analiza konfiguracji linii produkcyjnych na podstawie modeli ...
18
WOJCIECH DANILCZUK, RADOSŁAW CECHOWICZ [email protected], [email protected] Katedra Automatyzacji ARKADIUSZ GOLA [email protected] Katedra Organizacji Przedsiębiorstwa, Politechnika Lubelska ANALIZA KONFIGURACJI LINII PRODUKCYJNYCH NA PODSTAWIE MODELI SYMULACYJNYCH Streszczenie: Artykuł przedstawia możliwości jakie niesie zastosowanie symu- lacji do analizy funkcjonowania linii produkcyjnych. Podejście takie umożliwia ograniczanie kosztów związanych z błędami konfiguracji linii produkcyjnych. Analizy takie wymagają zastosowania odpowiedniego oprogramowania. Arty- kuł na przykładach pokazuje możliwości jednego z systemów symulacyjnych 1. Wprowadzenie Badania symulacyjne są stosowane w wielu gałęziach nauki [2]. Obecnie mają one coraz większe możliwości i naturalne wydaje się użycie ich w inżynierii produkcji. Metody symulacji umożliwiają analizę modeli, które mogą zostać zastosowane w różnych obszarach działalności przedsiębiorstwa. Ze względu na brak fizycznej weryfikacji opracowanych projektów metody te bardzo często wykorzystywane są w procesie projektowania systemów produkcyjnych [5, 9]. Symulowanie procesu funkcjonowania linii, gniazd i całych systemów produk- cyjnych na etapie ich planowania niesie ze sobą szereg korzyści. Umożliwia również analizę istniejących linii wytwórczych. Są to ważne zagadnienia punk- tu widzenia przedsiębiorstwa produkcyjnego [7]. Z punktu widzenia kierownictwa firm zajmujących się produkcją, istotna jest znajomość możliwości wytwórczych przedsiębiorstwa. Dzięki tej wiedzy
Transcript of analiza konfiguracji linii produkcyjnych na podstawie modeli ...

WOJCIECH DANILCZUK, RADOSŁAW CECHOWICZ
[email protected], [email protected]
Katedra Automatyzacji
ARKADIUSZ GOLA
Katedra Organizacji Przedsiębiorstwa,
Politechnika Lubelska
ANALIZA KONFIGURACJI
LINII PRODUKCYJNYCH
NA PODSTAWIE MODELI SYMULACYJNYCH
Streszczenie: Artykuł przedstawia możliwości jakie niesie zastosowanie symu-
lacji do analizy funkcjonowania linii produkcyjnych. Podejście takie umożliwia
ograniczanie kosztów związanych z błędami konfiguracji linii produkcyjnych.
Analizy takie wymagają zastosowania odpowiedniego oprogramowania. Arty-
kuł na przykładach pokazuje możliwości jednego z systemów symulacyjnych
1. Wprowadzenie
Badania symulacyjne są stosowane w wielu gałęziach nauki [2]. Obecnie mają
one coraz większe możliwości i naturalne wydaje się użycie ich w inżynierii
produkcji. Metody symulacji umożliwiają analizę modeli, które mogą zostać
zastosowane w różnych obszarach działalności przedsiębiorstwa. Ze względu na
brak fizycznej weryfikacji opracowanych projektów metody te bardzo często
wykorzystywane są w procesie projektowania systemów produkcyjnych [5, 9].
Symulowanie procesu funkcjonowania linii, gniazd i całych systemów produk-
cyjnych na etapie ich planowania niesie ze sobą szereg korzyści. Umożliwia
również analizę istniejących linii wytwórczych. Są to ważne zagadnienia punk-
tu widzenia przedsiębiorstwa produkcyjnego [7].
Z punktu widzenia kierownictwa firm zajmujących się produkcją, istotna
jest znajomość możliwości wytwórczych przedsiębiorstwa. Dzięki tej wiedzy
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 26
można odpowiednio przygotować firmę do podjęcia nowych przedsięwzięć.
Identyfikacja wąskich gardeł jest kolejnym ważnym zagadnieniem. Przy po-
mocy badań symulacyjnych możliwe jest wykrycie ich na etapie planowania
produkcji.
Zmienne rozmiary partii i krótkie terminy realizacji zamówień zwiększają
presję eliminacji braków lub opóźnień w produkcji. Od firm wymagana jest
coraz większa elastyczność, stąd ważną rolę pełni analiza wydajności oraz op-
tymalizacja produkcji [10]. Podczas przeprowadzania analizy procesów wy-
twórczych przy pomocy programów symulacyjnych, takich jak Tecnomatix
Plant Simulation, można przetestować kilka opcji baz generowania wysokich
kosztów [2]. Dzięki temu możliwa jest odpowiednia organizacja przedsiębior-
stwa, która zawsze była kluczem do sukcesu, nawet gdy budowano piramidy
w starożytnym Egipcie.
W niniejszym artykule przedstawione zostaną możliwości zastosowania pro-
gramu Tecnomatix Plant Simulation 11 do analizy wydajności linii produkcyjnej.
2. Możliwości programu Tecnomatix Plant Simulation
Tecnomatix Plant Simulation jest programem łączącym w sobie dziedziny tech-
nologiczne, inżynierię produkcji oraz logistykę – od planowania i projektowa-
nia, przez symulację i weryfikację procesów, po wytwarzanie [11]. Jest on pro-
gramem firmy Siemens PLM Software zawierającym rozwiązania związane
z cyfrowym wytwarzaniem.
