Wp³yw napraw ram samochodów ciê¿arowych metodami...
7
49 Tomasz Wêgrzyn Wy¿sza Szko³a Zarz¹dzania Ochron¹ Pracy w Katowicach Micha³ Miros Politechnika Œl¹ska Damian Hadryœ Politechnika Œl¹ska Wp³yw napraw ram samochodów ciê¿arowych metodami spawalniczymi na bezpieczeñstwo bierne pojazdów Streszczenie W artykule przeanalizowano w³aœciwoœci plastyczne z³¹cza spawanego znajduj¹cego siê w ra- mie pojazdu ciê¿arowego. Standardowymi elektrodami zasadowymi oraz elektrodami zasadowy- mi z dodatkiem niklu wykonano z³¹cza, z których wyciêto próbki udarnoœciowe. Próbki zosta³y odkszta³cone obci¹¿eniami statycznym i dynamicznym, a nastêpnie wyprostowane do kszta³tu pocz¹tkowego. Tak przygotowane próbki zosta³y poddane próbie udarnoœci. Przeanalizowano równie¿ charakter prze³omów badanych stopiw oraz struktury metalograficzne. Na podstawie wyników badañ powi¹zano w³asnoœci mechaniczne spawanych ram samochodowych z bezpie- czeñstwem biernym pojazdów. S³owa kluczowe: spawanie, bezpieczeñstwo bierne, samochód ciê¿arowy, rama Abstract Plastic properties of welded join in frame of truck was analysed. Joints were made by standard basic electrodes and laboratory electrodes with an addition of nickel. Toughness samples was cut out from prepered joints. Toughness samples was bended with static and dynamic loading. Furthermore samples were straightened to primary shape. The samples prepared in this way were tested by impact toughness test. Moreover the character of break- through and metallography structure of tested joints was analysed. The results of investigations allowed to join mechanic properties and passive safety of vehicles. Keywords: welding, passive safety, truck, frame 1. Wprowadzenie W Polsce dochodzi do ogromnej iloœci wypadków samochodowych. W wypadkach samochodowych ginie codziennie w naszym kraju oko³o 17 osób. Ró¿ne s¹ tego powo- dy: niebezpieczne skrzy¿owania, brak autostrad, z³y stan nawierzchni jezdni, jazda kie- rowców po spo¿yciu alkoholu. Na iloœæ wypadków wp³ywa równie¿ stan techniczny po- jazdu, od którego zale¿y tak zwane bezpieczeñstwo bierne. Sk³ada siê na nie ogó³ przed- siêwziêæ maj¹cych na celu ochronê u¿ytkowników pojazdu w czasie trwania zderzenia. ZESZYTY NAUKOWE WYŻSZEJ SZKOŁY ZARZĄDZANIA OCHRONĄ PRACY W KATOWICACH Nr 1(4)/2008, s. 49-56 ISSN-1895-3794
-
Upload
truongduong -
Category
Documents
-
view
215 -
download
0
Transcript of Wp³yw napraw ram samochodów ciê¿arowych metodami...
49
Tomasz WêgrzynWy¿sza Szko³a Zarz¹dzania Ochron¹ Pracy w Katowicach
Micha³ MirosPolitechnika Œl¹skaDamian HadryœPolitechnika Œl¹ska
Wp³yw napraw ram samochodów ciê¿arowych metodami spawalniczymi na bezpieczeñstwo bierne pojazdów
Streszczenie
W artykule przeanalizowano w³aœciwoœci plastyczne z³¹cza spawanego znajduj¹cego siê w ra-mie pojazdu ciê¿arowego. Standardowymi elektrodami zasadowymi oraz elektrodami zasadowy-mi z dodatkiem niklu wykonano z³¹cza, z których wyciêto próbki udarnoœciowe. Próbki zosta³y odkszta³cone obci¹¿eniami statycznym i dynamicznym, a nastêpnie wyprostowane do kszta³tu pocz¹tkowego. Tak przygotowane próbki zosta³y poddane próbie udarnoœci. Przeanalizowano równie¿ charakter prze³omów badanych stopiw oraz struktury metalograficzne. Na podstawie wyników badañ powi¹zano w³asnoœci mechaniczne spawanych ram samochodowych z bezpie-czeñstwem biernym pojazdów.
