Almanach Cukierniczo Piekarski
484
ALMANACH Technologia żywności produkcja piekarsko- ciastkarska SZYMON KONKOL Materiały dydaktyczne dla ucznia i nauczyciela
-
Upload
szymon-konkol -
Category
Documents
-
view
469 -
download
16
description
almanach, cukiernictwo, piekarstwo, podręcznik, ebook
Transcript of Almanach Cukierniczo Piekarski

ALMANACH Technologia żywności
produkcja piekarsko- ciastkarska
SZYMON KONKOL Materiały dydaktyczne dla ucznia i nauczyciela

S Z Y M O N K O N K O L
ALMANACH
Technologia żywności
produkcja piekarsko- ciastkarska
Opracowanie zawiera podstawowe wiadomości z zakresu technologii piekarsko- ciastkarskiej, oraz towaroznawstwa żywności i wyposażenia technicznego. Przedstawiono charakterystykę odżywczych i nieodżywczych składników żywności, oraz naturalnych i chemicznych dodatków do żywności. Ponadto zawarto podstawowe elementy wiedzy z dziedziny mikrobiologii żywności i systemów kontroli jakości. Podręcznik tan powstał z myślą o obecnych, dawnych i przyszłych uczniach zawodu piekarz- ciastkarz, oraz uczniach technikum technologii żywności o specjalizacji produkcja piekarsko- ciastkarska. Materiały tu prezentowane mogą być również przydatne nauczycielom przedmiotów zawodowych z zakresu technologii żywności i żywienia człowieka. ALMANACH jest opracowaniem powstałym dzięki współpracy zespołów, w skład, których weszli absolwenci i uczniowie Technikum Technologii Żywności przy Zespole Szkól nr 1 w Żorach, oraz Prywatnej Szkoły Ekonomiczno- Gastronomicznej w Rybniku. Almanach zawiera również materiały opracowane przez uczniów Zespołu Szkół Spożywczych w Zabrzu i Zasadniczej Szkoły Zawodowej w Rybniku. W opracowaniu wykorzystano również treści zawarte w pracach dyplomowych absolwentów Technikum Technologii Żywności w Rybniku i Żorach.
ALMANACH Wersja internetowa opracowania: www.technolog.friko.pl

SPIS TREŚCI

3
ALMANACH
TECHNOLOGIA ŻYWNOŚCI
PRODUKCJA PIEKARSKO- CIASTKARSKA Tom 1
SZYMON KONKOL
SKŁADNIKI CHEMICZNE
ŻYWNOŚCI

4

5
ROZDZIAŁ 1 WIADOMOŚCI PODATAWOWE
Terminologia
Technologia – jest to dziedzina nauki zajmująca się procesami wytwórczymi lub inaczej technologicznymi, produkcyjnymi.
Słowo technologia pochodzi z języka greckiego i oznacza rzemiosło, czyli rękodzielnictwo.
Technologia żywności – jest to nauka, której dziedziną jest przebieg procesów technologicznych produkcji żywności.
Towar – jest to wszystko to, co można sprzedać, czyli wszystko to, co przedstawia wartość materialną i jest przeznaczone na sprzedaż.
Produkcja – polega na przetworzeniu surowców na półprodukty a następnie na wyroby gotowe.
Proces produkcyjny – jest to inaczej proces technologiczny, czyli całokształt działań zmierzających do wytworzenia danych towarów, przeznaczonych na sprzedaż przy udziale surowców, materiałów pomocniczych, półproduktów, aparatury i wyposażenia technologicznego.
a) Surowce – są to towary, które należy zakupić lub nabyć, aby następnie wprowadzić je w procesie technologicznym do półproduktu lub\ i do wyrobu gotowego.
Surowce wchodzą bezpośrednio w skład wyrobu gotowego.
b) Półprodukty – są to towary wytworzone w zakładzie produkcyjnym z surowców, przy udziale materiałów pomocniczych, maszyn i innych czynników produkcyjnych, nie będące gotowym wyrobem, jednak wchodzącym w skład wychodzącego gotowego towaru.
c) Materiały pomocnicze – są to towary, którymi należy się posłużyć w procesie technologicznym, w celu uzyskania wyrobu gotowego, nie wchodzące jednak bezpośrednio w jego skład.
1
6
d) Maszyny i wyposażenia techniczne – służą do wytwarzania towarów z surowców na półprodukty, a następnie na wyroby gotowe.
e) Wyroby gotowe – są to towary wykonane w zakładzie produkcyjnym z surowców, przy udziale materiałów pomocniczych, maszyn i urządzeń technicznych, przeznaczone na sprzedaż.
f) Towar – jest to wszystko, co można sprzedać, czyli wszystko, co przedstawia wartość materialną i jest przeznaczone na sprzedaż.
g) Żywność – to towary będące produktami dostarczającymi organizmowi substancji potrzebnych do właściwego funkcjonowania, czyli składników pokarmowych.
h) Składniki pokarmowe – to takie substancje chemiczne jak:
- Białka
- Tłuszcze
- Węglowodany Składniki odżywcze
- Witaminy
- Składniki mineralne
- Woda
- Kwasy organiczne
Substancje te powinny być zawarte w surowcach lub dodane w procesie technologicznym, w celu uzyskania pełnowartościowego wyrobu gotowego, będącego produktem gotowym.
Podział i rola składników pokarmowych żywności.
Człowiek jest organizmem zaliczanym do grupy cudzożywnych oznacza to, że aby spełnić swe funkcje życiowe musi otrzymywać pokarm z zewnątrz.
Rola, jaką spełnia pokarm:
- Zaopatruje organizm w składniki potrzebne do budowy i odbudowy komórek i tkanek nowych oraz zastępowania i odbudowy komórek uszkodzonych.
- Pożywienie dostarcza składników koniecznych do wytwarzania energii potrzebnej dla zachowania funkcji fizjologicznych człowieka oraz aktywności jednostki i innych czynników warunkujących zdrowie fizyczne i psychiczne.

7
- Dostarcza składników potrzebnych do podtrzymywania procesów regulujących zachodzące w organizmie przemian biochemicznych.
Produkty spożywcze dostarczające podstawowe składniki pokarmowe
rys. piramida zdrowia
Mięso
Jaja BUDULCOWE
Ryby (białka)
Drób
Mleko
Nasiona roślin strączkowych
Mąka
Kasza
Pieczywo ENERGETYCZNE
Cukier buraczany (węglowodany)
Ziemniaki
Miód
Ciastka

8
Słodycze
Smalec
Łój wołowy ENERGETYCZNE
Margaryna (tłuszcze)
Masło
Tran
Świeże owoce REGULUJĄCE
Świeże warzywa (witaminy)
Prawidłowe funkcjonowanie organizmu człowieka zależy w dużej mierze od ilościowego i jakościowego składu pożywienia.
Zubożenia tego składu mogą powodować głód jakościowy lub ilościowy.

9
ROZDZIAŁ 2 BIAŁKA
Skład chemiczny i budowa białek.
Białka – są to związki chemiczne organiczne. Składają się z węgla, azotu, tlenu, wodoru i siarki. Nazwa białek- proteiny pochodzi z greckiego słowa proteo, które w tłumaczeniu oznacza pierwszy, najważniejszy. Białka są zaliczane do najważniejszych związków organicznych gdyż bez nich życie w obecnej formie byłoby niemożliwe. Pierwiastki wchodzące w skład białek łączą się w aminokwasy, czyli podstawowe części budowy białek. Różne aminokwasy połączone ze sobą wiązaniami polipeptydowymi tworzą długie łańcuchy polipeptydowe, łańcuchy te łączą się tworząc białka.
Budowa chemiczna białek – charakterystyka grup białek.
Ze względu na dużą różnorodność budowy białek, upraszczając klasyfikuje się je na dwie grupy:
• Białka proste – są to białka, które po hydrolizie dają wyłącznie aminokwasy lub ich pochodne.
• Białka złożone – są to białka składające się z cząsteczki białka prostego połączonego z inną niebiałkową cząsteczką.
Niebiałkowa część białek złożonych nazywa się grupą prostetyczną.
1) Białka proste dzieli się ze względu na charakterystyczny kształt cząsteczki na białka:
• Fibrylarne
2

10
• Globularne
Białka fibrylarne – nazywane też włókienkowymi posiadają cząsteczkę wydłużoną o strukturze pasmowej. Białka te cechują się trwałą budową i są odporne na działanie rozpuszczalników i enzymów.
Białka globularne – charakteryzują się budową cząsteczki zbliżoną do kuli, białka te na ogół posiadają mniej trwałą budowę, rozpuszczają się w wodzie i roztworach soli, występują w płynach ustrojowych organizmów wyższych (są składnikiem krwi). Białka te zawarte są również w nasionach roślin np. soji.
2) Białka złożone – klasyfikuje się ze względu na rodzaj zawartej w białku substancji innej niż aminokwas, czyli w zależności od grupy prostetycznej. Wyróżnia się:
−−−− Fosforoproteidy – zawierające fosfor −−−− Glikoproteidy – zawierające węglowodany (glikogen) −−−− Hromoproteidy – zawierające substancje barwne o różnym charakterze −−−− Metaloproteidy – zawierające jony metali −−−− Lipoproteidy – zawierające lipidy tłuszczowe −−−− Nukleoproteidy – są to białka zawierające jako grupę prostetyczną kwasy
nukleinowe.
Przydatność technologiczna i wartość odżywcza białek.
W technologii żywności przyjmuje się podział białek ze względu na ich pochodzenie:
• Białka roślinne (np. białka zawarte w ziarnach zbóż, czyli gluten)
• Białka zwierzęce (np. zawarte w mięsie lub mleku)
W technologii żywności wykorzystuje się następujące cechy białek:
Koagulacja białek mleka – kazeiny zachodząca pod wpływem enzymu podpuszczki, w wyniku działania enzymu następuje rozwarstwienie substancji białkowych oraz wody i ścięcie białek.
Zdolność żelowania – wykorzystywana w procesie uzyskiwania galaret z użyciem np. żelatyn.

11
Zdolność do uczestniczenia w przemianach glutenu – (tworzenie się siatki glutenowej).
Tworzenie się siatki glutenowej polega na wchłanianiu przez białka wody, pęcznienie cząsteczek białkowych, a następnie łączenie się ich ze sobą w strukturę siatkową.
Właściwości pianotwórcze – (np. białka jaja kurzego) wykorzystywane są podczas kształtowania pożądanej tekstury wyrobów cukierniczych, w procesie napowietrzania (ubijanie). Białka zawarte w mleku (kazeina) poddawana jest procesowi napowietrzania podczas produkcji kremu, bitej śmietany, lodów, itp.
Rola białek w funkcjonowaniu organizmu człowieka. Białka są składnikiem budulcowym pokarmu uczestniczą w procesach budowy nowych tkanek i komórek oraz w procesach odbudowy tkanek i komórek zniszczonych i uszkodzonych. Ponadto białka wykorzystywane są przez organizm jako substancja zapasowa w przypadku wystąpienia zjawiska głodu jakościowego czy ilościowego.

12
ROZDZIAŁ 3 TŁUSZCZE
Cechy tłuszczy – skład chemiczny i klasyfikacja.
Tłuszcze – są to związki chemiczne zbudowane z węgla, wodoru i tlenu oraz innych dodatkowych pierwiastków np. fosfor.
Z punktu widzenia chemicznego tłuszcze są to estry trójwodorotlenowego alkoholu, glicerolu i wyższych kwasów tłuszczowych.
Tłuszcze nazywane inaczej LIPIDAMI podzielić można na trzy podstawowe grupy:
−−−− Tłuszcze proste – estry alkoholi i kwasów tłuszczowych −−−− Tłuszcze złożone – estry alkoholi i kwasów tłuszczowych zawierające dodatki
innych związków −−−− Sterole – alkohol i pochodne steranu
Znaczenie tłuszczy w żywieniu
Najważniejsze w żywieniu są sterole, do których zalicza się cholesterol.
Cholesterol – jest związkiem chemicznym wykorzystywanym przez organizm człowieka następująco:
· Do tworzenia kwasów żółciowych koniecznych do prawidłowego procesu trawienia.
· Jest składnikiem nerwów, tkanki mózgowej oraz ścian komórkowych.
· Jest konieczny do produkcji hormonów.
−−−− Nadmiar cholesterolu jest niekorzystny dla organizmu i prowadzi do miażdżycy oraz zawału serca.
−−−− Niedobór cholesterolu powoduje osłabienie organizmu oraz zwiększa podatność na infekcje.
3

13
Kwasy tłuszczowe
Wszystkie tłuszczowce niezależnie od budowy chemicznej pełnią funkcję substancji energetycznych dla organizmu. Konsystencja tłuszczy zależy od zawartego w tłuszczach kwasu tłuszczowego.
Wyróżnia się dwie grupy kwasów tłuszczowych:
· Kwasy nasycone
· Kwasy nienasycone
Gdy tłuszcz zawiera w swej budowie kwasy nienasycone (nie zawierają wodoru) mamy do czynienia wówczas z konsystencją płynną. Gdy tłuszcz zawiera w swej budowie kwasy nasycone (zawiera wodór) mamy do czynienia z konsystencją stałą.
Pod względem składu chemicznego składniki tłuszczów podzielić można na korzystne i niekorzystne.
Do składników niekorzystnych zalicza się zalicza się kwasy tłuszczowe o budowie chemicznej określonej jako konfiguracja typu TRANS. Do składników odżywczych zalicza się natomiast kwasy tłuszczowe o konfiguracji CIS, do których zalicza się niezbędne nienasycone kwasy tłuszczowe (NNKT), które pełnią w organizmie człowieka funkcję energetyczną oraz budulcową. NNKT są substancjami nie syntetyzowanymi przez człowieka (organizm nie może ich wytworzyć z innych substancji) muszą być wprowadzane do organizmu z pożywieniem. Naturalne kwasy tłuszczowe występują zwykle w konsystencji CIS i są zazwyczaj dobrze przyswajalne przez organizm ludzki wyjątkiem są tłuszcze pochodzące z mleka krowiego. Tłuszcze o konfiguracji TRANS są to głównie tłuszcze trudno przyswajalne przez organizm.
Rola kwasów tłuszczowych
Tłuszcze są źródłem NNKT do których zalicza się kwasy:
· Linolowy
· Linolenowy
· Arachidowy
Niedobory tych kwasów w diecie człowieka powodują: zmiany nerek, zaburzenia funkcjonowania narządów rozrodczych, zahamowania wzrostu, zmiany skórne. Niedobór NNKT powoduje gromadzenie się cholesterolu w organizmie.
Cechy fizyko – chemiczne tłuszczy.
Związki chemiczne zaliczane do grupy tłuszczów odznaczają się następującymi cechami:
−−−− Są nie rozpuszczalne w wodzie zarówno zimnej jak i gorącej. −−−− Łatwo rozpuszczają się w rozpuszczalnikach organicznych jak np. benzen
chloroform, aceton, eter.

14
−−−− Mają zdolność tworzenia z wodą emulsji tj. zawiesiny w wodzie, w których tłuszcz jest zemulgowały np. w mleku dopiero po dłuższym czasie zbiera się na powierzchni w postaci śmietany (dobrze znaną emulsją jest majonez).
−−−− Są lżejsze od wody i dlatego zawsze po wymieszaniu zbierają się na jej powierzchni.
−−−− Łatwo chłoną obce zapachy. −−−− Pod wpływam światła, temperatury, metali wody, drobnoustrojów ulegają
utlenianiu i częściowej hydrolizie.
Rola w żywieniu i wartość technologiczna tłuszczów.
Rola tłuszczy w żywieniu człowieka. Cechą wyróżniającą tłuszcze spośród innych składników pokarmowych jest ich wysoka wartość energetyczna. Przetworzenie 1g tłuszczu w organizmie pozwala na uzyskanie energii 38 kJ, czyli 9,9 kilo kalorii.
Poza energetyczną rolą tłuszczy w żywieniu człowieka tłuszcze odgrywają ważną rolę biologiczną a w szczególności ich składnik kwasy tłuszczowe wpływające na funkcjonowanie czynności fizjologicznych organizmu człowieka.
Tłuszcze są nośnikiem kwasów tłuszczowych, które częściowo mogą być syntetyzowane przez organizm jednak niektóre z nich muszą być wprowadzone z pożywieniem gdyż organizm człowieka nie potrafi ich syntetyzować.
Przydatność technologiczna tłuszczy Tłuszcze wykorzystywane są w przemyśle spożywczym ze względu na ich następujące cechy:
−−−− Tworzenie emulsji z innymi substancjami i zdolność do tworzenia emulsji np. podczas produkcji margaryn, kremów, majonezów, itp.
−−−− Zróżnicowana temperatura topnienia wahająca się w granicach 155 - 200°C. Wykorzystywana w procesach smażenia: pączków, frytek, produktów mięsnych; ponadto wysoka temperatura topnienia tłuszczów utwardzonych wykorzystywana jest do produkcji polew w przemyśle ciastkarskim.
−−−− Zdolność utrzymania płynnej konsystencji przez oleje w niskich temperaturach umożliwia stosowanie tego typu tłuszczy jako zalew konserwowych przy produkcji konserw.
−−−− Zdolność tłuszczy płynnych do utwardzania: wykorzystywana jest przy produkcji tłuszczów roślinnych stałych.

15
ROZDZIAŁ 4 WĘGLOWODANY
Podstawowe wiadomości o budowie chemicznej i pochodzeniu węglowodanów.
Węglowodany inaczej cukry są to związki chemiczne składające się z atomów węgla, wodoru i tlenu.
Pierwiastki te występują w budowie węglowodanów w proporcji 1:2:1
Ogólny wzór węglowodanów tzw. wzór sumaryczny:
Cn H2n On
Pochodzenie węglowodanów:
Węglowodany są głównie pochodzenia roślinnego wytwarzane są w różnych częściach roślin zielonych w wyniku reakcji fotosyntezy.
Fotosynteza – jest to zjawisko biochemiczne polegające na asymilacji CO2, który w połączeniu z wodą i przy udziale promieni słonecznych przechodzi w postać węglowodanów.
Reakcja fotosyntezy przebiega zgodnie z następującą reakcją chemiczną:
6CO2 + 6H2O C6H12O6 + 6O2
Rośliny gromadzą cukry jako materiał zapasowy łącząc cząsteczki cukrów prostych w bardziej skomplikowane struktury np. skrobia ziemniaczana, sacharoza buraczana.
Podział węglowodanów – cukry proste i złożone.
Wszystkie cukry można podzielić na dwie podstawowe grupy:
• Cukry proste • Cukry złożone
4

16
a) Cukry proste – nazywane inaczej jednocukrami lub monosacharydami zbudowane są z jednej cząsteczki węglowodanu. Do cukrów tych zalicza się np. glukozę, fruktozę, galaktozę i mannozę.
b) Cukry złożone – klasyfikują się do dwóch grup:
• Dwucukry- bisacharydy
• Wielocukry- polisacharydy
a) Dwucukry – bisacharydy. Podczas łączenia cukrów prostych w postać złożoną następuje wytrącenie wody w związku z czym uzyskiwany jest dwucukier o wzorze chemicznym
C12 H24 O11.
Do dwucukrów zalicza się np. laktozę – (glukoza + glukoza) i sacharozę – (glukoza + fruktoza).
b) Wielocukry – polisacharydy. Powstają poprzez połączenie się większej liczby cząsteczek cukrów prostych w jedną substancję.
Do wielocukrów zalicza się np. skrobię - (dekstryny + maltoza + glukoza)
Podział węglowodanów – monosacharydy, bisacharydy, polisacharydy.
WĘGLOWODANY
Cukry proste Cukry złożone
glukoza dwucukry wielocukry
fruktoza laktoza skrobia
galaktoza sacharoza glikogen
mannoza maltoza błonnik
pektyna
dekstryny
Ze względu na cechy węglowodanów związane z żywieniem człowieka; węglowodany dzieli się na dwie podstawowe grupy:
• Węglowodany przyswajalne przez organizm człowieka • Węglowodany nieprzyswajalne przez organizm człowieka

17
O przyswajalności cukrów decyduje poziom, w jaki potrafią się one rozkładać do postaci prostej (rozkład na cukry proste). Rozkład cukrów złożonych do postaci prostej odbywać się może w organizmie człowieka, lub w wyniku procesów technologicznych.
Węglowodany przyswajalne przez organizm człowieka.
O przydatności węglowodanów w żywieniu człowieka i technologii żywności decyduje to czy mają one zdolność do rozkładania się do cukrów prostych.
Rozkład cukrów złożonych do postaci prostych odbywać się może w przewodzie pokarmowym człowieka przy udziale enzymów, lub cukry złożone mogą być rozkładane do postaci prostej w trakcie procesów technologicznych np. inwersja sacharozy.
Cukry uznawane za nieprzyswajalne przez człowieka nie są obojętne dla żywienia i są często nieodzowne w procesach technologicznych np. pektyny w produkcji galaretki i błonnik w produkcji pieczywa razowego.
Do cukrów przyswajalnych zalicza się wszystkie cukry proste:
• Glukozę • Fruktozę • Galaktozę • Mannozę
Glukoza – zwana inaczej cukrem gronowym występuje w organizmach roślinnych i zwierzęcych. W świecie roślinnym największe ich ilości znajdują się w owocach i zielonych częściach roślin. W organizmach zwierzęcych znajduje się w wątrobie, mięśniach i krwi. Glukoza jest składnikiem wszystkich wielocukrów. Organizmy zwierzęce mogą ją przyswajać bez udziału przewodu pokarmowego.
Fruktoza – cukier owocowy występuje głównie w świecie roślin, towarzyszy on zazwyczaj w owocach i warzywach w połączeniu z glukozą występując tam jako sacharoza. Jest cukrem najsłodszym i najlepiej rozpuszczalnym w wodzie, wybitnie słodki smak miodu jest spowodowany dużą zawartością glukozy.
Galaktoza - cukier niespotykany w postaci wolnej. Występuje w stanie związanym z białkiem i tłuszczem oraz jako składnik niektórych podobnych wielocukrów np. pektyny. U zwierząt występuje w postaci składnika cukru mlekowego (laktozy) oraz składnika substancji mózgowej.
Mannoza - cukier występujący w świecie zwierząt i roślin nie odgrywa prawie żadnej roli w żywieniu.
Dwucukry przyswajalne przez organizm człowieka.
O tym czy dana substancja jest przyswajalna przez organizm człowieka decyduje jej zdolność rozkładu na substancje proste chemicznie. Proces rozkładu substancji złożonych na proste odbywać się może za pomocą układu trawiennego lub poza organizmem człowieka przy wykorzystaniu odpowiednich procesów technologicznych. Do węglowodanów przyswajalnych
18
zalicza się oprócz monosacharydów, czyli cukrów prostych również niektóre polisacharydy, czyli wielocukry.
Do dwucukrów przyswajalnych zalicza się:
Sacharoza – jest to najbardziej popularny cukier spożywczy (np. cukier kryształ). Sacharoza składa się z 2 cz. glukozy + 1 cz. fruktozy, jest dobrze rozpuszczalny w wodzie (rozkład przez hydrolizę – uwodnienie) lub na drodze inwersji (kwas, enzymy) na cukry proste.
Laktoza – jest to tzw. cukier mlekowy występujący w wydzielinie gruczołów mlekowych samic ssaków. Laktoza jest to dwucukier powstający poprzez połączenie galaktozy, która jest pochodzenia organicznego i występującej w organizmach zwierzęcych glukozy. Pod wpływem enzymów laktoza rozkłada się do postaci prostej.
Maltoza – nazywana inaczej cukrem słodowym powstaje w wyniku rozkładu skrobi. Cukier ten występuje głównie w ziarnach zbóż w tym w dużych ilościach w jęczmieniu. Maltoza powstaje poprzez hydrolizę skrobi, na skalę przemysłową poprzez obróbkę słodu jęczmiennego. W procesach tych wykorzystuje się zjawisko scukrzenia. Podobnie jak glukoza i sacharoza cukier maltoza ma duże znaczenie jako produkt wyjściowy fermentacji alkoholowej wykorzystywanej w przemyśle piekarsko – ciastkarskim, piwowarskim i gorzelniczym.
Polisacharydy przyswajalne przez organizm człowieka.
Wśród wielocukrów tylko niektóre są przyswajalne przez ludzki organizm. Za przyswajalne uznaje się te, które ulegają rozkładowi do postaci dwucukru a następnie do postaci cukru prostego i mogą być wchłaniane przez organizm człowieka.
Do wielocukrów przyswajalnych zalicza się:
· Skrobię
· Glikogen
Skrobia – występuje w świecie roślinnym jako materiał zapasowy i energetyczny. Powstaje z dwutlenku węgla i wody w wyniku fotosyntezy. Skrobia ma postać białego proszku pod wpływem działania enzymu amylazy rozkłada się do postaci prostej, dzięki czemu zostaje przyswojona przez organizm. W wyniku rozkładu skrobi otrzymuje się: 3 cz. glukozy i wielocukier dekstrynę. Dekstryny nie ulegają rozkładowi enzymatycznemu natomiast ulegają rozkładowi poprzez działanie wysokimi temperaturami.
Glikogen – występuje w organizmach zwierzęcych pełniąc rolę materiału zapasowego wytwarzanego z nadmiaru niespalonej glukozy, gromadzony jest w wątrobie i mięśniach. Glikogen obecny jest również w krwi.
• Sacharozę • Maltozę • Laktozę

19
Charakterystyka i znaczenie węglowodanów nieprzyswajalnych przez organizm człowieka.
W produktach spożywczych oprócz węglowodanów przyswajalnych przez człowieka znajduje się również węglowodany nieulegające rozkładowi na substancje proste w procesie technologicznym lub trawiennym.
Węglowodany nieprzyswajalne są jednak niezbędne dla prawidłowego funkcjonowania organizmu człowieka.
Do węglowodanów tych zalicza się:
· Błonnik
· Pektyny
1) Błonnik – bogatym źródłem błonnika są np. przetwory zbożowe oraz pieczywo razowe. W produktach tych błonnik występuje w postaci elementów uzyskanych z przemiału ziarna innych niż bielmo. Błonnik jest substancją budulcową roślin, stanowi składnik błon komórkowych, w największych ilościach występuje w ziarnach strączkowych oraz nasionach oleistych.
2) Pektyny – należą do związków bardzo rozpowszechnionych w przyrodzie, łączą komórki i tkanki roślinne. Pektyny występują we wszystkich produktach pochodzenia roślinnego największe ilości pektyn zawierają soki owoców jagodowych oraz warzyw marchwi i buraków, również dużo pektyn zawierają niedojrzałe owoce nasienne głównie w gniazdach nasiennych.
Rola błonnika w żywieniu człowieka:
Błonnik nazywany również włóknem pokarmowym, będąc substancją nie przyswajalną (nietrawioną) przez organizm człowieka, wypełnia jelita przewodu pokarmowego pobudzając PERYSTALTYKĘ, czyli tzw. Ruch robaczkowy jelit. Ruch ten jest konieczny dla prawidłowego przebiegu trawienia i wydalania. Ponadto błonnik przechodząc przez układ pokarmowy człowieka pobudza wydzielanie przez komórki żołądka enzymów trawiennych i redukuje poziom mikroflory układu pokarmowego. Zbyt duże spożycie błonnika może być niebezpieczne dla zdrowia człowieka (może wystąpić nadkwasota żołądka prowadząca do nadżerek i wrzodów oraz powodować rozregulowanie procesów trawienia i wydalania a także w zbyt dużym stopniu zmniejszyć liczebność mikroflory organizmu.
Definicja pojęcia „włókno pokarmowe” Z żywieniowego punktu widzenia włókno pokarmowe, zwane także błonnikiem pokarmowym, to roślinne wielocukry i ligniny, oporne na działanie enzymów trawiennych przewodu pokarmowego człowieka. Błonnik jest substancją niejednorodną. Obejmuje on zarówno frakcje polisacharydów np. celulozę, hemicelulozę, pektyny, gumy i kleje roślinne, polisacharydy roślin morskich (alginiany, agar, karaceny), skrobia oporna, jak i ligniny nie zaliczane do tej grupy związków chemicznych.
20
Rola włókna pokarmowego w żywieniu człowieka Włókno pokarmowe nie jest przyswajalne przez organizm człowieka, mimo to spełnia w żywieniu istotną funkcję fizjologiczną. Do najczęściej wymienianych zalet włókna pokarmowego należy: – zwiększenie wagi i konsystencji stolca, – przyspieszenie, blisko 3-krotnie pasażu przez przewód pokarmowy, co zapobiega
możliwości powstawania raka jelita grubego, – wpływ na ilościowy i jakościowy skład mikroflory jelitowej, która konieczna jest m.in. do
produkcji niektórych witamin i innych substancji biologicznie aktywnych.
Przy małej ilości błonnika w diecie zwiększa się znacznie ilość bakterii beztlenowych w stolcu. Bakterie te degradują sole żółci, przez co powstają zalegające w jelicie przez dłuższy czas toksyczne produkty uboczne, co zwiększa ryzyko powstania raka jelit lub odbytu. Niedostateczna ilość włókna pokarmowego w diecie może powodować zaparcia i znacznie zwiększać ciśnienie w jelicie grubym, co stanowi pierwotną przyczynę uchyłkowatości jelit. Dziś jest to bardzo pospolita choroba w krajach cywilizowanych, podczas gdy w Afryce jest prawie całkowicie nieznana. Włókno pokarmowe możemy ogólnie podzielić na nierozpuszczalne i rozpuszczalne w wodzie. Frakcje te różnią się między sobą właściwościami i działaniem fizjologicznym.
Nierozpuszczalne w wodzie włókno pokarmowe, do którego zaliczamy np. celulozę, niektóre hemicelulozy, ligniny, wywiera istotny wpływ na pracę przewodu pokarmowego m.in.: – pobudza funkcje żucia, wydzielania śliny działającej ochronnie na zęby – wykazuje zdolność wiązania wody – buforuje i wiąże nadmiar kwasu solnego w żołądku – wpływa na wydzielanie hormonów przewodu pokarmowego (gastryny) – zwiększa objętość treści pokarmowej w jelicie cienkim (przez wiązanie wody) – wpływa na zwiększone wydzielanie soków trawiennych – pobudza ukrwienie jelit – poprzez mechaniczne drażnienie ścian jelita grubego wpływa na jego perystaltykę – chroni przed zaparciami, uchyłkowatością jelit, polipami, żylakami odbytu i chorobą
nowotworową – zmniejsza wartość energetyczną diety i daje uczucie sytości
Włókno pokarmowe rozpuszczalne w wodzie jak np. pektyny, gumy, śluzy roślinne, niektóre celulozy w organizmie człowieka: – prawie całkowicie ulega degradacji bakteryjnej w jelicie grubym (jest pożywką dla bakterii),
powoduje rozluźnienie masy kałowej – pęcznieje w środowisku wodnym jelita cienkiego – tworzy żele o dużej lepkości, zwiększa gęstość treści pokarmowej, zwalnia czas pasażu
(skuteczny w leczeniu biegunki) – ma zdolność wychwytywania toksycznych związków (toksyn bakteryjnych, jonów metali
ciężkich), zapobiega ich wchłanianiu przez jelito, a więc działa odtruwająco (takie właściwości wykazuje kwas glukuronowy występujący w hemicelulozach, gumach, śluzach)
– obniża stężenie cholesterolu – przyspiesza jego wydalanie z kałem – opóźnia wchłanianie triglicerydów – wiąże znaczne ilości kwasów żółciowych – zwiększa wydalanie tłuszczów ze stolcem (pektyny wiążą sole i kwasy żółciowe, co
utrudnia wchłanianie tłuszczów – powoduje zwolnienie wchłaniania glukozy

21
Z uwagi na swe biologiczne właściwości spożywanie odpowiedniej ilości błonnika może zapobiegać schorzeniom przewodu pokarmowego i tzw. metabolicznym chorobom przewodu pokarmowego m.in. otyłości, cukrzycy, miażdżycy, nowotworom. Dlatego też spożycie włókna pokarmowego (błonnika) powinno wynosić od 27 do 40g/dobę (16-24g/dobę nieskrobiowych wielocukrów, bez lignin). Odpowiednia ilość włókna pokarmowego ma duże znaczenie przy dietach odchudzających, które powinny mieć mało składników energetycznych, a zarazem zapewniać odpowiednią objętość spożywanych posiłków. Obecność większych ilości błonnika w produktach spożywczych zmniejsza ich strawność, gdyż utrudnia on przenikanie soków trawiennych do pożywienia. Przykładem może być mąka razowa, której strawność jest stosunkowo mniejsza niż mąki jasnej. Należy również pamiętać, że zwiększone spożycie włókna pokarmowego ogranicza, utrudnia wchłanianie m.in. związków mineralnych, a nadmierne spożycie może prowadzić do biegunek.
Źródło i zawartość włókna pokarmowego w różnych pokarmach Źródłem błonnika w naszym pożywieniu są tylko produkty pochodzenia roślinnego i ewentualnie mikrobiologicznego, a nie zwierzęcego. Największych ilości błonnika dostarczają: ciemne pieczywo, suche nasiona roślin strączkowych oraz owoce i warzywa.
Wykorzystywanie cukrów w technologii żywności.
Jako cukrowce rozumie się surowce, w których skład chemiczny wchodzą związki węglowodanowe.
Wśród węglowodanów obecnych w surowcach największe znaczenie mają :
- Cukry proste – głównie fruktoza i glukoza
- Dwucukry – sacharoza i laktoza
−−−− Wielocukry – głównie skrobia oraz błonnik i pektyny Sacharoza – w polskich warunkach klimatycznych uzyskiwana jest głównie z buraka cukrowego. W technologii ciastkarsko – piekarskiej stosuje się sacharozę w postaci cukru kryształu jako podstawowy środek słodzący oraz jako surowiec polepszający procesy fermentacyjne.
Laktoza – cukier mlekowy – występuje w dużych ilościach w produktach mlecznych, rzadziej w formie oczyszczonej uzyskiwanej z przerobu serwatki. W produkcji ciastkarsko – piekarskiej laktozę zawartą w mleku wykorzystuje się przy produkcji mas i półproduktów oraz po poddaniu jej fermentacji stosowana jest również jako środek polepszający procesy fermentacji kwasów piekarskich.
Skrobia – jest wielocukrem zawartym w dużych ilościach w ziemniakach i produktach zbożowych. Skrobia jest niezbędnym składnikiem kwasów piekarskich przeznaczonych do

22
prowadzenia ciast żytnich gdyż podczas fermentacji mlekowej pod wpływem kwasu mlekowego ulega rozkładowi do kwasu mlekowego, dwutlenku węgla i alkoholu, dzięki czemu możliwe jest zakwaszenie ciast piekarskich. Ponadto skrobia wykorzystywana jest w ciastkarstwie i cukiernictwie do produkcji syropów skrobiowych stosowanych jako antykrystalizator (np. do produkcji piernika). Skrobia wykorzystywana jest również w innych branżach przemysłu spożywczego np. piwowarsko – gorzelniczych czy winiarskich.
Fruktoza i glukoza – są to cukry proste zawarte głównie w owocach wchodzące w skład dwucukru sacharozy. Uczestniczą one w procesie fermentacji alkoholowej. Wykorzystywane są w produkcji ciast pszennych oraz w przemyśle alkoholowym i przetwórstwie owocowo – warzywnym.
Pektyny i błonnik – są to cukry nie przyswajalne przez organizm człowieka jednak posiadające duże znaczenie w żywieniu i procesie żywności.
Błonnik – zawarty jest w dużych ilościach np. w mąkach wysokich typów wykorzystywanych do produkcji pieczywa razowego i typu graham. Ponadto błonnik zawarty w otrębach stosowany jest w branży ciastkarsko – piekarskiej jako surowiec pomocniczy np. do posypywania koszyczków na chleb.
Pektyny – zawarte są w owocach; duże ilości pektyn zawierają owoce ziarnkowe np. jabłka i gruszki. Pektyny stosowane są jako środek żelujący do produkcji galaretek owocowych.
Cukier jako środek słodzący
Naturalne środki słodzące – do tej grupy zalicza się sacharozę uzyskiwaną z trzciny cukrowej lub buraków cukrowych. Glukozę i fruktozę otrzymywaną głównie z przerobu surowców owocowo – warzywnych lub na drodze inwersji sacharozy (syrop inwertowany). W technologii wykorzystuje się następujące naturalne substancje słodzące:
· Cukier (KN)
· Syropy skrobiowe (ziemniaczane)
· Ekstrakty słodowe
· Syropy inwertowane
· Miody naturalne
· Miody sztuczne

23
ROZDZIAŁ 5 WITAMINY
Podstawowe wiadomości o budowie chemicznej witamin.
Witaminy – są to związki chemiczne o bardzo zróżnicowanej budowie. Witaminy są niezbędne dla prawidłowego przebiegu funkcji życiowych człowieka. Termin witamina pochodzi od łacińskiego słowa vita oznaczającego życie.
Rola witamin: Witaminy są składnikiem regulującym, wpływają na gospodarkę enzymatyczną organizmów wchodząc w skład enzymów.
Witaminy wchodzą również w skład substancji syntetyzowanych przez organizm człowieka.
Długotrwały brak witamin powoduje powstawanie schorzeń nazywanych AWITAMINOZAMI, natomiast nadmiar witamin może powodować HIPERWITAMINOZY powodujące w efekcie reakcje uczuleniowe organizmu w postaci mocznika.
Podział witamin Ze względu na różnorodność budowy chemicznej witaminy dzieli się na dwie podstawowe grupy, biorąc za kryterium ich stopień rozpuszczalności i cechy rozpuszczalnika.
• Witaminy rozpuszczalne w wodzie
• Witaminy rozpuszczalne w tłuszczach
Witaminy rozpuszczalne w wodzie – są to witaminy w dużej mierze łatwo przyswajalne mające duże znaczenie w przebiegu funkcji fizjologicznych. Do witamin tych zalicza się witaminę C oraz witaminy z grupy B.
Witaminy rozpuszczalne w tłuszczach – jest to grupa witamin trudniej przyswajalnych przez organizm lub w ogóle nie przyswajalnych głównie przez osoby z zaburzeniem metabolizmu, osoby starsze lub dzieci. Do witamin tych zalicza się witaminy A, D, E, K. Postęp w farmakologii umożliwił produkcję preparatów witaminowych uzyskanych przez przetworzenie witamin tłuszczo – rozpuszczalnych w witaminy o cechach wodo-rozpuszczalnych.
5

24
Rola witamin w organizmie człowieka i objawy niedoboru
NAZWA WITAMINY
WŁAŚCIWOŚCI ROLA W ORGANIZMIE
OBJAWY NIEDOBORU
Witamina „A”
Retinol i Karoten
Jest wrażliwa na tlen i światło, traci swe właściwości podczas jełczenia tłuszczu oraz oddziaływania ciepła i suszenia.
Warunkuje prawidłowy stan nabłonków skóry, błon śluzowych, pobudza procesy wzrostu, wpływa na procesy widzenia.
Ślepota zmierzchowa, upośledzone widzenie barw, suchość skóry, wysuszenie błon śluzowych spojówki oka, rozmiękczenie rogówki i ronienie gałki ocznej.
Witamina „D”
Kalcyferol
Substancja mało wrażliwa na czynniki zewnętrzne, odporna na działanie temperatury i światła.
Warunkuje prawidłową gospodarkę przemiany składników mineralnych, głównie gospodarkę wapniem i fosforem, wpływa na mineralizację kośćca.
Rozmiękczenie kości, podatność na złamania, krzywica.
Witamina „E”
Tokoferol
Łatwo ulega utlenieniu, wrażliwa na działanie tlenu i promieni ultrafioletowych, rozkłada się podczas jełczenia tłuszczów.
Reguluje prawidłowy przebieg procesów rozwojowych i czynności rozrodczych, zapobiega starzeniu się, wpływa na funkcjonowanie tkanki mięśniowej.
Zaburzenia płodności, zmiany tkanki mięśniowej oraz układu nerwowego.
Witamina „K”
Filochinon
Wrażliwa na rozpuszczalniki oraz promieniowanie ultrafioletowe
Substancja niezbędna w procesach krzepnięcia krwi, zapobiega procesom utleniania w organizmie.
Zaburzenia krzepliwości krwi, zmniejszenie wytrzymałości ścianek krwionośnych, wewnętrzne i zewnętrzne krwotoki.
Witamina „B2”
Ryboflamina
Wrażliwa na rozpuszczalniki i światło, występuje w dużych ilościach w drożdżach, rybach, nabiale, mące, nasionach oleistych,
Warunkuje prawidłowy przebieg utleniania i przemiany materii, wspomaga system odpornościowy.
Zapalenia kącików ust, nadmierne zaczerwienienie warg i języka, wrastanie naczyń krwionośnych do rogówki oka.

25
warzywach strączkowych.
Witamina „B6”
Pirodyksyna
Zawarta jest w drożdżach, piwie, suszonych warzywach, produktach zbożowych, warzywach świeżych, jest wrażliwa na związki alkaiczne oraz promienie ultrafioletowe, łatwo ulega utlenianiu.
Bierze udział w przemianie białkowej oraz procesach krwiotwórczych.
Zapalenie skóry, stany zapalne jamy ustnej, kącików ust, spojówek, zmiany w szpiku kostnym.
Witamina „B12”
Kobalamina
Zawarta jest w mięsie, mleku, rybach, jest wrażliwa na tlen, łatwo ulega utlenianiu..
Warunkuje prawidłowy rozwój erytrocydów, jest czynnikiem wzmacniającym i krwiotwórczym.
Niedokrwistość, zmiany patologiczne układu nerwowego
Witamina „H”
Biotyna
Zawarta jest w wątrobie, drożdżach, żółtkach jaj, nasionach strączkowych, kalafiorze, mleku, szpinaku, jest mało wrażliwa na działanie czynników zewnętrznych
Jest czynnikiem wzrostu, bierze udział w przemianach białkowych.
Łuszczenie się naskórka, zmiany łojotropowe skóry.
Witamina „PP”
Niacyna
Zawarta jest w przetworach zbożowych, drożdżach piwnych i piekarskich, wątrobie oraz mięsie, jest mało wrażliwa na czynniki zewnętrzne.
Jest składnikiem enzymów.
Neurastenia (podatność na nerwicę, wrażliwość, osłabienie, spadek apetytu.
Witamina "C" Kwas askorbinowy
Owoce i warzywa Jest czynnikiem odpornościowym
Szybka męczliwość, infekcje

26
ROZDZIAŁ 6 SKŁADNIKI MINERALNE
Podział składników mineralnych.
Składniki mineralne żywności – są to substancje chemiczne pochodzenia nieorganicznego.
Składniki mineralne nazywane inaczej pierwiastkami biogennymi czyli odgrywającymi rolę w regulowaniu czynności fizjologicznych organizmu.
Składniki mineralne klasyfikuje się na dwie grupy:
· Makroskładniki
· Mikroskładniki
Ze względu na rolę w organizmie człowieka składniki mineralne dzieli się na:
· Niezbędne makroskładniki
· Niezbędne mikroskładniki
1) Niezbędne makroskładniki – spełniają w organizmie człowieka funkcje materiału budulcowego, głównie wapń, magnez. Są elementem wchodzącym w skład zębów, kości, włosów oraz krwi (np. hemoglobina zawiera żelazo, potas, sód, chlor, wpływają na właściwości fizykochemiczne roztworów komórkowych.
2) Niezbędne mikroskładniki – pierwiastki śladowe: miedź, cynk, mangan, jod, fluor, selen, spełniają ważne funkcje biochemiczne w organizmie na poziomie komórki.
Jony tych pierwiastków uczestniczą w reakcjach nerwowych organizmu człowieka, ponadto wchodzą w skład hormonów.
6

27
SKŁADNIKI MINERALNE
MAKROSKŁADNIKI MIKROSKŁADNIKI
(makroelementy) (mikroelementy)
Wapń miedź
Fosfor cynk
Magnez jod
Chlor mangan
Siarka kobalt
Sód fluor
Potas chrom
żelazo selen
Mikro i makroelementy- rola w funkcjonowaniu organizmu
Sód [Na] - w naturze, w produktach spożywczych występuje w niewielkich ilościach; głównym jego źródłem jest dodawany do pożywienia chlorek sodu. Z tego powodu często może dochodzić do nadmiernego spożycia sodu przez osoby lubiące słony smak. Nadmiar sodu zwiększa ryzyko wystąpienia nadciśnienia tętniczego u osób ze skłonnościami do tej choroby. Jedna łyżeczka soli kuchennej (5g) zawiera około 2000mg sodu. Dzienne spożycie soli powinno wynosić łącznie 7-8g czyli 2800-3200mg sodu. Obecnie w Polsce sprzedaje się w sklepach wyłącznie sól jodowaną zawierającą dodatek 30mg jodku potasu na1kg soli, czyli dawka 7-8g soli wprowadza do organizmu 160-183µg jodu. Dodawanie jodu do soli jest profilaktyką wola endemicznego, związanego sklepach niedoborem tego pierwiastka.
Potas [K] - wspólnie z sodem jest odpowiedzialny w organizmie za utrzymanie ciśnienia osmotycznego w komórkach i płynach ustrojowych. Konieczne jest więc zachowanie odpowiedniego wzajemnego stosunku między tymi pierwiastkami.
Wapń [Ca] - jest składnikiem budulcowym układu kostnego. Główne źródło tego pierwiastka w pożywieniu stanowi mleko i jego przetwory, dlatego muszą one wchodzić w skład codziennego jadłospisu. W diecie statystycznego Polaka obserwuje się zbyt niskie spożycie wapnia. Niedobór tego pierwiastka i witaminy Djest powodem krzywicy u niemowląt i dzieci, a u ludzi starszych prowadzi do osteoporozy (łamliwości kości). Szczególnie narażone na tą chorobę są kobiety. W profilaktyce osteoporozy oprócz zawartości wapnia w diecie ważna jest zawartość fosforu oraz zachowanie odpowiedniego stosunku wapnia do fosforu. Na ogół w produktach spożywczych jest więcej fosforu i stosunek ten z optymalnego1:1 przesuwa się w
28
kierunku 1:2. Dodatek fosforanów, ze względów technologicznych, do niektórych produktów spożywczych przyczynia się do nadmiernego spożycia fosforu, a tym samym do powstawania niekorzystnego stosunku fosforu do wapnia. W związku z tym zalecane jest spożywanie większej ilości produktów będących bogatym źródłem wapnia.
Magnez [Mg] - należy do pierwiastków, które występują w różnych produktach w stosunkowo niewielkiej ilości. Większą dawkę tego pierwiastka można sobie zapewnić spożywając ciemne pieczywo i kasze, zwłaszcza gryczaną. Magnez odgrywa ważną rolę w wielu reakcjach enzymatycznych ustroju, jest też niezbędny jako składnik budulcowy kości, dlatego musi być dostarczany w diecie regularnie w odpowiedniej ilości. Niekiedy braki magnezu mogą być uzupełniane preparatami farmaceutycznymi, które w przeciwieństwie do żywności są pozbawione innych składników odżywczych. Bardziej zalecaną formą prawidłowego żywienia jest różnorodność produktów w układaniu jadłospisów.
Żelazo [Fe, Fe] - jest składnikiem hemoglobiny krwi i pełni ważną funkcję nośnika tlenu w organizmie. Żelazo z pożywienia jest na ogół trudno przyswajalne, zwłaszcza z produktów roślinnych. Dlatego dieta wegetariańska stwarza ryzyko wystąpienia niedoborów żelaza, zwłaszcza u kobiet i dzieci. Najłatwiej przyswajalne jest żelazo hemowe, które znajduje się w mięsie i podrobach, a obecność witaminy C w diecie podwyższa jego przyswajalność. Niektóre produkty, jak np. mieszanki dla niemowląt, są wzbogacone w żelazo w celu zapobiegania niedokrwistości (anemii).

29
ROZDZIAŁ 7 SKŁADNIKI NIEODŻYWCZE I DODATKI DO ŻYWNOŚCI
Składniki nieodżywcze – są to substancje obecne w żywności niewpływające na organizm człowieka energicznie, budulcowo lub regulująco.
Substancje te klasyfikuje się ze względu na inne oddziaływanie na organizm lub ze względu na pochodzenie:
• Substancje obojętne dla organizmu człowieka np. smakowo – zapachowe, barwniki
• Substancje szkodliwe dla zdrowia
• Substancje występujące naturalnie w surowcach roślinnych i zwierzęcych np. w tłuszczach
• Substancje powstające w żywności w czasie procesu technologicznego lub w czasie magazynowania (substancje będące wynikiem reakcji chemicznej)
• Substancje celowo dodawane do żywności w postaci tzw. Dodatków
• Substancje przedostające się do żywności w postaci zanieczyszczeń lub skażeń.
Charakterystyka dodatków do żywności 1) Dodatkami do żywności określane są substancje wprowadzone do żywności w procesie technologicznym , dodatki te w zależności od ich woli grupuje się: - dodatki wzbogacające żywność składniki defrytywne - kształtujące określające cechy organoleptyczne - ułatwiające przebieg procesów technologicznych - utrwalające żywność ( konserwanty ) 2) dodatki wzbogacające żywność: a) podczas procesów technologiczno spożywczych zachodzą różne zmiany ilościowe , jakościowe , zmieniają się właściwości wyrobu oraz skład chemiczny . Aby uzupełnić
7

30
utracone podczas produkcji składniki odżywcze takie jak witaminy , sole minera , węglowodany , substancje te są wprowadzane w postaci dodatków wzbogacających oprócz funkcji wyrównania strat , dodatki wzbogacające wprowadzane są do wyrobu w celu upodobnienia go do wyrobu naturalnego np. witaminy dobrane do margaryny w celu upodobnienia składu chemicznego do masła . Do substancji wzbogacających zalicza się witaminy , glukozę, preparaty białkowe syrop skrobiowy i inne. 3) dodatki kształtujące i określające cechy organoleptyczne : a)stosownie : - upodobnieni do żywności i produktu naturalnego - uatrakcyjnienie koloryzacji wyrobu - nadanie wyrobu cech smakowych i organoleptycznych b) do substancji tych zalicz się ;
- barwniki naturalne i syntetyczne , przyprawy ,aromaty, esencję, sól kuchenną , kwasy spożywcze, środki słodzące
4) substancje ułatwiające procesy technologiczne; a) stosowanie ; środki te mają za zadanie ułatwić przebieg określonych procesów technologicznych np. spulchnianie , stężanie , zagęszczanie b) do substancji tych zalicza się naturalne i chemiczne środki spulchniające , zagęszczające i żelujące , stabilizatory i emulgatory 5) substancje utrwalające : a) stosowanie ; sterylizacja żywności przez wyniszczenie obcej mikroflory lub stonowanie środowiska nie dogodnego dla rozwoju drobnoustrojów w celu max . przedłużenia okresu przydatności do spożycia . Do substancji utrwalających zalicza się również substancje spowolniające procesy utleniania . b) do substancji tych zalicza się ; chemiczne konserwanty głównie kwasy i przeciwutleniacze takie jak witaminy .
Charakterystyka i stosowanie przypraw oraz aromatów.
Przyprawy i aromaty – są to dodatki stosowane w celu uzupełnienia lub wyostrzenia naturalnego smaku i zapachu produktów spożywczych.
Substancje te używane są też w procesach technologicznych jako substancje dodatkowe np. w produkcji wędlin, mięs duszonych, pieczonych w produkcji serów itp.
W produkcji ciastkarsko piekarskiej substancje aromatyczne wykorzystuje się głównie w celu upodobnienia produktu poddanego obróbce do produktu naturalnego.
Przyprawy i aromaty są surowcami dodatkowymi, które klasyfikuje się do tej grupy ze względu na obecność w ich składzie chemicznym lotnych substancji aromatycznych.
Klasyfikacja przypraw i aromatów.
Substancje te klasyfikuje się do trzech podstawowych grup:

31
Przyprawy roślinne – głównie warzywa, zioła, przyprawy korzenne
Hydrolizatory białkowe – substancje będące koncentratorami aminokwasów wzmacniające naturalnie występujący smak produktu.
Substancje te nazywane są też SYNERGENTAMI lub INTENSYFIKATORAMI. Ich działanie polega na intensyfikacji smaku oraz przedłużeniu wrażeń zmysłowych towarzyszącym spożywaniu produktu (są to utrwalacze smaku).
Aromaty naturalne i syntetyczne.
Aromaty naturalne – są to substancje chemiczne wyizolowane z naturalnych surowców roślinnych (np. esencje aromat cytrynowy, pomarańczowy,) uzyskiwany np. z przerobu skórek cytrusowych.
Aromaty syntetyczne – są to substancje lotne uzyskane z mieszanin różnych substancji chemicznych które pod względem składu chemicznego są określone jako podobne lub identyczne z naturalnymi.
Substancje identyczne z naturalnymi mają taki sam skład chemiczny i walory organoleptyczne jak substancje naturalne, natomiast aromaty podobne do naturalnych mają cechy organoleptyczne podobne do naturalnych jednak odmienny skład chemiczny.
Charakterystyka syntetycznych środków słodzących.
Środkami słodzącymi określa się te substancje, które dodawane są do żywności w celu nadania jej specyficznego słodkiego smaku. Substancje te podzielić można na dwie podstawowe grupy:
· Środki słodzące pochodzenia naturalnego
· Środki słodzące pochodzenia syntetycznego
Syntetyczne środki słodzące – są to substancje podobne lub identyczne do naturalnych pod względem cech smakowych.
Substancje te uzyskiwane są poprzez łączenie różnych związków chemicznych nie zaliczanych do grupy węglowodanów, lecz posiadających podobne cechy z wyłączeniem wartości energetycznej. Do tej grupy zalicza się min.:
Sorbitol – otrzymywany na drodze redukcji glukozy posiadający obniżoną wartość energetyczną i smak dwukrotnie słodszy od sacharozy.
Mannitol – uzyskany z redukcji mannozy rzadziej fruktozy, posiada podobne cechy jak sorbitol.
Aspartam – jest całkowicie syntetycznym związkiem słodzącym cechujący się do 200 razy słodszym smakiem od sacharozy.
Stosowanie syntetycznych substancji słodzących jest ograniczone w przemyśle spożywczym ze względu na ich potencjalną szkodliwość.
Środki te wykorzystuje się głównie w produkcji żywności specjalnego przeznaczenia lub w produkcji żywności dla osób dużego ryzyka takich jak:

32
Dietetycy – osoby o zapotrzebowaniu na żywność nisko energetyczną lub diabetycy – osoby nie przyswajające określonych substancji.
Dodatki kształtujące cechy organoleptyczne
Cechy organoleptyczne (sensoryczne) są jedną z bardzo ważnych cech, którą kieruje się konsument przy wyborze określonego produktu. Podczas procesów produkcyjnych następują często niepożądane zmiany w artykułach spożywczych (np. zmiana koloru, konsystencja, smak, zapach, aromat). Aby produkt spełniał oczekiwania odbiorcy konieczne jest poprawienie jego walorów organoleptycznych.
Osiągnąć to można poprzez stosowanie:
· Barwników
· Środków słodzących
· Przypraw smakowych i aromatów
· Substancji zapachowych i smakowych
· Substancji wzmacniających smak
· Kwasów spożywczych
· Soli
Inną grupą dodatków kształtujących cechy organoleptyczne są substancje ułatwiające przebieg procesów technologicznych i wpływające na fakturę, teksturę i konsystencję wyrobów spożywczych.
Do tej grupy zalicza się:
· Środki spulchniające
· Środki spieniające
· Środki żelujące
· Stabilizatory masy
Barwniki – są to substancje dodawane do żywności w celu nadania jej atrakcyjnej barwy lub przywrócenia żywności cech barwnych utraconych podczas obróbki technologicznej. Inną przyczyną barwienia produktów spożywczych jest ujednolicenie pod względem kolorystycznym wszystkich partii określonego wyrobu.
Podział barwników stosowanych w przemyśle spożywczym:
a) Barwniki organiczne naturalne takie jak:
33
· Chlorofil (zielony)
· Karoten (pomarańczowy)
· Karmel (brązowy)
a) Barwniki syntetyczne identyczne z naturalnymi – są to substancje uzyskane poprzez łączenie uzyskanych syntetycznie substancji występujących w tym samym składzie chemicznym naturalnie.
b) Barwniki organiczne syntetyczne – są to substancje uzyskane syntetycznie na skutek mieszania różnych substancji organicznych. Do tej grupy zalicza się barwniki o kolorach: błękitnym, intensywnie pomarańczowym, fioletowym.
Barwniki nieorganiczne syntetyczne a) – stosowanie tych barwników jest bardzo ograniczone w produkcji żywności. Są to
substancje uzyskane całkowicie syntetycznie, nie występują w naturze, są często nie przyswajalne przez organizm człowieka lub nawet szkodliwe.
b) Barwniki pochodzenia mineralnego – są to substancje uzyskane z np. węglanu wapnia (intensywna biel), złoto w postaci listków (stosowane w produkcji likierów), złoto w postaci proszku (stosowane do barwienia powierzchniowego np. draży cukierniczych).
Stosowanie odpowiednich grup barwników jest znormalizowane, grupy barwników muszą mieć jednak dopuszczone do stosowania i posiadać odpowiednie certyfikaty. Substancje te można stosować wyłącznie zgodnie z ich przeznaczeniem. Barwniki zastępować można naturalnymi produktami o intensywnych cechach barwnych np. wywary z roślin jagodowych lub buraków.
Dodatki nadające określone cechy organoleptyczne
Przyprawy i aromaty – są to dodatki stosowane w celu uzupełnienia lub wyostrzenia naturalnego smaku i zapachu produktów spożywczych.
Substancje te używane są też w procesach technologicznych jako substancje dodatkowe np. w produkcji wędlin, mięs duszonych, pieczonych w produkcji serów itp.
W produkcji ciastkarsko piekarskiej substancje aromatyczne wykorzystuje się głównie w celu upodobnienia produktu poddanego obróbce do produktu naturalnego.
Przyprawy i aromaty są surowcami dodatkowymi, które klasyfikuje się do tej grupy ze względu na obecność w ich składzie chemicznym lotnych substancji aromatycznych.
Klasyfikacja przypraw i aromatów.
Substancje te klasyfikuje się do trzech podstawowych grup:
• Przyprawy roślinne – głównie warzywa, zioła, przyprawy korzenne • Hydrolizatory białkowe – substancje będące koncentratorami aminokwasów wzmacniające
naturalnie występujący smak produktu.
34
Substancje te nazywane są też SYNERGENTAMI lub INTENSYFIKATORAMI. Ich działanie polega na intensyfikacji smaku oraz przedłużeniu wrażeń zmysłowych towarzyszącym spożywaniu produktu (są to utrwalacze smaku).
• Aromaty naturalne i syntetyczne.
Aromaty naturalne – są to substancje chemiczne wyizolowane z naturalnych surowców roślinnych (np. esencje aromat cytrynowy, pomarańczowy,) uzyskiwany np. z przerobu skórek cytrusowych.
Aromaty syntetyczne – są to substancje lotne uzyskane z mieszanin różnych substancji chemicznych które pod względem składu chemicznego są określone jako podobne lub identyczne z naturalnymi.
Substancje identyczne z naturalnymi mają taki sam skład chemiczny i walory organoleptyczne jak substancje naturalne, natomiast aromaty podobne do naturalnych mają cechy organoleptyczne podobne do naturalnych jednak odmienny skład chemiczny.
Zastosowanie i sposób działania substancji utrwalających żywność.
Dodatki przedłużające trwałość żywności są to substancje stosowane w celu przeciwdziałania zmianom zachodzącym w produkcie (zmiany fizjologiczne, fizyko – chemiczne, biochemiczne, mikrobiologiczne).
Do tej grupy substancji zalicza się:
· Substancje konserwujące
· Przeciwutleniacze
· Regulatory kwasowości
· Stabilizatory
Substancje konserwujące (konserwanty) – są to związki chemiczne hamujące i zabiegające niekorzystnym zmianom mikrobiologicznym.
Substancje te mogą ograniczać aktywność drobnoustrojów w produkcie lub je likwidować.
Konserwanty dodawane są do żywności w niewielkich ilościach zazwyczaj 0,1% – 0,2%.
Przeciwutleniacze – są to substancje dodawane do żywności, hamujące procesy utleniania zachodzące na skutek łączenia się niektórych związków zawartych w żywności z tlenem atmosferycznym.
Procesy utleniania zachodzić mogą z udziałem enzymów (np. brunatnienie mięsa, ciemnienie warzyw i owoców), lub bez udziału enzymów np. utlenianie się tłuszczy i niektórych witamin.
Regulatory kwasowości – są to substancje dodawane do żywności w celu utrzymania lub korygowania określonej kwasowości pH w środowisku produktu lub surowca.
Jako regulatory kwasowości stosowane są kwasy, zasady lub sole.

35
Stabilizatory – są to substancje dodawane do żywności zapobiegające swoistym, niepożądanym zmianom tekstury (miękkość, porowatość, sprężystość) podczas wytwarzania produktów, przechowywania i dystrybucji.
Stabilizatory zapobiegają lub ograniczają przebieg krystalizacji, wysychaniu, czerstwieniu pieczywa, rozwarstwianiu się mas i emulsji (np. kremy, majonezy, margaryny).

36
ROZDZIAŁ 8 ZANIECZYSZCZENIA I SKAŻENIA ŻYWNOŚCI
Zanieczyszczenia żywności.
Zanieczyszczenia żywności – są to składniki obce przechodzące do żywności z gleby, wody, powietrza lub na skutek niewłaściwych procesów technologicznych.
Zanieczyszczenia klasyfikuje się do czterech grup:
a) Zanieczyszczenia fizyczne
b) Zanieczyszczenia chemiczne
c) Zanieczyszczenia biologiczne
d) Zanieczyszczenia techniczno – technologiczne
Zanieczyszczenia fizyczne – mogą pochodzić z niedostatecznie oczyszczonych surowców niepoddanych uzdatnianiu (nieprzesiana mąka, nie przefiltrowana woda), niewłaściwych opakowań, zabrudzeń produktu w czasie wykańczania, transportu, magazynowania. Do zanieczyszczeń fizycznych zaliczyć można: cząsteczki ziemi, piasek, części opakowań itp.
Zanieczyszczenia chemiczne – spowodowane są głównie rosnącą chemizacją przemysłu rolno – spożywczego i życia człowieka. Pośrednim źródłem tego typu zanieczyszczeń mogą być: ścieki, pyły, odpady przemysłowe i komunalne oraz gazy spalinowe pojazdów mechanicznych. Bezpośrednim źródłem tego typu zakażeń mogą być: środki stosowane do intensywnej hodowli roślin uprawnych oraz produkcji surowców pochodzenia zwierzęcego.
Zanieczyszczenia biologiczne – są to żywe organizmy lub ich metabolity, czyli substancje przedostające się do środowiska w wyniku czynności fizjologicznych tych organizmów np. drobnoustroje, pasożyty, szkodniki magazynowe oraz produkty ich aktywności np. enzymy, odchody, obumarłe szczątki.
Zanieczyszczenia techniczno – technologiczne – są to zanieczyszczenia przechodzące do żywności podczas procesów wytwórczych, przetwarzania, magazynowania i dystrybucji np. smary, opiłki, kawałki papierów, cynk, zawilgocenia i inne zanieczyszczenia wynikające z tych procesów.
8

37
Skażenia żywności
Skażenia żywności – są to zanieczyszczenia, które ze względu na rodzaj, natężenie lub ilość zagrażającą zdrowiu człowieka.
Do substancji tych zalicza się:
a) Pestycydy
b) Metale ciężkie
c) Dioksyny
d) Azotany i azotyny
e) Antybiotyki
f) Radionukleidy
g) Mikrotoksyny
h) Drobnoustroje chorobotwórcze
Pestycydy – związki chemiczne wykorzystywane w rolnictwie do ochrony roślin uprawnych (opryski owadobójcze).
Metale ciężkie – są to zanieczyszczenia pochodzące z emisji pyłów, gazów, ścieków.
Do najgroźniejszych zaliczyć można: kadm, ołów, rtęć.
Dioksyny – substancje chemiczne powstające w wyniku spalania lub rozkładu innych substancji chemicznych. Związki takie występują np. w spalinach odpadów komunalnych jako produkt uboczny elektrowni, zakładów chemicznych, hut itp. oraz spaliny samochodowe. Substancje te wywołują zmiany nowotworowe, upośledzają system odpornościowy oraz uszkadzają system nerwowy. Do organizmu przedostają się z żywnością, po spożyciu substancje te kumulują się w tkankach organizmu i po przekroczeniu masy krytycznej, wywołują choroby, upośledzenia lub reakcje uczuleniowe.
Azotany i azotyny – są to związki używane w rolnictwie w nawożeniu roślin. W wyniku kumulowania się tych związków w organizmie lub żywności powstać mogą substancje rakotwórcze.
Antybiotyki – substancje chemiczne stosowane głównie jako dodatki do pasz zwierząt rzeźnych i drobiu oraz stosowane do leczenia (np. penicylina), środki te mogą przechodzić do mięsa, jaj, mleka i powodować uszkodzenia mikroflory układu pokarmowego, zatrucia i reakcje uczuleniowe.
Radionukleidy – izotopy radioaktywne powstają podczas reakcji termojądrowej i przedostają się do środowiska w postaci pyłu radioaktywnego.
Mikrotoksyny – są to substancje pochodzenia biologicznego mogące być metabolitami drobnoustrojów głównie pleśni, powodować mogą silne zatrucia.

38
Drobnoustroje chorobotwórcze – mikroorganizmy powodujące zatrucia pokarmowe (wirusy, grzyby, bakterie).
Do tej grupy zalicza się również inne organizmy takie jak: pierwotniaki, roztocza. Do najgroźniejszych najbardziej rozpowszechnionych zalicza się: salmonellę, gronkowca złocistego, bakterie Colli oraz pałeczki jadu kiełbasianego.

39
40
ALMANACH
TECHNOLOGIA ŻYWNOŚCI
PRODUKCJA PIEKARSKO- CIASTKARSKA Tom 2
SZYMON KONKOL
PODSTAWY MIKROBIOLOGII ŻYWNOŚCI

41

42
ROZDZIAŁ 1 ZAGADNIENIA PODSTAWOWE
Mikrobiologia jako dziedzina nauki.
Mikrobiologia – jest to nauka o drobnoustrojach. Nazwa pochodzi z języka greckiego, składa się z trzech słów:
- Mikros – mały
- Bios – życie - Logos – nauka Dziedziną tej nauki są drobnoustroje nazywane inaczej mikroorganizmami. Mikroorganizmy – są to organizmy żywe nie widoczne gołym okiem, widoczne jedynie pod mikroskopem w znacznym powiększeniu . Cele nauczania mikrobiologii: Celem nauczania jest poznanie warunków rozwoju, cech środowiska bytowania, budowy oraz przejawów życiowych mikroorganizmów, do których zalicza się: -wirusy -bakterie -grzyby mikroskopowe -pierwotniaki, glony Kolejnym zadaniem mikrobiologii jest powiązanie wiedzy ogólnej z praktyką, w zależności, do jakiej działalności wykorzystuje się wiadomości z mikrobiologii wyróżnia się podział tej dyscypliny nauki. Mikrobiologia jako nauka składa się z następujących odrębnych dziedzin:
• Mikrobiologia ogólna - zajmuje się budową (morfologią), czynnościami życiowymi (fizjologią), oraz metodami badań i hodowlą drobnoustrojów.
• Mikrobiologia przemysłowa - zajmuje się wykorzystaniem drobnoustrojów w określonych branżach przemysłu.
Jedną z nich jest mikrobiologia żywności, zajmująca się wykorzystaniem i wpływem drobnoustrojów w procesach technologii przemysłu spożywczego.
1
43
• Mikrobiologia rolnicza - bada procesy mikrobiologiczne zachodzące przy uprawie roślin.
• Mikrobiologia lekarska - zajmuje się diagnozą, profilaktyką i walką z drobnoustrojami chorobotwórczymi.
• Mikrobiologia sanitarna – bada źródła zakażeń mikrobiologicznych oraz zajmuje się higieną produkcji.
• Mikrobiologia weterynaryjna – zajmuje się chorobami zwierząt hodowlanych i dzikich.
Zarys rozwoju mikrobiologii.
Historię mikrobiologii datuje się od czasów starożytnych. Procesy biochemiczne z udziałem drobnoustrojów wykorzystywane były w starożytności do warzenia piwa, wyrobu wina i octu oraz do przygotowywania ciast.
Rozwój nowoczesny mikrobiologii datuje się od momentu wynalezienia mikroskopu przez braci Jonsen′s w 1590 roku.
Dokładne obserwacje drobnoustrojów umożliwiło skonstruowanie mikroskopu (pozwał powiększyć do 300 razy) przez A. Von Leeuwenhoek′a.
Wykorzystanie wiedzy w zakresie mikrobiologii na dużą skalę datuje się na drugą połowę dziewiętnastego wieku, czyli od rozpoznania przez L. Pasteur czynników powodujących fermentację alkoholową oraz inne procesy fermentacyjne jest on twórcą metody utrwalania żywności poprzez proces pasteryzacji, polegający na ingerencji w środowisko bytowania drobnoustrojów, poprzez proces podniesienia temperatury.
Odkrycie Pasteura zapoczątkowało rozwój mikrobiologii przemysłowej oraz mikrobiologii żywności.
Podstawowe wiadomości o systematyce mikroorganizmów. Drobnoustroje, czyli mikroorganizmy – są to organizmy żywe bardzo trudne do scharakteryzowania. Przyjmuje się, że są to organizmy żywe widoczne w powiększeniu od 100 do kilku tysięcy razy. Najmniejszą wielkościowo grupą drobnoustrojów są wirusy (pow. do 10.000 razy), których organizmy składają się wyłącznie z cząsteczki kwasu nukleinowego otoczonego powłoką białkową. Wirusy zalicza się do bezwzględnych pasożytów. Drugą pod względem wielkości grupą mikroorganizmów są bakterie (widoczne pod powiększeniem od kilkuset do kilku tysięcy razy), znajdują się one na pograniczu świata roślinnego i zwierzęcego, posiadają bardziej niż wirusy skomplikowaną budowę, wyposażenie enzymatyczne, a niektóre gatunki posiadają zdolność ruchu poprzez tzw. rzęski. Bakterie powodują wiele przemian mikrobiologicznych takich jak: reakcje gnilne lub fermentacyjne. Grzyby mikroskopowe zaliczane są do największych rozmiarami drobnoustrojów, zalicza się do nich drożdże i pleśnie.

44
• Drożdże – są to grzyby jednokomórkowe rozmnażające się przez podział lub pączkowanie, dzięki wyposażeniu enzymatycznemu posiadają zdolność rozkładu substancji złożonych chemicznie na substancje proste i wywoływania reakcji fermentacji alkoholowej.
• Pleśnie – są to grzyby mikroskopowe o bardziej skomplikowanej budowie składają się z
dwóch podstawowych części grzybni oraz zarodni. Rozmnażają się głównie przez zarodnikowanie.
• Pierwotniaki – są to zazwyczaj organizmy jednokomórkowe cechujące się bardzie
skomplikowaną budową zaliczane są zarówno do roślin jak i zwierząt.
Środowiska bytowania drobnoustrojów
Środowiska bytowania drobnoustrojów podzielić można na dwie grupy:
• Środowiska wtórne – do nich drobnoustroje przedostają się ze środowisk pierwotnych. • Środowiska pierwotne (podstawowe) - Jest to środowisko, w którym drobnoustroje mają
warunki do rozwoju.
• Środowiska podstawowe – jest to gleba oraz woda • Środowiska wtórne – jest to głównie powietrze, w którym znajduje się para wodna i pyły
Gleba – jest to środowisko bytowania drobnoustrojów takich jak:
a) Bakterie b) Grzyby c) Pierwotniaki
Ze względu na obecność w glebie składników organicznych (obumarłych) drobnoustroje mają możliwość przetwarzania złożonych związków organicznych na związki proste i wchłanianie ich.
W wyniku tego procesu gleba wzbogacona zostaje o pierwiastki mineralne, które nie zostają wchłaniane przez drobnoustroje lub są wynikiem przemiany materii drobnoustrojów. Proces ten określa się jako mineralizację związków organicznych.
Pozostałe w glebie związki mineralne wykorzystywane są przez rośliny do tworzenia tkanek, które po obumarciu stają się pożywką dla drobnoustrojów.

45
Schemat procesu mineralizacji
Związki organiczne
Rośliny Drobnoustroje
Związki mineralne
Obecność drobnoustrojów w glebie jest zróżnicowana pod względem ilościowym im bliżej powierzchni tym więcej a im głębiej tym mniej drobnoustrojów. Jest to uwarunkowane obecnością substancji odżywczych.
Woda – najbogatsze w mikroflorę są wody gruntowe, ich ilość zależy od głębokości i ujęcia (im głębiej tym mniej drobnoustrojów.
Powietrze – do środowiska tego drobnoustroje przedostają się wraz z parą wodną pyłem i kurzem. Obecność drobnoustrojów w powietrzu jest zależna od położenia geograficznego, pory roku, więcej drobnoustrojów znajduje się w miejskim niż wiejskim powietrzu.
Powietrze jest środowiskiem, w którym drobnoustroje bytują czasowo nie rozwijając się.
Pozytywna i negatywna rola drobnoustrojów w przemyśle spożywczym. Drobnoustroje w przemyśle spożywczym wykorzystywane są w wielu procesach technologicznych gdzie pełnią różnoraką rolę pozytywną z punktu widzenia produkcji.
Drobnoustroje są również czynnikiem negatywnym w niektórych procesach technologicznych. Drobnoustroje pożądane w określonej branży mogą być niepożądane w innym typie produkcji.
Pozytywna rola drobnoustrojów w przemyśle spożywczym: Drobnoustroje wykorzystywane są w procesach wytwórczych w produkcji piekarsko – ciastkarskiej jako czynnik ułatwiający spulchnianie ciast (np.: bakterie kwasu mlekowego wywołujące fermentację kwasów piekarskich lub drożdże wywołujące fermentację alkoholową ciast pszennych – drożdżowych.
Innym typem produkcji, w którym wykorzystuje się drobnoustroje w procesach technologicznych jest produkcja mleczarska wykorzystująca zjawisko zakwaszania produktów mlecznych oraz poddawanie ich pod działanie pleśni.

46
Procesy biochemiczne z udziałem mikroorganizmów wykorzystuje się również na skalę przemysłową w przemyśle alkoholowym i gorzelniczym.
Negatywna rola drobnoustrojów w przemyśle spożywczym Mikroorganizmy mogą być przyczyną powstawania wielu wad technologicznych żywności rozpoczynając od procesów gnilnych aż do powstania zapleśnień.
Zmiany mikrobiologiczne zachodzące w produktach mogą przyczyniać się do powstania zatruć pokarmowych i inwazji bakteryjnej.
Wady spowodowane przez drobnoustroje wynikać mogą z dwóch źródeł:
a) Zakażenia pierwotne – powstają ze skażonych surowców. b) Zakażenia wtórne – są to zakażenia wywołane wadliwym procesem technologicznym lub
niewłaściwymi warunkami magazynowania.

47
ROZDZIAŁ 2 MORFOLOGIA WIRUSÓW
Charakterystyka wirusów
Wirusy – są bezwzględnymi pasożytami o najmniejszych dotychczas poznanych rozmiarach drobnoustrojów.
Przyjmuje się, że wirusy stanowią ogniwo łączące pomiędzy materią nieożywioną a ożywioną.
Kształty wirusów:
Wirusy posiadają kształty pałeczkowate, nitkowate, cylindryczne lub zbliżone do kulistych.
Budowa wirusów
Wirusy nie posiadają struktury komórkowej, cechę zbliżającą je do organizmów żywych jest zdolność do rozmnażania się w środowisku nosiciela oraz zdolność przenikania z jednego organizmu na drugi.
Wirusy zbudowane są z cząsteczek kwasu nukleinowego w otoczce białkowej.
2

48
Typy (grupy) wirusów:
Wirusy klasyfikuje się ze względu na środowisko organizmu, na których pasożytują.
• Bakteriofagi – są to wirusy pasożytujące na bakteriach. • Fitofagi - są to wirusy pasożytujące na organizmach roślinnych. • Zoofagi – są to wirusy pasożytujące na organizmach zwierzęcych i ludzkich.
Zakażenia wirusowe
Wirusy wywołują groźne zaburzenia procesów fizjologicznych żywych organizmów.
Wywołują takie choroby jak np. wściekliznę, choroby wirusowe roślin, powodować mogą liczne straty surowcowe w rolnictwie i przemyśle spożywczym.

49
Bakteriofagi – są to pasożyty bakterii posiadające zdolność rozpuszczania komórek bakterii, z punktu widzenia technologii ciastkarsko piekarskiej drobnoustroje te są niepożądane gdyż powodują zakłócenia procesów fermentacyjnych głównie podczas fermentacji kwasów piekarskich na pieczywo żytnie mieszane.
Kształty bakteriofagów
Bakteriofagi obserwować można za pomocą mikroskopu elektronowego, posiadają kształt kulisty lub plemnikoidalny (posiadają jedną rzęskę).

50
ROZDZIAŁ 3 MORFOLOGIA RIKESTII
Charakterystyka rikestii
Rikestie – zaliczane są do grupy bezwzględnych pasożytów, ich siedliskiem są organizmy stawonogów, z którymi żyją w symbiozie, lub na których pasożytują, z punktu widzenia technologii żywności nie odgrywają żadnej roli w produkcji zywności.
Uznawane są za ogniwo łączące pomiędzy wirusami a bakteriami.
Kształty rikestii:
Rikestie posiadają kształty przypominające bakterie o komórkach kulistych lub cylindrycznych, nie wykształcają rzęsek ani przetrwalników, bytują pojedynczo, parami lub tworzą krótkie łańcuszki.
Różnice między likestiami a bakteriami
Przyjmuje się, że rikestie tworzą ogniwo łączące pomiędzy wirusami a bakteriami gdyż posiadają rozmiary znacznie mniejsze niż bakterie a do wirusów upodabnia je ściśle pasożytniczy tryb życia.
Budowa rikestii
Rikestie wykazują następujące cechy anatomiczne:
Posiadają komórki otoczone ścianą komórkową, wypełnione są cytoplazmą, wewnątrz której umieszczona jest substancja jądrowa.
3

51
ROZDZIAŁ 4 MORFOLOGIA BAKTERII
Cechy budowy komórki bakteryjnej.
Kształty komórek bakterii
Ze względu na kształt komórki bakteryjnej bakterie podzielić można na:
• Bakterie kuliste • Bakterie cylindryczne • Bakterie spiralne a) Bakterie kuliste – mogą występować w środowisku pojedynczo; określa się je jako ziarniaki
lub tworzyć połączenia: • Po dwie komórki bakteryjne – dwójniaki • Po cztery –czwórniaki • Tworzyć skupiska łańcuszkowe – paciorkowce • W formie gron – gronkowce b) Bakterie cylindryczne – występują w kształtach wydłużonych mogą mieć postać: • Laseczek • Pałeczek • Mogą występować pojedynczo lub w formie łańcuszków. c) Bakterie spiralne – ich wspólną cechą jest poskręcany kształt komórki. Bakterie te
mogą występować w postaci: • Przecinka – przecinkowce • Śruby – śrubowce • Sprężyny – krętki
4

52
a. ziarniak, b. dwoinka, c. czwórniak, d. paciorkowiec, e. pakietowiec, f. gronkowiec, g. pałeczka, h. laseczka, i. przecinkowiec, j. śrubowiec, k. krętek
Budowa komórki bakterii Niezależnie od kształtu komórki wszystkie bakterie posiadają zbliżoną budowę składającą się z trzech podstawowych elementów:
• Cytoplazmy • Ściany komórkowej • Błony komórkowej a) Cytoplazma – jest to galaretowata substancja wypełniająca wnętrze komórki oraz będą
ca składnikiem błony komórkowej. Substancja ta posiada charakter substancji białkowej.
b) Ściana komórkowa – jest to błona otaczająca komórkę wytrzymała na rozerwanie i
posiadająca cechy elastyczne. Jej zadaniem jest ochrona komórki przed szkodliwym wpływem środowiska. Ściana komórkowa posiada ponadto cechy półprzepuszczalności umożliwiające wnikanie do wnętrza komórki substancji odżywczej o prostej budowie chemicznej. Ściana komórkowa nadaje komórce bakteryjnej określony kształt.
c) Błona komórkowa, czyli błona cytoplazmatyczna; jej zadaniem jest filtrowanie
związków wchłanianych przez komórkę, przenikają przez nią tylko związki proste

53
posiadające cechy rozpuszczania się w wodzie lub tłuszczach. Błona komórkowa zbudowana jest z cytoplazmy.
Rys. Klebsiella aeruginosa (Bayer 1996 www.bayer.com)
1. Otoczka bakteryjna, 2. Ściana komórkowa, 3. Chromatyna,
4. Substancje zapasowe, 5. Rybosomy
Komórka wypełniona jest cytoplazmą, w której znajdują się rozmieszczone następujące cechy anatomiczne komórki:
• Jądro (nukleoid) – w postaci cienkiej nici. • Rybosomy – odgrywające zasadniczą rolę w syntezie białek (konstruowaniu złożonych
substancji białkowych z substancji prostych – aminokwasów). Rybosomy mają postać skupiska drobnych ziarenek. W komórkach starszych znajdują się również substancje o charakterze materiału zapasowego głównie tłuszcze i cukry są to tzw. ziarniaki.
• Jądro komórkowe – u niektórych bakterii może przyjmować postać tzw. ziarna jądrowego.
• Przetrwalniki – są to ciała umożliwiające odbudowę komórki bakteryjnej po jej zniszczeniu.

54

55
Skład chemiczny bakterii.
Bakterie pod względem budowy chemicznej są upodobnione do wszystkich organizmów występujących na ziemi.
Do głównych substancji chemicznych wchodzących w skład komórki zaliczana jest:
• Woda • Białka • Węglowodany • Kwasy nukleinowe • Tłuszcze • Inne związki drobnocząsteczkowe
a) Woda – stanowi przeciętnie 75% do 85% komórki bakteryjnej. Woda jest ważnym składnikiem funkcjonalnym gdyż dzięki niej zachodzą reakcje biochemiczne w komórce.
Woda aktywnie uczestniczy w przemianach hydrolizy, czyli uwodnieniu i rozkładowi związków złożonych do postaci prostej.
b) Białka – zbudowane są z dwudziestu różnych części składowych nazwanych aminokwasami. Wszystkie enzymy, za pośrednictwem których zachodzi proces wchłaniania substancji pokarmowych, składają się z białek.
Białka są również składnikiem budowy błony cytoplazmatycznej oraz mezosomów.
• Kwasy nukleinowe – występują jako dwa typy: - Kwas dezoksyrybonukleinowy (DNA) - Kwas rybonukleinowy (RNA)
Kwasy te są polimerami nukleotydów, czyli związków chemicznych stanowiących połączenie zasad organicznych związków fosforanowych oraz cukrów.
• DNA – występuje głównie w, nukleoidzie, czyli ziarnie jądrowym przybierając postać długiej nici, DNA jest strukturą, w której jest zapisana informacja genetyczna o budowie komórki oraz informacja o przebiegu funkcji życiowych takich jak: budowa enzymów, regulacja funkcji fizjologicznych, synteza.
• RNA i białka – tworzą razem, tzw. Rybosomy, czyli nieregularne twory znajdujące się
w cytoplazmie; RNA przenosi informacje z DNA znajdującego się w nukleoidzie do cytoplazmy. RNA bierze udział w kierowaniu syntezą białek.
• Witaminy – są to związki występujące w postaci koenzymów oraz związków energetycznych. Są to głównie witaminy z grupy B.

56
Ruch bakterii i formy przetrwalnikowe bakterii.
Niektóre gatunki bakterii posiadają zdolność przemieszczania dzięki wyposażeniu w narząd ruchu w postaci rzęsek.
Rzęski rozmieszczone mogą być w różnych częściach ścianek komórki bakteryjnej. Rozmieszczenie rzęsek uznawane jest za cechę gatunkowa bakterii.
Ze względu na charakter narządów ruchu bakterie klasyfikuje się do następujących grup:
• Bakterie jednorzęsne – posiadają jedną długą rzęskę umieszczoną na biegunie komórki. • Bakterie dwurzęsne – posiadają po jednej rzęsce na każdym z dwu biegunów. • Bakterie czuborzęsne – posiadają skupiska rzęsek w postaci pęka na jednym lub dwu
biegunach komórki. • Bakterie okołorzęsne – wyposażone są w rzęski rozmieszczone na całej powierzchni ściany komórkowej.
Przetrwalniki bakteryjne
Formy przetrwalnikowe bakterii – niektóre gatunki bakterii posiadają zdolność przetrwalnikowania, czyli przechodzenia w stan anabiozy inaczej życia ustajonego. Zdolność ta pozwala na reprodukcję komórki w przypadku jej zniszczenia.
Przetrwalniki bakteryjne mogą bytować w nieprzyjaznych warunkach przez bardzo długi czas a w momencie powstania warunków sprzyjających rozwojowi z przetrwalnika odbudowana zostaje nowa komórka.
W komórce bakteryjnej posiadającej zdolność przetrwalnikowania powstaje zazwyczaj jeden przetrwalnik jest on umieszczony we wnętrzu komórki ma kształt okrągły lub owalny.
Rozmieszczenie przetrwalnika we wnętrzu komórki jest cechą gatunkową – przetrwalniki mogą znajdować się w centralnej części komórki bakteryjnej lub bliżej bieguna komórki.
Rozmieszczenie przetrwalników w komórce bakterii ma wpływ na kształt bakterii i jest wykorzystywane jako podstawa niektórych klasyfikacji.
Wyróżnić można komórki przetrwalnikujące o kształtach laseczkowatych, wrzecionowatych oraz tzw. buławy.

57
Rys. Różnorodne rozmieszczenie przetrwalników w komórkach bakterii
Przydatność technologiczna bakterii w przemyśle spożywczym.
Bakterie wykorzystywane są w procesach technologicznych, czego przykładem mogą być bakterie posiadające zdolność wywoływania procesów fermentacyjnych:
• Bakterie mlekowe – wywołujące fermentację mlekową posiadają zdolność rozkładu skrobi (węglowodanu zawartego w mące) w wyniku czego, w reakcji fermentacji mlekowej powstaje kwas mlekowy, dwutlenek węgla oraz inne substancje chemiczne. Zjawisko fermentacji mlekowej wykorzystywane jest przede wszystkim w zakładach
mleczarskich i piekarskich.
• Bakterie octowe – wywołują fermentację octową. Zjawisko to wykorzystywane jest podczas produkcji octu i kwasu octowego.
• Bakterie okrężnicy – stanowią normalną mikroflorę organizmu człowieka, z punktu widzenia fizjologii człowieka są one pożądane gdyż podnoszą kwaśność przewodu pokarmowego, zapobiegając rozwojowi innych szkodliwych form.
Mikroflora szkodliwa dla procesów technologicznych i zdrowia człowieka
• Bakterie okrężnicy – pożądane z punktu widzenia człowieka mogą powodować wady w żywności ich obecność w produktach spożywczych świadczy o złym stanie higienicznym produktu. Bakterie te powodują np.: zaburzenia procesu technologicznego serów, a niektóre szczepy tych bakterii są silnie chorobotwórcze.

58
• Salmonella – jest to bakteria wywołująca tzw. rzekomy dur brzuszny. Bakterie te najczęściej przedostają się do żywności podczas obróbki jaj gdyż duże ich siedliska bytują na zewnętrznej warstwie skorupy jaj.
• Gronkowce – drobnoustroje te posiadają zdolność rozkładu cukrów i białek podczas tego procesu do środowiska przenikają produkty przemiany materii w postaci silnie trujących toksyn wywołujących poważne zatrucia pokarmowe. Do najgroźniejszych z punktu widzenia technologicznego należy gronkowiec złocisty, który przedostaje się do produktów zawierających duże ilości białek i cukrów. Dotyczy to głównie takich produktów jak: kremy z wykorzystaniem śmietany oraz lody.
Zapobieganie skażeniom bakteryjnym żywności
Najbardziej rozpowszechnionymi metodami utrwalania żywności są metody termiczne:
• Pasteryzacja – jest to proces polegający na podnoszeniu temperatury środowiska bytowania drobnoustrojów do temperatury bliskiej 100°C bez przekraczania tej granicy. Podczas tego procesu surowiec zachowuje większość swych cech, giną bakterie nieprzetrwilnikujące oraz żywe formy bakterii przetrwalnikujacych. Pasteryzacja jednak nie ruszy (zniszczy) przetrwalników, które są odporne na podnoszenie temperatury i kiełkują w momencie spadku temperatury otoczenia.
• Sterylizacja – jest to proces polegający na całkowitym wyjałowieniu produktów lub surowca
z flory bakteryjnej. W przemyśle spożywczym jako sterylizację rozumie się proces podnoszenia temperatury (otoczenia) środowiska bytowania drobnoustrojów z przekroczeniem progu 100°C, czyli temperatury, w której giną przetrwalniki bakteryjne. Zabieg sterylizacji jest jednak szkodliwy dla cech surowca i produktu głównie pod względem zmian w zawartości składników odżywczych i cech organoleptycznych.
• Tyndalizacja – jest to proces umożliwiający całkowite wyjałowienie surowca lub produktu przy jednoczesnym ograniczeniu zmian jego cech chemicznych i organoleptycznych. Tyndalizacja polega na wielokrotnej pasteryzacji poprzedzonej każdorazowo posiewem.
Zakażenia bakteryjne w produkcji żywności.
Zakażenie lub infekcja – tak nazywamy przeniknięcie drobnoustrojów chorobotwórczych do zdrowego organizmu żywiciela i wywołanie w tym organizmie określonych zaburzeń o charakterze przejściowym lub trwałym. Zaburzenia te mogą prowadzić do śmierci żywiciela.
Źródła zakażeń człowieka i żywności:
Do najczęstszych zakażeń bakteryjnych zalicza się przeniknięcie pośrednie lub bezpośrednie drobnoustrojów chorobotwórczych z organizmu zakażonego do organizmu zdrowego.
• Zakażenia pośrednie – zachodzą, gdy drobnoustroje przenikają z organizmu człowieka lub środowiska bytowania, do organizmu zdrowego lub środowiska nieskażonego, przy czym środowisko to staje się źródłem zakażeń pośrednich.

59
• Zakażenia bezpośrednie – zachodzą, gdy drobnoustroje przenikają ze skażonego organizmu lub środowiska bytowania bezpośrednio do organizmu zdrowego.
Podział zatruć bakteryjnych:
• Zatrucia pokarmowe o charakterze zakaźnym – infekcje wywołane żywymi komórkami bakteryjnymi.
• Zatrucia pokarmowe wywołane jadami bakteryjnymi – intoksykacja mogąca występować na skutek żywych komórek bakteryjnych lub bez udziału żywych komórek będąc pozostałościami po aktywności bakterii.
• Zatrucia o charakterze mieszanym, czyli toksoinfekcje.
Jady bakteryjne wywołujące zakażenia: ektotoksyny i endotoksyny.
Infekcje – zatrucia pokarmowe o charakterze zakaźnym wywołane za zwyczaj w wyniku skażenia żywności przez bakterie typu tyfusowego, do których zalicza się min. bakterie salmonelli.
Salmonella – są to bakterie typu cylindrycznego występujące w postaci pałeczek posiadające narząd ruchu – rzęski, występujące na całej powierzchni ściany komórkowej – okołorzęsne.
Bakterie salmonelli rozkładają laktozę (węglowodan). Najlepszą pożywką dla rozwoju tych drobnoustrojów są środowiska bogate w białka, cukry i tłuszcze np. jajka czy wątroba). Większość surowców i półproduktów piekarsko – ciastkarskich jest dobrym podłożem dla rozwoju tych drobnoustrojów.
Po spożyciu produktów zakażonych po 6 do 24 godzin od zakażenia występują objawy chorobowe duru brzusznego i tzw. duru rzekomego.
Do objawów tych zalicza się:
• Silne biegunki • Wymioty podwyższenie do niebezpiecznego poziomu temperatury ciała • Ogólnie złe samopoczucie • Bule brzucha
Intoksykacje – czyli zatrucie toksynami bakteryjnymi wytworzonymi głównie przez bakterie zliczane do grupy gronkowców.
Bakterie te są kuliste tworzą skupiska w postaci gron. Z punktu widzenia technologii żywności najbardziej niebezpieczny jest tzw. gronkowiec złocisty nazywany tak ze względu na wytwarzanie złocistego barwnika. Bakteria ta rozwija się w większości skażonych artykułów spożywczych. Spożycie przez człowieka zakażonych produktów po ok. 2 – 6 godzinach powoduje bule brzucha i wymioty oraz niebezpieczne zaburzenia układu krwionośnego temperatura ciała pozostaje bez zmian.
Toksoinfekcje – to zatrucia bakteryjne o charakterze mieszanym spowodowane obecnością toksyn oraz działaniem żywych bakterii w organizmie. Najczęściej zatrucie występuje przy zakażeniu jadem kiełbasianym.

60
Bakteria ta jest bakterią cylindryczną w postaci laseczek zaliczaną do grupy przetrwalnikującej, wytwarzającej przetrwalniki bardzo odporne na wysokie temperatury. Bakterie te posiadają rzęski, więc są ruchliwe.
Zatrucie tą bakterią spowodowane są np. obecnością toksyn ujawnia się w okresie do 2 godzin do 10 dni następującymi objawami:
• Podwojone widzenie • Opadanie powiek • Osłabienie reakcji źrenicowych • Podrażnienie strun głosowych • Suchość gardła
61
ROZDZIAŁ 5 MORFOLOGIA GRZYBÓW MIKROSKOPOWYCH
Rodzaje, kształty i budowa drożdży.
Drożdże zaliczane są do grupy grzybów mikroskopowych, są to organizmy jednokomórkowe, których środowiskiem pierwotnym jest gleba.
Jako środowisko wtórne dla drożdży wymienić można:
• Powierzchnię owoców, których sok jest pożywką dla drożdży • Powierzchnię warzyw • Rośliny zielone
Drożdże są też w powietrzu i cieczach.
Drożdże są też organizmami szeroko rozpowszechnionymi w przyrodzie występującymi w wielu gatunkach.
Drożdże z punktu widzenia technologicznego klasyfikuje się do dwóch podstawowych grup:
• Drożdże szlachetne – pełnią pozytywną rolę w procesach technologicznych • Drożdże dzikie – powodują straty technologiczne i magazynowe •
Do drożdży szlachetnych zaliczyć można drożdże hodowane np. drożdże piekarskie, hodowane na skalę przemysłową.
5

62
Budowa komórki drożdży:
1. ściana komórkowa zewnętrzna 2. błona komórkowa (cytoplazmatyczna) 3. cytoplazma wypełniająca wnętrze komórki 4. rybosomy 5. krystaloid (jąderko) 6. jądro 7. mitochondria 8. cząsteczki białka tzw. kryształy białka 9. wodniczki 10. lipidy
Funkcje części anatomicznych komórki drożdżowej:
Ściana komórkowa – zbudowana jest z hemocelulozy, która jest substancją stosunkowo małotrwałą w skutek czego drożdże są podatne na samounicestwienie (autoliza).
Zjawisko to polega na uszkodzeniu ściany komórkowej pod wpływem dużego stężenia enzymu zymazy przepalającego ściany komórkowe drożdży, zjawisko samounicestwienia zachodzi np. w drożdżach prasowanych piekarskich przechowywanych w niewłaściwych warunkach (wysoka temperatura i wilgotność) lub przefermentowanych rozczynach.
Błona komórkowa – zbudowana jest z zagęszczonej cytoplazmy, posiada właściwości półprzepuszczalne przenikają przez nią do wnętrza substancje odżywcze (węglowodany, tłuszcze,

63
białka) w postaci prostej, wydzielane natomiast są na zewnątrz enzymy i produkty przemiany materii (enzymy – zymaza, oraz produkty przemiany materii – alkohol i dwutlenek węgla).
Jądro komórkowe – zawiera kwas dezoksyrybonukleinowy (DNA), którego rolą jest przekaz informacji genetycznej o budowie, składzie i funkcjach komórek potomnych.
Ponadto w skład jądra komórkowego wchodzi plazma jądrowa posiadająca charakter białkowy oraz jąderko.
Cytoplazma – jest to bezbarwna plazmoidalna ciecz o strukturze żelu, w której rozmieszczone są części anatomiczne komórki.
Substancje zapasowe i wodniczki, kropla tłuszczu, ciałko oleiste, kryształy białka – są to substancje gromadzone głównie w starszych komórkach, uzyskiwane z nadwyżek substancji odżywczych gromadzone jako materiał zapasowy posiadający charakter białkowy, tłuszczowy i węglowodanowy.
Rybosomy – odpowiadają za przekaz informacji dotyczących procesów fizjologicznych komórki takich jak oddychanie, wchłanianie przemiana materii, gospodarka enzymatyczna.
Glikogen – jest to substancja zapasowa o charakterze węglowodanowym.
Cząsteczki tłuszczu – są to substancje zapasowe składające się z tłuszczów zawierających nasycone kwasy tłuszczowe.
Klasyfikacja oraz kształty i skupiska drożdży.
Kształty komórek drożdżowych:
• Komórki kuliste • Komórki elipsoidalne • Komórki jajowate • Komórki mniej lub bardziej wydłużone
Kształty komórek drożdży są do siebie upodobnione, w związku z czym nie mogą służyć jako cecha rozpoznawcza gatunków, kształty komórek zmieniają się wraz z wiekiem komórki i są zależne od warunków środowiska.
Wielkość komórek drożdżowych:
Szerokość średnio 5 µm
Długość średnio 10 µm
1 µm =1 mikrometr = 0,000001цm
Skupiska komórek drożdży:
Drożdże tworzą skupiska w postaci łańcuszków powstałych poprzez podział komórek.

64
Podstawowe wiadomości o rozmnażaniu się drożdży:
Drożdże mogą rozmnażać się przez pączkowanie (podział komórki), lub przez zarodnikowanie najczęstszą formą rozmnażania się drożdży jest pączkowanie (w niesprzyjających warunkach dla drożdży posiadają zdolność wytworzenia zarodników) rzadziej obserwowane jest rozmnażanie poprzez podział komórki.
Zastosowanie drożdży w produkcji w przetwórstwie żywności.
Są to najczęściej drożdże prasowane lub niekiedy suszone.
Mają one zdolność przeprowadzania fermentacji alkoholowej w cieście.
Wytwarzający się w czasie tego procesu dwutlenek węgla, spulchnia ciasto nadając mu charakterystyczną porowatość.
Drożdże fermentują początkowo cukry proste zawarte w mące, a następnie maltozę tworzącą się ze skrobi pod wpływem enzymu amylazy.
Zdolność zatrzymywania wytworzonego dwutlenku węgla zależy z kolei od jakości glutenu (są to dwa białka: gliadyna i gluteina).
Charakterystyka i budowa pleśni.
Pleśnie podobnie jak drożdże zaliczane są do gromady grzybów i klasyfikuje się je do wielu gatunków, które łączy posiadanie podobnych cech.
Podstawą klasyfikacji gatunkowej pleśni jest złożoność ich budowy.
Wyróżnia się pleśnie będące tworami jednokomórkowymi składającymi się z silnie rozwiniętej komórki, drugą grupą są pleśnie wielokomórkowe tworzące skupiska poprzecznie podzielonych komórek.
Pleśnie posiadają zdolność wykształcania tzw. grzybni powietrznej; jest to część pleśni rozwijająca się na zewnątrz środowiska będącego pożywką pleśni.
Kształt zaradni jest uważany za cechę gatunkową wyróżniającą poszczególne gatunki pleśni.
Cechy gatunkowe pleśni.
Pleśnie charakteryzują się wytwarzanymi strzępkami tworzącymi grzybnię pierwotną, na końcu których powstają zarodnie z zarodnikami. U niektórych gatunków pleśni na zakończeniach strzępek powstają charakterystyczne zgrubienia tworzące bezpłciowe organy rozmnażania tzw. KONIDIA.
Układy konidi i ich kształty uważane są za cechę gatunkową pozwalającą na klasyfikację gatunkową pleśni. Różnicowanie strzępek i konidium może służyć za podstawę klasyfikacji ogólnej, jednak specyficzna klasyfikacja pleśni oparta jest na badaniu właściwości biochemicznych pleśni oraz cyklu rozwoju.

65
Altenaria
Penicillum
Cladosporium
Pleśnie to mikroskopijne rośliny pozbawione chlorofilu, rozwijające się na martwej materii organicznej (np. liście siano, maka, słoma) lub pasożytujące na roślinach. Żyją zarówno na zewnątrz

66
jak i wewnątrz budynków, przez co niemal przez cały rok mogą wytwarzać zarodniki, których wielkość wynosi od 2 do 5 µm Do rozwoju pleśnie wymagają dużej wilgotności oraz temp. powyżej 10oC, jednak nawet w niesprzyjających warunkach mogą wytwarzać olbrzymią ilość zarodników, które w środowisku zewnętrznym mogą być przenoszone na odległość wielu kilometrów. Ponieważ rozwój pleśni zależny jest głównie od wilgoci.
Przydatność technologiczna pleśni.
Pleśnie wykorzystywane są do przeprowadzania fermentacji cytrynowej w wyniku której uzyskiwany jest kwas cytrynowy do produkcji kwasku cytrynowego; do jego produkcji wykorzystuje się pleśń kropidlaka czarnego.
Pleśnie wykorzystywane są również do zyskiwania preparatów enzymatycznych przy udziale których następuje hydroliza skrobi wykorzystywana w produkcji syropu skrobiowego.
Pleśnie wykorzystywane są w przetwórstwie mleczarskim do produkcji preparatów proteolitycznych hydrolizujących białka, co przyspiesza dojrzewanie serów. W mleczarstwie pleśnie stosuje się do produkcji serów z porostem pleśniowym (brie, camembert) oraz serów maziowych i pomaziowych (bryndza).
Ujemne działanie grzybów mikroskopowych w przemyśle spożywczym.
Drożdże powodują szkody w produktach owocowo – warzywnych, mogą powodować skażeniapiwa i wina (zmętnienie, obcy smak i zapach).
Pleśnie mogą powodować straty magazynowe, zakażenia pierwotne i wtórne oraz wywołują wady w produktach mleczarskich, ciastkarskich, piwowarskich, mogą być przyczyną wystąpienia silnych zatruć pokarmowych.

67
ROZDZIAŁ 6 MORFOLOGIA PIERWOTNIAKÓW
Charakterystyka pierwotniaków Pierwotniaki – zaliczane są do świata zwierzęcego są ogniwem łączącym organizmy bakteryjne z najmniejszymi zwierzętami.
rys. pantofelek
Budowa pierwotniaków
Posiadają komórki z dobrze wykształconym jądrem komórkowym, typem wodniczek trawiennych, posiadają rzęski lub narządy ruchu w postaci wici, u niektórych gatunków obserwuje się zagłębienia komórkowe spełniające rolę otworu gębowego.
6

68
Mają szereg przystosowań umożliwiających im bytowanie w rozmaitych środowiskach, toteż spotykamy wśród nich ogromne zróżnicowanie gatunków.
Pierwotniaki są najstarszą ewolucyjnie grupą zwierząt. Liczne formy, jako pasożyty ludzi i zwierząt, wywołują szereg groźnych chorób. Choroby wywołane przez pierwotniaki to np. śpiączka i czerwonka.Gatunki pierwotniaków o wapiennych pancerzach otaczających ciało utworzyły warstwy wapieni, zwanych otwornicowymi, wykorzystywane jako pokłady kredy.

69
ROZDZIAŁ 7 PROSESY ROZMNAŻANIA SIĘ DROBNOUSTROJÓW
Rozmnażanie się wirusów: Wirusy są to bezwzględne pasożyty, mogą rozwijać się wyłącznie w zainfekowanej żywej komórce. Rozmnażanie przebiega w następujących stadiach:
7

70
• Przeniknięcie wirusa do komórki. • Przejście we wnętrzu komórki z postaci kulistej, do postaci wydłużonej nitki. • Podział nitkowatej postaci wirusa na części. • Przejście każdej podzielonej części w pełni rozwiniętą postać wirusa. • Wzrastająca ilość wirusów we wnętrzu komórki niszczy komórkę a dojrzałe formy
wegetatywne przedostają się do środowiska.
Rozmnażanie się bakterii: Przebieg procesów rozmnażania się bakterii polega na podziale komórki. Bakterie kuliste dzielą się:
• W jednej płaszczyźnie – ziarniaki, dwójniaki lub paciorkowce. • W dwóch płaszczyznach prostopadle do siebie – czwórniaki • W trzech płaszczyznach przy zachowaniu kolejności płaszczyzn – pakietowce. • W trzech płaszczyznach dowolnej kolejności płaszczyzn – gronkowce.
Rozmnażanie się komórek bakteryjnych o kształcie cylindrycznym (wydłużonym) np. bakterie spiralne, pałeczki, laseczki:
Proces ten przebiega poprzez podział poprzeczny komórki w wyniku czego powstają łańcuchy komórkowe lub oderwane pojedyncze komórki bakteryjne.
Rozmnażanie się grzybów mikroskopowych:
Wyróżnia się dwa rodzaje rozmnażania się drożdży:
• Rozmnażanie płciowe • Rozmnażanie bezpłciowe
Najczęściej spotykanym rodzajem rozmnażania drożdży jest rozmnażanie bezpłciowe, które w zależności od gatunku drożdży przebiegać może poprzez pączkowanie lub poprzez rozczepianie. W niekorzystnych warunkach środowiska (brak pożywki) drożdże rozmnażać mogą się w sposób płciowy tworząc zarodniki. Rozmnażanie bezpłciowe poprzez pączkowanie przebiega w następujących stadiach:
• Na komórce macierzystej powstaje uwypuklenie, które stopniowo powiększa się. • Jądro komórkowe stopniowo przesuwa się w kierunku uwypuklenia wydłużając swój
krzątał • Jądro komórkowe dzieli się, jedna część pozostaje w obrębie uwypuklenia – drugie
wraca na pierwotne miejsce. • Ściana komórkowa zamyka się tworząc nową komórkę.

71
Rozmnażanie płciowe odbywające się przez kopulację dwóch komórek, w wyniku czego powstaje zygota, stająca się workiem.
1. Dwie komórki przed kopulacją. 2-4. Tworzenie się wyrostków i łączenie się komórek. 5-6. Zlewanie się jąder. 7-8. Jądro diploidalne.

72
9. Osiem jąder haploidalnych, które powstały po podziale redukcyjnym jądra diploidalnego. 10-11. Ośmiozarodnikowy worek.
Rozmnażanie się pleśni Pleśnie zaliczamy do grupy grzybów mogą rozmnażać się na kilka sposobów:
• Rozmnażanie wegetatywne (bezpłciowe) – przebiegać może poprzez zarodnikowanie, podział grzybni lub poprzez wykształcenie specjalnych strzępków, które oddzielając się od rodzimego organizmu tworzą nową strukturę. Najczęściej spotykanym u pleśni procesem rozmnażania wegetatywnego jest
wytwarzanie zarodni z zarodnikami Zarodniki pleśni rozprzestrzeniają się wraz z prądem powietrza, przedostając się do środowisk w których kiełkują.
• Rozmnażanie generatywne (płciowe) – przebiega przez zlanie się narządów płciowych (organu) znajdujących się na końcach strzępek dwóch różnych grzybni, w wyniku tego procesu tworzy się wielokomórkowa zygota, która w korzystnych warunkach kiełkuje tworząc grzybnie.

73
ROZDZIAŁ 8 PROSESY ODŻYWIANIA SIĘ DROBNOUSTROJÓW
Wyposażenie enzymatyczne drobnoustrojów.
Wszystkie reakcje chemiczne, w których uczestniczą drobnoustroje, zachodzą głównie pod wpływem enzymów.
Enzymy – są to substancje chemiczne, których działanie polega na rozkładzie substancji złożonych do postaci prostej; zjawisko to jest konieczne dla wchłaniania związków odżywczych przez komórki drobnoustrojów.
Budowa chemiczna enzymów:
Ze względu na złożoność budowy wyróżnia się dwie grupy enzymów:
• Enzymy proste – zbudowane są z substancji białkowej. • Enzymy złożone – w ich skład chemiczny wchodzi białko oraz część niebiałkowa.
Ze względu na rolę, jaką enzymy pełnią w komórce drobnoustrojów wyróżnić można dwie grupy enzymów:
• Enzymy wewnątrz komórkowe – endoenzymy wydzielane we wnętrzu komórki, biorące udział w reakcjach chemicznych przebiegających w komórce
• Enzymy zewnątrz komórkowe – egzoenzymy wydzielane przez komórkę do środowiska, ich zadaniem jest rozkład znajdujących się w środowisku substancji odżywczych złożonych, do postaci prostej.
Mechanizm działania enzymów (reakcja rozkładu):
E+S ES P+E
Enzym + substrat = dyfuzja\ połączenie =połączony enzym i substancja=osmoza =produkt w postaci prostej + wolny enzym
8

74
Mechanizm działania enzymów polega na stworzeniu z określonym związkiem chemicznym nietrwałego połączenia, w trakcie którego następuje rozłożenie substancji chemicznej do substancji prostej i wchłoniecie jej przez komórkę oraz uwolnienie substancji enzymatycznych.
Procesy odżywiania się drobnoustrojów.
Odżywianie się drobnoustrojów przebiega przy udziale enzymów i polega na rozłożeniu substancji chemicznie złożonych, (np. sacharoza) pod wpływem enzymu (np. zymaza) na substancje odżywcze w postaci prostej (np. fruktoza i glukoza) wchłonięcie ich do wnętrza komórki gdzie następuje ich wykorzystanie.
Następstwem procesu wchłaniania jest wydalanie na zewnątrz komórki produktów przemiany materii (np. alkohol, dwutlenek węgla i ciepło).
Podczas procesów wchłaniania zachodzą dwa zjawiska fizyczne:
a) Osmoza b) Dyfuzja
• Osmoza – polega na samorzutnym przeniknięciu cząsteczek (np. fruktozy i glukozy oraz wody) poprzez błonę cytoplazmatyczną (półprzepuszczalną). Zjawisko to zachodzi na zasadzie przeniknięcia substancji ze środowiska o ciśnieniu niższym, do środowiska o ciśnieniu wyższym.
• Dyfuzja – polega na samorzutnym przenikaniu cząsteczek jednej substancji pomiędzy cząsteczki drugiej substancji
Zjawisko dyfuzji zachodzi podczas przeniknięcia cząsteczek enzymu pomiędzy cząsteczki substratu. (np. połączenie się enzymu zymazy z cząsteczką sacharozy).
Substancje odżywcze pobierane przez drobnoustroje.
Składnikami pokarmowymi koniecznymi dla rozwoju większości drobnoustrojów są woda oraz substancje organiczne takie jak: cukry, tłuszcze, białka, substancje mineralne i tzw. Czynniki wzrostowe, do których zalicza się witaminy i aminokwasy.
Źródła środków pokarmowych:
• Woda – dla rozwoju drobnoustrojów konieczna jest wilgotność środowiska w granicach od 30% do 15% minimum.
• Azot wodór i tlen – zawarte w węglowodanach lipidach i białkach uzyskiwane przez drobnoustroje ze związków organicznych lub nieorganicznych. Wodór i tlen mogą też być uzyskiwane z rozkładu związków mineralnych organizmów lub w wyniku przyswajania wody.
• Węgiel – pozyskiwany może być z rozkładu związków organicznych (w przypadku drobnoustrojów cudzożywnych) lub z atmosfery z dwutlenku węgla (drobnoustroje samożywne).
• Wodór i tlen – mogą być pozyskiwane z rozkładu związków organicznych lub w wyniku przyswajania wody.

