ZAAWANSOWANE TECHNIKI WYTWARZANIA W...
9
Politechnika Poznańska Instytut Technologii Mechanicznej Zakład Obróbki Skrawaniem Wydział: BMiZ Studium: stacj. II stopnia Semestr: 1 Kierunek: MCH Rok akad.: 2017/18 Liczba godzin: 15 ZAAWANSOWANE TECHNIKI WYTWARZANIA W MECHATRONICE Laboratorium(hala H20 – ZOS) Prowadzący: dr hab. inż. Damian Przestacki pok. 620 budynek A1, tel. +48 61 665 28 50 e-mail: [email protected] dr inż. Marek Rybicki pok. 605 budynek A1, tel. +48 61 665 27 23 e-mail: [email protected] mgr inż. Piotr Kieruj pok. 617 budynek A1, tel. +48 61 665 27 52 e-mail: [email protected] mgr inż. Martyna Wiciak pok. 605 budynek A1, tel. +48 61 665 27 23 e-mail: [email protected] Konspekt: www.zos.mt.put.poznan.pl TEMATY ĆWICZEŃ 1. Fizyczne i technologiczne efekty obróbki z dużymi prędkościami skrawania. 2. Kształtowanie elementów maszyn za pomocą elektrodrążenia . 3. Wpływ warunków skrawania na twardo na efekty obróbki. 4. Ocena jakości powierzchni po różnych sposobach cięcia. 5. Geometryczne właściwości WW po toczeniu ostrzem z narożem tradycyjnym i typu „wiper”. LITERATURA 1. Cichosz P.: (red.) Obróbka skrawaniem, Wysoka produktywność (Rozdz. 5. Oczoś K., Obróbka wysoko produktywna – wiodącym trendem obróbki skrawaniem, s.31-50), Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław 2007. 2. Kawalec M.: Efekty technologiczne obróbki na twardo materiałów metalowych, Mechanik, 2006 nr 1, s. 20 - 25. 3. Olszak W.: Obróbka skrawaniem. WNT Warszawa 2008. 4. Filipowski R.: Marciniak.: Techniki obróbki mechanicznej i erozyjnej. Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2000. 5. Siwczyk M.: Obróbka elektroerozyjna. Technologia i zastosowanie. WNT, Warszawa 1981 . 6. Erbel J.:(red.) Encyklopedia technik wytwarzania w przemyśle maszynowym tom II. Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2001. 7. Grzesik W.: Podstawy skrawania materiałów konstrukcyjnych, WNT Warszawa 2010. 8. Żebrowski H.: Techniki wytwarzania. Obróbka wiórowa, ścierna i erozyjna. Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław 2004. 9. Burakowski T., Wierzchoń T.: Inżynieria powierzchni metali, WNT Warszawa, Warszawa 1995. 10. Jóźwicki R.: Technika laserowa i jej zastosowania, Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2009.
Transcript of ZAAWANSOWANE TECHNIKI WYTWARZANIA W...
Politechnika Poznańska
Instytut Technologii Mechanicznej
Zakład Obróbki Skrawaniem
Wydział: BMiZ
Studium: stacj. II stopnia
Semestr: 1
Kierunek: MCH
Rok akad.: 2017/18
Liczba godzin: 15
ZA A WA N SOWA N E T E C HN IK I WY TWA R ZA N IA
W M EC HA TR ON IC E
L a b o r a t o r i u m ( h a l a H 2 0 – Z O S )
Prowadzący: dr hab. inż. Damian Przestacki pok. 620 budynek A1, tel. +48 61 665 28 50
e-mail: [email protected]
dr inż. Marek Rybicki pok. 605 budynek A1, tel. +48 61 665 27 23
e-mail: [email protected]
mgr inż. Piotr Kieruj pok. 617 budynek A1, tel. +48 61 665 27 52
e-mail: [email protected]
mgr inż. Martyna Wiciak pok. 605 budynek A1, tel. +48 61 665 27 23
e-mail: [email protected]
Konspekt: www.zos.mt.put.poznan.pl
T E M A T Y Ć W I C Z E Ń
1. Fizyczne i technologiczne efekty obróbki z dużymi prędkościami skrawania.
2. Kształtowanie elementów maszyn za pomocą elektrodrążenia.
3. Wpływ warunków skrawania na twardo na efekty obróbki.
4. Ocena jakości powierzchni po różnych sposobach cięcia.
5. Geometryczne właściwości WW po toczeniu ostrzem z narożem tradycyjnym i typu „wiper”.
L I T E R A T U R A
1. Cichosz P.: (red.) Obróbka skrawaniem, Wysoka produktywność (Rozdz. 5. Oczoś K., Obróbka wysoko
produktywna – wiodącym trendem obróbki skrawaniem, s.31-50), Oficyna Wydawnicza Politechniki
Wrocławskiej, Wrocław 2007.
