Zarządzanie jakością - Mettler Toledodo określenia działającej praktyki ważenia. Pięć...
8
Zarządzanie jakością Wydajne zarządzanie jakością w regulowanym środowisku Zachowanie zgodności z normami zapewnienia jakości i normami regulacyjnymi (ISO, GMP) wymaga zrozumienia parametrów wpływających na dokładność procesów ważenia. W wysoce regulowanych gałęziach przemysłu, gdzie stawką jest bezpieczeństwo konsumentów – takich jak branża spożywcza, kosmetyczna i farmaceutyczna – oznacza to również przechodzenie częstych audytów. Dogłębna analiza ryzyka przez zakupem systemów ważenia i weryfikacja oprzyrządowania pomiędzy wizytami serwisowymi może pomóc w praktycznym wdrożeniu wytycznych regulacyjnych, zmniejszając jednocześnie koszty i zwiększając wydajność produk- cyjną i bezpieczeństwo produktu. Pomocne działania obejmują: • określenie żądanych tolerancji przetwarzania • wybór odpowiedniej technologii • zgodność z dokumentacją • ustalenie odpowiednich harmonogramów badań i kalibracji • wybór odpowiednich działań wykonawczych Wykonywanie relatywnie prostych testów ważenia, jako część standardowych procedur operacyjnych (SOP) może pomóc w zapewnieniu najwyższej jakości produktów i wyników audytów. Good Weighing Practice ™ globalny przewodnik ważenia opracowany przez METTLER TOLEDO może GWP ® pomóc, niezależnie od producenta lub rodzaju wagi. Treść 1 Określenie zarządzania jakością w perspektywie 2 Określenie odpowiedniej praktyki ważenia 3 Dostosowanie dokładności instrumentów do tolerancji procesu 4 Zrozumienie zagrożeń dla procesu w kontekście regulacyjnym 5 Weryfikacja dokładności urządzeń 6 Podsumowanie 7 Dodatkowe zasoby
Transcript of Zarządzanie jakością - Mettler Toledodo określenia działającej praktyki ważenia. Pięć...

Zar
ządz
anie
jako
ścią Wydajne zarządzanie jakością
w regulowanym środowisku
Zachowanie zgodności z normami zapewnienia jakości i normami regulacyjnymi (ISO, GMP) wymaga zrozumienia parametrów wpływających na dokładność procesów ważenia. W wysoce regulowanych gałęziach przemysłu, gdzie stawką jest bezpieczeństwo konsumentów – takich jak branża spożywcza, kosmetyczna i farmaceutyczna – oznacza to również przechodzenie częstych audytów.
Dogłębna analiza ryzyka przez zakupem systemów ważenia i weryfikacja oprzyrządowania pomiędzy wizytami serwisowymi może pomóc w praktycznym wdrożeniu wytycznych regulacyjnych, zmniejszając jednocześnie koszty i zwiększając wydajność produk-cyjną i bezpieczeństwo produktu. Pomocne działania obejmują: • określenie żądanych tolerancji przetwarzania• wybór odpowiedniej technologii• zgodność z dokumentacją• ustalenie odpowiednich harmonogramów badań
i kalibracji • wybór odpowiednich działań wykonawczych
Wykonywanie relatywnie prostych testów ważenia, jako część standardowych procedur operacyjnych (SOP) może pomóc w zapewnieniu najwyższej jakości produktów i wyników audytów. Good Weighing Practice™ globalny przewodnik ważenia opracowany przez METTLER TOLEDO może GWP® pomóc, niezależnie od producenta lub rodzaju wagi.
Treść
1 Określenie zarządzania jakością w perspektywie
2 Określenie odpowiedniej praktyki ważenia
3 Dostosowanie dokładności instrumentów do tolerancji procesu
4 Zrozumienie zagrożeń dla procesu w kontekście regulacyjnym
5 Weryfikacja dokładności urządzeń
6 Podsumowanie
7 Dodatkowe zasoby

2 METTLER TOLEDO – White Paper – Zarządzanie jakością
Zar
ządz
anie
jako
ścią
2011©Mettler-Toledo AG
Jakość procesu ważenia była początkowo kwestią dokładności. Jednakże była ona stopniowo coraz częściej kojarzona z oceną i zarządzaniem ryzykiem i stała się codzienną pracą kierowników zapewnienia jakości na całym świecie.
