WPŁYW WSTĘ ŻELIWA NA JAKOŚĆ NAPRAWCZYCH NAPOIN … · Warunki te, spełnia prosty w realizacji...
8
ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 21(2/2) ARCHIVES OF FOUNDARY Year 2006, Volume 6, Nº 21 (2/2) PAN – Katowice PL ISSN 1642-5308 WPŁYW WSTĘPNEGO PRZETAPIANIA ŻELIWA NA JAKOŚĆ NAPRAWCZYCH NAPOIN I SPOIN W ODLEWACH W. PTAK 1 , A. TABOR 2 Instytut Inżynierii Materiałowej Politechnika Krakowska im Tadeusza Kościuszki Al. Jana Pawła II nr 37; 31 – 864 Kraków STRESZCZENIE Rozwój nowych technologii spawania umożliwia szerokie zastosowanie wstępnego i powtórnego przetapiania (remelting) warstwy materiału rodzimego w celu wyeliminowania jego wstępnego podgrzewania przed naprawczym spawaniem odlewów z żeliwa szarego, żeliwa ciągliwego i żeliwa sferoidalnego. Przedstawiono wyniki analizy teoretycznej i wyniki prób przetapiania metodą TIG brzegów wad odlewów żeliwnych oraz podano warunki naprawczego spawania odlewów z żeliwa szarego, żeliwa ciągliwego i żeliwa sferoidalnego bez wstępnego podgrzewania. Key words: cast iron, technology of welding, quality 1. DOTYCHCZASOWY STAN ZAGADNIENIA Żeliwo należy do materiałów „porowatych”, trudno spawalnych, jednak ze względu na szerokie jego zastosowanie w budowie maszyn stwarza konieczność stosowania nowych technologii spawania, adekwatnych do stanu technologii wytwarzania odlewów żeliwnych. Zanieczyszczenia materiału rodzimego, spoin i napoin mogą być usunięte przez powtórne przetopienie, jedną z następujących metod spawania: - łukowego metodą TIG, - strumieniem plazmy, - wiązką laserową, 1 dr inż., [email protected] 2 dr inż., [email protected] 82/21
Transcript of WPŁYW WSTĘ ŻELIWA NA JAKOŚĆ NAPRAWCZYCH NAPOIN … · Warunki te, spełnia prosty w realizacji...

ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 21(2/2) ARCHIVES OF FOUNDARY Year 2006, Volume 6, Nº 21 (2/2)
PAN – Katowice PL ISSN 1642-5308 WPŁYW WSTĘPNEGO PRZETAPIANIA ŻELIWA NA JAKOŚĆ
NAPRAWCZYCH NAPOIN I SPOIN W ODLEWACH
W. PTAK 1, A. TABOR2 Instytut Inżynierii Materiałowej
Politechnika Krakowska im Tadeusza Kościuszki Al. Jana Pawła II nr 37; 31 – 864 Kraków
STRESZCZENIE
Rozwój nowych technologii spawania umożliwia szerokie zastosowanie wstępnego i powtórnego przetapiania (remelting) warstwy materiału rodzimego w celu wyeliminowania jego wstępnego podgrzewania przed naprawczym spawaniem odlewów z żeliwa szarego, żeliwa ciągliwego i żeliwa sferoidalnego. Przedstawiono wyniki analizy teoretycznej i wyniki prób przetapiania metodą TIG brzegów wad odlewów żeliwnych oraz podano warunki naprawczego spawania odlewów z żeliwa szarego, żeliwa ciągliwego i żeliwa sferoidalnego bez wstępnego podgrzewania. Key words: cast iron, technology of welding, quality 1. DOTYCHCZASOWY STAN ZAGADNIENIA
Żeliwo należy do materiałów „porowatych”, trudno spawalnych, jednak ze względu na szerokie jego zastosowanie w budowie maszyn stwarza konieczność stosowania nowych technologii spawania, adekwatnych do stanu technologii wytwarzania odlewów żeliwnych.