75
Drobnoustroje cudzożywne i samożywne. W zależności od specyfiki procesów odżywiania się drobnoustrojów oraz zapotrzebowania na związki zawierające węgiel i azot organiczny drobnoustroje klasyfikuje się na dwie grupy:
• Autotrofy – samożywne • Heterotrofy – cudzożywne
Drobnoustroje samożywne – występują wyłącznie wśród bakterii. Wyróżnić można dwie podstawowe grupy tych bakterii:
• Bakterie fotosyntetyzujące • Bakterie chemosyntetyzujące
Bakterie posiadają zdolność syntezy węglowodanów z dwutlenku węgla i wody pod wpływem określonej dawki energii zgodnie z reakcją chemiczną. 6CO2 + 6H2O + 674kcal = C6H12O6 + 6CO2 Zjawisko syntezy w przypadku bakterii fotosyntetyzujących przebiega podobnie jak u roślin pod wpływem promieni słonecznych. Bakterie chemosyntetyzujące posiadają zdolność przeprowadzania reakcji syntezy bez udziału energii słonecznej pozyskując energie jedynie z przeprowadzanych reakcji chemicznych – utleniania prostych związków mineralnych (amoniak, siarkowodór, siarka i żelazo). Drobnoustroje cudzożywne – pobierają węgiel ze związków organicznych natomiast źródłem azotu może być azot atmosferyczny. Drobnoustroje te pobierają węgiel z takich substancji jak węglowodany proste i złożone, kwasy organiczne, alkohole i tłuszcze. Drobnoustroje cudzożywne dzieli się na dwie grupy:
• Saprofity – rozwijają się kosztem martwej materii organicznej • Roztocza • Pasożyty
Saprofity – są to drobnoustroje rozwijające się kosztem materii organicznej martwej, odgrywają ważną roję w procesach mineralizacji rozkładając tkankę organiczną a w wyniku przemiany materii wydzielają do środowiska substancje mineralne. Zalicza się do nich większość drożdży, pleśni oraz wiele bakterii. Pasożyty – rozwijają się tylko w organizmach żywych – roślin zwierząt i ludzi. Wyróżnia się pasożyty bezwzględne rozwijające się tylko w organizmie żywym – wirusy oraz pasożyty względne mogące się rozwijać także poza organizmem żywiciela. Do pasożytów względnych zaliczamy liczne bakterie oraz grzyby mikroskopowe.

76
ROZDZIAŁ 9 PROSESY ROZKŁADU I SYNTEZY
Procesy syntezy i rozkładu z udziałem drobnoustrojów.
Aby mogła być zachowana równowaga w krążeniu pierwiastków w przyrodzie przebiegać muszą dwa podstawowe procesy:
• Synteza związków organicznych • Rozkład związków organicznych
Synteza związków organicznych przebiega głównie za pośrednictwem bakterii samożywnych. Proces syntezy polega na wytwarzaniu z prostych związków mineralnych i złożonych związków organicznych (np. węgiel, woda, tlen) za pośrednictwem roślin zielonych, przekształcane są na węglowodany. Rozkład substancji organicznych odbywa się głównie przy udziale drobnoustrojów. Proces ten polega na rozłożeniu martwej materii organicznej na proste związki mineralne. Rozkład prowadzony jest przez wiele gatunków drobnoustrojów. Przebieg tego procesu podzielić można na trzy typy:
• Fermentację • Gnicie • Mineralizację a) Proces fermentacyjny – jest to niecałkowity rozkład związków organicznych złożonych
głównie z węgla wodoru i tlenu. W wyniku tego procesu powstają takie substancje jak:
- Dwutlenek węgla - Wodór - Kwasy organiczne (kwas mlekowy) - Alkohole (alkohol etylowy) - Inne substancje b) Proces gnilny – polega na rozkładzie głównie białek lub innych związków
organicznych zawierających azot, co w wyniku tego procesu powstają amoniak, siarkowodór, dwutlenek węgla i inne związki
9

77
c) Proces mineralizacji – jest to całkowity rozkład związków organicznych, w wyniku którego uzyskiwane są związki nieorganiczne w postaci prostej. Do związków tych zalicza się dwutlenek węgla, wodę, azot, potas, wapń i siarkę.
Proces mineralizacji przebiega głównie przy udziale drobnoustrojów rozkładających związki organiczne za pośrednictwem enzymów, w wyniku czego uwalniane są do środowiska związki nieorganiczne w postaci prostej.
Obieg pierwiastków w przyrodzie Stały obieg materii w przyrodzie jest możliwy dzięki rozkładzie związków organicznych, aż do pierwiastków, oraz na syntezie (budowie) z tych pierwiastków związków złożonych (organicznych). Proces obiegu pierwiastków w przyrodzie jest procesem nieustającym, w którym oprócz drobnoustrojów uczestniczą również rośliny i organizmy wyższe, zakłócenia tego procesu mogą powodować zanik procesów życiowych wielu lub nawet wszystkich organizmów.

78
ROZDZIAŁ 10 PROSESY FERMENTACYJNE
Fermentacje
Wiele drobnoustrojów wykorzystywanych jest w przemyśle spożywczym oraz chemicznym. Wszystkie te drobnoustroje wykazują zdolność do fermentacji w której powstają różne związki organiczne mające praktyczne znaczenie dla człowieka. Zdolność do fermentacji wykazują: bakterie, drożdże i pleśnie. W przemyśle spożywczym wykorzystuje się drobnoustroje mące zdolność do fermentacji: alkoholowej, mlekowej, propionowej, masłowej, cytrynowej, octowej. Każda fermentacja jest procesem bardzo złożonym. Jakość produktów nie zależy od głównego produktu fermentacji, ale też od produktów ubocznych, nadających produktowi smak, zapach, konsystencje. Aby otrzymać produkt o odpowiednich cechach należy stworzyć alby drobnoustroje wytworzyły odpowiednią ilość produktów ubocznych w stosunku do produktu głównego.
Fermentacja Propionowa - fermentacje pro pionową wywołują bakterie propionowe z rodzaju Propionibacterim. Polega ona na przemianie cukru lub kwasu mlekowego na kwas propionowy, kwas octowy i CO2. Fermentacja propionowa wykorzystywana jest w serowarstwie przy dojrzewaniu serów podpuszczkowych zwłaszcza twardych. W wyniku fermentacji tworzą się kwasy propionowy i octowy które nadają serom odpowiedni smak i zapach a powstający CO2 powoduje powstawanie oczek w serze. Niekiedy w serach można dostrzec nieprawidłowe oczka które są wynikiem obecności pałeczek okrężnicy lub bakterii beztlenowych. Wadliwe oczka dyskwalifikują jakość serów.
Fermentacja Alkoholowa - zdolność do fermentacji alkoholowej mają drożdże oraz niektóre pleśnie. Zdolność do fermentacji mają tylko drożdże z klasy workowców. W produkcji alkoholu wykorzystuje się drożdże należące do 3 gatunków: Saccharomyces Cererctiscae, Saccharomyces Cartsbrgensis, Saccharomyces Elipsoideus. Przebieg fermentacji jest to beztlenowy rozkład cukrów prostych na alkohol etylowy i CO2 z wydzieleniem energii. C6H12O6→2CH3CH2OH + 2CO2 + 28,3 KCAL. W rzeczywistości przebieg fermentacji jest bardzo złożony ponieważ w czasie jej trwania powstają różne produkty uboczne. Przebieg fermentacji alkoholowej zależy od wielu czynników np. składu chemicznego podłoża, temperatury procesu; min 10° C optymalna 16-20° C maxymalna 50°C Odczyn środowiska optymalny 4-6pH Przy dobrym dostępie tlenu do podłoża drożdże nie produkują alkoholu lecz oddychają tlenowo i rozmnażają się, brak tlenu w podłożu sprzyja powstawaniu alkoholu etylowego. Powstający alkohol przy dużym stężeniu hamuje procesy życiowe drożdży. drożdże gorzelnicze wytrzymują stężenie alkoholu do 18%.
10

79
Fermentacja Mlekowa - zdolność do fermentacji mlekowej mają bakterie właściwej fermentacji mlekowej. Bakterie te rozkładają cukry proste i dwu cukry na kwas mlekowy jako produkt główny i produkty uboczne i energie. Zdolność do fermentacji mlekowej mają także bakterie pseudomlekowe i pleśnie nie mają one jednak praktyczno zastosowania, są nawet szkodliwe w przemyśle spożywczym są to rodzaje Micrococus, Escherichia, Microbacterim. Fermentacjia mlekowa dzieli się na dwa rodzaje homofermentacje - głównym produktem jest kwas mlekowy i niewielka ilość produktów ubocznych. heterofermentacja - mniej niż w poprzedniej kwasu mlekowego i więcej produktów ubocznych.
Fermentacja Masłowa - zdolność do tej fermentacji mają bakterie beztlenowe z rodzaju Clostridium. Polega ona na rozkładzie cukrów prostych, złożonych, białka na kwas masłowy oraz na produkty uboczne kwas octowy i mrówkowy i inne. Przebieg fermentacji zależy od warunków środowiska np. w środowisku obojętnym powstaje jedynie kwas masłowy niewiele produktów ubocznych. Kwas masłowy ma odrażający zapach, ale jego estry przeciwnie, używane są do produkcji perfum i zapachów do ciast.
Fermentacja Octowa - zdolność do tej fermentacji mają bakterie octowe Acetobacter (pałeczki octowe) Fermentacjia octowa jest to tlenowy rozkład alkoholu etylowego na kwas octowy, wodę i produkty uboczne. C2H5OH + O2→CH3COOH +H2O + 117 kcal. Niektóre bakterie octowe mają zdolność dalszego utleniania kwasu octowego do CO2 i H2O. Są one szkodnikami w przemyśle octowym. Produkty uboczne powstałe podczas fermentacji octowej są bardzo ważne nadają octu przyjemny smak i zapach.
Fermentacja Cytrynowa - zdolność do tej fermentacji wykazuje pleśń z gatunku Aspergillus głównie pleśń Mucor. Fermentacja cytrynowa polega na przemianie cukrów prostych na kwas cytrynowy wodę i energię. Ilość wytworzonego kwasu zależy o składu pożywki, temperatury i czasu trwania fermentacji. Najwięcej kwasu cytrynowego powstaje gdy podłoże bogate jest w związki azotowe. Tworzenie się kwasu cytrynowego związane jest z okresem głodowania pleśni czas trwania fermentacji ok 10dni

80
ALMANACH
TECHNOLOGIA ŻYWNOŚCI
PRODUKCJA PIEKARSKO- CIASTKARSKA Tom 3
SZYMON KONKOL
SUROWCE I MATERIAŁY

81

82
Zagadnienia wstępne z nauki o surowcach. Towaroznawstwo – jest nauką, która zajmuje się poznawaniem właściwości, wartości użytkowej i zastosowania różnych towarów. Zapoznaje ona również z zasadami ich właściwego przechowywania, pakowania i transportu. Ogólnie towaroznawstwo dzielimy na dwa obszerne działy:
a) Towaroznawstwo artykułów nieżywnościowych- artykułów przemysłowych, chemicznych, włókienniczych, drewnianych, szklanych, metalowych itp.
b) Towaroznawstwo artykułów żywnościowych- artykułów przemysłu zbożowo – młynarskiego, owocowo – warzywnego, tłuszczowego, mięsnego, mleczarskiego itp.
Zakres nauki o surowcach jest bardzo szeroki; obejmuje wiadomości dotyczące pochodzenia poszczególnych surowców, sposobu ich wytwarzania; omawia ich charakterystyczne cechy, właściwości fizyczne, chemiczne, biologiczne oraz wartość odżywczą, przydatność technologiczną, metody utrwalania, warunki przechowywania, metody badania i oceny jakości. Oprócz surowców bezpośrednio stosowanych do produkcji pieczywa takie jak mąka, sól, woda, cukier, drożdże, jaja czy tłuszcze w przemyśle piekarskim stosuje się również tzw. materiały pomocnicze – opał, opakowania, drobny sprzęt; mają one duże znaczenie dla całokształtu produkcji.
Podział i charakterystyka surowców przemysłu spożywczego 1) Surowce - to towary, które należy zakupić, aby następnie wprowadzić je w procesie technologicznym, czyli produkcyjny do półproduktu lub wyrobu gotowego przeznaczonego na sprzedaż. a)surowce w technologii żywności klasyfikuje się na dwie podstawowe grupy biorąc za kryterium ich pochodzenie: 1-surowce pochodzenia roślinnego - oleje roślinne, owoce, warzywa 2-surowce pochodzenia zwierzęcego - mięso, jaja, mleko Ponadto w technologii żywności wyróżnia się surowce pochodzenia mineralnego: sól, woda/ oraz surowce syntetyczne i częściowo syntetyczne; środki spulchniające oraz barwniki 2) Klasyfikacja surowców pochodzenia roślinnego - bazą surowcowa przemysłu spożywczego jest głównie rolnictwo dostarczające wszystkich surowców roślinnych i zwierzęcych. Surowcami roślinnymi z punktu widzenia technologii żywności są te części roślin, w których zostały nagromadzone substancje chemiczne - związki organiczne jak substancje zapasowe zgodne z tymi kryteriami do tej grupy zaliczyć można nasiona, owoce, bulwy, korzenie. Ponadto w niektórych przypadkach wykorzystuje się również inne części roślin takie jak, liście, kwiaty, łodygi, kwiaty. 3) Surowce pochodzenia zwierzęcego - w przemyśle spożywczym podstawowym surowcem jest mięso pochodzenia z uboju zwierząt rzeźnych, ponadto surowce zwierzęce uzyskuje się z drobiu i ryb, do tej grupy zalicza się również mleko i jaja. 4) Wymienione grupy surowców zwierzęcych i roślinnych; zalicza się do surowców

83
podstawowych stanowiących najważniejszą część produkowanego przetworu i będące materiałem wyjściowym do obróbki. Poza surowcami podstawowymi wyróżnić można surowce pomocnicze służące do nadania wyrobowi określonych cech, mogą t być różnego rodzaju dodatki mogące pochodzić z przetwarzania surowców podstawowych np. przyprawy, żelatyna, pektyna, agar. Do wytwarzania żywności poza surowcami podstawowymi i pomocniczymi stosuje się również materiały pomocnicze, substancje niewchodzące w skład żywności, ale którymi należy się posłużyć przy produkcji; opakowania, środki czystości, środki dezynfekujące. Surowce klasyfikować można ze wzg. na ich wartość wyróżnia się dwie grupy surowców trwałe i nietrwałe.
• Surowce trwałe - to surowce posiadające w swoim składzie chemicznym substancje odporne na działanie czynników zewnętrznych takich jak działanie procesów fizjologicznych, aktywności drobnoustrojów, reakcje chemiczne i fizyczne.
• Surowce nietrwałe - zawierające w swoim składzie chemicznym substancje
ulegające łatwo zepsuciu pod wpływem czynników fizjologicznych, ( czyli procesów życiowych) np. procesy dojrzewania owoce, procesy porastania i kiełkowania ziemniaki, zboża, oddychanie i samo zagrzewanie np. mąka, procesy przemiany materii np. jaja. W surowcach tych zachodzą również zmiany fizyko chemiczne, do których zalicza się łączenia podstawowe utlenianie, procesy enzymatyczne, procesy mikrobiologiczne, surowce te są mało odporne na działania drobnoustrojów.
Znaczenie i warunki magazynowania surowców
1) Cel magazynowania - proces magazynowania surowców przeprowadza się w celu zaopatrzenia ciągłości produkcji .Surowce poddane procesowi magazynowania muszą być przechowywane w warunkach zapobiegających powstawaniu strat , powstających w wyniku działania czynników fizjologicznych , fizycznych , chemicznych i mikrobiologicznych , pod wpływem działania szkodników magazynowych
2) Zabezpieczenie surowców przed stratami polega na modyfikacji środowiska magazynowania oraz środki profilaktyczne .
a) modyfikacja środowiska można przeprowadzić po przez regulację temp. magazynu , obniżenie wilgotności , ograniczenie dostępu światła , zapewnienie odpowiednich wentylacji.
b) działania profilaktyczne - polegają na szczególnej dbałości o czystość
pomieszczeń magazynowych , separowanie surowców od szkodliwych czynników np. stosowanie odpowiednich technik magazynowania takich jak izolowanie od porzeczki ścian i podług magazynu , zapewnienia odpowiedniej cyrkulacji powietrza .

84
c) zabezpieczenia przed obecnością szkodników po przez stosowanie metod : � dezynfekcji; zwalczanie drobnoustrojów � dezynsekcja; zwalczanie owadów � deratyzacja; zwalczanie gryzoni
Przeznaczenie magazynów
W zakładach przemysłu spożywczego konieczne jest przechowywanie przez krótszy lub dłuższy czas surowców przeznaczonych do produkcji. Miejscem służącym do przechowywania surowców jest magazyn. Jest to oddzielne pomieszczenie wyposażone w urządzenia zapewniające jak najdłuższą trwałość danych surowców. Magazyn spełnia bardzo ważną rolę w zapewnieniu ciągłości produkcji w zakładzie przemysłowym. Szczególnie ważne jest to przy magazynowaniu surowców roślinnych, a to wiąże się z sezonowością produkcji rolnej. Z tego właśnie względu magazyn surowców powinien być odpowiednio duży, aby pomieścił wystarczający zapas surowców i materiałów pomocniczych na określony czas. Ponadto magazyn surowców spożywczych powinien stwarzać warunki, w których surowce nie tylko straciłyby swoich pierwotnych właściwości, ale mogły osiągnąć pełną wartość technologiczną. Celem magazynowania surowców spożywczych jest zachowanie przez jak najdłuższy czas ich pierwotnej wartości lub nawet poprawienie ich jakości.
Cele magazynowania żywności Podstawowym celem magazynowania surowców przeznaczonych do produkcji jest zachowanie ciągłości procesów technologicznych. W zakładach przemysłu spożywczego wykorzystuje się głównie surowce naturalne pochodzenia zwierzęcego lub roślinnego. W większości tych surowców podczas magazynowania zachodzą procesy dla żywych organizmów np. procesy oddychania, syntezy substancji odżywczych, kiełkowania, porastania itp. Surowce naturalne są również dobrą pożywką dla drobnoustrojów. Dlatego konieczne jest dostosowanie warunków magazynowania do cech tych surowców.
Warunki magazynowania Do głównych czynników wpływających na zmianę surowca podczas magazynowania zalicza się temperaturę, wilgotność, dostęp światła oraz wentylację
- temperatura magazynowania: większość surowców powinna być magazynowana w obniżonej temperaturze, co spowalnia tempo ich procesów życiowych i szkodliwych zmian fizykochemicznych. W celu zapewnienia odpowiedniej temperatury stosowane są urządzenia klimatyzacyjne i chłodnicze. Urządzenia chłodnicze występują głównie w postaci komór i szaf chłodniczych. Komory chłodnicze stosowane są np. do przechowywania przez dłuższy okres czasu surowców pochodzenia zwierzęcego tj. mięso, ryby, drób, przetwory mięsne. Komory chłodnicze umożliwiają magazynowanie surowców w stanie zamrożenia w temperaturze do –20 °C. Szafy chłodnicze stosuje się stosuje się do przechowywania żywności w temp. 0-4°C. Wykorzystuje się je do

85
magazynowania surowców tj. jaja, mleko, owoce, warzywa, drożdże. Surowce takie jak mąka, kasza, cukier, sól mogą być przechowywane w pomieszczeniach magazynowych w temperaturze około 15°C.,,
- wilgotność: zbyt wysoka wilgotność magazynów może powodować zmiany mikrobiologiczne surowca oraz przyśpieszyć procesy życiowe. Zbyt niska wilgotność zwiększa natomiast straty powstałe w wyniku wysychania surowców. Wilgotność środowiska magazynowego określa się jako wilgotność względną i bezwzględną. Wilgotność względna jest to wyrażony w procentach stosunek liczby gramów pary wodnej znajdującej się realnie w pomieszczeniu, co do ilości pary wodnej maksymalnie nasycającej powietrze w tej samej temperaturze. Wilgotność bezwzględna jest to liczba gramów pary wodnej, jaka znajduje się w 1m3 powietrza. Ilość pary wodnej w powietrzu uzależniona jest od otoczenia – im wyższa temperatura tym więcej może być pary wodnej. Do pomiaru wilgotności w magazynie wykorzystuje się higrometry i psychrometry.
- światło: jest czynnikiem mogącym wywoływać wiele zmian wiele zmian w surowcach, np. rozkład witamin, zmiany w tłuszczach, odbarwienia. Dostęp światła w magazynach powinien być ograniczony, wskazane jest, aby magazyny surowców żywnościowych nie posiadały okien
- wentylacja: magazyny surowców muszą posiadać sprawne urządzenia wentylacyjne, aby zapobiec procesom samozagrzewania się surowca.
Znaczenie i warunki magazynowania surowców
2) Cel magazynowania - proces magazynowania surowców przeprowadza się w celu zaopatrzenia ciągłości produkcji. Surowce poddane procesowi magazynowania muszą być przechowywane w warunkach zapobiegających powstawaniu strat, powstających w wyniku działania czynników fizjologicznych, fizycznych, chemicznych i mikrobiologicznych, pod wpływem działania szkodników magazynowych
2) Zapobieganie surowców przed stratami polega na modyfikacji środowiska magazynowania oraz środki profilaktyczne.
a) modyfikacja środowiska można przeprowadzić po przez regulację temp. magazynu, obniżenie wilgotności, ograniczenie dostępu światła, zapewnienie odpowiednich wentylacji.
b) działania profilaktyczne - polegają na szczególnej dbałości o czystość
pomieszczeń magazynowych, separowanie surowców od szkodliwych czynników np. stosowanie odpowiednich technik magazynowania takich jak izolowanie od porzeczki ścian i podług magazynu, zapewnienia odpowiedniej cyrkulacji powietrza.
c) zabezpieczenia przed obecnością szkodników po przez stosowanie metod: � dezynfekcji; zwalczanie drobnoustrojów � dezynsekcja; zwalczanie owadów � deratyzacja; zwalczanie gryzoni

86
Zmiany w surowcach roślinnych i zwierzęcych spowodowane działalnością szkodników magazynowych
Grupy szkodników magazynowych W zakładach przemysłu spożywczego konieczne jest przechowywanie przez krótszy lub dłuższy czas surowców przeznaczonych do produkcji . Miejscem służącym do przechowywania surowców jest magazyn . Jest to oddzielne pomieszczenie wyposażone w urządzenia zapewniające jak najdłuższą trwałość danych surowców . Magazyn spełnia bardzo ważną rolę w zapewnieniu ciągłości produkcji w zakładzie przemysłowym . Szczególnie ważne jest to przy magazynowaniu surowców roślinnych , a to wiąże się z sezonowością produkcji rolnej . Z tego właśnie względu magazyn surowców powinien być odpowiednio duży , aby pomieścił wystarczający zapas surowców i materiałów pomocniczych na określony czas . Ponadto magazyn surowców spożywczych powinien stwarzać warunki w , których surowce nie tylko straciłyby swoich pierwotnych właściwości ale mogły osiągnąć pełną wartość technologiczną . Celem magazynowania surowców spożywczych jest zachowanie przez jak najdłuższy czas ich pierwotnej wartości lub nawet poprawienie ich jakości .Ten ostatni aspekt dotyczy surowców , które przed użyciem do produkcji powinny przejść pewien niezbędny okres dojrzewania jak np. mąka . Szkodniki magazynowe można podzielić na trzy grupy :
� gryzonie � owady � roztocza
Łącznie straty spowodowane przez wyżej wymienione szkodniki są olbrzymie . Sięgają rocznie tysięcy ton zboża i jego przetworów . Walka ze szkodnikami nie jest łatwa z wielu względów . Utrudnia ją wielka żywotność i szybkość rozmnażania się szkodników oraz szybkie przystosowanie się do nowych warunków i uodpornienie na wiele środków trujących lub hamujących rozwój . Poza tym zastosowanie wielu skutecznych środków jest niemożliwe ze względu na ich szkodliwe działanie na zdrowie człowieka . Szkodniki magazynowe nie tylko niszczą surowce , na których żerują , ale powodują pogorszenie ich jakości . Zanieczyszczają je odchodami , kokonami , martwymi osobnikami , co obniża wartość użytkową surowców . Ponadto zmieniają właściwości fizyczne przechowywanych surowców . Procesy życiowe jakie zachodzą w organizmach szkodników ( wydzielanie wody , energii cieplnej ) powodują wzrost wilgotności i temperatury surowców , powstają więc lepsze warunki dla rozwoju drobnoustrojów , a zwłaszcza pleśni . Szkody, jakie wyrządzają szkodniki magazynowe można podsumować następująco:
- ubytek masy na skutek zżerania - obniżenie jakości surowców przez nagryzanie, uszkadzanie powierzchni i umożliwianie
zakażenia wtórnego - zanieczyszczanie odchodami, wylinkami, kokonami i martwymi osobnikami - podnoszenie temperatury i wilgotności surowca, przez co jest możliwy rozwój
mikroflory i działalność enzymów - roznoszenie bakterii chorobotwórczych - niszczenie opakowań i urządzeń magazynowych.

87
Produkty porażone przez szkodniki są w wielu przypadkach szkodliwe dla człowieka, np. zanieczyszczone rozkruszkami. Szkodliwe są wydaliny szkodników i produkty rozkładu artykułów spożywczych. Produkty porażone mają zmieniony smak i zapach; często nie nadają się do spożycia. Gryzonie - najbardziej znane i niebezpieczne są myszy i szczury . Straty jakie one powodują , ograniczają się nie tylko do zjadania ziarna . Zanieczyszczają ziarno odchodami i sierścią oraz przenoszą wszelkiego rodzaju choroby , w tym również zakaźne np. tyfus , gruźlicę, wściekliznę . Rozmnażają się bardzo szybko , tak że w ciągu jednego roku potomstwo jednej pary szczurów może osiągnąć 1000 osobników , drugą cechą jest olbrzymia żarłoczność. Przy niewłaściwy zabezpieczeniu magazynów mogą się do nich dostać ptaki , gołębie i wróble, wyjadają one surowce i zanieczyszczają odchodami . Walka z gryzoniami polega na podejmowaniu akcji zapobiegawczej oraz na stosowaniu metod mechanicznych , fizycznych, chemicznych i bakteriologicznych :
• metody zapobiegawcze - to głównie zachowanie czystości i szczelności magazynu, zapobieganie przenikaniu szkodników do magazynu przez dokładną kontrolę każdej nowej partii dostarczonego surowca do magazynu . Utrzymywanie możliwie niskiej wilgotności względnej powietrza w magazynie ( ok. 75% ) i niskiej wilgotności surowców , utrzymywanie w magazynie temp. poniżej 10C , częste wietrzenie magazynu , zachowanie czystości, czyszczenie ścian, opakowań, niszczenie odpadów i zmiotków .
• metody fizyczne - w przypadku stwierdzenia porażenia surowców przez szkodniki do
ich niszczenia stosuje się metody fizyczne , stosownie wysokich i niskich temperatur. Największe znaczenie ma ogrzewanie do temp. 48-52C przez 45-50 minut . Temperatura ta wystarcza do zabicia szkodników , nie niszczy ona ziarna i nasion . Metody tej nie można zastosować do innych artykułów spożywczych . Temperatury minusowe , niszczące szkodniki ( poniżej - 5C ) rzadko się stosuje . Najczęściej podłogi , ściany , opakowania odkaża się gorącą parą .
• metody mechaniczne - to zakładanie wszelkiego rodzaju pułapek i potrzasków • metody chemiczne - to trucizny , pestycydy np. bromek metylu , dwutlenek węgla ,
dwutlenek siarki , chloropikryna dwuchloroetan , mrówczan metylu, lindan , formalina , amoniak , związki arsenu , talu , fosforu , zmieszanie z pokarmem , który gryzonie chętnie spożywają . Środki chemiczne nie stosuje się w postaci gazów , pyłków , pary . Środki te zmienia się w miarę produkowania nowych oraz ze względu na to , że szkodniki po pewnym czasie uodparniają się na nie . W handlu preparaty chemiczne znajdują się w postaci złożonej z kilku składników o różnych nazwach . Do odkażania żywności stosuje się najczęściej preparaty gazowe , do odkażania pomieszczeń preparaty płynne . Przy stosowaniu pestycydów do żywności obowiązują odpowiednie przepisy , których należy bezwzględnie przestrzegać . Preparaty nie mogą być toksyczne dla ludzi wywoływać ujemnego wpływu na produkt , pomieszczenie . Każdy ze środków ma okres potrzebny do całkowitego rozkładu . Produkt może być przekazany do spożycia dopiero po upływie tego czasu .

88
• metoda bakteriologiczna - polega na zakażaniu przynęty bakteriami chorób zakaźnych dla tych szkodników , rzadko stosowana .
Owady - do najważniejszych z tego typu owadów należy :
• Wołek zbożowy - to chrząszcz wielkości 2,5 - 4 mm , o barwie ciemnobrązowej . Rozmnaża się za pomocą jaj , składanych w ziarnie przez samicę , po jednym w wywierconym w ziarnie otworku , który po złożeniu jaja jest zalepiany . Wykluta po kilku dniach larwa całe swoje życie spędza w ziarnie, żywiąc się jego zawartością. Larwa ta, przekształca się w poczwarkę , a następnie w owada doskonałego i dopiero on wychodzi z wyjedzonego ziarna . Tempo rozwoju poszczególnych form wołka zbożowego zależy od warunków otoczenia, głównie wilgotności i temperaturze. Przy sprzyjających warunkach wołek zbożowy żyje ok. 9 miesięcy, a samica składa w tym czasie ok. 200 jaj.
• Trojszyk ulec - zbliżony wyglądem do w/w owada żerujący głównie na ziarnie
uszkodzonym przez inne szkodniki . Niszczy on również inne produkty spożywcze np. suszone owoce .
• Karaczan prusak - to owad skrzydlaty , zwany popularnie karaluchem lub francuzem , owad ten żeruje na owocach , warzywach . cukrze , miodzie , czekoladzie , ziarnie zbóż i przetworach . Lubi on pomieszczenia ciepłe i wilgotne, a produkty uszkadza przez nagryzanie.
• Spichlerz surynamski - to mały chrząszcz , nie lata , samica składa od 100-300 jaj.
Larwy żerują na ziarnie zbóż , nasionach , produktach suchych , niszczą opakowania , worki , torby itp.
• Kobielatka kawowa - to również chrząszcz , jego larwy żerują na ziarnie kawowym ,
kakaowym , orzechach , suszonych owocach , ryżu , kukurydzy . Rozwija się w ciepłych pomieszczeniach .
• Mól kakaowy - zwany także mklikiem próchniczkiem , larwa żeruje na ziarnie
kakaowym i kawowym , wyrobach czekoladowych , migdałach , orzechach ziarnach zbóż
• Rozkruszek mączny - szkody spowodowane przez rozkruszki są bardzo duże . Rozwija
się on bowiem i żeruje nie tylko na ziarnie i produktach zbożowych , ale również na wielu innych produktach spożywczych . Rozwijając się na ziarnie wyjada głównie zarodek , co obniża zdolność kiełkowania nasion . Przy masowym występowaniu rozkruszków podwyższa się jego wilgotność , co sprzyja rozwojowi drobnoustrojów . Szkodliwość rozkruszków jest tym większa , że są one groźne dla organizmu ludzkiego . Spożyte z pokarmem mogą wywołać poważne dolegliwości , głównie na skutek podrażnienia i uszkodzenia przewodu pokarmowego przez swoje ostre i twarde podnóża .
Drobnoustroje - głównie pleśnie , mogą one rozwijać się przy wilgotności ziarna powyżej 16%, powodując jego zapleśnienie , a co za tym idzie zmianę zapachu na stęchły oraz inne zjawiska np. samozagrzewanie się ziarna .

89
Występujące na ziarnie grzyby pleśniowe to głównie tzw. kropidlak zielony , pędzlak zielony , pleśń szara . Są one tym groźniejsze dla przechowywanych zbóż , że stęchły zapach wywołany przez te grzyby jest trudny do usunięcia . Pleśnie te mogą również wytwarzać mykotoksyny czyli substancje trujące dla ludzi i zwierząt . Walka z pleśniami jest bardzo trudna , gdyż są one bardzo rozpowszechnione , zawsze występują na ziarnie i szybko się rozwijają . Podstawowym sposobem walki z nimi jest utrzymanie niskiej wilgotności ziarna , częste jego przewietrzanie i w razie potrzeby dosuszanie tak , aby wilgotność nie przekraczał 15% . Metody hamowania procesów życiowych ziarna oraz szkodników , polegają również jego przechowywaniu w warunkach beztlenowych , albo na dodaniu substancji hamujących rozwój szkodników .
• W pierwszym przypadku czynnikiem hamującym większość procesów jest brak tlenu . Uzyskanie tego typu warunków odbywa się po przez naturalne wyczerpanie się tlenu , albo po przez usunięcie tego tlenu na skutek wprowadzenia jakiegoś obojętnego gazu np. azotu .
• W drugim przypadku stosuje się środki chemiczne hamujące działanie enzymów tzw. konserwanty . Pozwalają one nawet na przechowywanie wilgotnego ziarna . Do najczęściej stosowanych konserwantów należą : kwas propionowy , pirosiarczyn sodu oraz tiomocznik .
Zmiany zachodzące podczas magazynowania surowców roślinnych.
W magazynowanych surowcach zachodzi wiele procesów, które powodują zmiany składu chemicznego oraz właściwości fizycznych. Magazynowane surowce są żywymi organizmami, zachodzą w nich pewne procesy życiowe, tj. oddychanie, utrata wody, czyli transpiracja, i dojrzewanie oraz zmiany niekorzystne wywołane przez drobnoustroje, np. gnicie, pleśnienie, lub enzymy własne, np. kiełkowanie, samozagrzewanie się.
Oddychanie
Podczas oddychania surowców roślinnych ulegają utlenianiu węglowodany, czemu towarzyszy wydzielanie CO2, H2O i energii cieplnej. Intensywność oddychania mierzy się ilością CO2 wydzielanego z 1kg masy w ciągu godziny. W czasie oddychania następują ubytki węglowodanów i ogólnej masy surowców, im proces jest intensywniejszy, tym ubytki są większe. Procesy oddychania przebiegają najwolniej w temperaturze 00 C, intensywność ich wzrasta w miarę wzrostu temperatury.
Oddychanie jest najbardziej intensywne w warzywach liściowych, owocach jagodowych i pestkowych, dlatego też nie można ich długo magazynować. W czasie magazynowania surowce powinny być ułożone dosyć luźno i należycie wietrzone, aby odprowadzić wydzielające się ciepło i CO2. W przeciwnym razie może nastąpić samozagrzewanie się i zaparzenie. Zaparzone owoce i warzywa tracą barwę, brązowieją, nabierają nieprzyjemnego smaku i zapachu. Rozpoczyna się w nich proces rozkładu.
Transpiracja

90
Proces utraty wody przez żywe organizmy roślinne nazywamy transpiracją. Woda jest wydzielana przez szparki i bezpośrednio przez nabłonek. Podczas magazynowania następuje jedynie wydzielanie wody na zewnątrz bez jej pobierania. Intensywność transpiracji zależy od temperatury i wilgotności w pomieszczeniu. W przypadku ziarna zbóż, nasion roślin strączkowych i oleistych proces ten nie jest szkodliwy, natomiast w przypadku owoców i warzyw intensywna transpiracja jest szkodliwa. Tracą one jędrność, podwyższając wilgotność względną powietrza i obniżając temperaturę w czasie magazynowania owoców i warzyw.
Dojrzewanie
Zjawisko dojrzewania niektórych magazynowych surowców jest korzystne, polepsza cechy organoleptyczne i trwałość. W czasie magazynowania dojrzewają niektóre owoce, np. jabłka, gruszki, cytryny, pomarańcze, banany oraz ziemniaki i zboża. Dojrzewanie owoców polega na rozkładaniu skrobi do cukrów prostych, przemiana kwasów organicznych i powstawaniu substancji zapachowych. Do przyśpieszenia procesu dojrzewania owoców w czasie magazynowania stosuje się etylen. Przyspiesza on proces dojrzewania owoców niedojrzałych, nie wpływając ujemnie na owoce już dojrzałe.
Kiełkowanie
Do niekorzystnych zjawisk występujących podczas magazynowania ziemniaków, ziarna zbóż i nasion strączkowych należy kiełkowanie. Ziemniaki zaczynają kiełkować na skutek wzrostu temperatury otoczenia, głównie w okresie wiosennym. Następują duże ubytki skrobi, białek, wzmaga się działalność enzymów. Przy kiełkach długości 3 – 4 cm straty masy w ziemniakach wynoszą 10%.
Porastanie
Porastanie ziarna, nasion strączkowych i oleistych następuje głównie przy zawilgoceniu ziarna. W ziarnie zachodzą znaczne zmiany składników organicznych, wzrasta aktywność enzymów. Zwykle towarzyszy tym procesom intensywny rozwój mikroflory. Ziarno silnie porośnięte nie nadaje się do przetwórstwa. Mąka z takiego ziarna doje pieczywo lepkie, łatwo przypalające się.
Samozagrzewanie
Samozagrzewanie się występuje przy niewłaściwych warunkach magazynowania ziarna zbóż. Brak wietrzenia może doprowadzić do podwyższenia się temperatury masy ziarna, jest ono bowiem złym przewodnikiem ciepła. Źródłem ciepła powstającego w masie ziarna jest oddychanie ziarna, nasion chwastów oraz drobnoustrojów i szkodników. Początkowo rozwija się mikroflora mezofilna, później termofilna; wzrasta aktywność enzymów, które powodują rozkład skrobi, białek, węglowodanów. Ziarno na skutek samo zagrzewania się ma stęchły zapach, ciemną barwę, nie nadaje się do przetwórstwa.
Zmiany mikrobiologiczne
Przy niedostatecznej ilości tlenu w owocach i warzywach mogą zachodzić procesy beztlenowego oddychania (fermentacji). Produkty fermentacji w postaci alkoholi i aldehydów są szkodliwe i mogą powodować samo zatruwanie i obumieranie komórek. Tak samo szkodliwie działa zbyt duża ilość CO2. Rośliny tracą żywotność i zdolność kiełkowania. W
91
surowcach o wyższej zawartości wody procesy oddychania przebiegają bardziej intensywnie. Nowoczesne metody przechowywania owoców i warzyw polegają na stosowaniu tzw. atmosfery kontrolowanej, w której znajduje się w odpowiednim stosunku zawartość CO2 i tlenu. Zmiany nie korzystne w surowcach są wywołane także przez mikroflorę. Drobnoustroje mogą rozwijać się w masie surowca lub na jego powierzchni.
Na powierzchni rozwijają się najczęściej pleśnie, powodują one zmiany w postaci nalotów o różnym zabarwieniu, zależnie od rodzaju pleśni. Zmieniony jest smak zapach surowców. Powierzchnia jest uszkodzona, co umożliwia rozwój innych drobnoustrojów. Warunkiem sprzyjającym rozwojowi jest zawilgocenie lub uszkodzenie powierzchni. Pleśnieniu mogą ulegać wszystkie surowce magazynowe w niewłaściwych warunkach.
Drobnoustroje rozwijające się w surowcach, np. w owocach o dużej zawartości wody,
mogą wywoływać procesy fermentacji mlekowej lub alkoholowej. Warzywa, ziemniaki, owoce o uszkodzonej powierzchni są łatwo atakowane przez mikroflorę gnilną. Surowce uszkodzone przez larwy szkodników nie nadają się do magazynowania. Owoc uszkodzony i zanieczyszczony odchodami gnije, a larwy mogą pożerać inne owoce. Wiele chorób, które porażają surowce w okresie wegetacji, rozwija się dalej w czasie magazynowania. Są to najczęściej różne rodzaje zgnilizny, występującej na powierzchni lub sięgającej w głąb surowca. Do chorób występujących w czasie magazynowania owoców należy gorzka plamistość podskórna. Występuje ona w postaci plam na powierzchni sięgających w głąb miękiszu, owoce maję smak gorzki. Inna choroba to rozpad mączysty i zbrunatnienie przygniezdne. W przypadku złego wietrzenia lub przy magazynowania owoców niedojrzałych występuje oparzelina powierzchniowa w postaci brunatnych plam na skórce. Powodują to gazowe substancje wydzielane przez dojrzewające owoce.
Zmiany zachodzące w surowcach zwierzęcych podczas magazynowania Bezpośrednio po uboju zwierząt rzeźnych zachodzi w mięsie wiele skomplikowanych przemian biochemicznych . Niektóre przemiany wpływają dodatnio na cechy mięsa , niektóre są obojętne , wiele natomiast wpływa ujemnie . Zmiany te podzielić można na :
• Zmiany endogenne - przebiegają pod wpływem enzymów zawartych w tkankach mięsnych , zachodzące zmiany te można podzielić na kilka faz wzajemnie się zazębiających . Pierwsza faza to stężenie poubojowe występujące bezpośrednio po uboju na skutek przemian biochemicznych , pod wpływem enzymów tkanek mięsnych . W pierwszej fazie zmiany dotyczą rozkładu glikogenu i związków fosforoorganicznych . Druga faza to dojrzewanie , w czasie którego występują zmiany w strukturze tkanek i składników białkowych . Obie te fazy są korzystne dla mięsa , ponieważ bezpośrednio po uboju mięso nie stanowi pełnowartościowego produktu . Ma wiele cech obniżających jego wartość , a mianowicie : jest twarde , gumowate , mało soczyste , trudne do ugotowania , ciężko strawne dla organizmu . Daleko posunięty rozkład mięsa nazywa się autolizą i jest niekorzystny .
• Zmiany egzogenne - powodowane przez mikroflorę , są niekorzystne i występują w
postaci gnicia mięsa , fermentacji kwasowej , pleśnienia . Mięso z daleko posuniętymi zmianami mikrobiologicznymi nie nadaje się do spożycia .

92
Opakowalnictwo Opakowania chronią towary przed niekorzystnymi wpływami z zewnątrz, uszkodzeniami, rozsypywaniem, rozlewaniem. Opakowania umożliwiają manipulację produktami w czasie transportu i obrotu. Opakowania w obrocie żywności spełniają następujące funkcje: ochronną, informacyjną, promocyjną, techniczną
• Funkcja ochronna zabezpiecza żywność przed działaniem szkodliwych czynników zewnętrznych np. działanie temperatury, światła słonecznego uszkodzeniami mechanicznymi itp.
• Funkcja informacyjna informuje klienta (konsumenta) umieszczonym w widocznym
miejscu i czytelnym nadrukiem o nazwie produktu, składzie surowcowym, masie, ilości sztuk, wartości kalorycznej, sposobie użycia, przydatności do spożycia, adresie i nazwie producenta, numerze partii, sugerowanej cenie, znakach informacyjnych i kodzie kreskowym.
• Funkcja techniczna ułatwia obrót towarowy produktu podczas jego transportu,
magazynowania, sprzedaży i użytkowania.
• Funkcja promocyjna przyczynia do zwiększenia się zainteresowaniem towaru poprzez odpowiednią barwę, informację o promocjach, promowane logo firmy lub wyrobu, wzór opakowania, hasła promocyjne itp.
Kryteria podziału opakowań mogą być bardzo różne. W zależności od funkcji, jaką spełniają; opakowania dzieli się na jednostkowe, transportowe i zbiorcze.
• Opakowania jednostkowe zawierają jedną detaliczną porcję lub sztukę produktu np. torebka mąki. Opakowania te stykają się bezpośrednio z produktem lub są z nim związane integralnie np. zgrzewane hermetycznie
• Opakowania transportowe przeznaczone są głównie do transportu składowania
produktu luzem np. mąka w workach. Innym typem tych opakowań są opakowania przeznaczone do obrotu towarami w opakowaniach jednostkowych np. czteropaki.
• Opakowania zbiorcze zawierają większą ilość opakowań jednostkowych lub
transportowych. Opakowania te są wykorzystywane głównie w hurtowym obrocie towarów np. kartony zbiorcze, palety.
Ze względu na rodzaj tworzywa opakowania dzieli się na: - metalowe - szklane - drewniane - papierowe - opakowania z tkanin - z tworzyw sztucznych

93
o Opakowania metalowe wykonywane są najczęściej z blachy stalowej oraz blach i folii aluminiowej. Do najczęściej stosowanych opakowań jednostkowych tego typu zalicza się puszki, pudełka, tuby, a do transportowych konwie, bębny, beczki, skrzynie itp.
Do większości produktów, np. owoców, warzyw, przetworów mięsnych, stosuje się tzw. puszki lakierowane. Coraz częściej stosuje się także puszki aluminiowe lecz ich odporność mechaniczna jest znacznie mniejsza niż w puszkach stalowych.
Puszki są zbudowane z płaszcza, denka i wieczka. Płaszcz puszki jest wykonany z blachy wyciętej w kształcie prostokąta, zwiniętego następnie i połączonego brzegami na podwójną zakładkę. Szew boczny jest lutowany, a krawędzie płaszcza puszki wyginane w tzw. kołnierz, który jest konieczny do połączenia wieczka i denka z płaszczem puszki
Puszki mogą mieć bardzo różne kształty: mogą być koliste, owalne, prostokątne itp.
.
różne kształty puszek
Najczęściej występujące wady puszek to: uszkodzenia i niedokładności w wykonaniu powłoki lakierowej i cynowej, zdeformowanie kształtu, złe wykończenie uszczelki, złe wykonanie za-kładek przy denku i wieczku oraz podatność na korozję.
Do pakowania produktów mazistych jak np. pasztety, pasty, mleko zagęszczone stosuje się tuby wyrabiane z blachy aluminiowej lub cynowej, powlekane powłokami ochronnymi. Z folii aluminiowej wyrabia się takie opakowania jak: tacki do dań gotowych, mrożonek, ciasta. Powszechnie używa się folii do bezpośredniego owijania różnych produktów - czekolady, serów topionych, masła. Bardzo często folia jest laminowana papierem lub tworzywami sztucznymi. Inne opakowania metalowe to konwie stalowe cynowane lub aluminiowe do mleka, śmietany, syropów itp. Opakowania te mogą być zamykane hermetycznie. Opakowania transportowe to także bębny metalowe oraz skrzynki z drutu i blachy.
o Opakowania szklane można podzielić na słoje, butelki, balony, fiolki oraz opakowania ceramiczne
Butelki są opakowaniami przeznaczonymi do produktów płynnych. W przemyśle
spożywczym stosuje się różne rodzaje butelek: europejki, baryłki, vichy, do win musujących, mleka, napojów gazowanych i inne. Zamyka się je korkiem z tworzyw, nakrętką, lub pokrywką.

94
Niektóre kształty butelek.
Słoje przeznaczone są do płynów o dużej lepkości, produktów półstałych, mazistych i stałych. Są to opakowania szerokootworowe. Produkowanych jest wiele rodzajów opakowań tego typu w zależności od przeznaczenia, kształtu, pojemności i rodzaju zamknięcia.
Najczęściej stosowanymi zamknięciami słoi są zamknięcia hermetyczne do których zalicza się nakrętki i pokrywki metalowe lub z tworzyw sztucznych. Dużą zaletą stosowania słoi jest to, że mogą być stosowane wielokrotnie.
o Opakowania drewniane wytwarzane są z drewna świerkowego, sosnowego, jodłowego,
dębowego, bukowego, brzozowego, topolowego, olchowego i lipowego. Opakowania drewniane można podzielić na skrzynki, beczki oraz łubianki. Skrzynki przeznaczone są do wielokrotnego użytku, mogą być wzmacniane listwami
drewnianymi, taśmą stalową itp. W zależności od przeznaczenia skrzynki mogą różnić się wielkością, kształtem, konstrukcją i sposobem łączenia.
Niektóre rodzaje skrzynek Beczki są opakowaniami trwałymi wykonanymi z łukowo wygiętych klepek spiętych obręczami. W przemyśle spożywczym największe zastosowanie mają beczki z drewna dębowego (piwo, wino), bukowego (masło, ogórki), świerkowego (śledzie). Wadą beczek jest ich duża masa i to że zajmują dużo miejsca w magazynach Łubianki są opakowaniami powszechnie stosowanymi do krótkiego przechowywania miękkich i delikatnych owoców, grzybów i ryb żywych.

95
Beczki Łubianka
Najczęstszymi wadami beczek i skrzynek są wypadające sęki, pęcherze żywiczne, pęknięcia, zgnilizna oraz otwory po owadach niszczących drewno (np. kornikach).
o Opakowania papierowe mają największy udział w ogólnej produkcji opakowań. Do opakowań papierowych zalicza się: torby, tytki, papier pakowy, kartony, pudła tektury.
Zaletą ich jest duża przepuszczalność powietrza co zapobiega zaparzaniu, niska masa opakowania, łatwość recyklingu i utylizacji. Do wad do wad należy: łatwa przenikalność gazów pomiędzy środowiskiem a produktem, mała odporność na działanie czynników zewnętrznych tj. temperatura, wilgotność. Obecność szkodników, uszkodzenia mechaniczne, trudność szczelnego zamykania.
o Opakowania z tkanin (worki) wykonywane są głównie z konopi, lnu, juty i tkanin
celulozowo polipropylenowych. W opakowania te pakuje się głównie surowce sypkie luzem np. mąka oraz owoce i warzywa świeże.
Zaletami tych opakowań są: łatwa wymiana gazowa z otoczeniem, niewielka masa opakowania, zabezpieczenie przed samozagrzewaniem, łatwość składowania. Wadami zaś mała odporność na czynniki zewnętrzne, uszkodzenia mechaniczne, przenikanie zapachów, aktywność szkodników magazynowych. Opakowania z tkanin powinny mieć określone wymiary, kształt i masę. W przypadku worków ważny jest też sposób wykończenia szwów i ich wytrzymałość. Worki są opakowaniami przeznaczonymi do wielokrotnego użycia.
• Opakowania z tworzyw sztucznych: klasyfikuje się je na dwie grupy syntetyczne oraz półsyntetyczne.
• Opakowania syntetyczne uzyskiwane są z tzw. polimerów będących substancjami uzyskiwanymi z łączenia różnych związków chemicznie syntetycznych.
• Opakowania półsyntetyczne uzyskiwane są poprzez modyfikacje związków naturalnych tj. celuloza, kauczuk, węgiel. Opakowania tego typu mogą być bardzo różne: torby, worki, butelki, słoje, tuby, pudełka itp. Zaletą tych opakowań jest ich łatwość uzyskiwania recyklingu, wszechstronność zastosowania, możliwość pakowania hermetycznego i próżniowego, wadą zaś utrudniony proces składowania odpadów (nie ulegają rozkładowi), obecność w składzie chemicznym substancji szkodliwych.

96
ROZDZIAŁ 2 ZBOŻA I PODODUKTY PRZEMIAŁU
Rodzaje i skład chemiczny zbóż 1. najważniejszą częścią ziarna z punktu widzenia technologii jest bielmo składające
się z substancji zapasowych, gromadzących w swym składzie głównie białka i węglowodany
2. zarodek przylega bezpośrednio do warstwy aleuronowej zbudowany jest z
następujących części;
1. tarczka 2. listek 3. kiełek
3. z zarodka w trakcie rozwoju ziarna kiełkuje kiełek ; skład chemiczny zarodka
uzależniony jest od fazy rozwoju ziarna - podczas kiełkowania wzrasta w zarodku oraz całym ziarnie poziom węglowodanów co jest wykorzystywane podczas produkcji słodu i syropu słodowego .
1. warstwa aleuronowa - jej funkcja jest , bezpośrednia osłona bielma i zarodka
skład chemiczny warstwy aleuronowej to białka , tłuszcze i składniki mineralne ta część ziarna jest najbogatszym nośnikiem witamin i enzymów , warstwa aleuronowa (okrywa nasienna ) z punktu widzenia botanicznego zaliczana jest do części bielma .
2. łuska - zbudowana jest z cienkich błonek , których zadaniem jest ochrona ziarna
przed uszkodzeniami i innymi czynnikami zewnętrznymi . Łuska zbudowana jest z celulozy , pektyny oraz składników mineralnych . W żywieniu człowieka łuska i warstwa aleuronowa wykorzystywane są jako nośnik błonnika pokarmowego , w technologii piekarskiej błonnik pochodzący z tej części ziarna obecny jest w mąkach o wysokim wyciągu - wysokich typach , tzw. mąkach ciemnych .
2

97
1. łuska
3. warstwa aleuronowa 4. zarodek 5. bielmo
Rodzaje zbóż - zboża klasyfikuje się do roślin trawiastych z gatunku jednolistnych , z punktu widzenia technologii żywności zboża są to roślinny uprawiane ze wzg. na właściwości ziaren przeznaczonych do konsumpcji lub przerobu na przetwory zbożowe. Do zbóż zaliczamy; pszenica, żyto, pszenżyto, owies, jęczmień, proso, kukurydzę i ryż.
a) pszenica - jest jednym z najstarszych uprawianych zbóż chlebowych występuje w kilku odmianach różniących się wyglądem i właściwościami ziaren , ziarna pszenicy wykorzystuje się do wyrobu mąki, kasz oraz płatków. b) żyto - jest zbożem uprawianym w Polsce w dużych ilościach, ziarno żyta uprawia się głównie na mąkę oraz na potrzeby produkcji spirytusu. c) pszenżyto - jest zbożem pochodzącym z krzyżówki pszenicy i żyta posiada cechy obu tych gatunków , zboże to wykazuje dużą odporność na choroby oraz wydaje wysokie plony, pszenżyto posiada również znacznie wzbogacony skład chemiczny ziarno pszenżyta uprawia się z przeznaczeniem na paszę oraz mąkę do produkcji pieczywa . d) owies - jest popularnym zbożem uprawianym na terenie całej polski wykorzystywany jest do produkcji kasz, mąki oraz płatków e) jęczmień - jest zbożem uprawianym w Polsce z przeznaczeniem na kasze o dużej zawartości białka oraz na słód wykorzystywany jako surowiec do produkcji piwa. f) proso - jest głównie wykorzystywane do wyrobu kaszy jaglanej sporadycznie do produkcji słodu i syropu skrobiowego g) gryka - jest zbożem wykorzystywanym do produkcji kasz gryczanych cenionym głównie ze względów odżywczych.

98
h) ryż - jest zbożem uprawianym w warunkach wilgotnych i w klimacie ciepłym – nie uprawiany w Polsce, ziarna ryżu spożywane są bezpośrednio po obróbce cieplnej, gotowaniu oraz przerabiane na mączkę ryżową, krochmal, spirytus oraz piwo i) kukurydza - uprawiana jest w różnych odmianach w zależności od przeznaczenia spożywana jest po obróbce termicznej (popcorn), gotowaniu lub przerabiana na przetwory konserwowe, oleje lub mączkę kukurydzianą. Pod względem użytkowym wszystkie uprawiane zboża dzielimy na:
1. Przemysłowe – to te, które znajdują zastosowanie do produkcji chleba, mąki, kaszy, piwa, wódki itp.
2. Paszowe – to te, które są przeznaczone na pasze np. kukurydza, jęczmień, owies itp.
3. Nasienne – są one produkowane z przeznaczeniem na materiał siewny.
W Polsce podstawowymi zbożami chlebowymi są pszenica i żyto. Użytkowanie zbóż - użytkowane są głównie w przemyśle spożywczym oraz rolnictwie jednak zastosowanie znajdują również w innych działach gospodarki. Przetwory zbożowe - to produkty przemiału ziarna w zależności od rodzaju i stopnia przerobu produkty te klasyfikuje się następująco;
1. ziarno zbożowe - produkt nie poddany przemiałowi
2. śruty grube i śruty drobne - poddane wstępnym procesom przemiału
3. kasze drobne średnie grube - poddane przerobowi poprzez
przemiał lub łamanie
4. miały poddane kilku etapom przemiału
5. mąka różnych typów - ostateczny produkt przemiału ziarna Inną grupą przetworów zbożowych są otręby oraz zarodki uzyskiwane jako produkt uboczny podczas przemiału ziarna .
Przemiał ziarna na mąkę. Przemiał zbóż - to proces obejmujący wiele operacji powiązanych ze sobą w określony sposób prowadzący do otrzymania z ziarna zbóż , mąki lub śruty . Proces ten podzielić można na trzy podstawowe fazy :
1. Czyszczenie i kondycjonowanie ziarna
2. Rozdrabnianie i sortowanie mlewa
3. Przygotowanie mąki handlowej i pakowanie

99
SCHEMAT PRZEMIAŁU ZIARNA
Ad. A) Czyszczenie ziarna ma duże znaczenie dla właściwego przebiegu procesu przemiału i dla jakości mąki.
Zanieczyszczenia występujące w ziarnie dzieli się na:
1. Mineralne – piasek, kamienie, szkło, druty itp.
2. Organiczne – nasiona chwastów
Wszystkie te zanieczyszczenia muszą być przed przemiałem ziarna usunięte; odbywa się to za pomocą maszyn:
1. Wialnia – za pomocą prądu powietrza usuwany jest pył, kórz i inne drobne zanieczyszczenia organiczne
2. Tryjer – usuwa zanieczyszczenia o większej lub mniejszej objętości niż ziarno
3. Elektromagnes – usuwa z ziarna zanieczyszczenia metalowe
Surowce
Ziarno zbożowe
Międzyprodukt
Otręby
Zarodki
Wyrób gotowy
Mąka
Śruty grube
Kaszki grube
Kaszki drobne
Miały
Śruty drobne
Kaszki średnie

100
Mycie i nawilżanie ziarna stanowią następny etap w procesie przemiału zwany kondycjonowaniem ziarna.
Zabieg ten odbywa się w urządzeniach zwanych kondycjonerami.
Zabieg ten nadaje łusce większą elastyczność, zmniejsza jej kruchość i łamliwość w wyniku, czego, lepiej oddziela się od bielma.
Ad. B) proces mielenia ziarna polega na jego rozdrabnianiu.
W zależności od sposobu przemiału rozróżnia się:
1. Przemiał razowy, – podczas którego do mąki przechodzą wszystkie składniki ziarna
2. Przemiał gatunkowy – polega na oddzieleniu od bielma cząsteczek łuski i zarodka
Zabieg ten odbywa się w urządzeniach zwanych mlewnikami walcowymi.
Produkty przemiału zbóż - poszczególne grupy produktów zbożowych wyróżnia się między sobą stopniami rozdrobnienia w trakcie procesu przemiału, produkty te podzielić można na trzy podstawowe grupy ;
1. mąki czyli wyrób gotowy procesu przemiału 2. międzyprodukty np. śruty , mączki i miały 3. produkty uboczne np. zarodki i otręby

101
1. Mlewo stanowi mieszaninę wszystkich rozdrobnionych cząstek ziarna bez oddzielania części pochodzącej od łuski lub zarodków ziarna w zależności od poziomu rozdrobnienia klasyfikuje się jako ; śruty grube i drobne , wykorzystywane są do produkcji pieczywa razowego , nazwa mlewa to mąka razowa (typ 2000) .
1. Kaszki w celu otrzymywania produktów ubocznych w postaci otręb i zarodków ,
następnie rozdrobnienie ziarna poddanego uprzednio odłuszczeniu i odkiełkowaniu , proces przemiału przerabia się przez kilka operacji technologicznych polegających na drobnieniu , sortowaniu na grupy wielkościowe oraz wymieleniu produktów przejściowych .
2. Miały w wyniku sortowania i wyodrębnienia kaszek , uzyskiwane są produkty
zbliżone konsystencją do gruboziarnistych mąk . Miały wykorzystuje się do produkcji żywności jako mąkę krupczatkę .
3. Otręby są produktami pochodzącymi od procesu odłuszczania ziarna zbóż i
otrzymywane są na drodze wymielania produktów przejściowych z mlewa , otręby znajdują wykorzystanie w produkcji pieczywa dietetycznego jako surowiec dodatkowy lub przy produkcji pieczywa graham jako surowiec pomocniczy .
4. Zarodki wykorzystywane są głównie do produkcji słodu w związku z bogatą
zawartością węglowodanów , zarodki oddzielone są od ziarna głównie w fazie wstępnej .
5. Mąka to końcowy produkt przemiału ziarna w zależności od użytego surowca
wyróżnia się mąkę pszenną , żytnią , jęczmienną , kukurydzianą i inne . W zależności od udziału w mące otręb ( cząstki łuski i warstwy aleuronowej ) wyróżnia się wiele typów mąki , jakość mąki uzależniona jest w dużej mierze od zawartości zarodków , które wpływają od na obniżenie trwałości mąki .
Wpływ jakości ziarna na jakość mąki.
Jakość ziarna jest zagadnieniem bardzo złożonym gdyż wpływają na nią różnorodne czynniki takie jak:
1. Odmiana zboża

102
2. Warunki uprawy
3. Nawożenie
4. Klimat
5. Warunki zbioru
6. Warunki magazynowania
Jednym ze składników decydujących o jakości mąki jest jej skład chemiczny uzależniony od odmiany zboża i warunków klimatycznych. Znana jest wyższa wartość technologiczna pszenicy uprawianej w USA czy Kanadzie w porównaniu z wartością technologiczną parzenicy uprawianej we Francji czy Polsce.
Równie ważnym czynnikiem są warunki zbioru zbóż.
W Polsce w okresie żniw bardzo często występują opady powodujące porost zbóż.
Porost – jest to zjawisko kiełkowania ziarna zbóż jeszcze w kłosie.
Następuje wówczas uaktywnienie enzymu ziarna, które częściowo rozkładają skrobię i białko znajdujące się w ziarnie.
Pieczywo wyprodukowane z mąki otrzymanej z ziarna porośniętego jest lepkie, ciągliwe, ma złą porowatość i tworzy zakalec.
Również warunki składowania ziarna i obecność zanieczyszczeń wpływają na jego wartość technologiczną a tym samym na jakość mąki. Występujące w ziarnie zbóż zanieczyszczenia można podzielić na:
Mineralne – kamienie, metale, szkło itp.
Organiczne -
1. Nasiona chwastów
2. Ziarna obce
3. Ziarna chore
4. Obce składniki organiczne

103
ROZDZIAŁ 3 MĄKA
Charakterystyka i typy mąki.
W zależności od warunków, przemiału oraz jakości ziarna otrzymywana jest mąka o różnych cechach , do podstawowych wyznaczników jakości mąki, zalicza się wyciąg mąki tzw. wydajność, zawartości popiołu tzw. typ oraz wartość wypiekową mąki.
1. Wyciąg mąki - jest to ilość mąki otrzymana z użytego do przemiału ziarna wyrażona w procentach np. jeżeli ze 100kg ziarna w wyniku przemiału otrzymano 65kg mąki - wydajność szacuje się na ok. 65 % pozostałe 35% to otręby i zarodki . Skład chemiczny wpływa na wartość technologiczną mąki zależy od wyciągu mąki np. mąki o wysokim wyciągu ( np. mąka razowa ) nie różni się znacząco pod względem składu chemicznego do ziarna mąki typów jasnych o niskim wyciągu pozbawione są składników pochodzących od innych części niż bielmo zawiera w swym składzie duży procent ilości białek i węglowodanów. Pozbawione są natomiast składników błonnika, który wzmacnia zawartość popiołu w mące .
2. Typ mąki - to określenie w mące składników pochodzących z przemiału i innych
części ziarna niż bielmo czyli otręb i zarodków . Typ mąki określany jest inaczej jako zawartość popiołu . Określanie typu mąki odbywa się po przez spalanie 100kg i poddaniu wyrażeniu uzyskanego popiołu . Ilość gram popiołu uzyskanego podczas tego badania określa typ mąki np. podczas palenia 100 kg mąki uzyskamy 450gr popiołu co oznacza że typ mąki to 450 . W warunkach laboratoryjnych poddaje się spaleniu niewielką ilość mąki a ilość popiołu mnoży się przez 1000 określając jej typ , po spaleniu mąki uzyskano 0,5% popiołu to typ 500 .
Wyróżnia się następujące typy mąki pszennej: 1. 450 tortowa 2. 500 krupczatka 3. 550 luksusowa 4. 650 bułkowa 5. 750 chlebowa 6. 850 chlebowa
3

104
7. 1400 sitkowa 8. 1850 graham 9. 2000 razowa
Mąki żytnie klasyfikuje się do dwóch podstawowych grup jasne i ciemne:
1. 580 jasna 2. 800 żytnia 3. 1400 sitkowa 4. 1850 starogardzka 5. 2000 razowa
Mąki uzyskuje się również z przemiału zbóż nie chlebowych ; pszenżyto , jęczmień , kukurydza , owies , ryż . Ponadto mąki uzyskuje się z nasion strączkowych ; soja , groch , fasola.
1. Wartość wypiekowa -jest to zespół cech charakteryzujących zachowanie się mąki w procesach magazynowania, uzdatniania, przygotowania ciasta oraz obróbki technicznej . Mąka o dobrych wartościach wypiekowych może cechować się następującymi właściwościami
1. odporność na warunki magazynowania i zmiany w trakcie magazynowania- samozagrzewanie
2. zdolność wchłaniania wody zapewniająca dużą wydajność ciasta 3. zapewnienie dużej wydajności i dobrej jakości pieczywa 4. zdolność do wykształtowania glutenu oraz jakość glutenu
2. Gluten to substancja powstała w wyniku uwolnienia białek występujących w
mące gliadyny i gluteniny , które po zmieszaniu mąki z wodą i wymieszaniu pęcznieją i łączą się tworząc siatkę glutenową . Jakość glutenu jest szczególnie ważna w procesie fermentacji i wypieku pieczywa , gluten jest lekko elastyczno - sprężysty posiada zdolność zatrzymania w swoim obrębie pęcherzyków gazu wydzielające się podczas fermentacji ciasta.

105
Właściwości wypiekowe mąki pszennej i żytniej. Właściwości wypiekowe mąki to jej cechy jakościowe, które stanowią o przydatności do wypieku.
O właściwościach wypiekowych mąki decydują:
• Czynniki techniczne • Czynniki sanitarne
Do czynników technicznych należą przede wszystkim właściwości fizyczne i chemiczne mąki. Pierwszym czynnikiem technicznym jest zdrowotność zboża. Ogólnie przyjmuje się, że zboże dorodne i zdrowe pozwala na wyprodukowanie mąki, z której można uzyskać dobrej jakości pieczywo. Następnym czynnikiem jest wyciąg mąki i jej granulacja. Od wyciągu mąki zależy jej barwa – inne cechy uzyskuje pieczywo z mąki jasnej a inne z mąki ciemnej. Czynniki sanitarne to przede wszystkim czystość mąki. Na skutek porażenia mąki różnymi szkodnikami i zakażenia różnymi drobnoustrojami zmieniają się właściwości mąki. Sam fakt zanieczyszczenia mąki szkodnikami dyskwalifikuje jej przydatność do produkcji pieczywa. Niektóre zanieczyszczenia zwłaszcza te niedające się oddzielić od mąki na sitach lub takie, które nawet po oddzieleniu powodują zmianę jej zapachu, smaku lub barwy obniżają jej właściwości wypiekowe lub czynią ją w ogóle nie przydatną do produkcji. Mąka ma dobre właściwości wypiekowe, jeżeli można z niej łatwo wyprodukować pieczywo, które:
• Zawiera naturalne składniki zboża zmienione tylko przez przemiał, fermentację ciasta i wypiek
• Wykazuje przyjemny wygląd i dużą objętość • Ma przyjemny zapach i smak • Jest wolne od zanieczyszczeń i uszkodzeń
Wartość wypiekowa mąki – jest to wskaźnik, który określa o ile badana mąka jest lepsza lub gorsza od mąki uznanej za wzorzec.
Jeżeli pewne właściwości mąki można zmierzyć i porównać z właściwościami uznawanymi za podstawowe wówczas mówimy o wartości wypiekowej mąki. Ogólnie na pojęcie wartość wypiekowa mąki składa się:
• Zdolność ciasta do wytwarzania gazów (CO2) • Zdolność ciasta do zatrzymywania gazów (CO2)
Zdolność ciasta do wytwarzania gazów zależy od ilości cukrów fermentujących, czyli rozkładających się na dwutlenek węgla i alkohol (ciasto pszenne) lub dwutlenek węgla, kwasy organiczne i głównie kwas mlekowy i alkohol (ciasto żytnie). Zdolność ciasta do zatrzymywania gazów w cieście pszennym zależy od ilości i jakości glutenu natomiast w cieście żytnim od jakości skrobi zawartej w mące żytniej. Wartość wypiekową mąki bada się:

106
Metodami bezpośrednimi – np. badanie glutenu mąki pszennej lub badanie lepkości kleiku mąki żytniej. Metodami pośrednimi – polegają na chemicznym oznaczeniu niektórych składników mąki i określeniu, w jaki sposób badany składnik może wpłynąć na jakość pieczywa. Do pośrednich metod badania wartości wypiekowych mąki należą badania wykonywane w laboratorium za pomocą specjalnych aparatów. Jednym z urządzeń do określania wartości wypiekowej mąki pszennej jest farinograf. Farinograf – pozwala na dokładne oznaczenie konsystencji ciasta, czyli jakości glutenu znajdującego się w cieście. Aparatem, który pozwala obserwować przebieg fermentacji ciasta jest fermentograf. Fermentograf – za pomocą tego urządzenia można mierzyć ilość wytwarzającego się dwutlenku węgla podczas fermentacji ciasta pszennego. Aparatem przeznaczonym do badania wartości wypiekowej mąki jest amylograf. Amylograf – za jego pomocą bada się podatność skrobi na kleikowanie. Najbardziej przydatne z praktycznego punktu widzenia jest badanie wartości wypiekowej metodą próbnych wypieków. Metoda ta polega na wytworzeniu ciasta z niewielkiej ilości mąki w warunkach produkcyjnych i ocenienie otrzymanego pieczywa. Metoda ta polega na uzyskanie wyników najbardziej określających jakość mąki i uzyskanie pieczywa w warunkach produkcyjnych. Wyprodukowane pieczywo poddaje się analizie i ocenie a na podstawie uzyskanych wyników ustala się wytyczne do dalszej produkcji. Po zbadaniu wartości wypiekowej mąki należy wybrać odpowiednią metodę postępowania technologicznego, które pozwoliłoby ustalić z dużą dokładnością sposób prowadzenia ciasta i warunki wypieku, aby uzyskać pieczywo jak najlepszej jakości.
Podstawowe wiadomości o składzie chemicznym mąki.
Mąka to surowiec zawierający wszystkie składniki pokarmowe (woda, węglowodany, białka, substancje tłuszczowe, substancje mineralne, witaminy oraz enzymy i barwniki) Zawartość tych składników mąki jest wyznacznikiem jakości mąki oraz decyduje o przydatności mąki do produkcji żywności ;
a) woda - ilość wody zawartej w mące zależy od zawartości wody w ziarnie oraz intensywności przemiału oraz warunków magazynowania , przyjmuje się iż zawartość wody w mące powinna wynosić ok. 15%, podwyższona zawartość wody w mące może powodować jej zmiany jakościowe. Spowodowane między innymi czynnikami biologicznymi takimi jak procesy dojrzewania, wymiana gazów, samo zagrzewania, zmiany w podłożu mikrobiologicznym obejmujące rozwój mikroflory, zmiany o podłożu fizycznym podwyższona wilgotność mąki zmniejsza jej przydatność technologiczną, mąka staje się mniej higroskopijna i nie jest w stanie przyjąć odpowiedniej ilości wody np. podczas procesu przerabiania mąki na ciasto, zbyt niska wilgotność mąki poniżej 10 % powoduje zjawisko pylenia mąki co uniemożliwia proces przesiewania i napowietrzania mąki . Ponadto mąka taka ma zmniejszoną tendencję do pochłaniania wilgotności ze środowiska .
107
b)węglowodany - średnia zawartość węglowodanów w mące powinna wynosić 70%-80% decyduje to o dużej wartości energetycznej mąki w mąkach jasnych znajdują się głównie cukry proste i dwucukry . Najważniejszym składnikiem węglowodanowym jest skrobia, należy ona do substancji higroskopijnych i umożliwia proces tworzenia się ciast i wytwarzania glutenu . Skrobia może wchłonąć do 30% wody w stosunku do swej objętości. Zawartość skrobi w mące zależy od rodzaju mąki, waha się od 60%-70% .Skrobia zawarta w mące jest wielocukrem który pod wpływem enzymów drożdży może rozłożyć się do postaci amylozy; AMYLOZA - posiada strukturę krystaliczną jest rozpuszczalna w wodzie w temp. 70-80C nie posiada zdolności klei kowania . AMYLOPEKTYNA - jest to substancja o cechach gumy która podczas ogrzewania z wodą daje roztwór koloidalny czyli kleik, zawartość tej substancji w skrobi uzależniona jest od gatunku mąki wynosi ok. 75%-85% . Kolejnym węglowodanem zawartym w mące jest wielocukier nieprzyswajalny- błonnik nazywany inaczej celulozą , substancja ta nie jest rozpuszczalna w rozpuszczalnikach organicznych (enzymy, alkohol, kwasy) ani w wodzie. Ilość błonnika w mące jest wyższa przy wyższym wyciągu mąki i w mąkach o wysokim typie. Błonnik w mące pochodzi głównie z łuski . Mąka zawiera również niewielkie ilości cukrów wolnych do których zaliczyć możemy glukozę, fruktozę, maltozę oraz dwucukier sacharozę. c) białka - są składnikiem od 6% do 20% masy mąki. Ilość ta zależy od rodzaju i jakości mąki. Więcej białek zawierają w mące proteiny i proteidy; PROTEINY - są to białka proste, natomiast PROTEIDY są to białka złożone. Do najważniejszych technologicznie białek zalicza się gliadyne i glutenine.
Są to tzw. białka glutenowe.
W procesie przygotowania ciasta a więc w wyniku dodania wody do mąki i wymieszania ich następuje pełne uwodnienie tych białek i tworzy się lepka, elastyczna i sprężysta substancja zwana glutenem.
GLIADYNA + GLUTEINA+ WODA = GLUTEN
Pod wpływem wody cząsteczki białka silnie pęcznieją.
Napęczniałe i połączone ze sobą białka tworzą siatkę glutenową.
Gluten można uzyskać w formie czystej usuwając z ciasta pszennego skrobię przez wymywanie jej zimną wodą.
Wymyty z ciasta gluten ma wygląd ciągliwej, żółtawej, lepkiej masy, która może być w różnym stopniu elastyczna, sprężysta, rozciągliwa, rozpływająca się lub krucha i zwięzła.

108
Ponieważ gluten jest podstawowym elementem struktury ciasta pszennego o jego właściwościach decydują:
1. Jakość
2. Ilość (wydajność)
3. Zdolność do pochłaniania wody
W zależności od właściwości fizycznych gluten klasyfikuje się następująco:
1. Gluten mocny
2. Gluten normalny
3. Gluten słaby
Ilość glutenu zawartego w mące określa się poprzez wymycie go z określonej ilości mąki np. ze 100g mąki.
W zależności od jakości białek wchłaniają one różne ilości wody, i tak np.
1. Białka słabe wchłaniają 150 – 170% wody
2. Białka normalne – wchłaniają ok. 200% wody
3. Białka mocne – wchłaniają 250% i więcej wody
Jakość glutenu można ocenić poprzez badanie go na rozciągliwość lub rozpływalność. Po wymieszaniu mąki z wodą, gliadyna i glutenine tworzą tzw. siatkę glutenową tworząc gluten . Gluten jest szczególnie ważny podczas tworzenia się ciast i ich fermentacji gdyż jego struktura umożliwia zatrzymanie pęcherzyków powstałych w czasie fermentacji (CO2), dzięki czemu tworzy się porowaty miękisz pieczywa. d) substancje tłuszczowe - ich ilość waha się od 0,5% do 2% zależy to od wyciągu i typu mąki im wyższy wyciąg i typ mąki tym wyższa zawartość tłuszczowców. Zawartość tłuszczy w mące ma szczególne znaczenie w procesie dojrzewania mąki, który to proces wpływa na zmianę cech jakościowych mąki:
1. W czasie długotrwałego przechowywania mąki tłuszcze ulegają utlenieniu i rozkładowi dając w wyniku tego substancje o przykrym zjełczałym zapachu
2. Proces ten zachodzi tym szybciej im większa jest temperatura i wilgotność mąki oraz im wyższa jest aktywność enzymatyczna mąki
3. Uwalniane w wyniku rozkładu tłuszczu nienasycone kwasy tłuszczowe wywierają wpływ na wartości fizyczne glutenu poprawiając jego jakość
e) składniki mineralne - ich zawartość jest wyższa im wyższy jest typ i wyciąg mąki . W skład substancji mineralnych mąki wchodzą następujące pierwiastki chemiczne (potas, fosfor, wapń, sód, magnez, siarka, chlor oraz w ilościach śladowych cynk, nikiel, żelazo, mangan).Składniki mineralne w mące mogą występować w postaci wolnej lub połączeniu
109
z innymi składnikami głównie jako składniki tłuszczy zbożowych . f) barwniki - głównie substancje wpływające na żółtawy kolor mąki czyli karoten witamina . A oraz ksantofil . Barwniki mąki są głównie składnikiem tłuszczy , ulegają one utlenianiu . Wnioskować na tej podstawie można o cechach jakościowych pod wpływem długiego magazynowania tłuszcze utleniają się i zawarte w nich substancje barwiące zanikają , mąka staje się bielsza . g) witaminy - w mące zawarte są głównie witaminy z grupy B ( tiamina B1, ryboflawina B2, PP). Ilość witamin zawartych w mące zależy od obecności cząstek zarodka będącego głównym nośnikiem witamin . h) enzymy - najważniejszym technologicznie enzymem mąki są enzymy z grupy amyloz które uczestniczą w hydrolizie skrobi czyli rozkładzie pod wpływem wody . Poza amylozą w mące występują enzymy proteozy, które powodują rozszczepienie białek mąki i tym samym wpływają na jakość glutenu . Istotny wpływ na działanie enzymów wywierają takie czynniki jak:
1. Temperatura
2. Kwasowość środowiska
W przetwórstwie zbożowym enzymy odgrywają dwojaką rolę:
1. Są katalizatorami (przyspieszaczami) procesów życiowych zachodzących w czasie przechowywania ziarna lub mąki
2. Ich działalność przejawia się we wszystkich etapach procesu technologicznego w piekarstwie (bez enzymów nie była by możliwa fermentacja ciast)
W mące jako produkcie uzyskanym z rozdrobnienia ziarna znajdują się wszystkie enzymy występujące w ziarnie.
Do najważniejszych mających bezpośredni wpływ na jakość mąki i później pieczywa najeżą:
1. Enzym amylaza – rozkłada skrobię
2. Enzym proteaza – rozkłada białko
3. Enzym lipaza – rozkłada tłuszcze
W mące występują dwa enzymy amylolityczne (dwie amylazy) to jest α i β są to amylazy działające w różnej temperaturze i kwasowości podłoża.
Enzymy proteolityczne, czyli proteazy rozkładają białka osłabiając je.
Ich znaczenie w mące polega na zdolności rozkładania białka glutenu, co wpływa ujemnie na właściwości fizyczne ciasta.
Z tego powodu nadmierna aktywność enzymów proteolitycznych w mące nie jest pożądana chyba, że mąka zawiera bardzo dużo mocnego glutenu i wówczas częściowe jego osłabienie jest wskazane.
110
Enzymy lipotyczne, czyli lipazy są to enzymy rozkładające tłuszcz do gliceryny i wolnych kwasów tłuszczowych. W wyniku ich działania mąka nabiera gorzkiego smaku oraz zjełczałego zapachu.
Ocena jakościowa mąki.
Właściwa i pełna ocena jakościowa mąki jest zadaniem bardzo trudnym i złożonym, wymagającym zarówno wysokich kwalifikacji jak i odpowiednio urządzonego laboratorium.
Ogólnie metody jakości mąki można podzielić na dwie zasadnicze grupy:
1. Metody laboratoryjne
2. Metody organoleptyczne
W ramach oceny organoleptycznej przeprowadza się następujące próby:
1. Badanie wyglądu mąki
2. Badanie barwy mąki
3. Badanie smaku mąki
4. Badanie zapachu mąki
5. Badanie wilgotności mąki
6. Badanie granulacji mąki
7. Badanie na obecność szkodników w mące.

111
ROZDZIAŁ 4 PRODUKTY PRZEROBU ROŚLIN OKOPOWYCH
Charakterystyka, zastosowanie i skład chemiczny roślin okopowych.
1) Rośliny okopowe są to rośliny klasyfikowane do tej grupy ze wzg. technologicznych , wymagające podobnych metod uprawy , wegetują w podobnych warunkach , rośliny okopowe ze wzg. botanicznych stanowią niejednolitą grupę i klasyfikowane są do różnych typów roślin . Do roślin okopowych zalicza się buraki cukrowe i pastewne , rzepę , ziemniaki , brukiew i cykorię. Z punktu widzenia technologii żywności największe znaczenie odgrywają odmiany ziemniaka i buraków cukrowych . a) buraki cukrowe - wykorzystywane są w przem. cukrowniczym w procesie produkcji cukru buraczanego (sacharozy) b) ziemniaki - wykorzystywane są głównie przy produkcji mączki ziemniaczanej (skrobi) oraz produktów przerobu mączki ziemniaczanej ( syrop skrobiowy , glukoza krystaliczna) Bulwa ziemniaka jest miejscem magazynowania przez roślinę substancji zapasowych w postaci wielocukrów (skrobia). - Zewnętrzne warstwy bulwy ziemniaka warstwa korowa i kora pierwotna tworzą tzw. łupinę która jest warstwą ochronną , chroniącą przed wysychaniem , zakażeniem i działaniu innych czynników zewnętrznych . - Miękisz pierwotny jest miejscem gdzie gromadzi się skrobia , największe zasoby skrobi znajdują się w warstwie miękiszu rdzenno zewnętrznego , ponadto miękisz ziemniaka zawiera duże ilości białka . - Warstwa rdzenia wewnętrznego jest najuboższą częścią ziemniaka pod wzg. składu zawiera on głównie wodę i niewielkie ilości skrobi .
4

112
Najbogatszą w składniki odżywcze ( białka, węglowodany , i składniki mineralne ) częścią ziemniaka jest warstwa znajdująca się tuż pod warstwą korową i korą pierwotną czyli miękisz pierwotny . Budowa bulwy ziemniaka: 1. warstwa korowa, 2. kora pierwotna, 3. miękisz pierwotny, 4. wiązki przewodzące, 5. miękisz rdzenia zewnętrznego, 6. rdzeń wewnętrzny Skład chemiczny ziemniaka uzależniony jest od odmiany , średnia zawartość składników odżywczych : - woda - 78% - skrobia - 19% - błonnik - 1% - cukry proste i dwucukry - 1% - białko -1,5% - tłuszcze - 0,1% - składniki mineralne - 1% ziemniaki zawierają ponadto witaminy: C, D1 i B2 oraz barwniki A- beta karoten Podział ziemniaków ze wzg. technologicznych uzależniony jest od zawartości skrobi : - ziemniaki wysoko skrobiowe - zawierają powyżej 19% skrobi - ziemniaki średnio skrobiowe - zawierają od 15% do 19% skrobi - ziemniaki nisko skrobiowe - zawierają poniżej 15% skrobi Ze wzg. handlowych ziemniaki klasyfikuje się na dwie podstawowe grupy : - ziemniaki jadalne - stosowane w produkcji gastronomicznej cechujące się podwyższoną zawartością białka a niską zawartością skrobi - odmiany przemysłowe - stosowane w przetwórstwie cechujące się dużą ilością skrobi 2) Burak cukrowy budowa i zawartość węglowodanów . Burak cukrowy należy do roślin kosmowatych ( botaniczny ) wytwarza korzeń polowy - spichrzowy , w korzeniu roślina gromadzi substancje zapasowe w postaci dwucukrów i sacharozy . Buraki cukrowe wykorzystuje się głównie do produkcji cukru , sacharozy natomiast produkty uboczne pozostałe po przerobie wykorzystywane są w produkcji cukierniczej oraz w produkcji surowych i kiszonych pasz dla zwierząt . Przydatność technologiczna buraka cukrowego uzależniona jest od zawartości sacharozy , która zależna jest od odmiany buraka cukrowego , średnia zawartość sacharozy kształtuje się następująco : - od 15% do 19% , zawartość sacharozy jest różna w zależności od części buraka

113
cukrowego , najbardziej przydatna jest część korzenia właściwego zawierająca od 17-18% sacharozy , nie przydatna technologicznie jest głowa , szyja oraz ogon korzenia buraka cukrowego - części te przetwarzane są zazwyczaj na pasze dla zwierząt . - korzeń buraka cukrowego zbudowany jest z pierścieniowo ułożonych wiązek naczyniowych i sitowych między którymi znajduje się część miękiszowa , która zawiera najwięcej sacharozy . Skład chemiczny - poza sacharozą (15%-19%) burak cukrowy zawiera również związki nie cukrowe klasyfikowane do dwóch grup substancje nierozpuszczalne oraz substancje rozpuszczalne : - związki nierozpuszczalne od 4,5%-5% to celuloza , pektyny , chemii celulozy , białka nierozpuszczalne - związki rozpuszczalne to sole mineralne ( 0,5% - 1% ) , związki azotowe 1,5% , cukry proste fruktoza i glukoza do 0,1% , ponadto zawierają niewielkie ilości tłuszczy oraz barwniki Odmiany buraka cukrowego; wyróżnia się trzy typy buraków: - burak cukrowy [C] - zawiera największą ilość sacharozy od 18% do 19,5% , posiada korzeń o zwartej strukturze natomiast mniejszych rozmiarów od innych odmian buraka - burak plewny [P] - najczęściej uprawiany w Polsce dający największe plony , ma korzeń większy i luźniejszy , zawartość sacharozy od 16% do 18,5% - burak normalny [N] - to odmiana będąca krzyżówką [ C i P ] łączy w sobie cechy obu tych gatunków , zawartość sacharozy kształtuje się od 17,5% do 19% Buraki cukrowe wykorzystywane są do produkcji cukru buraczanego występującego w postaci cukru kryształu o różnej granulacji , produktem ubocznym jest melasa wykorzystywana w przemyśle gorzelniczym oraz wysłodki buraczane będące odpadem produkcyjnym przerabiane są na pasze dla zwierząt .
Produkty przerobu roślin okopowych
Do podstawowych produktów uzyskiwanych z przerobu roślin okopowych zalicza się : z ziemniaka - mączka ziemniaczana (krochmal) , syrop skrobiowy , glukoza krystaliczna z buraka cukrowego - cukier , sacharozę , melasa , wysłodki buraczane Produkty przerobu ziemniaka a) mączka ziemniaczana - to prawie czysta skrobia ziemniaczana uzyskiwana w sposób mechaniczny ; Uzyskiwanie mączki ziemniaczanej odbywa się po przez :

114
- ucieranie ziemniaków - wymywanie skrobi z roztartych ziemniaków - wybielanie skrobi Do celów spożywczych stosuje się dwa gatunki mączki ziemniaczanej superior standard i superior , do celów przemysłowych stosuje się skrobie gorszych gatunków traktowaną jako odpad produkcyjny. b) syrop skrobiowy - to jeden z ważniejszych surowców cukierniczych stosowany w piekarstwie i przetwórstwie owoców i warzyw . Syrop skrobiowy - uzyskuje się przez kwaszoną hydrolizę ( rozkład substancji ) skrobi ziemniaczanej polegającej na : - uwodnienie skrobi - podniesienie temperatury urodzonej skrobi -dodatek kwasu , podniesienie ciśnienia -pod wpływem działalności wysokiej temperatury i kwasu skrobia ulega rozkładowi do postaci dwucukrów a następnie cukrów prostych:
SKROBIA
DEKSTRYNY
MALTOZA
GLUKOZA
Syrop skrobiowy jest mieszaniną o konsystencji płynnej składającą się z ok. 34% dekstryn, 28% maltozy, 15% glukozy. W zależności od stopnia scukrzenia syropy skrobiowe dzieli się na następujące rodzaje:
1. Nisko scukrzony
2. Normalnie scukrzony
3. Średnio scukrzony
4. Słodowy
Różnią się zawartością dekstryn oraz cukrów redukujących tj. glukozy i maltozy.

115
Dla niektórych gatunków syropu używa się nazw określających główne przeznaczenie syropu np. syrop cukierkowy, chałwowy, piwny itp.
c) glukoza - produktem przerobu ziemniaka jest głównie glukoza krystaliczna uzyskiwana z mączki ziemniaczanej poddanej kwasowej hydrolizie - to ostateczny produkt hydrolizy skrobi . Glukozę uzyskuje się z syropu skrobiowego ma ona postać drobno ziarnistą biało kremowego proszku o łagodnym słodkim smaku , glukozę krystaliczną stosuje się w przemyśle cukierniczym i przetwórstwie owoców i warzyw oraz jako dodatek do wódek , glukoza jest również stosowana w lecznictwie (może być przyswajana przez organizm człowieka bez udziału układu pokarmowego) ponadto jest składnikiem produktów wysoko energetycznych . Produkty przerobu buraka cukrowego a) cukier, sacharoza - to produkt końcowy przerobu buraka cukrowego , jest prawie czysta sacharozą , w obrocie handlowym występuje jako cukier kryształ o różnej granulacji (kryształ gruby, średni, drobny, grysik, cukier puder, cukier kryształ niesegregowany) cukier uzyskiwany jest przez wykrystalizowanie z syropu, odwirowanie i wysuszenie. Na potrzeby przemysłu stosowany jest cukier biały przemysłowy- cukier o gorszej jakości nieodpowiadający normom konsumpcyjnym. b) melasa - to produkt uboczny przemysłu cukierniczego wykorzystywany jest na potrzeby przemysłu gorzelniczego , melasa jest gęstą , ciągliwą cieczą o barwie brązowej do ciemno brunatnej, ma słodko gorzki smak i swoisty zapach zawiera ok. 50% sacharozy , melasa stosowana jest w przemyśle farmaceutycznym do wyrobu alkoholu etylowego, gorzelnictwie, kwasku cytrynowego oraz jako pożywka w hodowli drożdży i produkcji drożdży piekarskich . c) wysłodki buraczane - stanowią odpad produkcyjny przy produkcji cukru - występują w postaci krajanki buraczanej zawierają ok.95% suchej masy w skład której wchodzą głównie białka i błonnik. Wysłodki stosowane są bezpośrednio jako pasze dla zwierząt lub są fermentowane i suszone i w tej formie przerabiane na pasze dla zwierząt .
Rodzaje cukru
Głównymi produktami przemysłu cukrowniczego są uszeregowane według wzrastającego stopnia czystości:
a) cukier surowy, b) cukier biały przemysłowy, c) cukier biały, d) cukier rafinowany.
Cukier surowy (żółty) Cukier ten nie jest wybielany na wirówkach. Zawiera zawsze na powierzchni kryształów pewną ilość odcieku, co powoduje, że jest lepki. Nie nadaje się więc do segregacji. Ma słodki smak z lekkim posmakiem i zapachem syropu macierzystego. Kryształy są lepkie, sklejające się, o ostrych krawędziach, jednolicie jasnobrązowe, bez grudek ciemniejszych i

116
gniazd nie odwirowanego odcieku, bez domieszek innego cukru, np. mączek dalszych rzutów i zanieczyszczeń.
Cukier surowy w Polsce przeznaczony jest głównie do dalszej przeróbki na rafinadę. W innych krajach cukier ten jest coraz częściej stosowany w bezpośrednim spożyciu lub do produkcji innych artykułów spożywczych. Niektórzy uczeni uważają, że zanieczyszczenia cukru surowego są korzystnym składnikiem żywności.
Cukier biały przemysłowy
Jest to mieszanina cukru kryształu białego o różnej granulacji, w dowolnym stosunku procentowym, przeznaczona do celów przemysłowych. Charakteryzuje się jasnokremową barwą, słodkim smakiem i bardzo słabym zapachem syropu macierzystego. Jest sypki, co najwyżej lekko sklejający się. Cukier ten jest powszechnie stosowany do produkcji takich wyrobów cukierniczych jak: pieczywo, czekolada, chałwa, pomadki mleczne, masy tłuste z pieczywem i wielu półproduktów.
Cukier biały
To cukier wybielony na wirówkach za pomocą wody i pary. Jest sypki, bez zlepów i grudek. Ma charakterystyczny słodki smak, bez obcego zapachu. Może mieć odcień lekko kremowy. Ze względu na wyższy stopień czystości cukru białego w porównaniu z cukrem białym przemysłowym – cukier ten przeznacza się do produkcji takich wyrobów cukierniczych, w których ceniona jest biel lub bezbarwność produktu, a mianowicie: do masy karmelowej, pomad wodnych i śmietankowych, nadzień likworowych, galaretek, marcepanu i pokrewnych, drażetek oraz glazur cukrowych i kandyzu. Zaleca się stosowanie cukru białego również do brązowych z natury mas czekoladowych, ponieważ użycie cukru białego przemysłowego może zakłócać bukiet smakowo-zapachowy czekolady, szczególnie w tym przypadku, gdy do jej produkcji zastosowano celowo mieszanki różnych gatunków ziarna kakaowego.
Cukier rafinowany (rafinada)
Otrzymuje się go z cukru białego lub surowego rozpuszczonego do gęstości syropu, następnie oczyszczonego za pomocą węgla aktywnego, wybielonego podsiarczanem sodu i ultramaryną i poddanego krystalizacji lub odlewaniu do form. Rafinadę dzieli się według wielkości kryształów na: luksusową RK-Lux, kryształ gruby R-KG, średni R-KS, drobny R-KD. Z rafinady produkuje się również cukier w kostkach prasowany lub lany. Cukier puder otrzymuje się z przemiału cukru białego lub rafinady. Cukier rafinowany powinien mieć barwę białą z lekkim odcieniem niebieskawym, konsystencję krystaliczną bez kryształów nie wybielonych, smak czysto słodki, bezwonny, roztwór wodny cukru rafinowanego powinien być przezroczysty.
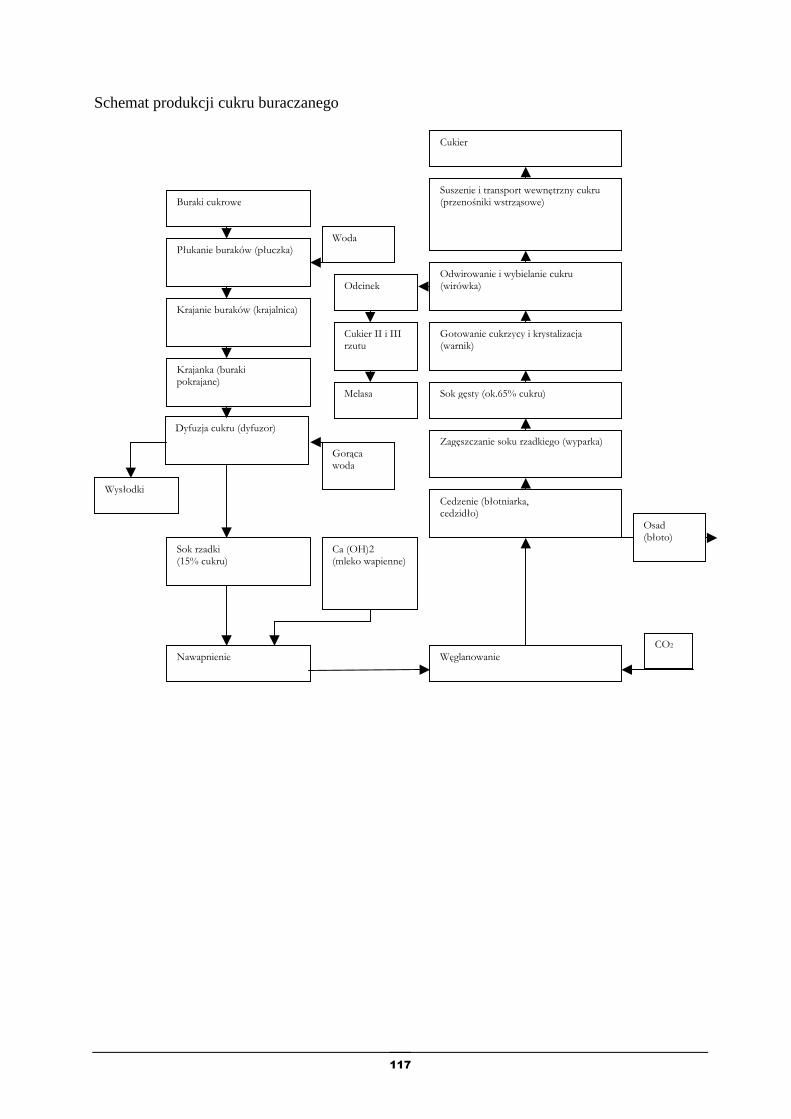
117
Schemat produkcji cukru buraczanego
Buraki cukrowe
Płukanie buraków (płuczka)
Krajanie buraków (krajalnica)
Krajanka (buraki pokrajane)
Dyfuzja cukru (dyfuzor)
Wysłodki
Sok rzadki (15% cukru)
Nawapnienie Węglanowanie
Cedzenie (błotniarka, cedzidło)
Cukier
Suszenie i transport wewnętrzny cukru (przenośniki wstrząsowe)
Odwirowanie i wybielanie cukru (wirówka)
Gotowanie cukrzycy i krystalizacja (warnik)
Sok gęsty (ok.65% cukru)
Zagęszczanie soku rzadkiego (wyparka)
Woda
Gorąca woda
Odcinek
Cukier II i III rzutu
Melasa
Ca (OH)2 (mleko wapienne)
CO2
Osad (błoto)
118
ROZDZIAŁ 5 PRODUKTY PRZEROBU ROŚLIN OLEISTYCH
Oleje rafinowane Oleje rafinowane otrzymywane są z olejów roślinnych poddanych oczyszczeniu (rafinacji) Rafinowane oleje roślinne powinny zachowywać w temperaturze 200C konsystencje płynną posiadać lekki, swoisty zapach, swoisty smak bez obcych posmaków. W ciastkarstwie i piekarnictwie rafinowane oleje roślinne stosuje się do produkcji wafli, do smażenia i smarowania blach, oraz jako dodatek do ciast.
Oleje są to tłuszcze roślinne posiadające konsystencję płynną wydobywane z roślin oleistych przy użyciu dwóch metod: metodą tłoczenia (wyciskania) lub metodą ekstrakcji.
• Ekstrakcja jest to otrzymywanie wyciągu przez zastosowanie odpowiednich rozpuszczalników. Uzyskaną substancję poddaje się następnie oczyszczaniu poprzez rafinacje.
• Rafinacja jest to proces polegający na odśluzowaniu, odwodnieniu oraz bieleniu oleju. Olej rafinowany o dobrej jakości powinien być klarowny (nie powinien posiadać osadu ani zawiesiny), powinien mieć kolor słomkowy oraz posiadać charakterystyczny lekki zapach.
Ocena metod uzyskiwania olejów roślinnych:
• Tłoczenie jest to metoda która wymaga zastosowania wysokich temperatur. Oleje uzyskane poprzez tłoczenie mają gorszą jakość i są mniej przydatne technologicznie. Najlepsze jakościowo są oleje pierwszego tłoczenia. Oleje uzyskane z wytłaczania wytłoczek posiadają gorszą jakość ze względu na obecność substancji innych niż tłuszcze (osad powstały z rozdrobnionych części wytłoczek i miazgi)
• Oleje uzyskane z ekstrakcji cechują się wyższą jakością i przydatnością technologiczną. O ich jakości decyduje prawidłowy przebieg procesu rafinacji. Oleje uzyskane przez ekstrakcje i rafinacje są prawie 100% tłuszczami.
5

119
Oleje tłuszczowe stosowane są głównie w gastronomii natomiast oleje uzyskiwane na drodze ekstrakcji mają szerokie zastosowanie w technologii żywności
Przegląd olejów roślinnych
• Olej arachidowy otrzymywany jest z orzeszków arachidowych. Jest to lekki olej nadający się na zaprawy do sałatek. Bogaty w tłuszcze jednonienasycone.
• Olej kokosowy, otrzymywany z orzechów kokosowych jest źródłem tłuszczy nasyconych.
• Olej krokoszowy to olej roślinny otrzymywany z nasion krokosza barwiarskiego, który może być złotożółty lub, po oczyszczeniu, bezbarwny i bezzapachowy. Bogaty w tłuszcze wielonienasycone, jest bogatym źródłem kwasu linolowego. Używany do zapraw sałatkowych oraz do smażenia.
• Olej kukurydziany ma żółtą barwę i jest bogaty w kwasy wielonienasycone. Charakteryzuje się wysoką zawartością kwasu linolowego oraz witaminy E. Odpowiedni do głębokiego i płytkiego smażenia oraz pieczenia.
• Olej lniany zawiera dużo wielonienasyconych kwasów tłuszczowych, kwasu linolowego oraz witaminy E.
• Olej palmowy charakteryzuje się pomarańczową barwą i swoistym aromatem. Prawie 100% oleju palmowego stanowi tłuszcz. Zawiera kwasy nasycone (!) oraz witaminę E.
• Olej rzepakowy jest bogaty w tłuszcze jednonienasycone. Wykorzystywany do smażenia oraz sałatek.
• Olej sezamowy ma ciemną barwę oraz silny aromat. Bogaty w tłuszcze wielonienasycone i kwas linolowy. Zawiera pewną ilość witaminy E.
• Olej słonecznikowy, podobnie jak olej sezamowy, jest bogaty w tłuszcze wielonienasycone, kwas linolowy, lecz zawiera więcej witaminy E. Odpowiedni do smażenia oraz sałatek.
• Olej sojowy zawiera dużo wielonienasyconych kwasów tłuszczowych, kwasu linolowego i witaminy E. Stosowany do gotowania.
• Olej winogronowy to lekki olej, bogaty w tłuszcze wielonienasycone i witaminę E. Stosowany do smażenia oraz sałatek.
• Olej z orzecha włoskiego ma ciemną barwę i bogaty aromat. Odpowiedni do sałatek. Zawiera dużo wielonienasyconych kwasów tłuszczowych.
• Olej z orzechów laskowych to mocny, ciężki olej, bogaty w wielonienasycone kwasy tłuszczowe i witaminę E, stosowany do smażenia potraw i do sałatek.
120
Oliwa z oliwek
Oliwa z oliwek to gęsty, zielonkawy olej, wyciskany z oliwek. Jest bogaty w tłuszcze jednonienasycone i stanowi dobre źródło podstawowego kwasu tłuszczowego - kwasu linolowego. Oliwa z oliwek zawiera także kwas oleinowy, który wraz z kwasem linolowym wchodzi w skład kwasów z grupy Omega-3. Hamują one rozwój miażdżycy, obniżając ilość 'złego' (LDL) cholesterolu i podnosząc poziom 'dobrego' (HDL), a także zapobiegają tworzeniu się wolnych rodników. W przypadku tego produktu możemy mieć do czynienia z następującymi rodzajami:
• oliwa extra vergine (extra virgin olive oil) - najlepsza i najdroższa. Powinno się ją spożywać na surowo. Może być lekko mętna i z osadem. Często pakowana jest w ciemne szkło.
• oliwa vergine (virgin olive oil) - nieco gorszej jakości, lecz o bardziej uniwersalnym znaczeniu: nadaje się do sałatek, gotowania i smażenia.
• zwykła oliwa vergine (ordinary virgin olive oil) - polecana do gotowania, smażenia oraz spożywania na surowo.
• oliwa wytłokowa (olive - pomace oil) - nadaje się do sałatek i majonezu. • oliwa rafinowana (rafined olive oil) - polecana do gotowania, smażenia i pieczenia. • oliwa (olive oil) - to mieszanina oliwy rafinowanej i virgin. Polecana do spożycia na
surowo. • oliwa wytłokowa rafinowana (olio di sanse rettificato) - odpowiednia do smażenia.
Na europejskim rynku jest ponadto dostępna aromatyzowana oliwa z oliwek , np. o smaku cytrynowym
Margaryna
Margaryna należy do tłuszczów jadalnych o wyglądzie i właściwościach zbliżonych do masła.
Obecnie wytwarza się ją prawie wyłącznie z tłuszczów roślinnych ciekłych i częściowo utwardzonych.
Tłuszcze miesza się z wodą (margaryna z wodą) lub ukwaszonym mlekiem (margaryna mleczna), oraz innymi dodatkami jak sól, cukier, witaminy, barwniki, substancje zapachowe i emulgatory.
Produkuje się również dwa gatunki margaryn do ciast:
1. 1. Margaryna piekarską
2. 2. Margaryna do ciast listkowych (ciasto francuskie)
Bardzo rozpowszechnione są też gatunki margaryn deserowych przeznaczonych do bezpośredniej konsumpcji (palma, masło roślinne).

121
Pod względem składu chemicznego margaryna zawiera:
1. Woda 16%
2. Tłuszcz 83%
3. Sucha masa 1%
Do margaryny dodaje się ponadto niewielką ilość skrobi (ok.0,2%) pozwalającej odróżnić margarynę od masła pozwalającej odróżnić margarynę od masła po granatowym zabarwieniu w wyniku dodania jednej kropli roztworu jodyny (jodu).
Margarynę formuje się w kostki 250g lub dozuje do kubków po 250g i 500g. Dopuszcza się również formowanie w bloki po 5, 10, 20 i 24kg.
Margaryna powinna być przechowywana w pomieszczeniach suchych i ciemnych w temperaturze poniżej 10°C.
W tych warunkach trwałość margaryny wodnej wynosi ok. 40 dni a mlecznej ok. 14 dni.
Tłuszcze specjalne Ceres jest to tłuszcz jadalny otrzymywany bez udziału wody z rafinowanych tłuszczów roślinnych ciekłych i utwardzonych (olej rzepakowy, sojowy, arachidowy)oraz tłuszczów zwierzęcych (smalec, trany utwardzone) spulchniany powietrzem lub gazem naturalnym. Zastosowanie: do smarowania, pieczenia, wyrobu pieczywa i mas cukierniczych.
1. Tłuszcze cukiernicze otrzymywane są z utwardzonych tłuszczów roślinnych oraz zwierzęcych z dodatkiem emulgatora i lecytyny. Używane są do produkcji wyrobów cukierniczych pieczywa, mas cukierniczych, oraz polew Tłuszcze cukiernicze zależnie od ich przeznaczenia różnią się pod względem cech fizycznych składu.
2. Tłuszcz piekarski specjał-jest to tłuszcz jadalny otrzymywany z rafinowanych uwodnionych tłuszczy roślinnych lub tłuszczów roślinnych połączeniu ze zwierzęcymi z dodatkiem lecytyny i emulgatora. Pod względem cech fizycznych tłuszcz ten podobny jest do tłuszczu cukierniczego jednak różni się smakiem, zapachem i barwa ze względu na dodatek lecytyny. Przeznaczenie do produkcji pieczywa i mas cukierniczych.
3. Tłuszcz kakaowy otrzymywany jest z ziarna kakaowego poddanego odpowiedniej obróbce. Tłuszcz ten ma swoiste cechy fizyko-chemiczne, bardzo dożą trwałość swoisty smak i dobrą przyswajalność przez organizm ludzki
Zastosowanie do wyrobu czekolady, polew i mas cukierniczych. Tłuszcze kakaowo podobne otrzymywane są z olejów roślinnych, utwardzanych. Przeznaczone są do produkcji czekolady, kuwertury czekoladowej, polewy oraz wyrobów czekolado podobnych. Na stosowanie tłuszczów kakaowo podobnych wyróżnia zgodę Główny Inspektor Sanitarny.
122
ROZDZIAŁ 6 OWOCE I PRZETWORY
Ogólna charakterystyka owoców Owocem nazywamy część rośliny powstałą w zalążni po zapłodnieniu zalążków, owoce dzieli się na:
• Soczyste • Suche
Owoce suche-maja owocnię suchą i twardą, owoce suche dzielimy na
• Pękające np.: orzechy arachidowe, mak • Niepękające np.: orzechy włoskie, migdały.
Owoce soczyste-posiadają owocnię rozrośniętą z nagromadzonymi substancjami zapasowymi, owoce te posiadają owocnie soczystą np.: owoce jagodowe lub posiadają tylko zewnętrzną część owocni soczystą wewnętrzną zaś twardą np.: owoce pestkowe W ciastkarstwie jako owoce rozumie się powszechnie owoce soczyste. Owoce suche zalicza się natomiast do grupy surowców –nasiona oleiste Owoce soczyste ze względu na budowę i pochodzenie dzielimy na:
• Ziarnkowe np.: jabłka, gruszki, pigwy • Pestkowe np.: śliwki, wi śnie, morele, czereśnie, brzoskwinie • Jagodowe np.: truskawki, agrest, poziomki, jagody, maliny • Cytrusowe np.: pomarańcze, cytryny, grejfuty, mandarynki • Południowe np.: rodzynki, daktyle, figi, ananasy
Budowa i klasyfikacja owoców
• Owoce ziarnkowe składają się ze skórki, miąższu, gniazda nasiennego w którego komorach znajdują się nasiona
• Owoce pestkowe posiadają soczystą zewnętrzną część owoca, wewnętrzną natomiast zdrewniałą w postaci pestki wewnątrz pestki znajduje się nasienie
• Owoce jagodowe posiadają jednolity miękisz otaczający nasiona Owoce cytrusowe oraz południowe klasyfikowane są ze względu na pochodzenie oraz właściwości organoleptyczne
6

123
Charakterystyka owoców soczystych 1) W towaroznawstwie żywności owocem określa się część rośliny powstałej w zalążni po zapłodnieniu zalążni. Owoce podzielić można na dwie podstawowe grupy: - owoce suche - posiadają stwardniałą i suchą owocnię - owoce soczyste - posiadają owocnie z nagromadzonymi substancjami zapasowymi, do tej grupy klasyfikuje się ( ziarnkowe, pestkowe, południowe, soczyste ) 2)W technologii żywności jako owoce klasyfikuje się wyłącznie owoce soczyste ;
a) owoce ziarnkowe - są to jabłka , gruszki , owoce te składają się ze skórki , miąższu i gniazda nasiennego w którego komorach znajdują się nasiona .
• Jabłka
W przetwórstwie żywności największe znaczenie w grupie owoców ziarnkowych mają jabłka, występujące w wielu odmianach i klasyfikowane do następujących grup wielkościowych;
• A - jabłka wielko owocowe • B - jabłka średnio owocowe • C - jabłka drobno owocowe
Jabłka zawierają wiele witamin i soli mineralnych. O wartościach odżywczo-leczniczych suszonych jabłek decyduje przede wszystkim znaczna zawartość związków pektynowych, czyli rozpuszczalnego w wodzie błonnika. Pektyny odgrywają niebagatelną rolę w przewodzie pokarmowym, gdyż neutralizują substancje toksyczne.
Wpływają one na proces trawienia, leczą biegunki i zaparcia, co jest szczególnie ważne u dzieci, kobiet w ciąży i u osób starszych. Pektyny rozpuszczają cholesterol, zapobiegając tym samym zmianom miażdżycowym w układzie krążenia.

124
• Gruszki
Gruszki - Pirus - drzewo owocowe z rodziny Różowatych, występujące w górskich rejonach Eurazji i Płn. Afryki. Powszechnie uprawia się liczne odmiany gruszy pospolitej (Pirus Communis).
Gruszki suszone są bogate w błonnik, dzięki czemu szybko można się nimi nasycić. Poza tym są źródłem potasu, żelaza oraz pektyn, które obniżają poziom cholesterolu oraz pochłaniają toksyczne metale ciężkie. W gruszkach występują związki polifenolowe, w tym katechiny, które mają właściwości przeciwnowotworowe.
b) owoce pestkowe - zalicza się ( śliwki , morele , brzoskwinie ,czereśnie , wiśnie , nektaryny ) owocem jest pestkowiec powstały w zalążni , owoce pestkowe posiadają soczystą część owocni , część wewnętrzna występuje w postaci pestki wewnątrz której znajduje się nasienie składające się z dwóch liści . Z hodowanych w Polsce owoców pestkowych największe znaczenie i zastosowanie w przetwórstwie mają śliwki , wi śnie , czereśnie , owoce te występują w wielu odmianach różniących się pomiędzy sobą cechami jakościowymi i organoleptycznymi .
c) owoce jagodowe ( truskawki , poziomki , maliny , agrest , jeżyny , jagody ) , wspólną cechą tych owoców jest jednolity miąższ o licznej strukturze otaczający liczne drobne nasiona . Owocem owoców jagodowych może być jagoda kulista lub owalna ( np. porzeczka lub agrest ) lub tzw. owoc pozorny jak w przypadku truskawki i poziomki , w technologii żywności największe znaczenie mają owoce truskawki i porzeczki .

