Tadeusz Morawski ”Level”, Warszawa, · Norma EN 25817 została zastąpiona przez EN ISO...
10
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r. Zmiany w ustalaniu poziomów jakości złączy spawanych według normy EN ISO 5817:2014 Tadeusz Morawski UTiE ”Level”, Warszawa, [email protected] Wstęp W roku 1992 ukazała się norma europejska EN 25817, stanowiąca wprowadzenie normy międzynarodowej ISO 5817:1992, a w roku 1997 Polski Komitet Normalizacyjny wydal jej polską wersja PN-EN 25817 [1]. Była to fundamentalna norma, która zmieniła zasady oceny jakości złączy spawanych w wielu krajach europejskich. W normie określono trzy poziomy jakości na podstawie niezgodności spawalniczych występujących w spawanych łukowo złączach ze stali niskostopowych i stopowych. Przyjęto zasadę określanie jednego poziomu jakości dla poszczególnego złącza spawanego. W przypadkach konstrukcji o szczególnym zastosowaniu, poddanych obciążeniu zmęczeniowemu, lub konstrukcji wymagających szczelności może być niezbędne podanie różnych poziomów jakości dla poszczególnych niezgodności w tym samym złączu spawanym lub podanie dodatkowych wymagań. Norma EN 25817 została zastąpiona przez EN ISO 5817:2003 i jej polskie wersje PN-EN ISO 5817:2007 oraz uzupełnione wydanie z 2009 r. Dzięki nowelizacji normy [1] wprowadzono liczne zmiany oraz uporządkowano nazewnictwo niezgodności spawalniczych zgodnie z normą PN-EN ISO 6520-1:2002 i z roku 2009[3]. Dokładne omówienie tych zmian opisał B. Kurpisz [4]. Oto najważniejsze z zapisów w normie PN z 2009 r. i pozostawione w najnowszym wydaniu tej normy [2]. • zmieniono niektóre graniczne wartości niezgodności dla poziomów jakości; • podzielono niezgodności spawalnicze na trzy grupy: niezgodności zewnętrzne (powierzchniowe), wewnętrzne i niezgodności dotyczące kształtu i wymiarów; • wprowadzono nowe niezgodności spawalnicze: - zewnętrzne: 2025, 217 (por), 401 (mikroprzyklejenie), 505, 516, 510 - wewnętrzne: 1001, 2013, 2024 (krater) - kształtu: 508. • rozszerzono zakres stosowania normy na złącza spawane o grubościach powyżej 0,5 mm bez podania górnej granicy grubości (było od 3 do 63 mm); Obecnie dostępna jest najnowsza wersja normy PN-EN ISO 5817:2014E [2]. Po raz pierwszy w normie zamieszczono wymagania dla złączy spawanych w konstrukcjach przenoszących obciążenia zmęczeniowe. Ta ważna nowość wymaga szerszego omówienia.
Transcript of Tadeusz Morawski ”Level”, Warszawa, · Norma EN 25817 została zastąpiona przez EN ISO...
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Zmiany w ustalaniu poziomów jakości złączy spawanych
według normy EN ISO 5817:2014
Tadeusz Morawski UTiE ”Level”, Warszawa, [email protected]
Wstęp
W roku 1992 ukazała się norma europejska EN 25817, stanowiąca wprowadzenie
normy międzynarodowej ISO 5817:1992, a w roku 1997 Polski Komitet Normalizacyjny
wydal jej polską wersja PN-EN 25817 [1]. Była to fundamentalna norma, która zmieniła
zasady oceny jakości złączy spawanych w wielu krajach europejskich. W normie określono
trzy poziomy jakości na podstawie niezgodności spawalniczych występujących w spawanych
łukowo złączach ze stali niskostopowych i stopowych.
Przyjęto zasadę określanie jednego poziomu jakości dla poszczególnego złącza
spawanego. W przypadkach konstrukcji o szczególnym zastosowaniu, poddanych obciążeniu
zmęczeniowemu, lub konstrukcji wymagających szczelności może być niezbędne podanie
różnych poziomów jakości dla poszczególnych niezgodności w tym samym złączu spawanym
lub podanie dodatkowych wymagań.
Norma EN 25817 została zastąpiona przez EN ISO 5817:2003 i jej polskie wersje
PN-EN ISO 5817:2007 oraz uzupełnione wydanie z 2009 r. Dzięki nowelizacji normy [1]
wprowadzono liczne zmiany oraz uporządkowano nazewnictwo niezgodności spawalniczych
zgodnie z normą PN-EN ISO 6520-1:2002 i z roku 2009[3]. Dokładne omówienie tych zmian
opisał B. Kurpisz [4]. Oto najważniejsze z zapisów w normie PN z 2009 r. i pozostawione w
najnowszym wydaniu tej normy [2].
• zmieniono niektóre graniczne wartości niezgodności dla poziomów jakości;
• podzielono niezgodności spawalnicze na trzy grupy: niezgodności zewnętrzne
(powierzchniowe), wewnętrzne i niezgodności dotyczące kształtu i wymiarów;
• wprowadzono nowe niezgodności spawalnicze:
- zewnętrzne: 2025, 217 (por), 401 (mikroprzyklejenie), 505, 516, 510
- wewnętrzne: 1001, 2013, 2024 (krater)
- kształtu: 508.
• rozszerzono zakres stosowania normy na złącza spawane o grubościach powyżej 0,5 mm
bez podania górnej granicy grubości (było od 3 do 63 mm);
Obecnie dostępna jest najnowsza wersja normy PN-EN ISO 5817:2014E [2]. Po raz pierwszy
w normie zamieszczono wymagania dla złączy spawanych w konstrukcjach przenoszących
obciążenia zmęczeniowe. Ta ważna nowość wymaga szerszego omówienia.