Zanieczyszczenia materiału rodzimego, spoin i napoin mogą być usunięte przez powtórne przetopienie, jedną z następujących metod spawania:
- łukowego metodą TIG, - strumieniem plazmy, - wiązką laserową,
1 dr inż., [email protected] 2 dr inż., [email protected]
82/21

214
- wiązką elektronów; Metody te, wykorzystuje się także do eliminowania lokalnych spiętrzeń naprężeń
spawalniczych lub odpowiedniego kształtowania struktury i właściwości mechanicznych napoin oraz złączy spawanych [1,2,3,4].
Wpływ powtórnego przetopienia napoin metodą TIG na ich czystość, przedstawiono w pracy [1], a zastosowanie metody GTAW do utwardzania powierzchniowego odlewów żeliwnych, przedstawiono w pracy [3].
Kształtowanie struktury strefy wpływu ciepła przy spawaniu żeliwa metodą MAG / MIG i TIG przedstawiono w pracy [5].
2. CEL I METODYKA BADAŃ
Głównym celem przeprowadzonych badań było określenie wpływu wstępnego
i powtórnego przetopienia brzegów wad lub rowka spawalniczego metodą TIG przed naprawczym spawaniem odlewów żeliwnych na jakość napoin i spoin. Przetopienie brzegów elementów odlewów żeliwnych przeznaczonych do naprawczego spawania realizowano metodą TIG, przy stałej mocy łuku spawalniczego (1,2 [kW]) i zmiennej prędkości przesuwu palnika do spawania elektrodą nietopliwą (wolfram pokryty lantanem) w osłonie gazu obojętnego (argon). Strukturę przetopionej warstwy materiału rodzimego – żeliwa szarego (GJL - 200), żeliwa ciągliwego (GJMB - 380 – 12) i żeliwa sferoidalnego (GJS - 400 – 18) określano na podstawie obserwacji mikroskopowych zgładów poprzecznych z przetopionych warstw odlewów żeliwnych i wyników pomiarów ich twardości.
3. ISTOTA BADANEGO ZJAWISKA
Spawalność żeliwa zależy przede wszystkim od składu chemicznego, zabiegów cieplnych podczas jego wytwarzania, dyspersji wydzieleń grafitowych i granicznej rozpuszczalności węgla w stopiwie [2], która może wynosić 3,5 do 5,5 [%]. Wpływ długości płatków grafitu na spawalność żeliwa szarego, przedstawiono w tabeli 1. Tabela 1. Zależność spawalności żeliwa szarego od długości płatków grafitu Table 1. Weldability of grey cast iron us length of graphite flakes
Gatunek żeliwa wg ASTM Długość płatków grafitu [mm] Ocena spawalności
4 0,12-0,25
5 0,06-0,12
spawalne po wykonaniu prób i dostosowaniu technologii
spawania 6 0,03-0,06
7 0,015-0,03
8 015,0≤ dobrze spawalne

215
Istotny wpływ na powstawanie gazów w napoinie lub spoinie ma zawartość gazów w odlewie żeliwnym, w szczególności wodoru [6]. Zawartość gazów w żeliwie z wytopów przemysłowych podano w tabeli 2. Tabela 2. Zawartość gazów w odlewach żeliwnych w zależności od sposobu otrzymywania
żeliwa Table 2. Gas content in iron castings dobe cast iron manufacturing technology
Zawartość gazów [cm3/100g] Sposób otrzymywania żeliwa [O] [H] [N] [O]+[H]+[N]
w żeliwiaku 1,7 2,7 6,2 10,6
w piecu łukowym 1,1 2,0 6,6 9,7
w piecu indukcyjnym 1,1 2,3 3,7 7,1
Ocena operatywnej spawalności żeliwa powinna również uwzględniać
właściwości fizyczne danego gatunku żeliwa, w szczególności temperaturę topnienia i temperaturę krzepnięcia, wartość współczynnika rozszerzalności cieplnej, wartość współczynnika przewodzenia ciepła, wartość współczynnika przewodzenia temperatury oraz właściwości elektromagnetyczne (opór elektryczny, właściwy, przewodność elektryczna i przenikalność magnetyczna).