2. Kawalec M.: Efekty technologiczne obróbki na twardo materiałów metalowych, Mechanik, 2006 nr 1, s. 20-
25.
3. Olszak W.: Obróbka skrawaniem. WNT Warszawa 2008.
4. Filipowski R.: Marciniak.: Techniki obróbki mechanicznej i erozyjnej. Oficyna Wydawnicza Politechniki
Warszawskiej, Warszawa 2000.
5. Siwczyk M.: Obróbka elektroerozyjna. Technologia i zastosowanie. WNT, Warszawa 1981.
6. Erbel J.:(red.) Encyklopedia technik wytwarzania w przemyśle maszynowym tom II. Oficyna Wydawnicza
Politechniki Warszawskiej, Warszawa 2001.
7. Grzesik W.: Podstawy skrawania materiałów konstrukcyjnych, WNT Warszawa 2010.
8. Żebrowski H.: Techniki wytwarzania. Obróbka wiórowa, ścierna i erozyjna. Oficyna Wydawnicza
Politechniki Wrocławskiej, Wrocław 2004.
9. Burakowski T., Wierzchoń T.: Inżynieria powierzchni metali, WNT Warszawa, Warszawa 1995.
10. Jóźwicki R.: Technika laserowa i jej zastosowania, Oficyna Wydawnicza Politechniki Warszawskiej,
Warszawa 2009.

Regulamin laboratorium
1. Opiekunem naukowym ćwiczeń laboratoryjnych jest Kierownik Zakładu.
2. Ćwiczenia składają się z 5 ćwiczeń laboratoryjnych wykonywanych w podgrupach wg
harmonogramu.
3. Ćwiczenia rozpoczynają się punktualnie. W razie opuszczenia ćwiczenia należy je wykonać
w dodatkowym terminie, po konsultacji z prowadzącym zajęcia laboratoryjne.
4. Do ćwiczeń należy przystąpić starannie przygotowanym na podstawie wykładów, materiałów
zawartych w skrypcie oraz wskazanej literaturze. Nieprzygotowanie się do zajęć powoduje
niezaliczenie ćwiczenia w danym dniu.
5. Ćwiczenie należy wykonywać zgodnie ze wskazaniami prowadzących ćwiczenie, zwracając
szczególną uwagę na bezpieczeństwo i higienę pracy.
6. Po zakończeniu ćwiczenia wyniki badań i obserwacji wpisane długopisem do protokołu należy
przedstawić prowadzącemu zajęcia do akceptacji.
7. Ćwiczenie zostaje zaliczone na podstawie:
a. znajomości podstaw teoretycznych ćwiczenia,
b. wykonania ćwiczenia,
c. opracowania i złożenia na następnych zajęciach protokołu z ćwiczenia (sprawozdania),
d. uzyskania pozytywnej oceny z opracowanego protokołu.
8. Ćwiczenie zostaje niezaliczone w przypadku:
a. nieobecności na ćwiczeniu lub przerwaniu ćwiczenia,
b. nieprzygotowania się do ćwiczenia,
c. wykonania ćwiczenia niezgodnie z uwagami prowadzących,
d. niewłaściwego opracowania protokołu,
e. niezłożenia protokołu z ćwiczenia.
9. Każdy student ma obowiązek przynieść na zajęcia druki sprawozdań dotyczących ćwiczeń
wykonywanych w danym dniu.
10. Sprawozdanie z każdego ćwiczenia student wykonuje indywidualnie.
11. W skład poprawnie wykonanego sprawozdania wchodzą: zestawienie wyników doświadczenia,
opracowanie graficzne i statystyczne wyników pomiarów, analiza wyników pomiarów, wnioski
końcowe (szczegóły dotyczące sprawozdania zamieszczone są w konspekcie).
