Towarzystwo Naukowe Organizacji i Kierownictwa1
63
Transcript of Towarzystwo Naukowe Organizacji i Kierownictwa1
Towarzystwo Naukowe Organizacji i Kierownictwa Oddział w Katowicach TNOiK Katowice 1
2
3
Management and Quality – Zarządzanie i jakość 4
Czasopismo naukowe 5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
ISSN 2658-2104 21
Katowice, 2019 22

2 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Management and Quality – Zarządzanie i jakość 1
Rada naukowa: 2
prof. dr hab. Oleksandr Amosha, Ukraina 3 prof. dr hab. Agnieszka Izabela Baruk, Polska 4 prof. Lucia Lucia Bednarova, Słowacja 5 prof. dr hab. inż. Józef Bendkowski, Polska 6 prof. dr hab. inż. Jan Brzóska, Polska 7 dr inż. Sandra Grabowska, Polska 8 dr Eve Michalene Grebski, USA 9 prof. dr inż. Wieslaw Grebski, USA 10 prof. Michael Höck, Niemcy 11 dr hab. inż. prof. PO Katarzyna Hys, Polska 12 dr hab. prof. PŚ Izabela Jonek- Kowalska, Polska 13 dr hab. Prof. PŚ Agnieszka Kowalska-Styczeń, Polska 14 dr hab. inż. prof. PŚ Lilla Knop 15 dr hab. prof. UEK Paweł Kosiń, Polska 16 prof. dr hab. Dmytro Lazarenko, Ukraina 17 prof. dr hab. Viacheslav Liashenko, Ukraina 18 prof. Oksana Marinina, Rosja 19 dr hab. inż. prof. PŚ Aneta Michalak, Polska 20 dr hab. inż. prof. PŚ Anna Michna, Polska 21 dr inż. Marcin Olkiewicz, Polska 22 dr hab. inż. prof. PŚ Sławomir Olko, Polska 23 dr hab. inż. prof. PRz Andrzej Pacana, Polska 24 prof. dr hab. Jan Pyka, Polska 25 prof. dr hab. Mykola Rogoza, Ukraina 26 dr hab. inż. prof. PŚ Marek Roszak, Polska 27 dr hab. inż. prof. PŚ Seweryn Spałek, Polska 28
29
30
31
Redakcja: 32
dr hab. inż. Radosław Wolniak, prof. PŚ – Redaktor Naczelny 33 lic. Aleksandra Wolny – sekretarz redakcji 34 mgr inż. Bartosz Orzeł – sekretarz techniczny 35 mgr Anna Horodecka – sekretarz techniczny 36
37
© Copyright by Towarzystwo Naukowe Organizacji i Kierownictwa Oddział w Katowicach TNOiK 38
Katowice, 2019 39
Wydawca: Towarzystwo Naukowe Organizacji i Kierownictwa Oddział w Katowicach 40
3 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Spis treści 1
1. Dominika Siwiec, Andrzej Pacana- Doskonalenie procesu badań nieniszczących 2
z wykorzystaniem technik zarządzania jakością ........................................................................ 4 3
2. Radosław Wolniak- Miejsce metody QFD na tle innych metod zarządzania jakością ............ 14 4
3. Paulina Zwolenik, Andrzej Pacana- Usprawnienie procesu produkcyjnego w 5
przedsiębiorstwie meblowym z wykorzystaniem programu Enterprise Dynamics ................ 26 6
4. Radosław Wolniak- Zadowolenie uczestników konferencji organizowanej przez katowicki 7
oddział TNOiK w roku 2019 .................................................................................................... 40 8
5. Sandra Grabowska, Kamil Sieka Inteligentne fabryki przemysłu 4.0 ..................................... 52 9
10
D. Siwiec, A. Pacana
4 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1
DOSKONALENIE PROCESU BADAŃ NIENISZCZĄCYCH 2
Z WYKORZYSTANIEM TECHNIK ZARZĄDZANIA JAKOŚCIĄ 3
Dominika SIWIEC 1, Andrzej PACANA
2* 4
1 Politechnika Rzeszowska, Rzeszów; [email protected]; ORCID: 0000-0002-6663-6621 5
2 Politechnika Rzeszowska, Rzeszów; [email protected]; ORCID: 0000-0003-1121-6352 6
* Korespondencja: [email protected]; Tel.: +48-178-651-390 7
Streszczenie: Analizowanie jakości wyrobów stanowi kluczowy etap w tworzeniu wyrobu. 8
Jednymi z głównych badań wykorzystywanych do analiz jakościowych są badania 9 nieniszczące (NDT). Badania te pozwalają zidentyfikować niezgodność wyrobu bez jego 10
zniszczenia, co jest szczególnie istotne w przypadku analiz dokonywanych 11 w przedsiębiorstwach produkujących wyroby z przemysłu lotniczego. Jednak 12
dla rozwijających się przedsiębiorstw, niewystarczającym jest jedynie zidentyfikowanie 13 niezgodności, ale także wskazanie źródła jej powstania. Celowym więc było wykazanie, 14 że implementacja technik zarządzania jakością w proces badań nieniszczących 15
(na przykładzie metody fluorescencyjnej) umożliwia zidentyfikowanie niezgodności oraz 16
źródła jej powstania. Implementację technik zarządzania jakością w proces badań 17 nieniszczących (na przykładzie metody fluorescencyjnej) zaproponowano przedsiębiorstwu 18 zlokalizowanemu w Polsce południowo-wschodniej. Celem było zastosowanie technik 19 zarządzania jakością (tj. diagram Ishikawy i metoda 5Why) po wykryciu niezgodności 20
metodą fluorescencyjną w celu zidentyfikowania źródła powstania tej niezgodności. 21 Przedmiotem badań był wspornik rozdzielacza zewnętrznego. Do analizy wyrobu 22 zastosowano metodę fluorescencyjną, po której wykryto niezgodności (liczne wtrącenia 23
niemetaliczne). Kolejno zastosowano diagram Ishikawy oraz metodę 5Why, które 24 wykorzystane w sposób sekwencyjny umożliwiają zidentyfikowanie źródła niezgodności. 25 Za pomocą diagramu Ishikawy wskazano przyczyny potencjalne problemu oraz przyczyny 26 główne tj. zabrudzony materiał, przetop, brak zachowania czystości podczas pracy. 27 Wykorzystując metodę 5Why zidentyfikowano źródło licznych wtrąceń niemetalicznych, 28
tj. niezgodny materiał od dostawcy. Wykazano, że implementacja technik zarządzania 29 jakością w proces badań nieniszczących (na przykładzie metody fluorescencyjnej) umożliwia 30 zidentyfikowanie niezgodności oraz źródła jej powstania. Zaproponowana sekwencja technik 31 tj. badania NDT, diagram Ishikawy oraz metoda 5Why może być praktykowana do analizy 32
jakości różnych typów wyrobów lub różnych typów niezgodności i wskazania źródła 33 ich powstania. 34

Doskonalenie badań nieniszczących…
5 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Słowa kluczowe: jakość, badania nieniszczące, inżynieria mechaniczna, metoda 1 fluorescencyjna, zarządzanie jakością 2
3
PERFORMANCE OF NON-DESTRUCTIVE TESTING PROCESS WITH 4
THE USE OF QUALITY MANAGEMENT TECHNIQUES 5
6
Abstract: Analysis of product quality is an important part of creating a product. One of the 7 main research use to quality analysis are a non-destructive test (NDT). These tests allow 8 identifying the incompatibility of the product without their destructive, which is especially 9
important in the case of analysis in production enterprises form the aviation industry. 10 However, for developing enterprises, it is not enough to only identify the incompatibilities, 11
but also identify the root of their occurrence. It was therefore purposeful to show that the 12 implementation of quality management techniques in the NDT process (on the example of the 13
fluorescent method) makes it possible to identify non-compliance and the source of its 14 occurrence. Implementation of the quality management techniques in the non-destructive test 15
process (on an example of the fluorescent method) the enterprise localized in south-eastern 16 Poland was proposed. The aim was to use the quality management techniques (i.e. Ishikawa 17 diagram and 5Why method) after identified the incompatibility using the fluorescent method, 18
in order to identify the root of this incompatibility. The subject of the study was the external 19 splitter cantilever. To the analysis of the product, the fluorescent method was used, after 20
which the incompatibility was identified (numerous non-metallic inclusions). Next, the 21 Ishikawa diagram and 5Why method were used, which used in a sequential way allow 22
identify the root of incompatibility. By using the Ishikawa diagram, the potential causes of the 23 problem were identified and also the main causes of the problem, i.e. dirty material, melt, lack 24
of cleanliness during work. By using the 5Why method, the root of the numerous non-metallic 25 inclusions was identified, i.e. faulty material from the supplier. It was shown, that the 26 implementation of quality management techniques in the NDT process (on the example of the 27 fluorescent method) makes it possible to identify non-compliance and the source of its 28 occurrence. The proposed sequence of techniques, i.e. NDT testing, Ishikawa diagram and 29
the 5Why method can be practiced to analyze the quality of different types of products 30 or different types of incompatibilities and indicate the source of their occurrence. 31
Keywords: quality, non-destructive test, mechanical engineering, fluorescent method, quality 32 management 33
D. Siwiec, A. Pacana
6 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1. Wprowadzenie 1
Potrzeba spełniania potrzeb klientów wynikająca ze osiągania przez wyrób określonej 2
jakości sprawia, że koniecznym jest stosowanie kompleksowych analiz jakościowych 3
(Malindzak et al., 2017; Pacana et al., 2015). Ważne jest to zwłaszcza w przypadku badań 4
jakości wyrobów z przemysłu lotniczego, gdzie szczególnie efektywne są badania 5
nieniszczące (NDT) (Brasche et al., 2006). Badania te umożliwiają wykrycie niezgodności 6
wyboru bez jego zniszczenia, aczkolwiek nie wskazują źródła powstania tej niezgodności. 7
Dla rozwijających się przedsiębiorstw stanowi to problem, ponieważ niewystarczającym 8
podczas analiz jakościowych wyrobów staje się zidentyfikowanie jedynie niezgodności 9
wyrobu. Efektywnym jest wskazanie również źródła powstania tej niezgodności, co przekłada 10
się na podjęcie właściwych działań mających na celu wyeliminowanie lub zminimalizowanie 11
powstawania tej niezgodności (Pacana, and Siwiec, 2019). Celowym więc było wykazanie, 12
że implementacja technik zarządzania jakością w proces badań nieniszczących 13
(na przykładzie wybranej do analizy metody fluorescencyjnej) umożliwia zidentyfikowanie 14
niezgodności oraz źródła jej powstania. Implementację technik zarządzania jakością w proces 15
badań nieniszczących (na przykładzie metody fluorescencyjnej) zaproponowano 16
przedsiębiorstwu zlokalizowanemu w Polsce południowo-wschodniej. 17
W przedsiębiorstwie produkcyjnym zlokalizowanym w Polsce południowo-wschodniej 18
dokonywano analiz jakościowych wyrobów z wykorzystaniem badań nieniszczących, 19
tj. metoda fluorescencyjna oraz metoda magnetyczno-proszkowa. Efektywność tych metod 20
tylko do wykrywania niezgodności wyrobu była dla przedsiębiorstwa niewystarczająca. 21
Istotnym również było, aby po wykryciu niezgodności wskazać źródło jej powstania. 22
Celem było zastosowanie technik zarządzania jakością (tj. diagram Ishikawy i metoda 5Why) 23
po wykryciu niezgodności metodą fluorescencyjną w celu zidentyfikowania źródła powstania 24
tej niezgodności. Przedmiotem badań był wspornik rozdzielacza zewnętrznego. Metodą, którą 25
wykorzystano do analizy wyrobu była metoda fluorescencyjna, której wybór uwarunkowany 26
był wymaganiami klienta zewnętrznego zlecającego analizę wyrobu (wspornik rozdzielacza 27
zewnętrznego). Po przeanalizowaniu wspornika rozdzielacza zewnętrznego metodą 28
fluorescencyjną wykryto niezgodności, tj. liczne wtrącenia niemetaliczne. 29
W celu zidentyfikowania źródła niegodności zastosowano w sposób sekwencyjny wybrane 30
techniki zarządzania jakością, tj. diagram Ishikawy oraz metodę 5Why. Wybór do analizy 31
tych technik zarządzania jakością (diagram Ishikawy i metoda 5Why) uwarunkowany 32
był ich efektywnością, gdy stosowane w sposób sekwencyjny umożliwiają zidentyfikowanie 33
źródła niezgodności. Przyczyny potencjalne problemu zidentyfikowano za pomocą diagramu 34
Ishikawy. Spośród przyczyn potencjalnych wskazano przyczyny główne, tj. zabrudzony 35