Złożoność procesu zapewnienia jakości często wynika z przepisów. Nakreślają one jedynie ramy dla celów działania. Nie są podane żadne konkretne informacje dotyczące wdrażania ze względu na założenie, że użytkownik zna swój proces najlepiej – i może w związku z tym wybrać najlepsze rozwiązanie dla każ-dego zagadnienia.
Pytania, które oczekują na interpretację:• W jaki sposób można dokonać weryfikacji?
W jakich okresach czasu? Przy użyciu jakich norm?• Jak należy ocenić ważność wyników?
Zarejestrowane?• Jakie działania należy podjąć?
Postawienie procesu ważenia w centrum równania za-rządzania jakością może pomóc w określeniu pomoc-nych, gotowych do udokumentowania SOP, które są w stanie przejść przez audyty i poprawić produktywność i zysk. METTLER TOLEDO GWP® oferuje rozwiązanie ramowe niemal w każdym scenariuszu regulacyjnym, niezależnie od producenta systemu ważenia.
1 Określenie zarządzania jakością w perspektywie
9001: 7.6 Kontrola urządzeń monitorujących i pomiarowychUrządzenia pomiarowe powinny być kalibrowane lub weryfikowane w określonych odstępach czasu, lub przed użyciem, zgodnie z międzynarodowymi lub krajowymi normami pomiarowymi. Organizacja powinna ocenić i zarejestrować ważność poprzednich wyników pomiarowych, gdy urządzenia zostaną określone jako niezgodne z wymaganiami. Organizacja powinna podjąć odpowiednie działania związane z urządzeniami i narażonym produktem.
Weźmy jako przykład ten wyciąg praktyk ważenia z ISO: 9001:

3 METTLER TOLEDO – White Paper – Zarządzanie jakością
Zar
ządz
anie
jako
ścią
2011©Mettler-Toledo AG
METTLER TOLEDO GWP® oferuje rozwiązanie ramowe do określenia działającej praktyki ważenia. Pięć pod-stawowych kroków GWP®.
KROK 1: Dobra ocenaOcena procesu z perspektywy metrologicznej celem ustalenia takich parametrów, jak minimalna masa netto i wymagana precyzja procesu. Parametry te ustalają oczekiwania dla danego instrumentu.
KROK 2: Dobry wybórWybór wagi spełniającej poprzedzające wymagania, lub dopasowanie dokładności do potrzeb procesu. Koncept masy minimalnej jest stosowany jako pod-stawa do wyboru.
KROK 3: Dobra instalacjaUdokumentowanie, że poprawna instalacja – rozpakowanie, ustawianie, konfiguracja, kalibracja, regulacja i szkolenie operatora – miały miejsce i że urządzenia wciąż spełniają wymagania wyboru.
KROK 4: Dobra adjustacjaAdjustacja wagi w jej otoczeniu roboczym. Dokumen-towanie wydajności wagi i potwierdzenie tych parame-trów certyfikatem wystawionym przez uprawnionego inżyniera serwisu
KROK 5: Dobre działanieOkreślenie SOP oraz harmonogramów badań pomaga zagwarantować, że kryteria procesu ważenia zostaną spełnione pomiędzy wizytami serwisowymi.
Każdy krok obejmuje ocenę parametrów procesu celem zapewnienia, że urządzenia mogą spełnić wymagania odnośnie tolerancji i wymagań jakościo-wych.
2 Określenie odpowiedniej praktyki ważenia
Dobra ocena
Dobry wybór
Dobra adjustacja
Dobra instalacja
Dobre działanie

4 METTLER TOLEDO – White Paper – Zarządzanie jakością
Zar
ządz
anie
jako
ścią
2011©Mettler-Toledo AG
Życie systemu ważenia rozpoczyna się od oceny wymagań procesu z perspektywy metrologicznej. Oznacza to określenie parametrów procesu, takich jak:• Zakres ważenia• Minimalna masa netto• Tolerancja procesu• Stosowane przepisy• Konieczność marginesu bezpieczeństwa
Inne ważne zagadnienia obejmują sztywność kon-strukcji, naprężenia mechaniczne podczas obciążania wagi, warunki otoczenia, takie jak wilgotność, tem-peratura, stopień ochrony, ochrona przed eksplozją/korozją, higiena i komunikacja.
