1 23 4 5 6 8 9 10 11 12 MT 1 90 020 W R 03 AP 10 90 20 · SKIF-M 6 ÑÊÈÔ-Ì MT 1 90 020 W R 03...
49
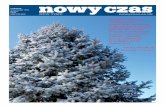
6 SKIF-M ÑÊÈÔ-Ì MT 1 90 020 W R 03 AP 10 90 1 2 3 4 5 6 8 9 10 11 12 Milling Tool Nomenclature Mounting system: Ôîðìà êðåïåæíîé ÷àñòè èíñòðóìåíòà: 6.1 endmills / êîíöåâûõ ôðåç W Z MK G SK NC CV BT H...A N WN 6.2 facemills and square shoulder facemills / òîðöîâûõ ôðåç Type of the tool: Òèï ðåæóùåãî èíñòðóìåíòà: MT - Milling Tool / Ôðåçåðíûé èíñòðóìåíò; DT - Drilling Tool / Ñâåðëà; ST - Core drill / Çåíêåðû; E - End cutter heads / Ñìåííàÿ òîðöîâàÿ ÷àñòü. Performance of mills: Èñïîëíåíèå : 1 2 3 2 1 6 4 3 Tool cutting edge angle (right angle - tool approach angle), degrees: Ãëàâíûé óãîë â ïëàíå ðåæóùåé ÷àñòè â ãðàäóñàõ: 90 - 90°, 45 - 45° etc. è ò.ä 00 - circle inserts / äëÿ êðóãëûõ ÑÌÏ. Special design (used only with special features mentioned below): Îñîáåííîñòè èñïîëíåíèÿ ðåæóùåé ÷àñòè: B C F K L N S T W X Y Z - ñ âîçìîæíîñòüþ ñâåðëåíèÿ; - êðåïëåíèå ïëàñòèí ïðèõâàòîì; - äëÿ ïîëó÷åíèÿ ôàñîê; - êàññåòíoe èñïîëíåíèå; - óäëèíåííàÿ ðåæóùàÿ ÷àñòü, ò.í. òîðöîâî- öèëèíäðè÷åñêàÿ ôðåçà; - êàíàâà÷íûé èíñòðóìåíò; - äëÿ ÷èñòîâîãî ôðåçåðîâàíèÿ; - äëÿ Ò-îáðàçíûõ ïàçîâ; - êëèíîâîå êðåïëåíèå; - óäëèíåííîå èñïîëíåíèå; - ÷åðíîâîé èíñòðóìåíò; - îñåâîå âðåçàíèå. - with shank (endmills); - with mounting bore (facemills or square shoulder facemills); - with mounting bore (side and facemills or slitting cutters). - drilling endmills; - mills with clamp; - chamfering milling tools; - mills with cartridges for centre screw clamping; - long edge design; - grooving tools; - for finishing; - for T- slots; - mills with clamping wedge; - big overall length and long edge design; - roughing; - plunging. êîíöåâûå ôðåçû; òîðöîâûå ôðåçû; äèñêîâûå ôðåçû. 20 7 A B D C Cutting diameter, mm Íîìèíàëüíûé äèàìåòð ðåæóùåé ÷àñòè, ìì 5 - Straigt shank with drive flat (Weldon); / Öèëèíäðè÷åñêèé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN 1835 B); - Straigt shank cylindrical; / Öèëèíäðè÷åñêèé õâîñòîâèê (DIN 1835 A); - Morse taper shank with draw-bar thread DIN 228 A; / êîíóñ Ìîðçå DIN 228 A; - Screw fit indexable insert front pieces; / Êîðîòêèé öèëèíäðè÷åñêèé õâîñòîâèê ñ ðåçüáîé; - 7/24 taper shank to ISO 297 / DIN 2080; / Ìåòðè÷åñêèé êîíóñ 7/24 (DIN 2080); - 7/24 taper shank to DIN 69871 A; / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ (DIN69871 A); - 7/24 taper shank to USA-Norm (CAT-V flange); / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ïî ñòàíäàðòó ÑØÀ (CAT-V flange); - 7/24 taper shank to Japan-Norm (MAS BT 403); / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ïî ñòàíäàðòó ßïîíèè (MAS BT 403); - Taper Hollow Shank HSK DIN 69893 Form A; / Õâîñòîâèê ïîëûé êîíè÷åñêèé òèïà HSK DIN 69893, ôîðìà À; - Straight shank with sloping clamping surface (Whistle Notch DIN 1835E); / Õâîñòîâèê - öèëèíäðè÷åñêèé ñ íàêëîííîé ëûñêîé òèïà Whistle Notch DIN 1835E; - Complex sraight shank with drive flat (Weldon) and with sloping clamping surface Whistle Notch DIN 1835E; / Öèëèíäðè÷åñêèé êîìáèíèðîâàííûé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN 1835 B) è Whistle Notch DIN 1835E; S A, B,C, D 6.3 side and facemills / äèñêîâûõ ôðåç - mounting on shell mill holder to DIN 138 / íàñàäíîå èñïîëíåíèå ñ áàçèðîâàíèåì ïî îòâåðñòèþ è äâóì ñòóïèöàì. - cylindrical bore with drive slot to DIN 138 / íàñàäíîå ôëàíöåâîå èñïîëíåíèå, ïàç ïî DIN 138; A B C D
Transcript of 1 23 4 5 6 8 9 10 11 12 MT 1 90 020 W R 03 AP 10 90 20 · SKIF-M 6 ÑÊÈÔ-Ì MT 1 90 020 W R 03...

6SKIF-M ÑÊÈÔ-Ì
MT 1 90 020 W R 03 AP 10 901 2 3 4 5 6 8 9 10 11 12
Milling Tool Nomenclature
Mounting system:Ôîðìà êðåïåæíîé ÷àñòè èíñòðóìåíòà: 6.1 endmills / êîíöåâûõ ôðåçWZMKGSKNCCVBTH...AN
WN
6.2 facemills and square shoulder facemills / òîðöîâûõ ôðåç
Type of the tool:Òèï ðåæóùåãî èíñòðóìåíòà:MT - Milling Tool / Ôðåçåðíûé èíñòðóìåíò;DT - Drilling Tool / Ñâåðëà;ST - Core drill / Çåíêåðû;E - End cutter heads / Ñìåííàÿ òîðöîâàÿ ÷àñòü.Performance of mills:Èñïîëíåíèå :123
2
1
6
4
3 Tool cutting edge angle (right angle - tool approach angle), degrees:Ãëàâíûé óãîë â ïëàíå ðåæóùåé ÷àñòè â ãðàäóñàõ:90 - 90°, 45 - 45° etc. è ò.ä 00 - circle inserts / äëÿ êðóãëûõ ÑÌÏ.
Special design (used only with special features mentioned below):Îñîáåííîñòè èñïîëíåíèÿ ðåæóùåé ÷àñòè:BCFKLNSTWXYZ
- ñ âîçìîæíîñòüþ ñâåðëåíèÿ;- êðåïëåíèå ïëàñòèí ïðèõâàòîì;- äëÿ ïîëó÷åíèÿ ôàñîê;- êàññåòíoe èñïîëíåíèå;- óäëèíåííàÿ ðåæóùàÿ ÷àñòü, ò.í. òîðöîâî- öèëèíäðè÷åñêàÿ ôðåçà;- êàíàâà÷íûé èíñòðóìåíò;- äëÿ ÷èñòîâîãî ôðåçåðîâàíèÿ;- äëÿ Ò-îáðàçíûõ ïàçîâ;- êëèíîâîå êðåïëåíèå;- óäëèíåííîå èñïîëíåíèå;- ÷åðíîâîé èíñòðóìåíò;- îñåâîå âðåçàíèå.
- with shank (endmills);- with mounting bore (facemills or square shoulder facemills);- with mounting bore (side and facemills or slitting cutters).
- drilling endmills;- mills with clamp;- chamfering milling tools;- mills with cartridges for centre screw clamping;- long edge design;- grooving tools;- for finishing;- for T- slots;- mills with clamping wedge;- big overall length and long edge design;- roughing;- plunging.
êîíöåâûå ôðåçû;òîðöîâûå ôðåçû;äèñêîâûå ôðåçû.
207
A B DC
Cutting diameter, mmÍîìèíàëüíûé äèàìåòð ðåæóùåé ÷àñòè, ìì
5
- Straigt shank with drive flat (Weldon); / Öèëèíäðè÷åñêèé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN 1835 B);- Straigt shank cylindrical; / Öèëèíäðè÷åñêèé õâîñòîâèê (DIN 1835 A);- Morse taper shank with draw-bar thread DIN 228 A; / êîíóñ Ìîðçå DIN 228 A;- Screw fit indexable insert front pieces; / Êîðîòêèé öèëèíäðè÷åñêèé õâîñòîâèê ñ ðåçüáîé;- 7/24 taper shank to ISO 297 / DIN 2080; / Ìåòðè÷åñêèé êîíóñ 7/24 (DIN 2080);- 7/24 taper shank to DIN 69871 A; / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ (DIN69871 A);- 7/24 taper shank to USA-Norm (CAT-V flange); / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ïî ñòàíäàðòó ÑØÀ (CAT-V flange);- 7/24 taper shank to Japan-Norm (MAS BT 403); / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ïî ñòàíäàðòó ßïîíèè (MAS BT 403);- Taper Hollow Shank HSK DIN 69893 Form A; / Õâîñòîâèê ïîëûé êîíè÷åñêèé òèïà HSK DIN 69893, ôîðìà À;- Straight shank with sloping clamping surface (Whistle Notch DIN 1835E); / Õâîñòîâèê - öèëèíäðè÷åñêèé ñ íàêëîííîé ëûñêîé òèïàWhistle Notch DIN 1835E;- Complex sraight shank with drive flat (Weldon) and with sloping clamping surface Whistle Notch DIN 1835E; / Öèëèíäðè÷åñêèéêîìáèíèðîâàííûé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN 1835 B) è Whistle Notch DIN 1835E;
S
A, B,C, D
6.3 side and facemills / äèñêîâûõ ôðåç- mounting on shell mill holder to DIN 138 / íàñàäíîå èñïîëíåíèå ñ áàçèðîâàíèåì ïî îòâåðñòèþ è äâóì ñòóïèöàì.
- cylindrical bore with drive slot to DIN 138 / íàñàäíîå ôëàíöåâîå èñïîëíåíèå, ïàç ïî DIN 138;
A B C D

7
Ñîäåðæàíèå
SKIF-MÑÊÈÔ-Ì
Cutting direction:Íàïðàâëåíèå ðåçàíèÿ:R L N
Number of teeth×èñëî ýôôåêòèâíûõ ðåæóùèõ ýóáüåâ, èñïîëüçóåìîå ïðè ðàñ÷åòå ïîäà÷è
Shape and clearance angle of insert to ISO 1832.2Ôîðìà è ãëàâíûé çàäíèé óãîë îñíîâíîé ðåæóùåé ïëàñòèíû ïî ISO 1832
Length of the cutting edge of insert, mmÄëèíà ãëàâíîé ðåæóùåé êðîìêè îñíîâíîé ðåæóùåé ïëàñòèíû, ìì
8
10
9
11
Manufacturers option:Îñîáîå îáîçíà÷åíèå:
- right handed;- ïðàâîðåæóùåå èñïîëíåíèå;
- left handed;- ëåâîðåæóùåå èñïîëíåíèå;
- neutral.- íåéòðàëüíîå.
12
- cutting length of long edge endmills, mm; / äëèíà ðåæóùåé ÷àñòè äëÿ òîðöîâî- öèëèíäðè÷åñêèõ ôðåç, ìì;- min and max cutting width of adjustable full side and facemills,mm; / ìèíèìàëüíàÿ è ìàêñèìàëüíàÿ øèðèíà ðåæóùåé ÷àñòèèç äèàïàçîíà ðåãóëèðîâàíèÿ äëÿ äèñêîâûõ òðåõñòîðîííèõ ôðåç, ìì;- cutting width of slitting cutters,mm; / íîìèíàëüíàÿ øèðèíà ðåæóùåé ÷àñòè äëÿ îòðåçíûõ ôðåç, ìì;
Ñèñòåìà îáîçíà÷åíèÿ ôðåç
IK - with internal coolant supply; - èñïîëíåíèå ñ âíóòðåííèìè êàíàëàìè äëÿ ïîäà÷è ÑÎÆ ê ðåæóùåé êðîìêå;IK - B - 7/24 taper shank with internal coolant supply to DIN 69871 B; - èñïîëíåíèå õâîñòîâèêà 7/24 ñ öåíòðàëüíîé ïîäà÷åé ÑÎÆ ÷åðåç ôëàíåö;IK - AD - 7/24 taper shank with internal coolant supply to DIN 69871 AD; - èñïîëíåíèå õâîñòîâèêà 7/24 ñ öåíòðàëüíîé ïîäà÷åé ÑÎÆ ÷åðåç ñêâîçíîå îòâåðñòèå â õâîñòîâèêå;IK - ADB -7/24 taper shank with internal coolant supply to DIN 69871 ADB; - èñïîëíåíèå õâîñòîâèêà 7/24 ñ öåíòðàëüíîé ïîäà÷åé ÑÎÆ ÷åðåç ôëàíåö è ñêâîçíîå îòâåðñòèå â õâîñòîâèêå;A - long edge spiral flute endmills with front end cutter heads; - òîðöîâî-öèëèíäðè÷åñêàÿ ôðåçà ñî ñìåííîé òîðöåâîé ÷àñòüþ;L... - overal length of long design endmills, mm; - îáùàÿ äëèíà ôðåçû (äëÿ êîíöåâûõ ôðåç óäëèíåííîãî èñïîëíåíèÿ);H... - length endmills from face cutting point to base surface of input shank, mm; - äëèíà êîíöåâîé ôðåçû îò òîðöà ðåæóùåé ÷àñòè äî áàçîâîé ïîâåðõíîñòè õâîñòîâîé ÷àñòè;h... - length endmills of working feature , mm; - äëèíà ðàáî÷åé ÷àñòè êîíöåâîé ôðåçû;S - sizes milling tools different from SKIF-M catalogue ; - ðàçìåðû ôðåçû îòëè÷àþòñÿ îò êàòàëîãà ÑÊÈÔ-Ì;R -half side and facemills with right cartridges; -äèñêîâûå äâóõñòîðîííèå ôðåçû ôëàíöåâîãî èñïîëíåíèÿ îñíàùåííûå ïðàâûìè êàññåòàìè;L -half side and facemills with left cartridges; -äèñêîâûå äâóõñòîðîííèå ôðåçû ôëàíöåâîãî èñïîëíåíèÿ îñíàùåííûå ëåâûìè êàññåòàìè;N -slitting cutters, adjustable full side and facemills with cartridges. -äèñêîâûå òðåõñòîðîííèå è îòðåçíûå ôðåçû ôëàíöåâîãî èñïîëíåíèÿ.
Diameter of matching bore for slitting, side and fecemills, shell mills, diameter of shank for endmills withstraight shank, size of Morse taper shank with draw-bar thread, 7/24 taper shank and HSK, threaddiameter for endmills with interchangeable front pieces, mmÄèàìåòð ïîñàäî÷íîãî îòâåðñòèÿ òîðöîâûõ, íàñàäíûõ è äèñêîâûõ ôðåç, äèàìåòð õâîñòîâèêà äëÿêîíöåâûõ ôðåç ñ öèëèíäðè÷åñêèìè õâîñòîâèêàìè, ðàçìåð êîíè÷åñêîãî õâîñòîâèêà äëÿ ôðåç ñêîíóñîì Ìîðçå, 7/24 è HSK, ðàçìåð ðåçüáû äëÿ ðàçúåìíûõ êîíöåâûõ ôðåç ñî ñìåííîé ðåæóùåé÷àñòüþ, ìì
7

SKIF-M169ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÄèñêîâûå ÔÐÅÇÛ
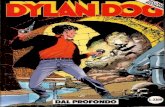
General informationÎáùàÿ èíôîðìàöèÿ The special place among mills of special design SKIF-M have large-sized mills for millings of crankshaft of engines, rotors of turbines and shipmechanisms. The mills are made by a diameter up to 1010 mm. Uniquetechnology manufactures of these mills is based on know how.
Special large-sized mills for crankhaft have two base styles:1. Wedge style2. Cartridge style. SKIF-M lets out both styles of mills with an internal or outsidearrangement cutting teeth.
Besides SKIF-M makes special mills for an automobile and airspace industry, mills for machining railway transportation. The designs of mills are based on usestandard elements of mills SKIF-M of the general catalogue, that guarantees short terms of delivery and high reliability of the tool.
Îñîáîå ìåñòî ñðåäè ôðåç ñïåöèàëüíîãî íàçíà÷åíèÿ ÑÊÈÔ-Ìçàíèìàþò êðóïíîãàáàðèòíûå ôðåçû äëÿ ôðåçåðîâàíèÿ êîëåí÷àòûõâàëîâ äâèãàòåëåé, ðîòîðîâ òóðáèí è ñóäîâûõ ìåõàíèçìîâ. Ôðåçûèçãîòàâëèâàþòñÿ äèàìåòðîì äî 1010 ìì. Óíèêàëüíàÿ òåõíîëîãèÿïðîèçâîäñòâà ýòèõ ôðåç áàçèðóåòñÿ íà ìíîãîëåòíåì îïûòå.
Ñïåöèàëüíûå êðóïíîãàáàðèòíûå ôðåçû äëÿ êîëåí÷àòûõ âàëîâ èìåþòäâà áàçîâûõ èñïîëíåíèÿ:-êàññåòíîå ñ êðåïëåíèåì ðåæóùèõ ïëàñòèí â êàññåòàõ ÷åðåç îòâåðñòèå;-êëèíîâîå êðåïëåíèå ïëàñòèí áåç îòâåðñòèÿ.Âûïóñêàþòñÿ ñ âíóòðåííèì èëè íàðóæíûì ðàñïîëîæåíèåì ðåæóùèõçóáüåâ. Ôðåçû ñ âíóòðåííèì ðàñïîëîæåíèåì çóáüåâ íîñÿò òàêæåíàçâàíèå « ôðåçû äëÿ îõâàòûâàþùåãî ôðåçåðîâàíèÿ».
Êðîìå ýòîãî ÑÊÈÔ-Ì ïðîèçâîäèò ñïåöèàëüíûå ôðåçû äëÿ àâòîìîáèëüíîé è àâèàöèîííîé ïðîìûøëåííîñòè, ôðåçû äëÿ îáðàáîòêè ðåëüñîâûõïåðåõîäîâ. Êîíñòðóêöèè ôðåç îñíîâàíû íà èñïîëüçîâàíèè ñòàíäàðòíûõ ýëåìåíòîâ ôðåç ÑÊÈÔ-Ì èç îáùåãî êàòàëîãà è ñîñòàâëÿþò îêîëî50% îò îáùåãî îáúåìà âûïóñêà.
Äèñêîâûå áåññòóïåí÷àòî ðåãóëèðóåìûå êàññåòíûå ôðåçû äëÿ ôðåçåðîâàíèÿ ïàçîâ ãåíåðàòîðîâ èçãîòàâëèâàþòñÿ â äèàïàçîíå äèàìåòðîâîò 400 äî 1000 ìì.
Special millsÑïåöèàëüíûå ôðåçû

SKIF-M 170 ÑÊÈÔ-Ì
Tool Holder for mills

SKIF-M171ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÎïðàâêè äëÿ çàêðåïëåíèÿ ôðåç
Endmills with interchangeable front piecesÊîíöåâûå ôðåçû ñî ñìåííîé ðåæóùåé ÷àñòüþ
For milling of molds and diesÌîäóëüíàÿ êîíñòðóêöèÿ îñîáî ýôôåêòèâíà ïðè îáðàáîòêå ñëîæíûõ êîíòóðîâøòàìïîâ è ïðåññôîðì ñ ðåçêî ïåðåìåííûì ñëîæíûì êîíòóðîì