12. Sprawozdanie zawierające wyłącznie wyniki doświadczenia traktowane jest na równi z brakiem
sprawozdania.
13. W sprawozdaniu oceniana jest umiejętność prezentacji i opracowywania wyników pomiarów,
umiejętność prowadzenia analizy – porównywania wyników i znajomości wiedzy teoretycznej
dotyczącej badanego zagadnienia oraz umiejętność wnioskowania.
14. Zaliczenie końcowe z laboratorium następuje po spełnieniu wymagań zgodnie z pkt. 7 dla
całego programu ćwiczeń.
15. Student jest zobowiązany do niezwłocznego usprawiedliwienia u prowadzącego nieobecności na
zajęciach.
16. Prowadzący zajęcia określa sposób i termin uzupełnienia zaległości powstałych wskutek
usprawiedliwionej nieobecności studenta na zajęciach.
17. Nieobecność studenta, nawet usprawiedliwiona, na więcej niż 1/3 zajęć, może być podstawą do
nie zaliczenia tych zajęć. Niewykonanie tych ćwiczeń określonych regulaminem laboratorium
uniemożliwia zaliczenie zajęć laboratoryjnych.
18. Studenci są odpowiedzialni materialnie za uszkodzoną z ich winy aparaturę, przyrządy
pomiarowe, narzędzia, pomoce warsztatowe itp.

Ćwiczenie 1
Fizyczne i technologiczne efekty obróbki z dużymi prędkościami skrawania
I. Zagadnienia do przygotowania
1. Istota i efekty stosowania obróbki szybkościowej HSM.
2. Narzędzia stosowane w HSM i ich systemy mocowania.
3. Wymiary warstwy skrawanej przy obróbce frezami walcowo-czołowymi.
II. Przebieg ćwiczenia
1. Zapoznać się z obsługą stanowiska badawczego – centrum obróbkowe i profilografometr.
2. Przeprowadzić frezowanie walcowo-czołowe stali z 5-cioma prędkościami skrawania.
3. Zmierzyć parametr Ra chropowatości powierzchni obrobionej oraz dokonać oceny postaci i koloru wiórów.
III. Sprawozdanie
1. Naszkicować stosowane narzędzie z przekrojem warstwy skrawanej oraz jej parametrami kinematycznymi i
geometrycznymi.
2. Obliczyć objętościową wydajność skrawania.
3. Przedstawić na wykresie oraz dokonać analizy zależności Ra=f(vc) i Q=f(vc).
4. Przeprowadzić analizę wpływu prędkości skrawania na postać i kolor wiórów .
5. Przedstawić wnioski.
Ćwiczenie 2
Kształtowanie elementów maszyn za pomocą elektrodrążenia
I. Zagadnienia do przygotowania
1. Istota elektroerozyjnego drążenia EDM i wycinania drutem WEDM.
2. Ciecz dielektryczna i jej funkcje w obróbce elektroerozyjnej.
3. Rodzaje materiałów obrabianych elektroerozyjnie.
4. Możliwości technologiczne obróbki elektroerozyjnej.
5. Zalety i wady obróbki elektroerozyjnej.
6. Parametry obróbki elektroerozyjnej i ich wpływ na efekty obróbki.
II. Przebieg ćwiczenia
1. Zapoznać się z obsługa elektrodrążarki.
2. Ustawić punkty bazowe przedmiotu.
3. Napisać program do drążenia z różnymi parametrami w poszczególnych obszarach obróbki.
4. Ocenić efekty obróbki.
III. Sprawozdanie
1. Opisać stosowaną elektrodę i materiał obrabiany
2. Podać parametry drążenia w poszczególnych próbach obróbki (napięcie i natężenie w poszczególnych impulsach, liczba
impulsów, szczelina boczna, interpolacja)