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Zmienne obciążenia konstrukcji spawanych
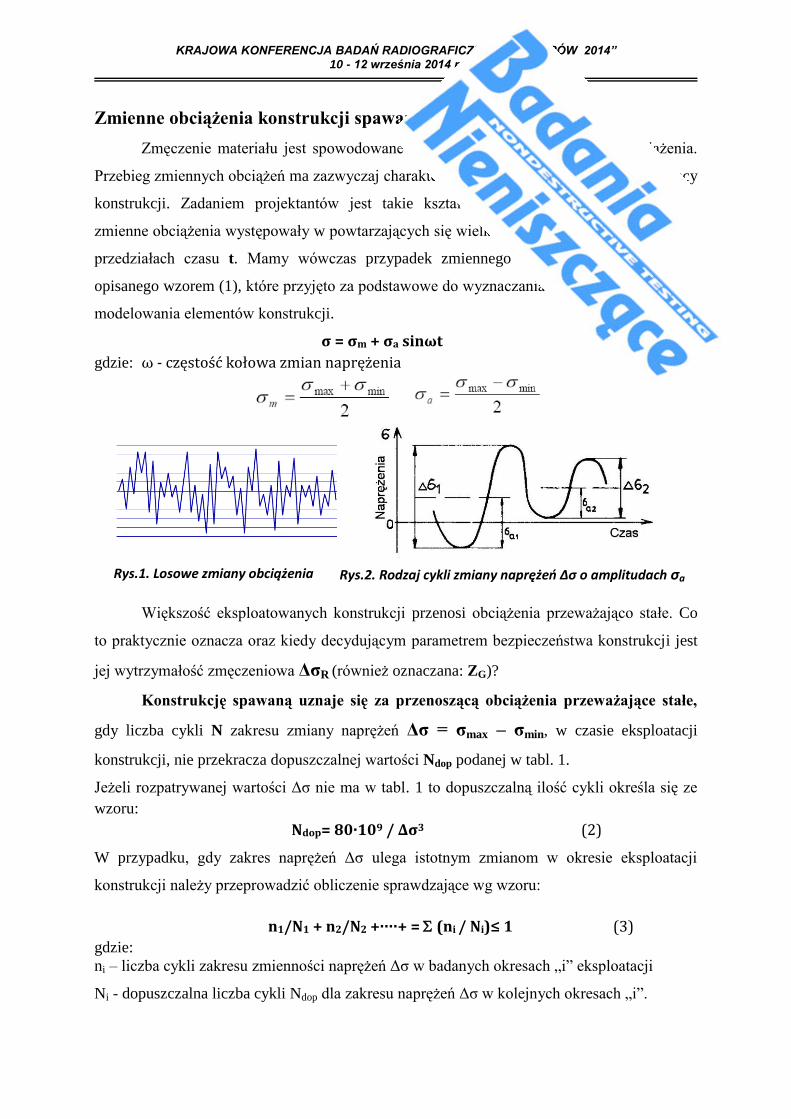
Zmęczenie materiału jest spowodowane działaniem zmiennego w czasie obciążenia.
Przebieg zmiennych obciążeń ma zazwyczaj charakter losowy, wynikający z warunków pracy
konstrukcji. Zadaniem projektantów jest takie kształtowanie połączeń spawanych, aby
zmienne obciążenia występowały w powtarzających się wielkościach i częstościach w stałych
przedziałach czasu t. Mamy wówczas przypadek zmiennego obciążenia sinusoidalnego,
opisanego wzorem (1), które przyjęto za podstawowe do wyznaczania własności materiałów i
modelowania elementów konstrukcji.
σ = σm + σa sinωt (1)
gdzie: ω - częstość kołowa zmian naprężenia
Rys.1. Losowe zmiany obciążenia Rys.2. Rodzaj cykli zmiany naprężeń Δσ o amplitudach σa
Większość eksploatowanych konstrukcji przenosi obciążenia przeważająco stałe. Co
to praktycznie oznacza oraz kiedy decydującym parametrem bezpieczeństwa konstrukcji jest
jej wytrzymałość zmęczeniowa ΔσR (również oznaczana: ZG)?
Konstrukcję spawaną uznaje się za przenoszącą obciążenia przeważające stałe,
gdy liczba cykli N zakresu zmiany naprężeń Δσ = σmax – σmin, w czasie eksploatacji
konstrukcji, nie przekracza dopuszczalnej wartości Ndop podanej w tabl. 1.
Jeżeli rozpatrywanej wartości Δσ nie ma w tabl. 1 to dopuszczalną ilość cykli określa się ze
wzoru:
Ndop= 80·109 / Δσ3 (2)
W przypadku, gdy zakres naprężeń Δσ ulega istotnym zmianom w okresie eksploatacji
konstrukcji należy przeprowadzić obliczenie sprawdzające wg wzoru:
n1/N1 + n2/N2 +····+ = (ni / Ni)≤ 1 (3)
gdzie:
ni – liczba cykli zakresu zmienności naprężeń Δσ w badanych okresach „i” eksploatacji
Ni - dopuszczalna liczba cykli Ndop dla zakresu naprężeń Δσ w kolejnych okresach „i”.
