The Innovative Laser Technologies in Cooperation with Ukrainian Universities
21
The innovative laser technologies in cooperation with Ukrainian universities Innowacyjne technologie laserowe we współpracy z uczelniami ukraińskimi Bogdan Antoszewski Lwów 6-8.11.2014
-
Upload
lvivpolytechnic -
Category
Education
-
view
64 -
download
0
Transcript of The Innovative Laser Technologies in Cooperation with Ukrainian Universities

The innovative laser technologies in cooperation with Ukrainian universities
Innowacyjne technologie laserowe we współpracy z uczelniami ukraińskimi
Bogdan Antoszewski
Lwów 6-8.11.2014
Kielce University of Technology- Sumy State University- Sumy National Agrarian University
1998 – 2014 - years of cooperation
Prof.V. MarcinkowskiProf. V.Tarelnik
Problem of minimizing friction and leakage losses in the mechanical seals
2- international grants6 – monography45 - publications
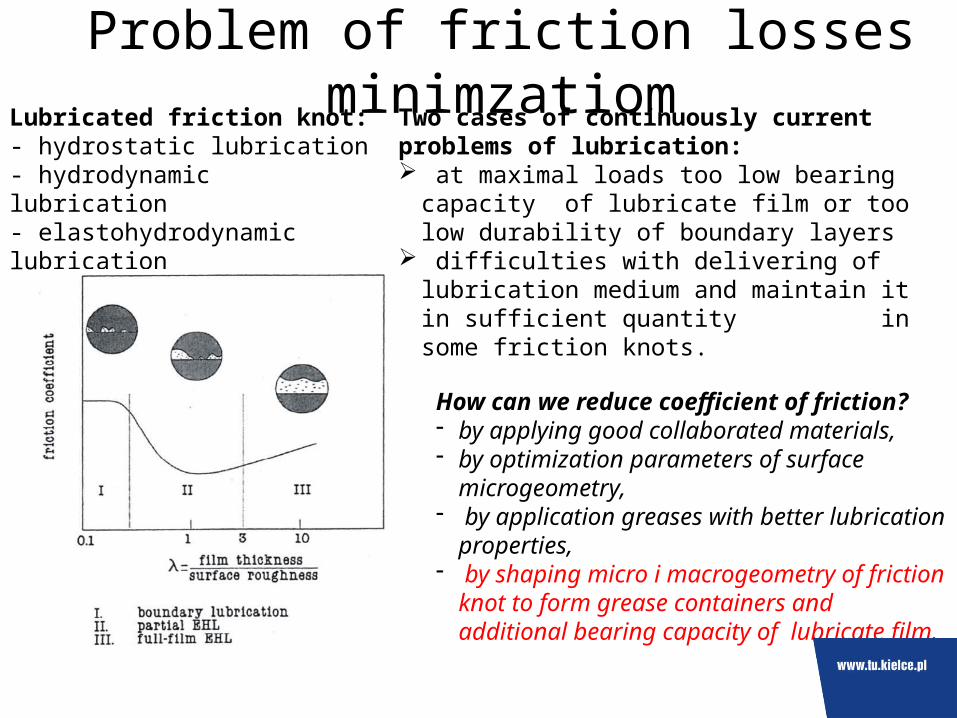
Problem of friction losses minimzatiomLubricated friction knot:- hydrostatic lubrication- hydrodynamic lubrication - elastohydrodynamic lubrication
How can we reduce coefficient of friction?- by applying good collaborated materials,- by optimization parameters of surface
microgeometry,- by application greases with better lubrication
properties,- by shaping micro i macrogeometry of friction
knot to form grease containers and additional bearing capacity of lubricate film.
Two cases of continuously current problems of lubrication: at maximal loads too low bearing capacity of
lubricate film or too low durability of boundary layers
difficulties with delivering of lubrication medium and maintain it in sufficient quantity in some friction knots.
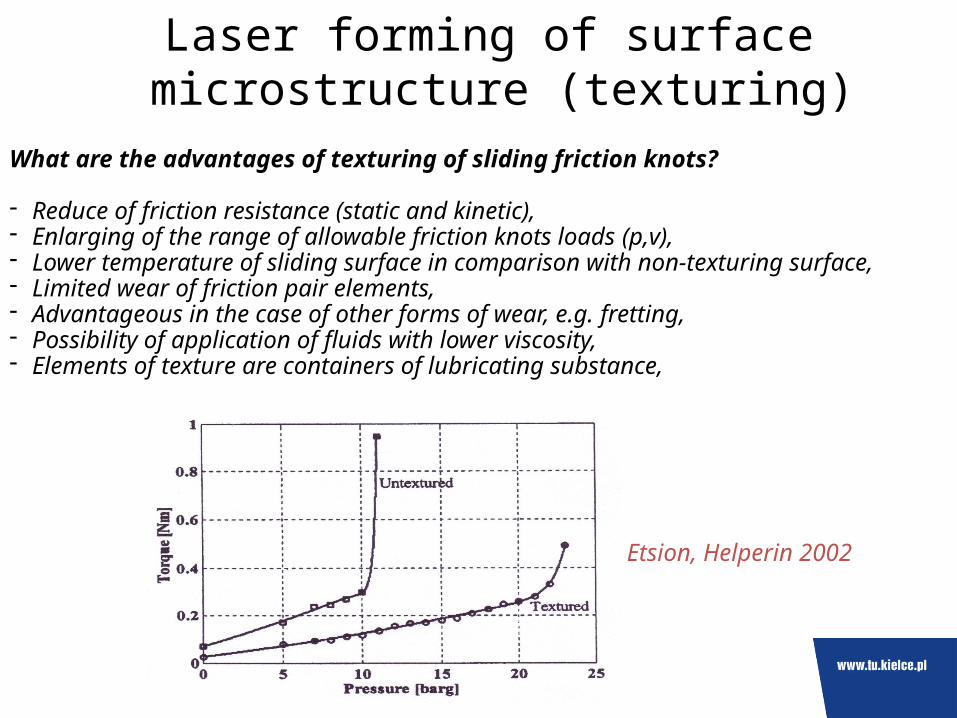
Laser forming of surface microstructure (texturing)
What are the advantages of texturing of sliding friction knots?