3. Ocenić wpływ parametrów drążenia na jego efekty (czas, chropowatość)
4. Przedstawić wnioski
Ćwiczenie 3
Wpływ warunków skrawania na twardo na efekty obróbki
I. Zagadnienia do przygotowania
1. Definicja oraz zalety i wady obróbki na twardo w stosunku do szlifowania.
2. Różnice podczas skrawania materiałów o różnej twardości.
3. Warunki skrawania stosowane podczas toczenia zahartowanych stali.
4. Wpływ warunków skrawania na zużycie ostrza, chropowatość powierzchni obrobionej i kształt wiórów.
II. Przebieg ćwiczenia
1. Zapoznać się z obsługą stanowiska badawczego.
2. Dobrać materiał ostrza, narzędzie i technologiczne parametry toczenia.
3. Przeprowadzić toczenie zahartowanej stali w różnych warunkach (oraz stali w stanie miękkim dla porównania).
4. Wykonać pomiary zużycia badanych ostrzy i wybranego parametru chropowatości powierzchni obrobionej.
5. Wykonać szkice struktury wiórów w dużym powiększeniu otrzymanych w poszczególnych próbach.
III. Sprawozdanie
1. Podać warunki skrawania i wyniki przeprowadzonych badań.
2. Dokonać analizy wpływu twardości materiału obrabianego, materiału ostrza i odmiany toczenia na zużycie ostrza,
chropowatość powierzchni obrobionej i strukturę wiórów.
3. Przedstawić wnioski.

Ćwiczenie 4
Ocena jakości powierzchni po różnych sposobach cięcia
I. Zagadnienia do przygotowania
1. Istota, rodzaje i odmiany obróbki strumieniowo-erozyjnej.
2. Parametry cięcia laserowego, plazmowego i strumieniem wodno-ściernym.
3. Porównanie różnych sposobów cięcia ze względu na rodzaj i grubość materiału obrabianego, prędkość obróbki i jakość
powierzchni obrobionej.
II. Przebieg ćwiczenia
1. Zapoznać się z techniką pomiarów i obsługą przyrządów pomiarowych
2. Zapoznać się z rodzajami i wartościami typowych parametrów cięcia laserowego, plazmowego i strumieniem wodno-
ściernym przedstawionych próbek
3. Zmierzyć parametry chropowatości i błędy kształtu po różnych sposobach cięcia wg normy
III. Sprawozdanie
1. Przedstawić technikę pomiarów
2. Przedstawić graficznie wyniki przeprowadzonych pomiarów
3. Przeprowadzić analizę wpływu sposobu cięcia na jakość powierzchni obrobionej i wydajność dla analizowanego
przypadku rodzaju materiału i grubości przedmiotu obrabianego
4. Przedstawić wnioski
Ćwiczenie 5
Geometryczne właściwości WW po toczeniu ostrzem z narożem tradycyjnym i typu „wiper”
I. Zagadnienia do przygotowania
1. Geometria naroży typu wiper
2. Zalety i wady stosowania naroży typu wiper
3. Wpływ warunków skrawania na siły, zużycie ostrzy oraz chropowatość powierzchni obrobionej
4. Chropowatość teoretyczna powierzchni obrobionej
II. Przebieg ćwiczenia
1. Zapoznać się z charakterystyką stosowanych ostrzy i parametrami skrawania
2. Zapoznać się z techniką pomiarów i obsługą przyrządów pomiarowych
3. Zmierzyć chropowatość powierzchni obrobionej, stosując 6 powtórzeń
4. Zapoznać się ze sposobem statystycznego określenia rozrzutów i porównania otrzymanych wyników
III. Sprawozdanie
1. Podać warunki skrawania
2. Przedstawić na wykresie wpływ posuwu na chropowatość powierzchni obrobionej, z wyznaczonymi przedziałami
ufności
3. Porównać statystycznie wartości średnie parametru chropowatości otrzymane podczas toczenia narożem tradycyjnym i
typu „wiper” przy tych samych wartościach posuwu
4. Przedstawić wnioski

Politechnika Poznańska Instytut Technologii Mechanicznej
Zakład Obróbki Skrawaniem
ZAAWANSOWANE TECHNIKI WYTWARZANIA
W MECHATRONICE
Nazwisko i imię
Semestr
Wydział
BMiZ
Kierunek
Grupa dziek./labor.
Temat ćwiczenia:
Fizyczne i technologiczne efekty obróbki z dużymi prędkościami skrawania
Data wykonania ćwiczenia:
Data oddania sprawozdania: Nazwisko prowadzącego: Ocena:
Stałe warunki skrawania: Szkic narzędzia i przedmiotu z warstwą skrawaną:
Materiał obrabiany
Posuw na ostrze fz = mm/ostrze
Głębokość skrawania ap = mm
Szerokość frezowania ae = mm
Średnica frezu d = mm
Liczba ostrzy z =
vc [m/min] n [obr/min] vf [mm/min] Rz [µm] Q = ap·ae·vf
[mm3/min]
Postać i kolor
wiórów
Rzśr =
Rzśr =
Rzśr =
Rzśr =
Rzśr =

Politechnika Poznańska Instytut Technologii Mechanicznej
Zakład Obróbki Skrawaniem
ZAAWANSOWANE TECHNIKI WYTWARZANIA
W MECHATRONICE
Nazwisko i imię
Semestr
Wydział
BMiZ
Kierunek
Grupa dziek./labor.