Doskonalenie badań nieniszczących…
7 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
materiał, przetop, brak zachowania czystości podczas pracy. Wykorzystując metodę 5Why 1
zidentyfikowano źródło licznych wtrąceń niemetalicznych, tj. niezgodny materiał 2
od dostawcy. Wykazano, że implementacja technik zarządzania jakością w proces badań 3
nieniszczących (na przykładzie metody fluorescencyjnej) umożliwia zidentyfikowanie 4
niezgodności oraz źródła jej powstania. 5
2. Przedmiot badań 6
Przedmiotem badań był wspornik rozdzielacza zewnętrznego wykorzystywany 7
w przemyśle produkcyjnym oraz lotniczym. Wybór przedmiotu do analizy uwarunkowany był 8
rodzajem niezgodności zidentyfikowanej na wyrobie (liczne wtrącenia niemetaliczne). 9
W przedsiębiorstwie dokonywano kontroli jednostkowej wyrobów, przez co nie było 10
zasadnym prowadzenia analiz identyfikowania źródła niezgodności dla typów wyrobów. 11
Jednak, zasadnym było prowadzenie analiz identyfikowania źródła niezgodności dla typów 12
niezgodności (w tym wtrąceń niemetalicznych) ze względu na rosnącą ich liczbę. 13
3. Metody 14
Analiza jakości powierzchni wspornika rozdzielacza zewnętrznego została 15
przeprowadzona metodą fluorescencyjną (FPI). Wybór metody do analizy uwarunkowany był 16
wymaganiami klienta zewnętrznego, który zlecił analizę wspornika rozdzielacza 17
zewnętrznego tą metodą (tj. FPI). Metoda fluorescencyjna jest metodą penetracyjną 18
(Pacana et al., 2019a). Niezgodności metodą FPI są identyfikowane przy promieniowaniu 19
ultrafioletowym. Dlatego podczas przeprowadzania analizy wyrobu metodą FPI istotnym jest 20
zaciemnienie stanowiska badawczego (PN-EN ISO 9934-1:2017-02). Metodyka 21
przeprowadzania badań metodą FPI została przedstawiona w literaturze przedmiotu 22
(Pacana et al., 2019a). Doskonalenie procesu prowadzonych analiz jakościowych 23
z wykorzystaniem badań nieniszczących na przykładzie metody fluorescencyjnej polegało 24
na zaimplementowaniu sekwencji technik zarządzania jakością - diagramu Ishikawy i metody 25
5Why. Wybór technik zarządzania jakością (diagram Ishikawy i metoda 5Why) do analizy 26
uwarunkowany był ich efektywnością, ponieważ stosowane sekwencyjnie umożliwiają 27
wskazać źródło niezgodności (Pacana et al., 2019b; Siwiec et al., 2019). 28
D. Siwiec, A. Pacana
8 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Diagram Ishikawy, nazywany diagramem rybiej ości lub diagramem przyczynowo-1
skutkowym, umożliwia zidentyfikowanie potencjalnych przyczyn powstania problemu 2
i kolejno spośród nich wskazanie przyczyn głównych powstania problemu 3
(Pacana et al., 2018; Ulewicz, 2018). W pierwszym etapie analizy w głównej części diagramu 4
zapisano analizowaną niezgodności (liczne wtrącenia niemetaliczne) wyryte metodą 5
fluorescencyjną na wsporniku rozdzielacza zewnętrznego. W drugim etapie wybrano 6
kategorie diagramu Ishikawy, adekwatne do analizowanego problemu. Były to człowiek, 7
metoda, maszyna, materiał, zarządzanie i środowisko (Pacana et al., 2018; Wolniak, 2017; 8
Skotnicka-Zasadzien et al., 2017). W trzecim etapie analizy, za pomocą burzy mózgów, 9
przypisano potencjalne przyczyny problemu, spośród których wybrano trzy przyczyny 10
główne. Aby zidentyfikować źródło problemu zastosowano metodę 5Why. 11
Metoda 5Why ma zastosowanie do identyfikowania źródła problemu. 12
Polega na zadawaniu w sposób sekwencyjny kolejnych pytań „Why?”, aż do uzyskania 13
odpowiedzi, po której możliwe będzie podjęcie adekwatnych do problemu działań 14
doskonalących (Ulewicz, 2003; Pacana et al., 2019a, Pacana et al., 2019b). W pierwszym 15
etapie analizy metodą 5Why zanotowano niezgodność (liczne wtrącenia niemetaliczne), które 16
zostały zidentyfikowane na rozdzielaczu wspornika zewnętrznego metodą FPI. W kolejnej 17
części analizy do wskazanego problemu (liczne wtrącenia niemetaliczne) zapisano trzy 18
przyczyny główne zidentyfikowane diagramem Ishikawy. Przeprowadzono dalszą analizę 19
poprzez sekwencyjnie zadawane pytanie „Why?”, aż do zidentyfikowania źródła problemu 20
licznych wtrąceń niemetalicznych. Po dokonanej analizie podjęto adekwatne 21
do zidentyfikowanego źródła problemu działania doskonalące. 22
4. Wyniki 23
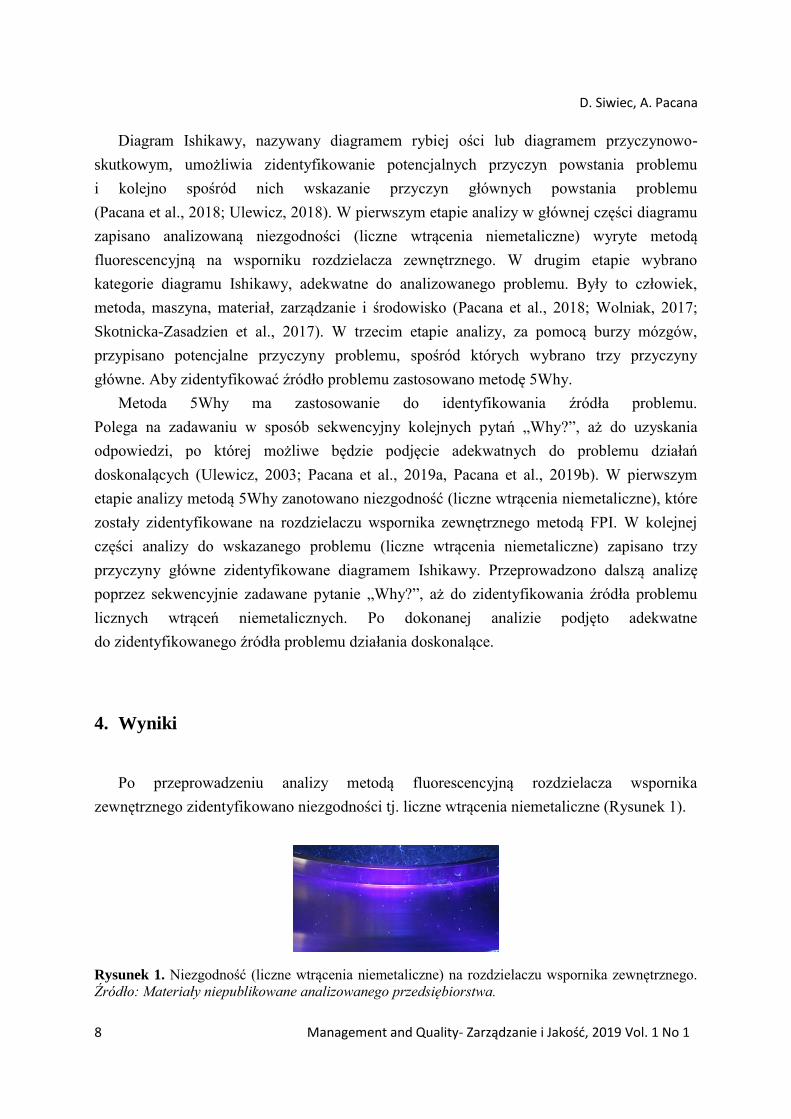
Po przeprowadzeniu analizy metodą fluorescencyjną rozdzielacza wspornika 24
zewnętrznego zidentyfikowano niezgodności tj. liczne wtrącenia niemetaliczne (Rysunek 1). 25
26
27
Rysunek 1. Niezgodność (liczne wtrącenia niemetaliczne) na rozdzielaczu wspornika zewnętrznego. 28 Źródło: Materiały niepublikowane analizowanego przedsiębiorstwa. 29
Doskonalenie badań nieniszczących…
9 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1
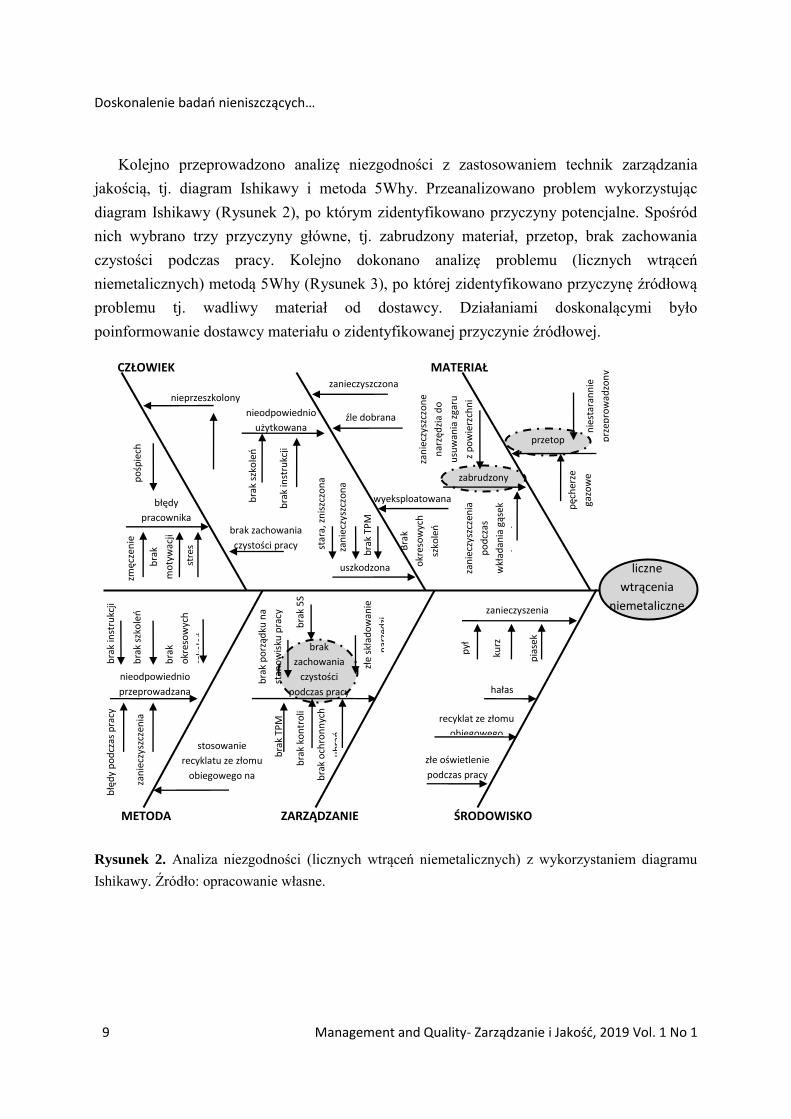
Kolejno przeprowadzono analizę niezgodności z zastosowaniem technik zarządzania 2
jakością, tj. diagram Ishikawy i metoda 5Why. Przeanalizowano problem wykorzystując 3
diagram Ishikawy (Rysunek 2), po którym zidentyfikowano przyczyny potencjalne. Spośród 4
nich wybrano trzy przyczyny główne, tj. zabrudzony materiał, przetop, brak zachowania 5
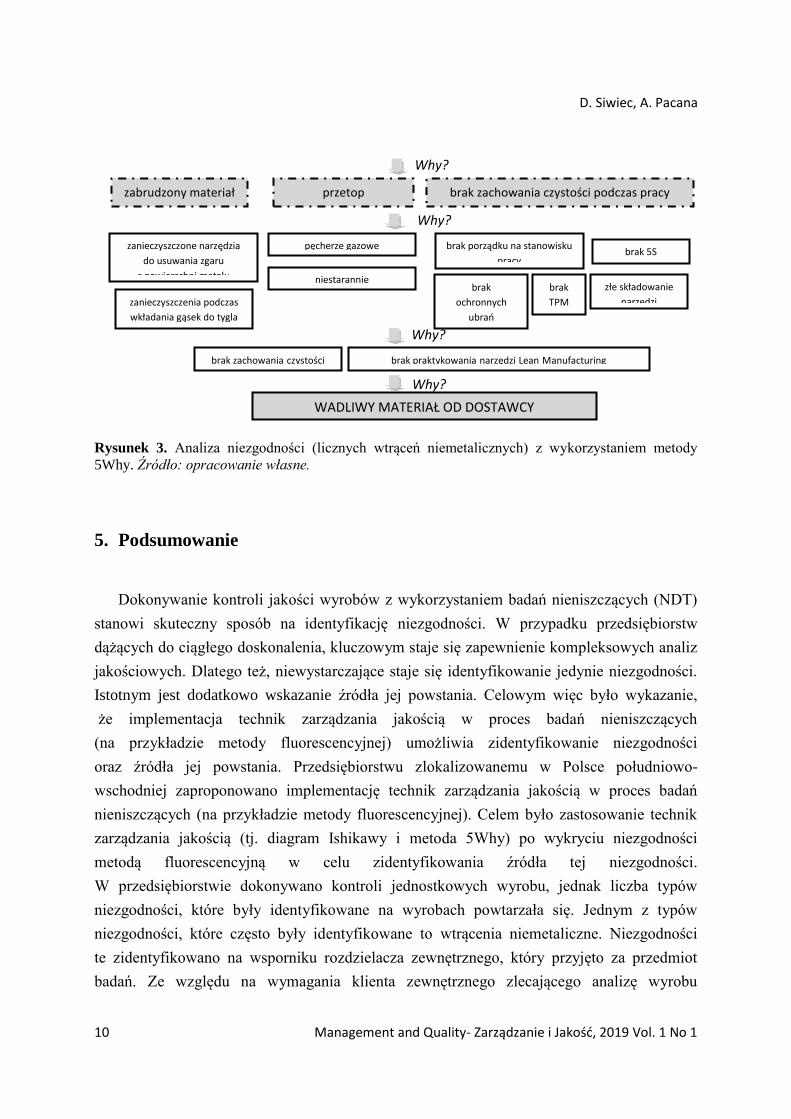
czystości podczas pracy. Kolejno dokonano analizę problemu (licznych wtrąceń 6
niemetalicznych) metodą 5Why (Rysunek 3), po której zidentyfikowano przyczynę źródłową 7
problemu tj. wadliwy materiał od dostawcy. Działaniami doskonalącymi było 8
poinformowanie dostawcy materiału o zidentyfikowanej przyczynie źródłowej. 9
10 Rysunek 2. Analiza niezgodności (licznych wtrąceń niemetalicznych) z wykorzystaniem diagramu 11
Ishikawy. Źródło: opracowanie własne. 12
13
liczne
wtrącenia
niemetaliczne
CZŁOWIEK
METODA ZARZĄDZANIE ŚRODOWISKO
MATERIAŁ
błędy
pracownika
po
śpie
ch
zmęc
zen
ie
stre
s
bra
k
mo
tyw
acji
nieprzeszkolony
uszkodzona
bra
k TP
M p
ęch
erze
gazo
we
star
a, z
nis
zczo
na
przetop
nie
star
ann
ie
prz
epro
wad
zon
y
bra
k sz
kole
ń
bra
k TP
M
zabrudzony za
nie
czys
zcze
nia
po
dcz
as
wkł
adan
ia g
ąsek
do
tyg
la
zan
iecz
yszc
zon
e
nar
zęd
zia
do
usu
wan
ia z
garu
z p
ow
ierz
chn
i
met
alu
wyeksploatowana
zanieczyszczona
źle dobrana nieodpowiednio
użytkowana
zan
iecz
yszc
zon
a
bra
k in
stru
kcji
nieodpowiednio
przeprowadzana
zan
iecz
yszc
zen
ia
bra
k in
stru
kcji
bra
k sz
kole
ń
bra
k
okr
eso
wyc
h
szko
leń
błę
dy
po
dcz
as p
racy
stosowanie
recyklatu ze złomu
obiegowego na
odlewni
Bra
k
okr
eso
wyc
h
szko
leń
brak zachowania
czystości pracy
brak
zachowania
czystości
podczas pracy
bra
k p
orz
ądku
na
stan
ow
isku
pra
cy
bra
k ko
ntr
oli
złe
skła
do
wan
ie
nar
zęd
zi
b
rak
och
ron
nyc
h
ub
rań
bra
k 5
S
zanieczyszenia
pył
kurz
pia
sek
hałas
recyklat ze złomu
obiegowego
złe oświetlenie
podczas pracy
MASZYNA
D. Siwiec, A. Pacana
10 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1
2
Rysunek 3. Analiza niezgodności (licznych wtrąceń niemetalicznych) z wykorzystaniem metody 3 5Why. Źródło: opracowanie własne. 4
5. Podsumowanie 5
Dokonywanie kontroli jakości wyrobów z wykorzystaniem badań nieniszczących (NDT) 6
stanowi skuteczny sposób na identyfikację niezgodności. W przypadku przedsiębiorstw 7
dążących do ciągłego doskonalenia, kluczowym staje się zapewnienie kompleksowych analiz 8
jakościowych. Dlatego też, niewystarczające staje się identyfikowanie jedynie niezgodności. 9
Istotnym jest dodatkowo wskazanie źródła jej powstania. Celowym więc było wykazanie, 10
że implementacja technik zarządzania jakością w proces badań nieniszczących 11
(na przykładzie metody fluorescencyjnej) umożliwia zidentyfikowanie niezgodności 12
oraz źródła jej powstania. Przedsiębiorstwu zlokalizowanemu w Polsce południowo-13
wschodniej zaproponowano implementację technik zarządzania jakością w proces badań 14
nieniszczących (na przykładzie metody fluorescencyjnej). Celem było zastosowanie technik 15
zarządzania jakością (tj. diagram Ishikawy i metoda 5Why) po wykryciu niezgodności 16
metodą fluorescencyjną w celu zidentyfikowania źródła tej niezgodności. 17
W przedsiębiorstwie dokonywano kontroli jednostkowych wyrobu, jednak liczba typów 18
niezgodności, które były identyfikowane na wyrobach powtarzała się. Jednym z typów 19
niezgodności, które często były identyfikowane to wtrącenia niemetaliczne. Niezgodności 20
te zidentyfikowano na wsporniku rozdzielacza zewnętrznego, który przyjęto za przedmiot 21
badań. Ze względu na wymagania klienta zewnętrznego zlecającego analizę wyrobu 22
zabrudzony materiał przetop brak zachowania czystości podczas pracy
zanieczyszczone narzędzia
do usuwania zgaru
z powierzchni metalu
zanieczyszczenia podczas
wkładania gąsek do tygla
pęcherze gazowe
niestarannie
brak porządku na stanowisku
pracy brak 5S
złe składowanie
narzędzi
brak
ochronnych
ubrań
brak
TPM
brak zachowania czystości brak praktykowania narzędzi Lean Manufacturing
WADLIWY MATERIAŁ OD DOSTAWCY
Why?
Why?
Why?
Why?

Doskonalenie badań nieniszczących…
11 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
(wspornika rozdzielacza zewnętrznego) badania dokonano metodą fluorescencyjną, po której 1
wykryto na wyrobie liczne wtrącenia niemetaliczne. Ze względu efektywność 2
w identyfikowaniu źródła niezgodności sekwencją technik zarządzania jakością tj. diagram 3
Ishikawy i metoda 5Why, dalszą analizę problemu przeprowadzono z wykorzystaniem tych 4
technik. Za pomocą diagramu Ishikawy wskazano przyczyny potencjalne problemu (liczne 5
wtrąceniaaniemetaliczne)orazaprzyczynyagłówne tj. zabrudzony materiał, przetop, 6
brak zachowania czystości podczas pracy. Wykorzystując metodę 5Why zidentyfikowano 7
źródło licznych wtrąceń niemetalicznych, tj. niezgodny materiał od dostawcy. Działaniami 8
doskonalącymi było poinformowanie klienta o przyczynie źródłowej, która zidentyfikowano. 9
Wykazano, że implementacja technik zarządzania jakością w proces badań nieniszczących 10
(na przykładzie metody fluorescencyjnej) umożliwia zidentyfikowanie niezgodności oraz 11
źródła jej powstania. Zaproponowana sekwencja technik tj. badania NDT, diagram Ishikawy 12
oraz metoda 5Why może być praktykowana do analizy jakości różnych typów wyrobów 13
lub różnychatypówaniezgodnościaiawskazaniaaźródła ich powstania. 14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
D. Siwiec, A. Pacana
12 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Bibliografia 1
Brasche, L. J. H., Lopez, R., Eisenmann, D. (2006). Characterization of developer 2
application methods used in fluorescent penetrant inspection. Review of Progress 3
in Quantitative Nondestructive Evaluation, AIP Conference Proceedings, 820, 598-4
605. 5
Malindzak, D., Pacana, A., Pacaiova, H. (2017). An effective model for the quality 6
of logistics and improvement of environmental protection in a cement plant Przemysł 7
Chemiczny, 96(9), 1958-1962. 8
Non-destructive testing - Magnetic powder testing. Part 1: General principles. PN-EN 9
ISO 9934-1:2017-02. 10
Pacana, A., Czerwińska, K., Siwiec, D. (2018). Narzędzia i wybrane metody 11
zarządzania jakością. Teoria i praktyka. Częstochowa: Oficyna Wydawnicza 12
Stowarzyszenia Menedżerów Jakości i Produkcji. 13
Pacana, A., Radon-Cholewa, A., Pacana, J. et al. (2015). The study of stickiness 14
of packaging film by Shainin method. Przemysł Chemiczny, 94(8), 1334-1336. 15
Pacana, A., Siwiec, D. (2019). An improvement of quality of the rear cover of bearing 16
turbine with the use of selected methods. Quality Production Improvement, 17
SCIENDO, 1(1), 456-463. 18
Pacana, A., Siwiec, D., Bednárová, L. (2019). Analysis of the incompatibility of the 19
product with fluorescent method. METALURGIJA, 58(3-4), 337-340. 20
Pacana, A., Siwiec, D., Bednárová, L., Hajduová, Z. (2019). The selected methods 21
of quality management used for the evaluation of label printing. Przemysł Chemiczny, 22
98(1), 110-112. 23
Siwiec, D., Bednarova, L., Pacana, A., Zawada, M., Rusko, M. (2019). Decision 24
support in the selection of fluorescent penetrants for industrial non-destructive testing. 25
Przemysł Chemiczny, 98(10), 1594-1596. 26
Skotnicka-Zasadzien, B., Wolniak, R., Zasadzien, M. (2017). Use of quality 27
engineering tools and methods for the analysis of production processes - case study. 28
PROCEEDINGS OF THE SECOND INTERNATIONAL CONFERENCE ON 29
ECONOMIC AND BUSINESS MANAGEMENT, 33, 240-245. 30
Ulewicz, R. (2003). Quality Control System in Production of the Castings from 31
Spheroid Cast Iron. Metalurgija, 42(1),61-63. 32
Ulewicz, R. (2018). Narzędzia jakości w praktyce. Poradnik dla biznesu. 33
Częstochowa: Oficyna Wydawnicza Stowarzyszenia Menedżerów Jakości i Produkcji. 34

Doskonalenie badań nieniszczących…
13 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Wolniak, R., (2017). Application methods for analysis car accident in industry on the 1
example of power. Support Systems in Production Engineering, 6(4), 34-40.2

R. Wolniak
14 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1
MIEJSCE METODY QFD NA TLE INNYCH METOD I NARZĘDZI 2
ZARZĄDZANIA JAKOŚCIĄ 3
Radosław WOLNIAK1*
4 1 Politechnika Śląska, Wydział Organizacji i Zarządzania, [email protected] 5
*Korespondencja: [email protected]; 534538177 6
7
Streszczenie. W publikacji przedstawiono analizy dotyczące miejsca metody QFD na tle 8
innych i narzędzi zarządzania jakością. Analizy dokonano z punktu widzenia klasyfikacji 9 metod i narzędzi zarządzania jakością. Kolejno zaprezentowano miejsce metody QFD 10 z punktu widzeniacyklu doskonalenia Deminga. W ostatnim rozdziale sytuację przedstawiono 11
z perspektywy fazy celu życia: cyklu życia wyrobu, cyklu życia procesów praz cyklu 12 organizacyjnego Le Chateliera. 13
Słowa kluczowe: jakość, zarządzanie jakością, QFD, jakość projektu, przemysł 4.0 14
PLACE OF QFD METHODS ON THE BACKGROUND OF OTHER 15
METHODS AND TOOLS OF QUALITY MANAGEMENT 16
Abstract. The publication presents analyzes regarding the place of the QFD method 17 in comparison to others quality management tools. The analysis was made from the point of 18
view of the classification of quality management methods and tools. The place of the QFD 19 method from the point of view of the Deming improvement cycle was also presented. The last 20 chapter presents the situation from the perspective of the life cycle phase: product life cycle, 21 processes life cycle and Le Chatelier's organizational cycle. 22
Keywords: quality, quality management, QFD, project quality, industry 4.0 23
24
25
26
27
28
29
Miejsce metody QFD na tle innych metod…
15 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1. Wstęp 1
Metoda QFD służy do projektowania nowych produktów i usług oraz 2
do modyfikowania już istniejących w taki sposób, aby zaspokajały one (w możliwie wysokim 3
stopniu) wymagania określone przez klienta. Należy ona do metod projektowych 4
zorientowanych na klienta. W szczególności istotne jest to współcześnie 5
w warunkach wdrażania Industry 4.0, gdzie wyroby muszą być projektowane i wytwarzane 6
pod potrzeby klienta w warunkach silnego nasycenia automatyzacją i informatyzacją 7
(Sułkowski and Wolniak, 2018; Sułkowski and Wolniak, 2013; Skotnicka-Zasadzień and 8
Wolniak, 2017; Skotnicka-Zasadzień et. al., 2017; Łunarski, and Stadnicka 2007; Lisiecka 9
and Pater 1997; Ćwiklicki and Obora, 2008). Oznacza to, że podczas projektowania nie 10
rozpoczyna się prac od planowania cech produktu, ale od wymagań klienta i następnie 11
projektuje się taki produkt lub usługę, aby zaspokoić te wymagania (Wolniak, 2018; Wolniak 12
and Łyp-Wrońska, 2018; Wolniak, 2016; Wolniak and Sułkowski, 2016; Wolniak et. al. 13
2017; Wolniak and Skotnicka-Zasadzień, 2014; Wolniak, and Sędek, 2009; Wolniak, 2014). 14
Celem publikacji jest pokazanie miejsca metody QFD na tle innych metod i narzędzi 15
służących do zarządzania jakością. 16
2. Klasyfikacja metod i narzędzi zarządzania jakością 17
Metody i narzędzia służą do rozwiązywania różnych, pojawiających 18
się w przedsiębiorstwie przemysłowym problemów w zakresie zarządzania jakością. W 19
dziedzinie tej wykorzystuje się bardzo dużo różnorodnych zasad, metod i narzędzi (Wolniak 20
and Sędek, 2008; Gębczyńska, and Wolniak, 2018; Wolniak and Grebski, 2017; Wolniak, 21
2017). W literaturze przedmiotu istnieją problemy związane ze zdefiniowaniem tego, co jest 22
metodą, a co narzędziem. Jedną z prób dokonania takiej klasyfikacji podjęli autorzy: A. 23
Hamrol i W. Mantura w swej pracy„Zarządzanie jakością. Teoria i praktyka”, która to 24
klasyfikacja została następnie rozwinięta przez A. Hamrola w jego nowszej pracy 25
„Zarządzanie jakością z przykładami”. 26
Na podstawie wspomnianych prac można przedstawić następującą typologię 27
(Hamrol and Mantura, 2005; Sęp, et al., 2007): 28
Zasady Zarządzania Jakością (ZZJ) – określają stosunek przedsiębiorstwa i jego 29
pracowników do ogólnie rozumianych problemów jakości, nie dają wytycznych 30
operacyjnych, a rezultaty ich stosowania są trudne do oceny bieżącej. 31