- Reduce of friction resistance (static and kinetic), - Enlarging of the range of allowable friction knots loads (p,v), - Lower temperature of sliding surface in comparison with non-texturing surface,- Limited wear of friction pair elements,- Advantageous in the case of other forms of wear, e.g. fretting,- Possibility of application of fluids with lower viscosity,- Elements of texture are containers of lubricating substance,
Etsion, Helperin 2002
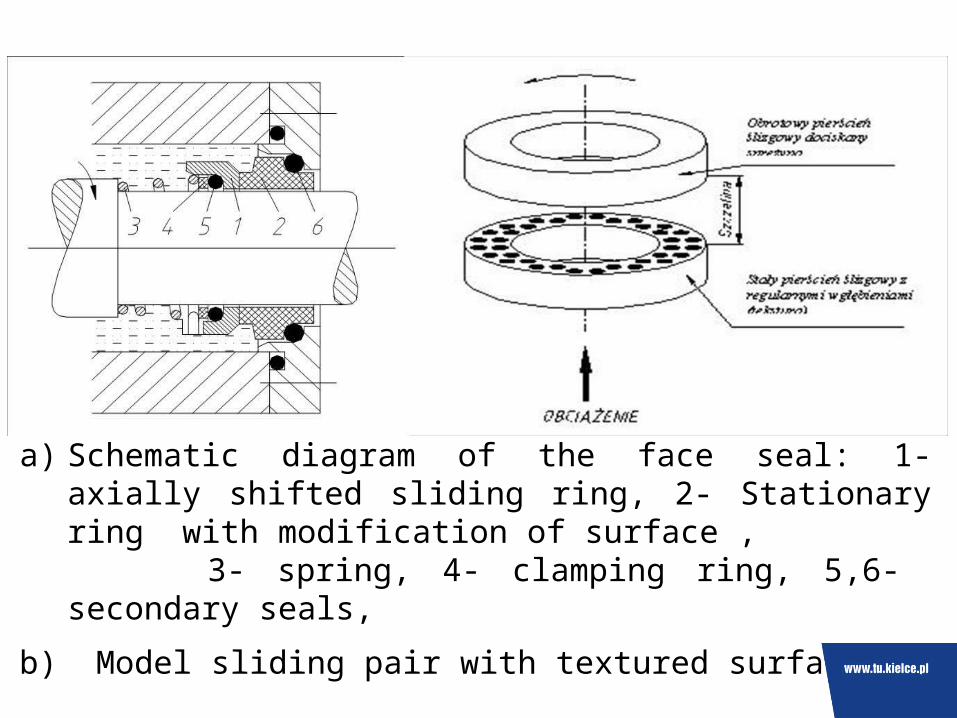
a) Schematic diagram of the face seal: 1- axially shifted sliding ring, 2- Stationary ring with modification of surface ,
3- spring, 4- clamping ring, 5,6- secondary seals,
b) Model sliding pair with textured surface
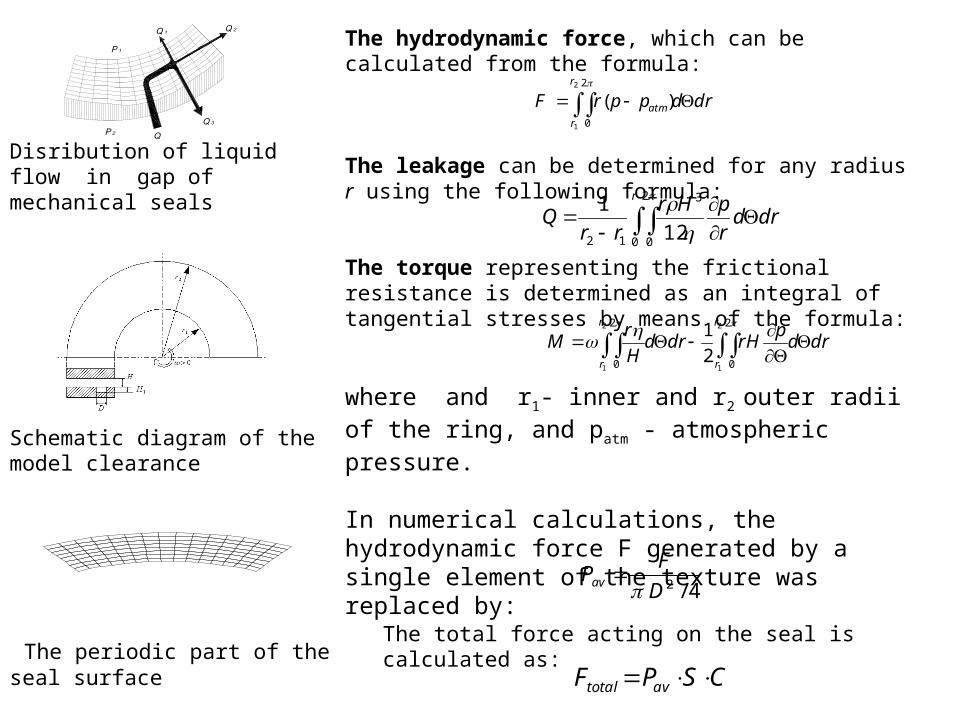
The hydrodynamic force, which can be calculated from the formula:
The leakage can be determined for any radius r using the following formula:
The torque representing the frictional resistance is determined as an integral of tangential stresses by means of the formula:
where and r1- inner and r2 outer radii of the ring, and patm - atmospheric pressure.