Temat ćwiczenia:
Wpływ warunków skrawania na twardo na efekty obróbki Data wykonania ćwiczenia:
Data oddania sprawozdania: Nazwisko prowadzącego: Ocena:
r [mm] f [mm/obr] ap [mm] n [obr/min] d [mm] vc [m/min]
Materiał obrabiany (twardość): Kształt wióra:
Materiał ostrza:
Odmiana toczenia:
VBc1 [mm] VBc2 [mm] Ra1 [µm] Ra2 [µm]
r [mm] f [mm/obr] ap [mm] n [obr/min] d [mm] vc [m/min]
Materiał obrabiany (twardość): Kształt wióra:
Materiał ostrza:
Odmiana toczenia:
VBc1 [mm] VBc2 [mm] Ra1 [µm] Ra2 [µm]
r [mm] f [mm/obr] ap [mm] n [obr/min] d [mm] vc [m/min]
Materiał obrabiany (twardość): Kształt wióra:
Materiał ostrza:
Odmiana toczenia:
VBc1 [mm] VBc2 [mm] Ra1 [µm] Ra2 [µm]
r [mm] f [mm/obr] ap [mm] n [obr/min] d [mm] vc [m/min]
Materiał obrabiany (twardość): Kształt wióra:
Materiał ostrza:
Odmiana toczenia:
VBc1 [mm] VBc2 [mm] Ra1 [µm] Ra2 [µm]
VBc1, VBc2– stan początkowy i końcowy wskaźnika VBc zużycia ostrza
Ra1, Ra2 – parametr chropowatości Ra zmierzony na początku i końcu długości wałka

Politechnika Poznańska Instytut Technologii Mechanicznej
Zakład Obróbki Skrawaniem
ZAAWANSOWANE TECHNIKI WYTWARZANIA
W MECHATRONICE
Nazwisko i imię
Semestr
Wydział
BMiZ
Kierunek
Grupa dziek./labor.
Temat ćwiczenia:
Kształtowanie elementów maszyn za pomocą elektrodrążenia Data wykonania ćwiczenia:
Data oddania sprawozdania: Nazwisko prowadzącego: Ocena:
Stałe warunki erodowania:
Materiał obrabiany:
Materiał elektrody:
Głębokość drążenia:
Szerokość elektrody:
Pole powierzchni elektrody:
Próba 1
szczelina [mm]: końcowe Ra [µm]: czas drążenia [min]:
Impuls Natężenie [A] Napięcie [V] Ra [µm] Interpolacja:
1
2
3
Próba 2
szczelina [mm]: końcowe Ra [µm]: czas drążenia [min]:
Impuls Natężenie [A] Napięcie [V] Ra [µm] Interpolacja:
1
2
3
Próba 3
szczelina [mm]: końcowe Ra [µm]: czas drążenia [min]:
Impuls Natężenie [A] Napięcie [V] Ra [µm] Interpolacja:
1
2
3
4
5
6
7
Politechnika Poznańska Instytut Technologii Mechanicznej
Zakład Obróbki Skrawaniem
ZAAWANSOWANE TECHNIKI WYTWARZANIA
W MECHATRONICE
Nazwisko i imię
Semestr
Wydział
BMiZ
Kierunek
Grupa dziek./labor.