R. Wolniak
16 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Metody Zarządzania Jakością (MZJ) – charakteryzują się planowym, powtarzalnym 1
i opartym na naukowych podstawach sposobem postępowania przy realizacji zadań 2
związanych z zarządzaniem jakością, są bardziej złożone od narzędzi jakości, 3
wykorzystują dane zebrane za ich pomocą, pozwalają kształtować jakość projektową 4
i jakość wykonania. 5
Narzędzia Zarządzania Jakością (NZJ) – służą do zbierania i przetwarzania danych 6
związanych z różnymi aspektami zarządzania jakością, wyróżniają się prostotą i służą 7
do zbierania i przetwarzania danych związanych z różnymi aspektami zarządzania 8
jakością, ich oddziaływanie jest ograniczone w czasie, ich efektywne wykorzystanie 9
wymaga zwykle połączenia z metodami. 10
11
Tablica 1 12 Zasady, metody i narzędzia zarządzania jakością 13
Instrumenty
zarządzania jakością Cechy i sposób oddziaływania na jakość Przykłady
Zasady zarządzania
jakością
Oddziaływanie długotrwałe – określają
strategię rozwoju przedsiębiorstwa.
Wykraczają poza ramy przedsiębiorstwa.
Nie dają wytycznych operacyjnych.
Rezultaty stosowania są trudne do bieżącej
oceny.
Zasady Deminga
Zasada „zera defektów”
Zasada pracy zespołowej
Metody zarządzania
jakością
Oddziaływanie „średnioterminowe”.
Pozwalają kształtować jakość projektową i
jakość wykonania.
Opierają się na ogólnie przyjętych
algorytmach postępowania.
QFD
Analiza wartości
FMEA – wyrobu/konstrukcji
FMEA – procesu
Servqual – pomiar jakości usług
CSI – pomiar zadowolenia klienta
Narzędzia zarządzania
jakością
Krótkotrwałe (operacyjne).
Wyniki stosowania widoczne „prawie”
natychmiast, ale efektywne wykorzystanie
wymaga połączenia z
metodami.
Narzędzia tradycyjne:
Schemat blokowy
Diagram Ishikawy
Diagram Pareto
Histogram
Arkusze kontrolne
Wykresy korelacji
Karta kontrolna
Nowe narzędzia zarządzania jakością:
Diagram pokrewieństw
Diagram relacji
Diagram systematyki
Diagram macierzowy
Macierzowa analiza danych
Wykres PDPC
Diagram strzałkowy
Źródło: Opracowanie na podstawie: (Hamrol and Mantura, 2005). 14
15
Miejsce metody QFD na tle innych metod…
17 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
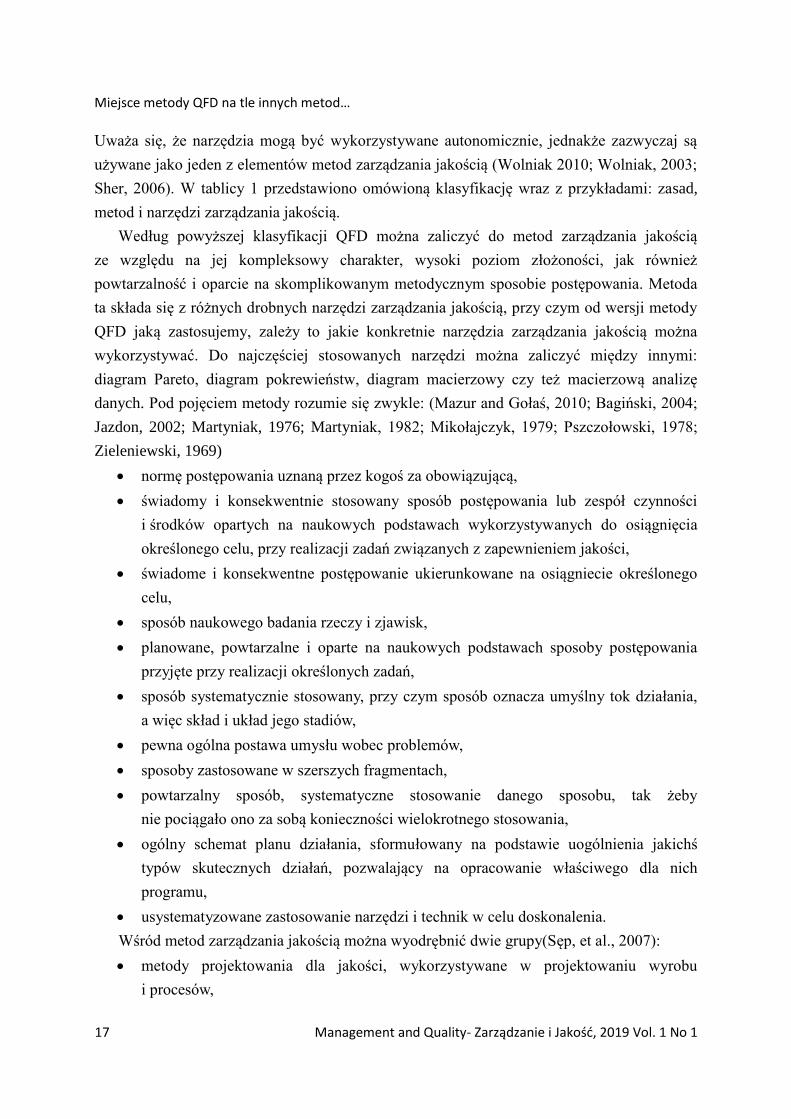
Uważa się, że narzędzia mogą być wykorzystywane autonomicznie, jednakże zazwyczaj są 1
używane jako jeden z elementów metod zarządzania jakością (Wolniak 2010; Wolniak, 2003; 2
Sher, 2006). W tablicy 1 przedstawiono omówioną klasyfikację wraz z przykładami: zasad, 3
metod i narzędzi zarządzania jakością. 4
Według powyższej klasyfikacji QFD można zaliczyć do metod zarządzania jakością 5
ze względu na jej kompleksowy charakter, wysoki poziom złożoności, jak również 6
powtarzalność i oparcie na skomplikowanym metodycznym sposobie postępowania. Metoda 7
ta składa się z różnych drobnych narzędzi zarządzania jakością, przy czym od wersji metody 8
QFD jaką zastosujemy, zależy to jakie konkretnie narzędzia zarządzania jakością można 9
wykorzystywać. Do najczęściej stosowanych narzędzi można zaliczyć między innymi: 10
diagram Pareto, diagram pokrewieństw, diagram macierzowy czy też macierzową analizę 11
danych. Pod pojęciem metody rozumie się zwykle: (Mazur and Gołaś, 2010; Bagiński, 2004; 12
Jazdon, 2002; Martyniak, 1976; Martyniak, 1982; Mikołajczyk, 1979; Pszczołowski, 1978; 13
Zieleniewski, 1969) 14
normę postępowania uznaną przez kogoś za obowiązującą, 15
świadomy i konsekwentnie stosowany sposób postępowania lub zespół czynności 16
i środków opartych na naukowych podstawach wykorzystywanych do osiągnięcia 17
określonego celu, przy realizacji zadań związanych z zapewnieniem jakości, 18
świadome i konsekwentne postępowanie ukierunkowane na osiągniecie określonego 19
celu, 20
sposób naukowego badania rzeczy i zjawisk, 21
planowane, powtarzalne i oparte na naukowych podstawach sposoby postępowania 22
przyjęte przy realizacji określonych zadań, 23
sposób systematycznie stosowany, przy czym sposób oznacza umyślny tok działania, 24
a więc skład i układ jego stadiów, 25
pewna ogólna postawa umysłu wobec problemów, 26
sposoby zastosowane w szerszych fragmentach, 27
powtarzalny sposób, systematyczne stosowanie danego sposobu, tak żeby 28
nie pociągało ono za sobą konieczności wielokrotnego stosowania, 29
ogólny schemat planu działania, sformułowany na podstawie uogólnienia jakichś 30
typów skutecznych działań, pozwalający na opracowanie właściwego dla nich 31
programu, 32
usystematyzowane zastosowanie narzędzi i technik w celu doskonalenia. 33
Wśród metod zarządzania jakością można wyodrębnić dwie grupy(Sęp, et al., 2007): 34
metody projektowania dla jakości, wykorzystywane w projektowaniu wyrobu 35
i procesów, 36
R. Wolniak
18 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
metody sterowania jakością, wśród których zasadnicze znaczenia mają metody 1
kontroli jakości, wykorzystywane głównie w procesach produkcyjnych. 2
Z punktu widzenia tej klasyfikacji metoda QFD jest metodą projektowania dla jakości 3
i można ją traktować jako metodą służącą do opracowywania nowych, w tym zwłaszcza 4
innowacyjnych, projektów. 5
3. Etapy cyklu doskonalenia Deminga 6
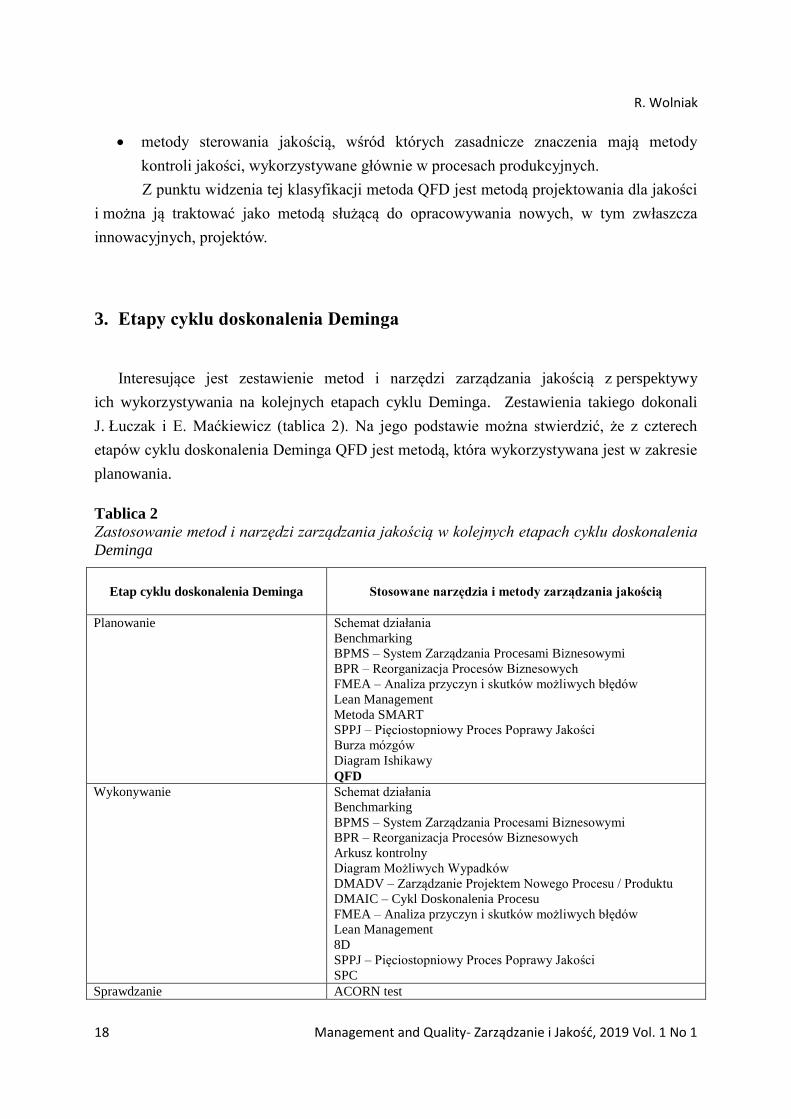
Interesujące jest zestawienie metod i narzędzi zarządzania jakością z perspektywy 7
ich wykorzystywania na kolejnych etapach cyklu Deminga. Zestawienia takiego dokonali 8
J. Łuczak i E. Maćkiewicz (tablica 2). Na jego podstawie można stwierdzić, że z czterech 9
etapów cyklu doskonalenia Deminga QFD jest metodą, która wykorzystywana jest w zakresie 10
planowania. 11
Tablica 2 12 Zastosowanie metod i narzędzi zarządzania jakością w kolejnych etapach cyklu doskonalenia 13
Deminga 14
Etap cyklu doskonalenia Deminga Stosowane narzędzia i metody zarządzania jakością
Planowanie Schemat działania
Benchmarking
BPMS – System Zarządzania Procesami Biznesowymi
BPR – Reorganizacja Procesów Biznesowych
FMEA – Analiza przyczyn i skutków możliwych błędów
Lean Management
Metoda SMART
SPPJ – Pięciostopniowy Proces Poprawy Jakości
Burza mózgów
Diagram Ishikawy
QFD
Wykonywanie Schemat działania
Benchmarking
BPMS – System Zarządzania Procesami Biznesowymi
BPR – Reorganizacja Procesów Biznesowych
Arkusz kontrolny
Diagram Możliwych Wypadków
DMADV – Zarządzanie Projektem Nowego Procesu / Produktu
DMAIC – Cykl Doskonalenia Procesu
FMEA – Analiza przyczyn i skutków możliwych błędów
Lean Management
8D
SPPJ – Pięciostopniowy Proces Poprawy Jakości
SPC
Sprawdzanie ACORN test
Miejsce metody QFD na tle innych metod…
19 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Schemat działania
Benchmarking
Arkusz kontrolny
Diagram Możliwych Wypadków
Analiza Kosztów Jakości
FMEA – Analiza przyczyn i skutków możliwych błędów
Diagram Przepływu
Zdolność procesu
Strategiczna Karta Wyników (BSC)
Prakryka 5S
Analiza Pareto
Diagram Ishikawy
Histogram
Metoda pomiaru jakości usług – Servqual
SPC
Działanie ACORN Test
Schemat działania
Benchmarking
Diagram Możliwych Wypadków
Analiza Kosztów Jakości
Zgłębianie danych
Struktura decyzyjna
Lean Management
Analiza Systemów Pomiarowych
Identyfikacja Plusów, Minusów i Interesujących Spostrzeżeń (PMI)
SPPJ – Pięciostopniowy Proces Poprawy Jakości
POKA-YOKE – Zabezpieczenie przed błędami
Źródło: (Łuczak and Maćkiewicz, 2006). 1
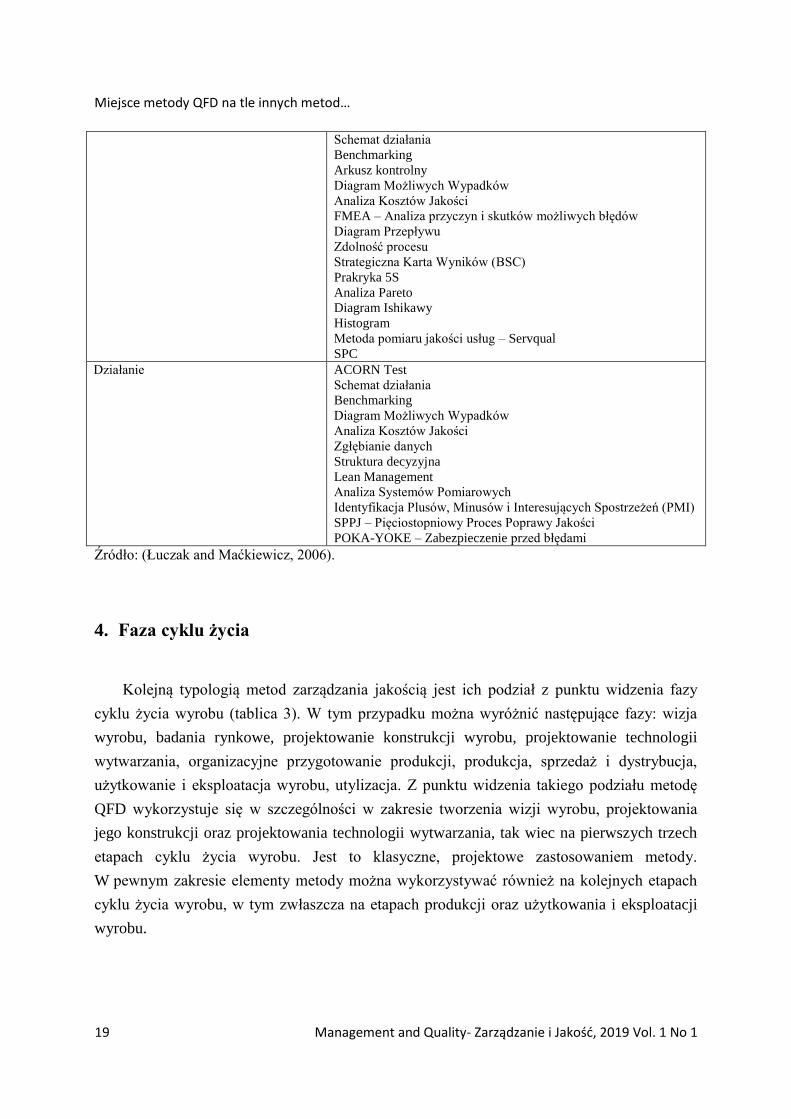
4. Faza cyklu życia 2
Kolejną typologią metod zarządzania jakością jest ich podział z punktu widzenia fazy 3
cyklu życia wyrobu (tablica 3). W tym przypadku można wyróżnić następujące fazy: wizja 4
wyrobu, badania rynkowe, projektowanie konstrukcji wyrobu, projektowanie technologii 5
wytwarzania, organizacyjne przygotowanie produkcji, produkcja, sprzedaż i dystrybucja, 6
użytkowanie i eksploatacja wyrobu, utylizacja. Z punktu widzenia takiego podziału metodę 7
QFD wykorzystuje się w szczególności w zakresie tworzenia wizji wyrobu, projektowania 8
jego konstrukcji oraz projektowania technologii wytwarzania, tak wiec na pierwszych trzech 9
etapach cyklu życia wyrobu. Jest to klasyczne, projektowe zastosowaniem metody. 10
W pewnym zakresie elementy metody można wykorzystywać również na kolejnych etapach 11
cyklu życia wyrobu, w tym zwłaszcza na etapach produkcji oraz użytkowania i eksploatacji 12
wyrobu. 13
14
15
16
R. Wolniak
20 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Tablica 3 1 Klasyfikacja wybranych metod zarządzania jakością w cyklu życia wyrobu 2
Faza cyklu życia wyrobu Metody
Wizja wyrobu QFD
DOE – planowanie eksperymentów
Badania rynkowe DOE – planowanie eksperymentów
Projektowanie konstrukcji wyrobu FMEA
QFD
DOE – planowanie eksperymentów
Projektowanie technologii wytwarzania FMEA
QFD
DOE – planowanie eksperymentów
Organizacyjne przygotowanie produkcji FMEA
5S
Produkcja FMEA
QFD
SPC
DOE – planowanie eksperymentów
Raport 8D
5S
Sprzedaż i dystrybucja FMEA
5S
Użytkowanie i eksploatacja FMEA
QFD
SPC
Raport 8D
5S
Utylizacja FMEA
Raport 8D
5S
Źródło: Opracowanie na podstawie: (Mazur and Gołaś, 2010). 3
4
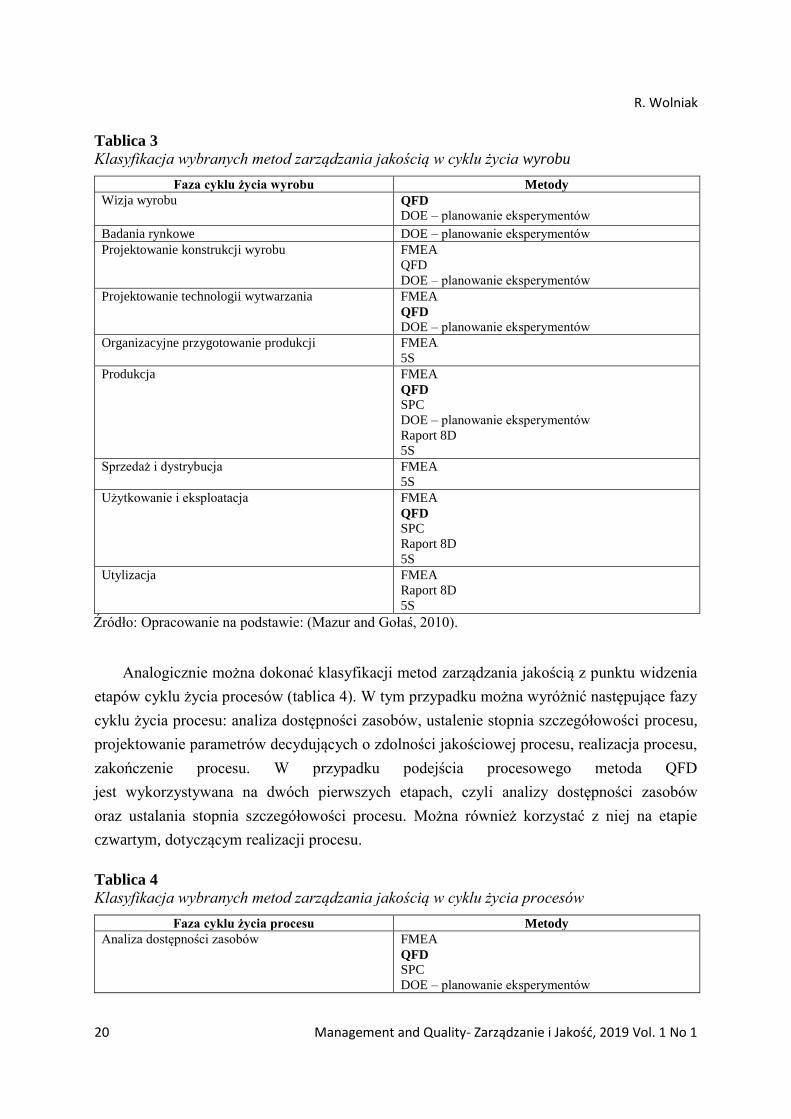
Analogicznie można dokonać klasyfikacji metod zarządzania jakością z punktu widzenia 5
etapów cyklu życia procesów (tablica 4). W tym przypadku można wyróżnić następujące fazy 6
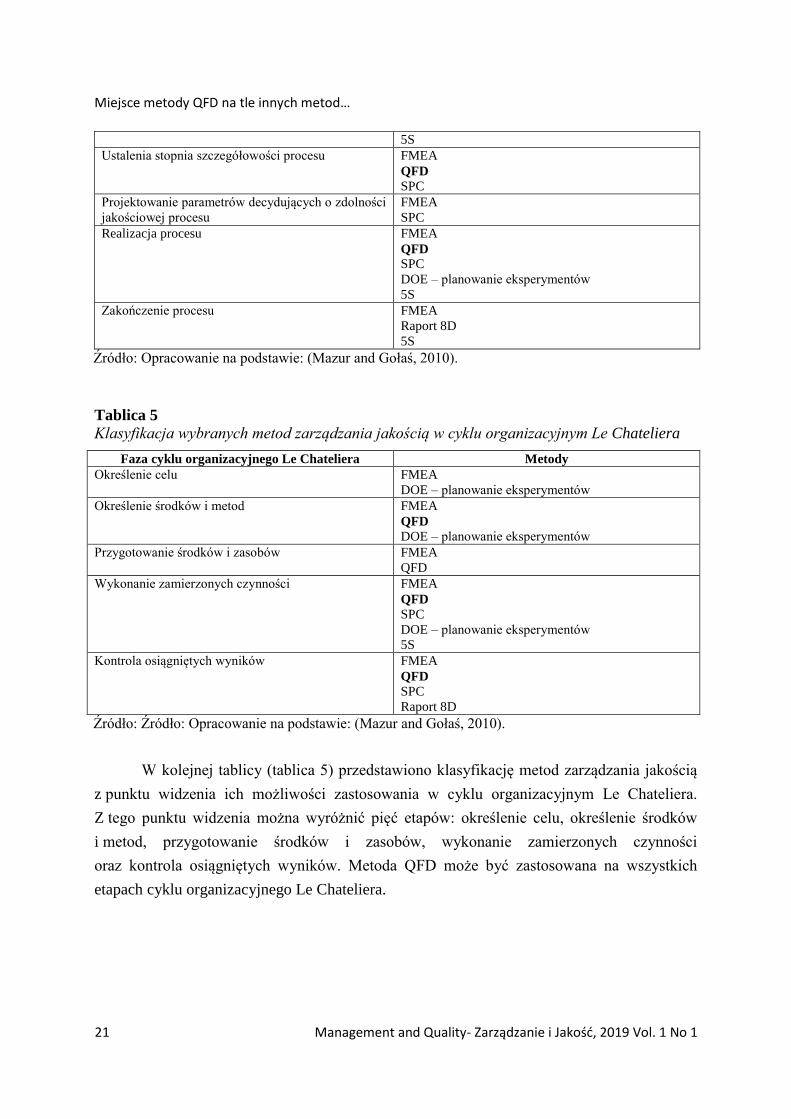
cyklu życia procesu: analiza dostępności zasobów, ustalenie stopnia szczegółowości procesu, 7
projektowanie parametrów decydujących o zdolności jakościowej procesu, realizacja procesu, 8
zakończenie procesu. W przypadku podejścia procesowego metoda QFD 9
jest wykorzystywana na dwóch pierwszych etapach, czyli analizy dostępności zasobów 10
oraz ustalania stopnia szczegółowości procesu. Można również korzystać z niej na etapie 11
czwartym, dotyczącym realizacji procesu. 12
Tablica 4 13 Klasyfikacja wybranych metod zarządzania jakością w cyklu życia procesów 14
Faza cyklu życia procesu Metody
Analiza dostępności zasobów FMEA
QFD
SPC
DOE – planowanie eksperymentów
Miejsce metody QFD na tle innych metod…
21 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
5S
Ustalenia stopnia szczegółowości procesu
FMEA
QFD
SPC
Projektowanie parametrów decydujących o zdolności
jakościowej procesu
FMEA
SPC
Realizacja procesu FMEA
QFD
SPC
DOE – planowanie eksperymentów
5S
Zakończenie procesu FMEA
Raport 8D
5S
Źródło: Opracowanie na podstawie: (Mazur and Gołaś, 2010). 1
2
Tablica 5 3 Klasyfikacja wybranych metod zarządzania jakością w cyklu organizacyjnym Le Chateliera 4
Faza cyklu organizacyjnego Le Chateliera Metody
Określenie celu FMEA
DOE – planowanie eksperymentów
Określenie środków i metod FMEA
QFD
DOE – planowanie eksperymentów
Przygotowanie środków i zasobów FMEA
QFD
Wykonanie zamierzonych czynności FMEA
QFD
SPC
DOE – planowanie eksperymentów
5S
Kontrola osiągniętych wyników FMEA
QFD
SPC
Raport 8D
Źródło: Źródło: Opracowanie na podstawie: (Mazur and Gołaś, 2010). 5
6
W kolejnej tablicy (tablica 5) przedstawiono klasyfikację metod zarządzania jakością 7
z punktu widzenia ich możliwości zastosowania w cyklu organizacyjnym Le Chateliera. 8
Z tego punktu widzenia można wyróżnić pięć etapów: określenie celu, określenie środków 9
i metod, przygotowanie środków i zasobów, wykonanie zamierzonych czynności 10
oraz kontrola osiągniętych wyników. Metoda QFD może być zastosowana na wszystkich 11
etapach cyklu organizacyjnego Le Chateliera. 12
13
14
15
R. Wolniak
22 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
5. Podsumowanie 1
W warunkach rozwoju współczesnego przemysłu 4.0 przemysł wymaga zastosowania 2
wielu meto zarządzania jakością, które następnie wchodzą w skład kompleksowych 3
rozwiązań takich jak na przykład Six Sigma. Wykorzystanie przedstawionej w niniejszej 4
publikacji metody QFD może doprowadzić do poprawy procesu projektowania nowych 5
produktów i usług. W szczególności istotne jest łączenie różnych metod wpływających na 6
skracanie cyklów życia produktu i procesów dostarczanych na rynek. Metoda QFD z uwagi 7
na szerokie możliwości jej zastosowania na wielu etapach cyklu życia produktu lub procesu 8
może być bardzo użyteczna i stanowić przydatne narzędzie w organizacjach zaangażowanych 9
w przemysł 4.0. 10
11
12
Literatura: 13
Bagiński J. (2004). Zarządzanie jakością. Warszawa, Oficyna Wydawnicza 14
Politechniki Warszawskiej. 15
Ćwiklicki M., Obora H. (2008). Ewolucja i dyfuzja metody QFD. Problemy Jakości, 16
3, , s. 4-7. 17
Gębczyńska A., Wolniak R. (2018). Process management level in local government, 18
Philadelphia. 19
Hamrol A., Mantura W. (2005). Zarządzanie jakością – teoria i praktyka. Warszawa, 20
Wydawnictwo Naukowe PWN. 21
Jazdon A. (2002). Doskonalenia zarządzania jakością. Bydgoszcz, Wydawnictwo 22
OPO. 23
Lisiecka K., Pater S. (1997). Quality Function Deployment (QFD) narzędziem 24
strategicznego planowania jakości. Problemy Jakości, 3. 25
Łuczak J., Maćkiewicz E. (2006). 8D oraz inne metody zarządzania jakością w branży 26
motoryzacyjnej. Problemy Jakości, 11, 35-43. 27
Łunarski J., Stadnicka D. (2007). Standaryzacja zarządzania innowacjami. Problemy 28
Jakości, 6, s. 20-23. 29
Martyniak Z. (1976). Elementy metodologii organizowania. Warszawa, PWN. 30
Miejsce metody QFD na tle innych metod…
23 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Martyniak Z. (1982). Metodologiczne podstawy doskonalenia organizacji 1
przedsiębiorstwa. Warszawa, Instytut Wydawniczy Związków Zawodowych. 2
Mazur A., Gołaś H. (2010). Zasady, metody i techniki wykorzystywane w zarządzaniu 3
jakością. Poznań, Wydawnictwo Politechniki Poznańskiej. 4
Mikołajczyk Z. (1979), Techniki organizatorskie. Warszawa, PWN. 5
Mikołajczyk Z. (1997). Techniki organizatorskie w rozwiązywaniu problemów 6
zarządzania. Warszawa, PWN. 7
Pszczołowski T. (1978). Mała encyklopedia prakseologii i teorii organizacji. 8
Wrocław, Zakład Narodowy Imienia Ossolińskich. 9
Sęp J., Perłowski R., Pacana A. (2007). Techniki wspomagania zarządzania jakością. 10
Rzeszów, Wydawnictwo Politechniki Rzeszowskiej. 11
Sher. S. (2006). The application of Quality Function Deployment (QFD) in product 12
development – The case study of Taiwan hipermarket bulding. The Journal 13
of American Academy of Business, Cambridge, 8(2), pp. 292-295. 14
Skotnicka-Zasadzień B., Wolniak R., Zasadzień M. (2017). Use of quality engineering 15
tools and methods for the analysis of production processes - case study, Advances in 16
Economic, Business and Management Research, vol. 33, Second International 17
Conference on Economic and Business Management, FEBM, 2017, Shanghai, pp. 18
240-245. 19
Skotnicka-Zasadzień B., Wolniak R.: (2017). Jakość produktów z tworzyw sztucznych 20
w kontekście procesu doboru i przygotowania surowców. Przemysł Chemiczny, 12, 21
2406-2407, doi:10.15199/62.2017.12.5. 22
Sułkowski M., Wolniak R. (2013). Przegląd stosowanych metod oceny skuteczności i 23
efektywności organizacji zorientowanych na ciągłe doskonalenie, Zeszyty Naukowe 24
Politechniki Śląskiej. Seria Organizacja i Zarzadzanie, 67, s. 63-74. 25
Sułkowski M., Wolniak R. (2018). Poziom wdrożenia instrumentów zarządzania 26
jakością w przedsiębiorstwach branży obróbki metali, Oficyna Wydawnicza 27
Stowarzyszenia Menedżerów Produkcji i Jakości, Częstochowa. 28
Wolniak R. (2003). Koncepcja trzydziesto macierzowego rozwinięcia metody QFD, 29
Problemy Jakości, 9, s. 17-29. 30
Wolniak R. (2010). Quality improvement In hospital using the QFD method, 31
w monografi: red. J. Stępniewski, M. Bugdol: Costs, organization and management 32
of hospitals, Wydawnictwo UJ, Kraków, s. 204-218. 33
Wolniak R. (2012). Wykorzystanie metody QFD do zarządzania jakością w usługach 34
medycznych, Problemy Jakości, 5, s. 25-31. 35