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
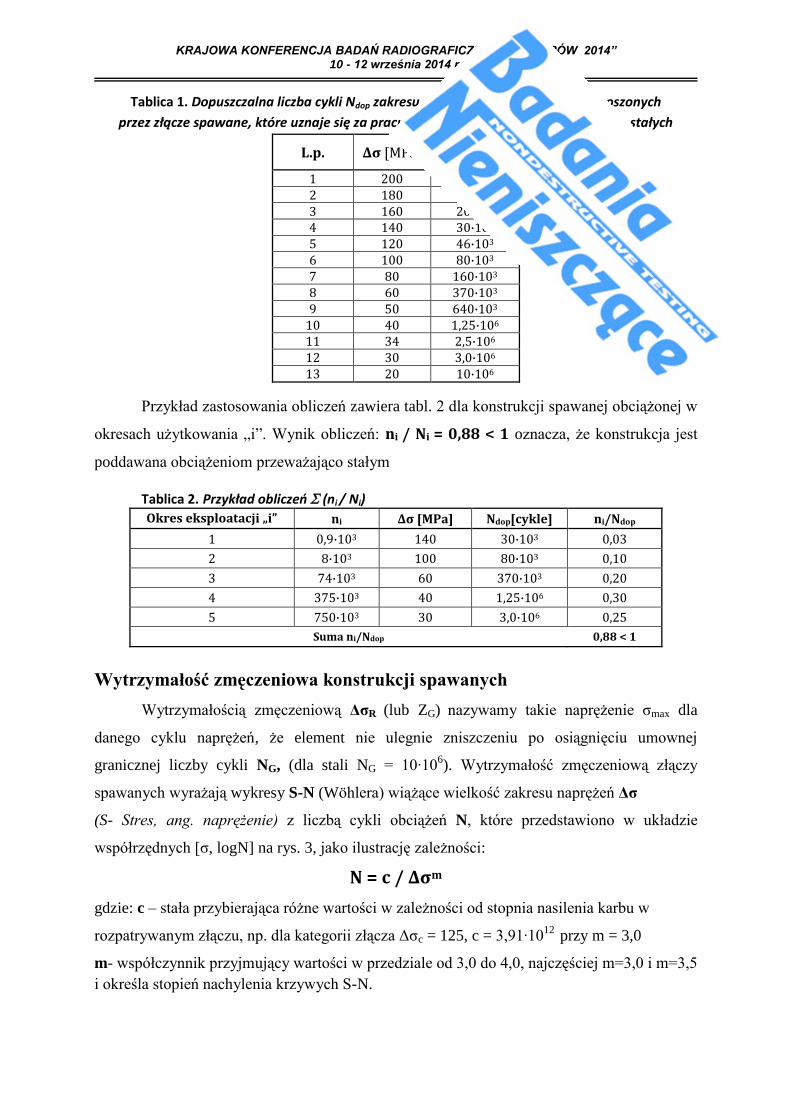
Tablica 1. Dopuszczalna liczba cykli Ndop zakresu zmienności naprężeń Δσ przenoszonych
przez złącze spawane, które uznaje się za pracujące przy obciążeniach przeważająco stałych
L.p. Δσ [MPa] Ndop
[cykle]
1 200 10·103
2 180 14·103 3 160 20·103 4 140 30·103 5 120 46·103 6 100 80·103 7 80 160·103 8 60 370·103 9 50 640·103
10 40 1,25·106 11 34 2,5·106 12 30 3,0·106 13 20 10·106
Przykład zastosowania obliczeń zawiera tabl. 2 dla konstrukcji spawanej obciążonej w
okresach użytkowania „i”. Wynik obliczeń: ni / Ni = 0,88 < 1 oznacza, że konstrukcja jest
poddawana obciążeniom przeważająco stałym
Tablica 2. Przykład obliczeń (ni / Ni)
Okres eksploatacji „i” ni Δσ [MPa] Ndop[cykle] ni/Ndop
1 0,9·103 140 30·103 0,03
2 8·103 100 80·103 0,10
3 74·103 60 370·103 0,20
4 375·103 40 1,25·106 0,30
5 750·103 30 3,0·106 0,25
Suma ni/Ndop 0,88 < 1
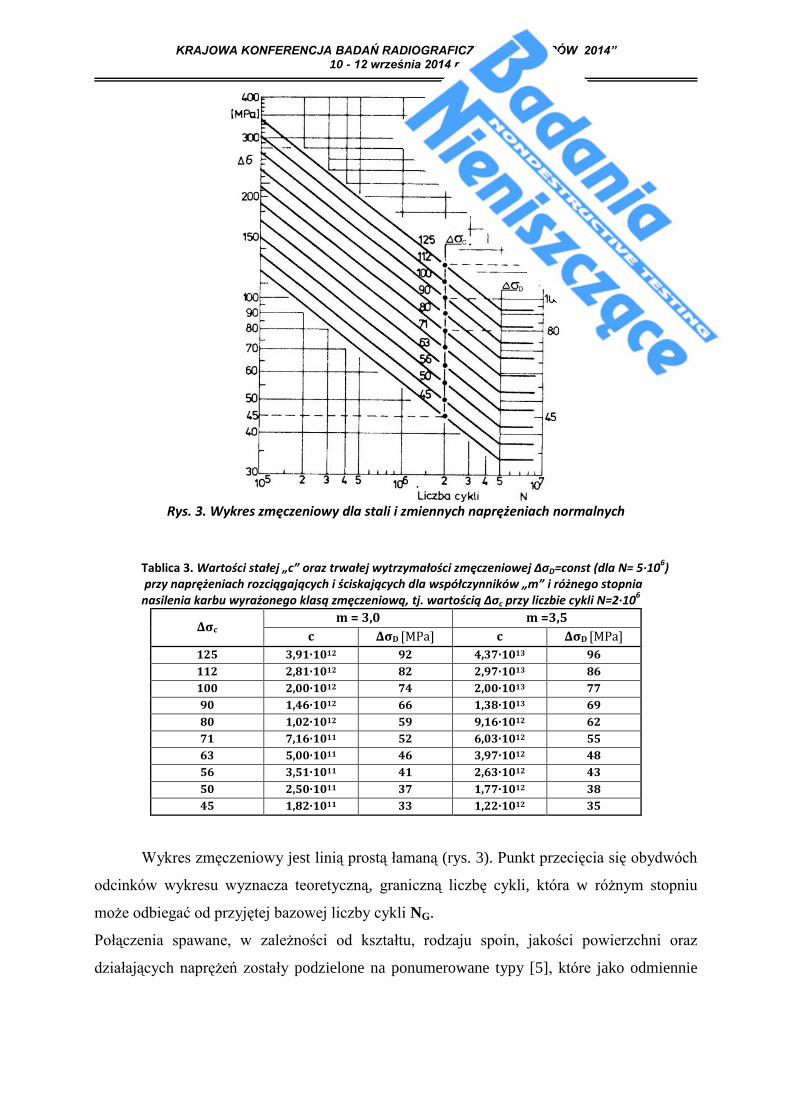
Wytrzymałość zmęczeniowa konstrukcji spawanych
Wytrzymałością zmęczeniową ΔσR (lub ZG) nazywamy takie naprężenie σmax dla
danego cyklu naprężeń, że element nie ulegnie zniszczeniu po osiągnięciu umownej
granicznej liczby cykli NG, (dla stali NG = 10·106). Wytrzymałość zmęczeniową złączy
spawanych wyrażają wykresy S-N (Wöhlera) wiążące wielkość zakresu naprężeń Δσ
(S- Stres, ang. naprężenie) z liczbą cykli obciążeń N, które przedstawiono w układzie
współrzędnych [σ, logN] na rys. 3, jako ilustrację zależności:
N = c / Δσm
gdzie: c – stała przybierająca różne wartości w zależności od stopnia nasilenia karbu w
rozpatrywanym złączu, np. dla kategorii złącza Δσc = 125, c = 3,91·1012
przy m = 3,0
m- współczynnik przyjmujący wartości w przedziale od 3,0 do 4,0, najczęściej m=3,0 i m=3,5
i określa stopień nachylenia krzywych S-N.