S³owa kluczowe: spawanie, bezpieczeñstwo bierne, samochód ciê¿arowy, rama
Abstract
Plastic properties of welded join in frame of truck was analysed. Joints were made by standard basic electrodes and laboratory electrodes with an addition of nickel. Toughness samples was cut out from prepered joints. Toughness samples was bended with static and dynamic loading. Furthermore samples were straightened to primary shape. The samples prepared in this way were tested by impact toughness test. Moreover the character of break-through and metallography structure of tested joints was analysed. The results of investigations allowed to join mechanic properties and passive safety of vehicles.
Keywords: welding, passive safety, truck, frame
1. Wprowadzenie
W Polsce dochodzi do ogromnej iloœci wypadków samochodowych. W wypadkach samochodowych ginie codziennie w naszym kraju oko³o 17 osób. Ró¿ne s¹ tego powo-dy: niebezpieczne skrzy¿owania, brak autostrad, z³y stan nawierzchni jezdni, jazda kie-rowców po spo¿yciu alkoholu. Na iloœæ wypadków wp³ywa równie¿ stan techniczny po-jazdu, od którego zale¿y tak zwane bezpieczeñstwo bierne. Sk³ada siê na nie ogó³ przed-siêwziêæ maj¹cych na celu ochronê u¿ytkowników pojazdu w czasie trwania zderzenia.
ZESZYTY NAUKOWE WYŻSZEJ SZKOŁY ZARZĄDZANIA OCHRONĄ PRACY W KATOWICACH Nr 1(4)/2008, s. 49-56 ISSN-1895-3794
W artykule postanowiono przeanalizowaæ wp³yw napraw ram samochodów ciê¿aro-wych metodami spawalniczymi na bezpieczeñstwo bierne pojazdów.
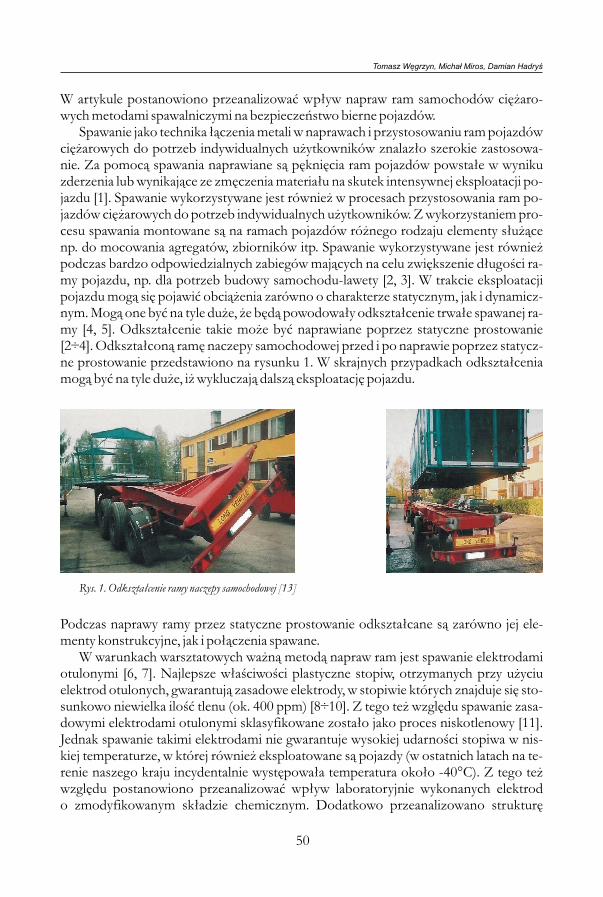
Spawanie jako technika ³¹czenia metali w naprawach i przystosowaniu ram pojazdów ciê¿arowych do potrzeb indywidualnych u¿ytkowników znalaz³o szerokie zastosowa-nie. Za pomoc¹ spawania naprawiane s¹ pêkniêcia ram pojazdów powsta³e w wyniku zderzenia lub wynikaj¹ce ze zmêczenia materia³u na skutek intensywnej eksploatacji po-jazdu [1]. Spawanie wykorzystywane jest równie¿ w procesach przystosowania ram po-jazdów ciê¿arowych do potrzeb indywidualnych u¿ytkowników. Z wykorzystaniem pro-cesu spawania montowane s¹ na ramach pojazdów ró¿nego rodzaju elementy s³u¿¹ce np. do mocowania agregatów, zbiorników itp. Spawanie wykorzystywane jest równie¿ podczas bardzo odpowiedzialnych zabiegów maj¹cych na celu zwiêkszenie d³ugoœci ra-my pojazdu, np. dla potrzeb budowy samochodu-lawety [2, 3]. W trakcie eksploatacji pojazdu mog¹ siê pojawiæ obci¹¿enia zarówno o charakterze statycznym, jak i dynamicz-nym. Mog¹ one byæ na tyle du¿e, ¿e bêd¹ powodowa³y odkszta³cenie trwa³e spawanej ra-my [4, 5]. Odkszta³cenie takie mo¿e byæ naprawiane poprzez statyczne prostowanie [2÷4]. Odkszta³con¹ ramê naczepy samochodowej przed i po naprawie poprzez statycz-ne prostowanie przedstawiono na rysunku 1. W skrajnych przypadkach odkszta³cenia mog¹ byæ na tyle du¿e, i¿ wykluczaj¹ dalsz¹ eksploatacjê pojazdu.
