPółczesankowyCzesankowy
WEŁNIARSKIESYSTEMY PRZĘDZENIA
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
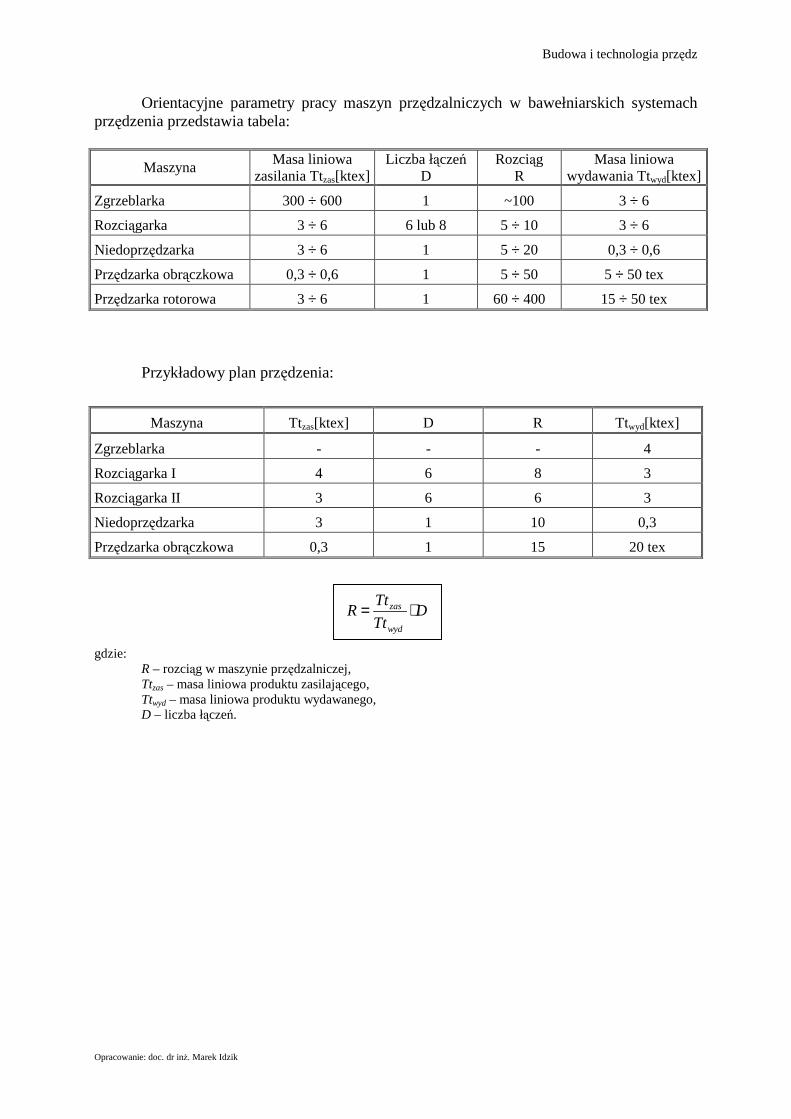
Orientacyjne parametry pracy maszyn przędzalniczych w bawełniarskich systemach przędzenia przedstawia tabela:
Maszyna Masa liniowa
zasilania Ttzas[ktex] Liczba łączeń
D Rozciąg
R Masa liniowa
wydawania Ttwyd[ktex]
Zgrzeblarka 300 ÷ 600 1 ~100 3 ÷ 6
Rozciągarka 3 ÷ 6 6 lub 8 5 ÷ 10 3 ÷ 6
Niedoprzędzarka 3 ÷ 6 1 5 ÷ 20 0,3 ÷ 0,6
Przędzarka obrączkowa 0,3 ÷ 0,6 1 5 ÷ 50 5 ÷ 50 tex
Przędzarka rotorowa 3 ÷ 6 1 60 ÷ 400 15 ÷ 50 tex
Przykładowy plan przędzenia:
Maszyna Ttzas[ktex] D R Ttwyd[ktex]
Zgrzeblarka - - - 4
Rozciągarka I 4 6 8 3
Rozciągarka II 3 6 6 3
Niedoprzędzarka 3 1 10 0,3
Przędzarka obrączkowa 0,3 1 15 20 tex
gdzie:
R – rozciąg w maszynie przędzalniczej, Ttzas – masa liniowa produktu zasilającego, Ttwyd – masa liniowa produktu wydawanego, D – liczba łączeń.
DTt
TtR
wyd
zas ⋅=

Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
2. Ćwiczenie – Obliczenia kinematyczne w przędzalni
- Analiza kinematycznych napędów maszyn przędzalniczych - Wyznaczanie wielkości kinematycznych w oparciu o założone
parametry technologiczne - Przykłady obliczeń kinematycznych
Cel ćwiczenia: Zapoznanie z rolą kinematycznej obsługi maszyn w procesie planowania produkcji wyrobów liniowych. Zadania do wykonania:
a) Analiza schematu kinematycznego wybranej maszyny przędzalniczej. b) Wykonać obliczenia kinematyczne dla wybranej maszyny, konieczne przy
produkcji przędzy bawełnianej o masie liniowej 20 tex.
Obliczyć: - rozciąg całkowity, rozciągi częściowe, stałą rozciągową; - skręt technologiczny i maszynowy, stałą skrętową; - wydajność maszyny; - prędkość nawijania; - prędkość ławy w ruchu posuwisto – zwrotnym, stałą ławową,
Wzory potrzebne do obliczeń:
www ndV ⋅⋅= π wssw inn →⋅= 1000=⋅ NmTt
DTt
TtR
wyd
zas ⋅= zas
wyd
V
VR = nc RRRR ⋅⋅⋅= K21
10001000
60
⋅⋅⋅⋅⋅
=ηiTtV
W wydwydrz
wyd
wrz
V
nS = Nm
TtTtS m
wyd
t
wyd
T ⋅=⋅== ααα 100
n
wydwrzc d
Vnn
⋅+=
π
n
wydl d
VbV
n ⋅⋅=π
tinV lssln⋅⋅= →
wydTtCa ⋅= 1 wydTtCb ⋅= 2
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
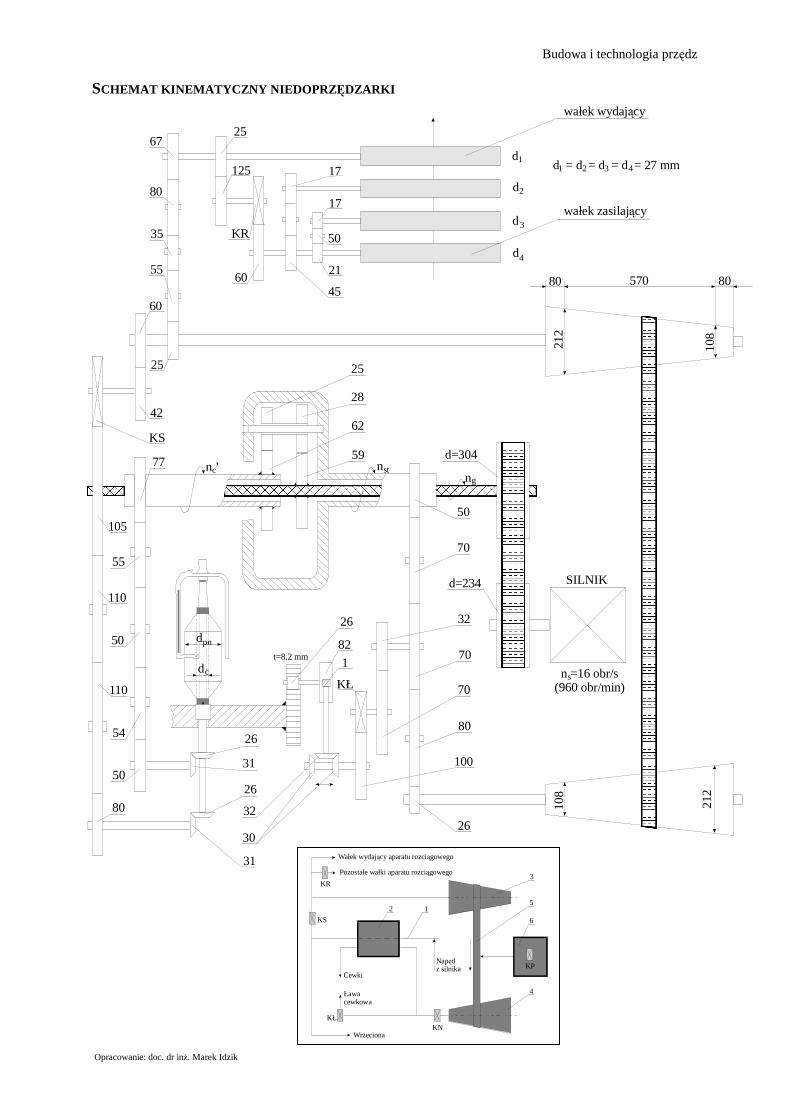
wałek wydający
wałek zasilający
d
d
d
d
d = d = d = d = 27 mm
80 570 80
212
108
108
212
17
17
50
21
45
25
125
KR
60
25
60
42
67
80
35
55
KS
77
80
50
54
110
50
110
55
105
d
d
26
31
26
30
t=8,2 mm
KŁ
1
82
26
25
28
62
59
26
100
80
70
70
32
d=234
70
50
d=304
n =16 obr/s (960 obr/min)
SILNIK
nnn ’
31
32
1 2 3 4
4
3
2
1
gstc
s
pn
c
Wałek wydający aparatu rozciągowego
Cewki
Ławacewkowa
Wrzeciona
Napędz silnika
12
3
4
5
6
KŁKN
KS
Pozostałe wałki aparatu rozciągowego
KR
KP
SCHEMAT KINEMATYCZNY NIEDOPRZ ĘDZARKI
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