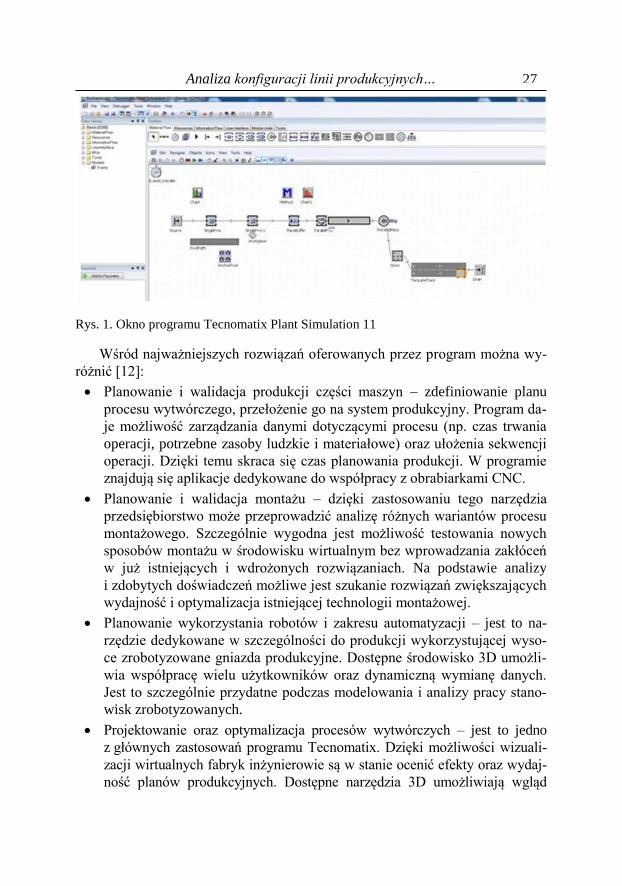
Cyfrowe wytwarzanie (wg firmy Siemens) to wykorzystanie zintegrowane-
go systemu komputerowego do sterowania procesem wytwórczym. System
cyfrowego wytwarzania tworzą narzędzia umożliwiające symulację, wizualiza-
cję 3D, narzędzia analityczne i inne (rysunek 1). Dzięki wzajemnej współpracy
tych elementów jednocześnie tworzy się produkt i definiuje proces wytwarza-
nia. Cyfrowe wytwarzanie rozwijało się począwszy od stosowania inicjatyw
takich jak: design for manufacturability (DFM), komputerowo zintegrowane
wytwarzanie (CIM), elastyczne systemy produkcji, lean manufacturing i innych.
Jest to odpowiedź na sygnały wskazujące, że potrzebna jest ścisła współpraca
przy projektowaniu produktów i procesów [11,13].
Dzięki programowi Tecnomatix możliwe jest przeprowadzenie symulacji oraz
analizy produktu w całym cyklu wytwórczym. Daje to możliwość zaplanowania
zrównoważonego procesu produkcyjnego jeszcze przed jego wdrożeniem, jak rów-
nież umożliwia przeprowadzenie analizy i optymalizacji już istniejących procesów.
Analiza konfiguracji linii produkcyjnych… 27
Rys. 1. Okno programu Tecnomatix Plant Simulation 11
Wśród najważniejszych rozwiązań oferowanych przez program można wy-
różnić [12]:
Planowanie i walidacja produkcji części maszyn – zdefiniowanie planu
procesu wytwórczego, przełożenie go na system produkcyjny. Program da-
je możliwość zarządzania danymi dotyczącymi procesu (np. czas trwania
operacji, potrzebne zasoby ludzkie i materiałowe) oraz ułożenia sekwencji
operacji. Dzięki temu skraca się czas planowania produkcji. W programie
znajdują się aplikacje dedykowane do współpracy z obrabiarkami CNC.
Planowanie i walidacja montażu – dzięki zastosowaniu tego narzędzia
przedsiębiorstwo może przeprowadzić analizę różnych wariantów procesu
montażowego. Szczególnie wygodna jest możliwość testowania nowych
sposobów montażu w środowisku wirtualnym bez wprowadzania zakłóceń
w już istniejących i wdrożonych rozwiązaniach. Na podstawie analizy
i zdobytych doświadczeń możliwe jest szukanie rozwiązań zwiększających
wydajność i optymalizacja istniejącej technologii montażowej.
Planowanie wykorzystania robotów i zakresu automatyzacji – jest to na-
rzędzie dedykowane w szczególności do produkcji wykorzystującej wyso-
ce zrobotyzowane gniazda produkcyjne. Dostępne środowisko 3D umożli-
wia współpracę wielu użytkowników oraz dynamiczną wymianę danych.
Jest to szczególnie przydatne podczas modelowania i analizy pracy stano-
wisk zrobotyzowanych.
Projektowanie oraz optymalizacja procesów wytwórczych – jest to jedno
z głównych zastosowań programu Tecnomatix. Dzięki możliwości wizuali-
zacji wirtualnych fabryk inżynierowie są w stanie ocenić efekty oraz wydaj-
ność planów produkcyjnych. Dostępne narzędzia 3D umożliwiają wgląd
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 28
w projekt zakładu produkcyjnego. Możliwe jest zaobserwowanie funkcjo-
nalności oraz wykorzystanie wszystkich elementów i obiektów znajdujących
się na terenie zakładu produkcyjnego. Odpowiednia ich lokalizacja tworzy
ergonomiczne środowisko pracy. Kolejnym istotnym elementem jest możli-
wość analizy już istniejących fabryk i linii. Na podstawie ścieżki przepływu
materiału, częstotliwości procesów, potrzebnych zapasów materiałowych
możliwe jest bardziej racjonalne zarządzanie logistyką i gospodarką materia-
łową w przedsiębiorstwie. Dzięki systemowi raportowania znajdującemu się
w programie można ocenić wykorzystanie poszczególnych maszyn, zidenty-
fikować wąskie gardła oraz znaleźć miejsca będące przyczyną strat czasu,
materiałów lub przestrzeni, a co za tym idzie, kosztów.
Zarządzanie jakością – dzięki połączeniu jakości ze wszystkimi obszarami
procesu produkcyjnego łatwiejsza staje się analiza kluczowych przyczyn
problemów jakościowych. Możliwe jest też porównanie rzeczywistych od-
chyleń jakościowych i ich modeli matematycznych [12].
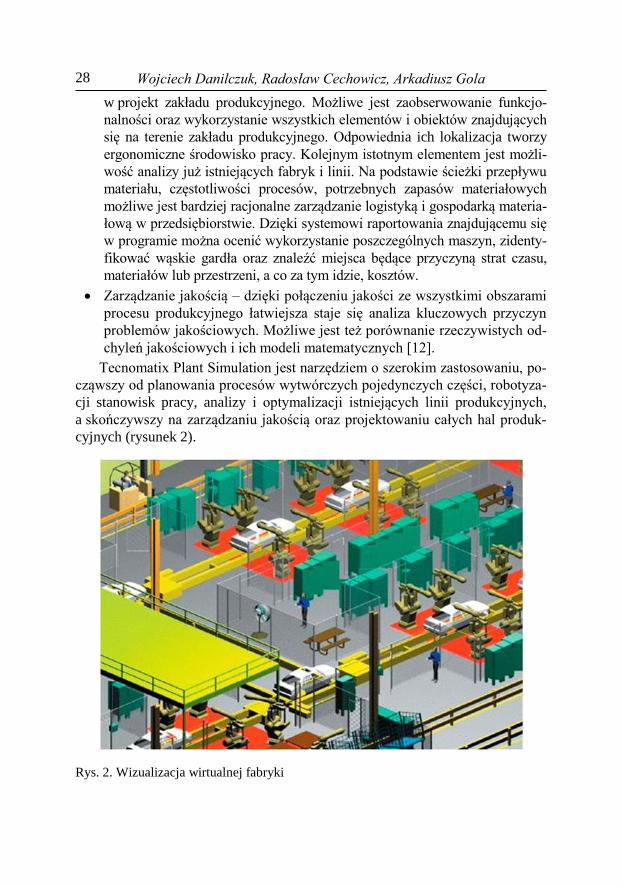
Tecnomatix Plant Simulation jest narzędziem o szerokim zastosowaniu, po-
cząwszy od planowania procesów wytwórczych pojedynczych części, robotyza-
cji stanowisk pracy, analizy i optymalizacji istniejących linii produkcyjnych,
a skończywszy na zarządzaniu jakością oraz projektowaniu całych hal produk-
cyjnych (rysunek 2).