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Rys. 3. Wykres zmęczeniowy dla stali i zmiennych naprężeniach normalnych
Tablica 3. Wartości stałej „c” oraz trwałej wytrzymałości zmęczeniowej ΔσD=const (dla N= 5·10
6)
przy naprężeniach rozciągających i ściskających dla współczynników „m” i różnego stopnia nasilenia karbu wyrażonego klasą zmęczeniową, tj. wartością Δσc przy liczbie cykli N=2·10
6
Δσc m = 3,0 m =3,5
c ΔσD [MPa] c ΔσD [MPa]
125 3,91·1012 92 4,37·1013 96
112 2,81·1012 82 2,97·1013 86
100 2,00·1012 74 2,00·1013 77
90 1,46·1012 66 1,38·1013 69
80 1,02·1012 59 9,16·1012 62
71 7,16·1011 52 6,03·1012 55
63 5,00·1011 46 3,97·1012 48
56 3,51·1011 41 2,63·1012 43
50 2,50·1011 37 1,77·1012 38
45 1,82·1011 33 1,22·1012 35
Wykres zmęczeniowy jest linią prostą łamaną (rys. 3). Punkt przecięcia się obydwóch
odcinków wykresu wyznacza teoretyczną, graniczną liczbę cykli, która w różnym stopniu
może odbiegać od przyjętej bazowej liczby cykli NG.
Połączenia spawane, w zależności od kształtu, rodzaju spoin, jakości powierzchni oraz
działających naprężeń zostały podzielone na ponumerowane typy [5], które jako odmiennie
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
ukształtowane są karbami o większym lub mniejszym wpływie na koncentrację naprężeń przy
zmiennych obciążeniach. Poniżej zestawiono typy połączeń spawanych:
100 - Elementy niespawane, Unwelded parts of a komponent