Rys. 1. Odkszta³cenie ramy naczepy samochodowej [13]
Podczas naprawy ramy przez statyczne prostowanie odkszta³cane s¹ zarówno jej ele-menty konstrukcyjne, jak i po³¹czenia spawane.
W warunkach warsztatowych wa¿n¹ metod¹ napraw ram jest spawanie elektrodami otulonymi [6, 7]. Najlepsze w³aœciwoœci plastyczne stopiw, otrzymanych przy u¿yciu elektrod otulonych, gwarantuj¹ zasadowe elektrody, w stopiwie których znajduje siê sto-sunkowo niewielka iloœæ tlenu (ok. 400 ppm) [8÷10]. Z tego te¿ wzglêdu spawanie zasa-dowymi elektrodami otulonymi sklasyfikowane zosta³o jako proces niskotlenowy [11]. Jednak spawanie takimi elektrodami nie gwarantuje wysokiej udarnoœci stopiwa w nis-kiej temperaturze, w której równie¿ eksploatowane s¹ pojazdy (w ostatnich latach na te-renie naszego kraju incydentalnie wystêpowa³a temperatura oko³o -40°C). Z tego te¿ wzglêdu postanowiono przeanalizowaæ wp³yw laboratoryjnie wykonanych elektrod o zmodyfikowanym sk³adzie chemicznym. Dodatkowo przeanalizowano strukturê
50
Tomasz Wêgrzyn, Micha³ Miros, Damian Hadryœ
stopiwa, zw³aszcza iloœæ drobnoziarnistego ferrytu AF (acicular ferrite), którego zawar-toœæ jest powi¹zana z udarnoœci¹ stalowego stopiwa niskostopowego i niskowêglowe- go [8, 9, 11].
2. Czêœæ badawcza
Celem badañ by³o okreœlenie w³aœciwoœci plastycznych z³¹czy spawanych ram po-jazdów ciê¿arowych, naprawianych po trwa³ych odkszta³ceniach. Do wykonania bada-nych z³¹czy zastosowano spawanie zasadowymi elektrodami otulonymi EB 1.50 oraz elektrodami wykonanymi laboratoryjnie z dodatkiem Ni. Do otuliny elektrod wprowa-dzono 3% ¿elazoniklu, co pozwoli³o uzyskaæ w stopiwie 1,1% niklu. Podczas spawania zastosowano pr¹d o natê¿eniu 135 A. Œrednica elektrod wynosi³a 4 mm. Do wykonania modelowych z³¹czy spawanych wykorzystana zosta³a stal 18G2 (S355J2G3 wg EN), powszechnie stosowana jako materia³ do produkcji ram pojazdów ciê¿arowych. Sk³ad tej stali przedstawiony zosta³ w tablicy 1.
Tab. 1. Sk³ad chemiczny stali na ramy pojazdów
Z przygotowanego stopiwa wykonano próbki przeznaczone do odkszta³cania (o wymiarze próbek udarnoœciowych, lecz bez naciêtych karbów). Próbki podzielone zosta³y na trzy grupy: do odkszta³cenia statycznego, dynamicznego i próbki nieod-kszta³cone (tablica 2).