Rys. 2. Wizualizacja wirtualnej fabryki

Analiza konfiguracji linii produkcyjnych… 29
Ważnymi cechami programu są:
Łatwość tworzenia modeli – używane są do tego bloczki reprezentujące
poszczególne operacje i maszyny. Jest to rozwiązanie znane z wielu innych
programów (np. Matlab/Simulink, Enterprise Dynamics, Arena) i spotyka-
ne coraz powszechniej.
Kompatybilność z programami typu CAD – dzięki temu istnieje możliwość
zaimportowania do wizualizacji 3D modeli rzeczywistych stanowisk robo-
czych.
Rozbudowany system wizualizacji 3D – pozwala on w atrakcyjny sposób
zaprezentować wyniki badań (np. kadrze menadżerskiej lub klientom).
System raportów – zmienia się w czasie rzeczywistym razem z symulacją,
w czytelny sposób informując o wykorzystaniu danej maszyny lub bufora.
Podgląd przepływu materiałów – ułatwia weryfikację modelu.
Możliwość definiowania zdarzeń losowych z zadaną częstotliwością oraz
czasem trwania.
Umieszczanie w modelu obiektów ruchomych (np. wózki widłowe, opera-
torzy), wyznaczanie i optymalizacja ścieżek ich ruchu.
Dedykowany język programowania – pozwala tworzyć algorytmy działania
obiektów w warunkach normalnej pracy, zmiennego obciążenia, awarii, etc.
3. Zastosowanie programu Tecnomatix Plant Simulation
Ze względu na bardzo obszerne funkcje programu Plant Simulation, zaprezen-
towane zostaną tylko niektóre możliwości jego wykorzystania w inżynierii pro-
dukcji. Będą one dotyczyły analizy modeli organizacji hal produkcyjnych, sze-
regowania zadań, równoważenia produkcji oraz testowania systemów
rekonfigurowalnych (ang. Reconfigurable Manufacturing System, RMS).
3.1. Szeregowanie zadań oraz analiza systemu wytwarzania
przy produkcji pojedynczego rodzaju części
W przedsiębiorstwie, w którym produkcja elementu odbywa się na kilku stano-
wiskach, bardzo ważnym zagadnieniem jest określenie liczby potrzebnych ma-
szyn roboczych, rozmieszczenie ich na hali produkcyjnej oraz integracja z urzą-
dzeniami umożliwiającymi przepływ materiałów, w sposób umożliwiający
maksymalną wydajność projektowanej linii produkcyjnej [6]. Badania symula-
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 30
cyjne pozwalają określić też, czy określona organizacja hali produkcyjnej
umożliwi realizację zamówień w wyznaczonym czasie.
W klasycznym ujęciu można wyróżnić trzy podstawowe modele organizacji
linii produkcyjnej [8]:
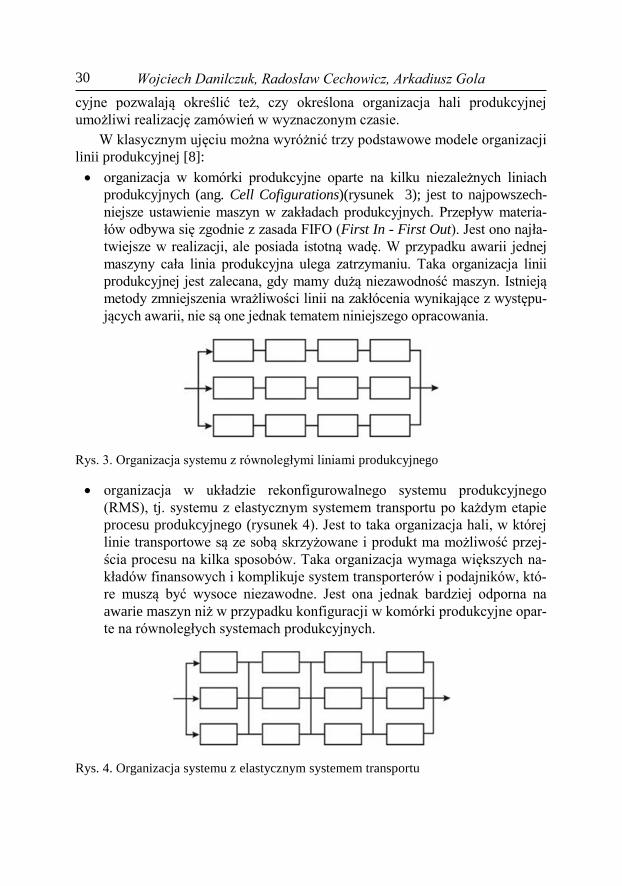
organizacja w komórki produkcyjne oparte na kilku niezależnych liniach
produkcyjnych (ang. Cell Cofigurations)(rysunek 3); jest to najpowszech-
niejsze ustawienie maszyn w zakładach produkcyjnych. Przepływ materia-
łów odbywa się zgodnie z zasada FIFO (First In - First Out). Jest ono najła-
twiejsze w realizacji, ale posiada istotną wadę. W przypadku awarii jednej
maszyny cała linia produkcyjna ulega zatrzymaniu. Taka organizacja linii
produkcyjnej jest zalecana, gdy mamy dużą niezawodność maszyn. Istnieją
metody zmniejszenia wrażliwości linii na zakłócenia wynikające z występu-
jących awarii, nie są one jednak tematem niniejszego opracowania.
Rys. 3. Organizacja systemu z równoległymi liniami produkcyjnego
organizacja w układzie rekonfigurowalnego systemu produkcyjnego
(RMS), tj. systemu z elastycznym systemem transportu po każdym etapie
procesu produkcyjnego (rysunek 4). Jest to taka organizacja hali, w której
linie transportowe są ze sobą skrzyżowane i produkt ma możliwość przej-
ścia procesu na kilka sposobów. Taka organizacja wymaga większych na-
kładów finansowych i komplikuje system transporterów i podajników, któ-
re muszą być wysoce niezawodne. Jest ona jednak bardziej odporna na
awarie maszyn niż w przypadku konfiguracji w komórki produkcyjne opar-
te na równoległych systemach produkcyjnych.
