PRZEGLĄD TECHNICZNY - Biblioteka Cyfrowa Politechniki...
32
Przedruk wzbroniony 65 PRZEGLĄD TECHNICZNY CZASOPI WYDAWCA SP. Nr. 3 SMO z o. o. POŚWIĘCONE SP PRZEGLĄD TECHNICZNY WARSZAWA, 2 RAWOM LUTEGO 1938 T R. EC H NIiKI I PRZEMYSŁU REDAKTOR INŻ. M. THUGUTT Tom LXXVII Prof. ST. PŁUŻANSKI 621 . 952 Obrabiarki ciężkie WIERTARKI. 1, Typy wiertarek poziomych. W iertarki ci żkie, o dużych wymiarach, spo tykamy w wykonaniu poziomym, jako wiertarki do długich otworów np,: do wiercenia wałów okr towych, wałów silników pa rowych, spalinowych i turbin, walczaków do kotłów parowych na wysokie ciśnienie, walców do apara tów chemicznych, luf armatnich i t. p. Praca tych wiertarek polega na: wierceniu otwo rów w pełnym materiale, lub też na powi kszaniu wierconego lub odkutego otworu; wielkość przed miotu wierconego, jego ci żar i wymiary, zarówno jak i rodzaj wykonywanego wiercenia, i sposób wy konania tej pracy, wymagaj różnego wykonania tych maszyn. Ważniejsze odmiany wiertarek opi sane s w niniejszej pracy. Bardziej znane wiertarki poziome, jak np. wytaczarki do cylindrów, zostały pomini te w celu zw żenia rozmiarów artykułu. Praca tych wiertarek może si odbywać według trzech sposobów, różni cych si podziałem ruchów potrzebnych do wiercenia pomi dzy przedmiot wier cony i narz dzie, t. j . wiertło. Mamy zatem wier tarki, w których: 1) ruch roboczy (obrotowy) wykonywa przed miot, zaś posuw w gł b materiału wykonywa wiertło; 2) zarówno ruch roboczy jak i posuw wykonywa wiertło, przedmiot zaś stoi w miejscu; 3) wiertło obraca si i posuwa, jak wyżej, — jednocześnie przedmiot otrzymuje ruch obrotowy, najcz ściej w kierunku odwrotnym do obrotu wier tła. Jak wiadomo, ten Oistatni sposób wiercenia daje najlepsze wyniki w sensie dokładności pracy (współosiowość otworu i przedmiotu wierconego), jednak i pozostałe dwa sposoby wiercenia, przy za *) Cz ść 1 — p. Prz. Techn., zesz. 9, 1937 r. str. 290—308. chowaniu warunku prawidłowego ustawienia, pro wadzenia i dostatecznej sztywności maszyny, daj dobre wyniki; skutkiem tego wśród wiertarek wy konanych spotykamy wszystkie trzy typy. Budowa wiertarek poziomych do gł bokich wier ceń bywa różna, w zależności od ci żaru przed miotu, jegp kształtów, oraz od ż danej dokładności pracy i rodzaju wiercenia: ci żkiej, a mniej do kładnej pracy wiercenia otworu w pełnym mate riale, lub też lżejszej, lecz dokładniejszej pracy po wi kszania wykonanego otworu (wytaczanie, roz wiercanie, gładzenie). 2. Różne wykonania wiertarek. Rys. 41—44 przedstawiaj schematy cz ściej spo tykanych odmian wiertarek poziomych. Do 1 go typu wiertarek (przedmiot si obraca, wiertło si posuwa) należ odmiany a do c; do typu 2 go — (przedmiot stoi, wiertło si obraca i posuwa) — odmiany r, s i t\ wreszcie do typu 3 go (przedmiot i wiertło si obracaj ), w do z. Jednakowe organy wiertarek na wszystkich 'szkicach oznaczone s tymi samymi literami. Na szkicach a do d (rys. 41) pokazane s różne możliwości wykonania jednej odmiany, a mian.: na szkicu a wiertarki do przedmiotów o wymiarach niezbyt wielkich. Posuw wału wiertniczego W od bywa si od głowicy G, wału poci gowego C, skrzynki posuwów, umieszczonej w suporcie wiert niczym Sj i kół z batych, osadzonych w tym supor cie, tocz cych si po dwóch z batkach, umieszczo nych pod prowadnicami łoża. Ten sam wał poci gowy C może w razie potrzeby przesuwać prowad nic S 2, do nastawiania na długość wierconego przedmiotu, i dodatkowy suport krzyżowy przy S.= do planowania czoła przedmiotu i nawiercania otworu, dla ułatwienia rozpocz cia pracy wiercenia. Silnik Sp służy do przesuwania suportu S, i wału wiertniczego ruchem przyspieszonym, np. do kon troli otworu i wiertła, lub po ukończeniu wiercenia.
Transcript of PRZEGLĄD TECHNICZNY - Biblioteka Cyfrowa Politechniki...
Przedruk wzbroniony 65
PRZEGLĄDTECHNICZNY
CZASOPI
WYDAWCA SP.
Nr. 3
SMO
z o. o.
POŚWIĘCONE SP
PRZEGLĄD TECHNICZNY
WARSZAWA, 2
RAWOM
LUTEGO 1938
T
R.
EC H NIiKI I PRZEMYSŁU
REDAKTOR INŻ. M. THUGUTT
Tom LXXVII
Prof. ST. PŁUŻANSKI 621 . 952
O b r a b i a r k i c i ę ż k i eWIERTARKI.
1, T y p y w i e r t a r e k p o z i o m y c h .
W iertarki ciężkie, o dużych wymiarach, spo-tykamy w wykonaniu poziomym, jakowiertarki do długich otworów np,: do
wiercenia wałów okrętowych, wałów silników pa-rowych, spalinowych i turbin, walczaków do kotłówparowych na wysokie ciśnienie, walców do apara-tów chemicznych, luf armatnich i t. p.
Praca tych wiertarek polega na: wierceniu otwo-rów w pełnym materiale, lub też na powiększaniuwierconego lub odkutego otworu; wielkość przed-miotu wierconego, jego ciężar i wymiary, zarównojak i rodzaj wykonywanego wiercenia, i sposób wy-konania tej pracy, wymagają różnego wykonaniatych maszyn. Ważniejsze odmiany wiertarek opi-sane są w niniejszej pracy. Bardziej znane wiertarkipoziome, jak np. wytaczarki do cylindrów, zostałypominięte w celu zwężenia rozmiarów artykułu.
Praca tych wiertarek może się odbywać wedługtrzech sposobów, różniących się podziałem ruchówpotrzebnych do wiercenia pomiędzy przedmiot wier-cony i narzędzie, t. j . wiertło. Mamy zatem wier-tarki, w których:
1) ruch roboczy (obrotowy) wykonywa przed-miot, zaś posuw w głąb materiału wykonywawiertło;
2) zarówno ruch roboczy jak i posuw wykonywawiertło, przedmiot zaś stoi w miejscu;
3) wiertło obraca się i posuwa, jak wyżej, —jednocześnie przedmiot otrzymuje ruch obrotowy,najczęściej w kierunku odwrotnym do obrotu wier-tła. Jak wiadomo, ten Oistatni sposób wiercenia dajenajlepsze wyniki w sensie dokładności pracy(współosiowość otworu i przedmiotu wierconego),jednak i pozostałe dwa sposoby wiercenia, przy za-
*) Część 1 — p. Prz. Techn., zesz. 9, 1937 r. str. 290—308.
chowaniu warunku prawidłowego ustawienia, pro-wadzenia i dostatecznej -sztywności maszyny, dajądobre wyniki; skutkiem tego wśród wiertarek wy-konanych spotykamy wszystkie trzy typy.