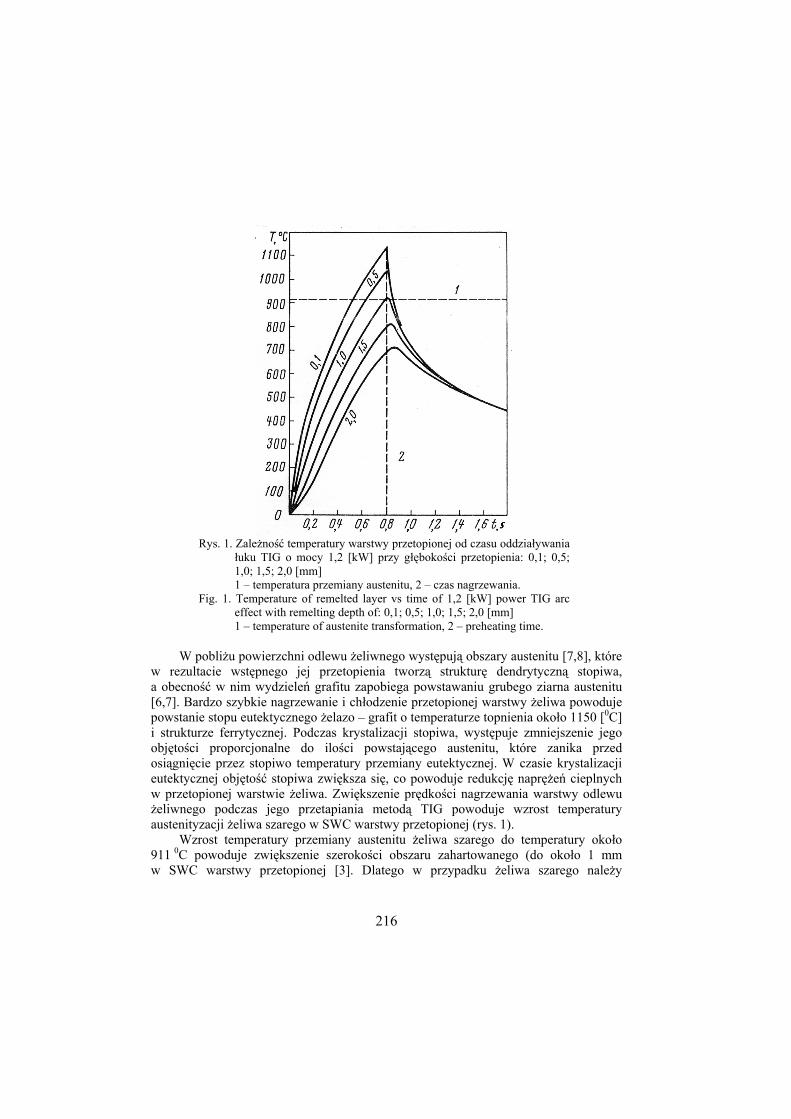
Stosowane dotychczas podgrzewanie wstępne odlewów żeliwnych w zakresie temperatur 375 do 450 0C przed naprawczym spawaniem stwarza wiele problemów technologicznych podczas wykonania naprawy, a przede wszystkim jest bardzo drogie, co w wielu przypadkach czyni naprawę nieopłacalną. Głównym celem podgrzewania wstępnego odlewów żeliwnych jest zapewnienie krystalizacji eutektycznej układzie stabilnym stopiwa i spowolnienie jego austenityzacji oraz ograniczenie powstawania martenzytu w napoinie lub spoinie i w strefie wpływu ciepła (SWC). Krystalizacja stopiwa powinna przebiegać wg układu żelazo – grafit, gdyż stopiwo, które krystalizuje wg układu żelazo – węgiel posiada w swojej strukturze żeliwo białe lub żeliwo połowiczne. Warunki te, spełnia prosty w realizacji i stosunkowo tani proces wstępnego i powtórnego przetopienia materiału rodzimego – żeliwa metodą TIG. Istotą tego procesu jest zapewnienie krystalizacji eutektycznej stopiwa i ograniczenie zakresu temperatury austenityzacji napoin i SWC złączy spawanych do około 1150 0C – rys. 1.
216
Rys. 1. Zależność temperatury warstwy przetopionej od czasu oddziaływania
łuku TIG o mocy 1,2 [kW] przy głębokości przetopienia: 0,1; 0,5; 1,0; 1,5; 2,0 [mm] 1 – temperatura przemiany austenitu, 2 – czas nagrzewania.