3. Ćwiczenie – Synchronizacja maszyn przędzalniczych - arkusz przelotowości
- Wydajność teoretyczna i rzeczywista maszyn przędzalniczych - Postoje maszyn i odpadki w procesie produkcyjnym - Synchronizacja maszyn przędzalniczych – arkusz przelotowości
Cel ćwiczenia: Zapoznanie z problemem synchronizacji pracy przędzalni przy produkcji określonej ilości przędzy o założonej masie liniowej. Zadania do wykonania:
Dokonać synchronizacji maszyn w przędzalni i wykonać arkusz przelotowości w oparciu o następujące dane:
Surowiec: bawełna (100%). Masa liniowa przędzy Tt = ...…………… tex. Produkcja przędzalni w ciągu roku Qpl = ...…………… kg.
Ułożyć plan przędzenia. Obliczyć liczbę godzin produkcyjnych w ciągu roku na jednej zmianie: HR = ...…… . Przyjąć liczbę zmian: K =... , oraz rodzaj maszyn.
Produkcja przędzy w systemie jedno zmianowym wynosi: ][1 kgxK
Qpl = (1)
Produkcja przędzy w czasie 1 godziny wynosi: ]/[21 hkgx
H
xQ
Rn == (2)
Przy produkcji przędzy wystąpi p0 = ... % odpadków (przy przewijaniu), dlatego rzeczywistą produkcję przędzarek należy zwiększyć (jeśli w procesie planuje się przewijanie przędzy):
( ) ( ) ]/[100
100
100
1003
0
2
0
hkgxp
x
p
QQ n
np =−⋅
=−⋅
= (3)
1. Obliczanie liczby przędzarek obrączkowych.
Wydajność rzeczywista przędzarki: ]/[1000
6.34 hkgx
t
iTtnW w
rz =⋅
⋅⋅⋅⋅=
η (4)
Wydajność rzeczywista pomniejszona o postoje techniczne:
]/[100
1 5 hkgxp
WW tprzrzT =
−= (5)
ptp - postoje techniczne przędzarki w %.
Liczba maszyn, jaką należy uruchomić: 65
3 xx
x
W
Qm
rzT
npp === (6)
2. Obliczanie liczby niedoprzędzarek. Wydajność obliczamy wg wzoru (4): ]/[7 hkgxWrz = (7) Wydajność rzeczywista pomniejszona o postoje techniczne:
]/[100
1 8 hkgxp
WW tnrzrzT =
−= (8)
ptn - postoje techniczne niedoprzędzarki w %.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
Zapotrzebowanie na niedoprzęd przez przędzarki obrączkowe po uwzględnieniu odpadków niedoprzędu na przędzarkach:
( ) ( ) ]/[100
100
100
1009
0
3
0
hkgxp
x
p
pp
npnn =
−⋅
=−⋅
= (9)
p0p - odpadki na przędzarkach w %.
Liczba niedoprzędzarek, które należy uruchomić: 108
9 xx
x
W
Qm
rzT
nnn === (10)
2. Obliczenie liczby rozciągarek II pasażu.
Wydajność rzeczywista rozciągarki: ]/[1000
6011 hkgx
iTktVW wyd
rz =⋅⋅⋅⋅
=η
(11) Wydajność rzeczywista pomniejszona o postoje techniczne:
]/[100
1 12 hkgxp
WW trrzrzT =
−= (12)
ptr - postoje techniczne rozciągarki II pasażu w %. Zapotrzebowanie na taśmę przez niedoprzędzarki , po uwzględnieniu odpadków taśmy na niedoprzędzarkach:
( ) ( ) ]/[100
100
100
10013
0
9
0
hkgxp
x
p
nn
nnnr =
−⋅
=−⋅
= (13)
p0n - odpadki na niedoprzędzarkach w %.
Liczba rozciągarek, które należy uruchomić: 1412
13 xx
x
W
Qm
rzT
nrr === (14)
3. Obliczanie liczby rozciągarek I pasażu (jw.) 4. Obliczanie liczby zgrzeblarek (jw.) 5. Obliczenia dla maszyn wstępnej obróbki włókna (jw.)