In numerical calculations, the hydrodynamic force F generated by a single element of the texture was replaced by:
drdpprFr
r
atm 2
1
2
0
)(
r
drdr
pHr
rrQ
0
2
0
3
12 12
1
2
1
2
1
2
0
2
0 2
1r
r
r
r
drdp
rHdrdH
rM
4/2D
FPav
Disribution of liquid flow in gap of mechanical seals
Schematic diagram of the model clearance
The periodic part of the seal surfaceThe total force acting on the seal is calculated as:
CSPF avtotal
H [m]
Pa
v[P
a]
10-7 10-6
100
102
104
106
108 omega = 9000omega = 6000omega = 3000
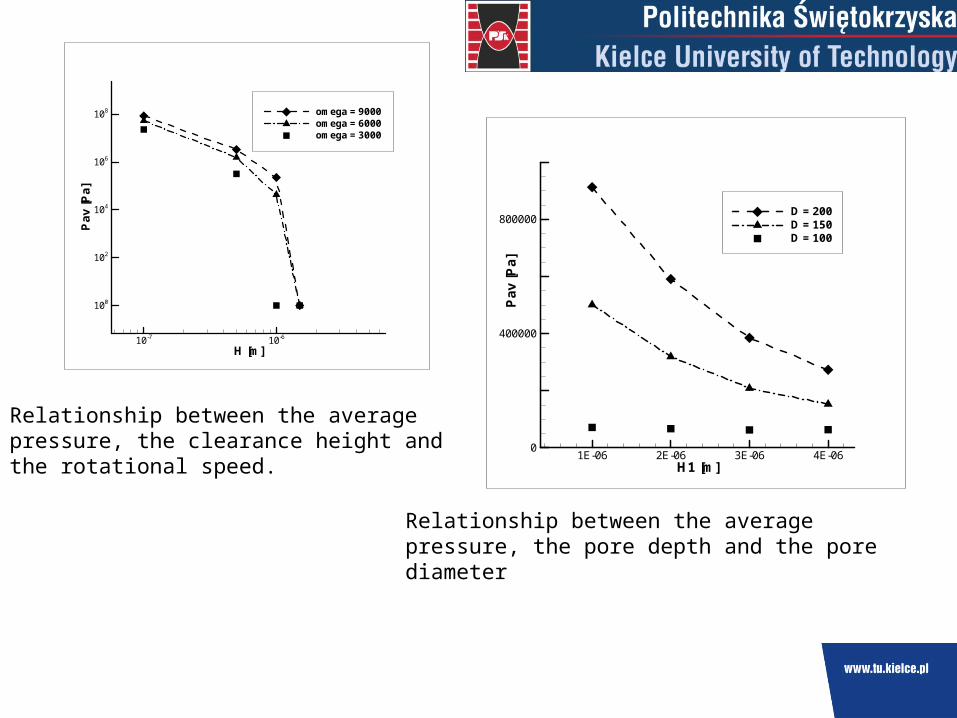
Relationship between the average pressure, the clearance height and the rotational speed.
H1 [m]
Pa
v[P
a]
1E-06 2E-06 3E-06 4E-060
400000
800000D = 200D = 150D = 100
Relationship between the average pressure, the pore depth and the pore diameter