Rys. 4. Organizacja systemu z elastycznym systemem transportu
Analiza konfiguracji linii produkcyjnych… 31
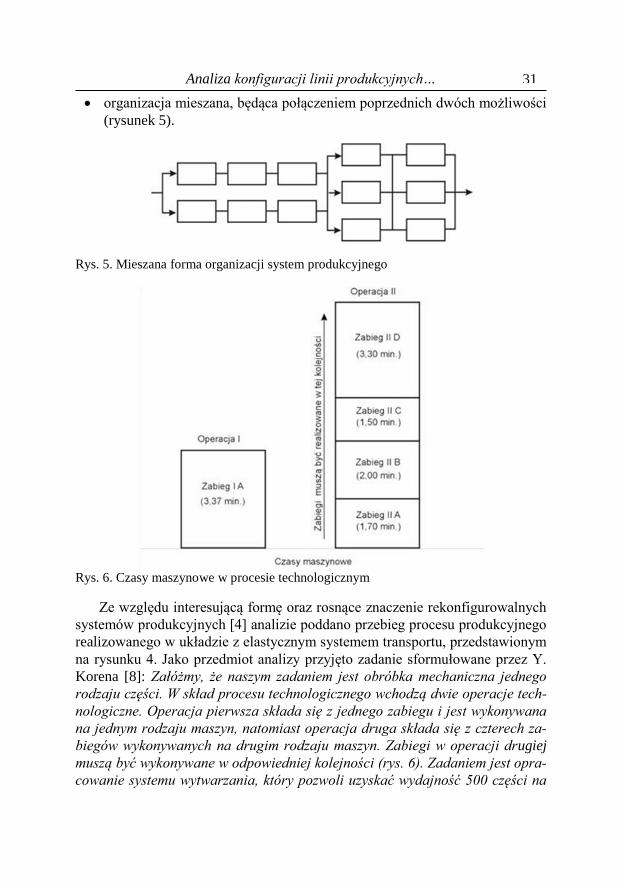
organizacja mieszana, będąca połączeniem poprzednich dwóch możliwości
(rysunek 5).
Rys. 5. Mieszana forma organizacji system produkcyjnego
Rys. 6. Czasy maszynowe w procesie technologicznym
Ze względu interesującą formę oraz rosnące znaczenie rekonfigurowalnych
systemów produkcyjnych [4] analizie poddano przebieg procesu produkcyjnego
realizowanego w układzie z elastycznym systemem transportu, przedstawionym
na rysunku 4. Jako przedmiot analizy przyjęto zadanie sformułowane przez Y.
Korena [8]: Załóżmy, że naszym zadaniem jest obróbka mechaniczna jednego
rodzaju części. W skład procesu technologicznego wchodzą dwie operacje tech-
nologiczne. Operacja pierwsza składa się z jednego zabiegu i jest wykonywana
na jednym rodzaju maszyn, natomiast operacja druga składa się z czterech za-
biegów wykonywanych na drugim rodzaju maszyn. Zabiegi w operacji drugiej
muszą być wykonywane w odpowiedniej kolejności (rys. 6). Zadaniem jest opra-
cowanie systemu wytwarzania, który pozwoli uzyskać wydajność 500 części na
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 32
dzień. Czas pracy systemu wynosi 1000 minut na dzień. Załóżmy również, że
niezawodność maszyn wynosi 100%. Czas potrzebny na produkcję jednego ele-
mentu wynosi 12.23 minut.
Pierwszym krokiem jest określenie minimalnej liczby maszyn potrzebnej do
wykonania zadania oraz określenie czasu przebywania produktu na poszczegól-
nych stanowiskach. Jeśli czas pracy maszyn na dzień wynosi 1000 minut, a
potrzebna jest wydajność 500 elementów na dzień, to takt produkcyjny nie mo-
że przekraczać 2 minut. Określmy teraz minimalną liczbę maszyn N potrzebną
do wykonania tego zadania zgodnie z formułą poniżej:
RT
tQN
*
* (1)
gdzie: N – minimalna liczba maszyn, Q – wydajność [części/dzień], t – czas
potrzebny na wykonanie części lub operacji [min], T – dzienna dostępność ma-
szyn [min/dzień], R – niezawodność maszyn [%],
Ze względu na to, że do wykonania są dwie różne operacje, projektowany
system produkcyjny może zostać podzielony na dwie części.. Minimalna liczba
maszyn dla potrzeb realizacji każdej z operacji będzie więc wynosić.:
Operacja I, t = 3.73 min
maszynyN 2185,1%100*1000
73,3*5001
Operacja II, t = 1.7+2+1.5+3.3 = 8.5 min
maszynN 525,4%100*1000
5,8*5001
Zatem potrzebne jest siedem maszyn, z czego dwie do wykonania operacji I
oraz pięć do wykonania operacji II. Kolejnym etapem jest określenie możli-
wych konfiguracji oraz ewentualna eliminacja tych, które uniemożliwiają osią-
gnięcie minimalnej wymaganej wydajności. W analizowanym przykładzie ist-
nieje teoretycznie możliwych 15 konfiguracji, z których jedna umożliwia
produkcję w dwóch etapach cztery – w trzech etapach, sześć – w czterech eta-
pach oraz cztery w pięciu etapach. W niniejszym opracowaniu analizie z wyko-
rzystaniem metod symulacji poddano cztery wybrane konfiguracje o różnej
liczbie etapów realizacji procesu produkcyjnego.