200 - Złącza doczołowe, obciążenia poprzeczne, But welds, transverse loaded
300 – Ciągłe spoiny podłużne, Longitudinal load-carrying welds
400 - Złącza krzyżowe i typu T, Cruciform joints and/or T-joints,
500 - Nieobciążone przyłącza itp., Non-load-carrying attachments
600 - Złącza zakładkowe, Lap joint
700 – Wzmocnienia, Reinforcements
800 – Połączenia kołnierzowe, odgałęzienia i dysze, Flanges, branches and nozzles
900 - Złącza rurowe, Tubular joint
Każdy z wymienionych wyżej typów połączeń tworzy zbiór elementów, o takich
samych lub podobnych kształtach, które w praktyce wykonywane są odmienną technologią i z
inną dokładnością. Są one zaliczane do różnych klas wytrzymałości zmęczeniowej FAT
(fatigue class). Klasy zmęczeniowe złączy spawanych określane są wartościami zakresu
zmienności naprężeń Δσc (125, 112, 100, 90,…) dla liczby cykli N = 2·106 (wykresy S-N na
rys. 3). Wartość obliczeniową trwałej wytrzymałości zmęczeniowej ΔσD przyjmuje się jako
odpowiadającą wartości Δσ dla okresu użytkowania złącza odpowiadającego liczbie
N = 5·106cykli (rys. 3).
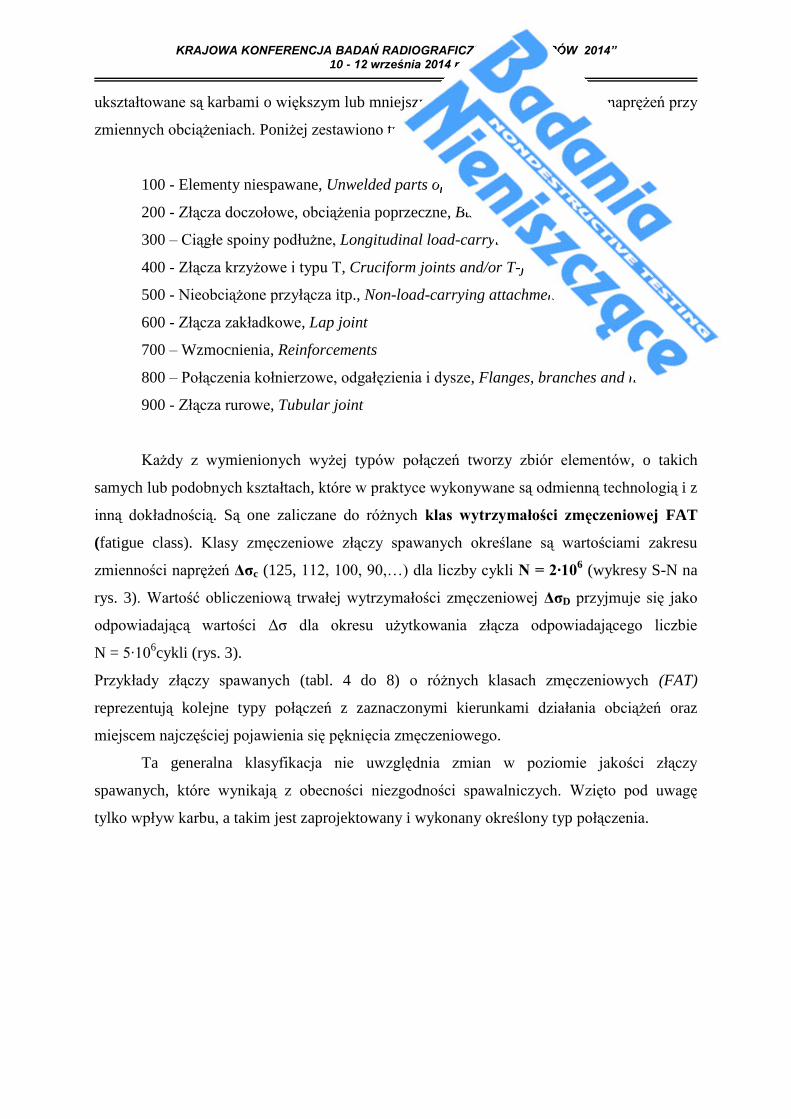
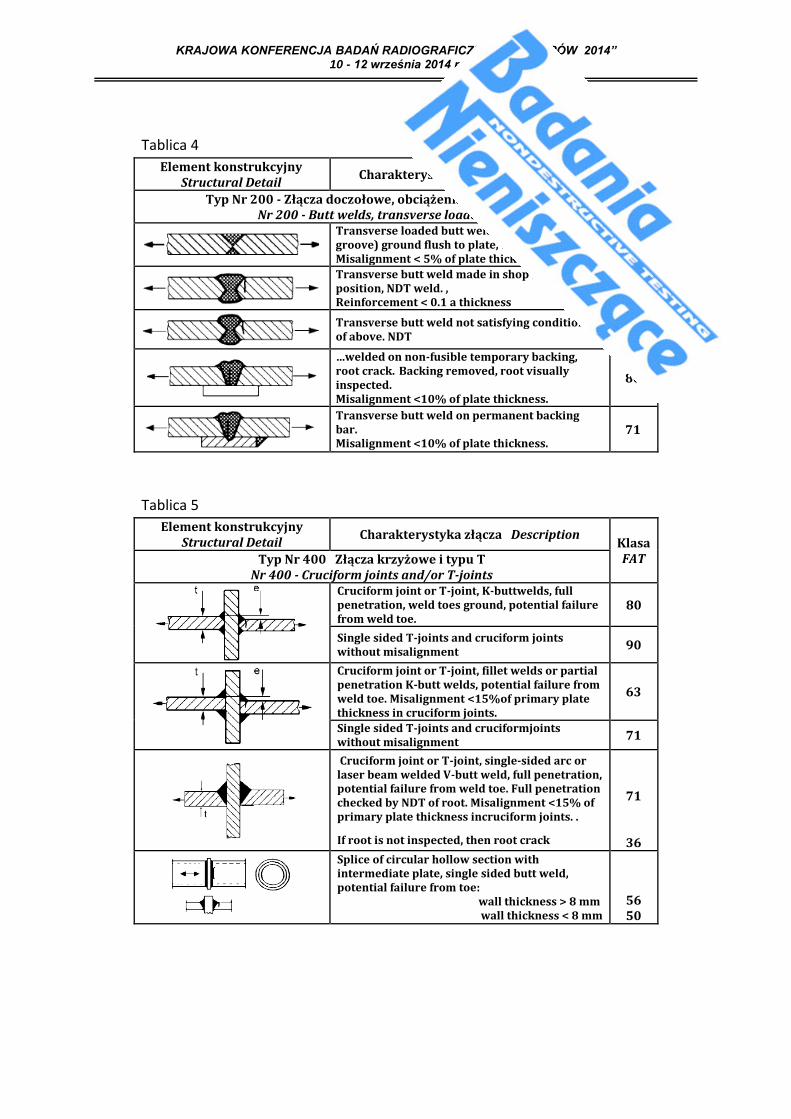
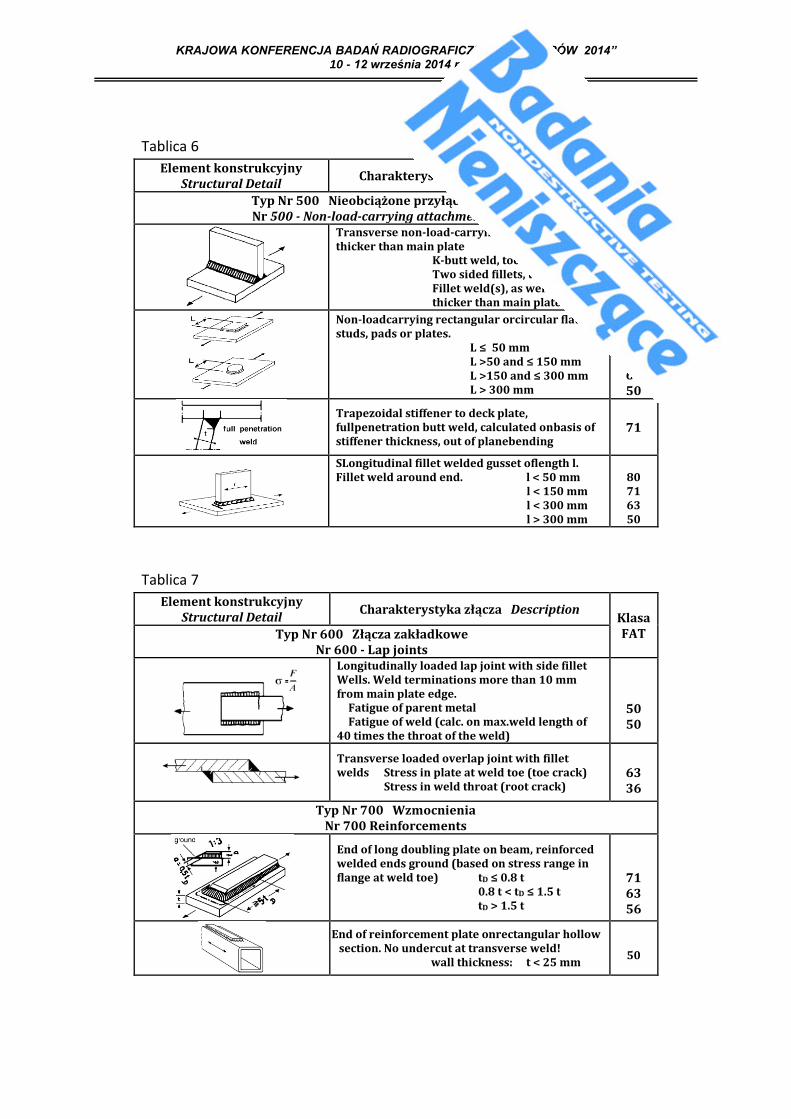
Przykłady złączy spawanych (tabl. 4 do 8) o różnych klasach zmęczeniowych (FAT)
reprezentują kolejne typy połączeń z zaznaczonymi kierunkami działania obciążeń oraz
miejscem najczęściej pojawienia się pęknięcia zmęczeniowego.