Następnie dla każdego typu maszyny (przędzarki, niedoprzędzarki, rozciągarki itd.) oblicza się wielkość produkcji po uwzględnieniu współczynnika synchronizacji:
]/[ hkgWmG srz η⋅⋅= (15) m – liczba maszyn (np. przędzarek) Wrz – wydajność rzeczywista maszyny (np. przędzarki)
ηs – współczynnik synchronizacji maszyn (np. przędzarek) 100
1 ∑−=S
sη (16)
ΣS – suma strat na danym typie maszyn (np. na przędzarkach) równa sumie postojów technicznych (w %) i odpadków narastających (w %). Wypełnić arkusz przelotowości.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
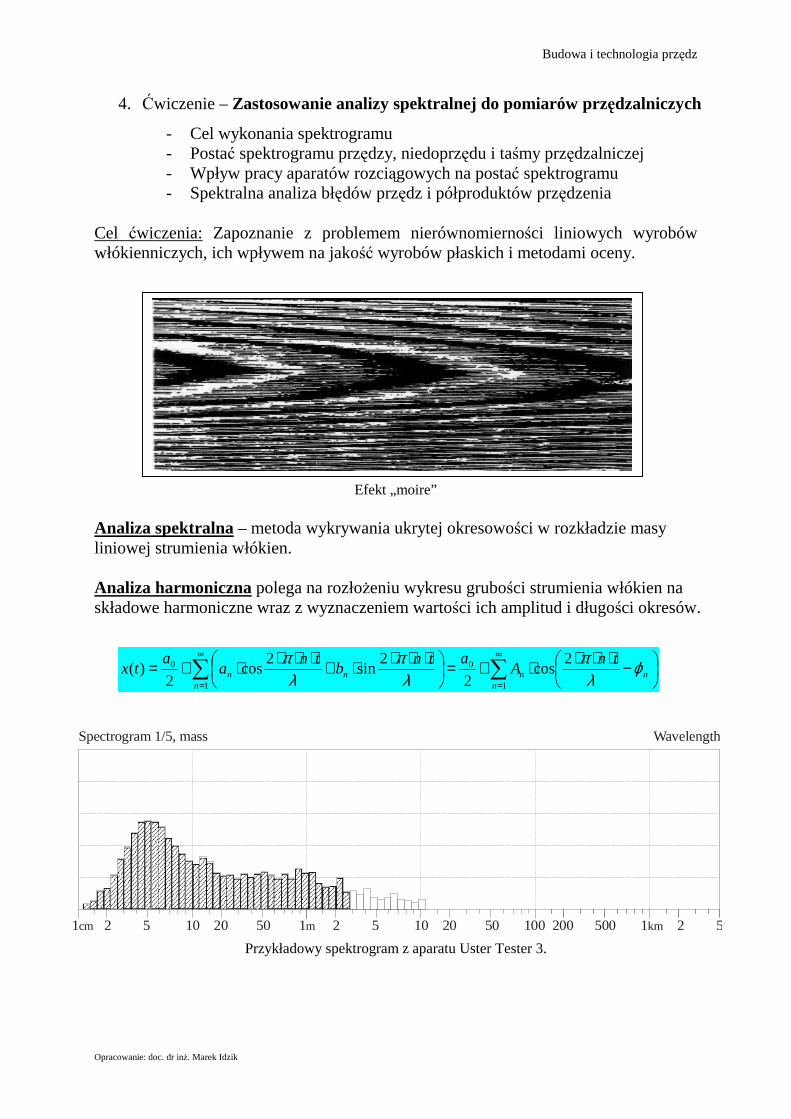
4. Ćwiczenie – Zastosowanie analizy spektralnej do pomiarów przędzalniczych
- Cel wykonania spektrogramu - Postać spektrogramu przędzy, niedoprzędu i taśmy przędzalniczej - Wpływ pracy aparatów rozciągowych na postać spektrogramu - Spektralna analiza błędów przędz i półproduktów przędzenia
Cel ćwiczenia: Zapoznanie z problemem nierównomierności liniowych wyrobów włókienniczych, ich wpływem na jakość wyrobów płaskich i metodami oceny.
Efekt „moire” Analiza spektralna – metoda wykrywania ukrytej okresowości w rozkładzie masy liniowej strumienia włókien. Analiza harmoniczna polega na rozłożeniu wykresu grubości strumienia włókien na składowe harmoniczne wraz z wyznaczeniem wartości ich amplitud i długości okresów.
Przykładowy spektrogram z aparatu Uster Tester 3.
∑ ∑∞
=
∞
=
−⋅⋅⋅⋅+=
⋅⋅⋅⋅+⋅⋅⋅⋅+=1 1
00 2cos
2
2sin
2cos
2)(
n nnnnn
tnA
atnb
tna
atx ϕ
λπ
λπ
λπ
1 2 5 10 20 50 1 2 5 10 20 50 100 200 500 1 2 5cm m km
Spectrogram 1/5, mass Wavelength
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
Zadania do wykonania: Zadanie 1 Naszkicować spektrogram dla przędzy z włókien chemicznych o długości cięcia 40 mm, produkowanej na przędzarce z uszkodzonym wałkiem wydającym o średnicy d=20 mm.
Zadanie 2 Naszkicować spektrogram dla przędzy z włókien bawełny (l=23 mm), produkowanej na przędzarce o rozciągu R=15 z uszkodzonym wałkiem zasilającym o średnicy d=22 mm i nieprawidłowym ruchem włókien przed wałkiem wydającym niedoprzędzarki.
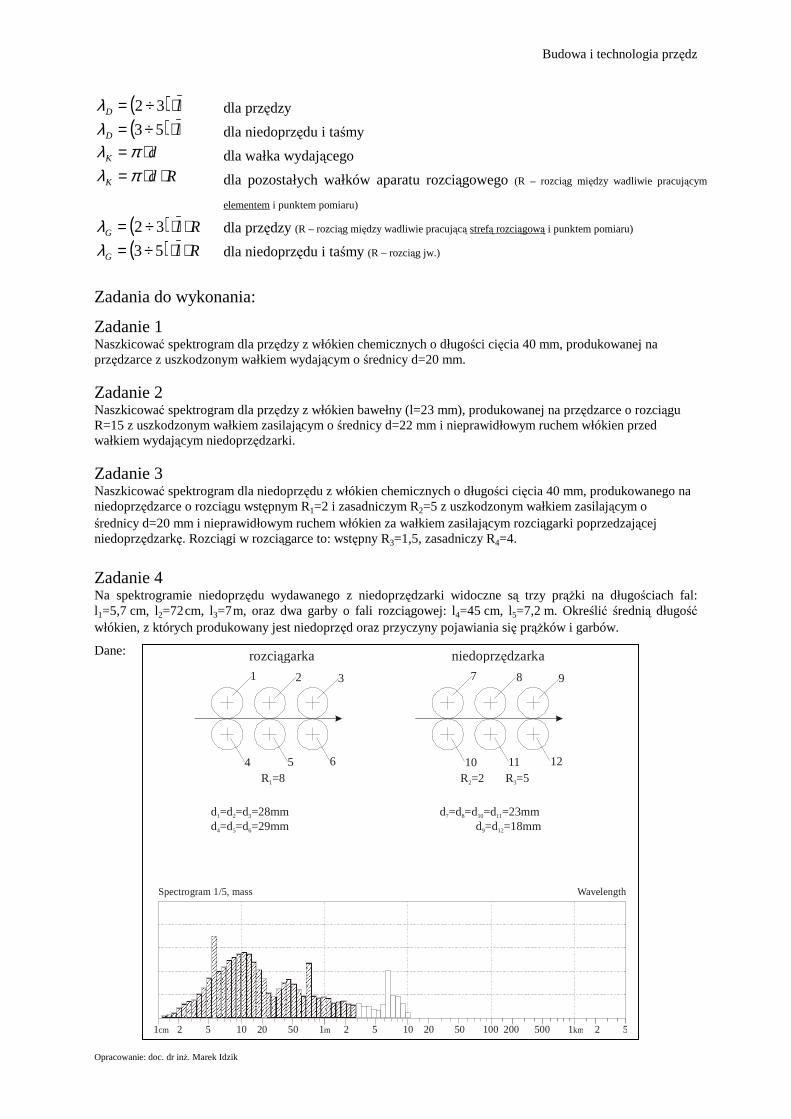
Zadanie 3 Naszkicować spektrogram dla niedoprzędu z włókien chemicznych o długości cięcia 40 mm, produkowanego na niedoprzędzarce o rozciągu wstępnym R1=2 i zasadniczym R2=5 z uszkodzonym wałkiem zasilającym o średnicy d=20 mm i nieprawidłowym ruchem włókien za wałkiem zasilającym rozciągarki poprzedzającej niedoprzędzarkę. Rozciągi w rozciągarce to: wstępny R3=1,5, zasadniczy R4=4. Zadanie 4 Na spektrogramie niedoprzędu wydawanego z niedoprzędzarki widoczne są trzy prążki na długościach fal: l1=5,7 cm, l2=72 cm, l3=7 m, oraz dwa garby o fali rozciągowej: l4=45 cm, l5=7,2 m. Określić średnią długość włókien, z których produkowany jest niedoprzęd oraz przyczyny pojawiania się prążków i garbów. Dane:
( ) lD ⋅÷= 32λ( ) lD ⋅÷= 53λ
dK ⋅= πλRdK ⋅⋅= πλ
( ) RlG ⋅⋅÷= 32λ
1 72 83 9
4 105 116 12R =81 R =2 R =52 3
rozciągarka niedoprzędzarka
d =d =d =28mm d =d =d =d =23mmd =d =d =29mm d =d =18mm
1 2 3 7 8 10 11
4 5 6 9 12
1 2 5 10 20 50 1 2 5 10 20 50 100 200 500 1 2 5cm m km
Spectrogram 1/5, mass Wavelength
dla przędzy
dla niedoprzędu i taśmy
dla wałka wydającego
dla pozostałych wałków aparatu rozciągowego (R – rozciąg między wadliwie pracującym
elementem i punktem pomiaru)
dla przędzy (R – rozciąg między wadliwie pracującą strefą rozciągową i punktem pomiaru)
dla niedoprzędu i taśmy (R – rozciąg jw.)