Jakość można zapewnić wówczas, gdy niepewność pomiaru instrumentu jest zawsze lepsza, niż akcepto-walna tolerancja procesu. Na przykład, pomiar 1kg z tolerancją 1% jest możliwy tylko za pomocą wagi za-pewniającej niepewność pomiaru lepszą od 1% (<1%) przy danym obciążeniu netto 1kg.
Względna niepewność pomiaru dowolnego instru-mentu pomiarowego – w szczególności wagi – może zostać oceniona przez wykorzystanie następujących właściwości.
Naważka minimalna
W niskim zakresie obciążeń będzie występować granica, poniżej której każdy pomiar będzie posiadał niepewność większą, niż akceptowalna tolerancja. Jest to tak zwana charakterystyka „aważki minimalnej“.
Masa minimalna netto
Insert as first sentence: Minimalna masa netto ważona na wadze musi być ważona z dokładnością spełnia-jącą wymagania procesu. Wiedząc, że każda waga po-siada własną bezwzględną i względną krzywą niepew-ności pomiaru, odpowiednia waga z krzywą przecho-dzącą w lewą stronę punktu krytycznego składającego się z tolerancji. Wymagania te spełniają tylko takie wagi, dla kórych wartość naważki minimalnej jest mniejsza od minimalnej masy netto stosowanej w procesie.
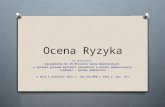
Na przykładzie ilustracji 1 widzimy, że waga 3 nie jest odpowiednia, ponieważ jej względna niepewność pomiarowa jest większa, niż wymagana tolerancja względna przy najmniejszej masie netto. Waga 2, biorąc pod uwagę tylko masę minimalną, mogłaby spełniać wymagania.
3 Dostosowanie dokładności instrumentów do tolerancji procesu
Niepewność względna pomiaru rośnie dla małych mas
U [kg] = U0 + Wsp. x CiężarAbsolutna niepewność pomiaru [kg]
Względna niepewność pomiaru [%]
Ciężar [kg]
Nie
pew
ność
U [
kg o
r- %
]
Max
Tolerancja procesu (%)
Dla małych mas, zbyt wysoka względna niepewność pomiaru
może być nie do zaakceptowania!

5 METTLER TOLEDO – White Paper – Zarządzanie jakością
Zar
ządz
anie
jako
ścią
2011©Mettler-Toledo AG
Tolerancja procesu i margines bezpieczeństwa
Na wydajność instrumentu silny wpływ wywiera środowisko. Niektóre czynniki środowiskowe, takie jak ruchy powietrza, zmiany temperatury i drgania mogą doprowadzić do zmniejszenia wydajności in-strumentu, co może prowadzić do redukcji wydajności instrumentu i mniej dokładne ważenie. Dlatego też należy założyć pewne marginesy bezpieczeństwa, aby zapobiec przed przesunięciem pomiarów poza zakres tolerancji na skutek wpływów zewnętrznych.
Należy zastosować współczynnik bezpieczeństwa dla minimalnej naważki. Innymi słowy, masa mini-malna przy danej tolerancji powinna wynosić co najmniej połowę najmniejszej ważonej masy netto (współczynnik bezpieczeństwa >2). Współczynnik bezpieczeństwa >2 jest zalecany wówczas, gdy analiza zagrożeń określająca dokładność jest krytyczna. Wykorzystując te kryteria, w tym przykładzie tylko waga 1 może spełniać wymagania procesu.
Procesy przemysłowe zawsze niosą ze sobą ryzyko. Błędy mogą mieć wpływ na działalność firmy (zwięk-szone koszty, utrata wizerunku, strata czasu produkcji), konsumentów, środowiska – lub na wszystkie te ele-menty.
Pomyłki w złożonych procesach produkcyjnych mogą być trudne do wykrycia. Identyfikacja, opisanie i zmi-nimalizowanie zagrożeń operacyjnych znajduje się w centrum uwagi obecnych przepisów i systemów jako-ści, takich jak ISO i GMP.
Wysokie ryzyko i wąska tolerancja procesu może wymagać częstej weryfikacji dokładności instrumen-tów. Nawet w przypadku częstszych harmonogramów badań regulacje określają zasady niepewności instru-mentów na bazie założenia, że wykonano odpowied-nie działania związane z instalacją i adjustacją. Dlatego też odpowiednia instalacja i adjustacja są krytyczne dla zachowania zgodności z normami.