Temat ćwiczenia:
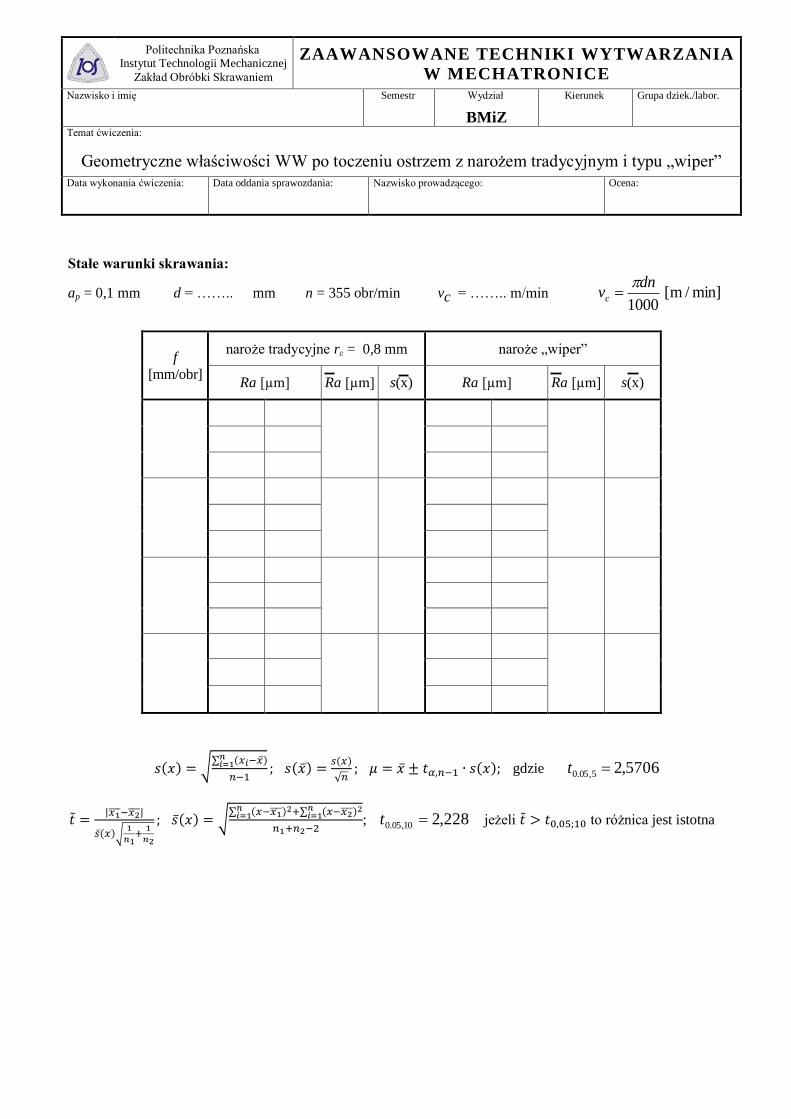
Geometryczne właściwości WW po toczeniu ostrzem z narożem tradycyjnym i typu „wiper”
Data wykonania ćwiczenia:
Data oddania sprawozdania: Nazwisko prowadzącego: Ocena:
Stałe warunki skrawania:
ap = 0,1 mm d = …….. mm n = 355 obr/min vc = …….. m/min min]/m[1000
dnvc
f
[mm/obr]
naroże tradycyjne rε = 0,8 mm naroże „wiper”
Ra [µm] Ra [µm] s(x) Ra [µm] Ra [µm] s(x)
𝑠(𝑥) = √∑ (𝑥𝑖−�̅�)𝑛𝑖=1
𝑛−1; 𝑠(�̅�) =
𝑠(𝑥)
√𝑛; 𝜇 = �̅� ± 𝑡𝛼,𝑛−1 ∙ 𝑠(𝑥); gdzie 5706,25,05.0 t
�̃� =|𝑥1̅̅̅̅ −𝑥2̅̅̅̅ |
𝑠̅(𝑥)√1
𝑛1+
1
𝑛2
; �̅�(𝑥) = √∑ (𝑥−𝑥1̅̅̅̅ )
2+∑ (𝑥−𝑥2̅̅̅̅ )2𝑛
𝑖=1𝑛𝑖=1
𝑛1+𝑛2−2; 228,210,05.0 t jeżeli �̃� > 𝑡0,05;10 to różnica jest istotna
Politechnika Poznańska Instytut Technologii Mechanicznej
Zakład Obróbki Skrawaniem
ZAAWANSOWANE TECHNIKI WYTWARZANIA
W MECHATRONICE
Nazwisko i imię
Semestr
Wydział
BMiZ
Kierunek
Grupa dziek./labor.