SKIF-M 172 ÑÊÈÔ-Ì
Tool Holder for mills
Tool Holder NomenclatureÑèñòåìà îáîçíà÷åíèÿ îïðàâîê è óäëèíèòåëåé äëÿ ôðåç
TH1
NC 40 W 32 065 AD2 3 4 5 6 7
- -
Name of the tool:Íàèìåíîâàíèå èíñòðóìåíòà:TH - Tool Holder / Âñïîìîãàòåëüíûé èíñòðóìåíò;
1
Shank type of the tool Holder:Òèï õâîñòîâèêà îïðàâêè:SK - 7/24 taper shank to ISO 297 / DIN 2080; / Ìåòðè÷åñêèé êîíóñ 7/24 (DIN 2080);NC - 7/24 taper shank to DIN 69871 A; / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ (DIN69871 A);BT - 7/24 taper shank to Japan-Norm (MAS BT 403); / Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ïî ñòàíäàðòó ßïîíèè (MAS BT 403);H...A - Taper Hollow Shank HSK DIN 69893 Form A; / Õâîñòîâèê ïîëûé êîíè÷åñêèé òèïà HSK DIN 69893, ôîðìà À;W - Straigt shank with drive flat (Weldon); / Öèëèíäðè÷åñêèé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN 1835 B);Z - Straigt shank cylindrical; / Öèëèíäðè÷åñêèé õâîñòîâèê (DIN 1835 A);MK - Morse taper shank with draw-bar thread DIN 228 A; / êîíóñ Ìîðçå DIN 228 A;
2
Shank size of the tool HolderÐàçìåð õâîñòîâîé ÷àñòè îïðàâêè.
3
Shank type of the cutting tools:Òèï õâîñòîâèêà ðåæóùåãî èíñòðóìåíòà, óñòàíàâëèâàåìîãî â îïðàâêó:W - Straigt shank with drive flat (Weldon); / Öèëèíäðè÷åñêèé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN 1835 B);Z - Straigt shank cylindrical; / Öèëèíäðè÷åñêèé õâîñòîâèê (DIN 1835 A);MK - Morse taper shank with draw-bar thread DIN 228 A; / êîíóñ Ìîðçå DIN 228 A;NN - Straight shank with sloping clamping surface (Whistle Notch DIN 1835E); / Õâîñòîâèê - öèëèíäðè÷åñêèé ñ íàêëîííîé ëûñêîéòèïà Whistle Notch DIN 1835E;G - Screw fit shank; / Êîðîòêèé öèëèíäðè÷åñêèé õâîñòîâèê ñ ðåçüáîé;
4
Shank size of the endmillsÐàçìåð õâîñòîâèêà ðåæóùåãî èíñòðóìåíòà, óñòàíàâëèâàåìîãî â îïðàâêó.
5
Length from gauge line to adaptor nose (H), mm;Äëèíà îò òîðöà îïðàâêè äî áàçîâîé ïîâåðõíîñòè õâîñòîâîé ÷àñòè (H), ìì;
6
Manufacturers option:Îñîáîå îáîçíà÷åíèå:B - coolant supply over shoulder; - öåíòðàëüíàÿ ïîäà÷à ÑÎÆ ÷åðåç ôëàíåö;AD - central coolant supply; - öåíòðàëüíàÿ ïîäà÷à ÑÎÆ ÷åðåç ñêâîçíîå îòâåðñòèå â õâîñòîâèêå;ADB -central and over shoulder coolant supply; - öåíòðàëüíàÿ ïîäà÷à ÑÎÆ ÷åðåç ôëàíåö è ñêâîçíîå îòâåðñòèå â õâîñòîâèêå;
7

SKIF-M173ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÎïðàâêè äëÿ çàêðåïëåíèÿ ôðåç
Straight shank with drive flat DIN 1835 BÖèëèíäðè÷åñêèé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» (DIN1835 B)
L
D
h
H
d
Straight shank DIN 1835 AÖèëèíäðè÷åñêèé õâîñòîâèê (DIN1835 A)
Morse taper shank with draw-bar thread DIN 228 AÕâîñòîâèê êîíóñ Ìîðçå(DIN228 A)
87°
d1
L
D
hH
d
87°
d1
H
D
h
L
87°
d1
MK
d d1 D h H LTH-W16G08H032
TH-W16G08H102
TH-W20G10H030
TH-W20G10H102
TH-W25G12H034
16
16
20
20
25
M08
M08
M10
M10
M12
14,5
14,5
18,5
18,5
22
14,31
14,31
14,31
14,31
17
32
102
30
102
34
80
150
80
152
90
TH-W25G12H104 25 M12 22 17 104 160
TH-W32G16H045 32 M16 28 22 45 105
TH-W32G16H072 32 M16 28 22 72 132
TH-W32G16H132 32 M16 28 22 132 192
d d1 D h H LTH-Z16G08H052
TH-Z16G08H112
TH-Z20G10H050
TH-Z20G10H110
TH-Z25G12H044
16
16
20
20
25
M08
M08
M10
M10
M12
14,5
14,5
18,5
18,5
22
14,31
14,31
14,31
14,31
17
52
112
50
110
44
100
160
100
160
100
TH-Z25G12H104 25 M12 22 17 104 160
TH-Z25G12H144 25 M12 22 17 144 200
TH-Z32G16H040 32 M16 28 22 40 100
TH-Z32G16H100 32 M16 28 22 100 160
TH-Z32G16H140 32 M16 28 22 140 200
TH-Z32G16H180 32 M16 28 22 180 240
MK d1 D h H L
TH-MK2G08H029
TH-MK2G08H059
TH-MK2G10H029
TH-MK3G12H020
MK2
MK2
MK2
MK2
MK3
M08
M08
M10
M10
M12
14,5
14,5
18,5
18,5
22
29.5
59.5
29.5
59.5
20
-
24.5
-
24.5
22
93.5
123.5
93.5
123.5
101
TH-MK3G12H069 MK3 M12 22 6922 150
TH-MK4G16H059 MK4 M16 28 59.534.73 162
TH-MK4G16H099 MK4 M16 28 99.534.73 202
TH-MK5G16H128 MK5 M16 28 128.5122 258
Dimensions,mm Ðàçìåðû,ììCode keyÎáîçíà÷åíèå
Dimensions,mm Ðàçìåðû,ììCode keyÎáîçíà÷åíèå
Dimensions,mm Ðàçìåðû,ìì
TH-MK2G10H059
Code keyÎáîçíà÷åíèå
Adaptors for endmills with screw fit shankÓäëèíèòåëè äëÿ êîíöåâûõ ôðåç ñ ðåçüáîâûì õâîñòîâèêîì

SKIF-M 174 ÑÊÈÔ-Ì
Tool Holder for mills
7/24 taper shank to DIN 69871 AÌåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ (DIN69871 A)
NC d1 D h H l1TH-NC40G08H045
TH-NC40G08H070
TH-NC40G10H050
TH-NC40G10H075
TH-NC40G12H060
40
40
40
40
40
M08
M08
M10
M10
M12
14,5
14,5
18,5
18,5
22
10
10
10
10
10
45
70
50
75
60
17
24
22
24
32
TH-NC40G12H085 40 M12 22 10 85 38
TH-NC40G16H040 40 M16 28 10 40 17
TH-NC40G16H065 40 M16 28 10 65 37
TH-NC40G16H090 40 M16 28 10 90 48
TH-NC40G12H110 40 M12 22 10 110 38
TH-NC40G08H095 40 M08 14,5 10 95 24
TH-NC40G08H120 40 M08 14,5 10 120 24
TH-NC40G10H100 40 M10 18,5 10 100 24
TH-NC40G10H125 40 M10 18,5 10 125 24
TH-NC40G10H150 40 M10 18,5 10 150 24
TH-NC40G12H135 40 M12 22 10 135 38
TH-NC40G12H160 40 M12 22 10 160 38
TH-NC40G16H115 40 M16 28 10 115 48
TH-NC40G16H140 40 M16 28 10 140 48
TH-NC40G16H165 40 M16 28 10 165 48
L
D
h
H
90°
d1
L113,4
138,4
118,4
143,4
108,4
133,4
108,4
133,4
158,4
158,4
163,4
188,4
168,4
193,4
218,4
158,4
158,4
183,4
208,4
233,4
l217
45
22
50
32
60
17
37
65
82
67
95
72
100
125
110
135
90
115
140
d216
16
20
20
25
25
32
32
32
25
16
16
20
20
20
25
25
32
32
32
Dimensions,mm Ðàçìåðû,ììCode keyÎáîçíà÷åíèå
d2
87°l1
l2

SKIF-M175ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÎïðàâêè äëÿ çàêðåïëåíèÿ ôðåç
Adaptors for endmills with straigt shank with drive flat (Weldon)Îïðàâêè äëÿ êîíöåâûõ ôðåç ñ õâîñòîâèêîì òèïà Weldon7/24 taper shank to DIN 69871 AÌåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ (DIN69871 A)
NC d D H LTH-NC50W32H072ADB
TH-NC50W32H090ADB
TH-NC50W50H100ADB
TH-NC40W50H130ADB
50
50
50
50
32
32
50
50
63
63
95
125
62
90
100
130
174
192
202
232
Dimensions,mm Ðàçìåðû,ììCode keyÎáîçíà÷åíèå
TH-NC50W40H090ADB 50 40 70 90 192
TH-NC50W40H120ADB 50 40 70 120 222
L
D
H
d
SK d D H LTH-SK50W32H072
TH-SK50W32H090
TH-SK50W50H100
TH-SK40W50H130
50
50
50
50
32
32
50
50
63
63
95
125
62
90
100
130
199
217
227
247
Dimensions,mm Ðàçìåðû,ììCode keyÎáîçíà÷åíèå
TH-SK50W40H090 50 40 70 90 217
TH-SK50W40H120 50 40 70 120 247
7/24 taper shank DIN 2080Ìåòðè÷åñêèé êîíóñ 7/24 DIN 2080
L
D
H
d

SKIF-M 176 ÑÊÈÔ-Ì
Technical supplement

SKIF-M177ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå

SKIF-M 178 ÑÊÈÔ-Ì
Technical supplement
ea pD
k c
hm
nPQVcVf
iCηηηηηγγγγγoγγγγγfγγγγγp
κκκκκ λ λ λ λ λs
ααααα
mm ìì
mm ìì
mm ìì
mm/z ìì/çóá
mm ìì
N/mm2
RPM 1/ìèí
kW êÂò
m/min
mm ìì
degrees ãðàäóñ
degrees ãðàäóñ
degrees ãðàäóñ
degrees ãðàäóñ
degrees ãðàäóñ
degrees ãðàäóñ
degrees ãðàäóñ
Zmm/min
Symbols, Terms and DimensionsÓñëîâíûå îáîçíà÷åíèÿ, ïîíÿòèÿ è ðàçìåðíîñòè
SymbolsÎáîçíà÷åíèå
a
f z
Width of cut / Øèðèíà ôðåçåðîâàíèÿ Depth of cut / Ãëóáèíà ðåçàíèÿCutter diameter / Íîìèíàëüíûé äèàìåòð ðåæóùåé ÷àñòè ôðåçûFeed per tooth / Ïîäà÷à íà çóá ôðåçûMean undeformed chip thickness / Ñðåäíåå ñå÷åíèå ñðåçàSpecific cutting force / Êîýôôèöèåíò ñèëû ðåçàíèÿ
TermsÍàèìåíîâàíèå ïàðàìåòðà
DimensionsÐàçìåðíîñòü
kc1.1
mc
Specific cutting force (for an undeformed chip cross section bxh= 1x1 mm2) /Óäåëüíàÿ ñèëà ðåçàíèÿ íà 1 ìì2 ñå÷åíèÿ ñòðóæêèExponent for mean undeformed chip thickness /Ïîêàçàòåëü ñòåïåíè óäåëüíîé ñèëû ðåçàíèÿSpindle speed / ×àñòîòà âðàùåíèÿ øïèíäåëÿ ñòàíêàPower requirement of motor / Íåîáõîäèìàÿ ìîùíîñòü ãëàâíîãî ïðèâîäàMetal removal rate / Ñêîðîñòü ñúåìà ïðèïóñêàCutting speed / Ñêîðîñòü ðåçàíèÿFeed rate / Ñêîðîñòü ïîäà÷èNumber of teeth / ×èñëî ýôôåêòèâíûõ çóáüåâ Inscribed circle / Äèàìåòð âïèñàííîé îêðóæíîñòè ðåæóùåé ïëàñòèíûEfficiency / Êîýôôèöèåíò ïîëåçíîãî äåéñòâèÿTool orthogonal rake / Íîðìàëüíûé ïåðåäíèé óãîëTool back rake (radial rake) / Ðàäèàëüíûé ïåðåäíèé óãîëTool side rake (axial rake) / Îñåâîé ïåðåäíèé óãîëInsert ortogonal rake / Íîðìàëüíûé ïåðåäíèé óãîë ðåæóùåé ïëàñòèíûTool cutting edge angle / Ãëàâíûé óãîë â ïëàíåTool cutting edge inclination / Óãîë íàêëîíà ãëàâíîé ðåæóùåé êðîìêèTool orthogonal clearance / Ãëàâíûé çàäíèé óãîë
ααααα 1 degrees ãðàäóñTool side clearance / Çàäíèé óãîë âñïîìîãàòåëüíîé ðåæóùåé êðîìêè
γγγγγwwwww
Í/ìì 2
cm/min3
N/mm2 Í/ìì 2
ñì /ìèí3
ì/ìèí
ìì/ìèí

SKIF-M179ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
a / D ≤ 0,1e
a / D > 0,1e
FormulasÎáùèå ôîðìóëû äëÿ ðàñ÷åòà ðåæèìîâ ðåçàíèÿ
Cutting speed (m/min)Ñêîðîñòü ðåçàíèÿ (ì/ìèí)
Feed rate (mm/min)Ñêîðîñòü ïîäà÷è (ìì/ìèí)
Metal removal rate (cm3 /min)Ñêîðîñòü ñúåìà ïðèïóñêà (ñì3 /ìèí)
Specific cutting force (N/mm2)Êîýôôèöèåíò ñèëû ðåçàíèÿ (Í/ìì2)
Power requirement of motor, HP (kW)Íåîáõîäèìàÿ ìîùíîñòü ãëàâíîãîïðèâîäà (êÂò)
Average chip thickness, inch (mm)Ñðåäíåå ñå÷åíèå ñðåçà (ìì)
for äëÿ MT100, MT200
Feed per tooth (mm/z)Ïîäà÷à íà çóá ôðåçû (ìì)
Tool orthogonal rake ( o )Íîðìàëüíûé ïåðåäíèé óãîë ( î )
Vc =πππππ D n1000 n =
1000 Vc
π D
Vf = fz n z Vfn z fz =
arctg(cos κ tg γγγγγp sin κ tg γγγγγf )γγγγγo =Q =ap ae Vf
1000
1 - 0,015kc1.1kc =
(γγγγγo + γγγγγω)
(hm )mc
P =ap ae Vf kc
60x106 η
hm =180 ae fz sinκ
π D arcsinDae
√ iChm = fz
ap
√ D hm = fzae
Spindle speed, RPM×àñòîòà âðàùåíèÿ (1/min)
for ïðè
for ïðè

SKIF-M 180 ÑÊÈÔ-Ì
Technical supplement
Calculation of cutting data for milling with round insertsÍàçíà÷åíèå ðåæèìîâ ðåçàíèÿ äëÿ ôðåç ñ êðóãëûìè ïëàñòèíàìè
0,2
ap,(mm)ìì
0,40,60,81,21,62,53,24,04,55,06,0
D
D1
De
ap
fz
hm
ap
iC
8,09,0
10,0
D-Cutter diameter, mm / äèàìåòð ôðåçû, ìì
For facemills with round inserts ap< 0,5 iC , mm ae= 0,75−0,8 D1 , mm
(m/min), where Vc = Vctablekv kv - correction factors.
For endmills with round inserts ae depending on machining data. n =
1000Vc
π π π π π De
(RPM)
De=D1 + iC 2 - (iC - 2 ap )2 √ De - effective diameter , mm / ýôôåêòèâíûé äèàìåòð, ìì;
iC - inscribed circle, mm / äèàìåòð ïëàñòèíû, ìì;
Use recommendations for value De see on table 1 for endmills or on table 2 for facemills or define by the following formula.Particularly when using round insert cutters at small depths of cut, it is always important to calculate the true cutting speed Vc based onthe effective - or true diameter in cut De.
D1 - inside cutter diameter, mm / âíóòðåííèé äèàìåòð ðåæóùåé ÷àñòè ôðåçû, ìì;
Calculation of cutting data for some millsÍàçíà÷åíèå ðåæèìîâ ðåçàíèÿ äëÿ îòäåëüíûõ òèïîâ ôðåç
Ãëóáèíà ðåçàíèÿ îïðåäåëÿåòñÿ ïðèïóñêîì íà îáðàáîòêó, íî íå ìîæåò ïðåâûøàòü 0,5 äèàìåòðà èñïîëüçóåìîé ïëàñòèíû.Øèðèíà ôðåçåðîâàíèÿ îïðåäåëÿåòñÿ ðàçìåðîì îáðàáàòûâàåìîé ïîâåðõíîñòè è, êàê ïðàâèëî, äëÿ òîðöîâûõ ôðåç ñîñòàâëÿåò0,75-0,8 äèàìåòðà ôðåçû. Äëÿ êîíöåâûõ ôðåç aå îïðåäåëÿåòñÿ âèäîì âûïîëíÿåìûõ ðàáîò.
Äèàïàçîí íà÷àëüíîé ñêîðîñòè ðåçàíèÿ â çàâèñèìîñòè îò îáðàáàòûâàåìîãî ìàòåðèàëà è ìàðêè èñïîëüçóåìîãî òâåðäîãîñïëàâà ïðèâåäåí â òàáëèöàõ íà ñòð. 186-187.
Vc = Vcòàáëkv kv - ïîïðàâî÷íûé êîýôôèöèåíò, ó÷èòûâàþùèé îòêëîíåíèå òâåðäîñòè
îáðàáàòûâàåìîãî ìàòåðèàëà îò òàáëè÷íûõ çíà÷åíèé.
Çíà÷åíèå ýôôåêòèâíîãî äèàìåòðà îïðåäåëÿþò ïî ôîðìóëå èëè âûáèðàþò èç òàáë.1 äëÿ êîíöåâûõ ôðåç, èëè òàáë. 2 äëÿòîðöîâûõ ôðåç. Ïðè ìàëûõ ãëóáèíàõ ðåçàíèÿ íåîáõîäèìî ïðîèçâîäèòü ðàñ÷åò ñêîðîñòè ðåçàíèÿ ïî ýôôåêòèâíîìó äèàìåòðó De
(ì/ìèí), ãäå
The cutting speed recommendations see pages 186-187.
Calculated effective diameter (De) for endmills with round insertsÐàñ÷åòíîå çíà÷åíèå ýôôåêòèâíîãî äèàìåòðà (De) êîíöåâûõ ôðåç ñ êðóãëûìè ïëàñòèíàìè
Table 1Òàáëèöà 1
F
50
34,035,636,837,839,540,943,244,746,046,747,348,349,649,950,0
RP20
24,025,626,827,829,530,933,234,736,036,737,338,339,639,940,0
40
24,025,626,827,829,530,933,234,736,036,737,338,339,639,940,0
25RP16
37,639,040,141,042,443,645,646,847,948,448,849,550,0
50
27,629,030,131,032,433,635,636,837,938,438,839,540,0
40
19,621,022,123,024,425,627,628,829,930,430,831,532,0
32
12,614,015,116,017,418,620,621,822,923,423,824,525,0
25RP12
41,142,343,244,045,246,247,748,649,349,649,850,0
50
31,132,333,234,035,236,237,738,639,339,639,840,0
40
23,124,325,226,027,228,229,730,631,331,631,832,0
32
15,116,317,218,019,220,221,722,623,323,623,824,0
25
11,112,313,214,015,216,017,718,619,319,619,820,0
20RP10
24,825,926,727,428,529,330,731,331,831,932,0
32
17,818,919,720,421,522,323,724,324,824,925,0
25
12,813,914,715,416,517,318,719,319,819,920,0
20RD08
19,520,521,221,822,723,424,424,825,0
25
14,515,516,216,817,718,419,419,820,0
20
10,511,512,212,813,714,415,415,816,0
16
6,57,58,28,89,710,411,411,812,0
12
De, (mm) ìì17,017,718,218,719,319,720,0
20RD05
13,013,714,214,715,315,716,0
16
9,09,7
10,210,711,311,712,0
12
7,07,78,28,79,39,7
10,0
10
5,05,76,26,77,37,78,0
08