W jaki sposób szkolenie operatorów wpływa na audyty
Instalacja obejmuje rozpakowanie, ustawienie, konfi-gurację, adjustację, regulację, szkolenie – oraz doku-mentację wszystkich tych czynności. Producent może zainstalować system w odpowiedniej kolejności i udo-kumentować, że urządzenia wykonają pracę, do której zostały przeznaczone. Jednakże wielu użytkowników inwestuje duże kwoty w oprzyrządowanie, zaniedbując szkolenia użytkowników końcowych. Ponieważ użyt-kownik jest często największym źródłem niepewności pomiarowej, może to być kosztownym błędem związa-nym z utratą produkcji i negatywnym wynikiem audytu.
4 Zrozumienie zagrożeń dla procesu w kontekście regulacyjnym
Po przeprowadzeniu dalszych badań widzimy jednak, że waga 1 stanowi odpowiedni wybór.
Ilustracja 1
Rysunek 1 - Względna niepewność pomiaru (%) trzech wag 60 kg
Naważka minimalna Ciężar [kg]
Waga 1
Waga 2
Waga 3
Tol
eran
cja
(in
%)
Max. 60 kg
Tolerancja procesu (%)

6 METTLER TOLEDO – White Paper – Zarządzanie jakością
Zar
ządz
anie
jako
ścią
2011©Mettler-Toledo AG
Tworzenie dokumentacji audytowej
Adjustacja wagi w jej otoczeniu roboczym pomaga udokumentować wpływ warunków środowiska. Dokumentowanie pracy wagi w regularnych odstępach czasu jest zadaniem uprawnionego technika. Określi on wartość wpływu różnych czynników na niepewność pomiarów, takich jak czułość wagi, powtarzalność ważenia, błedy naroży oraz brak liniowości. Waga będzie również serwisowana, dzięki czemu można zminimalizować lub złagodzić odchyłki od oryginalnych specyfikacji.
Certyfikat adjustacji/ kalibracji potwierdza zgodnośc ze stosowanymi normami.. Dla instrumentów krytycz-nych, dokumentacja demonstrująca niepewność pomiarową przy dodatkowych czynnikach tolerancji i bezpieczeństwa może być wartościowa. Dla swoich klientów, METTLER TOLEDO wystawia Certyfikat Mini-malnej Naważki celem stworzenia pewnej dokumenta-cji, która będzie pomocna podczas audytu.
Nieodpowiednie użytkowanie, przypadkowe uszko-dzenie lub przenikanie wody może zmniejszyć dokład-ność instrumentu. Ponieważ kalibracja jest normalnie przeprowadzana tylko raz lub dwa razy w roku, użyt-kownicy zazwyczaj wykonują specyficzną dla procesu weryfikację pomiędzy formalnymi wizytami.
Użytkownicy określają, które testy muszą zostać wy-konane, uwzględniając zagrożenie dla procesu i tole-rancje. Idealnie oznacza to określenie:• Listy testów (czułość, powtarzalność, błędy naroży)• Częstotliwość testów • Używane wagi• SOP przeprowadzane dla testów• Częstotliwość weryfikacji wagi testowej• Weryfikacja tolerancji, kontroli i granic ostrzegawczych
Regulacje takie jak ISO, GMP oraz normy na bazie GFSI milczą na temat określania tych parametrów. Tutaj ponownie pomocne mogą być wytyczne opracowane zgodnie z metodologią GWP®.
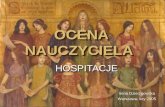
Częstotliwość testów powinna zostać określona poprzez poziom zagrożeń i tolerancję procesu zgodnie z ilustracją na poniższym wykresie.