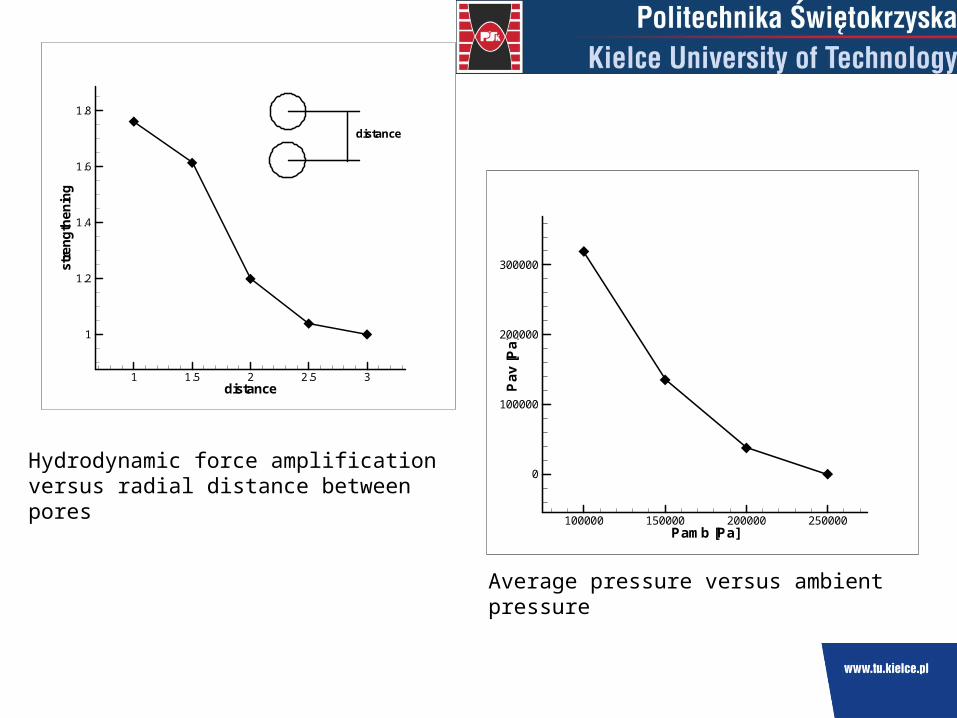
distance
stre
ng
the
nin
g
1 1.5 2 2.5 3
1
1.2
1.4
1.6
1.8
distance
Hydrodynamic force amplification versus radial distance between pores
Pamb [Pa]
Pa
v[P
a]
100000 150000 200000 250000
0
100000
200000
300000
Average pressure versus ambient pressure
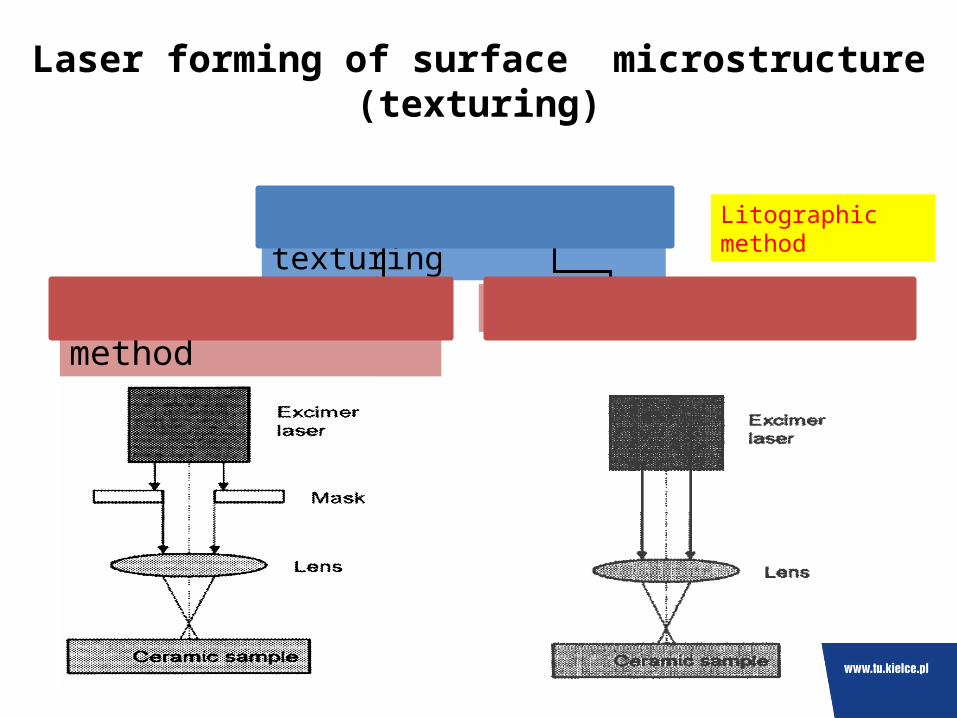
Laser forming of surface microstructure (texturing)
Litographic method Laser texturing
Masking method Scanning method
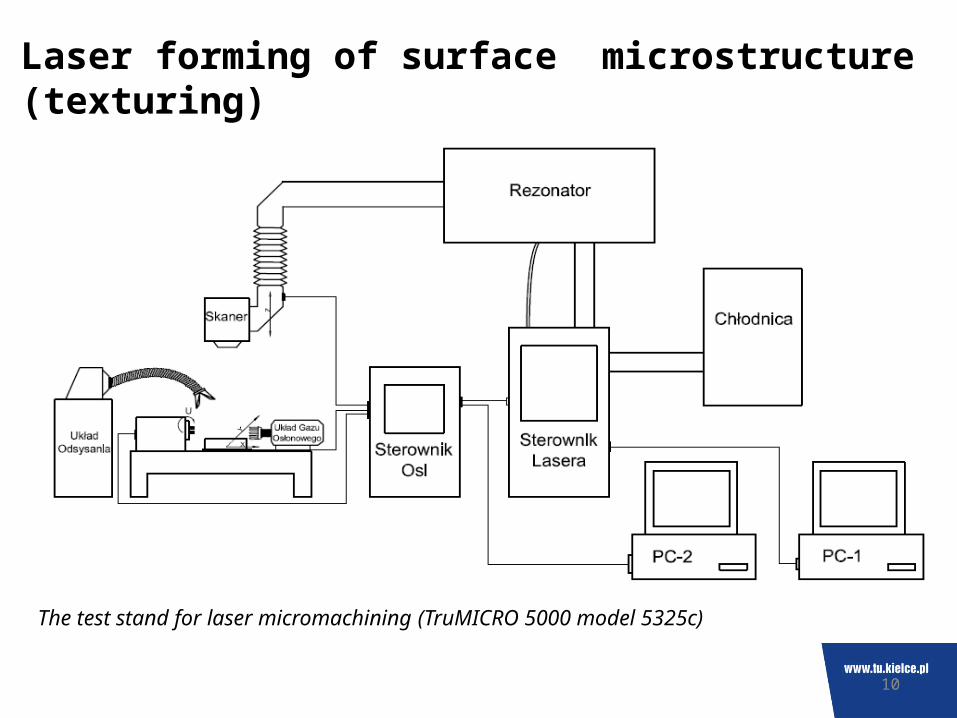
The test stand for laser micromachining (TruMICRO 5000 model 5325c)
10
Laser forming of surface microstructure (texturing)
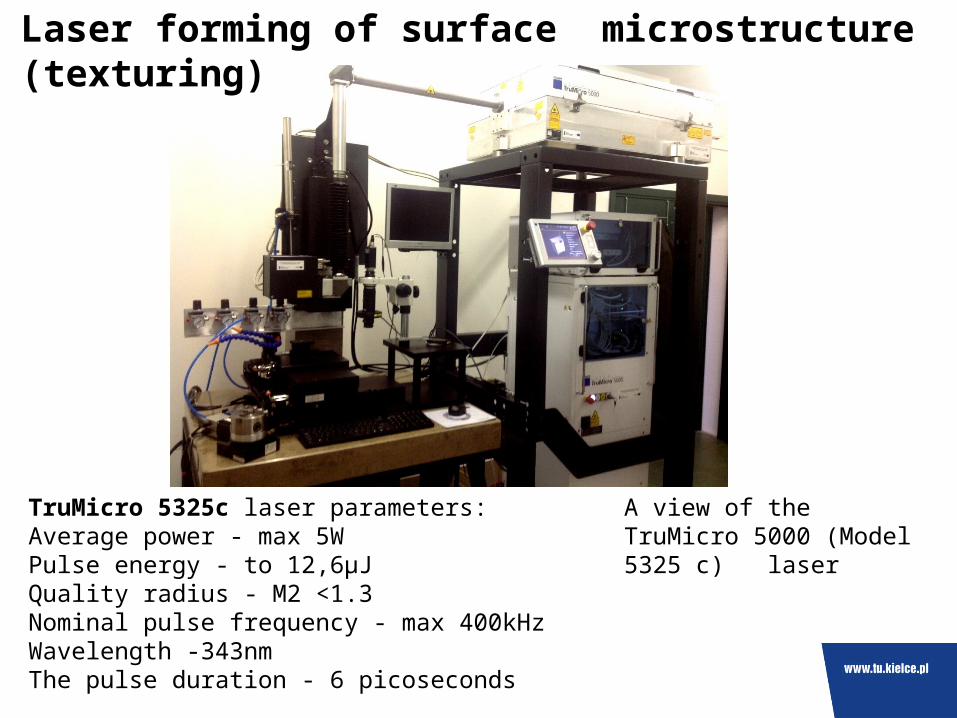
A view of the TruMicro 5000 (Model 5325 c) laser