SKIF-M181ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
50 63 80 100 125 160 Inserts / Îáîçíà÷åíèå ïëàñòèíû
fz=iC hm
De - D1
fz=De iC hm
(De - D1 ) De2 - (De ap )
2 √<3,18 0,1 - 0,15
Thicknes insert, mmhm
ìì (mm)
3,18 - 3,97 0,24,76 - 5,56 0,3
6,35 < 0,4 - 0,7
ap,(mm)ìì
D-Cutter diameter, mm / äèàìåòð ôðåçû, ìì
0,2
RP12 RP16 RP12 RP16 RP12 RP16 RP12 RP16 RP12 RP16 RP16
41,1 37,6 54,1 50,6 71,1 67,6 91,1 87,6 116,1 112,6 147,6De, (mm) ìì
0,4 42,3 39,0 55,3 52,0 72,3 69,0 92,3 89,0 117,3 114,0 149,00,6 43,2 40,1 56,2 53,1 73,2 70,1 93,2 90,1 118,2 115,1 150,10,8 44,0 41,0 57,0 54,0 74,0 71,0 94,0 91,0 119,0 116,0 151,01,2 45,2 42,4 58,2 55,4 75,2 72,4 95,2 92,4 120,2 117,4 152,41,6 46,2 43,6 59,2 56,6 76,2 73,6 96,2 93,6 121,2 118,6 153,62,5 47,7 45,6 60,7 58,6 77,7 75,6 97,7 95,6 122,7 120,6 155,63,2 48,6 46,8 61,6 59,8 78,6 76,8 98,6 96,8 123,6 121,8 156,84,0 49,3 47,9 62,3 60,9 79,3 77,9 99,3 97,9 124,3 122,9 157,94,5 49,6 48,4 62,6 61,4 79,6 78,4 99,6 98,4 124,6 123,4 158,45,0 49,8 48,8 62,8 61,8 79,8 78,8 99,8 98,8 124,8 123,8 158,86,0 50,0 49,5 63,0 62,5 80,0 79,5 100,0 99,5 125,0 124,5 159,56,5 49,7 62,7 79,7 99,7 124,7 159,77,0 49,9 62,9 79,9 99,9 124,9 159,98,0 50,0 63,0 80,0 100,0 125,0 160,0
Calculate effective diameter (De) for facemills with round insertsÐàñ÷åòíîå çíà÷åíèå ýôôåêòèâíîãî äèàìåòðà (De) òîðöîâûõ ôðåç ñ êðóãëûìè ïëàñòèíàìè
Table 2Òàáëèöà 2
Feed per tooth (mm/tooth) by centered position of the cutterÏîäà÷à íà çóá (ìì/çóá) ïðè ñèììåòðè÷íîì ðàñïîëîæåíèè ôðåçû
Feed per tooth (mm/tooth) by side millingÏîäà÷à íà çóá (ìì/çóá) ïðè àñèììåòðè÷íîìðàñïîëîæåíèè ôðåçû
Òîëùèíà ïëàñòèíû, ìì
Working areas:Îáëàñòü ïðèìåíåíèÿ:
Ëó÷øå âñåãî ôðåçû ðàáîòàþò ñ íåáîëüøèìè ãëóáèíàìè ðåçàíèÿ, ãäå êðóãëûå ïëàñòèíû ïîçâîëÿþò óâåëè÷èò ïîäà÷ó íàçóá â 4-5 ðàç çà ñ÷åò íåáîëüøîé òîëùèíû ñòðóæêè. Íåáîëüøèå ðàäèàëüíàÿ è îñåâàÿ ãëóáèíû ðåçàíèÿ ïðèâîäÿò ê ñîêðàùåíèþâðåìåíè êîíòàêòà èíñòðóìåíòà è çàãîòîâêè. Íèçêèå ñèëû ðåçàíèÿ (F) è íåáîëüøîå òåïëîâûäåëåíèå ïîçâîëÿþò óâåëè÷èòüñêîðîñòü ðåçàíèÿ íà 50-100%. Ýòî îáñòîÿòåëüñòâî â ñî÷åòàíèè ñ âûñîêîé ïîäà÷åé íà çóá ïîçâîëÿåò óâåëè÷èòü ìèíóòíóþ ïîäà÷óñòîëà â 5-10 ðàç ïî ñðàâíåíèþ ñ îáû÷íûì ôðåçåðîâàíèåì.
The mills work best at small axial depths where the round insert shape can be used to increase the feed per tooth in 4-5 times,due to the thin chip. A small axial and radial depth of cut gives a short cutting edge engagement. Low cutting forces (F) and very little heatis generated allowing the cutting speed to be increased 50-100%. Together with the high feed per tooth this will allow the table feed tobe increased in 5-10 times compared with general milling.
FacemillingÒîðöåâîå ôðåçåðîâàíèå
Shoulder millingÔðåçåðîâàíèå óñòóïîâ
Full slot millingÎáðàáîòêà ïîëíûõ ïàçîâ
Rest millingÔðåçåðîâàíèå ðåáåð æåñòêîñòè
ProfilingÏðîôèëüíîå ôðåçåðîâàíèå
RP20
144,0145,6146,8147,8149,5150,9153,2154,7156,0156,7157,3158,3158,7159,1159,6
9,010,0
159,9160,0
RP20
64,065,666,867,869,570,973,274,776,076,777,378,378,779,179,679,980,0
RP20
84,085,686,887,889,590,993,294,796,096,797,398,398,799,199,699,9100,0
RP20
109,0110,6111,8112,8114,5115,9118,2119,7121,0121,7122,3123,3123,7124,1124,6124,9125,0
Helical interpolationÂèíòîâàÿ
èíòåðïîëÿöèÿ
RampingÔðåçåðîâàíèå ñ
âðåçàíèåì
ContouringÊîíòóðíîå
ôðåçåðîâàíèå
Plunge millingÏëóíæåðíîå
ôðåçåðîâàíèå
Turn-millingÔðåçåðîâàíèå
ïîâåðõíîñòåé âðàùåíèÿ
hm - Mean undeformed chip thickness (mm), page 193 .
Ãäå: hm - ñðåäíåå ñå÷åíèå ñðåçà, ìì
Çíà÷åíèå hm äëÿ ôðåç ñ êðóãëûìè ïëàñòèíàìè âûáèðàþò ïî òàáëèöå íà ñòð. 193.
 îáùåì ñëó÷àå ïðåäåëüíûå çíà÷åíèÿ hm çàâèñÿò îò òîëùèíû ïëàñòèíû.

SKIF-M 182 ÑÊÈÔ-Ì
Technical supplement
Calculation of cutting data for ball nose finishing endmillsÍàçíà÷åíèå ðåæèìîâ ðåçàíèÿ äëÿ êîíöåâûõ ïîëóøàðîâûõ ôðåç
De=D
ap
De
ap
a
D
ap
θ
10o-15o
D
De
For determination of spindle speed it is necessary to know theeffective diameter (De), which depends from depth of cut (ap).
De= D2 - (D - 2 ap )2√ ìì (mm)
Ve =πππππ n De1000
ì/ìèí (m/min)
(m/min), where Vc = Vctablekv
kv - correction factors.
n =1000Vc
π π π π π De
Machining data:Âèäû âûïîëíÿåìûõ ðàáîò:
ôðåçåðîâàíèå êàíàâîêSlot milling
ap= 0,5D
êîïèðîâàëüíàÿ îáðàáîòêàCopy milling
ap< 0,5D
Ôðåçåðîâàíèå íàêëîííûõïîâåðõíîñòåéAngular milling
Äëÿ íàçíà÷åíèÿ ÷àñòîòû âðàùåíèÿ øïèíäåëÿ íåîáõîäèìî çíàòüýôôåêòèâíûé äèàìåòð ðåæóùåé ÷àñòè ôðåçû (De), êîòîðûéçàâèñèò îò ãëóáèíû ðåçàíèÿ (ap).
Äèàïàçîí íà÷àëüíîé ñêîðîñòè ðåçàíèÿ â çàâèñèìîñòè îòîáðàáàòûâàåìîãî ìàòåðèàëà è ìàðêè èñïîëüçóåìîãî òâåðäîãîñïëàâà ïðèâåäåí â òàáëèöå íà ñòð. 186-187.
The cutting speed recommendations see pages 186-187.
Vc = Vcòàáëkv
kv - ïîïðàâî÷íûé êîýôôèöèåíò, ó÷èòûâàþùèé îòêëîíåíèå òâåðäîñòèîáðàáàòûâàåìîãî ìàòåðèàëà îò òàáëè÷íûõ çíà÷åíèé.
Ýôôåêòèâíûé äèàìåòð ðåæóùåé ÷àñòè ôðåçû (De) ïðèçàäàííîé ãëóáèíå ðåçàíèÿ (àp) îïðåäåëÿþò ïî òàáëèöå1 èëè ïî ôîðìóëå:
Value De see on table 1 under given depth of cut (ap) or define bythe following formula.
×òîáû èñêëþ÷èòü îáðàáîòêó ñ íóëåâîé ñêîðîñòüþ ðåçàíèÿ,êîòîðàÿ èìååò ìåñòî ïðè ðàáîòå öåíòðîì ôðåçû,ðåêîìåíäóåòñÿ ïåðåìåñòèòü çîíó ðåçàíèÿ íà áîêîâûå ðåæóùèåêðîìêè ïóòåì íàêëîíà øïèíäåëÿ èëè çàãîòîâêè.
To avoid the zero cutting speed appearing at the tool centre, it isrecommended to move the cutting zone away from this area bytilting spindle or work piece.
The feed rate is specified by the following formula:Ñêîðîñòü ïîäà÷è îïðåäåëÿåòñÿ ïî ôîðìóëå:
Vf = z fz n

SKIF-M183ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
fz=D hm
De
fz=D hm
De2 - (De - 2 ae )
2√
0,2
6 8 10 12 14 16 20 25 32
2,2 2,5 2,8 3,1 3,3 3,6 4,0 4,5 5,0
D- Cutter diameter, mm / äèàìåòð ôðåçû, ìì
0,4 3,0 3,5 3,9 4,3 4,7 5,0 5,6 6,3 7,10,6 3,6 4,2 4,7 5,2 5,7 6,1 6,8 7,7 8,70,8 4,1 4,8 5,4 6,0 6,5 7,0 7,8 8,8 10,01,2 4,8 5,7 6,5 7,2 7,8 8,4 9,5 10,7 12,21,6 5,3 6,4 7,3 8,2 8,9 9,6 10,9 12,2 13,93,2 6,0 7,8 9,3 10,6 11,8 12,8 14,7 16,7 19,26,0 9,8 12,0 13,9 15,5 18,3 21,4 25,08,0 16,0 19,6 23,3 27,7
10,0 20,0 24,5 29,712,0 25,0 31,014,0 31,716,0 32,0
De, (mm) ìì
ap,(mm)ìì
150
θ
300
450
600
750
850
6 8 10 12 16 20 25
2,11,51,00,5
0,140,1
3,02,62,31,71,00,2
3,02,01,20,5
0,140,1
3,93,52,82,01,10,4
3,72,51,50,70,20,1
4,84,43,62,61,40,5
4,53,01,80,80,20,1
5,85,24,23,01,40,6
6,04,02,41,10,30,1
7,76,95,64,02,00,7
7,45,03,01,30,40,1
9,68,67,15,02,90,9
9,36,33,71,70,40,1
12,110,88,8
6,253,21,1
D- Cutter diameter, mm / äèàìåòð ôðåçû, ìì32
12,08,25,02,50,60,1
15,3414,111,58,25,03,3
6 8 10 12 16 20 25 32ap, (mm) ìì a, (mm) ìì
Dependence of the effective diameter of the milling cutter (De) from depth of cut (ap)
Çàâèñèìîñòü ýôôåêòèâíîãî äèàìåòðà ôðåçû (De) îò ãëóáèíû ðåçàíèÿ (àð)Table 1
Òàáëèöà 1
Depth of cut by angular millingÇíà÷åíèå ãëóáèíû ðåçàíèÿ ïðè ôðåçåðîâàíèè íàêëîííûõ ïîâåðõíîñòåé
Table 2Òàáëèöà 2
Ïîäà÷à íà çóá (ìì/çóá) ïðè àñèììåòðè÷íîì ðàñïîëîæåíèè ôðåçûFeed per tooth (mm/tooth) by side milling
Feed per tooth (mm/tooth) by centered position of the cutterÏîäà÷à íà çóá (ìì/çóá) ïðè ñèììåòðè÷íîì ðàñïîëîæåíèè ôðåçû
ìì/çóá (mm/z)
ìì/çóá (mm/z)
hm - Mean undeformed chip thickness page 185, mm .Çíà÷åíèå hm äëÿ ôðåç ñ ðàäèóñíûìè ïëàñòèíàìè âûáèðàþò ïî òàáëèöå íà ñòð. 185.

SKIF-M 184 ÑÊÈÔ-Ì
Technical supplement
Helical milling for insert XD...Ôðåçåðîâàíèå ïî ñïèðàëè äëÿ ïëàñòèíû XD...
Dmax/min d1
r
D
ap
aR
r = Insert radius / ðàäèóñ ïëàñòèíû
aR [o] = Maximum ramp angle (in relation to tool centre) /
ìàêñèìàëüíûé óãîë âðåçàíèÿ (îòíîñèòñÿ ê îñè ôðåçû)
ap[mm] = Pitch / øàã D x p x tan(aR)
D[mm] = Dmax - d1
Dmin - d1
Dmax[mm] = Maximum hole diameter / ìàêñèìàëüíûé äèàìåòð êàðìàíà
Dmin[mm] = Minimum hole diameter / ìèíèìàëüíûé äèàìåòð êàðìàíàDNmax
= Maximum hole diameter for non flat bottom/ ìàêñèìàëüíûé äèàìåòð êàðìàíà ñ íåðîâíûì äíîì
d1[mm]
(DNmax) r [mm]
XDHT-11 XDHT / XDHX-19
0,2 0,4 0,8 1,2 1,6 2,0 2,5 3,2 4,0 5,0 0,2 0,4 0,8 1,2 1,6 2,0 2,5 3,2 4,0 5,0
16(31)
aR [o]
DmaxDmin
9o43’
3018
9o58’
3018
9o52’
2918
9o23’
2818
8o55’
2718
8o26’
2718
7o51’
2618
7o00’
2418
6o03’
2318
18(35)
aR [o]DmaxDmin
9o21’
3422
9o08’
3422
8o43’
3322
8o18’
3222
7o53’
3122
7o28’
3122
6o56’
3022
6o11’
2822
5o20’
2722
19(37)
aR [o]
DmaxDmin
8o50’
3624
8o38’
3624
8o15’
3524
7o51’
3424
7o27’
3324
7o30’
3324
6o33’
3224
5o51’
3024
5o03’
2924
20(39)
aR [o]
DmaxDmin
8o23’
3826
8o11’
3826
7o49’
3726
7o26’
3626
7o40’
3526
6o41’
3526
6o12’
3426
5o32’
3226
4o47’
3126
22(43)
aR [o]
DmaxDmin
7o35’
4230
7o25’
4230
7o50’
4130
6o44’
4030
6o23’
3930
6o30’
3930
5o37’
3830
5o10’
3630
4o20’
3530
25(49)
aR [o]
DmaxDmin
6o39’
4836
6o30’
4836
6o12’
4736
5o54’
4636
5o36’
4536
5o18’
4536
4o55’
4436
4o23’
4236
3o47’
4136
32(63)
aR [o]
DmaxDmin
4o39’
6250
4o42’
6250
4o48’
6150
4o34’
6050
4o20’
5950
4o06’
5950
3o49’
5850
3o24’
5650
2o56’
5550
40(79)
aR [o]
DmaxDmin
3o16’
7866
3o18’
7866
3o22’
7766
3o26’
7666
3o27’
7566
3o16’
7566
3o02’
7466
2o42’
7266
2o20’
7166
50(99)
aR [o]
DmaxDmin
2o26’
9886
2o27’
9886
2o30’
9786
2o32’
9686
2o34’
9586
2o36’
9586
2o25’
9486
2o09’
9286
1o51’
9186
63(125)
aR [o]
DmaxDmin
1o42’
124112
1o43’
124112
1o44’
123112
1o45’
122112
1o47’
121112
1o48’
121112
1o50’
120112
1o42’
118112
1o28’
117112
80(159)
aR [o]
DmaxDmin
1o04’
158146
1o04’
158146
1o05’
157146
1o05’
156146
1o06’
155146
1o07’
155146
1o08’
154146
1o09’
152146
1o09’
151146
100(199)
aR [o]
DmaxDmin
0o50’
198186
0o50’
198186
0o51’
197186
0o51’
196186
0o52’
195186
0o52’
195186
0o53’
194186
0o54’
192186
0o55’
191186
Upo
n re
ques
t 2o10’
4232
2o12’
4232
2o16’
4132
2o21’
4032
2o26’
3932
2o31’
3932
2o38’
3832
2o48’
3632
3o01’
3532
1o24’
3331
7o02’
4832
7o08’
4832
7o21’
4732
7o35’
4632
7o49’
4532
8o40’
4532
8o24’
4432
8o54’
4232
9o32’
4132
6o49’
3932
4o34’
6246
4o37’
6246
4o44’
6146
4o50’
6046
4o57’
5946
5o04’
5946
5o13’
5846
5o26’
5646
5o42’
5546
3o59’
5346
3o47’
7862
3o49’
7862
3o53’
7762
3o57’
7662
4o02’
7562
4o06’
7562
4o12’
7462
4o20’
7262
4o30’
7162
3o20’
6962
3o01’
9881
3o02’
9881
3o05’
9781
3o08’
9681
3o11’
9581
3o13’
9581
3o17’
9481
3o22’
9281
3o28’
9181
2o13’
8981
2o17’
124107
2o18’
124107
2o20’
123107
2o21’
122107
2o23’
121107
2o25’
121107
2o27’
120107
2o30’
118107
2o33’
117107
1o52’
115107
158141
158141
157141
156141
155141
155141
154141
152141
151141
149141
198181
198181
197181
196181
195181
195181
194181
192181
191181
189181
Application data for pocket milling with insret XD...Ôðåçåðîâàíèå ñ âðåçàíèåì ïëàñòèíîé XD... ïðè îáðàáîòêå êàðìàíîâ
For flat botton ground / Äëÿ ïëîñêîé ïîâåðõíîñòè

SKIF-M185ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
aaaaa
r
Angled rampingÓãëîâîå âðåçàíèå
r
xmax (mm)
r 0,2-4,0D (mm)
XD11...
16 1,70
18 2,11
19 2,24
20 2,39
22 2,70
25 2,55
32 2,40
40 2,28
50 2,26
63 2,10
80 1,75
100 1,79
Axial plungingÎñåâîå âðåçàíèå
d1
xmax
XD19... XD19...xmax (mm)
r 0,2-4,0xmax (mm)
r 5,0-
-
-
-
0,70
2,23
2,12
2,38
2,54
2,61
-
-
-
-
0,28
1,45
1,39
1,53
1,57
1,86
d1
a pmax
18o 45’
16o 15’
15o 15’
14o 45’
13o 45’
10o 15’
6o 45’
4o 45’
3o 30’
2o 30’
1o 45’
1o 15’
xmax (mm)
r 0,2-4,0D (mm)
XD11...
16
18
19
20
22
25
32
40
50
63
80
100
XD19... XD19...xmax (mm)
r 0,2-4,0xmax (mm)
r 5,0-
-
-
-
3o 30’
11o 00’
6o 45’
5o 15’
4o 00’
3o 00’
-
-
-
-
1o 45’
7o 30’
4o 30’
3o 30’
2o 45’
2o 15’
In the time of non-observance of value of maximum depth of cutting atprocessing high ledges or deep pockets in the zone of transition fromone pass to another the ledges are formed. Ïðè íåñîáëþäåíèè âåëè÷èíû ìàêñèìàëüíîé ãëóáèíû ðåçàíèÿïðè îáðàáîòêå âûñîêèõ óñòóïîâ èëè ãëóáîêèõ êàðìàíîâ â çîíåïåðåõîäà îò îäíîãî ïðîõîäà ê äðóãîìó îáðàçóþòñÿ ïåðåïàäû.
Insert SKIF-MÏëàñòèíà ÑÊÈÔ-Ì
XDHX190402FR-AL
XDHX190404FR-AL
XDHX190408FR-AL
XDHX190420FR-AL
XDHX190425FR-AL
XDHX190432FR-AL
XDHX190440FR-AL
XDHX190450FR-AL
0,2
0,4
0,8
2,0
2,5
3,2
4,0
5,0
Insert radius, mmÐàäèóñ ïðè
âåðøèíå, ìì
Depth of cut up to, mmÌàêñèìàëüíàÿ ãëóáèíà
ðåçàíèÿ àå, ìì
11,8
11,6
11,2
10
9,5
8,8
8
7
Maximum depth of cut for finishingÌàêñèìàëüíàÿ ãëóáèíà ðåçàíèÿ ïðè ÷èñòîâîé îáðàáîòêå