125
- truskawki - owocem truskawki jest owoc pozornie na powierzchni którego rozmieszczone są liczne orzeszki będące owocem właściwym , kształt owocu truskawki może być różny i mieć różne rozmiary , uzależnione jest to od odmiany i gatunku cechą zmienną gatunku jest również zabarwienie od różowego do brunatnego . - porzeczka - wyróżnia się trzy podstawowe gatunki porzeczki czarne , czerwone , białe . Jagody porzeczki otoczone są skórką , wewnątrz soczystego miąższu znajdują się nasiona .
Owoce jagodowe są cenionym owocem w przetwórstwie owoców i warzyw , przerabiane są głównie na soki , kompoty , galaretki i dżemy przerabiane są również na alkohole w przemyśle gorzelniczym , porzeczki zawierają w swym składzie chemicznym duże ilości pektyny , są wykorzystywane jako surowiec żelujący ponadto głównie porzeczki czarne są bogatymi nośnikami wit. C i barwników .
Owoce południowe i cytrusowe W przemyśle cukierniczo- ciastkarskim zastosowanie znajduje szeroka gama owoców południowych głównie suszonych, jak np.;
• Rodzynki • Figi suszone • Daktyle • Ananasy • Mandarynki • Skórka pomarańczowa • Skórka cytrynowa • Rodzynki
Rodzynki są to wysuszone jagody niektórych odmian winogron sprowadzane są do Polski głównie z Grecji, Hiszpanii i Turcji.
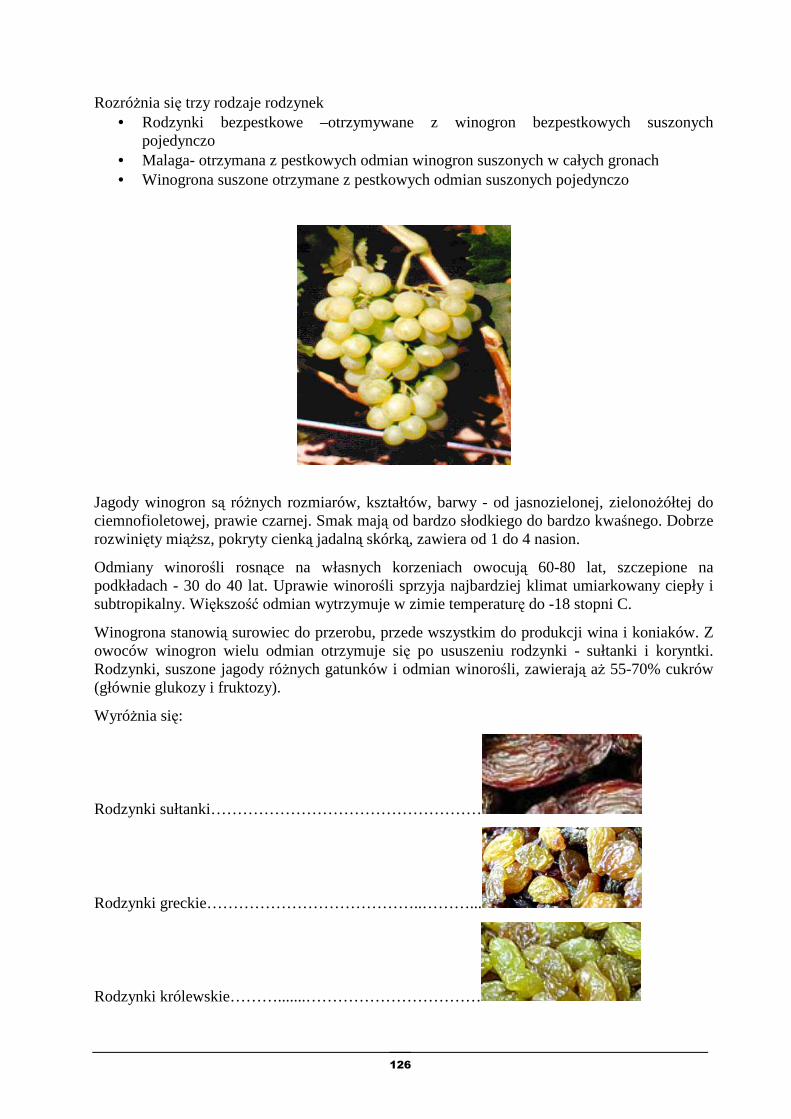
126
Rozróżnia się trzy rodzaje rodzynek • Rodzynki bezpestkowe –otrzymywane z winogron bezpestkowych suszonych
pojedynczo • Malaga- otrzymana z pestkowych odmian winogron suszonych w całych gronach • Winogrona suszone otrzymane z pestkowych odmian suszonych pojedynczo
Jagody winogron są różnych rozmiarów, kształtów, barwy - od jasnozielonej, zielonożółtej do ciemnofioletowej, prawie czarnej. Smak mają od bardzo słodkiego do bardzo kwaśnego. Dobrze rozwinięty miąższ, pokryty cienką jadalną skórką, zawiera od 1 do 4 nasion.
Odmiany winorośli rosnące na własnych korzeniach owocują 60-80 lat, szczepione na podkładach - 30 do 40 lat. Uprawie winorośli sprzyja najbardziej klimat umiarkowany ciepły i subtropikalny. Większość odmian wytrzymuje w zimie temperaturę do -18 stopni C.
Winogrona stanowią surowiec do przerobu, przede wszystkim do produkcji wina i koniaków. Z owoców winogron wielu odmian otrzymuje się po ususzeniu rodzynki - sułtanki i koryntki. Rodzynki, suszone jagody różnych gatunków i odmian winorośli, zawierają aż 55-70% cukrów (głównie glukozy i fruktozy).
Wyróżnia się:
Rodzynki sułtanki……………………………………………
Rodzynki greckie…………………………………..………...
Rodzynki królewskie……….......……………………………

127
Głównymi producentami rodzynek są obecnie Grecja, Turcja, Kalifornia i Australia. Natomiast znane w handlu rodzynki brazylijskie są dostarczane przez inne gatunki owoców - miechunki.
Z zagęszczonego moszczu owoców winorośli uzyskuje się niekiedy "miód" winogronowy, czyli bekmes (Azja Środkowa).
Ocena organoleptyczna rodzynków: Rodzynki stosowane w cukiernictwie powinny być całe, nieuszkodzone z lekkim połyskiem, elastyczne, o barwie od jasno bursztynowej do ciemno bursztynowej, smaku i zapachu swoistym bez posmaków zgorzknienia, stęchlizny i oznak fermentacji Przechowywanie i pakowanie rodzynków Pakowane są najwięcej w kartony wykładane papierem pergaminowym o pojemności do15kg. Przechowywane powinny być w pomieszczeniach suchych w temperaturze 2-20 st. C
• Figi Figi suszone wysuszane i sprasowane owoce drzewa figowego, sprowadzane do Polski z krajów śródziemnomorskich Ocena organoleptyczna zabarwienie kremowe do brunatnego z czarnym nalotem, posiadają mięsistą i elastyczną konsystencje, mają formę sprasowaną. Przechowywanie i pakowanie fig suszonych Opakowania: celofanowe, hurtowo pakowane są w kartony warunki przechowywania ze względu na podatność pleśnieniu oraz duże zagrożenie szkodnikami figi wymagają szczególnych warunków magazynowania w pomieszczeniach suchych, czystych i przewiewnych w temp:12-180C okres gwarancji fig wynosi 3 miesiące. • Daktyle Daktyle wysuszone owoce palmy daktylowej rosnącej w Afryce Północnej Azji i Brazylii. ocena organoleptyczna :owoce jasnobrązowe, kształt walcowaty bardzo słodkim smaku z podłużną pestką po środku przechowywanie i pakowanie jest taki same jak w przypadku fig.

128
• Ananas
Ananasy pochodzą z Ameryki Południowej, ale obecnie największe uprawy tej rośliny znajdują się w Tajlandii, Chinach, na Hawajach i Filipinach oraz w wielu krajach Afryki i Ameryki Środkowej. Owoce mają różną barwę, pojawiają się odcieniach żółci, zieleni i brązu. Są też odmiany ananasów o owocach czerwonawych, czerwonofioletowych, niemal czarnych. W owocach ananasa oprócz cukrów spotykamy też kwasy organiczne, nieco białka i tłuszczu, prowitaminę A oraz witaminy B1, B2 i C. Spożywanie ananasów poprawia zdrowie, odtruwa i oczyszcza organizm. Jest to częsty składnik różnorodnych wyrobów cukierniczych, nadzienia do cukierków i czekolad.
• Mango Kolory, w zależności od gatunku, bywają różne - od żółtozielonej, poprzez pomarańczową, aż do czerwieni. Przez znawców mango jest uważane za jeden z najsmaczniejszych owoców świata, a w Indiach, skąd pochodzi, nazywane jest owocem bogów.
Mango jest najważniejszym owocem Indii i przypada na nie połowa produkcji w tym kraju.
Mango zawiera około 81,3% wody, 17% węglowodanów, ok. 0,5% białka, 0,1% tłuszczu i 1,1% włóknika. Jest też cennym źródłem soli mineralnych i witamin, zwłaszcza witaminy A, B1, B2, PP i C.
Poza Indiami mango uprawia się w wielu innych krajach, zwłaszcza na pograniczu klimatu zwrotnikowego i podzwrotnikowego, w Tajlandii, Pakistanie, Afryce i Ameryce.

129
Nasiona oleiste Do nasion oleistych zaliczamy
• Ziarna kakaowe • Orzechy włoskie • Orzechy laskowe • Orzechy ziemne • Migdały • Sezam
głównymi składnikami sezamu są: węglowodany, proteiny i aminokwasy. Wysoka zawartość tych ostatnich sprawia, iż sezam jest bardzo łatwo przyswajalny przez organizm. Z kolei, substancje takie, jak sesamol i sesamolina, które są najlepszymi znanymi naturalnymi przeciwutleniaczami sprawiają, że komórki ludzkiego ciała wolniej się starzeją.
Głównymi producentami sezamu są Indie i Chiny. Na rynku eksporterów dominującą rolę pełnią Indie. W dalszej kolejności plasują się: Meksyk, Gwatemala i inne kraje Ameryki Środkowej oraz Sudan.
Ze względu na olbrzymie zapotrzebowanie rynku wewnętrznego w stosunku do produkcji własnej, mniejszą rolę w kształtowaniu cen światowych niż wynikałoby to z rankingu producentów pełnią Chiny. Co więcej, stają się coraz poważniejszym importerem sezamu mimo, iż jeszcze do niedawna był tam uważany za produkt luksusowy.

130
• Soja
Soja uprawna pochodzi z Chin, gdzie już przed 5 tysiącami lat była uprawiana jako bardzo ważna roślina jadalna. Obecnie na dużą skalę sadzi się ją w USA, Chinach, Brazylii, Indonezji oraz niektórych krajach byłego ZSRR.
Z nasion soi, podobnie jak z innych roślin oleistych, wytłacza się olej sojowy
Zdaniem specjalistów popyt na żywność wegetariańską będzie się systematycznie zwiększał, a oferowane dla wegetarianów produkty są oparte głównie na białku sojowym. Zamiast odstawionego w tej diecie białka zwierzęcego, soja musi dostarczyć organizmowi niezbędnego materiału budulcowego oraz energii. Nasiona soi zawierają około 50% białka, 25 % tłuszczu.
• Słonecznik
Ziarno słonecznika zawiera wiele składników pożądanych dla właściwego funkcjonowania organizmu. Jest bogate w potas, żelazo, magnez, proteiny, wielo-nienasycone kwasy tłuszczowe i witaminę E. Nie zawiera natomiast cholesterolu. Obecny w słoneczniku cynk poprawia pamięć i koncentrację. Witamina E rozszerza naczynia krwionośne i hamuje krzepnięcie krwi.
Słonecznik uprawiany był przez Indian północnoamerykańskich. Hiszpanie sprowadzili roślinę do Europy w XVI wieku. Popularność słonecznika gwałtownie wzrosła w wieku XIX, kiedy to, w Rosji, Cerkiew Prawosławna zabroniła spożywania oleju i tłustych potraw w czasie Wielkiego Postu i Adwentu. Słonecznik, jako nowa roślina tym zakazem objęty nie został. Od tamtej pory, Rosja jest czołowym producentem słonecznika, lecz uprawy tamtejsze nastawione są głównie na odmianę przeznaczoną do produkcji oleju.
131
Obecnie, największym producentem i eksporterem ziarna słonecznika są Stany Zjednoczone, a pochodzący stamtąd surowiec jest symbolem najwyższej dostępnej jakości. Stanami, w których uprawia się największe ilości słonecznika są: Północna Dakota (około 70% całkowitej produkcji USA), Kansas, Minnesota, Teksas, Kolorado.
• Wiórki kokosowe
Orzechy kokosowe mają bardzo duże znaczenie spożywcze, w niektórych rejonach świata stanowią główne pożywienie mieszkańców. Dojrzały orzech kokosowy waży od 2 do 4 kg, ma od 20 do 35 cm długości i od 15 do 20 cm średnicy.
Zewnętrzna miękka okrywa orzecha kokosowego ma od 5 do 10 cm grubości i jest zbudowana ze ściśle splecionych włókien, zwanych kojrą.
Dojrzałe jądro orzecha kokosowego zawiera około 50% wody, 25-35% tłuszczu, 4% białka i 8% cukrów. Jest bardzo pożywne nie tylko ze względu na wysoką kaloryczność, ale i z powodu wyjątkowej jakości zawartego w nim białka. Otóż białko orzecha kokosowego całkowicie zastępuje w diecie białko zwierzęce i z tego względu kokos jest szczególnie ważnym surowcem spożywczym w diecie wegetariańskiej.
Wiórki kokosowe mają duże zastosowanie w piekarnictwie i cukiernictwie ("kokosanki", cukierki i czekolady kokosowe). W krajach, gdzie się uprawia masowo palmę kokosową, zwłaszcza w Indonezji, płatki kokosowe dodaje się do wszelkiego rodzaju dań, zwłaszcza do ryżu smażonego na oleju kokosowym.

132
Wiórki kokosowe- otrzymywane są poprzez wysuszenie rozdrobnionego, świeżego miąższu orzechów kokosowych. Wiórki kokosowe powinny mieć białe czyste zabarwieni, swoisty zapach, przyjemny słodki smak bez posmaku zjełczenia. Wiórki powinny być sypkie i nie brudzić się.
• Orzechy włoskie
Orzech włoski nie jest botanicznie prawdziwym "orzechem", nie pochodzi również z Włoch...
Jest natomiast klasycznym pestkowcem (to, co kupujemy jako "orzech", jest pestką większego owocu) pochodzącym z Azji Mniejszej. Do Europy dostał się przez Wołoszczyznę i określany był pierwotnie jako orzech "wołoski". Owoce posiadają twardą złożoną z dwóch części skorupę, wewnątrz której znajduje się nasienie. Orzechy włoskie występują w odmianach różniących się smakiem, aromatem, wielkością i kruchością skorupy. Orzechy zawierają sporo witamin. Jadalna część orzechów włoskich zawiera 45-70% tłuszczu, 8-19% białek i 3-6%wody.
• Orzechy laskowe
Leszczyna, rodząca orzechy laskowe występuje w Europie i w Azji Mniejszej. Należy do najstarszych drzew owocowych uprawianych przez człowieka. Jej ślady pojawiają się w wykopaliskach z okresów międzylodowcowych.

133
Orzech laskowy jest kulisty lub nieco owalny, z twardą jasnobrązową łupiną nasienną o średnicy ok. 1,5-2 cm. i otoczony liściastą, postrzępioną okrywą, Wewnątrz orzecha, po rozbiciu twardej skorupki, znajduje się jadalne jądro nasienne, zwane popularnie orzechem. Orzechy laskowe są bardzo smaczne i wysokoodżywcze. Zawierają około 65% tłuszczu, 16% białka i 3,5% cukru, witaminy A i z grupy B, a także sole mineralne - bogactwo fosforu (szczególnie cenne w dietach ludzi pracujących dużo umysłowo, a do tego przemęczonych lub osłabionych), poza tym sporo magnezu, potasu i miedzi.
Orzechy laskowe spożywa się w stanie świeżym (są wysokokaloryczne), przerabia na chałwę oraz szeroko wykorzystuje w innych wyrobach cukierniczych
W cukiernictwie stosuje się:
Orzechy laskowe tureckie surowe………………………...
Orzechy laskowe prażone………………………………….
Orzechy laskowe prażone krojone………………………...
Mączka z orzecha laskowego prażonego…….…………….

134
• Migdały
Migdały wysuszone nasiona owocu drzewa migdałowego rosnącego w krajach morza śródziemnego. Migdały posiadają twardą łupinę, wewnątrz której znajduje się nasienie pokryte błoną. Migdały dzieli się na:
• Słodkie • Gorzkie
Owoc migdałowca jest pestkowcem. Pod względem składu chemicznego i wartości odżywczych migdały zbliżone są do orzechów. Z tego też względu są do nich zaliczane w handlu, chociaż nie są orzechami.
Nasiona migdałowca są jajowate, spłaszczone, długości 2-4 cm, szerokości 1-2 cm, pokryte szorstką, cienką łupiną. Zawierają około 55% tłuszczu, do 21% białka i około 15% cukrów. Ze względu na bardzo wysoką zawartość białka i tłuszczu migdały są niezwykle pożywne i mogą stanowić podstawę specjalnej diety. Wyłuskane migdały odznaczają się bardzo przyjemnym, łagodnym, orzechowym smakiem
W handlu wyróżnić można :
Migdały kalifornijskie łuskane…......………………………
Migdały płatki……...……………………………………….
Migdały słupki……………………………..………………..

135
• Orzechy ziemne
Orzech ziemny, zwany także orzachą, jest jednorocznym gatunkiem z rodziny strączkowych.
Roślina dorasta do 50-75 cm wysokości, wykształca liście złożone z dwóch par owalnych listków oraz wypuszcza kwiaty żółte, motylkowe. Kwiaty są niepozorne, po przekwitnieniu szypułki kwiatów wydłużają się i kierują ku dołowi, wpychając w ziemię tworzący się strąk, który dojrzewa pod ziemią na głębokości do 5-10 cm.
Cylindryczne lub beczułkowate strąki orzecha ziemnego są strąkami nie pękającymi, o bruzdowatej, twardej, włóknistej okrywie i zawierają po 1-5 nasion, z których każde otoczone jest cienką, brązową łupinką.
Nasiona nazywa się orzeszkami ziemnymi, arachidowymi lub fistaszkami. Ich skład chemiczny to: około 60-70% tłuszczu, do 25-35% białka i 5% węglowodanów, 2-5% błonnika, 6-22% substancji glicydowych, 1,5-5% substancji mineralnych (bogatych w żelazo). Z witamin występuje sporo witaminy B (0,54 mg%), E i C oraz trochę mniej (0,14 mg%) witaminy A, biotyny i kwasu pantotenowego.
Nasiona fistaszków są niezwykle pożywne z powodu wysokiej zawartości tłuszczu i białka, a poza tym bardzo smaczne. Prażone, słodzone lub solone stanowią przysmak nie

136
tylko małych dzieci. Nadają się "do pojadania" - dla ruchliwych nastolatków, sportowców i innych prowadzących aktywny tryb życia (dostarczają sporo energii, gdyż są wysokokaloryczne, a także cennego białka i soli mineralnych). Są świetnym uzupełnieniem diety wegetariańskiej, gdyż jak wszystkie nasiona strączkowe mają białko pełnowartościowe zastępujące białko zwierzęce. Ze zmielonych orzeszków produkuje się tak zwane masło fistaszkowe, lekko solone lub lekko słodzone, przyjemnie pachnące i smaczne. Używa się go do smarowania chleba. Masła fistaszkowego można tez używać do nadziewania cukierków i czekolad.
Z orzechów ziemnych uzyskuje się również półprodukty takie jak:
Orzechy ziemne prażone……………………………
Orzechy ziemne prażone-krojone……...…………..
Mączka z orzecha ziemnego prażonego…………...
Orzech ziemny pochodzi z Ameryki Południowej - Brazylii i Peru, ale uprawiany jest bardzo często w krajach tropikalnych i subtropikalnych, a nawet o chłodniejszym klimacie. W Europie uprawiany jest na Półwyspie Bałkańskim (głównie w Bułgarii i Grecji), w Hiszpanii, we Włoszech, w południowej Francji i południowych rejonach Rosji oraz Ukrainy. Dzisiejsi główni producenci orzeszków arachidowych to: Chiny, Indie, Afryka Zachodnia i Wschodnia, USA, Argentyna, Brazylia.
• Kakao
Nasiona drzewa kakaowego przed użyciem należy fermentować oraz suszyć i podprażać, podobnie jak nasiona kawy. W czasie tej obróbki nasiona brunatnieją i zyskują charakterystyczny zapach oraz smak. Poza tym podczas fermentacji uwalnia się teobromina, substancja o budowie i działaniu analogicznym do kofeiny.
Skład chemiczny jest następujący: tłuszcz 52%, skrobia 10%, białko 20%, woda 6%, cukry 1,5%, włóknik 2%, składniki mineralne 3%, teobromina 1,5-2%, kofeina 0,2-0,7%. Największe zastosowanie znajduje w produkcji czekolad i galanterii czekoladowej. Kakao dzięki zawartości teobrominy i kofeiny działa pobudzająco na układ oddechowy i naczyniowo-ruchowy człowieka.
Kakao zaliczane jest ze względu na swoje właściwości, również do roślin używkowych.

137
rys. kakao
Charakterystyka przetworów i półprzetworów owocowych.
Przetwory owocowe
W celu zabezpieczenia owoców przed niepożądanymi zmianami i stratami poddaje się je utrwalaniu lub konserwowaniu. Można to uzyskać przez zastosowanie następujących procesów:
• Zamrażanie – przetrzymywanie owoców w temperaturze ok. –20°C przez ok. 4 godziny a następnie przechowywaniu w temperaturze –10·C. W tych warunkach nie rozwijają się żadne mikroorganizmy i nie zachodzą zmiany w surowcach.
• Suszenie – to usunięcie z owoców wody do zawartości 10 – 20%, co uniemożliwia rozwój drobnoustrojów.
• Utrwalanie cukrem – to wysoka ponad 60% koncentracja cukru w owocach (dżemy, marmolady, syropy) uniemożliwia rozwój większości bakterii.
• Utrwalanie antyseptykami – to dodanie do owoców (przeciery, musy) lub do pulp, czyli owoców w wodzie (truskawki, maliny) kwasu siarkowego w ilości 0,05 – 0,2% hamując w ten sposób rozwój drobnoustrojów w czasie gotowania SO2 ulatnia się.
• Utrwalanie termiczne – to owoce w postaci kompotów w naczyniach zamkniętych hermetycznie (słoje, puszki) ogrzane do temperatury 100C i pasteryzowane, co powoduje zniszczenie mikroorganizmów w naczyniu i jego szczelne zamknięcie, co uniemożliwia wtórne zakażenie owoców.
Najczęściej używane w ciastkarstwie przetwory owocowe to:
• Pulpy owocowe • Przeciery owocowe • Soki • Marmolady

138
• Dżemy i konfitury • Owoce suszone • Owoce w syropie • Kompoty Pulpy owocowe– półprzetwory owocowe otrzymane z całych lub częściowo
rozdrobnionych świeżych owoców z dodatkiem środków konserwujących, pulpy otrzymywane są przeważnie z owoców jagodowych Soki, syropy i przeciery owocowe- najczęściej przyrządza się z owoców jagodowych, czyli czarnych jagód, jeżyn, truskawek, poziomek, malin lub czarnego bzu. Mogą również być wykonane z agrestu, jabłek, porzeczek, gruszek, śliwek, jak również z róży czy dyni. Tego rodzaju przetwory konserwuje się przez pasteryzację. Dzięki temu zachowują więcej witamin
• Soki owocowe –wyróżnia się soki owocowe surowe oraz soki owocowe zagęszczone.
Soki owocowe surowe otrzymywane są poprzez tłoczenie całych lub rozdrobnionych owoców, utrwalane są poprzez pasteryzację lub poprzez dodatek środków konserwujących
Soki zagęszczone otrzymywane są poprzez odparowanie z soków surowej określonej części wody, rozróżnia się soki zagęszczone niesłodzone powstałe poprzez zagęszczenie cukrem soków surowych
• Przeciery owocowe –półprzetwory przygotowane z świeżych owoców poprzez
przetarcie i oddzielenie niejadalnych części owoców, przeciery podobnie jak pulpy poddawane są konserwacji poprzez dodanie środków konserwujących w postaci zamrożonej, co znacznie przedłuża czas ich składowania.
• Kompoty - najlepiej przyrządzać z owoców kwaskowatych, na przykład z wiśni,
moreli, jabłek, gruszek, śliwek czy agrestu. Owoce bardziej słodkie można łączyć zaś z kwaśniejszymi. Są dwa sposoby przygotowania kompotu. Owoce można obgotować w syropie i wlać do słoików albo napełnić słoiki surowymi owocami i zalać je osłodzoną wodą. Kompoty, które mają być dłużej przechowywane, trzeba pasteryzować. Dodaje się też do nich trochę więcej cukru. Owoce z kompotów podaje się do pasztetów, pieczonej cielęciny i drobiu. Używa się ich również do dekoracji dań zimnego bufetu i deserów.
• Marmolady– przetwory owocowe produkowane z przecierów lub pulp owocowych dodatkiem cukru i syropu skrobiowego. Smaży się je z owoców rozdrobnionych lub rozgotowanych do odpowiedniej gęstości. Owoce mogą być mniej dorodne, ale dojrzałe i świeże. Wyróżnia się marmoladę miękką oraz marmoladę twardą zależnie od stopnia zagęszczenia Marmolady
Produkuje się je z przecierów owocowych pochodzących z jednego lub wielu owoców stąd marmolada może być jedno lub wieloowocowa.
Dodatek cukru może być różny w zależności od stopnia dojrzałości owoców użytych do produkcji przecieru.

139
W wyniku gotowania przecierów owocowych w wyparkach otrzymuje się produkt zagęszczony o jednolitej konsystencji i umiarkowanym zgalaretowaceniu.
Smak marmolady powinien być słodki a zarazem lekko kwaśny bez obcego posmaku.
Klasyfikacja marmolady pod względem handlowym zależy od:
• Rodzaju owoców, z których powstał (jabłka, gruszki itp.)
• Liczby gatunków owoców zawartych w danej marmoladzie (jedno, dwu, wieloowocowa)
• Ilości dodanego cukru (30, 40, 50, 60%)
• Gatunku użytych owoców (klasa 1, 2, 3 – poza wyborem)
Gorąca marmolada jest rozlewana do naczyń o różnej pojemności od 100L beczek przez 20 i 10L wiadra, duże puszki i słoje o pojemności 0,25 do 1Kg.
• Dżemy i konfitury- przetwory otrzymywane poprzez gotowanie owoców lub pulp bez części niejadalnych z dodatkiem cukru i środków żelujących. Konfitury uzyskuje się poprzez dłuższy niż przy produkcji dżemu proces gotowania w wyniku, czego konfitury przybierają konsystencję półpłynną
• Dżemy - to całe lub rozdrobnione owoce w półskrzepłej galaretce. Przyrządza się je z
owoców zawierających dużo pektyn, które powodują tworzenie galaretki. Do robienia dżemów doskonale nadają się m.in.: czarna porzeczka, agrest, truskawki, jabłka, gruszki, jarzębina. Do smażenia dżemów można użyć substancji żelujących, które powodują szybsze gęstnienie przetworu. Dżemy niskocukrowe, zawierające 100-250 g cukru, należy pasteryzować. Zdaniem kucharzy najsmaczniejsze są dżemy z dwu lub więcej gatunków owoców.
• Powidła - są podobne do dżemu, ale gęściejsze, przyrządzane zwykle bez cukru albo z
niewielkim jego dodatkiem. Owoce na powidła muszą być bardzo dojrzałe. Powidła smaży się długo, w rondlu lub garnku o grubym dnie. Zawsze na małym ogniu i przez cały czas mieszając
• Konfitury- przyrządza się z owoców najwyższej jakości, świeżych i dojrzałych. W
kuchni polskiej konfitury robi się najczęściej z wiśni, malin, truskawek, moreli, poziomek, agrestu, owoców derenia i róży. Owoce pestkowe, takie jak wiśnie, wymagają wydrylowania. Jabłka, gruszki czy pigwy trzeba natomiast obrać, pokroić i usunąć nasiona. Owoce jagodowe smaży się w całości. Ale uwaga, niektóre z nich, np. agrest, który ma twardą skórkę, należy nakłuć, aby nie popękał w czasie smażenia.
• Galaretki - przygotowuje się z soku owocowego zagęszczonego cukrem. Kleistą konsystencję zawdzięczają dużej ilości pektyn zawartych w soku. Galaretki można przyrządzać z kwaśnych jabłek, porzeczek, agrestu, pigwy, owoców jagodowych. Gotuje się je w płaskim rondlu, zbierając pianę, która tworzy się na powierzchni. Do gotowania można dodać środek żelujący, który przyspieszy krzepnięcie. Kiedy kropla soku zetnie się na zimnym naczyniu - galaretka jest gotowa.
Owoce w syropie otrzymuje się przez gotowanie owoców świeżych lub konserwowanych w całości lub rozdrobnionych z dodatkiem cukru i syropu ziemniaczanego. Proces produkcji owoców w

140
syropie polega na powolnym nasycaniu owoców roztworem cukrowym. Następuje wówczas wymiana soku komórkowego na syrop cukrowy. Proces ten trwa od 6-12 dni i rozpoczyna się od nasycenia owoców roztworem o małym stężeniu cukru, po czym z każdym dniem zwiększa się stężenie cukru w syropie. Owoce powinny być zdrowe, jędrne, nieuszkodzone i bez skazy. Z owoców pestkowych usuwa się pestki. Gruszki i jabłka obiera się ze skórki, a po przekrojeniu wycina się gniazda nasienne. Proces technologiczny produkcji owoców w syropie rozpoczyna się od posortowania, umycia, oczyszczenia owoców, które następnie poddaje się blanszowaniu, które polega na zanurzaniu w gorącej wodzie (95°C) owoców umieszczonych w dziurkowanych naczyniach na czas 1-5 minut (zależy od rodzaju owoców). Następnie owoce zanurza się do innego naczynia z zimną wodą.
Schemat produkcji owoców w syropie.
Mycie
Przebieranie
Blanszowanie (85+100°C)
Usuwanie szypułek (owoce)
Wysycanie roztworem cukru
Chłodzenie
Drylowanie (owoce)
Obieranie, krojenie
Owoce wysycane z powłokami
Owoce i warzywa wysycane roztworem
Przygotowanie do powlekania
Powlekanie
Napełnianie opakowań
Dodatek zalewy (75-78% ekstraktu)
Przechowywanie
Suszenie
Przechowywanie

141
ROZDZIAŁ 6 KLASYFIKACJA WARZYW
Podstawy klasyfikacji warzyw Warzywa klasyfikowane są ze wzg. na bardzo wiele kryteriów, do których zaliczyć można podział bazarni czy, cechy podobieństwa, budowie i skład chemiczny w technologii i towaroznawstwie żywności przyjmuje się podział warzyw uwzględniający zarówno cechy botaniczne jak i przydatność technologiczną . W handlu stosuje się zazwyczaj podział na warzywa szklarniowe , gruntowe , leśne i inne grupy klasyfikacji jako wczesne i późne.
W technologii żywności stosuje się wyróżnienie na 10 podstawowych grup warzyw:
• warzywa liściowe np. sałata , szpinak , szczaw • cebulowe np. cebula , czosnek , por • kapusta - kapusta , brokuł • rzepakowe - brukiew , rzodkiew , rzepak • korzeniowe - marchew , pietruszka , seler • psiankowe - pomidor , papryka , ziemniak • dyniaste - dynia , melon , ogórek • wieloletnie ( klasyfikowane ze względu na warunki ) • warzywa różne ( kukurydza , koper i niektóre warzywa przyprawowe )
6

142
Częścią przydatną technologicznie warzyw mogą być różne części roślin takie jak, liście, łodyga, kwiatostan, korzenie, zgrubienia pędów podziemnych ( bulwy) lub w przypadku roślin przyprawowych nasiona,dna kwiatowe, kora itp.
W produkcji piekarsko ciastkarskiej warzywa stosowane są głównie w postaci przetworów np. kandyzu, lub jako składnik przypraw do ciast i mas.

143
ROZDZIAŁ 7 ROŚLINY UŻYWKOWE I PRZYPRAWOWE
Ogólna charakterystyka roślin używkowych
Do podstawowych gatunków roślin używkowych stosowanych Polsce do produkcji żywności i innych artykułów zaliczanych do używek zalicza się głównie chmiel, kawa, kakao, herbata. Chmiel - jest podstawowym surowcem stosowanym do produkcji piwa oraz znajduje wykorzystanie w przemyśle farmaceutycznym do produkcji leków, chmiel jest uprawiany w Polsce , do celów przetwórczych wykorzystuje się szyszki .
Kakao - zaliczane jest do roślin używkowych i przyprawowych , kakao uprawiane jest w krajach tropikalnych . Częścią przydatną technologicznie są ziarna kakao które przerabiane są na tzw. proszek kakaowy oraz półprodukty przerobu to jest kuch kakaowy i produkt uboczny tłuszcz kakaowy .
7

144
Kawa - jest owocem krzewu kawowego uprawianego w Brazylii , Kolumbii , Arabii , owoce kawy przypominają kształtami i kolorem owoce wiśni , częścią przydatną technologicznie są znajdujące się wewnątrz owocu 2 ziarna . Ziarna przetwarza się poprzez prażenie i poddaje przemiałowi . Związkami czynnymi w kawie są kofeina , substancje smakowo zapachowe oraz barwniki . Kofeina jest substancją silnie pobudzającą , działa na układ nerwowy pobudzając prace serca i nerek co wywołuje zwiększone spalanie substancji odżywczych w organizmie i wywołuje efekt odchudzania.
Herbata - uzyskiwana jest z przerobu liści krzewów herbacianych uprawianych głównie w Chinach i Indiach . Najwyżej cenionym surowcem do produkcji herbat są młode liście krzewów . W zależności od krzewów i metod przetwórstwa wyróżnia się herbatę ,czarną , czerwoną , zieloną , herbata zawiera kofeinę której odmiana zawarta w herbacie nosi nazwę teiny . Teina ma działanie takie jak kofeina przy zwiększonym stężeniu powoduje wzmożone reakcje organizmu .

145
Rośliny przyprawowe - charakterystyka botaniczna 1) Przyprawy roślinne - przyprawami nazywamy różne części roślin zawierające związki chemiczne , które nadają specyficzny smak i aromat . Części te są odpowiednio przygotowane przez oczyszczenie , wysuszenie i rozdrobnienie . Jako przyprawy roślinne wykorzystuje się : - niektóre warzywa cebulowe i korzeniowe - zioła i rośliny jednoroczne - części drzew i krzewów rosnących w krajach podzwrotnikowych o ciepłym klimacie 2) Przyprawy warzywne - otrzymuje się najczęściej w postaci suszu z takich roślin jak chrzan , seler, pietruszka, por , cebula , czosnek. 3) Przyprawy ziołowe - mogą zawierać otarte razem łodyżki , listki i kwiaty ( majeranek ) lub wyodrębnione części roślin np. nasiona ( gorczyca ) , owoce ( kolędra ) , sproszkowany korzeń ( prawo ślaz ) Tradycyjna nazwa tych dodatków '' przyprawy korzenne '' ma więc tylko znaczenie symboliczne . Przyprawy roślinne stosuje się jako dodatki smakowo-zapachowe wzmagające wydzielanie soków trawiennych i pobudzających apetyt , ale mogą wykazywać jeszcze inne dodatkowe działanie . Niektóre z nich np. papryka wpływają na barwę produktu , inne hamują rozwój drobnoustrojów ( czosnek , gorczyca , jałowiec , goździk ) lub działają przeciw utleniająco ( majeranek ) . To specyficzne działanie przypraw zależy od rodzaju i zawartości substancji biologicznie czynnych , takich jak hilozydy , alka ody , garbniki , fitomocydy . Wiele z tych związków wywołuje posmak piekący , gorzki i dlatego większość przypraw ziołowych (kuchennych) jak pieprz, imbir, cynamon, zalicza się do dodatków aromatyczno- goryczkowatych .
Charakterystyka wybranych gatunków roślin przyprawowych Do podstawowych gatunków roślin przyprawowych stosowanych w technologii żywności zalicza się ; - anyż, kminek , koper, majeranek, pieprz turecki - są to przyprawy uzyskiwane z roślin uprawianych w Polsce Z roślin importowanych jako przyprawy stosuje się głównie ; - biały i czarny pieprz naturalny - cynamon - goździki - liście laurowe - gałka muszkatołowa
Krajowe rośliny przyprawowe a) Anyż - nazywany inaczej biedrzeńcem jest rośliną uprawianą w Polsce , owocem są tzw. rozłupki o barwie szaro białej . Rozłupki stosowane są do przerobu uzyskując olejki eteryczne ,

146
których głównym składnikiem jest substancja aromatyczna anetol i kwas anyżowy. Anyż posiada charakterystyczny smak i aromat , stosowany jest w przemyśle spożywczym głównie w cukiernictwie , przetwórstwie owoców i warzyw oraz gorzelnictwie przy produkcji wódek gatunkowych .
b) Kminek zwyczajny - jako przyprawę stosuje się owoce składające się z dwóch wygiętych niełupek o barwie szarej . Kminek jest cenioną przyprawa ze względu na charakterystyczny gorzko ostry smak i intensywny aromat , substancja aromatyczną kminku jest olejek eteryczny którego głównym składnikiem jest kar won ( substancja chemiczna ).
c) Koper - jako przyprawę wykorzystuje się owoce kopru składające się z dwóch niełupek o brunatnej barwie , owoce mają swoisty smak i aromat , substancją czynną jest olejek eteryczny w którego skład wchodzi głównie kar won , koper wykorzystywany jest w gastronomii przetwórstwie owoców i warzyw oraz przemyśle farmaceutycznym i kosmetycznym .

147
d) Majeranek - zaliczany jest do roślin zielonych , jako przyprawa wykorzystywana jest cała roślin po wcześniejszym zasuszeniu i rozdrobnieniu , substancją aromatyczną majeranku jest olejek majerankowy , zastosowanie w przetwórstwie owoców i warzyw oraz mięsnym .
e) Pieprz turecki - występuje w dwóch odmianach warzywnej oraz przyprawowej ; odmiana przyprawowa wykształca wydłużone czerwone owoce wewnątrz których znajdujące się komory wypełnione miąższem nasiennym jako przyprawę stosuje się cały owoc lub zmielony susz. Jako substancja smakowo-zapachowa w pieprzu tureckim występuje alkaloid . Pieprz turecki stosuje się w przetwórstwie owoców i warzyw , mięsnym , gastronomii oraz w cukiernictwie przy produkcji piernika . Przyprawy importowane : a) Pieprz - jako przyprawa stosowany jest owoc pnącza uprawianego w Indiach na Sumatrze i Jawie , wyróżnia się dwie podstawowe odmiany : - Pieprz biały - uzyskiwany jest z dojrzałych jagód po wcześniejszym ich namoczeniu i oddzieleniu od skórki

148
- Pieprz czarny - otrzymuje się z jagód niedojrzałych oddanych procesowi fermętacjii . Substancjami chemicznie czynnymi wpływającymi na ostry smaki i aromat pieprzu jest piperyna oraz piperydyna , ponadto pieprz zawiera skrobie , błonnik , sole mineralne i substancje żywiczne b) Cynamon - jako przyprawa stosowana jest kora drzewna lub korzeń cynamonowca , uprawianego głównie w Chinach , Brazylii i na Sumatrze . Cynamon występuje w postaci zwiniętych rulonów o różnej długości o brązowej barwie lub w postaci sproszkowanej , składnikiem aromatyczno smakowym jest olejek eteryczny zawierający głównie aldehyd cynamonowy . Cynamon ma wszechstronne zastosowanie w przemyśle spożywczym , cukiernictwie stosuje się go jako substancje smakowo-zapachową . c) Goździki - jako przyprawę stosuje się nierozwinięte pęki kwiatowe drzewa goździkowego. Goździki maja kolor ciemno brunatny i silny zapach i korzenny palący smak i aromat, zawdzięczają goździki olejkowi eterycznemu. Goździki stosowane są w przemyśle gorzelniczym do win korzennych, przetwórstwie owoców i warzyw , gastronomii i cukiernictwie , wchodzą w skład przyprawy piernikowej . d) Liście laurowe - przyprawą są liście drzewa laurowego , poddane procesowi suszenia i stosowane są głównie w przetwórstwie owoców i warzyw oraz gastronomii . e) Gałka muszkatołowa - jako przyprawa używane jest jedno nasienie owocu drzewa muszkatołowego mające kształt okrągły i kolor brunatny . Gałka muszkatołowa posiada ostry smak oraz swoisty korzenny zapach. Stosowana jest jako przyprawa w gastronomii, przetwórstwie owoców i warzyw oraz w cukiernictwie jako składnik przyprawy piernikowej. f) Imbir - przyprawą są suszone kłącza krzewu imbirowego , posiadające swoisty smaki zapach , imbir stosuje się głownie w przetwórstwie owoców i warzyw do produkcji marynat oraz przetwórstwie mięsnym jako przyprawę do wędlin , imbir jest składnikiem piwa korzennego , aromatyzowanego oraz w cukiernictwie . g) Wanilia - jako przyprawę stosuje się poddany fermentacji i suszeniu owoc pnącej się rośliny strączkowej uprawianej w klimacie tropikalnym . Wanilia naturalna występuje w dwóch podstawowych odmianach jest to meksykańska i burbońska ( import z Tahiti ) . Strąki wanilii posiadają szarobrunatny do czarnego kolor , wewnątrz strąków znajdują się czarne i brązowe nasiona , jako przyprawę stosuje się suszone i sproszkowane strąki wanilii . Na skalę przemysłowa stosuje się substancje chemicznie czynną zawartą w wanilii to jest wanilinę, która może być uzyskiwana syntetycznie i wchodzi w skład olejków waniliowych i cukru waniliowego . Wanilia naturalna i syntetyczna jest cenioną substancją smakowo-zapachową stosowaną przy produkcji ciast i deserów .
h) Kardanom - przyprawą są wysuszone niedojrzałe nasiona drzewa kardanowego, uprawianego w tropikalnej Azji , nasiona mają kształt trójgraniasty, owoce zawierają w komorach nasiennych czerwono brunatne nasiona o silnie ostrym smaku i intensywnym zapachu. Nasiona kardanom po wysuszeniu i zmieleniu wchodzą w skład przypraw piernikowych ponadto stosowane są przy produkcji piwa korzennego i wódek gatunkowych, przetwórstwie owoców i warzyw i przetwórstwie mięsnym.

149
ROZDZIAŁ 8 ALKOHOLE
Produkty gorzelnictwa - Spirytus surowy (nie oczyszczony alkohol etylowy) powstaje w wyniku fermentacji
surowców skrobiowych (głównie ziemniaki i zboże), cukrowych ( trzcina, buraki cukrowe, melasa, owoce) lub celulozowych. W gorzelni przerabiającej surowiec skrobiowy produkcja odbywa się w następujących etapach:
- rozparzanie (parowanie) surowca w parnikach pod zwiększonym ciśnieniem, w temperaturze około 140°C;
- zacieranie w temperaturze około 60°C - scukrzanie masy skrobiowej, po zmieszaniu z gorzelniczym słodem jęczmiennym
w kadziach zaciernych, w celu uzyskania tak zwanego zacieru słodkiego - fermentowanie zacieru, pod wpływem drożdży, przez 2–3 doby w temperaturze
około 22°C, do uzyskania 8–10% alkoholu; oddestylowanie spirytusu przeprowadzane jest w aparacie odpędowym,
Odpęd spirytusowy jest to proces gorzelniczy mający na celu wydzielenie spirytusu przez destylację z przefermentowanych zacierów, brzeczek lub moszczów; odpęd spirytusu przeprowadza się w aparatach odpędowych periodycznych lub ciągłych. Otrzymany spirytus surowy poddaje się rektyfikacji albo leżakowaniu, typowy aparat gorzelniczy do odpędu spirytusu składa się z kolumny odpędowej (zacierowej), podgrzewanej parą wodną, skąd pary spirytusu przechodzą do kolumny spirytusowej (wzmacniającej); ostateczne wzmocnienie par następuje w wymienniku ciepła — deflegmatorze, skąd przechodzą do chłodnicy, gdzie się skraplają w postaci spirytusu surowego o mocy powyżej 90%; pozostałość po odpędzie spirytusowym to wywar.
Ostatnim etapem jest oczyszczanie spirytusu surowego w zakładach rektyfikacji. W ten sposób otrzymuje się stężony roztwór alkoholu (spirytus rektyfikowany), o mocy około 96%, który jest w niewielkim stopniu rozcieńczony z wodą.
Czysty spirytus rektyfikowany jest bezbarwnym płynem o zapach czystego alkoholu, bez wyczuwalnych zapachów produktów ubocznych fermentacji lub innych obcych zapachów i o czystym swoistym smaku
- Wódki czyste. Napój alkoholowy o zawartości alkoholu etylowego 25–50%. Wódki czyste są produkowane przez rozcieńczenie wodą spirytusu rektyfikowanego do mocy 40–45%, i uszlachetnienie zwykle poprzez obróbkę węglem aktywnym. Wódki czyste różnią się
8

150
między sobą, spowodowane jest to odmiennym rodzajem spirytusu (ziemniaczany, melasowy, zbożowy), rodzajem użytej wody jak i technologiom produkcji.
W Polsce nazwa wódka obejmuje wszystkie mocniejsze trunki, także koniaki i likiery, Natomiast w większości krajów nazwa wódka lub vodka jest zastrzeżona dla wódek czystych i ewentualnie lekko aromatyzowanych.
Wódki gatunkowe o mocy 40–50%. Produkuje się z surowych spirytusów (destylatów) zbożowych lub owocowych, uszlachetnionych leżakowaniem, również ze spirytusu rektyfikowanego i wody, z dodatkiem soków i nalewów owocowych, ziołowych , korzennych, oraz substancji smakowo-zapachowych. Wódki zawierają przeważnie cukier, jak i czasami barwniki spożywcze czyniące wyrób bardziej atrakcyjnym.
Arak, napój alkoholowy wysokoprocentowy (ok. 60% alkoholu), aromatyczny,
otrzymywany przez destylację przefermentowanej brzeczki ryżowej, kokosowej lub daktylowej, z dodatkiem melasy z trzciny cukrowej lub wina z soku palmowego. Po fermentacji zacier jest poddawany destylacji w aparatach odpędowych i leżakowaniu w beczkach dębowych. Gotowy produkt powinien być bezbarwny, lub o lekkim zabarwieniu żółtym. Produkowany jest głównie na Jawie, Cejlonie i w Tajlandii.
Likier napój alkoholowy (25–45% alkoholu) o różnych smakach (miętowy, ziołowy,
kawowy, kakaowy, jarzębinowy, kminkowy), zawierający powyżej 30% cukru. Podstawowymi surowcami do wyrobu likieru jest spirytusu cukier. Ponadto stosuje się soki i nalewy owocowe, destylaty ziołowe i korzenne oraz olejki eteryczne. Do grupy likierów zalicza się również likiery emulsyjne, np. krem jajowy advocaat zawierający składniki zagęszczające płyn do konsystencji oleistej (np. żółtka jaj kurzych).
Koniak , napój alkoholowy (ok. 45% alkoholu) ze spirytusu oddestylowanego głównie
z białego wina gronowego, poddawany kilkuletniemu dojrzewaniu w dębowych beczkach. Podczas leżakowania destylat traci swoją ostrość i nabiera szlachetnych właściwości smakowo zapachowych. Okres leżakowania (w latach) bywa oznaczony liczbą gwiazdek na etykiecie.
Koniak jest produkowany we Francji, na obszarach Charente i Charente Maritime. Destylaty winogronowe produkowane w innych rejonach, w podobny sposób jak koniak, są określane nazwą brandy i winiak.
Brandy. Alkohol ten otrzymuje się przez destylację lekkiego białego wina. Alkohol zawarty w winie ulatnia się, a następnie skrapla w chłodnicy tworząc bezbarwny płyn o mocy około 65 -70%, w zależności od sposobu prowadzenia destylacji. Otrzymany destylat winny leżakuje w beczkach dębowych, gdzie nabiera odpowiednich właściwości smakowo zapachowych, i po rozcieńczeniu do mocy konsumpcyjnej około 40% jest rozlewany do butelek.
Rum napój alkoholowy o swoistym zapachu i smaku, zawierający 40–81% alkoholu.
Trunek ten jest produkowany z trzech surowców; melasy z trzciny cukrowej, piany zebranej podczas gotowania soku trzcinowego oraz wywaru pozostałości po destylowaniu spirytusu z przefermentowanego zacieru melasowego. Otrzymany z wyżej wymienionych składników i wody zacier jest poddawany powolnej fermentacji, a następnie destylowaniu w aparatach odpędowych. Powstaje koniak o zawartości alkoholu około 75%, i powstaje klasyczny rym Jamajka.
Rum jest podstawowym składnikiem wyrobu wielu koktajli, jak również stosowany jest w cukiernictwie.

151
Whisky napój alkoholowy barwy złocistej, aromatyczny, o swoistym smaku i zapachu, wytrawny, o mocy ok. 40%, produkowany z surowych destylatów zbożowych (głównie z jęczmienia w postaci słodu jak również z żyta i kukurydzy), leżakowanych od 4 do 8 lat w beczkach dębowych; najbardziej rozpowszechniona w krajach anglosaskich i na kontynencie amerykańskim; rozróżnia się 3 zasadnicze typy whisky:
- Szkocka; Najbardziej ceniona i poszukiwana na całym świecie wódka, o zawartości alkoholu do 43 –45%. Do produkcji stosuje się wyłącznie słód jęczmienny oraz górską wodę. Destylację prowadzi się w prostych aparatach odpędowych, w ten sposób otrzymujemy whisky o intensywnym zapachu i smaku.
Leżakowanie odbywa się w beczkach po winie Sherry, i trwa około 5 lat. - Amerykańska whisky o zawartości alkoholu 43,3%, proces produkcji odbywa się
podobnie jak u whisky Szkockiej, z tą różnicą że okres leżakowania wynosi 2 lata, i odbywa się w nowych beczkach dębowych o zwęglonych wewnątrz klepkach. Nadaję to gotowym wyrobom charakterystyczny lekko dymny posmak.
- Irlandzka. Jest produkowana z różnych gatunków zbóż (kukurydza, żyto, jęczmień). Minimalny okres leżakowania wynosi 5 lat.

152
ROZDZIAŁ 9 MIODY
Miody naturalne
Podstawowymi surowcami, z których pszczoły wytwarzają miód są nektar i spadź.
Powstałe z nich miody noszą nazwy:
• Miody nektarowe • Miody spadziowe • Miody nektarowo - spadziowe
Nektar – jest zagęszczonym sokiem wydzielonym przez specjalne organy roślin zwane nektarnikami, które znajdują się w kwiatach.
Sok ten zależnie od gatunku rośliny może zawierać od 15 do 25% cukrów głównie glukozy, fruktozy i sacharozy a także szereg innych składników jak białko, kwasy organiczne, olejki eteryczne, barwniki, sole mineralne, enzymy itd.
Miody nektarowe mają jaśniejszą barwę od prawie białej (miód akacjowy) do jasno brunatnej (miód wrzosowy).
W zależności od rodzaju rośliny, z której został zebrany nektar miody te dzieli się na:
• Akacjowy • Gryczany • Kończynowy • Lipowy • Rzepakowy • Wrzosowy • Wielokwiatowy
Spadź – jest produktem powstałym z soku przerobionego przez mszyce i czerwie, które nakłuwają liście lub szpilki roślin, pobierają sok i przyswajają z niego tylko białko.
Reszta soku wzbogacona w pewne kwasy i enzymy jest zagęszczona i wydalana na zewnątrz w postaci ciemno zabarwionych kropelek.
9

153
Miody spadziowe są bardzo ciemne od barwy szarozielonej do prawie czarnej, o lekko korzennym zapachu i łagodnym słodkim oraz lekko żywicznym smaku.
W miodach niedopuszczalna jest obecność rozkruszków, sztucznych barwników oraz substancji świadczących o zafałszowaniu miodu naturalnego miodem sztucznym, syropem skrobiowym, melasą itp.
Miód powinien mieć konsystencję jednorodną w całej masie.
Niedopuszczalne jest występowanie w miodzie obcego zapachu i smaku.
Magazyny do przechowywania miodu powinny być suche, o niskiej wilgotności powietrza (65 – 75%), czyste, dostatecznie przewiewne, wolne od obcych zapachów i szkodników w tym szczególnie pszczół, os czy much.
Badanie miodu polega na sprawdzeniu jego cech organoleptycznych oraz fizyko – chemicznych (w laboratorium).
Miód powinien być przechowywany w temperaturze od 4°C do 20°C.
Miód sztuczny
Miód sztuczny otrzymuje się w wyniku kwasowej hydrolizy roztworu cukru przy dodaniu różnych substancji spożywczych w zależności od zastosowania.
Otrzymany produkt pod względem wyglądu, smaku, konsystencji i składu chemicznego przypomina miód naturalny.
W zależności od składu surowcowego i konsystencji rozróżnia się trzy rodzaje miodu sztucznego:
a) Miód sztuczny stały – o konsystencji stałej, aromatyzowany esencją miodową b) Miód sztuczny płynny – o konsystencji płynnej, z dodatkiem syropu skrobiowego
(antykrystalizatora) i esencji miodowej c) Miód sztuczny do pierników – o konsystencji płynnej, z dodatkiem syropu skrobiowego,
karmelu spożywczego (naturalny brązowy barwnik), przypraw korzennych (goździki, cynamon, imbir, gałka muszkatołowa) i esencji miodowej
Miody sztuczne nie mogą wykazywać obcego smaku i zapachu, objawów zepsucia, spleśnienia, obecności szkodników lub zanieczyszczeń.
Właściwe opakowane i przechowywane miody mają okres gwarancyjny 12 miesięcy.

154
ROZDZIAŁ 10 MLEKO I PRZETWORY MLECZNE
Skład chemiczny i wartości odżywcze mleka Mleko jest podstawowym surowcem w wielu branżach przemysłu spożywczego . W przemyśle mleczarskim mleko surowe przetwarzane jest na mleko spożywcze , napoje mleczne fermentowane , sery, mleko w proszku , i inne , w produkcji piekarsko ciastkarskiej zastosowanie znajduje mleko spożywcze jak i przetwory mleczne . W obrocie handlowym jako mleko klasyfikuje się mleko krowie , natomiast mleko od innych ssaków w handlu musi zawsze posiadać nazwę określającą jego pochodzenie . Mleko- to wydzielin gruczołów mlecznych samych ssaków w cukiernictwie i piekarstwie wykorzystuje się mleko krowie . Skład chemiczny mleka - podstawowym składnikiem mleka jest woda w której rozpuszczone są pozostałe składniki takie jak tłuszcz, białka, składniki mineralne, witaminy , węglowodany. a) woda- w zależności od pochodzenia mleka zawartość wody waha się od 80-90% b) białka- podstawowym białkiem mleka jest kazeina posiadające zdolności wytrącania się w postaci skrzepu pod wpływem kwasu mlekowego podpuszki lub niektórych kwasów nieorganicznych i soli . Zjawisko to jest szczególnie ważne podczas produkcji niektórych serów twarogowych i innych gatunków sera . c) tłuszcze- występują w mleku w postaci emulsji ( emulsja jest to połączenie dwóch wzajemnie nierozpuszczalnych w sobie substancji) emulsja tłuszczy w mleku jest mikroskopijnych wielkości kuleczek rozprowadzonych w wodzie . Tłuszcz mleka zawiera głównie nasycone oraz w mniejszej ilości kwasy nienasycone , zawartości NNKT (niezbędne nienasycone kwasy tłuszczowe) konieczne dla prawidłowego funkcjonowania organizmu wynosi ok. 8 miligramów na 100 gram mleka . d) laktoza- (cukier mlekowy) to węglowodan występujący wyłącznie w mleku i jego przetworach , jest bardzo wartościową substancja energetyczną nadaje mleku lekko słodki smak pod wpływem aktywności bakterii kwasu mlekowego , laktoza rozkłada się do postaci kwasu mlekowego .
10

155
e) składniki mineralne - to głównie potas, sód, wapń, fosfor, magnez szczególnie ważne w technologii żywności i żywienia człowieka ma zawarty w mleku wapń . f) witaminy - w mleku występują zarówno witaminy nierozpuszczalne i rozpuszczalne w tłuszczach głównych - rozpuszczalne w tłuszczach A D E - w wodzie głównie B C g) mikroflora bakteryjna mleka - mleko zawiera bogatą mikroflorę zarówno drobnoustroje pożądane jak i niepożądane h) inne składniki mleka - enzymy , ciała odpornościowe , barwniki
Mleko spożywcze, śmietanka i śmietana spożywcza 1) Mleko spożywcze jest to produkt uzyskiwany po przez przerób mleka surowego, mleko surowe poddaje się pasteryzacji lub sterylizacji momentalnej ( UHT ) w celu likwidacji szkodliwej mikroflory . Mleko spożywcze ponadto poddawane jest redukcji tłuszczu. Mleko wyróżnia się w zależności od ; - poziomu zawartości tłuszczu podstawowymi gatunkami są mleka 2% i 3,2% - niektóre gatunki mleka dodatkowo poddawane są homogenizacjiczyli procesowi rozbicia cząsteczek tłuszczu i rozprowadzenie ich w wodzie zawartej w mleku co podnosi jakość mleka spożywczego.
Schemat: produkcja mleka spożywczego
Ze względu na jakość i trwałość, oraz stopień przetworzenia mleko spożywcze można podzielić na dwie grupy: mleko pasteryzowane i mleko sterylizowane.
Przyjmowanie i ocena mleka surowego
Normalizacja zawartości tłuszczu
Oczyszczanie
Pasteryzacja
Chłodzenie
Rozlewanie do opakowań
Magazynowane w zbiorniku
Homogenizacja

156
a) Mleko pasteryzowane: proces produkcji mleka pasteryzowanego składa się z
następujących etapów; - odbioru surowca i jego wstępnego magazynowania - czyszczenie mleka w wirówkach - standaryzacji zawartości tłuszczu - homogenizacji - pasteryzacji - magazynowania i rozlewu do opakowań Czyszczenie mleka polega na usunięciu zanieczyszczeń mechanicznych, elementów
komórkowych oraz drobnoustrojów, w tym prawie całości drożdży i pleśni, jak również bakterii w formie przetrwalnikowej.
Procesy normalizacji dotyczą ustalenia w mleku odpowiedniej zawartości tłuszczów. W mleku surowym przeciętnie występuje wyższa zawartość tłuszczów, więc istnieje konieczność odjęcia części tłuszczów w postaci śmietanki za pomącą wirówki.
Homogenizacja ma na celu rozdrobnienie większych kuleczek tłuszczowych do średnicy poniżej 2 µm aby wyeliminować zjawisko gromadzenia śmietanki w mleku. Homogenizacje przeprowadza się w homogenizatorach w temperaturze 70 –75oC.
Pasteryzacja polega na ogrzewaniu mleka w temperaturze nie przekraczającej 100oC, w czasie który jest potrzebny do całkowitego zniszczenia szkodliwej mikroflory oraz w stopniu maksymalnym zniszczenia mikroflory saprofitycznej, również do zahamowania aktywności enzymów obecnych w mleku. Prawidłowo przeprowadzona pasteryzacja powinna całkowicie zniszczyć wegetatywne formy drobnoustrojów chorobotwórczych jak również mikroflory spontanicznej ( 99 –99,9% ), oraz w możliwie najmniejszym stopniu zmienić właściwości fizyczne i żywieniowe mleka. Najbardziej powszechnie stosowaną metoda pasteryzacji jest pasteryzacja w płytowych wymiennikach ciepła zwanych inaczej pasteryzatorami płytowymi, w temperaturze 72 –75oC, w czasie około 20 sekund.
b) Mleko sterylizowane. Główną metodą do produkcji mleka sterylizowanego, jest
sterylizowanie momentalne (ang. ultra- higt –temperature UHT ) polegające na ogrzewaniu przepływającego mleka w temperaturze 130 –150oC w ciągu kilku sekund i szybkim schło0dzeniu do temperatury około 20oC.Mleko sterylizowane momentalnie odznacza się wartości odżywczą i smakową podobną do mleka pasteryzowanego, lecz znacznie dłuższym okresem przydatności do spożycia. Oprócz tego składniki mleka są znacznie lepiej przyswajalne przez organizm człowieka dzięki znacznie rozluźnionej strukturze białek, na skutek działania wysokiej temperatury i homogenizacji. Proces sterylizacji momentalnej jest bardzo krótki, dlatego nie powoduje obniżenia zawartości witamin w stosunku do mleka świeżego. W czasie przechowywania mleka sterylizowanego momentalnie następuje spadek zawartości witamin z grupy B, witaminy C, oraz kwasu foliowego. 2) Śmietanka i śmietana spożywcza - są to produkty otrzymywane z mleka wzbogacone w dodatkowy tłuszcz o zawartości powyżej 9% Śmietankę i śmietanę otrzymuje się po przez odwirowanie tłuszczu z mleka do znormalizowanej zawartości, poddanie pasteryzacji i homogenizacji. Śmietana uzyskiwana jest ze śmietanki po przez poddanie jej procesowi ukwaszania przy udziale bakterii kwasu mlekowego. W handlu wyróżnia się rodzaje śmietany i śmietanki w zależności od zawartości tłuszczu ;

157
- śmietanka kawowa nie mniej niż 9% tłuszczu - śmietanka spożywcza nie mniej niż 18 % tłuszczu - śmietanka spożywcza nie mniej niż 18% tłuszczu ukwaszona - śmietana kremowa nie mniej niż 30% tłuszczu - śmietanka i śmietana do zmaślania ( produkt wyjściowy do produkcji masła ) 24-28% tłuszczu - śmietanka sterylizowana ( utrwalona termicznie ) 18% tłuszczu 3) Napoje mleczne fermentowane - są to produkty przerobu mleka spożywczego poddanego normalizacji zawartego tłuszczu oraz fermentacji czyli ukwaszaniu . Czystymi kulturami określa się hodowle drobnoustrojów , uzyskane przez rozmnażanie jednej selektywnie wybranej komórki np. bakteryjnej . Do napojów fermentacyjnych zalicza się : - mleko kwaśne - jogurty - kefiry - maślankę - serwatkę ( fermentowaną )
Produkcja napojów mlecznych fermentowanych.
Jogurt jest napojem uzyskiwanym w wyniku fermentacji (w temperaturze 40–45°C w ciągu 10–12 godzin) mleka znormalizowanego, pasteryzowanego i zagęszczonego przez dodatek mleka w proszku lub odparowanie części wody.
Mikroflora jogurtu jest mieszaniną dwóch rodzajów bakterii; Lactobacillus bulgaricus i Streptococcus thermophilus. Ponadto stosuje się również Lactobacillus acidophilus i Bifidobacterium bifidum.
Jogurt produkuje się metodą termostatową lub zbiornikową. W metodzie zbiornikowej mleko schłodzone do temperatury około 45oCkieruje się do zbiorników fermentacyjnych, dodaje 2 -4% zakwasu i pozostawia na 3 -4 godzin (do chwili uzyskania skrzepu). Uzyskany skrzep kieruje się do oziębiacza płytowego, a następnie do urządzenia pakującego.
Gotowy produkt zawiera od 0,7 do 1,0% kwasu mlekowego. Na cechy smakowo –zapachowe składają się za równo kwas mlekowy, jak i substancje lotne. Jogurt jest ceniony za walory smakowe i dietetyczne. Produkowane są zarówno jogurty naturalne, jak i smakowe, z dodatkiem substancji smakowych na przykład dżemu, pulp owocowych, aromatu waniliowego, etylowaniliny i tym podobne.

158
Schemat: ogólny proces produkcji napojów mlecznych fermentowanych
Mleko jogurtowe (napój jogurtowy) produkuje się wyniku fermentacji mleka znormalizowanego, pasteryzowanego. Mleko jogurtowe posiada konsystencje płynną, może być produkowany z dodatkami smakowymi takimi jak wanilia czy owoce.
Biogurt nazywany inaczej jogurtem zreformowanym, jest produkowany z dodatkiem pałeczki Lactobacillus acidopholus. Bakterie te występują w przewodzie pokarmowym człowieka, a wprowadzone wraz z jogurtem umiejscawiają się w jelicie grubym, hamując rozwój bakterii gnilnych i gazujących. Produkt ten jest łagodniejszy w smaku niż jogurt i nie przekwasza się
Wybór surowca odpowiedniej jakości
Normalizacja zawartości tłuszczu
Częściowe schłodzenie do temp. hamującej fermentację
Dojrzewanie- fermentacja w termosach (metoda termostatowa)
Rozlew do opakowań jednostkowych
Dojrzewanie- fermentacja w zbiornikach (metoda zbiornikowa)
Chłodzenie
Magazynowanie gotowego produktu
Rozlew do opakowań jednostkowych
Magazynowanie gotowego produktu
Zaszczepianie mleka zakwasem w ilości 1-5%
Silne schłodzenie w celu całkowitego zahamowania fermentacji
Chłodzenie do temp. zaszczepiania zakwasem
Pasteryzacja (wysoka)
Homogenizacja

159
Produkowane są obecnie biogurty z dodatkiem bakterii z rodzaju Bifdobacterium, która występuje w przewodzie pokarmowym u dzieci, zwłaszcza w okresie niemowlęcym.
Mleko ukwaszone ma skład chemiczny podobny do mleka spożywczego, z wyjątkiem obniżonej zawartości laktozy. Zawiera około 0,5 -1% kwasu octowego.
Fermentację poprzedza czyszczenie mleka, normalizacja zawartości tłuszczu, pasteryzacja i oziębianie. Fermentację po zaszczepieniu mleka zakwasem roboczym prowadzi się w zbiornikach fermentacyjnych lub bezpośrednio w opakowaniach. W przypadku mleka ukwaszonego fermentację prowadzi się w temperaturze 23 do 27oC. Ukwaszanie mleka trwa około 12 -16 godzin, po uzyskaniu właściwego skrzepu oraz kwasowości produkt chłodzi się do temperatury około 6oC, i magazynuje.
Mleko acidofilne jest wytwarzane z mleka ukwaszonego przy udziale pałeczki Lactobacillus acidopholus. Może być produkowane z dodatkami smakowymi. Działa leczniczo w zaburzeniach jelitowych na tle bakteryjnym i po kuracjach antybiotykowych, naruszających normalny układ mikroflory jelita grubego.
Kefir Jest napojem otrzymywanym z mleka normalizowanego lub odtłuszczonego, pasteryzowanego, poddanego fermentacji alkoholowo –kwasowej poprzez działanie zakwasu, uzyskanego z ziaren kefirowych lub szczepionek czystych kultur. Ziarna kefirowe stanowią symbiotyczny układ paciorkowców mlekowych, pałeczek mlekowych i drożdży niezarodnikujących i zarodnikujących oraz niewielka liczba bakterii peptonizujących sklejonych ze sobą śluzem. Kefir zawiera około 1% kwasu mlekowego, duże ilości dwutlenku węgla oraz 0,1 – 0,8% alkoholu etylowego. Produkowane są również odmiany smakowe kefiru.
Barwa kefiru powinna być biała z odcieniem kremowym, konsystencja powinna być jednolita, zwarta z widocznymi pęcherzykami powietrz lub bez pęcherzyków. Smak i zapach lekko kwaśny, charakterystyczny dla kefiru z lekko wyczuwalnym zapachem drożdży.
Napoje fermentowane z dodatkiem bakterii z rodzaju Lactobacillus acidopholus lub Bifdobacterium maja w nazwie przedrostek bio- na przykład; bio-jogurt, lub bio-kefir. Baterie te nazywane mianem probiotyków mają zdolność zatrzymywania się w przewodzie pokarmowym człowieka. Jogurty i kefiry tradycyjne, a szczególnie typu bio-, są przystosowane do likwidowania skutków nietolerancji laktozy, podwyższają naturalną odporność organizmu na choroby, przeciw działają szkodliwemu rozwojowi bakterii gnilnych oraz hamują rozwój niektórych nowotworów przewodu pokarmowego.
Maślanka spożywcza jest napojem uzyskiwanym przy wyrobie masła ze śmietany jest to
kwaskowata ciecz pozostała po oddzieleniu ziaren tłuszczu ze zmaślanej śmietany pasteryzowanej, ukwaszonej zakwasem z czystych kultur maślarskich , bez dodatku wody, z ewentualnym dodatkiem śmietany. Ceniona jako napój; zawiera średnio 91% wody, 0,5% tłuszczu, 4,0% laktozy, 0,6% kwasu mlekowego, 3,1% białka i ok. 0,7% związków nieorganicznych. Z maślanki produkowane są napoje smakowe.

160
Sery twarogowe
Podczas produkcji serów największe znaczenie mają cechy białka zawartego w mleku – kazeinę. Kazeina – posiada zdolność koagulacji czyli wytrącania się w postać skrzepu pod wpływem kwasów lub enzymów .
Charakterystyka serów twarogowych – podział towaroznawczy serów twarogowych dokonany jest ze wzg. Na różnicę procesów ukwaszania wyróżnić można sery twarogowe ukwaszone przy wykorzystaniu kwasów, enzymów podpuszczki, ukwaszeniu z użyciem kwasów i enzymów podpuszczki oraz ukwaszanie samoczynne na drodze procesów fermentacyjnych. Wyróżnia się typy serów twarogowych :
- Kwasowe - Podpuszczkowe - Kwasowo podpuszczkowe
innym kryterium klasyfikacji serów jest zawartość tłuszczu , wyróżnia się : - Sery pełnotłuste - Sery tłuste - Sery półtłuste - Sery chude
Ponadto w śród serów kwasowo podpuszczkowych wyróżnia się :
- Sery śmietankowe, które zawierają około 55% tłuszczu Sery twarogowe uzyskuje się poprzez silne odwodnienie skrzepu uzyskanego z ukwaszonego mleka. Zależnie od sposobu ukwaszenia twarogi dzieli się na: kasowe i kwasowo – podpuszczkowe. Kwasowe ukwasza się w wyniku fermentacji, kwasowo – podpuszczkowe zaś także z dodatkiem podpuszczki. W zależności od zawartości tłuszczu w suchej masie twarogi dzieli się na: pełnotłuste, tłuste, półtłuste i chude. Wśród serów kwasowo – podpuszczkowych wyróżnia się także serki śmietankowe, zawierające 55% tłuszczu. Twarogi zawierają stosunkowo dużo kazeiny. W zależności od sposobów fermentowania wyróżnia się krajankę, iklinki oraz twarożki homogenizowane w kubeczkach. Konsystencja twarogów powinna być jednolita, bez grudek, a barwa biała do kremowej. Smak i zapach czysty, aromatyczny, lekko kwaśny.
Sery podpuszczkowe uzyskiwane z mleka poddanego krzepnięciu pod wpływem enzymu podpuszczki dzieli się na sery twarde, zawierające mniej niż 50% wody i sery miękkie o zawartości powyżej 50% wody.
Proces produkcji serów podpuszczkowych, dojrzewających składa się z następujących
operacji:
− Przygotowanie mleka do przerobu, − Wprowadzenie do mleka dodatków, − Zabarwienie mleka podpuszczką, − Obróbki skrzepu,

161
− Formowanie masy serowej, − Prasowanie serów, − Solenie, − Dojrzewanie i pielęgnacja serów, − Oceny i przygotowania serów do wysyłki, − Przechowywania serów.
Twarogi są wyrabiane z mleka o znormalizowanej zawartości tłuszczu i z mleka odtłuszczonego, ukwaszonego z dodatkiem podpuszczki lub bez jej dodatku, przy czym pierwszy nosi nazwę twarogu kwasowo- podpuszczkowego, drugi- twarogu kwasowego.
Twarogi są stosowane do bezpośredniego spożycia lub do dalszego przerobu. Etapami
w produkcji twarogów kwasowych są:
− Przygotowanie mleka, − Zaprawienie mleka kulturą kwaszącą, − Obróbka skrzepu, − Ociekanie i prasowanie twarogu, − Chłodzenie, pakowanie twarogu.
Mleko w proszku.
Mleko w proszku otrzymuje się przez odparowanie z mleka wody. W drodze jego wstępnego zagęszczenia mleka spożywczego pasteryzowanego a następnie wysuszania do zawartości od 4% do 6% wody, mleko w proszku ma postać proszku drobnoziarnistego o kolorze biało kremowym o swoistym smaku i zapachu otrzymywane jest głównie z metod suszenia rozpyłowego z wykorzystaniem urządzenia - suszarki rozpyłowej
Produkcja mleka w proszku obejmuje następujące etapy:
• Ocenę i wybór surowca • Normalizację tłuszczu • Pasteryzację mleka i oziębienie • Zagęszczenie • Suszenie mleka • Osuszanie proszku mlecznego • Pakowanie
Proszek mleczny produkuje się z mleka pełnego lub mleka odtłuszczonego.
Suszenie mleka odbywa się dwoma metodami:
a) Walcowa b) Rozpyłowa

162
Ad. A) Suszenie rozpyłowe polega na mechanicznym rozpyleniu mleka zagęszczonego w specjalnej wieży gdzie w zetknięciu z gorącym powietrzem następuje odparowanie wody z opadających kropelek mleka.
Ad. B) w metodzie walcowej zagęszczone mleko suszy się na gorących obracających się walcach ogrzewanych od wewnątrz parą wodną o temperaturze ok. 130°C.
Cienką wysuszoną warstwę mleka zgarnia się z powierzchni walców za pomocą specjalnych noży i po ochłodzeniu miele się na proszek.
Proszek mleczny otrzymany metodą rozpyłową ma drobną strukturę i łatwo się rozpuszcza, natomiast otrzymany metodą walcową ma gorszą rozpuszczalność i grubą ziarnistą strukturę.
Opakowanie proszku mlecznego powinno zabezpieczać produkt przed dostępem powietrza, wilgoci i światła, bowiem proszek mleczny ulega łatwo zbryleniu po wchłonięciu wilgoci, nawet niewielkiej ilości.
Mleko przeznaczone do bezpośredniej konsumpcji pakuje się w małe jednostkowe opakowania najczęściej, 250g – 500g.
Obecnie jako opakowania stosuje się puszki z blachy aluminiowej zamykane w próżni lub torebki z polietylenu, pakowane dodatkowo w kartonowe pudełka. Używa się również torebki z folii aluminiowej laminowanej (zwłaszcza do pakowania proszku typu „instant”).
Mleko wykorzystywane w produkcji przemysłowej (np. piekarstwie) pakuje się w cztero warstwowe worki papierowe (jedna wewnętrzna warstwa impregnowana) lub w worki z polietylenu o pojemności 25 kg i 40 kg.
Masło
Masło otrzymuje się ze śmietany przerobowej, pasteryzowanej. Jest ono najszlachetniejszym tłuszczem jadalnym. Głównym składnikiem masła jest tłuszcz (73,5 - 82,5%), następnie woda (16 – 24%), substancje organiczne nietłuszczowe i nieorganiczne stanowią do 1,5%. Masło zawiera witaminy rozpuszczalne w tłuszczach, tj. A,D i E.
Kwasowość tłuszczu masła nie powinna być wyższa niż 5 stopni kwasowości ogólnej. Wymagania organoleptyczne określa się dla każdego rodzaju masła oddzielnie; dotyczą one smaku, zapachu, barwy, konsystencji, stopnia wygniecienia.
Proces produkcji masła
Proces produkcji masła przebiega w następujących fazach:
1. dojrzewanie śmietanki
Dojrzewanie śmietanki odbywa się poprzez przetrzymywanie śmietanki w obniżonej temperaturze w celu nabrania przez kuleczki tłuszczu sprężystości, co powoduje zagęszczenie śmietanki
2. zakwaszanie smietanki
163
Zakwaszane śmietanki ma na celu nadanie smaku i aromatu, zakwaszanie śmietanki odbywa się w masielnicach – w ruchu masielnicy kuleczki tłuszczu skupiają się łącząc w bryłki masła
3. zmaślenie śmietanki i oddzielenie masła
Po zmaśleniu śmietanki następuje oddzielenie masła od maślanki a następnie płukanie masła
4. barwienie masła
Masło barwione może być wyłącznie środkami zatwierdzonymi i posiadającymi atest Polskiej Normy dopuszczającej je do użytku jak barwnik masła
5. Pakowanie
Masło jest pakowane w opakowania hurtowe specjalnie przygotowane kartony ,detaliczne-opakowania pergaminowe powleczone folia aluminiową
Właściwości masła: dobre masło powinno być aromatyczne, posiadać czysty, przyjemny smak, być dobrze ugniecione, posiadać zwartą jednostkę konsystencji
Przechowywanie masła: pomieszczenia suche, przewiewne wolne od pleśni i obcych zapachów, temperatura magazynowania nie powinna przekraczać100C

164
ROZDZIAŁ JAJA I PRZETWORY Z JAJ
Budowa i skład chemiczny jaj
Jaja i ich przetwory należą do bardzo ważnych surowców w przemyśle piekarskim, szczególnie przy produkcji pieczywa półcukierniczego.
Jaja są to produkty spożywcze o wielu walorach smakowych, mają dużą wartość odżywczą i urozmaicony skład chemiczny. Poza zastosowaniem w gospodarstwie domowym są niezastąpionym surowcem w przemyśle piekarskim, ciastkarskim i garmażeryjnym. W racjonalnie prowadzonych fermach możliwa jest masowa hodowla kur ras nieśnych, które przy właściwym żywieniu i pielęgnacji mogą dostarczać przeciętnie 170 - 240 jak rocznie (jedna kura). Taka wydajność nośna w małych gospodarstwach jest właściwie nieosiągalna. Kury w fermach niosą się na ogół przez jeden rok lub najwyżej przez dwa lata. Barwa skorupy jaja może być biała, kremowa lub jasno brązowa, zależy od rasy kury. Masa jednego jaja wynosi 40,7g. jajo składa się z 4 podstawowych części: - żółtko: 26 – 32 % całego jaja, - białko: 57 – 62% całego jaja, - skorupa: 10 – 12% całego jaja, - błona: ok. 3% całego jaja. Budowa jaja kurzego
11

165
1 – skorupa, 2 – błona podskorupowa, 3 – komora powietrzna, 4 – żółtko, 5 – tarczka zarodkowa, 6 – chalazy, 7 – białko zewnętrzne rzadkie, 8 – białko zewnętrzne gęste, 9 – białko wewnętrzne, 10 – białko przyżółtkowe
Najbardziej wartościową częścią jaja jest żółtko o kształcie kuli, zamieszczone w
centralnej pozycji dzięki przyczepom białkowym, zwanym chalozami. Barwa żółtka może być bardziej lub mniej pomarańczowa, zależy to od rasy kury i rodzaju paszy. Żółtko składa się z kilku warstw ciemniejszych i jaśniejszych ułożonych na przemian. Warstwy ciemniejsze mają więcej tłuszczy. Żółtko ma konsystencję jądra, w miarę starzenia się staje się ono bardziej rzadkie. Na powierzchni żółtka jest widoczna tarczka zarodkowa.
Jaja zawierają wszystkie składniki odżywcze niezbędne dla rozwijającego się zarodka. Składniki odżywcze znajdują się w żółtku i białku, przy czym zawartość ich w tych częściach jest różna. W skład chemiczny jaja wchodzą białka, tłuszcze, składniki mineralne, składniki rozpuszczalne w wodzie, woda i witaminy.
W obrocie handlowym jaja występują w trzech zasadniczych postaciach:
• Jaja całe • Jaja mrożone – masa jajowa, żółtka, białka mrożone • W proszku
Dodatek jaj lub ich przetworów do produktów piekarskich wpływa dodatnio na cechy organoleptyczne wyrobów.
Poprawia się struktura i barwa miękiszu, barwa i połysk skórki oraz objętość i smak pieczywa. Ponadto jaja poprzez zawartość białka, tłuszczu i niektórych witamin podnoszą wartość odżywczą wyrobów, do których zostały dodane jaja.
Pod pojęciem jaja rozumie się głównie jaja kurze.
Podstawowymi częściami jaja są skorupka stanowiąca 10,5% masy jaja, białko 58% i żółtko 31,5%.
W obrocie handlowym jaja świeże dzielą się na:
• Duże – powyżej 60g • Średnie – 50g – 60g • Małe – poniżej 50g (45g – 50g) • Drobne – poniżej 45g
Niezależnie od jaj świeżych coraz większą rolę odgrywają masy jajowe mrożone.
Przygotowanie mrożonej masy jajowej polega na wybiciu jaj, wymieszaniu, przecedzeniu, pasteryzacji, umieszczeniu w pojemnikach, puszkach i mrożeniu w temperaturze ok. – 20°C przez 4 – 5 godzin, a następnie składowaniu w temperaturze -10°C do -15°C.
W podobny sposób przygotowuje się mrożone białko i żółtko.

166
Właściwie składowane mrożone masy jajowe mają trwałość do dwóch lat.
Temperatura rozmrażania nie może być zbyt wysoka najlepiej w temperaturze pokojowej (20°C – 25°C) lub basenie z wodą bieżącą.
Raz rozmrożona masa jajowa bardzo łatwo ulega zepsuciu i musi być zużyta w całości, nie może zostać ponownie zamrożona.
Innym cennym i często w piekarstwie stosowanym przetworem z jaj jest proszek jajowy otrzymywany
na drodze rozpyłowego suszenia masy jajowej.
Masę jajową przygotowuje się w sposób podobny jak do mrożenia, po czym rozpyla się ją w komorze rozpyłowej w temperaturze ok. 70°C.
Proszek jajowy pakuje się w torby z folii polietylenowej oraz w worki papierowe.
Przechowywany w temperaturze powyżej 20°C proszek jajowy ma trwałość, co najmniej 12 miesięcy.

167
ROZDZIAŁ 12 DODATKI DO ŻYWNOŚCI
Sól
Sól występuje głównie jako minerał w złożach w postaci krystalicznej w słonych
morzach i oceanach oraz w solankach. Sól znana jest od 4 tyś lat a pierwsze jej wzmianki pochodzą z Chin. Sól zwana też solą kuchenną jest chlorkiem sodowym Na Cl o różnym stopniu czystości otrzymanym przez wypłukiwanie z ziemi w postaci solanek oczyszczonych następnie metodą ważenia albo przez eksploatacje górniczą złóż soli kamiennej. Ważenie ma na celu usunięciu najpierw zanieczyszczeń mechanicznych iły piasku następnie chemicznych (wapń, magnez siarczany) a następnie wykrystalizowanie i oddzielenie czystej soli. Eksploatacja górnicza polega na wydobyciu soli ze złóż w kopalniach podobnie jak węgla oraz na jej zmieleniu w zależności od sposobu otrzymania czystości i uziarnienia sól dzieli się na:
-Sól warzoną
Sól warzona jest produktem krystalicznym sypkim barwy białej bez zapachu o słonym smaku.
-Sól kamienna
Sól kamienna może mieć barwę białą z naturalnym odcieniem szarym lub różowym. W przemyśle ciastkarsko- piekarskim sól używa się w celu poprawienia właściwości glutenu w ciastach drożdżowych, smaku wyrobu lub nadania wyraźnie słonego smaku niektórym wyrobom. Sól powinna być przechowywana w magazynach czystych bez obcych zapachów i o niskiej wilgotności powietrza. Tak przechowywana sól jest surowcem o praktycznie nieograniczonej trwałości
Zastosowanie i sposób działania dodatków utrwalających
Podczas przechowywania właściwości produktów spożywczych ulegają niekorzystne zmiany o charakterze mikrobiologicznym, chemicznym lub fizycznym. Przedłużenie trwałości tych produktów ma ogromne znaczenie dla producentów, handlowców i konsumentów. Można to uzyskać, stosując w przetwórstwie różne zabiegi technologiczne, jak pasteryzacja, zamrażanie, suszenie, solenie, wędzenie, oraz dodając do produktów
12

168
chemiczne środki utrwalające. Ze względów zdrowotnych najlepiej byłoby utrwalać żywność metodami fizycznymi i odpowiednio ją przechowywać, a chemiczne środki, zwłaszcza syntetyczne, stosować tylko jako czynnik pomocniczy jednak nie zawsze jest to możliwe.
Chemiczne środki utrwalające są związkami przedłużającymi trwałość żywności przy bardzo niskich dawkach, nie przekraczającymi z reguły 0,2%, czyli 2 g/kg. Nie wpływają one wcale lub prawie wcale na smakowitość produktów. Dlatego do tej grupy związków nie zalicza się takich dodatków jak: cukier, sól, alkohol, które zmieniają smak produktu, a działanie utrwalające wykazują dopiero przy bardzo dużym stężeniu, od kilku do kilkudziesięciu procent. Chemiczne substancje stosuje się w Polsce z ograniczeniem, tzn. tylko do niektórych produktów spożywczych i w ściśle określonych ilościach. Dawka środka utrwalającego powinna zapewnić trwałość produktu, a jednocześnie nie może wpływać na jego cechy organoleptyczne i nie może być szkodliwa dla zdrowia. Dotychczas nie jest znany uniwersalny środek utrwalający. Na ogół dodatki utrwalające wstrzymują działanie drobnoustrojów – i są to środki konserwujące, albo powstrzymują określone zmiany chemiczne zachodzące w żywności pod wpływem tlenu i światła – są to przeciwutleniacze.
Chemiczne dodatki nadające określone cechy organoleptyczne.
Preparaty otrzymywane syntetycznie, zwane niekiedy barwnikami smołowcowymi, wprowadzono masowo do barwienia żywności w połowie xx wieku. Były tańsze, trwalsze i pozwalały na uzyskanie szerokiej gamy kolorów. Jednak w miarę unowocześniania metod analitycznych i poznawania metabolizmu ustroju człowieka przekonano się, że wiele z tych składników jest szkodliwych dla zdrowia, a niektóre mają nawet działanie rakotwórcze. Ograniczono więc stosowanie syntetycznych barwników i obecnie w większości państw na listach pozytywnych znajduje się tylko od kilku do kilkunastu takich substancji – sprawdzonych i uznanych za nieszkodliwe dla zdrowia
W Polsce wolno stosować pięć barwników otrzymywanych syntetycznie, a mianowicie:
• Czerń brylantową PN • Czerwień koszenilową (koksyna nowa) • Żółcień pomarańczową • Żółcień chinolinową • Indygotynę (ciemnoniebieski barwnik)
Z tych podstawowych barwników przemysł chemiczny produkuje kilkadziesiąt mieszanek, tzw. barwników spożywczych, o różnych nazwach handlowych, np. czerwień poziomkowa. Stosowanie ich umożliwia barwienie produktów na dowolne kolory i odcienie. Mogą być stosowane do niektórych wódek, trwałych wyrobów cukierniczych i do koncentratów deserów.
Oprócz barwników wykorzystywanych do produkcji mieszanek stosuje się jeszcze trzy barwniki, ale w bardzo ograniczonym zakresie. Są to:
• Błękit patentowy i azorubina (czerwony barwnik) do drażetek • Fiolet metylowy do znakowania mięsa i skórek sera.

169
Aromaty syntetyczne.
Wśród związków stosowanych do aromatyzowania żywności wyróżnia się :
• Syntetyczne związki o składzie jak w naturalnych olejkach • Syntetyczne związki o składzie chemicznym nie spotykanym w surowcach roślinnych.
Syntetyczne substancje są znacznie tańsze i wygodne w użyciu, ale mogą nadawać produktom nienaturalny tzw. landrynkowy zapach, który szybko staje się monotonny.
W Polsce wielu wyrobów w ogóle nie wolno aromatyzować (np. przetworów mięsnych, owocowych, wina), a do innych można dodawać tylko naturalne substancje zapachowe. Stosowanie związków syntetycznych jest bardzo ograniczone i wymaga każdorazowego zezwolenia GIS.
Syntetyczne aromaty są lotnymi związkami, które powinny wywoływać odczucia podobne do naturalnego zapachu owoców i przypraw, natomiast skład chemiczny mogą mieć podobny lub zupełnie inny. Najczęściej są to estry lub aldehydy, ale też terpeny i inne związki. I tak np. octan etylu ma zapach jabłek, octan amylu – gruszek a maślan etylu – ananasa. Produkuje się ponad 30 takich substancji, które służą do wyrobu esencji spożywczych. Znalazły one zastosowanie głównie do produkcji tańszych wódek i wyrobów cukierniczych oraz napojów bezalkoholowych, nie zawierających naryralnych soków.
Do syntetycznych aromatów należą też: wanilia i etylowanilia, mające postać drobnych białych kryształów i zapach zbliżony do wanilii, z tym, że etylowanilia jest trwalsza i ma znacznie intensywniejszy aromat.
Naturalne i syntetyczne aromaty znajdujące się w handlu są zmieszane z rozpuszczalnikiem (etanolem, wodą, olejem) lub ze stałym nośnikiem (cukrem, solą, tłuszczem).
Esencje spożywcze są to etanolo – wodne lub olejowe roztwory substancji zapachowych, zawierające kompozycję od kilku do kilkunastu takich substancji. Na przykład esencja rumowa zawiera różne estry, olejki: pomarańczowy i cytrynowy oraz wanilię.
Aromaty do ciast mają postać płynu lub pasty w zależności od tego, czy substancja zapachowa jest rozpuszczona w alkoholu lub w oleju, czy wymieszana jest z utwardzonym tłuszczem roślinnym. Mogą zawierać dodatek barwników i waniliny.
Cukier waniliowy jest to drobnokrystaliczny cukier buraczany z dodatkiem waniliny (1,6%) lub etylowaniliny (0,46%). Cukier spełnia tu rolę nośnika utrwalającego równomierne rozprowadzanie aromatu w produkcie.
Aromaty wędzonkowe zawierają substancje smakowo – zapachowe wyekstrahowane z dymu wędzarniczego uzyskanego ze spalania strużyn drzew liściastych. Ekstrakty te są oczyszczone ze składników dymu szkodliwych dla zdrowia i niepożądanych organoleptycznie. Najbardziej rozpowszechnionym u nas preparatem handlowym jest tzw. sól wędzonkowa zawierająca do 0,5% skoncentrowanego aromatu i sól kuchenną jako nośnik. Preparat ten ma zezwolenie GIS na stosowanie w przemyśle spożywczym, głównie do przetworów mięsnych.
Sztuczne środki słodzące.
Sztuczne środki słodzące są to substancje podobne lub identyczne z naturalnymi pod względem cech smakowych substancje uzyskane poprzez łączenie różnych związków chemicznych nie zaliczanych do grupy węglowodanów lecz posiadających podobne cechy z wyłączeniem wartości energetycznych. Do tej grupy zalicza się min:

170
• Sorbitol – otrzymywany na drodze redukcji glukozy posiadający obniżoną wartość energetyczną i smak dwukrotnie słabszy do sacharozy
• Mannitol – inaczej mannit, uzyskany na drodze redukcji mannozy rzadziej fruktozy. Posiada podobne cechy jak sorbitol
• Aspartam – jest całkowicie syntetycznym związkiem słodzącym cechujący się do 200 razy słodszym smakiem od sacharozy
Stosowanie sztucznych środków słodzących jest ograniczone w przemyśle spożywczym ze względu na ich potencjalną szkodliwość. Środki te wykorzystuje się głównie w produkcji żywności specjalnego przeznaczenia, np. wyrobów cukierniczych nie zawierających cukru takich jak draże, czekolady, gumy do żucia lub dla produkcji żywności dla osób dużego ryzyka takich jak np. dietetycy – osoby o zapotrzebowaniu na żywność niskoenergetyczną lub diabetycy czyli osoby nie przyswajające określonych substancji np. cierpiący na cukrzyce czyli niezdolność do rozkładu i przyswajania węglowodanów.
Dodatki spulchniające.
W przetwórstwie spożywczym konieczne jest stosowanie różnych dodatków umożliwiających prawidłowy przebieg procesów technologicznych. Bez ich stosowania nie sposób osiągnąć prawidłowej i trwałej konsystencji gotowych wyrobów. Substancji tych jest bardzo dużo i są zróżnicowane pod względem pochodzenia, składu chemicznego oraz sposobu działania. Zalicza się do nich przede wszystkim: hydrokoloidy, emulgatory i niektóre sole mineralne. Związki te mogą spulchniać lub zagęszczać produkty, umożliwiać wytwarzanie galaret, trwałych emulsji i pian.
W przemyśle cukierniczym, w przeciwieństwie do przemysłu piekarniczego, do spulchniania ciasta stosuje się głównie związki chemiczne. Jest to spowodowane znaczną zawartością tłuszczu i cukru, które mogą działać hamująco na rozwój drożdży.
Chemiczne środki spulchniające, znajdujące się w proszkach do pieczenia, są mieszaniną kilku substancji pełniących funkcje tzw. spulchniaczy, wyzwalaczy i stabilizatorów. Podstawowym składnikiem, będącym źródłem dwutlenku węgla, jest węglowodan, najczęściej sodu, rzadziej amonu. Oprócz niego znajdują się w proszkach związki kwaśne, zwane wyzwalaczami, które ułatwiają całkowity rozkład wodorowęglanu i uzyskanie maksymalnej ilości CO2. rolę tę mogą spełniać kwasy organiczne, np. kwas adypinowy, albo kwaśne sole, np. ortofosforan sodu. Trzecim składnikiem proszków są środki osuszające, zwane stabilizatorami, np. skrobia pszenna lub mąka ziemniaczana, które zapobiegają przedwczesnej reakcji spulchniacza. Mimo obecności stabilizatora proszki do pieczenia trzeba chronić przed zawilgoceniem.
Węglowodan sodu – zwany też sodą oczyszczoną, jest białym drobnokrystalicznym proszkiem, rozpuszczalnym w wodzie.
Węglowodan amonu – ma dużą zdolność spulchniania, ponieważ w wysokiej temperaturze całkowicie się rozkłada.
Przy spulchnianiu chemicznym, dodany środek, np. węglowodan sodu sam rozkłada się podczas wypieku, wydzielając dwutlenek węgla zgodnie ze schematem:
2NaHCO3 → Na2CO3 + CO2↑ + H2O

171
Dodatki zagęszczające i żelujące.
Dodatki zagęszczające mogą mieć różne zastosowanie ze względu na różne właściwości. Niektóre rozpuszczają się w zimnej wodzie ( np.: pektyny, alginiany, i niektóre gumy), inne tylko pęcznieją, wchłaniając znaczne ilości wody (np.: agar i żelatyna), a rozpuszczają się dopiero po podgrzaniu. Wykazują też różne zdolności żelowania. I tak np.: żelatyna i agar same formują żel w momencie schłodzenia ciepłego roztworu do odpowiedniej temperatury. A inne, np.: alginiany, wytwarzają go tylko w obecności jonów metali. Istnieją też związki, zaliczane do gum, które samoistnie nie żelują, ale wspomagają działanie żelujące innych hydrokoloidów. Z tego względu istnieje obecnie tendencja stosowania preparatów handlowych będących mieszaniną różnych związków.
Dodatki zagęszczające i żelujące znalazły zastosowanie w wielu branżach przemysłu spożywczego, a szczególnie do wyrobu dżemów i galaretek owocowych, konserw mięsnych i rybnych, wszelkiego rodzaju napojów i deserów (zwłaszcza błyskawicznych). Wykorzystywane są ponadto przy produkcji żywności dietetycznej – niskoenergetycznej. Poprawiają konsystencję produktów o obniżonej zawartości tłuszczu, dodając uczucie pełności w ustach. Ułatwiają też wytwarzanie niskosłodzonych dżemów, marmoladek.
Do związków tych zalicza się min:
Żelatyna – otrzymywana jest z kości i skór zwierząt w wyniku częściowej hydrolizy kolagenu, tj. białka tkanki łącznej. W zimnej wodzie pęcznieje, wchłaniając 10 – 15 krotną ilość wody w stosunku do swojej masy. Rozpuszcza się w wodzie gorącej ( powyżej 40°C), a następnie po ochłodzeniu (poniżej 30°C) tworzy żel. Proces ten jest termoodwracalny. Jednak dłuższe ogrzewanie w temp. powyżej 70°C może spowodować osłabienie tej właściwości.
W handlu żelatyna występuje w postaci listków, kaszki lub proszku. Jest bezbarwna lub jasnokremowa; powinna być bezwonna i wykazywać wysoki stopień czystości, zwłaszcza pod względem mikrobiologicznym.
Pektyna – pod względem chemicznym pektyna jest pochodną cukrów złożonych. Podstawowym surowcem do tej produkcji jest biała warstwa skórek owoców cytrusowych. W Polsce pektynę otrzymuje się na drodze ekstrakcji wytłoków jabłkowych (pozostałość po wytłoczeniu soków). Otrzymany preparat jest proszkiem o barwie jasnokremowej, swoistym zapachu i słabo kwaśnym smaku. Rozpuszcza się bardzo dobrze w ciepłej i zimnej wodzie, dając roztwory o wysokiej lepkości, a w odpowiednich warunkach delikatne żele. W przemyśle spożywczym stosuje się dwa rodzaje pektyn o różnych właściwościach. Pektyny wysokometylowane, wymagające dla utworzenia żelu dużej zawartości cukru i wyraźnie kwaśnego środowiska, wykorzystywana powszechnie do produkcji przetworów owocowych i wyrobów cukierniczych. Pektyny niskometylowane, mogące w pewnych warunkach tworzyć żele przy niższej zawartości cukru, stosowane do przetworów niskoenergetycznych
Emulgatory i stabilizatory.
Emulgatory-są to związki powierzchniowo czynne, których działanie polega na obniżeniu napięcia na granicy faz: woda/tłuszcz, co sprzyja utrzymaniu kuleczek jednej cieczy w drugiej. Cząsteczki emulgatora gromadzą się na granicy faz , ustawiając się częścią hydrofobową w kierunku tłuszczu a hydrofilową w kierunku wody . W ten sposób tworzy się cienka warstewka oddzielająca kuleczki zawieszone w cieczy.
W wielu produktach występują naturalne emulgatory, np. : lecytyna i cholesterol w żółtkach jaj , które wykorzystuje się przy wytwarzaniu emulsji ,np.: majonezów . Jednak w
większości przypadków niezbędne jest stosowanie różnych preparatów , takich jak lecytyna
172
Lecytyna- jest substancją towarzyszącą tłuszczą roślinnym. Należy do fosfolipidów i jest glicerydem zawierającym dwie grupy OH zestryfikowane z kwasami tłuszczowymi , a trzecią z kwasem fosforowym i z choliną. Substancja ta jest stosowana przy produkcji wielu wyrobów , min. margaryny, tłuszczu cukierniczego, czekolady , pieczywa . Oprócz tego , że jest typowym emulgatorem , wykazuje działanie wielokierunkowe. Zapobiega pryskaniu tłuszczu przy smażeniu , stabilizuje pianę , poprawia strukturę pieczywa, działa przeciwutleniająco. Preparaty handlowe lecytyny otrzymuje się jako produkt uboczny przy rafinacji oleju sojowego lub rzepakowego. Zawierają olej macierzysty i co najmniej 65% fosfolipidów . Mają barwę żółtą do brunatnej , konsystencję jednorodną, mazistą lub kruchą i swoisty smak , bez obcych posmaków .Lecytynę w szczelnych opakowaniach można przechowywać w temperaturze pokojowej co najmniej przez dwa miesiące a w temperaturach chłodniczych nawet do pół roku.
Stabilizatory-Rola substancji stabilizujących polega na zapobieganiu niepożądanym
zmianom struktury w czasie wytwarzania , a następnie długotrwałego przechowywania produktów. Obróbka mechaniczna oraz termiczna, rozmnażanie żywności, procesy mogą być przyczyną niekorzystnych zmian , takich jak rozwarstwianie się emulsji, ścinanie się białek w sterylizowanych produktach mleczarskich , wyciek wody z szynki . Jako stabilizatory mogą być stosowane niektóre związki mineralne, cytryniany i wielofosforany, omówione szerzej jako środki zagęszczające. Cytryniany sodu- lub potasu ułatwiają wytwarzanie stabilnych emulsji, zapobiegają ścinaniu się białka podczas oraz działają przeciwutleniająco. Znalazły zastosowanie głównie przy produkcji sterylizowanych i zagęszczonych produktów mleczarskich. Wielofosforany są to związki powstające w wyniku wewnątrzcząsteczkowego odwodnienia i kondensacji kwasu ortofosforowego. Najczęściej wykorzystywane są jako tzw. topniki przy produkcji serów topionych, a niektóre z nich np. polifosforan sodu stosuje się do stabilizacji konsystencji szynki wołowej.
Wszystkie cytryniany i wielofosforany mają postać krystalicznego proszku, który należy przechowywać w szczelnie zamkniętych opakowaniach.

173

174
ALMANACH
TECHNOLOGIA ŻYWNOŚCI
PRODUKCJA PIEKARSKO- CIASTKARSKA Tom 4
SZYMON KONKOL
TECHNOLOGIA CIASTKARSKA

175

176
ROZDZIAŁ 1 RYS HISTORYCZNY
Historia cukiernictwa
Początek ciastkarstwa sięga dalekiej przeszłości. Należy przypuszczać, że wyroby ciastkarskie wywodzą się z wyrobów piekarskich. W pierwszej kolejności rozwijała się produkcja pieczywa, stanowiącego główne źródło pożywienia ludności.
W starożytności wypracowano wiele metod wytwarzania różnego rodzaju pieczywa, przy czym otrzymywano je z różnych zbóż, o różnym stopniu rozdrobnienia i różną technologią. Z czasem ciasto przeznaczone do wypieku pieczywa wzbogacano dodatkiem miodu pszczelego i otrzymywano nowy wyrób odbiegający smakiem od dotychczasowych produktów piekarskich a zbliżony do miodowników. W ten sposób przez stosowanie nowych surowców uległ rozszerzeniu asortyment pieczywa cukierniczego.
1

177
Pierwsze informacje dotyczące produkcji wyrobów cukierniczych przekazywał Herodot z okresu ok. 600 lat p.n.e. W Europie w XI wieku w miejscowości Salerno Arabowie założyli pierwszą szkołę cukierniczą. Rozwój ciastkarstwa na ziemiach polskich datuje się od XVII i XVIII wieku w związku z imigracją włoską, głównie z Wenecji i Salerno. Cukiernicy z tych miejscowości byli nauczycielami polskich ciastkarzy, którzy zakładali własne warsztaty rzemieślnicze i prowadzili je samodzielnie.
Na początku XIX wieku w polskich dworach istniały dwie apteczki - w jednej przechowywano nalewki i medykamenty, a w drugiej - zwanej "apteczką przyjemną" - korzenie (przyprawy), migdały, rodzynki, owoce cytrusowe (obtaczane roztopionym woskiem, aby długo pozostawały świeże), cykatę, zamorski cukier trzcinowy, zwany kanarem (od Wysp Kanaryjskich), a także wielkie głowy cukru buraczanego. Cukier był jednak drogi i dlatego tradycyjnie słodzono potrawy miodem lub melasą domowego wyrobu. Nawet w bogatych dworach cukier trzymano w cukierniczkach, które po skończonym posiłku starannie zamykano. Po upowszechnieniu się cukru do herbaty i "na wety" podawano najczęściej domowego wyrobu konfitury oraz kandyzowane owoce. Lucyna Ćwierciakiewiczowa przytacza w swojej słynnej książce kucharskiej aż 45 przepisów na rozmaite konfitury, m.in. robione z ... pomidorów, dereniu, berberysu czy zielonych orzechów włoskich. Do ozdoby ciast i tortów używano smażonych w cukrze płatków róż, całych fiołków lub kwiatów pomarańczy (które zrywano w przydomowych oranżeriach).Wszystkie smakołyki podawano w postaci kunsztownych kompozycji, w przepięknych naczyniach z porcelany, szkła i srebra, na stołach udekorowanych kwiatami i girlandami z zieleni. Przez jakiś czas trwała moda na lustrzane tafle, umieszczane pośrodku stołu, na których stawiano porcelanowe figurki i cukrowe kompozycje. Drewniane tafle stołowe wysypywano natomiast różnokolorowym "piaskiem cukrowym" i przybierano ozdobnie wycinanym złotym papierem.

178
ROZDZIAŁ 2 WIADOMOŚCI PODSTAWOWE
Cele i zadania technologii ciastkarstwa Technologia jest to sposób, metoda przetwarzania dóbr naturalnych w dobra użyteczne, czyli produkty. Technologia ciastkarstwa jest to teoria przetwarzania surowców w produkty ciastkarskie w procesie produkcyjnym.
Proces produkcyjny, czyli technologiczny odnosi się do metody wytwarzania obróbki materiałów zgodnie z wymaganiami technologicznymi.
Charakterystyka ciastkarstwa
1. Ciastkarz- pracownik zawodowo zajmujący się wytwarzaniem ciastek lub innych słodkich wyrobów mącznych.
2. Praca cukiernika- ciastkarza oparta jest przede wszystkim na pracy ręcznej, co wymaga odpowiednich kwalifikacji, znajomości procesów technologicznych, umiejętności dekorowania.
Niektóre czynności związane z wytwarzaniem ciast wykonywane są za pomocą odpowiednich maszyn i urządzeń np. ubijaczki, miesiarki itp. Szeroko rozpowszechnione są rozwiązania techniczne w sporym stopniu eliminujące pracę ręczną ograniczając ją do funkcji kontrolnych np. linie produkcyjne.
Organizacja zakładu ciastkarskiego
Każda ciastkarnia niezależnie od wielkości produkcji oraz rozmiarów bazy lokalowej, składa się z pomieszczeń przystosowanych do wykonywania zabiegów (czynności) technologicznych, pomieszczeń magazynowych oraz tzw. zaplecza socjalno- administracyjne. Pomieszczenia zakładu ciastkarskiego podzielić można na następujące działy: 1. dział magazynowy 2. dział produkcyjny 3. dział socjalny 4. dział administracyjny
2

179
Dział magazynowy
Magazyn surowców Magazyn wyrobów gotowych Magazyn opakowań
Magazyn surowców- pomieszczenie przeznaczone do przechowywania surowców w celu zapewnienia ciągłości produkcji. Pomieszczenie magazynowe powinno zabezpieczać surowce ciastkarskie przed utratą swoich cech i właściwości oraz zabezpieczać je przed zepsuciem. Magazyn surowców powinno być chłodny, suchy i przewiewny. Surowce sypkie (mąka, cukier) przechowuję się w workach na drewnianych podestach zabezpieczony bez bezpośrednim przyleganiem do ściany. Magazyn powinien być wyposażony w regały przeznaczone do składowania drobnych surowców, oraz chłodnie. Magazyn wyrobów gotowych- pomieszczenie przeznaczone do przechowywania wyrobów wykonanych w ciastkarni. Magazyn ten powinien być wyposażony w regały oraz chłodnie do przechowywania wyrobów kremowych. Magazyn opakowań- miejsce gromadzenia wszelkich opakowań podlegających zwrotowi lub sprzedaży.
Dział produkcyjny
Przygotowania ciast, kremów i mas Obrabialnia Piecownia Deserownia (wykańczalnia wyrobów) Myjnia
Przygotowalnia ciast: pomieszczenie wyposażone w niezbędne urządzenia do produkcji ciastkarskiej takie jak:
Miesiarki do sporządzania ciast Ubijarki do sporządzania kremów i ciast biszkoptowych oraz biszkoptowo- tłuszczowych Urządzenia do rozdrabniania surowców np. młynki, trójwalcówki Przesiewacze do mąki
Przygotowalnia powinna być koniecznie wyposażone w pomieszczenie do mycia i ubijania jaj, oraz miejsce wydzielone do ogrzewania i gotowania niektórych półproduktów. Obrabialnia- pomieszczenie służące do dzielenia i formowania ciast wyposażone w stoły produkcyjne o łatwo zmywalnej powierzchni, regały, stojaki, wózki transportowe, sprzęty do formowania wyrobów (wycinacze, wałki, szablony) oraz urządzenia takie jak np. wałkowarki, zaokrąglarki, wydłużarki, rogalikarki. Piecownia- głównym wyposażeniem piecowni jest piec. Zadaniem tego pomieszczenia jest przeprowadzenie obróbki termicznej tzw. wypieku półproduktów i wyrobów. Z piecownią powinno być bezpośrednio połączone pomieszczenie przeznaczone do przeprowadzania rozrostu końcowego wyrobów z ciasta drożdżowego (komora fermentacyjna)

180
Deserownia- w deserowni odbywa się końcowa obróbka wyrobu: smarowanie, składanie, zdobienie. Deserownia wyposażona jest w stoły, regały, szafy chłodnicze, drobny sprzęt (zdobniki metalowe, woreczki do wyciskania kremów, noże itp.) Myjnia- służy do mycia wszelkich naczyń i sprzętów używanych w produkcji, myjnia wyposażona jest w specjalne zlewozmywaki z ciepłą i zimną wodą, oraz stojaki na czyste sprzęty.
Dział socjalny
Szatnie Natryski Toalety Pokój przeznaczony do spożywania posiłków w czasie przerw
Dział administracyjny Pomieszczenia biurowe
Dział ekspedycyjno- handlowy Pomieszczenia sklepowe
Podział wyrobów ciastkarskich 1. Wyrób ciastkarski- produkt, w którego skład wchodzi niemniej niż 40% takich surowców
innych niż mąka jak np. cukier, tłuszcz, jaja, ser, mak. 2. Ze względu na okres przydatności do spożycia wyroby ciastkarskie podzielić można na:
• Wyroby trwałe- kokosanki, pierniki i wafle • Wyroby nietrwałe- pączki, torty, wuzetki
3. Zgodnie z normą branżową klasyfikujemy wyroby ciastkarskie na grupy według udziału określonego rodzaju ciasta w danym wyrobie. Wyróżniamy następujące grupy wyrobów ciastkarskich:
• Ciasto drożdżowe • Ciasto francuskie • Ciasto parzone • Ciasto bezowe • Ciasto kruche • Ciasto biszkoptowe • Ciasto biszkoptowo- tłuszczowe • Ciasto zbijane • Ciasto piernikowe • Ciasto waflowe • Wyroby z udziałem mas orzechowych, migdałowych lub surowców zastępczych
(np. marcepan zastępczy)
181
Charakterystyka receptury ciastkarskiej
1. Wyroby ciastkarskie przeznaczone do sprzedaży mogą być produkowane wyłącznie według ustalonej przez producenta receptury.
Recepturę opracowuje się na podstawie wyników uzyskanych w trakcie kontrolowanej produkcji (próbnego wypieku). 2. Kontrolowana produkcja ma na celu ustalenie wydajności produkcji, strat
technologicznych i określenie prawidłowego procesu technologicznego. Aby opracować recepturę należy wykonać, co najmniej trzy próbne wypieki.
3. Przeprowadzenie kontrolowanej produkcji polega na określeniu nadmiaru surowcowego tzw. ilości surowców potrzebnych do wykonania partii wyrobu.
4. Dane odnośnie ilości użytego surowca powstałych strat oraz wydajności w poszczególnych próbnych wypiekach sumuje się uzyskując łącznie wyniki na podstawie, których powstaje receptura.
5. Receptura ciastkarska powinna podawać zużycie surowców przy wydajności 1000g wyrobu gotowego. W tym celu należy przeliczać wynik łączny uzyskany podczas próbnych wypieków.
W przypadku przyłączonego przykładu, gdy wydajność produkcji wyniosła 6000 należy wynik zużycia poszczególnych surowców podzielić przez 6. 6. Uzyskane wyniki należy zapisać w formie tabeli i umieścić w recepturze. 7. Tak sporządzone zestawienie nazywamy nadmiarem surowców. Oprócz nadmiaru
surowców receptura zawiera min. opis procesu technologicznego uwzględniający podstawowe parametry technologiczne tj. temperaturę i czas fermentacji, temperaturę i czas wypieku, wagę porcji ciasta
Budowa receptury. Receptura powinna zawierać następujące dane: - numer, - nazwę półproduktu lub wyrobu, - nazwę grupy, do której zalicza się dany wyrób, - namiar surowców, w tym zużycie poszczególnych surowców w gramach przy wydajności 1000 g i jednoczesnym określeniu strat technologicznych, - opis procesu technologicznego, - wskaźniki fizykochemiczne. Numer receptury w danej jednostce gospodarczej nie jest przypadkowy. Kolejne grupy wyrobów ciastkarskich zostały uporządkowane przez nadanie im odpowiedniej numeracji według Systematycznego Wykazu wyrobów i normy branżowej. Na przykład, grupa wyrobów z ciasta drożdżowego ma numer 2422-1. Poszczególne podgrupy wyrobów z ciasta drożdżowego mają numeracje: 11, 12, 15, 16, 17, 18, 19. W zależności od liczby rodzajów wyrobów w danej podgrupie każdy producent nadaje im kolejne numery, np. strucle są oznaczone numerem 17. Produkując różne ich rodzaje – z serem, z makiem, z marmoladą – numeruje się je następująco: 17-1, 17-2, 17-3 itd. Ten system numerowania poszczególnych receptur wyrobów ciastkarskich pozostawia możliwość uzupełnienia zbioru receptur o receptury na wyroby nowo wprowadzone do produkcji. Również z punktu widzenia ewidencjonowania procesów gospodarczych odpowiednia numeracja receptur, a tym samym i wyrobów ciastkarskich, jest ważna. Umożliwia to dokonanie zbilansowania produkcji ciastkarskiej w ramach określonych wyrobów nawet w skali ogólno krajowej.

182
Nazwa półproduktu lub wyrobu może być dowolna, niemniej jednak powinna uwzględnić nazwy tradycyjne. Nieprawidłowością byłoby nadawanie mazurkowi nazwy tort. Nazwa grupy wynika z klasyfikacji określonej normą branżową. Namiar surowców ustala się na podstawie przeprowadzonej kontrolowanej produkcji. Zużycie poszczególnych surowców i półproduktów wylicza się przy wydajności 1000 g gotowego wyrobu. Uwzględnia się również wielkość strat technologicznych lub pozostałość okruchów użytecznych. Opis procesu technologicznego powinien być prosty. W sposób skomasowany powinien uwzględniać podstawowe parametry procesu technologicznego, tj. czas i temperaturę fermentacji, czas i temperaturę wypiekania, naważkę kęsów ciasta itp. Wskaźniki fizyko chemiczne, takie jak zawartość cukru lub tłuszczu, powinny uwzględniać receptury na półprodukty i wyroby jednorodne. Receptura ciastkarska zawierająca wszystkie wymienione elementy stanowi podstawę wprowadzenia wyrobu ciastkarskiego do produkcji.