dla niedoprzędu i taśmy
( ) RlG ⋅⋅÷= 53λ
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
5. Ćwiczenie – Zjawisko mieszania włókien w zgrzeblarce
- Cel mieszania włókien przed i w trakcie procesu przędzenia - Metody mieszania włókien - Zasady doboru mieszanki - Ocena wymieszania włókien – zdolność mieszająca maszyn
Cel ćwiczenia: Zapoznanie z problemem mieszania włókien i metodami oceny zdolności mieszającej maszyn przędzalniczych. Podstawowe pojęcia Mieszanka włókien – zestaw co najmniej dwóch składników różniących się przynajmniej jednym parametrem charakteryzującym mieszane włókna, np. grubość, długość, wytrzymałość właściwa.
Przykład: wełna – włókna poliestrowe (WO/PE) Mieszanie włókien – proces polegający na zapewnieniu takiego układu włókien w strumieniu wydawanym z maszyny, w którym udział każdego składnika w stosunku do składników pozostałych w dowolnym przekroju poprzecznym strumienia będzie zawsze taki sam. Strumień włókien – taśma, niedoprzęd, przędza. Mieszanie: - pozytywne (zwane mieszaniem); - negatywne (zwane rozsortowaniem, autosegregacją lub grupowaniem). Mieszanie może wystąpić w wyniku: - przemieszczania się włókien lub ich skupisk wzdłuż osi strumienia włókien; - przemieszczania się włókien lub ich skupisk w kierunku poprzecznym do osi strumienia; - łączenia strumieni włókien; - jednoczesnego występowania obu przemieszczeń oraz łączenia. Metody mieszania:
- mieszanie luźnej masy włókien w maszynach rozluźniająco-oczyszczających; - mieszanie włókien taśmami na rozciągarkach – np. przygotowanie taśm włókien
naturalnych i chemicznych w oddzielnych zespołach przygotowawczych, a następnie ich łączenie na pierwszej rozciągarce po zgrzebleniu.
Przed procesem mieszania przeprowadza się: - melanżowanie – zestawienie mieszanki różnobarwnych składników w celu uzyskania przędzy o odpowiedniej barwie i odcieniu; - manipulację – zestawienie mieszanki ze składników (surowców) przy uwzględnieniu ich parametrów jakościowych (długość, grubość itp.).
Zasady doboru włókien mieszanki Przed doborem składników mieszanki włókien należy uwzględnić:
- czynnik ekonomiczny i/lub jakościowy; - właściwości i parametry jakościowe włókien (np. przedziały długościowe, masę liniową,
wytrzymałość właściwą, wydłużenie zrywające, stopień dojrzałości itp.).
Przez nieodpowiedni dobór składników można zepsuć efekt mieszania
i pogorszyć jakość produkowanych przędz
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
Zestawianie mieszanek bawełny z włóknami chemicznymi Przyjęto zasadę, że miesza się włókna tej samej lub sąsiedniej klasy długości, tego samego lub sąsiedniego gatunku. Przy doborze długości włókien należy wziąć pod uwagę: a) średnie arytmetyczne długości włókien poszczególnych składników mieszanki; b) współczynniki zmienności, wariancje lub wariancje względne długości włókien składników i mieszanki.
Zasady ogólne: a) dopuszczalne jest mieszanie składników o różnych długościach przy wartości ∆l=0 ÷ 2 mm; b) przy spełnieniu dodatkowych warunków możliwe jest łączenie włókien o różnicy długości większej niż 2 mm (np. bawełna – włókna chemiczne); c) masy liniowe składników mieszanki nie powinny być większe od ± 0,2 dtex; d) do mieszanki z bawełną (niezależnie od jej długości) powinno się dodawać jak najdłuższe włókna chemiczne (38 ÷ 40 mm), co zwiększa średnią długość włókien w mieszance i poprawia jej własności przędne; e) dodanie do bawełny włókien dłuższych niż 40 mm może być przyczyną trudności w nastawianiu aparatów rozciągowych rozciągarek, niedoprzędzarek i przędzarek; f) zwiększenie długości włókien w mieszance sprzyja polepszeniu wytrzymałości przędzy, zmniejszeniu skrętu i zrywności,
zwiększeniu wydajności maszyn, zmniejszeniu ilości wydzielanego pyłu.
Zestawianie mieszanek wełny z włóknami chemicznymi Zasady ogólne: a) nie należy łączyć włókien chemicznych o długości mniejszej od średniej długości wełny, gdyż pogarsza to jakość
mieszanki w wyniku skrócenia średniej długości włókien mieszanki, powoduje wzrost nierównomierności długości włókien i wzrost liczby włókien krótkich;
b) włókna mieszanki powinny mieć znacznie mniejszy współczynnik zmienności długości niż włókna wełny; c) mieszając włókna chemiczne z wełną należy dobierać włókna o zmiennej długości; d) masę liniową włókien chemicznych należy dobierać odpowiednio do średnicy wełny; nie należy mieszać wełny i włókien
chemicznych o tych samych masach liniowych (dtex) i średnicach; e) prawidłowo dobrana masa liniowa i średnica włókien będących składnikami mieszanki poprawia wypełnienie przekroju
poprzecznego przędzy i właściwości przędne mieszanki; f) dobór średnicy włókien chemicznych dch powinien uwzględniać nierówność: d1 ≤ dch ≤ dmw przy czym: d1 = dw - δ
gdzie: dw – średnia średnica wełny;
δ – odchylenie średnie średnicy wełny; dmw – średnica modalna wełny.