SKIF-M 186 ÑÊÈÔ-Ì
Technical supplement
Cutting speed
The cutting speeds given on the following pages are valid for a specific material hardness. If the material being machined differs in hardness fromthose values, the recommended cutting speed must be multiplied by a factor obtained from the table kv below.
Çíà÷åíèÿ ñêîðîñòè ðåçàíèÿ äàíû äëÿ îïðåäåëåííîé òâåðäîñòè îáðàáàòûâàåìîãî ìàòåðèàëà óêàçàííîé â òàáëèöå . Ñêîðîñòü ðåçàíèÿ äëÿîáðàáîòêè ìàòåðèàëîâ, îòëè÷àþùèõñÿ ïî òâåðäîñòè, ðàññ÷èòûâàåòñÿ ïóòåì óìíîæåíèÿ òàáëè÷íûõ çíà÷åíèé íà êîýôôèöèåíò kv, âûáèðàåìûé â ñîîòâåòñòâèèñ òàáëèöåé kv.
HB HCP10
125 1 340 - 255
250
180275300350
2
3
6789
270 - 200
200 - 160
240 - 180155 - 115145 - 105140 - 100
190
180 - 135
120 - 90
225 - 160
200 - 140
225 - 160
10
11
12
13
200
325
200
240
HCP25C
Grey cast ironÑåðûé ÷óãóí
180 15
250
130
16
18
19
260
23
27
75
90
17160
230 20
90 24
100 28
250
350
300
33
34
37
Stainlesssteel and cast steelÍåðæàâåþùàÿñòàëü èñòàëüíîåëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel and caststeelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
BrinellÒâåðä.
Carbide grades / Ìàðêà òâåðäîãî ñïëàâà
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
brass, copper
bronze,electrolyte-Cu
annealed
aged
ISO
P
M
K
N
S
Materialgroups
Ãð.îáð. HCP25
350 - 235
270 - 170
160 - 130
240 - 165170 - 115160 - 100135 - 90
180 - 120
95 - 60
230 - 155
200 - 130
230 - 155
HCP25C
350 - 210
320 - 170
280 - 150
250 - 150210 - 140200 - 120180 - 100
210 - 140
170 - 100
190 - 140
170 - 100
200 - 110
HCP25U
350 - 210
320 - 170
280 - 150
250 - 150210 - 140200 - 120180 - 100
210 - 140
170 - 100
190 - 140
170 - 100
200 - 110
HCP35 HCP35U HCP35D
180 - 140
150 - 125
100 - 80
160 - 120140 - 90120 - 80100 - 70
80 - 60
70 - 55
220 - 130
200 - 80
HCP30U
290 - 160
260 - 135
220 - 115
235 - 145195 - 130170 - 110150 - 95
180 - 100
145 - 70
180 - 140
155 - 100
185 - 125
Cutting speed vc (m/min) / Ñêîðîñòü ðåçàíèÿ vc (ì/ìèí)230 - 110
200 - 100
160 - 80
220 - 140180 - 120140 - 100120 - 90
150 - 60
120 - 40
170 - 140
140 - 100
170 - 140
280 - 200
250 - 170
220 - 150
200 - 140180 - 130170 - 115160 - 100
160 - 100
140 - 90
180 - 130
150 - 90
140 - 70
HCP25U
220 - 160
170 - 100
180 - 90
180 - 90
200 - 100
160 - 80
HCS30 HCS35
40 - 25
35 - 15
50 - 30
HCM40 HCK10
40 - 25
35 - 15
HCP35D
35 - 25
30 - 20
70 - 25
350 - 180
280 - 140
200 - 100
320 - 150
250 - 130
250 - 120
220 - 160
170 - 100
180 - 90
180 - 90
200 - 100
160 - 80
235 - 170 200 - 120 210 - 120 210 - 120 130 - 100 175 - 120140 - 120130 - 70
195 - 140 110 - 60 120 - 80130 - 100110 - 60
155 - 115 140 - 80 130 - 70 100 - 6570 - 60130 - 70
130 25 (Si>12%)
non hardened (Si<12%)
2160100 22
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
HCK20
40 - 25
35 - 15
50 - 20
220 - 110
200 - 100
120 - 60
330 - 180
140 - 70
290 - 160
270 - 175
205 - 135
145 - 100
240 - 160
155 - 110
190 - 125
14.1180austenitic
14.2260austenitic/ferritic
14.3200ferritic/martensitic
14.4330martensitic/austenitic
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
àóñòåíèòíàÿ
àóñòåíèòíî-ôåððèòíàÿ
ôåððèòíî-ìàðòåíñèòíàÿ
ìàðòåíñèòíî-àóñòåíèòíàÿ
Áðîíçà,
70 - 25 45 - 20

SKIF-M187ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
Non-alloy steel / Óãëåðîäèñòàÿ ñòàëüLow -alloy steel / Ëåãèðîâàííàÿ ñòàëüHigh-alloy steel / Âûñîêîëåãèðîâàííàÿ ñòàëüStainless steel / Íåðæàâåþùàÿ ñòàëüCast steel / Ñòàëüíîå ëèòüå
Nodular cast iron / Âûñîêîïðî÷íûé ÷óãóíGrey cast iron / Ñåðûé ÷óãóí
Malleable cast iron / Êîâêèé ÷óãóí
Heat resistant alloys / Æàðîïðî÷íûå ñïëàâû
1 - 36 - 9
10 - 1112 - 14
19 - 2015 - 1617 - 1833 - 34
-1,26
------
1,26
-1,18
---
1,14---
-1,21,211,211,311,081,251,071,11
1,071,051,101,101,131,031,101,03
-
1,01,01,01,01,01,01,01,01,0
0,950,940,910,910,870,960,920,97
-
0,900,910,840,850,800,920,860,950,90
-0,860,790,790,73
-0,800,93
-
-0,83
-0,75
---
0,910,82
- 80 - 60 - 40 - 20 0 + 20 + 40 + 60 + 80
Óìåíüøåíèå òâåðäîñòè Óâåëè÷åíèå òâåðäîñòèTable Òàáëèöà kv
Correction factors kv / Êîýôôèöèåíò kv
MaterialgroupsÃðóïïà
îáðàáàòû-âàåìîñòè
Workpiece materialÎáðàáàòûâàåìûé ìàòåðèàë
Reduced hardness Increased hardness
Âûáîð ñêîðîñòè ðåçàíèÿ
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
brass, copper
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
hardened
non hardened
austenitic
austenitic/ferritic
ferritic/martensitic
martensitic/austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
ôåððèòíî-ïåðë.
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåí.
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàë.
çàêàëåííûå
íåçàêàëèâàåìûå
àóñòåíèòíàÿ
àóñòåí.-ôåððèò.
ôåððèòí-ìàðòåíñ.
ìàðòåíñèò.-àóñò.
Áðîíçà,
HWP20
125 1 220 - 180
250
180275300350
23
6789
200 - 140180 - 120
180 - 120170 - 110170 - 110160 - 100
190
160 - 100
150 - 90
10
11
12
13
14.1
200
325
200
240
180
180 15
250
130
16
18
19
260
23
27
75
90
17160
230 20
90 24
100 28
250
350
300
33
34
37
ISO
P
M
K
N
S
HWP25
220 - 180160 - 120130 - 90
160 - 120120 - 90100 - 7090 - 50
140 - 100
90 - 50
150 - 110
130 - 90
120 - 70
HWP30
200 - 120130 - 8090 - 60
135 - 8590 - 6090 - 6085 - 50
120 - 75
65 - 40
160 - 100
95 - 65
160 - 100
HWP35
180 - 120130 - 90110 - 70
130 - 90100 - 7080 - 5570 - 40
120 - 80
70 - 45
130 - 80
110 - 70
100 - 50
HWP40
135 - 85125 - 8080 - 55
95 - 6565 - 4065 - 4060 - 35
80 - 55
45 - 30
80 - 55
45 - 30
130 - 80
HCN10
220 - 180
180 - 140
180 - 120
220 - 180
220 - 150
200 - 150
HWK10
155 - 80
115 - 65
105 - 70
160 - 110
110 - 80
135 - 90
HWK15
160 - 100
120 - 80
100 - 55
140 - 90
140 - 90
110 - 55
HWK20
24 - 16
20 - 12
HWN15
150 - 90
130 - 80
150 - 90
160 - 100
160 - 110
150 - 70
35 - 30
12 - 10
45 - 2050 - 30
14.2260
95 - 55 150 - 90 80 - 40 120 - 75
14.3200
75 - 45 60 - 30 60 - 37
14.4330 60 - 35 80 - 25 50 - 25 70 - 45
130 25
2160
100 22
HWS30
2000 - 400
1000 - 200
2000 - 400
800 - 150
1200 - 200
5000 - 300
5000 - 200
680 - 590
340 - 295
610 - 520
340 - 295
270 - 230
680 - 590
610 - 520
1000 - 600
400 - 180
800 - 500
300 - 120
500 - 250
1000 - 600
500 - 300
110 - 65
80 - 45
60 - 40
85 - 60
70 - 45
70 - 45
40 - 35
14 - 10
50 - 20
2000 - 200
1000 - 250
1800 - 200
400 - 150
5000 - 200
5000 - 200
40 - 35
14 - 10
50 - 30
110 - 65
80 - 45
60 - 40
85 - 60
70 - 45
70 - 45
HB
BrinellÒâåðä.
Grey cast ironÑåðûé ÷óãóí
Stainlesssteel and cast steelÍåðæàâåþùàÿñòàëü èñòàëüíîåëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel and caststeelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
Carbide grades / Ìàðêà òâåðäîãî ñïëàâà
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
Materialgroups
Ãð.îáð.
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è Cutting speed vc (m/min) / Ñêîðîñòü ðåçàíèÿ vc (ì/ìèí)
70 - 30
HCM35
265 - 165
225 - 135
165 - 95
225 - 155195 - 115185 - 105165 - 95
205 - 125
145 - 95
225 - 115
185 - 95
255 - 95
165 - 105
105 - 55
185 - 65
HCM40
260 - 160
220 - 130
160 - 90
220 - 150190 - 110180 - 100160 - 90
200 - 120
140 - 90
220 - 110
180 - 90
250 - 90
160 - 100
100 - 50
180 - 60

SKIF-M 188 ÑÊÈÔ-Ì
Technical supplement
Definition of feed rates facemills and endmillsÐåêîìåíäóåìûå çíà÷åíèÿ ïîäà÷ äëÿ òîðöîâûõ è êîíöåâûõ ôðåç
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
brass, copper
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
S
N
125 1
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
0,08-0,20
0,08-0,20
0,08-0,17
0,07-0,18
0,07-0,18
0,07-0,15
0,07-0,15
0,06-0,15
0,06-0,12
0,05-0,15
0,05-0,15
0,06-0,15
0,08-0,20
0,08-0,20
0,08-0,200,06-0,15
0,08-0,200,06-0,15
0,05-0,20
0,05-0,14
0,05-0,10
0,04-0,10
0,05-0,12
MT245..SD12, MT245K..SD12, MT245..SD09,MT290..SD09, MT290K..SD09, MT245..OF, MT193Z...SD12 MT245K...OF, MT290..SD12, MT290K..SD12, MT275..AD15, MT290..AD15, MT290K..AD15
21
27
60
90
100 22
100 28
237590 24130 25
0,05-0,20
MT245, MT290,MT290K, MT245K
...SD09, ...OF
0,08-0,40
0,08-0,40
0,08-0,33
0,08-0,35
0,08-0,35
0,08-0,30
0,08-0,30
0,08-0,35
0,08-0,26
0,08-0,30
0,08-0,30
0,08-0,30
0,08-0,40
0,08-0,40
0,12-0,350,08-0,23
0,12-0,350,08-0,23
0,08-0,30
0,07-0,23
0,05-0,12
0,04-0,12
0,05-0,15
0,08-0,30
MT245..SD12MT245K..SD12
0,10-0,30
0,10-0,34
0,10-0,28
0,10-0,30
0,10-0,28
0,10-0,28
0,08-0,20
0,08-0,28
0,08-0,22
0,08-0,25
0,08-0,25
0,07-0,25
0,09-0,34
0,09-0,34
0,09-0,340,09-0,34
0,09-0,340,09-0,34
0,08-0,25
0,08-0,25
0,08-0,20
0,05-0,14
0,05-0,14
0,04-0,14
MT275..AD15MT290..AD15
MT290K..AD15
MT290..SD12MT290K..SD12MT193Z...SD12
0,08-0,30
0,08-0,30
0,08-0,25
0,08-0,25
0,08-0,25
0,08-0,22
0,07-0,22
0,07-0,22
0,07-0,20
0,07-0,22
0,07-0,22
0,06-0,22
0,10-0,30
0,10-0,30
0,10-0,300,08-0,20
0,10-0,300,08-0,20
0,08-0,25
0,08-0,25
0,07-0,23
0,05-0,12
0,04-0,12
0,05-0,15
Feed/tooth (mm/tooth) / Ïîäà÷à íà çóá (ìì/çóá)HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è
Áðîíçà,

SKIF-M189ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
brass, copper
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
MT115, MT215, MT260...SN25, MT290...XN12, MT260...SN12, MT260K...SN12
S
N
125 1
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
0,6-3,17
0,6-3,17
0,6-3,17
0,6-3,17
0,6-3,17
0,4-3,00
0,4-3,00
0,4-2,50
0,32-2,5
0,4-2,50
0,32-2,5
0,32-2,5
0,8-3,17
0,8-2,50
0,8-3,17
0,8-2,50
0,8-3,17
0,8-2,50
21
27
60
90
100 22
100 28
237590 24
130 25
MT215..ZD10MT115..ZD10
0,20-0,80
0,20-0,80
0,20-0,60
0,20-0,65
0,20-0,65
0,20-0,50
0,15-0,50
0,15-0,45
0,15-0,45
0,10-0,45
0,10-0,45
0,10-0,45
0,20-0,80
0,20-0,80
0,20-0,80
0,15-0,60
0,20-0,80
0,15-0,60
MT260..SN12MT260K..SN12
MT260..SN25 MT290K..XN12
0,20-0,50
0,20-0,50
0,20-0,40
0,20-0,35
0,20-0,35
0,20-0,30
0,15-0,30
0,15-0,30
0,15-0,28
0,10-0,30
0,10-0,30
0,10-0,30
0,20-0,50
0,20-0,50
0,20-0,50
0,15-0,40
0,20-0,50
0,15-0,40
0,20-1,00
0,20-1,00
0,20-0,80
0,20-0,80
0,20-0,80
0,20-0,65
0,15-0,65
0,15-0,65
0,15-0,50
0,10-0,50
0,10-0,50
0,10-0,50
0,30-1,00
0,30-1,00
0,30-1,00
0,20-0,75
0,30-1,00
0,20-0,75
Feed/tooth (mm/tooth) / Ïîäà÷à íà çóá (ìì/çóá)HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è
Áðîíçà,
MT115..ZP05MT115..ZP06
0,6-1,00
0,6-1,00
0,6-1,00
0,6-1,00
0,6-1,00
0,4-0,90
0,4-0,90
0,4-0,80
0,32-0,7
0,32-0,7
0,32-0,7
0,32-0,7
0,8-1,00
0,8-1,00
0,8-1,00
0,8-1,00
0,8-1,00
0,8-1,00
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü

SKIF-M 190 ÑÊÈÔ-Ì
Technical supplement
Definition of feed rates facemills and square shoulder facemillsÐåêîìåíäóåìûå çíà÷åíèÿ ïîäà÷ äëÿ òîðöîâûõ è êîíöåâûõ ôðåç
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
MT275...AP10, MT290...AP10, MT190Z...AP10MT190...AP10, MT190...SD09, MT190B, MT190...XO06
S
N
125 1
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
21
27
60
90
100 22
100 28
237590 24
130 25
10-14 16-20
MT190..AP10 (XO06), MT190Z..AP10, MT190..SD09, MT190B
25-50Diameter (mm) / Äèàìåòð ôðåçû(ìì)
0,07-0,18
0,07-0,20
0,05-0,16
0,06-0,18
0,06-0,16
0,06-0,16
0,05-0,12
0,06-0,16
0,06-0,12
0,06-0,14
0,06-0,14
0,06-0,14
0,08-0,20
0,08-0,20
0,08-0,20
0,08-0,20
0,08-0,20
0,08-0,20
0,05-0,11
0,05-0,10
0,04-0,08
0,05-0,10
0,05-0,08
0,05-0,08
0,04-0,08
0,04-0,08
0,04-0,06
0,04-0,08
0,04-0,08
0,04-0,08
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,03-0,06
0,03-0,06
0,03-0,06
0,03-0,05
0,03-0,05
0,025-0,04
0,04-0,08
0,04-0,06
0,04-0,07
0,04-0,07
0,04-0,07
0,03-0,06
0,03-0,06
0,03-0,06
0,03-0,06
0,03-0,06
0,03-0,06
0,03-0,05
0,03-0,05
0,03-0,05
0,03-0,05
0,04-0,10
0,04-0,10
0,04-0,08
0,03-0,06
0,03-0,06
0,03-0,06
0,06-0,15
0,06-0,15
0,06-0,12
0,05-0,08
0,05-0,08
0,05-0,09
0,06-0,15
0,06-0,17
0,05-0,14
0,06-0,12
0,06-0,10
0,06-0,10
0,06-0,09
0,05-0,12
0,05-0,10
0,05-0,12
0,05-0,12
0,05-0,12
0,12-0,35
0,12-0,35
0,12-0,35
0,08-0,23
0,12-0,35
0,08-0,23
0,08-0,15
0,08-0,15
0,07-0,12
0,04-0,06
0,04-0,06
0,04-0,07
MT275..AP10MT290..AP10
Feed/tooth (mm/tooth) / Ïîäà÷à íà çóá (ìì/çóá)HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.ConditionMaterial &
CîñòîÿíèåÍàèìåíîâàíèå è
brass, copper
Áðîíçà,

SKIF-M191ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
MT145F...SD09, MT190...AD15, MT190T, MT145...OF05, MT190Z...AD15
S
N
125 1
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
21
27
60
90
100 22
100 28
237590 24
130 25
MT190T...CC06
MT190T...SD09MT145..OF05
0,03-0,06
0,03-0,06
0,03-0,05
0,03-0,06
0,03-0,05
0,03-0,05
0,025-0,04
0,03-0,05
0,025-0,04
0,03-0,05
0,03-0,05
0,03-0,05
0,03-0,06
0,03-0,06
0,03-0,060,03-0,06
0,03-0,06
0,03-0,06
0,05-0,11
0,05-0,10
0,04-0,08
0,05-0,10
0,05-0,08
0,05-0,08
0,04-0,08
0,04-0,08
0,04-0,06
0,04-0,08
0,04-0,08
0,04-0,08
0,05-0,12
0,05-0,12
0,05-0,120,05-0,12
0,05-0,12
0,05-0,12
0,04-0,10
0,04-0,10
0,04-0,08
0,03-0,06
0,03-0,06
0,03-0,06
MT145F..SD09MT190..AD15
MT190T...SD12MT190Z...AD15
0,08-0,24
0,08-0,24
0,07-0,20
0,10-0,30
0,10-0,28
0,10-0,28
0,08-0,20
0,08-0,28
0,08-0,22
0,08-0,25
0,08-0,25
0,07-0,20
0,08-0,24
0,08-0,24
0,08-0,240,08-0,24
0,08-0,24
0,08-0,24
0,08-0,20
0,08-0,20
0,07-0,20
0,05-0,12
0,04-0,12
0,04-0,12
0,07-0,18
0,07-0,20
0,05-0,16
0,06-0,18
0,06-0,16
0,06-0,16
0,05-0,12
0,06-0,16
0,06-0,12
0,06-0,14
0,06-0,14
0,06-0,14
0,08-0,20
0,08-0,20
0,08-0,200,08-0,20
0,08-0,20
0,08-0,20
0,06-0,15
0,06-0,12
0,05-0,08
0,05-0,08
0,05-0,09
0,06-0,15
HB
BrinellÒâåðä.
brass, copper
Áðîíçà,
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
Feed/tooth (mm/tooth) / Ïîäà÷à íà çóá (ìì/çóá)
Materialgroups
Ãð.îáð.ConditionMaterial &
CîñòîÿíèåÍàèìåíîâàíèå è