3.2. Symulacja i analiza układu w procesie produkcyjnym
realizowanym w dwóch etapach
W pierwszej kolejności analizie poddano konfigurację składającą się z dwóch
identycznych obrabiarek dedykowanych do realizacji operacji pierwszej oraz
pięciu identycznych maszyn przeznaczonych do wykonania operacji II (każda
Analiza konfiguracji linii produkcyjnych… 33
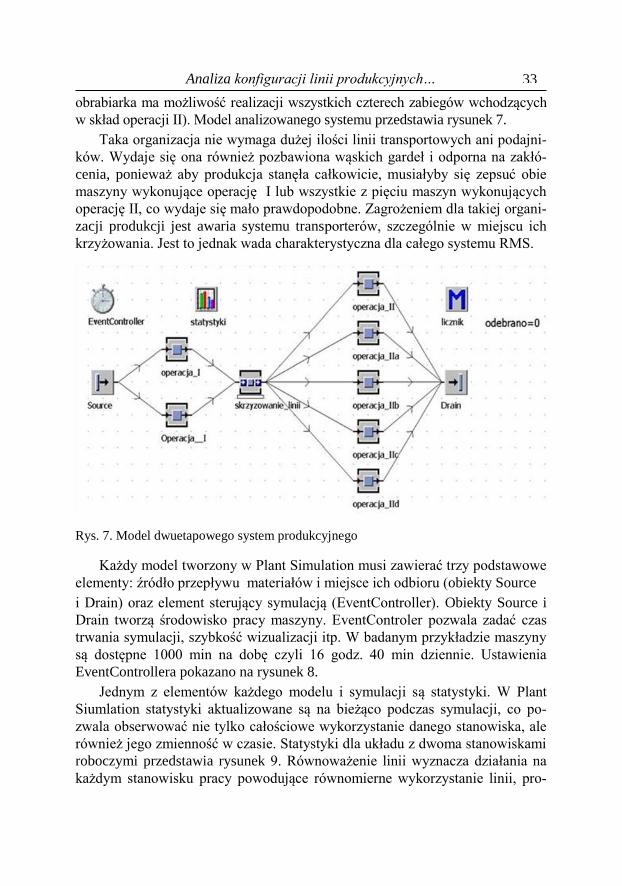
obrabiarka ma możliwość realizacji wszystkich czterech zabiegów wchodzących
w skład operacji II). Model analizowanego systemu przedstawia rysunek 7.
Taka organizacja nie wymaga dużej ilości linii transportowych ani podajni-
ków. Wydaje się ona również pozbawiona wąskich gardeł i odporna na zakłó-
cenia, ponieważ aby produkcja stanęła całkowicie, musiałyby się zepsuć obie
maszyny wykonujące operację I lub wszystkie z pięciu maszyn wykonujących
operację II, co wydaje się mało prawdopodobne. Zagrożeniem dla takiej organi-
zacji produkcji jest awaria systemu transporterów, szczególnie w miejscu ich
krzyżowania. Jest to jednak wada charakterystyczna dla całego systemu RMS.
Rys. 7. Model dwuetapowego system produkcyjnego
Każdy model tworzony w Plant Simulation musi zawierać trzy podstawowe
elementy: źródło przepływu materiałów i miejsce ich odbioru (obiekty Source
i Drain) oraz element sterujący symulacją (EventController). Obiekty Source i
Drain tworzą środowisko pracy maszyny. EventControler pozwala zadać czas
trwania symulacji, szybkość wizualizacji itp. W badanym przykładzie maszyny
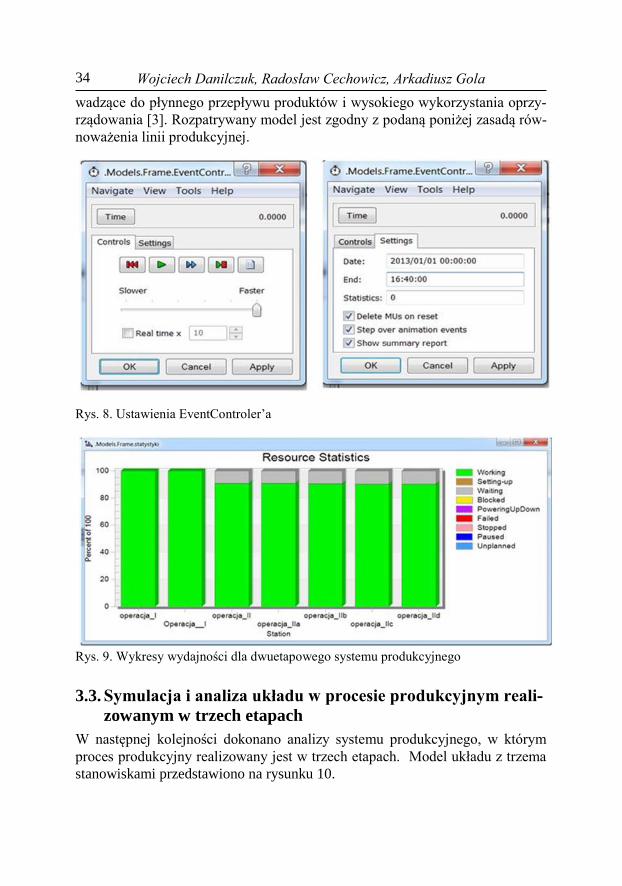
są dostępne 1000 min na dobę czyli 16 godz. 40 min dziennie. Ustawienia
EventControllera pokazano na rysunek 8.
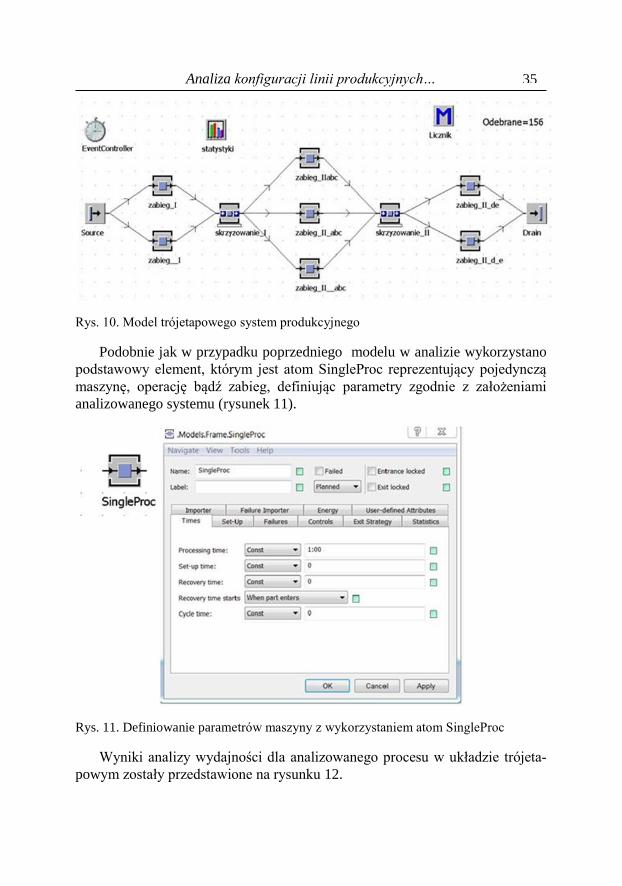
Jednym z elementów każdego modelu i symulacji są statystyki. W Plant
Siumlation statystyki aktualizowane są na bieżąco podczas symulacji, co po-
zwala obserwować nie tylko całościowe wykorzystanie danego stanowiska, ale
również jego zmienność w czasie. Statystyki dla układu z dwoma stanowiskami
roboczymi przedstawia rysunek 9. Równoważenie linii wyznacza działania na
każdym stanowisku pracy powodujące równomierne wykorzystanie linii, pro-
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 34
wadzące do płynnego przepływu produktów i wysokiego wykorzystania oprzy-
rządowania [3]. Rozpatrywany model jest zgodny z podaną poniżej zasadą rów-
noważenia linii produkcyjnej.