Budowa wiertarek poziomych do głębokich wier-ceń bywa różna, w zależności od ciężaru przed-miotu, jegp kształtów, oraz od żądanej dokładnościpracy i rodzaju wiercenia: ciężkiej, a mniej do-kładnej pracy wiercenia otworu w pełnym mate-riale, lub też lżejszej, lecz dokładniejszej pracy po-większania wykonanego otworu (wytaczanie, roz-wiercanie, gładzenie).
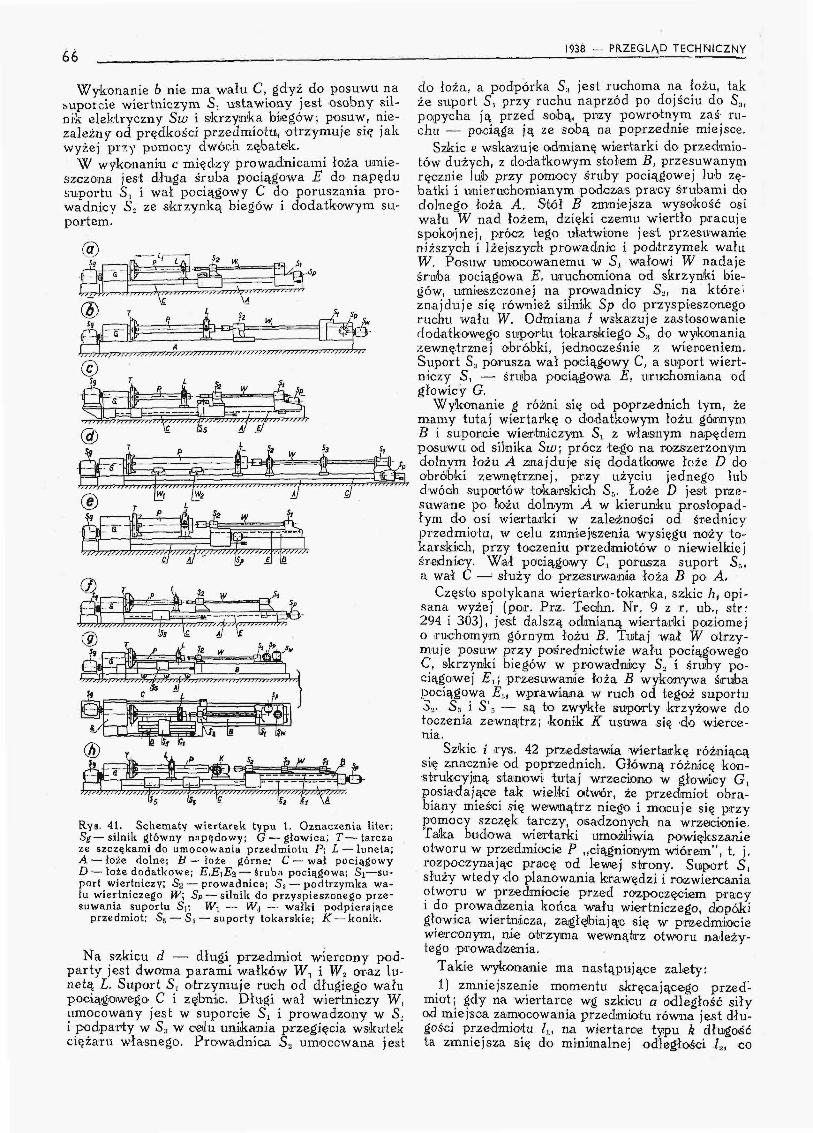
2. R ó ż n e w y k o n a n i a w i e r t a r e k .Rys. 41—44 przedstawiają schematy częściej spo-
tykanych odmian wiertarek poziomych. Do 1-gotypu wiertarek (przedmiot się obraca, wiertło sięposuwa) należą odmiany a do c; do typu 2-go —(przedmiot stoi, wiertło się obraca i posuwa) —odmiany r, s i t\ wreszcie do typu 3-go (przedmioti wiertło się obracają), w do z. Jednakowe organywiertarek na wszystkich 'szkicach oznaczone są tymisamymi literami.
Na szkicach a do d (rys. 41) pokazane są różnemożliwości wykonania jednej odmiany, a mian.: naszkicu a wiertarki do przedmiotów o wymiarachniezbyt wielkich. Posuw wału wiertniczego W od-bywa się od głowicy G, wału pociągowego C,skrzynki posuwów, umieszczonej w suporcie wiert-niczym Sj i kół zębatych, osadzonych w tym supor-cie, toczących się po dwóch zębatkach, umieszczo-nych pod prowadnicami łoża. Ten sam wał pocią-gowy C może w razie potrzeby przesuwać prowad-nicę S-2, do nastawiania na długość wierconegoprzedmiotu, i dodatkowy suport krzyżowy przy S.=do planowania czoła przedmiotu i nawiercaniaotworu, dla ułatwienia rozpoczęcia pracy wiercenia.Silnik Sp służy do przesuwania suportu S, i wałuwiertniczego ruchem przyspieszonym, np. do kon-troli otworu i wiertła, lub po ukończeniu wiercenia.
66 1938 - PRZEGLĄD TECHNICZNY
Wykonanie b nie ma wału C, gdyż do posuwu nahupoicie wiertniczym S t ustawiony jest osobny sil-nik elektryczny Sw i skrzynka biegów; posuw, nie-zależny od prędkości przedmiotu, otrzymuje się jakwyżej prry pomocy dwćc-łi zębatek.
W wykonaniu c między prowadnicami łoża umie-szczona jest długa śruba pociągowa E do napęduimportu S3 i wał pociągowy C do poruszania pro-wadnicy S2 ze skrzynką biegów i dodatkowym su-portem.
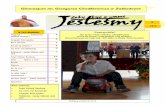
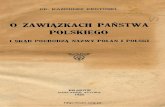
Rys. 41. Schematy wiertarek typu 1. Oznaczenia liter:Sg—silnik główny napędowy; G1—głowica; T—tarczaze szczękami do umocowania przedmiotu P; L — luneta;A— łoże dolne; B — łoże górne; C — wał pociągowyD — łoże dodatkowe; E,E)Ez — śruba pociągowa; S%—su-port wiertniczy; Sa — prowadnica; Ss — podtrzymka wa-łu wiertniczego W\ Sp — silnik do przyspieszonego prze-suwania suportu S]| W\ — W4 — wałki podpierające
przedmiot; S5 — S5 — suporty tokarskie; .RT-konik.
Na szkicu d — długi przedmiot wiercony pod-party jest dwoma parami wałków W^ i W2 oraz lu-netą L. Suport S, otrzymuje ruch od długiego wałupociągowego C i zębnic. Długi wał wiertniczy W,umocowany jest w suporcie SŁ i prowadzony w S.i podparty w Sa w ceJu unikania przegięcia wskutekciężaru własnego, Prowadnica Sa umocowana jest
do łoża, a podpórka S-, jest ruchoma na łożu, także suport S, przy ruchu naprzód po dojściu do S..„popycha ją przed sobą, przy powrotnym zaś ru-chu — pociąga ją ze sobą na poprzednie miejsce.