Temat ćwiczenia:
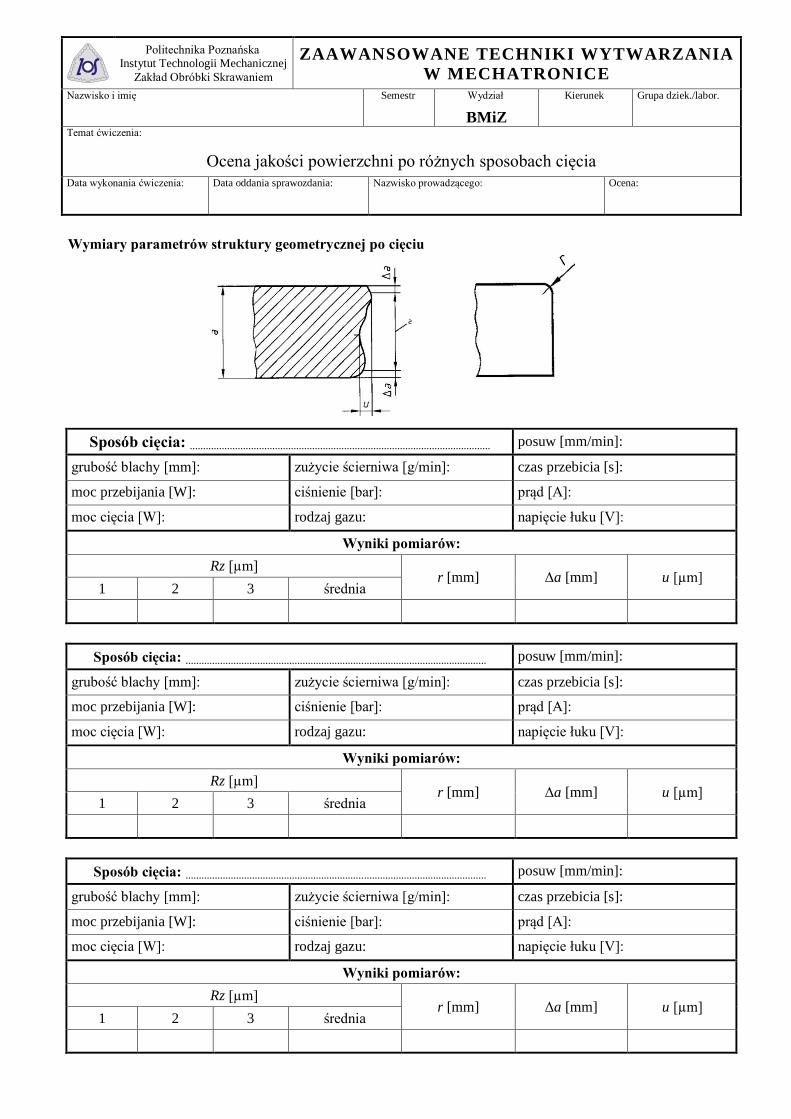
Ocena jakości powierzchni po różnych sposobach cięcia
Data wykonania ćwiczenia:
Data oddania sprawozdania: Nazwisko prowadzącego: Ocena:
Wymiary parametrów struktury geometrycznej po cięciu
Sposób cięcia: ................................................................................................................. posuw [mm/min]:
grubość blachy [mm]: zużycie ścierniwa [g/min]: czas przebicia [s]:
moc przebijania [W]: ciśnienie [bar]: prąd [A]:
moc cięcia [W]: rodzaj gazu: napięcie łuku [V]:
Wyniki pomiarów:
Rz [µm] r [mm] Δa [mm] u [µm]
1 2 3 średnia
Sposób cięcia: ................................................................................................................. posuw [mm/min]:
grubość blachy [mm]: zużycie ścierniwa [g/min]: czas przebicia [s]:
moc przebijania [W]: ciśnienie [bar]: prąd [A]:
moc cięcia [W]: rodzaj gazu: napięcie łuku [V]:
Wyniki pomiarów:
Rz [µm] r [mm] Δa [mm] u [µm]
1 2 3 średnia
Sposób cięcia: ................................................................................................................. posuw [mm/min]:
grubość blachy [mm]: zużycie ścierniwa [g/min]: czas przebicia [s]:
moc przebijania [W]: ciśnienie [bar]: prąd [A]:
moc cięcia [W]: rodzaj gazu: napięcie łuku [V]:
Wyniki pomiarów:
Rz [µm] r [mm] Δa [mm] u [µm]
1 2 3 średnia