183
PÓŁPRODUKTY CIASTKARSKIE
- CIASTA SUROWE

184
ROZDZIAŁ 3 CIASTA DROŻDZOWE
Składniki ciasta drożdżowego- proces fermentacji alkoholowej
1.Składniki ciasta drożdżowego podzielić można na dwie grupy:
• składniki podstawowe • składniki uzupełniające
a) składniki podstawowe: • mąka • drożdże • płyn • sól • mleko
b) składniki uzupełniające: • cukier • jaja • substancje smakowo- zapachowe • tłuszcz
2.Przygotowanie surowców do produkcji ciasta drożdżowego
o mąkę używaną do produkcji ciasta należy przesiać w celu usunięcia zanieczyszczeń i napowietrzenia
o drożdże dodawane są do ciasta w formie zawiesiny (tzw. mleczka drożdżowego)
o tłuszcz przed wprowadzeniem do ciasta musi być rozpuszczony a następnie ochłodzony
o cukier i sól dodaje się do ciasta w formie roztworu (rozpuszczony w wodzie) • Przebieg fermentacji alkoholowej w cieście drożdżowym
C6H12O6 ���� 2C2H5OH + 2CO2 + 28kcal Drożdże
cukier prosty ���� alkohol etylowy + dwutlenek węgla +ciepło
3
185
a) fermentacja alkoholowa jest zjawiskiem przemiany cukru na alkohol i dwutlenek węgla pod wpływem enzymów drożdży (enzymy zymazy)
b) w procesie fermentacji w cieście drożdżowym drożdże rozkładają cukry zawarte w mące, oraz sacharozę dodaną do ciasta (cukier kryształ). Rozkład cukrów odbywa się w wyniku działania enzymów drożdży. W procesie fermentacji alkoholowej powstaje oprócz głównego produktu tj. alkoholu powstaje dwutlenek węgla którego uwalnianie się powoduje spulchnianie ciasta- w cieście powstają pęcherzyki gazu który zwiększa objętość ciasta (ciasto rośnie).
2. Czynniki wpływające na właściwy przebieg fermentacji alkoholowej:
a) dostęp tlenu zapewniają następujące czynności technologiczne • napowietrzenie mąki podczas przesiewania • miesienie ciasta podczas którego następuje wtłaczanie powietrza • przebijanie ciasta podczas rozrostu co uwalnia nadmiar nagromadzonego dwutlenku węgla
b) utrzymanie właściwej temperatury • optymalna temperatura sprzyjająca rozmnażaniu się drożdży i fermentacji alkoholowej waha się od 25 – 35 C zależnie od fazy produkcji oraz gęstości ciasta (im gęstsze ciasto tym temperatura powinna być wyższa)
c) właściwe stężenie soli- dodatek soli w gramach 1% w stosunku do ilości mąki
d) odpowiednia kwasowość środowiska • optymalne dla prawidłowego rozwoju drożdży jest podłoże o odczynie lekko kwaśnym (PH 4-5)
Produkcja ciasta drożdżowego metodą jednofazową
1. Jednofazowa metoda produkcji ciasta drożdżowego zwana również metodą bezpośrednią polega na produkcji ciasta bez sporządzania rozczynu. Metodą jednofazową sporządzić można ciasto dwoma sposobami:
• na zimno • na ciepło
2. Metoda na zimno: Ma zastosowanie najczęściej przy produkcji ciast półfrancuskich, ciasto sporządzone tą metodą może leżakować i dojrzewać w temperaturze 6 – 8
stopni C w ciągu kilku godzin. Ze względu na długi czas wytwarzania ciasta metoda ta jest rzadko stosowana.

186
3. Metoda na ciepło:
Umożliwia szybkie sporządzanie ciasta w tym celu należy wykonać następujące czynności technologiczne:
a) rozprowadzić drożdże w mleku podgrzanym do temperatury 40 stopni C b) dodać rozpuszczoną sól c) dodać podgrzaną masę jajowo- cukrową d) wszystkie składniki dodane wymieszać z mąką e) w końcowej fazie miesienia wprowadzić do ciasta podgrzany tłuszcz.
Po dokładnym połączeniu z tłuszczem ciasto powinno leżakować przez 2 – 3 godzin. W celu optymalnych warunków dla fermentacji alkoholowej temperatura ciasta powinna w tym przypadku wynosić około 32 stopnie C. W czasie fermentacji stosuje się jedno lub dwukrotne przebijanie ciasta:
• W celu usunięcia nadmiaru zgromadzonego w cieście dwutlenku węgla i wprowadzeniu tlenu. Podczas przebijania dodaje się niewielką ilość mąki oraz tłuszczu. • Czynność tą nazywa się zdobieniem. Tak uzyskane ciasto cechuje wysoka jakość.

187
Schemat technologiczny produkcji ciasta drożdżowego prowadzonego metoda jednofazową

188
Produkcja ciasta drożdżowego metodą dwufazową
1. Produkcja ciasta drożdżowego metodą dwufazową tzw. pośrednią polega na uprzednim przygotowaniu rozczynu drożdży a następnie ciasta.
Drożdże + część płynu + część mąki = rozczyn
2. Dwufazowa metoda wytwarzania ciasta drożdżowego zwana jest metodą rozczynową lub pośrednią polega na wykonywaniu następujących czynności technologicznych:
• Przygotowanie rozczynu: w tym celu stosuje się od 35 – 50% mąki, 60 – 100% ilości płynu oraz całą
ilość drożdży przewidzianą recepturą.
• Sporządzanie rozczynu: Rozprowadzenie drożdży w niewielkiej ilości mleka podgrzanego do temperatury 30 – 35 stopni C, dodać przeznaczoną ilość mąki (można także dodać niewielką ilość cukru co przyśpiesza proces rozmnażania się drożdży). Wszystkie składniki należy dokładnie wymieszać, a powierzchnię rozczynu przysypać warstwą mąki (około 1cm) w celu zapobiegania tworzenia się skorupy na powierzchni rozczynu
• Umieszczenie przygotowanego rozczynu w komorze fermentacyjnej o temperaturze 25 – 30 stopni C, czas fermentacji rozczynu waha się od 1 – 1,5 godziny
- Przerobienie dojrzałego rozczynu na ciasto i dodanie podgrzanej masy
jajowo- cukrowej, rozpuszczonej soli i substancji smakowo-
zapachowych, a następnie dokładnie wymieszanie wszystkich składników
z pozostałą ilością mąki
• dwukrotne przebijanie ciasta w odstępie czasu 30 – 60 minut, dodanie rozpuszczonego i schłodzonego tłuszczu (proces zdobienia ciasta), oraz przesypywanie ciasta niewielka ilościa mąki (proces osuszania ciasta)

189
Schemat technologiczny produkcji ciasta drożdżowego metoda dwufazową
Ocena metod sporządzania ciasta drożdżowego:
a) Metoda dwufazowa- dzięki zastosowaniu tej metody uzyskuje się wyroby o lepszej jakości, lepszym aromacie i delikatnym miękiszu, wymagany jest mniejszy dodatek drożdży. Metoda ta w porównaniu z innymi metodami
Mleko
Drożdże
Mąka
Jaja
Cukier
Sól
Tłuszcz
Substancje smak.- zapach.
Podgrze- wanie
Rozprowadzanie drożdży w mleku
Wybijanie
Rozpusz-czenie
Mieszanie i podgrzewanie
Rozpusz-czanie
Sporządzanie rozczynu
Chłodzenie
Fermentacja rozczynu
Mieszanie ciasta
Fermentacja
Przebijanie I
Fermentacja
Przebijanie II
Fermentacja

190
wytwarzania ciasta drożdżowego jest bardziej pracochłonna i wymaga dłuższego czasu.
b) Metoda jednofazowa- wymaga większego dodatku drożdży, gorszy jest aromat ciasta. Metoda ta pozwala na uzyskanie ciasta w krótszym czasie.
Proces technologiczny ciasta półfrancuskiego
1. Ciasto półfrancuskie- ciasto drożdżowe uszlachetnione przez dodanie tłuszczu w procesie wałkowania.
2. Proces spulchniania ciasta półfrancuskiego przebiega poprzez wytwarzanie się dwutlenku węgla w czasie fermentacji alkoholowej drożdży i dodatkowo poprzez proces wałkowania.
3. W celu wyprodukowania ciasta półfrancuskiego należy wykonać następujące czynności technologiczne:
a) Przygotowanie ciasta drożdżowego: ciasto drożdżowe sporządzić można dowolną metodą, jednak zazwyczaj stosuje się metodę dwufazową
b) Wałkowanie ciasta: ochłodzone ciasto wałkuje się na prostokąt o grubości 1 – 2cm
c) Przełożenie ciasta tłuszczem: rozwałkowane ciasto za pomącą pędzla pokrywa się warstwą rozmiękczonego tłuszczu (masło lub margaryna)
d) Zawijanie: W celu uzyskania dwóch lub trzech warstw ciasto zwija się otrzymując odpowiednią ilość warstw tłuszczu i ciasta
e) Formowanie f) Rozrost g) Wypiek
Pamiętać należy aby każdorazowo po zawinięciu ciasta pokryć jego wierzchnią część warstwą tłuszczu. Wyroby produkowane tym sposobem cechuje charakterystyczne uwarstwienie. Po uformowaniu wyrobu jego powierzchnię pokryć można roztworem białek i wody w celu uzyskania połyskliwej warstwy wyrobu gotowego.
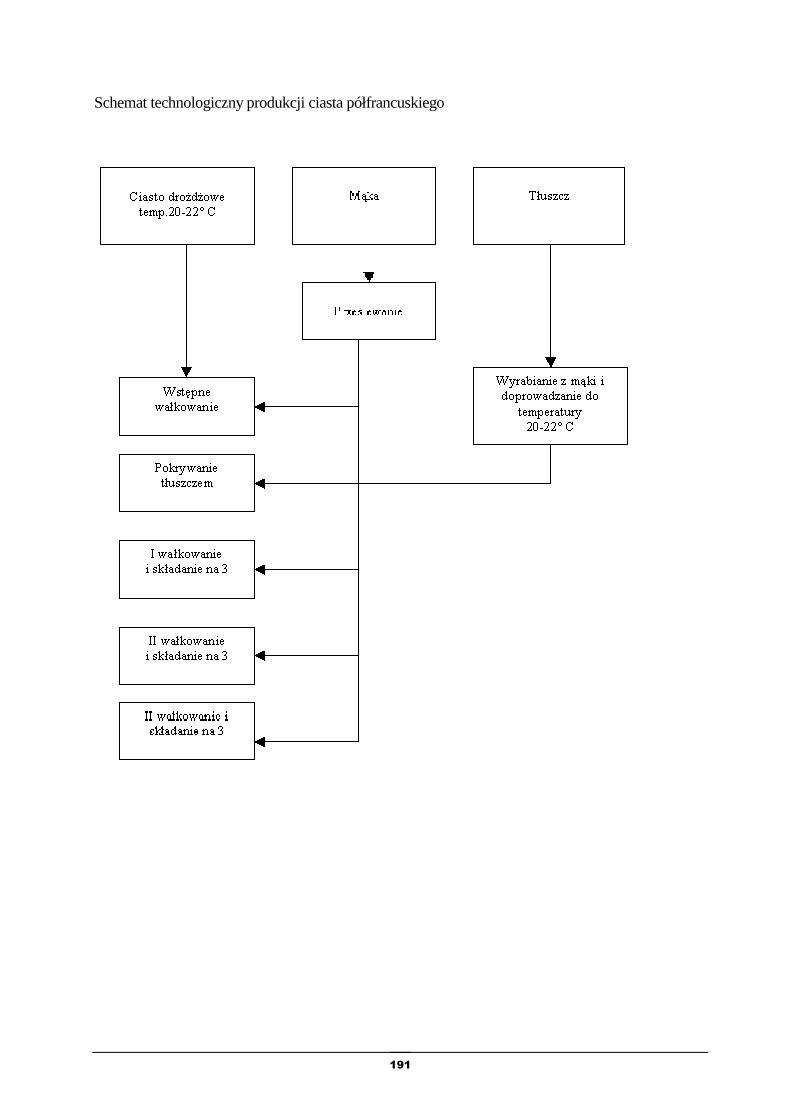
191
Schemat technologiczny produkcji ciasta półfrancuskiego
192
ROZDZIAŁ 4 CIASTA FRANCUSKIE
Proces technologiczny ciasta francuskiego
1. Ciasto francuskie otrzymuje się poprzez połączenie mąki, jaj, wody i innych surowców w jednolitą masę, a następnie przekładanie jej tłuszczem za pomocą wałkowania i składania.
2. Spulchnianie ciasta francuskiego odbywa się poprzez kilkakrotne wałkowanie ciasta z odpowiednio przygotowanym tłuszczem i w wyniku tego procesu tworzą się cienkie warstwy na przemian tłuszczu i ciasta- w trakcie wypieku tłuszcz wytapia się uwydatniając warstwową strukturę ciasta.
3. W celu wyprodukowania ciasta francuskiego należy wykonać następujące czynności technologiczne:
a) przygotowanie ciasta tzw. gruntu b) leżakowanie ciasta c) formowanie ciasta d) przygotowanie tłuszczu e) formowanie i chłodzenie tłuszczu f) zawijanie tłuszczu g) kilkukrotne wałkowanie i leżakowanie ciasta h) formowanie i) wypiek
4
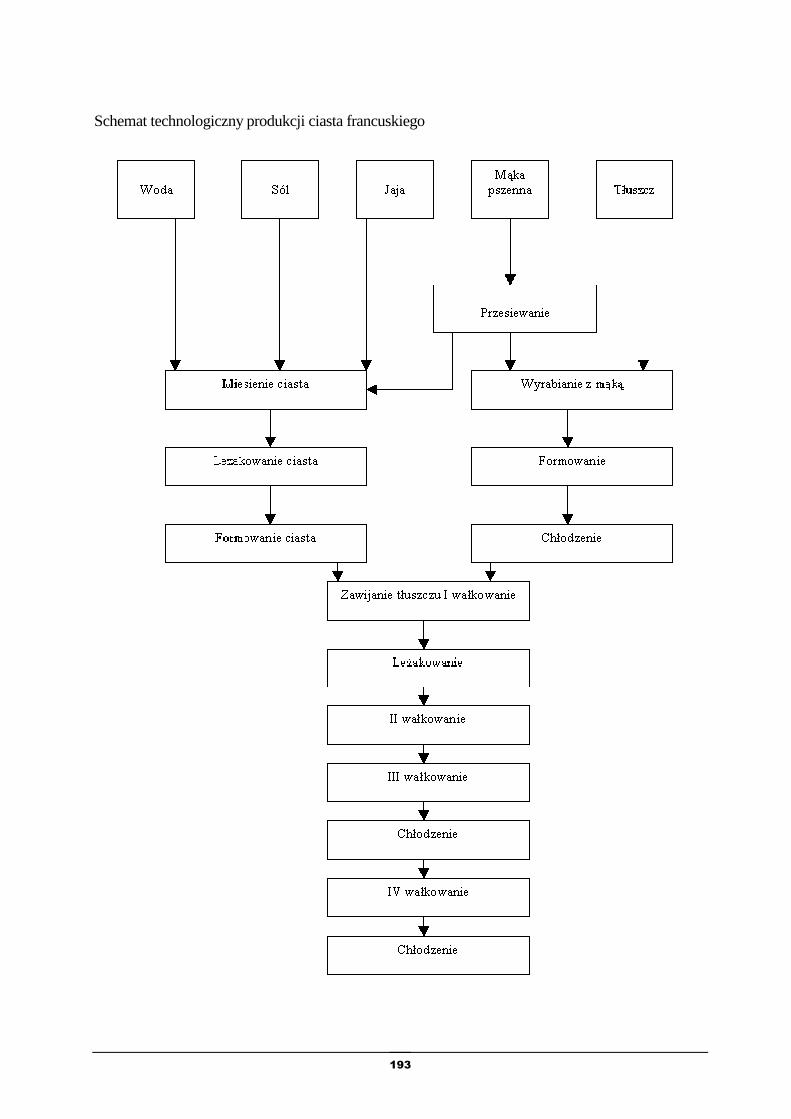
193
Schemat technologiczny produkcji ciasta francuskiego

194
Sposoby sporządzania ciast francuskich
1. Proces produkcyjny ciasta francuskiego metodą tradycyjną składa się z trzech podstawowych operacji: -przygotowanie ciasta -przygotowanie tłuszczu -wałkowanie ciasta z tłuszczem a) W celu przygotowania ciasta należy wykonać następujące czynności technologiczne: - rozpuszczenie soli lub kwasu w ¾ ilości wody przewidzianej w recepturze - dodanie jaj oraz części tłuszczu - wymieszanie składników z maką - mieszanie ciasta oraz dodanie reszty wody Otrzymane ciasto powinno mieć konsystencję jednorodną. Po uzyskaniu ciasta należy je poddać procesowi leżakowania w celu poprawienia jego właściwości fizycznych. Leżakowanie przyczynia się do nadania ciastu odpowiedniej plastyczności i elastyczności, co ułatwia proces jego wałkowania z tłuszczem. b) Przygotowanie tłuszczu do produkcji ciasta francuskiego odbywa się poprzez wymienianie tłuszczu (margaryny lub masła) z określoną ilością mąki (na 1kg tłuszczu- 150g.mąki).Czynność tą należy wykonać, aby woda zawarta tłuszczu została związana z dodana mąką, co zapobiega zlepianiu się warstw ciasta podczas wałkowania. Po dokładnym wymieszaniu tłuszczu z mąka uzyskamy jednolitą masę formuje się w kształcie kwadratowego plastra i ochładza do temperatury 15 0C. c) Ciasto przeznaczone do produkcji rozwałkowuje się w formie gwiazdy a następnie nakłada się na jego wierzch przygotowany tłuszcz. Tłuszcz zawija się w ciasto zakładając ramiona gwiazdy w formie koperty tak, aby ciasto ze wszystkich stron dokładnie przykryło bryłę tłuszczu. d) Złożone ciasto należy poddać leżakowaniu w komorze chłodniczej przez około 30 minut aby ochłodzić tłuszcz rozmiękczony w czasie wałkowania oraz poprawić jego właściwości plastyczne. e) Ochłodzone ciasto ponownie rozwałkowuje się do grubości około 15mm. i składa się we czworo. Czynność tą należy powtórzyć czterokrotnie poprzedzając każde wałkowanie ochłodzeniem i leżakowaniem, uzyskuje się wówczas 256 warstw ciasta.
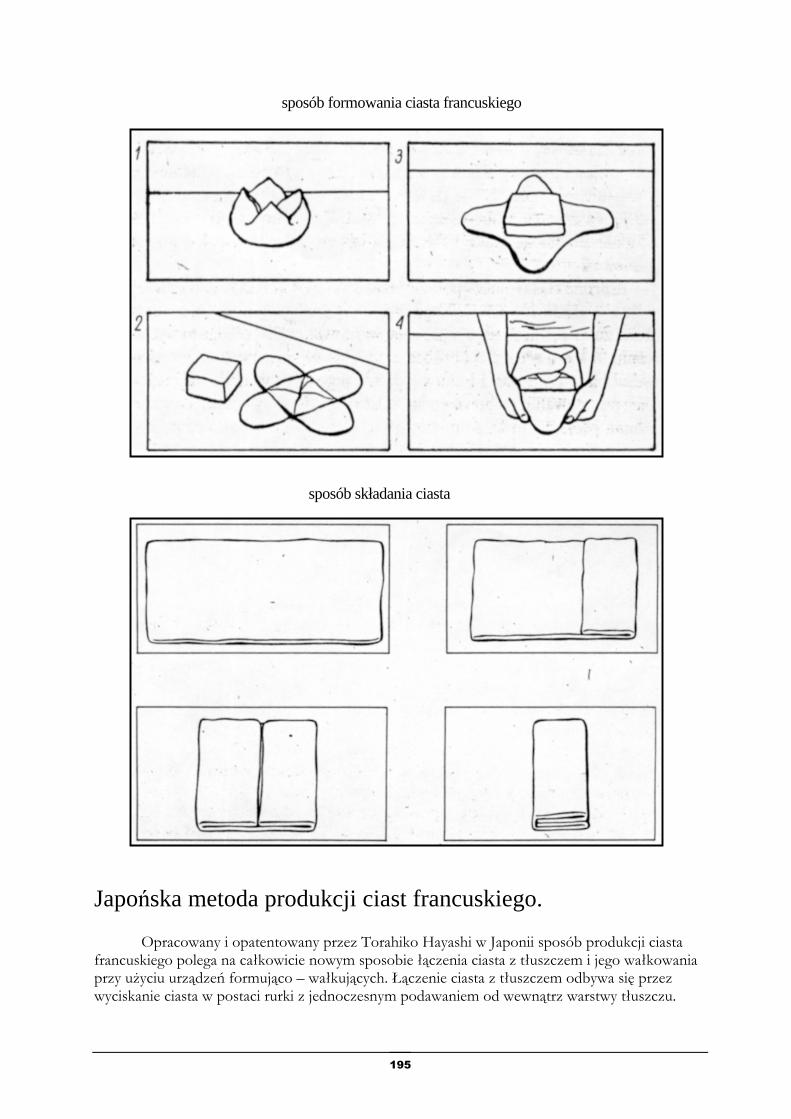
195
sposób formowania ciasta francuskiego
sposób składania ciasta
Japońska metoda produkcji ciast francuskiego. Opracowany i opatentowany przez Torahiko Hayashi w Japonii sposób produkcji ciasta francuskiego polega na całkowicie nowym sposobie łączenia ciasta z tłuszczem i jego wałkowania przy użyciu urządzeń formująco – wałkujących. Łączenie ciasta z tłuszczem odbywa się przez wyciskanie ciasta w postaci rurki z jednoczesnym podawaniem od wewnątrz warstwy tłuszczu.
196
Grubość warstwy ciasta i grubość warstwy tłuszczu są zmienne i można je dowolnie regulować. Umożliwia to zarówno produkcję ciasta francuskiego jak i półfrancuskiego. Wyciśnięte ciasto z tłuszczem wewnątrz spada na przenośnik, nad którym znajduje się wałek powodujący spłaszczanie uformowanego rulonu. Powstała w ten sposób płaska wstęga ciasta połączonego z tłuszczem odpowiada produktowi uzyskanemu w pierwszej fazie trudnego procesu łączenia stosowanego w metodzie tradycyjnej. W tej metodzie tłuszcz jest całkowicie osłonięty ciastem, co zabezpiecza przed jego wyciekaniem na zewnątrz. Uformowane Ciasto z tłuszczem jest podawane w sposób ciągły, za pomocą przenośnika, do rozwałkowania. Sposób rozwałkowywania jest również nowy i opatentowany. Urządzenie rozwałkowujące składa się z łańcucha bez końca z uszeregowanymi na nim wałkami, które toczą się po wstędze ciasta przenoszonego przenośnikami taśmowymi. W czasie rozwałkowywania wstęga ciasta się wydłużą. To wydłużenie przyjmowane jest przez zwiększenie prędkości przenośników taśmowych przenoszących ciasto. Trzy przenośniki taśmowe umieszczone pod urządzeniem rozwałkowującym zwiększają prędkość odpowiednio do przebiegu wałkowania. Rozwałkowane do określonej grubości ciasto jest kierowane do układania w fałdy. Ciasto jest układane na przenośniku taśmowym leżącym pod ostatnim przenośnikiem. Zarówno wychylenie urządzenia do układania w fałdy, jak i prędkość leżącego pod nim przenośnika są zmienne. Umożliwia to ustawienie szerokości sfałdowanej taśmy ciasta oraz liczby warstw. Sfałdowana wstęga ciasta przechodzi do kolejnego urządzenia rozwałkowującego, gdzie wałkowanie prowadzi się tak samo jak opisano wcześniej. Na tym etapie kończy się proces produkcji ciasta półfrancuskiego. Natomiast w przypadku produkcji ciasta francuskiego urządzenie zostaje wyposażone w dalsze, dodatkowe, stanowiska do fałdowania i wałkowania. W ten sposób staje się możliwe zwiększenie liczby warstw ciasta do 220. Dokładna liczba warstw zależy od prawidłowego nastawienia urządzenia fałdującego. Zdolność produkcyjna opisanej linii wynosi 350 kg/h ciasta francuskiego. Jakość wyrobów otrzymywanych opisywaną metodą przewyższa jakość wyrobów wytwarzanych metodami tradycyjnymi. Uzyskuje się większą równomierność poszczególnych warstw ciasta i większą objętość wyrobu. Ponadto wyroby są bardziej kruche i delikatne.

197
ROZDZIAŁ 5 CIASTA KRUCHE
Proces technologiczny ciasta kruchego
1. Ciasto kruche otrzymywane jest poprzez połączenie w jednolita masę mąki, tłuszczu i cukru przy zachowaniu proporcji wagowej 3:2:1 (-trzy części mąki , dwie części tłuszczu i jedna część cukru) Jako dodatkowe surowce przy produkcji ciasta kruchego stosowane są również jaja, mleko, syrop ziemniaczany oraz chemiczne środki spulchniające. Ciasto kruche powinno mieć konsystencje jednolitej plastycznej masy dającej się łatwo formować poprzez wałkowanie, wycinanie korpusów, blatów, ciastek. Produkty gotowe z ciasta kruchego charakteryzują się różnym stopniem kruchości. 2. Spulchnianie ciasta kruchego odbywa się poprzez dodawanie w fazie łączenia z mąką chemicznych środków spulchniające (np. proszek do pieczenia), środki te podczas wypieku ulegają rozkładowi wydzielając gazy, które wydostają się na zewnątrz wyrobu powodują jego rozrost. 3. Czynności technologiczne przy produkcji ciasta kruchego: a) połączenie tłuszczu i cukru b) dodawanie syropu ziemniaczanego, jaj i mleka c) miesienie surowców do uzyskania jednorodnej masy i rozpuszczenia cukru d) dodawanie mąki połączonej ze środkami spulchniające e) miesienie ciasta do momentu dokładnego połączenia z mąka i utrzymania jednorodnej masy f) formatowanie wyrobów g) wypiek 4. Ze względu na szerokie zastosowanie ciasta kruchego w produkcji ciastkarskiej istnieje wiele odmian różniących się pod względem cech jakościowych oraz różną zawartością surowców.
Fazy produkcji ciasta kruchego
1. Sporządzanie ciasta kruchego sposobem ręcznym: a) przesianie maki- jeśli przy produkcji uwzględniono dodatek środków spulchniające należy przesiać je i połączyć z mąką b) połączenie tłuszczu z mąka do uzyskania jednolitej konsystencji c) podanie cukru, jaj i pozostałych składników- całość bardzo krótko zarobić rękami
5
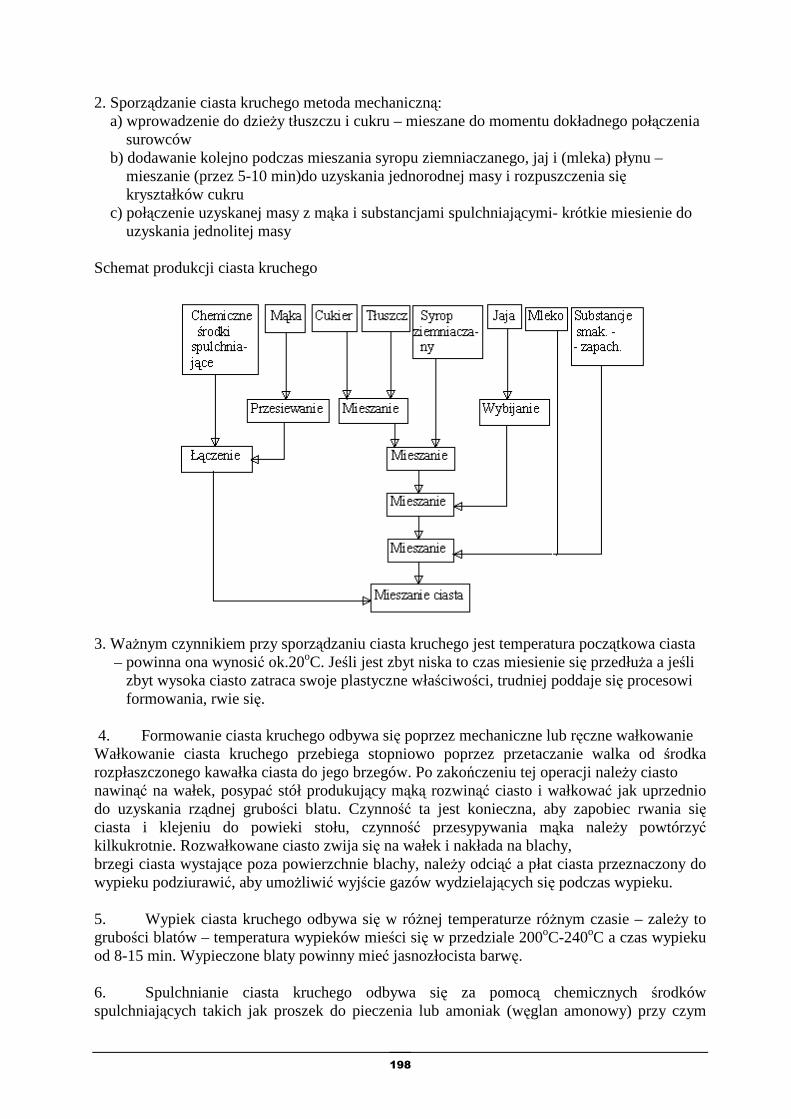
198
2. Sporządzanie ciasta kruchego metoda mechaniczną: a) wprowadzenie do dzieży tłuszczu i cukru – mieszane do momentu dokładnego połączenia surowców b) dodawanie kolejno podczas mieszania syropu ziemniaczanego, jaj i (mleka) płynu – mieszanie (przez 5-10 min)do uzyskania jednorodnej masy i rozpuszczenia się kryształków cukru c) połączenie uzyskanej masy z mąka i substancjami spulchniającymi- krótkie miesienie do uzyskania jednolitej masy Schemat produkcji ciasta kruchego
3. Ważnym czynnikiem przy sporządzaniu ciasta kruchego jest temperatura początkowa ciasta – powinna ona wynosić ok.20oC. Jeśli jest zbyt niska to czas miesienie się przedłuża a jeśli zbyt wysoka ciasto zatraca swoje plastyczne właściwości, trudniej poddaje się procesowi formowania, rwie się. 4. Formowanie ciasta kruchego odbywa się poprzez mechaniczne lub ręczne wałkowanie Wałkowanie ciasta kruchego przebiega stopniowo poprzez przetaczanie walka od środka rozpłaszczonego kawałka ciasta do jego brzegów. Po zakończeniu tej operacji należy ciasto nawinąć na wałek, posypać stół produkujący mąką rozwinąć ciasto i wałkować jak uprzednio do uzyskania rządnej grubości blatu. Czynność ta jest konieczna, aby zapobiec rwania się ciasta i klejeniu do powieki stołu, czynność przesypywania mąka należy powtórzyć kilkukrotnie. Rozwałkowane ciasto zwija się na wałek i nakłada na blachy, brzegi ciasta wystające poza powierzchnie blachy, należy odciąć a płat ciasta przeznaczony do wypieku podziurawić, aby umożliwi ć wyjście gazów wydzielających się podczas wypieku. 5. Wypiek ciasta kruchego odbywa się w różnej temperaturze różnym czasie – zależy to grubości blatów – temperatura wypieków mieści się w przedziale 200oC-240oC a czas wypieku od 8-15 min. Wypieczone blaty powinny mieć jasnozłocista barwę. 6. Spulchnianie ciasta kruchego odbywa się za pomocą chemicznych środków spulchniających takich jak proszek do pieczenia lub amoniak (węglan amonowy) przy czym

199
amoniak stosowany jest do wyrobów o małej objętości gdyż amoniak wydziela intensywny zapach, a mała objętość ciasta umożliwia jego szybkie utlenianie. Do spulchniania ciasta kruchego stosuje się również mieszaniny różnych środków spulchniających w celu poprawienia właściwości smakowych oraz uniknięcia zapachu amoniaku w wyrobach.
Produkcja kruszonki 1. Kruszonki otrzymuje się poprzez połączenie maki pszennej, tłuszczu i cukru – ze względu na podobny skład i strukturę zalicza się ja do ciast kruchych. 2. Zastosowanie: do wykończenia wyrobów z ciasta kruchego, drożdżowego, francuskiego i półfrancuskiego. 3. Czynności technologiczne przy produkcji kruszonki: a) wyrabianie tłuszczu z cukrem b) przesianie mąki i połączenie mąki ze środkami smakowo-zapachowymi c) mieszanie maki z uzyskana masą tłuszczową d) odchładzanie podtrzymanego ciasta do temperatury 6oC e) przecieranie przez sita Kruszonki można również wałkować na blat a następnie kroić na pasy służące do wykonania wyrobów lub formować w podłużny walec i rozdrabniać ręcznie na powierzchni wyrobów. 4. Stosunek ilościowy cukru, tłuszczu i mąki w części 1:1:2 proporcje te kształtują się następująco – jedna część cukru, jedna część tłuszczu, dwie części mąki. Schemat produkcji kruszonki

200
ROZDZIAŁ 6 CIASTA BISZKOPTOWE
Charakterystyka ciasta biszkoptowego 1. Ciasto biszkoptowe otrzymywane jest z napowietrzonej masy jajowo- cukrowej połączonej z mąką 2. Głównymi składnikami ciasta biszkoptowego SA jaja, cukier i mąka, proporcje wagowe składników wynoszą zazwyczaj 2:1:1 – dwie części jajek, jedna część cukru, jedna część mąki 3. Stosowana do produkcji ciasta biszkoptowego mąka pszenna może być częściowo zastąpiona mąka ziemniaczana, kakao, mielonymi orzechami, makiem. 4. Na jakość wypieczonego półproduktu biszkoptowego poza jakością stosowanych surowców duży wpływ ma również proces technologiczny sporządzania ciasta. Główne znaczenie ma intensywność ubijania oraz temperatura masy.
Techniki wykonywania ciasta biszkoptowego.
1. Metoda sporządzania ciasta biszkoptowego metodą na zimno-sposób I
-umyte jaja wbić do kotła -przy wolnych obrotach ubijarki wsypać cukier a następnie zwiększyć obroty mieszadła -poddawać masę procesowi ubijania przez ok:40 min do momentu zwiększenia objętości, usztywnienia piany i rozpuszczenia cukru -dodać substancje zapachowe i w kilku porcjach przesianą mąkę Ciasto otrzymane tym sposobem stosować można do wyrobów blatów biszkoptowych poprzez rozsmarowanie ciasta na pokryte papierem blach
6

201
2.Metoda sporządzania ciasta biszkoptowego na zimno –sposób II -oddzielić białka od żółtek -żółtka mieszać z cukrem do uzyskania jednolitej masy i rozpuszczenia cukru -białka, oraz część cukru (-około ¼ całkowitej ilości) poddać napowietrzaniu -napowietrzone białka (ubite na sztywno) oraz mąkę delikatnie wymieszać z masą wprowadzając naprzemiennie porcje ubitych białek i mąki -całość lekko wymieszać aż do uzyskania jednolitej konsystencji a) Z ciasta wykonanego tym sposobem produkuje się różnego rodzaju korpusy biszkoptowe poprzez wyciskanie ciasta za pomocą woreczka zakończonego zdobnikiem na blachy pokryte papierem. Schemat technologiczny produkcji ciasta biszkoptowego metoda na zimno
3. Sporządzanie ciasta biszkoptowego metodą na ciepło. -wprowadzone do kotła jaja i cukier -ubijać za pomocą ubijarki przez 25-30 min do momentu zwiększenia objętości i uzyskania jednorodnej masy, rozpuszczenia cukru -aby przyśpieszyć proces ubijania masę jajowo-cukrowa należy podgrzać do

202
temperatury 37-42oC trzeba pamiętać, aby temperatura nie była zbyt wysoka, gdyż białko może ulec ścięciu niszcząc strukturę ubijanej masy -w trakcie ubijania temperatura masy powinna ulec ochłodzeniu do 20- 280C -ubitą masę jajowo-cukrowa mieszać krótko z mąka nie dłużej niż 15-20 sekund Ciasto uzyskane tym sposobem jest bardziej pulchne, posiada dużą objętość, ma równomierną drobną porowatość miękiszu. a) bez udziału maki mąki ziemniaczanej, b) z udziałem maki ziemniaczanej
Czynniki wpływające na jakość ciasta biszkoptowego 1. Spulchnianie ciast biszkoptowych przebiega poprzez wprowadzenie do masy jajowo- cukrowej pęcherzyków powietrza w trakcie procesu napowietrzania ta metoda zwana jest fizyczną metodą spulchniania. a) Dużą rolę w procesie spulchniania ciast biszkoptowych ma również wprowadzenie powietrza do mąki podczas przesiewania. Czynność przesiewania mąki należy wykonać bezpośrednio przed połączeniem mąki z masą jajowo-cukrową. b) Poza powietrzem ważnym czynnikiem spulchniającym ciasta biszkoptowe jest para wodna powtarzająca podczas wypieku obróbki termicznej, pod wpływem wysokiej temperatury. 2. Wpływ na jakość ciasta biszkoptowego ma proces mieszania masy jajowo-cukrowej z mąką. Zbyt długie mieszanie masy spowodować może, iż ciasto może mieć konsystencję zbitą, a wyroby gotowe mogą mieć mało wykształconą porowatość miękiszu oraz wystąpić może zakalec. 3. Zbyt mała ilość mąki w cieście biszkoptowym spowodować może, iż biszkopt posiadać będzie miękisz o nierównomiernej porowatości. 4. Przegrzanie masy jajowej w przypadku metody ’’na ciepło” spowodować może, iż uzyskany produkt może nadmiernie się kruszyć. 5. Poza wymienionymi czynnikami duży wpływ na jakość ciasta biszkoptowego ma również jakość użytej mąki i prawidłowy proces wypieku. 1. Ciasta biszkoptowe-tłuszczowe są to ciasta otrzymywane z napowietrzonej masy jajowo-cukrowej zmieszanej z tłuszczem i mąka. 2. Ze względu na dużą zawartość tłuszczu ciasta te mają bardziej zwartą strukturę niż ciasta biszkoptowe, dlatego koniecznie jest udział chemicznych środków spulchniających w procesie sporządzania ciasta biszkoptowo-tłuszczowego. 3. Ciasta biszkoptowo-tłuszczowe otrzymywać można metodą na zimno lub, metodą na ciepło: a) Produkcja ciasta biszkoptowo-tłuszczowego” metodą na ciepło” -wprowadzenie do kotła jaj i cukru -podgrzanie do temperatury 37-420C

203
-ubijanie masy do momentu ochłodzenia do temperatury 20-250C i zwiększenia objętości masy -dodanie otrzymanej masy do uprzednio przygotowanego tłuszczu (masło lub margaryna), tłuszcz musi posiadać konsystencję luźną -połączenie masy jajowo-cukrowej z tłuszczem w procesie mieszania -dodanie do uzyskanej mieszaniny przesianej mąki środków spulchniających (proszek do pieczenia) -dokładnie mieszanie do uzyskania jednolitej konsystencji b) Produkcja ciasta biszkoptowo-tłuszczowego ”metodą na zimno” -rozmiękczenie tłuszczu -połączenie tłuszczu z cukrem za pomocą ubijarki -napowietrzenie masy tłuszczowo-cukrowej przez 10-15 min do momentu rozpuszczenia się cukru i uzyskania jednorodnej masy -stopniowe dodawanie jaj -dalsze napowietrzanie masy do momentu połączenia się składników -dodawanie mąki i środków spulchniających (produkt do pieczenia) -wyrabianie masy do uzyskania jednorodnej konsystencji
Proces technologiczny ciasta biszkoptowo-tłuszczowego metoda na zimno
4. Z ciasta biszkoptowo-tłuszczowego produkować można korpusy poprzez wyciskanie z woreczka zakończonego zdobnikiem na blaty wyłożone papierem lub produkować blaty mające zastosowanie do bardzo szerokiej grupy wyrobów: do ciastek, tortów, mazurków, krajanek.

204
Czynniki wpływające na jakość ciasta biszkoptowo tłuszczowego
1. Spulchnianie ciasta biszkoptowo-tłuszczowego -ze względu na duża zawartość tłuszczu i cukru do prawidłowego spulchniania ciasta biszkoptowo-tłuszczowego konieczne jest użycie chemicznie środków spulchniających (produkt do pieczenia) w wyniku wysokiej temperatury podczas wypieku środki te ulegają rozkładowi uwalniając gazy, które wydostają się na zewnątrz powierzchnie wzrostu wyrobu 2. Zbyt długie mieszanie masy jajowo-cukrowej z mąką może być przyczyna powstania zbitego miękiszu, zakalca i małej objętości wyrobu 3. Nadmiar środków spulchniających oraz zbyt duża ilość tłuszczu i żółtek powodować może nadmierne kruszenie się wyrobu. 4. Duże znaczenie ma optymalna temperatura masy zapobiegająca oddzielanie się masy jajowej od tłuszczowej

205
ROZDZIAŁ 7 CIASTA PARZONE
Proces technologiczny ciasta parzonego 1. Ciasto parzone otrzymywane jest przez zaparzenie maki pszennej wrzącą mieszanina wody z tłuszczem, a następnie połączenie uzyskanej masy z jajami. 2.Czynności technologiczne przy produkcji ciasta parzonego: -do kotła wlać wodę w ilości przewidzianej receptury -rozpuszczanie w wodzie soli -dodawanie tłuszczu -doprowadzenie mieszaniny do wrzenia -dodanie mąki -gotowanie całości przez 3-6 min stale mieszając, aby zapobiec przypaleniu -ochładzanie zaparzonej mąki do temperatury ok.70oC -stopniowe dodawanie jaj podczas ciągłego mieszania -mieszanie przy wolnych obrotach mieszadła aż do uzyskania jednorodnej masy 3. Konsystencja ciasta parzonego uzależniona jest jakości użytej mąki. W procesie zaparzania mąka wiąże dużą ilość wody co przyczynia się do gęstnienia ciasta. Konsystencję ciast regulować można dodatkiem mniejszej lub większej ilości jaj. Ciasto parzone otrzymane z dobrze zaparzonej mąki nie powinno przylepiać się do ścianek kotła. 4. Czynnikiem spulchniającym ciasta parzonego jest para wodna, która wytwarza się podczas wypieku. Ze względu na duża gęstość ciasta parzonego para wodna nie znajduje szybkiego wyjścia za zewnętrz, co powoduje wzrost objętości ciasta i powstaniu wewnątrz wolnych przestrzeni. 5. Wyroby z ciasta parzonego formuje się za pomocą wyciskania z woreczka korpusów lub sporządzanie blatów poprzez nakładanie warstwy z ciasta na blachy. Pamiętać należy, aby blachy przeznaczone do wypieku ciasta parzonego pokryte były odpowiednią warstwą tłuszczu, co zapobiega przyklejaniu się produktów.
7

206
6. Do najczęściej spotykanych wyrobów z ciasta parzonego zaliczamy: -ptysie -eklery -karpatki
Schemat technologiczny produkcji ciasta parzonego

207
ROZDZIAŁ 8 CIASTA PIERNIKOWE
Charakterystyka ciast piernikowych Początek produkcji pierników przystaje na XIII i XIV wiek kiedy w wyniku odkryć geograficznych do Europy sprowadzone zostały nieznane dotąd surowce takie jak goździk, cynamon, imbir i pieprz. Produkcja pierników rozpoczęła się wówczas takich miastach jak Gdańsk, Norymberg oraz Toruń. Obecnie proces technologiczny ciasta piernikowego znacznie odbiega od stosowanych obecnie metod produkcji głównie poprzez stosownie chemicznych środków spulchniających oraz szerokiej gamie środków słodzących. Pierwotnie ciasto piernikowe spulchniane było poprzez długotrwałe dojrzewanie, natomiast jako jedyny środek słodzący zastosowanie miał miód pszczeli. 1. Ciasta piernikowe otrzymywane są z maki, środków słodzących, przypraw korzennych i środków spulchniających. 2. Do produkcji ciast piernikowych stosuje się w różnych proporcjach mąkę pszenną typ 850 oraz mąkę żytnią typu 800. 3. Jako środek słodzący w produkcji ciasta piernikowego preferowany jest miód naturalny jednak może on być zastąpiony innymi środkami słodzącymi; miodem sztucznym, cukrem, syropem inwertowanym, syropem ziemniaczanym, ekstraktem słodowym i glukozą. 4. Cecha wyróżniającą ciasta piernikowe jest zawarta w nich duża ilość przypraw korzennych nadających ciastu specjalny aromat. Przyprawy stosowane przy produkcji ciasta piernikowego to: cynamon, goździki, pieprz pachnący, pieprz czarny, imbir. 5. Ze względu na gęstą konsystencje ciasta piernikowego konieczny jest udział chemicznych środków spulchniających. Do spulchniania ciasta piernikowego stosuje się mieszaniny kwaśnego węglanu amonu i kwaśnego węglanu sodu, w procesie spulchniania udział biorą substancje powstające w procesie wypieku na skutek rozkładu chemicznych środków spulchniających: - amoniak -dwutlenek węgla -para wodna
8

208
6. Ciasta piernikowe mogą być sporządzane dwoma sposobami: -poprzez zaparzanie -metodą na zimno
Techniki sporządzania ciasta piernikowego Ze względu na szereg danych tradycji istnieje duża różnorodność metod produkcji pierników. W Polsce pierniki produkuje się najczęściej z ciasta parzonego podatnego procesowi leżakowania. Istnieją również produkcji pierników z ciasta surowego z pominięciem fazy zaparzania oraz leżakowania.
Ciasto piernikowe zaparzone. Produkcja ciasta piernikowego zaparzanego przebiega w trzech fazach: -zaparzanie mąki -ochłodzenie zaparzanej maki -mieszania zaparzanej mąki z pozostałymi surowcami a) Proces technologiczny ciasta piernikowego metoda poprzez zaparzanie: -wprowadzenie do kotła środków słodzących, syropu ziemniaczanego i wody -gotowanie przy energicznym mieszaniu do temperatury 105-110oC(do tzw. ”próby nitki”) -dodanie do uzyskanego syropu stopniowo mąki podczas mieszania -mieszanie za pomocą mieszarki przez ok.12 min do momentu połączenia się składników -ochłodzenie ciasta poddanie procesowi leżakowania (od kilku do kilkunastu miesięcy) -poddanie ciasta wtórnemu mieszaniu -dodanie w trakcie mieszania tłuszczu, przypraw i chemicznych środków spulchniających -mieszanie przez 30-40 min do momentu uzyskania jednorodnej konsystencji -formowanie wyrobów b) Próba nitki ma na celu określenie ustalonej gęstości syropu- umieszczona pomiędzy palcami kropla syropu cukrowego przy rozwieraniu palców tworzy się charakterystyczna nitka (zjawisko to odpowiada osiągnięciu przez syrop temperatury 105- 110 oC) c)W czasie leżakowania zachodzą procesy biochemiczne związane z działaniem enzymów. Czas leżakowania jest różny i zależy od tradycji lub warunków produkcji w danym zakładzie.
Ciasto piernikowe produkowane metodą na zimno Fazy produkcji: -sporządzenie roztworu surowców cukrowych -gotowanie roztworu

209
-ochładzanie -mieszanie syropu z mąką a) proces technologiczny: - wprowadzenie do kotła surowców cukrowych i wody -doprowadzenie do gotowania roztworu poprzez podgrzewanie przy jednoczesnym intensywnym mieszaniu -dodanie do gorącego roztworu syropu z cukru palonego i przypraw -ochłodzenie syropu do temperatury ok. 20oC -stopniowe dodanie maki i środków spulchniających trakcie mieszania -mieszanie do momentu jednorodnej masy Schemat technologiczny produkcji ciasta piernikowego na zimno
b) W trakcie produkcji ciasta produkowanego „metodą na zimno” szczególną uwagę na zachowanie optymalnej wilgotności ciasta (20-26%) oraz temperatury surowców, która powinna wynosić nie więcej niż 20oC c) Wilgotność i temperatura wpływają na właściwości ciasta oraz jakość wykonania ciasta: -zbyt wysoka temperatura surowców powoduje zjawisko zaciągania się ciasta -zbyt wysoka wilgotność ciasta powoduje rozlewanie się podczas formowania zbyt małą objętość wyrobów.

210
ROZDZIAŁ 9 CIASTA WAFLOWE
Produkcja ciast waflowych
Ciasto waflowe otrzymuje się w wyniku napowietrzenia mieszaniny wody z mąką i pozostałymi składnikami ciasta. Przygotowuje się je z dodatkiem chemicznych środków spulchniających, dzięki czemu wyroby uzyskują charakterystyczną porowatość. Najczęściej stosuje się kwaśny węglan sodu. W celu określonej objętości uzyskanej w czasie napowietrzania, ciasto należy przygotować bezpośrednio przed wypiekiem. W przypadku sporządzania większej ilości ciasta należy je przechowywać w chłodny pomieszczeniu, jednak nie dłużej niż 4 godziny. Ciasto waflowe miesi się przy zastosowaniu dodatku chłodnej wody lub wody z dodatkiem mleka. Powinno mieć temperaturę 15-20 stopni Celciusza. Wraz z podwyższeniem temperatury zwiększa się lepkość ciasta z powodu znacznego pęcznienia glutenu mąki, co wpływa na pogorszenie jakości listków waflowych. Rzadka konsystencja ciasta powinna zabezpieczać normalne dozowanie i szybkie wypełnianie form. Ważne jest również otrzymanie ciasta o jednorodnej konsystencji. W tym celu do masy ciasta należy stopniowo dodawać mąkę. Wsypanie jej od razu prowadzi do utworzenia się gęstego, "zaciągniętego" ciasta, w wyniku nierównego rozmieszczenia wody w mieszaninie. Następuje zlepianie się oddzielnych cząstek glutenu i tworzenie się siatki glutenowej nadającej ciastu lepkość. Stopniowe dodawanie mąki w procesie mieszania ciasta powoduje tworzenie się wodnych otoczek wokół cząstek napęczniałego glutenu, hamujących zlepianie się ich grupy. Utrzymanie właściwej wilgotności ciasta zapewnia odpowiednią grubość wodnych otoczek, zabezpieczających stałość struktury ciasta. Dlatego duże znaczenie przywiązuje się do sporządzania ciasta waflowego o optymalnej wilgotności, która wynosi 64-66%. Zmniejszanie wilgotności ciasta wiąże się ze zwiększeniem jego lepkości, utrudniającej napełnianie form i wypiekanie listków waflowych. Natomiast zwiększenie wilgotności ciasta waflowego prowadzi do obniżenia wydajności pieca i zwiększenia odpadów przy wypieku wafli (wycieki). Do mieszenia ciast waflowych stosuje się miesiarkę w postaci metalowego zamkniętego walca, wewnątrz którego znajduje się wał z nałożonymi na nim mieszadłami w formie litery T. Ciasto z miesiarki wybiera sie za pomocą kranu, który jest wmontowany w dno dzieży. Czas mieszania ciasta, w którym zwiększa ono swoja objętość dzięki napowietrzaniu, wynosi 15-20 min. Nie należy stosować krótszego czasu napowietrzania, ponieważ przy krótkim czasie mieszania ciasto jest lepkie, co odbija się na jakości wafli.
9

211
Oprócz wody i mąki pszennej do sporządzania ciast waflowych stosuje się również dodatek żółtek jaj, mleka, tłuszczu roślinnego i cukru. Surowce te w znacznym stopniu wpływają na właściwości ciasta i jakość listków waflowych. Dodanie do ciasta żółtek jaj ułatwia oddzielanie się listków waflowych od formy oraz zmniejsza wyciek ciasta w czasie wypiekania. Zamiast żółtek można również stosować dodatek całych jaj. Natomiast całą ilość wody lub tylko jej część, przewidzianą recepturą, można zastąpić taką samą ilością mleka. Dodatek mleka do ciasta poprwia kruchość wafli. Jednak na konsystencję ciasta i jakość gotowych wyrobów znaczny wpływ ma ilość zawartego w mące glutenu i jego jakość. Najlepsze wyroby uzyskuje się przy stosowaniu mąki o zawartości nie większej niż 30% słabego lub średniego glutenu. Dodatek zaś cukru, tłuszczu roślinnego i żółtek jaj obniża wilgotność ciasta. Dodatek cukru umożliwia otrzymanie kruchych, chrupkich wafli, nawet przy wyższej ich wilgotności. Przy produkcji wafli z nadzieniem pomadowo- owocowym listki waflowe szybko wilgotnieją i tracą charakterystyczną dla nich chrupkość. Następuje to na skutek przejścia wilgoci z nadzienia do listków waflowych już przy wilgotności nadzienia wynoszącej 6,5%. Natomiast listki waflowe sporządzane z ciasta z dodatkiem cukru w ilości ok. 6%, w stosunku do masy ciasta, zachowują chrupkość przy wilgotności nadzienia do 9%. Cukier nadaje listkom waflowym szklistość, dzięki czemu zachowują one chrupkość przy podwyższonej wilgotności wafli. Proces produkcyjny ciasta waflowego:
• do dzieży wlewa się wodę, • dodaje sól, sodę, żółtka jaj i 50% mąki pszennej przewidzianej recepturą. • składniki te miesza się, a następnie napowietrza. • po 10 minutach dodaje się resztę mąki i ciasto ubija się jeszcze przez 8-10 minut. Schemat produkcji ciasta waflowego
212
Przed wypiekiem ciasto należy poddawać krótkotrwałemu ubijaniu, aby zapobiec powstaniu osadu na dnie naczynia. W przypadku stosowania do ciast dodatku cukru ciasto należy ubijać około 25 minut. Z przygotowanego ciasta waflowego wypieka się różnego rodzaju półprodukty, takie jak: listki waflowe, rożki, muszelki, szklaneczki. Listki waflowe o różnych kształtach pakuje się w jednostki wagowe 100-250 gram i sprzedaje jako wyrób gotowy. Mogą być również półproduktem do wyrobu różnego rodzaju wafli przekładanych i tortów waflowych. Pozostałe zaś półprodukty waflowe znajdują zastosowanie przy sprzedaży lodów i kremów.

213
PÓŁPRODUKTY CIASTKARSKIE
SCHEMATY TECHNOLOGICZNE,
RECEPTURY I WADY CIAST
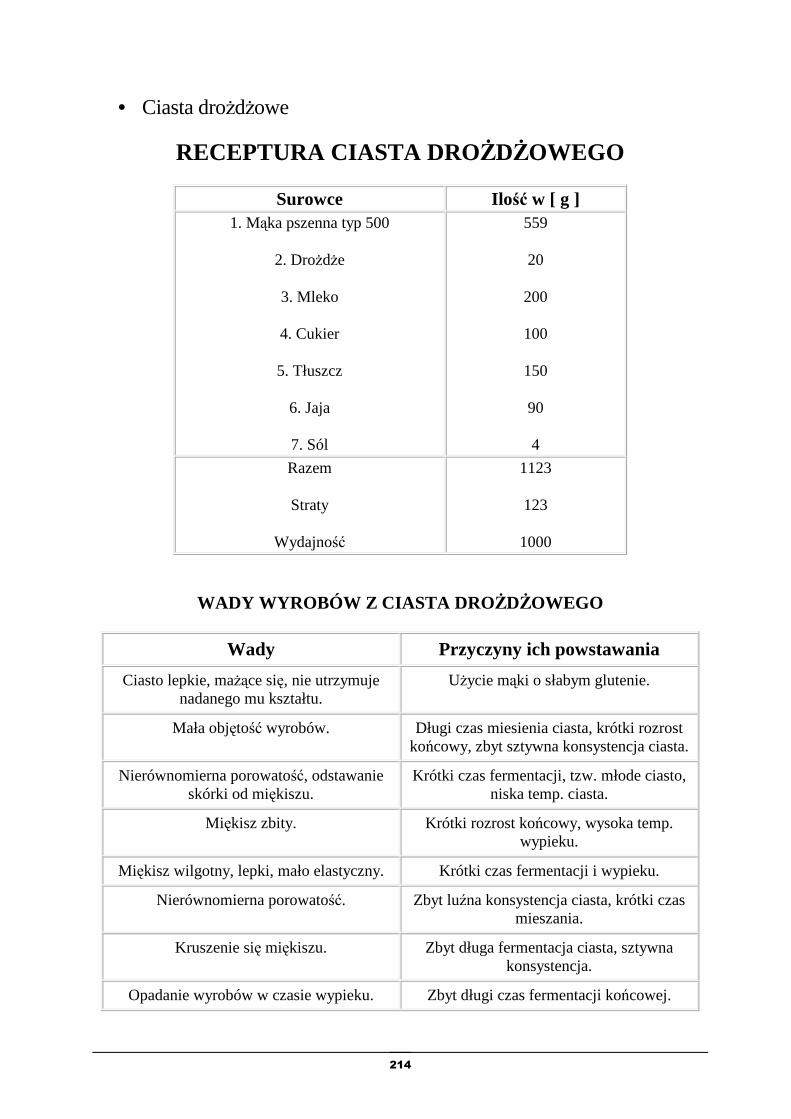
214
• Ciasta drożdżowe
RECEPTURA CIASTA DROŻDŻOWEGO
Surowce Ilość w [ g ] 1. Mąka pszenna typ 500
2. Drożdże
3. Mleko
4. Cukier
5. Tłuszcz
6. Jaja
7. Sól
559
20
200
100
150
90
4
Razem
Straty
Wydajność
1123
123
1000
WADY WYROBÓW Z CIASTA DRO ŻDŻOWEGO
Wady Przyczyny ich powstawania
Ciasto lepkie, mażące się, nie utrzymuje nadanego mu kształtu.
Użycie mąki o słabym glutenie.
Mała objętość wyrobów. Długi czas miesienia ciasta, krótki rozrost końcowy, zbyt sztywna konsystencja ciasta.
Nierównomierna porowatość, odstawanie skórki od miękiszu.
Krótki czas fermentacji, tzw. młode ciasto, niska temp. ciasta.
Miękisz zbity. Krótki rozrost końcowy, wysoka temp. wypieku.
Miękisz wilgotny, lepki, mało elastyczny. Krótki czas fermentacji i wypieku.
Nierównomierna porowatość. Zbyt luźna konsystencja ciasta, krótki czas mieszania.
Kruszenie się miękiszu. Zbyt długa fermentacja ciasta, sztywna konsystencja.
Opadanie wyrobów w czasie wypieku. Zbyt długi czas fermentacji końcowej.

215
SCHEMAT PRODUKCJI CIASTA DRO ŻDŻOWEGO METODĄ JEDNOFAZOWĄ

216
SCHEMAT PRODUKCJI CIASTA DRO ŻDŻOWEGO METODĄ DWUFAZOW Ą

217
• Ciasto półfrancuskie
RECEPTURA CIASTA PÓŁFRANCUSKIEGO
Surowce Ilość w [ g ] 1. Mąka pszenna wrocławska
2. Mąka pszenna wrocławska na posypkę
3. Mleko
4. Drożdże
5. Cukier
6. Margaryna do ciasta
7. Margaryna do wałkowania
8. Jaja
9. Etylowanilina
10. Sól
482
53
178
10
75
60
88
71
0,03
3
Razem
Straty
Wydajność
1020,03
20,03
1000
WADY WYROBÓW Z CIASTA PÓŁFRANCUSKIEGO
Wady Przyczyny ich powstawania
Pękanie powierzchni górnej w czasie wypieku.
Niedostateczny rozrost kęsów ciasta. Wypiek w piecu o niskiej temperaturze.
Wyroby sztywne o bladej i popękanej skórce.
Ciasto bez dodatku soli. Mały dodatek cukru.
Ciasto o zwiększonej kwasowości, przefermentowane.
Zbyt długi proces fermentacji.
Wyciskanie tłuszczu z ciasta. Wypiek w niskiej temperaturze.
Niedostateczne uwarstwienie wyrobów. Zastosowanie mąki o słabym glutenie
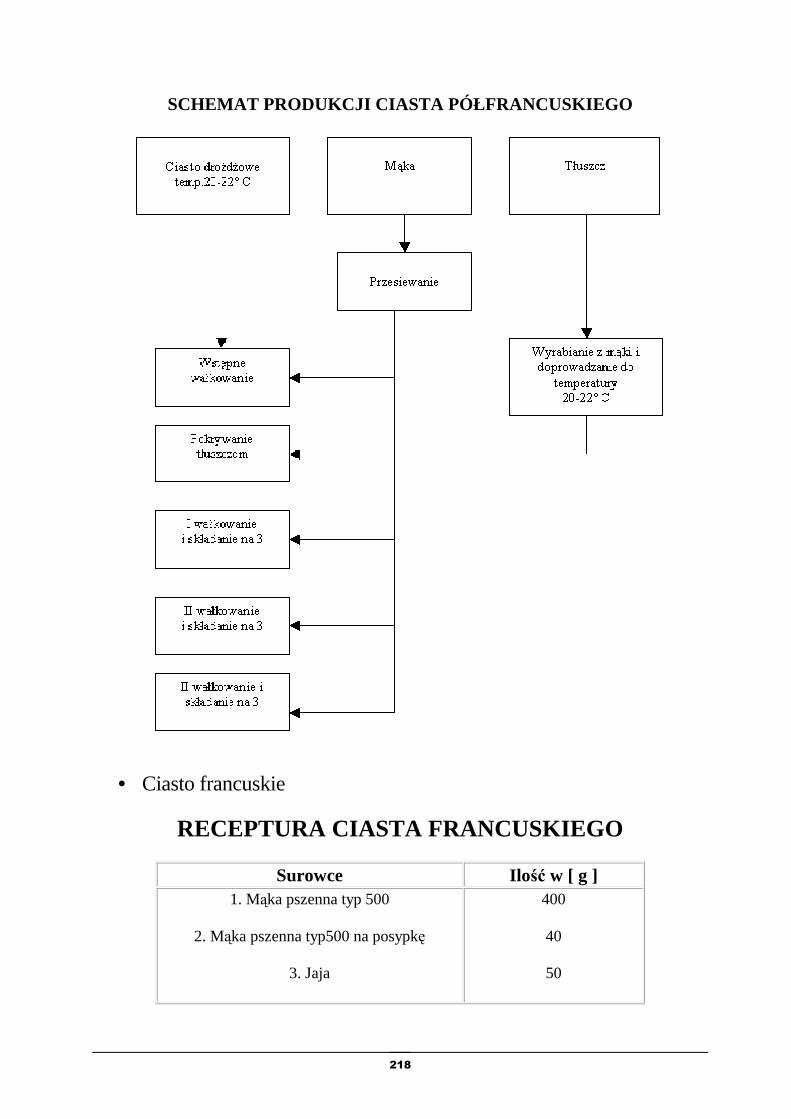
218
SCHEMAT PRODUKCJI CIASTA PÓŁFRANCUSKIEGO
• Ciasto francuskie
RECEPTURA CIASTA FRANCUSKIEGO
Surowce Ilość w [ g ] 1. Mąka pszenna typ 500
2. Mąka pszenna typ500 na posypkę
3. Jaja
400
40
50

219
4. Masło lub margaryna
5. Sól
6. Woda
380
5
190
Razem
Straty
Wydajność
1065
65
1000
WADY WYROBÓW Z CIASTA FRANCUSKIEGO
Wady Przyczyny ich powstawania
Niedostateczne uwarstwienie, zakalec. Użycie mąki o słabym glutenie, brak dodatku soli do ciasta, zbyt luźna
konsystencja, brak chłodzenia w czasie wałkowania, niska temperatura wypieku.
Kurczenie się wyrobów w czasie fermentowania i wypieku.
Niestosowanie leżakowania, zbyt duży dodatek soli lub kwasu.
Niedostateczny rozrost objętości. Brak leżakowania ciasta do czasu wałkowania.
Wyciek tłuszczu w czasie wypieku, wyroby twarde, suche o miękkim miękiszu.
Zbyt niska temperatura wypieku, tłuszcz o luźnej konsystencji, brak chłodzenia w
czasie.
Wyroby zdeformowane z wybrzuszeniami. Niestosowanie nakłuwania przed wypiekiem.

220
SCHEMAT PRODUKCJI CIASTA FRANCUSKIEGO

221
• Ciasto kruche
RECEPTURA CIASTA KRUCHEGO
Ilość w [g ] Surowce
I II III IV
1. Mąka pszenna typ 500
2. Tłuszcz
3. Cukier puder
4. Jaja
5. Syrop ziemniaczany
6. Mleko
7. Kwaśny węglan amonu
8. Kwaśny węglan sodu
9. Subst.smak.-zapachowe
10. Sól
520
200
200
50
50
25
3
-
-
-
520
300
200
50
-
-
0,5
0,5
2
2
480
270
150
60
20
40
-
-
-
-
640
100
150
-
40
80
3
1,5
2
2
Razem
Straty
Wydajność
1048
48
1000
1075
75
1000
1020
20
1000
1018,5
18,5
1000
WADY WYROBÓW Z CIASTA KRUCHEGO
Wady Przyczyny ich powstawania
Wyroby twarde, zbite o niewykształconym miękiszu, ciasto ściąga się kurczy w czasie
wałkowania.
Użycie mąki o mocnym glutenie zbyt długie mieszanie ciasta, na skutek tego wystąpienie zjawiska tzw. zaciągnięcia ciasta, zbyt mały
dodatek tłuszczu.
Wyroby twarde szkliste. Zbyt duży dodatek cukru lub białek, a za mały tłuszczu.
Ciasto maże się w czasie fermentowania, w Wystąpiło zjawisko "palenia się ciasta" na

222
czasie wypieku wycieka z niego tłuszcz, ostudzone wyroby pękają i kruszą się.
skutek zbyt wysokiej temp. ciasta, dodania do ciasta rozpuszczonego ciepłego tłuszczu,
obróbka ciasta w zbyt wysokiej temp.
Pęcznienie na powierzchni wybrzuszenia po wypieku.
Źle wymieszane środki spulchniające, niestosowanie dziurkowania przed
wypiekiem.
Ciasto rozsypuje się. Zbyt duży dodatek tłuszczu w stosunku do mąki.
SCHEMAT PRODUKCJI CIASTA KRUCHEGO

223
• Ciasto biszkoptowe
RECEPTURA CIASTA BISZKOPTOWEGO
Ilość w [g ] Surowce
I II
1. Mąka pszenna
2. Mąka ziemniaczana
3. Cukier
4. Jaja
480
50
320
850
330
100
220
700
Razem
Straty
Wydajność
1700
700
1000
1350
350
1000
WADY WYROBÓW Z CIASTA BISZKOPTOWEGO
Wady Przyczyny ich powstawania
Opadanie masy w czasie mieszania ciasta i formowania wyrobów. Rozlewanie się
wyrobów w czasie formowania i wypieku.
Niedostateczne napowietrzenie masy jajowo-cukrowej lub jej tzw. "przebicie",
zbyt długie mieszanie masy z mąką.
Niedostatecznie wykształcony miękisz z zakalcem, mała objętość wyrobów.
Zbyt długie mieszanie masy z mąką. Użycie mąki zawierającej silny gluten co powoduje
tzw. "zaciągnięcie" masy, zbicie ciasta w czasie wypieku.
Nierównomierna porowatość. Biszkopt zbyt lekki, zapadnięty.
Za mały dodatek mąki w stosunku do masy jajowo-cukrowej.
Biszkopt kruszący się, rozsypujący. Przegrzanie masy jajowo-cukrowej, za duży dodatek mąki ziemniaczanej.
Ciemne plamy na powierzchni wyrobu. Nierozpuszczone kryształy cukru
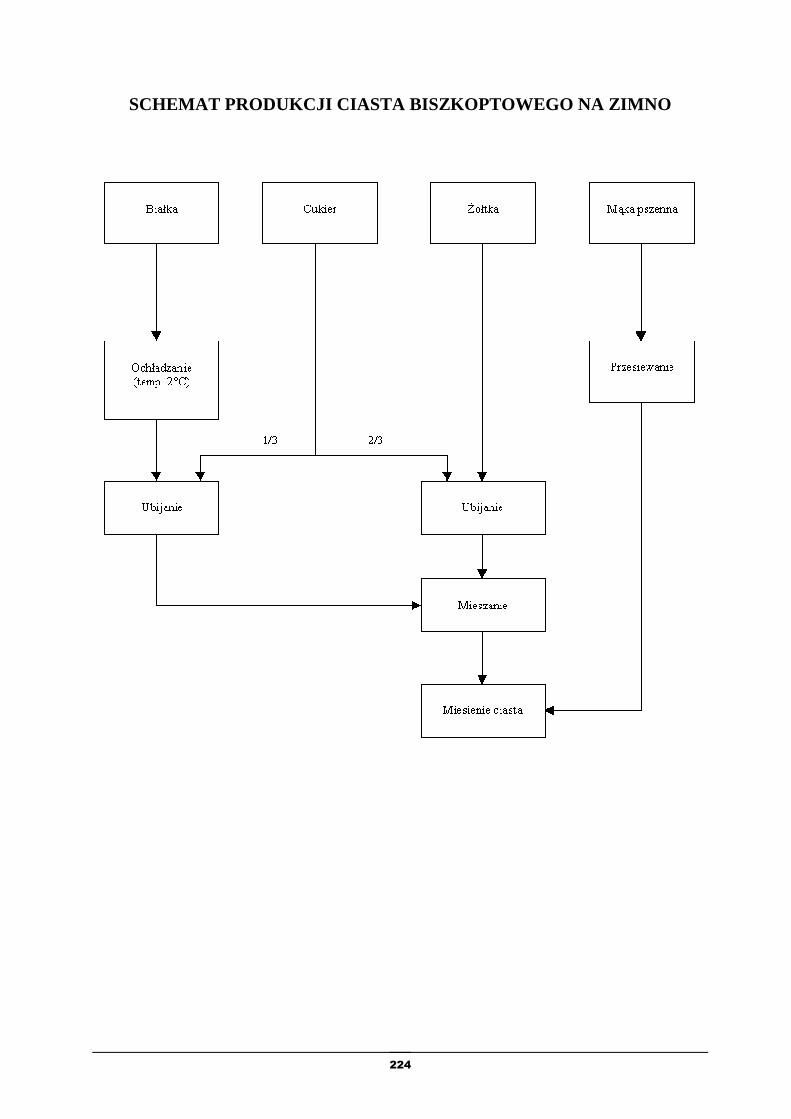
224
SCHEMAT PRODUKCJI CIASTA BISZKOPTOWEGO NA ZIMNO
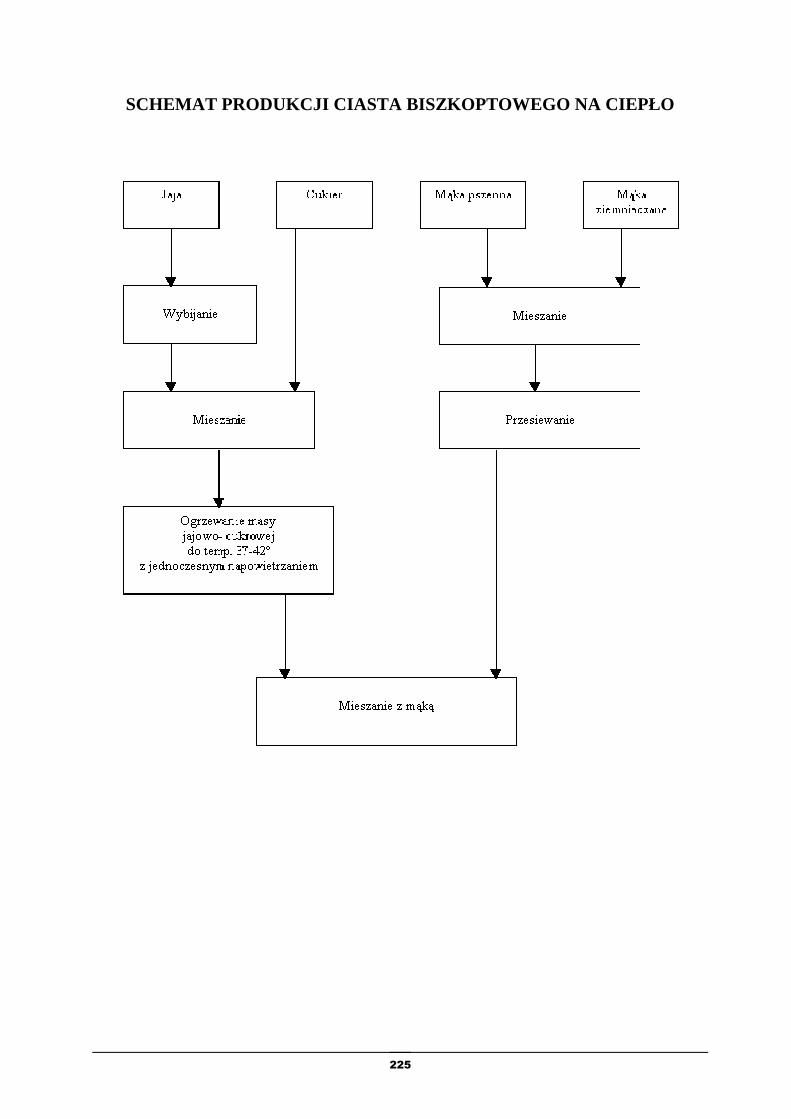
225
SCHEMAT PRODUKCJI CIASTA BISZKOPTOWEGO NA CIEPŁO
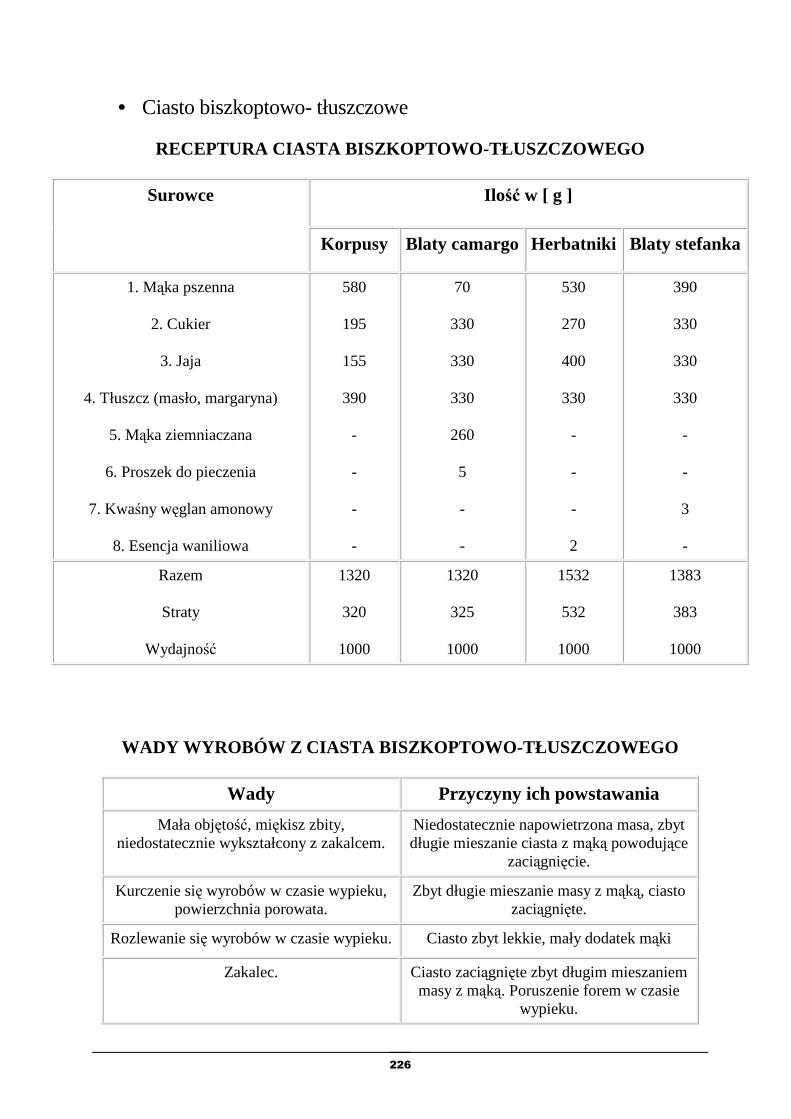
226
• Ciasto biszkoptowo- tłuszczowe
RECEPTURA CIASTA BISZKOPTOWO-TŁUSZCZOWEGO
Ilość w [ g ] Surowce
Korpusy Blaty camargo Herbatniki Blaty stefanka
1. Mąka pszenna
2. Cukier
3. Jaja
4. Tłuszcz (masło, margaryna)
5. Mąka ziemniaczana
6. Proszek do pieczenia
7. Kwaśny węglan amonowy
8. Esencja waniliowa
580
195
155
390
-
-
-
-
70
330
330
330
260
5
-
-
530
270
400
330
-
-
-
2
390
330
330
330
-
-
3
-
Razem
Straty
Wydajność
1320
320
1000
1320
325
1000
1532
532
1000
1383
383
1000
WADY WYROBÓW Z CIASTA BISZKOPTOWO-TŁUSZCZOWEGO
Wady Przyczyny ich powstawania
Mała objętość, miękisz zbity, niedostatecznie wykształcony z zakalcem.
Niedostatecznie napowietrzona masa, zbyt długie mieszanie ciasta z mąką powodujące
zaciągnięcie.
Kurczenie się wyrobów w czasie wypieku, powierzchnia porowata.
Zbyt długie mieszanie masy z mąką, ciasto zaciągnięte.
Rozlewanie się wyrobów w czasie wypieku. Ciasto zbyt lekkie, mały dodatek mąki
Zakalec. Ciasto zaciągnięte zbyt długim mieszaniem masy z mąką. Poruszenie forem w czasie
wypieku.

227
Zbyt duża porowatość, wycieki, gwałtowny rozrost w czasie wypieku, po upieczeniu
mydlany posmak.
Zbyt duży dodatek chemicznych środków spulchniających.
Oddzielanie się jaj od tłuszczu w czasie napowietrzania tzw. warzenie się.
Jaja lub tłuszcz zbyt chłodne podgrzać lub dodać trochę mąki.
SCHEMAT PRODUKCJI CIASTA BISZKOPTOWO-TŁUSZCZOWEGO NA CIEPŁO

228
SCHEMAT PRODUKCJI CIASTA BISZKOPTOWO-TŁUSZCZOWEGO NA ZIMNO
• Ciasto parzone
RECEPTURA CIASTA PARZONEGO
Surowce Ilość w gramach
1. Mąka pszenna typ 500
2. Margaryna
3. Jaja
4. Woda
5. Sól
450g
220g
800g
540g
5g

229
Razem
Straty
Wydajność
2015g
1015g
1000g
WADY WYROBÓW Z CIASTA PARZONEGO
Wady Przyczyny ich powstawania
Rozlewanie się ciasta, nie utrzymywanie nadanego kształtu formowanych korpusów, w czasie ich formowania i wypieku, brak
odpowiedniej konsystencji.
Użycie mąki zawierającej słaby gluten, niedostateczne zaparzenie mąki, zbyt luźna
konsystencja ciasta, brak dodatku soli, blachy posmarowane zbyt grubą warstwą
tłuszczu.
Opadanie, tzw. ubijanie ciasta w czasie wypieku.
Przedwczesne otwarcie kanału odprowadzającego parę z komory
wypiekowej.
Mała objętość, brak charakterystycznej porowatości.
Zbyt sztywna konsystencja ciasta, wypiek w niskiej temp.
Wyroby popękane, porowate od spodów. Zbyt wysoka temp. wypieku, blachy za grubo posmarowane tłuszczem.
Wyroby blade, twarde, niewyraziste. Za niska temp. wypieku.
Przylepianie się wyrobów do blach, deformacja wyrobów.
Blachy źle posmarowane tłuszczem.
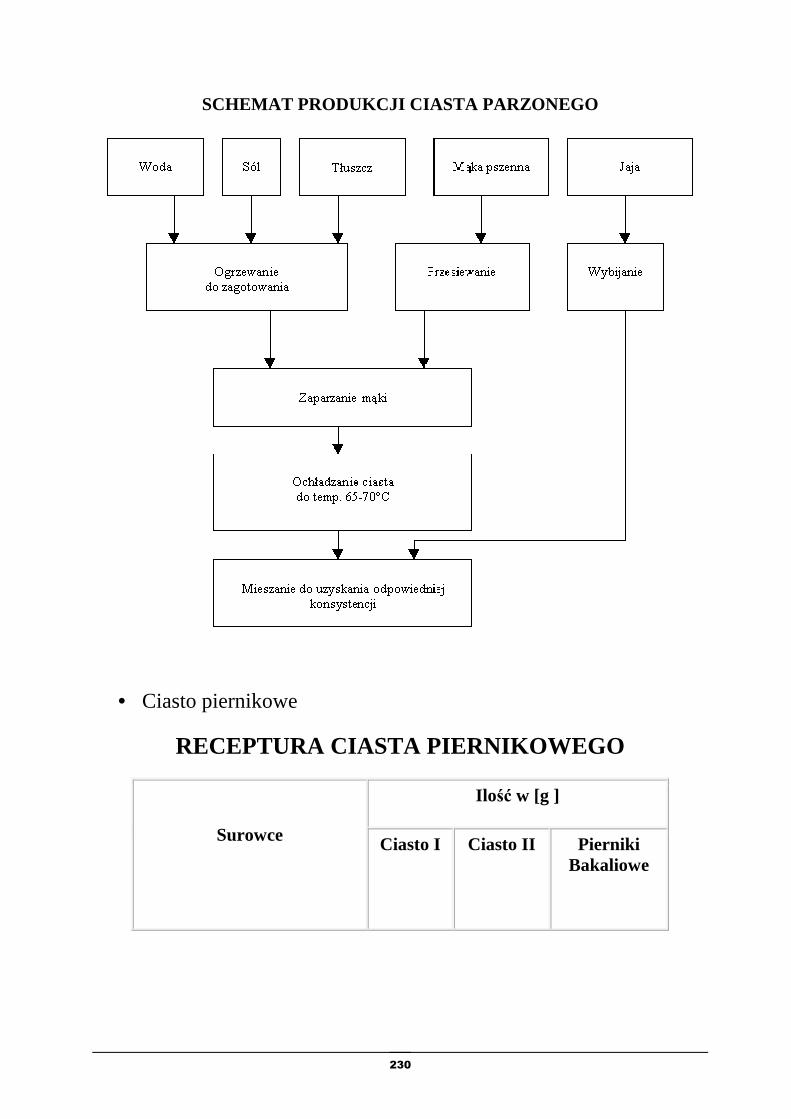
230
SCHEMAT PRODUKCJI CIASTA PARZONEGO
• Ciasto piernikowe
RECEPTURA CIASTA PIERNIKOWEGO
Ilość w [g ]
Surowce Ciasto I Ciasto II Pierniki Bakaliowe

231
1. Mąka pszenna
2. Mąka żytnia
3. Miód naturalny
4. Miód sztuczny
5. Syrop ziemniaczany
6. Syrop karmelowy
7. Cukier kryształ
8. Przyprawy korzenne
9. Wodorowęglan amonowy
10. Wodorowęglan sodowy
11. Woda
12. Jaja
13. Masło
14. Bakalie
15. Tłuszcz do smarowania
260
260
-
480
-
20
-
16
4
4
50
-
-
-
-
400
200
100
-
60
20
100
16
4
4
100
40
40
-
-
525
-
195
-
45
25
90
-
8
16
150
70
20
150
50
Razem
Straty
Wydajność
1094
94
1000
1084
84
1000
1344
344
1000
WADY WYROBÓW Z CIASTA PIERNIKOWEGO
Wady Przyczyny ich powstawania
Rozlewanie się pierników po wypieku, ich twardość i przyleganie do blach.
Zbyt duży dodatek środków słodzących.
Kurczenie się pierników. Zbyt mały dodatek środków słodzących.
Niedostateczna objętość. Mały dodatek środków spulchniających, zbyt wysoka temp. ciasta.
Opadanie pierników w czasie wypieku, duża Nadmiar środków spulchniających, zbyt

232
porowatość. luźna konsystencja ciasta.
Pierniki twarde, suche. Za duży dodatek cukru, brak dodatku syropu ziemniaczanego, miodu lub ekstraktu.
SCHEMAT PRODUKCJI CIASTA PIERNIKOWEGO METOD Ą NA ZIMNO

233
• Ciasto bezowe
RECEPTURA CIASTA BEZOWEGO
Ilość w [g ] Surowce
Morengi Sokoły
1. Cukier kryształ
2. Białka jaj
3. Migdały
4. Mąka pszenna typ 650
5. Smalec do smarowania
880
400
-
-
-
900
440
60
20
80
Razem
Straty
Wydajność
1280
280
1000
1500
500
1000
WADY WYROBÓW Z CIAST BEZOWYCH
Wady Przyczyny ich powstawania
Rozlewanie się wyrobów w czasie formowania i wypieku.
Niedostateczne napowietrzanie masy białkowo-cukrowej, zbyt niska temp. syropu
cukrowego dodawanego w czasie napowietrzania białek.
Wyroby ciemne, skarmelizowane. Zbyt wysoka temp. suszenia.
Wyroby miękkie, ciągliwe. Zbyt krótki czas suszenia.

234
SCHEMAT PRODUKCJI CIASTA BEZOWEGO
• Ciasto waflowe
RECEPTURA CIASTA WAFLOWEGO
Ilość w [ g ]
Listki waflowe
Surowce
zwykłe kakaowe
1. Mąka pszenna typ 650
2. Cukier puder
3. Tłuszcz cukierniczy
4. Żółtka w proszku
5. Mleko świeże
6. Sól biała
1210
3
62
7
300
3
1146
3
59
7
300
3

235
7. Kwaśny węglan amonu
8. Kwaśny węglan sodowy
9. Kakao
2
9
-
2
9
60
Razem
Straty
Wydajność
1596
596
1000
1589
589
1000
WADY WYROBÓW Z CIAST WAFLOWYCH
Wady Przyczyny ich powstawania
Ciasto małej objętości. Nieodpowiedni proces napowietrzania ciasta. Leżakowanie ciasta przed
wypiekiem.
Ciasto o konsystencji lepiącej się, gorsza jakość listków waflowych.
Za wysoka temperatura ciasta podczas jego przygotowywania.
Zaciąganie się ciasta. Zbyt długi proces miesienia z całością ilości mąki.
SCHEMAT PRODUKCJI CIASTA WAFLOWEGO

236
• Ciasto obgotowywane
RECEPTURA CIASTA OBGOTOWYWANEGO NA OBWARZANKI I PRECLE
Ilość w [g ] Surowce
Popularne Mleczne
1. Mąka pszenna typ 500
2. Drożdże
3. Sól
4. Cukier
5. Masło
6. Syrop ziemniaczany do obgotow.
7. Olej
8. Margaryna
9. Mleko
10. Woda
1000
15
-
200
20
15
40
-
-
350
1000
10
10
70
-
5
-
80
30
400
Razem
Straty
Wydajność
1640
640
1000
1615
615
1000
WADY WYROBÓW Z CIASTA OBGOTOWYWANEGO
Wady Przyczyny ich powstawania
Deformowanie się wyrobów podczas odgotowywania.
Zbyt luźna konsystencja ciasta.
Wyroby matowe nie posiadają złocistej błyszczącej powierzchni.
Brak w roztworze do obgotowywania:
a). cukru
b). syropu ziemniaczanego
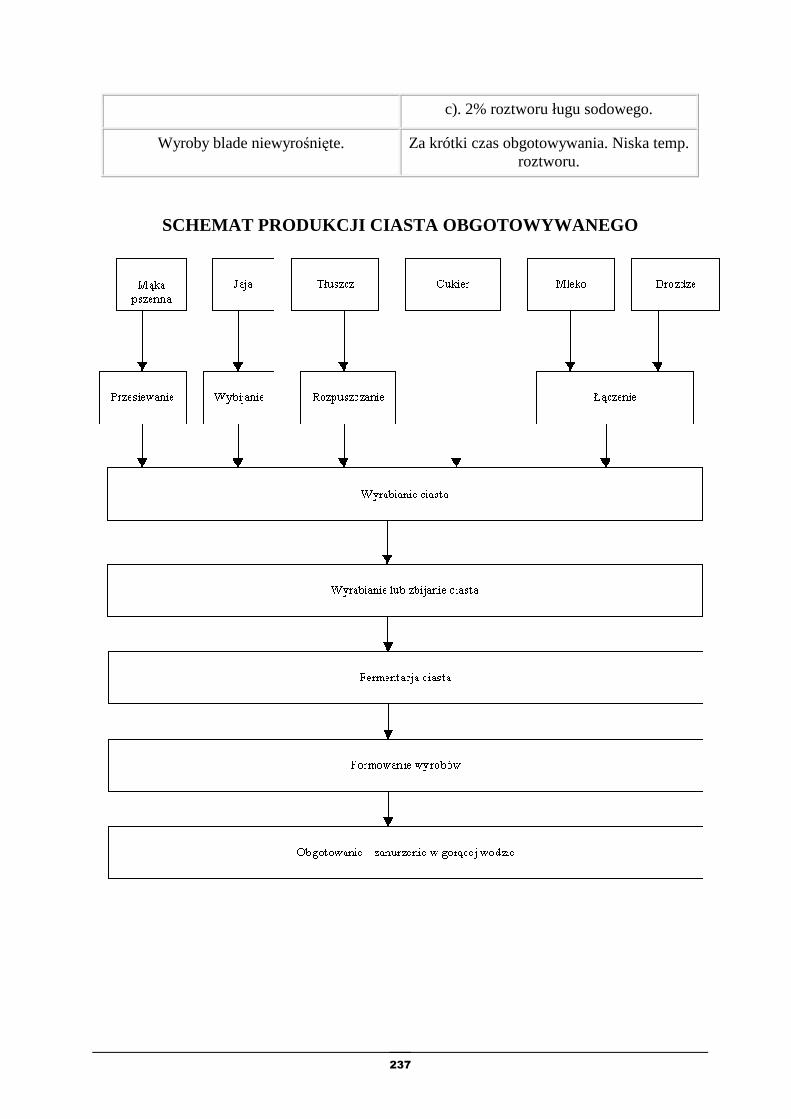
237
c). 2% roztworu ługu sodowego.
Wyroby blade niewyrośnięte. Za krótki czas obgotowywania. Niska temp. roztworu.
SCHEMAT PRODUKCJI CIASTA OBGOTOWYWANEGO

238
• Ciasto zbijane
RECEPTURA CIASTA ZBIJANEGO
Surowce Ilość w [g]
1. Mąka pszenna typ 650
2. Cukier puder
3. Margaryna
4. Żółtka jaj
5. Śmietana
6. Spirytus
600
30
60
300
70
10
Razem
Straty
Wydajność
1070
70
1000
WADY WYROBÓW Z CIASTA ZBIJANEGO
Wady Przyczyny ich powstawania
Wyroby twarde i niewyrośnięte o nieodpowiedniej kruchości.
Ciasto o zbyt sztywnej konsystencji, za krótko czas zbijania, za mała ilość żółtek.
Mała plastyczność ciasta. Brak leżakowania po zbijaniu.
Wyroby ciemne. Za niska temperatura smażenia.
Wyroby nasiąknięte tłuszczem. Niska temperatura smażenia.

239
SCHEMAT PRODUKCJI CIASTA ZBIJANEGO

240
PÓŁPRODUKTY CIASTKARSKIE
– KREMY

241
ROZDZIAŁ 10 OGÓLNA CHARAKTERYSTYKA KREMÓW Ogólna charakterystyka kremów 1. Kremy-są to półprodukty, których głównymi składnikami są cukier, jaja, tłuszcz, mleko, śmietana oraz substancje smakowo-zapachowe. Składniki kremów oraz ich otrzymywanie są różne zależnie od rodzaju kremu i jego zastosowania. 2.Poszczególne rodzaje kremów różnią się smakiem, wyglądem i konsystencją. Większość kremów otrzymanych jest poprzez napowietrzanie w procesie ubijania, stanowią one puszystą masę. Oprócz kremów napowietrzonych produkcji „na zimno” produkowane są również kremy grzane, zaparzone, gotowane. 3. Kremy są półproduktem o krótkim okresie przydatności do spożycia, gdyż szybko ulegają zepsuciu. Surowce, z których sporządzane są kremy są dobrą pożywką dla drobnoustrojów. Największym zagrożeniem są bakterie gronkowca złocistego, których zetknięcie się z surowcami kremów powoduje ich rozmnażanie. Zatrucie tymi bakteriami powoduje mdłości, bóle jelit, wymioty, biegunkę i może prowadzić do groźnych powikłań. Ze względu na możliwość zatrucia przy produkcji kremów należy szczególnie dbać o przestrzeganie warunków BHP i sanitarnych. 4. Wyroby z użyciem kremów nie nadają się do magazynowania długotrwałego – okres ich przydatności do spożycia jest różny w zależności od rodzaju kremu, wynosi od 6 godzin do 14 dni. 5. Gatunki kremów nadających się do przechowywania przytrzymuje się pod przykryciem w czystym naczyniu. Jednak do produkcji należy je stosować najpóźniej 6 godzin od chwili ich wypakowania.
10

242
ROZDZIAŁ 11 KREMY GRZANE
Kremy grzane – proces produkcji
Kremy grzane sporządzane są z ogrzanej masy jajowo- cukrowej którą następnie ubija się i łączy napowietrzonym tłuszczem. Zależnie od rodzaju użytych środków smakowo- zapachowych wyróżnia się kremy:
• waniliowe • kakaowe • kawowe • orzechowe
Proces technologiczny kremu russel: • wymycie i opłukanie wrzącą wodą jaj • wbicie jaj • połączenie jaj z cukrem • ogrzewanie mieszaniny jajowo- cukrowej do temperatury 37– 42 °C • ubicie mieszaniny za pomocą ubijarki aż do momentu napowietrzenia • dodanie stopniowo napowietrzonej masy jajowo- cukrowej do uprzednio
napowietrzonego masła lub margaryny przy ciągłym mieszaniu • ubijanie do momentu otrzymania kremu o jednolitej konsystencji • w ostatniej fazie ubijania dodajemy substancje smakowo- zapachowe
Proces technologiczny kremu typu russel różni się jedynie dodatkiem w końcowej fazie środków smakowo- zapachowych
a) Krem russel kakaowy: w końcowej fazie produkcji dodaje się kakao w proszku lub kakao w płynie
b) Krem russel kawowy: podczas ostatniego ubijania dodaje się łącznie ze spirytusem zmieloną i przesianą kawę naturalną
c) Krem russel orzechowy: wprowadzenie do kremu w końcowej fazie ubijania masy orzechowej
Wady kremów grzanych
11
243
d) Niewłaściwe ubijanie powoduje iż uzyskany krem jest mało puszysty i nieodpowiednio napowietrzony
e) Zaniechanie mieszania podczas ogrzewania masy jajowo- cukrowej w pierwszej fazie produkcji kremu powodować może przypalanie się masy
f) Niedostateczne rozpuszczenie się cukru powoduje wystąpienie w kremie kryształków co utrudnia zdobienie kremem wyrobów za pomocą woreczka zdobniczego
g) Nierównomierne napowietrzenie tłuszczu użytego do produkcji kremu powoduje występowanie grudek
Kremy grzane powinny być wprowadzone do produkcji niezwłocznie po ich uzyskaniu gdyż przechowywane kremy tracą walory smakowe oraz właściwości plastyczne. Kremy grzane są dopuszczane do magazynowania nie dłużej niż cztery dni w temperaturze nieprzekraczającej 6 °C.

244
ROZDZIAŁ 12 KREMY ZAPARZANE
Kremy zaparzane- proces produkcji
1. Kremy zaparzane jest to grupa kremów otrzymywanych z ubitych białek zaparzanych wrzącym roztworem cukrowym.
Krem russel bezowy sporządzany jest z ubitych białek zaparzonych wrzącym roztworem cukrowym, a następnie uzyskaną masę łączy się z tłuszczem
Proces produkcyjny:
• Umyte jaja wbija się oddzielając białka • Ochłodzenie oddzielonych białek do temperatury +2 °C • Ubijanie białek • Gotowanie syropu cukrowego do temperatury 117 - 122 °C • Wprowadzenie cienkim strumieniem syropu do napowietrzonych białek podczas
ciągłego ubijania • Napowietrzanie tłuszczu • Dodanie do napowietrzonego tłuszczu ochłodzonej masy białkowo- cukrowej
podczas ciągłego mieszania • W końcowej fazie ubijania danie substancji smakowo- zapachowych i spirytusu • Mieszanie do uzyskania jednolitej konsystencji
12

245
Schemat technologiczny kremu russel- bezowego
Krem bezowy sporządza się dwoma sposobami: I.
• ubijanie białek jaj • zaparzanie białek wrzącym syropem cukrowym • dodanie substancji smakowo- zapachowych • dodanie kwasku cytrynowego w proporcji 5g na 1kg kremu w celu poprawienia
smaku i struktury kremu • ubijanie całości składników przez około jedną minutę

246
II.
• oddzielenie białek jaj i ochłodzenie do temperatury +2 °C • dodanie w trakcie napowietrzania białek 50% ilości cukru przewidzianego receptura • do ubitych białek dodanie pozostałej ilości cukru oraz substancji smakowo-
zapachowych podczas ubijania • napowietrzanie przez 1-2 minut
Zastosowanie kremu: Krem bezowy stosuje się wyłącznie do dekoracji wyrobów aby zapobiec opadaniu kremu.Wyroby należy poddać krótkiej obróbce termicznej. Krem bezowo- owocowy
Proces technologiczny:
• moczenie środka żelującego w wodzie • przetarcie dżemu owocowego przez sito • dodanie do przetartego dżemu cukru i wody • gotowanie mieszaniny do temperatury 117 – 122 °C • połączenie mieszaniny z środkiem żelującym • ubicie białek jaj • zaparzenie białek wrzącym syropem cukrowym podczas ciągłego mieszania • zmieszanie masy białkowo- cukrowej z masą owocową • ubijanie kremu przez 18 – 25 minut
Wady kremów zaparzanych - głównymi wadami tego typu kremów są: opadanie masy białkowej i warzenie się
kremu.
• opadanie masy białkowej zachodzi gdy białka są niedostatecznie napowietrzone, przyczyną tego może być nie chłodzenie białek jaj przed poddaniem ich procesowi napowietrzania lub zanieczyszczenie białek tłuszczem, opadanie masy białkowej może być również powodowane niedokładnym oddzieleniem żółtek podczas wbijania jaj
• ważenie się masy białkowej spowodowane jest zbyt szybkim dodaniem do masy syropu cukrowego

247
ROZDZIAŁ 13 KREMY GOTOWANE
Kremy gotowane- proces produkcji
Kremy gotowane otrzymywane są z mieszaniny cukru, jaj, mąki, mleka oraz substancji smakowo- zapachowych. Po połączeniu składników kremy tego typu poddawane są obróbce termicznej poprzez gotowanie. Do kremów gotowanych zaliczamy kremy: śmietankowy, owocowy i półtłusty
Krem śmietankowy: krem ten najczęściej wykorzystywany jest do przekładania ciastek napoleonek, kremówek lub babeczek śmietankowych. Zależnie od przeznaczenia w produkcji różne są ilości i proporcje poszczególnych składników kremu.
Krem śmietankowy
Proces technologiczny kremu śmietankowego:
• zagotowanie mleka z dodatkiem 50% ilości cukru przewidzianej recepturą • połączenie pozostałej ilości cukru z jajami i mąką oraz wyrobienie składników do
uzyskania jednolitej masy • wlanie cienkim strumieniem do otrzymanej masy wrzącego mleka • dokładne wymieszanie masy • ogrzewanie masy do momentu zagotowania • ochłodzenie masy do około 70 °C • dodanie środków smakowo- zapachowych • dokładne wymieszanie kremów
13
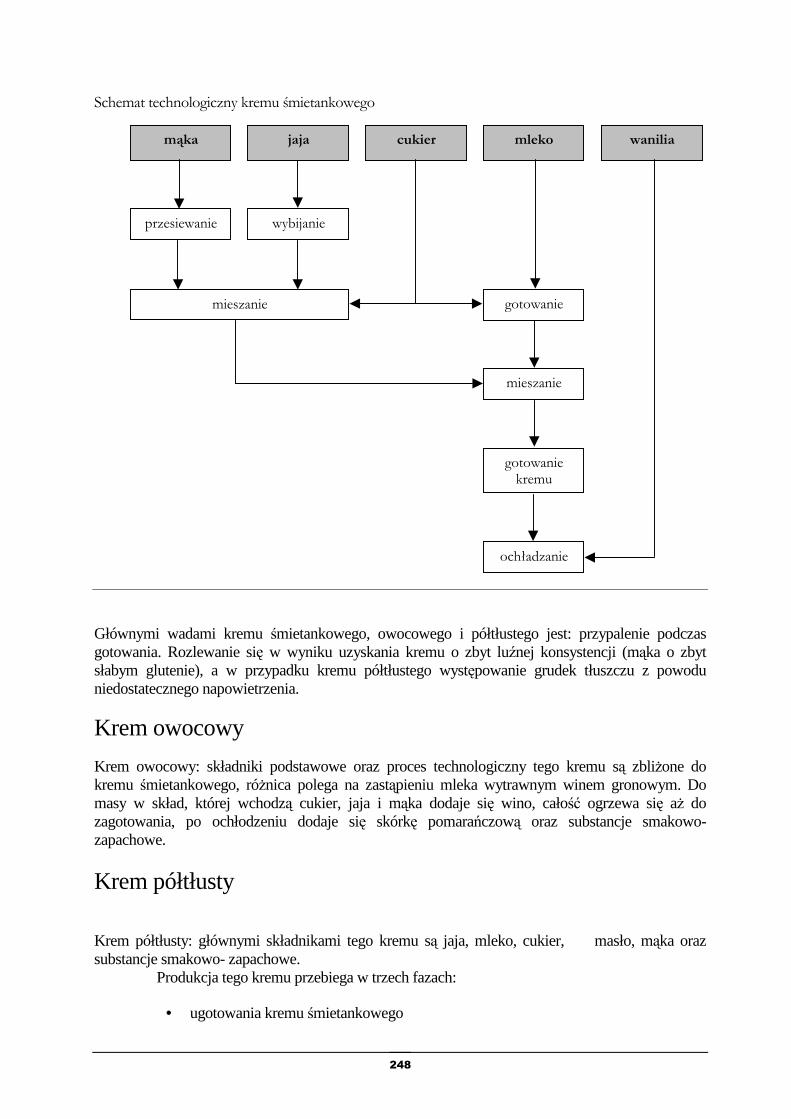
248
Schemat technologiczny kremu śmietankowego
Głównymi wadami kremu śmietankowego, owocowego i półtłustego jest: przypalenie podczas gotowania. Rozlewanie się w wyniku uzyskania kremu o zbyt luźnej konsystencji (mąka o zbyt słabym glutenie), a w przypadku kremu półtłustego występowanie grudek tłuszczu z powodu niedostatecznego napowietrzenia.
Krem owocowy
Krem owocowy: składniki podstawowe oraz proces technologiczny tego kremu są zbliżone do kremu śmietankowego, różnica polega na zastąpieniu mleka wytrawnym winem gronowym. Do masy w skład, której wchodzą cukier, jaja i mąka dodaje się wino, całość ogrzewa się aż do zagotowania, po ochłodzeniu dodaje się skórkę pomarańczową oraz substancje smakowo- zapachowe.
Krem półtłusty
Krem półtłusty: głównymi składnikami tego kremu są jaja, mleko, cukier, masło, mąka oraz substancje smakowo- zapachowe. Produkcja tego kremu przebiega w trzech fazach:
• ugotowania kremu śmietankowego
mąka
wanilia
mleko
cukier
jaja
przesiewanie
wybijanie
mieszanie
gotowanie
mieszanie
gotowanie kremu
ochładzanie

249
• napowietrzenie masła • połączenie napowietrzonego masła z otrzymanym kremem śmietankowym
Po uzyskaniu kremu śmietankowego zgodnie z podanym procesem technologicznym ochładza się go do temperatury 15 – 18 °C, a następnie dodaje stopniowo do napowietrzonego masła, a następnie miesza aż do uzyskania masy o jednolitej konsystencji. Gęstość kremu regulować można dodatkiem mniejszej lub większej ilości masła (im większa ilość masła tym gęstszy uzyskuje się krem).

250
ROZDZIAŁ 14 KREMY PRODUKOWANE NA ZIMNO
Kremy produkowane na zimno- proces produkcji
Kremy produkowane na zimno sporządza się bez stosowania obróbki termicznej, do
kremów tych zaliczamy:
• krem szwedzki • krem bita śmietana
Krem szwedzki
Krem szwedzki- otrzymywany jest poprzez napowietrzenie mieszaniny cukru- pudru, tłuszczu i substancji smakowo- zapachowych. Jako surowce dodatkowe stosować można przetwory owocowe, kakao, kawę i orzechy.
Proces technologiczny kremu szwedzkiego
• napowietrzanie tłuszczu • dodanie w trakcie napowietrzania porcję cukru- pudru • po równomiernym rozprowadzeniu cukru dodanie w trakcie napowietrzania substancji
smakowo- zapachowych oraz surowców dodatkowych • ubijanie do momentu równomiernego rozprowadzenia składników
14

251
Schemat technologiczny kremu szwedzkiego
Uwagi do produkcji: Przy produkcji kremu szwedzkiego należy pamiętać aby użyte składniki smakowo zapachowe tworzyły odpowiednią kompozycję smakową z surowcami dodatkowymi np.
• przy produkcji kremu szwedzkiego o smaku kakaowym, jako surowiec dodatkowy stosuje się kakao, a jako substancje smakowo- zapachowe dodawać należy wanilię lub esencję waniliową
• przy produkcji kremu szwedzkiego o smaku owocowym oprócz dodatku dżemu, soku owocowego lub roztworu kwasu cytrynowego przewidziany jest dodatek esencji owocowej
• Zamiast dodatku cukru- pudru przy produkcji kremu szwedzkiego zastosować można pomadę z cukru i wody lub mleka, pomada powinna być gładka i drobnoziarnista. Produkcja kremu tym sposobem przebiega poprzez dodanie do napowietrzonego tłuszczu zamiast cukru pudru pomady cukrowej, krem produkowany tym sposobem posiada lepsze cechy jakościowe.
Główne wady kremów szwedzkich: polegają na nierównomiernym rozprowadzeniu podczas mieszania poszczególnych surowców- wystąpić mogą grudki cukru- pudru lub surowców dodatkowych jak np. kakao
Magazynowanie- krem szwedzki można przechowywać w chłodniach przez 14 dni natomiast w magazynie do 7 dni
Zastosowanie- do przekładania wyrobów twardych np. wafli, ptysi
Krem bita śmietana
Krem bita śmietana- otrzymuje się poprzez ubicie śmietany (33% tłuszczu) i połączenie z cukrem- pudrem.