Szkic e wskazuje odmianę wiertarki do przedmio-tów dużych, z dodatkowym stołem B, przesuwanymręcznie lulb przy pomocy śruby pociągowej lub zę-batki i umeruchomianym podczas pracy śrubami dodolnego łoża A. Stół B zmniejsza wysokość osiwału W nad łożem, dzięki czemu wiertło pracujespokojnej, prócz tego ułatwione jest przesuwanieniższych i lżejszych prowadnic i pockrzymek wałuW. Posuw umocowanemu w Sj wałowi W nadajeśruba pociągowa E, uruchomiona od skrzynki bie-gów, umieszczonej na prowadnicy Ss, na które iznajduje się również silnik Sp do przyspieszonegoruchu wału W. Odmiana / wskazuje zastosowaniedodatkowego suportu tokarskiego S:1 do wykonaniawewnętrznej obróbki, jedniocześnie z wierceniem.Suport S;, porusza wał pociągowy C, a suport wiert-niczy S, — śruba pociągowa E, uruchomiana odgłowicy G.
Wykonanie g różni się od poprzednich tym, żemamy tutaj wiertarkę o dodatkowym łożu górnymB i supo-ncie wiertniczym S, z własnym napędemposuwu od silnika Sw; prócz tego na rozszerzonymdolnym łożu A znajduje się dodatkowe łoże D doobróbki zewnętrznej, przy użyciu jednego lubdwóch supoirtów tokarskich Sr,. Łoże D jest prze-suwane po łożu dolnym A w kierunku prostopad-łym do osi wiertarki w zależności od średnicyprzedmiotu, w celu zmniejszenia wysięgu noży to-karskich, przy toczeniu przedmiotów o niewielkiejśrednicy. Wał pociągowy Cx porusza suport Sr,,a wał C —' służy do' przeisuwania łoża B po A,
Często spotykana wiertarko-tokarka, szkic h, opi-sana wyżej (por. Pinz. Tecihn. Nr, 9 z r, ub., str;294 i 303), jest dalszą odmianą wiertarki poziomej0 ruchomym górnym łożu B. Tutaj wał W otrzy-muje posuw przy pośrednictwie wału pociągowegoC, skrzynki biegów w prowadnicy S2 i śruby po-ciągowej Ei; przesuwanie łoża B wykonywa śrubapociągowa E.,, wprawiana w ruch od tegoż suportu3,, SD i 5'n — są to zwykłe suporty krzyżowe dotoczenia zewnątrz; konik K usuwa się do wierce-nia.
Szkic i rys. 42 przedstawia wiertarkę różniącąsię znacznie od poprzednich. Główną różnicę kon-strukcyjną stanowi tutaj wrzecion© w głowicy dposiadające tak wielki otwór, że przedmiot obra-biany mieści się wewnątrz niego i mocuje się przypomocy szczęk tarczy, osadzonych na wrzecionie.Taka budowa wiertarki umożiKwia powiększanieotworu w przedmiocie P „ciągnionym wtórem", t. j ,rozpoczynając pracę od lewej strony. Suport S,służy wtedy do planowania krawędzi i roizwiercaniaotworu w przedmiocie przed rozpoczęciem pracy1 do prowadzenia końca wału wiertniczego, dopókigłowica wiertnicza, zagłębiając się w przedmiociewierconym, nie afcrzytma wewnątrz otworu należy-tego prowadzenia.
Takie wykonanie ma nastąpujące zalety:1) zmniejszenie momentu skręcającego przed-
miot; gdy na wiertarce wg szkicu a odległość siłyod miejsca zamocowania przedmiotu równa jest dłu-gości przedmiotu lu na wiertarce typu k długośćta zmniejsza się do minimalnej odległości /2, co

PRZEGLĄD TECHNICZNY — 67
sprzyja spokojniejszej pracy bez drgań i wstrzą-Łnień;
2) zakładanie przedmiotu może być wykonaneo.d strony suportu S4, nie poruszając z miejsca wałuW, bez obawy o •uszkodzenie wiertła przy manipu-lowaniu ciężkim przedmiotem;
3) długość wału pociągowego C (p. szkic a) skra-ca się bardzo znacznie, dzięki czemu posuw odbywasię spokojnie, bez drgań;
4) umożliwione jest zbliżenie głowicy wiertarkii miejsce wykonania pracy, co ułatwia obsługę wier-tarki.
Dla zmniejszenia ciężaru długich wiertarek dowiercenia przedmiotów o dużej średnicy, prawa
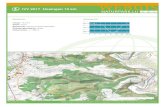
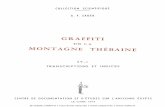
Rys. 42, Schematy wiertarko-wytaczarek typu 1 z pustyniwrzecionem. Znaczenia liter — jak rys 41; S4 — prowa-dnica wału wiertniczego (lewa) przy wierceniu „ciągnąc";Sw — silnik do posuwu suportu wiertniczego. W wier-tarkach podwójnych części drugiej wiertarki mają znakil
część łoża D może być podniesiona i oparta na sze-regu nóg (por. szkic k) lub podwyższonym funda-mencie. Długie śruby pociągowe E do posuwaniasuportu Si wiertarki poziomej często bywają unie-ruchomione, wtedy dla wykonania posuwu obracasię nakrętka związana z suportem Ś\ na nierucho-mej śrubie; takie odwrócenie ruchu ułatwia pracęi konserwację śruby pociągowej.
Do wiercenia dużych przedmiotów wskazane jest,również i w wypadku wiertarki o pustym wrzecio-nie, zastosowanie przesuwanego łoża górnego —• wy-konanie /,
Wykonanie wiertarki do dużych i ciężkich przed-miotów wskazuje szkic m, wtedy zamiast lunet sto-suje się pary wałków W,—W4, podtrzymującychprzedmiot zamocowany w szczękach tarczy T.
Wiertarki pracujące dwoma wiertłami naraz(rys.42, szkice n do r) pozwalają na skrócenie czasupracy do połowy, lecz wskutek niemożności wyko-nania otworu, złożonego z dwóch otworów ściślewspółosiowych, wiertarki o b u s t r o n n e wedługszkiców n i o używane są do wiercenia i rozwier-cania zgrubnego. Przy dobrym wykonaniu i należy-tym utrzymaniu maszyny, różnica między kierunka-mi osi obu otworów jest bard-zo mała. Dwie wier-tarki, składające się na całość obustronnie działa-jącej maszyny pracują tak, że po dojściu do mniej-więcej połowy długości otworu, lewa wiertarka zo-staje zatrzymana i cofnięta, a prawa wykończaotwór. Oczywiście w takim układzie może równieżpracować tylko jedna z dwóch wiertarek.
Szkic p przedstawia podwójną wiertarkę, zło-żoną z dwóch jednakowych wiertarek, prawej i le-wej, ustawionych na wspólnym długim łożu. W ra-zie potrzeby można zdjąć jedną z dwóch głowic G,i w pozostałej wiercić przedmiot o wyjątkowej dłu-gości, z obu stron lub z jednej tylko.
W celu zaoszczędzenia miejsca wykonywane sąwiertarki podwójne, jako b l i ź n i a c z e (szkic q),do wiercenia dwóch przedmiotów jednocześnie.