TruMicro 5325c laser parameters: Average power - max 5W Pulse energy - to 12,6μJ Quality radius - M2 <1.3 Nominal pulse frequency - max 400kHz Wavelength -343nm The pulse duration - 6 picoseconds
Laser forming of surface microstructure (texturing)

Time [ms] 12,5ms 25 ms 62,5 ms 125 ms 250 ms
Frequency[kHz] N -the number of pulses
400kHz 5000 10000 25000 50000 100000200 kHz 2500 5000 12500 25000 50000
133,33 kHz 1250 2500 6250 12500 25000100 kHz 625 1250 3125 6250 1250080 kHz 312 625 1562 3125 6250
66,66 Hz 156 312 781 1562 312557,14kHz 78 156 390 781 1562
Laser forming of surface microstructure (texturing)The parameters of the laser micromachining
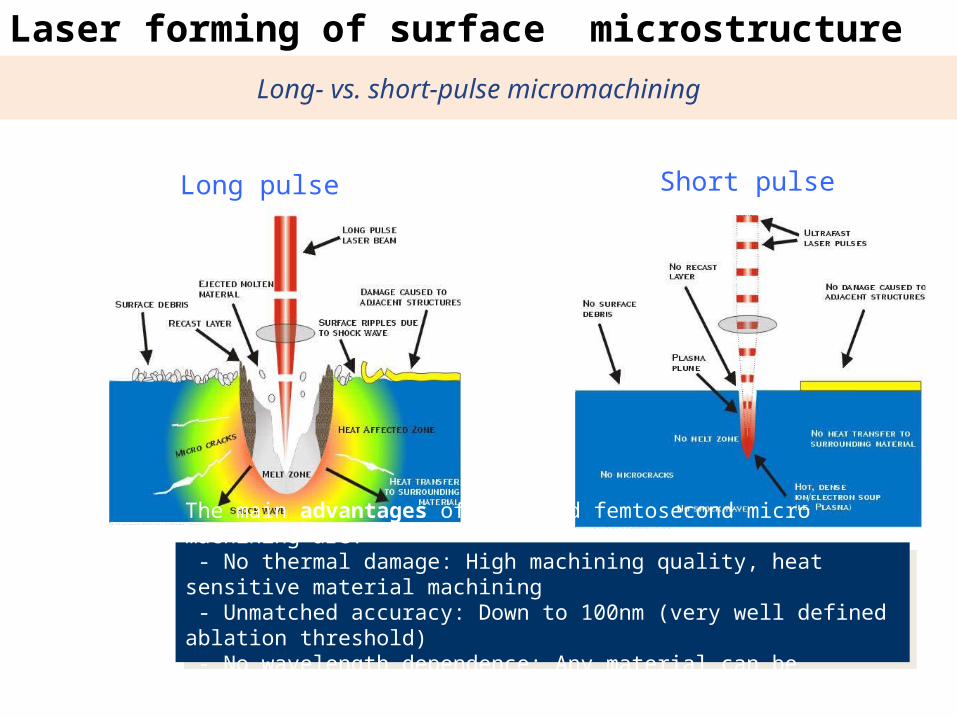
Long pulse Short pulse
vs. short-pulse micromachining