Fig. 1. Temperature of remelted layer vs time of 1,2 [kW] power TIG arc effect with remelting depth of: 0,1; 0,5; 1,0; 1,5; 2,0 [mm] 1 – temperature of austenite transformation, 2 – preheating time.
W pobliżu powierzchni odlewu żeliwnego występują obszary austenitu [7,8], które
w rezultacie wstępnego jej przetopienia tworzą strukturę dendrytyczną stopiwa, a obecność w nim wydzieleń grafitu zapobiega powstawaniu grubego ziarna austenitu [6,7]. Bardzo szybkie nagrzewanie i chłodzenie przetopionej warstwy żeliwa powoduje powstanie stopu eutektycznego żelazo – grafit o temperaturze topnienia około 1150 [0C] i strukturze ferrytycznej. Podczas krystalizacji stopiwa, występuje zmniejszenie jego objętości proporcjonalne do ilości powstającego austenitu, które zanika przed osiągnięcie przez stopiwo temperatury przemiany eutektycznej. W czasie krystalizacji eutektycznej objętość stopiwa zwiększa się, co powoduje redukcję naprężeń cieplnych w przetopionej warstwie żeliwa. Zwiększenie prędkości nagrzewania warstwy odlewu żeliwnego podczas jego przetapiania metodą TIG powoduje wzrost temperatury austenityzacji żeliwa szarego w SWC warstwy przetopionej (rys. 1).
Wzrost temperatury przemiany austenitu żeliwa szarego do temperatury około 911 0C powoduje zwiększenie szerokości obszaru zahartowanego (do około 1 mm w SWC warstwy przetopionej [3]. Dlatego w przypadku żeliwa szarego należy
217
powtórnie przetopić warstwę odlewu żeliwnego w celu zwiększenia ilości austenitu szczątkowego w strukturze martenzytycznej powtórnie przetopionej warstwy i w jej strefie wpływu ciepła. Duża zawartość austenitu szczątkowego w strukturze powtórnie przetopionej warstwy i SWC bardzo wyraźnie obniża twardość, w porównaniu do twardości struktury martenzytycznej, którą warstwa i jej SWC posiadała po wstępnym przetopieniu.
4. WYNIKI BADAŃ WŁASNYCH
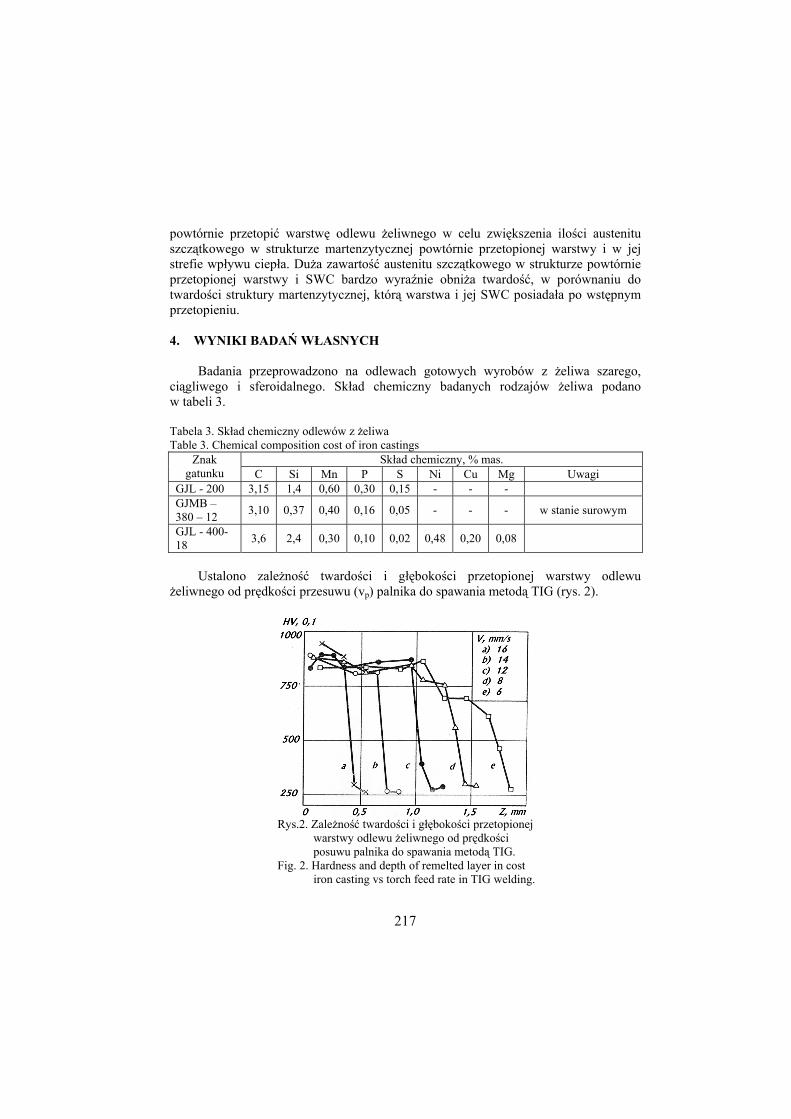
Badania przeprowadzono na odlewach gotowych wyrobów z żeliwa szarego, ciągliwego i sferoidalnego. Skład chemiczny badanych rodzajów żeliwa podano w tabeli 3. Tabela 3. Skład chemiczny odlewów z żeliwa Table 3. Chemical composition cost of iron castings
Skład chemiczny, % mas. Znak gatunku C Si Mn P S Ni Cu Mg Uwagi
GJL - 200 3,15 1,4 0,60 0,30 0,15 - - - GJMB –380 – 12 3,10 0,37 0,40 0,16 0,05 - - - w stanie surowym