Rys. 43 przedstawia trzy wykonania wiertarekiypu 2-go, o nieruchoimym przedmiocie, stosowa-nych wtedy, gdy przedmiot nie daje się obracać,np. jest niesymetryczny, lub nie okrągły, lub też zaciężki i za duży, ażeby mógł być umocowany w-e-
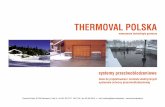
Rys. 43, Schematy wiertarek typu 2. Znaczenieliter — jak rys, 41.
wnątrz pustego, wrzeciona wiertarki typu 1-go. SzkicT wskazuje taką wiertarkę o nieruchomym stole D.Przedmiot P mocuje się do stołu przy pomocy pod-stawek i łańcuchów. Silnik Sg nadaje ruch obro-towy wałowi wiertniczemu W i wałkowi pociągo-wemu C, który przez skrzynkę posuwów, umiesz-czoną przy prowadnicy S2) daje posuw wału Wwraz z głowicą G. Silnik Sp służy, jak zwykle, doszybkiego przesuwania głowicy G, a także i pro-wadnicy S3 wzdłuż łoża, ,,
68 1938 — PRZEGLĄD TECHNICZNY
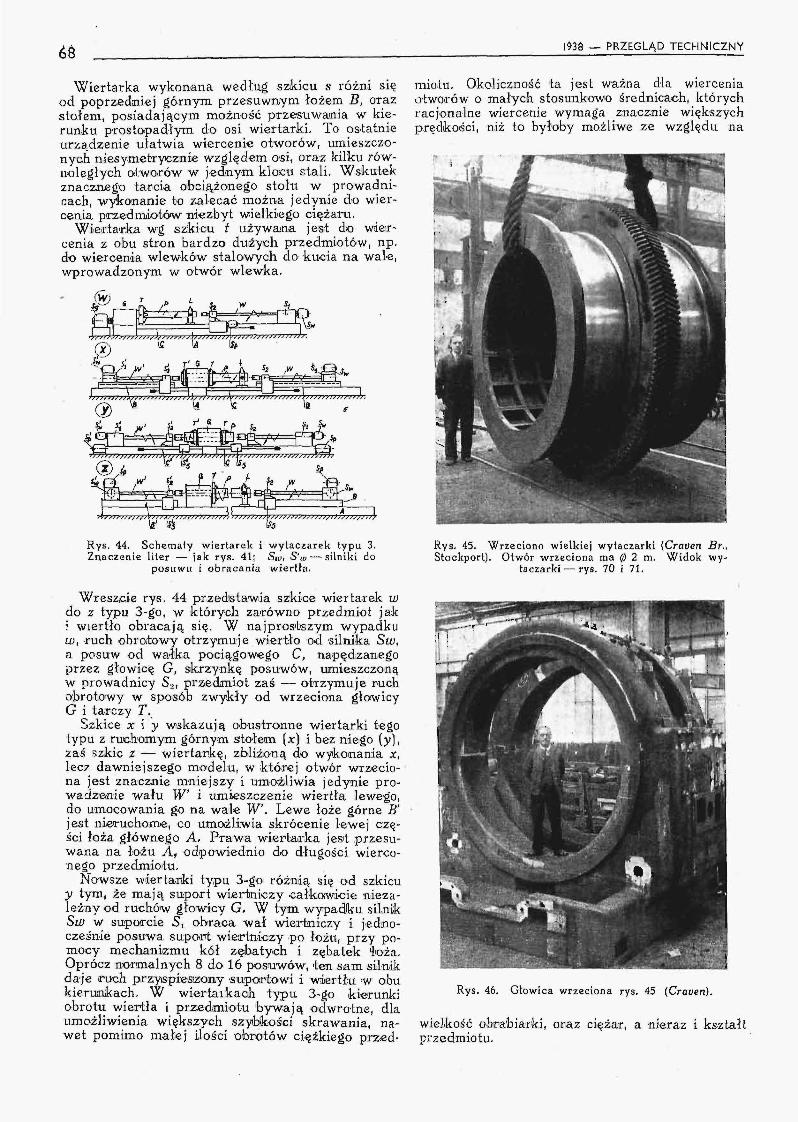
Wiertarka wykonana według szkicu s różni się miotu. Okoliczność ta jest ważna dla wierceniaod poprzedniej górnym przesuwnym łożem B, oraz otworów o małych stosunkowo średnicach, którychstołem, posiadającym możność przesuwania w kie- racjonalne wiercenie wymaga znacznie większych, p j ą y prunku prostopadłym do osi wiertarki. To ostatnieurządzenie ułatwia wiercenie otworów, umieszczo-nych niesymetrycznie względem osi, oraz kilku rów-noległych otworów w jednym klocu stali. Wskutekznacznego tarcia obciążonego stołu w prowadni-cach, wykonanie to zalecać można jedynie do wier-cenia przedmiotów niezbyt wielkiego ciężaru.
Wieirtarka wg szkicu ł używana jest do wier-cenia z obu stron bardzo dużych przedmiotów, np.do wiercenia wlewków stalowych do- kucia na wale,wprowadzonym w otwór wlewka.
j yg yprędkości, niż to byłoby możliwe ze względu na
00 *
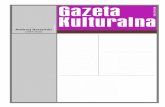
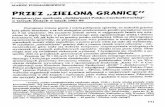
Rys. 44. Schematy wiertarek i wytaczarek typu 3.Znaczenie liter — jak rys. 41; Sw, S'w — silniki do
posuwu i obracania wiertła.
Wreszcie rys, 44 przedstawia szkice wiertarek wdo z typu 3-go, w których zarówno przedmiot jaki wiertło obracają się. W najprostszym wypadkuw, ruch obrotowy otrzymuje wiertło od silnika Sw,a posuw od walka pociągowego C, napędzanegoprzez głowicę G, skrzynkę posuwów, umieszczonąw prowadnicy Sa, przedmiot zaś — otrzymuje ruchobrotowy w sposób zwykły od wrzeciona głowicyG i tarczy T.
Szkice x i y wskazują obustronne wiertarki tegotypu z ruchomym górnym stołem [x) i bez niego {y},zaś szkic z — wiertarkę, zbliżoną do wykonania x,lecz dawniejszego modelu, w której otwór wrzecio-na jest znacznie mniejszy i umożliwia jedynie pro-wadzenie wału W i umieszczenie wiertła lewego,do umocowania go na wale W. Lewe łoże górne B'jest nieruchome., co umożliwia skrócenie lewej czę-ści łoża głównego A. Prawa wiertarka jest przesu-wana na łożu A, odipowiednio do długości wierco-nego przedmiotu.
Nowsze wiertarki typu 3-go> różnią się od szkicuy tym, że mają suport wiertniczy całkowicie nieza-leżny od ruchów głowicy G. W tym wypadku silnikSw w supoircie Sx obraca wał wiertniczy i jedno-cześnie posuwa supont wiertniczy po łożu, przy po-mocy mechanizmu kół zębatych i zębatek 'łoża.Oprócz normalnych 8 do 16 posuwów, ten sam silnikdaje ruch przyispiesizoniy •supotrtowi i wiertłu w obukierunkach. W wiertarkach typu 3-go kierunkiobrotu wiertła i przedmiotu bywają odwrotne, dlaumożliwienia większych szybkości skrawania, na-wet pomimo małej ilości obrotów ciężkiego przed-
Rys. 45. Wrzeciono wielkiej wytaczarki {Craven Br.,Stockport). Otwór wrzeciona ma 0 2 m. Widok wy-
taczarki— rys. 70 i 71.
Rys. 46. Głowica wrzeciona rys. 45 (Craven).
wielkość obrabiarki, oraz ciężar, a nieraz i kształtprzedmiotu.

PRZEGLĄD TECHNICZNY — 1938 69
Z pośród wymienionych tutaj różnych wykonańwiertarek według schematów a do h nadają sięgłównie do wiercenia otworów, często w połącze-niu z obróbką zewnętrzną, — izaś wiertarki wg sche-matów i do m używane są głównie do powiększa-nia otworów, rzadziej —• do wiercenia.