SKIF-M 192 ÑÊÈÔ-Ì
Technical supplement
Definition of feed rates long edge spiral flute endmillsÐåêîìåíäóåìûå çíà÷åíèÿ ïîäà÷ äëÿ òîðöîâî-öèëèíäðè÷åñêèõ ôðåç
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûåñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
brass, copper
Áðîíçà,
S
N
125 1
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
21
27
60
90
100 22
100 28
237590 24
130 25
MT190L, MT290L, MT190LB
16-25SP06, AP10
Diameter (mm) Äèàìåòð (ìì) MT190L, MT290L MT190LBSP06
MT190LB..SD0925-63
SP06, AP1050-125SD12
0,09-0,18
0,09-0,18
0,07-0,16
0,08-0,16
0,08-0,14
0,08-0,14
0,08-0,12
0,07-0,16
0,07-0,12
0,07-0,15
0,07-0,15
0,07-0,15
0,09-0,20
0,09-0,20
0,09-0,20
0,09-0,20
0,09-0,20
0,09-0,20
0,07-0,12
0,07-0,12
0,05-0,10
0,05-0,12
0,05-0,10
0,05-0,10
0,04-0,08
0,05-0,10
0,05-0,08
0,05-0,09
0,05-0,09
0,05-0,09
0,07-0,14
0,07-0,14
0,07-0,14
0,07-0,14
0,07-0,14
0,07-0,14
0,05-0,10
0,05-0,10
0,04-0,10
0,04-0,08
0,04-0,08
0,04-0,06
0,04-0,08
0,04-0,06
0,04-0,07
0,04-0,07
0,04-0,07
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,04-0,08
0,04-0,10
0,04-0,10
0,04-0,08
0,05-0,15
0,05-0,15
0,05-0,14
0,05-0,09
0,05-0,09
0,05-0,09
0,07-0,18
0,04-0,07
0,04-0,07
0,04-0,07
0,05-0,10
0,05-0,10
0,04-0,10
0,04-0,08
0,04-0,08
0,04-0,06
0,04-0,08
0,04-0,06
0,04-0,07
0,04-0,07
0,04-0,07
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,04-0,08
0,04-0,10
0,04-0,10
0,04-0,08
0,04-0,07
0,04-0,07
0,04-0,07
0,07-0,12
0,07-0,12
0,05-0,10
0,05-0,12
0,05-0,10
0,05-0,10
0,04-0,08
0,05-0,10
0,05-0,08
0,05-0,09
0,05-0,09
0,05-0,09
0,07-0,14
0,07-0,14
0,07-0,14
0,07-0,14
0,07-0,14
0,07-0,14
0,05-0,15
0,05-0,15
0,05-0,14
0,05-0,09
0,05-0,09
0,05-0,09
0,07-0,20
0,07-0,20
D/ ae4,5
40 20 10 5 2,5 1
4 3 2 1,5 1 0,7
50
f
Feed/tooth (mm/tooth) / Ïîäà÷à íà çóá (ìì/çóá)
When edging (side milling) multiply the fz for full slot milling (see table above) by the correction factor f depending on the radial depth of cut ratio,achieve (D/ae) to the correct feed. Ïðè íàçíà÷åíèè ïîäà÷è íà çóá íåîáõîäèìî òàáëè÷íîå ýíà÷åíèå ïîäà÷è íà çóá óìíîæèòü íà êîýôôèöèåíò f, êîòîðûé îïðåäåëÿåòñÿ ïî ïðèâåäåííîéíèæå òàáëèöå â çàâèñèìîñòè îò ñîîòíîøåíèÿ äèàìåòðà ðåæóùåé ÷àñòè ôðåçû ê øèðèíå ôðåçåðîâàíèÿ ( D/ae ).
HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è

SKIF-M193ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
Definition of feed rates facemills and endmills with round insertsÐåêîìåíäóåìûå çíà÷åíèÿ ñðåäíåãî ñå÷åíèÿ ñðåçà hm äëÿ êîíöåâûõ èòîðöîâûõ ôðåç ñ êðóãëûìè ïëàñòèíàìè
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copper alloysÌåäü è ìåäíûå ñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
brass, copperÁðîíçà,
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
S
N
125 1 0,06-0,10
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
Diameter (mm) Íîìèíàëüíûé äèàìåòð ôðåçû D (ìì)ISO
P
M
K
10-12RD05
0,06-0,10
0,05-0,08
Mean undeformed chip thickness hm, mmÑðåäíåå ñå÷åíèå ñðåçà hm, ìì
16-20RD08, RP10
25-32RP12, RP16
50-500 RP12, RP16
0,05-0,09
0,05-0,08
0,05-0,08
0,05-0,07
0,05-0,08
0,05-0,07
0,05-0,07
0,05-0,07
0,05-0,07
0,06-0,10
0,06-0,10
0,06-0,10
0,06-0,16
0,06-0,160,06-0,16
0,04-0,12
0,04-0,10
0,04-0,10
0,08-0,12
0,08-0,12
0,06-0,10
0,06-0,11
0,06-0,10
0,06-0,10
0,06-0,08
0,06-0,10
0,06-0,08
0,06-0,08
0,06-0,08
0,06-0,08
0,08-0,12
0,08-0,12
0,08-0,12
0,08-0,12
0,08-0,120,08-0,12
0,04-0,12
0,04-0,10
0,04-0,12
0,10-0,15
0,10-0,15
0,08-0,12
0,08-0,14
0,08-0,12
0,08-0,12
0,08-0,10
0,08-0,12
0,08-0,10
0,08-0,10
0,08-0,10
0,08-0,10
0,10-0,15
0,10-0,15
0,08-0,12
0,08-0,12
0,10-0,150,10-0,15
0,04-0,14
0,04-0,12
0,04-0,12
0,10-0,30
0,10-0,30
0,10-0,30
0,10-0,30
0,10-0,30
0,10-0,28
0,10-0,28
0,08-0,30
0,08-0,25
0,08-0,25
0,08-0,25
0,07-0,25
0,10-0,45
0,10-0,45
0,10-0,45
0,08-0,30
0,10-0,450,10-0,30
0,04-0,25
0,04-0,20
0,04-0,14
MT100, M200, M200K
MT100 MT200, MT200K
23
27
75
90
90 24
100 28
130 25
2160100 22
0,04-0,10 0,04-0,10 0,04-0,12 0,04-0,14
HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
austeniticàóñòåíèòíàÿ

SKIF-M 194 ÑÊÈÔ-Ì
Technical supplement
Definition of feed rates ball nose endmillsÐåêîìåíäóåìûå çíà÷åíèÿ ñðåäíåãî ñå÷åíèÿ ñðåçà hm äëÿ êîíöåâûõïîëóøàðîâûõ ôðåç
S
N
125 1 0,06-0,10
250
180275
300
350
2
3
67
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
Diameter (mm) Äèàìåòð èíñòðóìåíòà, ììISO
P
M
K
16
0,06-0,10
0,05-0,08
20 25 32 40 50
0,05-0,090,05-0,08
0,05-0,08
0,05-0,07
0,05-0,08
0,05-0,07
0,05-0,07
0,05-0,07
0,05-0,07
0,06-0,10
0,06-0,10
0,06-0,100,06-0,16
0,06-0,16
0,06-0,16
0,03-0,10
0,03-0,08
0,03-0,10
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
0,06-0,10
0,06-0,10
0,05-0,08
0,05-0,090,05-0,08
0,05-0,08
0,05-0,07
0,05-0,08
0,05-0,07
0,05-0,07
0,05-0,07
0,05-0,07
0,06-0,10
0,06-0,10
0,06-0,100,06-0,16
0,06-0,16
0,06-0,16
0,03-0,10
0,03-0,08
0,03-0,10
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
0,08-0,12
0,08-0,12
0,06-0,10
0,06-0,110,06-0,10
0,06-0,10
0,06-0,08
0,06-0,10
0,06-0,08
0,06-0,08
0,06-0,08
0,06-0,08
0,08-0,12
0,08-0,12
0,08-0,120,08-0,12
0,08-0,12
0,08-0,12
0,03-0,10
0,03-0,08
0,03-0,10
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
0,08-0,12
0,08-0,12
0,06-0,10
0,06-0,110,06-0,10
0,06-0,10
0,06-0,08
0,06-0,10
0,06-0,08
0,06-0,08
0,06-0,08
0,06-0,08
0,08-0,12
0,08-0,12
0,08-0,120,08-0,12
0,08-0,12
0,08-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,04-0,12
0,04-0,12
0,04-0,08
0,10-0,15
0,10-0,15
0,08-0,12
0,08-0,140,08-0,12
0,08-0,12
0,08-0,10
0,08-0,12
0,08-0,10
0,08-0,10
0,08-0,10
0,08-0,10
0,10-0,15
0,10-0,15
0,08-0,120,08-0,12
0,10-0,15
0,10-0,15
0,15-0,50
0,15-0,50
0,15-0,50
0,15-0,50
0,04-0,12
0,04-0,12
0,04-0,1
0,10-0,15
0,10-0,15
0,08-0,12
0,08-0,140,08-0,12
0,08-0,12
0,08-0,10
0,08-0,12
0,08-0,10
0,08-0,10
0,08-0,10
0,08-0,10
0,10-0,15
0,10-0,15
0,08-0,120,08-0,12
0,10-0,15
0,10-0,15
0,15-0,50
0,15-0,50
0,15-0,50
0,15-0,50
0,04-0,12
0,04-0,12
0,04-0,1
MT100L MT100LX
0,06-0,10
0,06-0,10
0,05-0,08
0,05-0,090,05-0,08
0,05-0,08
0,05-0,07
0,05-0,08
0,05-0,07
0,05-0,07
0,05-0,07
0,05-0,07
0,06-0,10
0,06-0,10
0,06-0,100,06-0,16
0,06-0,16
0,06-0,16
0,03-0,10
0,03-0,08
0,03-0,10
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
12
23
27
75
90
90 24
100 28
130 25
2160
100 22
0,03-0,100,03-0,08
0,03-0,100,03-0,08
0,03-0,100,03-0,08
0,05-0,120,05-0,12
0,15-0,500,15-0,50
0,15-0,500,15-0,50
0,03-0,100,03-0,08
0,03-0,08 0,03-0,08 0,03-0,08 0,05-0,12 0,15-0,50 0,15-0,500,03-0,08
Mean undeformed chip thickness hm, mmÑðåäíåå ñå÷åíèå ñðåçà hm, ìì
HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûå ñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
brass, copperÁðîíçà,

SKIF-M195ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
Definition of feed rates ball nose finishing endmillsÐåêîìåíäóåìûå çíà÷åíèÿ ñðåäíåãî ñå÷åíèÿ ñðåçà hm äëÿ êîíöåâûõïîëóøàðîâûõ ôðåç äëÿ ÷èñòîâîãî ôðåçåðîâàíèÿ
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûå ñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
brass, copper
Áðîíçà,
S
N
125 1 0,03-0,08
250
180
275300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
6
0,03-0,08
0,03-0,06
8 10 12 16 20 25 32
0,03-0,08
0,03-0,08
0,03-0,06
0,03-0,06
0,03-0,08
0,03-0,06
0,03-0,08
0,03-0,06
0,03-0,06
0,03-0,1
0,03-0,08
0,03-0,10,03-0,08
0,03-0,1
0,03-0,08
0,03-0,1
0,03-0,08
0,03-0,1
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
0,03-0,08
0,03-0,08
0,03-0,06
0,03-0,08
0,03-0,08
0,03-0,06
0,03-0,06
0,03-0,08
0,03-0,06
0,03-0,08
0,03-0,06
0,03-0,06
0,03-0,1
0,03-0,08
0,03-0,10,03-0,08
0,03-0,1
0,03-0,08
0,03-0,1
0,03-0,08
0,03-0,1
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
0,03-0,08
0,03-0,08
0,03-0,06
0,03-0,08
0,03-0,08
0,03-0,06
0,03-0,06
0,03-0,08
0,03-0,06
0,03-0,08
0,03-0,06
0,03-0,06
0,03-0,1
0,03-0,08
0,03-0,10,03-0,08
0,03-0,1
0,03-0,08
0,03-0,1
0,03-0,08
0,03-0,1
0,03-0,08
0,03-0,08
0,03-0,08
0,02-0,08
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,10
0,04-0,12
0,04-0,10
0,04-0,12
0,04-0,10
0,04-0,08
0,04-0,14
0,04-0,14
0,04-0,140,04-0,14
0,04-0,14
0,04-0,14
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,04-0,12
0,04-0,12
0,04-0,08
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,10
0,04-0,12
0,04-0,10
0,04-0,12
0,04-0,10
0,04-0,08
0,04-0,14
0,04-0,14
0,04-0,140,04-0,14
0,04-0,14
0,04-0,14
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,04-0,12
0,04-0,12
0,04-0,1
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,10
0,04-0,12
0,04-0,10
0,04-0,12
0,04-0,10
0,04-0,08
0,04-0,14
0,04-0,14
0,04-0,140,04-0,14
0,04-0,14
0,04-0,14
0,05-0,12
0,05-0,12
0,05-0,12
0,05-0,12
0,04-0,12
0,04-0,12
0,04-0,1
0,04-0,20
0,04-0,18
0,04-0,15
0,04-0,20
0,04-0,18
0,04-0,18
0,04-0,15
0,04-0,20
0,04-0,15
0,04-0,15
0,04-0,12
0,04-0,1
0,08-0,3
0,08-0,25
0,08-0,30,08-0,25
0,08-0,3
0,08-0,25
0,15-0,5
0,15-0,5
0,15-0,5
0,15-0,5
0,04-0,12
0,04-0,12
0,04-0,1
0,04-0,20
0,04-0,18
0,04-0,15
0,04-0,20
0,04-0,18
0,04-0,18
0,04-0,15
0,04-0,20
0,04-0,15
0,04-0,15
0,04-0,12
0,043-0,1
0,08-0,3
0,08-0,25
0,08-0,30,08-0,25
0,08-0,3
0,08-0,25
0,15-0,5
0,15-0,5
0,15-0,5
0,15-0,5
0,04-0,12
0,04-0,12
0,04-0,1
MT100LS
23
27
75
90
90 24
100 28
130 25
2160
100 22
0,03-0,10,03-0,08
0,03-0,10,03-0,08
0,03-0,10,03-0,08
0,05-0,120,05-0,12
0,05-0,120,05-0,12
0,05-0,120,05-0,12
0,15-0,50,15-0,5
0,15-0,50,15-0,5
0,03-0,08 0,03-0,08 0,03-0,08 0,05-0,12 0,05-0,12 0,05-0,12 0,15-0,5 0,15-0,5
HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.ConditionMaterial &
CîñòîÿíèåÍàèìåíîâàíèå è
Diameter (mm) Äèàìåòð èíñòðóìåíòà, ìì
Mean undeformed chip thickness hm, mmÑðåäíåå ñå÷åíèå ñðåçà hm, ìì

SKIF-M 196 ÑÊÈÔ-Ì
Technical supplement
Grey cast ironÑåðûé ÷óãóí
Nodular cast ironÂûñîêîïðî÷íûé÷óãóí
Malleable cast ironÊîâêèé ÷óãóí
Aluminium cast alloysÀëþìèíèåâûåëèòûå ñïëàâû
Copper and copperalloysÌåäü è ìåäíûå ñïëàâû
Heat resistant alloysÆàðîïðî÷íûå ñïëàâû
Titanium alloysÒèòàíîâûå ñïëàâû
ferritic/perlitic
perlitic
ferritic
perlitic
ferritic
perlitic
hardened (Si<12%)
bronze,electrolyte-Cu
annealed
aged
(Si>12%)
non hardened (Si<12%)
Aluminium wrought alloysÀëþìèíèåâûåäåôîðìèð. ñïëàâû hardened
non hardened
ôåððèòíî-ïåðëèòíàÿ
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
ôåððèòíûé
ïåðëèòíûé
çàêàëåííûå
Ëàòóíü, ëèòàÿ ìåäü
ýëåòðîëèò. ìåäü
îòîææåííûå
ïîñëå ñòàðåíèÿ
íåçàêàëèâàåìûå
çàêàëåííûå
íåçàêàëèâàåìûå
Stainlesssteel and cast steelÍåðæàâåþùàÿ ñòàëü èñòàëüíîå ëèòüå
Stainless steel andcast steelÍåðæàâåþùàÿ ñòàëüè ñòàëüíîå ëèòüå
High-alloy steel andcast steelÂûñîêîëåãèðîâàííàÿñòàëü è ñòàëüíîå ëèòüå
Low -alloy steelÍèçêîëåãèðîâàííàÿñòàëü
Non-alloy steelÍåëåãèðîâàííàÿñòàëü
martensitic
ferritic
heat treated
annealed
heat treated
heat treated
heat treated
annealed
heat treated
annealed
annealed
austenitic
ìàðòåíñèòíàÿ
ôåððèòíàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
óëó÷øåííàÿ
îòîææåííàÿ
îòîææåííàÿ
àóñòåíèòíàÿ
brass, copper
Áðîíçà,
MT390K...-N, MT390K...R/L, MT389
S
N
125 1
250
180
275
300
350
2
3
6
7
8
9
190
10
11
12
13
14
200
325
200
240
180
180 15
250
130
16
18
19
260
17160
230 20
250
350
300
33
34
37
ISO
P
M
K
CC06... SD09...MT390K...
TP22, SD12, AD15
0,03-0,10
0,03-0,11
0,03-0,09
0,03-0,09
0,03-0,08
0,04-0,15
0,04-0,15
0,03-0,11
0,03-0,10
0,08-0,18
0,08-0,20
0,06-0,16
0,07-0,16
0,07-0,14
0,07-0,14
0,07-0,12
0,06-0,15
0,06-0,12
0,06-0,12
0,06-0,10
0,06-0,10
0,08-0,20
0,08-0,20
0,08-0,20
0,08-0,15
0,08-0,20
0,06-0,15
0,05-0,15
0,05-0,15
0,05-0,14
0,05-0,14
0,05-0,10
0,04-0,10
0,04-0,10
0,08-0,30
0,08-0,25
0,06-0,20
0,07-0,20
0,07-0,18
0,07-0,18
0,07-0,15
0,06-0,15
0,06-0,12
0,06-0,15
0,06-0,12
0,06-0,15
0,12-0,35
0,12-0,35
0,12-0,35
0,08-0,23
0,12-0,35
0,08-0,23
0,08-0,20
0,08-0,20
0,08-0,17
0,07-0,18
0,07-0,18
0,07-0,15
0,05-0,15
0,06-0,15
0,06-0,12
0,05-0,15
0,05-0,15
0,06-0,15
0,08-0,20
0,08-0,20
0,08-0,20
0,06-0,15
0,08-0,20
0,06-0,15
0,05-0,20
0,05-0,20
0,05-0,14
0,05-0,14
0,05-0,10
0,04-0,10
0,04-0,10
0,08-0,30
0,08-0,30
0,08-0,25
0,08-0,25
0,08-0,25
0,08-0,22
0,07-0,22
0,08-0,22
0,08-0,20
0,08-0,22
0,08-0,20
0,08-0,22
0,10-0,30
0,10-0,30
0,10-0,30
0,08-0,20
0,10-0,30
0,08-0,20
0,08-0,25
0,08-0,25
0,07-0,23
0,07-0,23
0,05-0,12
0,04-0,12
0,05-0,15
SN11... SN12...MT389
0,07-0,20
0,07-0,20
0,07-0,18
0,07-0,18
0,05-0,12
0,05-0,12
0,05-0,14
23
27
75
90
90 24
100 28
130 25
2160100 22
Definition of feed rates slitting cutters and disk millsÐåêîìåíäóåìûå çíà÷åíèÿ ïîäà÷ äëÿ äèñêîâûõ òðåõñòîðîííèõ,äâóõñòîðîííèõ è îòðåçíûõ ôðåç
Feed/tooth (mm/tooth) / Ïîäà÷à íà çóá (ìì/çóá)HB
BrinellÒâåðä.
Materialgroups
Ãð.îáð.
ConditionMaterial &CîñòîÿíèåÍàèìåíîâàíèå è