R. Wolniak
24 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Wolniak R. (2014). Relationship between selected lean management tools 1
and innovations. Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja 2
i Zarządzanie, 75, 157-266. 3
Wolniak R. (2016). Metoda QFD w zarządzaniu jakością. Teoria i praktyka, 4
Wydawnictwo Politechniki Śląskiej, Gliwice. 5
Wolniak R. (2017). Koncepcja wykorzystania analizy Kano w metodzie QFD, 6
[w:] Innowacje w Zarządzaniu i Inżynierii Produkcji, red. R. Knosala, t. 2., Oficyna 7
Wydawnicza PTZP, Opole, s. 400-409. 8
Wolniak R. (2017). Oprogramowanie do komputerowego wspomagania metody QFD, 9
, Systemy Wspomagania Inżynierii Produkcji, 6, s. 234-246. 10
Wolniak R. (2017). The history of QFD method, Zeszyty Naukowe Politechniki 11
Śląskiej. Seria Organizacji i Zarządzanie, 100, s. 553-564. 12
Wolniak R. (2018). The use of QFD method advantages and limitation. Production 13
Engineering Archives, 18, 14-17. 14
Wolniak R., Łyp-Wrońska K. (2018). Wykorzystanie metody QFD w koncepcji 15
Design Thinking. Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja 16
i Zarządzanie, 131, 549-559. 17
Wolniak R., Sędek A. (2008). Wykorzystanie metody QFD do projektowania 18
proekologicznych wyrobów i usług, Problemy Ekologii, 4, s. 179-182. 19
Wolniak R., Sędek A. (2009). Using QFD method for the ecological designing 20
of products and services. Quality and Quantity, 4, 695-701. 21
Wolniak R., Skotnicka-Zasadzień B. (2014). The use of value stream mapping 22
to introduction of organizational innovation in industry. Metalurgija, 4, 709-712. 23
Wolniak R., Skotnicka-Zasadzień B., Zasadzień M. (2017). Application of the theory 24
of constraints for continuous improvement of a production process - case study, 3rd 25
International Conference on Social, Education and Management Engineering (SEME 26
2017), Shanghai, pp. 169-173. 27
Wolniak R., Sułkowski M. (2016). The reasons for the implementation of quality 28
management systems in organizations. Zeszyty Naukowe Politechniki Śląskiej. Seria 29
Organizacji i Zarządzanie, 92, s. 443-455. 30
Wolniak R.: (2016). The role of QFD method in creating innovation. Systemy 31
Wspomagania Inżynierii Produkcji, 3, 127-134. 32
Wolniak, R. (2016). Smart specialisation in Silesian region in Poland. Zeszyty 33
Naukowe Politechniki Śląskiej. Seria Organizacji i Zarządzanie. 92, 407-419. 34

Miejsce metody QFD na tle innych metod…
25 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Wolniak, R., Grebski, M., E.: (2017). Functioning of the business incubator center 1
in Gliwice. Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja i Zarządzanie. 2
105, 569-580, http://dx.doi.org/10.29119/1641-3466.2017.105.43. 3
Zieleniewski J.: Organizacja i zarządzanie, PWN, Warszawa 1964