Ta generalna klasyfikacja nie uwzględnia zmian w poziomie jakości złączy
spawanych, które wynikają z obecności niezgodności spawalniczych. Wzięto pod uwagę
tylko wpływ karbu, a takim jest zaprojektowany i wykonany określony typ połączenia.
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Tablica 4
Element konstrukcyjny Structural Detail
Charakterystyka złącza Description Klasa FAT Typ Nr 200 - Złącza doczołowe, obciążenia poprzeczne
Nr 200 - Butt welds, transverse loaded
Transverse loaded butt weld (X-groove or V-groove) ground flush to plate, 100% NDT. Misalignment < 5% of plate thickness.
112
Transverse butt weld made in shop in flat position, NDT weld. , Reinforcement < 0.1 a thickness
90
Transverse butt weld not satisfying conditions of above. NDT
80
…welded on non-fusible temporary backing, root crack. Backing removed, root visually inspected. Misalignment <10% of plate thickness.
80
Transverse butt weld on permanent backing bar. Misalignment <10% of plate thickness.
71
Tablica 5
Element konstrukcyjny Structural Detail
Charakterystyka złącza Description Klasa FAT Typ Nr 400 Złącza krzyżowe i typu T
Nr 400 - Cruciform joints and/or T-joints
Cruciform joint or T-joint, K-buttwelds, full penetration, weld toes ground, potential failure from weld toe.
80
Single sided T-joints and cruciform joints without misalignment
90
Cruciform joint or T-joint, fillet welds or partial penetration K-butt welds, potential failure from weld toe. Misalignment <15%of primary plate thickness in cruciform joints.
63
Single sided T-joints and cruciformjoints without misalignment
71
Cruciform joint or T-joint, single-sided arc or laser beam welded V-butt weld, full penetration, potential failure from weld toe. Full penetration checked by NDT of root. Misalignment <15% of primary plate thickness incruciform joints. .
If root is not inspected, then root crack
71
36
Splice of circular hollow section with intermediate plate, single sided butt weld, potential failure from toe: wall thickness > 8 mm
wall thickness < 8 mm
56 50
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Tablica 6
Element konstrukcyjny Structural Detail
Charakterystyka złącza Description Klasa FAT Typ Nr 500 Nieobciążone przyłącza itp
Nr 500 - Non-load-carrying attachments
Transverse non-load-carryingattachment, not thicker than main plate
K-butt weld, toe Grodnu Two sided fillets, toe Grodnu Fillet weld(s), as welded thicker than main plate
100 100 80 71
Non-loadcarrying rectangular orcircular flat studs, pads or plates.
L ≤ 50 mm L >50 and ≤ 150 mm L >150 and ≤ 300 mm L > 300 mm
80 71 63 50
Trapezoidal stiffener to deck plate, fullpenetration butt weld, calculated onbasis of stiffener thickness, out of planebending
71
SLongitudinal fillet welded gusset oflength l. Fillet weld around end. l < 50 mm
l < 150 mm l < 300 mm l > 300 mm
80 71 63 50
Tablica 7
Element konstrukcyjny Structural Detail
Charakterystyka złącza Description Klasa FAT Typ Nr 600 Złącza zakładkowe
Nr 600 - Lap joints
Longitudinally loaded lap joint with side fillet Wells. Weld terminations more than 10 mm from main plate edge.
Fatigue of parent metal Fatigue of weld (calc. on max.weld length of
40 times the throat of the weld)
50 50
Transverse loaded overlap joint with fillet welds Stress in plate at weld toe (toe crack) Stress in weld throat (root crack)
63 36
Typ Nr 700 Wzmocnienia Nr 700 Reinforcements
End of long doubling plate on beam, reinforced welded ends ground (based on stress range in flange at weld toe) tD ≤ 0.8 t 0.8 t < tD ≤ 1.5 t tD > 1.5 t
71 63 56
End of reinforcement plate onrectangular hollow section. No undercut at transverse weld!