Zestawianie mieszanek lnu z włóknami chemicznymi W mieszankach z lnem używa się włókien wiskozowych, poliestrowych, poliamidowych i polipropylenowych. Zasady ogólne: a) przedziały masy liniowej i długości włókien chemicznych w mieszance z lnem są trudne do określenia ze względu na
duży rozrzut długości i grubości włókien lnu oraz podział włókien technicznych wzdłuż i prostopadle do osi strumienia w trakcie przędzenia;
b) przy udziale ok. 25% włókien wiskozowych w mieszance z lnem spada wytrzymałość przędzy na rozrywanie, ale dwukrotnie obniża się zrywność przędzy, wzrasta jej wydłużenie zrywające oraz odporność na wielokrotne zginanie;
c) masa liniowa włókien wiskozowych w mieszance z lnem powinna być większa od 3,3 dtex, a długość włókien powinna wynosić 100 ÷ 120 mm;
d) w mieszankach: wyczesy lniane – włókna wiskozowe zalecane parametry włókien wiskozowych to: masa liniowa 4,4 ÷ 5,3 dtex, długość cięcia 95 ÷ 120 mm; włókna półmatowe lub matowe, nieskarbikowane;
e) przy udziale włókien wiskozowych do 30% przędza mieszankowa zachowuje prawie wszystkie korzystne cechy przędz czysto lnianych;
f) włókna syntetyczne (najczęściej poliester) w mieszance z lnem znaczne poprawiają własności użytkowe wyrobów: wytrzymałość na rozrywanie, na ścieranie, na wielokrotne zginanie, zmniejszają gniotliwość i poprawiają wygląd.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
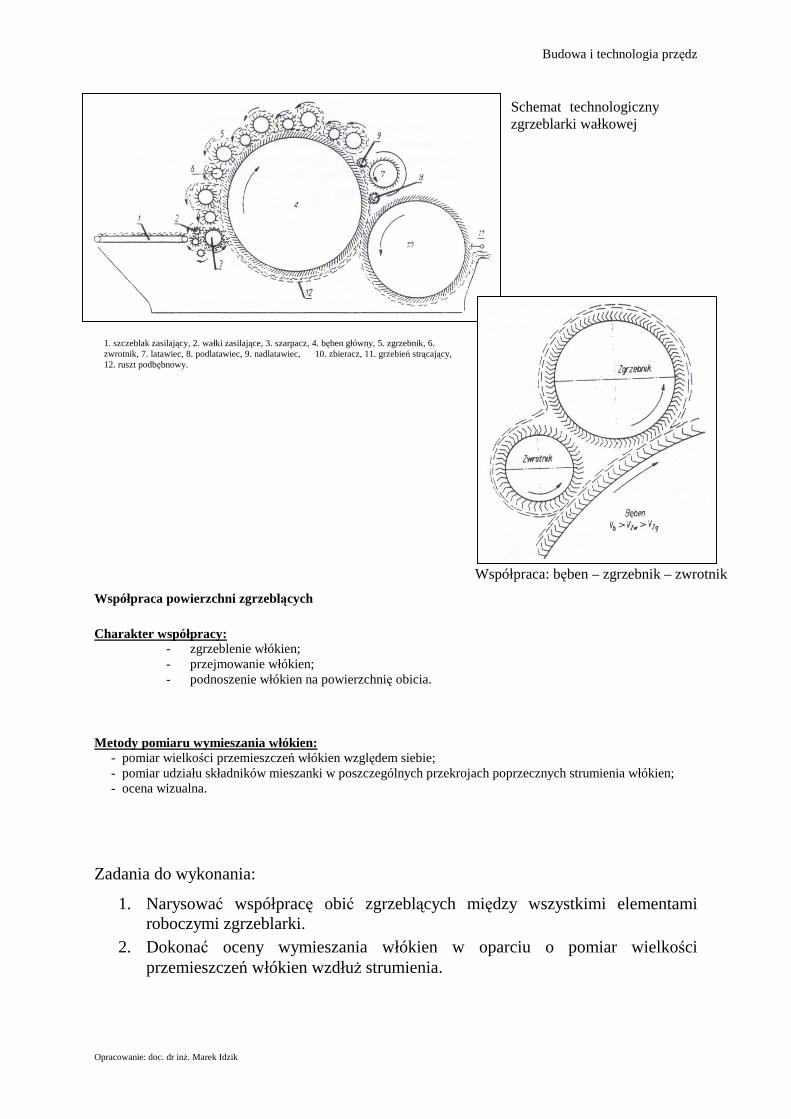
Współpraca powierzchni zgrzeblących
Charakter współpracy:
- zgrzeblenie włókien; - przejmowanie włókien; - podnoszenie włókien na powierzchnię obicia.
Metody pomiaru wymieszania włókien: - pomiar wielkości przemieszczeń włókien względem siebie; - pomiar udziału składników mieszanki w poszczególnych przekrojach poprzecznych strumienia włókien; - ocena wizualna.
Zadania do wykonania:
1. Narysować współpracę obić zgrzeblących między wszystkimi elementami roboczymi zgrzeblarki.
2. Dokonać oceny wymieszania włókien w oparciu o pomiar wielkości przemieszczeń włókien wzdłuż strumienia.
Schemat technologiczny zgrzeblarki wałkowej
1. szczeblak zasilający, 2. wałki zasilające, 3. szarpacz, 4. bęben główny, 5. zgrzebnik, 6. zwrotnik, 7. latawiec, 8. podlatawiec, 9. nadlatawiec, 10. zbieracz, 11. grzebień strącający, 12. ruszt podbębnowy.
Współpraca: bęben – zgrzebnik – zwrotnik
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
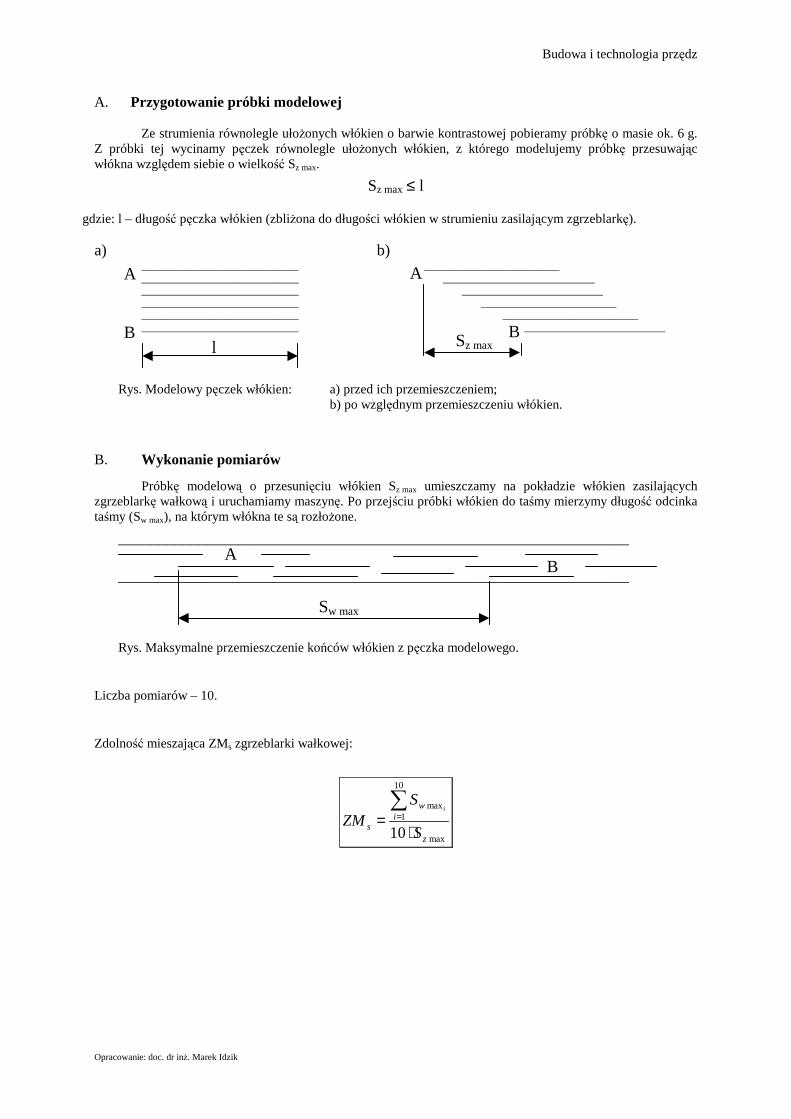
A. Przygotowanie próbki modelowej
Ze strumienia równolegle ułożonych włókien o barwie kontrastowej pobieramy próbkę o masie ok. 6 g. Z próbki tej wycinamy pęczek równolegle ułożonych włókien, z którego modelujemy próbkę przesuwając włókna względem siebie o wielkość Sz max.