3 S z c z e g ó ł y b u d o w y w i e r t a r e kp o z i o m y c h .
Ogólny wygląd wiertarki poziomej przypominatokarkę o długim dwuprowadnicowym płaskimłożu. Budowa wielu części składowych tych wier-tarek, jak np. głowice, napęd, organy obsługi i in-nych, jest zbliżona do częściopisanych przy tokarkach (por.Przeg. Techn. 1937 r., zesz. 9,str. 290 i nast.), wobecczego może być tu po-minięta.
ze względu na wielkość otworu i konieczność usu-wania wiórów, przez pierścień utworzony przezrcianki otworu i powierzchnię zewnętrzną wałuwiertniczego. Puste wały są lżejsze (mniejsze ugię-cie wskutek ciężaru własnego) i sztywniejsze, orazumożliwiają doprowadzenie cieczy chłodzącej dowiertła.
Do prowadzenia i podparcia wału służy p r o -w a d n i c a S2
(rys. 47), przesu-wana po łożu ręcz-
nie, lub rzadziej mecha-nicznie, ^umocowana" dołoża jak [najbliżej wier-
Rys. 47. Wytaczarka typu 1 (Berthiez Fr); h = 500 mm; dłu-gość wiercenia 15 m.; A — ł o ż e ; G — głowica; E—śruba po-
ciągowa; L — luneta; T — tarcza szczękowa; K — kablp elektryczne;I — pompa do cieczy chłodzącej; S 3 —suport wiertniczy; S2 — prowa-dnica;^53 — ppdpórki wału wiertniczego; Sj — prowadnica (lewa);Sg — silnik napędzający główny; Sp — silnik do szybkiego przesuwu Sj.
U m o c o w a n i e przedmiotu wierconego w wier-tarkach typu 1 i 3, zależnie od ciężaru przed-miotu, odbywa się przy pomocy tarczy z 3 do 8-miuszczękami, umieszczonej na wrzecionie głowicy;drugi koniec przedmiotu podpiera luneta. Przed-mioty długie i ciężkie, jak widzieliśmy, dogodniejjest wiercić zamocowane we wrzecionie głowicyo dostatecznie dużym otworze. Bardzo ciężkieprzadmioty mocuje się w pustej głowicy i podpierasię watkami, osadzomymi w przesuwanych prosto-padle do oisi wiertarki oprawkach, dla umożliwie-nia nastawiania odległości między wałkami, odpo-wiednio do średnicy przedmiotu. Przedmioty nie-symetryczne lub nietoczone mocuje się nieruchomona stole.
Napęd wrzeciona o du-żych otworach odbywa sięprzy pomocy koła zębate-go i wieńca o zębach pro-stych lub daszkowych (por.rys- 45 i 46).
L u n e t y podpiera, j ąc cswobodny koniec wierco-nego przedmiotu o gład-kiej (toczonej) powierzch-ni mają wkładki nierucho-me, wykonane ze stali,mosiądzu, brązu luib twar-dego drzewa, lub też, dozmniejszenia tarcia, rol-ki stalowe. Przedmioty
conego końca prziedimiotu. Długie wały podpierasię prócz tego kilfcoima podpórkami S-, (1 do 3),ustawionymi na łożu w sposób przesuwny. Koniecwału wiertniczego stałego zakleszcza się w .suporciewiertniczym Sl t wał obracający się otrzymuje łoży-ska w prowadnicy, podstawkach i suporcie wiertni-czym. Części te otrzymują wymienne wkładki, lubpatrwie, odpowiednio dio średnicy wału, zależnej odśrednicy otworu wierconego i rodzaju wiertła.
Przy wierceniu „ciągnionym" wiórem potrzebnajest, jak już wiadomo, jeszcze jedna prowadnica,z lewej strony głowicy wiertarki (S4, por. rys. 47,48 i 54).
W celu umożliwienia wytaczania otworów stoż-kowych, podpórki wału i prowadnice są przesuwa-
4
Rys. 48. Wytaczarka typu 1. (Craven); do otworów od 90 do 152 mm 0 i 5 m dłu-gich; W—wał wiertniczy; O—skrzynka posuwów; B—ręczne przesuwanie suportu
Sj) D — maszynowe przesuwanie Sj;linne litery jak — rys. 47.
o surowej powierzchni lub niesymetryczne, osadzasię w lunetach pierścieniowych, w których pi&rścieriustawiony na przedmiocie przy pomocy śrub ustala-jących nieruchomo , toczy się wewnątrz łoża stałegolub rolkowego lunety.
ne na swych podstawach, prostopadle do osi wier-tarki Irys. 47 i 55),
Potrzebne do rozpoczęcia wiercenia d o d a t k o -we s u p o r t y proste lub krzyżowe, bywają połą-czone z prowadnicami przednimi i tylnymi, lub też
W a ł y w i e r t n i c z e , wewnątrz puste, otrzy- oddzielnie od nich są ustawiane na łożu (por. S:,mują możliwie największą średnicę, dopuszczalną rys. 55 i 72).
70 1938 — PRZEGLĄD TECHNICZNY
Do przesuwania wzdłuż długiego łoża wspomnia-nych suportów, prowadnic, oraz suportów z wałemwiertniczym, przewidziany jest specjalny silnik doprzyspieszonego ruchu tych. części. Na krótkich ło-żach wystarcza przesuwanie odręki, przy pomocykorby, kółka zębatego i zębatki na łożu. Opróczsilnika do manipulowania elementami, podtrzymu-jącymi wał wiertniczy na długich łożach, chętnieużywana jest suwnica, przewidziana do obsługiwiertarki.
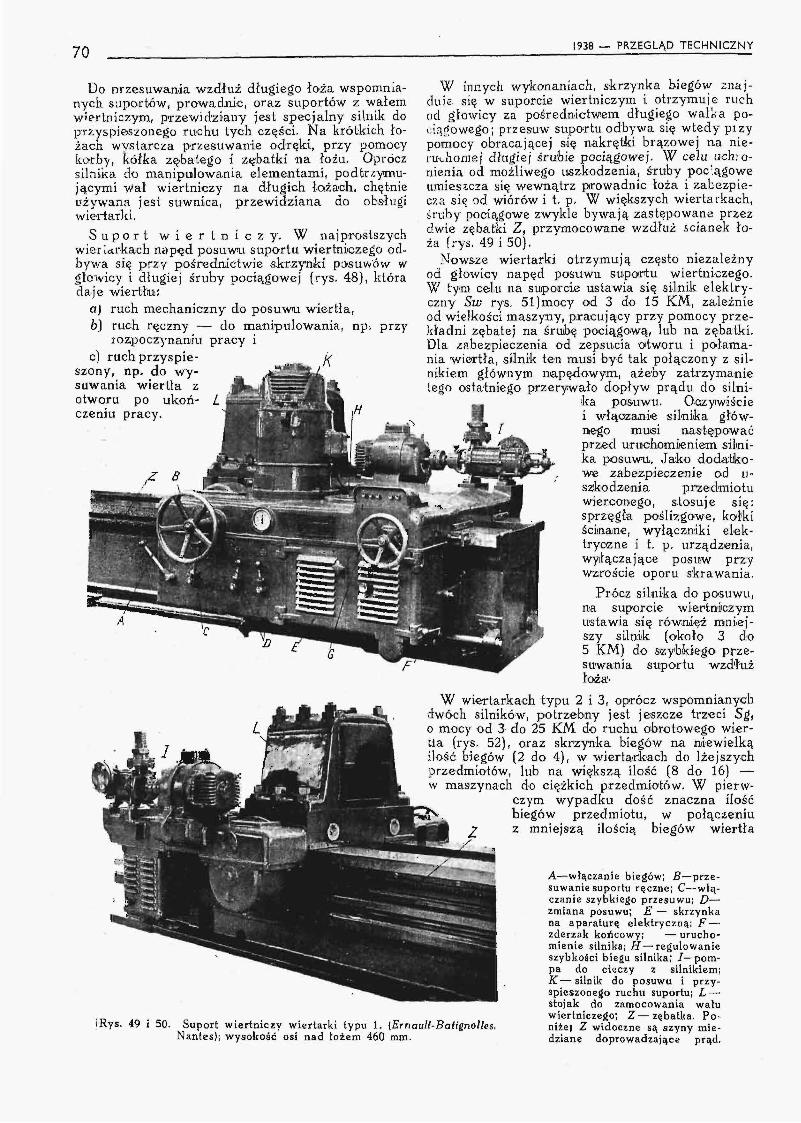
S u p o r t w i e r t n i c z y . W najprostszychwisr Idrkach napęd posuwu suportu wiertniczego od-bywa się przy pośrednictwie skrzynki posuwów wgłowicy i długiej śruby pociągowej (rys. 48), któradaje wiertłu:
a) ruch mechaniczny do posuwu wiertła,b) ruch ręczny — do manipulowania, np-. przy
rozpoczynaniu pracy ic) ruch przyspie-
szony, np. do wy-suwania wiertła zotworu po ukoń- L gczeniu pracy.