252
Proces technologiczny: • ochłodzenie śmietanki i naczynia w której będzie ubijana do temperatury 2 °C • ubijanie śmietanki • pod koniec ubijania gdy śmietanka zaczyna gęstnieć i nabiera puszystości dodać
przesiany cukier- puder
Wady bitej śmietany: • zmaślanie się śmietanki podczas ubijania: zbyt długi proces ubijania, nie
ochłodzenie śmietanki przed ubijaniem • rozlewanie się kremu: zbyt duże dodanie cukru- pudru
Uwagi do produkcji: • ochłodzenie śmietanki i naczynia zapobiega tworzeniu się podczas ubijania
większości cząsteczek tłuszczu • dodatek cukru- pudru w proporcji 0,1 – 0,15 kg na 1 kg śmietanki kremowej • po produkcji stosuje się śmietankę o zawartości 33% tłuszczu

253
PÓŁPRODUKTY CIASTKARSKIE
– MASY
254
ROZDZIAŁ 15 CHARAKTERYSTYKA MAS
CIASTKARSKICH
Podział i zastosowanie mas
Masy ciastkarskie są to produkty otrzymywane w wyniku połączenia rozdrobnionych lub zmiażdżonych surowców tj.: orzechy, migdały, mak, ser, cukier, jaja, substancje smakowo- zapachowe i innymi surowcami W ciastkarstwie zastosowanie znajdują masy dzielące się na następujące grupy:
• masy serowe • masy makowe • masy orzechowe • masy migdałowe • marcepany Zastosowanie mas ciastkarskich:
• do napełniania ciastek korpusowych • przekładania • wykańczania • dekorowania • produkcji wykończeń jednorodnych
Zastosowanie poszczególnych grup mas ciastkarskich:
• masy serowe stosowane są głównie do produkcji szerokiej gamy serników (sernik wiedeński, kołacz z serem, murzynki)
• masy makowe zastosowanie znajdują w produkcji strucli makowych, kołaczy z makiem
15

255
• masy orzechowe i migdałowe posiadają plastyczne struktury co umożliwia formowanie z nich różnego rodzaju herbatników oraz stosuje się je w wykończeniach ciastek i tortów
• marcepan jest masą produkowaną na bazie migdałów zmiażdżonych i połączonych z cukrem, marcepan stosowany jest do wykańczania, zalepiania i przekładania wyrobów tj. torty, mazurki, ciastka oraz do produkcji wyrobów jednorodnych

256
ROZDZIAŁ 16 MASY SEROWE
Produkcja mas serowych
Masa serowa- jest to masa ciastkarska otrzymywana w wyniku połączenia roztartego sera twarogowego z cukrem, jajami, tłuszczem i mąką oraz substancjami smakowo- zapachowymi i surowcami dodatkowymi.
Proporcje poszczególnych składników mas serowych są różne w zależności od rodzaju wyrobów do których są stosowane. Na ogół przyjmuje się, że ilość cukru w stosunku do ilości użytego do produkcji sera wynosi 20 – 40%, natomiast dodatek mąki pszennej około 5%, a dodatek tłuszczu 5 – 15%. Ważnym czynnikiem produkcji mas serowych jest dodatek jaj całych które wiążą masę oraz żółtej jaj które podnoszą walory smakowe. Poza dodatkiem jaj całych jako inny dodatek wiążącą masy używana jest mąka pszenna- masa serowa wyprodukowana bez dodatku mąki ma tendencje do kruszenia się.
Proces technologiczny masy serowej:
• zmielenie sera twarogowego • dodanie do zmielonego sera cukru i tłuszczu • mieszanie składników (ręcznie lub miesiarką) • stopniowe dodanie jaj • dodanie substancji smakowo- zapachowych • dokładne wyrobienie masy • dodanie przesianej mąki pszennej • wymieszanie masy z mąką
16

257
Schemat technologiczny masy serowej
2.
Uwagi do produkcji
• w celu uzyskania odpowiedniej konsystencji masy serowej możliwy jest dodatek mleka poprawia to również walory smakowe masy
• rodzynki i inne bakalie dodawane są do masy równomiernie z mąką • dobrze wymieszana masa serowa powinna mieć jednolitą konsystencję i barwę od
kremowej do jasno żółtej
Przechowywanie mas serowych:
• masa serowa nie nadaje się do przechowywania, zaleca się bezpośrednio po jej uzyskaniu przeznaczyć ją do dalszej produkcji jednak w przypadku konieczności można ją magazynować do 24 godzin w temperaturze 6 °C
258
ROZDZIAŁ 17 MASY MAKOWE
Produkcja mas makowych
Masa makowa- jest to masa otrzymana w wyniku połączenia zaparzonego i zmiażdżonego maku z cukrem, jajami, tłuszczem, surowcami dodatkowymi i substancjami smakowo- zapachowymi.
Proporcje składników masy makowej określ się w odniesieniu do suchego maku
Na 1kg suchego maku przypada zazwyczaj:
• 0,5 – 1kg cukru • 0,3kg tłuszczu • 0,4kg jaj
Dodatek cukru w masie makowej zastąpić można miodem pszczelim co poprawia smak i zapach masy oraz przedłuża świeżość wyrobu gotowego.
Proces technologiczny masy makowej:
• zaparzenie maku • ochłodzenie maku i odsączenie nadmiaru wody • miażdżenie maku w trójwalcówce (dwukrotnie!) • wprowadzenie zmiażdżonego maku do dzieży • dodanie cukru, rozpuszczonego i ochłodzonego tłuszczu, jaj i pozostałych surowców • mieszanie składników za pomocą miesiarki do uzyskania jednolitej masy
Uwagi do produkcji:
• konsystencję masy makowej reguluje dodatek jaj lub mleka • w produkcji masy makowej jaja spełniają rolę środka wiążącego, jeżeli receptura nie
przewiduje dodatku jaj- spoistość masy osiąga się poprzez dodatek mąki ziemniaczanej lub pszennej
• jeżeli w produkcji przewidziany jest dodatek okruchów należy je dodać i wymieszać z makiem przed zmiażdżeniem
• bułka tarta może być dodana do maku w trakcie mieszania składników
17

259
Przechowywanie masy makowej:
• masa makowa jest produktem nietrwałym i bezpośrednio po sporządzeniu powinna być użyta do produkcji

260
ROZDZIAŁ 18 MASY GRYLAŻOWE
Produkcja masy grylażowej
Masa grylażowa- jest to masa otrzymana ze zrumienionych orzechów arachidowych lub laskowych zmiażdżonych i połączonych z cukrem i tłuszczem cukierniczym lub kremem russel.
Proporcje składników masy grylażowej. Najlepszy jakościowo grylaż otrzymuje się stosując równe części cukru oraz orzechów (1:1), jednak ze względu na wysoką cenę orzechów przyjmuje się proporcję 1,5kg cukru na 1kg orzechów, dodatek tłuszczu do masy wynosi 0,2kg na 1kg orzechów.
Proces technologiczny masy grylażowej
• rozłożenie orzechów na blachy, 3cm warstwy • uprażenie orzechów w piecu do nadanie im złocistej barwy (180 °C / 15min)
• oddzielenie zarumienionych orzechów od łuski • miażdżenie orzechów za pomocą trujwalcówki • zmieszanie zmiażdżonych orzechów z cukrem • powtórne miażdżenie • poddanie uzyskanej masy obróbce w gniotowniku (lub mieszanie w miesiarce • dodanie w trakcie wygniatania masy tłuszczu i pozostałych składników obróbka do
uzyskania jednolitej gładkiej konsystencji
Zastosowanie masy grylażowej:
• masa produkowana przy udziale ceresu • do przekładania wafli, herbatników i pierników • masa produkowana z udziałem kremu russel: do przekładania, nadziewania i
wykańczania ciastek i tortów Przechowywanie masy grylażowej:
Grylaż może być przechowywany w temperaturze do 18 °C do 30 dni.
18
261
ROZDZIAŁ 19 MASY ORZECHOWE
Produkcja masy orzechowej
Masa orzechowa- jest to masa otrzymana poprzez zmieszanie rozdrobnionych, oczyszczonych z łuski orzechów z cukrem, białkami jaj i z substancjami zapachowymi. Do produkcji stosuje się orzechy arachidowe lub laskowe.
Proporcje składników masy zależą od jej zastosowania. Masa ta ma strukturę plastyczną łatwą do formowania, dzięki czemu nadaje się do wytwarzania wyrobów ciastkarskich oraz do produkcji wyrobów jednorodnych.
Proces technologiczny masy orzechowej:
• łuskanie orzechów • rozsypanie cienkiej warstwy orzechów na blachy • suszenie orzechów w piecu • oczyszczenie orzechów z łuski • połączenie orzechów z cukrem i niewielką ilością białek • miażdżenie mieszaniny w walcówce • mieszanie mieszaniny z pozostałą ilością białek • ponowne miażdżenie • mieszanie masy z pozostałymi składnikami
19

262
Schemat technologiczny masy orzechowej
Uwagi do produkcji:
• podczas pierwszego miażdżenia masy orzechowej należy wałki walcówki ustawić w takiej pozycji aby pomiędzy nimi znajdowała się szczelina co umożliwia rozdrobnienie orzechów, a nie powoduje ich roztarcia, przy kolejnym miażdżeniu masy wałki walcówki należy dokręcić aby dokładniej zmiażdżyć masę i uzyskać drobnoziarnistą strukturę
• do produkcji masy o bardziej zwartej strukturze dopuszczalny jest dodatek mąki pszennej
Zastosowanie masy orzechowej:
do produkcji wyrobów jednorodnych np. różnego rodzaju herbatniki, do produkcji mazurków, przekładania i nadziewania wyrobów drożdżowych oraz do wykańczania ciastek i tortów
Magazynowanie:
temperatura 6 °C do 7 dni

263
ROZDZIAŁ 20 MASY MIGDAŁOWE
Produkcja masy migdałowej
Masa migdałowa produkowana jest z oczyszczonych z błony migdałów rozdrobnionych i zmieszanych w jednolitą masę z białkami jaj, cukrem i substancjami smakowo- zapachowymi.
Proces technologiczny masy migdałowej:
Przebiega podobnie jak w masie orzechowej, główna różnica polega na odmiennym (niż w przypadku orzechów) sposobie oczyszczania surowca podstawowego:
Migdały poddaje się procesowi zaparzania zalewając wodą i ogrzewając do temperatury 70°C. Podczas zaparzania błona migdałów mięknie i łatwo oddziela się od ziaren. Podczas zaparzania należy nie dopuścić do wrzenia wody gdyż wysoka temperatura wpływa ujemnie na właściwości substancji smakowo- zapachowych migdałów, ponadto migdały poddane działaniu zbyt wysokiej temperatury żółkną co negatywnie wpływa na cechy masy migdałowej.
Proces technologiczny masy migdałowej:
• zaparzenie migdałów • ochłodzenie zaparzonych migdałów poprzez oddzielenie i zalanie zimną wodą • oddzielenie błon i ziaren • podsmażanie migdałów poprzez rozsypanie na blachy i pozostawienie w ciepłym i
przewiewnym miejscu • podsuszone migdały miesza się z cukrem i 75% białek przewidzianych recepturą • mielenie w młynku (2/3 razy) powstałej mieszaniny • mieszanie zmielonej masy z pozostałą ilością białek oraz z pozostałymi surowcami
do uzyskania jednolitej masy
20

264
Zastosowanie masy migdałowej:
• do produkcji wyrobów jednorodnych • do zdobienia, przekładania oraz wykańczania ciastek, tortów i mazurków
Uwagi do produkcji
• podczas zaparzania należy zwracać szczególną uwagę aby nie dopuścić do zagotowania co powoduje utratę aromatu migdałów i powoduje ich żółknienie
• proces mielenia masy powinien być przeprowadzony kilkukrotnie aby zapobiec gruboziarnistości masy
Przechowywanie mas migdałowej:
W temperaturze 6 °C przez 7 dni.
265
ROZDZIAŁ 21 MASY MARCEPANOWE
Produkcja marcepanu naturalnego
Marcepan- jest to masa otrzymywana z oczyszczonych i zmiażdżonych z cukrem migdałów. Marcepan stanowi jednorodną plastyczną masę co predysponuje tą masę do przekładania, nadziewania i ozdabiania wyrobów ciastkarskich oraz do produkcji wyrobów jednorodnych i wyrobu form plastycznych. Dzięki swoim właściwością marcepan znalazł szerokie zastosowanie w zdobnictwie tortów, mazurków i ciastek.
Proporcje składników marcepanu:
Jakość marcepanu zależy głównie od ilości użytego do produkcji cukru. Ogólnie przyjmuje się proporcje składników 1:1 to jest np. na 1kg migdałów 1kg cukru, jednak do produkcji wyrobów ciastkarskich w skład masy może wchodzić mniejsza ilość migdałów ma to wpływ na właściwości masy- im większy dodatek cukru tym gorsza jest jakość marcepanu.
Sposoby produkcji marcepanu:
Wyróżnia się dwa sposoby produkcji marcepanu:
• marcepan sporządzony na surowo • marcepan zaparzany
Produkcja marcepanu na surowo polega na zmieleniu z cukrem surowych migdałów, natomiast w przypadku marcepanu zaparzanego zaparza się zmielone migdały syropem cukrowym.
21

266
Proces produkcyjny marcepanu produkowanego na surowo:
• moczenie migdałów w wodzie o temperaturze 70 – 80 °C przez 15 minut • ochłodzenie migdałów do temperatury 30 °C • usunięcie błony migdałów (oczyszczenie migdałów) • podsuszenie oczyszczonych migdałów • mieszanie migdałów z cukrem- pudrem • trzykrotne miażdżenie migdałów na trójwalcówce przy stopniowym
zmniejszaniu odstępu między walcami
Uwagi do produkcji:
• podczas mielenia migdałów należy zwrócić szczególną uwagę aby migdały nie ulegały zaolejeniu, dlatego bardzo ważny jest odpowiedni dobór odstępów pomiędzy walcami trójwalcówki, a następnie prawidłowa jego regulacja
• podczas produkcji marcepanu część użytego cukru ulega rozpuszczeniu dlatego masa może mieć tendencje do rozpływania się
Produkcja marcepanu z zaparzaniem:
• moczenie migdałów • ochłodzenie i oczyszczenie • kilkukrotne mielenie w trójwalcówce • gotowanie syropu cukrowego do temperatury około 115 °C • dodanie do syropu cukrowego syropu ziemniaczanego w proporcji 30% w
stosunku do suchej masy cukru • rozmieszanie syropu do równomiernego połączenia składników • zmieszanie zmielonych migdałów z syropem cukrowym • ogrzewanie otrzymanej masy przez około 15 minut przy ciągłym
mieszaniu • dodanie substancji smakowo- zapachowych
Uwagi do produkcji:
• marcepan produkowany metodą przez zaparzanie ma tendencję do gęstnienia gdyż następuje zjawisko krystalizacji cukru, marcepan ten jest narażony na szybkie wysychanie- aby spowolnić te procesy konieczny jest dodatek syropu ziemniaczanego
• w celu nadania odpowiedniego smaku można przy produkcji masy stosować dodatek wanilii, esencji migdałowej lub niewielką ilość migdałów gorzkich
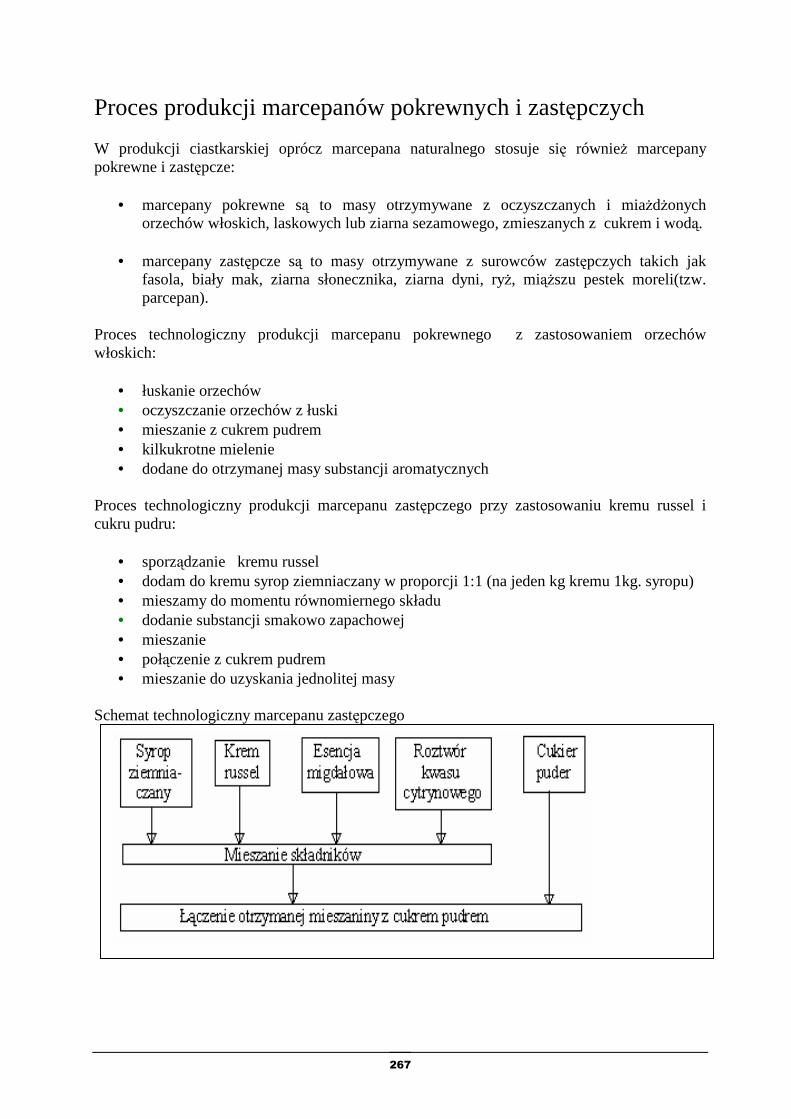
267
Proces produkcji marcepanów pokrewnych i zastępczych W produkcji ciastkarskiej oprócz marcepana naturalnego stosuje się również marcepany pokrewne i zastępcze:
• marcepany pokrewne są to masy otrzymywane z oczyszczanych i miażdżonych orzechów włoskich, laskowych lub ziarna sezamowego, zmieszanych z cukrem i wodą.
• marcepany zastępcze są to masy otrzymywane z surowców zastępczych takich jak
fasola, biały mak, ziarna słonecznika, ziarna dyni, ryż, miąższu pestek moreli(tzw. parcepan).
Proces technologiczny produkcji marcepanu pokrewnego z zastosowaniem orzechów włoskich:
• łuskanie orzechów • oczyszczanie orzechów z łuski • mieszanie z cukrem pudrem • kilkukrotne mielenie • dodane do otrzymanej masy substancji aromatycznych
Proces technologiczny produkcji marcepanu zastępczego przy zastosowaniu kremu russel i cukru pudru:
• sporządzanie kremu russel • dodam do kremu syrop ziemniaczany w proporcji 1:1 (na jeden kg kremu 1kg. syropu) • mieszamy do momentu równomiernego składu • dodanie substancji smakowo zapachowej • mieszanie • połączenie z cukrem pudrem • mieszanie do uzyskania jednolitej masy
Schemat technologiczny marcepanu zastępczego

268
PÓŁPRODUKTY CIASTKARSKIE
– INNE PÓŁPRODUKTY

269
ROZDZIAŁ 22 SYROPY CIASTKARSKIE
Ogólna charakterystyka syropów ciastkarskich Syropy są to półprodukty otrzymywane z wodnych roztworów cukrowych z dodatkiem środków smakowo zapachowych oraz innych substancji wpływających na ich właściwości fizyko-chemiczne. Składniki poszczególnych rodzajów są zróżnicowane w zależności od ich zastosowania. Wyróżnia się następujące rodzaje syropów ciastkarskich:
• syrop do nasączania
• syrop inwertowany
• syrop do wykańczania, wyrabiania,
• syrop z cukru palnego Syropy są półproduktem produkowanym w zakładach ciastkarskich z przeznaczeniem różniącym się w zależności od rodzaju syropu. Syropy w ciastkarstwie znalazły zastosowanie między innymi jako półprodukt służący do nasączania blatów biszkoptowych i innych, przy produkcji mas karmelowych, pomad, do barwienia kremów, mas i ciast oraz do wykańczania wyrobów gotowych. W zależności od rodzajów syropów inny jest proces technologiczny ich uzyskiwania. Syropy produkowane są o różnej zawartości cukru- im więcej cukru jest w wodzie tym uzyskiwany syrop ma gęściejszą strukturę.(większe stężenie cukru w wodzie). Przy produkcji syropów gęstych konieczna jest wyższa temperatura wody. Im większa temperatura wody tym większa rozpuszczalność cukru. W celu wyprodukowania syropu o bardzo dużej zawartości cukru konieczne jest wyparowanie wody do oczekiwanej zawartości w syropie.( syrop o stężeniu 85-90%) Przy określaniu zawartości cukru w syropie posługujemy się cukromierzem, natomiast temperaturę roztworu mierzy się termometrem z podziałką do 200°C lub stosujemy próbę nitki.
22

270
Próba nitki ochłodzoną kroplę syropu umieszcza się między palcami dłoni, między kciukiem a palcem wskazującym- jeżeli przy rozciąganiu kropla syropu rozciąga się wówczas oznacza to iż stężenie cukru w roztworze wynosi od 70-80%.
Technologia produkcji syropów cukrowych
Syrop do nasączania Jest to ok. 50% roztwór wodny cukru z dodatkiem alkoholu i substancji smakowo zapachowych. Proces technologiczny:
• rozpuszczanie cukru w ciepłej wodzie • podgrzewanie roztworu do wrzenia • zebranie z powierzchni piany • gotowanie przez ok. 2 -3 min. • określanie gęstości syropu ( syrop słaby) • ochłodzenie syropu do temperatury 20*C • dodanie środków smakowo zapachowych. np. soków i syropów owocowych, kwasu
cytrynowego, alkoholu lub esencji. Zastosowanie syropu: do nasączania ciastek i tortów i ciast biszkoptowych
Syrop inwertowany Otrzymywany jest z wodnych roztworów cukrowych poddanych inwersji Inwersja to rozkład cukru (sacharozy) na fruktozę i glukozę: C12 H22 O11+H2 O > C6 H12 O6 + C6H12O6 Sacharoza + woda > kwas > fruktoza + glukoza Inwersja zachodzi w wodnych roztworach o wyższych temperaturach pod wpływem kwasów lub enzymu inwertazy zawartej w drożdżach lub pod wpływem wysokiej temperatury. Przy produkcji syropu inwertowanego stosuje się głównie kwas solny lub mlekowy. Ilość kwasu dodanego do roztworu wodnego cukru jest zależna od ilości użytego cukru. Kwas dodany jest w postaci 10% roztworu gdy podgrzewany syrop osiągnie temperaturę 90°C. - Po dodaniu kwasu zachodzi inwersja którą prowadzi się przez ok.20 minut, podtrzymując temperaturze 90 °C syropu. - Po zakończeniu inwersji syrop należ ochłodzić i zneutralizować znajdujący się w nim kwas poprzez dodanie 10% roztworu kwaśnego węglanu sodu przy ciągłym mieszaniu

271
mającym na celu uniknięcie rozłożeniu glukozy. - nadmiar kwaśnego węglanu sodu można zneutralizować dodatkiem niewielkiej ilości kwasu cytrynowego. Zastosowanie syropu inwertowanego: Dzięki swej higroskopijności syrop ten zapobiega krystalizacji sacharozy: stosowany jest do produkcji mas karmelowych, pomad i innych półproduktów częściowo lub całkowicie zastępujących syrop ziemniaczany.
Syrop do wykańczania wyrobów gotowych Jest to 70% wodnym roztworem cukrowym z dodatkiem substancji smakowo zapachowych i barwników. Proces technologiczny:
- przygotowanie syropu cukrowego - doprowadzenie roztworu do wrzenia - zebranie z powierzchni roztworu piany - dodanie syropu ziemniaczanego - gotowanie do momentu próby nitki - połączenie części uzyskanego syropu z kakao poprzez dodanie cienkim strumieniem
syropu do naczynia z kakao przy ciągłym mieszaniu w celu zapobiegnięcia powstaniu o grudek.
- wlanie połączonej mieszaniny do reszty syropu - dokładne wymieszanie reszty syropu - ochłodzenie syropu do temperatury 70°C i dodanie środków smakowo
zapachowych W celu zapobiegnięcia krystalizacji cukru przewiduje się dodatek syropu ziemniaczanego w ilości 0,8% do masy cukru. Zastosowanie: Do wykańczania pierników, ciastek drożdżowych, francuskich i innych.
Syrop z cukru palonego syrop otrzymywany poprzez podgrzewanie cukru z niewielką ilością wody do momentu uzyskania brunatnego zabarwienia. Proces technologiczny - wyspanie do kotła cukru i dodanie niewielkiej ilości wody(w proporcji 1 : 5) - przy ciągłym mieszaniu ogrzewanie do momentu uzyskania temperatury 170°C

272
i uzyskania ciemnobrunatnej barwy. - do uzyskanego wypalonego cukru dodajemy wodę( w proporcji 2 : 5) - dokładne wymieszanie roztworu - przecedzenie syropu przez sito. Zastosowanie: jako naturalny barwnik do wyrobów cukierniczo ciastkarskich.

273
ROZDZIAŁ 23 POMADY CIASTKARSKIE
Charakterystyka pomad ciastkarskich
1. Pomady są to półprodukty otrzymywane poprzez gotowanie mlecznych lub wodnych roztworów cukrowych poddanych następnie procesowi ubijania.
2. Wyróżnić można dwa gatunki pomad:
- pomady wodne
- pomady mleczne
Pomada wodna - proces technologiczny:
- zagotowanie wody
- rozpuszczanie cukru
- gotowanie roztworu
- gotowanie roztworu do temperatury 108°C
- podgrzanie syropu ziemniaczanego do temperatury 60°C
- dodanie syropu ziemniaczanego do syropu cukrowego
- dokładne rozmieszanie substancji
- gotowanie do uzyskania efektu próby gałki (114 – 118 °C) lub próba pióra.
- ochłodzenie mieszanin
- ubijanie pomady w pomadziarce:
podczas ubijania następuje energiczna krystalizacja cukru i ochłodzenie pomady, pomada staje się gęsta i w miarę ubijania nasyca się powietrzem dzięki czemu uzyskuje biały, krystaliczny kolor.
23

274
a) Próba pióra- znużenie w gotującym się roztworze pióra wykonanego z drutu. Po wyciągnięciu pióra z roztworu między drutami pióra tworzy się cienka błona która po dmuchnięciu tworzy pęcherz.- efekt ten udowadnia iż roztwór osiągnął właściwą gęstość tj. ok. 75%
b) Próba gałki - niewielką ilość pomady szybko ochładza się, a następnie formuje się z niej niewielką plastyczną kulkę
c) Zastosowanie: do glazurowania wyrobów
d) Przechowywanie: aby na powierzchni pomady nie tworzyła się skorupa powierzchnię należy skropić wodą i przykryć wilgotną szmatką.
e) Przed użyciem pomadę należy podgrzać przy ciągłym mieszaniu do temperatury 65*C do uzyskania konsystencji śmietany. Przegrzanie pomady powoduje utratę połysku
Pomada mleczna - proces technologiczny:
- rozpuszczenie cukru w mleku (podgrzanie do temperatury 60 - 80*C [ w proporcji 1 : 2]
- dodanie masła i syropu ziemniaczanego
- gotowanie roztworu do temperatury 116 - 120°C (próba pióra lub gałki przy ciągłym mieszaniu)
- ochłodzenie mieszaniny
- ubijanie w pomadziarce

275
SCHEMAT PRODUKCJI POMADY WODNEJ
Woda Cukier Syrop ziemniaczany
Gotowanie Podgrzewanie do temp. 50-60oC
Mieszanie i gotowanie
Zszumowanie piany
Mieszanie
Chłodzenie z jednoczesnym napowietrzaniem
Pędzelkowanie
Dojrzewanie pomady
Gotowanie do próby pióra temp. 105-110oC

276
ROZDZIAŁ 24 GLAZURY CIASTKARSKIE
Charakterystyka i technologia produkcji glazur ciastkarskich
1. Glazury otrzymywane są z pomady wodnej przez rozcieńczenie jej z wodą lub z mieszaniny cukru i białek z dodatkiem środków smakowo zapachowych.
2. Wyróżnia się następujące rodzaje glazur
- glazura pomadowa
- glazura cukrowo białkowa
- glazura cukrowo białkowa na zimno
- glazura cukrowo białkowa gotowana
Galzura pomadowa otrzymywana jest z pomady wodnej poprzez rozcieńczenie przygotowaną wodą lub syropem cukrowym do konsystencji półpłynnej.
a) Proces technologiczny glazury pomadowej
- sporządzenie pomady wodnej
- jeżeli pomada była magazynowana konieczne jest jej podgrzanie lub przegniecenie
- stopniowe dodanie syropu cukrowego lub wody przy ciągłym mieszaniu
- mieszanie do momentu uzyskanie jednolitej masy
- dodanie środków smakowo zapachowych
b) Zastosowanie: do smarowania i powlekania wyrobów z ciasta drożdżowego
24

277
c) Magazynowanie: przez okres 5-8 dni zabezpieczona jest przed wyschnięciem poprzez skrapianie wodą powierzchni glazury.
Glazura cukrowo białkowa- otrzymywana jest poprzez połączenie białek z cukrem pudrem i dodanie środków smakowo zapachowych żelujących oraz barwników.
Wyróżnia się dwa rodzaje glazury:
- cukrowo białkowe na zimno
- cukrowo białkowe gotowane
Glazura cukrowo białkowa produkowana "na zimno"
a) Proces technologiczny polega na:
- dokładnym wymieszaniu cukru pudru z białkami w ilościach przewidujących przez recepturę
- następnie połączenie mieszaniny ze środkami smakowo zapachowymi i barwnikami rozpuszczonymi w wodzie
b) proporcje składników- na jedną część białek: 10 części cukru pudru
c) Zastosowanie: powlekanie powierzchni wyrobów, zdobienie poprzez wykonanie na powierzchni wyrobu napisów lub rysunków
Glazura cukrowa produkcja poprzez gotowanie:
produkcja podobnie jak krem bezowy. Różnica polega na mniejszej ilości białek
a) Proces technologiczny:
- wbicie białek jaj
- zaparzanie w trakcie ubijania syropem cukrowym
- ubijanie masy
- dodanie środków smakowo zapachowych i żelujących
- dokładne wymieszanie składników
Zastosowanie: do zdobienia i wykańczania powierzchni wyrobów głównie pierników

278
SCHEMAT PRODUKCJI GLAZURY BIAŁKOWO – CUKROWEJ
Białka jaj
Cukier puder
Mieszanie
Mieszanie
Barwniki Substancje
Smak- zapach.

279
ROZDZIAŁ 25 MASY KARMELOWE
Produkcja mas karmelowych
Masa karmelowa- otrzymywana jest poprzez:
a) gotowanie roztworu cukrowego z syropem ziemniaczanym lub inwertowanym do
momentu uzyskania zawartości suchej masy 97 - 99% tzn. do momentu odparowania prawie
całej wody z roztworu.
b) nagrzewanie cukru do momentu rozpuszczenia się w plastyczną masę
W zakładach ciastkarskich zazwyczaj karmel otrzymywany jest poprzez gotowanie
mieszaniny wody, cukru i syropu ziemniaczanego
• Proces technologiczny:
- rozpuszczanie cukru w wodzie - podgrzewanie - dodanie syropu ziemniaczanego lub inwertowanego - połączenie składników - gotowanie do uzyskania oczekiwanej gęstości - ochłodzenie masy Proporcje składników: na 10 części cukru 2-5 części syropu ziemniaczanego
25

280
Zastosowanie:
do zdobienia wyrobów i produkcji wyrobów jednorodnych dekoracyjnych takich jak różnego
rodzaju kwiaty, języczki i liście.
Elementy dekoracyjne z karmelu
Surowce : - cukier, ziemniaczany, woda w proporcji 20% w stosunku do masy cukru - barwniki syntetyczne
Masa karmelowa otrzymywana jest poprzez:
- gotowanie roztworów cukrowych z udziałem syropu skrobiowego (jako
antykrystalizatora) do momentu uzyskania zawartości suchej masy 97 - 99% tzn. do momentu
odparowania prawie całej zawartości wody.
Opis procesu produkcji:
- rozpuszczenie cukru w wodzie w stosunku 15 - 20% wody do suchej masy cukru
- podgrzewanie z jednoczesnym zbieraniem gromadzącej się piany
- dodanie podgrzanego do ok. 50°C syropu skrobiowego w stosunku 20% do suchej masy cukru.
- -dokładne połączenie syropu cukrowego z syropem skrobiowym
- gotowanie syropu karmelowego do uzyskania oczekiwanej gęstości- do temperatury 160°C,
(zawartość wody ok. 2%) - ochłodzenie otrzymanej masy karmelowej do temperatury 80*C wylewając na kamienny blat pokryty silipatem - modelowanie wyrobów - barwienie aerografem po ostygnięciu wyrobu, drobne elementy barwimy za pomocą pędzelka.

281
SCHEMAT PRODUKCJI KARMELU
Cukier
Woda
Syrop ziemniaczany
Substancje smak-zapach.
i barwniki
Rozpuszczanie barwników
Gotowanie
Podgrzewanie do temp.50 - 60o C
Rozpuszczanie
Gotowanie
Zszumowanie piany
Gotowanie do temp.118 o C
Mieszanie z syropem ziemniaczanym
Gotowanie do temp.150 - 160 o C
Mieszanie z substancjami smakowo - zapachowymi i barwnikami.
Chłodzenie

282
ROZDZIAŁ 26 MASY CZEKOLADOWE
Produkcja czekolady
Proces produkcji czekolady jest bardzo skomplikowany wymaga stosowania dużej ilości
maszyn, urządzeń i agregatów, proces produkcji mas czekoladowych podzielić można na
następujące fazy:
- otrzymywanie miazgi kakaowej
- otrzymywanie mas czekoladowych
- formowanie wyrobów czekoladowych
Sporządzanie mieszanek śruty kakaowej
Fabryki wyrobów czekoladowych, dysponującym kompletem sprawnie działających maszyn
oraz różnymi gatunkami ziarna kakaowego, mają durzą możliwość produkowania odmiennych
gatunków czekolad i kakao przez odpowiednie wymieszanie w określonych proporcjach
różnych gatunków ziarna.
Poszczególne gatunki ziarna kakaowego różnią się nie tylko pochodzeniem
Wielkością, stopniem zanieczyszczenia, przefermentowania, wyglądem zewnętrznym, ale także
smakiem, aromatem i związana z nim barwa.
Dlatego odpowiednie mieszanie ziarna daje korzystne efekty smakowe.
26

283
Mielenie Śruty kakaowej
Proces ten nazywa się także walcowaniem lub rozcieraniem, a przez starych mistrzów
zaolejaniem ziarna kakaowego.
Ziarno kakaowe, składa się z komórek, wewnątrz których znajduje się głównie tłuszcz
kakaowy oraz substancje białkowe i skrobiowe.
Celem mielenia jest przede wszystkim przeprowadzenie sypkiej śruty kakaowej w półciekłą,
dokładnie roztartą miazgę, kakaową przez rozerwanie celulozowej błony komórkowej i
uwolnienie zamkniętych w niej substancji.
Im dokładniejszemu zmieleniu ulegnie śruta, tym większa ilość komórek odda na zewnętrz
swoją zawartość i tym drobniejszemu roztarciu ulegnie błona komórkowa, a więc proces
będzie efektywniejszy.
Postrzegalne komórki ziarna kakaowego mają wymiary od 23 do 40 mikronów, a grubość
ścianek błony komórkowej wynoś 12 mikronów.
Odległość między trącymi elementami zastosowanych młynów muszą być mniejsze od
wymiarów komórek, aby mogła ona ulec rozerwaniu i roztarciu.
Dobrze pracujące młyny walcowe dają miazgę o zawartości do 88% cząsteczek mniejszych od
10 mikronów.
Ziarno kakaowe zawiera średnio 55% tłuszczu o temperaturze topnienia od 32 do 35 c°.
W czasie mielenia wydzielające się ciepło tarcia podnosi temperaturę ponad temperaturę
topnienia tłuszczu kakaowego tak, że powstała w wyniku mielenia miazga kakaowa ma
konsystencję półpłynną i jest zawiesiną,w której fazą ciekła jest tłuszcz kakaowy, a
rozproszoną fazą – głównie stała, cząstki celulozy, białka i skrobi.
Im zawartość wody jest mniejsza, tym lepiej przebiega proces przemiału.
W zasadzie nie powinna ona przekraczać 2%.
Wraz, ze wzrostem zawartości wody wzrasta lepkość, co ma bardzo duże znaczenie w dalszych
procesach produkcji czekolady.

284
Ponieważ większa zawartość wody i związana z tym duża lepkość półproduktów
czekoladowych jest zjawiskiem niekorzystnym – w procesie produkcji mas kakaowych
czekoladowych dąży się do maksymalnego odparowania wody.
Alkalizowanie miazgi kakaowej.
Proces ten przeprowadza się albo w konszy rotacyjnej specjalnie na ten cel przeznaczonej,
lub w ogrzewanym zbiorniku na miazgę.
Należy się liczyć z tym, że wraz ze wzrostem ilości dodanej wody uzyskuje się lepszy efekt
jakościowy i wydajniejsze tłoczenie, ale jednocześnie w trakcie preparowania bardzo silnie
wzrasta lepkość oraz znacznie przedłuża się czas odparowywania wody do optymalnej
zawartości od 1 do 1.5%.
Dlatego najlepszym urządzeniem w tym przypadku jest mieszarka (zagniatarka)z silnymi
mieszadłami, zaopatrzona w płaszcz grzejny i pompę próżniową, następnie konsza rotacyjna,
np. typu Petzhololta zaopatrzona w silny wentylator i przewody odprowadzające parę wodną.
W zasadzie przy alkalizowaniu miazgi kakaowej obowiązują te same przepisy jak przy
alkalizowaniu śruty kakaowej a więc dodatek od 1.5 do 2.5% wybranego węglanu oraz od 10
do 20% wody w stosunku do miazgi kakaowej.
Tłoczenie tłuszczu kakaowego
Do produkcji wszystkich kuwertur i do większości gatunków czekolad (wszystkich tzw.
deserowych) potrzebny jest dodatek tłuszczu kakaowego.
Przez wymieszanie miazgi kakaowej, o najczęściej spotykanej zawartości tłuszczu 55%, z
cukrem-pudrem w stosunku l: l otrzymuje się masę czekoladową o zawartości27,5% tłuszczu.
Tak mała ilość tłuszczu nie może zapewnić masie czekoladowej prawidłowej dla formowania,
półpłynnej w temperaturze ok. 30°C konsystencji Minimalna ilość tłuszczu do produkcji
czekolad deserowych wynosi około 30-32%.
Brakującą ilość tłuszczu należy dodać w czasie produkcji mas czekoladowych.

285
Krajowe i międzynarodowe przepisy nie pozwalają dotychczas na dodawanie do czekolad i
kuwertur innego tłuszczu poza kakaowym.
Zachodzi, więc konieczność wytłoczenia tłuszczu z części miazgi kakaowej.
Pozostałość z wytłoczenia tłuszczu, zwane w przemyśle czekoladowym kuchami kakaowymi,
używa się częściowo jako substancję smakowo-zapachową do produkcji nadzień, ale
większość kuchów kakaowych przeznacza się do produkcji kakao.
Tłuszcz kakaowy jest najcenniejszym składnikiem ziarna kakaowego o prawie stałych
własnościach, niewiele zależnych od gatunku ziarna kakaowego i od sposobu przyrządzania
miazgi kakaowej.
Przebieg procesu tłoczenia tłuszczu kakaowego
Podstawowym elementem wszelkiego typu pras hydraulicznych do tłoczenia tłuszczu
kakaowego są stalowe, grubościenne o dużej wytrzymałości mechanicznej naczynia, zwane
garnkami.
Przebieg pracy na prasie składa się z pięciu operacji: ogrzania prasy, napełniania garnków
miazgą kakaową, tłoczenia, zniesienia nacisku na garnki i płyty, wyładowania kuchów.
Garnki napełnia się za pomocą pompy miazgą kakaową.
Po napełnieniu włącza się pompy w celu wytworzenia ciśnienia
Ciecz zastosowana w prasie (olej maszynowy) ciśnie wtedy na tłok, a tłok główny z kolei
naciska na płyty, które wciskają się w garnki i powodują wytłoczenie tłuszczu przez stalowe
siatki filtracyjne.
Początkowo wydziela się niewiele tłuszczu, lecz po paru minutach osiąga się maksimum
wydajności, a w końcu stopniowe jej zmniejszanie.
Koniec tłoczenia następuje przy niewielkim spływie tłuszczu, gdy ciśnienie cieczy w pompie
osiągnie 500 kg/cm2 oznaczone ma tarczy manometru czerwoną kreską.
286
Ciśnienie wywierane ma miazgę kakaową jest wtedy większe, gdyż średnica garnków i płyt
jest na ogół mniejsza aniżeli tłoka głównego.
Po zakończeniu tłoczenia tłuszczu kakaowego należy koniecznie doprowadzić ruchome części
prasy do pierwotnego położenia.
Tłuszcz kakaowy dla celów farmaceutycznych i kosmetycznych a także i eksportowych, trzeba
przed zastygnięciem przefiltrować w specjalnych urządzeniach zaopatrzonych w gęste
ogrzewane filtry.
Otrzymywanie Mas Czekoladowych
Masami czekoladowymi nazywają się mieszaniny miazgi kakaowej z cukrem-pudrem z
dodatkiem tłuszczu kakaowego, waniliny i lecytyny — doprawione lub nie doprawione
różnymi substancjami smakowo-zapachowymi jak: mlekiem w proszku, kawą mieloną, miazgą
migdałową lub orzechową, całymi lub połamanymi orzechami, migdałami itp.
Jest to skończony, gotowy półprodukt do formowania czekolady pełnej (twardej), czekolady z
dodatkami, czekolady piankowej lub stanowi gotową masę do formowania czekolady
nadziewanej, albo oblewania wyrobów cukierniczych, przyjmujący w ostatnich dwu
przypadkach specjalną nazwę kuwertury.
Każdemu rodzajowi czekolady i kuwertury odpowiada inna masa czekoladowa, różniąca się
wzajemnym stosunkiem miazgi kakaowej do cukru-pudru i tłuszczu kakaowego oraz różną
ilością dodanych substancji! Smakowo-zapachowych.
Mieszanie mas czekoladowych
Po dokładnym zważeniu wszystkich przewidzianych dla danej masy czekoladowej składników,
należy je wymieszać.
Do mieszania mas czekoladowych stosuje się najczęściej mieszarki lub gniotowniki obiegowe
Gniotowniki obiegowe należą do .najstarszych urządzeń i stanowią jeszcze dzisiaj wyposażenie
zakładów cukierniczych.

287
Mają one wszechstronne zastosowanie do mieszania, zagniatania i rozcierania różnych
półproduktów. Przed uruchomieniem gniotownika należy włączyć ogrzewanie i doprowadzić
dno misy do temperatury 40°C.
Do tej samej temperatury należy ogrzać misę i tłuszcz kakaowy, a także cukier-puder, który
najlepiej przechowywać, podobnie jak miazgę kakaową, w ogrzewanych zbiornikach.
Po podniesieniu granitowych wałków ładuje się podgrzane składniki, uruchamia dno i
opuszcza wałki.
W czasie obrotu dna wałki ugniatają, rozcierają i mieszają naprowadzaną pod nie masę
czekoladową.
Rozcieranie odbywa się na skutek różnicy pomiędzy stałą prędkością obrotową każdego
punktu na obwodzie wałków a zmienną prędkością obwodową dna gniotownika, zależną od
odległości od osi.
Mielenie mas czekoladowych (walcowanie)
W wyniku mieszania masa czekoladowa uzyskuje miękką, ciastowatą konsystencję i w
zależności od zastosowanych urządzeń mniej lub więcej jednolitą. Występują w niej jednak
stałe cząstki masy kakaowej, a szczególnie cukru o średnicy większej, aniżeli 25 mikronów, a
więc wyczuwalne ma języku w postaci ziarnistości. Jedną z najważniejszych cech
jakościowych dobrej czekolady jest jej gładkość i rozpływanie na języku. Trzy czwarte cukru-
pudru i ok. 10% miazgi kakaowej ma grube, wyczuwalne cząstki o średnicy ponad 25
mikronów. Ażeby je rozdrobnić do wielkości poniżej granicy wyczuwalności, .stosuje się
powszechnie mielenie mas czekoladowych na młynach wielowalcowych, najczęściej
pięciowalcowych " W czasie mielenia na walcach w masach czekoladowych zachodzi wiele
korzystnych przemian chemicznych i fizycznych, jak
- odparowanie wody i lotnych kwasów, utlenianie substancji garbnikowych i związane z tym
złagodzenie zbyt gorzkiego smaku.
Mielenie mas czekoladowych jest bardzo podobne do mielenia śruty namiazgę kakaową z tym
jednak, że na skutek dodania cukru-pudru zwiększasię znacznie ścierność masy i mielenie
przebiega intensywniej. Właściwa regulacja odstępu pomiędzy walcami ma decydujący wpływ

288
nią grubość przemiału, a więc i na jakość czekolady. W starych młynach pięciowalcowych
regulacja odstępu pomiędzy walcami jest uciążliwa i niedokładna. W nowoczesnych młynach
stosuje się regulację hydrauliczną. Im mniejsza jest szczelina pomiędzy walcami, tym
dokładniejsze i bardziej miałkie następuje zmielenie cząstek cukru i miazgi kakaowej, a także
mleka w proszku.
Wydajność nowoczesnych młynów pięciowalcowych w zależności
od stopnia przemiału wynosi 150—400 kg/godz.
Jakość masy czekoladowej otrzymywanej z młyna pięciowalcowego w bardzo dużym stopniu
zależy od prawidłowej i gładkiej powierzchni walców. Wraz z upływem czasu walce ścierają
się w sposób nierównomierny.
Silniej w środku, aniżeli po bokach tworząc w środku szerszą szczelina
Powtórne mieszanie
W celu uzyskania czekolad wysokogatunkowych lub przy posługiwaniu się grubo zmieloną
miazgą kakaową i grubym cukrem-pudrem należy stosować, co najmniej dwukrotne
walcowanie.
Przy używaniu młynów z walcami granitowymi należy wprowadzić pięciokrotne walcowanie.
Ponieważ na młyny walcowe najlepiej nadaje się masa o konsystencji ciastowatej, trzeba
uprzednio sypką masę z pierwszego walcowania wymieszać z tłuszczem kakaowym w ilości
3—4% w stosunku do ilości masy, aby ponownie uzyskać konsystencję ciastowatą. Niektórzy
fachowcy zalecają pomiędzy pierwszym walcowaniem a drugim mieszaniem stosować
dodatkową fazę tzw. „wypacanie". Polega to na ustawieniu płytkich wanienek bez pokrywy z
płatkami masy czekoladowej do cieplarki ogrzewanej do temperatury 55-65°C na przeciąg 36-
48 godzin w celu dalszego wyparowania wody.
Można wtedy skrócić drogi proces konszowamia, gdyż masa osiąga wcześniej właściwą
lepkość.

289
Obecnie w Polsce stosuje się ogrzewane zbiorniki, ale nie w celu odparowywania, lecz
przetrzymywania mas czekoladowych w konsystencji płynnej.
Drugie mieszanie przeprowadza się analogicznie jak pierwsze, a więc najczęściej w
mieszarkach w temperaturze 40—45 °C w czasie 10 do 20 minut aż masa stanie się miękka i
ciastowatą.
Powtórne mielenie (walcowanie)
Powtórne walcowanie przeprowadza się na młynie pięciowalcowym tak samo jak pierwotne z
tą różnicą, że zmniejsza się odstępy pomiędzy walcami.
W czasie powtórnego walcowania zachodzą takie same.
Zmiany fizyczne i fizykochemiczne, jak przy pierwszym walcowaniu.
Tak samo masa czekoladowa opuszcza młyn w postaci sypkich płatków.
Proces walcowania przebiega w temperaturze 32—34°C.
Wydajność młynów pięciowalcowych przy drugim walcowaniu wynosi średnio ok. 200
kg/godz.
Konszowanie
Masy czekoladowe do produkcji czekolad deserowych i kuwertur wymagają jeszcze jednej
końcowej operacji, zwanej od urządzeń, w których się ją przeprowadza - konszowanie m.
Proces konszowania polega na długotrwałym, trwającym 72 godziny, intensywnym mieszaniu,
połączonym z przerzucaniem
mas czekoladowych w temperaturach najczęściej od 55 do 90°C rzadziej do 105°C. Celem
konszowania jest otrzymanie jednolitej, homogenizowanej i emulgowanej, smacznej i
aromatycznej, rozpływającej się w ustach czekolady lub kuwertury. Proces konszowania jest
jednym z najczęściej -badanych, ale jednocześnie najmniej poznanych procesów produkcji
czekolady.
290
Konsekwencją tego jest bardzo duża ilość sposobów konszowania i różnorodność urządzeń.
Można stwierdzić, że każda fabryka czekolady prowadzi ten proces ma swój sposób, stosując
odmienne parametry konszowania
W czasie konszowania masy czekoladowe ulegają licznym zmianom fizycznym i chemicznym,
z których znaczna część przebiegała już częściowo w poprzednich fazach, począwszy od
prażenia. Do najważniejszych należy:
- zmniejszenie zawartości wody,
- zmniejszenie lepkości,
-zmniejszenie zawartości kwasów lotnych,
-zmniejszenie ilości garbników,
- zwiększenie zawartości substancji barwnych,
- poprawa jednorodności masy przez emulgowanie składników
(masy kakaowej, cukru-pudru i tłuszczu kakaowego),
-zaokrąglenie cząstek fazy stałej,
Wymienione cechy w różny sposób wpływają na jakość czekolady. Jedne z nich decydują o
konsystencji, inne zaś o smaku i zapachu.
Pod koniec konszowania dodaje się etylowanilinę oraz w celu zmniejszenia lepkości lecytynę.
Zawartość wody na skutek konszowania spada średnio o ok. 40%, a kwasowość obniża się o
ok. 25% i w związku z tymi zmianami i dalszym rozdrobnianiem oraz zaokrągleniem i
emulgowaniem składników spada także lepkość mas czekoladowych

291
Przygotowywanie mlecznych mas czekoladowych
Mleczne masy czekoladowe produkuje się z miazgi kakaowej, cukru-pudru, tłuszczu
kakaowego i pełnotłustego mleka w proszku, rzadziej z mleka kondensowanego pełnego
zagęszczonego z dodatkiem cukru do zawartości ok. 10% wody.
Ponieważ mleko w proszku zawiera tylko 25% tłuszczu, podczas gdy miazga kakaowa średnio
ok. 55%, dlatego masy czekoladowe mleczne wymacają dodatku większej ilości tłuszczu
kakaowego, aniżeli inne masy czekoladowe i to tym więcej, im więcej dodaje się mleka w
proszku
Wysoka i długo działająca temperaturą szczególnie w środowisku kwaśnym miazgi kakaowej,
ma szkodliwy wpływ na tłuszcz i białko mleka. Dlatego czekolady mleczne należy inaczej
sporządzić aniżeli inne gatunki czekolady. Zasadą ogólną jest stosowanie niskich temperatur
we wszystkich fazach obróbki posługiwanie się konszami tylko w celu wymieszania i
emulgowania składników w temperaturze do 60°C i to przez krótki czas.
Przy stosowaniu wysokich temperatur konszowania masy czekoladowo mleczne, stają się coraz
bardziej gęste, chropowate i niesmaczne.
Czekoladę mleczną można podzielić na dwie części: pierwsza składającą się z masy kakaowej,
cukru-pudru i tłuszczu kakaowego — a więc pełną, deserową, ciemną, którą należy
przygotować w sposób wyżej opisany, i drugą składającą się z tłustego mleka w proszku,
cukru-pudru i tłuszczu kakaowego, o takiej kompozycji, aby skład t j. zawartość tłuszczu i oraz
konsystencja były zbliżone do części deserowej.
Tę część nazywa się pastą mleczną.
Sporządzenie pasty mlecznej o zbliżonym składzie chemicznym i konsystencji z pierwszą,
pełną częścią masy czekoladowej umożliwia sporządzenie dowolnej czekolady mlecznej.
Składniki pasty mlecznej należy wymieszać najlepiej w gniotowniku obiegowym, a następnie
dwukrotnie walcować.
Pasta mleczna może być bez obawy zepsucia przechowywana przez pare miesięcy.

292
Tak otrzymaną pastę mleczną wystarczy wymieszać z pierwszą normalnie przygotowaną masą
czekoladową w gniotowniku obiegowym lub mieszarce, aby uzyskać masę czekoladową
mleczną.
Właściwości mas czekoladowych
Masy czekoladowe są typowym półproduktem cukierniczym po zakończonym procesie
konszowania przekazuje się je do formowania
Mają one przyjemny, charakterystyczny smak
i zabarwienie. W temperaturze poniżej 35°C są gęstą cieczą, nadającą się do transportu
hydraulicznego przy pomocy pomp i ogrzewanych przewodów.
Jedną z najważniejszych cech mas czekoladowych jest ich lepkość.
Zależy ona od ilości zawartej w nich wody, tłuszczu i lecytyny oraz od ich 'temperatury.
Lepkość, inaczej tarcie wewnętrzne (pojęcie odwrotne płynność), mas czekoladowych ma
decydujące znaczenie w procesie produkcji czekolady, a .przede wszystkim w fazie
formowania i przy rozwiązywaniu nowoczesnego transportu wewnętrznego.
Poznanie wpływu różnych czynników na lepkość mas czekoladowych jest nieodzownym
warunkiem prawidłowego kierowania procesami produkcji czekolady. Im wyższa jest
zawartość tłuszczu — tym mniejsza lepkość, a im wyższa zawartość wody tym większa
lepkość mas czekoladowych.
Wzrost temperatury i dodatek lecytyny zmniejsza lepkość.
Dodatek lecytyny jest powszechnie stosowanym sposobem zmniejszania lepkości mas
czekoladowych, szczególnie przeznaczonych do produkcji kuwertur.
Na ogół stosuje się dodatek w ilości do 3 kg na l tonę (do 0,3%).
Większe ilości już tylko nieznacznie zmniejszają lepkość, a mogą na skutek towarzyszących
substancji pogorszyć zapach i smak czekolady.
Zmniejszenie lepkości mas czekoladowych możnaosiągnąć przez:

293
1) obniżenie zawartości wody w masie czekoladowej' (prażenie w wyższych temperaturach,
mielenie na młynach wielowalcowych, długotrwałe konszowanie w wyższych temperaturach,
stosowanie próżniowego "mieszania lub konszowania),
2) zwiększenie zawartości tłuszczu kakaowego, ale jest to sposób drogi i inie
zawsze pożądany przez konsumentów,
3) podwyższenie temperatury; przy przestrzeganiu właściwych warunków
przygotowania mas czekoladowych do formowania, jest to sposób o bardzo
ograniczonych możliwościach,
4) dodatek lecytyny w ilości do 0,3%.
Ciężar właściwy masy czekoladowej przed konszowaniem wy-
nosi średnio ok. 1,30, a po konszowaniu ok. 1,27.
Spadek ciężaru właściwego masy czekoladowej spowodowany jest długotrwałym
przerzucaniem i napowietrzaniem masy w czasie konszowania.
Formowanie wyrobów czekoladowych
Po wykonszowaniu masy czekoladowe przekazywane są do formowania przez zbiorniki
pośrednie ogrzewane i zaopatrzone w mieszadła, z których pobierane są odpowiednie ilości
potrzebne do produkcji.
Nowoczesny przemysł czekoladowy stosuje do formowania czekolady agregaty o ciągłym
systemie pracy różnych konstrukcji.
Pierwszą fazą poprzedzającą formowanie wszelkich wyrobów czekoladowych jest
temperowanie mas czekoladowych.
Temperowanie mas czekoladowych
Proces temperowania mas czekoladowych jest ściśle związany z właściwościami tłuszczu
kakaowego, a szczególnie z jego wrażliwością ma najmniejsze nawet zmiany temperatury.

294
Masy czekoladowe zawierają średnio od 30 do 35% tłuszczu kakaowego i dlatego jego
właściwości tak bardzo wpływają na jakość czekolady.
Tłuszcz kakaowy różni się pod wieloma względami od pozostałych rodzajów tłuszczów przede
wszystkim swoją konsystencją. W temperaturze 20°C jest twardy, kruchy i ma muszlowy
przełom. Tłuszcz kakaowy zachowuje swoją twardą konsystencję nawet w pobliżu temperatury
topnienia.
W podanych poniżej temperaturach tłuszcz kakaowy zmienia swój stan skupienia:
Temperatura topnienia początkowa -31-34°C,
Temperatura topnienia końcowa - 33-36°C,
Temperatura krzepnięcia -23-28°C.
Tłuszcz kakaowy jest mieszaniną glicerydów różnych kwasów tłuszczowych. Ochłodzony do
temperatury poniżej 20°C krystalizuje, stając się twardym i kruchym.
Właściwość tę przejmuje bogata w tłuszcz kakaowy masa czekoladowa.
Tłuszcz kakaowy ma również właściwość przechładzania się, tj. występowania w stanie
płynnym w temperaturze o 10° niższej, niż wynosi jego temperatura krzepnięcia, jeśli nie ma
zarodka krystalizacji.
Po upływie jednak pewnego czasu zaczyna mętnieć, jednak krystalizacja nie przebiega
równomiernie, lecz w formie ^rozrzuconych gruzełkowatych ośrodków.
Ta właściwość przechładzania, zestalania się w bezpostaciowej formie utrudnia proces
formowania wyrobów czekoladowych, nakazuje prowadzenie go w specjalnych, trudnych
warunkach i powoduje występowanie typowych wad wyrobów czekoladowych: szarobiały
nalot na powierzchni i torfiasty przełom.
Masa czekoladowa rozlewana do form w temperaturze procesu konszowania (40—90°) i
pozostawiona do zastygnięcia w temperaturze pokojowej (20—25°) będzie miała oprócz
białoszarego nalotu i torfiastego przełomu gruzełkowatą strukturę. Gruzełki te składać się będą
ze stałych cząstek masy czekoladowej powiązanych kryształami tłuszczu. Na języku zamiast

295
delikatnego rozpływania się cząstki czekolady odczuwa się nieprzyjemne w dotyku gruzełki,
które są nawet widoczne nie uzbrojonym okiem.
Wady spotykane w strukturze (gruzełkowatość i torfiasty przełom) oraz w postaci matowej,
szarej, siwej powierzchni wyrobów czekoladowych związane są występowaniem tłuszczu
kakaowego, w różnych odmianach krystalicznych.
Celem temperowania jest osiągnięcie w masach czekoladowych w momencie formowania w
przeważającej ilości najbardziej trwałej odmiany krystalicznej tłuszczu kakaowego i
jednocześnie w postaci kryształów o możliwie najmniejszych wymiarach (analogia do pomady
cukierniczej).
Oprócz uzyskania wyrobów z połyskiem na skutek występowania trwałej odmiany
krystalicznej tłuszczu kakaowego tabliczki czekolady mają również lepszą konsystencję oraz
łatwiej wychodzą z form.

296
SCHEMAT PRODUKCJI KUWERTURY NATURALNEJ
Tłuszcz kakaowy
Miazga kakaowa
Cukier Mleko w proszku Lecytyna
Etylo- wanilina
Cukier puder
Mielenie cukru
Mieszanie
Konszowanie
Walcowanie
Temperowanie
Kuwertura naturalna

297
ROZDZIAŁ 27 GALARETKI
Produkcja i zastosowanie galaretek ciastkarskich
1. Galaretki- są to półsztywne masy żelowe których środkiem żelującym są następujące substancje : - żelatyna - pektyna - agar - karagen
2. Żelowanie czyli tworzenie się galarety jest charakterystyczne dla wszystkich substancji
żelujących. Zjawisko to jest wynikiem działania składnika tych substancji - koloidu. Zjawisko
żelowania nazywamy koagulacją.
27

298
3. Galaretka agarowa
Agar- jest to substancja żelująca otrzymana z wodorostów morskich alg a)Proces technologiczny: - namoczenie agaru - połączenie roztworu agaru z cukrem i syropem ziemniaczanym w ilości przewidującej przez recepturę - gotowanie mieszaniny - ochłodzenie mieszaniny - dodanie substancji smakowo zapachowych i barwiących - przeznaczenie do produkcji

299
SCHEMAT PRODUKCJI GALARETKI AGAROWEJ
Agar
Woda
Cukier Syrop ziemn.
Kwasek cytr.
Substancja smak. – zap.
Barwniki
Moczenie
Płukanie
Rozpuszczanie
Doprawianie roztworu
Ogrzewanie
Chłodzenie roztworu
Gotowanie roztworu
Nalewanie do form
Oblewanie wyrobów

300
4. Galaretka żelatynowa
Żelatyna - to substancja żelująca otrzymywana z kolagenu białka tkanki łącznej pochodzenia
zwierzęcego
a) Proces technologiczny:
- namoczenie żelatyny ( 2 - 3 min.) w przegotowanej i ochłodzonej wodzie
- rozpuszczenie cukru w wodzie
- podgrzanie roztworu cukrowego do momentu wrzenia
- połączenie roztworu cukrowego i żelatynowego
- mieszanie do momentu połączenia składników i całkowitego rozpuszczenia.
- dodanie środków smakowo zapachowych i barwiących.
5. Galaretka karagenowa
Karagen - to substancja żelująca otrzymywana z połączenia wodorostów morskich
poławianych u wybrzeży Kanady, Filipin, Indonezji.
a) Proces technologiczny:
- wymieszanie i wsypanie do kotła karagenu, cytrianu potasu, kwasu cytrynowego i cukru
- zalanie składników gorącą wodą przy ciągłym mieszaniu
- mieszanie do momentu całkowitego rozpuszczenia składników
- ochłodzenie do temperatury 30°C
- przeznaczenie do produkcji

301
WYROBY GOTOWE W
CIASTKARSTWIE

302
ROZDZIAŁ 29 WYROBY Z CIAST DROŻDŻOWYCH
Wyroby z ciast drożdżowych
• Ciastka drożdżowe.
Ciastka drożdżowe, otrzymuje się z ciasta drożdżowego. Mogą być nieprzekładane lub
przekładane masą serową, makową, orzechową, marmoladą, dżemem itp. Do ich produkcji
można również stosować dodatek owoców z syropu, rodzynków, migdałów i fig. Ciastka
drożdżowe wykończa się glazurą, galaretką, cukrem pudrem, kruszonką, makiem, orzechami,
migdałami, owocami świeżymi, skórką pomarańczową. Można je produkować w różnych
kształtach i gramaturze, której wielkość zależy od składu surowcowego
• Ciastka nieprzekładane.
Typowym przykładem ciastek drożdżowych nieprzekładanych są tzw.briosze. Z uwagi
na dość bogaty skład surowcowy tych wyrobów konieczne jest sporządzanie ciasta
drożdżowego metodą dwufazową. Sporządzając briosze otrzymane ciasto drożdżowe należy
dzielić na kęsy o określonej masie i nadawać im okrągły kształt.
Uformowane kęsy ciasta układa się na posmarowane tłuszczem blachy. Następnie
poddaje się końcowej fermentacji. Po wyrośnięciu powierzchnię kęsów ciasta należy
posmarować masą jajową, posypać kruszonką i naciąć. Nacinać można w różny sposób,
29

303
zarówno powierzchnię górną, jak i boczną. Dalszą operacją jest wypiek w piecu o temp. 200-
220 C w czasie ok. 10 min.
• Ciastka przekładane.
Tego typu ciastka produkuje się z ciasta drożdżowego o luźnej konsystencji. Do ich
przekładania stosuje się: masę makową, serową, orzechową, marmoladę, jabłka prażone itp.
Ciastka te po wypieczeniu wykończa się glazurą.
Mimo stosowania różnych mas do przekładania ciastek przebieg procesu
technologicznego jest w każdym przypadku jednakowy.
Przygotowane ciasto drożdżowe należy podzielić na kęsy o masie ok.5 kg, a następnie
rozwałkować w kształcie wydłużonego prostokąta szerokości do 30 cm. i grubości 3-5 mm. Na
przygotowany w ten sposób płat ciasta nakłada się masę makową, rozsmarowując ją wzdłuż na
2/3 powierzchni płatu ciasta. Grubość warstwy naniesionej masy makowej powinna wynosić 2-
3 mm. Następnie do połowy posmarowanej masą makową powierzchni zakłada się pas ciasta
wolny od masy. Drugą zaś połowę posmarowanej powierzchni nakłada się na złożoną
uprzednio część.
W celu lepszego sklejenia na brzegu ostatniej nakładanej warstwy ciasta można go
zwilżyć mlekiem lub wodą. Uzyskany w ten sposób przekładaniec wyrównuje się przez
delikatne spłaszczenie, wyrównanie powierzchni i nieznaczne wydłużenie. Uformowany rulon
ciasta, szerokości ok.100mm i grubości 20mm,kraje się w poprzek na kęsy szerokości ok.40
mm, które układa się w odstępach 5-6 cm. na posmarowane tłuszczem blachy. Kęsom tym
można nadawać różne kształty, stosując nacinanie powierzchni bocznych lub nacięcia
pośrodku, a następnie przeplatanie, skręcanie itp.
Uformowane i ułożone na blachy kęsy poddaje się końcowej fermentacji, po czym ich
powierzchnię smaruje się masą jajową i wypieka w piecu o temp.200-220°C. Po wypieku
powierzchnię ciastek należy smarować glazurą.

304
• Ciastka nadziewane jagodami.
Przygotowane ciasto dzieli się na kęsy o masie ok. 50g ,po czym rozwałkowuje się je
do grubości 3-5mm,w kształcie owalnych placuszków. Na środku rozwałkowanych kęsów
ciasta nakłada się nadzienie uprzednio przygotowane, tj. jagody wymieszane z cukrem. Po
nałożeniu nadzienia brzegi placuszków zwija się, łącząc je ze sobą i zaciskając końcem
uformowanych ciastek. W celu lepszego połączenia się ciasta brzegi można smarować jajem
lub mlekiem.
Uformowane ciastka układa się w odstępach 40-60mm na posmarowane blachy
tłuszczem. Po fermentacji końcowej powierzchnię ciasta smaruje się masą jajową, po czym
ciastka wypieka się w piecu o temp.200-220°C. Wypieczone smaruje się glazurą. Tego typu
wyroby można również wykończać cukrem, posypując ich powierzchnię posmarowana jajami,
bezpośrednio przed wypiekiem.
• Ciastka nasączane ponczowe.
Inny rodzaj wyrobów drożdżowych stanowią ciastka ponczowe. Produkuje się je z
ciasta drożdżowego o bardzo luźnej konsystencji. Mają one kształt form, w których zostały
wypieczone. Charakterystyczną ich cechą jest duża wilgotność miękiszu wynikająca z
nasączenia syropem. Mogą być wykończone galaretką, kremem russel, pomadą lub polewą
kakaową. Produkcja ciastek ponczowych odbywa się w dwóch podstawowych fazach:

305
- sporządzanie korpusów z uprzednio przygotowanego ciasta,
- wykańczanie.
Skład surowcowy ciasta drożdżowego przeznaczonego do produkcji korpusów na
ciastka ponczowe różni się zasadniczo od składu surowcowego pozostałych ciast drożdżowych.
Zwiększenie dodatku cukru do ciasta powoduje wzrost jego lepkości, co w danym przypadku
jest niewskazane. Ciasto takie w czasie wypieku bardziej przylega do form i dlatego trudniej
jest wyjmować wypieczone korpusy, zaś powierzchnia takich korpusów jest chropowata i nie
jednolita. Nie zależnie od tego zwiększenie dodatku cukru do ciasta nie jest konieczne,
ponieważ odpowiedni słodki smak uzyskuje ciasto przez nasączanie syropem wypieczonych
korpusów. Natomiast większy dodatek tłuszczu korzystnie wpływa na jednolitość i gładkość
powierzchni oraz ułatwia wyjmowanie z foremek wypieczonych korpusów.
Ciasto drożdżowe przeznaczone do produkcji korpusów ponczowych należy sporządzać
metodą dwufazową polegającą na przygotowaniu rozczynu, a następnie ciasta. Przygotowane
ciasto drożdżowe o bardzo luźnej konsystencji należy dobrze wyrobić, po czym wyciskać do
1/3 wysokości posmarowanych tłuszczem foremek, za pomocą woreczka zakończonego
gładkim, okrągłym zdobnikiem. Foremki wypełnione ciastem ustawia się na blachy w

306
odstępach 2-3 cm, aby poddać kęsy końcowej fermentacji przed wypiekaniem w piecu o
temp.ok.200°C.
Wypieczone korpusy ponczowe wyjmuje się z foremek, najlepiej bezpośrednio po
wypieku. Następnie korpusy nasącza się syropem cukrowym z dodatkiem spirytusu i esencji,
ogrzanym do określonej temperatury. Temperatura syropu zależy od świeżości korpusów. Im
świeższe korpusy, tym temperatura syropu powinna być niższa. Nasączając korpusy
bezpośrednio po wypieku należy stosować syrop cukrowy o temp.ok.50°C. W innych
przypadkach temperatura syropu powinna wynosić 70-80°C. Operacja nasączania polega na
zanurzaniu korpusów w ogrzanym syropie, a następnie wyjęciu i ułożeniu na siatce w celu
odsączenia nadmiernej ilości syropu. Powierzchnia prawidłowo nasączonych korpusów przy
lekkim nacisku powraca do pierwotnego położenia. Korpusy nadmiernie nasączone lub
nasączone zbyt gorącym syropem nie zachowują nadanego im kształtu i rozpadają się.
Nasączone korpusy ponczowe wykończa się kremem russel za pomocą woreczka
zakończonego okrągłym, gładkim lub karbowanym zdobnikiem. Krem wyciska się do
znajdującego się pośrodku korpusu wgłębienia. Dodatkowo na krem można układać owoce z
syropu. Ciasta ponczowe mogą być również wykończane galaretką, pomadą lub polewą
kakaową. Półprodukty te stosuje się do oblewania powierzchni nasączonych korpusów
ponczowych. Zdobienie kremem i owocami wykonuje się podobnie jak w przypadku korpusów
nieoblewanych.
Właściwa jakość ciastek ponczowych w znacznym stopniu zależy od jakości korpusów
i od zawartości cukru w syropie użytym do ich nasączania.
Do grupy ciastek nasączanych należą sewanki. Ciasto sporządza się podobnie jak
ciastka ponczowe. Gotowe ciasto nakłada się lub wyciska do foremek posmarowanych
tłuszczem i poddaje końcowej fermentacji, a następnie wypieka w piecu o temp. 200°C. Formy
mogą być karbowane lub gładkie, takie jak do wypieku korpusów z ciasta kruchego.
Wypieczone korpusy nasącza się syropem cukrowym z dodatkiem rumu, cytryn lub
pomarańczy.
Powierzchnię ciastek można oblewać gorącym dżemem owocowym z dodatkiem
środków żelujących, galaretką, pomadą lub polewą kakaową .Dodatkowo można dekorować
kremami, owocami, orzechami lub migdałami.

307
• Pączki
Oddzielnym rodzajem ciastek są pączki, które różnią się od innych wyrobów
drożdżowych kształtem, wyglądem zewnętrznym i specyficznym smakiem, wynikającym
przede wszystkim ze sposobu obróbki termicznej. Pączki otrzymuje się z ciasta drożdżowego
przez nadziewanie go marmoladą, dżemem lub konfiturami owocowymi, smażenie w smalcu,
wykończanie glazurą lub cukrem pudrem.
Pączki sporządza się z ciasta drożdżowego o luźnej konsystencji, metodą dwufazową ,z
zaparzeniem części mąki lub bez zaparzania. Zaleca się produkowanie pączków z ciasta
drożdżowego z zaparzaniem, ponieważ wyroby mają wówczas lepszy smak i zapach oraz
większą objętość. W wyrobach takich proces czerstwienia przebiega wolniej. Otrzymane ciasto
drożdżowe dzieli się na kęsy o masie ok. 50 kg. Na kęsy ciasta nakłada się nadzienie za
pomocą woreczka zakończonego gładkim, okrągłym zdobnikiem. Następnie formuje się
pączki, nadając im okrągły kształt i zawijając jednocześnie nadzienie. Zawijać należy w ten
sposób, aby brzegi ciasta były dokładnie i mocno zaciśnięte, a nadzienie nie było widoczne
przez warstwę ciasta. Ważny jest właściwy dobór konsystencji i temperatury nadzienia.

308
Konsystencja nadzienia powinna być zbliżona do konsystencji ciasta. W przypadku twardego
nadzienia i ciasta o luźnej konsystencji w procesie formowania często nadzienie przebija ciasto.
Nadzienie o bardzo luźnej konsystencji utrudnia formowanie pączków. Temperatura nadzienia
powinna wynosić ok.30°C.
Uformowane pączki układa się w odstępach 6-8 cm na deskach pokrytych płótnem i
posypanych mąką. Następnie pączki należy spłaszczyć i poddać końcowej fermentacji w
temp.ok.35°C, najlepiej w komorze fermentacyjnej ze względu na możliwość zapewnienia
optymalnej wilgotności powietrza wynoszącej w tym przypadku 80-85%. Zapewnienie
właściwej wilgotności powietrza zapobiega tworzeniu się skórki na powierzchni pączków. W
przypadku braku komory fermentacyjnej oraz pomieszczenia o niskiej temperaturze pączki
należy przykrywać płótnem. Po wyrośnięciu pączki smaży się w tłuszczu o temp.160-170°C.
Do smażenia pączków należy stosować tłuszcz o dobrej jakości, nie wydzielający dymu
w procesie obróbki termicznej. Najlepszym do tego celu tłuszczem jest smalec, który można
ogrzewać nawet do temperatury 200°C.
Przed smażeniem pączków tłuszcz rozgrzewa się do momentu, aż przestanie się z niego
wydzielać para wodna i nie pojawi się nieduży, siny dym, świadczący o następowaniu rozkładu
tłuszczu. Podczas ogrzewania tłuszczu następuje parowanie zawartej w nim wody, natomiast
białka, niekiedy wchodzące w jego skład, ścinają się i osiadają na dnie naczynia. Nienagrzany
właściwie tłuszcz silnie pieni się. Podczas wolnego ogrzewania tworzy się mniej piany. Przed
przystąpieniem do smażenia należy sprawdzić temperaturę tłuszczu, która powinna
wynosić160-170°C. Można również sprawdzić temperaturę tłuszczu przez przeprowadzenie
próbnego smażenia jednego lub kilku pączków. W czasie zanurzania pączków temperatura
obniża się, do tego niezbędne jest ogrzewanie tłuszczu bez przerwy. Ażeby tłuszcz nie
ochładzał się zbyt szybko, a pączki w czasie ich wkładania do tłuszczu nie sklejały się,
konieczna jest większa ilość tłuszczu. Objętość ogrzanego tłuszczu powinna być 4-krotnie

309
większa niż smażonych jednorazowo pączków. Nie należy przegrzewać tłuszczu, ponieważ
wówczas pączki bardzo szybko kolorują, mimo że miękisz nie jest jeszcze dostatecznie
wypieczony.
Natomiast stosowanie do smażenia tłuszczu o niskiej temperaturze powoduje
wolniejsze parowanie wody zawartej w cieście, a proces smażenia przedłuża się. W
konsekwencji wyroby silnie nasiąkają tłuszczem, co ujemnie wpływa na ich walory smakowe.
Do smalcu ogrzanego do temperatury 160-170°C należy wkładać pączki zawinięciem
do góry, ponieważ ta strona jest bardziej rozciągliwa. W pierwszej fazie smażenia następuje
zwiększenie objętości pączków i dlatego nie należy ich zbyt ciasno układać w patelni. Smażyć
należy do momentu uzyskania jasnobrązowej barwy, po czym, za pomocą patyczka, odwrócić
je i smażyć dalej, aż do uzyskania jednolitego zabarwienia całej powierzchni pączków. Czas
smażenia wynosi 3-5 min.
Smażone pączki wyjmuje się za pomocą specjalnej siatki wkładanej do patelni przed
rozpoczęciem smażenia. Następnie przeprowadza się glazurowanie albo przez maczanie
pączków w glazurze, albo przez smarowanie ich powierzchni glazurą za pomocą pędzla. Na
natłuszczonej powierzchni pączków glazura często nie utrzymuje się. Dlatego wskazane jest
przed glazurowaniem przetarcie powierzchni pączków szczotką umaczaną w mące.
W procesie smażenia pączków w cieście woda częściowo wyparowuje, a rozpuszczone
w niej związki przechodzą do tłuszczu. Oprócz tego w tłuszczu pozostają okruchy smażonych
pączków, zanieczyszczając go w ten sposób produktami spalania. W miarę smażenia barwa
tłuszczu ciemnieje, a smak staje się gorzkawy.
Osiadaniu, a następnie przypalaniu się mąki można częściowo zapobiec, stosując przy
dzieleniu i formowaniu olej roślinny zamiast mąki.
310
Do najczęściej występujących wad należy zaliczyć:
-otwieranie się pączków w procesie smażenia i wyciekanie nadzienia
-niewłaściwy kształt i objętość oraz nasiąkanie pączków tłuszczem
-niedokładne zwijanie ciasta lub zbyt luźna konsystencja nadzienia "otwieranie się" pączków w
czasie smażenia
-zbyt krótki rozrost końcowy powoduje kulisty kształt wysmażonych pączków o małej
objętości i niewykształconej strukturze miękiszu
-pączki o nadmiernym rozroście są płaskie, zapadnięte, z tendencją do nasiąkania tłuszczem
-zbyt niska temperatura smażenia również powoduje nasiąkanie pączków tłuszczem
-pączki zawierające małą ilość cukru i smażone w niskiej temperaturze są blade
-zbyt wysoka temperatura powoduje szybkie ciemnienie pączków w procesie smażenia i
niewysmażenie wewnątrz.
• Ciastka nieprzekładalne
Do tej grupy należą wyroby o różnych kształtach np., rogaliki, obwarzanki, precle.

311
Sporządzając te wyroby, ciasto półfrancuskie rozwałkowuje się na płat ok. 1,5 cm. i szerokości
ok. 25cm., a następnie w poprzek na paski ok. 1,5cm.
Pojedyncze paski skręca się w kształcie świdra. Czynność tę wykonuje się przy pomocy
obydwu rąk, skręcając końce paska, każdy w odwrotnym kierunku, a następnie formuje się w
kształcie np. precli, które następnie układa się na blachy posmarowane tłuszczem i odstawia do
wyrośnięcia w temp. ok. 30*C.
W przypadku rogali rozwałkowuje się ciasto na płat grubości ok. 0,5cm. i szerokości ok. 20cm.
Przygotowany w ten sposób płat ciasta należy krajać w trójkąty o podstawie ok.10cm.
Następnie trójkąty zawija się w rogale, zaczynając od ich podstawy do ich wierzchołka, lekko
przyciskając i wydłużając. Po zawinięciu końce zakręca się do środka, nadając kęsom ciasta
kształt rogali. Uformowane układa się na blachy posmarowane tłuszczem i odstawia do
wyrośnięcia.
Po zakończeniu fermentacji końcowej powierzchnie smaruje się masą jajową, a następnie
wypieka w temp. 200-220*C. Wypieczone wyroby glazuruje się za pomocą pędzla.
Z ciasta półfrancuskiego sporządza się także ciastka ze śliwkami. Produkcja ich polega na
rozwałkowaniu ciasta półfrancuskiego do grubości ok. 1,5cm. i ułożeniu go na blachy
posmarowane tłuszczem. Powierzchnię ciasta smaruje się masą jajową, a następnie układa się

312
na nich warstwę śliwek oczyszczonych z pestek i przekrajanych na dwie części. Śliwki należy
układać skórką do powierzchni ciasta. Po ułożeniu śliwek ciasto posypuje się cynamonem i
odstawia do wyrośnięcia, a następnie wypieka w temp. 180*C. Powierzchnię wypieczonego
ciasta należy pokryć glazurą, za pomocą woreczka zakończonego gładkim zdobnikiem, o małej
średnicy otworu. Glazurę nanosi w formie gęstej kratki po częściowym ochłodzeniu ciasta.
Ochłodzone i poglazurowane ciasto kraja się na kwadraty lub prostokąty.
• Babki drożdżowe.
Babki są to wyroby otrzymywane z ciasta drożdżowego, posiadające kształt form, w
których zostały wypieczone. Mogą być produkowane z dodatkiem lub bez dodatków
rodzynków, migdałów, orzechów i skórki pomarańczowej, wykańczane glazura lub cukrem
pudrem. Ciasto drożdżowe do produkcji babek należy sporządzać metodą dwufazową na
ciepło.
Otrzymane ciasto drożdżowe należy poddać fermentacji przez ok. 30-60min, stosując w tym
czasie przynajmniej jedno przebijanie. Następnie ciasto formuje się na kęsy o określonej
gramaturze i nakłada do form posmarowanych tłuszczem. W procesie dzielenia z ciasta zostaje
usunięty dwutlenek węgla i objętość kęsa zmniejsza się. Dlatego w celu wytworzenia się
odpowiedniej ilości dwutlenku węgla spulchniającego kęsy poddaje się fermentacji końcowej
w temp. 35-40*C przy wilgotności względnej powietrza ok. 75%.
W zależności od masy kęsów i efektywności drożdży fermentacja końcowa trwa 30-
60min. Zakończenie fermentacji poznaje się po znacznym zwiększeniu objętości kęsów.
Prawidłowo wyrośnięte kęsy powinny być w dotyku miękkie i puszyste.
Wypiek przeprowadza się w piecu o temp. 190-200*C. Przed wypiekiem formy rozstawia się
na blachach tak, aby nie stykały się ze sobą. Odległość między formami powinna wynosić co
najmniej 5 cm. Zapewnia to równomierne nagrzewanie się form i kęsów ciasta w czasie

313
wypieku i ułatwia uzyskanie równomiernego zabarwienia wszystkich powierzchni babek. W
zależności od masy kęsów czas wypieku jest różny: dla babek o masie0,25 kg wynosi 25-
30min, a o masie 0,5 kg. wynosi 50-55min.
Wypieczone babki wyjmuje się z form i układa na deskach. Po ochłodzeniu powierzchnię
górną i boczne pokrywa się cienką warstwą glazury ogrzanej do temp. 50-60*C.

314
315
Ciasto do produkcji babek drożdżowych należy sporządzić metodą dwufazową ”na
ciepło”. Jakość babek drożdżowych dużym stopniu zależy od ilości i rodzaju użytych do
produkcji ciasta dodatków w stosunku od ilości i jakości mąk.
Otrzymane ciasto drożdżowe należy poddać fermentacji prze okres 30-60 min, stosując
w tym czasie przynajmniej jednokrotne przebijanie ciasta, do którego dodaje się dużą ilość
cukru i tłuszczu. Następnie ciasto dzieli się na kesy o określonej gramaturze nakłada do form
posmarowanych tłuszczem.
W procesie dzielenia z ciasta częściowo zostaje usunięty dwutlenek węgla i objętość
kęsa zmniejsza się. Dlatego celu wytworzenia się odpowiedniej ilości dwutlenku węgla
spulchniającego ciasto kęsy poddaje się fermentacji końcowej w temp. 35-40°C przy
wilgotności powietrza około 75%. Utrzymanie podanej wilgotności powietrza zabezpiecza
powierzchnię górną kęsów przed nadmiernym wysychaniem i tworzeniem się skorupy
utrudniającej dalszy rozrost ciasta i nie powoduje pękania wyrobów w czasie wypieku.
Zakończenie fermentacji poznaje się po znacznym zwiększeniu objętości kęsów.
Prawidłowo wyrośnięte kęsy ciasta powinny być w dotyku lekkie i puszyste. Jeżeli przy
lekkim naciśnięciu powierzchnia kęsów ciasta nie powraca do pierwotnego położenia, oznacza
to, że fermentacja została zakończona i należy przystąpić do wypieku.
Wypiek przeprowadza się w piecu o temp. 190-200°C. Przed wypiekiem formy
rozstawia się na blachach tak, aby nie stykały się ze sobą. Odległość między formami powinna
wynosić, co najmniej 5 cm. Zapewnia to równomierne nagrzewanie się form i kęsów ciasta w
czasie wypieku i ułatwia uzyskanie równomiernego zabarwienia wszystkich powierzchni
babek. W zależności od masy kęsów ciasta czas wypieku jest różny: dla babek o masie 0,25 kg
wynosi 25-30 min, a o masie 0,5 kg wynosi 50-55 min.

316
Wypieczone babki wyjmuje się z form układa na deskach. Po ochłodzeniu
powierzchnię górną i boczne pokrywa się cienką warstwą glazury ogrzanej do temp. 50-60°C.
Należy pamiętać o nie przetrzymywaniu wypieczonych babek w formach, ponieważ powoduje
to ich zaparowanie, tj. rozmiękczanie skórki przez kondensat pary wodnej gromadzący się na
ściankach formy w procesie chłodzenia.
Przy produkcji wyrobów drożdżowych mogą wystąpić różne wady wynikające z
niewłaściwego prowadzenia procesu technologicznego. Należą do nich:
- pękanie powierzchni górnej w czasie wypieku spowodowane niedostatecznym
rozrostem kęsów ciasta lub wypiekiem przeprowadzonym w piecu o niskiej temperaturze;
- wyroby sztywne o bladej i popękanej skórce sporządzone z ciasta bez dodatku soli;
- skórka blada, bez koloru przy małym dodatku cukru;
- brunatna skórka, miękki, wilgotny lepki miękisz przy zbyt dużym dodatku cukru;
- skórka blada, z pęknięciami, kwaśny zapach na skutek prowadzenia procesu
fermentacyjnego, przerośnięcia ciasta;
- nierównomierna porowatość miękiszu spowodowana niestosowaniem przebijania
ciast;
- zakalec przy sporządzaniu wyrobów z ciasta o luźnej konsystencji i wypieku w piecu
o niskiej temperaturze.
• Placki.
Ciasto sporządzone metodą dwufazową ”na ciepło” dzieli się i formuje na kęsy w
kształcie owalu. Uformowane kęsy układa się na deski produkcyjne i odstawia do wyrośnięcia.
Następnie kęsy ciasta rozwałkowuje się w kształcie prostokąta i nakłada do formy lub na
blachy posmarowane tłuszczem. Poprzez wałkowanie zostaje usunięty dwutlenek węgla z
całej masy ciasta, co zapewnia właściwy rozrost ciasta w czasie fermentacji końcowej i
otrzymanie wyrobów o równomiernej porowatości miękiszu. Ciasto w formach podaje się
fermentacji końcowej w czasie 20-50 min w temp. 35-40°C i przy wilgotności względnej 75%.
Wyrośnięte dostatecznie ciasto smaruje się, za pomocą pędzla, masą jajową i posypuje
kruszonką. W czasie smarowania powierzchni placków należy zwracać uwagę na nie
zalewanie brzegów, ponieważ może to powodować przylepianie się ciasta do form w czasie
wypieku. Posmarowane i posypane kruszonką placki wypieka się w piecu o temp. 190-200°C,

317
po czym wyjmuje się z form lub zdejmuje z blach i po ochłodzeniu posypuje się cukrem
pudrem.
• Strucle makowe.
Ciasto drożdżowe, przeznaczone do produkcji strucli makowych, należy sporządzać
metodą dwufazową i o średniej konsystencji. Należy jednak pamiętać, aby konsystencja masy
makowej była zbliżona do konsystencji ciasta.
Do wyrobu strucli makowych stosuje się mąkę typ 650, ponieważ posiada dużą
zawartość i jakość glutenu oraz wilgotność; odpowiednia zawartość glutenu zapewnia
prawidłowy rozrost i kształt uformowanych strucli. W przypadku stosowania mąki o słabym
glutenie, w celu poprawienia fizycznych właściwości ciasta, wskazany jest dodatek soli do
ciasta w ilości 1% w stosunku do masy maki. Dodatek soli w takiej ilości zapewnia nie tylko
prawidłowy rozwój drożdży w procesie fermentacji ciasta, ale również poprawia jego
plastyczność i elastyczność.
W przeciwieństwie do soli cukier ma właściwości rozrzedzające ciasto. Stąd dodatek
jego nie powinien być wysoki. Dodatek cukru do ciasta w stosunku do ilości mąki wynosi
15%, zapewnia również uzyskanie właściwiej barwy wyrobów w czasie obróbki termicznej i
odpowiednich wartości smakowych.
Do ciasta przewidziany jest dodatek, zamiast całych jaj, samych żółtek, a do masy
makowej- dodatek miodu naturalnego, masła, migdałów, rodzynków oraz żółtek. Zarówno
dodatek do ciasta żółtek, jak również masła, miodu naturalnego oraz dodatek żółtek do masy
makowej opóźnia czerstwienie strucli.

318
Otrzymane ciasto drożdżowe dzieli się na kęsy o odpowiedniej masie, po czym
formuje w kształcie owalu i odstawia na deskach, wyłożonych płótnem, do wyrośnięcia.
Następnie kęsy ciasta rozwałkowuje się w kształcie prostaka grubości około5mm. Na
przygotowane w ten sposób kęsy ciasta nakłada się odważoną masę makową, którą
równomiernie rozprowadza się po powierzchni ciasta, pozostawiając dookoła nie pokryty
masą makową pas szerokości około 1,5 cm. Następnie formuje się strucle przez zwijanie w
rulon pokrytych masą makową kęsów ciasta. Zwijanie należy przeprowadzić w taki sposób,
aby masa makowa ze wszystkich stron pokryta została ciastem. Uformowane strucle zawija się
w papier posmarowany tłuszczem. Zarówno miejsce złączenia ciasta, jak i obydwa końce
papieru, po ułożeniu na blachach, powinny znajdować się od spodu strucli. Zawiniętym w
papier struclom należy pozostawić wolną przestrzeń niezbędną do uzyskania właściwej
objętości w czasie końcowej fermentacji. Pozostawienie zbyt małej wolnej przestrzeni między
powierzchnią strucli i papierem powoduje, oprócz nadmiernego wydłużenia, również ich
pękanie podczas wypieku. Natomiast zbyt luźne zawinięcie strucli w papier powoduje
powstanie pustych przestrzeni między skórką a masą makową. Prawidłowe zawinięcie strucli
w papier wpływa na właściwy kształt, objętość strukturę.

319
Przygotowane w ten sposób i ułożone na blachach, w odstępach 6-8 cm, strucle
poddaje się fermentacji końcowej, a następnie wypieka w piecu o temp. 200-220°C.
Bezpośrednio po wypieku strucle należy odwinąć z papieru i ułożyć na deskach w celu
ochłodzenia, a następnie pokryć za pomocą pędzla glazurą ogrzaną do temp. 50-60°C i
ozdobić odpowiednio przygotowaną skórką pomarańczową.
• Strucle owocowe.
Otrzymane ciasto drożdżowe dzieli się na kęsy i po uformowaniu poddaje się
fermentacji. Następnie rozwałkowuje się w kształcie prostokątów do grubości około 4 mm. Na
przygotowane w ten sposób kęsy ciasta nakłada się marmoladę lub dżem i rozsmarowuje do
grubości około 3 mm, posypuje rodzynkami i drobno pokrajaną skórką pomarańczową lub
innymi owocami z syropu. Kolejna czynnością jest formowanie strucli. W tym celu

320
rozwałkowane i pokryte dżemem i owocami ciasto zwija się w rulon, który lekko należy
spłaszczyć i pokrajać wzdłuż na 3 części. Otrzymane kawałki przełożonego ciasta splata się w
formie warkocza, zaciska końce i układa na blachy posmarowane tłuszczem w odstępach 6-8
cm. Uformowane strucle poddaje się fermentacji końcowej w temp. około 35° C, po czym
smaruje masą jajową i wypieka w piecu o temp. 180°C.
Wypieczone i ochłodzone strucle pokrywa się za pomocą pędzla cienką warstwą
glazury ogrzanej do temp. 50-60° C. Nie należy przy tym wielokrotnie przesuwać pędzlem po
powierzchni wyrobu pokrytej już glazurą. Powoduje to matowanie glazury na powierzchni
wyrobu, a w czasie przechowywania jej kruszenie się i odpadanie.
• Suchary.
Suchary produkuje się z ciasta drożdżowego metodą jedno lub dwu fazową i
poddawanego dwukrotnej obróbce termicznej.
Do produkcji sucharków można stosować mąkę pszenną typ 850, 650 i 500, wodę lub mleko i
inne dodatki, w zależności od rodzaju sucharków. Receptury mogą przewidywać dodatek do
ciasta różnych ilości cukru i tłuszczu, jaj całych lub jaj w proszku. Dodatek drożdży zależy
głównie od ilości cukru i tłuszczu w cieście, ponieważ składniki te stosowane w dużych
ilościach zmniejszają aktywność fermentacyjną drożdży. Suchary specjalne i dietetyczne, z
przeznaczeniem głównie dla ludzi chorych: rekonwalescentów, dzieci, przewidujący dodatek
glutenu pszennego, soli fosforowych, oraz mogą być produkowane bez dodatku soli, cukru lub
tłuszczu.
Otrzymane ciasto drożdżowe, po poddaniu procesowi fermentacji, dzieli się na kęsy o masie
350-600g. Z odważonych kęsów ciasta formuje się w kształcie walca tzw. batony, które układa
się na blachach posmarowanych tłuszczem w odstępach 4-6cm lub jeden obok drugiego,
tworząc tzw. płytę. Następnie batony poddaje się końcowej fermentacji w temp. 35-40*C i
przy wilgotności 75-80% w czasie 40-100min, po czym smaruje się masą jajową lub
rozpuszczonym tłuszczem i wypieka w temp. 180-230*C w czasie 18-25min. Wypieczone
batony ochładza się w czasie 15-20min, układa się na deski i odstawia na 8-24 h.
Przetrzymywanie batonów przez ten okres powoduje uzyskanie przez nie optymalnego stanu,
ułatwiającego krojenie. Batony należy przechowywać w pomieszczeniu o temp. 12-15*C i przy
wilgotności 65-70%.
Następnie batony kraja się, za pomocą krajarki, na kawałki o szerokości 10-15mm, które

321
układa się na blachy i poddaje się kolejnej obróbce termicznej w piecu o temp 170-220*C w
czasie 15-35min. Wysuszone sucharki należy poddać schładzaniu w czasie 2-3h.
Ciastka półfrancuskie:
Nieprzekładane.
Do tej grupy należą wyroby o różnych kształtach, np. rogaliki, obwarzanki, precle.
Sporządzając te wyroby, ciasto półfrancuskie rozwałkowuje się na płat grubości około 1,5 cm
i szerokości około 25 cm, a następnie kraja w poprzek na paski szerokości około 1,5 cm.
Pojedyncze paski skręca się w kształcie świdra. Czynność tę wykonuje się przy pomocy
obydwu rąk, skręcając końce paska, każdy w odwrotnym kierunku, a następnie formuje się w
kształcie np. precli, które układa się na blachy posmarowane tłuszczem i odstawia do
wyrośnięcia w temp. Około 30°C.
W przypadku produkcji rogali rozwałkowuje się ciasto na płat grubości około 0,5 cm i
szerokości około 20 cm. Przygotowany w ten sposób płat ciasta należy krajać na trójkąty o
podstawie około 10 cm. Następnie trójkąty zwija się w rogale, zaczynając od ich podstawy w
kierunku wierzchołka, lekko przyciskając i wydłużają. Po zwinięciu końce skręca się do
środka, nadając kęsom ciasta kształt rogali. Uformowane układa się na blachy posmarowane
tłuszczem i odstawia do wyrośnięcia. Po zakończeniu fermentacji końcowej powierzchnię
smaruje się masą jajową, a następnie wypieka w temp. 200-220°C. Wypieczone wyroby
glazuruje się za pomocą pędzelka. Prawidłowo sporządzone ciasto półfrancuskie
nieprzekładalne charakteryzuje się widocznym uwarstwieniem, zwanym liściem.
Uwarstwienie ciasta półfrancuskiego uzyskuje się w wyniku wałkowania ciasta drożdżowego
z tłuszczem.
Z ciasta półfrancuskiego sporządza się również ciastka e śliwkami. Produkcja ich
polega na rozwałkowaniu ciasta półfrancuskiego do grubości około 1,5 cm i ułożeniu go na
blachy posmarowane tłuszczem. Powierzchnię ciasta smaruje się masą jajową, a następnie
układa się na niej warstwę śliwek oczyszczonych z pestek i pokrajanych na dwie części.
Śliwki należy układać skórką do powierzchni ciasta. Po ułożeniu śliwek ciasto posypuje się
cynamonem i odstawia do wyrośnięcia, a następnie wypieka w temp. około 180°C.
Powierzchnię wypieczonego ciasta należy pokryć glazurą, za pomocą woreczka zakończonego
gładkim zdobnikiem, o małej średnicy otworu. Glazurę nanosi się w formie gęstej kratki po

322
częściowym ochłodzeniu ciasta. Ochłodzone i poglazurowane ciasto kraja się na kwadraty lub
prostokąty.
• Papatacze.
Stanowią odmianę ciastek półfrancuskich. Charakterystyczne dla ciastek półfrancuskich
uwarstwienie uzyskuje się przez smarowanie powierzchni cienko rozwałkowanego płatu ciasta
drożdżowego roztopionym, do konsystencji śmietany, tłuszczem. Rozwałkowany do grubości
ok. 2cm. i szerokości 40cm. posmarowany roztopionym tłuszczem płat ciasta posypuje się
mieszaniną cukru i cynamonu. Do posypywania można stosować rodzynki lub pokrajane
owoce z syropu. Przygotowany w ten sposób płat ciasta zawija się w rulon. W celu dokładnego
sklejenia się brzegów ciasta, smaruje się go masą jajową lub mlekiem. Otrzymany w ten
sposób rulon ciasta spłaszcza się do grubości ok. 2cm, a następnie nacina się pośrodku, wzdłuż,
w połowie, do głębokości sięgającej ostatniej warstwy. Uformowany rulon kraja się w poprzek
na kawałki o szerokości ok. 4cm, które układa się na blachy posmarowane tłuszczem w
odstępach ok. 6cm
i odstawia do wyrośnięcia. Następnie smaruje się masa jajowa i wypieka w temp200-220°C, a
wypieczone wykańcza się glazurą.

323

324
ROZDZIAŁ 30 WYROBY Z CIAST FRANCUSKICH
Wyroby z ciasta francuskiego.
Wyroby z ciasta francuskiego klasyfikujemy w następujące grupy:
− ciastka nieprzekładane,
− ciastka nienadziewane,
− ciastka nadziewane,
− ciastka przekładane,
− ciastka korpusowe.
Ciastka nienadziewane i nieprzekładane.
− JĘZYKI
Ciasto francuskie rozwałkowuje się do grubości 10-12mm, po czym wykrawa się z niego
krążki za pomocą okrągłego wycinaczka z karbowanym ostrzem. Wycięte krążki układa się na
cukrze wymieszanym z niewielką ilością mąki i rozwałkowuje się do grubości 2-3mm nadając
im owalny kształt. Podczas wałkowania kawałki ciasta należy obracać, aby obie powierzchnie
były pokryte cukrem. po wałkowaniu układa się je na blachy. Ułożone języki wypieka się w
temperaturze 220oC w ciągu 15-20 minut, po czym niezwłocznie zdejmuje z blach.
30

325
KRAWATY
Ciasto francuskie rozwałkowuje się do grubości 6-8mm, po czym kraja się na
prostokąty o wymiarach 5x12cm, następnie ujmuje się pojedynczo obiema rękami i przekręca
w połowie ich długości w ten sposób, aby po uformowaniu ciasto przypominało wyglądem
muszkę. Uformowane kawałki ciasta układa się blachy w odstępach ok. 3cm. powierzchnię
górną smaruje się masą jajową, a na środek w miejscu skrętu nanosi się marmoladę, za pomocą
woreczka zakończonego gładkim, okrągłym zdobnikiem. Tak wykonane kęsy wypieka się w
piecu
o temperaturze 230oC. Bezpośrednio po wypieczeniu krawaty glazuruje się. Do tej grupy
ciastek francuskich należą również poduszki, których produkcja podobna jest do produkcji
języków, z tą różnicą, że różnią się kształtem.
Ciastka nadziewane.
− KOPERTY
Ciastka te nadziewa się masą serową lub makową. Ciasto francuskie rozwałkowujemy
do grubości 6-4mm, należy pokrajać je w kwadraty o boku 8cm. Na środek każdego kwadratu
ciasta nakłada się masę serową lub makową, brzeg posmarować masą jajową i złożyć do
środka
w formie koperty, przykrywając w ten sposób nałożoną na środek masę. Uformowane ciastka
układa się na blachy w odstępach ok. 2cm, powierzchnię górną smaruje się masa jajową
i wypieka w piecu o temperaturze 230oC, po wypieku smaruje się glazurą.

326
ROŻKI Z JABŁKAMI
Ciasto francuskie rozwałkowuje się do grubości 4-5mm, po czym kraja się w kształcie
kwadratów o boku równym 10cm. Na środek każdego kwadratu ciasta układa się drobno
pokrojone jabłka, które posypuje się cukrem i cynamonem. Do tego celu można stosować
również jabłka prażone lub pasteryzowane. Po nałożeniu nadzienia na środek, kwadraty ciasta
składa się po ich przekątnej, otrzymując w ten sposób trójkąty. W celu lepszego sklejenia,
brzegi ciasta przed złożeniem można posmarować masą jajową. Uformowane ciastka układa
się na blachy
i wypieka w temperaturze 220 – 240oC w ciągu 20-25 minut, a wypieczone rożki smaruje się
glazurą.
CIASTKA FRANCUSKIE NADZIEWANE KONFITURĄ LUB DŻEMEM
Ciasto francuskie rozwałkowane do grubości ok. 5mm kraja się na prostokąty
o wymiarach 5x10cm. Po środku wzdłuż każdego prostokąta za pomocą koreczka
zakończonego okrągłym, gładkim zdobnikiem, nanosi się nadzienie. Kawałki ciasta składa się
w pół, zaciskając brzegi. Dłuższy bok ciasta, w miejscu sklejenia brzegów, nacina się nożem
do głębokości 15mm, w równych odstępach, wynoszących 15-20mm. Przy układaniu na blachy
nadaje mu się kształt podkowy tak, aby na zewnątrz były nacięcia. Ułożone smaruje się masą
jajową i posypuje cukrem, po czym wypieka się w piecu w temperaturze 220-240oC.
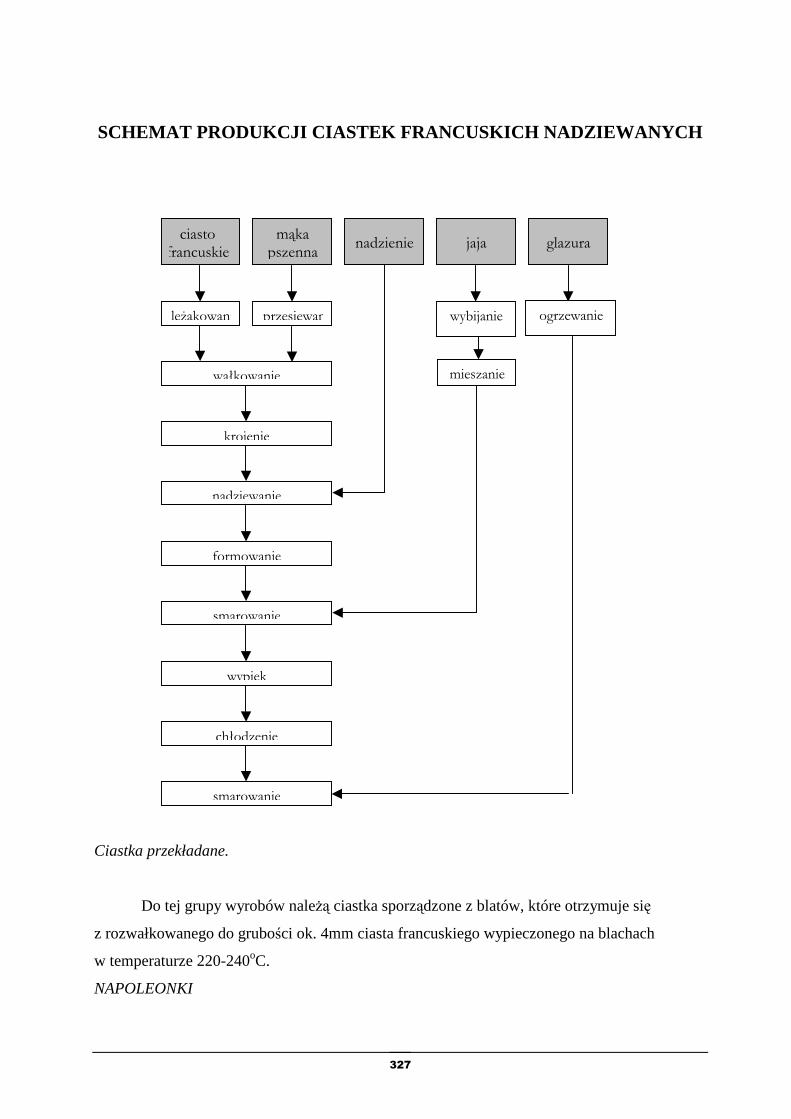
327
SCHEMAT PRODUKCJI CIASTEK FRANCUSKICH NADZIEWANYCH
Ciastka przekładane.
Do tej grupy wyrobów należą ciastka sporządzone z blatów, które otrzymuje się
z rozwałkowanego do grubości ok. 4mm ciasta francuskiego wypieczonego na blachach
w temperaturze 220-240oC.
NAPOLEONKI
ciasto francuskie
glazura jaja nadzienie mąka pszenna
leżakowanie
wałkowanie
przesiewanie
krojenie
nadziewanie
formowanie
smarowanie
wypiek
chłodzenie
smarowanie
wybijanie
mieszanie
ogrzewanie

328
Na przygotowanych blatach z ciasta francuskiego nakłada się uprzednio przygotowany
krem śmietankowy lub bitą śmietanę. Po rozprowadzeniu kremu równą warstwą na całej
powierzchni blatu, nakłada się drugi blat spodem do wierzchu. Przy zastosowaniu do
przekładania kremu śmietankowego, uformowany przekładaniec można krajać dopiero po
ochłodzeniu kremu. Napoleonki zarówno te przekładane bitą śmietaną, jak i kremem
śmietankowym należy krajać przy użyciu cienkiego i ostrego noża lub nożo – piłki nadającej
ciastkom kształt kwadratów albo prostokątów. Po pokrojeniu powierzchnię górną ciastek
posypuje się przez gęste sito cukrem pudrem.
Poszczególne etapy produkcji „napoleonki”
MARKIZY
Ciasto kruche – produkcja
Proces otrzymywania ciasta kruchego rozpoczyna się od tego, że do kotła dajemy tłuszcz i
cukier kryształ, po czym mieszamy. Po dokładnym rozmieszaniu kolejno dodajemy:

329
- syrop ziemniaczany – mieszamy,
- jaja – porcjami – mieszamy,
- mleko – mieszamy,
- przesianą mąkę z proszkiem do pieczenia – mieszamy.
Po dokładnym wymieszaniu składników, w bardzo krótkim czasie tak, aby nie zaciągnąć
ciasta, co by oznaczało i mogło spowodować zbyt długie mieszanie. Ciasto jest przygotowane
do dalszej produkcji. Można je przechowywać do 3 dni. Wyroby z ciasta kruchego wypieka się
w temperaturze ok. 240oC, po wyżej której może nastąpić palenie.
Markizy składają się z jednego blatu z ciasta kruchego oraz dwóch blatów z ciasta
francuskiego przełożonych dwoma warstwami marmolady. Na wypieczone blat z ciasta
kruchego nakłada się marmoladę równą warstwą grubości ok. 2mm, po czym przykrywa
blatem z ciasta francuskiego i na jego powierzchnię również nakłada się równą i taką samą
warstwę marmolady. Drugi blat z ciasta francuskiego nakłada się spodem do góry i całość
przyciska deską w celu dokładnego sklejenia poszczególnych warstw. Następnie na
powierzchnię górną rozsmarowuje się cienką warstwę marmolady i wylewa ogrzaną do
temperatury ok. 60oC pomadę, którą rozprowadza się szybko za pomocą noża, równą warstwą
po całej powierzchni blatu. Przekładaniec oblany pomadą kraja się na pasy szerokości 6-8cm.
Boki posypuje się okruszkami z blatów ciasta francuskiego. Pasy kraja się na prostokątne
ciastka, które można ozdobić owocami z syropu.
− OBWARZANKI GRECKIE
Ciastka te produkuje się z połączonego ciasta francuskiego i kruchego, które bierze się
w stosunku 2:1. Oba ciasta rozwałkowuje się w kształcie prostokąta grubości 3-4mm, przy
czym powierzchnia rozwałkowanego ciasta kruchego będzie o połowę mniejsza od
powierzchni rozwałkowanego ciasta francuskiego. Rozwałkowane ciasto francuskie smaruje
się masa jajową
i na połowę jego powierzchni nakłada się przygotowane ciasto kruche, a następnie przykrywa
druga połową ciasta francuskiego. Przygotowany w ten sposób przekładaniec ciasta
francuskiego z ciastem kruchym kraja się na paski szerokości 8x10cm, które ręcznie zwija się
w kształcie spirali, a następnie układa się na blachy, nadając im formę obwarzanek. Tak
przygotowane obwarzanki wypiekamy w temperaturze 210-230oC. Ochłodzone i wypieczone
obwarzanki posypuje się cukrem pudrem.

330
Ciastka korpusowe.
− JAGUSIE
Przy produkcji tego typu ciasteczek w pierwszej fazie z ciasta francuskiego sporządza
się korpusy. W tym celu rozwałkowujemy ciasto francuskie do grubości ok. 4mm i
przykrywamy nim foremki karbowane, ułożone dnem do góry. Za pomocą okrągłego
wycinacza odcina się wokół foremki nadmiar ciasta, a przykryte foremki układa się na blachy i
wypieka w piecu
o temperaturze ok. 250oC. Wypieczone i ochłodzone korpusy napełnia się dżemem
jagodowym,
a następnie kremem bita śmietana, za pomocą woreczka zakończonego okrągłym i
karbowanym zdobnikiem.
− RURKI
W tym przypadku korpusy sporządza się w kształcie rurki. Przygotowane ciasto
francuskie rozwałkowuje się na płat
w kształcie prostokąta grubości ok. 3mm, kraja się na paski szerokości ok. 20mm. Paski ciasta
nawija się spiralnie na metalowe rurki w kształcie ściętego, wydłużonego stożka w ten sposób,
aby poszczególny zwój ciasta zachodził na następny, a po wypieczeniu tworzył jedną całość.
Powierzchnię górną uformowanych korpusów – rurek, smaruje się masa jajową posypując
cukrem i układa na blachy w odstępach nie mniejszych niż 15mm. Wypieka się w piecu o
temperaturze 230-260oC. Po wypieczeniu i ochłodzeniu do temperatury ok. 40oC wyjmuje się
metalowe rurki. Ochłodzone korpusy napełnia się kremem bezowym za pomocą woreczka
zakończonego okrągłym, gładkim zdobnikiem.

331
Ciastka francuskie z owocami (ze śliwkami).
Rozwałkowane do grubości 3-4mm ciasto francuskie kraja się na prostokąty o
wymiarach 10x5cm, które smaruje się masa jajową i układa się na nich umyte, pozbawione
pestek
i pokrojone na części śliwki, skórka do powierzchni ciasta. Powierzchnię górną posypuje się
cynamonem, a następnie ciastka układa się na blachy i wypieka w piecu o temperaturze 230oC.
Wypieczone ciastka wykańcza się pomadą, którą nanosi się a poszczególne ciastka paskami
w kształcie kratki, za pomocą pędzelka lub woreczka zakończonego okrągłym o małej średnicy
otworu gładkim zdobnikiem.

332
ROZDZIAŁ 31 WYROBY Z CIAST BISZKOPTOWYCH
Wyroby z ciasta biszkoptowego.
Do tej grupy wyrobów ciastkarskich należą: babki, herbatniki różnego rodzaju ciasta i
torty.
Ciastka biszkoptowe stanowią najliczniejszą grupę ciastek. W zależności od użytych
półproduktów biszkoptowych rozróżnia się ciastka korpusowe, przekładane- tortowe, stefanki,
rolady itp. Do przekładania można stosować różnego rodzaju kremy, masy orzechowe,
migdałowe, owocowe.
Ciasta mogą mieć różny kształt i wykończenie: oblewane polewą kakaową, pomadą,
galaretka, smarowane kremem, ozdabiane owcami, posypkami itp.
Wyroby z ciasta biszkoptowego mogą być produkowane z ciasta sporządzonego na ciepło lub
na zimno.
Bezpośrednio po uformowaniu wyroby drobne należy wypiekać w temp.200-
210*C,zaś wyroby większe-w temp.180-200*C.Czas wypieku waha się w szerokich granicach
głównie zależy od grubości wyrobu.
• Ciastka biszkoptowe korpusowe.
Sporządza się je z korpusów z ciasta biszkoptowego produkowanego metodą na zimno
lub na ciepło. Ciasto biszkoptowe otrzymane metodą na zimno wyciska się na blachy wyłożone
papierem, nadając korpusom różne kształty. Natomiast ciastem biszkoptowym sporządzonym
metodą na ciepło napełnia się foremki wyłożone papierem. Uformowane korpusy wypieka się
w piecu o temp.200-220*C,po czym ochładza i zdejmuje się z papieru lub wyjmuje z foremek i
31

333
odwija z papieru.
Jednym z rodzajów tych ciastek są tzw. buszejki. Otrzymuje się je z dwóch korpusów
biszkoptowych, przełożonych marmoladą, kremem, sklejonych płaskimi stronami do siebie.
Na ułożone korpusy wyciska się marmoladę, a następnie krem z woreczków
zakończonych gładkimi, okrągłymi zdobnikami. Krem przykrywa się drugim korpusem.
Złączone ciastka nasącza się, za pomocą pędzla, syropem cukrowym, po czym oblewa się
pomadą ogrzaną do temp.50-60*C. Po zastygnięciu pomady powierzchnie ciastek pokrywa się
kremem russel i owocami.
Korpusy z ciasta biszkoptowego wyprodukowane metodą na ciepło służą do produkcji
między innymi tzw. babeczek biszkoptowych. Ciastka te produkuje się z korpusów w kształcie
walca ustawionego poziomo lub pionowo. Korpusy wypieka się w specjalnych foremkach
wyłożonych papierem i napełnionych do 3/4 wysokości ciastem. Wypieczone i odwinięte z
papieru korpusy układa się na deskach produkcyjnych, po uprzednim wyrównaniu ich górnej
powierzchni lub,
w przypadku sporządzania tzw. beczułek, po odcięciu części bocznej.
Ułożone korpusy nasącza się, za pomocą pędzla, syropem cukrowym i oblewa pomadą
ogrzaną do temp. 50 - 60*C. W celu uzyskania odpowiedniego połysku pomady, powierzchnie
korpusu przed oblaniem można pokryć cienką warstwą marmolady.

334
• Ciastka biszkoptowe - tortowe.
Ciastka te otrzymuje się z półproduktów biszkoptowych sporządzanych z ciasta
biszkoptowego z dodatkiem lub bez dodatku kakao i wypiekanych w kształcie blatów grubości
ok.4cm.Mogą być przekładane marmoladą i różnymi kremami ,przy czym sklejać je można w
połączeniu z blatami kruchymi, biszkoptowo-tłuszczowymi i innymi.
Typowym przykładem tych wyrobów są ciastka tortowe przekładane i wykańczane
kremem russel.
Ułożony na desce blat kruchy pokrywa się warstwą marmolady grubości ok.2mm,a
następnie nakłada blat biszkoptowy. W celu dokładnego sklejenia tych blatów wskazane jest
przyciśnięcie ich deską produkcyjną. Następnie należy przekrajać poziomo blat biszkoptowy
na dwie równe części. Dolną przyklejoną część blatu biszkopt. nasącza się syropem cukrowym,

335
pokrywa równa warstwą kremu russel grubości ok. 3 mm i nakłada się odciętą część blatu.
Powierzchnie górnego blatu również nasącza się syropem cukrowym i pokrywa się równą
warstwą kremu russel.
Po dokładnym wyrównaniu powierzchni otrzymany przekładaniec kraja się na ciastka w
kształcie prostokątów o wymiarach 5 na 5 cm .
Powierzchnię ciastek ozdabia się kremem russel wyciskanym z woreczka zakończonego
dowolnym zdobnikiem, tworząc różne wzory.
Dodatkowo można ozdabiać otrzymane ciastka owocami z syropu, galaretką, orzechami itp. Do
przekładania i wykańczania ciastek tortowych stosuje się kremy russel o różnych smakach:
kakaowy, waniliowy, kawowy itp.
W zależności od rodzaju ciastek tortowych można również oblewać polewą kakaową, pomadą,
galaretką lub pokrywać marcepanem.
• Ciastka tortowe z owocami i galaretką.
Otrzymuje się je z blatu kruchego, marmolady, blatu biszkoptowego, syropu
cukrowego, kremu russel, owoców świeżych lub z galaretki. Blat kruchy układa się na desce,
pokrywa warstwą marmolady grubości ok. 1,5.. i przykrywa blatem biszkoptowym grubości
ok. 3 cm . Po sklejeniu blat biszkoptowy należy przekrajać poziomo na dwie równe części.
Dolną część przyklejoną do blatu kruchego należy sączyć syropem cukrowym, pokryć równą
warstwą kremu grubości ok.2 mm
i przykryć drugą częścią blatu biszkoptowego. Górną warstwę biszkoptu również należy
nasączyć syropem cukrowym i pokryć równą warstwą kremu.
Na posmarowany kremem blat biszkoptowy układa się owoce świeże lub odsączone z
syropu. Ułożone owoce zalewa się galaretką z agar - agaru lub karagenu ostudzonej do temp.
jej skrzepnięcia.
336
• Ciastka tortowe -Kliny.
Otrzymuje się je z trzech blatów biszkoptowych grubości ok. 1,5 cm każdy. Można
stosować w zestawieniu dwa blaty z dodatkiem kakao i jeden w środku, bez dodatku kakao, lub
odwrotnie. Blaty te nasączane są syropem cukrowym i przekładane kremem russel lub russel
bezowym. Powierzchnię górna i dolną sklejonych blatów biszkoptowych kolejno pokrywa się
cienką warstwą kremu i oblewa się polewa kakaową, pomadą lub pokrywa rozwałkowanym
marcepanem. Po zastygnięciu półproduktu użytego do wykończenia powierzchni kraja się
otrzymany przekładaniec początkowo wzdłuż, w paski ok. 6/7 cm . Następnie każdy
pasek kraja się na ciastka w kształcie klinów, które układa się na deskach lub w pojemnikach
węższą częścią klina do góry, bez dodatkowego wykończenia.
Układa się na jednej z oblanych powierzchni, zaś drugą można ozdobić dodatkowo, kremem,
owocami itp.
• Ciastka biszkoptowe- Stefanki
Produkuje się je z blatów biszkoptowych grubości 3/5 mm z dodatkiem lub bez dodatku
kakao, przekładanych kremem russel. Wykończa się polewą kakaową.
Blaty biszkoptowe przekłada się kremem russel równymi warstwami grubości ok. 2mm.
Sklejać można 4/6 blatów, w zależności od ich grubości. Po przełożeniu wszystkich blatów kremem należy je przykryć deską, w celu dokładnego sklejenia i
wyrównania powierzchni, oraz wykańcza polewą kakaową tylko powierzchnie górną
sklejonych blatów lub kolejno górną i dolną. Po zastygnięciu polewy kraja się całość na ciastka
o różnych kształtach np. kliny, prostokąty.