Sz max ≤ l
gdzie: l – długość pęczka włókien (zbliżona do długości włókien w strumieniu zasilającym zgrzeblarkę).
a) b) _____________________________ _________________________ _____________________________ ____________________________ _____________________________ __________________________ _____________________________ _________________________ _____________________________ _________________________ _____________________________ __________________________
Rys. Modelowy pęczek włókien: a) przed ich przemieszczeniem;
b) po względnym przemieszczeniu włókien.
B. Wykonanie pomiarów
Próbkę modelową o przesunięciu włókien Sz max umieszczamy na pokładzie włókien zasilających zgrzeblarkę wałkową i uruchamiamy maszynę. Po przejściu próbki włókien do taśmy mierzymy długość odcinka taśmy (Sw max), na którym włókna te są rozłożone.
________________________________________________________________ ________________________________________________________________
Rys. Maksymalne przemieszczenie końców włókien z pęczka modelowego.
Liczba pomiarów – 10.
Zdolność mieszająca ZMs zgrzeblarki wałkowej:
max
10
1max
10 z
iw
s S
SZM
i
⋅=∑
=
l
A
B
A
B Sz max
A Sw max
B
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
6. Ćwiczenie – Analiza pracy zgrzeblarki pokrywkowej
- Cel zgrzeblenia włókien - Technologiczne uwarunkowania pracy zgrzeblarki - Zasady doboru parametrów pracy maszyny - Ocena procesu zgrzeblenia
Cel ćwiczenia: Zapoznanie z technologicznymi aspektami pracy zgrzeblarki pokrywkowej i produkcja taśmy zgrzeblarkowej o założonych parametrach jakościowych. Zadania do wykonania:
1. Określić zadania zgrzeblarki pokrywkowej.
2. Ułożyć plan przędzenia dla przędzy o masie liniowej 25 tex, produkowanej
systemem średnioprzędnym (klasycznym i rotorowym).
3. Narysować schemat technologiczny bawełniarskiej zgrzeblarki pokrywkowej,
zaznaczyć kierunki obrotów, kierunki pochylenia obić i średnice głównych
elementów roboczych oraz miejsca wydzielania odpadków.
4. Przeprowadzić proces zgrzeblenia wg założonego planu przędzenia.
5. Praktyczny sposób wyznaczania liczby zębów koła rozciągowego zgrzeblarki.
6. Ocena procesu zgrzeblenia:
a) bilans masowy,
b) czystość runka,
c) długość włókien w taśmie i zgrzeblinach (aparat Almeter),
d) nierównomierność masy liniowej taśmy (aparat Uster).
7. Regulator rozciągu i ocena jego pracy.
8. Obicia zgrzeblące i ich współpraca.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
7. Ćwiczenie – Przygotowanie równomiernej taśmy i niedoprzędu
- Cel stosowania etapu przygotowawczego w procesie technologicznym - Technologiczne uwarunkowania pracy rozciągarki i niedoprzędzarki - Zasady doboru parametrów pracy maszyn - Ocena jakości taśmy i niedoprzędu
Cel ćwiczenia: Zapoznanie z technologicznymi aspektami pracy rozciągarki wałkowej i niedoprzędzarki skrzydełkowej oraz produkcja taśmy i niedoprzędu o założonych parametrach jakościowych. Zadania do wykonania:
1. Określić zadania rozciągarki i niedoprzędzarki.
2. Zgodnie z planem przędzenia przygotować taśmę i wykonać pomiary
nierównomierności masy liniowej po każdej rozciągarce.
3. Analiza napędu niedoprzędzarki.