F
i Rys. 49 i 50. Suport wiertniczy wiertarki typu 1. (Ernault-Batignolles,Nantes); wysokość osi nad łożem 460 mm.
W innych wykonaniach, skrzynka biegów znaj-duje się w suporcie wiertniczym i otrzymuje ruchod głowicy za pośrednictwem długiego wałka po-ciągowego; przesuw suportu odbywa się wtedy pizypomocy obracającej się nakrętki brązowej na nie-ruchomej długiej śrubie pociągowej. W celu uchro-nienia od możliwego uszkodzenia, śruby pociągoweumieszcza się wewnątrz prowadnic łoża i zabezpie-cza się od wiórów i t. p. W większych wiertarkach,śruby pociągowe zwykle bywają zastępowane przezdwie zębatki Z, przymocowane wzdłuż ścianek ło-ża (rys, 49 i 50).
Nowsze wiertarki otrzymują często niezależnyod głowicy napęd posuwu suportu wiertniczego.W tym celu na suporcie ustawia się silnik elektry-czny Sw rys, 51) mocy od 3 do 15 KM, zależnieod wielkości maszyny, pracujący przy pomocy prze-kładni zębatej na śrubę pociągową, lub na zębatki.Dla zabezpieczenia od zepsucia otworu i połama-nia wiertła, silnik ten musi być tak połączony z sil-nikiem głównym napędowym, ażeby zatrzymanietego ostatniego przerywało dopływ prądu do silni-
ka posuwu. Oczywiściei włączanie silnika głów-nego musi następowaćprzed uruchomieniem silni-ka posuwu. Jako dodatko-we zabezpieczenie od u-szkodzenia przedmiotuwierconego, stosuj e s ię:sprzęgła poślizgowe, kołkiścinane, wyłączniki elek-tryczne i t. p. urządzenia,wyłączające posuw przywzroście oporu skrawania.
Prócz silnika do posuwu,na suporcie wiertniczymustawia się również mniej-szy silnik (około 3 do5 KM) do szybkiego prze-suwania suportu wzdłużłoża1'
W wiertarkach typu 2 i 3, oprócz wspomnianychdwóch silników, potrzebny jest jeszcze trzeci Sg,o mocy od 3 do 25 KM do ruchu obrotowego wier-tła (rys. 52), oraz skrzynka biegów na niewielkąilość biegów (2 do 4), w wiertarkach do lżejszychprzedmiotów, lub na większą ilość (8 do 16) —w maszynach do ciężkich przedmiotów. W pierw-
czym wypadku dość znaczna ilośćbiegów przedmiotu, w połączeniuz mniejszą ilością biegów wiertła
A—włączanie biegów; B—prze-suwanie suportu ręczne; C—włą-czanie szybkiego przesuwu; D—zmiana posuwu; E — skrzynkana aparaturę elektryczną: F—zderzak końcowy; — urucho-mienie silnika; H—regulowanieszybkości biegu silnika; /—pom-pa do cieczy z silnikiem;K— silnik do posuwu i przy-spieszonego ruchu suportu; L —stojak do zamocowania wałuwiertniczego; Z—zębatka. Po-niżę) Z widoczne są szyny mie-dziane doprowadzające prąd.
PRZEGLĄD TECHNICZNY — 1938 71
wystarcza do o/trzymania potrzebnej szybkościskrawania, w drugim zaś — potrzebny jest więk-szy wylbóir prędkości wiertła, ażeby w związkuze stosunkowo małą ilością obrotów ciężkiego
maga urządzenia drugiej śruby pociągowej E--(rys. 41 h), względnie, o ile przesuwanie będziesię odbywało tylko ręcznie — korby, kółka zębategoF i zębatki wzdłuż łoża A (rys. 57). Podczas wier-
przedmiotu, można było otrzymać potrzebne szyb- ct-nia łoże górne B należy unieruchomić śrubami nakości skrawania, nawet przy wierceniu otworówo niewielkich średnicach (por. część 5 przykład m].
I
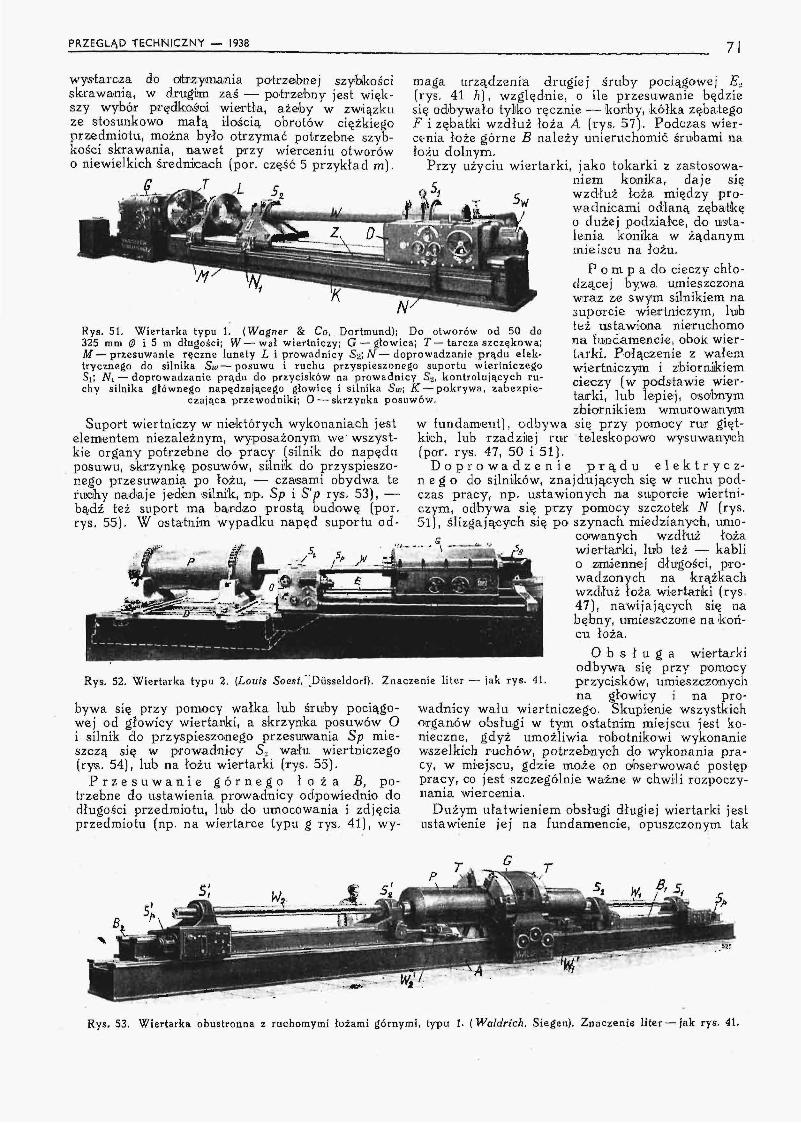
Rys. 51. Wiertarka typu 1. (Wagner & Co, Dortmund); Do otworów od 50 do325 mm 0 i 5 m długości; W—wał wiertniczy; G — głowica; T—tarcza szczękowa;M—-przesuwanie ręczne lunety L i prowadnicy Sg; N—doprowadzanie prądu elek-trycznego do silnika Sw—posuwu i ruchu przyspieszonego suportu wiertniczegoS\\ Ni — doprowadzanie prądu do przycisków na prowadnicy St>, kontrolujących ru-chy silnika głównego napędzającego głowicę i silnika Sw; K — pokrywa, zabezpie-
czająca przewodniki; O — skrzynka posuwów.