Tab. 2. Podzia³ próbek u¿ytych do badañ
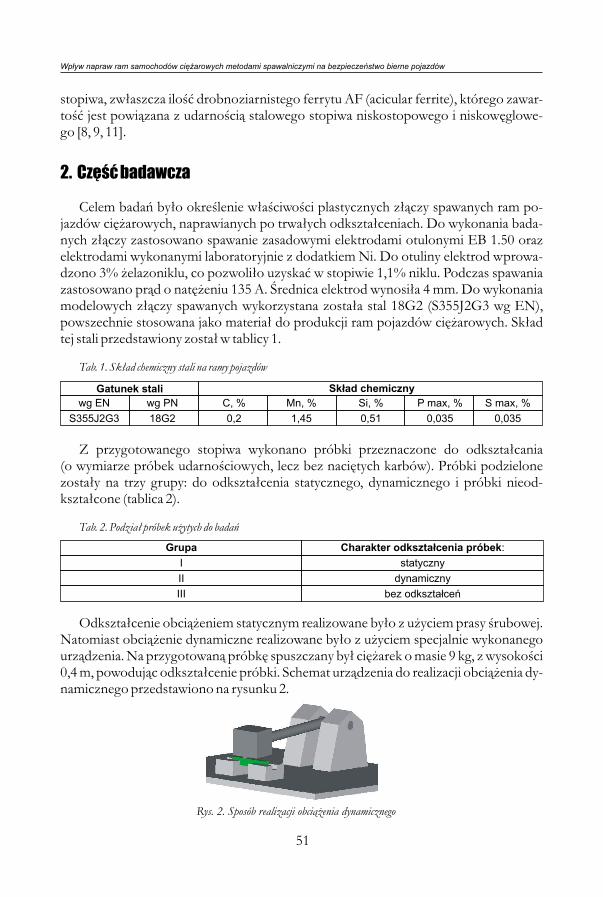
Odkszta³cenie obci¹¿eniem statycznym realizowane by³o z u¿yciem prasy œrubowej. Natomiast obci¹¿enie dynamiczne realizowane by³o z u¿yciem specjalnie wykonanego urz¹dzenia. Na przygotowan¹ próbkê spuszczany by³ ciê¿arek o masie 9 kg, z wysokoœci 0,4 m, powoduj¹c odkszta³cenie próbki. Schemat urz¹dzenia do realizacji obci¹¿enia dy-namicznego przedstawiono na rysunku 2.
51
Wp³yw napraw ram samochodów ciê¿arowych metodami spawalniczymi na bezpieczeñstwo bierne pojazdów
wg EN
S355J2G3
wg PN
18G2
C, %
0,2
Mn, %
1,45
Si, %
0,51
P max, %
0,035
S max, %
0,035
Gatunek stali Sk³ad chemiczny
Grupa
I
II
III
Charakter odkszta³cenia próbek:
statyczny
dynamiczny
bez odkszta³ceñ
Rys. 2. Sposób realizacji obci¹¿enia dynamicznego
Proces odkszta³cania próbek zarówno obci¹¿anych statycznie, jak i dynamicznie po-wodowa³ uzyskanie strza³ki ugiêcia do oko³o 3 mm (30% gruboœci próbki udarnoœcio-wej). Odkszta³cone próbki zosta³y poddane statycznemu prostowaniu, realizowanemu na prasie œrubowej. Proces ten symulowa³ naprawê z³¹cza w ramie pojazdu. Nastêpnie na próbkach wykonano karb, zgodnie z wytycznymi podanymi w normie PN-87/M-69772. Karb na próbkach, które by³y odkszta³cone, nacinano na tej stronie, która by³a rozci¹gana podczas obci¹¿ania wstêpnego. W celu odtworzenia rzeczywistych warun-ków eksploatacji pojazdu przeprowadzono badania udarnoœci w temperaturze +20°C oraz -40°C. Badania przeprowadzone zosta³y zgodnie z normami PN-EN 10045-1 oraz PN-79/H-04371. Energie ³amania stopiw wykonanych elektrod¹ zasadow¹ EB 1.50 przedstawiono w tablicy 3.