4. Koła zmianowe niedoprzędzarki i ich wpływ na parametry procesu.
5. Dobór kół zmianowych dla założonej masy liniowej niedoprzędu
i współczynnika skrętu.
6. Wytworzyć niedoprzęd zgodnie z planem przędzenia i wykonać pomiary
nierównomierności masy liniowej niedoprzędu.
7. Obliczenia kinematyczne niedoprzędzarki. Równanie nawijania.
8. Cechy charakterystyczne niedoprzędzarki Rovematic.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
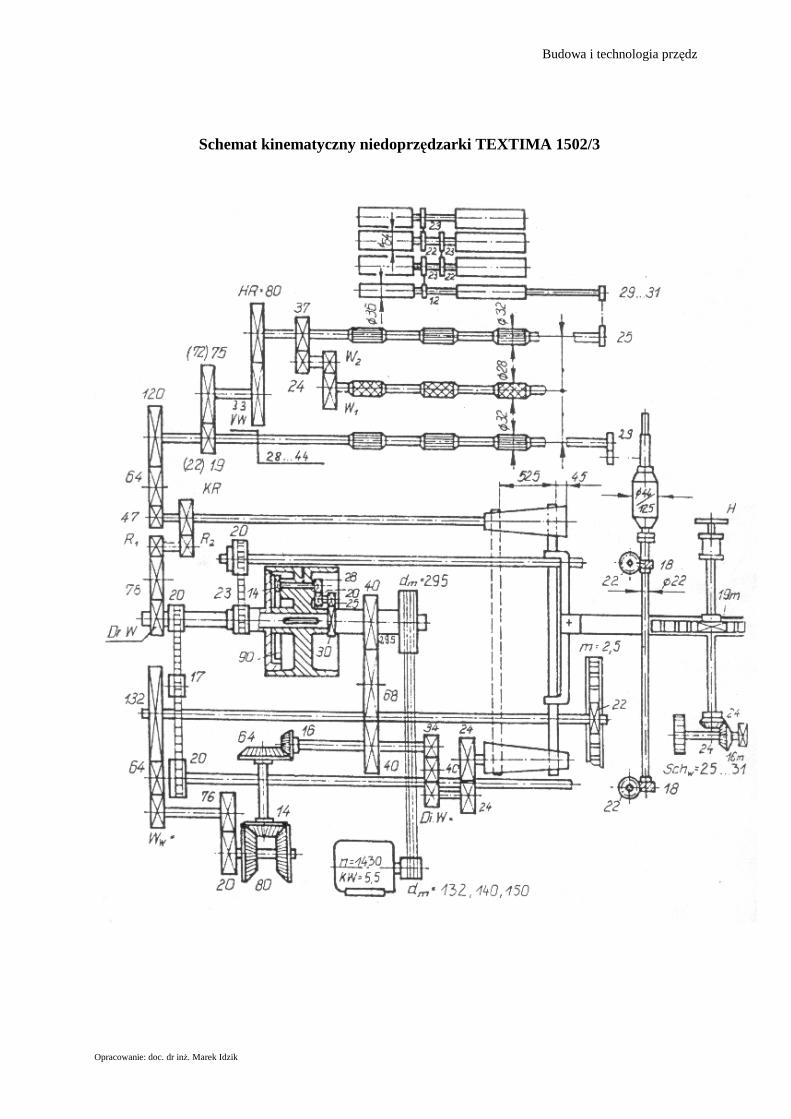
Schemat kinematyczny niedoprzędzarki TEXTIMA 1502/3
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
80
32
28
3222/19
72/75
Vw
37
32
2832
24W2
W1
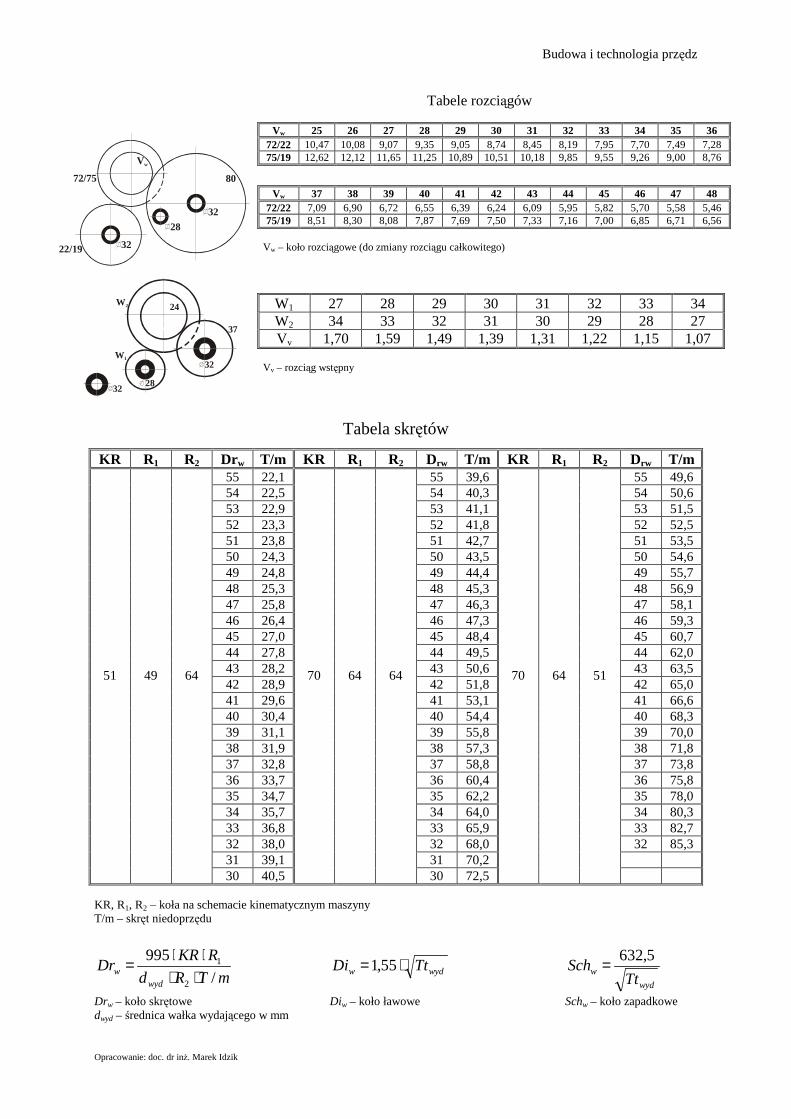
Tabela skrętów KR R1 R2 Drw T/m KR R1 R2 Drw T/m KR R1 R2 Drw T/m
55 22,1 55 39,6 55 49,6 54 22,5 54 40,3 54 50,6 53 22,9 53 41,1 53 51,5 52 23,3 52 41,8 52 52,5 51 23,8 51 42,7 51 53,5 50 24,3 50 43,5 50 54,6 49 24,8 49 44,4 49 55,7 48 25,3 48 45,3 48 56,9 47 25,8 47 46,3 47 58,1 46 26,4 46 47,3 46 59,3 45 27,0 45 48,4 45 60,7 44 27,8 44 49,5 44 62,0 43 28,2 43 50,6 43 63,5 42 28,9 42 51,8 42 65,0 41 29,6 41 53,1 41 66,6 40 30,4 40 54,4 40 68,3 39 31,1 39 55,8 39 70,0 38 31,9 38 57,3 38 71,8 37 32,8 37 58,8 37 73,8 36 33,7 36 60,4 36 75,8 35 34,7 35 62,2 35 78,0 34 35,7 34 64,0 34 80,3 33 36,8 33 65,9 33 82,7 32 38,0 32 68,0 32 85,3 31 39,1 31 70,2
51 49 64
30 40,5
70 64 64
30 72,5
70 64 51
KR, R1, R2 – koła na schemacie kinematycznym maszyny T/m – skręt niedoprzędu
mTRd
RKRDr
wydw /
995
2
1
⋅⋅⋅⋅= wydw TtDi ⋅= 55,1
wyd
wTt
Sch5,632=
Drw – koło skrętowe Diw – koło ławowe Schw – koło zapadkowe dwyd – średnica wałka wydającego w mm
Vw 25 26 27 28 29 30 31 32 33 34 35 36 72/22 10,47 10,08 9,07 9,35 9,05 8,74 8,45 8,19 7,95 7,70 7,49 7,28 75/19 12,62 12,12 11,65 11,25 10,89 10,51 10,18 9,85 9,55 9,26 9,00 8,76
Vw 37 38 39 40 41 42 43 44 45 46 47 48
72/22 7,09 6,90 6,72 6,55 6,39 6,24 6,09 5,95 5,82 5,70 5,58 5,46 75/19 8,51 8,30 8,08 7,87 7,69 7,50 7,33 7,16 7,00 6,85 6,71 6,56
Vw – koło rozciągowe (do zmiany rozciągu całkowitego)
W1 27 28 29 30 31 32 33 34 W2 34 33 32 31 30 29 28 27 Vv 1,70 1,59 1,49 1,39 1,31 1,22 1,15 1,07
Vv – rozciąg wstępny
Tabele rozciągów
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
8. Ćwiczenie – Wytworzenie przędzy na przędzarce klasycznej i rotorowej
- Cel stosowania różnych systemów tworzenia przędzy - Technologiczne uwarunkowania pracy przędzarki klasycznej i rotorowej - Zasady doboru parametrów pracy maszyn - Wpływ systemu przędzenia na parametry jakościowe przędzy
Cel ćwiczenia: Zapoznanie z technologicznymi aspektami pracy przędzarki klasycznej i rotorowej oraz produkcja przędz o założonych parametrach jakościowych. Zadania do wykonania:
1. Określić zadania procesu przędzenia klasycznego i rotorowego.
2. Przygotować przędzarkę obrączkową do pracy (R, D, CR, ZR, αt, S, CS, ZS).
3. Ustalić warunki pracy przędzarki rotorowej (R, αt, S).
4. Zgodnie z planem przędzenia wytworzyć osnowową przędzę klasyczną
i rotorową o odpowiednio dobranym współczynniku skrętu.
5. Zasada formowania nawoju na przędzarce obrączkowej. Schemat nawoju.
Równanie nawijania.