5 Weryfikacja dokładności urządzeń
Niskie Średnie WysokieRyzyko
0.01%
0.1%
1%
10%
Dokładność ważenia
Wyższe
ryzyko
= Więc
ej test
ów

7 METTLER TOLEDO – White Paper – Zarządzanie jakością
Zar
ządz
anie
jako
ścią
2011©Mettler-Toledo AG
Jeżeli błąd pomiaru nie posiada wpływu na proces (niewielkie ryzyko) a wymagana tolerancja jest duża (>10%), zwykle nie ma konieczności weryfikacji. Odwrotnie, jeżeli błąd pomiaru wywarłaby wpływ na zdrowie konsumenta (duże ryzyko), a precyzja pro-cesu posiada niewielka tolerancję (<0,1%), niezbędna jest częstsze przeprowadzanie procedury weryfikacji. Większe ryzyko plus surowsze tolerancje przekładają się na większą częstotliwość badań.
Adjustacja/Kalibracja przez technika serwisu jest jedyną metodą zapewnienia zgodności z normami krajowymi i międzynarodowymi. Jednakże, aby określić, czy dany instrument podczas codziennej pracy będzie spełniał założone wymagania tolerancji operator może:
• odnieść się do funkcji i testów własnych urządzenia, lub
• za pomocą odważników przeprowadzić uproszczone testy rutynowe.
Testy weryfikacji funkcjonują tylko wówczas, gdy ope-rator dysponuje odpowiednimi odważnikami/wzorcami masy. METTLER TOLEDO opracował zestawy z dwoma odważnikami, które wystarczają do przeprowadzenia wszystkich testów wymaganych do zapewnienia dokład-ności wagi, zwane CarePacs. Ponieważ większy i droż-szy zestaw odważników nie jest wymagany, początkowa inwestycja może zostać zredukowana. Koszty związane z serwisowaniem ponowna kalibracją są również niższe.
METTLER TOLEDO może pomóc w doborze odpowied-niej kombinacji testów oraz przy wyborze odważników testowych.
Wydajne zarządzanie jakością pomaga zwiększyć produktywność i zmniejszyć koszty. Wybór odpowied-niego systemu ważenia, określenie częstotliwości testów na bazie ryzyka i tolerancji oraz szkolenia per-sonelu wewnętrznego pod kątem kontroli dokładności mogą pomóc producentom uzyskać pozytywne wyniki audytów, zapewnić wysoką jakość i ograniczyć od-rzuty – lub co gorsza – przypadki wycofania z rynku do minimum.
Ustalenie charakterystyk takich jak zakres ważenia, minimalna masa/naważka netto, tolerancja procesu oraz margines bezpieczeństwa pomaga w doborze systemu ważenia. Inne ważne zagadnienia obejmują odpowiedni stopień ochrony, ochronę przed eksplozją/korozją, higienę i możliwości komunikacyjne.
Adjustacja/Kalibracja wykonywana przez technika ser-wisu pozwala zachować zgodność z krajowymi i mię-dzynarodowymi normami. Nie mniej jednak rutynowe własne czynności kontrolne wykonywane zgodnie z określonym harmonogramem mogą pomóc w zacho-waniu zgodności z przepisami i poprawieniu codzien-nych operacji. Jeżeli pomyłki podczas ważenia są niewielkiego ryzyka, a tolerancja jest duża, koniecz-ność weryfikacji jest niewielka. Nie mniej jednak, jeżeli stawką jest reputacja firmy lub zdrowie konsumentów, wymagana jest większa częstotliwość testów.
Koszty testów i doświadczenie operatora są poru-szone w METTLER TOLEDO Good Weighing PracticeTM (GWP®), model dobrej praktyki ważenia bazujący na rzeczywistych warunkach pracy, który można stoso-wać w dowolnym scenariuszu, gdzie dokładne ważenie jest istotne dla jakości i bezpieczeństwa produktów.
6 Podsumowanie

Zar
ządz
anie
jako
ścią
Mettler-Toledo Sp.z.o.oul. Poleczki 21PL 02822 WarszawaTel. +48 22 545 06 80Fax +48 22 545 06 88
Zmiany techniczne zastrzeżone© 08/2011 MettlerToledo AGMarCom Industrial
W celu uzyskania szczegółowych informacji www.mt.com/ind-food-productivity-guide2
• Więcej informacji odnośnie Good Weighing Practice™, oceny ryzyka lub efektywnej pracy wagi można znaleźć po zalogowaniu się na
www.mt.com
• Więcej informacji odnośnie CarePacs® oraz ich roli w zapewnieniu niedrogich, bardzo dokładnych praktyk testów wag można znaleźć na stronie www.mt.com/carepacs
7 Dodatkowe zasoby