SKIF-M197ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
N
ISO
3500-300
MT190…XD, MT290…XD,MT190LB…XD19, MT290L…XD19, MT290K...XD19
Feed/tooth(mm/tooth)
Ïîäà÷à íà çóá(ìì/çóá)
Finishing /×èñòîâàÿ îáðàáîòêà
Cutting speed vc (m/min)
Ñêîðîñòü ðåçàíèÿvc (ì/ìèí)
XDHT11T3… 0,05-0,1
2000-300XDHT1904… 0,05-0,1
5000-300XDHX1904… 0,05-0,1
3000-300
Semi-finishing /Ïîëó÷èñòîâàÿ îáðàáîòêà
0,075-0,2
2000-300 0,075-0,2
5000-300 0,1-0,3
1500-200
Roughing /×åðíîâàÿ îáðàáîòêà
0,1-0,25
2000-300 0,1-0,25
5000-300 0,1-0,4
Definition of feed rates for machining titanium allousÏðè îáðàáîòêå òèòàíîâûõ ñïëàâîâ
f =0,06...0,08z
Ð
ISOÏîäà÷à íà çóá (ìì/çóá)Feed/tooth (mm/tooth)
MT200S...LN19
Òèï ïëàñòèíûInsert type
LNGQ1906... 2,0-6,0
LNGQ1906... 2,0-6,0Ê
Definition of feed rates finishing facemills MT200SÐåêîìåíäóåìûå ðåæèìû ðåçàíèÿ ôðåç äëÿ ÷èñòîâîé îáðàáîòêè MT200S
Nominal cutting data for long edge milling cutter, endmills and facemillsfor aluminiumÐåêîìåíäóåìûå ðåæèìû ðåçàíèÿ ôðåç äëÿ âûñîêîñêîðîñòíîéîáðàáîòêè àëþìèíèåâûõ ñïëàâîâ
mm/tooth / ìì/çóá
If in designs at once used together different inserts, so that cutting data are fixed on inserts with the slighest of the cutting data and feed.Åñëè â êîíñòðóêöèè èñïîëüçóþòñÿ îäíîâðåìåííî ðàçëè÷íûå ïëàñòèíû, òî ðåæèìû ðåçàíèÿ íàçíà÷àþòñÿ â ñîîòâåòñòâèè ñ ïëàñòèíîé ñíàèìåíüøèìè çíà÷åíèÿìè ñêîðîñòåé ðåçàíèÿ è ïîäà÷.
Insert typeÒèï ïëàñòèíû Cutting speed
vc (m/min)Ñêîðîñòü ðåçàíèÿ
vc (ì/ìèí)
Cutting speed vc (m/min)
Ñêîðîñòü ðåçàíèÿvc (ì/ìèí)
Feed/tooth(mm/tooth)
Ïîäà÷à íà çóá(ìì/çóá)
Feed/tooth(mm/tooth)
Ïîäà÷à íà çóá(ìì/çóá)

SKIF-M 198 ÑÊÈÔ-Ì
Technical supplement
Material cross reference listÑðàâíèòåëüíàÿ òàáëèöà îáðàáàòûâàåìûõ ìàòåðèàëîâ
VDI 3323
mckc1.1
1350 0.21
ISO 513 ÃÎÑÒ P BS AISI/SAE W.-Nr. UNFAFNORDINNon-alloy steel / Íåëåãèðîâàííàÿ ñòàëü
Low -alloy steel / Íèçêîëåãèðîâàííàÿ ñòàëü
1F.111/ C15K11SMnPb28C15/ Ck151.0401/ 1.11411015080M151350 0.21 1F.112CC20C221.04021020050A201350 0.21 111SMn28S2509SMn281.07151213230M071350 0.21 111SMnPb28S250Pb9SMnPb281.071812L131350 0.21 110SPb2010PbF210SPb201.07221350 0.21 112SMn35S3009SMn361.07361215240M071350 0.21 112SMnP35S300Pb9SMnPb361.073712L141350 0.21 1Ck251.115810251500 0.22 220M528Mn61.11701330150M281525 0.22 2/3F210G35MF435S201.07261140212M361525 0.22 2/3F.113CC35C351.05011035060A351525 0.22 2/3F.114CC45C451.05031045080M461525 0.22 2/335M540Mn41.11571039150M361525 0.22 2/336Mn540M536Mn51.116713351525 0.22 2/3XC38TSCf351.11831035060A351525 0.22 2/3C45KXC42Ck451.11911045080M461525 0.22 2/3XC48TSCf531.12131050060A521675 0.24 3C55KXC55C55/ Ck551.0535/ 1.12031055070M551675 0.24 3CC55C601.06011060080A621675 0.24 3XC60Ck601.12211060080A62
1675 0.24 6/7F.131100C6100Cr61.350552100534A991675 0.24 6/716Mo3150001.5415ASTM A204Gr.A1501-2401675 0.24 6/716Mo516Mo51.542345201503-245-4201675 0.24 6/715Ni616N614Ni61.5622ASTM A350LF51675 0.24 6/715NiCr1114NC1114NiCr101.573234151675 0.24 6/712NC1514NiCr141.57523415:3310655M13;1675 0.24 6/714NiCrMo1318NCD617CrNiMo61.6587820A161675 0.24 6/716MnCr516MC516MnCr51.71315115(527M20)1675 0.24 6/712CrMo412CD415CrMo51.72621675 0.24 6/714CrMo4515CD3.513CrMo4 41.7335ASTM A1821501-620Gr271675 0.24 6/7TU.H12CD9,1010CrMo9101.7380ASTM A1821501-6221675 0.24 6/713MoCrV614MoV6 31.77151503-660-4401725 0.24 6/820NiCrMo220NCD221NiCrMo221.65238620805M201725 0.24 6/812C315Cr31.70155015523M151725 0.24 6/835Cr432C434Cr41.70335132530A321725 0.24 6/855Cr325CD425CrMo41.721841301717CDS1101800 0.24 3/935NC636NiCr61.57103135640A351775 0.24 6/956Si755S755Si71.09049255250A531775 0.24 6/960SiCr860SC760SiCr71.096192621775 0.24 6/935NiCrMo440NCD336CrNiMo41.65119840816M401775 0.24 6/940NiCrMo240NiCrMo221.65468740311-Type 71775 0.24 6/935NCD635CrNiMo61.65824340817M401775 0.24 6/942Cr442C441Cr41.70355140530M401775 0.24 6/955C355Cr31.71765155527A601775 0.24 6/934CrMo435CD434CrMo41.72204137:4135708A371775 0.24 6/942CrMo442CD4TS41CrMo41.72234140,4142708M401775 0.24 6/942CrMo442CD442CrMo41.72254140708M401775 0.24 6/9F.124.A30CD1232CrMo121.7361722M241775 0.24 6/951CrV450CV450CrV41.81596150735A501775 0.24 6/941CrAIMo740CAD6,1241CrAIMo71.8509905M391775 0.24 6/939CrMoV13 91.8523897M391775 0.24 6/9100Cr6Y100C6100Cr61.2067L3BL31775 0.24 6/9105WCr5105WC13105WCr61.24191775 0.24 6/9 F.520.S55NCDV7 55NiCrMoV61.2713 L61775 0.24 6/9 45WCrSi845WCrV71.2542SIBS1
15Mo3
P
Country / Ñòðàíà
Standard / Ñòàíäàðò
ÂåëèêîáðèòàíèÿGreat Britain
ÐîññèÿRussian
ÑØÀUSA
ÃåðìàíèÿGermany
ÔðàíöèÿFrance
ÈñïàíèÿSpain
Ãðóïïà
îáðàáàò.Gruppen.
1520
A12
2535Ã2A303545
35ÃË
4550556060Ã
40Ã
ØÕ1515ÍÌ
15ÃÍË12ÕÍ3À20ÕÍ4ÔÀ18Õ2Í4ÂÀ18XÃ15ÕÌ12XM12Õ2ÌÔÀ12Õ1ÌÔ20XÃHM15Õ35Õ20ÕÌ35ÕÍ2ÌË55Ñ260Ñ240ÕÍ2ÌÀ
38Õ2Í2ÌÀ40X50ÕÃÀ35ÕÌ38ÕÌÀ40ÕÍ2ÌÀ30Õ3ÂÀ50ÕÔÀ38ÕÌÞÀ40Õ5ÌÔ9Õ2XBÃ5XHM5ÕÂ2Ñ

SKIF-M199ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
S44600
349S54
VDI 3323
mckc1.1
ISO 513 BS AISI/SAE W.-Nr. UNFAFNORDINHigh-alloy steel / Âûñîêîëåãèðîâàííàÿ ñòàëü
2450 0.23 10/11XBNi09X8Ni91.5662ASTM A3531501-509;5102450 0.23 10/11Z18N512Ni191.568025151675 0.24 10/1114NiCrMo13114NiCrMo1341.66572450 0.23 10/11X210Cr12Z200C12X210Cr121.20802450 0.23 10/11X100CfMoV5Z100CDV5X100CrMoV511.2363A2BA2
2450 0.23 10/11X40CrMoV5Z40CDV5X40CrMoV511.2344H13
2450 0.23 10/11X30WCrV9 31.2581H212450 0.23 10/11 Z45CS9 X45GrSi93 1.4818HW3401 S452450 0.23 10/11HS6-5-2-5Z85WDKCVS 6-5-2-5 1.32432450 0.23 10/11HS18-1-1-5Z80WKCVS 18-1-2-51.32552450 0.23 10/11HS6-5-2Z85WDCVS 6-5-21.33432450 0.23 10/11Z100WCWVS 2-9-21.33482450 0.23 10/11HS18-0-1S 18-0-1 1.33552450 0.23 10/11X165CrMoV 121.26012450 0.23 10/11X210CrW12X210CrW121.24363300 0.24 11Z120M12G-X120Mn121.3401Z1201VU2
1875 0.21 12/13F.3113Z8C17X8Cr171.4016430430S171875 0.21 12/13F.3405Z40CM1.4034420S451875 0.21 12/13X6CrAl131.4002405405S171875 0.21 12/13Z20C131.40214201875 0.21 12/13F.3427Z15CNi6.02X22CrNi171.40574311875 0.21 12/13Z10CF17X12CrMoS171.4104430F1875 0.21 12/13Z8CD17.01X6CrMo171.4113434S171875 0.21 12/13Z4CND13.4MX5CrNi13 41.4313425C111875 0.21 12/13F.311Z10C13X10CrAl131.47241875 0.21 12/13F.3113Z10CAS18X10CrAl181.4742430430S151875 0.21 12/13F.320BZ80CSN20.02X80CrNiSi201.4747HNV6443S651875 0.21 12/13X10CrAl241.47621875 0.21 12/13Z52CMN21.09X53CrMnNiN2191.4871EV8
X46Cr13
P1875 0.21 12/13F.3110Z6C13X7Cr131.4000403403S171875 0.21 12/13F.8401X7Cr141.40011875 0.21 12/13F.3401Z10C14X10G131.4006410410S21
832M13BD3
BH13
BH21
D3
Z30WCV9 X30WCrV9 F322
HS2-9-2
X160CrMoV12
X120Mn12
Stainless ferritic/martensitic and austenitic steel / Íåðæàâåþùàÿ ôåððèòíî/ìàðòåíñèòíàÿ è àóñòåíèòíàÿ ñòàëü2150 0.2 14.1Z6CNT18.10X10CrNiTi1891.4541321321S122150 0.2 14.1
F.3553Z2 CNDU 25.20X1 NiCrMoCu25 20 51.4539N08904904S13, 904S14,
URANUS B6904S922150 0.2 14.1Z2 CND25.22 AzX1CrNiMoN 25 22 21.4465310MoLN, N08310,
2150 0.2 14.1CLI UREA 25.22.2S31050
Z2CND17.12X2CrNiMo1812,1.4404,316L316S13X2CrNiMo18 14 31.4435
2150 0.2 14.1Z2CN18-101.4306304LZ1NCDU31-27-03
X2CrNi19111.4563N08028
Z6CN18.091.4301304304S151.4550
2150 0.2 14.1F.3552
Z8CNA17-07X7 CrNiAl 17 71.456817-7PH316S1112150 0.2 14.1F.3535Z6NDT17.12,X10CrNiMoTi1810,1.4571,316TI, 318320S17
2150 0.2 14.1Z6CNDNb1713BX10CrNiMoNb18121.4583318
Z12CN25 20X12CrNi25 211.4845310S2150 0.2 14.1Z10CNF 18.09,X12CrNiS188,1.4305,301, 303303S21
F.3517Z12CN17.07X12CrNi1771.4310
310S24
2150 0.2 14.11.4840
309S24
2150 0.2 14.11.4746
420S37431 S29
403S17
434
446
405
Z8CA12
Z10CAS24
F.3117
M
Stainless ferritic and martensitic steel / Íåðæàâåþùàÿ ôåððèòíàÿ è ìàðòåíñèòíàÿ ñòàëü
S44600 2150 0.2 14.1X18 CrN281.47492150 0.2 14.1Z10CNS25.20
X1 NiCrMoCuN31 27 4X6CrNi189
X10CrNiNb189
G-X15 CrNi 25 20
347S17
304S11
347 Z6CNNb18.10
F.3508,F.331
F.35512150 0.2 14.12150 0.2 14.12150 0.2 14.1
ÃÎÑÒ P
Country / ÑòðàíàÂåëèêîáðèòàíèÿ
Great BritainÐîññèÿRussian
ÑØÀUSA
ÃåðìàíèÿGermany
ÔðàíöèÿFrance
ÈñïàíèÿSpain
Ãðóïïà
îáðàáàò.Gruppen.
X12
3X2B8Ô40Õ9S2P6Ì5Ê5Ð18Ê5Ô2Ð6Ì5
Ð18
Õ12ÂÌ110Ã13Ë
12X1740X13
20X1320X17H1208Õ18Ò
10Õ13ÑÞ15Õ18ÑÞ95Õ18
55Õ20Ã9ÀÍ4
15ÃÍ4Ì18Õ2Í4ÌÀ
Õ6ÂÔ
4Õ5ÌÔ1Ñ
X12ÌÔ
08Õ13
12X13
X18H10T02X18H25M4C3
02X25H22AM2
03Õ17Í14Ì3
09Õ17Í7Þ110Õ17Í13Ì2Ò
12Õ18Í9
15X23H18Ë15X25T15X28
03Õ18Í1106ÕÍ28ÌÄÒ08Õ18Í1008X18H12B
10X23H18
20Õ23Í13

SKIF-M 200 ÑÊÈÔ-Ì
Technical supplement
M
Aluminium wrought alloys / Àëþìèíèåâûå äåôîðìèðóåìûå ñïëàâû
VDI 3323
mckc1.1
1150 0.2
ISO 513 BS AISI/SAE W.-Nr. UNFAFNORDIN
Grey cast iron / Ñåðûé ÷óãóí
Malleable cast iron / Êîâêèé ÷óãóí
15Ft10DGG100.6010No 20 B1150 0.2 15GG150.6015No 25 BGrade 1501150 0.2 15Ft20DGG200.6020No 30 B1250 0.24 15/16GG250.60251350 0.28 16FT30DGG300.60301350 0.28 16 Ft35D GG350.6035No 50 BGrade 3501350 0.28 16 Ft40D GG400.6040 No 55 B
K
Grade 260Grade 300
Grade 400
No 45 B
Nodular cast iron / Âûñîêîïðî÷íûé ÷óãóí1225 0.25 17 FCS 400-12GGG400.7040SNG 420/12 60-40-181225 0.25 17GGG 35.30.70331225 0.25 17FGS 370-17GGG 40.30.7043SNG 370/171350 0.28 18FGS 500-7GGG 500.7050SNG 500/7 80-55-061350 0.28 18FGS 600-3GGG 600.7060SNG 600/31350 0.28 18 FGS 700-2GGG 700.7070SNG 700/2 100-70-03
1225 0.25 19MN 35-10GTS-350.8135B 340/12 325101420 0.3 20GTS-450.8145P 440/7 400101420 0.3 20MP 50-5GTS-550.8155P 510/4 500051420 0.3 20MP 60-3GTS-650.8165P 570/3 70003
700 0.25 21
N
Grade 220No 35 B
Ft15D
Ft25D
700 0.25 22
AA6003, AA6007,AA6351
6082
AA3003, AA3009,
Al99.98R
5754, AlMg3,
AA5254, AA5654,
700 0.25 22
3003, A93003,
Al99.5
5154A, A95154,A95754, AA5154,
5154, A-G3M,
AlMg1SiCu6061
3.0205 700 0.25 21
AA3011, AA3103,AA3107, AA3303,
AA3307
AA5754, AlMg3.5AA7076
6061, 6151,A96010, A96070,A96151, AA6009,AA6011, AA6013,AA6061, AA6070,AA6151, AA6351
1050, 1055,1060, 1065,1250, 1350
5154A,
1350, A96351, AlMgSi1 A-SGM0.7 6351
3003, AlMn1, A-M1 3003, Al-1Mn3103
5154A
AlMnCu700 0.25 21
S-AlMg3,SG-AlMg3
700 0.25 21AlMg3, AlMg3.5 Al-3Mg
700 0.25 22A-GSUS 6351
2150 0.2 14.1Z15CNS25-20X15CrNiSi25201.4841S31000, S31400,310, 310S24,2150 0.2 14.1314, SIRIUS 310,J24202314S252150 0.2 14.14841, SIRIUS 3142150 0.2 14.1G-X40 CrNiSi 25 121.4837J93503, J94003,309C302150 0.2 14.1J940132150 0.2 14.1Z6CND18-12-03X5CrNiMo17 13 31.4436316304S11-2150 0.2 14.1Z2CND18.15X2CrNiMo18 161.4438317L317S12-2150 0.2 14.2Z3CND25-07X3 GrNiMo 27 51.4460S31200, S329002150 0.2 14.2GX2CrNiMoN25-7-3X2 GrNiMoSi 19 51.4417S315003RE60-2150 0.2 14.2Z2CND22-05-03X2 GrNiMoN 22 5 31.4462-2150 0.2 14.2Z20CNS25.04X20 GrNiSi 25 41.4821-2150 0.2 14.21.4823- G-X40CrNiSi27 4
ÃÎÑÒ P
Country / Ñòðàíà
Standard / Ñòàíäàðò
ÂåëèêîáðèòàíèÿGreat Britain
ÐîññèÿRussian
ÑØÀUSA
ÃåðìàíèÿGermany
ÔðàíöèÿFrance
ÈñïàíèÿSpain
Ãðóïïà
îáðàáàò.Gruppen.
Ñ÷10
Ñ÷30
Ñ÷20Ñ÷25
Ñ÷35Ñ÷40
Â÷42-12
Â÷50-2Â÷60-2Â÷70-2
Ê÷35-10Ê÷45-6Ê÷55-4Ê÷60-3
1350
Ñ÷15
1420
1933
ÀÄ0
1400 (1401,3000)
1530
ÀB
20X23H18,(20X25H20C2)
40X24H1CË
12X25H5ÒÌÔË