P. Zwolenik, A. Pacana
26 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1
USPRAWNIENIE PROCESU PRODUKCYJNEGO 2
W PRZEDSIĘBIORSTWIE MEBLOWYM Z WYKORZYSTANIEM 3
PROGRAMU ENTERPRISE DYNAMICS 4
Paulina ZWOLENIK1, Andrzej PACANA
2* 5
1 Politechnika Rzeszowska im. Ignacego Łukasiewicza, Rzeszów; [email protected]; 000-0001-6154-6
2194 7 2 Politechnika Rzeszowska im. Ignacego Łukasiewicza, Rzeszów; [email protected]; 0000-0003-1121-6352 8
* Korespondencja: [email protected]; Tel.: +48-178-651-390 9
Streszczenie: Zgodnie z koncepcją OPT/TOC, w przedsiębiorstwie mogą istnieć ograniczenia 10
zewnętrzne, jak i wewnętrzne, np. wąskie gardło. Skutkuje ono zmniejszeniem wydajności 11 procesu produkcyjnego. Artykuł miał na celu stworzenie modelu i przeprowadzenie symulacji 12
procesu produkcyjnego w przedsiębiorstwie meblowym za pomocą programu Enterprise 13 Dynamics. Pozyskane wyniki pozwoliły na wyszczególnienie efektu wąskiego gardła 14 w trakcie produkcji, a także na postawienie hipotezy odnoszącej się do braku płynności 15
procesu. W celu jego eliminacji dokonano modyfikacji modelu w programie, po czym 16 powtórzono symulację. Uzyskane informacje zezwoliły na porównanie stanu przed 17 modyfikacją oraz po przekształceniu. Przeanalizowano otrzymane rezultaty, proponując 18
rozwiązanie poprawiające przebieg procesu. 19
Slowa kluczowe: OPT/TOC, wąskie gardło, proces produkcyjny, wzrost wydajności 20
IMPROVING THE PRODUCTION PROCESS IN A FURNITURE 21
ENTERPRISE BY USING THE ENTERPRISE DYNAMICS PROGRAM 22
Abstract: According to the OPT/TOC concept, there may be internal and external restrictions 23 in the enterprise, e.g. a bottleneck. It results in a decrease in the efficiency of the production 24
process. The article was aimed at creating a model and simulating the production process 25 in a furniture company using the Enterprise Dynamics program. The obtained results allowed 26
Usprawnienie procesu produkcyjnego w przedsiębiorstwie…
27 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
to specify the bottleneck effect during production, as well as for the hypothesis regarding the 1 lack of smooth run of the process. For elimination, the model was modified in the program, 2 after which the simulation was repeated. The acquired information allowed for comparison 3 of the state before and after transformation. The results obtained were analyzed, proposing 4 a solution to improve the process. 5
Keywords: OPT/TOC, bottleneck, production process, productivity growth 6
1. Wprowadzanie 7
Obecnie postępująca globalizacja, wymagający klienci i ostra konkurencja są głównymi 8
czynnikami, które motywują przedsiębiorstwa do podejmowania innowacyjnych 9
przedsięwzięć decydujących o tym, czy dana organizacja dążąca do nieustannego 10
zaspokajania potrzeb klientów, zachowa konkurencyjność produkowanych wyrobów 11
(Drucker, 2005). Z tego względu organizacje poszukują stosownych metod oraz modeli 12
biznesu umożliwiających odróżnienie się od konkurencji i zaproponować klientowi zupełnie 13
odmienny wyrób w ramach rozbudowanej wersji produktu (Walczak, 30.10.2019). 14
Przedsiębiorstwo produkcyjne, by utrzymać swoją pozycję rynkową, zmuszone jest stale 15
udoskonalać swoje technologie, by uzyskana jakość produktów była w stanie spełnić 16
wymagania stawiane przez konsumenta (Rewers et al. 2016). Zarówno ten czynnik, 17
jak i presja rynkowa oraz zmienność i nieprzewidywalność otoczenia sprawiają, iż firmy 18
zobligowane są do optymalizacji procesów, w celu m.in. obniżenia kosztów, minimalizacji 19
czasu pracy czy wzrostu produktywności (Jagodziński, Ostrowski 2016; Gawlik et al. 2013). 20
Metoda OPT (Optimized Production Technology) to technologia optymalizacji produkcji, 21
która po połączeniu z teorią ograniczeń TOC (Theory of Constraints), utworzyła koncepcję 22
optymalizacji działań produkcyjnych w przedsiębiorstwie (OPT/TOC). Koncepcja 23
ta stosowana jest w wielu obszarach przedsiębiorstwa, a jej fundamentalnymi założeniami 24
dla systemu są: ustanowienie celu, potrzeba poprawy mierników służących do osiągnięcia 25
celu oraz istnienie ograniczeń, które pomniejszają efekty (Fertsch et al. 2010). 26
Według koncepcji OPT/TOC, najważniejszym zadaniem dla przedsiębiorstwa powinno 27
być podejmowanie zleceń, dzięki którym może nastąpić maksymalizacja zysku. 28
Przy realizacji zleceń mogą nastąpić ograniczenia, które można podzielić 29
na (Szatkowski 2014): 30
ograniczenia zewnętrzne, dotyczące m.in. niewłaściwej równowagi popytu 31
i podaży czy struktury dystrybucji, 32
ograniczenia wewnętrzne, do których zalicza się za małe możliwości przerobowe 33
systemu produkcyjnego czy efekt tzw. wąskiego gardła. 34
P. Zwolenik, A. Pacana
28 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
W kontekście systemu produkcyjnego, by udoskonalić całość, należy poprawić kluczowy 1
elementu procesu (Chatterjee 2007). Proces posiadający zakłócenia w przebiegu, finalnie 2
ma ograniczoną moc produkcyjną, a odpowiadać za ten stan mogą zarówno bariery fizyczne, 3
jak zasoby czy narzędzia, a także czynnik ludzki (Wang et al. 2005). 4
Wąskie gardło jest takim elementem procesu produkcyjnego, który definiuje jego 5
wydajność. W przypadku osiągnięcia krytycznego punktu systemu, element ten blokuje 6
swobodny przepływ półproduktów i w konsekwencji, minimalizuje liczbę wyprodukowanych 7
wyrobów. Koncepcja OPT/TOC koncentruje się zatem na usunięciu lub zmniejszeniu 8
ograniczenia, co skutkuje wzrostem przepustowości procesu produkcyjnego (Szatkowski 9
2014). 10
Przedmiotem badań będzie proces produkcyjny firmy wykonującej meble (szafy). 11
Celem badań jest usprawnienie procesu produkcyjnego mebli (szaf) poprzez zdiagnozowanie 12
i eliminację wąskiego gardła w procesie produkcyjnym oraz zaproponowanie rozwiązania 13
poprawiającego płynność procesu. 14
2. Metoda rozwiązania problemu 15
2.1. Charakterystyka analizowanego przedsiębiorstwa 16
Przedmiotem analizy jest firma usługowo-handlowa wykonująca meble, tj. szafy dwu 17
i trzydrzwiowe. Niezbędne do pracy firmy są materiały w postaci płyt laminowanych 18
drewnopodobnych, płyt HDF, luster oraz szkieł. Firma przewiduje dostawy materiałów 19
w poniedziałki, wtorki i środy, w określonej wielkości. Dostawy materiałów są zaplanowane 20
tak, by nie nachodziły na siebie. Z placu, gdzie materiał jest rozładowywany, surowce 21
przewożone są za pomocą wózka widłowego do magazynu, gdzie są przechowywane 22
w odpowiednich warunkach. Z magazynu przejściowego surowce są dostarczane do bufora 23
przed obrabiarką CMC i stanowiskiem szlifującym. Płyty laminowane drewnopodobne i płyty 24
HDF trafiają na obrabiarkę CMC, gdzie następuje ich rozcinanie na mniejsze elementy. 25
Lustra i szkła trafiają na stanowisko szlifujące, gdzie dostosowywane są do projektu drzwi 26
szafy. Po rozcięciu na pile elementy wnętrza trafiają na stanowisko zarabiania naroży, gdzie 27
są oklejane według wymogów, a później przekazane są na stanowisko składania elementów, 28
przy którym pracują dwie osoby. Elementy niezbędne na drzwi szafy trafiają bezpośrednio 29
na stanowisko składania drzwi. Po oszlifowaniu elementy trafiają na stanowisko składania 30
drzwi, gdzie pracuje jedna osoba. Na stanowisku składania drzwi następuje montaż 31
elementów składowych i złączenia ich w ramę drzwi. Po przygotowaniu elementów wnętrza, 32
Usprawnienie procesu produkcyjnego w przedsiębiorstwie…
29 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
jak i różnych frontów, całość szafy jest składana na stanowisku składania szafy. Z niego 1
gotowe szafy dwu- i trzydrzwiowe trafiają do magazynu końcowego, z którego bezpośrednio 2
są pobierane przez dostawców, realizujących konkretne zamówienia. 3
Na asortyment firmy składają się szafy dwudrzwiowe i trzydrzwiowe, z frontami z płyty 4
laminowanej drewnopodobnej, szkła lub lustra. 5
2.2. Analiza przeprowadzona za pomocą programu Enterprise Dynamics 6
Za pomocą programu Enterprise Dynamics przeprowadzono symulację procesu 7
produkcyjnego. Proces produkcyjny został szczegółowo zaprogramowany, opierając 8
się na szczegółowych danych, w celu uzyskania realnych wyników. Ilość produktów 9
wykorzystywanych w procesie została obliczona, dotyczy to zarówno surowców, 10
jak i półwyrobów. Model procesu produkcyjnego został skonstruowany tak, aby przepływ 11
produktu był płynny. Liczba wejść do procesu odpowiada rodzajom materiałów użytych 12
do produkcji. Po wejściu produkty przedostają się do buforów, które pełnią funkcję placu 13
rozładunkowego – stamtąd surowce przy pomocy wózka widłowego przetransportowywane 14
są do odpowiadającego im magazynu. Surowce trafiają na produkcję bezpośrednio 15
z magazynu na obrabiarki CMC lub na stanowisko szlifowania dla lustra i szkła. 16
Po maszynach występują bufory odpowiadające danemu półwyrobowi. Bezpośrednio z nich 17
półprodukty trafiają do dalszej maszynowej obróbki lub na stanowiska składania, gdzie prace 18
są wykonywane przez pracowników. Gotowe szafy trafiają do magazynu, transportowane 19
są za pomocą wózka widłowego. Raz na tydzień po gotowe meble przyjeżdża odbiorca, 20
a same zamówienia są sprecyzowane i niezmienne. Uwzględniono odpowiednie czasy pracy 21
maszyn, a także czas pracy pracowników. Model procesu przedstawiono na rysunku 1, 22
zaś widoczne połączenia między elementami na rysunku 2. 23
Po przeprowadzeniu kontrolnych i korygujących symulacji, analizy zostały 24
przeprowadzone za pomocą pięciu 200 godzinnych symulacji (5 tygodni pracy, zmiana 25
8 godzinna), dzięki którym można było uzyskać wiarygodne i uśrednione wyniki. 26
2.3. Analiza uzyskanych wyników 27
W celu dokładnej analizy podzielono ją na kilka aspektów: obciążenia pracowników, czas 28
pracy stanowisk oraz wykorzystanie maszyn. 29
W procesie produkcyjnym bierze udział 5 pracowników, którzy pracują po 8 godzin 30
(1 dzień pracy), z przerwami 15 i 30 minutowymi.31
30 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
1
Rysunek 1. Model procesu produkcyjnego by opracowanie własne za pomocą programu Enterprise Dynamics. 2

31 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Rysunek 2. Model procesu produkcyjnego z wyróżnionymi połączeniami między elementami by opracowanie własne za pomocą programu Enterprise 1 Dynamics2
P. Zwolenik, A. Pacana
32 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Pracownik 1 i pracownik 2 pracują przy stanowisku składania elementów szafy. Pracownik 3
pracuje przy stanowisku składania drzwi. Pracownik 4 i pracownik 5 pracują przy stanowisku
składania szafy.
Pracownik 1 średnio przez 51% swojego czasu pracy był zajęty, przez 33% czasu pracy
był bezczynny (oczekiwał na oklejone elementy), przez 4% czasu pracy był niedostępny
(był na przerwie) i przez 13% czasu pracy czekał na operatora.
Pracownik 2 średnio przez 51% czasu pracy był zajęty, przez 44% czasu pracy
był bezczynny (oczekiwał na oklejone elementy), a przez 5% czasu pracy był niedostępny
(był na przerwie).
Pracownik 3 średnio przez 99% swojego czasu pracy był zajęty, a przez 1% czasu pracy
był niedostępny (przerwa).
Pracownik 4 średnio przez 91% czasu pracy był zajęty, przez 8% czasu pracy
był bezczynny, a przez 2% czasu pracy był niedostępny (przerwa).
Pracownik 5 średnio przez 91% czasu pracy był zajęty, przez 8% czasu pracy
był bezczynny, a przez 2% czasu pracy był niedostępny (przerwa).
Żaden z pracowników nie odpowiadał za efekt wąskiego gardła.
Zbadany czas pracy stanowisk kształtował się następująco:
Stanowisko składania elementów pracowało średnio przez 10% swojego czasu pracy;
status bezczynności wykazywało średnio przez 11% swojego czasu pracy; średnio przez
80% swojego czasu pracy zajęte było gromadzeniem niezbędnych surowców.
Na stanowisku składania drzwi praca zajmowała średnio 22% ogólnego czasu pracy;
średnio przez 1% czasu pracy stanowisko było bezczynne; dystrybucja zajmowała średnio
77% czasu pracy.
Ostatnim stanowiskiem jest stanowisko składania szafy – praca trwała tam średnio przez
11% czasu pracy; średnio przez 35% czasu pracy stanowisko było bezczynne;
gromadzenie materiałów średnio trwało 0% czasu, jednak warto o nim wspomnieć,
ponieważ wahało się w przedziale od 0-0,1%; dystrybucja wyrobów zajmowała średnio
53% czasu pracy.
Efekt wąskiego gardła nie był możliwy do zaobserwowania na stanowiskach składania.
W procesie brały udział rzeczywiste 3 maszyny – w celu optymalizacji produkcji
wprowadzono ich rozłożenie na poszczególne procesy, dlatego wyróżniamy:
obrabiarkę CMC dla płyt HDF,
obrabiarkę CMC 1 – zajmującą się rozcinaniem płyt na poszczególne elementy wnętrza,
P. Zwolenik, A. Pacana
33 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
obrabiarkę CMC 2 – zajmującą się rozcinaniem płyt na poszczególne elementy wnętrza,
obrabiarkę CMC 3 – zajmującą się rozcinaniem płyt na poszczególne elementy wnętrza,
obrabiarkę CMC 4 – zajmującą się rozcinaniem płyt na front drzwi,
obrabiarkę CMC 5 – zajmującą się rozcinaniem płyt na front drzwi,
szlifierkę 1 – zajmującą się szlifowaniem tafli lustra na front drzwi,
szlifierkę 2 - zajmującą się szlifowaniem tafli lustra na front drzwi,
szlifierkę 3 - zajmującą się szlifowaniem tafli szkła na front drzwi,
szlifierkę 4 - zajmującą się szlifowaniem tafli szkła na front drzwi,
maszynę do zarabiania naroży – maszyna, która okleja krawędzie elementów.
Po przeprowadzeniu analizy uzyskano wyniki:
Obrabiarka CMC dla płyt HDF pracowała średnio przez 18% czasu pracy, przez 79%
czasu pracy była bezczynna, a przez 3% swojego czasu pracy była zepsuta i naprawiana.
Obrabiarka CMC 1 pracowała średnio przez 11% czasu pracy, przez 86% czasu pracy była
bezczynna, a przez 3% swojego czasu pracy była zepsuta i naprawiana.
Obrabiarka CMC 2 pracowała średnio przez 10% czasu pracy, przez 87% czasu pracy była
bezczynna, a przez 3% swojego czasu pracy była zepsuta i naprawiana.
Obrabiarka CMC 3 pracowała średnio przez 10% czasu pracy, przez 87% czasu pracy była
bezczynna, a przez 3% swojego czasu pracy była zepsuta i naprawiana.
Obrabiarka CMC 4 pracowała średnio przez 13% czasu pracy, przez 84% czasu pracy była
bezczynna, a przez 3% swojego czasu pracy była zepsuta i naprawiana.
Obrabiarka CMC 5 pracowała średnio przez 13% czasu pracy, przez 84% czasu pracy była
bezczynna, a przez 3% swojego czasu pracy była zepsuta i naprawiana.
Szlifierka 1 pracowała średnio przez 33% czasu pracy, przez 66% czasu pracy była
bezczynna, a przez 1% swojego czasu pracy była zepsuta i naprawiana.
Szlifierka 2 pracowała średnio przez 34% czasu pracy, przez 65% czasu pracy była
bezczynna, a przez 1% swojego czasu pracy była zepsuta i naprawiana.
Szlifierka 3 pracowała średnio przez 50% czasu pracy, przez 49% czasu pracy była
bezczynna, a przez 1% swojego czasu pracy była zepsuta i naprawiana.
Szlifierka 4 pracowała średnio przez 50% czasu pracy, przez 49% czasu pracy była
bezczynna, a przez 1% swojego czasu pracy była zepsuta i naprawiana.
Maszyna do zarabiania naroży pracowała średnio przez 90% czasu pracy, przez 8% czasu
pracy była bezczynna, a przez 2% swojego czasu pracy była zepsuta i naprawiana.
Usprawnienie procesu produkcyjnego w przedsiębiorstwie…
34 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Znaczne okresy bezczynności na maszynach spowodowane były brakiem surowców
i rozłożeniem jednego procesu na kilka maszyn - w celu ułatwienia – mimo dużych przestojów
proces idzie płynnie.
Wyjątkiem jest tutaj maszyna do zarabiania naroży. W celu dowiedzenia czy jest ona wąskim
gardłem całego procesu, zaproponowano i omówiono rozwiązanie optymalizacyjne, polegające
na stworzeniu dodatkowych maszyn do zarabiania naroży – dzięki nim proces przebiega płynniej
i stworzonych jest więcej wyrobów gotowych. Jest to oczywiście hipoteza, którą postanowiono
przetestować.
3. Wyniki i omówienie rozwiązania problemu
3.1. Rozwiązanie problemu wąskiego gardła
W celu rozwiązania problemu wąskiego gardła postanowiono stworzyć dodatkowe
stanowiska pracy, czyli dwie maszyny do zarabiania naroży – choć w żadnym miejscu nie
występował status blokady maszyn, pojedyncza maszyna pobierała dziewięć rodzajów
elementów w różnej ilości, a następnie po oklejeniu przekazywała je dalej.
Wpływało to na wypełnienie buforów w nadmiernej ilości, a następnie skutkowało uzasadnioną
ilością wyrobów gotowych. Wybrano opcję trzech maszyn z uwagi na dziewięć rodzajów
elementów – w celu łatwiejszego przypisania (do każdej maszyny trzy rodzaje). Proces
zaplanowano na 200 godzin (5 tygodni).
Po stworzeniu maszyn i przeprowadzeniu eksperymentu, można wyciągnąć wnioski,
iż pierwotna hipoteza była błędnym założeniem. Owszem, to maszyna do zarabiania naroży jest
wąskim gardłem całego procesu, ale na niemożliwość wyprodukowania większej ilości wyrobów
składa się więcej przyczyn.
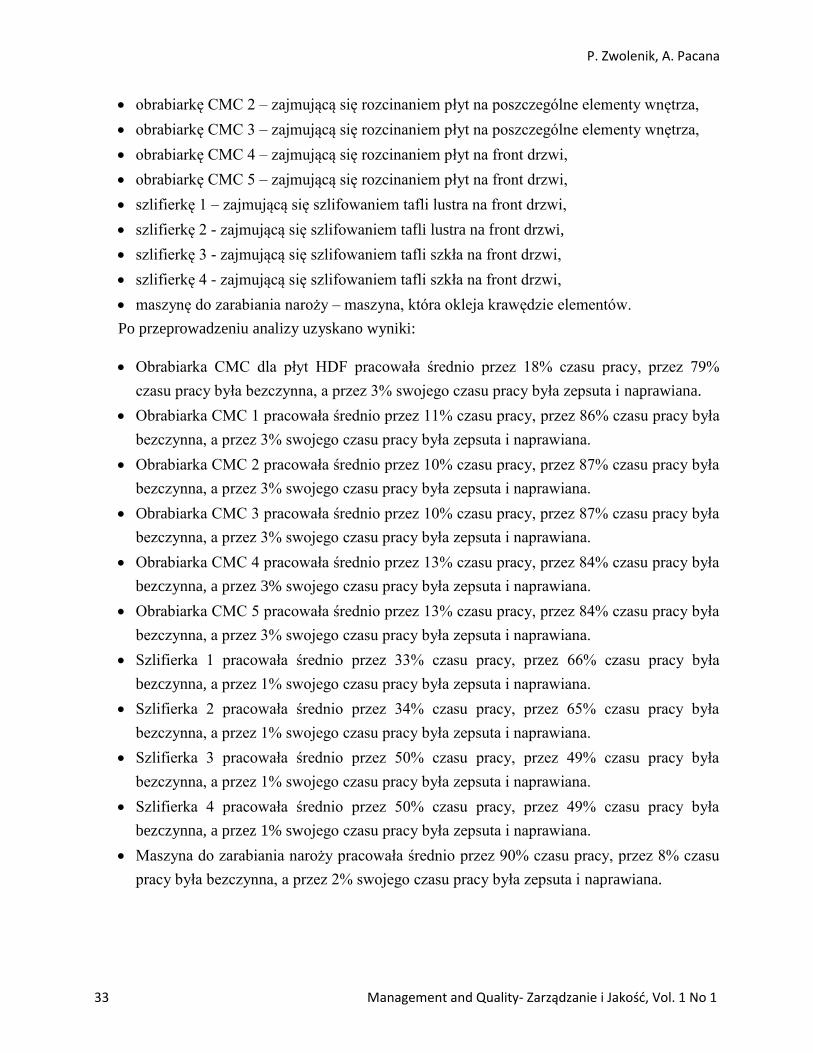
Rysunek 3 przedstawia proces przed wykonaniem poprawy w celu eliminacji hipotetycznego
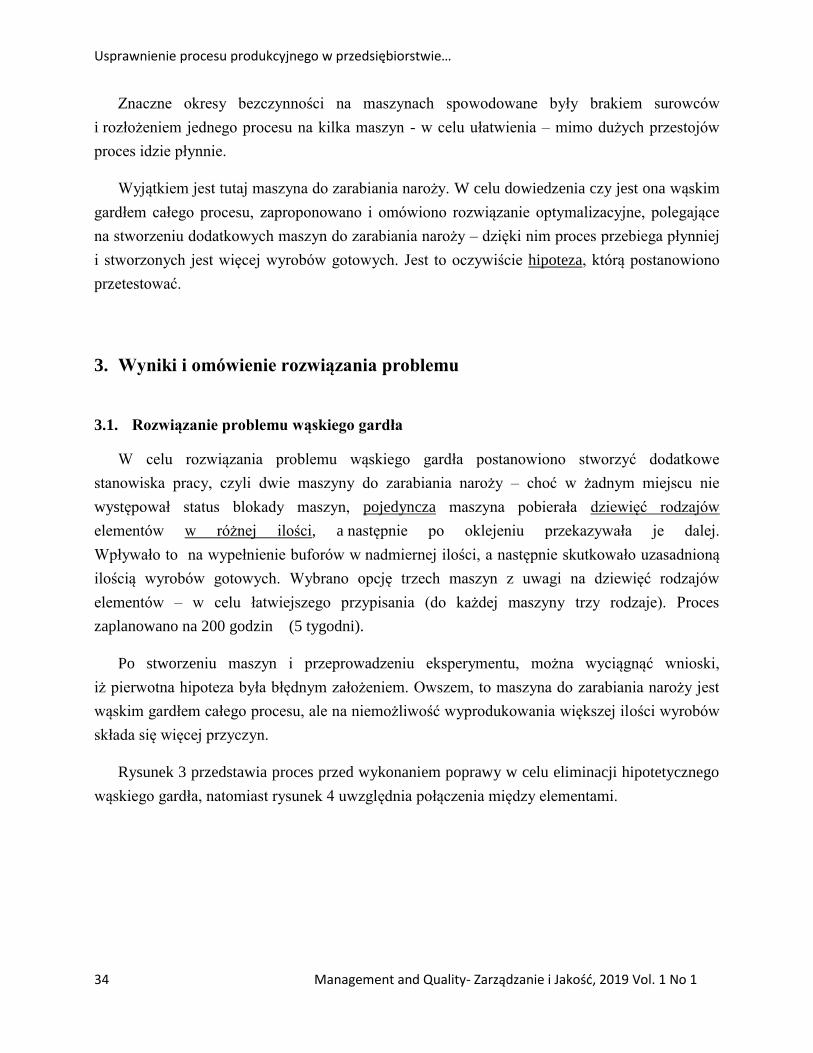
wąskiego gardła, natomiast rysunek 4 uwzględnia połączenia między elementami.
P. Zwolenik, A. Pacana
35 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Rysunek 3. Proces przed wdrożeniem poprawki eliminującej wąskie gardło by opracowanie własne
za pomocą programu Enterprise Dynamics.
Rysunek 4. Połączenia elementów procesu przed wdrożeniem poprawki eliminującej wąskie gardło
by opracowanie własne za pomocą programu Enterprise Dynamics.
Z uzyskanych danych można było wywnioskować, iż wąskim gardłem całego procesu jest
maszyna do zarabiania naroży – mimo jej pracy przez średnio 90% całego czasu pracy, nie jest
w stanie wykonać obróbki wystarczającej liczby elementów, by w konsekwencji wytworzyć
więcej wyrobów gotowych.
Usprawnienie procesu produkcyjnego w przedsiębiorstwie…
36 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
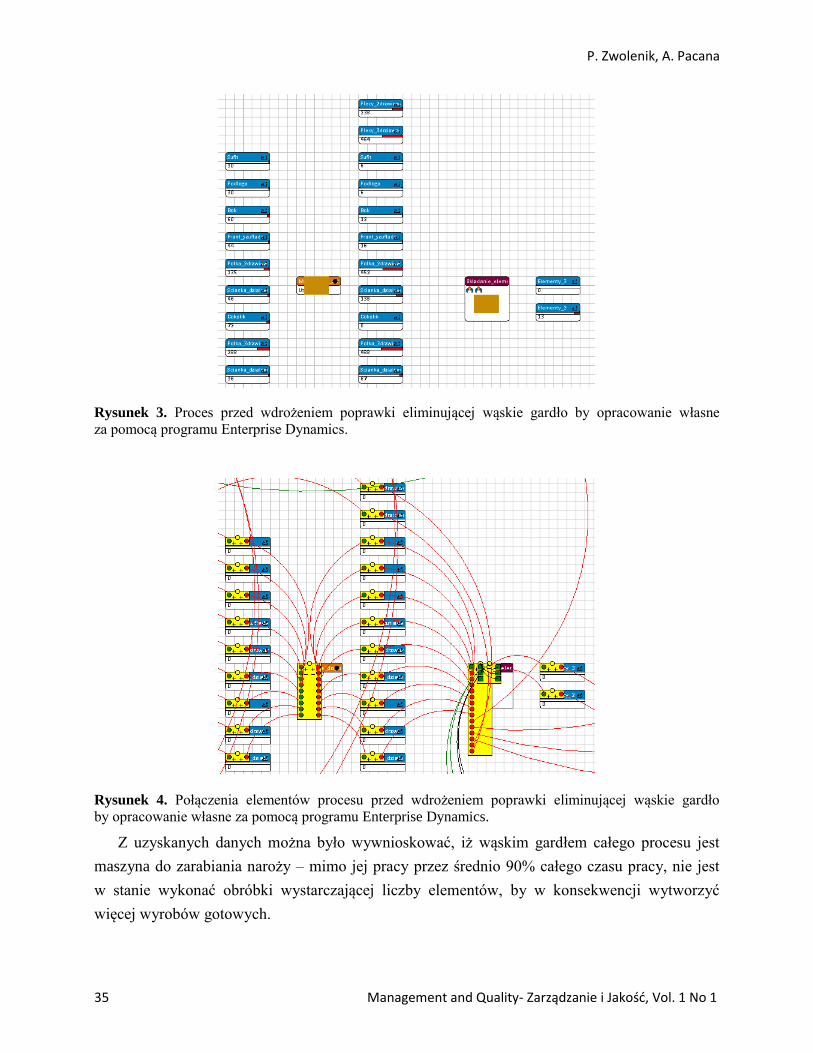
Zgodnie z wcześniejszymi ustaleniami dokonano modyfikacji procesu, parametry maszyny
zachowując takie same. Proces po propozycji zmiany w celu eliminacji hipotetycznego wąskiego
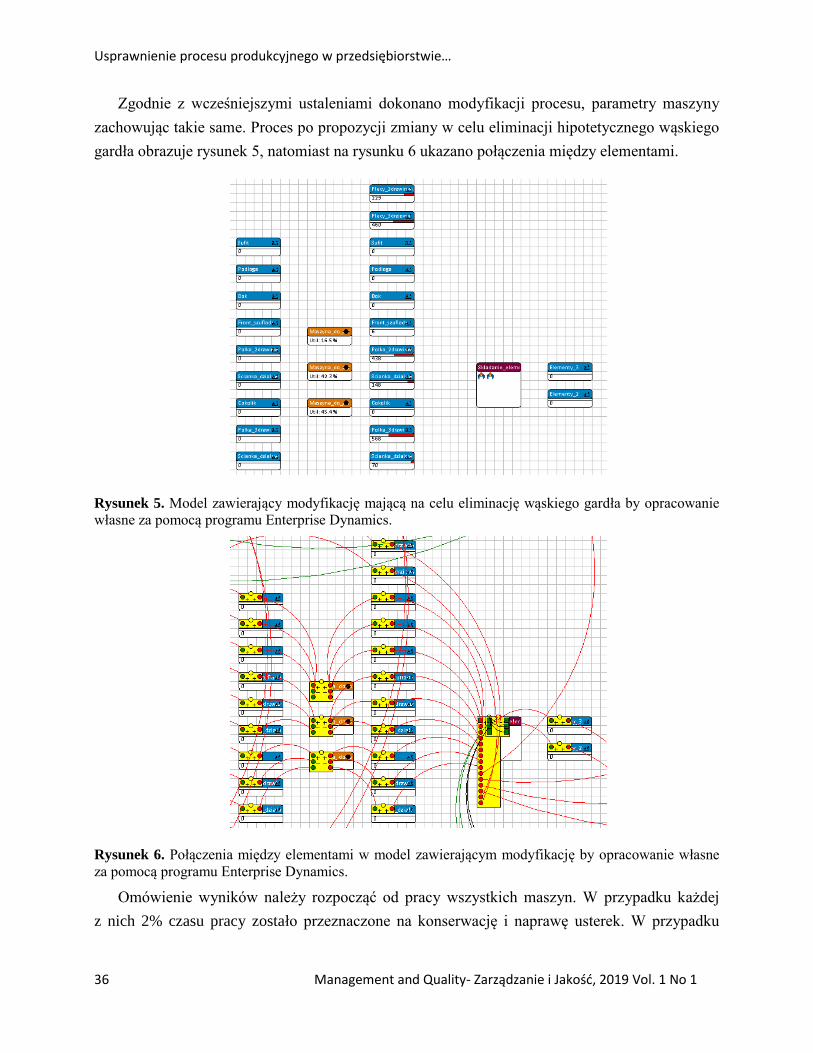
gardła obrazuje rysunek 5, natomiast na rysunku 6 ukazano połączenia między elementami.
Rysunek 5. Model zawierający modyfikację mającą na celu eliminację wąskiego gardła by opracowanie
własne za pomocą programu Enterprise Dynamics.
Rysunek 6. Połączenia między elementami w model zawierającym modyfikację by opracowanie własne
za pomocą programu Enterprise Dynamics.
Omówienie wyników należy rozpocząć od pracy wszystkich maszyn. W przypadku każdej
z nich 2% czasu pracy zostało przeznaczone na konserwację i naprawę usterek. W przypadku