337
• Ciastka biszkoptowe rolady.
Sporządza się je z pojedynczych blatów biszkoptowych posmarowanych kremem lub
przetworami owocowymi i zwiniętych w rulon. Blaty biszkoptowe stosowane są do produkcji
ciastek rolad powinny być miękkie, elastyczne i niewysuszone w czasie wypieku. Wypieczone,
schłodzone i zdjęte z papieru blaty biszkoptowe pokrywa się warstwą kremu grubości ok.
2mm. Wzdłuż jednego brzegu układa się pasek galaretki o wymiarach ok. 0,5 *0,5 cm .Tak
przygotowany blat biszkoptowy zwija się w rulon, zaczynając od brzegu z ułożona galaretką.
Natomiast przed przystąpieniem do krajania należy uformowane rolady ochłodzić, a następnie
pokrajać w poprzek na ciastka o grubości 10/15 mm.
• Babki biszkoptowe.
Otrzymuje się je z ciasta biszkoptowego. Mają one kształt formy, w której zostały
wypieczone. Mogą być nasączane lub nienasączane syropem do nakrapiania, wykończane
cukrem pudrem, glazurą lub polewą kakaową.
Ciasto sporządza się w następujący sposób. Wbite ze skorup jaja oraz żółtka jaj
wprowadza się do kotła, wsypuję cukier i ogrzewając do temp. 42*C napowietrza się za
pomocą ubijarki. Ogrzewanie masy jajowo-cukrowej prowadzi się do momentu uzyskania
podanej temp. Nie należy dopuścić do przegrzania masy, tj. temp. 42*C. Ubijanie masy
prowadzi się w ciągu 20 do 30 min.. W tym czasie dobrze ubita masa powinna zwiększyć
swoją objętość 2,5-3 krotnie. W przypadku nieuzyskania odpowiedniej objętości masy należy
ją ponownie ogrzać i ponownie powtórzyć proces ubijania do momentu całkowitego
ochłodzenia.
Mieszanie ubitej masy jajowo-cukrowej z mieszaniną mąki pszennej i ziemniaczanej można
przeprowadzić ręcznie lub mechanicznie. Otrzymane ciasto biszkoptowe nakłada się do form
posmarowanych tłuszczem i posypanych mąką, po czym wypieka w piecu o temp. 200-220*c
w ciągu 15-20 min.
338
• Babki biszkoptowe z tłuszczem.
Odmianę babek biszkoptowych stanowią babki otrzymane z ciasta biszkoptowego z
dodatkiem tłuszczu w ilości 8/10% w stosunku do masy ciasta. Proces przygotowania ciasta
biszkoptowego odbywa się w podobny spaosób jak przy produkcji babek biszkoptowych.
Różnica polega jedynie na dodaniu do napowietrzonej masy jajowo-cukrowej rozpuszczonego i
ochłodzonego tłuszczu. Następnie dodaje się przesiana mąkę i miesza do otrzymania ciasta
jednolitej konsystencji.
Sporządzanie masy jajowo- cukrowej można również przeprowadzić na zimno. W tym
celu oddzielnie ubija się białka, stopniowo dodając cukier w ilości ok. 30%,
z ogólnej ilości, i dzielnie ubija się żółtka z pozostałą ilością cukru. Tłuszcz rozpuszcza się i
ochładza. Wskazane jest, aby tłuszcz swoją konsystencją przypominał gęstą śmietanę. Do
ubitej masy żółtkowo-cukrowej dodaje się przygotowany tłuszcz i po dokładnym wymieszaniu
mieszaninę łączy się z ubitymi białkami. Otrzymana masę miesza się z przesianą i zmieszaną
mąką pszenną i ziemniaczaną. Gotowe ciasto biszkoptowe nakłada się do form wyłożonych
papierem lub wysmarowanych tłuszczem i posypanych mąką i wypieka w piecu o temp 200-
220*C. Wypieczone i ochłodzone babki posypuje się cukrem pudrem.
339
• Babki ponczowe.
Babki ponczowe otrzymuje się z ciasta biszkoptowego. Wypieczone babki kraja się
poziomo, nasącza syropem, Przekłada marcepanem i oblewa pomadą.
Do wypieku półproduktu przeznaczonego na babki ponczowe stosuje się przeważnie formy
prostokątne.
Wypieczony i ochłodzony półprodukt z ciasta biszkoptowego, po wyjęciu z form, kraja
się poziomo na 2 lub3 części. Otrzymaną pierwszą część nasącza się syropem cukrowym i
nakłada się warstwę marcepanu grubości ok. 2mm. Marcepan pokrywa się kolejna warstwą
biszkoptu, która również nasącza się syropem cukrowym i pokrywa marcepanem, oraz trzecią
warstwę biszkoptu którą także należy nasączyć. Po wypieku babki układa się na siatce a
następnie oblewa ogrzaną do temp. 50-60*C pomadą.
• Szampanki
Jaja po wbiciu miesza się z cukrem i ogrzewa do temp. 37-42*C, a następnie ubija się
przez ok.20-30 min. Napowietrzoną masę jajowo-cukrowa miesza się z mąką, po czym
wyciska, się za pomocą woreczka zakończonego okrągłym gładkim zdobnikiem, na blachy
posmarowane tłuszczem i posypane mąką blachy. Blachy do szampanek mają wgłębienia
nadające wyrobom kształt. Bezpośrednio po napełnieniu form ciastem biszkoptowym
szampanki wypieka się w piecu o temp. ok. 180*C w czasie 8-12min.Bespośrednio po wypieku
należy wyjmować z form ponieważ wykazują tendencję do przylepiania się do powierzchni
blach.

340
• Biszkopty o różnych kształtach
Produkuje się z ciasta biszkoptowego sporządzonego metodą ''na zimno''; w tym celu
jaja wybija się ze skorup, oddzielając białka od żółtek. Następnie oddzielnie ubija się żółtka z
cukrem w ilości 70% całego cukru oraz oddzielenie białka, do których stopniowo dodaje się
pozostały cukier. Dodatek cukru w procesie ubijania białek zabezpiecza je przed "warzeniem" i
nadaje im korzystniejszą strukturę. prawidłowo ubite białka zwiększają objętość 4-5-krotnie i
utrzymują nadaną im strukturę. Do utartych żółtek dodaje się napowietrzone białka przy
jednoczesnym mieszaniu ich z mąką.
Otrzymane ciasto wyciska się ,za pomocą woreczka zakończonego okrągłym, gładkim
zdobnikiem, na blachy wyłożone papierem, nadając biszkoptom różne kształty. Bezpośrednio
po uformowaniu wypieka się w piecu o temp.ok.180*C.Wypieczone i ochłodzone biszkopty
zdejmuje się z papieru.

341
ROZDZIAŁ 31
WYROBY Z CIASTA BISZKOPTOWO - TŁUSZCZOWEGO
Wyroby z ciasta biszkoptowo- tłuszczowego.
Ciastka biszkoptowo-tłuszczowe
Ciastka te otrzymuje się z ciasta biszkoptowo-tłuszczowego z dodatkiem lub bez dodatku
owoców. Mogą być przekładane lub nieprzekładane kremem i marmoladą, wykończane lub
niewykończone kremem albo polewą kakaową, krajane lub formowane w różne kształty, np.
kliny
• Ciastka korpusowe
Ciasto sporządza się w następujący sposób. Margarynę wprowadza się do kotła i napowietrza.
Podczas napowietrzania dodaje się cukier, a następnie, niewielkimi porcjami, jaja. Dobrze
napowietrzoną masę miesza się z mąką do momentu otrzymania ciasta o jednolitej konsystencji.
Sporządzone w ten sposób ciasto wyciska się, za pomocą woreczka zakończonego okrągłym,
karbowanym zdobnikiem, na blachy wyłożone papierem. Uformowane korpusy wypieka się w
piecu o temp.200-220C, a po ostudzeniu korpusy zdejmuje się z papieru i skleja po dwie sztuki
marmoladą i kremem. Otrzymane ciastka można wykończać polewą kakaową.
31

342
• Keksiki
Otrzymuje się z ciasta biszkoptowo-tłuszczowego z dodatkami owoców z syropem, rodzynków,
fig itp. Ciasto biszkoptowo-tłuszczowe można sporządzać dwoma sposobami. Pierwszy z nich
polega na dodaniu do napowietrzonego tłuszczu ubitej masy jajowo-cukrowej. Drugi natomiast
przewiduje stopniowe dodawanie do napowietrzania tłuszczu cukru i jaj. W obydwu przypadkach
dalsze czynności wykonuje się tak samo. Odsączane, osuszane i drobno pokrojone owoce z syropu
miesza się z mąką, rodzynki, a następnie otrzymaną masą. W celu lepszego spulchniacza ciastek
może dodać, w niewielkich ilościach, chemiczne środki spulchniające. Nadmierny dodatek tych
środków może spowodować pociemnienie miękiszu ciastek. Sporządzone ciasto wyciska się z
woreczka do okrągłych forem wyłożonych papierem. Powierzchnię uformowanych ciastek nakłuwa
się patyczkiem umoczonym w roztopionym tłuszczu i poddaje obróbce termicznej w piecu o temp.
200-210 C w czasie 15-20min. Po wypieku i ochłodzeniu keksiki wyjmuje się z foremek, nie
zdejmując z nich papieru. W takiej formie otrzymuje je konsument. Papier chroni wyroby przed
szybkim wysychaniem.
• Krajanka keksowa
Sporządza się ją z ciasta biszkoptowo-tłuszczowego z dodatkiem owoców, przygotowanego w
taki sposób jak ciasto przeznaczone do produkcji keksików. Otrzymane ciasto nakłada się do
czworobocznych blach wyłażonych papierem i równo rozsmarowuje do grubości ok. 2,5cm.
Następnie wypieka się w piecu o temp.180-2000C. Po wypieku i ochłodzeniu blat keksowy
zdejmuje się z blachy, wyrównuje powierzchnie skrawając nożem wszystkie nierówności. Obie
powierzchnie: górną i dolną kolejno pokrywa się cienką warstwą kremu, przykleja cienkim blatem
biszkoptowe i oblewa polewą kakaową. Po zastygnięciu polewy złożony blat keksowy kraja się na

343
ciastka o różnych kształtach. W blatach owocowych noga występować wady podobne jak w
keksikach.
• Ciaska camargo
Otrzymuje się z trzech blatów biszkoptowo-tłuszczowych przełożonych kremem i
wykończonych polewą kakaową. Ciasto na blaty camargo sporządza się z tłuszczu, jaj, cukru, mąki
pszennej i ziemniaczanej, proszku do pieczenia oraz kakao. Najpierw napowietrza się tłuszczem z
dodatkiem cukru. Podczas napowietrzania stopniowo dodaje się żółtko. Natomiast oddzielnie ubija
się białko do uzyskania sztywnej piany, ubitą pianą białkową i przesianą mąkę z dodatkiem lub beż
dodatku kakao. Wszystkie składniki miesza się aż do uzyskania o jedno litej, puszystej konsystencji.
Gotowe ciasto nakłada się do czworobocznych blach wyłożonych papierem i rozsmarowuje na
równą warstwę grubości ok. 1,5cm. Uformowane blaty poddaje się obróbce termicznej w piecu,
otemp.200-2200C.
Po wypieczeniu i ochłodzeniu blaty zdejmuje się z blach, skrawa skórkę powstała na górnej
powierzchni w czasie wypieku i składa po trzy blaty, przekładając dwiema warstwami kremu
grubości ok. 5cm. Obydwie powierzchnie dolne i górne blatu oblewa się cienką warstwą polewy
kakaowej, a po jej zastygnięciu kraja się na ciastka w kształcie prostokątnym.
• Ciastka stefanki
Otrzymuje się z blatów biszkoptowo-tłuszczowych przekładanych kremem i
wykończonych polewą kakaową. Blaty stefankowe otrzymuje się z ciasta biszkoptowo-
tłuszczowego.
Grubość blatów powinna wynosić ok. 3mm. Otrzymane blaty biszkoptowo-tłuszczowe
przekłada się równym warstwami kremu ok. 2mm. Liczba blatów, w zależności od jej
grubości, może wynosić 4-7 sztuk. Uformowany blat stefankowy przykrywa się deską w celu
dokładnej sklejenia blatów i wyrównaniu jego powierzchni. Następnie powierzchnię górną
bloku stefankowego pokrywa się cienką warstwą kremu i oblewa polewą kakaową. Po
zastygnięciu polewy kakaowej, całość kraja się na ciastka o dowolnych kształtach.

344
• Babki piaskowe- produkowane metodą na ciepło
Babki piaskowe otrzymane metodą na ciepło. Mają kształt formy, w której zostały
wypieczone.
Sporządzanie ciasta biszkoptowo-tłuszczowego na ciepło przebiega następująco. Do wybitych
ze skorup jaj dodaje się cukier, po czym otrzymaną masę ogrzewa się do temperatury 37-420C
Po ogrzaniu masę jajowo-cukrową ubija się do momentu dwu- lub trzykrotnego zwiększenia jej
objętości. Równolegle do tej czynności, za pomocą drugiej ubijarki, napowietrza się tłuszcz.
Do napowietrzonego tłuszczu stopniowo dodaje się ubitą masę jajowo-cukrową i całość miesza
się do momentu uzyskania jednolitej konsystencji. Następnie dodaje się substancje smakowo-
zapachowe i środki spulchniające oraz mąkę i miesza aż do otrzymania ciasta.
Proces mieszania masy jajowo-tłuszczowej z mąką należy przeprowadzać szybko, by nie
spowodować „zaciągnięcie się masy”.
Otrzymane ciasto nakłada się do form posmarowanych tłuszczem i posypanych mąką lub
wyłożonych papierem.
Nałożone do form ciasto wypieka się w piecu o temperaturze 170-1900C, około godzinę.
Wypieczone i lekko ochłodzone babki wyjmuje się z form i po ostatecznym ich ochłodzeniu
posypuje cukrem pudrem.
• Babki piaskowe otrzymane metodą na zimno.
Sporządzanie ciasta biszkoptowo-tłuszczowego metodą na zimno przebiega
następująco. Do kotła wprowadza się tłuszcz i za pomocą ubijarki napowietrza się go. W
przypadku sztywnej konsystencji tłuszcz należy ogrzać.

345
W procesie ubijania dodaje się cukier i stopniowo jaja. W końcowej fazie napowietrzania
dodaje się środki spulchniające i substancje smakowo-zapachowe. Napowietrzoną masę łączy
się z przesianą mąką, a otrzymane ciasto nakłada się do form wyłożonych papierem lub
posmarowanych tłuszczem i posypanych mąką. Wypiek odbywa się w piecu o temperaturze
170-1900C.
• Babki poznańskie
Sporządzanie ciasta biszkoptowo-tłuszczowego należy rozpocząć od wybijania jaj,
łączenia ich z cukrem następnie ogrzewania i ubijania. Otrzymaną ubitą masę jajowo-
cukrową dodaje się stopniowo i miesza z dobrze napowietrzonym tłuszczem, środkami
spulchniającymi i substancjami smakowo-zapachowymi. W następnej kolejności ubija się
śmietankę kremową, po czym dodaje i miesza z poprzednio otrzymaną masą. Połączoną
mąkę pszenną i ziemniaczaną należy przesiać i z otrzymanej mieszaniny odważyć ⅓ jej
ilości. Również odważa się ⅓ część otrzymanej masy, którą miesza się z ⅓ ilości mąki i
kakao. Pozostałą ilość masy i mąki miesza się aż do uzyskania ciasta o jednolitej
konsystencji. W ten sposób otrzymuje się dwa ciasta. Pierwsze z nich ma barwę kakaową,
a drugie kremową.
Do form wyłożonych papierem nakłada się pierwszą kolejności ciasto o zabarwieniu
kremowym. Następnie, za pomocą woreczka zakończonego gładkim, okrągłym
zdobnikiem, wyciska się masę o zabarwieniu kakaowym do środka nałożonego już ciasta.
Po wyrównaniu ciasta nacina się jego powierzchnię specjalnym nacinakiem umoczonym w
roztopionym tłuszczu i wypieka w piecu o temperaturze 1900C.

346
• Keksy
Keksy sporządza się z ciasta biszkoptowo-tłuszczowego z dodatkiem owoców z syropu,
rodzynków, fig, migdałów, orzechów. W zależności od ilości i rodzaju stosowanych owoców
zmienia się procentowy udział poszczególnych surowców.
Sporządzanie ciasta biszkoptowo-tłuszczowego można przeprowadzić metodą „na ciepło lub
na zimno”
Odsączone i obsuszone owoce należy pokrajać w drobną kostkę i wymieszać z innymi
owocami, np. rodzynkami, pokrojonymi figami, rozdrobnionymi migdałami. Przygotowane w
ten sposób owoce posypuje się lub miesza z mąką, a następnie dodaje do masy otrzymanej z
połączenia napowietrzonego tłuszczu, jak i cukru. Całość miesza się aż do uzyskania
jednolitego ciasta. Ciasto nakłada się do form wyłożonych papierem i wyrównuje jego
powierzchnię.
Formy układa się na blachy i wypieka w piecu w temperaturze 170-190oC.
Wypieczone i częściowo ochłodzone keksy wyjmuje się z form razem z papierem.

347
ROZDZIAŁ 32 WYROBY Z CIASTA KRUCHEGO
Wyroby z ciasta kruchego
Z ciasta kruchego mogą być produkowane blaty, korpusy i herbatniki. Ciasto kruche stosuje się
również do produkcji serników, jabłeczników makowców.
Uformowane blaty i korpusy wypieka się w piecu o temperaturze 180-220oC. Po wypieczeniu
formuje się ciastka, przekładając lub napełniając przetworami owocowymi, kremami, masami,
oblewa się polewą kakaową, pomadą, galaretką lub posypuje cukrem pudrem, kawą, kakao.
• Ciastka kruche nieprzekładalne
Do tej grupy należą ciastka wykonane z jednorodnego ciasta kruchego, które zazwyczaj
wykańcza się przed wypiekiem. Ciast kruche rozwałkowuje się do grubości 6-8mm,
następnie wycina się z niego krążki o średnicy 7-8cm. Uformowane krążki układa się na
32
348
blachy w odstępach 3- 4cm, smaruje masą jajową, posypuje się siekanymi orzechami lub
migdałami, cukrem, kruszonką oraz wypieka w piecu o temperaturze 200-220oC.
• Ciastka kruche krakowskie
Sporządza się je z ciasta kruchego bez dodatków środków spulchniających. Otrzymane
ciasto kruche dzieli się na kęsy o masie 2- 4kg, które formuje się w kształcie walca o
średnicy 6-8cm. Następnie uformowane ciasto obtacza się w cukrze krysztale i ochładza w
temperaturze 6- 80C, przez około 2h, następnie kroi się na krążki grubości 1cm i układa
płasko na blachy. Ułożone na blachach krążki smaruj się masą jajową i pośrodku ozdabia
marmoladą. Wypieka się w piecu o temperaturze 200-220oC.
• Napoleonki kruche
Ciastka te sporządza się z blatów wypieczonych z ciasta kruchego. Sporządza się je z
trzech blatów kruchych przełożonych dwiema warstwami marmolady. Na wypieczony blat
rozsmarowuje się marmoladę warstwą grubości 1-2mm, następnie nakłada się drugi blat,
który również smaruje się marmoladą i przykrywa się trzecim blatem kruchym.

349
Wykończając napoleonki pomadą należy powierzchnię ostatniego blatu posmarować cienką
warstwą marmolady, a następnie wylać pomadę uprzednio ogrzaną do temperatury około
50oC, rozprowadzając ją za pomocą noża równą warstwą po całej powierzchni. Po
ochłodzeniu pomady napoleonki kraja się na ciastka w kształcie kwadratów lub
prostokątów, po czym ozdabia się je kremem, owocami z syropu.
• Ciastka kruche Helenki
Ciastka te sporządza się je z dwóch blatów z ciasta kruchego, marmolady, ciasta
biszkoptowo-tłuszczowego, owoców z syropu, lub dżemu i galaretki.
Wypieczone dwa blaty przekłada się warstwą marmolady grubości około 2mm.
Powierzchnię górną blatu smaruje się cienką warstwą marmolady i wzdłuż blachy wyznacz
się paski o szerokości 6-8cm. Po obu stronach wyznaczonych linii wyciska się wzdłuż ciasto
biszkoptowo-tłuszczowe za pomocą woreczka zakończonego okrągłym, lub karbowanym
zdobnikiem. Naniesioną na przełożone blaty kruche dekoracje z ciasta biszkoptowo-
tłuszczowego zapieka się w piecu o temperaturze 180oC. Po wypieczeniu i ochłodzeniu na
powierzchnię wyrobu, pomiędzy dekoracją z ciasta, układa się odsączone i pokrojone
owoce, które zalewa się galaretką.
Po zakrzepnięciu galaretki ozdobiony przekładaniec kraja się na ciastka w kształcie
prostokątów.

350
• Ciastka kruche nadziewane-babeczki śmietankowe
Otrzymane ciasto kruche rozwałkowuje się do grubości 4-6mm i wykłada nim foremki
o karbowanych bokach w ten sposób, że rozwałkowanym płatem ciasta przykrywa się
ułożone w odstępach 10-15mm foremki, ciasto wgniatamy do foremki.
Powierzchnię ciastka smaruje się masą jajową. Za pomocą woreczka zakończonego
okrągłym gładkim zdobnikiem, wyciska się do wyłożonych ciastem foremki krem
śmietankowy. Rozwałkowanym do grubości około3mm ciastem kruchym przykrywa się
foremki wypełnione ciastem i kremem.
Uformowane w foremkach babeczki układa się na blachy i wypieka w piecu o temperaturze
około 200oC, po czym częściowo ochłodzone babeczki wyjmuje się z foremek i układa do
góry dnem.
• Babeczki korpusowe
Otrzymane ciasto kruche rozwałkowuje się do grubości 3mm i wykłada nim foremki o
karbowanych lub gładkich bokach. Foremki wyłożone ciastem układa się na blachach i
wypieka w piecu o temperaturze 200oC, a po ochłodzeniu korpusy wyjmuje się z foremek i
za pomocą woreczka zakończonego okrągłym gładkim zdobnikiem do środka korpusu
wyciska się marmoladę. Następnie w zależności od rodzaju ciastek, korpusy wypełnia się
odpowiednim kremem i wyrównuje ich powierzchnię.
Tak przygotowane korpusy ozdabia się kremem, owocami z syropu, pomadą, polewą
kakaową, owocami świeżymi z galaretką,

351
• Herbatniki kruche-klawisze
Sporządza się je ze specjalnego ciasta kruchego bez dodatków spulchniających.
Otrzymane ciasto kruche rozwałkowuje się na płat o grubości około 1cm układa na posypane
mąką deski i obkrawa brzegi. Powierzchnię ciasta pokrywa się cienka warstwą glazury
cukrowo-białkowej produkowanej metodą na zimno i wynosi do chłodni na 1-2 godzin.
Po schłodzeniu kroi się na prostokątne ciastka szerokości 1cm, długości 4-5cm, które następnie
układa się na blachy i wypieka w piecu o temperaturze 1700C.

352
ROZDZIAŁ 33 WYROBY Z CIAST PIERNIKOWYCH
Grupy wyrobów z ciast piernikowych
• Pierniki nienadziewane Są to pierniki o różnych kształtach, oblane polewą kakaową. Mogą być produkowane
z ciasta zaparzonego i poddanego leżakowaniu, jak również z ciasta sporządzonego
bezpośrednio przed użyciem go do produkcji. Sporządzone ciasto piernikowe należy poddać
próbie polegającej na uformowaniu kilkunastu pierników i wypieczeniu ich w temperaturze
220°C. Ma to na celu sprawdzenie prawidłowości struktury miękiszu pierników i ich rozrostu.
W tej fazie produkcji możliwe jest jeszcze skorygowanie obydwu podanych
czynników. Jeżeli po wypieczeniu i ostudzeniu okaże się, że pierniki charakteryzują się
niedostatecznym rozrostem i drobno porowatą strukturą miękiszu, oznacza to, że należy
zwiększyć ilość środków spulchniających. Nadmiernie duże pory i opadanie pierników a czasie
wypieku świadczy o użyciu do ciasta zbyt dużej ilości środków spulchniających. W takim
przypadku do ciasta należy dodać niedużą ilość wody i mąki lub ciasta piernikowego, bez
środków spulchniających. Natomiast, gdy pierniki kurczą się podczas wypieku, oznacza to, że
w cieście jest za mało cukru, miodu lub syropu ziemniaczanego. Tworzenie się pęcherzy na
powierzchni pierników świadczy o zbyt wysokiej temperaturze wypieku.
Po dokonaniu prób można przystąpić do formowania pierników. W tym celu ciasto
należy rozwałkować na płat o dowolnej wielkości, o grubości około 5-10 mm. Za pomocą
wycinaczy nadaje się piernikom różne kształty (okrągły, kształt gwiazdek, itp.). Uformowane
pierniki układa się na blachach posmarowanych tłuszczem i posypanych mąką, a następnie
poddaje się obróbce technicznej w piecu o temperaturze 220°C. Wypieczone i ostudzone
pierniczki należy oczyścić z nadmiaru mąki przylegającej do ich powierzchni. W tym celu
pierniki nakłada się na sito i potrząsa nim. Następnie pierniki układa się na sitach i oblewa
33

353
polewą kakaową. Można również przeprowadzić oblewanie, wrzucając pierniki do pojemnika z
polewą kakaową i po dokładnym wymieszaniu rozłożyć je na siatki w celu spłynięcia nadmiaru
polewy. Po wysuszeniu polewy pojemniki się z siatki zdejmuje i układa do pojemników.
W dużych zakładach cukierniczych produkcja pierników odbywa się w sposób
mechaniczny. Oprócz zmechanizowania procesu mieszania ciasta pozostałe czynności
związane z formowaniem i oblewaniem pierników wykonuje się za pomocą specjalnych
maszyn. Formowanie pierników odbywa się za pomocą agregatów wycinających lub za
pomocą agregatów wyposażonych w matryce z otworami, które nadają różne kształty
piernikom, oraz stalowej struny odcinającej uformowane wyroby. Pierniki opadają na blachy
pod urządzeniem formującym. Wypiek odbywa się w piecach tunelowych o działaniu ciągłym.
Wykończenie odbywa się mechanicznie za pomocą agregatów do oblewania wyrobów
kuwerturą czekoladową.
Pierniki drobne zamiast polewą czekoladową można wykończyć syropem cukrowym o
zawartości około 70% cukru z dodatkiem barwnika itp.
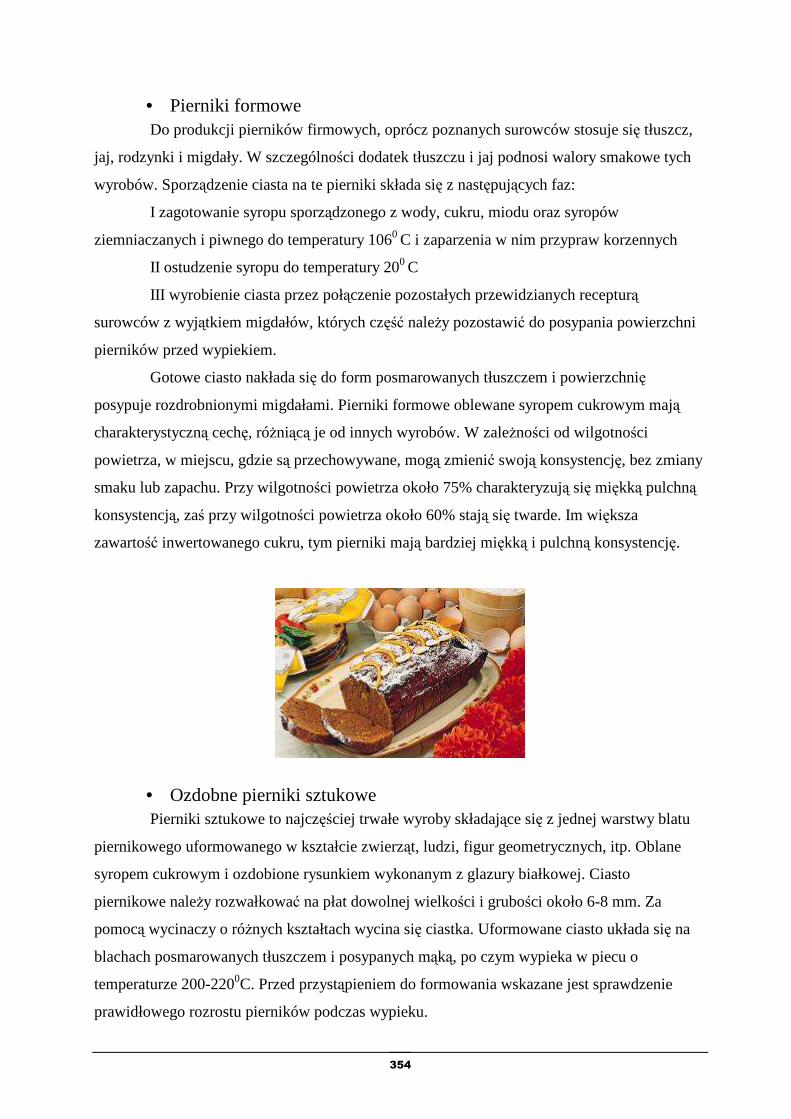
354
• Pierniki formowe Do produkcji pierników firmowych, oprócz poznanych surowców stosuje się tłuszcz,
jaj, rodzynki i migdały. W szczególności dodatek tłuszczu i jaj podnosi walory smakowe tych
wyrobów. Sporządzenie ciasta na te pierniki składa się z następujących faz:
I zagotowanie syropu sporządzonego z wody, cukru, miodu oraz syropów
ziemniaczanych i piwnego do temperatury 1060 C i zaparzenia w nim przypraw korzennych
II ostudzenie syropu do temperatury 200 C
III wyrobienie ciasta przez połączenie pozostałych przewidzianych recepturą
surowców z wyjątkiem migdałów, których część należy pozostawić do posypania powierzchni
pierników przed wypiekiem.
Gotowe ciasto nakłada się do form posmarowanych tłuszczem i powierzchnię
posypuje rozdrobnionymi migdałami. Pierniki formowe oblewane syropem cukrowym mają
charakterystyczną cechę, różniącą je od innych wyrobów. W zależności od wilgotności
powietrza, w miejscu, gdzie są przechowywane, mogą zmienić swoją konsystencję, bez zmiany
smaku lub zapachu. Przy wilgotności powietrza około 75% charakteryzują się miękką pulchną
konsystencją, zaś przy wilgotności powietrza około 60% stają się twarde. Im większa
zawartość inwertowanego cukru, tym pierniki mają bardziej miękką i pulchną konsystencję.
• Ozdobne pierniki sztukowe Pierniki sztukowe to najczęściej trwałe wyroby składające się z jednej warstwy blatu
piernikowego uformowanego w kształcie zwierząt, ludzi, figur geometrycznych, itp. Oblane
syropem cukrowym i ozdobione rysunkiem wykonanym z glazury białkowej. Ciasto
piernikowe należy rozwałkować na płat dowolnej wielkości i grubości około 6-8 mm. Za
pomocą wycinaczy o różnych kształtach wycina się ciastka. Uformowane ciasto układa się na
blachach posmarowanych tłuszczem i posypanych mąką, po czym wypieka w piecu o
temperaturze 200-2200C. Przed przystąpieniem do formowania wskazane jest sprawdzenie
prawidłowego rozrostu pierników podczas wypieku.

355
Wypieczone pierniki należy oczyścić z mąki. Następnie pierniki oblewa się 70%
syropem cukrowym z dodatkiem substancji smakowo-zapachowych i zabarwionym syropem
piwnym lub kakao, układa na siatkach i osusza, początkowo w piecu przez około 1-2 min., a
następnie w pomieszczeniu o temperaturze 350C. Gdy syrop wyschnie całkowicie,
powierzchnię górną pierników dekoruje się glazurą białkową wyciskaną z woreczka z gładkim,
okrągłym ozdobnikiem. Dekorowanie polega na wykonaniu rysunku podkreślającego
charakterystyczne cechy wyglądu danej postaci, figury, itp. Ozdobne pierniki ponownie
odstawia się do pomieszczenia o podwyższonej temperaturze w celu wysuszenia glazury.
• Pierniki przekładane Do przekładania pierników stosuje się marmoladę i krem szwedzki. Przekłada się trzy
wypieczone blaty z ciasta piernikowego. Powierzchnię przekładańca oblewa się polewą
kakaową. Ciasto na te pierniki zaparza się. W tym celu wodę, miód, cukier, syrop
ziemniaczany i piwny, wprowadza się do kotła i przy energicznym mieszaniu gotuje się do
temperatury 106°C (próba nitki). Gorący syrop przenosi się do dzieży, dodaje rozdrobnione
okruchy oraz mąkę i wyrabia ciasto o jednolitej konsystencji, które poddaje się leżakowaniu w
chłodnym pomieszczeniu przez około cztery godziny. Następnie ciasto przenosi się do dzieży,
miesi się i dodaje pozostałe surowce przewidziane recepturą. Czas mieszania około 30 minut.
Gotowe ciasto wałkuje się na blachy grubości około 10 mm i układa na blachach
posmarowanych tłuszczem i posypanych mąką. Powierzchnię blatów nakłuwamy i wypiekamy
w temperaturze 200-220°C.
Marmoladę przeznaczoną do przekładania należy wprowadzić do koła i zagotować, energicznie
mieszając. Gotowanie marmolady zapobiega przed fermentacją. Wypieczone blaty
oczyszczamy z mąki. Następnie ułożony na desce blat pokrywa się warstwą gorącej
marmolady, grubości około 1 cm i przykrywa drugim blatem. Powierzchnię przekładańca

356
pokrywa się warstwą kremu szwedzkiego i nakłada trzeci blat. Otrzymany przekładaniec
należy pokryć cienką warstwą kremu w celu wyrównania górnej powierzchni, a następnie oblać
polewą kakaową ogrzaną do temperatury 30°C. Po zastygnięciu polewy wyrównuje się boki
pierników, odcinając wzdłuż wszystkich krawędzi bocznych pasy szerokości około 1 cm.
• Pierniki nadziewane
Z ciasta piernikowego zaparzanego lub sporządzanego metodą na zimno można
wyprodukować pierniki nadziewane oblewane polewą kakaową. Pierniki takie, najczęściej
okrągłego kształtu, mają wewnątrz nadzienie widoczne na przekroju. Jako nadzienie można
użyć marmoladę lub konfiturę owocową, migdały, orzechy, owoce z syropu oraz inne surowce
i przetwory owocowe. Gotowe ciasto należy rozwałkować na płat dowolnej wielkości i
grubości około 5mm. Za pomocą okrągłych wycinaczy wycina się pierniki i układa na blachach
posmarowanych tłuszczem i posypane mąką. Powierzchnię pierników należy zwilżyć wodą za
pomocą pędzelka. Następnie na środek każdego piernika wyciska się nadzienie z woreczka
zakończonego gładkim, okrągłym zdobnikiem. Na tak przygotowane pierniki nakłada się drugi
krążek ciasta piernikowego. Uformowane pierniki wypieka się w piecu o temperaturze około
200-220°C. Wypieczone i ochłodzone pierniki, po zsunięciu nadmiaru z ich powierzchni mąki,
oblewa się polewą kakaową.
Do przekładania, nadziewania i wykańczania wyrobów z ciasta piernikowego, należy
zastosować półprodukty: krem szwedzki, polewę kakaową, marmoladę i glazurę.

357
ROZDZIAŁ 34 WYROBY Z CIASTA PARZONEGO
Wyroby z ciasta parzonego Gotowe ciasto parzone może być formowane przez wyciskanie lub smarowanie na
blachy posmarowane tłuszczem i posypane mąką. Wypieka się w piecu o temperaturze 180-
2000C .
Korpusy z ciasta parzonego można napełniać bitą śmietaną, kremami, masami
słodkimi. Wyroby z ciasta parzonego podzielić można na korpusowe i przekładane.
• Ptysie
Z przygotowanego ciasta parzonego, za pomocą woreczka zakończonego okrągłym,
karbowanym zdobnikiem, wyciska się okrągłe korpusy na blachy posmarowane cienko
tłuszczem. Następnie wypieka się w piecu w temperaturze 180-2000C, w czasie 15-20 minut,
po czym przekrawa się w połowie ich wysokości, a następnie dolną polowe napełnia się
kremem bita śmietana, za pomocą woreczka cukierniczego i przykrywa się górną polową.
Napełnione kremem i przykryte korpusy posypuje się cukrem pudrem.
• Eklery
Korpusy przeznaczone do produkcji eklerów sporządza się w formie walca długości około
10cm i szerokości 3-4cm. Górną powierzchnię wypieczonych korpusów pokrywa się pomadą
albo przez smarowanie za pomocą pędzelka, albo przez obciąganie. Obciąganie korpusów
polega na zanurzeniu ich powierzchni w pomadzie. Po wyschnięciu pomady korpusy kraja się
poziomo na polowy. Dolną część napełnia się kremem i przykrywa pozostałą częścią korpusu.
34

358
Eklery można napełniać kremem bita śmietana, kremem bezowym, russel i śmietankowym.
• Gniazdka poznańskie
Z przygotowanego ciasta parzonego, za pomocą woreczka zakończonego okrągłym,
karbowanym zdobnikiem, wyciska się na papier pergaminowy, lub na blachy: korpusy w
formie obwarzanków-gniazdek, które wkłada się do gorącego smalcu. Korpusy po ogrzaniu
oddzielają się od papieru lub blach i zanurzają w tłuszczu.
Po wysmażeniu korpusy wyjmuje się z tłuszczu za pomocą siatki drucianej, uprzednio
włożonej do kotła. Ochłodzone korpusy pokrywa się pomadą.
• Karpatki
Blaty otrzymuje się przez rozsmarowanie na blaszce, posmarowanej tłuszczem ciasta
parzonego na grubość 4-6mm i wypieka w temperaturze 2000C. Po wypieczeniu blat kruchy,
uprzednio posmarowany marmoladą, a następnie kremem russel, przykrywa się blatem
parzonym. Następnie kraja się w kwadratowe lub prostokątne ciastka i posypuje cukrem
pudrem.

359
ROZDZIAŁ 35 WYROBY Z MAS BEZOWYCH
Wyroby bezowe. W grupie wyrobów bezowych występują ciastka, torty i herbatniki. Ciastka bezowe otrzymuje sie z korpusów lub blatów bezowych przekładanych kremami. Korpusy i blaty sporządza się z ciasta bezowego (które jest bardzo łatwe w przygotowaniu) przez wyciskanie lub smarowanie na blachach posmarowanych tłuszczem i posypanych maką,po czym wypieka się w piecu o temperatuże 110-140oC w ciągu 30 minut . Podczas wypiekania(suszenia) następuje nieznacznywzrost ich objętości na skutek powstania pry wodnej i rozszerzania się pod wpływam temperatury pęcherzyków powietrza wprowadzonych w czasie napowietrzenia białek. Wypieczone korpusy i blaty przechowuje się w suchych, ciepłych i przewiewnych pomieszczeniach. Przełożone kremem mogą być wykończane polewą kakaową, orzechami, migdałami.
• Ciastka bezowe.
Ciastka bezowe otrzymuje się z korpusów lub blatów bezowych przekładanych kremem bezowym lub kremem russel(polecam naprawde bardzo dobre ciastka). Mogą być wykończone polewą kakaowa , orzechami , migdałami .
Ciastka bezowe mogą mieć różny kształt. Korpusy i blaty sporządza się z ciasta bezowego lub z kombinacji ciasta bezowego lub z kombinacji ciasta bezowego i ciasta biszkoptowego.
Bezy-moręgi - przekłada się kremem russel lub kremem bezowym. Krem nanosi się za pomocą woreczka , zakończonego okrągłym, gładkim lub karbowanym zdobnikiem , jego płaską stroną. W przypadku użycia do przekładania kremu russel można zastosować do wykończania zmieloną kawę (daje lepszy efekt i aromat), posypując nią widoczną część kremu po złożeniu korpusów. Do przekładania można również stosować kawowy krem russel.
Sokkoły przekłada się najczęściej kawowym kremem russel. Wypieczone
35

360
korpusy układasię górna powierzchnia do dołu. Na płaską stronę nanosi się krem za pomocą woreczkazakończonego okrągłym, karbowanym zdobnikiem, a następnie przykrywa się drugim korpusem, płaską jego stroną.
Ciastka ekspresowe - otrzymuje się z blatów sporządzonych z kombinacji ciasta bezowego i biszoptowego. Na wypieczony blat rozsmarowuje się równą warstwe kremu russel, a następnie nakłada drugi blat górną jego powierzchnią do kremu. Przełożone blaty przykrywa się deską w celu dokładnego ich zespolenia. Następnie ze spodu blatu usuwa się papier i za pomocą deski odwraca się go o 180oC w ten sposób, aby blat znajdujący się na spodzie znalazł się na na wierzchu, po czym z kolejnejgo blatu usuwa się papier. Powierzniz blatu oblewa się polewa kakaową ogrzaną do temperatury 30-32oC, równomiernie rozprowadzając ją nożem. Czynność tę należy wykonać szybko, aby nienastąpiło krzepnięcie polewy przed zakończeniem operaci. Aby otrzymać gładką i lśniącą powierzchnię należy posmarować blat cieńka warstwą kremu russel przed oblaniem go polewą kakaowa. Po rozprowadzeniu kuwertury powierzchnię można posypać drono posiekanymi orzechami lub migdałami. Gdzy polewa zakrzepnie, kraje się przełożone i wykończone blaty na ciasta w kształcie prostokątów. Ciastka te można jeszcze dodatkowo ozdobić kremem i owocami z syropu.
Beziki - otrzymuje się z ciasta bezowego z dodatkiem substancji samakowo-
zapachowych. Ciasto jest puszystą masą, którą uzyskuje się z dobrze ubitych i napowietrzonych białek z cukrem. Jest to jedno z nielicznych ciast, które przygotowuje się bez dodatku mąki. Dodatek w końcowej fazie ubijania do masy białkowo-cukrowej niewielkiej ilości - kilku kropli 1 procentowego roztworu kwasu cytrynowego zwiększa trwałość piany białkowej. Natomiast cukier hamuje proces denaturacji białek i przeciwdziała naruszeniu struktury piany białkowej. Ciasto bezowe można sporządzić dwoma sposobami. 1 sposób - polega na zaparzeniu napowietrzonych białek roztworem cukrowym o temperaturze ok.116oC. Zaparzajc białka należy pamiętać o stopniowym wlewaniu roztworu cukrowego do napowietrzonych białek przy jednoczesnym ich mieszaniu, ponieważ zapobiega to "warzeniu się" białek. Otrzymane ciasto bezowe wyciska się, za pomocą woreczka zakończonego okrągłym, gładkim lub karbowanym zdobnikiem, na blachy posmarowanetłuszczem, nadając wyrobom różne kształty. Uformowane beziki wypieka się w piecu o temperatuże 140-160oC w ciągu 15-20 minut. Przed wypiekaniem można je posypać mieloną kawą naturalną lub osuszonymi i zrumienionymi wiórkami kokosowymi.

361
2 sposób - sporządzania ciasta bezowegopolega na ubijaniu ochłodzonych do temperatury +4oC białek i stopniowym dodawaniu cukru . W czasie ubijania dodaje się 10-25%cukru przeznaczonego do ciasta. Proces ubijania prowadzi się przy szybkich obrotach rózgi napowietrzającej białka, w czasie 15-20minut. W końcowej fazie ubijania zmniejsza się liczbę obrotów rózgi i dodaje stopniowo pozostała część cukru oraz substancje smakowo-zapachowe. Dalsze czynności wykonuje się podobnie jak przy pierwszym sposobie, z tym, że przed wypiekaniem wyroby można posypać cukrem w celu nadania im gładkiej i błyszczącej powierzchni.
Przy produkcji bezikow mogą występować następujące wady: rozlewanie się ciasta w czasie formowania, opadanie wyrobów podczas wypiekania, nadmierne ciemnienie powierzchni wyrobów podczas wypiekania. Rozlewanie się ciasta w czasie formowania może być spowodowane niedokładnym oddzieleniem białek, zanieczyszczeniem białek tłuszczem, niedostatecznym ich napowietrzeniem oraz zbyt dużym dodatkiem cukru do ciasta. Opadanie wyrobów w czasie wypiekania może występować w przypadku zbyt wysokiej temperatury pieca oraz kródkiego czasu obróbki termicznej. Natomiast przy wysokiej temperaturze pieca wyroby ciemnieją.

362
ROZDZIAŁ 36 INNE WYROBY CIASTKARSKIE
Torty i mazurki
• Torty
Przy składaniu tortów powinniśmy pamiętać od samego początku, że estetyka wykonania
nie polega tylko na właściwej dekoracji, ale również na prawidłowym ukształtowaniu jego
przekroju. Każdy tort prezentuje się ładnie zarówno w całości jak i w porcjach. Torty można
wykonywać z różnych ciast np. biszkoptowego, kruchego, waflowego itp. A także z masy
bezowej, a przekładać je można różnymi kremami np. kremem russel, russel-bezowym,
bezowym itp.
Torty biszkoptowe z kremem russel
Mając przygotowany rant z ciasta biszkoptowego kroimy go na trzy części i wszystkie
nasączamy syropem do nasączania lecz pamiętając aby dolną warstwę nasączyć mniej
ponieważ była by za miękka, następnie dolną warstwę smarujemy marmoladą następnie
kremem russel o smaku jakim chcemy mieć tort. Po przełożeniu kremem nakładamy następną
część ciasta biszkoptowego i znów przekładamy kremem pamiętając aby nie przekładać już
marmoladą i nakładamy następną część ciasta biszkoptowego. Po złożeniu trzech części ciasta
biszkoptowego całość smarujemy kremem i dekorujemy. Torty z kremem russel można
dekorować czekoladą, marcepanem, orzechami itp.
36

363
Torty biszkoptowe z kremem russel i owocami
Przystępując do sporządzenia tortu z kremem russel i owocami należy wziąć
uprzednio przygotowany rant tortu , pokroić go na trzy części. Dolną część należy nasączyć,
posmarować marmoladą, kremem russel i poukładać owoce. Następnie należy wziąć następną
część ciasta biszkoptowego nasączyć, posmarować kremem i poukładać owoce następnie
przykryć kolejną częścią wysmarować całego kremem i przekazać do dekoracji
• Mazurki
Mazurki stanowią sezonową grupę wyrobów ciastkarskich produkowanych w okresie Świąt
Wielkanocnych. Wytwarza się je z różnych półproduktów, jak blaty kruche, biszkoptowo-
tłuszczowego, orzechowe, masy migdałowe i orzechowe, ciasta biszkoptowo-tłuszczowe,
pomady, galaretki, polewa kakaowa oraz owoców z syropu. Najczęściej przekłada się mazurki
marmoladą i kremem. Zestaw półproduktów może być różny. Przeważnie stosuje się blat
kruchy i biszkoptowo-tłuszczowy lub inny przełożony marmoladą. Wzdłuż brzegów
powierzchni górnej nanosi się rysunek z ciasta biszkoptowo-tłuszczowego lub z masy
orzechowej i migdałowej. Powierzchnię wylewa się pomadą i wykańcza owocami z syropu.
Mazurki można sporządzać o różnych kształtach: prostokąta, koła itp.
Mazurki polskie.
Otrzymuje się przez przełożenie marmoladą blatu kruchego i biszkoptowo-
tłuszczowego. Wykańcza się je ciastem biszkoptowo-tłuszczowym, a po wypieku pomadą i
owocami.
Ułożony na blasze blat kruchy smaruje się marmoladą, równomierna warstwą grubości 1,5-2
mm, po czym nakłada blat biszkoptowo-tłuszczowy. Powierzchnię jego pokrywa się cienką
warstwą marmolady. Następnie za pomocą znaczków, na rozsmarowanej warstwie marmolady,
zaznacza się kontury poszczególnych mazurków. Wzdłuż naniesionych linii, za pomocą
woreczka zakończonego karbowanym lub gładkim, okrągłym zdobnikiem, wyciska się masę
biszkoptowo-tłuszczową. Po naniesieniu rysunku wypieka się całość w piecu temp. około 200
C. Pomadę do wylewania mazurków należy ogrzać do temp. 50-60 C, pamiętając przy tym o

364
nie przekraczaniu podanej temperatury. Następnie do pomady dodaje się substancje smakowo-
zapachowe i w razie potrzeby, barwniki w roztworach. Przygotowaną w ten sposób pomadę
wylewa się na powierzchnię wypieczonych i ochłodzonych mazurków. Po zastygnięciu
pomady powierzchnię mazurków ozdabia się owocami z syropu. Wykończone kroi się wzdłuż
linii wyznaczonej granicę każdej sztuki. Można również krajać przed wylaniem pomadą.
Mazurki polskie można również produkować z jednego blatu kruchego posmarowanego
marmoladą z naniesieniem rysunku z ciasta kruchego. Wykańcza się podobnie jak omówione
wcześniej mazurki przekładane.
Mazurki paryskie.
Otrzymuje się przez przełożenie marmoladą jednego blatu kruchego i jednego blatu
biszkoptowo-tłuszczowego. Biszkoptowo-tłuszczowego. Wykańcza się masą orzechową lub
migdałową, pomadą, owocami z syropu. Składanie blatów, ozdabianie masą orzechową lub
migdałową oraz wykańczanie pomada i owocami przeprowadza się podobnie jak w przypadku
mazurków polskich.
Mazurki owocowe.
Otrzymuje się w wyniku przełożenia marmoladą blatu kruchego i biszkoptowo-
tłuszczowego. Do wykańczania tego typu mazurków stosuje się masę orzechową lub
migdałową, owoce świeże lub z syropu i galaretkę owocową.
Przekładanie marmoladą blatów i nanoszenie rysunku z masy orzechowej odbywa się w
podobny sposób jak przy produkcji mazurków polskich. Na wypieczonych, ochłodzonych i
pokrajanych mazurkach układa się równa warstwę owoce świeże lub syropu na całej
powierzchni wyrobu, po czym zalewa się ją galaretką sporządzona z agaru o temperaturze
bliskiej temperaturze żelowania.
Mazurki orzechowe i migdałowe.
Różnią się od opisanych rodzajów tym, ze do ich produkcji, w miejsce blatu
biszkoptowo-tłuszczowego, stosuje się blat z masy orzechowej lub migdałowej.

365
Sporządzoną masę orzechową lub migdałową rozsmarowuje się równomierną warstwą
grubości3-4 mm na blachy wyłożone papierem, po czym wypieka się w piecu o temp. 160-190
C w czasie 20-30 minut. Wypieczony i ochłodzony blat orzechowy lub migdałowy nakłada się
na posmarowany marmoladą blat kruchy. Powierzchnię blatu orzechowego lub migdałowego
smaruje się cienką warstwą marmolady i za pomocą znacznika oznacza się kontury
poszczególnych sztuk. Wzdłuż linii nanosi się masę orzechową lub migdałową, a następnie
wypieka w piecu o temp. 160-190 C, po czym chłodzi, wylewa pomadą i ozdabia owocami z
syropu
Mazurki stefanka.
Otrzymuje się w wyniku przekładania kremem russel blatów biszkoptowo-
tłuszczowych. Wykańcza i ozdabia polewą kakaową lub owocami z syropu.
Ułożony na desce blat biszkoptowo-tłuszczowy smaruje się kremem russel warstwa grubości
około 2 mm Na warstwę kremu nakłada się kolejny blat biszkoptowo-tłuszczowy. Czynność tę
powtarza się aż do uzyskania przekładańca składającego się z 4 lub 5 blatów biszkoptowo-
tłuszczowych 3 lub 4 warstw kremu.
Otrzymany przekładaniec kroi się na porcje w kształcie kwadratów, prostokątów itp. W celu
uzyskania równej powierzchni górnej, przed pokrajaniem można posmarować je cienką
warstwą kremu. Wskazane jest ochłodzenie mazurków przed ich oblewanie polewą kakaową.
Ochłodzone poszczególne sztuki oblewa się polewą kakaową o temp. około 30 Ć, po czym
układa się na deskach produkcyjnych i ozdabia owocami z syropu. Można również na ich
powierzchnię nanosić rysunki wykonane z polewy kakaowej.

366
ALMANACH
TECHNOLOGIA ŻYWNOŚCI
PRODUKCJA PIEKARSKO- CIASTKARSKA Tom 5
SZYMON KONKOL
PRODUKCJA PIEKARSKA

367

368
ROZDZIAŁ 1 WIADOMOSCI PODSTAWOWE
Wiadomości wstępne z technologii piekarskiej. Technologia piekarska – zajmuje się metodami przerobu mąki przy użyciu innych surowców spożywczych jak: woda, sól, drożdże, cukier, na półprodukty (ciasta) a następnie na wyroby gotowe (pieczywo). Piekarstwo wykorzystuje zjawiska fermentacji jako biochemiczne metody spulchniania ciasta, zanim zostanie ono poddane wypiekowi. Spulchnianie odbywa się za pośrednictwem drożdży i bakterii a więc organizmów żywych. Prawidłowe prowadzenie procesów fermentacyjnych w piekarstwie jest możliwe tylko wtedy, gdy piekarz zna wymagania, jakie muszą być spełnione, aby rozruszanie drożdży i bakterii oraz fermentacje odbywały się prawidłowo. W przetworzonym cieście odbywa się wiele przemian fizyko – chemicznych, co z kolei wpływa na jakość wyrobów gotowych. Również podczas wypieku odbywają się w cieście skomplikowane przemiany, niezbędne jest, więc poznanie warunków termicznych, które je wywołują. W technologii piekarstwa rozróżniamy trzy zasadnicze działy:
a) Technologia ciasta pszennego b) Technologia ciasta żytniego c) Technologia ciasta mieszanego
1

369
Podstawowe działy produkcyjne i pomocnicze w piekarni. Piekarnią zarządza i odpowiada za nią kierownik piekarni lub właściciel, któremu podlegają wszystkie stanowiska pracy. Zarządzanie polega na kierowaniu piekarnią, prowadzeniu ewidencji produkcji, organizowaniu pracy, szkoleniu załogi i administrowaniu środkami pomocniczymi. W każdej piekarni znajduje się szereg magazynów służących do przechowywania mąki, surowców pomocniczych, technicznych i pomagających w utrzymaniu czystości. W zależności od wielkości piekarni dzieli się ona na następujące pomieszczenia lub stanowiska: Ciastownia – jest miejscem przetwarzania surowców na półprodukty (rozczyny, zakwasy, ciasta). Fermentownia – jest miejscem, w którym odbywa się fermentacja ukształtowanych kęsów ciasta. Formiernia (odrabialnia) – dokonuje się tu dzielenia i kształtowania ciasta. Piecownia – tu odbywa się wypiek pieczywa. Magazyn wyrobów gotowych – służy do przyjmowania wypieczonego wyrobu, segregacji, pakowania oraz ekspedycji.
Pieczywo jako produkt spożywczy. Pieczywo jest podstawowym produktem spożywczym. Wszystkie rodzaje pieczywa a wśród nich pieczywo podstawowe, czyli chleb, odznacza się wieloma walorami, których brak innym artykułom spożywczym. Wśród najwyżej cenionych walorów pieczywa należy wymienić:
• Sytość • Podzielność • Stosunkowo długa trwałość • Powszechność • Gotowość do spożycia
Grupy pieczywa. W zależności od prowadzenia ciasta odróżnia się następujące grupy pieczywa:
1. Pieczywo pszenne • Zwykłe • Wyborowe

370
• Półcukiernicze • Ciastkarskie • Nietrwałe mokre • Trwałe suche
2. Pieczywo żytnie • Z mąki jasnej • Z mąki ciemnej – razowej, graham • Specjalne – np. pumpernikiel
3. Pieczywo mieszane • Pszenno – żytnie a) Z mąki pszennej i żytniej na drożdżach b) Z mąki pszennej i żytniej na drożdżach, z dodatkiem zakwasów • Żytnio – pszenne a) Z mąki żytniej i pszennej na zakwasie b) Z mąki żytniej i pszennej na zakwasie z dodatkiem drożdży • Specjalne – słodowe
371
ROZDZIAŁ 2 CECHY PIECZYWA
Fizyczne i chemiczne cechy pieczywa. Uwagę konsumenta zwracają przede wszystkim takie cechy jak:
a) Kształt b) Objętość c) Barwa d) Zapach i smak
Pieczywo powinno mieć kształt harmonijny i symetryczny. Odchylenia od kształtu normalnego zwą się deformacjami. Wady kształtu pieczywa mogą być spowodowane:
• Niestarannym kształtowaniem kęsów • Wadliwą fermentacją • Niewłaściwymi warunkami wypieku
Duża objętość świadczy o tym, że pieczywo jest dobrze spulchnione, czyli porowate. Pory miękiszu powinny być regularne i tworzyć siatkę. Objętość ta zależy od stopnia rozrostu tzn. spulchnienia ukształtowanych kęsów ciasta bezpośrednio przed wypiekiem. Pieczywo powinno się odznaczać przyjemnym zapachem i smakiem swoistym dla danego asortymentu.
2
372
Wartość odżywcza pieczywa. O wartości odżywczej pieczywa decyduje jego skład chemiczny uzależniony od składników ciasta (mleko, cukry, tłuszcze, jaja). Mąka – najważniejszy składnik ciasta zawiera najwięcej cukrów i białek (zależnie od rodzaju ciasta ilość ta może się zmieniać). Ostateczny produkt – pieczywo – składa się z następujących składników:
• Cukry – ilość cukru w pieczywie zależy nie tylko od ich zawartości w pieczywie, ale także od tego ile cukru dodano do danego ciasta w toku produkcji.
• Białka – pieczywo pszenne zawiera więcej białek niż pieczywo żytnie; zawartość białek w pieczywie pszennym wynosi przeciętnie od 7% do 9%.
• Tłuszcze – zawartość tłuszczu w pieczywie waha się w granicach 0,7% do 2,5%; w pieczywie z mąki ciemnej występuje więcej tłuszczu niż z mąki jasnej. Dodatek tłuszczu do ciasta znacznie wzbogaca pieczywo w ten składnik.
• Sole mineralne – ilość soli mineralnych w pieczywie ciemnym jest większa niż w pieczywie jasnym i nie przekracza 2,5%.
• Witaminy – spośród licznych witamin pieczywo zawiera najwięcej witaminy B, zwłaszcza B1,PP,E.
• Woda – ilość wody w chlebie żytnim dochodzi do 50%,natomiast w pieczywie pszennym zwykłym do 45%.

373
ROZDZIAŁ 3 ZASADY PRZYGOTOWANIA SUROWCÓW
WSTĘPNE PRZYGOTOWANIE SUROWCÓW Surowce zgromadzone w magazynach piekarni najczęściej nie mogą być bezpośrednio skierowane do produkcji. Wymagają one odpowiedniej segregacji, oceny wstępnej oraz oddzielenia od opakowania. Segregacja Segregacja polega na wytypowaniu do produkcji surowców w odpowiedniej kolejności, na przykład według daty produkcji. Tak, więc mając w magazynie dwie partie podobnego materiału, do produkcji kieruje się najczęściej tę partię, która została wcześniej wyprodukowana, a tym samym została przyjęta wcześnie do magazynu. Oddzielenie od opakowania Wszystkie surowce wymagają oddzielenia od opakowania, w którym są transportowane do piekarni. Wyjątek stanowi woda, którą doprowadza się odpowiednimi przewodami z filtrów miejskich lub z miejscowego zbiornika, po uzdatnieniu jej do picia. Obecnie coraz częściej również, mąkę dostarcza się do piekarń nie w opakowaniach jednostkowych, lecz w cysternach. Na terenie piekarni mąkę z cystern przenosi się do odpowiednich komór magazynowych, nazywanych silosami. Obróbka wstępna Zanim surowce zostaną przygotowane do produkcji, stosuje się różne zabiegi przygotowawcze, zwane ogólnie przygotowaniem surowców do produkcji lub obróbką wstępną. Właściwie przeprowadzona obróbka wstępna surowców usprawnia procesy produkcyjne i zapewnia prawidłowość przebiegu samej produkcji. Zabiegi przygotowawcze są różne i zależą od fizycznych i chemicznych właściwości surowców; inne stosuje się przy przygotowaniu mąki do produkcji, a inne przy przygotowaniu cukru, soli, tłuszczu, drożdży itp. Dla każdego rodzaju surowca można zastosować kilka zabiegów przygotowawczych. Zabiegi przygotowawcze mogą być inne w okresie zimowym, kiedy surowce ulegają zazwyczaj oziębieniu podczas transportu, a inne w okresie letnim. Jednak bez względu na porę
3

374
roku pewne grupy surowców, o zbliżonych cechach fizycznych, poddaje się podobnym zabiegom. Tak na przykład surowce o strukturze pylistej (mąka) i ziarnistej (nasiona dekoracyjne) zawsze przesiewa się przez odpowiednie sita w celu oddzielenia ciał obcych, które mogły się przedostać w czasie rozpakowywania tych surowców. Surowce o budowie krystalicznej (sól, cukier) przed użyciem do produkcji powinny być najpierw rozpuszczone w wodzie. Od starannego i dokładnego przygotowania surowców do produkcji zależy w dużym stopniu przebieg procesów technologicznych oraz jakość pieczywa. Użycie do produkcji surowców nieświeżych i zepsutych jest poważnym naruszeniem porządkowym i wykroczeniem sanitarnym. Szczególnie niebezpieczne jest przedostawanie się do surowców ciał obcych. Ciała obce w żadnym przypadku nie powinny dostawać się do surowców na terenie piekarni, a obecne w surowcach z jakiegokolwiek powodu muszą zostać bezwzględnie wydzielone. Wszelkie artykuły spożywcze, a w tym także pieczywo, muszą być produkowane z surowców nienagannej jakości. Temperatura surowców Obniżenie lub zepsucie jakości pieczywa może też nastąpić z powodu przekroczenia lub nieosiągnięci odpowiedniej temperatury surowców podczas ich przygotowywania. Surowce mogą uzyskiwać temperaturę zbyt niską lub zbyt wysoką. Przegrzanie surowców zdarza się zarówno w okresie letnim, jak i w okresie zimowym. W okresie letnim występuje zazwyczaj samoczynne przegrzanie surowców magazynowych. Zjawisko to nie jest szkodliwe i nie obniża jakości surowca, jeżeli trwa krótko. Temperaturę przegrzanego surowca obniża się zwykle przez dodanie zimnej wody. W okresie zimowym najczęściej występuje zjawisko nadmiernego ochłodzenia surowców w czasie transportu lub podczas składowania w chłodnych magazynach. Takim przypadku przed skierowaniem surowców do produkcji należy je umiejętnie ocieplić, nie powodując przegrzania. Obróbki wstępnej nie należ traktować jako procesu mniej ważnego niż sama produkcja, jest ona, bowiem częścią składową produkcji właściwej, a jej pominięcie jest naruszeniem dyscypliny technologicznej. Jakość produkcji oraz jakość samego pieczywa zależą w bardzo dużym stopniu od tego, w jaki sposób zostały wykonane operacje poprzedzające produkcję właściwą. Nie można opanować procesów technologicznych bez dobrego opanowania operacji pomocniczych w produkcji. PRZYGOTOWANIE M ĄKI
Na przygotowanie mąki do produkcji składają się: rozpoznanie i określenie jej właściwości wypiekowych oraz zabiegi techniczne. Rozpoznanie właściwości wypiekowych mąki polega na ustaleniu takich cech, na podstawie, których można orzec, w jaki sposób należy traktować mąkę w produkcji, aby otrzymać z niej pieczywo dobrej jakości. Zadanie to jest trudne i wymaga stosowania badań laboratoryjnych. W sposób jedynie orientacyjny można określić właściwości mąki organoleptyczne, czyli na podstawie wrażeń doznawanych przez zmysły. Wzrokiem rozpoznaje się wygląd zewnętrzny i barwę mąki, dotykiem sprawdza się miałkość lub kaszkowatość, powonieniem i smakiem rozpoznaje się zapach i smak.

375
Uproszczone badania techniczne, jak wytworzenie z badanej mąki niewielkiej ilości ciasta i obserwacja jego właściwości, mogą być w pewnym stopniu pomocne przy rozpoznawaniu właściwości wypiekowych mąki. Zabiegi techniczne. Przygotowanie mąki do produkcji obejmuje głównie następujące operacje: przesiewanie, ocieplanie lub chłodzenie i zestawianie mieszanek wypiekowych. Warunki magazynowania mąki . Większość naszych piekarń magazynuje mąkę w workach, a więc w opakowaniu, który służy powszechnie do transportu. Obecnie buduje się już wiele piekarń nowoczesnych, wyposażonych w specjalne zbiorniki betonowe lub stalowe do magazynowania mąki. Zbiorniki te zwą się silosami. Mąkę w workach magazynuje się najczęściej w magazynie płaskim (podłogowym). Worki układa się w stosy na specjalnych podkładach, które zapewniają swobodny przepływ powietrza. W małych piekarniach, zwłaszcza pochodzących z tak zwanego okresu starego budownictwa, istnieje zazwyczaj jeden magazyn mąki, najczęściej zlokalizowany w pobliżu pieca piekarskiego, aby mąka podczas magazynowania ulegała ocieplaniu. W piekarniach przemysłowych i nieco mniejszych istnieje zazwyczaj magazyn główny i magazyn dobowy mąki, zwany też magazynem produkcyjnym. W magazynie głównym gromadzi się wielodniowe zapasy mąki(nie mniejsze niż na 10-14 dni i nie większe niż na 20-30 dni). W magazynie dobowym gromadzi się taką ilość mąki, jaka jest niezbędna do produkcji bieżącej na okres jednej doby(dwie lub trzy zmiany produkcyjne). Przygotowanie mąki do produkcji może się odbywać zarówno w magazynie głównym jak i w magazynie dobowym. W magazynie głównym mąka podczas wielodniowego leżakowania zmienia niektóre swoje właściwości fizykochemiczne. Zmiany, jakie odbywają się wówczas w mące, są na ogół zmianami korzystnymi i zwą się ogólnie dojrzewaniem mąki. Dojrzewanie mąki leżakującej po przemiale może poprawić jej właściwości wypiekowe. Z dojrzałej mąki uzyskuje się lepsze pieczywo niż z mąki niedojrzałej. Za niedojrzałą uważa się taką mąkę, która została wyprodukowana ze świeżo zebranego zboża lub w ciągu stosunkowo krótkiego czasu została przekazana do produkcji piekarskiej od chwili przemiału. Dojrzewanie mąki jest procesem, który przebiega samoczynnie. Proces ten można w pewnym stopniu przyspieszać lub opóźniać. Przebieg dojrzewania zależy od warunków leżakowania mąki, takich jak temperatura i wilgotność oraz czas magazynowania. W cieplejszym magazynie dojrzewanie mąki przebiega szybciej niż w chłodnym. Nieco krótszego dojrzewania wymaga mąka z odleżanego zboża niż ze zboża świeżo zebranego. Mąka pszenna jasna wymaga nieco dłuższego dojrzewania niż mąka pszenna ciemna. Mąka żytnia wymaga krótszego dojrzewania niż mąka pszenna. Mąka żytnia razowa w ogóle nie wymaga dojrzewania natomiast może mieć znaczenie dla technologii piekarskiej dojrzewanie mąki żytniej wyprodukowanej ze zboża uszkodzonego przez porost. Piekarz nie ma zbyt dużego wpływu na przebieg dojrzewania mąki. Powinien jednak sprawdzać, czy podczas dojrzewania mąka nie obniża swojej jakości lub nie psuje się (np. zawilgocenie mąki, pleśnienie, porażenie przez szkodniki). Dojrzałość mąki można sprawdzić oceniając jej barwę i zapach. Mąka dojrzała ma nieco jaśniejszą (bielszą) barwę niż mąka zupełnie świeża po przemiale. Jest to spowodowane utlenieniem się barwników zawartych w mące. Utlenianie powoduje, że mąka pszenna traci swoją „żywą” żółtawą lub różową barwę, a mąka żytnia traci odcień zielonkawy lub szarawy i staje się bielsza. Przy kontroli zapachu można stwierdzić, że mąka dojrzała odznacza się zapachem intensywniejszym niż mąka świeża. Sposoby te nie są jednak zbyt pewne, a niekiedy wprost zawodne. Dlatego najlepiej jest sprawdzić dojrzałość mąki do produkcji metodami analitycznymi stosowanymi w

376
laboratorium. Należy jednak zaznaczyć, że laboratoria nie badają mąki na tzw. Dojrzałość, lecz określają jej przydatność do produkcji. Przydatność ta powinna być oparta wskazówkami postępowania technologicznego ze zbadaną partią mąki. Jeżeli jednak w piekarni nie ma laboratorium, to ustalając pewne terminy magazynowania mąki i znając pojemność magazynu można określić kolejność, w jakiej poszczególne partie mąki powinny być skierowane do produkcji. Kierując mąkę do produkcji zasadniczo należy wybrać tę partię, która jest magazynowana dłużej, a także mąkę nieco wilgotniejszą lub wykazującą tendencje do zagrzewania się podczas magazynowania. Przesiewanie mąki . Zabieg ten ma znaczenie sanitarne i technologiczne. Znaczenie sanitarne polega na oddzieleniu od mąki ewentualnych zanieczyszczeń dających się wydzielić na sitach (np. zawieszki workowe, kawałki sznurków lub drutów). Zanieczyszczenia te mogą się przedostawać do mąki podczas otwierania worków. Ze względów technologicznych przesiewanie jest ważnym zabiegiem wstępnym. Podczas przesiewania następuje spulchnienie, ocieplenie i napowietrzenie mąki. Z mąki spulchnionej łatwiej i szybciej wytwarza się ciasto niż z mąki zbitej, zbrylonej. Ciasto z mąki spulchnionej szybko uzyskuje strukturę jednorodną, podczas gdy ciasto z mąki niespulchnionej wytwarza się dłużej, gdyż przenikanie wody do jej cząstek jest trudniejsze i nierównomierne. Jakkolwiek mąka jest ciałem sypkim i przechowywana w odpowiednich warunkach nie ulega łatwo zbryleniu, to jednak podczas leżakowania ulega zgniataniu pod własnym ciężarem. To zgniatanie masy mąki powoduje, że podczas wytwarzania ciasta słabiej wchłania ona wodę. Przesiana mąka łatwiej wiąże wodę, a więc łatwiej tworzy ciasto. Ponadto w mące spulchnionej i napowietrzonej znajduje się znaczna ilość tlenu, który jest niezbędny w początkowej fazie rozwoju drobnoustrojów powodujących fermentację ciasta. Mąka przesiana (spulchniona, napowietrzona) ma większą objętość niż mąka nieprzesiana, zbita pod własnym ciężarem. Podczas przesiewania mąka ulega spulchnieniu i ociepleniu. W pewnych warunkach mąkę zagrzaną samoczynnie podczas zbyt długotrwałego magazynowania można ochłodzić przez kilkakrotne przesiewanie. Mieszanie mąki . Podobnie jak przesiewanie, jest bardzo ważną czynnością technologiczną. Największe znaczenie ma mieszanie mąki w małych piekarniach, niemających warunków do szybkiego i prawidłowego rozpoznania właściwości wypiekowych mąki. Nie mając pewności, czy mąka zastosowana w produkcji pozwoli na uzyskanie pieczywa wysokiej jakości, piekarze mieszają dwie, a niekiedy nawet trzy partie mąki licząc na to, że mieszanie wyrówna jakość kilku różnych partii mąki. Zazwyczaj miesza się mąkę identycznego gatunku lub deklarowaną w dostawie jako gatunkowo jednorodną rzadziej natomiast mąkę jasną z mąką ciemniejszą. Jeszcze obecnie w niektórych piekarniach, zwłaszcza mniejszych dokonuje się mieszania mąki podczas jej przesiewania. Przy zmieszaniu dwóch różnych partii mąki tego samego gatunku istnieje prawdopodobieństwo uzyskania lepszych wyników technologicznych niż wtedy, kiedy każdą partię mąki przerabia się osobno. Piekarnie przemysłowe natomiast nie stosują mieszania mąki jako podstawowej czynności przygotowania jej do produkcji. Odbierają one mąkę z dużych młynów, które przerabiają wielkie ilości zboża i produkują mąkę o stosunkowo wyrównanej jakości. Ponadto w piekarniach przemysłowych istnieją warunki, aby każdą partię przyjętej mąki zbadać laboratoryjnie i dokładnie rozpoznać jej cechy technologiczne. W razie zauważonych odchyleń cech technologicznych mąki zatrudnieni w piekarni przemysłowej technolodzy mogą opracować odpowiedni sposób przerobu mąki na ciasto i pieczywo. W ten sposób zabiegi technologiczne mogą w pewnym zakresie poprawić właściwości surowca.

377
W tych piekarniach, dla których mieszanie mąki ma znaczenie technologiczne, należy najpierw określić właściwości wypiekowe mąki. Dopiero po rozpoznaniu jakości mąki należy wskazać, w jakim stosunku powinny być zmieszane dwie lub trzy partie mąki. Rozpoznanie właściwości wypiekowych mąki może być dokonane również metodami uproszczonymi. Wtedy daje ono wyniki orientacyjne, a zmieszanie kilku partii mąki może dać lepszą gwarancję, że do produkcji kieruje się mąkę zadowalającej jakości. Ma to zwłaszcza większe znaczenie, gdy w piekarni użytkuje się mąkę ze starych zapasów i mąkę pochodzącą z nowych zapasów, a więc nieodleżaną i nie dojrzałą po przemiale. Wskazane może być zmieszanie mąki pochodzącej ze zboża uszkodzonego przez porost z mąką niewykazującą takich uszkodzeń. Poprawę wyników technologicznych może dać mieszanie mąki dłużej magazynowanej z mąką świeżą lub mąki uszkodzonej przez porost zboża z mąką niewykazującą uszkodzeń typu porostowego. Każdorazowe określenie stosunku, w jakim powinna być zmieszana mąka, nazywa się złożeniem mieszanki wypiekowej. Jeżeli stosuje się mieszanki wypiekowe, należy zwrócić uwagę, aby stosunki liczbowe wyrażane były liczbami małymi i całkowitymi. A więc łatwiej jest sporządzić mieszankę mąki w stosunku 1:1 lub 1:2 lub 1:2:1,5.
Przygotowanie wody do produkcji Woda charakteryzuje się dużą przewodnością ciepła, dlatego chcąc uregulować temperaturę półproduktów (rozczynów, zakwasów, ciast) łatwiej jest ogrzewać lub ochładzać wodę niż inne produkty będące składnikami danego wyrobu. Jednak temperatura wody nie może być zbyt wysoka – nie może przekraczać 45°C – 50°C gdyż może mieć szkodliwy wpływ na drobnoustroje, które przeprowadzają fermentację ciast. Przed przygotowaniem wody do produkcji zawsze należy sprawdzić temperaturę innych surowców głównie mąki.
Wytwarzanie zawiesiny drożdżowej. Przed użyciem drożdże należy starannie oddzielić od opakowania pergaminowego lub półpergaminowego, następnie rozkruszyć i rozczynić w wodzie znajdującej się w kotle mieszarki. Dokładnie rozczynione drożdże w wodzie tworzą tzw. mleczko drożdżowe. W okresie zimowym drożdże mogą ulec silnemu wyziębieniu lub nawet zamrożeniu podczas przewozu lub magazynowania, dlatego należy odmrażać je powoli i ostrożnie.
Przygotowanie roztworu soli do ciasta
Do ciasta nie należy dozować soli w postaci krystalicznej, lecz w postaci roztworu.
Do odpowiedniego naczynia należy wlać ciepłą wodę, wsypać odważoną sól i po rozpuszczeniu otrzymaną solankę przez gęste sito wlać do przygotowanego kotła.
W piekarniach przemysłowych przygotowanie roztworu soli odbywa się w specjalnych roztwornikach a kontrolę stężenia solanki przeprowadza się za pomocą areometru.
Przygotowanie roztworu cukru do ciasta.

378
Podobnie jak sól również cukier przed trafieniem do ciasta powinien być rozpuszczony w ciepłej wodzie a następnie przelany do ciasta przez gęste sito.
Przygotowanie pozostałych surowców. Mleko
Przygotowanie mleka zależy od postaci, w jakiej się mleko użytkuje:
• Mleko świeże można tylko przelać przez gęste sito. • Mleko ukwaszone należy najpierw rozmieszać w celu wyrównania skrzepu. • Mleko w proszku dozuje się po rozpuszczeniu go w wodzie.
Tłuszcze
Tłuszcz dodaje się do niektórych gatunków ciast pszennych. • Tłuszcze stałe na ogół należy rozpuścić i w postaci płynnej dodać do ciasta (wyjątek
rogale kruche). • W przypadku użycia oleju nie należy go przelewać bezpośrednio z butelek do kotła,
lecz do specjalnego naczynia pośredniego. Przetwory owocowe
Przetwory owocowe jak marmolady, dżemy, powidła przed użyciem powinny być doprowadzone do odpowiedniej konsystencji i przetarte przez sito.
Jaja Jaj świeżych nie należy rozbijać bezpośrednio do kotła z ciastem, lecz po trzy sztuki do naczynia pośredniego i dopiero jego zawartość przelewać do odpowiedniego dozownika a następnie do ciasta. W przypadku wybicia jaja nieświeżego unika się wtedy zanieczyszczenia całej masy jajowej lub trafienia do ciasta kawałków skorupek. Jaja mrożone należy przed użyciem rozmrozić i ocieplić do temperatury innych surowców. Jaja w proszku przed użyciem do ciasta najeży rozpuścić w wodzie.
Zamienniki surowcowe
Zamienniki są to surowce uzupełniające, które ze względu na swoje właściwości mogą być stosowane zamiast surowców podstawowych.
Surowce podstawowe są to surowce wymienione w recepturze.
Przy użyciu zamienników występuje konieczność przeliczenia ilości zamiennika na surowiec podstawowy. Przeliczenie to jest konieczne, ponieważ dowolne stosowanie ilości zamiennika mogłoby spowodować np. zmniejszenie zawartości cukru i tłuszczu w pieczywie a tym samym wpłynąć na obniżenie jakości pieczywa.
Surowiec podstawowy Zamiennik 1 litr mleka świeżego 2% 0,12 kg mleka w proszku chudego 1 litr mleka świeżego 2% 2,50 litra mleka w płynie chudego

379
1 kg cukru 0,8 – 2,0 kg ekstraktu słodowego 1 kg cukru 1,11 kg syropu ziemniaczanego
1 sztuka jaja świeżego 0,04 kg masy jajowej 1 sztuka jaja świeżego 0,011 kg jaj w proszku
1 kg margaryny 0,814 smalcu 1 kg margaryny 0,862 kg oleju
1 litr oleju 1,16 kg margaryny
STOSOWANIE POLEPSZACZY
W Polsce stosuje się dodatek do ciasta specjalnych substancji tzw. polepszaczy które
poprawiają objętość, wygląd, strukturę i właściwości miękiszu, oraz smak i zapach pieczywa. Są to substancje o intensywnym działaniu, powodują poprawę jakości pieczywa.
Podział polepszaczy jest następujący:
- substancje o charakterze utleniającym - preparaty enzymatyczne - substancje powierzchniowo czynne - substancje o kompleksowym działaniu Substancje o charakterze utleniającym intensyfikują procesy utleniania zachodzące w mące
i w fazach procesu produkcyjnego. Mają wpływ na kształtowanie się jakości pieczywa. Poprawiają właściwości fizyczne ciasta i przyspieszają dojrzewanie mąki. Substancje o charakterze utleniającym dzielimy na trzy grupy:
1. Substancje o charakterze wybielającym: tlenek azotu, nadtlenek benzoilu 2. Substancje o charakterze wzmacniającym: bromek potasu, jodan potasu, kwas
askorbinowy, azodwukarmabid, nadsiarczany. 3. Substancje o skojarzonym działaniu: wybielającym i wzmacniającym tlen,
nadtlenek acetonu, nadtlenek chloru. W procesie dojrzewania mąki, mieszania ciasta i jego dojrzewania uczestniczy w
charakterze utleniacza, tlen z powietrza. Wpływ tlenu na korzystne zmiany w mące i cieście intensyfikuje zastosowanie transportu mąki oraz zastosowanie podgrzanego powietrza, intensywne mieszanie ciasta sprzyja chłonięciu powietrza i zwiększa efekt utleniający. Dodatnie do ciasta substancji utleniających powoduje wydłużenie czasu i jego rozrostu. Jako polepszacze stosowane są preparaty enzymatyczne, właściwe wykorzystanie preparatów jest możliwe przy pełnym rozpoznaniu właściwości biochemicznych tych preparatów i mąki do której będą dodawane. W piekarstwie największe znacznie mają preparaty amylolityczne i preteolityczne oraz lipooksygena. Preparat amylolityczne zawierają głównie α-amylazę i różnią się pochodzeniem oraz aktywnością. Dodatek preparatów amylolitycznych zwiększa zawartość cukrów w cieście, intensyfikuje wytwarzanie gazu i sprzyja kolorowaniu skórki, należą do nich słód i preparaty słodowe.
Substancje powierzchniowo czynne- SPC dodane do ciasta spełniają rolę polepszacza również przyśpieszają powstawanie i dojrzewanie ciasta, stosowane są jako obowiązkowy składnik tłuszczów przeznaczonych do wyrobów piekarskich i ciastkarskich. Dodawanie SPC w charakterze substancji przyśpieszających tworzenie i dojrzewanie ciasta, poprawiaczy właściwości fizycznych ciasta, jakości pieczywa i w celu przedłużenia świeżości chleba. Do

380
najbardziej rozpowszechnionych SPC należą: polioksyetylenomonostearyniany, grupa estrów sorbitu, estry proppylenoglikolu, estry cukrów i kwasów tłuszczowych.
SPC wzmacniają ciasto i gluten, wpływają na procesy zachodzące podczas wypieku i składownia pieczywa. Dodatek SPC może podwyższać temperaturę początku kiełkowania skrobi, zmniejszając pęcznienie ziaren skrobi i dyfuzję amylazy, ograniczając migrację wody w obrębie bochenka pieczywa, te zmiany mają korzystny wpływ na zachowanie świeżości pieczywa. Miękisz wolniej traci miękkość, a skórka dłużej zachowuje chrupkość.
Środki zagęszczające i pęczniejące sprzyjają lepszemu wiązaniu wody i przedłużają okres konsumpcyjnej świeżości pieczywa.
Polepszacze kompleksowe korzystnie wpływają na proces technologiczny produkcji pieczywa np. pożywki dla drożdży w postaci soli amonu i fosforu tzw. wypełniacze np. skrobia. Powszechnie stosuje się polepszacze kompleksowe w postaci mieszanki złożonej substancji utleniających, substancji powierzchniowo czynnych i preparatów enzymatycznych. Dodatek powoduje wzrost objętości pieczywa, poprawę właściwości miękiszu, zwolnienie procesu czerstwienia.

381
ROZDZIAŁ 4 CIĄG MĄCZNY
Właściwości wypiekowe mąki pszennej i żytniej. Właściwości wypiekowe mąki to jej cechy jakościowe, które stanowią o przydatności do wypieku.
O właściwościach wypiekowych mąki decydują:
• Czynniki techniczne • Czynniki sanitarne
Do czynników technicznych należą przede wszystkim właściwości fizyczne i chemiczne mąki. Pierwszym czynnikiem technicznym jest zdrowotność zboża. Ogólnie przyjmuje się, że zboże dorodne i zdrowe pozwala na wyprodukowanie mąki, z której można uzyskać dobrej jakości pieczywo. Następnym czynnikiem jest wyciąg mąki i jej granulacja. Od wyciągu mąki zależy jej barwa – inne cechy uzyskuje pieczywo z mąki jasnej a inne z mąki ciemnej. Czynniki sanitarne to przede wszystkim czystość mąki. Na skutek porażenia mąki różnymi szkodnikami i zakażenia różnymi drobnoustrojami zmieniają się właściwości mąki. Sam fakt zanieczyszczenia mąki szkodnikami dyskwalifikuje jej przydatność do produkcji pieczywa. Niektóre zanieczyszczenia zwłaszcza te niedające się oddzielić od mąki na sitach lub takie, które nawet po oddzieleniu powodują zmianę jej zapachu, smaku lub barwy obniżają jej właściwości wypiekowe lub czynią ją w ogóle nie przydatną do produkcji. Mąka ma dobre właściwości wypiekowe, jeżeli można z niej łatwo wyprodukować pieczywo, które:
• Zawiera naturalne składniki zboża zmienione tylko przez przemiał, fermentację ciasta i wypiek
• Wykazuje przyjemny wygląd i dużą objętość • Ma przyjemny zapach i smak • Jest wolne od zanieczyszczeń i uszkodzeń
Wartość wypiekowa mąki – jest to wskaźnik, który określa o ile badana mąka jest lepsza lub gorsza od mąki uznanej za wzorzec.
4

382
Jeżeli pewne właściwości mąki można zmierzyć i porównać z właściwościami uznawanymi za podstawowe wówczas mówimy o wartości wypiekowej mąki. Ogólnie na pojęcie wartość wypiekowa mąki składa się:
• Zdolność ciasta do wytwarzania gazów (CO2) • Zdolność ciasta do zatrzymywania gazów (CO2)
Zdolność ciasta do wytwarzania gazów zależy od ilości cukrów fermentujących, czyli rozkładających się na dwutlenek węgla i alkohol (ciasto pszenne) lub dwutlenek węgla, kwasy organiczne i głównie kwas mlekowy i alkohol (ciasto żytnie). Zdolność ciasta do zatrzymywania gazów w cieście pszennym zależy od ilości i jakości glutenu natomiast w cieście żytnim od jakości skrobi zawartej w mące żytniej. Wartość wypiekową mąki bada się:
Metodami bezpośrednimi – np. badanie glutenu mąki pszennej lub badanie lepkości kleiku mąki żytniej. Metodami pośrednimi – polegają na chemicznym oznaczeniu niektórych składników mąki i określeniu, w jaki sposób badany składnik może wpłynąć na jakość pieczywa. Do pośrednich metod badania wartości wypiekowych mąki należą badania wykonywane w laboratorium za pomocą specjalnych aparatów. Jednym z urządzeń do określania wartości wypiekowej mąki pszennej jest farinograf. Farinograf – pozwala na dokładne oznaczenie konsystencji ciasta, czyli jakości glutenu znajdującego się w cieście. Aparatem, który pozwala obserwować przebieg fermentacji ciasta jest fermentograf. Fermentograf – za pomocą tego urządzenia można mierzyć ilość wytwarzającego się dwutlenku węgla podczas fermentacji ciasta pszennego. Aparatem przeznaczonym do badania wartości wypiekowej mąki jest amylograf. Amylograf – za jego pomocą bada się podatność skrobi na kleikowanie. Najbardziej przydatne z praktycznego punktu widzenia jest badanie wartości wypiekowej metodą próbnych wypieków. Metoda ta polega na wytworzeniu ciasta z niewielkiej ilości mąki w warunkach produkcyjnych i ocenienie otrzymanego pieczywa. Metoda ta polega na uzyskanie wyników najbardziej określających jakość mąki i uzyskanie pieczywa w warunkach produkcyjnych. Wyprodukowane pieczywo poddaje się analizie i ocenie a na podstawie uzyskanych wyników ustala się wytyczne do dalszej produkcji. Po zbadaniu wartości wypiekowej mąki należy wybrać odpowiednią metodę postępowania technologicznego, które pozwoliłoby ustalić z dużą dokładnością sposób prowadzenia ciasta i warunki wypieku, aby uzyskać pieczywo jak najlepszej jakości.
Ciąg mączny. Droga, jaką pokonuje mąka z magazynu do ciastowni zwie się ciągiem mącznym. Ciąg może być mechaniczny lub pneumatyczny. W piekarniach rzemieślniczych droga, którą mąka odbywa z magazynu do dzieży jest stosunkowo krótka a wszystkie czynności odbywają się ręcznie. Są to takie czynności jak przenoszenie worków, rozwiązywanie ich, przesypywanie mąki na sito oraz dozowanie do kotła. Przy tej czynności mąkę waży się lub dozuje na wyczucie orientując się według objętości worka. Obecnie niektóre małe piekarnie rzemieślnicze mechanizują ciągi mączne stosując typowe urządzenia mechaniczne.

383
W dużych piekarniach przemysłowych ciąg mączny jest przystosowany do pneumatycznego przenoszenia mąki (za pomocą sprężonego powietrza) i wyczerpywania jej do produkcji, co odbywa się systemem rur zamkniętych. Mąka ulega wówczas pewnej obróbce polegającej na ociepleniu lub ochłodzeniu mąki, napowietrzeniu i mieszaniu mąki oraz podsuszaniu. W technologii produktów spożywczych niektóre surowce muszą być poddawane dojrzewaniu, które jest wynikiem wielu skomplikowanych przemian, jakie odbywają się pod wpływem czasu i odpowiednich warunków fizycznych (temperatura, wilgotność powietrza). Znane jest dojrzewanie wina, owoców, serów, piwa, również pożniwnego zboża. Tak też mąka bezpośrednio po zmieleniu powinna odleżeć przez pewien czas zanim zostanie skierowana do produkcji. W niskich temperaturach dojrzewanie trwa wolniej, wyższych szybciej. Jako minimalny czas leżakowania mąki pszennej przyjmuje się dwa tygodnie a dla mąki żytniej pięć do siedmiu dni.
Mąka żytnia razowa wyprodukowana ze zdrowego zboża wcale nie wymaga dojrzewania. Z mąki dojrzałej po przemiale uzyskuje się na ogół lepszą wydajność ciasta i lepszą jakość pieczywa, które ma wtedy ładną barwę, jest pulchniejsze i uzyskuje większą objętość.
384
ROZDZIAŁ 5 PROCESY TWORZENIA SIĘ CIAST
Teoretyczne podstawy tworzenia się ciasta. Poznanie teoretycznych podstaw tworzenia się ciasta pomoże zrozumieć skomplikowane procesy zachodzące w cieście. Ciasto jest produktem powstałym z mąki i wody oraz innych surowców przeznaczonych do produkcji pieczywa. W praktyce piekarskiej ciasto jest takim półproduktem, który został wytworzony z mąki, wody i soli a następnie poddany fermentacji. Fermentacja ma na celu spulchnienie ciasta i jest spowodowana rozwojem organizmów żywych – drożdży i bakterii. Drobnoustroje rozwijając się w cieście powodują zmianę pewnych jego właściwości. Zmianę tych właściwości wykorzystuje piekarz do celów produkcyjnych. Od właściwości ciasta a więc od jego składników, sposobu wytwarzania oraz przemian spowodowanych fermentacją zależy w dużym stopniu jakość pieczywa. Poszczególne składniki ciasta łączą się w jednorodną masę podczas mieszania. Ciasto nie powstaje nagle, lecz tworzy się stopniowo stąd proces ten zwie się tworzeniem ciasta. Tworzenie się ciasta polega na powolnym przenikaniu cząsteczek wody do składników mąki. Składniki te pęcznieją powiększając swą objętość. Czas tworzenia się ciasta zależy od:
• Jakości i ilości poszczególnych składników mąki • Rozdrobnienia mąki • Temperatury wody • Szybkości mieszania.
Czas liczony od chwili rozpoczęcia mieszania do wytworzenia się ciasta nazywany jest czasem rozwoju ciasta. Piekarz powinien wykorzystać czas mieszania ciasta nie tylko w celu połączenia składników ciasta w jednolitą masę, ale również w celu uzyskania wymaganej przy formowaniu plastyczności i elastyczności ciasta. Elastyczność zwana też sprężystością nadaje ciastu odpowiednią płynność jest, więc czynnikiem fizycznym, który stanowi o przydatności ciasta do kształtowania. Zarówno elastyczność jak i plastyczność mogą być zmierzone za pomocą farinografu. Właściwości te nawzajem od siebie zależą. Wzrost elastyczności powoduje obniżenie plastyczności i odwrotnie. Na zmianę elastyczności i plastyczności duży wpływ mają surowce oraz temperatura ciasta.
5

385
Wzrost temperatury powoduje uplastycznienie ciasta zaś obniżenie temperatury ciasta zmniejsza jego plastyczność.
Konsystencja ciasta.
Konsystencja ciasta, czyli zawartość jego cząsteczek określa się zazwyczaj jako rzadszą (luźniejszą) lub gęściejszą (twardszą, sztywniejszą). Precyzyjnie konsystencję można określić za pomocą aparatów zwanych konsystometrami. Konsystencja zależy w dużym stopniu od ilości wody dozowanej do określonej ilości mąki, od jakości białek, skrobi oraz zawartych w mące enzymów.
Wydajność ciasta. W praktyce piekarskiej ilość ciasta otrzymana ze100 kg mąki nazywa się wydajnością ciasta.
Wydajność ciasta najczęściej określa się za pomocą liczb, jeżeli np. ze 100 kg mąki i 58 kg wody wytworzyć ciasto wówczas wydajność tego ciasta wyniesie 158 kg. Podobnie ciasto wytworzone z mąki i wody w stosunku 100 części mąki i 70 części wody ma wydajność 170. Ciasto o wydajności 158 jest zasadniczo gęściejsze niż ciasto o wydajności 170. W produkcji jednak nie zawsze ciasto jest gęściejsze, gdy jego wydajność się zmniejsza. Ciasto pszenne wytworzone z mąki zawierające znaczne ilości mocnego glutenu wchłania więcej wody niż ciasto wytworzone z mąki zwierające mniejsze ilości glutenu. Takie ciasto będzie gęściejsze a jego wydajność większa.
Tworzenie się ciasta pszennego i żytniego. W pierwszej fazie tworzenia się ciasta pszennego pod wpływem wody następuje silne pęcznienie białek oraz stosunkowo powolne pęcznienie skrobi. Powstający gluten tworzy coś w rodzaju włókien, które łącząc się tworzą siatkę glutenową. W spulchnionym cieście pszennym siatka glutenowa ułatwia zatrzymywanie dwutlenku węgla wytwarzającego się podczas fermentacji ciasta. Na przebieg tworzenia się ciasta żytniego mają wpływ składniki mąki żytniej. Ciasto żytnie w porównaniu z ciastem pszennym wykazuje wiele różnic, które wynikają z nieco odrębnych właściwości skrobi i białek żyta. W przeciwieństwie do ciasta pszennego ciasto żytnie tworzy strukturę drobnoziarnistą; nie tworzy się w nim siatka glutenowa jak w cieście pszennym.
Fazy tworzenia się ciasta
Fazy Nazwa fazy Zachowanie się mieszaniny, właściwości I Wstępna-
mieszanie składników.
Cząstki mąki zaczynają wchłaniać wodę (zjawisko hydratacji), łączą się stopniowo w pojedyncze, wilgotne skupiska, wyzwala się ciepło. Mieszanina o luźnej konsystencji, lepka w dotyku.
II Zawiązywanie struktury ciasta.
Intensywne chłonięcie wody (osmotycznie, mechanicznie), początek tworzenia struktury ciasta i glutenu (ciasto pszenne)

386
wskutek łączenia się pojedynczych grudek zwilżonej mąki. Spoista masa (ciasto), wilgotna na powierzchni, lepka.
III Porządkowanie struktury ciasta.
Kształtowanie się lepko- sprężystych cech ciasta, woda znika z powierzchni, powierzchnia obsycha. Ciasto oddziela się od ścian dzieży (komory mieszenia).
IV Rozwój ciasta. Mechaniczne oddziaływanie na ciasto powoduje uzyskanie ekstremalnych właściwości lepko- sprężystych. Powierzchnia ciasta gładka, ciasto hałasuje (uderzając o powierzchnię dzieży). Uzyskuje stałą konsystencję przez pewien czas, określany jako tolerancja na mieszenie.
V Uplastycznianie ciasta (upłynnianie).
Ciasto mięknie, staje się mniej sprężyste, coraz bardziej ciągliwe aż do utrat spoistości oraz pojawienia się mazistości i płynięcia.
Tab. Fazy tworzenia się ciasta.

387
ROZDZIAŁ 6 PROWADZENIE CIAST PSZENNYCH
Prowadzenie ciasta pszennego metodą bezpośrednią – jednofazową. Jednofazowe prowadzenie ciasta pszennego polega na wytworzeniu go ze wszystkich surowców przewidzianych w przepisie technologicznym. Najpierw do kotła dozuje się wodę i drożdże w celu wytworzenia mleczka drożdżowego. Następnie dozuje się przesianą mąkę, a następnie wodne roztwory soli i cukru. Po dodaniu wszystkich składników uruchamia się mieszarkę i wszystkie składniki poddaje się wymieszaniu. O ile przepis technologiczny przewiduje dodatek tłuszczu, należy dokonać wstępnego zamieszenia, po czym dodać tłuszcz i połączyć go z ciastem. Po połączeniu się wszystkich składników należy wyłączyć mieszarkę, powierzchnię ciasta posypać cienką warstwą mąki i odstawić do fermentacji na 2 do 3 godzin. Fermentujące w kotle ciasto powiększa ok. dwukrotnie swoją objętość. Podczas fermentacji ciasta wytwarza się w nim dwutlenek węgla, który spulchnia ciasto. Po pewnym czasie duża ilość, CO2 działa hamująco na rozwój drożdży; wówczas stosuje się tzw. przebijanie ciasta. Odbywa się ono za pomocą mieszarki. Na miejsce wydalonego dwutlenku węgla wchodzi tlen z atmosfery w wyniku, czego następuje ożywienie rozwoju drożdży i kontynuacja fermentacji. Przebijania ciasta dokonuje się dwu lub trzy krotnie i trwa ono od kilkudziesięciu sekund do 2 –3 minut. Podczas przebijania stosuje się osuszanie ciasta, które polega na przesypywaniu ciasta niewielką ilością mąki w czasie przebijania. Po około 20 – 30 minutach od ostatniego przebijania, ciasto przekazuje się do dzielenia i kształtowania.
Prowadzenie ciasta pszennego metodą pośrednią – dwufazową. Ciasta prowadzone metodą dwufazową zwą się inaczej ciastami rozczynowymi. Rozczyn – jest to stosunkowo rzadka zawiesina mąki i drożdży w wodzie. Wielkość rozczynu oraz jego konsystencję reguluje się w zależności od właściwości wypiekowych mąki. Przefermentowany rozczyn uzupełnia się pozostałymi surowcami i w końcu wytwarza się ciasto właściwe.
6
388
Z mąki o słabszych właściwościach wypiekowych wytwarza się mniejszy i rzadszy rozczyn niż z mąki o lepszych cechach. Do wytworzenia rozczynu używa się 30% - 50% mąki, 50% - 70% wody, oraz całą ilość drożdży przewidzianą przez recepturę 100%. Do kotła wlewa się wodę o określonej temperaturze, dodaje rozkruszone drożdże i wytwarza mleczko drożdżowe. Następnie dodaje się przesianą mąkę i całość dokładnie miesza. Otrzymany rozczyn posypuje się warstwą mąki grubości około 1cm i odstawia do fermentacji, na około 1 do 1,5 godziny. Dojrzały rozczyn można poznać po jego powierzchni, ma on powierzchnię płaską lub lekko wklęśniętą. Tylko dojrzały rozczyn można przerobić na ciasto. Do dojrzałego rozczynu kolejno dodaje się pozostałą ilość wody, przesianą resztę mąki oraz wodne roztwory soli i cukru rozpuszczone w pozostałej ilości wody a następnie uruchamiamy maszynę mieszającą. Po wstępnym zamieszeniu, o ile receptura przewiduje – dodajemy tłuszcz i jeszcze raz dokładnie mieszamy. Otrzymane ciasto posypuje się mąką i odstawia do fermentacji na ok.1 do 1,5 godziny. W czasie fermentacji stosuje się jedno lub dwukrotne przebijanie połączone z osuszaniem ciasta. Po 20 –30 minutach od ostatniego przebicia ciasto przekazuje się do dzielenia i kształtowania.
PRZYGOTOWANIE CIASTA NA NIEKTÓRE GATUNKI PIECZYWA PSZENNEGO
Niektóre gatunki pieczywa wymagają odmiennego procesu technologicznego, które wynika z cech charakterystycznych pieczywa i receptury. Dla każdego asortymentu opracowana jest receptura i dokumentacja technologiczna łącznie z określeniem parametrów technologicznych a mianowicie: na chleb lecytynowy, bagietki francuskie, graham i pieczywo półcukiernicze.
Chleb lecytynowy
Chleb lecytynowy należy do pieczywa pszennego wyborowego, charakteryzuje się delikatnym, drobnym i elastycznym miękiszem oraz zwiększoną objętością dzięki dodatkowi lecytyny. Dodatek ten powoduje zachowanie procesu czerstwienia, dzięki czemu chleb lecytynowy zachowuje dłużej świeżość w porównaniu z innym pieczywem. Korzystny wpływ na zmianę właściwości ciasta i chleba wywiera lecytyna gdyż w skład ciasta wchodzi tłuszcz i cukier. Lecytynę dodaje się w ilości 0,5% w przeliczeniu na mąkę, najlepszy efekt uzyskuje się gdy lecytynę wprowadza się w postaci emulsji, sporządza się ją z lecytyny i tłuszczu w stosunku 1:1 z dodatkiem takiej samej ilości wody o temperaturze około 50oC. Całość ubija się do uzyskania jednolitej masy. Ciasto na chleb lecytynowy wytwarza się metodą dwufazową. Podmłodę sporządza się z 50kg. mąki i 40dm3 wody z dodatkiem drożdży, temperatura podmłody powinna wynosić 28oC, a czas fermentacji około 3,5 godziny. Pozostałą ilość mąki dozuje się podczas wytwarzania ciasta, łącznie z równomiernie rozprowadzonym mlekiem
389
odtłuszczonym w proszku, dodaje się pozostałe surowce i wodę. Temperatura ciasta powinna wynosić 30-32oC, a czas fermentacji około 40 minut.
Bagietki francuskie
Bagietki francuskie to rodzaj pieczywa pszennego wyróżniają się długością (ponad 70cm) grubą skórką i miękiszem o dużej nierównomiernej porowatości. Chłodne i luźne przygotowanie ciasta to długi cykl mieszania (dwukrotnie dłuższy niż innego ciasta pszennego), specyficzny sposób dozowania dodatków powoduje wytwarzanie się w pieczywie charakterystycznej nierównomiernej porowatości i grubej skórki. Ciasto na bagietki przygotowuje się metodą jednofazową, wprowadzając wszystkie surowce do ciasta. Z 98kg. mąki pszennej typ 500 sporządza się ciasto dodając 56dm3 wody i rozpoczynamy proces mieszania. Wodę należy dodać o takiej temperaturze, aby temperatura wytworzonego ciasta wynosiła 25-27oC, po 15 minutach mieszania należy dodać mleczko drożdżowe (2 kg drożdży z 4 dm3 wody) i kontynuować mieszanie. Ciasto miesimy 40 min. a na 5 min. przed zakończeniem procesu mieszania dodać 2kg. soli. Ciasto odstawia się do fermentacji na około 2,5 godziny, przebijając je w tym czasie 2-3krotnie. Do obrabiania ciasta na bagietki zużywa się 2kg mąki. Aby zabezpieczyć ciasto przed obsychaniem fermentacja powinna odbywać się w komorze z nawilżaczem lub pod przykryciem lnianymi ręcznikami.
Chleb graham
Chleb graham jest pszennym pieczywem ( mąka typ1850) wytwarzany metodą dwu lub trójfazową, najlepsze pieczywo uzyskuje się metodą trójfazową. Aby zapobiec rozwojowi pałeczki ziemniaczanej w okresie letnim dodaje się do ciasta spożywczy kwas mlekowy w ilości do 0,4kg/100kg. mąki, lub dodaje się kwas otrzymany w wyniku fermentacji z mąki żytniej typ 800 w ilości 2,5% w przeliczeniu na mąkę użytą do ciasta. Przy wytwarzaniu ciasta należy przedłużyć czas mieszania o około 50% w porównaniu do czasu mieszania ciast pszennych.
Pieczywo półcukiernicze
Pieczywo półcukiernicze to takie, które zawiera ponad 15% cukru i tłuszczu, ale nie więcej niż 30% może zawierać również jaja i mleko. Wyroby te mogą być nadziewane lub nie nadziewane, smarowane masą jajową, pomadą, posypywane makiem, kruszonką. Produkcja tych wyrobów wymaga umiejętności i ich kształtowania i zdobienia w większości wykonuje się je ręcznie. Ciasto na pieczywo półcukiernicze wytwarza się metodą jedno dwu lub trój fazową. Przy metodzie jednofazowej należy najpierw upłynnić drożdże w mleku z niewielkim dodatkiem cukru, do dzieży stosuje się wszystkie surowce poza tłuszczem, który dodaje się po wstępnym wymieszaniu z mąką. Ciasto przygotowuje się o temperaturze 28-32oC fermentuje 2-4 godz. Efekty uzyskuje się przy zastosowaniu metody dwufazowej, która najczęściej stosowana jest w praktyce. Podmłodę przygotowuje się prawie z całej ilości płynów, pozostawiając niewielką ilość do ciasta. Wydajność podmłody zależy od jakości mąki, jeżeli mąka zawiera mocny gluten należy przygotować metodę cieplejszą, a gdy gluten jest słaby przygotowuje się podmłodę o niższej temperaturze. Przy wytwarzaniu ciasta z małą ilością

390
tłuszczu i w okresie letnim stosuje się drożdże w określonej ilości. Podmłodę o temperaturze 26-28oC pozostawia się do fermentacji na około na około 3-3,5 godziny z zastosowaniem przebicia po 2 godzinach fermentacji, tłuszcz dodaje się na końcu czas fermentacji ciasta wynosi od 0,5-1 godz., można zastosować przebijanie ciasta. Przy przygotowaniu ciasta metoda trójfazową do podmłody I dodaje się 30-35% maki i do podmłody II także 30-35% ogólnej ilości przeznaczonej do ciasta, jest wskazane aby podmłoda II była gęstsza niż podmłoda I, czas fermentacji podmłody I wynosi 1,5-2 godz., podmłody II 1-1,5 godz., ciasta 20-30 minut.
391
ROZDZIAŁ 7 PROWADZENIE CIAST ŻYTNICH
Zasady prowadzenia ciasta żytniego.
Proces technologiczny ciasta żytniego różni się od produkcji ciasta pszennego. Różni się głównie przygotowaniem ciasta i prowadzeniem fermentacji. Ciasto żytnie fermentuje się za pomocą ukwaszania, które odbywa się głównie za pośrednictwem bakterii mlekowych. Bakterie te współżyją z drożdżami piekarskimi. Mąka żytnia zawiera mało glutenu który należy do wielocukrów koloidowych, ma natomiast śluzy. W ciastach żytnich strukturę tworzą śluzy, które w zależności od wyciągu mąki mogą się wahać pomiędzy 1- 4%. Śluzy pod wpływem wody przechodzą w żel, otaczając cząsteczki skrobi i białka utrudniając im pęcznienie. Białka tworzące gluten występują w małej ilości i nie tworzą charakterystycznej siatki.
Drożdże które rozwijają się w cieście dostają się tam najczęściej z powietrza lub z pojemników fermentacyjnych. W cieście który jest poddany ukwaszeniu rozwijają się jako drożdże kwasowe. W czasie fermentacji drożdże kwasowe wytwarzają dużą ilość dwutlenku węgla i ciasto żytnie ulega rozrostowi. Przy produkcji ciasta żytniego są prowadzone dwie fermentacje alkoholowa i mlekowa.
W fermentującym cieście żytnim bakterie mlekowe zużywają zawarty w podłożu cukier i przetwarzają go na kwasy organiczne, dwutlenek węgla, alkohol i inne związki. Wytworzone kwasy spełniają dwojaką rolę. Przede wszystkim nie dopuszczają do rozwoju drobnoustrojów powodujących gnicie. Proces ukwaszania całej masy ciasta nie odbywa się nagle. Aby mógł on przebiegać prawidłowo, musi być nadzorowany. Nadzorowanie polega na sprawdzeniu warunków, w jakich przebiega fermentacja. Jeżeli z mąki żytniej wytworzy się ciasto na drożdżach wówczas miękisz pieczywa z danego ciasta jest lepki, wilgotny, nieelastyczny, zbity. Aromat takiego pieczywa jest słaby a smak mdły. Chleb z ciasta żytniego na drożdżach robi wrażenie niedopieczonego. Wady te można łatwo usunąć poprzez ukwaszenie ciasta. Chleb żytni z ciasta ukwaszonego jest smaczny ma równomiernie spulchniony miękisz i okrągły wygląd.
7

392
Natomiast chleb pszenny z ciasta ukwaszonego odznacza się nieprzyjemnym kwaśnym smakiem, małą objętością i porowatością. Dlatego ciasta żytniego nie prowadzi się na drożdżach a pszennego nie ukwasza się. W przemyśle piekarskim ukwaszanie ciasta żytniego odbywa się stopniowo a sam proces składa się z kilku faz. Półprodukty otrzymane w różnych fazach ukwaszania zwą się ogólnie zakwasami. Kwas piekarski jest również produktem wyjściowym do otrzymywania zaczątku. Zaczątek – jest to niewielka ilość dojrzałego kwasu pobranego bezpośrednio przed przerobieniem na ciasto. W metodzie prowadzenia pięciofazowego przerabiania zaczątku na przedkwas polega na dodaniu do niego odpowiedniej ilości mąki żytniej, dokładnym wymieszaniu całej masy i pozostawieniu jej na określony czas do przefermentowania. W każdej fazie prowadzenia ciasta żytniego trzeba przestrzegać ilości dodawanych surowców, ich temperatury i czasu fermentacji. W każdej następnej fazie przerobu np. w przerobie przedkwasu na półkwas i półkwasu na kwas należy postępować podobnie. Dopiero przerabiając kwas na ciasto dozuje się sól, lecz po uprzednim pobraniu z niego odpowiedniej ilości na nowy zaczątek. Czas pięciofazowego prowadzenia ciasta żytniego wynosi 22 – 24 godziny, dlatego w bieżącej produkcji stosuje się skrócone metody prowadzenia ciasta 3 lub 2 fazowe. Jeżeli liczbę faz fermentacyjnych będzie się zmniejszać do minimum pozostanie tylko kwas, z którego pobiera się zaczątek do przerobienia na kwas. Taki sposób postępowania zwie się przechodzeniem z kwasu na kwas. O ile pobieranie zaczątku z kwasu i przerabianie na kwas poprzez inne fazy może być prowadzone niemal nieograniczenie długo, o tyle zmniejszenie liczby faz może tylko szybko doprowadzić do osłabienia kwasu i otrzymania z niego pieczywa złej jakości. Chleb można wyprodukować tylko z ciasta wytworzonego za pośrednictwem dobrze przefermentowanego kwasu.
FAZOWOŚĆ PROWADZENIA CIAST ŻYTNICH
Fermentację ciasta prowadzi się fazami, w których w zależności od temperatury, konsystencji ciasta i stopnia ukwaszenia przewagę ma fermentacja alkoholowa lub mlekowa.
Odróżnia się wielofazowe i krótkie prowadzenie ciasta żytniego. Prowadzenie krótkie
może być dwu lub truj fazowe.
W metodzie truj-fazowej odróżnia się: - Półkwas - Kwas - Ciasto
W metodzie dwu-fazowej odróżnia się: - Kwas - Ciasto

393
Prowadzenie krótkie wymaga zazwyczaj stosunkowo nieco wyższej temperatury ukwaszania niż prowadzenie wielofazowe. Prowadzenie wielofazowe stosuje się cztero lub pięciu fazowe prowadzenie ciasta żytniego, rzadziej natomiast stosuje się sześć lub więcej faz fermentacji ciasta. Każda faza ma swoją nazwę i określone warunki fermentacji.
W metodzie czterofazowej poszczególne fazy fermentacji nazywają się: - Przedkwas - Półkwas - Kwas - Ciasto
Produkcje ciasta żytniego można przeprowadzić w ciągu 16-18 godzin
W metodzie pięciofazowej poszczególne fazy fermentacji: - Zaczątek - Przedkwas - Półkwas - Kwas - Ciasto Cykl metody pięciofazowej trwa około 12-14 godzin w zależności jeżeli jest wytworzony
zaczątek od podstaw czy jest pobrany z dojrzałego kwasu. Fazy w produkcji ciasta żytniego powinny się charakteryzować parametrami: temperatura, czas, wielkość, konsystencja i kwasowość.
Dobór warunków powoduje naturalną selekcję drobnoustrojów. Podczas prowadzenia ciasta żytniego wyróżnia się następujące fazy: zaczątek, przedkwas, półkwas, kwas, ciasto właściwe.
Zaczątek jest podstawą sporządzania nowego ciasta. Wyprowadza się go z mąki i wody
w stosunku 1:1. Składniki te poddaje się samoczynnej fermentacji pod wpływem drożdży i bakterii, pochodzących z surowców. Można także stosować dodatek preparatów kultur drożdży i bakterii kwasu mlekowego. Zaczątek można wyprowadzać także z ciasta w końcowym okresie fermentacji.
Przedkwas otrzymuje się z zaczątku przez dodanie do niego odpowiedniej ilości wody,
mąki i wymieszanie. Ciasto powinno mieć luźna konsystencję. Przedkwas fermentuje w temp. 24-26°C przez 5-9 godzin. W tym okresie następuje rozmnażanie mikroflory, szczególnie drożdży. Drożdże rozmnażają się lepiej w cieście luźnym, natomiast bakterie kwasu mlekowego w cieście gęstym i w temp. ok. 30°C.
Półkwas otrzymuje się z przedkwasu przez dodanie do niego mąki i podwyższenie temp
do 26—28°C. Czas fermentacji wynosi ok. 6 godzin, rozmnażają się głównie bakterie kwasu mlekowego.
Kwas otrzymuje się przez dodanie do półkwasu mąki i wody. Uzyskuje się ciasto o
luźnej konsystencji w ilości 40—50% ciasta właściwego. Fermentacja jest prowadzona w temp. 28 — 30°C przez 3 godziny. Zachodzi wtedy intensywny rozwój drożdży i bakterii kwasu mlekowego.