The main advantages of pico and femtosecond micro machining are: - No thermal damage: High machining quality, heat sensitive material machining - Unmatched accuracy: Down to 100nm (very well defined ablation threshold) - No wavelength dependence: Any material can be machined with the same laser
Laser forming of surface microstructure (texturing)
Long- vs. short-pulse micromachining
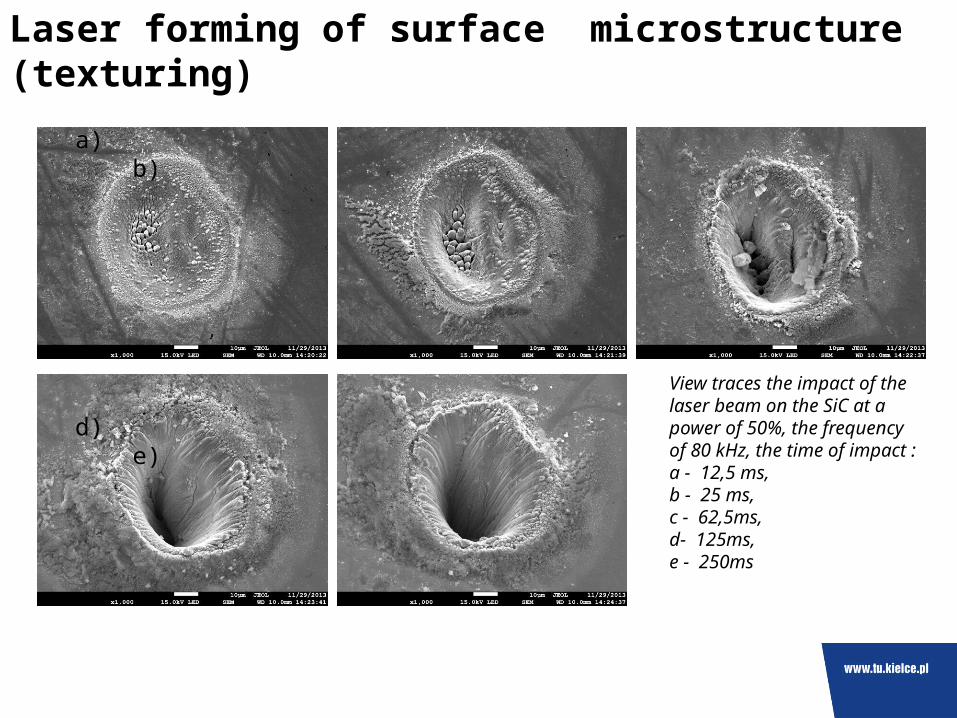
View traces the impact of the laser beam on the SiC at a power of 50%, the frequency of 80 kHz, the time of impact : a - 12,5 ms, b - 25 ms, c - 62,5ms, d- 125ms, e - 250ms
a) b)
d) e)
Laser forming of surface microstructure (texturing)
Laser forming of surface microstructure (texturing)
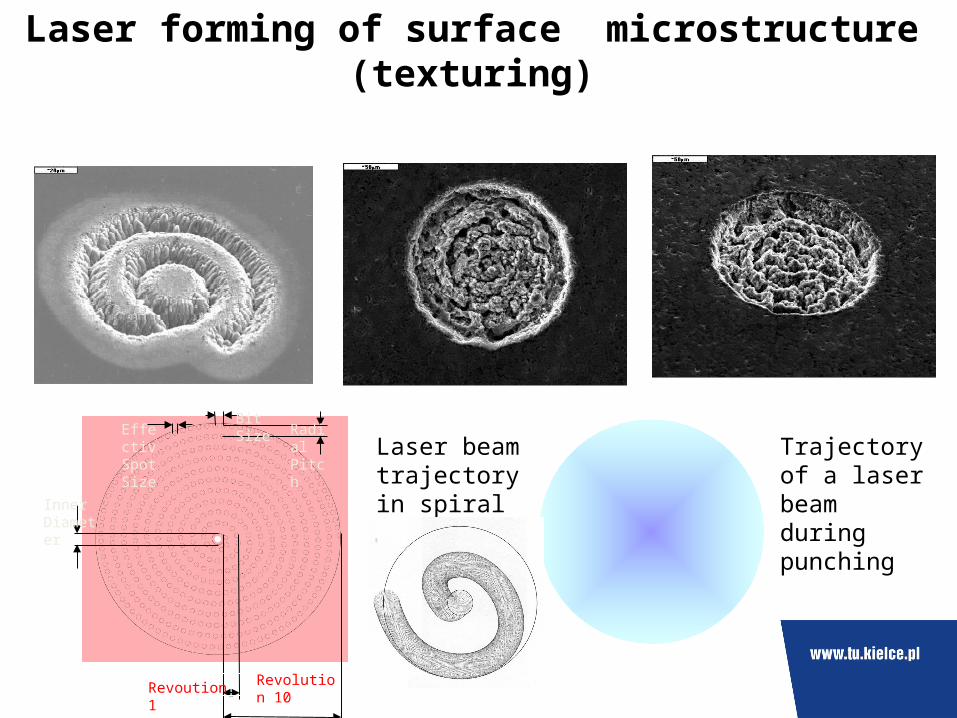
Effectiv Spot Size
Inner Diameter
Radial Pitch
Bit Size
Revoution1
Laser beam trajectory in spiral drilling