SKIF-M201ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
700 0.25 22
N
VDI 3323
mckc1.1
ISO 513 BS AISI/SAE W.-Nr. UNFAFNORDIN
A96061, A96205, 6061, A-GSUCA96262
700 0.25 22
6061, HB20,
A92618, AA2018,AA2218, AA2618
700 0.25 22358.0, A92014, 2014, AlCu4SiMg
5051, 5052,
2014AA2014, AA2214 AlCuSiMn
700 0.25 212L55, 5251 A95052, AA5051, 5052, 5251,
2014A
AA5151, AA5251,AA5252, AA5351,AA5352, AA5454,
5052, Al-2Mg
700 0.25 21
5056, 5056A,
A95086, AA5082, 5086, AlMg4.5Mn 5086, A-G4MCAA5083, AA5086
700 0.25 21A95056, AA5019,AA5056, AA5356,
3.3315
5086, Al-4Mg
AA5456, AA5556AlMg6 AlMg5MnA95456, A95556 700 0.25 21
AlZnMgCu1.5 A-Z5GU
Al-6Mg
C77S, M75S AA7075, AA7175,AA7475
700 0.25 22
AlMg1SiCuHE20, HG20,
L1176061 A-SGM0.3
A03570, A444.0
AA5552, AA5652
A56S, NB6,NG6, NR6
NG61
AlMg2, AlMg2.5,AlMg2Mn0.3
505203, A-G2.5C,A-G2M
700 0.25 22700 0.25 22
AlMg4, AlMg4Mn5019, AlMg5
700 0.25 22700 0.25 22
AA7049700 0.25 22700 0.25 22A91110, A92017,
AA1110, AA2014,AA2017
700 0.25 22A92024, A92124,
700 0.25 23
700 0.25 24700 0.25 25A04132, A94047,
A413.0, B413.0,B413.1
700 0.25 24360.0, A03600,
Aluminium cast alloys / Àëþìèíèåâûå ëèòûå ñïëàâû
AlCu4MgSi 1110, 131050, Al-4CuSiMgAlCuMg1, A-U4SGAlCuSiMn
2024, AlCuMg2 A-U 4G1 20243.1325
AA2024, AA2124
LM21AlSi12
AlSi12FeLM20, LM6
3.25513.2581
3.2381
G-AlSi6Cu4GK-AlSi12, AlSi12, A-S12, A-S13, Al-12SiFe
G-AlSi12 AlSi12
G-AlSi10Mg A-S9GU
Al99.3
700 0.25 226063, A-GS6060, AlMgSi0.56060, 6063,AlMgSi0.8
3.2316
A91030, A91230
6060, 6101,A96005, A96060,
6063, A-GSAA1230
6443, 91E,
700 0.25 21
A96201, A96463,AA6005, AA6017,AA6060, AA6063,
A96063, A96101,HE9, HF9,HG9, HT9
AA6101, AA6105,AA6162, AA6201,AA6301, AA6463,
A360.0700 0.25 24305.0
700 0.25 24A305.0700 0.25 24356, A03560700 0.25 24356, A03560
700 0.25 23
LM16
LM25 3.2371
G-AlSi5Mg Al-5SiCuMgGK-AlSi5MgWa
AlSi7MgG-AlSi7Mg
AlCu4Ti
2024
ÃÎÑÒ P
Country / Ñòðàíà
Standard / Ñòàíäàðò
ÂåëèêîáðèòàíèÿGreat Britain
ÐîññèÿRussian
ÑØÀUSA
ÃåðìàíèÿGermany
ÔðàíöèÿFrance
ÈñïàíèÿSpain
Ãðóïïà
îáðàáàò.Gruppen.
ÀÄ33 (1330,
ÀK4-1
AMã2 (1520)
AMã4 (1540,
AMã5 (1550,1556)
AK8 (1380)
B95 (1950)
B96ö ï÷
1340)
AK6AK7
1541)
AMã6 (1560)B93
ÂÄ19Ä1 (1110)
Ä16 (1160)
Ä19
ÀK5M4ÀË2
ÀË4
ÀÄ31 (1310,
ÀÄ1
1320)
ÀË5
ÀË5-1ÀË9ÀË9-1
ÀË19

SKIF-M 202 ÑÊÈÔ-Ì
Technical supplement
N
VDI 3323
mckc1.1
ISO 513 BS AISI/SAE W.-Nr. UNFAFNORDIN
700 0.27 262.0375 CuZn36Pb3
S
2600 0.24 31X10 NiCrAlTi 32 201.4876,NA15, NA15H
Copper alloys / Ìåäíûå ñïëàâû
Heat resistant alloys / Æàðîïðî÷íûå ñïëàâû
700 0.25 23700 0.25 23A07070700 0.25 24520, A05200700 0.25 23A03360
LM10LN13
707G-AlMg10
AlSi12CuNiMg A-Si12UGN700 0.25 24A03280700 0.25 24358.0700 0.25 24700 0.25 24A380.0, A380.1
3.32613.2163
G-AlMg5SiG-AlSi9Cu3
INCOLOY 800, SIRIUS 800,1.4958,N08332, N08800, Z10 NC32-21,1.4959N08810, RA330TX Z8 NC 33-21
2600 0.24 31X12 NiCrSi 36 161.4864- 37/18, NA17 INCOLOY DS, Z20 NCS 33-16,N08830 Z12 NCS 35-16
2600 0.24 31G-X40NiCrSi1.4865- 330C11, 331C40 N08002, N08004N08030, N08005
2600 0.24 31X1 NiCrMoCuN 31 27 41.456308028 Z2 NCDU 31-27,URANUS B28
3300 0.24 33NiCr21Fe18Mo2.4603- 5390A, N06002, NC22FeDHASTELLOY G-30
3300 0.24 33NiCr22Mo9Nb2.4856- INCONEL 625, 5666, NC22FeDNbN06625, N26625
3300 0.24 33 NiCr21Mo2.4858NA14, NA16 INCONEL 825,N08825
3300 0.24 33 NiCr20TiAl2.46312R201, NA20 NIMONIC 80, HEV5, NC20TAN07080
3300 0.24 33Nicrofer 7216INCONEL 6003300 0.24 33 NiFe35Cr14MoTi2.4662NIMONIC 901 ZSNCDT423300 0.24 35 NiCr15Fe7TiAl2.4669- INCONEL X-750, NC15 TNb A,
688, N07750 NC15 Fe7TA3300 0.24 34S-NiCr13A16MoNb2.4670- IN-713, N07713 NC12AD3300 0.24 34 NiCr19Fe19NbMo2.4668- INCONEL 718, NC19 Fe Nb,
XEV-1, N07718 NC20K143300 0.24 34 NiCu30AI2.4375- 3072-76, NA18 4676A, N05500, NC19eNB,
MONEL K-500 NU30 AT3300 0.24 34NiCr19Co11MoTi2.4973- AMS 5399 NC19KDT3300 0.24 34 NiCo15Cr10MoAITi2.4674-3300 0.24 35 NiCr16Fe7TiAl2.4694INCONEL 7513300 0.24 33G-NiMo32.4810- ANC15 HASTELLOY C(B) Ni-Mo28
CoCr20W15Ni2.4964Stellite No. 25 KC20WN
-
- HR240 3300 0.24 35
700 0.27 26700 0.27 27CuZn38Sn1
700 0.27 27CuZn40Mn2
700 0.27 272.0321 CuZn37
700 0.27 272.0265 CuZn30
700 0.27 272.0240 CuZn15
700 0.27 282.0966 CuAl10Ni5Fe4
700 0.27 28CuSn6
700 0.27 28CuSn8
700 0.27 28
C35330, C36000CZ124 CuZn36Pb3C35300, C35600CZ119C46200, C46400CZ112
C67410C27200CZ108 CuZn36, CuZn37C26000CZ106 CuZn30C23000CZ102 CuZn15C63000Ca104 U-A10N
C51900, C51980C11, PB103 CuSn6PC52100 CuSn8, CuSn8PC54400 CuSn4Zn4Pb5
NA14
ÃÎÑÒ P
Country / Ñòðàíà
Standard / Ñòàíäàðò
ÂåëèêîáðèòàíèÿGreat Britain
ÐîññèÿRussian
ÑØÀUSA
ÃåðìàíèÿGermany
ÔðàíöèÿFrance
ÈñïàíèÿSpain
Ãðóïïà
îáðàáàò.Gruppen.
ËÑ60-2
ÕÍ32Ò
ÀË22ÀË24ÀË27ÀË30ÀË32ÀË34ÀMã4Ê1,5ÌÂÀË8
-
-
ÝÊ77
-
-
ÕÍ38ÂÒ
ÕÍ77ÒÞÐ
ÕÍ78T
-
-
--
ÕÍ73MÁÒÞ-ÂÄ-
-
-
ËÑ63-3ËO62-1ËÌö58-2Ë63Ë70Ë85ÁðAÆÍ10-4-4ÁðÎÔ6,5-0,15ÁðÎÔ7-0,2ÁðÎÖÑ 4-4-4

SKIF-M203ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
VDI 3323
mckc1.1
ISO 513 BS AISI/SAE W.-Nr. UNFAFNORDIN
S
2110 0.22 37BT3-1
Titanium alloys / Òèòàíîâûå ñïëàâû
2110 0.22T-A5ETiAl5Sn2.53.7115BT5-1 BS TA.14, R54520 37BS TA.15, 5Al-2.5SnBS TA.16,
L7101
BS TA.17,2110 0.22 37T-A6VTiAl6V43.7165BT6 BS 2TA.11, AMS R56400,
Ti-6Al-4VBS 2TA.12, AMS R56407,BS 2TA.13, 6Al-4V, ERTi-5,BS TA.56, F467, F468BS TA.59,
2110 0.22 37BT18y2110 0.22 37BT202417 0.24 37BT222417 0.23 37BT232440 0.23 37BT25
2110 0.22 36BT1-00 T-35Ti1, Ti1Pd3.70252TA.1, 2TA.4 R50250, R52400 L7021
ÃÎÑÒ P
Country / Ñòðàíà
Standard / Ñòàíäàðò
ÂåëèêîáðèòàíèÿGreat Britain
ÐîññèÿRussian
ÑØÀUSA
ÃåðìàíèÿGermany
ÔðàíöèÿFrance
ÈñïàíèÿSpain
Ãðóïïà
îáðàáàò.Gruppen.

SKIF-M 188 ÑÊÈÔ-Ì
Technical supplement
Remedy:*increase cutting speed;*use coated hardmetals or cermets;*select positive cutting edge geometry;*use cutting fluid.
Remedy:*select tougher grade;*use insert with stronger cutting edge geometry;*reduce feed when starting the cut. In the case of damage due to chip impact:*vary feed;*change chipbreaker geometry;*change cutting edge angle.
Appearance of wear during millingÂèäû èçíîñà è ìåðîïðèÿòèÿ ïî åãî ñíèæåíèþFlank wearGeneral criterion for end of tool life characterized by anadmissible amount of flank wear.Figures usually relate to a tool life of T=15 min.
Remedy:*select more wear-resistant grade;*increase feed if possible;*reduce cutting speed.
Notch wear
Occurs locally in the area of the primary cutting edgewhere it contacts the workpiece surface. Caused byhard surface layers and work-hardened burrs,especially on stainless austenitic steels.Danger of breakage!
Remedy:*strengthen cutting edge;*select smaller cutting edge angle (45°);*reduce feed.
Edge chippingMinor chipping along the cutting edge, usually accompaniedby flank wear and therefore not always identifiable.
Danger of breakage!Edge chipping outside the cutting area is theresult of chip impact due to unfavourable chip removal.
Built-up edgesEdge build-up occurs on the rake fase as a result of workmaterial welding together with the cutting material,especially when cutting difficult-to-machine materials.From time to time the built-up edge will break off andmay cause damage to the cutting edge.Built-up edgesresult in poor surfase finishing.
Thermal cracksSmall cracks running across the cutting edge, caused bythermal shock loads in interrupted cutting operations,particularly in milling.Danger of breakage!
Èçíîñ ïî çàäíåé ïîâåðõíîñòè (íîðìàëüíûé èçíîñ) Äîïóñòèìàÿ âåëè÷èíà èçíîñà ïî çàäíåé ïîâåðõíîñòè ÿâëÿåòñÿêðèòåðèåì íîðìàëüíîãî èçíîñà. Îáû÷íî äîïóñòèìîå çíà÷åíèåýòîãî êðèòåðèÿ óñòàíàâëèâàåòñÿ äëÿ ïåðèîäà ñòîéêîñòè 15 ìèí.
Ìåðîïðèÿòèÿ ïðè óâåëè÷åííîì èçíîñå:*âûáðàòü áîëåå èçíîñîñòîéêèé òâåðäûé ñïëàâ;*åñëè âîçìîæíî, ïîâûñèòü ïîäà÷ó;*óìåíüøèòü ñêîðîñòü ðåçàíèÿ.
Ëîêàëüíûé èçíîñ â âèäå êàíàâêè, ðàñïîëîæåííîéïîïåðåê ðåæóùåé êðîìêè Âîçíèêàåò íà ðåæóùåé êðîìêå â çîíå, êîíòàêòèðóþùåé ïðèðåçàíèè íåïîñðåäñòâåííî ñ ïîâåðõíîñòüþ îáðàáàòûâàåìîéäåòàëè. Ïðè÷èíîé ÿâëÿåòñÿ òâåðäûé ïîâåðõíîñòíûé ñëîé,íàïðèìåð îêàëèíà, èëè õîëîäíîóïðî÷íÿåìûé çàóñåíåö, îñîáåííîïðè îáðàáîòêå íåðæàâåþùåé àóñòåíèòíîé ñòàëè.Îïàñíîñòü ïîëîìêè ïëàñòèíû!
Ìåðîïðèÿòèÿ:*óïðî÷íèòü ðåæóùóþ êðîìêó;*ïðèìåíèòü ôðåçó ñ ìåíüøèì ãëàâíûì óãëîì â ïëàíå (45°);*óìåíüøèòü ïîäà÷ó.
Ìåðîïðèÿòèÿ:*âûáðàòü áîëåå ïðî÷íûé òâåðäûé ñïëàâ;*ïðèìåíèòü ðåæóùóþ ïëàñòèíó ñ óïðî÷íÿþùåé ôàñêîé;*óìåíüøèòü ïîäà÷ó;Ïðè ïîâðåæäåíèè ñõîäÿùåé ñòðóæêîé:*èçìåíèòü ïîäà÷ó;*ïðèìåíèòü ïëàñòèíó ñ äðóãîé ôîðìîé ïåðåäíåéïîâåðõíîñòè;*ïîìåíÿòü ãëàâíûé óãîë â ïëàíå.
Âûêðàøèâàíèå ðåæóùåé êðîìêèÌåëêîå âûêðàøèâàíèå âäîëü ðåæóùåé êðîìêè â áîëüøèíñòâåñëó÷àåâ íàõîäÿòñÿ â çîíå èçíîñà ïî çàäíåé ïîâåðõíîñòè è íåâñåãäà èäåíòèôèöèðóåòñÿ êàê âûêðàøèâàíèå.Îïàñíîñòü ïîëîìêè ïëàñòèíû!Âûêðàøèâàíèå ðåæóùåé êðîìêè çà çîíîé ðåçàíèÿ âîçíèêàåòïîä äåéñòâèåì óäàðîâ ñõîäÿùåé ñòðóæêè ïðè íåóäîâëåòâî-ðèòåëüíîì ñòðóæêîîòâîäå.
Ìåðîïðèÿòèÿ:*ïîâûñèòü ñêîðîñòü ðåçàíèÿ;*ïðèìåíèòü òâåðäûé ñïëàâ ñ ïîêðûòèåì èëèáåçâîëôðàìîâûé òâåðäûé ñïëàâ;*âûáðàòü áîëåå ïîëîæèòåëüíóþ ãåîìåòðèþ ðåæóùåé ÷àñòè;*ïðèìåíèòü ñìàçûâàþùå-îõëàæäàþùóþ æèäêîñòü.
Íàðîñò íà ïåðåäíåé ïîâåðõíîñòèÍàðîñò íà ïåðåäíåé ïîâåðõíîñòè âîçíèêàåò â ðåçóëüòàòåñõâàòûâàíèÿ ÷àñòèö îáðàáàòûâàåìîãî ìàòåðèàëà ñ ïåðåäíåéïîâåðõíîñòüþ ïëàñòèíû, îñîáåííî ïðè ðåçàíèè òðóäíî-îáðàáàòûâàåìûõ ìàòåðèàëîâ. Âðåìÿ îò âðåìåíè íàðîñòîòðûâàåòñÿ, ÷òî ìîæåò ïðèâîäèòü ê ïîâðåæäåíèþ ðåæóùåé êðîìêè.Êðîìå ýòîãî íàðîñò ìîæåò ïðèâîäèòü ê óõóäøåíèþ êà÷åñòâàîáðàáàòûâàåìîé ïîâåðõíîñòè.
Ãðåáåøêîâûå òðåùèíûÌåëêèå òðåùèíû, ïðîõîäÿùèå ïåðïåíäèêóëÿðíî ÷åðåç ðåæóùóþêðîìêó, ÿâëÿþòñÿ ðåçóëüòàòîì ðåçêèõ ïåðåïàäîâ òåìïåðàòóðû ïðèïðåðûâèñòîì ðåçàíèè, ÷åì õàðàêòåðíî ôðåçåðîâàíèå.Îïàñíîñòü ïîëîìêè ïëàñòèíû!
Remedy:*use grade with greater resistance tothermal shock;*check use of cutting fluid; cutting fluidshould not generally be used for milling,except aluminium and titanium alloys andhightemperature materials;*use compressed air to remove chips in slotmill ing.
Ìåðîïðèÿòèÿ:*ïðèìåíèòü òâåðäûé ñïëàâ áîëåå óñòîé÷èâûé ê ïåðåìåííûìòåìïåðàòóðíûì íàïðÿæåíèÿì;*îòêàçàòüñÿ îò èñïîëüçîâàíèÿñìàçûâàþùå-îõëàæäàþùåé æèäêîñòè êðîìå ñëó÷àåâ îáðàáîòêèàëþìèíèåâûõ è òèòàíîâûõ ñïëàâîâ, æàðîïðî÷íûõ ìàòåðèàëîâ;*äëÿ âûâîäà ñòðóæêè èç çîíû ðåçàíèÿ ïðè ôðåçåðîâàíèè ïàçîâïðèìåíÿòü ñæàòûé âîçäóõ.

SKIF-M205ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
Mounting dimensions and tool shanks for milling toolsÏðèñîåäèíèòåëüíûå ðàçìåðû ôðåç
d
d1
t
Hb L
d2
D
dt
D
d1
L
H
b
D1
td
L
Hb
d2
d3d1D
D1D2
dt
L
H
bL1
d1 d3d5
d2d4
d5=26D2=177,8 d4=18
Mounting dimensions based for facemills and square shoulder facemills, mmÏðèñîåäèíèòåëüíûå ðàçìåðû òîðöîâûõ ôðåç, ìì
t H11d2
mind1
minL
minb H12
HdD
32
50 63
80*
100*
125*
16 40 8,4 5,6 19 13,5 8,4
22 40 10,4 6,3 20 18 11
27 50 12,4 7 22 20 13
32 50 14,4 8 25 27 17
40 63 16,4 9 29 32 21
dst
32
52
62
72
40 42
t H11d1
min
Lmin
b H12HdD
80 27 50 12,4 7 22 38
100 32 50 14,4 8 25 45
125 40 63 16,4 9 29 56
dst
52
62 72
t H11 d3min
d1min
b H12 LdD
160 40 16,4 9+0,15 31 56 20 200
60 25,7 14+0,18 32 70 26 250
d2min
14
18
D1
66,7
101,6
H
63
63
dst
90 140
170
t H11 d3
min
d1
min
b H12 LdD
315
400 60 25,7 14+0,18 32 70 32
500
d2
min
22
D1
101,6
H
80
dst
220
240
dst
dst
dst
dst
D
L1=32
Form AÔîðìà A
Form BÔîðìà B
Form CÔîðìà C
Form DÔîðìà D
* For mills with internal coolant supply* Äëÿ ôðåç ñ âíóòðåííèì ïîäâîäîì ÑÎÆ
40

SKIF-M 206 ÑÊÈÔ-Ì
Technical supplement
Mounting dimensions based for slitting cutters, side and facemills with indexable inserts, mmÏðèñîåäèíèòåëüíûå ðàçìåðû äèñêîâûõ ôðåç, ìì
t H11 d1minm m
Lminm m
b H12HdD
100 27 34 12,4 7 22 38
125 32 38 14,4 8 25 45
dst
48
58
m m m m m m m m m m m m
160 40 43 16,4 9 29 56 70
t H11 d1minb H12 LdD
200 40 16,4 9 31 88
d2minm m14
D1
66,7
H
47
dst
96m m m m m m m m m m m m m m m mm m
t H11 d3d1b H12 LdD
25060 25,7 14 32 70 32
d2
22
D1
101,6
H
50
dst
130
m mm m m m m m m m m m m m m mm m m mm m
315
t H11d2mind1minLminb H12
HdD
100*125*
27 40 12,4 7 22 20 1332 50 14,4 8 25 27 17
dst
48 70
m mm m m mm m m m m mm mm mm m80 22 40 10,4 6,3 20 18 11 40
160* 40 50 16,4 9 29 32 21 90
D
D1d
H
t
b
L
d1d2
dst
dstdt
L
H
b
d1D
dst
D1
H
Dd1
d2
d3
b
td
L
dstdt
bL
H
Dd1d2
Form BÔîðìà B
Form CÔîðìà C
Form DÔîðìà D
Form AÔîðìà A