Suport wiertniczy w niektórych wykonaniach jestelementem niezależnym, wyposażonym we wszyst-kie organy potrzebne do pracy (silnik do napęduposuwu, skrzynkę posuwów, silnik do przyspieszo-nego przesuwania po łożu, — czasami obydwa teruchy nadaje jeden silnik, np. Sp i S'p rys. 53), —bądź też suport ma bardzo prostą budowę (por.rys. 55). W ostatnim wypadku napęd suportu od-
Rys. 52. Wiertarka typu 2. {Louis Soest, HDiisseldorf). Znaczenie liter — jak rys. 41.
bywa się przy pomocy wałka lub śruby pociągo-wej od głowicy wiertarki, a skrzynka posuwów Oi silnik do przyspieszonego przesuwania Sp mie-szczą się w prowadnicy Sa wału wiertniczego(rys. 54), lub na łożu wiertarki (rys. 55).
P r z e s u w a n i e g ó r n e g o ł o ż a B, po-trzebne do ustawienia prowadnicy odpowiednio dodługości przedmiotu, lub do umocowania i zdjęciaprzedmiotu (np. na wiertarce typu g rys. 41), wy-
łożu dolnym.Przy użyciu wiertarki, jako tokarki z zastosowa-
niem kornika, daje sięwzdłuż łoża między pro-wadnicami odlaną zębatkęo dużej podziałce, do usta-lenia konika w żądanymmieiscu na łożu.
P o m p a d o cieczy chło-dzącej bywa umieszczonaWiraż ze swym silnikiem nasuporcie wiertniczym, lubteż ustawiona nieruchomona fundamencie, obok wier-tarki. Połączenie z wałemwiertniczym i zbiornikiemcieczy (w podstawie wier-tarki, lub lepiej, osobnymzbiornikiem wmurowanym
w fundament), odbywa się przy pomocy rur gięt-kich, lub rzadzilej rur teleskopowo wysuwanych(por. rys. 47, 50 i 51).
D o p r o w a d z e n i e p r ą d u e l e k t r y c z -n e g o do silników, znajdujących się w ruchu pod-czas pracy, np. ustawionych na suporcie wiertni-czym, odbywa się przy pomocy szczotek IV (rys,51), ślizgających się po szynach miedzianych, umo-
cowanych wzdłuż łożawiertarki, lub też — kablio zmiennej długości, pro-wadzonych na krążkachwzdłuż łoża wiertarki (rys.47), nawijających się nabębny, umieszczone na koń-cu łoża.
O b s ł u g a wiertarkiodbywa się przy pomocyprzycisków, umieszczonychna głowicy i na pro-
wadnicy wału wiertniczego. Skupienie wszystkichorganów obsługi w tym ostatnim miejscu jest ko-nieczne, gdyż umożliwia robotnikowi wykonaniewszelkich ruchów, potrzebnych do wykonania pra-cy, w miejscu, gdzie może on obserwować postęppracy, co jest szczególnie ważne w chwili rozpoczy-nania wiercenia.
Dużym ułatwieniem obsługi długiej wiertarki jestustawienie jej na fundamencie, opuszczonym tak
s;
Rys. 53. Wiertarka obustronna z ruchomymi łożami górnymi, typu 1. (Waldrich, Siegen). Znaczenie liter — jak rys. 41.
72 1938 — PRZEGLĄD TECHNICZNA
nisko, że prowadnice łoża znajdują się prawie wpoziomie podłogi warsztatu.
Specjalnej uwagi wymaga sprawa ustawienia nafundamencie długich wiertarek poziomych, gdyż
5,
5* O'-
sja lub — olej), dostarczanym pod ciśnieniemprzez specjalną pompę, poruszaną przez silnikelektryczny mocy od 1 do 12 KM, przez wydrą-żony wał wiertniczy i otwory w wiertle, lub jegoobsadzie. Ciśnienie ciecizy zależy od głębokościotworu i łatwości usuwania wiórów (budowa wier-
tła i jego obsady) i wynosiod 3 do 15 at, w rzadkichwypadkach nawet znaczniewięcej. Pompę oblicza się nawydajność cieczy od 80 do250 l/min, w 'zależności) ódwielkości wiertarki. Pompawyposażona jest w zawór bez-pieczeństwa i manometr. Ob-serwacja zmiany ciśnieniacieczy daje ważne wskazówki