Trajectory of a laser beam during punching
Revolution 10
Laser forming of surface microstructure (texturing)
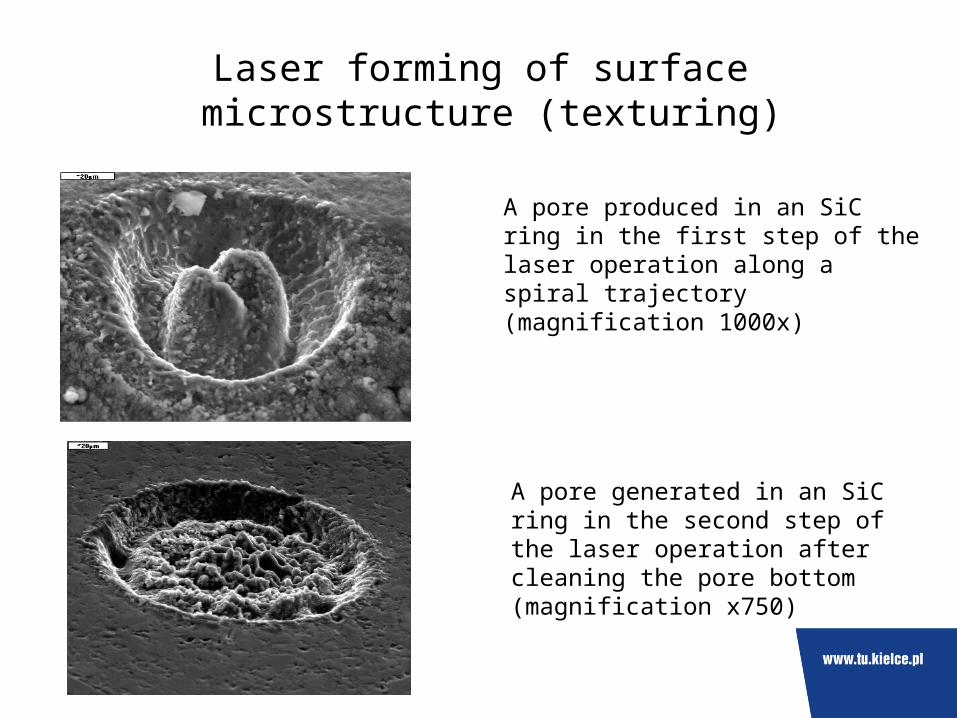
A pore produced in an SiC ring in the first step of the laser operation along a spiral trajectory (magnification 1000x)
A pore generated in an SiC ring in the second step of the laser operation after cleaning the pore bottom (magnification x750)
Laser forming of surface microstructure (texturing)
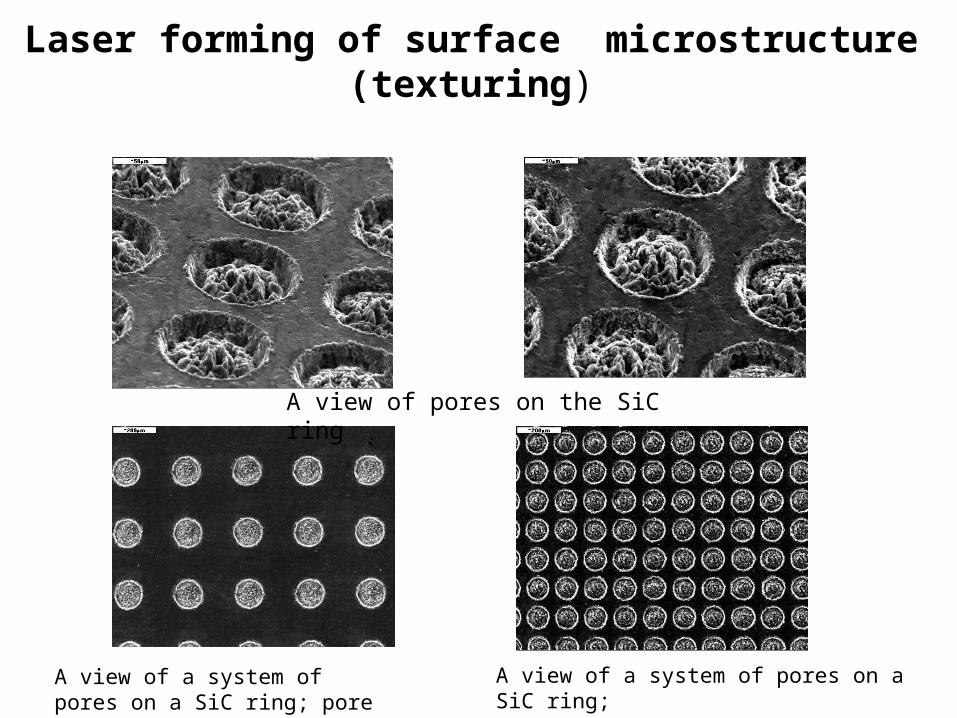
A view of pores on the SiC ring
A view of a system of pores on a SiC ring; pore area coverage - 42%
A view of a system of pores on a SiC ring; pore area coverage - 18%
Laser forming of surface microstructure (texturing)
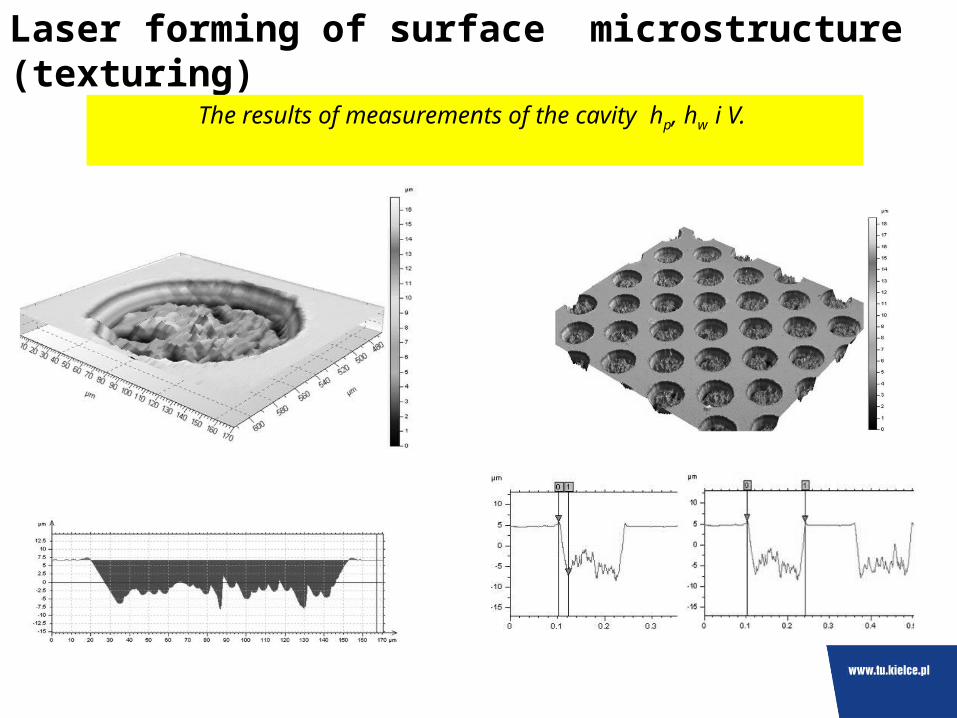
The results of measurements of the cavity hp, hw i V.