Tab. 3. Energia ³amania stopiw wykonanych elektrod¹ zasadow¹ EB 1.50
1) œrednia z 3 pomiarów
Uzyskano zró¿nicowane wyniki badañ. Najwiêksz¹ energi¹ ³amania charaktery-zowa³o siê stopiwo nieodkszta³cane wstêpnie. Stopiwo wykonane elektrod¹ zasadow¹ oraz odkszta³cone wstêpnie obci¹¿eniem dynamicznym wykaza³o ni¿sz¹ o oko³o 5% energiê ³amania w stosunku do stopiwa nieodkszta³conego wstêpnie. Natomiast sto-piwo odkszta³cone wstêpnie obci¹¿eniem statycznym posiada³o udarnoœæ ni¿sz¹ o oko³o 15% od stopiwa nieodkszta³canego. W przypadku stopiwa wykonanego elektrod¹ zasa-dow¹ z dodatkiem niklu równie¿ stopiwo nieodkszta³cone posiada³o najwiêksz¹ energiê ³amania. Jednak wp³yw wczeœniejszego odkszta³cenia okaza³ siê inny ni¿ w przypadku stopiw wykonanych elektrod¹ zasadow¹ bez dodatku niklu. Energie ³amania stopiw wy-konanych elektrod¹ zasadow¹ z dodatkiem niklu przedstawiono w tablicy 4.
Tab. 4. Energia ³amania stopiw wykonanych elektrod¹ zasadow¹ z dodatkiem niklu
1) œrednia z 3 pomiarów
W temperaturze dodatniej stopiwo wykonane elektrod¹ zasadow¹ z dodatkiem niklu charakteryzowa³o siê nieco ni¿sz¹ energi¹ ³amania ni¿ stopiwo wykonane elektrod¹ bez dodatku niklu. Natomiast w temperaturze ujemnej stopiwo takie posiada³o energiê ³a-mania powy¿ej granicy bezpieczeñstwa (47J). Dodatek niklu spowodowa³ wyraŸn¹ po-prawê udarnoœci (zawsze powy¿ej 68 J) w niskiej temperaturze. W celu wyjaœnienia
52
Tomasz Wêgrzyn, Micha³ Miros, Damian Hadryœ
W temp. -40°C
poni¿ej 30
poni¿ej 30
poni¿ej 30
W temp. +20°C
208
190
172
Stopiwo odkszta³cone obci¹¿eniem dynamicznym
Stopiwo odkszta³cone obci¹¿eniem statycznym
Rodzaj obci¹¿enia wstêpnego
Stopiwo nieodkszta³cone
1)Energia ³amania , J
W temp. -40°C
89
77
68
W temp. +20°C
187
160
173
Stopiwo odkszta³cone obci¹¿eniem dynamicznym
Stopiwo odkszta³cone obci¹¿eniem statycznym
Rodzaj obci¹¿enia wstêpnego
Stopiwo nieodkszta³cone
1)Energia ³amania , J
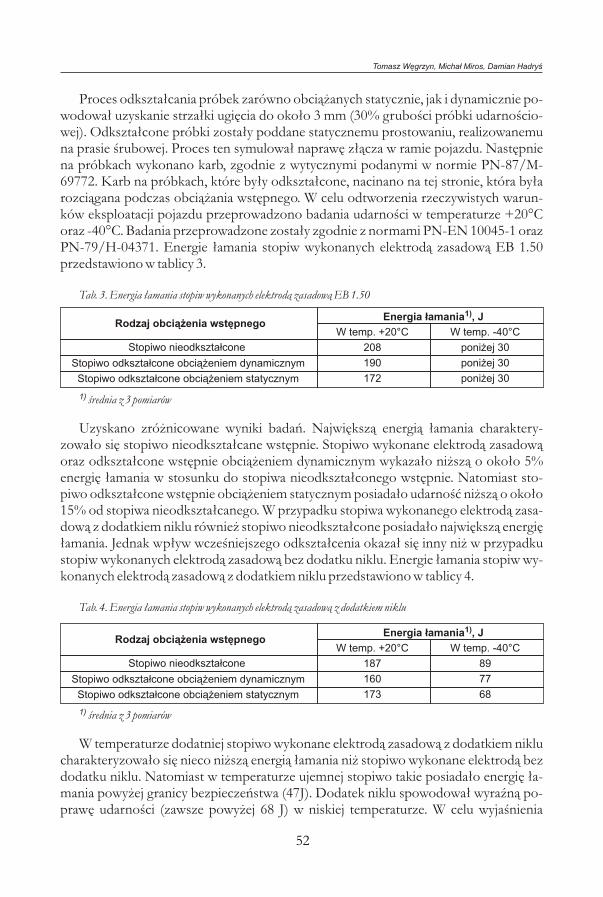
ró¿nej energii ³amania stopiw oraz ró¿nego wp³yw wstêpnego odkszta³cenia na energie ³amania stopiw przeprowadzono badania prze³omów. Mia³y one charakter mieszany i ci¹gliwy. Przyk³ad prze³omu ci¹gliwego próbki wykonanej elektrod¹ zasadow¹ z dodat-kiem niklu oraz z³amanej w temperaturze -40 °C przedstawiono na rysunku 3.