394
Ciasto właściwe otrzymuje się przez dodanie do kwasu pozostałej mąki, wody i wszystkich dodatków. Sól dodaje się w postaci roztworu wodnego. Ciasto miesi się w miesiarce i pozostawia w temp. 29—31 °C na ok. 20—30 minut w celu przefermentowania. W czasie fermentacji zachodzi jednocześnie rozkład cukrów do etanolu i dwutlenku węgla oraz do kwasu mlekowego.
Prowadzenie fermentacji polega na okresowym odświeżaniu fazy przez dodanie wody, mąki i wymieszanie, aby produkty fermentacji nie hamowały rozwoju mikroflory.
Pięciofazowa fermentacja ciasta żytniego na zakwasie daje pieczywo dobrej jakości, ale jest procesem długim. W praktyce stosuje się często skrócony proces, z pominięciem niektórych faz. Na przykład prowadzenie czterofazowe ciasta polega na użyciu do produkcji gotowego zaczątku. Gotowy zaczątek jest niewielką ilością dojrzałego kwasu użytego z innego cyklu fermentacyjnego. Dalsze skracanie procesu prowadzenia ciasta jest związane ze stosowaniem wyższych temperatur fermentacji gotowych kwasów.
Schemat: produkcja pieczywa żytniego
Przygotowanie surowców
F I Przygotowanie zaczątku
Fermentacja główna
F V Ciasto właściwe
F IV Kwas
F III Półkwas
F II Przedkwas
Studzenie i pakowanie
Wypiek
Rozrost
Dzielenie i formowanie

395
Prowadzenie ciasta na chleb żytni pytlowy.
Przy produkcji tego chleba ma zastosowanie 5 fazowe prowadzenie ciasta. Cykl produkcyjny rozpoczyna się od pobrania zaczątku z dojrzałego kwasu 1,5 kg na 100 kg mąki użytej do wytwarzania ciasta. Zaczątek dokładnie rozprowadza się w niewielkiej ilości wody (3 litry) na 100 kg maki po rozprowadzeniu zaczątku powinien tworzyć jednolitą zawiesinę, którą uzupełnia się mąka żytnią typ. 720 w ilości 3 kg i miesi na jednolitą masę. Jest to przedkwas, którego powierzchnię posypuję się mąką i pozostawia się do przefermentowania. Warstwa mąki stanowi ochronę przeciwdziałającą wyziębieniu masy. Dojrzały przedkwas zalewa się 10 litrami wody oraz uzupełnia mąką w ilości 15 kg, po czym poddaje miesieniu a następnie odstawia do fermentacji. Podobne czynności powtarza się przy przerobieniu półkwasu na kwas oraz kwasu na ciasto. Stosuje się przy tym odpowiednio zwiększone ilości mąki i wody. Przy przerobieniu kwasu na ciasto dozuje się rozpuszczoną sól. Przed dodaniem soli należy pamiętać o pobraniu zaczątku do rozwinięcia następnego cyklu produkcyjnego. (Schemat nr.6 Prowadzenia ciasta na chleb pytlowy, aneks str.37). W opisanej metodzie użyto 50% mąki do wytwarzania zakwasów ( wszystkie fazy fermentacji łącznie z kwasem) a pozostałe 50% przeznaczono do wytworzenia ciasta. Prowadzenie takie zwie się prowadzeniem na kwasie średniej wielkości. Prowadzenie ciasta na chleb pytlowy metodą 5 fazową na zapożyczonym z kwasu zaczątku można w sposób niemal ciągły prowadzić produkcję chleba pytlowego przez 6 dni w tygodniu.
Ciasto na chleb mleczny. Ciasto na chleb mleczny prowadzi się na rzadkim zakwasie zwanym popularnie żurkiem. Żurek wyprowadza się z 4kg dojrzałego kwasu, który rozcieńcza się 12 litrami wody i uzupełnia 4 kg mąki żytniej Typu 580. Dojrzały żurek po około 20 h fermentacji przetwarza się na kwas przez uzupełnienie go 37kg mąki, 30 litrami mleka świeżego odtłuszczonego, 1kg drożdży i 1kg kminku. Otrzymany kwas odstawia się do fermentacji na około 3h. Przetwarzanie dojrzałego kwasu na ciasto polega na dodaniu pozostałej ilości mąki, wody oraz soli i zamieszaniu całości. Po około 0,5h przefermentowane ciasto dzieli się na kęsy o masie 0,94 kg z przeznaczeniem na bochenki o masie 0,8kg i poddaje rozrostowi w koszyczkach w ciągu 45-55 minut. Wypiek chleba mlecznego trwa około 50 minut w temperaturze początkowej 240°C ze spadkiem do 200°C.
Prowadzenie ciasta na chleb żytni sitkowy. Prowadzenie ciasta na chleb żytni sitkowy metodą 4 fazową można rozpocząć od przedkwasu, stosując jako zaczątek dojrzały kwas. Ogólna ilość mąki, jaką używa się do wytwarzania ciasta, wynosi 46kg/ 100kg mąki, czyli do wytwarzania zakwasów używa się ogółem 56kg mąki. Wielkość kwasu można, więc określić jako 56%. Jest to, więc prowadzenie ciasta na nieco większym kwasie niż w przypadku chleba żytniego pytlowego. Minimalna wielkość kwasu potrzebna do wyprodukowania chleba dobrej jakości wynosi 40%. Przy takim prowadzeniu chleba odznacza się umiarkowanie kwaśnym smakiem,

396
charakterystycznym dla pieczywa z ciemnej mąki żytniej. Miękisz takiego chleba ma wymaganą elastyczność i nie jest lepki. Ponieważ między pobraniem kwasu na zaczątek i nastawieniem przedkwasu upływa 7-8 h, pobraną ilość kwasu można przygnieść z niewielką ilością mąki sitkowej. Można również zalać kwas przeznaczony na zaczątek niewielką ilością wody, po czym pozostawić zaczątek w wodzie, a do przerobienia przystąpić w terminie przewidzianym na wytworzenie przedkwasu. W przypadku braku kwasu z mąki sitkowej można posłużyć się kwasem z mąki razowej.
Prowadzenie ciasta na chleb żytni razowy. Prowadząc ciasto metodą 4-fazową z dojrzałego kwasu ujmuje się zaczątek, który jest przeznaczony do przerobienia na przedkwasie. Ogólna ilość mąki użyta do wytwarzania zakwasów wynosi 45-55 kg /100 kg, czyli ciasto prowadzi się na zakwasie wielkości 45-55%. Ciasto przeznaczone do wypieku w formach może być nieco rzadsze niż ciasto przeznaczone do wypieku bezpośrednio na trzonie. Różnica w dozowaniu wody wynosi ok.4 dm³ /100kg mąki. Zazwyczaj Półkwas doprowadza się do takiej konsystencji, jaką powinno mieć ciasto. Natomiast kwas powinien być nieco rzadszy, podobnie jak przedkwas. Spośród innych metod prowadzenia ciasta na chleb razowy wyróżnia się tzw. nocne prowadzenie półkwasu i nocne prowadzanie kwasu. W metodzie tej czas trwania fermentacji półkwasu wynosi 10 h przy wielokrotności 3-4 w stosunku do kwasu. Natomiast nocnym prowadzeniu kwasu czas fermentacji kwasu trwa 8h przy wielokrotności 7-6.
1.5 Ciasto na chleb żytni litewski. Ciasto prowadzi się metodą 4-fazową. Do produkcji używa się mąkę żytnią razową typ 2000 i mąkę przenną typ 850. Do wyprowadzenia zakwasu używa się dojrzałego kwasu, a następnie z dodatkiem mąki i wody przerabia się go na przedkwas. Na tych samych zasadach wytwarza się kwas i ciasto. Do ciasto dozuje się mąkę, wodę, inaktywowane drożdże, miód sztuczny, syrop słodowy, cukier, mleko w proszku odtłuszczone i sól. Mleko przed dozowaniem należy rozpuścić w wodzie o tem. ok. 60ºC i pozostawić na 20 minut. Cukier, miód i syrop oraz sól dozuje się po rozpuszczeniu w wodzie. Należy również rozmiękczyć wodą inaktywowane drożdże, po uprzednim zaparzeniu ich gorącą wodą. Wytwarzanie ciasta trwa od 10-12 minut. Ciasto dzieli się na kęsy o masie 1,16kg (wypieczony chleb ma wówczas masę 1 kg). Rozrost ukwaszonych kęsów ciasta trwa około 50 minut. Czas wypieku 80-85 minut w temperaturze początkowej 240ºC ze spadkiem do 190ºC. Wypiek odbywa się w formach.

397
ROZDZIAŁ 8 PROWADZENIE CIAST MIESZANYCH
Ciasto mieszane
Ciasta mieszanie produkuje się z mąki pszennej i żytniej. Półprodukty (zakwasy lub rozczyny) prowadzi się osobno z mąki pszennej i żytniej. Stosuje się następujące metody prowadzenia ciast:
- Prowadzenie zakwasów pszennych i dozowanie mąki żytniej do ciasta, - Prowadzenie zakwasów żytnich i dozowanie maki pszennej do ciasta, - Osobne prowadzenie zakwasu i rozczynu, a następnie łączenie tych półproduktów
przy końcowym wytwarzaniu ciasta,
Prowadzenie ciasta mieszanego na zakwasach
Do prowadzenia ciasta na zakwasach wykorzystuje się ciasta, które wytwarzane są z maki żytniej i pszennej, przy czym im więcej mąki żytniej tym bardziej ciasto jest poddawane ukwaszeniu. Prowadząc ciasto mieszanie na zakwasie należy mąkę pszenną dozować w końcowym procesie fermentacji, czyli podczas wytwarzania ciasta końcowego.
Wcześniejsze dozowanie mąki pszennej wprowadza zakłócenia w procesach ukwaszania. Uzyskane z tego kwasu pieczywo jest zbite, lepkie i ma mało porowaty miękisz.
Prowadzenie ciast mieszanych na rozczynach
Ciasto na rozczynach drożdżowych jest ciastem mieszanym, które wytwarza się z przeważającą ilością mąki pszennej. Można prowadzić ciasto na rozczynie z odpowiednią ilością mąki pszennej a następnie przerobić po dodaniu maki żytniej i pozostałej ilości mąki pszennej. Ciasto o lepszej strukturze uzyskuje się, gdy do rozczynu z mąki pszennej dozuje się polowe mąki żytniej w postaci rozwodnionego zakwasu. Jakość uzyskanego pieczywa z ciasta mieszanego zależy od odpowiedniego połączenia mąki żytniej i pszennej.
8

398
Metody prowadzenia ciast na chleb praski.
Chleb praski produkuje się na kwasach z dodatkiem drożdży. Fermentację kwasową prowadzi się sposobem wielofazowym. Ukształtowane kęsy ciasta poddaje się rozrostowi na deskach, w koszykach lub w formach. Proces fermentacyjny dla chleba praskiego może być prowadzony następującymi sposobami: a ) przygotowanie chleba na kwasie o wydajności nie niższej jak 200 z dodatkiem drożdży do kwasu lub ciasta, b ) przygotowanie ciasta na kwasie i rozczynie, c). przygotowanie ciasta o wydajności 300-400 na wolnych pół kwasach, tzw. żurkach. Wytwarzanie ciasta na kwasie. Podstawowym założeniem przygotowania ciasta na kwasie jest utrzymanie wydajności kwasu w granicach 200-220 przy wprowadzeniu całej ilości mąki żytniej do kwasu. Kwas można prowadzić z dodatkiem drożdży lub bez dodatku drożdży. Prowadzenie z dodatkiem drożdży do kwasu daje pieczywo jakościowo lepsze. Przy dodaniu drożdży do kwasu - kwas ten nie powinien być pobrany jako zaczątek do przygotowania nowego zakwasu. W tym przypadku zaczątek należy pobierać z pół kwasu lub nawet z przedkwasu. Czas trwania fermentacji kwasu wynosi 3h, temperatura 28-30ºC. Pozostałe fazy, czyli przedkwasu i pół kwas należy prowadzić zgodnie z ogólnie przyjętymi założeniami prowadzenia procesu fermentacyjnego dla pieczywa żytniego. Wytwarzanie ciasta na kwasie i rozczynie. Kwas należy przygotowywać z 25% ogólnej ilości mąki żytniej, rozczyn zaś z takiej samej ilości mąki pszennej. Pozostałej ilości mąki żytniej i pszennej dodaje się do ciasta. Kwas przygotowuje się podobnie jak przy prowadzeniu ciasta na kwasie. Należy w tym przypadku stosować wydajność kwasu, około 180, aby uzyskać bardziej aromatyczny smak chleba. Czas trwania fermentacji kwasu powinien wynosić 3h, temperatura 28-30 ºC. Rozczyn należy przygotować o wydajności 180 i na 3h zostawić do fermentacji w temperaturze 24-27ºC. Całą ilość drożdży należy dodawać do rozczynu. Przy tym sposobie prowadzenia ważne jest, aby jednocześnie nastawiać rozczyn i kwas, ze względu na jednakowy czas fermentacji. Po zakończeniu fermentacji kwasu i rozczynu łączy się razem, dodaje pozostałą ilość wody oraz bardzo dobrze rozpuszczoną, w części wody sól i dokładnie miesi. Następnie dodaje się pozostałą ilość mąki pszennej i żytniej. Ciasta nie należy miesić dłużej niż jest to potrzebne. Czas leżakowania ciasta powinien wynosić 20-40 minut. Ważnym zabiegiem technologicznym przy produkcji pieczywa mieszanego jest tzw. przesuszania ciasta. Polega ono na tym, że ciasto wytwarza się z całej przewidzianej ilości wody i mniejszej ilości mąki.

399
Po wytworzeniu ciasta ze zmieszanej ilości mąki dodaje się pozostałą mąkę. W tym przypadku miesienie ciasta powinno być bardzo krótkie, aby jeszcze pozostały ślady mąki na cieście. Przesuszanie powinno być stosowane do wszystkich rodzajów ciast mieszanych.
Wytwarzanie ciasta na wolnych pół kwasach, tzw. żurkach. Przygotowanie ciasta według tej metody charakteryzuje się tym, że zamiast normalnie stosowanych pół kwasów o małej wydajności używa się pół kwasów „wolnych” o wydajności 300-400, prowadzonych przez około 20h w temperaturze 25ºC. Odnowienie takiego półkwas odbywa się przez odbieranie 1/5 dojrzałego półkwas do przygotowania następnego. Do nowego przygotowania półkwasu dodaje się tzw. normalny kwas, w którym ilość mąki powinna być równa 1/4 ilości mąki zużywanej do nowo przygotowanego półkwasu. Kwas o wydajności 220 prowadzi się w czasie 3h przy temperaturze 28-30ºC.
Prowadzenie ciasta na chleb mazowiecki. Chleb mazowiecki jest produkowany z zastosowaniem drożdży do fermentacji rozczynu i z dodatkiem kwasu. Chleb mazowiecki jest typowym chlebem pszenno-żytnim. Ciasto wymaga lekkiego zakwaszania, w przeciwnym, bowiem przypadku smak chleba byłby bardzo zbliżony do chleba pszennego. Ilość mąki pszennej użyta do rozczynu powinna wynosić 30-40%. W zależności od upodobań ( chleb mniej lub bardziej kwaskowy) dodaje się mąkę żytnią do kwasu w ilości10-20%. Należy zaznaczyć, że przy mące żytniej o małej lepkości do kwasu należy dodawać całą ilość mąki żytniej. Najkorzystniejsze prowadzenie ciasta na chleb mazowiecki polega na przygotowaniu rozczynu wydajności około180 z 40% ilości mąki pszennej i z całej ilości dodatku drożdży o temperaturze 24-27ºC i czasie fermentacji trwającej 3-3,5h. Kwas przygotowuje się w taki sposób jak dla chleba żytniego wydajności 180, przy temperaturze 28-30ºC i pozostawia do fermentacji na 3h. Kwas dodaje się do rozczynu i całość bardzo dokładnie się miesi. Dokładne wymiesienie zapobiega występowaniu w chlebie ciemnych smug spowodowanych ciemniejszym zabarwieniem kwasu żytniego. Po dokładnym wymiesieniu rozczynu i kwasu należy dodać pozostałą dolewkę i surowce. Ciasto powinno leżakować 30-45 minut. Kęsy ciasta są kształtowane podłużnie o masie 0,94kg. Rozrost kęsów ciasta prowadzi się na deskach lub w koszyczkach. Rozrost kęsów ciasta powinien być prowadzony aż do chwili pełnego wyrośnięcia. Wady pieczywa przy nie pełnym rozroście są na ogół w chlebie mieszanym większe niż przy przerośnięciu kęsów.

400
Prowadzenie ciasta na chleb beskidzki. Chleb beskidzki produkuje się na kwasie przygotowany w procesie wielofazowym albo skróconym. Jest to typowy chleb mieszany, w którym stosunek mąki pszennej do żytniej wynosi 60: 40. Z reguły wydajność prowadzonych kwasów powinna być duża, a więc około 200, z wyjątkiem, półkwasu, który jest nieco sztywniejszy ( wydajność165). Kwasy są prowadzone niezbyt duże a żeby nie nastąpiło nadmierne ukwaszenie mąki pszennej. Można również prowadzić proces fermentacyjny przechodząc z półkwasu na półkwasu. Kwas potrzebny do odnowienia półkwasu można pobrać z kwasu lub półkwasu. Przy pobieraniu kwasu do odnowienia półkwasu należy zwrócić uwagę na dojrzałość kwasu. Kwas powinien być w pełni dojrzały ( powinien być pobrany w czasie nie krótszym, niż 3,5h od momentu wyprowadzenia kwasu, przy zachowaniu wszystkich innych warunków).
Przy prowadzeniu procesu fermentacyjnego przechodzeniem z kwasu na kwas, należy pobierać 1/3 ilości kwasu do odnowienia nowego kwasu, a 2/3 kwasu do przygotowania ciasta. Ilość odnowień przy tym systemie nie powinna być większa niż 6.

401
ROZDZIAŁ 8 KSZTAŁTOWANIE CIAST PSZENNYCH
Dzielenie i kształtowanie ciasta.
W małych piekarniach ciasto dzieli się i kształtuje ręcznie.
W piekarniach większych odbywa się to za pomocą maszyn
Niektóre maszyny dokonują jednocześnie dzielenia i kształtowania ciasta. Maszyny dzielą całą masę przefermentowanego ciasta na kęsy o jednakowej odpowiedniej masie, co zapewnia, że wszystkie kęsy mają identyczny kształt. Na każdy gatunek pieczywa może być ustalona inna masa kęsów ciasta i jest ona zawsze większa od gotowego pieczywa. Ta nadwyżka w masie ciasta jest przeznaczona na tzw. ubytek wypiekowy powstający podczas wypieku. Masa kęsów zależy od rodzaju pieczywa i konsystencji ciasta. Ciasto o rzadszej konsystencji traci więcej masy podczas wypieku niż ciasto sztywniejsze.
Dzielenie i kształtowanie ciasta bułkowego. Czynności dzielenia i kształtowania ciasta odbywają się za pomocą maszyn:
1. Krajalnic ręcznych – górno i dolno dźwigowych 2. Krajalnico – kształtownic (dzielarko – zaokrąglarki) 3. Wytłaczarek – dzielarko – kształtownic
Najprostsze krajalnice są obsługiwane całkowicie ręcznie i mają jeszcze zastosowanie w mniejszych piekarniach głównie rzemieślniczych. Do krajalnic podaje się kęsy pierwotne (presy) oddzielone od masy przefermentowanego ciasta i zwarzone. Krajalnice dzielą kęs wstępny na 30 tzw. kęsów wtórnych, czyli małych kęsów przeznaczonych bezpośrednio do produkcji bułek drobnych. Masa kęsów wtórnych jest nieco większa od masy bułek. Ta niewielka różnica jest przeznaczona na ubytek wypiekowy. (np. kęs wtórny o masie nominalnej 50g powinien ważyć ok. 55g.) Masę pierwotną można obliczyć np. 30 x55g = 1650g = 1,65kg
9

402
Kęsy wtórne poddaje się kształtowaniu, które zwykle składa się z dwóch faz: I faza – obtaczanie kuliste II faza – kęsom kulistym nadaje się ostateczny kształt (podłużny, kulisty; z nacięciami gwieździstymi lub podłużnymi) W dużych piekarniach do dzielenia i kształtowania ciasta na bułki drobne służą tzw. wytłaczarki i mają one najczęściej zastosowanie w tzw. mechanicznych liniach obróbczych. W przeciwieństwie do krajalnic wytłaczarki pracują ruchem ciągłym a ich wydajność w zależności od rodzaju urządzenia wynosi od 6 do 12 tysięcy bułek na godzinę. Wytłaczarka kształtuje kęsy za pomocą specjalnego zespołu, którego działanie polega najpierw na podzieleniu ciasta a następnie na obtoczeniu na kształt kulisty kęsów. Po każdej operacji mechanicznej (zaokrąglanie, wydłużanie, nacinanie) ciasto pszenne wymaga krótkiego odpoczynku, który zwie się rozrostem wstępnym a który zwykle trwa od 4 do 8 minut. Ciasto pszenne niepoddane rozrostowi wstępnemu, lecz podane do dalszej obróbki mechanicznej jest twarde, sprężyste, kruche, zbite i nie poddaje się ponownemu kształtowaniu.
Kształtowanie kęsów ciasta
Ciasto podzielone na kęsy jest poddawane obróbce mechanicznej w celu nadania mu określonego kształtu decydującego o zewnętrznym wyglądzie pieczywa, a także zapewnienia odpowiednich strukturotwórczych właściwości, w tym m.in. zdolności zatrzymywania gazu i utrzymywania kształtu kęsów podczas rozrostu i wypieku. Na powierzchni ciasta powstaje błonka – warstwa zatrzymująca gaz (CO2) podczas rozrostu. Kształtowanie kęsów ciasta może być wykonane ręcznie lub mechanicznie.
Kształtowanie ręczne
Kształtowanie ręczne wymaga, podobnie jak dzielenie, sprawności fizycznej, a także dobrego opanowania techniki ruchów. Ważne jest uzyskanie jednolitej struktury kęsów (tzw. równe skręcanie), gdyż w przeciwnym razie wystąpi nierównomierny rozrost i wadliwa porowatość miękiszu.

403
Kształtowanie ciasta na chleb – jest łatwiejsze niż na pieczywo drobne i polega na przegniataniu kęsów, ich zaokrąglaniu i ewentualnie wydłużaniu.
Przegniataniem – nazywa się kilkakrotne wydłużenie kęsów nadgarstkami, po którym
następuje złożenie ciasta. Dłonie i powierzchnia stołu powinny być w czasie przegniatania pokryte cienką warstwą mąki, która zapobiega przyklejaniu się ciasta.
Zaokrąglanie kęsów – to z kolei czynność polegająca na kulistym obtaczaniu kęsów
(tzw. przekręcanie kęsów). Końce kęsów wgniata się nadgarstkami do środka i palcami podkłada pod nadgarstki tworzące się inne końce kęsów, przy czym spojenia kęsów pozostawia się pod dłonią. Powierzchnia zaokrąglonego kęsa powinna być jednolicie gładka, bez pęknięć i załamań. Zaokrąglone kęsy układa się spoiną (tzw. śluzą) do spodu. Podczas wydłużania zaokrąglony kęs odwraca się spojeniem do góry, po czym dłońmi obtacza go wzdłuż, na powierzchni stołu. W przypadku rozrostu prowadzonego w koszykach kęs układa się spojeniem do góry, a przy wypieku chleba w formach wkłada się ciasto do formy tak, aby spojenie przylegało do spodniej ścianki.
Kształtowanie kęsów ciasta na pieczywo drobne jest czynnością wymagającą szczególnych umiejętności manualnych. Obejmuje najczęściej następujące operacje:
• obtaczanie kuliste (tzw. zaokrąglanie), • obtaczanie podłużne, (tzw. wałkowanie lub rolowanie), • naciskanie i wyciskanie, • nakładanie lub zakładanie, • stykanie, inaczej (składanie), • zawijanie, • przeplatanie, • tzw. zawlekanie (kluczenie), • nacinanie.
W produkcji jednego gatunku drobnego pieczywa mogą być stosowane dwie lub nawet trzy operacje kształtowania ciasta. Sposoby kształtowania poszczególnych rodzajów pieczywa drobnego są bardzo zróżnicowane. Poprawnego kształtowania kęsów ciasta można się nauczyć tylko podczas zajęć praktycznych. Operacje kształtowania kęsów ciasta na poszczególne gatunki pieczywa pszennego

404
Obwarzanki
Zaokrąglony kęs ciasta wydłuża się do uzyskania długiej linki o jednakowej grubości. Na obu końcach tej linki kładzie się dłonie i wykonuje nimi ruch przetaczania końców w przeciwnych kierunkach, uzyskując w ten sposób skręcenie linki. Trzymając skręcona linkę za oba końce oburącz, prawą ręką zatacza się koło w kierunku lewej ręki. Następnie palcami oburącz przekłada się końce linki wokół pozostałej jej części, gdy końce spotkają się należy je ścisnąć palcami i zlepić.
Stosuje się także inny sposób kształtowania obwarzanków, skręconą linkę składa się na pół i oba końce trzyma się palcami prawej ręki. Złożoną linką zatacza się kilka razy koło, linka skręca się jak „porwóz” ponownie składa się ją na pół i zlepia jej końce. Ukształtowane obwarzanki układa się na maku kładzie na deski ta stroną do której przyległ mak. Obwarzanki można posypywać także kruszonką.
Parki
Uzyskuje się ze zlepienia dwóch zaokrąglonych kęsów ciasta , które nakłada się na deski spoiną do góry, przed wsadzeniem do pieca odwraca się na łopatę i nacina nożem wzdłuż.
Małgorzatki
Podzielone i zaokrąglone kęsy ciasta wydłuża się i po 4 zlepia bokami. Ukształtowane kęsy kładzie się na mak i tą stroną kładzie na desce przykrytej ręcznikiem. Przed wsadzeniem do pieca małgorzatki odwraca się na łopacie i nacina wzdłuż.
Chały
Jest to pieczywo uzyskane w wyniku splecenia co najmniej pięciu wydłużonych kęsów. Kęsy przed wydłużeniem są zaokrąglane, wałkowane obiema dłońmi w ten sposób aby uzyskać zwężenia obu końców. Ukształtowane wałki ciasta posypuje się mąką i układa się obok siebie potem ściska się palcami końce wałków, w celu lepszego zlepienia przyciska się je np. odważnikiem. Rozsuwa się wałki ciasta na dwie strony: dwa na lewą i trzy na prawą, potem się splata chałę. Po zakończeniu splatania końce wałków zlepiamy. Ukształtowane chały układa się na deskach lub blaszkach na których się je wypieka.
Bułki maślane przekładane makiem
Kształtuje się z kęsów, które rozwałkowuje się na prostokąty. Powierzchnie rozwałkowanego ciasta smaruje się roztopioną margaryną i składa się na 3 części. Złożone ciasto składa się z 3 warstw oddzielonych od siebie tłuszczem-jest to ciasto półfrancuskie. Następnie ciasto wałkuje się na kształt prostokąta po czym dwie trzecie powierzchni ciasta smaruje się masą makową, nie posmarowaną część ciasta zawija się do środka, a uzyskany prostokąt ponownie składa na pół. Boki ciasta wyrównuje się i odwraca spoiną do spodu, ciasto kroi się na kawałki o żądanej masie i układa na blachach posmarowanych tłuszczem. Bułki maślane kształtuje się podobnie tylko zamiast maku smaruje się je marmoladą.
Bułki dro żdżowe z serem
405
Bułki drożdżowe kształtuje się w następujący sposób: podzielone i zaokrąglone kęsy rozwałkowuje się na okrągłe placki, brzegi placka zawija do środka, tworząc wokół placka obrączkę z ciasta. Ukształtowane kęsy układa się na posmarowanych blachach, po częściowym wyrośnięciu nakłada się przygotowaną masę serową.
Mechaniczne kształtowanie kęsów ciasta
Istnieje wiele typów maszyn do kształtowania ciasta. Najczęściej używane są zaokrąglarki i wydłużarki. Podstawowe operacje mechanicznego kształtowania kęsów ciasta to zaokrąglanie i wydłużanie. Obtaczanie kęsów odbywa się między dwoma powierzchniami roboczymi, przemieszczającymi się względem siebie, ciasto poddawane jest określonemu naciskowi. Podczas tej operacji wygładza się nierówności kęsa, które powstały przy dzieleniu ciasta. Na powierzchni kęsa tworzy się warstwa, która zapobiega wydostawaniu się dwutlenku węgla z kęsa przy rozroście. Dwutlenek węgla powstający wewnątrz ciasta zwiększa objętość kęsa, zapewnia równomierną porowatość miękiszu gotowych wyrobów, oraz poprawia wygląd zewnętrzny pieczywa. Ciasto pszenne jest sprężyste i stosuje się dwukrotne kształtowanie jeśli pieczywo ma być okrągłe kształtowanie przebiega w dwóch zaokrąglarkach. Jeżeli mamy otrzymać pieczywo o kształcie cylindrycznym kęs ciasta zaokrąglamy, następnie rozwałkowujemy i wydłużamy. Operacja wydłużania poprzedzona jest rozwalcowaniem kęsów na placek, który zostaje zwinięty i wydłużony.
Zaokrąglanie kęsów ciasta
Jeśli kształtem kęsa jest kula, to proces kształtowania ciasta kończy się zaokrąglaniem. Kęsy ciasta doprowadzone są na taśmę przenośnika i poddawane są działaniu nieruchomej rynny umieszczonej pod kontem stosunku do przesuwającej się taśmy. Przekrój poprzeczny rynny od początku do końca stopniowo zmniejsza się. W skutek zmniejszania się przekroju poprzecznego rynny ciasto jest przygniatane co sprzyja powstawaniu równomiernej porowatości. Zaokrąglanie kęsów ciasta poprawia jego strukturę co sprzyja otrzymywaniu wyrobów z równomierną porowatością.
Osiąga się to na skutek:
1. Równomiernego rozprowadzenia gazów i naprężeń wewnątrz kęsa ciasta 2. Powstania warstwy zatrzymującej gaz-przy zaokrąglaniu kęsa na jego powierzchni w skutek tarcia zamykają się pory i zmniejsza się zdolność przepuszczenia dwutlenku węgla 3. Wyciśnięcia znacznej ilości dwutlenku węgla powstałego w procesie fermentacji alkoholowej. Do ciast pszennych zalecane są zaokrąglarki stożkowe. Mają one stożkową obrotową czasze, na powierzchni której osadzone są nieruchomo spiralne rynny. Obracająca się czasza powoduje obtoczenie kęsa miedzy powierzchnią stożkową i rynną oraz przemieszczanie się kęsa po torze rynny.

406
Wydłużanie kęsów ciasta
Wydłużanie kęsów ciasta pszennego wymaga kilku operacji. Najpierw kęsy ciasta są rozwalcowywane na skutek tego powstaje placek ciasta, który jest zwijany walcem w rulon. Rulon ten zbierany jest przez bęben i toczony po powierzchni, kęs ma kształt cylindra. Kęs dostaje się na przenośnik i przechodząc przez nieruchomą płaszczyznę wydłuża się do żądanych rozmiarów. Kilkakrotna obróbka ciasta jest niezbędna dla jednakowej struktury w całej masie kęsa. Chleb wypieczony z takiego ciasta ma równomierną i drobną porowatość miękiszu.
Znakowanie kęsów
Znakowanie polega na odciśnięciu odpowiedniego wzoru, używa się do tego maszyn nazywanych znakowicami. Do gniazda maszyny wkładane są zaokrąglone kęsy ciasta, które znakowane są znacznikami.

407
ROZDZIAŁ 10 KSZTAŁTOWANIE CIAST ŻYTNICH
Dzielenie i kształtowanie ciasta chlebowego. Dzielenie i kształtowanie ciasta chlebowego odbywa się za pomącą rąk lub maszyn. Ręczne czynności te wykorzystuje się w małych rzemieślniczych piekarniach gdzie z całej masy ciasta znajdującego się w kotle odrywa się odpowiedniej wielkości kęs waży na wadze a następnie formuje na drewnianym lub metalowym stole posypanym mąką. Formowanie – polega najpierw na obtoczeniu kulistym a następnie podłużnym. Chleb produkuje się w naszym kraju w jednostkach wagowych od 0,5 kg do 2,0 kg. Masę kęsów ustala się również w zależności od rodzaju chleba, rodzaju ciasta, jego wilgotności i założonego stopnia wypieczenia. Ubytek wypiekowy jest większy w przypadku mniejszych sztuk oraz wyprodukowanych z rzadszego ciasta. Do dzielenia ciasta chlebowego służą dzielarki a do kształtowania – kstałtownice. W Polsce bardzo popularne w użyciu są zestawy dzieląco – kształtujące typu DIVA składające się z dzielarki pojemnikowej, z zaokrąglarki oraz wydłożarki. Przy operacjach dzielenia i kształtowania ciasta zarówno ręcznie jak i mechanicznie używa się tzw. posypki – jest to mąka używana do posypywania kęsów ciasta, stołów, oraz powierzchni kształtujących i przenoszących. Na posypkę używa się najczęściej:
• Do chleba – mąkę żytnią i ziemniaczaną • Do bułek – mąkę pszenną
Obecnie istnieją tendencje do wyeliminowania posypywania kęsów mąką. Przyklejaniu się kęsów do powierzchni obróbczych przeciwdziała się przez owiewanie kęsów strumieniem ciepłego powietrza lub przez zastosowanie odpowiednich substancji zwanych silikonami. Substancje te służą do pokrywania w maszynach powierzchni, z którymi styka się ciasto. Specjalne gatunki lakierów silikonowych służą do lakierowania form, blach piekarskich, które nie wymagają wówczas smarowania olejem w celu zapobiegania przywieraniu ciasta do powierzchni a także są łatwe do czyszczenia. Do dzielenia i kształtowania ciasta, podobnie jak w przypadku maszynowej obróbki ciasta bułkowego, stosuje się dzielarko- kształtownice zwane też dzielarkami kształtującymi lub dzielarko- formierkami.
1O

408
Dzielarko- kształtownica do ciasta żytniego i mieszanego, z dużą przewagą mąki żytniej. Ciasto jest podawane do leja przyjmującego maszyny, po czym w specjalnej komorze przenośniki ślimakowe przeciskają je do urządzenia dzielącego. Urządzenie to jest zainstalowane przy wylotowej części maszyny. Obcinanie kęsa ciasta odbywa się w momencie, gdy kęs wyciśnięty z pierścienia redukującego opada na mechanizm wagowy. Za zespołem dzielącym ciasto na kęsy jest umieszczony zespół kształtując. Składa się on z dwóch przenośników, wykonanych z taśm płóciennych. Kęsy po podniesieniu się między powierzchnie przenośników ulega obtoczeniu podłużnemu. Regulując odstęp między powierzchniami wewnętrznymi przenośników można regulować długość, długość tym samym średnicę kęsów. Inny sposób kształtowania stosuje się w mechanicznych liniach obróbczych. W tym przypadku kęsy obtacza się najpierw kolisto, a następnie w zależności od potrzeby poddaje wydłużaniu. Zestaw dzieląco- kształtujący do obtaczania kolistego i podłużnego. Zestaw ten można wyregulować w ten sposób, że w przypadku wymaganego tylko obtaczania kulistego kęs przebiega pod rozstawionymi powierzchniami kształtującymi podłużnie, a urządzenie wydłużające ma wtedy tylko zastosowanie jako przenośnik kęsa kulistego. Zestaw dzieląco-kształtujący jest ustawiony w ten sposób, że z dzielarki kęs przedostaje się do zaokrąglarki, po czym poddany rozrostowi wstępnemu jest skierowany do wydłużarki. Komora rozrostu wstępnego nie musi być stosowana, jeżeli obróbce poddaje się ciasto żytnie, żytnio- pszenne albo pszenno- żytnie z niewielką przewagą mąki pszennej. Zasadniczo przy obróbce chleba żytniego podłużnego kęsy ciasta należy poddać zaokrągleniu, podobnie jak w przypadku obróbki ciast pszennego. Jednak w niektórych zaokrąglenie pomija się i wówczas z zestawu można usunąć zaokrąglarkę. Należy jednak unikać eliminowania zaokrąglania kęsów, tym bardziej, że samo wydłużanie kęsów nie przyspiesza produkcji, a może narazić na niedokładności kształtowania. Różne sposoby zestawiania maszyn dzieląco-kształtujących. Jednym ze sposobów kształtowania podłużnego kęsów ciasta jest, tzw. zwijanie. Polega ono na częściowym rozpłaszczeniu ciasta na placek i zwinięciu placka w foremny rulon. Maszyna kształtująca kęsy ciasta przez zwijanie nazywa się zwijarką. Do zwijarki podaje się kęsy kształtowane wstępnie przez obtaczanie koliste. Zasadniczo na podsypkę ciasta z jasnej mąki nie nadaje się mąka ciemna. Użycie mąki żytniej lub ziemniaczanej ułatwia uzyskanie na powierzchni wypiekowej ciasta ładnej rumianej barwy. Obecnie istnieją tendencje do wyeliminowania podsypywania kęsów mąką. Przyklejaniu się kęsów do powierzchni obróbczych przeciwdziała się przez owiewanie kęsów strumieniem powietrza lub przez stosowanie odpowiednich substancji, tzw. przeciw zwilżających. Substancje zwą się ogólnie silikonami i służą do natryskiwania (lakierowania) powierzchni maszyn, z którymi styka się ciasto. Silikony są organicznymi związkami krzemowymi i nie wywierają szkodliwego działania na pieczywo. Specjalne gatunki lakierów silikonowych służą do lakierowania form i blach piekarskich, które nie wymagają wówczas smarowania olejem w celu zapobiegania przywieraniu ciasta do powierzchni blachy.

409
ROZDZIAŁ 11 OPERACJE POMOCNICZE
Zapobieganie lepieniu się ciasta podczas dzielenia i kształtowania
Podczas dzielenia i kształtowania kęsów ciasta jest jego lepienie do rąk oraz elementów roboczych maszyn. Wilgotność ciasta, czas jego mieszania i niektóre dodatki mają wpływ na lepkość ciasta i jego przylepianie się podczas obróbki. Zwiększenie wilgotności i przedłużenie mieszania powodują zwiększenie lepienia się szczególnie w przypadku zwiększenia wilgotności ciasta o ponad 44%. Ciasto ma zróżnicowaną zdolność lepienia się do różnych materiałów konstrukcyjnych- najmniejszą do teflonu. Zastosowanie teflonu do pokrycia roboczych elementów maszyn formujących zmniejsza przylepianie się do nich ciasta. Powszechna metodą ograniczania przylepiania się ciasta do roboczych elementów maszyn jest stosowanie posypywania mąką tzw. podsypką. Zastosowanie smarowania pozwala na skuteczne wyeliminowanie przylepiania się ciasta jest stosowane w dzielarkach i dzialarkozaokrąglarkach. Powszechne i efektywne jest pokrywanie powierzchni elementów roboczych maszyn kształtujących i kołysek komór rozrostowych, koszyczków, form i blach polimerami o właściwościach antyadhezyjnych. Do najskuteczniejszych należą pokrycia teflonowe związki silikonowe i tworzywa sztuczne o właściwościach hydrofoborowych.
Smarowanie form i blach
Do smarowania form i blach stosuje się oleje roślinne i ich wodne emulsje. Zastosowanie form tłoczonych z blachy aluminiowej pozwala na oszczędność 25-30% oleju roślinnego i lepsze opróżnienie form z pieczywa. Dobre wyniki daje zastosowanie emulsji oleju w wodzie otrzymywane sposobem hydrodynamicznym. W celu oczyszczenia form i blach od tzw. nagaru umieszcza się je w 5% roztworze technicznego ługu sodowego (NaOH) i za pomocą pary doprowadza się do wrzenia i gotuje się w ciągu 3-4 godzin, nagar staje się lepką masą. Następnie formy i blachy przenosi się do zbiornika z gorącą wodą, gdzie usuwa się nagar. W przypadku blach z trudno ustępującym nagarem zaleca się stosowanie kąpieli składające się z 500dm3wody, 9kgNaOH, 4,5 mydła technicznego, 4,5kg szkła wodnego. Kąpiel prowadzi się w temperaturze 85-90oC przez 48 godzin, następnie płucze się blachy w czystej wodzie o temperaturze 40-50oC.Umyte blachy i formy suszy się, wyciera, smaruje olejem roślinnym, później utrwala w piecu w temperaturze 130-150oC.Następnie się ponownie wyciera smaruje olejem i powtórnie utrwala. Taka obróbka zapewnia powstanie
11

410
na powierzchni blachy lub formy dobrego jakościowo filmu zapewniającego dobry wygląd zewnętrzny pieczywa.
Posypywanie kołysek, koszyczków, desek rozrostowych
W celu uniknięcia przylepiania się kęsów kołyski i koszyczki posypuje się mąką ziemniaczaną deski rozrostowe otrębami lub mąką. W zmechanizowanych liniach posypywanie odbywa się automatycznie za pomocą posypywaczy.

411
ROZDZIAŁ 12 PROWADZENIE PROCESU ROZROSTU
Rozrost kęsów ciasta
Kęsy przed poddaniem ich wypiekowi powinny mieć odpowiednią strukturę i objętość, uzyskiwane jest to podczas procesu nazywanego rozrostem. Rozróżniamy rozrost wstępny i końcowy.
Wstępny rozrost kęsów ciasta
Rozrost wstępny stosuje się podczas kształtowania kęsów ciasta pszennego, kiedy ciasto po zaokrągleniu wymaga odpoczynku. Rozrost trwa 5-8 minut stosuje się go przy kształtowaniu kęsów z ciasta pszennego. W wyniku rozrostu wstępnego poprawiają się właściwości fizyczne ciasta, jego struktura, wzrasta zdolność zatrzymywania gazów. Prowadzi to do wzrostu objętości wyrobów , poprawy struktury oraz porowatości miękiszu. Nieznaczne podsychanie powierzchni kęsów podczas rozrostu wstępnego jest pożądane, gdyż ułatwia to kolejne operacje kształtowania.
Rozrost końcowy ciasta.
Ukształtowane kęsy ciasta poddaje się spulchnianiu zwanym rozrostem końcowym. Proces ten polega na fermentacji ciasta, które powiększa swą objętość a więc ulega spulchnieniu. W odróżnieniu od rozrostu wstępnego rozrost końcowy odbywa się bezpośrednio przed wypiekiem ciasta. Do rozrostu końcowego kęsy ciasta chlebowego układa się na deskach rozrostowych w specjalnych koszyczkach lub foremkach. Kęsy ciasta bułkowego poddaje się rozrostowi na deskach rozrostowych wyłożonych białą tkaniną i cienko posypanych mąką a niektóre rodzaje pieczywa pszennego wyborowego i półcukierniczego poddaje się rozrostowi na metalowych płaskich blachach. W piekarniach rzemieślniczych rozrost końcowy uformowanych kęsów ciasta odbywa się na wózkach rozrostowych ustawionych blisko pieca.
12

412
W nowoczesnych piekarniach przemysłowych do rozrostu służą specjalne rozrostownie mechaniczne zwane garowniami; są to obudowane urządzenia przelotowe, w których rozrost odbywa się w odpowiedniej temperaturze i określonej wilgotności powietrza. Kęsy są umieszczone w specjalnych kolebkach płaskich lub gniazdowych podwyższonych na łańcuchach. Czas rozrostu w nich reguluje się szybkością przesuwu kolebek. Rozrost końcowy kęsów chlebowych ciasta żytniego trwa na ogół nie dłużej niż 45 minut, pszennego 35 minut a mieszanego 40 minut. Czas rozrostu zależy od:
• Temperatury otoczenia • Wilgotności powietrza • Ilości i jakości dodanych drożdży • Temperatury i rodzaju ciasta
We wszystkich przypadkach czas rozrostu zależy od jakości mąki użytej do wytworzenia ciasta (krócej trwać będzie rozrost z mąki lepszej mocniejszej niż słabszej). W praktyce piekarskiej rozróżnia się cztery fazy rozrostu końcowego:
• Rozrost słaby • Rozrost normalny • Rozrost pełny • Przerost
Jeżeli do wypieku przekaże się kęsy zbyt słabo rozrośnięte a więc w fazie rozrostu nie pełnego w uzyskanym pieczywie wystąpi szereg wad:
• Popękana górna i boczna skórka • Mała objętość • Miękisz zbity • Na przekroju okrągły
Kęsy poddane do pieca w stanie przerostu powoduje, że pieczywo jest płaskie (plackowate) o małej objętości. Najlepsze efekty uzyskuje się w fazie pełnej lub normalnej. Prawidłowo rozrośnięte kęsy ciasta przed wypiekiem zwilża się wodą, co nadaje pieczywu ładny połysk.
Stopnie rozrostu kęsów
Wyróżnia się następujące stopnie rozrostu kęsów:
- Słaby- niepełny - Normalny-właściwy - Pełny - Przerost
Rozrost słaby występuje w przypadku niedostatecznego spulchniania kęsów. Podczas rozrostu na desce powierzchnia stykania się kęsów jest mała a przekrój poprzecznych kęsów okrągły. Kęs rozrastający w koszyczku lub w formie nie przylega do ścianek, jego górna powierzchnia jest nadmiernie wypukła. Pieczywo uzyskane z takich kęsów ma małą objętość, zbitą porowatość jego powierzchnia jest porozrywana.
Rozrost normalny pozwala na uzyskanie pieczywa o dużej objętości i dobrej jakość, kęs leżący na desce rozrostowej przylega do niej całą podstawą, a jego brzegi są lekko podwinięte.

413
Podczas rozrostu w formie lub koszyczku kęs przylega do ich ścianek, a jego górna powierzchnia jest lekko wypukła. Uzyskanie rozrostu normalnego, zapewniającego dobre spulchnienie ciasta uwarunkowane jest właściwościami mąki, procesem technologicznym uchwyceniem optymalnego momentu zakończenia rozrostu kęsa ciasta, co jest równoznaczne z załadowaniem do pieca. Kęsy ciasta wsadzone do pieca w momencie rozrostu normalnego zapewniają uzyskanie pieczywa najlepszej jakości, o dużej objętości i ładnym wyglądzie.
Rozrost pełny jest wtedy, kiedy kęs ma maksymalne spulchnienie i objętość jego właściwości plastyczne są na pograniczu utraty sprężystości. Kęs leżący na desce rozrostowej przylega do niej całą powierzchnią. Podczas rozrostu w koszyczkach lub w formach ciasto przylega całkowicie do ścianek a górna powierzchnia jest płaska. Kęsy takie przy załadunku do pieca mogą ulegać uszkodzeniu, szczególnie przy załadunku ręcznym z użyciem łopaty. Rozrost pełny powoduje, ze pieczywo ma zapadniętą górną skórkę, jest płaskie, ma duże pory. Rozrost pełny jest zalecany w przypadku używania mąki pszennej o dużej zawartości glutenu.
Przerost występuje gdy kęs zaczyna wydzielać gaz na zewnątrz i przez to zmniejsza swoja objętość. Kęs taki znajdujący się na desce lub w koszyczku całkowicie przylega do niej, jego brzegi są słabo zarysowane, górna powierzchnia jest płaska nawet wklęsła. W kęsie i uzyskanym z niego pieczywie pory są wydłużone w kierunku poziomym.
Czynniki decydujące o przebiegu rozrostu
Na przebieg rozrostu ciasta pszennego, duży wpływ ma jakość użytej mąki i receptura ciasta. Ciasto uzyskane mąki mocnej pochodzącej z pszenicy twardej, wolniej rośnie i uzyskane z niego pieczywo ma słabą jakość, jest słabo spulchnione i ma małą objętość. Przyczyną jest duża zawartość glutenu o drobnych właściwościach, który tworzy silną strukturę stawiającego duży opór podczas rozrostu ciasta. W przypadku użycia mąki słabej, z pszenicy miękkiej przebiega on szybciej a tolerancja rozrostowa ciasta jest mniejsza. Tolerancja rozrostowa oznacza czas w którym rozrośnięty kęs utrzymuje najlepsze właściwości, bardzo ważne jest określenie momentu optymalnego rozrostu. Ciasto z maki pochodzącej z pszenicy twardej wymaga dłuższego mieszania i dodatku substancji osłabiających strukturę ciasta tzw. substancji redukujących. Ciasto z mąki pochodzącej z pszenicy miękkiej potrzebuje krótszego mieszania i dodatku substancji wzmacniających jego strukturę tzw. substancji utleniających oraz substancji powierzchniowo czynnych. Ciasto z mąki o niskim wyciągu ma zmniejszoną zdolność do wytwarzania gazu, za to zwiększone właściwości zatrzymywania go. Kęsy ciasta i pieczywo z mąki ciemnej uzyskują mniejszą objętość niż mąki jasnej. Dolewka wody do ciasta zmienia jego konsystencje i wpływa na tolerancje rozrostową. Luźniejsze i cieplejsze ciasto wymaga krótszego rozrostu. W przypadku ciasta cieplejszego należy pamiętać ze piec musi być cieplejszy.
Dodatek drożdży ma wpływ na szybkość rozrostu ciasta, liczy się jakość drożdży ich aktywność i ilość. Zastosowanie drożdży aktywnych o dużej sile podnoszenia ciasta, pozwala na skrócenie czasu rozrostu. Zwiększenie dodatku drożdży pozwala przyspieszyć rozrost ciasta, należy pamiętać ze dodatek drożdży nie może przekraczać 6%, gdyż pieczywo uzyskuje posmak drożdżowy.
Zwiększenie dodatku soli do ciasta powoduje zwolnienie tempa rozrostu i stanowi czynnik regulujący rozrost. Efektywne jest zwiększenie dodatku soli w przypadku stosowania mąki dającej rozpływające się ciasto. Zwiększenie ilości soli w cieście pozwala na poprawę zdolności do zatrzymywania gazu i zwiększa jego tolerancję.

414
Dodatek cukru przyśpiesza rozrost, poprawiając zdolność wytwarzania gazu w cieście, skuteczne jest to w przypadku przetwarzania mąki o obniżonej zdolności scukrzenia.
Dodatek tłuszczu zwłaszcza tłuszczów specjalnych zwanych piekarskimi, zwiększa tolerancje rozrostową ciasta dzięki poprawie jego zdolności do zatrzymywania gazu.
Proces prowadzenia rozrostu kęsów
Rozrost kęsów ciasta odbywa się w specjalnych urządzeniach, które ze względu na sposób prowadzenia rozrostu dzielimy na: stacjonarne i ruchome.
Przy stacjonarnym sposobie rozrostu kęsy układane są w zależności od rodzaju pieczywa, na deskach, w koszyczkach, w formach, na blachach, które umieszczane są na wózkach rozrostowych lub regałowych. W piekarniach wózki na okres rozrostu pozostają na hali produkcyjnej, w piekarniach przemysłowych rozrost ciasta odbywa się w urządzeniach mechanicznych w sposób ciągły. Budowane są odrębne komory rozrostu wstępnego i rozrostowego. W Polsce stosuje się kołyskowe komory rozrostowe zbudowane tak, że na dwóch łańcuchach bez końca rozpiętych na kołach łańcuchowych zawieszane są kołyski, które są zamocowane obrotowo w ogniwach łańcucha, opróżnienie kołysek następuje przez ich obrót. Kształt i rozmiary kołysek są dostosowane do poszczególnych grup asortymentowych pieczywa i wielkości masy kęsów. Komory rozrostu wstępnego są wykorzystywane w produkcji pieczywa pszennego, komory rozrostowe do bułek drobnych i do pieczywa budowane są o różnych kształtach i gabarytach. Komory wchodzą w skład zmechanizowanych linii produkcyjnych. Obsługa komór oprócz temperatury i wilgotności, sprowadza się do kontroli stopnia rozrostu i regulacji głównie czasu rozrostu, aby rozrost w komorach przebiegał prawidłowo pracownik obsługujący linię produkcyjną powinien znać drogę, która przebywa kęs w komorze wchodzącej w skład linii. Przy stosowaniu rozrostu kęsów na wózkach rozrostowych niezbędne jest obliczanie liczby wózków potrzebnych do rozrostu każdego asortymentu pieczywa i zgodnie z wydajnością piekarni.

415
ROZDZIAŁ 13 PROCES WYPIEKU
Przygotowanie kęsów do wypieku
Kęsy ciasta po rozroście przed wsadzeniem do pieca wymagają operacji jednostkowych uszlachetniających i poprawiających wygląd zewnętrzny. Należą do nich: zwilżanie powierzchni kęsów woda, obsączanie kęsów, nacinanie i nakłuwanie.
Zwilżanie kęsów wodą zapobiega wysuszaniu ich powierzchni, pękaniu w czasie rozrostu jak i po włożeniu ich do pieca. Woda zmiękcza powierzchnie powierzchnię ciasta także zmniejsza napięcie powierzchniowe co przyczynia się do uzyskania intensywnej barwy skórki z połyskiem. Do zwilżania ciasta chlebowego używa się czystej wody. Ciasto bułkowe jest nawilżone mlekiem lub roztworem cukru, uformowane bułki maślane zwilża się masą jajową. Powierzchnia kęsa powinna być zwilżona dokładnie bez powstania zacieku. Zwilżania dokonuje się ręcznie za pomocą szczotki z kłosów żytnich lub zdartego łyka lipowego i rafii. Nacinanie kęsów ma na celu wyeliminowanie deformacji kęsów podczas wypieku, poprawę wyglądu zewnętrznego i uzyskanie efektów dekoracyjnych. Nacinanie jest stosowane w przypadku produkcji chleba i bułek odbywa się ręcznie przy użyciu nacinaka. Kęsy słabo rozrośnięte należy nacinać głębiej, również głębiej nacina się kęsy o gęstszej konsystencji, najpłycej nacina się kęsy nadmiernie rozrośnięte.
Nakłuwanie kęsów ciasta stosuje się w celu zapobieganiu deformacji w pierwszej fazie wypieku ciasta. Czynność tę wykonuje się drewnianymi lub metalowymi szpilkami o średnicy 3-5mm, wprowadzając je w kilku miejscach do rozrośniętego kęsa. Nakłuwanie należy przeprowadzić bezpośrednio przed obsadzeniem trzonu.
Znakowanie pieczywa ułatwia identyfikację pieczywa w zakresie rodzaju, producenta, masy pieczywa i daty jego produkcji. Znakuje się pieczywo o masie powyżej 400gr, mogą to być nalepki na pieczywie albo stemple oznaczające kolejne dni tygodnia. Nalepki utrwalają się na kęsie po zwilżeniu wodą. Przy produkcji chleba koszyczkowego nalepki wkłada się do koszyczków nadrukiem do spodu przed włożeniem do nich kęsów. Stemplowanie kęsów odbywa się za pomocą odpowiedniej matrycy-stempla, który wciskamy do kęsów ciasta pozostawia na powierzchni odpowiednie znaki. Często trzony pieców kołyski komór rozrostowych lub przenośniki donoszące kęsy do pieców wyposażone są w znaki rozpoznawcze piekarni.
Posypywanie kęsów nasionami urozmaica smak i zapach pieczywa jak również ma znaczenie dekoracyjne. Najczęściej kęsy posypuje się makiem, kminkiem i czarnużką. Nasiona mogą być posypywane bezpośrednio na powierzchnię kęsa, najlepiej po zwilżeniu, albo mogą być
13

416
wsypywane do koszyczków i kołysek rozrostowych przed włożeniem do nich kęsów ciasta. Posypywanie może się odbywać ręcznie lub mechanicznie w zależności od sposobu rozrostu i wypieku. Przy zmechanizowanych liniach produkcyjnych stosuje się mechaniczne posypywanie nasionami.
Wypiek pieczywa. Wypiek pieczywa ma na celu przetworzeniu trudno przyswajalnego ciasta w smaczne i łatwo przyswajalne pieczywo.
Podczas wypieku pod wpływem ciepła zachodzą w cieście różne przemiany fizyczne i chemiczne:
• Utrwala się kształt nadany kęsowi podczas formowania i rozrostu oraz tworzy się porowata struktura rozrośniętego kęsa ciasta.
• Pieczywo uzyskuje odpowiedni wygląd, barwę oraz przyjemny aromat i smak. Ładowanie kęsów ciasta do komory wypiekowej zwie się obsadzaniem trzona. Natychmiast po załadowaniu kęsów, do komory wypiekowej, zostaje doprowadzona para wodna, która ułatwia przyjmowanie ciepła a także powstawanie gładkiej i błyszczącej skórki na powierzchni pieczywa. Ilość doprowadzonej do komory pary wodnej ma duży wpływ na jakość pieczywa. Po nasyceniu komory wypiekowej parą wodną wypuszcza się ją do przewodu kominowego lub specjalnego szybu wentylacyjnego. Zbyt krótkie lub zbyt długie przetrzymywanie pary wodnej w komorze wypiekowej obniża jakość pieczywa i powoduje szereg wad. Wypiek ciasta dzieli się na dwie fazy:
• Zapiekanie – w tej fazie następuje powiększenie objętości kęsa, po czym wytwarza się na jego powierzchni cienka skórka.
• Dopiekanie – utrwala się objętość i kształt pieczywa, następuje odwodnienie skórki i wytwarzają się substancje zapachowe, smakowe i barwne a wewnątrz tworzy się miękisz.
Przejście z jednej fazy do drugiej można dokonać poprzez przemieszczanie (w ramach jednej komory) lub przesadzania (z komory cieplejszej do chłodniejszej).
W nowoczesnych piekarniach taśmowych czynności te nie występują, ponieważ ruchomy trzon przemieszcza wypiekane kęsy ciasta samodzielnie między różnymi strefami cieplnymi.
Ogólnie piece piekarskie można podzielić na:
• Piece wrzutowe • Piece wyciągowe • Piece obrotowe • Piece taśmowe

417
Wypiek pieczywa pszennego
Optymalny wypiek pieczywa pszennego odbywa się w trzech fazach: zapiekanie, wypiekanie, dopiekanie.
W pierwszej fazie wypieku kęsa ciasta należy załadować na trzon nagrzany do temperatury 250-260oC, w strefie o nawilgoceniu 60-70%. Czas trwania tego stadium procesu wynosi 2-4 minut. W tych warunkach kęsy ciasta zwiększają swoją objętość, a na ich powierzchni tworzy się kleik skrobiowy, z którego powstaje błyszcząca, zwarta skórka.
2 faza wypieku powinna odbywać się w nienawilgoconej strefie, o wysokiej temperaturze, wynoszącej 280-300oC, która zapewnia szybkie nagrzewanie się kęsa i utrwalanie maksymalnej objętości uzyskanej w pierwszej fazie wypieku. Na powierzchni kęsa powstaje twarda skolorowana skórka. Temperatura w środku miękiszu osiąga ok.: 50-60oC.
Trzecia faza wypieku tzw.: dopiekanie, powinno się odbywać w stosunkowo niskiej temperaturze parowo-powietrznej mieszaniny w komorze wypiekowej, tj.: 180-190oC. W tym stadium wypieku zaleca się zmniejszać promieniowanie ciepła, a odprowadzać ciepło z dołu, od trzonu. Obniżenie temperatury w komorze wypiekowej nie hamuje szybkiego dopiekanie kęsa, ponieważ ciepło jest przekazywane miękiszowi od wcześniej nagrzanej do temperatury 150-170oC, skórki. Przy takim sposobie dopiekania zmniejsza się grubość skórki oraz upiek a także zużycie ciepła.
Wypiek pieczywa żytniego
Należy prowadzić w dwu fazach: w fazie intensywnego nagrzewania kęsa i w fazie dopiekania go, przy obniżonej temperaturze.
Maksymalne doprowadzenie ciepła do ciasta żytniego powinno być zapewnione w pierwszej fazie wypieku, gdyż objętość ciasta przy nagrzewaniu zwiększ się nieznacznie. Dlatego nie są wymagane specjalne zabiegi sprzyjające zwiększeniu objętości. Temperatura powietrzno- parowej mieszaniny w komorze wypiekowej na początku wypieku pieczywa żytniego powinna wynosić około 300oC, a wilgotność względna 30-40%.
W drugiej fazie wypieku temperaturę należy obniżyć do 170-180oC. Trzonowy żytni chleb zaleca się wypiekać z zastosowaniem tzw.: zapiekania w pierwszej fazie wypieku, co może się odbywać w piecu tradycyjnym lub w specjalnym przedpiecu. Temperatura zapiekania w piecu wynosi około 350oC, a w przedpiecu nawet około 400oC, czas zapiekania wynosi 4-5 minut.
Następnie kęsy są wypiekane w temperaturze 230-250oC, a dopiekane w temperaturze 180oC. W procesie zapiekania na powierzchni kęsa szybko powstaje skórka, zatrzymująca gazy i substancje zapachowe. Żytni chleb, wypieczony z zastosowaniem zapiekania, ma gładką, błyszczącą skórkę, dobre cechy smakowe i intensywny aromat, zmniejsza się ubytek wypieku.
Wypiek pieczywa mieszanego
Pieczywo z przewagą mąki pszennej wypieka się w sposób zbliżony do wypieku pieczywa pszennego, a pieczywo z przewagą mąki żytniej wypieka się podobnie jak pieczywo żytnie.
418
Ostatnio coraz powszechniej stosuje się wypiek odroczony, nazywany także przerywanym, dlatego że proces wypieku lub jego druga faza są realizowane po upływie pewnego czasu, zazwyczaj w punkcie sprzedaży pieczywa lub nawet w domu tuż przed konsumpcją.
Zmiany i procesy zachodzące w kęsach ciasta podczas wypieku
Procesy termiczne
Nagrzewanie kęsa ciasta to złożony proces cieplny, podczas którego następują zmiany wilgotności i temperatury w poszczególnych warstwach ciasta. Zewnętrzną oznaką zmian zachodzących w kęsie ciasta w komorze wypiekowej jest zmiana objętości kęsa, następuje szybki wzrost jego objętości, następnie wzrost ten zwalnia się i w końcu ustaje, powierzchnia kęsa uzyskuje postać wyschniętej błony, która stopniowo przekształca się w pogrubiającą się skórkę. Podczas wypieku pod skórką powstaje warstwa miękiszu, która stopniowo powiększa się, w środku kęsa zmniejsza się ilość ciasta surowego. Wypiek pieczywa odbywa się w piecach piekarskich w których ciepło przekazywane jest wypiekanemu ciastu w wyniku promieniowania konwencji lub przewodzenia. Temperatura powierzchni oddających ciepło wynosi 300-400oC, a temperatura komory wypiekowej 200-280oC. Ciepło to zużywane jest na nagrzanie kęsa ciasta do temperatury zapewniające jego wypieczenie. Większość ciepła (80-85%) przekazywana jest kęsowi na skutek promieniowania od rozgrzanych powierzchni i parowo powietrznej mieszaniny wypełniającą komorę wypiekową.
Na szybkość nagrzewania się kęsa wpływają następujące czynniki:
1. Temperatura komory wypiekowej-im jest wyższa tym szybciej nagrzewa się kęs. Wypiek prowadzi się w warunkach obniżającej się temperatury komory wypiekowej, na zmianę temperatury komory reagują powierzchniowe warstwy pieczywa, a najmniej miękisz szczególnie jego środek.
2. Wilgotność komory wypiekowej decyduje o szybkości wypieku, przyroście objętości pieczywa w piecu jego kształcie i charakterze jego skórki. Lepsze zaparowanie komory przyśpiesza nagrzewanie się kęsa ciasta.
3. Masa kęsa ciasta ma wpływ na nagrzewanie się kęsa i długość wypieku. Im większa masa kęsa, tym kęs nagrzewa się wolniej a wypiek trwa dłużej.
4. Kształt pieczywa wpływa na proces jego wypieku, chleb okrągły wypieka się dłużej niż chleb podłużny.
5. Wilgotność ciasta-ciasto wilgotniejsze nagrzewa się krócej i wypieka się krócej.
6. Porowatość jej charakter i wielkość porów mają wpływ na proces nagrzewania się kęsa, im większa porowatość tym szybciej nagrzewa się kęs.
7. Grubość skórki ma wpływ na przenikanie pary i przewodność cieplną, grubsza skórka opóźnia nagrzewanie się kęsa.
8. Gęstość obsadzenia trzonu ma wpływ na nagrzewanie się kęsa. Gęste obsadzenie powoduje wolniejsze nagrzewanie się kęsów.
W tradycyjnych piecach piekarskich nagrzewnie kęsa ciasta odbywa się stopniowo. Na skutek tego temperatura i wilgotność poszczególnych warstw kęsa zmienia się nie jednakowo. Zmiany temperatury wilgotności kęsa w piecu określają stan jego trzech warstw tj. skórki, warstwy pod skórki i środka miękiszu. Temperatura ciasta zasadzonego do pieca jest niższa niż

419
temperatura komory wypiekowej która wynosi 230-280oC. Szybkość powstawania skórki zależy od wyjściowej wilgotności wierzchniej warstwy kęsa, od temperatury i wilgotności parowo powietrznej mieszaniny w komorze wypiekowej. W wypiekanym cieście woda przemiesza się w różnych warstwach na skutek różnicy temperatur i różnicy wilgotności. Wilgotność miękiszu gorącego pieczywa w związku z temperaturowym przemieszczaniem wody podwyższa się 1,5-2,5% w porównaniu z wyjściową wilgotnością ciasta. Temperatura w środku miękiszu pod koniec wypieku osiąga 94-97oC. Taka temperatura odpowiada zakończeniu procesu zmieniających ciasto w gotowe pieczywo i stanowi wskaźnik zakończenia procesu wypieku.
Procesy mikrobiologiczne i biochemiczne
Procesy mikrobiologiczne w wypiekanym cieście są spowodowane działalnością drobnoustrojów tj. drożdży i bakterii mlekowych, które wywołują fermentacje alkoholową i mlekową. Fermentacja alkoholowa osiąga największą dynamikę przy nagrzewaniu kęsa do temperatury 35oC. Po podwyższeniu temperatury do 45oCpodczas fermentacji maleje i wydzielanie gazy maleje a przy temperaturze 50oC ustaje. W cieście pszennym obie amylazy alfa i beta długo zachowują aktywność. Temperatura beta amylazy wynosi 62-64oC, a alfa amylazy 74-75oC. Jeżeli ciasto pszenne zawiera znaczne ilości alfa amylazy może spowodować powstanie dużych ilości dekstryn, które pogarszają fizyczne właściwości miękiszu i jego zdolność chłonięcia wody. Podwyższając kwasowość ciasta pszennego obniżamy temperaturę aktywacji alfa amylazy i skracamy proces enzymatycznej hydrolizy skrobi. Hydroliza kwasowa skrobi w cieście pszennym niema praktycznego znaczenia.
Powstanie substancji zapachowych, smakowych i barwnych
Duże znaczenie żywnościowe i konsumpcyjne pieczywa wiąże się z powstaniem podczas jego wypieku substancji smakowych i zapachowych. Substancje smakowe i zapachowe pieczywa od związków do których należą ketony i aldehydy znaczna część stanowią estry alkohole i kwasy organiczne, które powstają w wyniku fermentacji. Aldehydy i ketony jak furfurol, oksymetylafurol, dwuacetyl określają aromat pieczywa, który powstaje w wyniku reakcji utleniająco-redukujących miedzy produktami proteolizy białka i cukrami redukującymi dając barwne substancje zwane melaninami. Reakcja melanin i substancji zapachowych częściowo zachodzi w miękiszu pieczywa, głównie w jego skórce gdyż tam jest wyższa temperatura. Substancje zapachowe dyfundują częściowo wewnątrz bochenka ze skórki do miękiszu, częściowo ulatniają się do otoczenia. Pieczywo o zbitej i gładkiej skórce dłużej zachowuje smak i aromat, gdyż skórka stanowi swego rodzaju opakowanie. Intensywność barwy skórki zależy od zawartości w cieście aminokwasów i cukrów redukujących, także od temperatury komory wypiekowej gęstości zasadzenia kęsów na trzonie i czasu wypieku, oraz duży wpływ ma tez zwilżenie powierzchni kęsów podczas rozrostu. W celu uzyskania normalnej barwy skórki pieczywa pszennego w cieście przed wypiekiem powinno znajdować się 2-3% cukrów.

420
Procesy koloidowo-chemiczne
Procesy koloidowe podczas wypieku pieczywa mają duże znaczenie, gdyż decydują o przemianie ciasta w miękisz pieczywa. Zmiany temperatury ciasta wpływają na przebieg procesów koloidowych. Gluten ma zdolność pęcznienie w temperaturze 50oC, w temperaturze 60-70oC gluten ulega denaturacji z wydzielaniem skrobi. W temperaturze 40-60oC rozpoczyna się kiełkowanie skrobi, woda przenika w głąb skrobi i narusza jej strukturę amylaza zostaje rozpuszczona i w zależności od stopnia uszkodzenia osłonki amylopektynowej powstaje w niej lub przenika przez nią. W czasie wypieku mam miejsce niepełne kiełkowanie skrobi. Skrobia kiełkując wiąże wodę zawartą w cieście i wydzielaną przez zdenaturowane białko, zmniejszenie zawartości wolnej wody w pieczywie sprzyja powstawaniu suchego elastycznego miękiszu. Zmiana właściwości hydrofilowych skrobi (w skutek działania na nią alfa amylazy) obniża wodochłonność miękiszu i pogarsza jego właściwości. Białka w wyniku termicznej denaturacji stają się zwarte, pozbawione elastyczności i rozciągliwości. Zdeneturowane białka tworzą szkielet pieczywa nadając mu określony kształt. Denaturacja białka w zewnętrznych warstwach kęsach ma duży wpływ na jakość pieczywa.
Zmiana objętości
Kęs ciasta wsadzony do komory wypiekowej natychmiast zwiększa swoją objętość. W procesie wypieku wyróżniamy dwa okresy:
- I zmiennej objętości - II stałej objętości W I fazie wzrost objętości kęsa powiększa się że na skutek fermentacji wydziela się
dwutlenek węgla, na skutek rozszerzalności cieplnej zwiększają one swą objętość. Zwolnienie i zaprzestanie wzrostu kęsa spowodowane jest powstawaniem skórki, objętość pieczywa zależy od szybkość jej powstawania, od temperatury i wilgotności powietrza w komorze wypiekowej. Przy dostatecznym nawilgoceniu kęsa ciasta w pierwszej fazie wypieku na jego powierzchni powstaje elastyczna warstwa utrzymująca gaz co sprzyja przyrostowi objętości kęsa. Dobre wyniki daje dostanie do ciasta podczas mieszania substancji powierzchniowo czynnych lub specjalnych tłuszczów piekarskich (szorteningów), które uelastyczniają powstającą skórkę i przedłużają czas zwiększania objętości kęsa w piecu. Maksymalna objętość kęsa ciasta uzyskana w pierwszych minutach wypieku powinna być utrwalona intensywnym podgrzewaniem powodującym szybką koagulację białek, w przeciwnym razie kęs rozpływa się i opada. Ważnym czynnikiem wpływającym na objętość kęsów wypiekanych na trzonie pieca jest temperatura trzonu. W drugiej fazie wypieku następuje utrwalenie objętości kształtu i struktury miękiszu.
Ubytek wypiekowy
Ubytek wypiekowy zwany upiekiem to różnica między masą kęsa wsadzonego do pieca i masą wypieczonego kęsa czyli gotowego pieczywa. Upiek następuje w wyniku straty wody przez kęs podczas wypieku, niewielkich ilości alkoholu, dwutlenku węgla, kwasów lotnych. Upiek stanowi jedną z zasadniczych strat technologicznych i dlatego dąży się do jego minimalizacji. Bez odpowiedniego upieku niemożliwe jest właściwe wypieczenie chleba i

421
utworzenie skórki. Wielkość upieku zależy od kilku czynników: im mniejsza masa kęsa tym większy jest upiek, przy równej masie kęsa upiek wzrasta wraz z zwiększeniem powierzchni pieczywa, największy upiek jest przy otwartej powierzchni zwanej aktywną. Upiek w przypadku chleba formowego jest mniejszy niż w przypadku chleba trzonowego. Na wielkość upieku duży wpływ maja następujące parametry: wilgotność w komorze wypiekowej, wilgotność kęsa i temperatura komory wypiekowej w różnych fazach wypieku (stacjonarne trzony), lub różnych strefach pieca(trzony ruchome), także gęstość zasadzenia kęsów czas wypieku i konstrukcja pieca. Wyższa wilgotność mieszaniny parowo powietrznej w komorze wypiekowej i wyższa wilgotność powodują opóźnienie powstawania skórki i jej odwodnienie, dzięki czemu zmniejsza się upiek. Duży wpływ na upiek pieczywa ma temperatura komory wypiekowej w drugiej fazie wypieku. Wyższe temperatury na powierzchni kęsa powodują zwiększanie upieku i dlatego druga faza wypieku powinna odbywać się przy temperaturze nieznacznie przekraczającej temperaturę powierzchni skórki kęsa.
Zasady obowiązujące przy wypieku
Pierwsza faza powinna odbywać się w wysokiej wilgotności względnej wynoszącej 70-80% i stosunkowo niskiej temperaturze 100-120oC. Promieniowanie cieplne w tej fazie ma być minimalne, celem początkowego okresu trwającego 1-3min, jest wtedy maksymalna kondensacja pary wodnej na powierzchni kęsa. Do osiągnięcia w środku miękiszu temperaturę 50-60oC pierwsza faza powinna odbywać się przy największym przekazywaniu ciepła do kęsa w najwyższej temperaturze tj. 240-280oC, przy tej temperaturze zaczyna tworzyć się skórka, powstanie skórki we właściwym momencie jest ważne ze względu na gromadzenie substancji smakowo-zapachowych i uzyskanie właściwego kształtu pieczywa.
W drugiej fazie wypieku kiedy objętość i kształt pieczywa ustabilizowały się, intensywność doprowadzenia ciepła do kęsa, temperaturę komory wypiekowej należy obniżyć. Nadmierna ilość ciepła doprowadzonego w drugiej fazie wypieku powoduje powstawanie nadmiernie grubej skórki, często przypalonej.
Nawilgocenie kęsa ciasta
Ważnym czynnikiem podczas wypieku jest uzyskanie właściwego nawilgocenia powierzchni kęsa co można uzyskać przez:
- podwyższenie wilgotności komory wypiekowej w pierwszej fazie wypieku - opryskiwanie powierzchni kęsa wodą w momencie jego zasadzenia do komory pieca Wilgotność parowo powietrznej mieszaniny w komorze wypiekowej jest konieczna w
pierwszej fazie wypieku podczas wypieku pieczywa pszennego. Powoduje ona kondensacje pary na powierzchni kęsa ciasta, co przyśpiesza nagrzewanie się kęsa, zwiększa jego objętość, poprawia smak i zapach, polepsza stan jego powierzchni i sprzyja obniżeniu upieku i ususzki.
Nawilgocony na powierzchni kęsa film zachowuje elastyczność i dobrze rozciąga się podczas zwiększania się objętości kęsa, zatrzymując wewnątrz parę i gazy. Kondensacja pary wodnej na powierzchni kęsa powoduje kiełkowanie skrobi i rozpuszczenie dekstryn powstałych w wyniku cieplnej hydrolizy skrobi. Płynna warstwa kleiku skrobiowego zapełnia pory i wygładza nierówności na powierzchni kęsa ciasta, wysychając tworzy gładką skórkę jednolitą i błyszczącą. Przy wypieku pieczywa pszennego o niskiej wilgotności powoduje

422
zmniejszenie jego objętości, uzyskana skórka jest matowa, szorstka, z pęknięciami i poderwaniami. Czas przebywania kęsów w strefie zaparowania wynosi 3-5min, nadmierne przedłużenie czasu przebywania kęsa w strefie zaparowania ujemnie wpływa na jakość pieczywa. Smarowanie kęsów ciasta masą jajową zapewnia elastyczność powierzchni warstwy oraz błyszczącą skórkę gotowych wyrobów. W przypadku wypieku kęsów ciasta smarowanych masą jajową w komorze zaparowanej wyroby gotowe nie uzyskują błyszczącej skórki. Wypiek trzonowy pieczywa pszennego wymaga większej pary niż wypiek pieczywa formowego. Do wypieku jednej tony pieczywa pszennego potrzeba 30-40kg pary, 80-90% pary jest stracona w związku z wentylacją komory wypiekowej. Nadmierna wentylacja komory wypiekowej jest przyczyną nadmiernego upieku, powoduje straty substancji zapachowych. W celu zmniejszenia wentylacji komór wypiekowych stosuje się specjalny ich kształt lub specjalne śluzy i kurtyny, wykorzystując do tego nadmuch gorącego i wilgotnego powietrza.
Temperatura i czas wypieku
Temperatura i czas wypieku zależą od:
- masy i kształtu kęsów - sposobu przekazywania ciepła - sposobu wypieku tj. w formach lub na trzonie - gęstości rozmieszczenia kęsów na trzonie - właściwości wypiekanego ciasta
Większa masa kęsa wymaga dłuższego czasu wypieku i niższej temperatury, pieczywo
okrągłe piecze się dłużej niż pieczywo podłużne. Wyższa temperatura i wilgotność w pierwszej fazie przyśpiesza proces pieczenia. Pieczywo trzonowe piecze się szybciej niż w formach, również kształt formy wpływa na kształt wypieku. Czas wypieku określa wydajność pieców i wielkość upieku. W celu lepszego zabarwienia skórki pieczywa przy wypieku ciasta z niedostateczną zawartością cukru należy podwyższyć temperaturę wypieku, a w przypadku wypieku ciasta o małym rozroście należy obniżyć temperaturę komory wypiekowej i wydłużyć czas wypieku tak, aby w pierwszych minutach wypieku nastąpiły wszystkie procesy dojrzewania i spulchniania ciasta. W piecach tunelowych wchodzących w skład potokowych linii, trzeba podtrzymywać stabilne warunki wypieku a podstawowym warunkiem jest niezmienna jakość ciasta we wszystkich wskaźnikach. Długi wypiek zapewnia lepszy smak i zapach pieczywa dzięki gromadzeniu się dużych ilości substancji smakowych i zapachowych, długi czas wypieku sprzyja zmianom w strukturze pieczywa co podwyższa jego przyswajalność i hamuje proces czerstwienia.
Wypiek poszczególnych grup pieczywa.
Wypiek chleba
Załadowanie komory wypiekowej kęsami ciasta poprzedzone jest dostarczeniem rozrośniętych kęsów z miejsca rozrostu lub komory znajdujących się w pobliżu drzwiczek. Załadowanie rozpoczyna się od dolnej komory którą obsługuje się z dołka przedpiecowego.

423
Piecowy zwrócony lekko bokiem do drzwiczek wsadowych pieca, opiera łopatę na krawędzi trzonu pieca, jego pomocnik nakłada kęsy na łopatę. Kęsy na chleb trzonowy pomocnik piecowego pobiera dłońmi i kładzie na łopacie (najczęściej 4 sztuki po dwie w rzędzie). Kęsy należy pobierać delikatnie, aby ich nie uszkodzić, palce podtrzymujące kęs od dołu nie powinny kaleczyć spodniej jego części. Nakładanie kęsów na łopatę powinno być sprawne i staranne, a pomocnik powinien nadążyć za ruchem piecowego, zachować właściwe odstępy między kęsami oraz unikać przylepienia otrąb do bocznych powierzchni kęsa. Obsadzenie trzonu pieca polega na zrzucaniu kęsów co odbywa się na skutek szybkiego cofania łopaty do powierzchni trzonu. Obsadzanie trzonu odbywa się od lewej do prawej ściany pieca. Piecowy układa bochenki w ten sposób, ze kęsy o najmniejszym rozroście trafiają na najmniej ogrzaną część trzonu, pomiędzy kęsami powinna być odległość 5-7cm w zależności od stopnia rozrostu, właściwości ciasta i temperatury w komorze wypiekowej. Kęsy z koszyczków rozrostowych przenosi się na łopatę wytrząsając je z koszyczka lub odwracając go dnem do góry. Kęsy ciasta w formach zdejmuj się z wózka rozrostowego i po kilka form (4 lub 6) układa się wzdłuż na łopacie. Formy w piecu ustawia się wzdłuż osi pieca prostopadle do drzwiczek. Formy zsuwa się na trzon pieca, pomiędzy pojedynczymi formami należy zachować odstęp 3-5cm, aby ułatwić przepływ gorącego powietrz między formami. Po załadowaniu pieca natychmiast zamyka się drzwiczki wsadowe, zamyka zasuwę kanałową i odkręca zawór doprowadzający wodę do urządzeń parotwórczych. Doprowadzenie pary powinno trwać kilkadziesiąt sekund, oznaka prawidłowego parowania jest raptowne wydzielanie się pary przez drzwiczki wsadowe. Po zaparowaniu należy odczekać kilkanaście sekund, następnie otworzyć zasuwę kanałową i drzwiczki wsadowe w celu odprowadzenia nadmiaru pary. Długie przetrzymywanie pary w komorze wypiekowej może być przyczyną wad chleba, na jego powierzchni tworzą się podłużne pęknięcia, chleb jest mały i płaski. Wypiek chleba polega na utrzymaniu właściwej temperatury w komorze wypiekowej, oraz kontrolowaniu wyglądu i zachowania się kęsów. Ze względu na różnice temperatur na trzonie trzeba dokonać przemieszczania kęsów w celu uzyskania równomiernego wypieku całego wsadu. Na znaczne różnice temperatur w poszczególnych komorach pieca ceramicznego jest pełne i dobre technologiczne wykorzystanie, wymaga przesadzenia bochenków z jednej komory do drugiej. Przemieszczanie polega na przesuwaniu na inne miejsca na trzonie. Bochenki zasadzone najpóźniej i znajdujące się w pobliżu drzwiczek wsadowych przesuwa się na tył pieca i odwrotnie, ten rodzaj nazywamy przemieszczaniem krzyżowym, natomiast przemieszczanie bochenków z jednej strony na drugą przemieszczaniem bocznym. Przemieszczanie i przesadzanie może być wykonane po zakończeniu pierwszej fazy wypieku po zapieczeniu kęsa co trwa około 12-15min. Produkcję rozpoczyna się od fazy w której komora pierwsza wykorzystywana jest do zapiekanie kęsów, a komora druga do wypieku właściwego. Operacje jednostkowe należy tak zorganizować, aby można było dwa wsady z komory pierwszej pomieścić w komorze drugiej. Produkcje rozpoczyna się od zasadzenia komory pierwszej, natomiast komora druga pozostaje pusta. Przesadzenie polega na przeniesieniu całego pierwszego wsadu na połowę trzonu komory drugiej. Właściwy wypiek wsadu pierwszego następuje w komorze drugiej a komora pierwsze zostaje załadowana wsadem drugim. Po zakończeniu zapiekania drugiego wsadu następuje przesadzenie go do komory drugiej, na druga połowę trzonu. Wypiek właściwy następuję przy całkowitym wykorzystaniu komory drugiej na wsady pierwszy i drugi. W piecu dwukomorowym można prowadzić przesadzanie metodą pełnego trzonu, gdy komora pierwsza jest pusta, wówczas na 10-12min przed zakończeniem wypieku wsadu pierwszego zasadza się do komory pierwszej wsad drugi, po czym pozostawia się komorę drugą pustą w celu dogrzania lub przesadza się drugi wsad do komory drugiej. W tym przypadku czas na zasadzenie komory pierwszej wsadem drugim musi być tak dobrany, aby wsad zapiekany w komorze pierwszej miał wolne miejsce w komorze drugiej w celu przesadzenia. W metodzie pierwszej zasadza się niepełny

424
trzon, aby po przesadzeniu zmieścił się na połowie powierzchni trzonu komory drugiej, okresy wykorzystania pieca są pełniejsze. W metodzie drugiej zasadza się więcej kęsów niż w metodzie pierwszej i przenosi na cały trzon drugi, okresy wykorzystania pieca są połowiczne.
Obie metody nie wyczerpują wszystkich możliwości.
Możliwości te zależą od:
- walorów technicznych pieca - kwalifikacji zawodowych piecowego - programu produkcji
Wypiek z przesadzeniem w trzy komorowym piecu rurowo kanałowym polega na ciągłym
wykorzystaniu komory dolnej wyłącznie do zapiekania. Zapieczone kęsy przenosi się do komory drugiej i trzeciej. Sposób przesadzania wymaga dużego wysiłku fizycznego i dużego doświadczenia. Po zakończeniu zapiekania pierwszego wsadu kęsy przenosi się do komory trzeciej, a komora druga pozostaje pusta i jest gotowa na przyjęcie drugiego wsadu. Wypiek pierwszego wsadu w komorze trzeciej, natomiast w komorze pierwszej znajduje się drugi wsad, który się zapieka. Po zapieczeniu drugi wsad przenoszony jest do komory drugiej, następnie pierwszy wsad może być rozładowany z komory trzeciej, a komora pierwsza pozostaje wolna przez 10-15min w celu dogrzania, po czym zostaje załadowana wsadem trzecim, który po zapieczeniu zostaje przeniesiony do komory trzeciej. Przesadzanie kęsów do górnych komór wymaga dwu osobowej obsługi. Przesadzanie odbywa się przy użyciu dwóch łopat polega na podawaniu przez piecowego załadowanej łopaty pomocnikowi, który po przesadzaniu bochenków oddaje zwolnioną łopatę piecowemu. Czasem dokonuje się nakłuwanie kęsów jeśli w momencie załadowania do pieca nie uzyskamy normalnego rozrostu. Rozładowanie komór wypiekowych odbywa się przy użyciu łopaty. Przy rozładowaniu pierwszej komory z dołka przed piecowego pieczywo nakłada się łopatą do kosza lub bezpośrednio na wózek. Podobnie postępuje się przy rozładunku komory drugiej, która obsługuje się z poziomu podłogi, rozładunek komory trzeciej prowadzi pomocnik stojący na stopniu, nakłada on bochenki łopata do pojemnika.
Pieczywo po wyjęciu z pieca jest zwilżane wodą w celu uzyskania błyszczącej skórki.
Wypiek bułek
Wypiek bułek drobnych poniżej 400gr.,może być prowadzony na blachach lub bezpośrednio na trzonie. Wózek z bułkami ustawia się z prawej strony piecowego. Kęsy z desek rozrostowych przenosi się na łopatę i nacina przed wrzucaniem na trzon. Podczas załadunku kanały pieca powinny być zamknięte, a komora wypiekowa przed załadunkiem powinna być nasycona parą wodną, po załadowaniu kęsów należy dokonać zaparowania komory. Bułki powinny być wypiekane w atmosferze dużego nasycenia parą wodną, która zapobiega wysuszeniu i powstawaniu grubej, twardej skórki. Po obsadzeniu połowy trzona powinna nastąpić przerwa po której można obsadzić druga jego połowę, przerwa powinna być taka aby z chwilą zakończenia załadunku drugiego wsadu można było przystąpić do pierwszego rozładowania. Używa się tej samej łopaty do załadunku i rozładunku, przy rozładunku bułki zsuwa się z łopaty do podstawionego kosza. Przy wypieku bułek na blachach przenosi się blachy łopatą na trzon, niektóre rodzaje bułek wypiekane na blachach wymagają zwilżenia wodą po wyjęciu z komory wypiekowej. Wypiekając bułki wypiekowe lub półcukiernicze, smarowane masą jajową, należy pamiętać ze nie wolno nawilżać komory wypiekowej.

425
426
ROZDZIAŁ 14 OPERACJE PO WYPIEKU
Zmiany w pieczywie po wypieku
Zmiany po wypieku obejmują:
- wysychanie pieczywa - zmiany mikrobiologiczne - czerstwienie Wysychanie pieczywa związane jest z jego stygnięciem. W zależności od warunków w
jakich pieczywo stygnie, może ono tracić do 4% swojej masy – jest to tzw. ususzka pieczywa. Wielkość ususzki wpływa na wielkość ubytku masy i na właściwości fizyczne miękiszu pieczywa. Oddziałuje ona na konsumencka ocenę jakości pieczywa. Wielkość ususzki można ograniczyć, stosując schładzanie pieczywa i pakowanie.
Zmiany mikrobiologiczne w pieczywie są spowodowane wtórnym jego zakażeniom. Źródłem zakażenia są surowce, materiały pomocnicze, opakowania i człowiek uczestniczący w procesie produkcyjnym. Drobnoustroje rozprzestrzeniają się w piekarni głównie poprzez powietrze. Wtórne zakażenie może spowodować wiele zmian niekorzystnych w pieczywie, pieczywo może stać się nieprzydatne do spożycia ze względu na zagrożenie zdrowia. Zastosowanie pakowania poprawia warunki higieniczne w dystrybucji pieczywa, przedłuża okres przydatności do spożycia, zmniejsza wysychanie pieczywa. Często występuje zjawisko gromadzenia się na powierzchni pieczywa wody powstającej w wyniku kondensacji wyparowanej z chleba pary, stwarza to dogodne warunki dla rozwoju pleśni z zarodników znajdujących się na powierzchni lub wewnątrz pieczywa. Do najczęściej występujących pleśni należą: aspergillus i penicillium. Pleśnie wytwarzają substancje toksyczne, najgroźniejsze bo rakotwórcze są aflatoksyny. Chleb krojony jest podatny na zakażenie pleśniami. Trwałość chleba pokrojonego jest o połowę krótsza w porównani z chlebem tylko pakowanym.
Sposoby zapobiegania pleśnieniu dzielimy następująco:
- hamowanie wzrostu pleśni na pieczywie przez zastosowanie konserwantów - niszczenie drobnoustrojów stanowiących wtórne zakażenie przez sterylizację gotowego,
opakowanego pieczywa - ochrona pieczywa przed zakażeniem wtórnym przez stworzenie specjalnych warunków
technicznych i sanitarnych Proces czerstwienia pieczywa zaczyna się tuz po wypieku, objawy czerstwienia widoczne
są po 10-12godz. Konsument w momencie zakupu pieczywa może dokonać oceny jako świeżości na podstawie właściwości fizycznych miękiszu skórki, smaku i zapachu pieczywa.
14

427
Pieczywo świeże jest miękkie, miękisz po przekroju nie kruszy się, skórka jest gładka, twarda i chrupiąca, zapach i smak świeżego pieczywa jest intensywny. Konsument dokonuje oceny i wybory pieczywa świeżego na podstawie czy ono jest gorące i miękkie uciskając bochenek. Zapobieganie czerstwieniu pieczywa polega na stosowaniu odpowiednich warunków składowania i pakowania pieczywa. Jedynym sposobem zahamowania procesu czerstwienia pieczywa jest zamrażanie pieczywa, polega na szybkim mrożeniu do temperatury od –18do-30oC świeżo upieczonego i schłodzonego pieczywa oraz magazynowanie od -15do-20oC. Po odmrożeniu i podgrzaniu pieczywo ma cechy pieczywa świeżego.
Schładzanie pieczywa
Schładzanie ma wpływ na zachowanie pieczywa podczas składowania i transportu oraz na procesy zachodzące w pieczywie po jego wypieku. Pieczywo po wyjęciu z pieca ma bardzo gorącą powierzchnie o temperaturze 130-180oC, w środku miękiszu temperatura wynosi 100oC, skórka ma wilgotność bliską zeru. Magazynowanie szczególnie transport pieczywa w takim stanie powoduje gwałtowne pogorszenie jego jakości. Dlatego pieczywo przed ułożeniem w pojemnikach powinno być schłodzone. Gorące pieczywo trafiając do ekspedycji gdzie temperatura wynosi 18-25oC zaczyna stygnąć a jego masa maleje. Ostyganie rozpoczyna się od warstw zewnętrznych pieczywa, następnie obejmuje następne warstwy miękiszu. Różnica temperatur miedzy powierzchnia i środkowymi warstwami miękiszu powoduje przemieszczenie wody od środka miękiszu do skórki. Na skutek przemieszczania wody w pieczywie zmienia się jego wilgotność. Skórka w momencie wyjmowania pieczywa z pieca jest prawie pozbawiona wody, szybko stygnie, woda z miękiszu na skutek różnicy temperatur wędruje do skórki podnosząc jej wilgotność. W ciągu godziny od wypieku wilgotność skórki wzrasta do 12%, a wilgotność miękiszu zmniejsza się od 1-1.5%. Zmianą temperatury i wilgotność pieczywa towarzyszy zmniejszenie jego masy na skutek wysychania, ubytek masy nazywamy ususzką.
Wielkość ususzki w czasie magazynowania pieczywa dzielimy na 2 etapy:
- I etap to szybkie wysychanie gorącego pieczywa, które trwa do momentu osiągnięcia przez pieczywo temperatury otoczenia
- II etap to wysychanie pieczywa, które odbywa się ze stałą prędkością, właściwościami pieczywa, temperaturą, wilgotnością i prędkością ruchu powietrza.
Warunkiem zmniejszania ususzki jest skrócenie magazynowania przez intensyfikacje schłodzenia pieczywa po wypieku.
Warunki schładzania
Temperatura powietrza w ekspedycji ma wpływ na szybkość stygnięcia i na wysychanie pieczywa. Im niższa temperatura powietrza otaczającego pieczywa, tym szybciej ono stygnie i krótszy jest etap wysychania. Wilgotność powietrza wpływa na wyprowadzenie wody z powierzchni pieczywa. Wyższa wilgotność powoduje zwolnienie i zmniejszenie wysychania pieczywa. Im wyższa wilgotność powietrza ogranicza wysychanie powietrza. Ruch powietrza otaczającego pieczywa oddziałuje na szybkość i wielkość wysychania pieczywa. Powietrze przepływające z prędkością 0,3-0,5 m/s sprzyja przyśpieszeniu studzenia i skróceniu okresu wysychania, a tym samym zmniejszeniu ususzki. Zastosowanie ażurowych pojemników,

428
półek, stelaży do układania gorącego pieczywa, sprzyja schładzaniu pieczywa, przeciw działa zaparowaniu. W piekarniach przemysłowych stosuje się urządzenie schładzające wyposażone w klimatyzatory. W urządzeniach komorowych (zamkniętych) pieczywo spoczywa na wózkach lub przenośnikach. Czas schładzania pieczywa w komorach wynosi od 1-3,5godz. Urządzenia przenośnikowe są to transportery ażurowe poruszające się w klimatyzowanym pomieszczeniu. Są one podwieszane na odpowiedniej wysokości, pod nimi znajdują się stanowiska do przygotowania pieczywa do ekspedycji i konfekcjonowania.
Konfekcjonowanie pieczywa
Konfekcjonowanie pieczywa tj. krojenie i pakowanie stanowi we współczesnym piekarstwie ważny etap procesu produkcyjnego. Krojenie pieczywa odbywa się po jego schłodzeniu do temperatury 30oC, do tego celu służą krajalnice o zróżnicowanej konstrukcji. Wyróżnia się trzy typy krajalnic do pieczywa z rotacyjnymi nożami, ramowe z prostymi taśmowymi nożami, taśmowe z nożami w postaci taśmy.
Krajalnice z rotacyjnymi nożami używane są do krajania specjalnych asortymentów pieczywa i bułek.
W małych piekarniach stosuje się krajalnice ramowe z prostymi taśmowymi nożami.
Najszersze zastosowanie mają krajalnice taśmowe z nożami w postaci taśmy trzącej.
Pakowanie pieczywa to coraz powszechniej stosowana operacja w produkcji pieczywa jako materiały opakowaniowe stosuje się: Papier woskowany, celofan, folię polietylenową i polipropylenową, najczęściej stosuje się folię.
Sposoby pakowania pieczywa są następujące:
- zawijanie - pakowanie w torebkę formową z dwustęg - pakowanie w torebkę formowaną z półrękawa - pakowanie w gotowe torebki
Zawijanie to najczęściej stosowany sposób pakowania pieczywa
429
ROZDZIAŁ 15 WYROBY GOTOWE W PIEKARNICTWIE
Klasyfikacja pieczywa. Pieczywo stanowi podstawowy składnik codziennej diety człowieka. Wypiekany jest z ciasta sporządzanego z mąki, wody, drożdży lub zakwasu, mleka, tłuszczu, jaj, soli, cukru, środków smakowych, zapachowych itp. W Polsce spożycie pieczywa wynosi około 100 kilogramów pieczywa rocznie na osobę. Od wielu lat przemysł młynarski jest nastawiony na produkcję mąki białej. Pieczywo wyprodukowane z takiej mąki posiada bardzo niewielką wartość odżywczą, gdyż mąka ta została prawie pozbawiona składników mineralnych, białka, witamin i błonnika. W przeciwieństwie do białego pieczywa, chleb razowy z pełnego przemiału był pokarmem pod wieloma względami pełnowartościowym. Najwłaściwszym wyborem jest spożywanie różnych gatunków pieczywa a głównie chleba mieszanego pszenno-żytniego, które zawiera dużo składników odżywczych i stosunkowo mało zanieczyszczeń. W Polsce 60% spożywanego pieczywa stanowi pieczywo mieszane, 30% pieczywo jasne, 10% pieczywo ciemne. Do pieczywa, zwłaszcza pszennego, dodaje się tzw. polepszacze, które poprawiają właściwości organoleptyczne wyrobów. Są to lecytyna, mąka sojowa, gluten, mąka za słodu, miód, mąkę ziemniaczaną, mono i dwuglicerydy, enzymatyczne preparaty wytwarzane przez mikroorganizmy itp. Do pieczywa żytniego lub żytnio-pszennego, razowego z soją lub słonecznikiem można dodawać karmel naturalny (E-150a), który powoduje poprawienie smaku i aromatu pieczywa. W Polsce produkuje się sześć rodzajów pieczywa: mieszane pszenno-żytnie, żytnie, pszenno zwykłe, wyborowe, półcukiernicze i dietetyczne. (Schemat nr.1 Klasyfikacja pieczywa aneks str.35)
Grupy pieczywa W zależności od sposobu prowadzenia ciasta odróżnia się następujące grupy pieczywa:
15

430
Pieczywo pszenne – drożdżowe:
• Zwykłe, • Wyborowe, • Półcukiernicze, • Ciastkarskie.
Pieczywo żytnie (na zakwasie):
• Z mąki jasnej, • Z mąki ciemnej, • Specjalne.
Pieczywo mieszane – wyroby pszenno-żytnie i żytnio-pszenne:
• Z mąki pszennej i żytniej na drożdżach, • Z mąki pszennej i żytniej na drożdżach z dodatkiem zakwasu, • Z mąki żytniej i pszennej na zakwasie, • Z mąki żytniej i pszennej na zakwasie z dodatkiem drożdży, • Specjalne.
Z podziału tego wynika, że produkcja pieczywa z ciasta pszennego i żytniego jest znacznie zróżnicowana. Zróżnicowanie to odnosi się zarówno do samych metod obróbczych, jak i do właściwości ciast pszennych i żytnich (a także mieszanych). Trzecia grupa wyrobów: z ciasta pszenno-żytniego i żytnio-pszennego jest poniekąd wspólną grupą, wywodzącą się z grupy pierwszej (pszennej) lub drugiej (żytniej). Pieczywo pszenno-żytnie jest zbliżone cechami towaroznawczymi do pieczywa żytniego. W obu tych grupach pieczywa mieszanego (pszenno-żytnie i żytnio-pszenne) występują procesy i operacje technologiczne istotne dla produkcji ciasta pszennego lub żytniego ze względu na przewagę w nich mąki pszennej lub żytniej.
Pieczywo pszenne. Produkuje się z różnych typów mąki pszennej – jaśniejszej lub ciemniejszej (o różnym wyciągu). Na świecie, przeważa produkcja pieczywa pszennego jasnego z mąki jasnej. Do spulchniania ciasta z mąki pszennej używa się najczęściej drożdży piekarskich prasowanych. (Schemat nr.2 Grupy pieczywa, aneks str.35) Drobne pieczywo pszenne zwykłe. Bułki montowe – są produkowane na drożdżach. Podstawa okrągła, górna część bułki kopulasta, o gładkiej lub skostkowanej skórce; Bułki poznańskie - są produkowane na drożdżach. Kształt podłużny, na powierzchni górnej dwa wyraźne grzbiety powstałe z nacięcia podłużnego lub odciśnięcia wałkiem albo specjalnym kółkiem o stępionym obrzeżu i odpowiedniego ułożenia (ściągnięcia) grzbietów kęsów ciasta;

431
Bułki parki - są produkowane na drożdżach. Składane z dwóch osobnych kęsów ciasta z wgłębieniami, powstałymi przez złożenie, i grzbietem powstałym przez nacięcie nożem pod kątem ostrym (podcięcie); Bułki paryskie - są produkowane na drożdżach. O kształcie nieco spłaszczonego walca z zaokrąglonymi końcami, długości ok. 30 cm, z poprzecznymi, lekko skośnymi nacięciami na powierzchni górnej; Bułki krakowskie - są produkowane na drożdżach. O kształcie nieco spłaszczonego walca, długości ok. 30 cm i gładkiej lub lekko skostkowanej skórce wierzchniej; Chleb pszenny jest produkowany na drożdżach, w bochenkach o kształcie okrągłym lub podłużnym. Kęsy ciasta na chleb pszenny poddawane są roztworowi na deskach lub w koszyczkach. Chleb lecytal zwykły jest produkowany na drożdżach, w bochenkach podłużnych. Kęsy ciasta poddaje się roztworowi i wypiekowi w formach. Chleb graham jest produkowany na drożdżach, z ewentualnym dodatkiem przefermentowanego kwasu żytniego, w bochenkach podłużnych. Kęsy ciasta poddaje się rozrostowi i wypiekowi w formach. Bułki grahamki są produkowane na drożdżach. Kształt bułek jest okrągły lub podłużny. Bulki szwedki są produkowane na drożdżach. Kształt bułek jest prostokątny, z nacięciami na wierzchniej skórce. Bułki solanki są produkowane na drożdżach. Powierzchnia bułek jest posypana grubą solą krystaliczną. Kształt bułek jest podłużny z widocznymi zwojami, podobnymi do zwojów rogali. Bułki z kminkiem są produkowane na drożdżach. Kształt bułek jest kopulasty, podobny do bułek montowych, lecz z powierzchnią posypaną kminkiem. Chleb pszenny razowy jest produkowany na drożdżach. Kęsy ciasta na chleb pszenny razowy poddaje się roztworowi na deskach lub w formach. Podstawowe pieczywo pszenne wyborowe jest produkowane na drożdżach, na ogół z nieco większą ilością cukru i tłuszczu niż pieczywo pszenne zwykłe. Do pieczywa wyborowego zalicza się przede wszystkim: bułki warszawskie, rogale, obwarzanki i małgorzatki. Kształt bułek wyborowych jest następujący: Bułki warszawskie – okrągła podstawa oraz pięcioramienne, zbiegające się koncentryczne nacięcia, Rogale – zwijka wywinięta w postaci półksiężyca z zakładką na części wierzchniej, Obwarzanki – okrągły wałek zamknięty w pierścień,

432
Małgorzatki – zestawione z czterech wydłużonych wałków, zetkniętych dłuższymi bokami i nacięte wzdłuż nożem z utworzeniem wyraźnego grzbietu. Bułki maślane są produkowane na drożdżach. Kęsy ciasta na bułki maślane poddaje się rozrostowi i wypiekowi na płaskich blachach. Bułki te mają podstawę okrągłą. Wierzchnia ich część jest kopulasta i błyszcząca wskutek smarowania kęsów przed wypiekiem masą jajeczną. Rogale kruche są produkowane na drożdżach. Wypiekane na trzonie pieca. Strucle wyborowe są produkowane na drożdżach. Rozrost kęsów i wypiek prowadzi się na płaskich blachach. Strucle mają kształt podłużny z wyraźnym grzbietem na górnej bocznej powierzchni. Grzbiet jest gładki od strony nałożenia i matowy, na spojeniu. Strucle wyborowe mogą być smarowane masą jajeczną lub posypane makiem. Chały zdobne produkuje się na drożdżach i wypieka na blachach. Chleb pszenny lecytynowy produkuje się na drożdżach, wypieka w formach i po ostudzeniu pakuje w tomofan. Obwarzanki (bajgle) produkuje się na drożdżach. Bułki delikatesowe wrocławskie produkuje się na drożdżach i wypieka na blachach. Mają one kształt podłużny, z wyraźnie zarysowanym grzbietem na powierzchni górnej, z jednej strony gładkim, z drugiej chropowatym i matowym. Chleb turecki produkuje się na drożdżach. Kształt chleba tureckiego jest podłużny, z owalną podstawą i o wydłużonych końcach (rybka). Pieczywo pszenne półcukiernicze produkuje się na drożdżach i nadziewa makiem, marmoladą lub serem.
Pieczywo żytnie. Pieczywo żytnie jest zasadniczo wytwarzane tylko z mąki żytniej jasnej lub ciemnej. Może zawierać dodatek mąki pszennej jednak nie większej niż 15%. W przypadku przekroczenia tej ilości pieczywo to zaliczamy do pieczywa mieszanego. Zasadniczymi składnikami pieczywa żytniego są: mąka żytnia, woda i sól. Pieczywo to produkuje się na zakwasie z niewielkim dodatkiem drożdży piekarskich prasowanych. Drożdże mogą być używane w celu poprawienia jakości pieczywa żytniego, a ich dodatek do ciasta żytniego jest wskazany niemal we wszystkich przypadkach. Chleb żytni razowy produkuje się na zakwasie, przy zastosowaniu wielofazowego prowadzenia ciasta. Kęsy ciasta o różnych kształtach poddaje się rozrostowi na deskach, w koszyczkach lub, w formach.

433
Chleb żytni razowiec produkuje się na zakwasie, przy zastosowaniu wielofazowego prowadzenia ciasta. Kęsy ciasta o różnych kształtach poddaje się rozrostowi na deskach lub w koszyczkach. Chleb żytni sitkowy produkuje się na kwasie z ewentualnym dodatkiem drożdży, przy zastosowaniu wielofazowego prowadzenia ciasta. Kęsy ciasta o różnych kształtach poddaje się rozrostowi na deskach, w koszyczkach lub w formach. Chleb żytni pytlowy produkuje się na kwasie, przy zastosowaniu wielofazowego prowadzenia ciasta. Kęsy ciasta o różnych kształtach poddaje się rozrostowi na deskach, w koszyczkach lub w formach. Chleb żytni starogardzki produkuje się na kwasie przy zastosowaniu wielofazowego prowadzenia ciasta. Kęsy ciasta poddaje się rozrostowi i wypiekowi w formach. Chleb żytni razowy na miodzie produkuje się na kwasie, przy zastosowaniu wielofazowego prowadzenia ciasta. Kęsy ciasta poddaje się rozrostowi i wypiekowi w formach, po wystudzeniu pakuje w tomofan.
Pieczywo mieszane Do grupy pieczywa mieszanego zalicza się różne rodzaje chleba: poznański, praski, mazowiecki, zakopiański, łęczycki. W naszym piekarnictwie do produkcji pieczywa mieszanego nie stosuje się mieszaniny mąki pszennej i żytniej. Najczęściej stosuje się w piekarstwie następujące metody prowadzenia ciasta mieszanego: a) prowadzenie zakwasów żytnich i dozowanie mąki pszennej do ciasta, b prowadzenie rozczynów pszennych i dozowanie mąki żytniej do ciasta, c) osobne prowadzenie zakwasów i rozczynów, a następnie łączenie tych półproduktów z pozostałą ilością mąki pszennej i żytniej przy wytwarzaniu ciasta. Podane tu w skrócie metody prowadzenia ciast mieszanych, czyli ciast na chleb mieszany, nie wyczerpują wszystkich sposobów, które mogą mieć zastosowanie w produkcji. Stosunek ilościowy mąki żytniej do pszennej jest ściśle sprecyzowany w odpowiednich recepturach. W żadnych zarządzeniach nie ma jednak rozgraniczenia na pieczywo pszenno-żytnie i żytnio-pszenne. Natomiast w praktyce, a szczególnie w technologii i towaroznawstwie, podział taki istnieje, co ma swoje uzasadnienie. Do chleba pszenno-żytniego zalicza się chleb wyprodukowany z mąki pszennej i żytniej, przy czym ilość mąki pszennej wynosi, co najmniej 50% ogółu użytej mąki. Tak np. chleb nałęczowski produkuje się z mąki pszennej i żytniej w stosunku 1:1. Ponieważ wszelkie rozliczenia produkcyjne odnoszą się w piekarstwie do 100 kg mąki, dlatego stosunek ilościowy mąki w produkcji chleba mieszanego podaje się za pomocą liczb, których suma równa się 100. A więc stosunek mąki żytniej do pszennej, np. dla chleba nałęczowskiego, ustalono na 50:50 Chleb poznański produkuje się na kwasie, przy zastosowaniu wielofazowego prowadzenia ciasta, w postaci bochenków o różnych kształtach; kęsy ciasta poddaje się rozrostowi na deskach, w koszyczkach lub w formach.