GJL - 400-18 3,6 2,4 0,30 0,10 0,02 0,48 0,20 0,08
Ustalono zależność twardości i głębokości przetopionej warstwy odlewu
żeliwnego od prędkości przesuwu (vp) palnika do spawania metodą TIG (rys. 2).
Rys.2. Zależność twardości i głębokości przetopionej
warstwy odlewu żeliwnego od prędkości posuwu palnika do spawania metodą TIG.
Fig. 2. Hardness and depth of remelted layer in cost iron casting vs torch feed rate in TIG welding.

218
Typową strukturę wstępnie przetopionej warstwy odlewu żeliwnego przedstawiono na rys. 3 – 5.
Typową strukturę powtórnie przetopionej warstwy odlewu żeliwnego przedstawiono na rys. 6.
Rys.3. Typowa struktura wstępnie przetopionej
warstwy żeliwa szarego GJL - 200 (Traw. 3 [%] nital, pow. 250:1).
Fig. 3. Typical structure of primary remelted layer of grey cast iron, GJL - 200 (Etched with 3 [%] nital, magnification 250:1).
Rys.4. Struktura wstępnie przetopionej warstwy żeliwa ciągliwego GJMB - 380–12 (Traw. 3 [%] nital, pow. 250:1).
Fig. 4. Structure of primary remelted layer of malleable GJMB - 38–12 cast iron.
Rys.5. Struktura wstępnie przetopionej
warstwy żeliwa sferoidalnego GJS - 400 – 18 (Traw. 3 [%] nital, pow. 250:1).
Fig. 5. Structure of primary remelted layer of GJS - 40– 18 ductile cast iron.
Rys.6. Typowa struktura powtórnie przetopionej warstwy żeliwa GJL - 200 (Traw. 3 [%] nital, pow. 250:1).
Fig. 6. Typical structure of secondary remelted layer of grey cast iron, GJL – 200.

219
Typowy rozkład twardości we wstępnie i powtórnie przetopionej warstwie odlewu żeliwnego metodą TIG, przedstawiono na rys. 7. a) b)
Rys. 7. Typowy rozkład twardości w przetopionej warstwie odlewu z żeliwa szarego GJL - 200
a) wstępnie przetopiona warstwa żeliwa, b) powtórnie przetopiona warstwa żeliwa. Fig. 7. Typical distribution of hardness in remelted layer of grey iron casting, GJL - 200
a) primary remelted iron layer, b) secondary remelted iron layer. 5. WNIOSKI 1. Zastosowanie wstępnego lub powtórnego przetopienia metodą TIG brzegów wady
odlewów żeliwnych umożliwia ich naprawcze napawanie lub spawanie bez podgrzewania wstępnego. W przypadku dużej zawartości ferrytu w odlewach żeliwnych, wystarczającym jest tylko wstępne przetopienie brzegów wady przed napawaniem lub brzegów rowka przed spawaniem.