Rys. 3. Prze³om ci¹gliwy próbki wykonanej elektrod¹ zasadow¹ z dodatkiem niklu,temp. ³amania -40 °C, pow. x5
Dalszym etapem badañ by³o przeanalizowanie struktury metalograficznej. Stwier-dzono ró¿nice strukturalne stopiw badanych elektrod. W strukturach próbek wykona-nych elektrod¹ zasadow¹ z dodatkiem niklu wystêpowa³a wiêksza iloœæ drobnoziarnis-tego ferrytu AF (acicular ferrite). Iloœæ drobnoziarnistego ferrytu AF, jak równie¿ innych odmian morfologicznych ferrytu: GBF (grain boundary ferrite) oraz SPF (side plate ferrite), okreœlano mikroskopi¹ œwietln¹, stosuj¹c tzw. technikê „siatkow¹”, zgodnie z wytyczny-mi Miêdzynarodowego Instytutu Spawalnictwa, podanymi w Dokumencie MIS-IX-1323-84 oraz z wykorzystaniem programu Met-ilo. Wyniki w obu zastosowanych meto-dach pomiarowych dawa³y podobne rezultaty. Wyniki przeprowadzonych badañ przed-stawiono w tablicy 5.
Tab. 5. Struktura stopiwa elektrod zasadowych
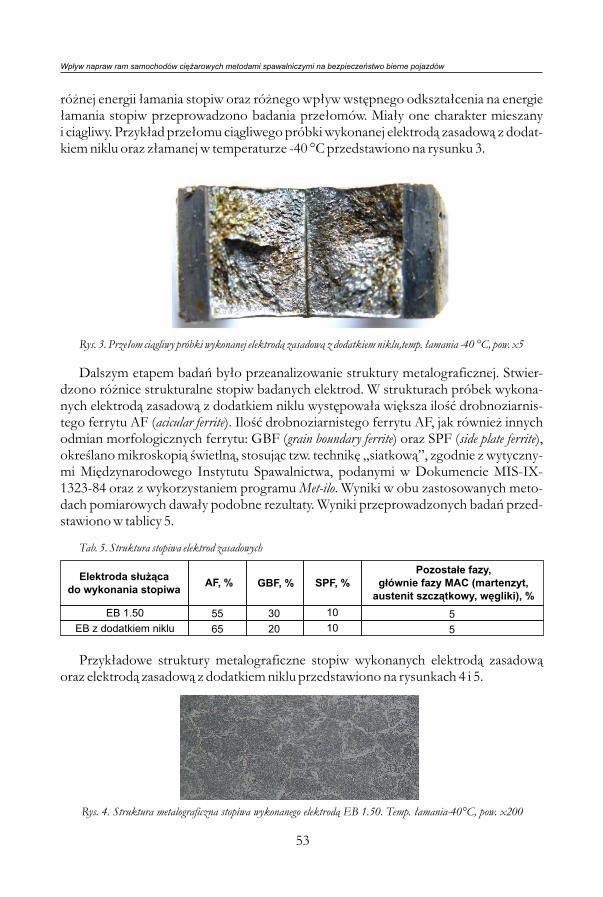
Przyk³adowe struktury metalograficzne stopiw wykonanych elektrod¹ zasadow¹ oraz elektrod¹ zasadow¹ z dodatkiem niklu przedstawiono na rysunkach 4 i 5.