P. Zwolenik, A. Pacana
37 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
maszyny do zarabiania naroży, która obsługiwała pojedyncze lub podwójne elementy, tj. sufit,
podłoga i bok, czas pracy wyniósł średnio 13%, a czas bezczynności – 61%. W przypadku
pozostałych maszyn, obsługujących wiele elementów, czas pracy kształtował się bardzo
podobnie – średnio 37%, a bezczynności – 61%.
Przechodząc kolejno do uzyskanych wyrobów, porównując ich do poprzedniej analizy,
jest ich mniej, jednakże uzyskany zakres ilości maksymalnej i minimalnej jest taki sam.
Uzyskano informację, iż liczba wykonanych wyrobów nie zwiększyła się znacząco,
czyli proponowana zmiana nic nie dała.
Bazując na uzyskanych wynikach, hipotezę o wąskim gardle w postaci maszyny
do zarabiania naroży można przyjąć, ale przy rozpatrywaniu dodatkowych aspektów.
Na niemożliwość zwiększenia efektywności procesu składa się kilka czynników – długi czas
pracy stanowiska składania elementów- wynika on z wydłużonego czasu niezbędnego
na gromadzenie półproduktów. Maszyna do zarabiania naroży przy opcji pojedynczego
stanowiska wypełnia bufory znajdujące się przed nią, jednak przy 90% czasie pracy wykazuje
czas w ilości 8% poświęcony bezczynności – nie ma momentu blokady. Przy zwiększeniu ilości
maszyn okazuje się, iż więcej niż 50% czasu są bezczynne. Dodatkowy powód braku płynności
leży w podstawie procesu – zaplanowane dostawy płyt laminowanych są niewystarczające,
by surowce mogły w pełni pokryć możliwości systemu produkcyjnego przy równoczesnej
eliminacji wąskiego gardła.
4. Wnioski
Badany proces jest procesem produkcyjnym szaf, mającym na celu wytworzenie sześciu
wyrobów gotowych, o dwóch podstawowych konfiguracjach wnętrza i trzech możliwości
frontów drzwi.
Na proces składa się 9 wejść, które wprowadzają elementy niezbędne do przebiegu procesu
i są to: płyty laminowane, płyty HDF, tafle lustra, tafle szkła kolorowego, zestawy drążków,
zestawy systemów drzwi, zestawy uchwytów i zestawy prowadnic. Zakładamy, że w systemie
są zapasy pozostałe z dostawy z poprzedniego tygodnia. Przewidywane są 3 różne terminy
różnych surowców – w poniedziałki 8:00 następuje dostawa obu rodzajów płyt, na wtorek (8:00)
przewidziane są dostawy lustra i szkła kolorowego, a w środę (8:00) dostarczane są wszystkie
zestawy. Z buforów, które pełnią funkcję placu, surowce za pomocą wózka widłowego
są wprowadzane do magazynu. Stamtąd pobierane są bezpośrednio do procesu produkcyjnego.
Usprawnienie procesu produkcyjnego w przedsiębiorstwie…
38 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Na obrabiarki CMC trafiają: płyty HDF, z których robione są tylko plecy, płyty laminowane,
z których tworzone są elementy wnętrza szaf oraz płyty laminowane przeznaczone na front
drzwi. Komponenty z płyty HDF trafiają bezpośrednio do bufora przed stanowiskiem składania
elementów. Elementy wnętrza z płyty laminowanej poddane zostają oklejeniu przez maszynę
do zarabiania naroży, a później przekazane do odpowiednich buforów. Stanowisko składania
elementów tworzy wnętrza szaf dwudrzwiowych i trzydrzwiowych zgodnie z narzuconym
wzorcem, a później przekazuje je do odpowiednich buforów. W celu uzyskania niezbędnych
półproduktów na front drzwi, tafle lustra i szkła kolorowego poddawane są szlifowaniu
na szlifierkach, a następnie przekazane są do kolejki. Stanowisko składania drzwi pobiera
surowce według zaplanowanego wzorca i tworzy fronty z płyty laminowanej, lustra i szkła
kolorowego dla szaf dwudrzwiowych i trzydrzwiowych. Następną częścią procesu
produkcyjnego jest stanowisko składania szafy. Następuje tam połączenie odpowiednich
elementów wnętrza z odpowiednim frontem i uzyskanie wyrobu gotowego, czyli szafy w jednej
z sześciu konfiguracji: trzydrzwiowej z frontem drzwi z płyty laminowanej, trzydrzwiowej
z frontem drzwi z lustra, trzydrzwiowej z frontem drzwi ze szkła, dwudrzwiowej z frontem drzwi
z płyty laminowanej, dwudrzwiowej z frontem drzwi z lustra oraz dwudrzwiowej z frontem
drzwi ze szkła. Gotowe wyroby za pomocą wózka przekazywane są do magazynu. Ostatnim
elementem procesu jest wydanie produktów zgodnie z zamówieniem odbiorcy, który po szafy
przyjeżdża raz w tygodniu.
Korzystając z narzędzi dostępnych w programie Enterpise Dynamics (Experiment Wizard),
wykonano analizy i uzyskano miarodajne oraz uśrednione wyniki. Analizy przeprowadzono
podczas 5 okresów 200 godzinnych (5 tygodni roboczych, 1 zmiana, 8 godzin).
Uzyskany czas pracy maszyny do zarabiania naroży (90%), a także zapełnienie buforów,
sugerowały na obecność w tym miejscu wąskiego gardła, co poddano szczegółowej analizie,
wykorzystując modyfikację procesu. Uzyskano następujące wyniki: czas pracy maszyn uległ
znacznemu zmniejszeniu, bufory zostały puste, lecz ilość wyprodukowanych wyrobów była
zbliżona do wartości pierwotnej. Zgodnie z koncepcją OPT/TOC, w procesie produkcyjnym
występują ograniczenia wewnętrzne i zewnętrzne. Reasumując, maszynę do zarabiania naroży
można nazwać wąskim gardłem procesu produkcyjnego (ograniczenie wewnętrzne),
lecz nie tylko ona wpływa na mniejszą efektywność systemu – dodatkowym czynnikiem, który
należy wyszczególnić, to niedostateczna liczba surowców (ograniczenie zewnętrzne).
W celu zniwelowania problemu należałoby zwiększyć dostawy lub ilość surowców
(płyty laminowane), przy równoczesnym zachowaniu poprawionego rozwiązania wąskiego
gardła.

P. Zwolenik, A. Pacana
39 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Bibliografia
Drucker, P.F. (2005). Praktyka zarządzania. Warszawa: Wydawnictwo MT Biznes.
Fertsch, M., Cyplik, P., Hadaś, Ł. (Eds.). (2010). Logistyka produkcji: teoria i praktyka.
Instytut Logistyki i Magazynowania.
Gawlik, J., Plichta, J., Świc, A. (2013). Procesy produkcyjne. Warszawa: PWE.
Jagodziński, J., Ostrowski, D. (2016). Optymalizacja wybranego procesu produkcyjnego
w oparciu o zasadę ciągłego doskonalenia na przykładzie przedsiębiorstwa X, Zeszyty
Naukowe Politechniki Częstochowskiej. Zarządzanie, 24(2), 201-214.
Mukherjee, S., Chatterjee, A. K. (2007). The concept of bottleneck. In International
Conference on Multi-Echelon.
Rewers, P., Chabowski, P., Skrzypek, K., Dąbrowski, K. (2016). Poprawa wydajności
systemu produkcyjnego w wyniku skrócenia czasów przezbrojeń, Ekonomiczne i społeczne
aspekty nowoczesnego zarządzania przedsiębiorstwem (37-48), Wrocław: Exante.
Szatkowski, K. (2014). Nowoczesne zarządzanie produkcją. Ujęcie procesowe. Warszawa:
PWN.
Walczak, M., System utrzymania ruchu czynnikiem przewagi konkurencyjnej
przedsiębiorstwa. Kraków: Uniwersytet Ekonomiczny,
http://janek.uek.krakow.pl/~kzzo/5.7.pdf, 30.10.2019.
Wang, Y., Zhao, Q., Zheng, D. (2005). Bottlenecks in production networks: An overview.
Journal of Systems Science and Systems Engineering, 14(3), 347-363.
R. Wolniak
40 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
ZADOWOLENIE UCZESTNIKÓW KONFERENCJI ORGANIZOWANEJ
PRZEZ KATOWICKI ODDZIAŁ TNOIK W ROKU 2019
Radosław WOLNIAK1*
1 Politechnika Śląska, Wydział Organizacji i Zarządzania, Katedra Ekonomii i Informatyki, [email protected]
* Korespondencja: [email protected]; 534538177
Streszczenie. W publikacji przedstawiono analizy dotyczące zadowolenia uczestników
konferencji naukowej na przykładzie konferencji XLI Śląskie Dni Organizacji. Nowoczesność
Przemysłu i Usług 2019. Konferencja organizowana przez TNOiK oddział Katowice przy
współudziale Wydziału Organizacji i Zarządzania Politechniki Śląskiej oraz Wydziału
Zarzadzania Uniwersytetu Ekonomicznego w Katowicach jest cykliczną konferencją
z udziałem gości międzynarodowych. Celem niniejszej publikacji jest przedstawienie analizy
zadowolenia uczestników z konferencji oraz określenie rekomendacji, co do dalszych kierunków
jej rozwoju.
Słowa kluczowe: satysfakcja klienta, jakość, konferencja naukowa, TNOiK, zadowolenie
klienta
SATISFACTION OF THE PARTICIPANTS OF THE CONFERENCE
ORGANISED BY THE KATOWICE TNOIK BRANCH IN 2019
Abstract. The publication presents analyses concerning the satisfaction of the participants
of the scientific conference on the example of the XLI conference - Silesian Days
of Organization. Modernity of Industry and Services 2019. The conference organized by TNOiK
Katowice branch with the participation of the Faculty of Organization and Management of the
Silesian University of Technology and the Faculty of Management of the University
of Economics in Katowice is a cyclical conference with the participation of international guests.
Zadowolenie uczestników konferencji organizowanej przez…
41 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
The purpose of this publication is to present an analysis of the participants' satisfaction
with the conference and to define recommendations for its further development.
Keywords: customer satisfaction, quality, scientific conference, TNOiK
1. Wstęp
Organizacja konferencji naukowych jest jednym z podstawowych sposobów,
poza samymi publikacjami, wymiany myśli i poglądów we współczesnym świecie akademickim.
Możliwość bezpośredniego spotkania poza możliwością bezpośredniej dyskusji,
która jest zawsze integralną i bardzo ważną częścią każdej konferencji naukowej zapewnia
również networking, dając szansę na nawiązanie przydatnych kontaktów naukowych mogących
w przyszłości zaowocować wspólnymi publikacjami, jak również projektami.
Bardzo ważnym elementem oceny każdego eventu jest jego ocena z punktu widzenia
klienta, którym w przypadku konferencji naukowej są jej uczestnicy. Celem niniejszej publikacji
jest przedstawienie analizy zadowolenia uczestników z konferencji naukowej organizowanej
przez katowicki oddział TNOiK przy współudziale Wydziału Organizacji i Zarządzania
Politechniki Śląskiej oraz Wydziału Zarzadzania Uniwersytetu Ekonomicznego w Katowicach –
Śląskie Dni Organizacji. Nowoczesność przemysłu i usług oraz określenie rekomendacji,
co do dalszych kierunków rozwoju konferencji.
Problematyka satysfakcji klienta, jego zadowolenia (Gajdzik, 2013; Michna, 2018;
Odlanicka-Poczobutt, and Kulińska, 2015; Olkiewicz, et al., 2019; Szromek, and Wolniak, 2018;
Wolniak, 2016; Wolniak, and Sedek, 2009; Wolniak, and Zędla, 2015; Wolniak, and Grebski,
2018; Wolniak, et al., 2019; Wolniak, and Skotnicka-Zasadzień, 2008; Wolniak, and Skotnicka-
Zasadzień, 2015; Wolny, and Wolniak, 2018, Zendla, and Wolniak, 2015) oraz jakości usług
(Gawrońska, 2016; Gebczyńska, and Wolniak, 2018; Krzemień, and Wolniak, 2007; Wolniak,
2012; Wolniak, 2014; Wolniak, 2016; Wolniak, and Skotnicka-Zasadzień, 2014; Wolniak, 2015;
Wolniak, 2018; Wolniak, and Skotnicka-Zasadzień, 2009; Wolniak, and Skotnicka-Zasadzień,
2018; Wolniak, et al., 218; Wolniak, et. al., 2016) jest bardzo szeroko przedstawiana w literaturze
przedmiotu. Satysfakcja klienta jest rozumiana, jako łączenie emocji i poznania.
Nosi ono subiektywny charakter i odnosi się do każdego z osobna. Zadowolenie klienta jest
kształtowane na podstawie własnych doświadczeń (Borodako, et al., 2015).
W literaturze przedmiotu podkreśla się (Kozłowska, and Ryszkowski, 2015), że trudno
w niej znaleźć konkretne kryteria oceniania satysfakcji klienta w przypadku konferencji
naukowych. Jedną z publikacji przedstawiających kwestie realizowania dobrych,
R. Wolniak
42 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
charakteryzujących się wysoką jakością konferencji, jest praca Nalaskowskiego i Zientarskiego
(Nalaskowski, and Zientarski, 2012).
2. Informacje o konferencji
Konferencja organizowana przez TNOiK oddział Katowice przy współudziale Wydziału
Organizacji i Zarządzania Politechniki Śląskiej oraz Wydziału Zarzadzania Uniwersytetu
Ekonomicznego w Katowicach jest cykliczną konferencją z udziałem gości międzynarodowych.
W obecnym roku była to XLI edycja konferencji tak wiec jest to konferencja z bardzo długą,
jak na polskie warunki tradycją i jedna z najstarszych konferencji w obszarze zarządzania
w Polsce. Tradycyjnie konferencja nosiła nazwę Śląskie Dni Organizacji. Nowoczesność
Przemysłu i Usług. Począwszy od roku 2018 wprowadzono również angielską nazwę
i jej akronim MIS Modernity of Industry and Services (rysunek 1). W roku 2019 podobnie
jak w poprzednim 2018 została zorganizowana w Hotelu Gołębiewski w Wiśle. Konferencja
odbyła się w dniach 10-12 października 2019. Konferencja uzyskała patronat Przeglądu
organizacji. Na rysunku 2 przedstawiono loga partnerów naukowych konferencji.
Rysunek 1. Logo konferencji Śląskie Dni Organizacji. Nowoczesność Przemysłu i Usług. Źródło.
Materiały konferencyjne.