434
Chleb praski produkuje się na kwasie z dodatkiem drożdży, przy zastosowaniu wielofazowego prowadzenia ciasta, w postaci bochenków o różnych kształtach; kęsy ciasta poddaje się rozrostowi na deskach, w koszyczkach lub w formach. Chleb nałęczowski produkuje się na drożdżach, z ewentualnym dodatkiem przefermentowanego kwasu żytniego, w postaci bochenków o kształcie podłużnym z wyciągniętymi lekko końcami (tzw. rybka); kęsy ciasta poddaje się rozrostowi na deskach lub w koszyczkach. Chleb kaszubski produkuje się na drożdżach w postaci bochenków o kształcie podłużnym; kęsy ciasta poddaje się rozrostowi na deskach lub w koszyczkach. Chleb zakopiański produkuje się na drożdżach w postaci bochenków o podstawie okrągłej, z charakterystycznymi pęknięciami skórki górnej, po uprzednim poddaniu kęsów ciasta rozrostowi na deskach. Chleb mazowiecki produkuje się na drożdżach z dodatkiem przefermentowanego kwasu żytniego, w postaci bochenków o podstawie okrągłej lub podłużnej; kęsy ciasta poddaje się rozrostowi na deskach lub w koszyczkach.
Pieczywo specjalne. Pieczywo specjalne różni się od pieczywa powszechnie produkowanego odmiennością zastosowanych surowców lub procesu technologicznego. Często pieczywo takie związane jest z miejscowymi tradycjami i nosi wtedy nazwę, pieczywa regionalnego. Pieczywo specjalne produkuje się w celu uzyskania wyjątkowych walorów smakowo-zapachowych lub szczególnej wartości odżywczej. W Polsce produkuje się wiele gatunków pieczywa specjalnego, zwłaszcza regionalnego. Do najbardziej popularnych należą następujące gatunki: Chleb pełnoziarnisty z żyta produkowany jest na kwasie, z żyta obłuszczonego łamanego i z mąki żytniej z dodatkiem mleka odtłuszczonego w proszku, drożdży i soli. Chleb pszenny błonwit produkowany jest z mąki pszennej i wzbogacony dodatkiem mleka w proszku, drożdży suszonych, zarodków i mączki pszennej nisko energetycznej (rozdrobnionych otrąb). Chleb z otrąbkami produkowany jest na kwasie z dodatkiem mączki pszennej niskoenergetycznej i zarodków pszennych. Pieczywo chrupkie produkowane jest ze specjalnej – spłatkowanej mąki żytniej. Ciasto jest spulchniane metodą fizyczną (napowietrzanie) i wypiekane w cienkich płatkach. Wymienione gatunki pieczywa zalecane są do konsumpcji przez ludzi prowadzących mało ruchliwy tryb życia. Podwyższona zawartość błonnika wzmaga uczucie sytości i wpływa na poprawę pracy jelit. Cechuje je wysoka zawartość witamin i składników mineralnych.

435
Chleb pumpernikiel otrzymywany jest z mąki żytniej typ 2000, na kwasie i na drożdżach, z dodatkiem cukru, syropu ziemniaczanego lub buraczanego i margaryny. Wielofazowy proces fermentacji (długi) oraz kilkunastogodzinny wypiek w niskiej temperaturze powodują nagromadzenie się dużych ilości substancji smakowo-zapachowych oraz powodują długie zachowanie świeżości chleba. Chleb konserwowy jest pieczywem trwałym, produkowanym metodą wielofazowej fermentacji, wypiekany w puszkach. Trwałość jego wynosi kilka miesięcy.

436
ROZDZIAŁ 16 WADY PIECZYWA
Wadami pieczywa nazywamy te jego cechy negatywne, które obniżają jego walory konsumpcyjne lub nawet dyskwalifikują, czyniąc je nieprzydatnym do spożycia. Wady pieczywa można podzielić na następujące grupy:
- wady wyglądu zewnętrznego; - wady miękiszu; - wady smaku i zapachu; - czerstwienie pieczywa.
Rys.1 Cechy pieczywa dobrej jakości1.
Przeciwdziałać powstawaniu wad pieczywa można po rozpoznaniu ich przyczyn. Wymaga to dużego doświadczenia praktycznego, znajomości technologii produkcji i surowców. Trudność polega na tym, że ta sama wada może być spowodowana różnymi przyczynami. Przyczyną złej jakości pieczywa noże być również niewłaściwa jakość surowca i nieodpowiedni proces technologiczny. Znając właściwości surowców, należy tak pokierować procesem technologicznym, aby uzyskać pieczywo najlepszej jakości, bez wad. 1 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.
16

437
WADY PIECZYWA PSZENNEGO, PRZYCZYNY I SPOSOBY ZAPOBI EGANIA Wady pieczywa pszennego można podzielić na następujące grupy: a) wady wyglądu zewnętrznego: - wady kształtu; - wady objętości; - wady skórki. b) wady wewnętrzne: - wady smaku i zapachu; - wady miękiszu. WADY WYGL ĄDU ZEWNĘTRZNEGO CIASTA PSZENNEGO Wady wyglądu zewnętrznego dzielimy na: - wady kształtu; - wady objętości; - wady skórki. Wady kształtu: pieczywo płaskie, pieczywo kuliste, płaski spód, wybrzuszenie w miejscach nacięć, niewykształcone zarysy nacięć pieczywa. a) przyczyny: mąka z porośniętego ziarna, długi rozrost końcowy, wysoka temperatura ciasta, luźna konsystencja ciasta, mąka o dużej zawartości glutenu, niedostateczny rozrost kęsów, pieczywo nacinane znakownikiem nie smarowanym olejem. b) przeciwdziałanie: stosować mieszanki mąki, stosować krótszy rozrost końcowy, przygotować chłodniejsze ciasto, zmniejszyć namiary wody podczas przygotowania ciasta, mieszać taką mąkę z mąką o mniejszej zawartości glutenu, zapewnić pełny rozrost uformowanych kęsów ciasta, smarować znakownik olejem.
Rys.2 Chleb z mąki z ziarna porośniętego2.
Wady objętości: mała objętość pieczywa, pieczywo o małej objętości, z zaokrąglonym spodem. a) przyczyny: mąka o małej zdolności zatrzymywania gazu (mała zawartość glutenu lub gluten słaby), mąka o małej zdolności wytwarzania gazu (niska aktywność amylolityczna), długi czas mieszania ciasta, krótki rozrost końcowy, sztywna konsystencja ciasta, wysoka temperatura komory wypiekowej. b) przeciwdziałanie: stosować domieszkę mąki „silnej”, stosować domieszkę mąki o dużej aktywności amylolitycznej, dodatek cukru lub słodu, mąki zaparzanej, krócej mieszać, przedłużyć czas rozrostu końcowego, zwiększyć dodatek wody podczas przygotowania ciasta, wypiekać w niższej temperaturze komory wypiekowej. 2 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

438
Wady skórki: skórka nierównomiernie zabarwiona, skórka porwana z boku, charakterystyczne pęknięcia na wierzchu, skórka odstająca, przypalony spód, skórka matowa, na powierzchni skórki widoczna mąka, skórka zdeformowana, boczna skórka zbyt jasna i niewykształcona. a) przyczyny: nieprawidłowe warunki rozrostu ciasta, długi okres rozrostu ciasta, niepełny rozrost kęsów ciasta wypiekanych bez zaparowania, mąka o małej zawartości glutenu, wypiek na zbyt gorącym trzonie pieca, niewłaściwe składowanie pieczywa po wypieku, zbyt bliskie ułożenie pieczywa na trzonie pieca. b) przeciwdziałanie: zapewnić pełny rozrost, ciasto otrzymane z mąki o słabych właściwościach wypiekowych powinno być wypiekane przed osiągnięciem pełnego rozrostu, uregulować dopływ pary do komory wypiekowej, zapewnić pełny rozrost uformowanych kęsów ciasta, stosować mieszanki mąki, wypiekać w temperaturze 200-230°C, pieczywo powinno być układane w pojemnikach zgodnie z ich pojemnością, układ kęsa ciasta obok siebie w takiej odległości, aby umożliwi ć wykształcenie skórki z boków w takim samym stopniu jak na górnej powierzchni.
Rys.3 Chleb z kęsów ciasta gęsto ułożonych na trzonie pieca3.
WADY WEWN ĘTRZNE CIASTA PSZENNEGO Wady wewnętrzne możemy podzielić na: - wady smaku i zapachu; - wady miękiszu. Wady smaku i zapachu: obcy smak i zapach, smak słony. a) przyczyny: obcy smak i zapach w surowcach lub urządzeniach, długa fermentacja, słabe wymieszanie ciasta przygotowanego metodą bezpośrednią, duży dodatek soli. b) przeciwdziałanie: usunąć źródła obcego smaku i zapachu, skrócić fermentację ciasta, długo i intensywnie mieszać, zmniejszyć dodatek soli.
Rys.4 Chleb z ciasta o zbyt długim czasie fermentacji 4.
3 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

439
Wady miękiszu: wadliwa porowatość, drobne pory, duże pory, nierównomierne pory, miękisz rozerwany w dolnej części bochenka, nadmiernie wysuszony, miękisz odstający od skórki, kruszący się miękisz, miękisz porozrywany, miękisz wilgotny, lepki, mało elastyczny. a) przyczyny: ciasto o małej wydajności, mąka o małej zawartości glutenu albo z porośniętego ziarna, luźna konsystencja ciasta, duży dodatek drożdży, długa fermentacja, duża ilość mąki użyta do obróbki kęsów, długi wypiek i zbyt wysoka temperatura, krótki czas fermentacji podmłody, niska temperatura ciasta, wysoka temperatura dolewki, wysoka temperatura ciasta, duży dodatek cukru, krótki czas wypieku, duży udział podmłody podmłody cieście. b) przeciwdziałanie: zwiększyć wydajność ciasta, stosować mieszanki mąki, zmniejszyć namiar wody podczas przygotowania ciasta, zmniejszyć dodatek drożdży, skrócić czas fermentacji, używać mniej mąki przy obróbce kęsów, wypiekać krócej i w niższej temperaturze, stosować dłuższy czas fermentacji podmłody (3-4 godzin), sporządzić podmłodę o wyższej temperaturze (24-26°C), temperatura dolewki nie powinna przekraczać 50°C, ciasto powinno mieć temperaturę 28-32°C, zmniejszyć dodatek wody podczas przygotowania ciasta, cukier dozować zgodnie z recepturą, wypiekać dłużej, zmniejszyć udział podmłody w cieście.
Rys.5 Chleb z kęsów ciasta niewłaściwie obrabianych5.
Rys.6 Chleb z ciasta o słabym przebiegu rozrostu końcowego6.
WADY PIECZYWA ŻYTNIEGO I MIESZANEGO, PRZYCZYNY ORAZ SPOSOBY ZAPOBIEGANIA Wady pieczywa żytniego i mieszanego możemy podzielić na następujące grupy: a) wady wyglądu zewnętrznego:
4 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy. 5 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy. 6 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

440
- wady kształtu; - wady małej objętości bochenka; - wady skórki. b) wady wewnętrzne: - wady smaku i zapachu; - wady miękiszu. WADY WYGL ĄDU ZEWNĘTRZNEGO CIASTA ŻYTNIEGO I MIESZANEGO Wady wyglądu zewnętrznego dzielimy na: - wady kształtu; - wady małej objętości bochenka; - wady skórki. Wady kształtu: a) pieczywo kuliste; - przyczyny: gęsta (sztywna) konsystencja ciasta, krótka fermentacja końcowa, wysoka temperatura komory wypiekowej, - przeciwdziałanie: zwiększyć dodatek wody podczas wytwarzania ciasta, przestrzegać pełnej dojrzałości uformowanych kęsów ciasta, wypiekać przy zwiększonym zaparowaniu komory wypiekowej, bochenki nacinać gęściej i głębiej lub nakłuwać. b) pieczywo płaskie: - przyczyny: mąka z ziarna porośniętego, długi czas mieszania, luźna konsystencja ciasta, długi rozrost końcowy, niska temperatura komory wypiekowej, duża wilgotność komory wypiekowej. - przeciwdziałanie: przygotować nieco gęściejsze (sztywniejsze) ciasto, sporządzić chłodniejszy półkwas, mieszać krócej i intensywniej, zmniejszyć dodatek wody podczas wytwarzania ciasta, stosować krótszy czas fermentacji końcowej, w przypadku niskiej temperatury komory wypiekowej wsadzać bochenki o niepełnym rozroście, wypiekać przy mniejszej wilgotności komory wypiekowej i w wyższej temperaturze.
Rys.7 Chleb z ciasta zbyt długo poddawanego rozrostowi końcowemu7.
Wady małej objętości bochenka a) przyczyny: mąka o małej zdolności zatrzymywania gazów, mały dodatek drożdży lub ich niska aktywność, gęsta (sztywna) konsystencja ciasta, za mała naważka ciasta, krótki rozrost końcowy kęsów, wysoka temperatura komory wypiekowej. b) przeciwdziałanie: stosować domieszki mąki o dobrych właściwościach wypiekowych, dozować drożdże zgodnie z recepturą i o właściwej aktywności lub stosować 7 Alicja Ceglińska – Poradnik Piekarski i Cukierniczy.

441
drożdże aktywowane, zwiększyć dodatek wody podczas przygotowania ciasta, stosować większą naważkę ciasta, przestrzegać pełnego rozrostu uformowanych kęsów ciasta, piec ochłodzić przez zwilżanie trzonu i nasycenie komory wypiekowej parą wodną.
Rys.8 Chleb wypiekany w za wysokiej temperaturze8.
Wady skórki Niewłaściwa barwa, jasna barwa, ciemna barwa, nierównomierne zabarwienie, pęcherze na skórce, skórka twarda, skórka miękka, skorka niewykształcona, skórka za cienka, pęknięcia skórki, odstawanie skórki. a) przyczyny: świeża mąka, mała zdolność mąki do tworzenia gazów, gęsta konsystencja ciasta, długi rozrost końcowy, niska temperatura komory wypiekowej, krótki czas wypieku w normalnej temperaturze komory wypiekowej, mała wilgotność w komorze wypiekowej, mąka z ziarna porośniętego, wysoka temperatura komory wypiekowej, długi czas wypieku w normalnej temperaturze komory wypiekowej, piec nierówno wypiekający, nierównomiernie wilgotna powierzchnia chleba, niedojrzały kwas, niedokładne mieszanie i za krótki czas mieszania, luźna konsystencja ciasta, krótki rozrost końcowy, nadmiar pary w komorze wypiekowej, długi czas wypieku, zła jakość mąki, przejrzały kwas, krótki rozrost końcowy, gęste układanie kęsów na trzonie, niedojrzały kwas w cieście o dużej wydajności. b) przeciwdziałanie: stosować domieszkę mąki dojrzałej, o dobrych właściwościach wypiekowych, powierzchnię chleba zwilżyć przed wsadzeniem do pieca i podczas zapiekania oraz po wypieku, domieszać mąkę o dużej zdolności do tworzenia gazów, zwiększyć dodatek wody podczas przygotowania ciasta, stosować krótszy rozrost końcowy, wypiekać w wyższej temperaturze, wypiekać dłużej w normalnej temperaturze komory wypiekowej, zwiększyć zaparowanie komory wypiekowej, stosować domieszki z mąki o małej aktywności amylolitycznej, temperaturę i czas wypieku ustalić odpowiednio do wielkości ubytku wypiekowego i wymagań stawianych danemu rodzajowi pieczywa, usprawnić zaparowanie pieca, stosować kwas o pełnej dojrzałości, mieszać dłużej i dokładniej, zmniejszyć dodatek wody podczas przygotowania ciasta, wypiekać w piecu o niższej temperaturze, uregulować dopływ pary do komory wypiekowej, skrócić czas dojrzewania kwasu, zwiększyć odstępy między bochenkami na trzonie, kwasy na chleb razowy sporządzać o wydajności 190, udział mąki w kwasie nie powinien przekraczać 50% ogólnej ilości mąki użytej do produkcji chleba.
8 Alicja Ceglińska – Poradnik Piekarski i Cukierniczy.
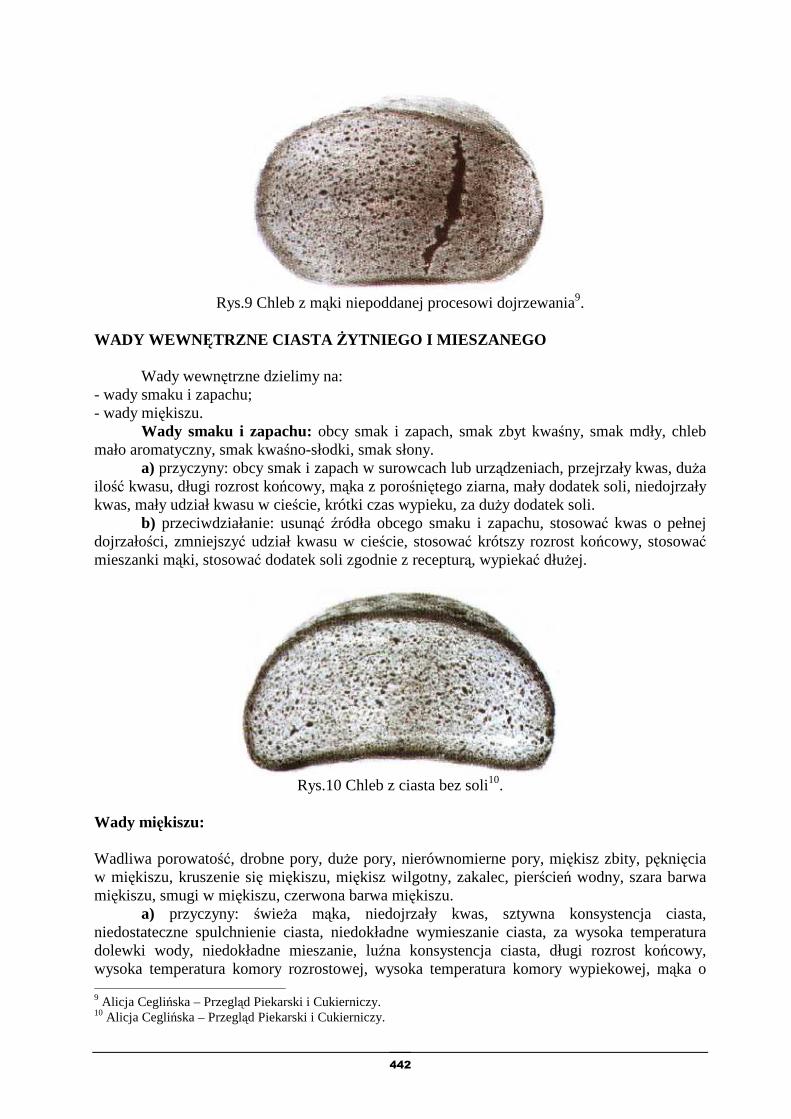
442
Rys.9 Chleb z mąki niepoddanej procesowi dojrzewania9.
WADY WEWN ĘTRZNE CIASTA ŻYTNIEGO I MIESZANEGO Wady wewnętrzne dzielimy na: - wady smaku i zapachu; - wady miękiszu. Wady smaku i zapachu: obcy smak i zapach, smak zbyt kwaśny, smak mdły, chleb mało aromatyczny, smak kwaśno-słodki, smak słony. a) przyczyny: obcy smak i zapach w surowcach lub urządzeniach, przejrzały kwas, duża ilość kwasu, długi rozrost końcowy, mąka z porośniętego ziarna, mały dodatek soli, niedojrzały kwas, mały udział kwasu w cieście, krótki czas wypieku, za duży dodatek soli. b) przeciwdziałanie: usunąć źródła obcego smaku i zapachu, stosować kwas o pełnej dojrzałości, zmniejszyć udział kwasu w cieście, stosować krótszy rozrost końcowy, stosować mieszanki mąki, stosować dodatek soli zgodnie z recepturą, wypiekać dłużej.
Rys.10 Chleb z ciasta bez soli10.
Wady miękiszu: Wadliwa porowatość, drobne pory, duże pory, nierównomierne pory, miękisz zbity, pęknięcia w miękiszu, kruszenie się miękiszu, miękisz wilgotny, zakalec, pierścień wodny, szara barwa miękiszu, smugi w miękiszu, czerwona barwa miękiszu. a) przyczyny: świeża mąka, niedojrzały kwas, sztywna konsystencja ciasta, niedostateczne spulchnienie ciasta, niedokładne wymieszanie ciasta, za wysoka temperatura dolewki wody, niedokładne mieszanie, luźna konsystencja ciasta, długi rozrost końcowy, wysoka temperatura komory rozrostowej, wysoka temperatura komory wypiekowej, mąka o 9 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy. 10 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

443
złych właściwościach wypiekowych, długa fermentacja, krótki rozrost końcowy, nieodpowiednia wilgotność komory wypiekowej, mała wydajność kwasu, wysoka temperatura kwasu, długi czas wypieku, niewłaściwe składowanie gorącego pieczywa, mąka o małej chłonności wody, długa fermentacja, nadmierna ilość kwasu i ciasto o małej wydajności, mąka z porośniętego ziarna, chłodne wytwarzanie ciasta, zimna mąka, zimna dolewka, ostyganie pieczywa na chłodnej metalowej powierzchni, wysoka temperatura ciasta w czasie fermentacji, wysoka temperatura kwasu, długa fermentacja końcowa, długi czas wypieku w niskiej temperaturze komory wypiekowej.
Rys.11 Chleb z ciasta o krótkiej fermentacji w niskiej temperaturze11.
b) przeciwdziałanie: stosować mieszanki mąki, przedłużyć dojrzewanie kwasów, zwiększyć dodatek wody podczas przygotowania ciasta, przestrzegać pełnej dojrzałości ciasta, sprawdzić pracę mieszarki, przestrzegać, aby temperatura wody dodawanej do ciasta nie przekroczyła 45°C, temperatura mąki powinna wynosić około 18°C, zmniejszyć nadmiar wody podczas przygotowania ciasta, stosować krótszy rozrost końcowy, uregulować temperaturę w komorze, wypiekać w niższej temperaturze komory wypiekowej, stosować mieszanki mąki, skrócić fermentację, przedłużyć rozrost końcowy, uregulować dopływ pary do komory wypiekowej, doprowadzić kwas do pełnej dojrzałości, stosować luźną konsystencje kwasu o wydajności 200 i wyższej, kwas wytwarzać w niższej temperaturze, pieczywo układać w pojemnikach stosownie do ich pojemności, wypiekać krócej, stosować krótszą fermentację, mieszać z mąką o dużej chłonności, mieszać z mąką z ziarna nieporośniętego, stosować kwasy o pełnej dojrzałości, dobierać mąkę o określonej temperaturze, stosować cieplejszą dolewkę wody, kwas wytwarzać w niższej temperaturze.
11 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

444
Rys.12 Chleb z ciasta zbyt krótko fermentowanego, wypiekany w za dużym zagęszczeniu
trzonu pieca12. WADY TECHNOLOGICZNE Przyczyną tych wad jest zła jakość mąki i surowców pomocniczych, błędy w procesie technologicznym oraz niewłaściwe warunki składowania, transportu i sprzedaży pieczywa. Zapobieganie wadom wymaga dużego doświadczenia oraz znajomości technologii produkcji i surowców. Trudność polega na tym, że ta sama wada może być spowodowana różnymi przyczynami. Postawieniu właściwej diagnozy służy kontrola jakości surowców, przebiegu procesów technologicznych oraz kontrola wyrobów gotowych. Znając właściwości surowców, należy tak kierować procesem technologicznym, aby pieczywo nie miało wad. Sposoby zapobiegania wadom pieczywa obejmują tylko przedsięwzięcia natury technologicznej i dotyczą modyfikacji procesu technologicznego. Najbardziej skutecznym sposobem poprawy jakości pieczywa jest zastosowanie polepszaczy. TECHNOLOGICZNE PRZYCZYNY WAD PIECZYWA Technologiczne przyczyny wad pieczywa możemy podzielić ze względu na: - złą jakość mąki; - złą jakość surowców pomocniczych; - niewłaściwe parametry procesu technologicznego; - niewłaściwe warunki składowania, transportu i sprzedaży pieczywa. Zła jakość mąki: a) przyczyny: - obcy smak i zapach; - obecność piasku lub ziemi; - mąka pszenna o małej zawartości glutenu; - mąka pszenna o dużej zawartości glutenu; - mąka świeża, niedojrzała; - mąka z ziarna porośniętego; - mąka z ziarna przesuszonego; - mąka o dużej zawartości enzymu tyrozynazy. b) rodzaj wad: niewłaściwy smak i zapach pieczywa, chrzęst podczas gryzienia, pieczywo płaskie, skórka pomarszczona i popękana, pieczywo kuliste, miękisz zbity, lepki,
12 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

445
skórka mocno kolorowana, miękisz o złej teksturze, pory duże, nierównomierne, blada skórka, ciemny miękisz pieczywa mimo użycia jasnej mąki.
Rys.13 Chleb z ciasta o zbyt sztywnej konsystencji13.
Zła jakość surowców pomocniczych: a) przyczyny: - mała aktywność drożdży; - zjełczały tłuszcz. b) rodzaj wad: pieczywo płaskie, źle spulchnione, z pęknięciami skórki, gorzkawy posmak pieczywa. Niewłaściwe parametry procesu technologicznego: a) przyczyny: - zbyt gęsta (sztywna) konsystencja ciasta (za mało wody przy mieszaniu); - zbyt rzadka (luźna) konsystencja ciasta (za dużo wody przy mieszaniu); - zbrylona nieprzesiana mąka; - niewłaściwa doza soli: za mała lub za duża; - za mały rozwój ciasta podczas mieszania (za krótki czas, uszkodzona mieszarka); - nadmierny rozwój ciasta (przemieszenie); - krótka fermentacja kwasu; - długa fermentacja kwasu; - krótka fermentacja ciasta lub podmłody; - długa fermentacja ciasta lub podmłody; - niska temperatura ciasta; - wysoka temperatura ciasta; - niewłaściwa obróbka ciasta podczas dzielenia i formowania; - nadmierna podsypka mąki podczas formowania; - niepełny rozrost kęsów ciasta przed wypiekiem; - nadmierny rozrost kęsów ciasta; - obsychanie powierzchni kęsów podczas rozrostu; - uderzenia kęsów podczas załadowywania trzonu; - zbyt małe zaparowanie komory wypiekowej; - zbyt duże zaparowanie komory wypiekowej; - niska temperatura komory wypiekowej; - wysoka temperatura komory wypiekowej; - krótki czas wypieku w normalnej temperaturze; - długi czas wypieku w normalnej temperaturze; 13 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.
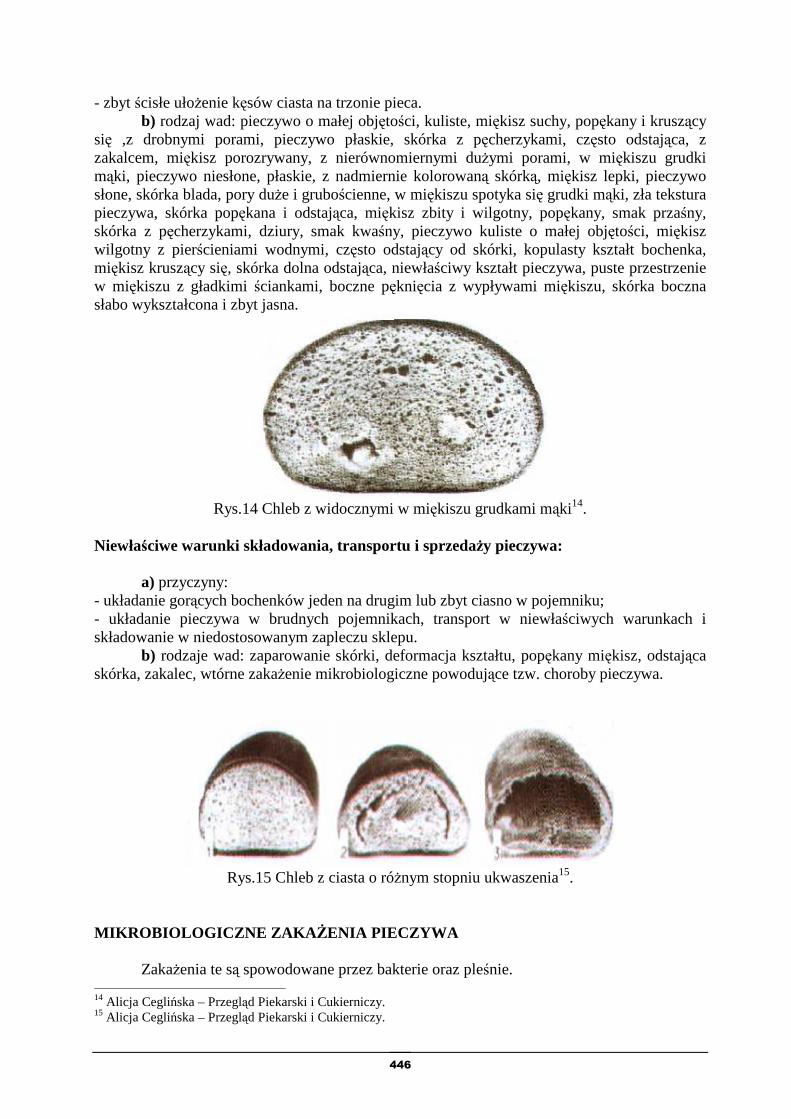
446
- zbyt ścisłe ułożenie kęsów ciasta na trzonie pieca. b) rodzaj wad: pieczywo o małej objętości, kuliste, miękisz suchy, popękany i kruszący się ,z drobnymi porami, pieczywo płaskie, skórka z pęcherzykami, często odstająca, z zakalcem, miękisz porozrywany, z nierównomiernymi dużymi porami, w miękiszu grudki mąki, pieczywo niesłone, płaskie, z nadmiernie kolorowaną skórką, miękisz lepki, pieczywo słone, skórka blada, pory duże i grubościenne, w miękiszu spotyka się grudki mąki, zła tekstura pieczywa, skórka popękana i odstająca, miękisz zbity i wilgotny, popękany, smak przaśny, skórka z pęcherzykami, dziury, smak kwaśny, pieczywo kuliste o małej objętości, miękisz wilgotny z pierścieniami wodnymi, często odstający od skórki, kopulasty kształt bochenka, miękisz kruszący się, skórka dolna odstająca, niewłaściwy kształt pieczywa, puste przestrzenie w miękiszu z gładkimi ściankami, boczne pęknięcia z wypływami miękiszu, skórka boczna słabo wykształcona i zbyt jasna.
Rys.14 Chleb z widocznymi w miękiszu grudkami mąki14.
Niewłaściwe warunki składowania, transportu i sprzedaży pieczywa: a) przyczyny: - układanie gorących bochenków jeden na drugim lub zbyt ciasno w pojemniku; - układanie pieczywa w brudnych pojemnikach, transport w niewłaściwych warunkach i składowanie w niedostosowanym zapleczu sklepu. b) rodzaje wad: zaparowanie skórki, deformacja kształtu, popękany miękisz, odstająca skórka, zakalec, wtórne zakażenie mikrobiologiczne powodujące tzw. choroby pieczywa.
Rys.15 Chleb z ciasta o różnym stopniu ukwaszenia15.
MIKROBIOLOGICZNE ZAKA ŻENIA PIECZYWA Zakażenia te są spowodowane przez bakterie oraz pleśnie. 14 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy. 15 Alicja Ceglińska – Przegląd Piekarski i Cukierniczy.

447
Bakteryjne wady pieczywa, zwane chorobą ziemniaczaną, występują w pieczywie słabo kwaśnym, a więc przede wszystkim w wyrobach pszennych i rzadziej w pszenno-żytnich. Wystąpienie tych wad zależy od wielu czynników, przede wszystkim od stanu zakażenia mąki i innych użytych surowców, stanu higieniczno-sanitarnego piekarni i jej urządzeń, procesu technologicznego (głównie od kwasowości ciasta), jednostkowej masy pieczywa, staranności wypieku, warunków schładzania, transportu, sposobu składowania podczas sprzedaży, a w szczególności od temperatury i wilgotności powietrza i wreszcie od sposobu przechowywania przez samego klienta. Do najefektywniejszych w praktyce sposobów eliminowania bakteryjnych wad pieczywa należą: - kontrola stanu zakażenia mąki i w wypadku stwierdzenia ponad 200 przetrwalników w 1g mąki kierowanie jej do wyrobu pieczywa żytnio-pszennego o kwasowości nie mniejszej niż 4-6°; - zwiększenie kwasowości ciasta w wyniku fermentacji przez dodatek kwasu lub żurku do podmłody (nie do ciasta) w ilości 2,5%, w stosunku do całej ilości mąki użytej do produkcji pieczywa; - stosowanie przy wyrobie chleba graham w okresach letnich dodatku pełnego kwasu (żytniego lub pszennego) do podmłody w ilości 2,5%, w stosunku do całej ilości użytej mąki; - zakwaszanie ciasta przez dodanie kwasu mlekowego w postaci roztworu o stężeniu 80%, w ilości 0,2-0,4% 0,1% kwasu propionowego lub 0,2% propionianu wapnia w postaci proszku ( w stosunku do całości użytej mąki); - wytwarzanie ciasta o sztywnej konsystencji, produkowanie pieczywa o małej masie jednostkowej oraz staranny wypiek; - schładzanie pieczywa po wypieku, m.in. za pomocą wzmożonej wentylacji w pomieszczeniu ekspedycji; - utrzymanie bezwzględnej czystości pomieszczeń i urządzeń, a w razie stwierdzenia obecności pałeczki ziemniaczanej staranne zmycie 5% roztworem kwasu octowego. Pleśnienie chleba jest najczęściej spowodowane przez pleśnie Aspergillus, Rhizopus i Penicillinum glaucum rzadziej Mucor, Oospora, Monilia i inne. Pleśnie są szeroko rozpowszechnione w przyrodzie, m.in. ziarno i mąka zawsze zawierają pewne ich ilości. Podczas wypieku pieczywa pleśnie i ich zarodniki całkowicie giną. Pleśnienie pieczywa jest spowodowane tzw. wtórnym zakażeniem już po jego wypieku. Rozwój pleśni jest możliwy w temperaturze 5-50°C, tak, więc jedyną skuteczną metodą zabezpieczenia pieczywa przed pleśnieniem jest zamrażanie. Pleśnieniu pieczywa można zapobiegać lub je opóźniać stosując następujące metody i środki: - dodanie do ciasta chemicznych środków konserwujących, co jest stosowane w wieku krajach (najczęściej są używane sole kwasu propionowego, octowego i sorbowego, a także innych kwasów organicznych); organicznych Polsce dopuszczone jest stosowanie kwasu propionowego, jego soli wapniowej i sodowej, w ilości 2g na 1kg mąki; - pakowanie pieczywa w przepuszczającą wilgoć folię i sterylizacja przez nagrzanie do temperatury 85-90°C w środku wyrobu; - sterylizowanie powierzchni pieczywa 96% etanolem i następnie hermetyczne pakowanie w odpowiednie folie; w ten sposób można zahamować pleśnienie pieczywa na 2-6 tygodni; - zawijanie pieczywa w papier lub folię nasycone kwasem sorbowym, a następnie hermetyczne zapakowanie (ta metoda zapewnia przechowywanie bez pleśnienia w ciągu 4-6 miesięcy); - wypiek pieczywa w metalowych puszkach, hermetycznie zamykanych natychmiast po wypieku, pozwala to na długie (ponad półroczne) przechowywanie pieczywa;

448
- stałe utrzymanie czystości pomieszczeń i urządzeń, zwłaszcza w zapiecowni i ekspedycji, połączone z szybkim schłodzeniem pieczywa i przechowywaniem w suchych pomieszczeniach (zabiegi te znacznie ograniczają pleśnienie pieczywa). Zapobieganie pleśnieniu pieczywa jest ważne nie tylko ze względu na ograniczenie jego strat, ale także ze względów zdrowotnych. W spleśniałym pieczywie mogą powstawać bardzo szkodliwe dla zdrowia mykotoksyny. Należy jeszcze wspomnieć o tzw. chorobie kredowej i pojawianiu się czerwonych plam na chlebie. Choroba ta objawia się plamami lub nalotem kredopodobnym na chlebie (zazwyczaj na jego miękiszu). Jest ona powodowana przez drożdże Endomyces fibuliger lub Monilia variabilis. Czerwone plamy na chlebie powstają głównie w wyniku rozwoju bakterii Micrococcus, prodigiosum, które wydzielają barwną substancję. Przyczyną takich plam może być również rozwój pleśni Aurantiacum. CZERSTWIENIE PIECZYWA Zjawisko to traktuje się popularnie jako ogół zmian zachodzących w pieczywie po wypieku, zwłaszcza zmian dotyczących właściwości tekturowych (fizycznych) miękiszu. Wiąże się to głównie z procesem wysychania, który w sposób zasadniczy wpływa na negatywną ocenę jakości pieczywa, choć nie jest główną przyczyną procesu czerstwienia. Wskutek wysychania pieczywo traci 5% swojej masy. Wysychanie pieczywa następuje jednocześnie z jego stygnięciem. Temperatura skórki chleba opuszczającego piec wynosi 130-180°C, a jej wilgotność w tym momencie jest praktycznie zerowa. Temperatura miękiszu jest zbliżona do 100°C, a wilgotność przekracza o 1-2% wilgotność ciasta. Chleb dostarczony do ekspedycji, gdzie temperatura wynosi 18-25°C, szybko stygnie i traci na masie w wyniku wysychania najpierw powierzchniowych warstwach pieczywa a potem środkowych. Różnica w temperaturze powierzchniowych i środkowych warstw sięga 13°C i stopniowo zmniejsza się podczas schładzania. W wyniku tego powstaje określony gradient temperatury sprzyjający migracji wilgoci w kierunku od środka do powierzchni pieczywa. W pewnym momencie temperatura miękiszu spada poniżej temperatury otoczenia wskutek tego, że odparowanie wilgoci trwa nawet po schłodzeniu pieczywa do temperatury otoczenia. Ciepło zużywane na parowanie jest pobierane z części miękiszu przylegającej do skórki, a nie z powietrza oddzielonego od miękiszu skórką wykazującą znacznie mniejszą przenikalność cieplną. W procesie wysychania chleba można wyróżnić dwa okresy: zmiennej i znacznej szybkości wysychania oraz małej szybkości wysychania. Momentem krytycznym, po którym następuje gwałtowne zmniejszenie dynamiki wysychania, jest osiągnięcie przez pieczywo temperatury otoczenia. Stąd najefektywniejszym sposobem ograniczania wysychania pieczywa jest maksymalne skrócenie czasu jego stygnięcia do temperatury otoczenia. Wielkość i szybkość wysychania pieczywa zależą od struktury miękiszu, przepuszczalność pary uwarunkowanej wielkością i charakterem powierzchni skórki (a głównie jej grubością), temperatury, wilgotności względnej i prędkości ruchu powietrza. Pieczywo o mniejszej masie jednostkowej, większej objętości właściwej i cieńszej skórce wysycha szybciej, a ubytki jego masy są większe. Temperatura powietrza wywiera zasadniczy wpływ na wielkość ususzki. Przykładowo chleb mieszany o masie 1kg składowany w temperaturze 43-50°C w ciągu 8 godzin traci na masie 5%, a w temperaturze 11-19°C tylko 2%. Szczególnie małe są ubytki chleba przechowywanego w stanie zamrożonym. Wilgotność względna powietrza w dużym stopniu decyduje o dynamice wysuszania i wielkości ususzki, ale tylko w drugiej fazie wysychania pieczywa, tj. po uzyskaniu temperatury otoczenia.

449
W związku z tym zaleca się schładzanie pieczywa po wypieku za pomocą przepływającego powietrza, jeszcze przed ułożeniem w pojemnikach. W momencie zakupu pieczywa konsument określa jego świeżość organoleptycznie na podstawie: a) właściwości fizycznych miękiszu – miękki, ściśliwy miękisz świadczy o świeżości pieczywa, twardy zaś, mniej ściśliwy i kruszący się, jest charakterystyczny dla pieczywa czerstwego; b) właściwości fizycznych skórki – gładka, twarda i chrupiąca skórka charakteryzuje pieczywo świeże a podczas składowania staje się miękka, elastyczna i pomarszczona; c) aromatu i smaku pieczywa świeżego – są przyjemne i intensywne a w miarę czerstwienia stają się słabsze, aż po długim składowaniu przechodzą w specyficzny zapach i smak chleba „zleżałego”. Za przyczynę czerstwienia uważa się zjawisko retrogradacji skrobi. Polega ono na tym, że skrobia z formy bezpostaciowej powstałej w czasie wypieku wskutek skleikowania przechodzi częściowo w postać wyjściową, tj. krystaliczną, zbliżoną do tej, w jakiej występowała przed wypiekiem. Jednocześnie struktura skrobi staje się bardziej zbita, następuje częściowe wydzielenie wody wchłoniętej podczas kleikowania. Uważa się, że ta wydzielona woda zostaje wchłonięta przez białka miękiszu. Rola białka w procesie czerstwienia była do niedawna niedoceniana. Przypisywano mu tylko pobieranie wody wydzielonej podczas retrogradacji skrobi. Ostatnie badania wykazują, że w białkach pieczywa pszennego, a zwłaszcza w glutenie, następują zmiany powodujące powstanie bardziej zwartej struktury i zmniejszenie zdolności hydratacyjnych. Uwzględniając jednak, że zmiany te są 4-6 razy wolniejsze od retrogradacji, retrogradacji w chlebie jest 6-7 razy więcej skrobi niż białka, pierwszoplanową rolę w czerstwieniu pieczywa przypisuje się skrobi. Stopień świeżości chleba można określić oprócz metody organoleptycznej obiektywnymi metodami instrumentalnymi, które polegają na: - oznaczaniu fizykochemicznych właściwości miękiszu pieczywa; - pomiarze hydrofilowych zdolności miękiszu; - oznaczaniu ilości rozpuszczalnych w wodzie substancji miękiszu; - mikroskopowym badaniu struktury miękiszu; - rentgenograficznym badaniu struktury miękiszu; - oznaczaniu podatności skrobi na działanie amylaz. Składowanie pieczywa w temperaturze powyżej 60°C, chociaż bardzo efektywnie hamujące proces czerstwienia, nie znalazło zastosowania w praktyce ze względu na wysokie koszty, możliwość rozwoju niekorzystnej mikroflory i ciemnienie miękiszu (reakcja Maillarda, działanie tyrozynazy). Radykalnym sposobem hamowania procesu czerstwienia pozbawionym wad występujących przy wysokich temperaturach jest zamrażanie pieczywa. Sposób ten jest powszechnie stosowany w wielu krajach. Pakowanie pieczywa, chociaż nie przeciwdziała retrogradacji skrobi, to hamuje utratę świeżości pieczywa wskutek ograniczenia jego wysychania i zmniejszenia strat substancji aromatycznych. Szczególnie zaleca się pakować pieczywo próżniowo lub w atmosferze zmodyfikowanej (gazy obojętne) albo z wkładką do opakowania zawierającą substancje wchłaniające powietrze (tlen). Chleb żytni, a także mieszany z dużym udziałem mąki żytniej, czerstwieje wolniej niż chleb pszenny. Pieczywo z mąki o większej zawartości białka i lepszej jego jakości czerstwieje wolniej. Również dodatek surowców bogatych w białko (mąka sojowa, produkty mleczarskie) hamuje czerstwienie.

450
Dodatek skrobi i jej pochodnych – hydrolizatów skrobiowych, ekstraktów słodowych oraz tłuszczów i ich pochodnych (zwłaszcza tzw. emulgatorów) przedłuża świeżość pieczywa i poprawia jego cechy jakościowe. Użycie specjalnych substancji tzw. polepszaczy szczególnie efektywnie przedłuża świeżość pieczywa. Wśród nich najbardziej skuteczne są substancje powierzchniowo czynne. Dobre rezultaty uzyskuje się także po dodaniu preparatów enzymatycznych. Parametry procesu technologicznego i jego modyfikacje mogą mieć istotny wpływ na przedłużenie świeżości pieczywa. Intensywne mieszanie i zaparzanie części mąki znacznie wydłużają okres konsumpcyjnej przydatności pieczywa. Również odpowiednio dobrane warunki procesu fermentacyjnego, właściwe parametry formowania oraz optymalny rozrost, a zwłaszcza wypiek wpływają na świeżość pieczywa. Ogólnie można stwierdzić, że wszystkie dodatki lub zabiegi zwiększające objętość poprawiające strukturę i fizyczne właściwości miękiszu pieczywa powodują przedłużenie świeżości. W ZBPP opracowano i wdrożono do produkcji chleb o rocznej przydatności, z zastosowaniem sterylizacji i podwójnego pakowania. Czerstwe pieczywo można świeżyć, gdy jego wilgotność przekracza 30%. W celu odświeżenia należy ogrzać pieczywo do temperatury powyżej 90°C wewnątrz wyrobu. Zjawisko odświeżania pieczywa należy wiązać z odwrotnością procesu retrogradacji skrobi (przy powtórnym podgrzaniu). Powszechnie uważa się, że chleb odświeżony czerstwieje szybciej niż świeżo upieczony. Wiele zależy od warunków odświeżania. Jeśli pieczywo podgrzeje się do temperatury przekraczającej 90°C w środku miękiszu i nie dopuści do utraty wilgoci, to powtórne jego czerstwienie nie przebiega szybciej niż czerstwienie świeżo upieczonego wyrobu. W przypadku wspomnianego chleba o rocznej przydatności do spożycia – w celu uzyskania chleba o cechach „prosto z pieca” wystarczy zanurzyć go we wrzątku przez 15-30 minut a uzyska cechy pieczywa świeżego przez tydzień.
451
ALMANACH
TECHNOLOGIA ŻYWNOŚCI
PRODUKCJA PIEKARSKO- CIASTKARSKA Tom 6
SZYMON KONKOL
WYPOSAŻENIE ZAKŁADÓW PIEKARSKO - CIASTKARSKICH

452
ROZDZIAŁ 1 ORGANIZACJA ZAKŁADÓW
Organizacja zakładu ciastkarskiego 1. Każda ciastkarnia niezależnie od wielkości produkcji oraz rozmiarów bazy lokalowej, składa się z pomieszczeń przystosowanych do wykonywania zabiegów (czynności) technologicznych, pomieszczeń magazynowych oraz tzw. zaplecza socjalno- administracyjne. Pomieszczenia zakładu ciastkarskiego podzielić można na następujące działy: · Dział magazynowy · Dział produkcyjny · Dział socjalny · Dział administracyjny a) Dział magazynowy: · Magazyn surowców · Magazyn wyrobów gotowych · Magazyn opakowań Magazyn surowców- pomieszczenie przeznaczone do przechowywania surowców w celu zapewnienia ciągłości produkcji. Pomieszczenie magazynowe powinno zabezpieczać surowce ciastkarskie przed utratą swoich cech i właściwości oraz zabezpieczać je przed zepsuciem. Magazyn surowców powinno być chłodny, suchy i przewiewny. Surowce sypkie (mąka, cukier) przechowuję się w workach na drewnianych podestach zabezpieczony bez bezpośrednim przyleganiem do ściany.
1

453
Magazyn powinien być wyposażony w regały przeznaczone do składowania drobnych surowców, oraz chłodnie. Magazyn wyrobów gotowych- pomieszczenie przeznaczone do przechowywania wyrobów wykonanych w ciastkarni. Magazyn ten powinien być wyposażony w regały oraz chłodnie do przechowywania wyrobów kremowych. Magazyn opakowań- miejsce gromadzenia wszelkich opakowań podlegających zwrotowi lub sprzedaży.
b) Dział produkcyjny: · Przygotowania ciast, kremów i mas · Obrabiania · Piecownia · Deserownia (wykańczalnia wyrobów) · Myjnia Przygotowalnia ciast: pomieszczenie wyposażone w niezbędne urządzenia do produkcji ciastkarskiej takie jak: · Miesiarki do sporządzania ciast · Ubijarki do sporządzania kremów i ciast biszkoptowych oraz biszkoptowo- tłuszczowych · Urządzenia do rozdrabniania surowców np. młynki, trójwalcówki · Przesiewacze do mąki Przygotowalnia powinna być koniecznie wyposażone w pomieszczenie do mycia i ubijania jaj, oraz miejsce wydzielone do ogrzewania i gotowania niektórych półproduktów. Obrabiania- pomieszczenie służące do dzielenia i formowania ciast wyposażone w stoły produkcyjne o łatwo zmywalnej powierzchni, regały, stojaki, wózki transportowe, sprzęty do formowania wyrobów (wycinacze, wałki, szablony) oraz urządzenia takie jak np. wałkowarki, zaokrąglarki, wydłużarki, rogalikarki.
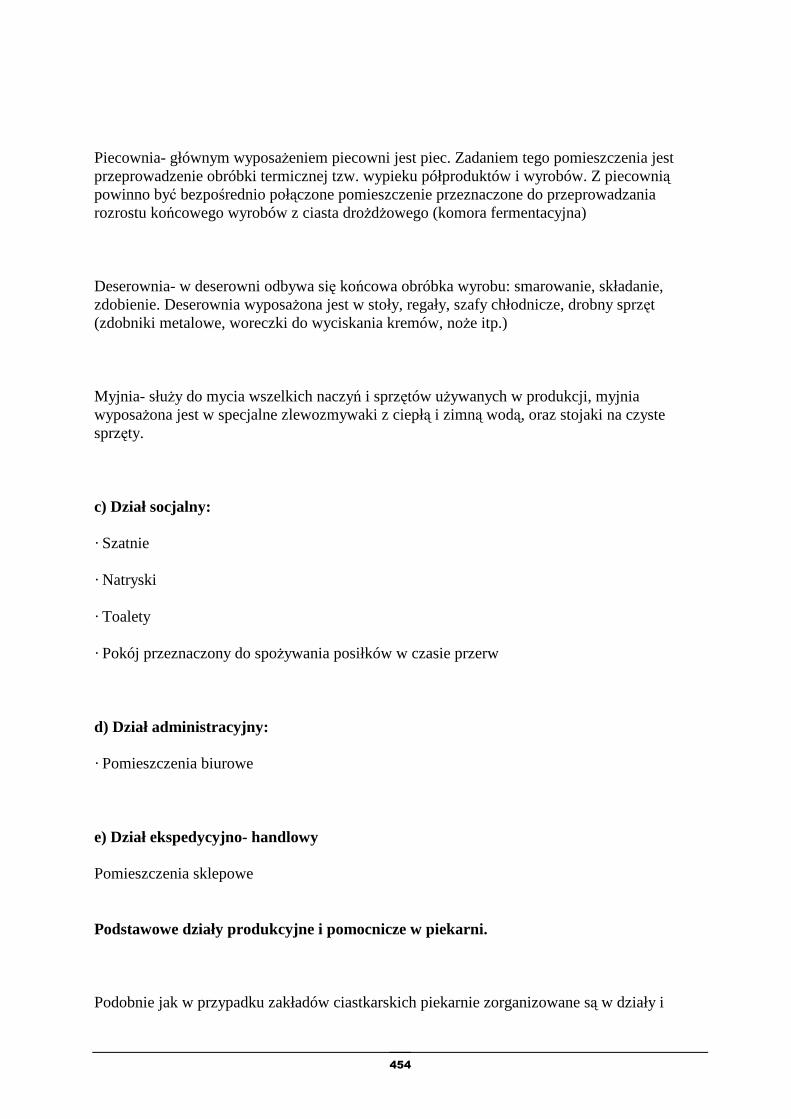
454
Piecownia- głównym wyposażeniem piecowni jest piec. Zadaniem tego pomieszczenia jest przeprowadzenie obróbki termicznej tzw. wypieku półproduktów i wyrobów. Z piecownią powinno być bezpośrednio połączone pomieszczenie przeznaczone do przeprowadzania rozrostu końcowego wyrobów z ciasta drożdżowego (komora fermentacyjna) Deserownia- w deserowni odbywa się końcowa obróbka wyrobu: smarowanie, składanie, zdobienie. Deserownia wyposażona jest w stoły, regały, szafy chłodnicze, drobny sprzęt (zdobniki metalowe, woreczki do wyciskania kremów, noże itp.) Myjnia- służy do mycia wszelkich naczyń i sprzętów używanych w produkcji, myjnia wyposażona jest w specjalne zlewozmywaki z ciepłą i zimną wodą, oraz stojaki na czyste sprzęty. c) Dział socjalny: · Szatnie · Natryski · Toalety · Pokój przeznaczony do spożywania posiłków w czasie przerw d) Dział administracyjny: · Pomieszczenia biurowe e) Dział ekspedycyjno- handlowy Pomieszczenia sklepowe
Podstawowe działy produkcyjne i pomocnicze w piekarni. Podobnie jak w przypadku zakładów ciastkarskich piekarnie zorganizowane są w działy i
455
pomieszczenia, oraz stanowiska pracy przystosowane do konkretnych zadań. Do podstawowych działów i pomieszczeń związanych z produkcją piekarską zalicza się: Magazyny surowców- w każdej piekarni znajduje się szereg magazynów służących do przechowywania mąki, surowców pomocniczych, technicznych i pomagających w utrzymaniu czystości. W zależności od wielkości piekarni dzieli się ona na następujące pomieszczenia lub stanowiska: Ciastownia – jest miejscem przetwarzania surowców na półprodukty (rozczyny, zakwasy, ciasta). Fermentownia – jest miejscem, w którym odbywa się fermentacja ukształtowanych kęsów ciasta. Formiernia (odrabialnia) – dokonuje się to dzielenia i kształtowania ciasta. Piecownia – tu odbywa się wypiek pieczywa. Magazyn wyrobów gotowych– służy do przyjmowania wypieczonego wyrobu, segregacji, pakowania oraz ekspedycji. Ponadto podobnie jak w ciastkarniach, piekarnie posiadają dziły: socjalny, administracyjny, ekspedycyjno- handlowy. Różnicom podlega natomiast wyposażenie działów, pomieszczeń i stanowisk pracy,co wynika z odrębnej specyfiki przeprowadzanych procesów technologicznych.
Magazyn– jest to specjalny budynek lub wydzielone pomieszczenie przeznaczone do gromadzenia i czasowego przechowywania zapasu towarów. W zależności od rodzaju przechowywanych towarów wyróżnia się magazyny artykułów spożywczych i artykułów przemysłowych typu uniwersalnego lub specjalnego np. magazyn soli, mąki artykułów sypkich itp. Pomieszczenie magazynowe powinno być wyposażone w instalację elektryczną i wodno-

456
kanalizacyjną. Ponadto każdy magazyn powinien mieć urządzenia wentylacyjne. Wentylacja i przewietrzenie zapobiegają gromadzeniu się pyłu, powstawaniu wilgoci i gromadzeniu się niekorzystnych dla przechowywanych towarów „obcych” zapachów. Magazyn powinien być wyposażony również w przyrządy pomiarowe do określania wilgotności względnej powietrza i jego temperatury.
457
ROZDZIAŁ 2 WYPOSAŻENIE MAGAZYNÓW WÓZKI MAGAZYNOWE Wózki magazynowe służą do przewozu mąki i innych surowców ze środków transportowych do magazynów, jak również z magazynów do pomieszczeń produkcyjnych, używa się w ciastkarniach najczęściej pionowych wózków dwukołowych, pionowych wózków podnoszących, poziomych wózków zwykłych i podnoszących. PALETY Palety służą do położenia surowców, aby nie leżały bezpośrednio na ziemi, oraz pomagają w łatwiejszym transporcie. Palety przeważnie są zrobione z drewnianych desek. Do piekarni przemysłowych dostarcza się duże ilości surowców w różnych opakowaniach. Przyjmowanie i rozmieszczanie w magazynach jest uciążliwe. Dlatego dąży się do uproszczenia czynności wykonywanych ręcznie i usprawniania. Duże ułatwienie stanowi tzw. paletyzacja, konteneryzacja. Ułożenie wielu pojedynczych sztuk towaru umożliwia operowanie całymi jednostkami ładunkowymi. Mieszczą się one na odpowiedniej konstrukcji zwanej paletą. Przenoszenie palety z ładunkiem, odbywa się za pomocą wózków widłowych. REGAŁY I SZAFY Regał – mebel wchodzący w skład segmentu lub osobno stojący, składający się z wielu półek metalowych lub drewnianych oraz ścianki tylnej i dwóch bocznych, przeznaczony zwykle do umieszczania na nim produktów gotowych lub sprzętu drobnego.
2

458
Szafa – mebel skrzyniowy posiadający wewnątrz wieszaki na ubrania robocze lub na fartuchy, oraz półki służące do przechowywania różnych przedmiotów, zamykane drzwiami. SPRZĘT KONTROLNO POMIAROWY Wagi są to urządzenia służące do warzenia surowców, półproduktów i wyrobów gotowych stosuje się następujące rodzaje wag. Do odważania ciasta, jak również do ważenia surowców w niewielkich ilościach najodpowiedniejsze są wagi odważnikowe 5 – 10 kilogramowe. Do sprawdzania ciężaru ciastek, półproduktów oraz dokładnego ważenia niektórych surowców jak wanilina, przyprawy korzenne, amoniak itp. stosuje się wagi uchylne. Do ważenia większej ilości surowców i półproduktów w toku produkcji (np. kocioł z ciastem) używa się wag pomostowych o nośności 250 – 1000kg. Ważenie surowców w magazynie np. worki z mąką, cukrem i makiem odbywa się na wagach dziesiętnych 200 kilogramowych. Higrometr – jest to przyrząd służący do wyznaczania wilgotności powietrza; do pomiaru wilgotności względnej powietrza powszechnie używa się higrometru włosowego ( wykorzystanie zdolności włosa ludzkiego do zmiany długości w zależności od zmiany wilgotności względnej). Psychrometr – przyrząd służący do pomiaru wilgotności powietrza, składający się z dwóch termometrów rtęciowych: suchego i zwilżonego (zbiornik z rtęcią jest owinięty mokrym batystem); po odczytaniu wskazań obu termometrów, termometr tablicy psychrometrycznej wyznacza się wilgotność powietrza. Termometr – przyrząd do mierzenia temperatury: działania termometru polegają na zmianie właściwości fizycznych elementu temperatury – tzw. ciała termometrycznego (np. obojętność cieczy, rtęci, oporu drutu metalowego) pod wpływem zmian temperatury w zetknięciu w zetknięciu z badanym układem fizycznym. W magazynach surowców sypkich odbywa się przechowywanie – składowanie towarów o

459
konsystencji sypkiej; takich jak mąka, cukier z jednoczesnym zabezpieczeniem ich jakości. Aby w czasie przechowywania mogła być zabezpieczona jakość towarów, muszą być spełnione podstawowe warunki racjonalnego składowania. Do warunków tych należy: utrzymanie w pomieszczeniach magazynowych odpowiedniej temperatury i wilgotności, przestrzeganie okresu (czasu) przechowywania, odpowiednie rozmieszczenie towarów, ochrona przed światłem słonecznym, uniemożliwienie rozwoju drobnoustrojów oraz innych szkodników. W specjalnych magazynach surowców sypkich można utrzymać warunki najbardziej odpowiednie dla przechowywanej grupy towarów o podobnych właściwościach np. artykułów spożywczych natomiast w magazynach typu uniwersalnego powinny być stosowane przeciętne warunki odpowiadające właściwością większości przechowywanych artykułów. MAGAZYNOWANIE M ĄKI – SILOSY Zakłady piekarsko- ciastkarskie muszą mieć kilkunastodniowy zapas mąki do produkcji. W zakładach małych- rzemieślniczych, mąkę magazynuje się w workach ułożonych w stosy. Obecnie zakłady przemysłowe wyposażone są w silosy magazynowe czyli duże zbiorniki w których magazynuje się mąkę luzem. Magazynowanie mąki w silosach likwiduje wiele czynności magazynowych takich jak przewożenie mąki, warzenie i liczenie worków, układanie stosów, przekazywanie mąki do produkcji. Ponadto system silosowy umożliwia lepsze wykorzystanie przestrzeni magazynowej i ograniczenie jej powierzchni. Silosownia Silosy buduje się z żelbetu lub blachy stalowej. Pojemność silosów wynosi od 20 – 250 ton. Dla krajowych cukierni o wydajności 25 ton na 16 godzin buduje się silosy o pojemności 30 ton. Najkorzystniejsze pod względem wykorzystania przestrzeni magazynowej są silosy o przekroju kwadratowym lub prostokątnym. Wymiary przekrojów silosów kwadratowych wynoszą 3 · 3 metry natomiast silosów prostokątnych 3 · 2 lub 3 · 2.5 metra. Na ogół unika się budowania silosów okrągłych o wysokości większej niż 15 metrów. Zawieszanie się mąki w silosach przeciwdziała w dużym stopniu gładkości ścian co uzyskuje się przez ich dokładne wyszlifowanie lub pokrycie za pomocą specjalnych lakierów silikonowych nieszkodliwych dla zdrowia. Zawieszeniu się mąki w silosie przeciwdziałają proste urządzenia umocowane w dolnej części silosu zwane ostrogą. Przeciwdziała ona nadmiernemu zagęszczeniu mąki z dolnej części silosu za pomocą tzw. wybieraków ślimakowych. Do magazynowania w silosach nie nadaje się mąka o wilgotności powyżej 15,5% oraz o temperaturze powyżej 16˚C. W skutek ciężaru mąki jej dolne warstwy łatwo ulegają zbryleniu i

460
zagrzaniu. Mąka zagrzana i zbrylona łatwo ulega pleśnieniu i po kilku dniach silos może ulec zakleszczeniu. Obsługiwanie silosów odbywa się za pomocą specjalnej tablicy sterowniczej i polega na przyjmowaniu mąki do silosów. silosy do mąki silosy stalowe silosy płócienne a. silosy płócienne Silosy płócienne z materiału Trevira o wysokim stopniu wytrzymałości. Przeznaczone dla wszystkich typów spożywczych surowców sypkich. Wykonywane w różnych modelach standard lub w określonych przypadkach dostosowane wymiarowo do istniejących warunków lokalowych. Pojemność od 2-40 ton. b. silosy stalowe z systemem napowietrzania Silosy stalowe z systemem napowietrzania-masywne o doskonałej gładzi wewnętrznej gwarantującej optymalny rozładunek silosu. Konstrukcja modułowa umożliwia dopasowanie silosu do istniejących warunków lokalnych. Napowietrzanie poprawia wyznaczanym stopniu jakość magazynowanej mąki. PRZENOŚNIKI ŚLIMAKOWE Do mechanicznych przenośników mąki luzem zalicza się przenośniki ślimakowe i łańcuchowe, spiralne, wstrząsowe i wibracyjne. W naszych cukierniach powszechnie stosowane są przenośniki ślimakowe. Elementem roboczym przenośnika ślimakowego jest spiralnie zwinięta taśma stalowa (ślimak) przymocowana do wału obracającego się w korycie. Ślimak powinien być tak zamocowany, aby jego zwoje nie dotykały dna i ścianek koryta. Warunek ten będzie spełniony, jeśli promień zagięcia dna będzie większy o 8÷15 mm od promienia zwoju ślimaka. Kształt i skok ślimaka są zróżnicowane w zależności od przemieszczenia i pochylenia trasy. W czasie transportu mąki następuje jej mieszenie. Wadą przenośników ślimakowych jest stosunkowo szybkie zużywanie się zwojów, koryta i

461
łożysk w skutek tarcia które jednocześnie pochłania znaczną część energii napędowej. Obsługa przenośników ślimakowych polega na kontrolowaniu stopnia zapełnienia ślimaka i smarowania łożysk. PRZENOŚNIKI ZGARNIAKOWE W przenośniku tym zwanym też redlerem mąka jest przesuwana w rynnie przez zgarniacze zamocowane na łańcuchu, którego prędkość wynosi 0,10÷0,40m/s. Stosuje się redlery o różnych kształtach, od poziomych przez pochyłe do pionowych; ich przepustowość wynosi od kilku do 300 t/h. Dla właściwej eksploatacji redlerów niezbędny jest należyty naciąg łańcuchów i konserwowanie mechanizmów, głównie smarowanie łożysk. PODNOŚNIKI CZERPAKOWE Podnośniki czerpakowe służą do pionowego (mechanicznego) transportu mąki luzem. Podnoszenie mąki jest zadaniem kubełków (czerpaków) osadzonych na taśmie napiętej na dwóch kołach cięgnowych. Mąka podana do wlotu czerpakami zamocowanymi na pasie jest podnoszona do góry, gdzie w skutek siły ośrodkowej trafia do wylotu. Konserwacja podnośników polega na utrzymywaniu właściwego naciągu taśmy, kontrolowaniu umocowania kubełków do taśmy i smarowaniu łożysk. SKŁADOWANIE MĄKI W WORKACH Mąkę dostarcza się w workach, głównie tkaninowych (z juty), oraz papierowych wielowarstwowych, o pojemności 45 i 50 kilogramów. Małe cukiernie mają zazwyczaj jeden magazyn, z którego pobiera się mąkę do produkcji. W dużych cukierniach jest magazyn główny i produkcyjny, co ułatwia rozliczenie ilości mąki między magazynem a produkcją. Magazyn mączny powinien być suchy, czysty, jasny, wolny od obcych zapachów. Jego podłogi powinny być betonowe lub asfaltowe, bez nierówności, szpar i pęknięć. Ściany magazynu powinny być bielone wapnem co najmniej raz w roku, a do wysokości 2 metrów malowane białą farbą olejną. Ponadto stosuje się specjalne tynki i pokrycia ścian o

462
właściwościach grzybo i bakteriobójczych. Magazyn powinien być wyposażony w urządzenia przewietrzające, a jego okna zabezpieczone gęstymi siatkami, chroniącymi przed wtargnięciem szkodników. Worki z mąką stawia się na drewnianych podstawach zwanych paletami, i układa się je w stosy. Przy krótkim składowaniu mąki zaleca się układanie worków w trójki, natomiast przy długim celowe jest ułożenie typu obmurówka i studnia (zapewniające dopływ powietrza do wnętrza stosu) Bezpośrednie stawianie worków na podłodze sprzyja przenikaniu wilgoci i jest niehigieniczne i niedozwolone. Worków z mąką nie wolno również opierać o ściany. Mąkę wilgotną i zagrzaną zaleca się układać w piątki (z zachowaniem odległości między nimi), trójki lub studnie. Liczba warstw worków zależy od wilgotności mąki i pory roku (temperatury). W ciepłej porze roku (temperatura powyżej 10˚C ) zaleca się układanie stosów z 10 worków (wilgotność mąki do 14%) i 8 worków (wilgotność powyżej 14%), w chłodnej porze (temperatura 0÷10˚C) stosy mogą składać się odpowiednio z 12 i 10 worków mąki, w zimnej porze (temperatura poniżej 0˚C) stosy można układać odpowiednio z 14 i 12 worków. Układanie worków z mąką stosy liczące więcej niż 6 warstw powinno ze względów bhp następować przy użyciu urządzeń mechanicznych. Sposób układania worków zależy od rozmieszczenia słupów, odstępów między workami. Zaleca się rozmieszczenie mąki w magazynie według gatunków i cech technologicznych. Bardzo ważne jest, aby mąka pobierana do przerobu wykazywała wyrównaną jakość. Wyposażenie magazynu mąki z workami jest uwarunkowane jego położeniem w stosunku do rampy i ciastowni. ZEŚLIZGI DO WORKÓW Z MĄKĄ Ześlizgi służą do transportowania worków z mąką z kondygnacji wyższych na niższe. Wykonuje się je ze zwykłej blachy grubości 2 mm. Mają podwyższone obrzeża w celu zabezpieczenia worków przed wypadaniem. PODNOŚNIKI DO WORKÓW Z MĄKĄ Do pionowego transportu worków z mąką na wyższe kondygnacje używa się podnośnika workowego. Składa się on z głowicy, łańcucha nośnego, rynny transportowej, rynny spadowej i

463
napędu. Rynna transportowa jest połączona za pomocą śrub z głowicą oraz stopą i jest nachylona do poziomu pod kątem 82˚. Podnoszenie worków jest zadaniem łańcuchów nośnych z poprzecznymi szczeblami, na których opierają się transportowane worki. Załadowanie i wyładowanie worków z mąką następuje w czasie ruchu podnośnika. Worki z mąką podnosi się do podnośnika wózkiem i opiera dnem o szczebel, bokiem zaś o rynnę transportową. Worki podniesione w górę są odbierane ręcznie lub kierowane do rynny transportowej. Podczas eksploatacji podnośników workowych należy zwracać uwagę na odpowiedni naciąg łańcuchów; nie powinny one zbytnio przeciążać łożysk tocznych ani mieć zbyt dużych luzów, aby nie spowodować uszkodzenia. PRZENOŚNIKI TA ŚMOWE WORKÓW Z MĄKĄ Przenośniki taśmowe są stosowane m.in. do poziomego transportowania worków z mąką. Szerokość taśmy wynosi zazwyczaj 600mm, długość 100m i więcej. Obsługa przenośników sprowadza się do nakładania worków oraz utrzymywania w należytym stanie technicznym (naciąg taśmy, smarowanie łożysk).

464
ROZDZIAŁ 3 WYPOSAŻENIE PRZYGOTOWALNI SUROWCÓW PRZESIEWACZE DO M ĄKI Przesiewanie mąki w ciastkarni ma na celu nie tylko oddzielenie od mąki różnych zanieczyszczeń lecz również stanowi bardzo ważny zabieg technologiczny – zostaje wymieszana, oraz spulchniona co ma duży wpływ na polepszenie właściwości wypiekowych. Przesiewania można dokonać za pomocą: Sita płaskiego – ręcznie. Przesiewacza wstrząsowego – mechanicznego. Przesiewacza odśrodkowego – mechanicznego. Przesiewacza bębnowego – mechanicznie. Sita ręczne różnych wielkości stosowane są w ciastkarniach do przesiewania mąki oraz innych surowców sypkich. Sita ręcznego używa się oddzielania zanieczyszczeń, przecierania mas, pomad, przetworów owocowych itd. Obudowa sita ręcznego może być drewniana, metalowa lub plastikowa. Nowoczesny, uniwersalny przesiewacz do mąki o pionowym układzie sita i przenośnika ślimakowego charakteryzuje się estetyczną sylwetką, zwartą budową i niewielkimi wymiarami. Budowa i zasada działania jest bardzo prosta: mąka po wsypaniu do zasobnika zsuwa się do wirującego sita z skąd po przesianiu dzięki sile odśrodkowej wskutek podmuchu od łopatek sita przemieszcza się do przenośnika ślimakowego. Przenośnik transportuje mąkę na wysokość wylotu skąd uchodzi do dzieży lub innego zbiornika. Koła jezdne umożliwiają dowolne i łatwe manewrowanie. Przesiewacz wstrząsowy jest to maszyna napędzana silnikiem elektrycznym. Należy do najstarszych mechanicznych urządzeń przesiewających. Składa się z ruchomej drewnianej skrzynki, której dno wykonane jest z ramy z naciągniętą na nią siatką drucianą. Obudowa
3
465
przesiewacza jest drewniana, w której znajduje się drewniana szuflada, do której spada przesiana mąka. Pod wpływem postępowo – zwrotnego ruchu skrzyni znajdująca się w niej mąka spada do znajdującej się w niej szuflady. Wadą tych przesiewaczy jest duże zapylenie podczas przesiewania i konieczność zatrzymywania maszyny w celu usunięcia zgromadzonych na sicie zanieczyszczeń oraz konieczność częstego czyszczenia całego przesiewacza. Wydajność tych przesiewaczy 1 – 1,5 tys./h . Przesiewacz odśrodkowy jest urządzeniem służącym do przesiewania mąki. Niewielkie wymiary, mały ciężar oraz łatwość przemieszczania na kółkach umożliwiają ustawienie go w dowolnym miejscu. Wadą tego przesiewacza jest to że zanieczyszczenia nie opuszczają same sita cylindrycznego lecz po przesianiu kilku worków mąki należy zatrzymać jego działanie i wyciągnąć ręcznie zanieczyszczenia. Przesiewacz bębnowy może być wykonany jako lewy lub prawy w zależności od kierunku wysypu mąki w przenośniku ślimakowym mąki przesianej. Mąkę wysypuje się z worków zasypu skąd ślimak podaje się do podnośnika czerpakowego, który podnosi mąkę na sito bębna przesiewającego. Mąka znajdująca się w środku bębna jest odrzucona na siatkę bębna przez wirujące cep . Zespół cepów wirujących z prędkością 270 obrotów na minutę, a sito z prędkością 30 obrotów na minutę. Różnica prędkości powoduje przecieranie cząstek mąki przez sito i rozbijanie grudek mąki. Mąka zostaje również napowietrzona i spulchniona. Znajdujące się w niej zanieczyszczenia zostają oddzielone i skierowane przez wirujące cepy do wylotu bębna a następnie wyrzucone na zewnątrz przez wyrzutniki. Przesiana mąka opada z bębna przesiewającego na poziomy przenośnik ślimakowy. PODGRZEWACZE DO WODY Obecnie w ciastkarniach instalowane są specjalne dozatory do odmierzania określonej ilości wody o żądanej temperaturze potrzebnej w procesie technologicznym. Najprostsze dozatory to metalowe zbiorniki okrągłe, kwadratowe lub prostokątne zaopatrzone we wlot dla wody gorącej i zimnej oraz wypust skierowany do dzieży. Dozator posiada również termometr do kontroli temperatury dozowanej wody oraz wskaźnik pokazujący ilość znajdującej się w zbiorniku wody. Nowsze typy dozatorów są bardziej skomplikowane posiadają urządzenia do podgrzewania wody, oraz automatyczną kontrole temperatury. Pojemność dozatorów wynosi od 50 – 100 litrów. MŁYNKI DO MIELENIA

466
Maszynki do mielenia z napędem elektrycznym służą do mielenia: goździków, cynamonu, gałki muszkatołowej i innych twardych przypraw, które przed użyciem muszą być sproszkowane. Młynki do mielenia dzielimy na: a) Udarowe. b) Tarczowe. Młynki udarowe są najczęściej stosowane domielenia cukru. Odznaczają się dużą wydajnością i nieskomplikowaną konstrukcją. W korpusie maszyny na wale poziomym jest osadzony wirnik z zawieszonymi płytkami stalowymi zwanymi młotkami. Młotki te stanowią roboczy zespół maszyny. Wsypany do kosza wlotowego cukier zabierany jest przez przenośnik ślimakowy i przesuwany ku młotkom, które w skutek działania siły odśrodkowej uderzają w kształt kryształki cukru rzucając je z wielką siłą na tzw. grzebień tj. karbowana wewnętrzna część młynka. Dzięki temu następuje ich rozdrobnienie. Rozdrobniony cukier zostaje przesiany przez kalibrowane sito znajdujące się w dolnej części korpusu i wpada do znajdującego się poniżej zbiornika. MASZYNKI DO WYDR ĄŻANIA I OBIERANIA JABŁEK Drylownice do usuwania pestek z wiśni i czereśni mogą być wyposażone w silnik elektryczny. Wiśnie wsypuje się do zsypu a następnie wprawia się bęben w ruch. Ukośne położenie zsypu oraz ruch bębna powodują, że wiśnie przesuwają się do bębna i wpadają do wgłębień. Jednocześnie z uruchomieniem bębna następuje uruchomienie koła zębatego osadzonego na osi, która podnosi i opuszcza pręt. W czasie ruchu w duł pręty przebijają owoce i wypychają pestki przez otwory w zagłębieniach do środka bębna. Wydrążone owoce zsuwają się po zsypie umieszczonym z przodu maszyny.Pestki usuwane są przez zsyp umieszczony w bębnie. Obieraczka do jabłek – pracownik nadziewa jabłka na wrzeciona najbardziej wysunięte w kierunku obierającego, maszyna przesuwa wrzeciono w położenie obierania i obiera je, następnie następuje przesunięcie jabłka pokrojenie na części i wydrążenie pestek. Wydajność 400 jabłek na godzinę, co daje do 100kg. URZĄDZENIA POMOCNICZE

467
Stoły do wałkowania ciast: drewniane mają płyty wykonane z twardego drewna liściastego. Płyty wyposażone są często w listwy ograniczające z trzech stron ich powierzchnię. Pod płytami mogą być umieszczone szuflady lub pułki na drobny sprzęt i narzędzia oraz wysuwane podstawy pod kotły i miski. Stoły w piecowni, na które układa się blach po wypieku mają płyty obite blachą w celu zabezpieczenia przed szybkim zużyciem. Stoły do wałkowania ciast francuskich, półfrancuskich oraz produkcji wyrobów karmelowych powinny mieć płyty marmurowe lub granitowe. Stoły, na których sporządza się półprodukty np. ( z ciasta kruchego), wyroby gotowe powinny mieć blaty metalowe lub drewniane. Wózki ciastkarskie: w ciastkarniach używane są różnego rodzaju wózki trzy i cztero kołowe służące do przewożenia blach z pół produktami i wyrobami gotowymi, szkielet wózka półkowego wykonany jest z czterech rur stalowych lub kątowników, do których w odpowiednich odstępach przymocowane są półki na blachy. Wózek ma dwa koła stałe i dwa zwrotne, żeliwne bez ogumienia lub z ogumieniem. Odstęp między półkami wynosi 20-30 cm . Do transportu wewnętrznego w ciastkarni używane także wózki platformowe trzy lub cztero kołowe służące do przewożenia większych ciężarów np. cukier i mąka. Nośność tych wózków wynosi 400 - 500. kg. Stojaki pod kotły: po zdjęciu kotła z ubijarki w celu przeprowadzenia dalszych operacji technologicznych ustawia się go na specjalnym stojaku w otworze odpowiedniej wielkości. Stojaki mogą być drewniane lub metalowe, stojak z rur stalowych może być wykonany dwustronnie, po odwróceniu stojaka podstawa mająca większy otwór może służyć do większego kotła. Taborety grzewcze używane są w celu podgrzewania lub zagotowania większej ilości półproduktów ciastkarskich. Źródłem ciepła w tych urządzeniach jest gaz lub prąd elektryczny. Wysokość taboretów 40 – 50 cm . Do regulowania temperatur podgrzewanych surowców służą specjalne zawory. Wagi: służą do ważenia surowców, półproduktów i wyrobów gotowych używa się kilka rodzajów wag. Do odważania ciast jak również do ważenia surowców w niewielkich surowcach najodpowiedniejsze są wagi szalkowe (odważnikowe). Do sprawdzenia wagi ciastek, półproduktów oraz dokładnego ważenia niektórych surowców jak wanilina, przyprawy korzenne, chemiczne środki spulchniające stosuje się wagi uchylne. Do ważenia większych ciężarów w toku produkcji np.(kocioł z ciastem) używa się wag pomostowych o nośności 250 – 1000 kg . Ważenie surowców w magazynie np.(worki z mąką, cukrem, makiem) odbywa się na wagach dziesiętnych, których nośność jest 200 kg .

468
ROZDZIAŁ 4 WYPOSAŻENIE FORMIERNI - OBRABIALNI MASZYNY I URZ ĄDZENIA DO OBRÓBKI CIAST ORAZ KSZTAŁTOWANIA K ĘSÓW PIERWOTNYCH I WTÓRNYCH DZIELARKI RĘCZNE Maszyny do mechanicznej obróbki ciasta dzieli się na dzielarkowe i kształtownice. Niekiedy dzielenie i formowanie ciasta odbywa się w pierwszy urządzeniu zwanym dzielarko - kształtownicą ( formierka). Krajalnica wieńcowa dzieli ciasto sprasowane na 30 kęsów za pomocą wysuwanego noża tworzącego 30 gniazd o jednakowej objętości, ciasto poddaje się w postaci spłaszczonego placka do pojemnika pierwszego stanowiącego formę ograniczającą wpływ ciasta. Po wyrównanie kęsa wstępnego opuszcza się płytę dociskową a następnie dzieli kęs za pomocą noża wieńcowego osadzonego w dźwigni dwuramiennej. Krajalnica ta dzieli kęsy wstępne o masie 1650 - 50 gram na kęsy wtórne o masie 55 - 111 gram. DZIELARKO FORMIERKI Dzielarko - formierki to maszyny które nie tylko dzielą na jednakowe kęsy ale i formują je nadając im kształt kulisty. Dzielą one kęsy wstępne o masie od 100-360 gram na 30 kęsów wtórnych o masie od 33-120 gram. Dzielenie kęsa ciasta odbywa się za pomocą noża wieńcowego umieszczonego w głowicy opadającego na talerz. Po włączeniu silnika opuszcza się dźwignie i przesuwa w prawo zapadkę dźwigni co powoduje zwolnienie noża. Pracujący
4

469
silnik uruchamia wibrator i powoduje wibrowanie płyty na której spoczywa talerz. Następnie wówczas kształtowanie kęsów przez ich obtaczanie kuliste. Maszyny starszego typu były mocowane na płycie fundamentowej a nowoczesne na kółeczkach. Formierki kształtujące - ciastka produkowane w ciastkarniach i zakładach przemysłu cukierniczego charakteryzują się ogromną różnorodnością kształtu. Wiąże się z tym eksploatacja znacznej liczby różnego typu maszyn formujących. Wiele z nich służy do formowania ściśle określonego wyrobu. W ciastkarstwie stosuje się następujące typy formierek: wykrawające, wytłaczające, wyciskające. Formierki wykrawające – służą do wykrawania z wymaganej grubości wstęgi ciasta określonego kształtu ciastek. Wycinanie występuje za pomocą walców z wyciętymi wgłębieniami o żądanym kształcie ciastka. Wstęga ciasta z wyciętymi otworami wraca do walcarki, gdzie jest ponownie formowana w lit wstęgę. Formierki wytłaczające – są najczęściej stosowane do formowania herbatników – najbardziej rozpowszechniona jest formierka z tłocznikiem bębnowym. W leju maszyny umieszcza się ciasto, które jest zgniatane przez parę wzdłużnie rowkowanych walców i wytłaczane w ukształtowane otwory obrotowej matrycy, uprzednio posmarowanej olejem. Przy obrocie matrycy zgarniak zbiera z jej powierzchni nadmiar ciasta. Ukształtowane wyroby wypadają na tacę i są przekazywane do pieca lub do dalszej obróbki przed wypiekiem. DZIELARKI BĘBNOWE Dzielarka bębnowa używana jest do formowania herbatników z ciast o dużej zawartości tłuszczu (np. kruche biszkoptowo-tłuszczowe na zimno). Działanie takiej maszyny jest następujące: Ciasto wkłada się do leja z którego zabierają go dwa rowkowane walce obracające się do siebie. Walce te wciskają ciasto do wgłębień bębna formującego. Wgłębienia te mają kształt gotowego wyrobu. Taśma zbierająca zdejmuje z bębna uformowane herbatniki i układa je na blachy podsuwane na taśmowym przenośniku. DZIELARKI CIAST CHLEBOWYCH Najczęściej stosowane to dzielarki nożowe, rzadziej pneumatyczne. Dzielarka nożowa 41.100 (rys. 15) jest przeznaczona do dzielenia ciast żytnich, pszennych i mieszanych na kęsy o masie 400—2400g i przystosowana do pracy we wszystkich typach piekarni. Służy głównie do produkcji chleba. Przy górnym zakresie masy kęsów może obsłużyć piec o powierzchni trzonu do 52 m2, a przy produkcji chleba o masie powyżej 0,8 kg — do 104 m2. Do zmechanizowanych linii produkcyjnych z piecami o powierzchni 52÷105 m2 jest przeznaczona dzielarka 41.120. Jej konstrukcja pozwala na korzystanie z napędu komory rozrostu wstępnego przy wydajności powyżej 1500 kęsów/h, co umożliwia synchronizację

470
pracy obu maszyn. Połączenie napędu jest tu możliwe dzięki wyprowadzonej na zewnątrz końcówce wału głównego dzielarki z kołem łańcuchowym. Do linii produkcyjnej z piecem o powierzchni 24 m2 przystosowano dzielarkę 02 DDO, różniącą się od dzielarki 41.100 innym rozwiązaniem głównego napędu. Dzielarka 41.100 dzieli ciasto według objętości, przy czym walce podają ciasto do komory pomiarowej. Dzielarki podobnej konstrukcji to m.in. Diva firmy Werner i Pfleiderer (RFN), węgierska S 70 lub słoweńska Soca – Gostol. KRZTAŁTOWANIE MECHANICZNE KĘSÓW CIASTA Mechaniczne kształtowanie kęsów ciasta, przy użyciu maszyn, polega na naśladowaniu przez ich elementy czynności wykonywanych rękami. Maszyny i urządzenia do kształtowania kęsów ciasta można stosować indywidualnie, w zestawach lub w liniach produkcyjnych. Klasyfikację maszyn do kształtowania kęsów przedstawiono na rysunku 25. Podstawowe operacje kształtowania kęsów ciasta to zaokrąglanie i wydłużanie wskutek obtaczania kęsa między dwiema powierzchniami roboczymi przemieszczającymi się względem siebie, przy czym ciasto jest poddawane określonemu naciskowi. Podczas tej operacji wygładza się nierówności kęsa, które powstały przy dzieleniu ciasta. Na powierzchni kęsa tworzy się warstwa, która zapobiega wydostawaniu się z niego dwutlenku węgla przy kolejnej operacji technologicznej, tj. rozroście. Obecność tej warstwy powoduje, że dwutlenek węgla powstający wewnątrz ciasta zwiększa objętość kęsa i zapewnia równomierną porowatość miękiszu gotowych wyrobów. Sprzyja ona również poprawie wyglądu zewnętrznego pieczywa. W związku z różnymi właściwościami fizykochemicznymi ciasta pszennego i żytniego inne są wymagania w stosunku do zaokrąglarek i wydłużarek przeznaczonych do kształtowania tych ciast. Różnice te zacierają się przy cieście mieszanym, które ma właściwości pośrednie. Ciasto pszenne jest sprężyste, wymaga więc bardziej intensywnego oddziaływania elementów roboczych niż ciasto żytnie. W przypadku ciasta pszennego stosuje się dwukrotne kształtowanie. Jeżeli mamy otrzymać pieczywo okrągłe, kształtowanie przebiega często w dwóch zaokrąglarkach. Jeżeli chcemy otrzymać pieczywo pszenne o kształcie cylindrycznym, kęs ciasta zaokrąglamy, a następnie wydłużamy. Operacja wydłużania jest poprzedzona rozwalcowywaniem kęsów na placek, który zostaje potem zwinięty i wydłużony. Ciasto żytnie kształtuje się w zależności od kształtu pieczywa, za pomocą zaokrąglarki lub wydłużarki, i nie wymaga rozwalcowywania. Ciasto mieszane kształtuje się za pomocą dwóch operacji: zaokrąglania i wydłużania, w
471
zasadzie bez rozwalcowywania. ZAOKRĄGLANIE KĘSÓW CIASTA Jeśli ostatecznym kształtem kęsa ciasta jest kula, to proces kształtowania kęsów ciasta, zarówno żytniego jak i pszennego, kończy się zaokrągleniem. Na rysunku 26 przedstawiono zasadę pracy zaokrąglarek. Kęsy ciasta doprowadzone na taśmę / przenośnika są poddawane działaniu nieruchomej rynny 2, umieszczonej pod odpowiednim kątem w stosunku do przesuwającej się taśmy. Przekrój poprzeczny rynny od jej początku do końca stopniowo zmniejsza się. Dlatego kęs ciasta jest wprawiony w ruch obrotowy w dwóch wzajemnie prostopadłych kierunkach. Oprócz tego, wskutek zmniejszenia się przekroju poprzecznego rynny, ciasto jest przegniatane, co sprzyja powstawaniu równomiernej porowatości. Zaokrąglanie kęsów ciasta poprawia ich strukturę, co sprzyja otrzymywaniu wyrobów z pożądaną drobną i równomierną porowatością. Osiąga się to na skutek: równomiernego rozprowadzenia gazów i naprężeń wewnątrz kęsa ciasta; powstawania warstwy (błony) na powierzchni kęsa; wskutek tarcia zamykają się pory a tym samym zmniejsza się zdolność przepuszczania dwutlenku węgla; wyciśnięcia znacznej ilości dwutlenku węgla powstałego w procesie fermentacji alkoholowej. WYDŁUŻANIE KĘSÓW CIASTA Wydłużanie kęsów ciasta żytniego i mieszanego może odbywać się w szczelinie między ruchomą taśmą 1 i nieruchomą płaszczyzną 2 lub między dwoma ruchomymi taśmami 3 i 4 przemieszczającymi się względem siebie. Pod działaniem pary sił, przyłożonych do powierzchni kęsa, obraca się on wokół swojej osi i przemieszczając się przyjmuje kształt cylindra. Zasada pracy wydłużarki: a) między ruchomą taśmą i nieruchomą płaszczyzną, b) b) między dwiema ruchomymi taśmami
472
Wydłużanie kęsów ciasta pszennego wymaga wykonania kilku operacji. Najpierw kęsy ciasta są rozwalcowywane jedną lub dwiema parami walców obracających się w kierunku do siebie. Na skutek tego powstaje placek ciasta, który następnie jest zwijany walcem w rulon. Rulon jest zbierany przez bęben i toczony po powierzchni . Kęs przyjmuje kształt cylindra. Dalej kęs dostaje się na przenośnik i przechodząc pod nieruchomą płaszczyznę wydłuża się do żądanych rozmiarów. Kilkakrotna obróbka ciasta jest niezbędna dla otrzymania jednakowej struktury w całej masie kęsa, dzięki czemu wypieczony z takiego ciasta chleb ma równomierną i drobną porowatość miękiszu. MASZYNY DO KSZTAŁTOWANIA K ĘSÓW CIASTA Ta grupa maszyn obejmuje zaokrąglarki, wydłużarki, rogalikarki, zaokrąglarko – wydłużarki, agregaty kształtujące, znakownice stosowane osobno i w liniach produkcyjnych. Dwutaśmowa zaokrąglarka, dawniej XPN 2 (rys. 29), jest stosowana głównie do formowania kęsów ciasta mieszanego i żytniego. Zaokrąglanie polega na toczeniu kęsa ciasta między dwiema taśmami 7 przesuwającymi się przeciwbieżnie z różną prędkością liniową. Kęs ciasta jest podawany między ruchome taśmy po niższej stronie maszyny. Tocząc się między nimi, przyjmuje kształt zbliżony do ściętego stożka. WALCOWANIE KĘSÓW CIASTA WAŁKOWNICE Wałkownice służą do wałkowania ciast kruchych, drożdżowych, półfrancuskich i piernikowych. Mogą to być małe maszyny z napędem ręcznym lub elektrycznym przykręcane do stołu, aż po maszyny duże, z zespołem wałków pracujących w sposób ciągły. Mogą one być wyposażone w urządzenia do cięcia wycinania i zwijania powstałej wstęgi ciasta. Zasadniczym zespołem maszyny jest para współbieżnych walców. Walec górny można opuszczać lub podnosić, regulując w ten sposób przez świt między walcami. Po obu stronach zespołu walców znajdują się przenośniki taśmowe tak napędzane, że prędkość przenośnika podającego jest mniejsza od prędkości przenośnika odbierającego, niezależnie od tego, w którą stronę następuje wałkowanie. Kęs ciasta przeznaczony do wałkowania grubości nie większej niż 80 mm, układa się na jednym z przenośników, a następnie dzwignią uruchamia bieg taśm raz w jedną, raz w drugą stronę, tak że kęs ciasta przesuwa się między walcami. W trakcie pracy dzwignią reguluje się grubość wstęgi ciasta. W miarę potrzeby w czasie pracy walce mogą być posypywane mąką przez usytuowany nad nimi posypywacz.

473
Komora fermentacyjna zbudowana jest w całości z wysokogatunkowej stali kwasoodpornej. Pracę komory nadzoruje inteligentne sterowanie mikroprocesorowe, co czyni urządzenie energooszczędnym i gwarantuje bardzo małą różnice pomiędzy parametrami zadanymi a rzeczywistymi. Wnętrze komory jest oświetlone, dzięki czemu poprzez zamontowaną w drzwiach szybę, można na bieżąco śledzić proces fermentacji. Wymiary komór mogą być dostosowane do indywidualnych potrzeb użytkownika

474
ROZDZIAŁ 5 MECHANIZACJA OBRÓBKI TERMICZNEJ PIECE Spośród wszystkich urządzeń piekarskich piec został skonstruowany najwcześniej. W nowoczesnym piekarstwie piec stanowi najdroższe urządzenie produkcyjne. Ze względu na duże obciążenie cieplne i mechaniczne konstrukcja pieca musi być wytrzymała i solidna. W masywnej bryle pieca mieści się system grzejny i roboczy. System grzejny składa się z paleniska i kanałów grzejnych a system roboczy z dużej powierzchni przyjmującej ładunek ciasta zwanej trzonem wypiekowym. Trzon wypiekowy jest umieszczony w komorze wypiekowej. Obecnie budowane piece mają 2 –3 komór wypiekowych umieszczonych w obudowie ceramicznej lub 3 – 6 komór wypiekowych w obudowie stalowej. Ceramiczna obudowa pieca nadaje mu dużą masę i wymaga silnego fundamentu wytrzymującego obciążeniu ponad 100 ton. Trzony pieca mogą być nieruchome lub ruchome. Jeżeli piec ma trzony nieruchome wówczas nazywa się piecem wrzutowym. Są stosowane też piece mające trzony ruchome w postaci np. wytaczanego wózka w konstrukcji stalowej, piece wyciągowe albo piece przelotowe – taśmowe. Ponieważ wypiek ciasta powinien się odbywać w atmosferze nawilżonej dlatego do komory wypiekowej doprowadza się wodę która zamienia się w parę. Nadmiar pary wodnej jest odprowadzany na zewnątrz przewodem kominowym lub wyciągowym. PIECE RUROWE WRZUTOWE Elementami grzejnymi pieców rurowych są zamknięte rury stalowe tzw. rurki Perkinsa wykonane z wysoko gatunkowej stali ciągnionej bez szwu, wypełnione w 1/3 ich pojemności wodą destylowaną. Jeden koniec rury jest wmurowany w palenisko, a drugi jest wprowadzony do komory wypiekowej. Działanie systemu grzewczego w piecach tego typu polega na
5

475
wytworzeniu w rurach pary wodnej w skutek czego zwiększone w ten sposób ciśnienie podwyższa w nich temperaturę wrzenia wody. Gdy temperatura komory wypiekowej wynosi 250 – 260 stopni Celsjusza temperatura wody w rurach wynosi około 310 stopni Celsjusza a ciśnienie około 10 MPa. Jeżeli ciśnienie w rurze przekroczy 14 MPa wówczas może nastąpić eksplozja rury i jej rozerwanie co powoduje uszkodzenie pieca oraz grozi nieszczęśliwym wypadkiem. Jeżeli końcówka rury wzdęła się na skutek bardzo wysokiej temperatury należy wygasić palenisko i zimną rurę rozwiercić wiertłem w celu wypłynięcia z niej wody. Piec można użytkować dalej jeżeli ilość nieczynnych nie przekracza pięciu. Rury wyprowadzone z paleniska są ułożone pokładami przy czym jeden pokład rur jest ułożony pod trzonem wypiekowym natomiast drugi jest zawieszony nad trzonem wypiekowym. Każdy pokład rur jest umieszczony na specjalnych dzwigniach ułożonych na ścianach nośnych pieca. W zależności od sposobu ogrzewania komór wypiekowych odróżnia się trzy podstawowe typy pieców rurowych. Piec typu RR jest to piec pełno rurowy, ma on dwie komory wypiekowe ogrzewane rurkami Perkinsa. Piec typu RK jest to piec kombinowany ogrzewany systemem rurowo – kanałowym, jedna dolna komora pieca jest ogrzewana za pomocą rur natomiast druga za pośrednictwem kanału spalinowego, rozgałęzionego i poprowadzonego nad górną komorę wypiekową .Piec typu RRK jest to trzy komorowy piec w którym pierwsza i druga komora jest ogrzewana rurami, a trzecia górna komora ogrzewana jest za pomocą kanału spalinowego poprowadzonego nad komorą wypiekową. Piec rurowy trzykomorowy pierwsza i druga komora są ogrzewane rurami , trzecia górna jest ogrzewana za pomocą kanału spalinowego który znajduje się nad komorą wypiekową. Obsadzenie trzonów kęsami ciasta odbywa się przez drzwi wsadowe. Do kontroli temperatury w komorach wypiekowych służą pirometry. Nawilżanie komór wypiekowych parą wodną odbywa się po przekręceniu zaworu przez co woda dopływa na płyty parownikowej umieszczonej pod trzonami wypiekowymi. Najniższą komorę wypiekową obsługuje się z dołka przedpiecowego. Komory usytuowane wyżej obsługuje się z poziomu podłogi piekarni. W dołku przedpiecowym zainstalowana jest kratka ściekowa. Trzony wypiekowe składają się ze szczelnie dopasowanych płyt. Pod trzonami oraz nad ich sklepieniem są zawieszone rury grzejne. Pod najniższym trzonem znajduje się tzw. ślepy trzon zbudowany z warstwy kamienia tłoczni żwiru i piasku. W tylnej części komór wypiekowych mieści się kanał służący do odprowadzenia nadmiaru pary wodnej z komory wypiekowej. Najwyższa komora wypiekowa jest dogrzewana od góry przez kanał spalinowy. Spaliny przed wlotem do komina opływają dwa kotły przeznaczone do ogrzewania wody do celów produkcyjnych i gospodarczych. PIECE CERAMICZNE WRZUTOWE Obsługiwanie komór wypiekowych odbywa się przez drzwiczki wsadowe obok których po prawej stronie są umieszczone wnęki na lampy do oświetlania trzonów i obserwowania wypieku, z lewej strony jest umieszczony pirometr do kontroli temperatury komory wypiekowych. Na frontowej ścianie są umocowane uchwyty czyli cugi. Ponadto po lewej stronie drzwiczek są umieszczone zawory doprowadzające wodę do urządzeń parowniczych. Nadmiar pary wodnej przy otwartych drzwiczkach wsadowych jest wychwytywany przez okap który znajduje się w górnej części pieca. W górnej części ściany frontowej są umieszczone drzwiczki do czyszczenia kanałów spalinowych. drzwiczki takie znajdują się również w bocznej ścianie pieca na tzw. stronie paleniskowej.

476
Obsługa dolnej komory wypiekowej odbywa się z tzw. dołka przed piecowego zasuwanego metalową płytą. Na ścianie paleniskowej jest umocowany uchwyt regulujący przymknięcie zasuwy kominowej. W sklepieniu pieca są osadzone zbiorniki na wodę zaopatrzone w zawory bezpieczeństwa na bocznej ścianie pieca są umieszczone przewody wodne do rur natryskowych kołnierzami ułatwiającymi ich wymontowanie oraz syfony zamykające urządzenia paro twórcze i odprowadzające nadmiar wody. PIECE RUROWE WYCIĄGOWE Piece rurowe wyciągowe są to piece w obudowie ceramicznej mający jedną, dwie lub trzy trzony wyciągane a niekiedy jeden z trzonów jest trzonem wrzutowym i znajduje się nad trzonem wyciąganym. Wszystkie te piece są najczęściej opalane węglem i ogrzewane rurkami Perkinsa. Trzony komór wypiekowych są wyciągane na specjalnych wózkach. Każda komora wypiekowa jest ogrzewana dwoma pokładami rur grzejnych z których jeden jest umieszczony pod trzonem a drugi pod sklepieniem komory wypiekowej. Palenisko jest umieszczone w tylnej ścianie pieca. Nad komorą paleniskową jest wmurowany kocioł na wodę. Urządzenie parownikowe jest skonstruowane jak w piecach wrzutowych, składa się ono czterech płyt ustawionych schodkowo ze spadkiem w lewą stronę. Do oświetlenia wszystkich rodzajów pieców piekarskich używać można tylko lamp o napięciu zredukowanym do 24 Wolt. CYKLOTERMICZNE PIECE KOMOROWE – WRZUTOWE Dla małych piekarni buduje się nowoczesne piece w obudowie stalowej z wymuszonym obiegiem spalin. Piec P K C – 112/5 ma pięć komór wypiekowych i może być opalany olejem opałowym, gazem za pomocą palnika, prądem elektrycznym za pomocą grzałki oraz węglem za pomocą przystawki węglowej. Spaliny obiegają w specjalnych kanałach zamkniętych i oddają swoje ciepło komorom wypiekowym tłoczenie spalin odbywa się za pomocą wentylatora. Spaliny które już częściowo oddały swoje ciepło komorom wypiekowym są kierowane do komory dyfuzyjnej w celu dogrzania. Obsługiwanie trzonów wypiekowych odbywa się ręcznie. Głównymi zespołami konstrukcyjnymi pieca są komora dyfuzyjna z zespołem kanałowym do obiegu spalin z palnikiem, grzałkami lub z przystawką węglową, zespół komór wypiekowych, zespół obiegu wody i pary i zespół sterowniczy . W piecach cyklotermicznych podczas spalania gazu lub oleju powstają gorące gazy spalinowe, które za pomocą wentylatora obiegu spalin są wtłaczane poprzez kolektory do kanałów między komorami i do wytwórnic pary, ogrzewając je. Przepływ gazów reguluje się za pomocą przysłon, a temperatura jest regulowana przez czujnik umieszczony w komorze. Gazy spalinowe są odprowadzane poprzez kolektory natomiast nadmiar pary odprowadzany jest rurami do przewodów kominowych.

477
OBROTOWE PIECE WÓZKOWE Obrotowe piece wózkowe służą do wypieku bezpośrednio na wózkach rozrostowych obracających się w komorze wypiekowej po zaczepieniu na wieszaku lub umieszczaniu na obracającym się podeście. Piece te są przeznaczone do wypieku różnego rodzaju pieczywa pszennego drobnego i pułcukierniczego. Wózek z przeznaczonymi do wypieku kęsami ciasta wprowadza się do komory wypiekowej .Poprzez zamknięcie drzwi wózek zostaje uniesiony uchwytem do góry i zaczyna się obracać. Wentylator zasysa gorące powietrze z nagrzewnicy w komorze i kanałem, pod stropem pieca, tłoczy je do bocznego kanału skąd przez nadmuchowe otwory dostaje się do komory wypiekowej. Stąd ponownie przechodzi do nagrzewnicy. W trakcie wypieku można zaparować pieczywo. Uruchamia się natrysk wody na gorące stalowe ramy, a wytworzona w ten sposób para przedostaje się do komory wypiekowej. Czas zaparowania jest regulowany. Temperatura wypieku jest sterowana automatycznie. Po otwarciu drzwi komory następuje samoczynnie opuszczenie wózka, co pozwala na jego wprowadzenie. Po krótkim dogrzaniu pieca można wprowadzić do niego następny wózek. WÓZKI WYPIEKOWE ORAZ BLACHY PŁASKIE Blachy wypiekowe są podstawowym wyposażeniem pieców obrotowych cyklotermicznych i elektrycznych. Technologia wypieku prowadzona w tego typu piecach opiera się na układaniu podzielonych i uformowaniu kęsów na blachach wypiekowych które składuje się na wózkach wypiekowych w ilości 18 (blachy 60x80 cm) lub 36 (blachy 60x 40 cm ). PO ułożeniu blach na wózkach można przewieść je do komory fermentacyjnej w celu poddania kęsów rozrostowi. W momencie uzyskania optymalnych warunków do wypieku, wózek z ułożonymi na blachach kęsami należy włożyć do komory wypiekowej pieca, gdzie następuje wypiek.

478
ROZDZIAŁ 6 WYPOSAŻENIE SMAŻALNI LINIE DO PRODUKCJI P ĄCZKÓW Linia XII –5 firmy Werner i Pfleiderer składa się z miesiarek, wywrotnicy, dzielarko –zaokrąglarki, przenośnika nakładającego, komory fermentacyjnej, wanny smażalniczej, nadziewarki, urządzenia do glazurowania, stołu odbierającego. Przygotowane ciasto podaje się za pomocą wywrotnicy do dzielarko- formierki, która dzieli je na kęsy o masie 35-50g i zaokrągla. Zaokrąglone kęsy ciasta spadają na przenośnik 4-rzędowy, który przechodzi pod wałkiem dociskowym, a kęsy ciasta ulegają spłaszczeniu. Z kolei przekładarka umieszcza kęsy w kołyskach komory fermentacyjnej, posypanych mąką za pomocą posypywacza. Kołyski są zawieszone wahadłowo na dwóch łańcuchach transportowych i wyłożonych płótnem, okresowo wymienianymi. Komora fermentacyjna jest podzielona na dwie strefy klimatyzacyjne, w których oddzielnie reguluje się wilgotność i temperaturę powietrza. W I strefie stosuje się wyższą wilgotność (65-70%) i temperaturę(35-38ºC),w II strefie niższą wilgotność (60%) i temperaturę(32-35ºC). Najpierw z wentylatora w II strefie powoduje tworzenie się skórki na kęsach ciasta, które w czasie powrotnej drogi kołysek są osuszane gorącym powietrzem. Fermentacja trwa 40 min. Wyrośnięte kęsy ciasta przechodzą na przenośnik siatkowy, skąd trafia w gniazda przenośnika prowadzącego, zanurzonego w tłuszczu wypełniającym wannę smażalniczą (temp. tłuszczu jest regulowana w granicach 170 - 175ºC). Smażenie pączków trwa 4 min. w wannie ogrzewanej energią elektryczną lub gazem. Smażone kęsy ciasta są przesuwane wzdłuż wanny. Pośrodku wanny jest urządzenie do odwracania pączków. Wysmażone pączki dostają się do kołysek nadziewarki, tu są krótko przetrzymywane specjalnym uchwytem i za pomocą igieł i sprężonego powietrza nadziewane odpowiednio przygotowaną marmoladą. Nadziewane pączki spadają na przenośnik siatkowy, nad którym są umieszczone wentylatory do chłodzenia pączków. Następnie pączki na przenośniku są zanurzane do połowy w zbiorniku z przygotowaną glazurą. Pokryte glazurą pączki dostają się na stół odbierający, odwrócone oblaną stroną do góry.
6

479
Wydajność linii na godzinę wynosi około 7000 pączków. schemat linii do produkcji pączków 1. Wywrotnica dzież z ciastem 2. Rzędowa dzielarko – formierka 3. Komora fermentacyjna 4. Wanna smażalnicza z przenośnikiem taśmowym 5. Okap do odprowadzania wyziewów 6. Urządzenie do odwracania pączków 7. Fotokomórka sterująca aparatem nadziewającym 8. Aparat nadziewający pączki 9. Taśmowy stół do wykończania pączków 10. Urządzenie do odwracania pączków 11. Natrysk pomady 12. Szczelina do podkładania blach 13. Przenośnik blachy z gotowymi pączkami 14. Zbiornik zbierający tłuszcz z przenośnika 15. Wentylator do osuszania ciasta 16. Posypywacz mąki URZĄDZENIA DO SMA ŻENIA PĄCZKÓW Smażalniki są to urządzenia służące do smażenia ciast (np. pączków, faworków) w rozgrzanym od 160-180˚ C tłuszczu. Zazwyczaj urządzenia te mają kształt wanny i są wykonane ze stali nierdzewnej. Wielkość i wydajność tych urządzeń jest zróżnicowana, począwszy od małych, starszego typu, umożliwiających smażenie kilku pączków do wysoko wydajnych urządzeń o

480
działaniu ciągłym. Zasada działania wszystkich typów smażalników jest taka sama. Do nagrzanego tłuszczu (smalcu lub specjalnych tłuszczów smażalniczych) zanurza się uformowane ciasto w odpowiednich sitach lub na siatce ruchomej (ciągłe smażenie). Tłuszcz jest podgrzewany grzałkami elektrycznymi sterowanymi termostatem, tak aby nie osiągnął temperatury dymienia. Smażalniki są wyposażone w instalacje umożliwiającą spuszczanie zużytego tłuszczu i ułatwiającą czyszczenie wanny z powstałego osadu. Większe smażalniki są wyposażone w filtry oleju W skład zestawu wchodzą: 1) Szafa rozrostowa – zamykana z regulowanym podgrzewanym elektrycznym. Pojemność szafy umożliwia jednocześnie fermentowanie 1450 sztuk pączków. Szafa może być wykorzystywana do fermentacji końcowej innych wyrobów drożdżowych i półfrancuskich. 2) Tace siatkowe – na których odbywa się fermentacja pączków. Na tacy mieści się 56 pączków 3) Szafka podgrzewcza z kotłem do smażenia pączków ogrzewana prądem elektrycznym. Otwór z zaworem w dnie kotła umożliwia spust zużytego smalcu bez wyjmowania kotła. 4) Stół manipulacyjny – przeznaczony do obciągania pączków pomadą podzielony jest na trzy części: W jednej znajduje się pomada, w drugiej siatka na której układa się obciągnięte pączki, a trzecią stanowi płaszczyzna na deski do układania gotowych pączków.
481
ROZDZIAŁ 7 WYPOSAŻENIE MYJNI Wyposażenie myjni sprzętu produkcyjnego Myjnie są urządzeniami i wyposażeniem ciastkarni rzemieślniczych i przemysłowych. W małych i dużych ciastkarniach myjnie służą do mycia sprzętu używanego podczas produkcji, i narzędzi potrzebnych do wstępnego i końcowego obrabiania surowców produkcji piekarsko – ciastkarskiej. Zlewy służą do mycia naczyń do produkcji oraz do dbania o higienę w czasie pracy. Zlew zazwyczaj przytwierdzony jest do ściany pod kranem mający otwór, od którego odchodzi rura odprowadzająca do ścieków wylewane płyny. Utrzymywanie w czystości pomieszczeń produkcyjnych, szczególnie tam gdzie następuje bezpośredni kontakt produktu z otoczeniem, wymaga częstego mycia. Mycie maszyn i urządzeń wymaga dużego nakładu pracy. Ponadto przy miejscowym myciu mechanicznym zużywa się duże ilości środków myjących. Dlatego też zastosowano system mycia w obiegu zamkniętym, w którym znacznie zmniejszono zużycie wody, pary wodnej oraz środków chemicznych. Ograniczono także w bardzo dużym stopniu udział pracy ręcznej. Przykładem takiego rozwiązania jest system CIP. Polega on na tym, że w procesie technologicznym włącza się automatyczny układ mycia w obiegu zamkniętym, którego podstawową część stanowi stacja mycia, mająca odpowiedni program, składająca się ze zbiorników wody, roztworów myjących i dezynfekujących, pomp, zaworów i przewodów, zakończonych urządzeniami rozpylającymi. Podczas trwania procesu technologicznego, przy przepływie surowca przez maszyny i urządzenia, układ CIP jest całkowicie odcięty od linii produkcyjnych. Dopiero po zakończeniu czynności technologicznych, opróżnieniu maszyn i urządzeń z produktu oraz odcięciu ich od zbiorników zasilających, rozpoczyna się mycie w obiegu zamkniętym. Zaczyna się ono myciem wstępnym. Które powoduje usunięcie resztek produktu
7

482
z mytych powierzchni. Czynnik myjący, zawierający wiele zanieczyszczeń, usuwa się z układu. Po wstępnym myciu następuje właściwe mycie z użyciem środków myjących, np. detergentów. Zużyty roztwór jest przekazywany do stacji mycia, do zbiornika mycia wstępnego. Mycie kończy się płukaniem czystą wodą, którą przekazuje się do zbiornika mycia wstępnego. W systemie mycia i dezynfekcji CIP charakterystyczne jest to, że w zakładzie przemysłowym jest tylko jedna stacja centralna lub stacja centralna z kilkoma, wspomagającymi ją stacjami działowymi. Mycie linii produkcyjnym systemem CIP składa się zwykle z trzech obiegów: - Obieg I jest dostosowany do mycia maszyn i urządzeń, stosowanych do magazynowania i obróbki surowca, - Obieg II jest dostosowany do mycia aparatury, w której jest wytwarzany gotowy produkt, - W obiegu III są myte maszyny i urządzenia, stosowane podczas dozowania, pakowania i magazynowania gotowego produktu. Stacja mycia składa się z wielu zbiorników, w których znajdują się różne środki myjące. Środki te, po wykorzystaniu, zawraca się do tych samych zbiorników. Odpowiednie stężenie środków myjących utrzymuje się przez ich uzupełnienie. Woda z płukań międzyoperacyjnych jest wykorzystywana do płukania wstępnego. Po płukaniu wstępnym woda silnie zanieczyszczona jest kierowana bezpośrednio do ścieków. Mycie z wielokrotnym zużyciem roztworów jest wykorzystywane głównie do powierzchni niezbyt zabrudzonych. Wymaga ono stosowania odpowiedniego programu i ścisłego jego kontrolowania. Istotny wpływ na efekt mycia ma stopień zużycia środków myjących. Mycie systemem CIP trwa kilkadziesiąt minut. Stosunkowo długo trwa mycie wymienników ciepła Czas mycia zależy od: - Rodzaju środka myjącego, - Temperatury środka myjącego, - Szybkości przepływu, - Rodzaju usuwanego zanieczyszczenia Stosowanie systemu CIP zależy od rodzaju przerabianego surowca i urządzeń potrzebnych do jego przetwarzania: - Przy przetwarzaniu produktów płynnych, praktycznie cała linia technologiczna może być myta z zastosowaniem systemu CIP,

483
- Przy przetwarzaniu produktów o konsystencji stałej tylko część urządzeń może być włączona do stacji mycia. Dlatego też w praktyce przemysłowej są stosowane wszystkie systemy mycia: - Mycie ręczne, mycie mechaniczne lokalne i mycie w obiegu zamkniętym. Środki myjące w przemyśle spożywczym są to substancje, stosowane do usuwania zanieczyszczeń w procesie mycia różnych powierzchni: - Kontaktujących się z żywnością ( powierzchnie maszyn, wymienników ciepła pasteryzatorów, przewodów, zbiorników), - Przenośników, - Podłóg i ścian pomieszczeń produkcyjnych, - Opakowań szklanych butelki, słoje, metalowych puszek oraz tworzyw sztucznych.