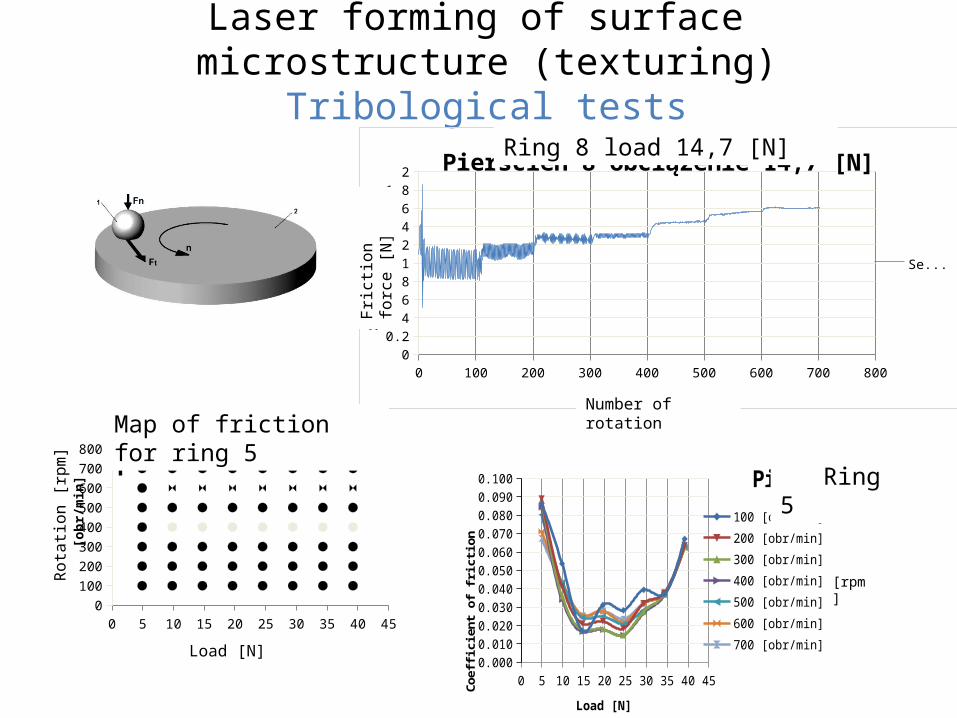
Laser forming of surface microstructure (texturing)Tribological tests
0 100 200 300 400 500 600 700 8000
0.20.40.60.8
11.21.41.61.8
2Pierścień 8 obciążenie 14,7 [N]
Series1
Liczba obrotów
Siła
tarc
ia [N
]
0 5 10 15 20 25 30 35 40 450.0000.0100.0200.0300.0400.0500.0600.0700.0800.0900.100 Pierścień 5
100 [obr/min]200 [obr/min]300 [obr/min]400 [obr/min]500 [obr/min]600 [obr/min]700 [obr/min]
Load [N]
Coeffi
cient
of f
rictio
n
0 5 10 15 20 25 30 35 40 450
100200300400500600700800
Mapa tarcia pierścienia 5
Obciążenie [N]
Pręd
kość
obr
otow
a [o
br/m
in]
Number of rotation
Fric
tion
forc
e [N
]
Ring 8 load 14,7 [N]
Map of friction for ring 5
Load [N]
Rota
tion
[rpm
] Ring 5
[rpm]
CONCLUSIONS
1. By applying laser treatment with laser Nd:YAG ESI Model 5200 µvia drill we can obtain planned structure of cavities in repeatable way what forms surface microstructure. Single cavities posses repeatable shapes, their depths can reach tens of m for metallic materials and SiC.
2. Properly choose of surface microstructure parameters allows effectively influence on improvement of lubrication condition and reduction of friction resistance.
DZIĘKUJE ZA UWAGĘ
THANK YOU FOR YOUR ATTENTION








![Szanghajska Organizacja Współpracy i jej wpływ na kształtowanie globalnego zarządzania [Shanghai Cooperation Organization and its Influence on the Global Governance]](https://static.fdocuments.pl/doc/165x107/58ac3cfa1a28ab145e8b66d9/szanghajska-organizacja-wspolpracy-i-jej-wplyw-na-ksztaltowanie-globalnego.jpg)