Zadowolenie uczestników konferencji organizowanej przez…
43 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Rysunek 2. Partnerzy naukowi konferencji Śląskie Dni Organizacji. Nowoczesność Przemysłu i Usług.
Źródło. Materiały konferencyjne.
Informacje o ostatnich dwóch edycjach konferencji wraz z linkami znajdują się
na facebookowym fanepagu katowickiego oddziału TNOiK.
https://www.facebook.com/Towarzystwo-Naukowe-Organizacji-i-Kierownictwa-
oddzia%C5%82-Katowice-346391602542683/
Bezpośrednio konferencja występuje na Facebooku jako wydarzenie:
https://www.facebook.com/events/393845454785386/ oraz informacje o niej znajdują się
na stronie konferencji:
http://dydaktyka.polsl.pl/IEII/NPiU2019/site/index.html?fbclid=IwAR1WM0E2rWuUqjScV
CSL07wa8Lh-fl9TZFLMw39v7UuhhR1ax26pApvliG0
W obecnym roku 2019 w konferencji uczestniczyli licznie (ponad 70 uczestników) polskich
uczelni, w szczególności z wydziałów wszystkich wiodących uczelni zajmujących się naukami o
zarządzaniu i jakości jak również przedstawiciele biznesu.
W zakresie uczestników naukowych w konferencji udział wzięli przedstawiciele
następujących krajowych uczelni:
Politechnika Śląska,
Uniwersytet Ekonomiczny w Katowicach,
Uniwersytet Ekonomiczny w Poznaniu,
Uniwersytet Ekonomiczny w Krakowie,
Uniwersytet Ekonomiczny we Wrocławiu,
Uniwersytet Warszawski,
Uniwersytet Jagielloński,
R. Wolniak
44 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Politechnika Warszawska,
Akademia Górniczo-Hutnicza w Krakowie,
Uniwersytet Gdański,
Politechnika Łódzka,
Politechnika Częstochowska,
UMCS Lublin,
Uniwersytet Zielonogórski,
Wyższa Szkoła Bankowa w Poznaniu,
Uniwersytet Szczeciński,
Akademia Techniczno-Humanistyczna w Bielsku-Białej,
Politechnika Świętokrzyska,
Państwowa Wyższa Szkoła Zawodowa w Nysie,
Uniwersytet Jana Kochanowskiego w Kielcach.
W przypadku uczestników zagranicznych, na konferencji reprezentowane były następujące
ośrodki:
Pennsylvania State University, USA,
Northampton Community College, USA,
Capital University, USA,
The London Academy of Science and Business, Anglia,
Narodowy Uniwersytet Państwowej Służby Podatkowej Ukrainy, Ukraina,
Kijowski Narodowy Uniwersytet Budownictwa i Architektury, Ukraina.
Z partnerów biznesowych w konferencji udział wzięli przedstawiciele następujących
podmiotów:
Instytut Spawalnictwa w Gliwicach,
Bumech SA,
System Barosz,
Techgór,
Eksplo-tech.
Celem zbadania zadowolenia uczestników z poziomu organizacji konferencji, miejsca jej
zorganizowania oraz sposobu prowadzenia obrad, jak również określenia kierunków dalszego jej
rozwoju po konferencji skierowano do wszystkich uczestników ankietę mailową mającą ocenić
wspomniane aspekty. Na podstawie ankiety opracowano analizy, które zostaną przedstawione w
dalszej części niniejszej publikacji.

Zadowolenie uczestników konferencji organizowanej przez…
45 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
3. Satysfakcja uczestników
Satysfakcję uczestników badano za pomocą kwestionariusza ankietowego. Pytania dotyczące
satysfakcji oceniane były w sześciostopniowej skali, gdzie 1 oznacza, ze dana kwestia nie
spełniła oczekiwań danego uczestnika, natomiast 6, ze przerosła jego oczekiwania.
Rysunek 3. Satysfakcja uczestników konferencji XLI Śląskie Dni Organizacji. Nowoczesność Przemysłu
i Usług 2019. Źródło: Opracowanie własne.
Ocena satysfakcji klienta była bardzo wysoka (rysunek 3). Ankietowani ocenili,
że konferencja spełniła ich oczekiwania na poziomie 5,2; ogólna ocena konferencji była
na poziomie 5,4 natomiast miejsce odbywania się konferencji wszyscy ankietowani ocenili
na maksymalnym poziomie 6 uznając, że przerosło ono ich oczekiwania. Potwierdza to kolejne
pytanie ankiety, dotyczące tego czy należy zmienić miejsce odbywania się konferencji,
czy pozostawić, jakie jest. Wszyscy ankietowani uznali, że należy pozostawić miejsce takie jak
w obecnym roku.
Na rysunku 4 przedstawiono ocenę poszczególnych aspektów konferencji takich jak: sala
wykładowa, wyżywienie, sprzęt i zakwaterowanie. Również w tym przypadku oceny były bardzo
wysokie. Wahały się od 5,4 za salę wykładową, poprzez 5,6 za sprzęt do poziomu 5,8
za wyżywienie i zakwaterowanie. Wśród wszystkich ankiet pojawiła się zaledwie jedna ocena 4
za salę wykładową. Wszyscy pozostali ankietowani oceniali wszystkie omawiane aspekty
na najwyższych poziomach 5 lub 6.
5,2
5,4
6
Spełnienie oczekiwań Ogólna ocena Ocena miejsca odbywaniakonferencji

R. Wolniak
46 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Rysunek 4. Ocena poszczególnych aspektów konferencji XLI Śląskie Dni Organizacji. Nowoczesność
Przemysłu i Usług 2019.
Źródło: Opracowanie własne.
Wszyscy ankietowani podkreślali również, ze program konferencji był odpowiedni.
Ostatnie pytanie zamknięte dotyczyło kwestii dotyczących ogólnej oceny prezentacji
i wystąpień podczas konferencji. W tym przypadku ocena była nieco słabsza (choć ciągle bardzo
wysoka) i kształtowała się na poziomie 4,8 w 6 punktowej skali. Wydaje się, ze na nieco słabszej
ocenie zaważył w tym przypadku zbyt mały udział praktyków, co szerzej zostanie omówione
w kolejnym punkcie publikacji.
4. Rekomendacje
Ankietowanych uczestników konferencji poproszono również o uwagi na temat przebiegu
konferencji, obrad, jak również ewentualnych zmian.
W szczególności uczestnicy podkreślali, że szczególnie duża wartość miały wystąpienia
praktyków. W przyszłości warto rozszerzyć konferencję o większą liczbę wystąpień praktyków i
zaprosić kolejnych uczestników biznesowych do współpracy przy organizowaniu konferencji jak
również samych wystąpień. W innej ankiecie wprost zwrócono uwagę na potrzebę wprowadzenia
osobnej sesji przemysłowej z udziałem praktyków, na której przedstawialiby oni praktyczne
rozwiązania, które implementowane są obecnie w obszarze zarządzania.
5,4
5,8
5,6
5,8
Sala wykładowa Wyżywienie Sprzęt Zakwaterowanie

Zadowolenie uczestników konferencji organizowanej przez…
47 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Uczestnicy podkreślali, że konferencja została zorganizowana w bardzo ładnym hotelu.
Za zaletę konferencji uznano również konkurs z nagrodami na najlepszą prezentację postera.
Rozwiązanie polegające na powołaniu do sesji posterowej komisji konkursowej, która będzie
oceniać przedstawiane, koreckie prezentacje treści posteru i dawać nagrody za trzy pierwsze
miejsca sprawdziło się i będzie powtarzane na kolejnych edycjach konferencji.
Z kwestii wymagających poprawy zwrócono uwagę na nieco zbyt mały czas poświęcony
na dyskusje i wymianę poglądów w trakcie poszczególnych sesji. W roku 2019 dokonano
w szczególności pierwszego dnia konferencji znacznego rozszerzenia czasu na dyskusję
w porównaniu z rokiem 2018 jednakże w przyszłości wydaje się zasadne dalsze go zwiększenie,
oraz taka moderacja poszczególnych sesji, która będzie zachęcać uczestników do wypowiedzi
i wymiany poglądów.
W zakresie uwag odnośnie tematyki obrad uczestnicy postulowali wprowadzenie więcej
tematyki dotyczącej:
zarządzania bezpieczeństwem wyrobów,
zarządzania bezpieczeństwem i higieną pracy,
ergonomii,
dehumanizacji w pracy.
Z kwestii organizacyjnych uczestnicy zaznaczani, że woleliby, aby publikacja była
rozdawana już w trakcie konferencji a nie kilka miesięcy później. Oczekiwanie to jest
zrozumiałe, biorąc pod uwagę, ze we wcześniejszych edycjach konferencji tak właśnie
postępowano, jednakże obecnie z uwagi na fakt, że czasopismo, w którym wydawane były
referaty po przejściu dwóch pozytywnych recenzji przeszło całkowicie na język angielski
i korzysta z profesjonalnej agencji proofreadingowej nie było możliwe tak szybkie
przygotowanie tekstów do druku. W przyszłości można podjąć próbę wydania publikacji przed
konferencją, ale tylko w przypadku wysłania tekstów przez autorów znacznie wcześniej.
Druga uwaga organizacyjna dotyczyła wieczornego spotkania – jeden z uczestników
zwrócił uwagę, że warto byłoby zachęcić uczestników do udziału w wieczornym spotkaniu
integracyjnym w klubie dolnym drugiego dnia konferencji. W przyszłych edycja konferencji
należy rozważyć tą uwagę.
5. Podsumowanie
Zaprezentowana w niniejszej publikacji ocena konferencji XLI Śląskie Dni Organizacji.
Nowoczesność Przemysłu i Usług 2019 organizowanej przez TNOiK oddział Katowice przy

R. Wolniak
48 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
współudziale Wydziału Organizacji i Zarządzania Politechniki Śląskiej oraz Wydziału
Zarzadzania Uniwersytetu Ekonomicznego w Katowicach wypadła bardzo dobrze. Uczestnicy
chwalili większość aspektów konferencji w szczególności zwracając uwagę na bardzo dobre
miejsce konferencji, świetne wyżywienie oraz warunki lokalowe. Podkreślali również wysoki
poziom obrad.
Na przyszłość warto wprowadzić pewne modyfikacje w programie w szczególności
dotyczące dalszego wydłużenia czasu na dyskusje oraz wprowadzenia sesji pokazującej
praktyczne przykłady zarządzania współczesnymi organizacjami. Warto również podtrzymywać
dobre praktyki z dotychczasowych edycji w szczególności dotyczące sesji posterowej
z nagrodami.

Zadowolenie uczestników konferencji organizowanej przez…
49 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Literatura:
Borodako, K., Berbeka, J., Rudnicki, M. (2015). Zarządzanie innowacjami w przemyśle
spotkań, Wydawnictwo C.H. Beck, Warszawa.
Gajdzik, B. (2013). Ocena poziomu zadowolenia klienta przedsiębiorstwa hutniczego,
Problemy Jakości, 11, 26-29.
Gawrońska, D. (2016). Ocena jakości usług hotelarskich, Zeszyty Naukowe Politechniki
Śląskiej. Seria Organizacja i Zarządzanie, 96, 259-277.
Gębczyńska, A., Wolniak, R. (2018). Process management level in local governemnt,
Philadelphia.
Kozłowska, D., Ryszkowski W. (2015). Kategoria zadowolenia, jako kryterium oceny
konferencji (KSOW, PO, RYBY 2007-2016). [w:] Kozłowska D., Kozłowski L. (red.), 2015,
Innowacyjne działania i gospodarstwa na obszarach wiejskich, PTG OT, Toruń, 266-278.
Krzemień, E., Wolniak, R. (2007). Problems of incentives for employees in the quality
management of the service sector, Quality and Quantity, 5, 749-756.
Michna, A. (2018). The mediating role of firm innovativeness in the relationship between
knowledge sharing and customer satisfaction in SMEs, Engeenering Econimics, 1, 93-103.
Nalaskowski, F., Zientarski, M. (2012). 7 grzechów głównych konferencji, Kultura i historia.
Tom 22. Wyd. Instytut Kulturoznawstwa Uniwersytetu Marii Curie-Skłodowskiej, Zakład
Teorii Kultury i Metodologii Nauk o Kulturze, Lublin, 1-20.
Odlanicka-Poczobutt, M., Kulińska, E. (2015). Pomiar poziomu obsługi klienta
z wykorzystaniem Customer Satisfaction Index w przedsiębiorstwie transportowym,
Logistyka, 6, 339-345.
Olkiewicz, M., Wolniak, R., Grebski, E.M., Olkiewicz, A. (2019). Comparative analysis
of the impact of the business incubator center on the economic sustainable development
of regions in USA and Poland, Sustainability, 1, 173, 1-22.
Szromek, A., Wolniak, R. (2018). Satisfaction of scientific work among Polish researcher,
Wydawnictwo Naukowe Politechniki Śląskiej, Gliwice.
Wolniak R. (2012). Wykorzystanie metody QFD do zarządzania jakością w usługach
medycznych, Problemy Jakości, 5, s. 25-31.
Wolniak R. (2014). Relationship between selected lean management tools and innovations.
Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja i Zarządzanie, 75, 157-266.
Wolniak R. (2016). Metoda QFD w zarządzaniu jakością. Teoria i praktyka, Wydawnictwo
Politechniki Śląskiej, Gliwice.
R. Wolniak
50 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Wolniak R. Wpływ preferowanej formy komunikacji na zadowolenie klienta
niepełnosprawnego z e-administracji, “Zeszyty Naukowe Politechniki Śląskiej.
Seria Organizacji i Zarządzanie”, z 93, Gliwice, 2016, s. 493-504.
Wolniak R., Sędek A. (2009). Using QFD method for the ecological designing of products
and services. Quality and Quantity, 4, 695-701.
Wolniak R., Skotnicka-Zasadzień B. (2014). The use of value stream mapping to introduction
of organizational innovation in industry. Metalurgija, 4, 709-712.
Wolniak, R. (2012). Wymiary kulturowe polskich organizacji a doskonalenie zarządzania
jakością, Wydawnictwo CeDeWu, Warszawa.
Wolniak, R. (2015). Satysfakcja osób niepełnosprawnych z usług publicznych na przykładzie
urzędu miejskiego w Bytomiu, Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja
i Zarządzanie, 83, 715-724.
Wolniak, R. (2016). Zadowolenie klienta niepełnosprawnego z funkcjonowania
e-administracji – ocena zalet korzystania z e-urzędu, [w:] „Jakość w społeczeństwie
sieciowym”, Katedra Zarządzania Jakością i Wiedzą red. E. Skrzypek, Lublin, 221-230.
Wolniak, R. (2018). Jakość funkcjonowania oddziałów prewencji, Zeszyty Naukowe
Politechniki Śląskiej. Seria Organizacja i Zarządzanie, 117, 715-723.
Wolniak, R. Zendla, S. (2015). Satysfakcja klienta organizacji usługowej na przykładzie
portu lotniczego, Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja i Zarządzanie,
77, 291-310.
Wolniak, R., Grebski, M. (2018). Promoting creativity and innovativeness in education,
CreateSpace, New York.
Wolniak, R., Grebski, M.E., Skotnicka-Zasadzień, B. (2019). Comparative analysis of the
level of satisfaction with the services received at the business incubators (Hazleton, PA, USA
and Gliwice, Poland), Sustainability, 10, 2889, 1-22.
Wolniak, R., Skotnicka-Zasadzień, B. (2008). Wybrane metody badania satysfakcji klienta
i oceny dostawców w organizacjach, Wydawnictwo Naukowe Politechniki Śląskiej, Gliwice.
Wolniak, R., Skotnicka-Zasadzień, B. (2009). Wykorzystanie metody Servqual do badania
jakości usług w administracji samorządowej, Wydawnictwo Naukowe Politechniki Śląskiej,
Gliwice.
Wolniak, R., Skotnicka-Zasadzień, B. (2015). Zadowolenie klienta niepełnosprawnego
ze świadczonych usług na przykładzie Urzędu Miejskiego w Rybniku, Zeszyty Naukowe
Politechniki Śląskiej. Seria Organizacja i Zarządzanie, 79, 357-366.
Wolniak, R., Skotnicka-Zasadzień, B. (2018). Developing a model of factors influencing the
quality of service for disabled customers in the condition s of sustainable development,
Zadowolenie uczestników konferencji organizowanej przez…
51 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
illustrated by an example of the Silesian Voivodeship public administration, Sustainability, 7,
1-17.
Wolniak, R., Skotnicka-Zasadzień, B. Zasadzień, M. (2018). The assessment of service
quality level provided by public administration in Poland. W: PEFnet 2017. 21st European
scientific conference of doctoral students, Brno, November 30, 2017. Proceedings. Ed. Jana
Stavkova. Brno : Mendel University in Brno, 223-231.
Wolniak, R., Skotnicka-Zasadzień, B., Zasadzień, M. (2016). Model profilu czynników
wpływających na poziom jakości obsługi klienta niepełnosprawnego, Wydawnictwo
Politechniki Śląskiej, Gliwice.
Wolny, A., Wolniak, R. (2018). Ocena bezpieczeństwa obsługi pasażerów na przykładzie
międzynarodowego portu lotniczego Katowice, Zeszyty Naukowe Politechniki Śląskiej. Seria
Organizacja i Zarządzanie, 117, 739-753.
Wolny, A., Wolniak, R. (2018). Ocena poziomu usług świadczonych przez port lotniczy
w Pyżowicach, Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja i Zarządzanie, 131,
595-610.
Zendla, S. Wolniak, R. (2015). Wyeliminowanie obszarów niezadowolenia klienta za pomocą
metod i narzędzi zarządzania jakością oraz wprowadzenie udoskonaleń w międzynarodowym
porcie lotniczym, Zeszyty Naukowe Politechniki Śląskiej. Seria Organizacja i Zarządzanie,
82,357-366
S. Grabowska, K. Sieka
52 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
INTELIGENTNE FABRYKI PRZEMYSŁU 4.0
Sandra GRABOWSKA1*
, Kamil SIEKA2
1 Politechnika Śląska, Katowice; [email protected]; ORCID: 0000-0002-0478-3466
2Adient, Siemianowice Śląskie: [email protected]
* Korespondencja: [email protected]
Streszczenie: Czwarta rewolucja przemysłowa to określenie dla innowacji technicznych,
organizacji łańcucha wartości, które diametralnie zmieniają produkcję przemysłową. Rozwój
gospodarki przemysłowej jest uzależniony od stopnia innowacji, nowych wynalazków
zmieniających profil wytwórczości i czynią produkcję coraz sprawniejszą. Intensyfikacja
rozwoju technologii i wzrostu ilości dostępnych danych w XXI wieku powoduje transformację
współczesnych fabryk do Inteligentnych Przedsiębiorstw. Bezprecedensowe zmiany w fabrykach
niosą ze sobą wyzwania, którym menedżerowie i inżynierowie muszą sprostać. Celem artykułu
jest przestawienie nowych archetypów fabryki. W pracy posłużono się pogłębioną analizą
literatury krajowej i zagranicznej.
Słowa kluczowe: Inteligentne Fabryki, Przemysł 4.0, czwarta rewolucja przemysłowa
SMART FACTORY INDUSTRY 4.0
Abstract: The Fourth Industrial Revolution is a term for technical innovations and value chain
organizations that radically change industrial production. The development of the industrial
economy depends on the degree of innovation, new inventions changing the profile of production
and make production more efficient. The intensification of technology development and the
increase in the amount of data available in the 21st century is transforming modern factories into
Smart Enterprises. Unprecedented changes in factories bring challenges that managers and
engineers have to face. The aim of the article is to introduce new factory archetypes. In depth
analysis of domestic and foreign literature was used in the work.