53
Wp³yw napraw ram samochodów ciê¿arowych metodami spawalniczymi na bezpieczeñstwo bierne pojazdów
AF, %
5
5
GBF, % SPF, %
EB 1.50
EB z dodatkiem niklu
Pozosta³e fazy, g³ównie fazy MAC (martenzyt,
austenit szcz¹tkowy, wêgliki), %
Elektroda s³u¿¹ca do wykonania stopiwa
55
65
30
20
10
10
Rys. 4. Struktura metalograficzna stopiwa wykonanego elektrod¹ EB 1.50. Temp. ³amania-40°C, pow. x200
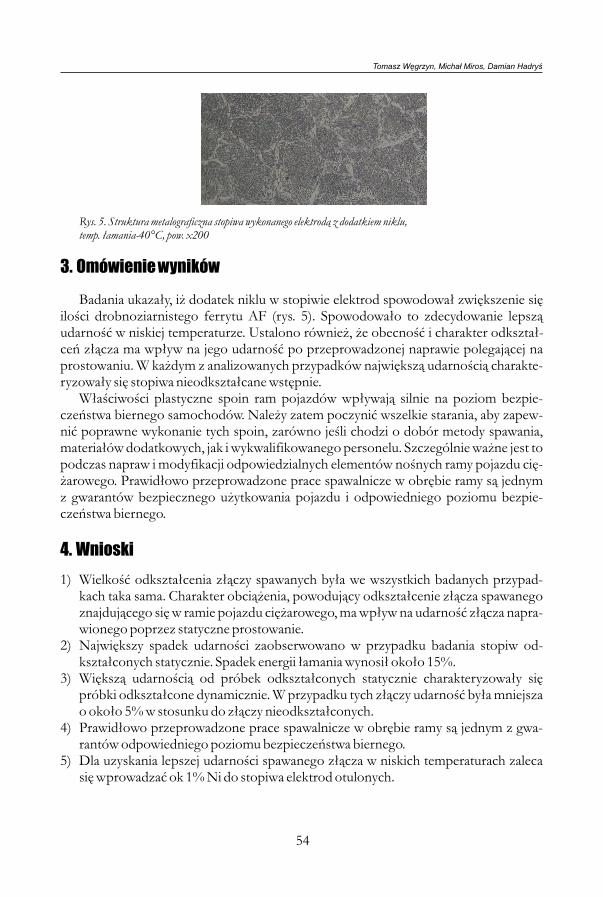
Rys. 5. Struktura metalograficzna stopiwa wykonanego elektrod¹ z dodatkiem niklu,temp. ³amania-40°C, pow. x200
3. Omówienie wyników
Badania ukaza³y, i¿ dodatek niklu w stopiwie elektrod spowodowa³ zwiêkszenie siê iloœci drobnoziarnistego ferrytu AF (rys. 5). Spowodowa³o to zdecydowanie lepsz¹ udarnoœæ w niskiej temperaturze. Ustalono równie¿, ¿e obecnoœæ i charakter odkszta³-ceñ z³¹cza ma wp³yw na jego udarnoœæ po przeprowadzonej naprawie polegaj¹cej na prostowaniu. W ka¿dym z analizowanych przypadków najwiêksz¹ udarnoœci¹ charakte-ryzowa³y siê stopiwa nieodkszta³cane wstêpnie.
W³aœciwoœci plastyczne spoin ram pojazdów wp³ywaj¹ silnie na poziom bezpie-czeñstwa biernego samochodów. Nale¿y zatem poczyniæ wszelkie starania, aby zapew-niæ poprawne wykonanie tych spoin, zarówno jeœli chodzi o dobór metody spawania, materia³ów dodatkowych, jak i wykwalifikowanego personelu. Szczególnie wa¿ne jest to podczas napraw i modyfikacji odpowiedzialnych elementów noœnych ramy pojazdu ciê-¿arowego. Prawid³owo przeprowadzone prace spawalnicze w obrêbie ramy s¹ jednym z gwarantów bezpiecznego u¿ytkowania pojazdu i odpowiedniego poziomu bezpie-czeñstwa biernego.