Rys. 8. Ustawienia EventControler’a
Rys. 9. Wykresy wydajności dla dwuetapowego systemu produkcyjnego
3.3. Symulacja i analiza układu w procesie produkcyjnym reali-
zowanym w trzech etapach
W następnej kolejności dokonano analizy systemu produkcyjnego, w którym
proces produkcyjny realizowany jest w trzech etapach. Model układu z trzema
stanowiskami przedstawiono na rysunku 10.
Analiza konfiguracji linii produkcyjnych… 35
Rys. 10. Model trójetapowego system produkcyjnego
Podobnie jak w przypadku poprzedniego modelu w analizie wykorzystano
podstawowy element, którym jest atom SingleProc reprezentujący pojedynczą
maszynę, operację bądź zabieg, definiując parametry zgodnie z założeniami
analizowanego systemu (rysunek 11).
Rys. 11. Definiowanie parametrów maszyny z wykorzystaniem atom SingleProc
Wyniki analizy wydajności dla analizowanego procesu w układzie trójeta-
powym zostały przedstawione na rysunku 12.

Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 36
Rys. 12. Wykresy wydajności dla trójetapowego systemu produkcyjnego
3.4. Symulacja i analiza układu w procesie produkcyjnym
realizowanym w czterech etapach
Jako przedmiot analizy procesu produkcyjnego realizowanego w czterech eta-
pach przyjęto konfigurację, w której operacja II realizowana jest w trzech eta-
pach na obrabiarkach specjalizowanych. Jedynie dwa pierwsze zabiegi realizo-
wane są na dwóch równoległych obrabiarkach wielozadaniowych. Opracowany
model systemu został pokazany na rysunku 13. Wyniki otrzymane w procesie
symulacji zostały zilustrowane na rysunku 14.
Rys. 13. Model czteroetapowego system produkcyjnego
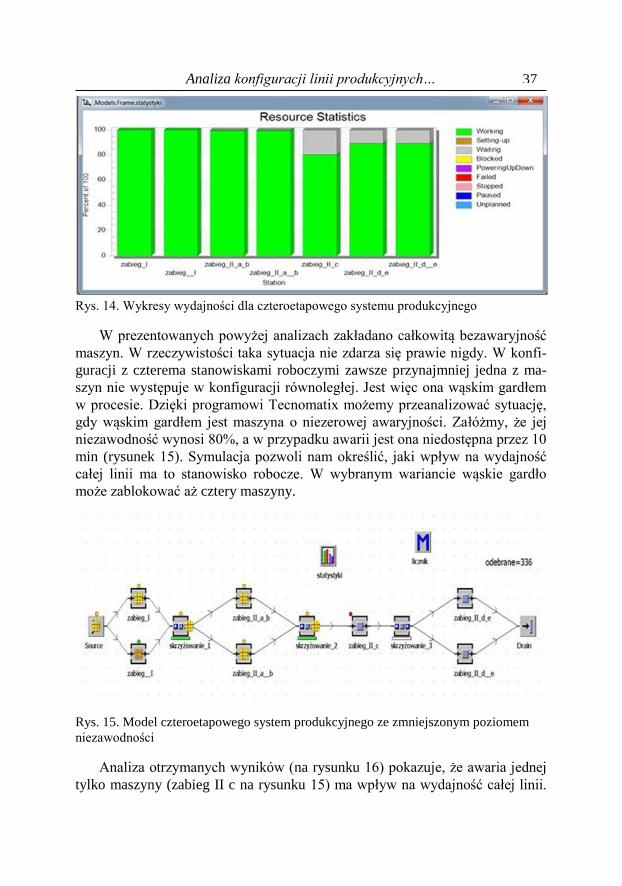
Analiza konfiguracji linii produkcyjnych… 37
Rys. 14. Wykresy wydajności dla czteroetapowego systemu produkcyjnego
W prezentowanych powyżej analizach zakładano całkowitą bezawaryjność
maszyn. W rzeczywistości taka sytuacja nie zdarza się prawie nigdy. W konfi-
guracji z czterema stanowiskami roboczymi zawsze przynajmniej jedna z ma-
szyn nie występuje w konfiguracji równoległej. Jest więc ona wąskim gardłem
w procesie. Dzięki programowi Tecnomatix możemy przeanalizować sytuację,
gdy wąskim gardłem jest maszyna o niezerowej awaryjności. Załóżmy, że jej
niezawodność wynosi 80%, a w przypadku awarii jest ona niedostępna przez 10
min (rysunek 15). Symulacja pozwoli nam określić, jaki wpływ na wydajność
całej linii ma to stanowisko robocze. W wybranym wariancie wąskie gardło
może zablokować aż cztery maszyny.
Rys. 15. Model czteroetapowego system produkcyjnego ze zmniejszonym poziomem
niezawodności
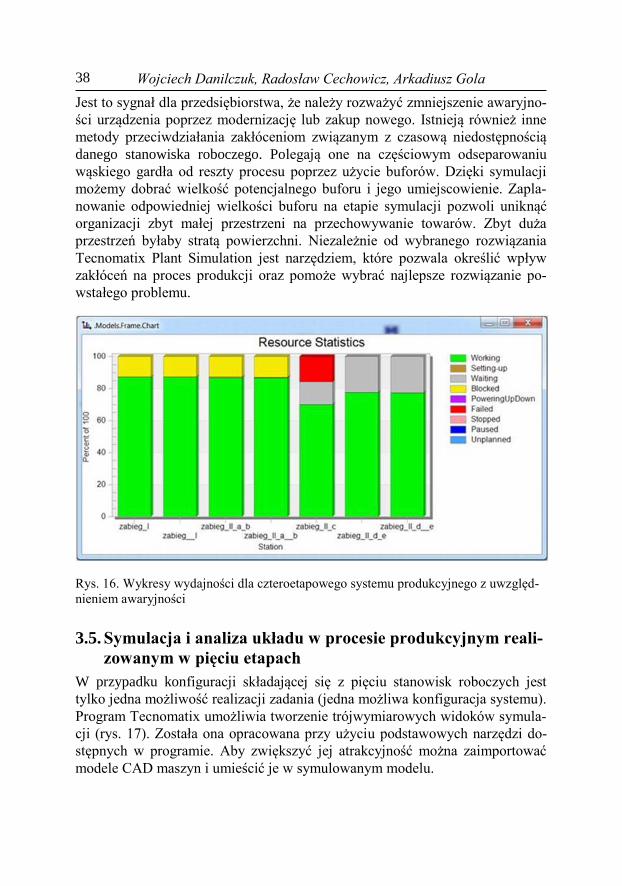
Analiza otrzymanych wyników (na rysunku 16) pokazuje, że awaria jednej
tylko maszyny (zabieg II c na rysunku 15) ma wpływ na wydajność całej linii.