Inteligentne fabryki przemysłu 4.0
53 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Keywords: Smart Factories, Industry 4.0, the fourth industrial revolution
1. Wprowadzenie
Przemysł 4.0 to określenie stosowane dla zmian wdrażanych w poszczególnych branżach
w związku z czwartą rewolucją przemysłową, którą cechuje robotyzacja procesów wytwarzania
i informatyzacja przepływów. W przemyśle 4.0 ma miejsce zintegrowanie technologii
informatycznej (IT) i technologii przemysłowej na poziomie operacyjnym przedsiębiorstw (OT).
Rozwiązania stosowane w przedsiębiorstwach na poziomie 4.0 są udoskonaloną formą powiązań
cybernetycznych (świata wirtualnego) i fizycznych (świata realnego).
Przemysłu 4.0 polega na przekształceniu dotychczasowych modeli biznesowych
i transformacji cyfrowej wszelkich środków trwałych oraz zaawansowanej integracji
pracowników, maszyn, dostawców i innych partnerów współtworzących łańcuch wartości,
tworząc tak zwany cyfrowy ekosystem biznesowy (Grabowska 2018) .
Dotychczasowe ujęcie ekosystemu biznesowego to następstwo zmiany warunków
funkcjonowania organizacji biznesowych i współczesnego krajobrazu biznesu. Wymaga ona
zrozumienia strategii zarządzania przedsiębiorstwem w powiązaniu z aktualnymi warunkami
na rynku. Następuje integracja konkurencji i współpracy (Szozda 2017).
W pracy posłużono się pogłębioną analizą literatury krajowej i zagranicznej. Celem artykułu
jest przestawienie nowych archetypów fabryki.
2. Archetypy fabryki ery Przemysłu 4.0
Archetypem nazywa się pierwowzór jakiejś postaci, motywu, schematu lub zdarzenia
(Słownik PWE). Termin, najczęściej wykorzystywany w kontekście psychologii człowieka,
odnosi się również do dziedzicznego wzorca reagowania lub postrzegania świata. W przypadku
zakładu produkcyjnego w czasach cyfrowych zmian, archetypy odnoszą się do kształtujących się
nowych idei, w których można dostrzegać pewne wzorce, modele fabryk różniące się sposobem
funkcjonowania (Zaraziński i Szymczak, 2018).
Archetypy będą różnić się wg. wolumenu produkcji (niski lub wysoki) oraz źródła wartości,
czyli personalizacji lub konkurencyjnych kosztów. Można wyróżnić 4 ogólne pojawiające
S. Grabowska, K. Sieka
54 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
się kategorie fabryki nowej generacji, wykorzystujące różne dźwignie wartości Przemysłu 4.0,
ale z różnym naciskiem w zależności od segmentu popytu i potrzeb, do których się odnoszą
(McKinsey, 2015):
Smart-automated and robotized plants, czyli Inteligentne zautomatyzowane
i zrobotyzowane fabryki,
Digital mass-individualization factories (Cyfrowe masowo-zindywidualizowane
fabryki), inaczej zwane Customer-centric plants, czyli Fabrykami skoncentrowanymi na
kliencie,
E-plants in a box, mobile modular factories, czyli Mobilne modułowe fabryki,
Handmade with digital touch, czyli Produkcja ręczna wysoce wspomagana cyfryzacją.
3. Inteligentne zautomatyzowane i zrobotyzowane fabryki
Inteligentne zautomatyzowane i zrobotyzowane fabryki odpowiadające na zapotrzebowanie
na produkty masowe, specjalizują się w realizacji bardzo wysokich wolumenów produkcji
po niskich kosztach (niższych niż u konkurencji), dzięki w pełni zautomatyzowanym
i zdigitalizowanym procesom. Produkcja w takiej fabryce odbywa się na dedykowanych liniach
produkcyjnych, posiadających wspólne moduły konfekcjonowania towarów (czyli działań
polegających na porcjowaniu oraz pakowaniu produktów w pojemniki, paczki, zestawy
do wysyłki, bądź sprzedaży detalicznej. Taki model mogą przyjąć np. zakłady produkcyjne
z branży spożywczej, opierające swój biznes na współpracy z sieciami dyskontów. W takim
przypadku konkurencyjność kosztów jest bardzo ważna (Zaraziński i Szymczak, 2018).
Łańcuch dostaw w takiej fabryce zostanie zintegrowany kompleksowo, czyli będzie
wdrożony w systemie end-to-end (system stworzony poprzez połączenie wszystkich procesów
logistycznych i łańcucha dostaw, zaczynając od klienta i idąc w górę strumienia poprzez
produkcję, aż do naszej bazy dostawców, a przepływy są dwukierunkowe). Taki model umożliwi
pełną przejrzystość i optymalizację wątku cyfrowego, co zaowocuje zautomatyzowanymi
i przeważnie nieprzerwanymi procesami oraz sprawnymi przepływami materiałów. Dodatkowo
roboty, w których już występuje potencjał znaczącego wzrostu wydajności roboczej, będą
odznaczać się nie tylko wyższą inteligencją, ale również większą zdolnością do współpracy
i bezpieczeństwem. Idąc dalej, udoskonalona kolaboracja między ludźmi, a robotami umożliwi

Inteligentne fabryki przemysłu 4.0
55 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
operatorom bezpieczniejszą pracę tuż obok robotów w hali produkcyjnej. Zakład zapewni bardzo
wysoki wskaźnik produktywności na maszynę, dzięki możliwości zastosowania konserwacji
predykcyjnej w celu zmniejszenia nieplanowanych przestojów i optymalizacji przepustowości
w czasie rzeczywistym.
Gotowe produkty z inteligentnej zautomatyzowanej fabryki mogą trafić na rynek masowy,
podczas gdy półprodukty mogą być surowcem dla zindywidualizowanych zakładów
zorientowanych na klienta lub mobilnych modułowych fabryk (McKinsey, 2015).
4. Cyfrowe masowo-zindywidualizowane fabryki
Cyfrowe masowo-zindywidualizowane fabryki stawiają na produkcję w zakresie dużych
lub średnich wolumenów, jednak w przeciwieństwie do poprzedniego modelu, umożliwiają pełną
personalizację swoich produktów, przez co wyroby stają się wysoce zindywidualizowane. Takimi
wyrobami są np. samochody, ubrania, buty, meble, bramy, ozdobne elementy konstrukcji. Linie
produkcyjne są przygotowane pod względem technologicznym i procesowym do realizacji
krótkich lub bardzo krótkich serii, występowania częstych przezbrojeń i personalizacji produktów
różniących się kolorem, dodatkowym wyposażeniem, fakturą. Gniazda produkcyjne często
przybierają formę uniwersalnych modułów. Modularyzacja systemu produkcji bazuje
na maszynach, które adaptują się do różnych działań i potrafią komunikować się ze sobą przez
Internet. Modularne gniazda produkcyjne zwiększają możliwości indywidualizacji produkcji,
pozwalają na zmniejszenie czasów przezbrojeń maszyn i zwiększenie personalizacji produktu,
tak aby spełniał wszystkie postawione mu wymagania klienta i trendy masowej personalizacji.
W takim przypadku przepływ sekwencji produkcji jest sterowany przez produkt. Oznacza to,
że to produkt „decyduje”, z których gniazd należy skorzystać, żeby opuścić linię produkcyjną
w jak najkrótszym czasie (McKinsey, 2015).
Popyt w sprzedaży detalicznej z czasem będzie ewoluował jakościowo, napędzany silnym
trendem w kierunku coraz większej personalizacji produktu. Jak można obsłużyć tylu klientów
w tzw. podejściu „Segment of One”? Szerokie podejście do marketingu i zaangażowania
klientów, charakteryzujące się podstawową segmentacją, nie jest już skutecznym sposobem
łączenia się z nowym pokoleniem konsumentów. Oczekiwania klientów znacznie wzrosły,

S. Grabowska, K. Sieka
56 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
co oznacza, że marketingowcy muszą wprowadzać innowacje, znajdując nowe sposoby
na zrozumienie i zachęcanie swoich klientów. „Segment of One” w dosłownym tłumaczeniu jako
„Segment Jednego” oznacza zmianę sposobu segmentacji klientów. Aby osiągnąć sukces, firmy
muszą postrzegać swoich klientów jako indywidualne jednostki, a nie przypisywać ich
do ogólnych kategorii demograficznych. Podstawowa segmentacja nie idzie już wystarczająco
daleko, ponieważ klienci zaczęli oczekiwać głębszego połączenia ze swoimi ulubionymi
markami (Wheeler, 2018). Stawianie ludzi na pierwszym miejscu wymaga od marketingu
wykorzystywania informacji, zbieranych na podstawie danych historycznych klientów
(np. ich upodobań, historii wyszukiwania na stronie producenta, itp.) w celu głębokiego
zrozumienia złożonej natury konsumenta oraz jasności, gdzie powinna być obecna marka, aby
najbardziej zyskać na wartości (Stephens, 2013).
„Zakłady zorientowane na klienta” prawdopodobnie wypełnią lukę w globalnym,
zintegrowanym łańcuchu dostaw, który już korzysta z ekonomiki skali i spersonalizowanego
podejścia do produkcji i usług. Klienci będą projektować swoje produkty online, a elastyczność
trasowania produktu oznacza, że zaprojektowane modele zostaną wysłane bezpośrednio
do najbardziej odpowiadającej fabryki po złożeniu zamówienia. Niezwykle elastyczny łańcuch
dostaw będzie produkował w trybie „Batch Size 1” (produkcja jednostkowa w skali
przemysłowej) uruchamianym w czasie rzeczywistym na podstawie zamówień klientów,
co będzie prowadziło do bardzo krótkich czasów realizacji. Podaż środków produkcji
i półproduktów będzie oparta na prognozach popytu opartych na danych. Maszyny będą
zaprojektowane tak, aby zminimalizować czas przezbrojenia w celu dostosowania się do zmian
popytu, wielkości produkowanej serii, specyfikacji i innych parametrów. Pomimo elastyczności,
zakład nadal będzie musiał zapewnić bardzo wysoką wydajność na maszynę
(Zaraziński i Szymczak, 2018).
5. Mobilne modułowe fabryki
Mobilne modułowe fabryki, czyli mobilne zakłady produkcyjne, mogą być przenoszone
z miejsca na miejsce. Mobilność oznacza możliwość elastycznego budowania, uruchamiania,
Inteligentne fabryki przemysłu 4.0
57 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
pakowania, a także przenoszenia takiej fabryki. Powodem przenoszenia mogą być trendy
rynkowe, dostęp do surowca lub standardy branżowe.
Zarówno Inteligentne zautomatyzowane i zrobotyzowane fabryki, jak i Cyfrowe masowo-
zindywidualizowane fabryki, wymagają dużych nakładów kapitałowych, a równocześnie
wymagają wystarczająco dużych wielkości produkcji, a tym samym dużego popytu,
aby inwestycje mogły się zwrócić. Problemem jest to, w jaki sposób można zaradzić subskali
niszowej i odległym rynkom, takim jak np. rosnące, ale bardzo rozdrobnione rynki afrykańskie?
Mobilna modułowa fabryka, inaczej zwana „E-zakładem w pudełku”, wzmocniona przez
dźwignie Industry 4.0, takie jak np. drukowanie 3D, elastyczność maszyn produkcyjnych, jest
instalacją o niskiej kapitalizacji i może być szybko skonfigurowana w nowych lokalizacjach
po konkurencyjnych kosztach. Zazwyczaj fabryki w tym archetypie przyjmują minimalne
rozmiary i małą skalę. Zakłady w krótkim czasie są w stanie wytworzyć określoną ilość
produktów w dowolnej lokalizacji, na hali produkcyjnej lub bezpośrednio obok niej, na czas
realizacji zamówienia (McKinsey, 2015).
Fabryki mogą być potencjalnie dostarczane w kontenerach. W swojej finałowej wersji,
e-zakład w pudełku może obsługiwać klientów przejeżdżających obok i zatrzymujących się
w celu zaprojektowania własnego produktu, na miejscu, z pomocą specjalistów.
Mogliby oni wybierać struktury i materiały, korzystać z narzędzi symulacyjnych,
a później wrócić, aby odebrać swój produkt w zakładzie. W związku z tym zakład będzie się
bardzo dobrze dostosowywać do lokalnych trendów ze względu na bliskość klientów i lokalnego
ekosystemu, a co więcej, czas do wprowadzenia na rynek również zostanie zmniejszony dzięki
bliskości dostawców i klientów. Zakład może być zautomatyzowany tylko w małym stopniu, lecz
operatorzy będą wykorzystywać technologie Przemysłu 4.0, tak, aby ułatwiły im prace
wytwórczą. Przykładowo egzoszkielet, wykorzystujący kooperację człowieka z robotem, mógłby
na przykład odciążyć pracowników od obciążenia ciężkimi ładunkami, a także być narzędziem
lekkim i stosunkowo niedrogim. Innym przykładem technologii ułatwiającej pracę w mobilnych
fabrykach jest elastyczny system produkcyjny z robotami działającymi w systemie „plug and
play”, wykonującymi określone zadania, w których udział robotów dawałby największe korzyści.
Drukowanie 3D może być wykorzystywane do produkcji części zamiennych i niestandardowych,
zmniejszając tym samym potrzebne zapasy, jednocześnie redukując koszty transportu i omijając
taryfy importowe surowców lub półproduktów.
S. Grabowska, K. Sieka
58 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Analiza klientów odbywa się dzięki kompleksowemu przepływowi informacji w trybie „end-
to-end”. Wysoko wykwalifikowane zespoły centralne wspierają ulepszanie procesów,
projektowanie i konserwację. Wreszcie mobilny zakład produkcyjny jest zintegrowany
z otaczającym go ekosystemem, np. wytwarza własną energię, więc nie musi znajdować się
w strefie przemysłowej. Może znajdować się blisko centrów handlowych i innych obszarów
dogodnych dla klientów (Zaraziński i Szymczak, 2018).
6. Produkcja ręczna z wykorzystaniem cyfryzacji
Idea produkcji ręcznej z wykorzystaniem cyfryzacji dotyczy produktów bardzo wysokiej
jakości tworzonych w ilościach jednostkowych. Mogą to być towary znajdujące się w niszowym
segmencie rynku (np. aeronautyka, militaria), ale również towary luksusowe (np. luksusowe
samochody). Fabryki wykorzystujące produkcję rzemieślniczą z wykorzystaniem cyfryzacji
zatrudniają najwyższej klasy pracowników, którzy będąc fachowcami, potrafią połączyć pracę
ręczną z nowoczesnymi narzędziami i technologiami. Specjaliści dokonując obróbki materiałów
realizują indywidualne zamówienia klientów. Wykorzystanie najnowszych technologii w tego
typu fabryce pozwala zwiększyć bezpieczeństwo pracy, elementy tej technologii mogą
zastępować proces ręczny w pewnym etapie procesu produkcyjnego, w którym człowiek jest
dużo mniej efektywny, niż robot lub wykonywana czynność może zagrażać zdrowiu człowieka
(McKinsey, 2015).
7. Podsumowanie
Wdrożenie nowoczesnej technologii, technik oraz metodologii zarządzania właściwych
dla Przemysłu 4.0 powinno obejmować cały process produkcyjny, a także procesy zarządcze.
Można postawić tezę, że jedynie w takim przypadku zaistnieje dostatecznie silny efekt
komplementarności oraz synergii, niezbędny w świecie czwartej rewolucji przemysłowej
dla przeistoczenia się badanego przedsiębiorstwa ze statusu obecnego do Fabryki 4.0.

Inteligentne fabryki przemysłu 4.0
59 Management and Quality- Zarządzanie i Jakość, Vol. 1 No 1
Każdy z archetypów nowoczesnej fabryki posiada unikatowe cechy, które pozwalają
im wyróżniać się sposobem produkcji, jednak wspólnym i centralnym interesem każdego
przedsiębiorstwa jest zadowolenie klienta. Każdy zakład produkcyjny powinien w mniejszym
lub większym stopniu wchodzić w interakcje z klientem, dążyć do wymiany informacji i wzrostu
zaufania wobec firmy, umożliwiać proste sposoby zamawiania pożądanego towaru, co znacznie
ułatwia Internet Rzeczy. Innymi wspólnymi zagadnieniami, które odnoszą się do każdego
nowoczesnego archetypu fabryki są:
rozwój kompetencji i szkolenia menedżerów, pracowników liniowych oraz inżynierów,
dbanie o doskonałość operacyjną, ciągłe doskonalenie,
rozwój sieci cyfrowych i infrastruktury przepływu informacji,
zapewnienie cyberbezpieczeństwa całej firmy przez wykorzystanie odpowiedniej polityki
i narzędzi bezpieczeństwa.

S. Grabowska, K. Sieka
60 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Bibliografia
Autorenteam des wissenschaftlichen Beirates von BITKOM e.V., VDMA e.V., ZVEI e.V.
Umsetzungsstrategie Industrie 4.0, (in der) Plattform Industrie 4.0. Berlin, Frankfurt, 2015.
Gajdzik, B., Grabowska, S. (2018). Leksykon pojęć stosowanych w Przemyśle 4.0. Zeszyty
Naukowe Seria Organizacja i Zarządzanie. Wydawnictwo Politechniki Śląskiej
waGliwicach.aRetriveredafromahttps://www.polsl.pl/Wydzialy/ROZ/ZN/Documents/Zeszyt1
32/Gajdzik,%20Grabowska.pdf
Gajdzik, B., Grabowska, S., Wyciślik, A. (2019). Poglądowe ujęcie kierunków zmian
warozwojuaPrzemysłua4.0.Retriveredafromahttp://www.polishtechnicalreview.com/images/v
olumens/PTR2019-1-1.pdf
Grabowska S. (2018). Improvement of the heat treatment process in the industry 4.0 context.
METAL 2018. 27th International Conference on Metallurgy and Materials, May 23rd - 25th,
2018, Brno, Czech Republic. Ostrava : Tanger, pp. 1985-1990.
Hirsch-Kreinsen,aH.a(2014).aWandel von Produktionsarbeit –„Industrie
4.0“.aSoziologisches Arbeitspapier, Nr 38, Dortmund.
McKinsey. (2015), Industry 4.0 How to navigate digitization of the manufacturing sector.
Retriveredafromhttp://www.forschungsnetzwerk.at/downloadpub/mck_industry_40_report.pd
f
Olszewski, M. (2016). Mechatronizacja produktu i produkcji – przemysł 4.0. Pomiary
Automatyka Robotyka, Politechnika Warszawska, R. 20, Nr 3, ISSN 1427-9126.
Rüßmann, M., Lorenz, M. (2019). Industry 4.0: The Future of Productivity and Growth in
Manufacturing Industries. Retrivered from
http://www.inovasyon.org/pdf/bcg.perspectives_Industry.4.0_2015.pdf
Słownik wyrazów obcych. PWE. Retrivered from
https://sjp.pwn.pl/sjp/archetyp;2441121.html
Stephens, D. (2013). The Retail Revival: Reimagining Business for the New Age of
Consumerism. Wiley, ISBN: 978-1-118-48967-3, s.195.
Szozda, N. (2017). Industry 4.0 and its impact on the functioning of supply chains.
Uniwersytet Ekonomiczny, LogForum, Wrocław, e-ISSN 1734-459X.
Wheeler, K. (2019). How a ‘segment of one’ approach can help businesses connect with their
customers. Retrivered from https://www.fourthsource.com/general/how-a-segment-of -one-
approach-can-help-businesses-connect-with-their-customers-23392
Zaraziński, D., Szymczak, P. (2019). W stronę przemysłu 4.0. Retrivered from
https://www.astor.com.pl/industry4/HBRP_ASTOR_w_strone_przemyslu_4_0.pdf

Wykaz recenzentów
62 Management and Quality- Zarządzanie i Jakość, 2019 Vol. 1 No 1
Wykaz recenzentów:
1. dr inż. Sandra Grabowska, Politechnika Śląska, Polska
2. dr Michaline Grebski, Northampton Community College, USA
3. prof. dr. Wiesław Grebski, The Pennsylvania State University, USA
4. dr inż. Bożena Skotnicka Zasadzień, Politechnika Śląska, Polska
5. dr inż. Marcin Sułkowski, QualISO, Polska
6. dr Joanna Wyród- Wróbel, ATH Bielsko Biała, Polska












![· Web viewWarszawa: Polskie Towarzystwo Naukowe Kultury Fizycnej, 2009, str. 435-439. [COBISS.SI-ID . 17346568] MUHIČ, Miran. Elementarne gibalne igre kot sredstvo za razvijanje](https://static.fdocuments.pl/doc/165x107/5c76582f09d3f2d3778bd845/-web-viewwarszawa-polskie-towarzystwo-naukowe-kultury-fizycnej-2009-str-435-439.jpg)