4. Wnioski
1) Wielkoœæ odkszta³cenia z³¹czy spawanych by³a we wszystkich badanych przypad-kach taka sama. Charakter obci¹¿enia, powoduj¹cy odkszta³cenie z³¹cza spawanego znajduj¹cego siê w ramie pojazdu ciê¿arowego, ma wp³yw na udarnoœæ z³¹cza napra-wionego poprzez statyczne prostowanie.
2) Najwiêkszy spadek udarnoœci zaobserwowano w przypadku badania stopiw od-kszta³conych statycznie. Spadek energii ³amania wynosi³ oko³o 15%.
3) Wiêksz¹ udarnoœci¹ od próbek odkszta³conych statycznie charakteryzowa³y siê próbki odkszta³cone dynamicznie. W przypadku tych z³¹czy udarnoœæ by³a mniejsza o oko³o 5% w stosunku do z³¹czy nieodkszta³conych.
4) Prawid³owo przeprowadzone prace spawalnicze w obrêbie ramy s¹ jednym z gwa-rantów odpowiedniego poziomu bezpieczeñstwa biernego.
5) Dla uzyskania lepszej udarnoœci spawanego z³¹cza w niskich temperaturach zaleca siê wprowadzaæ ok 1% Ni do stopiwa elektrod otulonych.
54
Tomasz Wêgrzyn, Micha³ Miros, Damian Hadryœ
LITERATURA
[1] N. Jacenko: Drgania, wytrzyma³oœæ i przyspieszone badania samochodów ciê¿arowych, WKi£, Warszawa 1975.
[2] Dokument MAN: Truck technology Generation A (TG-A), pobrany z http://www.manted.de/manted/aufbaurichtlinien/pdf/tga_pl.pdf.
[3] Dokument MAN: Modyfikacje Podwozi, pobrany z http://www.manted.de/manted/aufbaurichtlinien/pdf/modyfikacje_pl.pdf.
[4] E. Bañczak: Naprawa Samochodów Nysa, WKi£, Warszawa 1969.[5] Informacje z dnia 12.06.2008 zawarte na stronie internetowej:
www.bgw.com.pl/content.php?mod=gal_show&page=0&lange=pl&dzial=1[6] T. Wêgrzyn, D. Hadryœ, M. Miros: Po³¹czenia spawane wykonywane podczas napraw powy-
padkowych pojazdów samochodowych, ,,Przegl¹d Spawalnictwa” nr 2/2008.[7] T. Wêgrzyn, M. Miros: Spawanie stalowych ram samochodów ciê¿arowych elektrodami otu-
lonymi , ,,Przegl¹d Spawalnictwa” nr 11/2007.[8] M. Miros, D. Hadryœ: Naprawa Powypadkowych Czêœci Samochodów Osobowych i Ciê¿aro-
wych z Wykorzystaniem Metod Spawalniczych, ,,Zeszyty Naukowe Politechniki Œl¹skiej”, seria Transport z. 61, nr Kol 2007/1704.
[9] T. Wêgrzyn, M. Miros: Inclusions In Steel Coated Electrodes Welds Of CarBody, Problemy Transportu, Tom 2, Zeszyt 4.
[10] T. Wêgrzyn: Classification of welding methods in terms of oxygen and nitrogen, Document of International Welding Institute, Portuguese Delegation, IIW-Commission XII: Arc Welding, Sub-Commission XII-1750-03,2003.
[11] G. M. Evans: The effect of micro-alloying elements on the microstructure and properties offerritic all-weld metal deposits, IIW Doc II-A-855-92;
[12] T. Wêgrzyn: Tlen i Azot w Stalowym Stopiwie Wykonanym Metodami £ukowymi, Poli-technika Warszawska 1999;
[13] www.bgw.com.pl
55
Wp³yw napraw ram samochodów ciê¿arowych metodami spawalniczymi na bezpieczeñstwo bierne pojazdów



![GRZEJNIKI PŁYTOWE - Vogel und Noot · 2019-10-11 · 11 Dane techniczne zastrzeżone! typ 22 PTM głębokość 107 rodzaj pracy STATYCZNY KOMFORTOWY BOOST wysokość [mm] 500 600](https://static.fdocuments.pl/doc/165x107/5ececb0ab66170621a629a29/grzejniki-pytowe-vogel-und-noot-2019-10-11-11-dane-techniczne-zastrzeone.jpg)