SKIF-M207ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
LL1
45ob
h d
ax45o
L
L1
ax45oh
b45o
b1
b1 a+2
L10
Lbhd
-1000h11h6
8
10 12
16
20
25
6,6 5,5 36 18 0,8
14,2 10 48 24 1,6
18,2 11 50 25 2,0
23,0 12 17,0 56 32 2,0
+0,05 +1
8,4 7 40 20 1,0
10,4 8 45 22,5 1,2
32 30,0 14 19,0 60 36 2,0
40 38,0 14 19,0 70 40 2,0
50 47,8 18 23,0 80 45 2,0
63 60,8 18 23,0 90 50 2,0
Lax45o
d
aLd
0h6
8
10 12
16
20
25
36 0,8
48 1,6
50 2,0
56 2,0
+2
40 1,0
45 1,2
32 60 2,0
40 70 2,0
50 80 2,0
63 90 2,0
d
Tool shanks for endmills and long edge endmills, mmÏðèñîåäèíèòåëüíûå ðàçìåðû êîíöåâûõ ôðåç, ìì
W - Straight shank with drive flat DIN 1835 B öèëèíäðè÷åñêèé õâîñòîâèê ñ ëûñêàìè òèïà «Weldon» DIN 1835 B
Z - Straight shank DIN 1835 A öèëèíäðè÷åñêèé õâîñòîâèê DIN 1835 A

SKIF-M 208 ÑÊÈÔ-Ì
Technical supplement
N - Straight shank with sloping clamping surface (Whistle Notch DIN 1835E)Õâîñòîâèê - öèëèíäðè÷åñêèé ñ íàêëîííîé ëûñêîé òèïà Whistle Notch DIN 1835E;
l4 b1r2l5l1h2d
6
8
10
12
16
4,8 36 18 1,2 3,5
10,4 45 22,5 1,2 6
14,2 48 24 1,6 7,6
6,6 36 18 1,2 4,7
8,4 40 20 1,2 5,7
b2
4,8
8,2
10,1
6,1
7,3
h1
5,4
11,2
15
7,2
9,1
25
33
36
25
28
h6 h13+ 2 0
0- 1 min
20 18,2 50 25 1,6 8,4 11,5 19,138
25 23 56 32 1,6 9,3 13,6 24,144
32 30 60 35 1,6 9,9 15,5 31,248
40 38 70 46 1,6 10,5 17,8 39,258
d
h2 h1
l4l5
l1
r 2
2o-30 0
47o-2o
D
L
L1
b
a
d3
L2
d
h
d2d1
d d3d2d1baSK
-0,2
30
4045
50
60
1,6 16,1 M12 17,4 50
3,2 25,7 M24 39,6 97,5
3,2 25,7 M30 60,2 156
H12
1,6 16,1 M16 25,3 63
3,2 19,3 M20 32,4 80
0-0,4
L
68,4
126,8
206,8
93,4
106,8
L1
24
47
59
32
40
L2
16,2
35,3
60
22,5
29
max
h
8
12
16
10
12
+0,15-0,15
+0,2
31,75
69,85
107,95
44,45
57,15
SK - 7/24 taper shank DIN 2080Ìåòðè÷åñêèé êîíóñ 7/24 DIN 2080

SKIF-M209ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
b1
b1
L2 L3
b d4
a
d3 d2 D d1
d
60o+15'
L1L
∅ 7
h
h1
b1 d2d1dbaNC
-0,1
30
4045
50
3,2 16,1 31,75 M12 44,3
3,2 25,7 69,85 M24 91,25
H12
3,2 16,1 44,45 M16 56,25
3,2 19,3 57,15 M20 75,25
0-0,5
d3
50
97,5
63,55
82,55
d4
59,3
107,25
72,3
91,35
D
45
80
50
63
max
h
11,1
11,1
11,1
11,1
+0,1-0,1
+0,1
15
30
18,5
24
h1
19,1
19,1
19,1
19,1
0-0,1
L
47,8
101,75
68,4
82,7
0-0,3
L1
24
47
32
40
min.
L2
19
37,7
25
31,3
0-0,4
L3
16,4
35,5
22,8
29,1
0-0,4
0-0,3
0-0,1
+0,05-0,05
NC - 7/24 taper shank DIN 69871 AÌåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ DIN 69871 Ôîðìà A
d5
e2
0…35o
e1
A
e1
A
d5
20o+30'
e2e1NC
-0,1
30
4045
50
21 5
42 7
+0,1
27 5
35 6
d5
4
6
4
5
max
NC…B - 7/24 taper shank with coolant supply over shoulder DIN 69871 BÌåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ñ öåíòðàëüíîé ïîäà÷åé ÑÎÆ ÷åðåç ôëàíåö DIN 69871 Ôîðìà B

SKIF-M 210 ÑÊÈÔ-Ì
Technical supplement
A
A20o+30'
0…35o
d5
d5e2
e1
e1
e2e1NC
-0,1
30
4045
50
21 5
42 7
+0,1
27 5
35 6
d5
4
6
4
5
max
NC…ADB - 7/24 taper shank with central and over shoulder coolant supply DIN 69871 ADBÌåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ñ öåíòðàëüíîé ïîäà÷åé ÑÎÆ ÷åðåç ôëàíåö èëè ñêâîçíîåîòâåðñòèå â õâîñòîâèêå DIN 69871 Ôîðìà ADB
NC…AD - 7/24 taper shank with central coolant supply DIN 69871 ADÌåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ñ öåíòðàëüíîé ïîäà÷åé ÑÎÆ ÷åðåç ñêâîçíîå îòâåðñòèåâ õâîñòîâèêå DIN 69871 Ôîðìà AD

SKIF-M211ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
BT - 7/24 taper shank to Japan-Norm (MAS BT 403)Ìåòðè÷åñêèé êîíóñ 7/24 äëÿ ñòàíêîâ ñ ×ÏÓ ïî ñòàíäàðòó ßïîíèè (MAS BT 403)
h2 d2d1dba -0,1
40
45
50 3 25,7 69,85 M24 85
H12
2 16,1 44,45 M16 53
3 19,3 57,15 M20 73
0-0,5 d3
100
63
85
d4
119,02
75,68
100,22
Dmax
80
50
63
h
23,2
16,6
21,2
+0,1-0,1
+0,1
31
21
26
h1
38
27
33
0-0,1 L
101,8
65,4
82,8
0-0,3 L1min
45
30
38
L2
35,4
22,6
29,1
0-0,4 d6
25
17
21
0-0,1
+0,05-0,05BT
L2 L2
b d4
a
d3 d2 D d1
d
60o+15'
L1L
∅ 7
h
h1
h2
d6
H...A - Taper Hollow Shank HSK DIN 69893 Form A;Õâîñòîâèê ïîëûé êîíè÷åñêèé òèïà HSK DIN 69893, ôîðìà À;
Dd3 b3 b4b2
d b1
b1
L2 L2o10 0
+0,09
4,6
0+0
,2
f7 -0,1
+0,1
300-30’a
f3 l1
l3
l4
b2 db4b3b1a
63
80
100 10 31,5 20 22 75
6,3 20 16 18 48
8 25 18 20 60
d3
100
63
80
f
29
25
26
Dmax
85
53
67
f3
20
18
18
+0,1-0,1
20
12,5
16
l1
50
32
40
0-0,2 L2
44
26,5
34
0-0,3 l3
10
6
8
l4
15
10
12
H...A H10 H10 H10 h10
A
A B
B
B-B
0-0,1
0-0,2
+0,2 0
+0,2 0

SKIF-M 212 ÑÊÈÔ-Ì
Technical supplement
L4aL
L2L3
L1
d3d2d
d1
d2 Lad3d1dMK
0
12
3
4
09,045 9,2 6,4
23,825 24,1 19,8
31,267 31,6 25,9
12,065 12,2 9,4
17,780 18 14,6
L1 L2
-
24
32
16
24
L3
-
33,5
42,5
22
31,5
min
L4
4
7
9
5
5
-
M12
M16
M6
M10
minmaxmax
5 44,399 44,7 35,7 40 52,5 10M20
6 63,348 63,8 53,9 47 61,5 16M24
3,0+1,2
3,5+1,4
5,0+1,4
5,0+1,7
6,5+1,9
6,5+1,9
8,0+2,3
53
86
109
57
69
136
190
50
81
102,5
53,5
64
129,5
182
MK - Morse taper shank with draw-bar thread DIN 228 A Êîíóñ Ìîðçå. DIN 228 A
Disk mills with standard keyway to (type “S”) DIN 138Êðåïëåíèå äèñêîâûõ ôðåç íà öèëèíäðè÷åñêîé îïðàâêå è îñåâîé øïîíêå (èñïîëíåíèå “S”) DIN 138
Disk mills with drive slot to (type “F”) DIN 138Êðåïëåíèå äèñêîâûõ ôðåç íà öèëèíäðè÷åñêîé îïðàâêå è òîðöåâîé øïîíêå (èñïîëíåíèå “F”) DIN 138
r2t2b1d13
1622
2732
3 14,6 +0,1
7 29,8 +0,28 34,8 +0,2
4 17,7 +0,1
6 24,1 +0,2
0,6 -0,2
1,0 -0,31,2 -0,3
0,6 -0,2
1,0 -0,3
C11
40 10 43,5 +0,2 1,2 -0,3
50 12 53,6 +0,2 1,6 -0,360 14 64,2 +0,2 1,6 -0,3
r3t3b3d13
1622
2732
8,4 5
12,4 714,4 8
8,4 5,6
10,4 6,3
1,0 -0,2
1,2 -0,31,6 -0,4
1,0 -0,3
1,2 -0,3
H11
40 16,4 9 2,0 -0,5
50 18,4 10 2,0 -0,560 20,5 11,2 2,0 -0,5
H12
t2
0,5 +0,2
0,8 +0,20,8 +0,2
0,6 +0,2
0,6 +0,2
1,0 +0,3
1,0 +0,31,0 +0,3
X
0,2
0,20,2
0,2
0,2
0,2
0,20,2
b1r2
d
t2
t3
t2x45o
A
AX
r3
b3 d

SKIF-M213ÑÊÈÔ-Ì
Òîðöîâûå ôðåçûÒåõíè÷åñêîå ïðèëîæåíèå
dh
lh
D21
th
dh90o
l21
l2 l2l2
1
th
1 2 3 4aaaaa
Insert screw dimensions and torque valuesÍîìåíêëàòóðà âèíòîâ êðåïëåíèÿ ÑÌÏ è êàññåò
N
Code key screwÎáîçíà÷åíèå
âèíòà
TypeScrew
Òèïâèíòà
Size screw, mmÐàçìåð âèíòà, ìì
thM1.8-5h1T180460-61 0.3 - 3.86 T6
lh l21 dh D21 l2 aaaaaooooo
60
TorxÐàçìåð
M2.5-5h1T250540-7S3 0.5 3.5 3.0 - 5.2 T740M2.5-5h1T250640-7S4 0.5 4.0 3.0 - 6.2 T740M3-5h4T300490-75 0.3 2.0 5.0 - 4.3 T790M3-5h1T300755-86 0.3 2.9 4.2 7.0 T855
M3.5-5h2T350960-107 0.7 4.7 5.0 3.0 9.2 T1060M3.5-5h2T350755-158 0.5 4.0 5.4 3.0 7.5 T1555M3.5-5h2T350955-159 0.5 5.0 5.4 3.0 9.0 T1555M4-5h1T400860-15S10 0.7 5.0 5.2 - 8.5 T1560M4-5h4T400590-1511 0.3 2.5 6.3 - 5.2 T1590M4-5h1T400655-1512 0.7 4.0 5.8 - 6.5 T1555M4-5h4T400790-1513 0.3 2.5 6.3 - 7.4 T1590M4-5h2T400755-1514 0.7 3.4 5.8 3.5 7.5 T1555M4-5h4T400855-1515 0.3 2.5 6.3 - 8.0 T1590M4-5h2T400955-1516 0.7 4.2 5.8 3.5 9.0 T1555
M4.5-5h1T450855-2017 1.0 4.0 6.6 - 8.0 T2055M4.5-5h2T451155-2018 0.8 4.7 6.6 4.0 11.5 T2055M4.5-5h2T451455-2019 0.8 4.7 6.6 4.0 14.0 T2055M5-5h1T501060-20S20 1 6.0 6.7 - 10.0 T2060M5-5h1T501160-20S21 1 7.0 6.7 - 11.5 T2060M5-5h1T501360-20S22 1 7.0 6.7 - 13.0 T2060M6-6h1T601260-20S23 - T2060M6-6h4T601890-424 0.5 7.0 12.7 6.5 18.0 H4090M6-6h*H602000-5025 - - 10.0 - 20.0 H500M6-6h***H601400-3026 - - M6 - *** H300M6-6h***H601500-3027 - - M6 - *** H300M6-6h***H601600-3028 - - M6 - *** H300M8-6h1T802560-30S29 - T3060M8-6h****H801160-30S30 - - M8 - **** H300M8-6h****H801360-30S31 - - M8 - **** H300M8-6h****H801560-30S32 - - M8 - **** H300
* -Cartridge screw for facemills with cartridges. Âèíò êðåïëåíèÿ êàññåò òîðöîâûõ ôðåç.
*** -Cartridge screw for half side and facemills with cartridges. Âèíò êðåïëåíèÿ êàññåò äèñêîâûõ ôðåç(4 òèïîðàçìåðà).
**** -Adjusting screw Ðåãóëèðîâî÷íûé âèíò òîðöîâûõ êàññåòíûõ ôðåç.
M2.5-5h1T250555-82 0.3 2.5 3.5 - 5.5 T8551.5 2.2
-

SKIF-M 214 ÑÊÈÔ-Ì
Technical supplement
T200355-6MT190...XO06 1,0
Recommendet screw tightening torqueÐåêîìåíäóåìûå êðóòÿùèå ìîìåíòû äëÿ çàêðåïëåíèÿ ÑÌÏ è êàññåò
Screw for insert and cartridgersÂèíòû êðåïëåíèÿ ÑÌÏ è êàññåò
SKIF-M Milling toolsÔðåçû CÊÈÔ-Ì
Tightening torque, NmÊðóòÿùèé ìîìåíò, Íì
MT100...RD05MT290...AP10, MT275...AP10, MT190...AP10, MT193...AP10MT100...RD08MT190B D=16, D=20MT190L D=16, D=20MT190T...CC06MT390R/L...CC06MT100L...XO D12, D=16MT115…ZP05, …ZP06MT100L...ZP05MT100LS...RB06, MT190...XD11 D=16-25MT100LS...RB08, MT190...XD11 D=32MT389 B=4MT389 B=5MT100...RP10MT190...BO12...BO12, ...SO09MT100L...XO D=20MT389 B=6, B=7MT389 B=8MT390...SD09MT390...AD15MT200...RP12, MT200K...RP12, MT100...RP12MT245...SD09, MT290...SD09, MT290K...SD09, MT190...SD09MT190B D=25-50MT145F D=16-20MT145...OF05, MT245...OF05, MT245K..OF05MT100L...SD09 D=25MT215, MT115...ZD10MT290...AD15, MT275...AD15, MT290K...AD15, MT190...AD15MT193...AD15...XD19MT145 D=25-32MT100L D=32-40MT190L...SD09MT190L D=40-50MT100LS...RB10MT390...SD12, ...TP22MT200…RP16, MT200K...RP16, MT100...RP16MT100...RP20MT245...SE12, MT245K...SE12MT260...SN12, MT290K...XN12, MT260K...SN12MT290...SD12, MT290K...SD12MT245...OF07, MT245K...OF07MT100L...XO12 D=30, D=32MT190T...SD12, MT193...SD12MT200SMT100LS...RB12MT100LS...RB14MT100LS...RB16, ...RB20MT100LS...RB25MT100LS...RB32MT260...SN25Cartridge screw / Âñå òîðöîâûå êàññåòíûå ôðåçû (âèíò êðåïëåíèÿ êàññåò)
MT245KC...MT290KC (Clamp screw) / (âèíò ïðèõâàòà)MT390...SD09...CC06 (Cartridge screw) / (âèíò êðåïëåíèÿ êàññåò)
T2500540-7S
T400860-15ST450855-20
T501455-20
H602000-50H601400-30DH601400-30
2,0
3,04,0
4,5
9,06,09,0
1,0
T250555-8
T180460-61,01,0
T2500640-7ST300390-7
1,0
T300490-7 2,0T300755-8 2,0T350760-10 2,5T350960-10 2,5T350755-15 2,5T400590-15 3,0T400790-15 3,0T400655-15 3,0T400755-15 3,0
T400955-15 3,0
T451155-20 4,0
T501060-20S 4,5T501160-20S 4,5T501360-20S 4,5T601260-20S 5,0T802560-30S 5,0H601890-4 6,0
MT390...SD12, ...AD15 (Cartridge screw) / (âèíò êðåïëåíèÿ êàññåò)H601500-30 9,0MT390...TP22 (Cartridge screw) / (âèíò êðåïëåíèÿ êàññåò)H601600-30 9,0

SKIF-MÑÊÈÔ-Ì
N/mm2
Í/ìì2 HV HB HRCý C
255 80 76 1125 350 333 35,5 50
Hardness conversion tableÑðàâíèòåëüíàÿ òàáëèöà òâåðäîñòè (èç DIN 50150)
TensilesrtengthÏðåäåë
ïðî÷íîñòè
VickershardnessÂèêêåðñ
BrinellhardnessÁðèíåëü
RockwellhardnessÐîêâåëë
Shore
Øîð
270 85 80,7 1155 360 342 36,6 50285 90 85,5 1190 370 352 37,7 51305 95 90,2 1220 380 361 38,8 52320 100 95 1255 390 371 39,8 53335 105 99,8 1290 400 380 40,8 54350 110 105 1320 410 390 41,8 56370 115 109 1350 420 399 42,7 57385 120 114 15 1385 430 409 43,6 58400 125 119 18 1420 440 418 44,5 58415 130 124 19 1455 450 428 45,3 59430 135 128 20 1485 460 437 46,1 60450 140 133 21 1520 470 447 46,9 61465 145 138 21 1555 480 456 47,7 62480 150 143 22 1595 490 466 48,4 63495 155 147 22 1630 500 475 49,1 64510 160 152 23 1665 510 485 49,8 65530 165 156 24 1700 520 494 50,5 65545 170 162 25 1740 530 504 51,1 66560 175 166 25 1775 540 513 51,7 67575 180 171 26 1810 550 523 52,3 68595 185 176 27 1845 560 532 53,0 69610 190 181 28 1880 570 542 53,6 70625 190 185 28 1920 580 551 54,1 70640 200 190 29 1955 590 561 54,7 71660 205 195 30 1995 600 570 55,2 72675 210 199 31 2030 610 580 55,7 73690 215 204 32 2070 620 589 56,3 75705 220 209 32 2105 630 599 56,8 76720 225 214 33 2145 640 608 57,3 77740 230 219 33 2180 650 618 57,8 78755 235 223 33 2310 660 58,3 78770 240 228 20,3 34 2350 670 58,8 79785 245 233 21,3 35 2380 680 59,2 80800 250 238 22,2 36 2410 690 59,7 80820 255 242 23,1 36 2450 700 60,1 81835 260 247 24,0 37 2520 720 61,0 83850 265 252 24,8 37 2590 740 61,8 84865 270 257 25,6 38 2660 760 62,5 86880 275 261 26,4 39 2730 780 63,3 87900 280 266 27,1 39 2800 800 64,0 88915 285 271 27,8 40 2870 820 64,7 90930 290 276 28,5 41 2940 840 65,3 91950 295 280 29,2 42 3010 860 65,9 92965 300 285 29,8 43 3080 880 66,4 93995 310 295 31,0 44 3150 900 67,0 951030 320 304 32,2 46 3220 920 67,5 961060 330 314 33,3 47 3290 940 68,0 971095 340 323 34,4 48
N/mm2
Í/ìì2 HV HB HRCý C
TensilesrtengthÏðåäåë
ïðî÷íîñòè
VickershardnessÂèêêåðñ
BrinellhardnessÁðèíåëü
RockwellhardnessÐîêâåëë
Shore
Øîð
Òåõíè÷åñêîå ïðèëîæåíèå