wall thickness: t < 25 mm
50
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
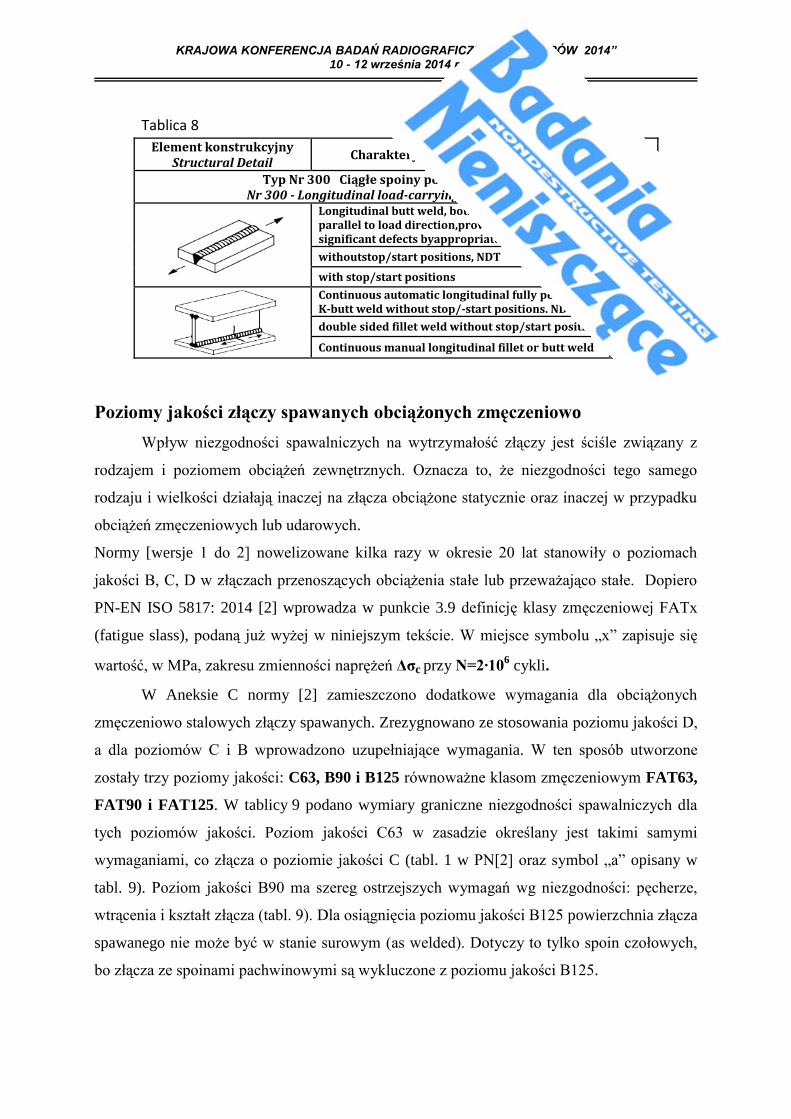
Tablica 8
Element konstrukcyjny Structural Detail
Charakterystyka złącza Description Klasa FAT
Typ Nr 300 Ciągłe spoiny podłużne Nr 300 - Longitudinal load-carrying welds
Longitudinal butt weld, both sides ground flush parallel to load direction,proved free from significant defects byappropriate NDT
125
withoutstop/start positions, NDT 100
with stop/start positions 90
Continuous automatic longitudinal fully penetrated K-butt weld without stop/-start positions. NDT
125
double sided fillet weld without stop/start position 100
Continuous manual longitudinal fillet or butt weld 90
Poziomy jakości złączy spawanych obciążonych zmęczeniowo
Wpływ niezgodności spawalniczych na wytrzymałość złączy jest ściśle związany z
rodzajem i poziomem obciążeń zewnętrznych. Oznacza to, że niezgodności tego samego
rodzaju i wielkości działają inaczej na złącza obciążone statycznie oraz inaczej w przypadku
obciążeń zmęczeniowych lub udarowych.
Normy [wersje 1 do 2] nowelizowane kilka razy w okresie 20 lat stanowiły o poziomach
jakości B, C, D w złączach przenoszących obciążenia stałe lub przeważająco stałe. Dopiero
PN-EN ISO 5817: 2014 [2] wprowadza w punkcie 3.9 definicję klasy zmęczeniowej FATx
(fatigue slass), podaną już wyżej w niniejszym tekście. W miejsce symbolu „x” zapisuje się
wartość, w MPa, zakresu zmienności naprężeń Δσc przy N=2·106 cykli.
W Aneksie C normy [2] zamieszczono dodatkowe wymagania dla obciążonych
zmęczeniowo stalowych złączy spawanych. Zrezygnowano ze stosowania poziomu jakości D,
a dla poziomów C i B wprowadzono uzupełniające wymagania. W ten sposób utworzone
zostały trzy poziomy jakości: C63, B90 i B125 równoważne klasom zmęczeniowym FAT63,
FAT90 i FAT125. W tablicy 9 podano wymiary graniczne niezgodności spawalniczych dla
tych poziomów jakości. Poziom jakości C63 w zasadzie określany jest takimi samymi
wymaganiami, co złącza o poziomie jakości C (tabl. 1 w PN[2] oraz symbol „a” opisany w
tabl. 9). Poziom jakości B90 ma szereg ostrzejszych wymagań wg niezgodności: pęcherze,
wtrącenia i kształt złącza (tabl. 9). Dla osiągnięcia poziomu jakości B125 powierzchnia złącza
spawanego nie może być w stanie surowym (as welded). Dotyczy to tylko spoin czołowych,
bo złącza ze spoinami pachwinowymi są wykluczone z poziomu jakości B125.
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Wymagania zawarte w normie PN-EN ISO 5817: 2014 powinny mieć odniesienie
zarówno w Eurokodzie 3[6], w którym określono projektowe wymagania jakości złączy
spawanych, jak i w wymaganiach technicznych dotyczących konstrukcji stalowych zawartych
w normie PN-EN 1090-2 [7].