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 38
Jest to sygnał dla przedsiębiorstwa, że należy rozważyć zmniejszenie awaryjno-
ści urządzenia poprzez modernizację lub zakup nowego. Istnieją również inne
metody przeciwdziałania zakłóceniom związanym z czasową niedostępnością
danego stanowiska roboczego. Polegają one na częściowym odseparowaniu
wąskiego gardła od reszty procesu poprzez użycie buforów. Dzięki symulacji
możemy dobrać wielkość potencjalnego buforu i jego umiejscowienie. Zapla-
nowanie odpowiedniej wielkości buforu na etapie symulacji pozwoli uniknąć
organizacji zbyt małej przestrzeni na przechowywanie towarów. Zbyt duża
przestrzeń byłaby stratą powierzchni. Niezależnie od wybranego rozwiązania
Tecnomatix Plant Simulation jest narzędziem, które pozwala określić wpływ
zakłóceń na proces produkcji oraz pomoże wybrać najlepsze rozwiązanie po-
wstałego problemu.
Rys. 16. Wykresy wydajności dla czteroetapowego systemu produkcyjnego z uwzględ-
nieniem awaryjności
3.5. Symulacja i analiza układu w procesie produkcyjnym reali-
zowanym w pięciu etapach
W przypadku konfiguracji składającej się z pięciu stanowisk roboczych jest
tylko jedna możliwość realizacji zadania (jedna możliwa konfiguracja systemu).
Program Tecnomatix umożliwia tworzenie trójwymiarowych widoków symula-
cji (rys. 17). Została ona opracowana przy użyciu podstawowych narzędzi do-
stępnych w programie. Aby zwiększyć jej atrakcyjność można zaimportować
modele CAD maszyn i umieścić je w symulowanym modelu.
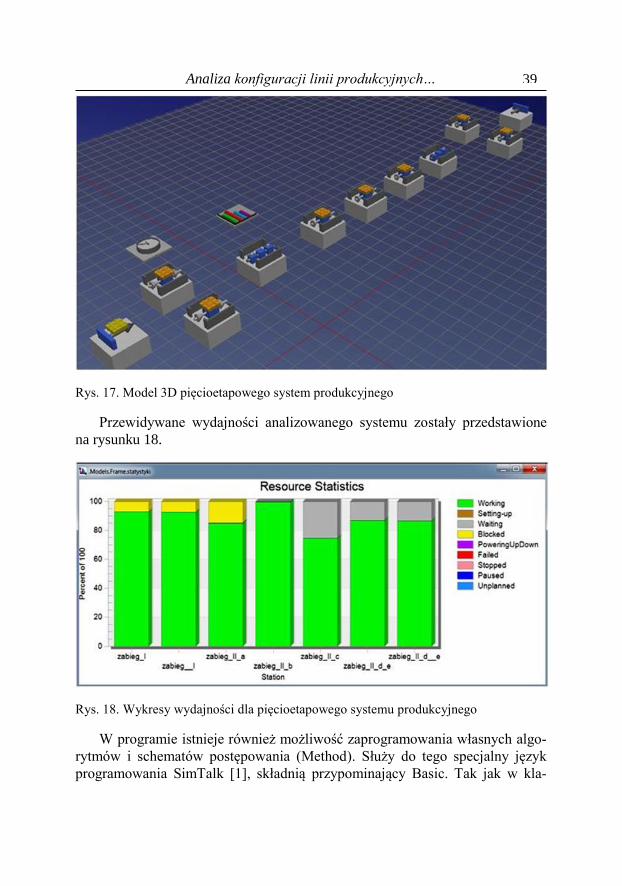
Analiza konfiguracji linii produkcyjnych… 39
Rys. 17. Model 3D pięcioetapowego system produkcyjnego
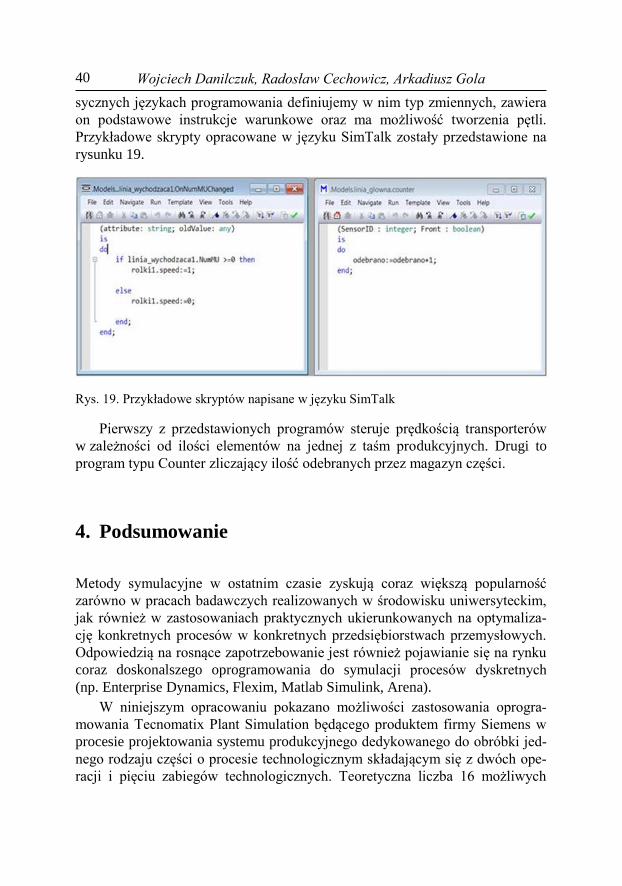
Przewidywane wydajności analizowanego systemu zostały przedstawione
na rysunku 18.