2. Na ogół w każdym przypadku jest wymagane powtórne przetopienie metodą TIG brzegów wady odlewów z żeliwa szarego, ze względu na konieczność dużego obniżenia twardości warstwy przetopionej i jej strefy wpływu ciepła. Zmniejszenie twardości powtórnie przetopionej warstwy i strefy wpływu ciepła uzyskuje się w wyniku odpuszczania i rozpadu struktury martenzytycznej.
3. Zastosowanie tylko wstępnego lub powtórnego przetopienia brzegów wady odlewów z żeliwa ciągliwego lub sferoidalnego zależy od zawartości bainitu lub perlitu w ich strukturze przed spawaniem.
4. Duża zawartość austenitu szczątkowego występuje w odlewach żeliwnych poddanych zabiegom cieplnym podczas ich wytwarzania oraz po wstępnym przetopieniu metodą TIG brzegów wady przed naprawczym napawaniem lub spawaniem.
5. Głębokość przetopionej warstwy odlewu żeliwnego zależy od prędkości przesuwu palnika do spawania metodą TIG, przy stałej mocy łuku (1,2 [kW]).

220
LITERATURA [1] W. Ptak, A. Zając: Wpływ powtórnego przetopienia napoin metodą TIG na ich
czystość. Monografia 65 „Wtrącenia niemetaliczne w stopach żelaza”, Politechnika Krakowska, Kraków (1988).
[2] W. Ptak, M. Szczybura, A. Tabor: Nowoczesne metody spawania żeliwa. Materiały I Krajowej Konferencji Naukowej „Materiałoznawstwo – Odlewnictwo – Jakość”, Politechnika Krakowska, Kraków (1997), str. 213 – 219.
[3] A. W. Orłowicz, A. Trytek: Zastosowanie metody GTAW do utwardzania powierzchniowego odlewów żeliwnych. Biuletyn Instytutu Spawalnictwa Nr 5, (2005), str. 1 – 5.
[4] Serope Kalpakjian Steven R. Schmid: Manufacturing engineering and technology. 2006 by Pearson Education Inc. Upper Saddle River NJ 07458.
[5] W. Ptak, A. Tabor: Kształtowanie struktury strefy wpływu ciepła przy spawaniu żeliwa metodą MAG / MIG i TIG. Czasopismo Techniczne z.2 – M / 1999, Wyd. Politechniki Krakowskiej, Seria Mechanika.
[6] E. Fraś: Krystalizacja metali i stopów. Wydawnictwo Naukowe PWN. Warszawa (1992).
[7] J. Rączka: Żeliwo ciągliwe. PWT Warszawa (1961). [8] A. Tabor, J. S. Rączka: Odlewnictwo. Fotobit, Kraków (1996). EFFECT OF PRIMARY REMELTING OF CAST IRON ON THE QUALITY OF
REPAIR WELDS AND CASTING WELDS ABSTRACT
The development of new welding technologies enables wide application of the
primary and secondary remelting of the layer of parent metal to eliminate the operation of preheating before the repair welding of castings made from grey iron, malleable iron, and ductile cast iron. The results of theoretical analysis and of tests on TIG remelting of the edges of defects in cast iron castings were discussed, and conditions of repair welding of castings from grey, malleable and ductile cast irons without preheating were presented.
Recenzował: prof. dr hab. inż. Edward Guzik.





![COMMENTATIONES AD ANTIQUITATIS RECEPTIONEM … · 2021. 1. 15. · J. Łanowskiego [w:] Hezjod, Narodziny bogów [Theogonia], Prace i dni, Tarcza, przełożył, wstę pem i objaśnieniami](https://static.fdocuments.pl/doc/165x107/60c6daae0228dd00dc42df54/commentationes-ad-antiquitatis-receptionem-2021-1-15-j-anowskiego-w-hezjod.jpg)