6. Dla przędzarki klasycznej wykonać obliczenia kinematyczne:
a) prędkość obrotowa wrzecion,
b) prędkość liniowa wałków rozciągowych,
c) stała rozciągowa i skrętowa,
d) liczba zębów koła rozciągowego i skrętowego dla założonych warunków pracy,
e) wydajność na wrzecionogodzinę.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
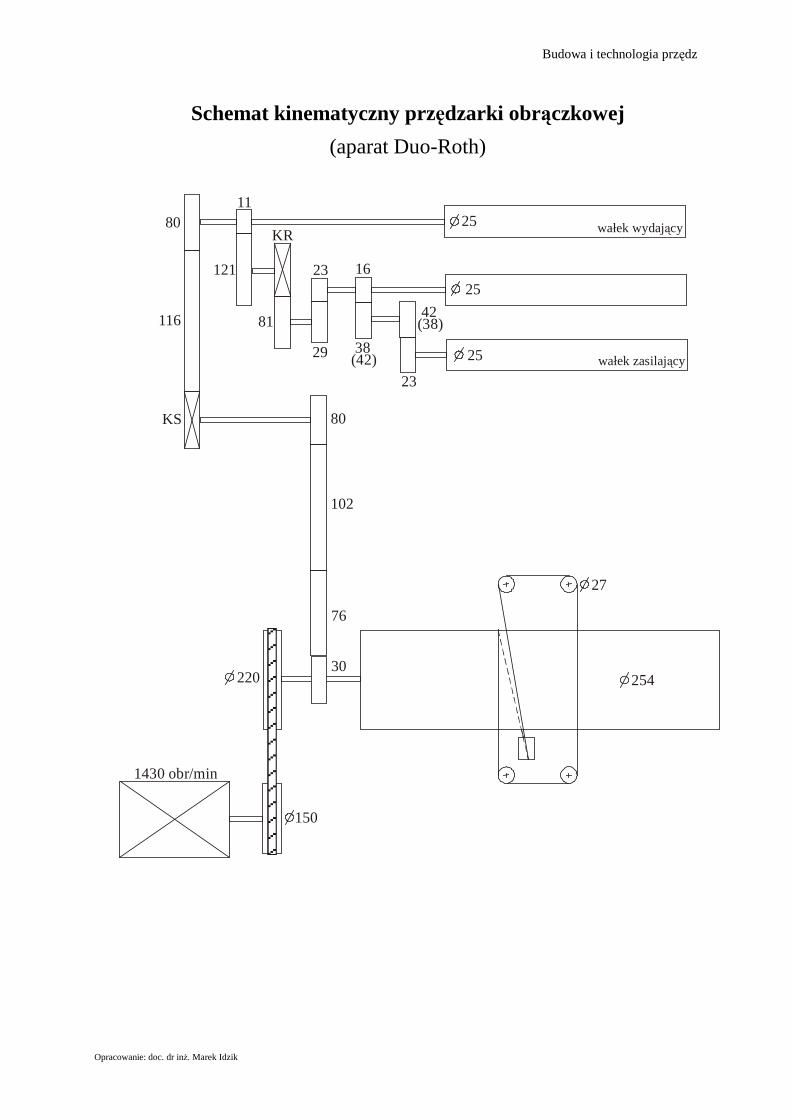
Schemat kinematyczny przędzarki obrączkowej
(aparat Duo-Roth)
1430 obr/min
150
254
27
22030
76
102
80KS
8011
121
KR
81
23 16
29 38(42)
42(38)
25
25
25
wałek wydający
wałek zasilający
116
23
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
9. Ćwiczenie – Analiza porównawcza parametrów jakościowych przędz i półproduktów prz ędzenia – statystyki Ustera
- Zasady jakościowania przędz i półproduktów przędzenia - Wskaźniki jakości przędz i półproduktów przędzenia - Aparatura pomiarowa - Zrywność podczas przędzenia - Statystyki Ustera
Cel ćwiczenia: Zapoznanie z aparaturą pomiarową oraz metodami analizy jakościowej przędz i półproduktów przędzenia. Ocena wpływu zrywności na przędzarkach na parametry jakościowe przędz.
1. Zasady jakościowania przędz Kontrola jakości półproduktów przędzenia i przędzy może odbywać się:
- poza maszynami w laboratorium metrologicznym (system „off line”); - na maszynach za pomocą czujników z możliwością sterowania procesem
produkcyjnym poprzez bezpośrednią ingerencję (system „on line”). System „on line” jest coraz częściej stosowany w przędzalniach. 2. Wskaźniki jako ści przędzy. Aparatura pomiarowa
Do wskaźników jakości przędzy określanych najczęściej w laboratoriach metrologicznych przędzalń należą:
a) masa liniowa przędzy, odchylenie masy liniowej rzeczywistej nominalnej, współczynnik zmienności masy liniowej – aparat Uster Autosorter;
b) skręt przędzy (liczba skrętów, kierunek skrętu, współczynnik skrętu, współczynnik zmienności skrętu) – skrętomierz mechaniczny;
c) wskaźniki wytrzymałości przędzy (siła zrywająca, wydłużenie przy zerwaniu, praca do zerwania, wytrzymałość właściwa, współczynniki zmienności siły zrywającej i wydłużenia) – zrywarka Zwick, zrywarka wahadłowa, Instron;
d) czystość i błędy przędz – aparat Uster Tester 3, aparat Classimat; e) włochatość przędz – aparat Shirley Yarn Hairines Tester, aparat Uster Tester 3; f) nierównomierność masy liniowej przędz – aparat Uster Tester 3.
W zależności od przeznaczenia użytkowego przędzy w/w wskaźniki mogą mieć większe lub mniejsze znaczenie.
3. Zrywność podczas przędzenia
Zrywność przędzy na przędzarkach stanowi wskaźnik technologiczny poziomu technicznego i organizacyjnego przędzalni. W przędzalni, w której nie przestrzega się zasad kontroli procesu technologicznego, począwszy od oddziałów wstępnej obróbki surowca, w procesie przędzenia występuje bardzo duża liczba zrywów. Poziom zrywności wpływa w dużym stopniu na wielkość produkcji, wydajność pracy, jakość przędzy i ilość powstających odpadków. Zrywność podczas przędzenia charakteryzuje się wskaźnikiem N1000 wyrażającym liczbę zrywów N przypadających na 1000 wrzecion lub punktów przędzących w ciągu godziny. Wskaźnik N1000 stosuje się w praktyce do oceny i porównania pracy różnych przędzarek.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
Zadania do wykonania:
1. Na aparatach: Uster Autosorter, skrętomierz mechaniczny, zrywarka Zwick
i aparat Uster Tester 3 wykonać pomiary parametrów jakościowych dwóch
wyprodukowanych przędz o takiej samej masie liniowej:
a) przędzy klasycznej,
b) przędzy rotorowej.
2. Porównać wartości parametrów jakościowych analizowanych przędz.
3. W oparciu o statystyki Ustera ocenić poziom jakościowy badanych przędz.
4. Wyciągnąć wnioski z przeprowadzonych badań.
Pomiary parametrów jakościowych przędz wykonać zgodnie z następującymi normami:
PN – EN ISO 2060; 1997 – „Tekstylia. Nitki w nawojach. Wyznaczanie masy liniowej (masa na jednostkę długości) metodą pasmową”.
PN – P – 04652; 1997 – „Tekstylia. Wyznaczanie liczby skrętu nitek. Metoda pośrednia”. PN – ISO 2; 1996 – „Tekstylia. Oznaczanie kierunku skrętu nitek i wyrobów pokrewnych”. PN – EN ISO 2062; 1997 – „Tekstylia. Nitki w nawojach. Wyznaczanie siły zrywającej
i wydłużenia przy zerwaniu odcinków nitki”.
Budowa i technologia przędz
Opracowanie: doc. dr inż. Marek Idzik
10. Ćwiczenie – Przędzenie wełny i włókien wełnopodobnych
Zajęcia laboratoryjne w Przędzalni East-West Spinning Zakład nr 2, Łódź, ul. Rembielińskiego
Cel ćwiczenia: Zapoznanie z organizacją pracy firmy tekstylnej na przykładzie przędzalni wełny i włókien wełnopodobnych. Zadania do wykonania:
1. Określić profil produkcyjny firmy
2. Opisać linie produkcyjne (rodzaj maszyn, typ, firma) – schematy blokowe
3. Ustalić specyfikę zadań i opisać poszczególne oddziały produkcyjne
4. Wyjaśnić na czym polega nadzór nad produkcją przędzy – polityka jakościowa
5. Opisać laboratorium metrologiczne w przędzalni