Rys. 18. Wykresy wydajności dla pięcioetapowego systemu produkcyjnego
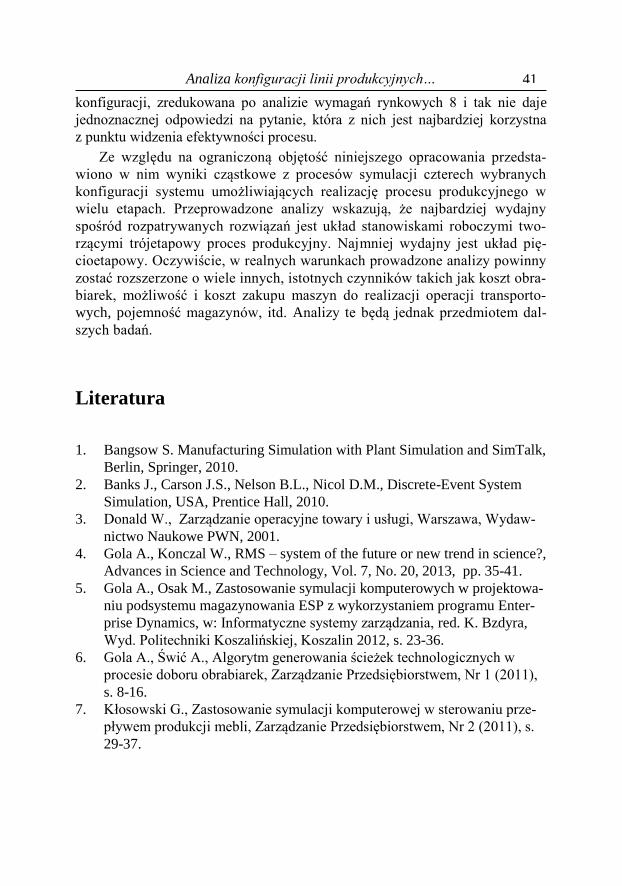
W programie istnieje również możliwość zaprogramowania własnych algo-
rytmów i schematów postępowania (Method). Służy do tego specjalny język
programowania SimTalk [1], składnią przypominający Basic. Tak jak w kla-
Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 40
sycznych językach programowania definiujemy w nim typ zmiennych, zawiera
on podstawowe instrukcje warunkowe oraz ma możliwość tworzenia pętli.
Przykładowe skrypty opracowane w języku SimTalk zostały przedstawione na
rysunku 19.
Rys. 19. Przykładowe skryptów napisane w języku SimTalk
Pierwszy z przedstawionych programów steruje prędkością transporterów
w zależności od ilości elementów na jednej z taśm produkcyjnych. Drugi to
program typu Counter zliczający ilość odebranych przez magazyn części.
4. Podsumowanie
Metody symulacyjne w ostatnim czasie zyskują coraz większą popularność
zarówno w pracach badawczych realizowanych w środowisku uniwersyteckim,
jak również w zastosowaniach praktycznych ukierunkowanych na optymaliza-
cję konkretnych procesów w konkretnych przedsiębiorstwach przemysłowych.
Odpowiedzią na rosnące zapotrzebowanie jest również pojawianie się na rynku
coraz doskonalszego oprogramowania do symulacji procesów dyskretnych
(np. Enterprise Dynamics, Flexim, Matlab Simulink, Arena).
W niniejszym opracowaniu pokazano możliwości zastosowania oprogra-
mowania Tecnomatix Plant Simulation będącego produktem firmy Siemens w
procesie projektowania systemu produkcyjnego dedykowanego do obróbki jed-
nego rodzaju części o procesie technologicznym składającym się z dwóch ope-
racji i pięciu zabiegów technologicznych. Teoretyczna liczba 16 możliwych
Analiza konfiguracji linii produkcyjnych… 41
konfiguracji, zredukowana po analizie wymagań rynkowych 8 i tak nie daje
jednoznacznej odpowiedzi na pytanie, która z nich jest najbardziej korzystna
z punktu widzenia efektywności procesu.
Ze względu na ograniczoną objętość niniejszego opracowania przedsta-
wiono w nim wyniki cząstkowe z procesów symulacji czterech wybranych
konfiguracji systemu umożliwiających realizację procesu produkcyjnego w
wielu etapach. Przeprowadzone analizy wskazują, że najbardziej wydajny
spośród rozpatrywanych rozwiązań jest układ stanowiskami roboczymi two-
rzącymi trójetapowy proces produkcyjny. Najmniej wydajny jest układ pię-
cioetapowy. Oczywiście, w realnych warunkach prowadzone analizy powinny
zostać rozszerzone o wiele innych, istotnych czynników takich jak koszt obra-
biarek, możliwość i koszt zakupu maszyn do realizacji operacji transporto-
wych, pojemność magazynów, itd. Analizy te będą jednak przedmiotem dal-
szych badań.
Literatura
1. Bangsow S. Manufacturing Simulation with Plant Simulation and SimTalk,
Berlin, Springer, 2010.
2. Banks J., Carson J.S., Nelson B.L., Nicol D.M., Discrete-Event System
Simulation, USA, Prentice Hall, 2010.
3. Donald W., Zarządzanie operacyjne towary i usługi, Warszawa, Wydaw-
nictwo Naukowe PWN, 2001.
4. Gola A., Konczal W., RMS – system of the future or new trend in science?,
Advances in Science and Technology, Vol. 7, No. 20, 2013, pp. 35-41.
5. Gola A., Osak M., Zastosowanie symulacji komputerowych w projektowa-
niu podsystemu magazynowania ESP z wykorzystaniem programu Enter-
prise Dynamics, w: Informatyczne systemy zarządzania, red. K. Bzdyra,
Wyd. Politechniki Koszalińskiej, Koszalin 2012, s. 23-36.
6. Gola A., Świć A., Algorytm generowania ścieżek technologicznych w
procesie doboru obrabiarek, Zarządzanie Przedsiębiorstwem, Nr 1 (2011),
s. 8-16.
7. Kłosowski G., Zastosowanie symulacji komputerowej w sterowaniu prze-
pływem produkcji mebli, Zarządzanie Przedsiębiorstwem, Nr 2 (2011), s.
29-37.

Wojciech Danilczuk, Radosław Cechowicz, Arkadiusz Gola 42
8. Koren Y., The Global Manufacturing Revolution: Product-Process-
Business Integration and Reconfigurable Systems, USA, John Wiley &
Sons, 2010.
9. Osak-Sidoruk M., Gola A., Świć A., A Method for modelling the flow of
objects to be machined in FMS using Enterprise Dynamics, Vol. 10, No. 3
(2014), pp. 46-56.
10. Stadnicka D., Mach A., Symulacja pracy linii produkcyjnej na przykładzie
praktycznym, Zarządzanie przedsiębiorstwem, Vol 14, nr 2 (2011), s. 57-
71.
11. http://www.plm.automation.siemens.com
12. http://www.servidat.com/productos/acadlics/tecnomatix.html
13. http://www.siemens.com/plm