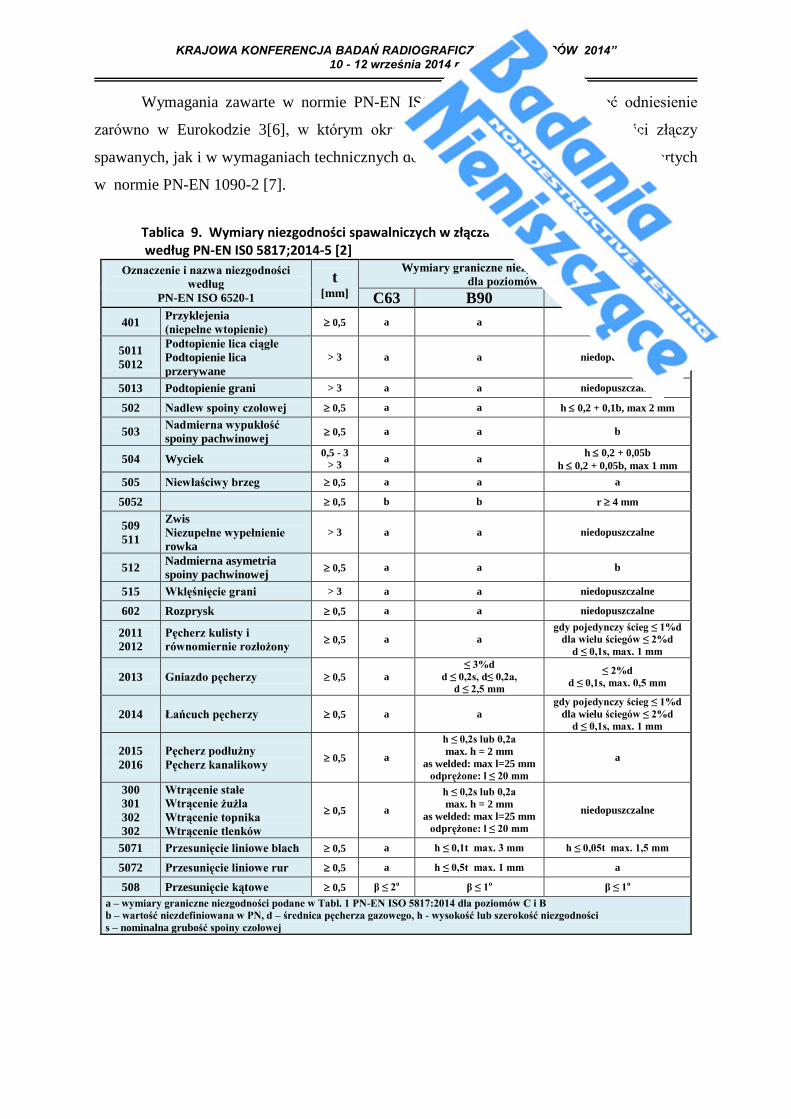
Tablica 9. Wymiary niezgodności spawalniczych w złączach obciążonych zmęczeniowo według PN-EN IS0 5817;2014-5 [2]
Oznaczenie i nazwa niezgodności
według
PN-EN ISO 6520-1
t [mm]
Wymiary graniczne niezgodności spawalniczych
dla poziomów jakości:
C63 B90 B125
401 Przyklejenia
(niepełne wtopienie) 0,5 a a a
5011
5012
Podtopienie lica ciągłe
Podtopienie lica
przerywane
> 3 a a niedopuszczalne
5013 Podtopienie grani > 3 a a niedopuszczalne
502 Nadlew spoiny czołowej 0,5 a a h 0,2 + 0,1b, max 2 mm
503 Nadmierna wypukłość
spoiny pachwinowej 0,5 a a b
504 Wyciek 0,5 - 3
> 3 a a
h 0,2 + 0,05b
h 0,2 + 0,05b, max 1 mm
505 Niewłaściwy brzeg 0,5 a a a
5052 0,5 b b r 4 mm
509
511
Zwis
Niezupełne wypełnienie
rowka
> 3 a a niedopuszczalne
512 Nadmierna asymetria
spoiny pachwinowej 0,5 a a b
515 Wklęśnięcie grani > 3 a a niedopuszczalne
602 Rozprysk 0,5 a a niedopuszczalne
2011
2012
Pęcherz kulisty i
równomiernie rozłożony 0,5 a a
gdy pojedynczy ścieg ≤ 1%d
dla wielu ściegów ≤ 2%d
d ≤ 0,1s, max. 1 mm
2013 Gniazdo pęcherzy 0,5 a
≤ 3%d
d ≤ 0,2s, d≤ 0,2a,
d ≤ 2,5 mm
≤ 2%d
d ≤ 0,1s, max. 0,5 mm
2014 Łańcuch pęcherzy 0,5 a a
gdy pojedynczy ścieg ≤ 1%d
dla wielu ściegów ≤ 2%d
d ≤ 0,1s, max. 1 mm
2015
2016
Pęcherz podłużny
Pęcherz kanalikowy 0,5 a
h ≤ 0,2s lub 0,2a
max. h = 2 mm
as welded: max l=25 mm
odprężone: l ≤ 20 mm
a
300
301
302
302
Wtrącenie stałe
Wtrącenie żużla
Wtrącenie topnika
Wtrącenie tlenków
0,5 a
h ≤ 0,2s lub 0,2a
max. h = 2 mm
as welded: max l=25 mm
odprężone: l ≤ 20 mm
niedopuszczalne
5071 Przesunięcie liniowe blach 0,5 a h ≤ 0,1t max. 3 mm h ≤ 0,05t max. 1,5 mm
5072 Przesunięcie liniowe rur 0,5 a h ≤ 0,5t max. 1 mm a
508 Przesunięcie kątowe 0,5 β ≤ 2o β ≤ 1o β ≤ 1o
a – wymiary graniczne niezgodności podane w Tabl. 1 PN-EN ISO 5817:2014 dla poziomów C i B
b – wartość niezdefiniowana w PN, d – średnica pęcherza gazowego, h - wysokość lub szerokość niezgodności
s – nominalna grubość spoiny czołowej
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2014” 10 - 12 września 2014 r.
Literatura
[1] PN-EN 25817:1997-4P Złącza stalowe spawane łukowo. Wytyczne do określania
poziomów jakości według niezgodności spawalniczych.
[2] PN-EN ISO 5817: 2014 -5E: Spawanie. Złącza spawane ze stali, niklu, tytanu i ich
stopów (z wyjątkiem spawanych wiązką). Poziomy jakości według niezgodności
spawalniczych.
[3] PN-EN ISO 6520-1:2002 i 2009P Spawanie i procesy pokrewne. Klasyfikacja
geometrycznych niezgodności spawalniczych w metalach. Część 1: Spawanie
[4] Kurpisz B.: Określanie poziomów jakości złączy spawanych według znowelizowanej
normy EN 25 817, Internet
[5] Hobbacher A.: Recommendations for Fatigue Design of Welded Joints and Components.
International Institute of Welding IIW document IIW-1823-07ex XIII-2151r4-07/XV-
1254r4-07, December 2008.
[6] PN-EN 1993-1-9:2007P: Eurokod 3: Projektowanie konstrukcji stalowych -- Część 1-9:
Zmęczenie
[7] PN-EN 1090-2:2009P Wykonanie konstrukcji stalowych i aluminiowych -- Część 2:
Wymagania techniczne dotyczące konstrukcji stalowych (zastąpiona przez PN-EN 1090-
2+A1:2012 - wersja polska)