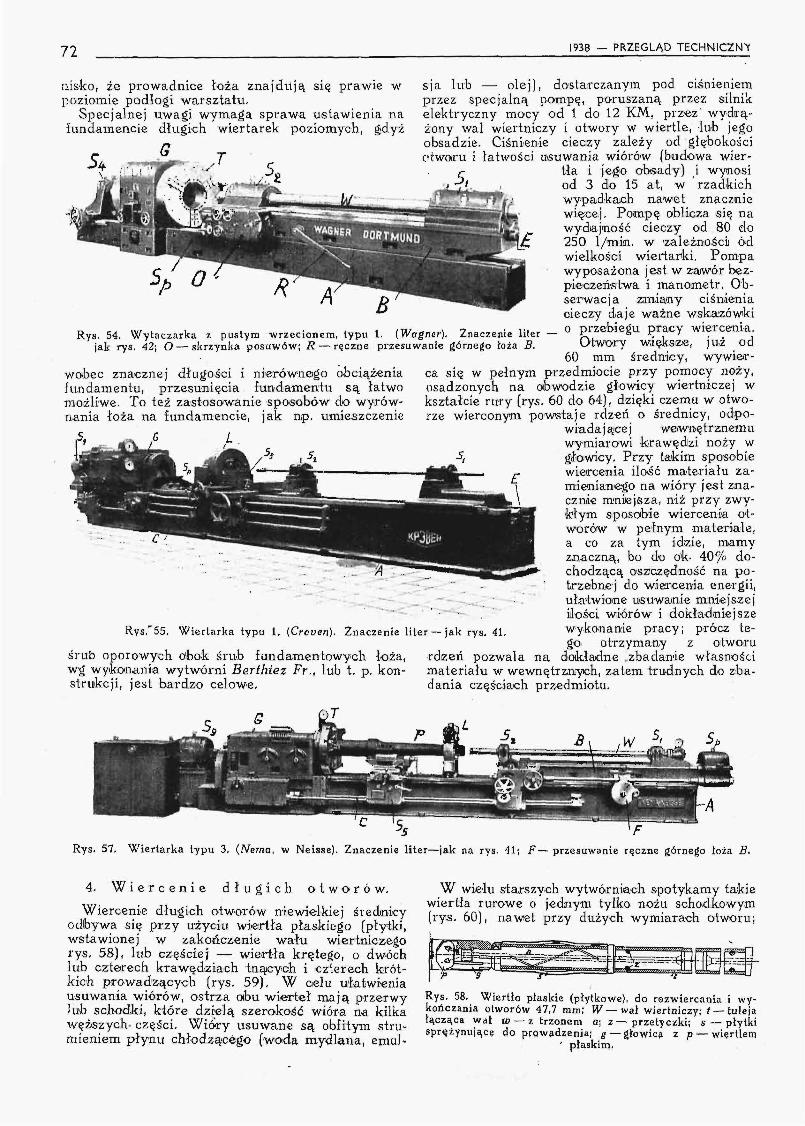
Rys. 54. Wytaczarka z pustyń, wrzecionem, typu 1. (Wagner). Znaczenie liter - ° przebiegu pracy wiercenia,jak rys. 42; O—skrzynka posuwów; R — ręczne przesuwanie górnego łoża B. Utwory Wiięteze, ]UZ Od
60 mm średnicy, wywier-ca się w pełnym przedmiocie przy pomocy noży,osadzonych na obwodzie głowicy wiertniczej wkształcie rury (rys. 60 do 64), dzięki czemu w otwo-rze wierconym powstaje rdzeń o średnicy, odpo-
wiadającej wewnętrznemu1 iTffn "J\Ji --ni ' wymiarowi krawędzi noży w{•§M tŁ. d t J f l ^ / s i 52 Ą gfowicy. Przy takim sposobie
wiercenia ilość materiału za-mienianego na wióry jest zna-cznie mniejsza, niż przy zwy-kłym sposobie wiercenia ot-worów w pełnym materiale,a co za tym idzie, mamyznaczną, bo do ok. 40% do-chodzącą oszczędność na po-trzebniej do wiercenia energii,ułatwione usuwanie mniejszejilości wiórów i dokładniejsze
RVs."55. Wiertarka typu 1. (Crcven). Znaczenie liter - jak rys. 41. wykonanie pracy; prócz te-go otrzymany z otworu
śrub oporowych ofcok śrub fundamentowych łoża, rdzeń pozwala na dokładne „zbadanie własnościwg wykonania wytwórni Berłhiez Fr., lub t. p. kon- materiału w wewnętrznych, zatem trudnych do zba-strukcji, jest bardzo celowe, dania częściach przedmiotu.
wobec znacznej długości i nierówneigo obciążeniafundamentu, przesunięcia fundamentu są łatwomożliwe. To też zastosowanie sposobów do wyrów-nania łoża na fundamencie, jak np, umieszczenie
£
Rys, 57. Wiertarka typu 3. (Nema, w Neisse). Znaczenie liter—jak na rys. 41; F— przesuwanie ręczne górnego łoża B
4. W i e r c e n i e d ł u g i c h o t w o r ó w .
Wiercenie długich otworów niewielkiej średnicyodlbywa się przy użyciu wiertła płaskiego (płytki,wstawionej w zakończenie wału wiertniczegorys. 58), lub częściej — wiertła krętego, o dwóchlub czterech krawędziach tnących i czterech krót-kich prowadzących (rys. 59). W celu ułatwieniausuwania wiórów, ostrza oibu wierteł mają przerwyJub schodki, które dzielą szerokość wióra na kilkawęższych- części. Wióry usuwane są obfitym stru-mieniem płynu chłodzącego (woda mydlana, emu]-
W wielu starszych wytwórniach spotykamy takiewiertła rurowe o jednym tylko nożu schodkowym(rys. 60), nawet przy dużych wymiarach otworu;
Rys. 58. Wiertło płaskie (płytkowe), do rozwiercania i wy-kończania otworów 47,7 mm; W—wał wiertniczy; / — tulejałącząca wał w — z trzonem a; z — przetyczki; s — płytkisprężynujące doprowadzenia; g — głowica z p — wiertłem
' płaskim.
PRZEGLĄD TECHNICZNY — 1938 73
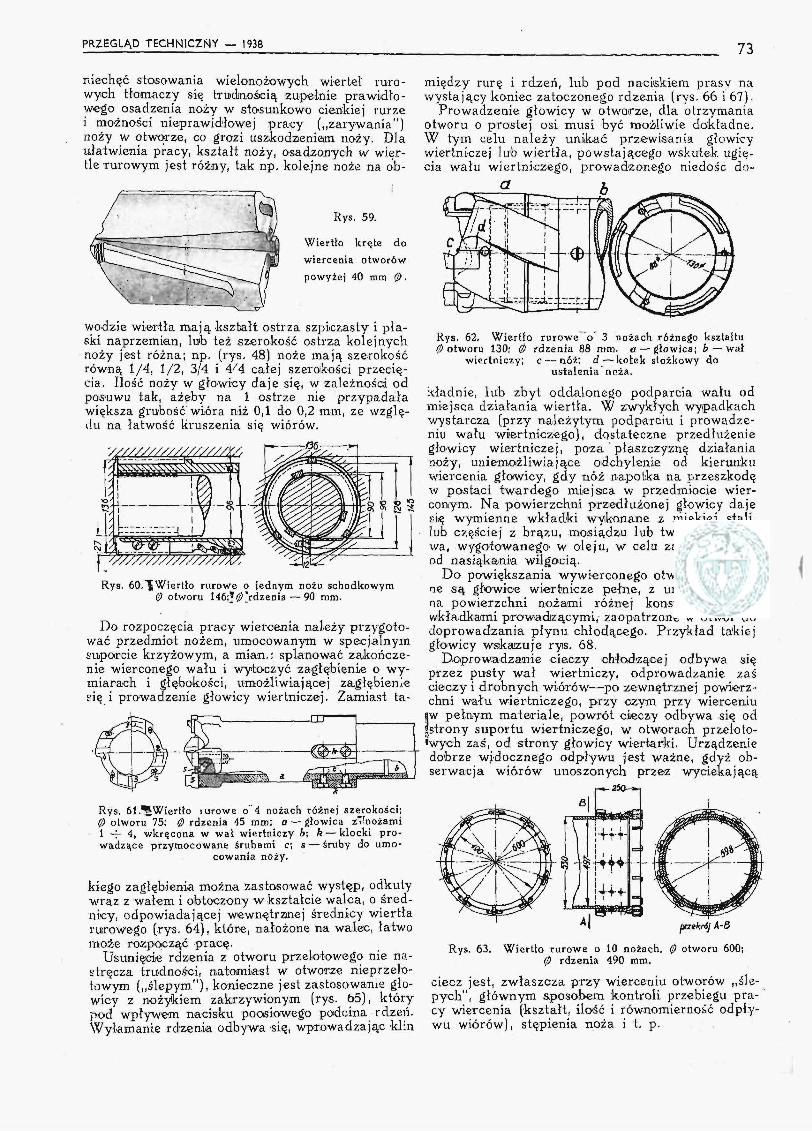
niechęć stosowania wielonożowych wierteł ruro-wych tłotnaczy się trudnością zupełnie prawidło-wego osadzenia noży w stosunkowo cienkiej rurzei możności nieprawidłowej pracy {„zarywania")noży w otworze, co grozi uszkodzeniem noży. Dlaułatwienia pracy, kształt noży, osadzonych w wier-tle rurowym jest różny, tak np. kolejne noże na ob-
Rys. 59.
Wiertło kręte dowiercenia otworówpowyżej 40 mm 0.
wodzie wiertła mają kształt ostrza szpiczasty i pła-ski naprzemian, lub też .szerokość ostrza kolejnychnoży jest różna; np. (rys. 48) noże mają szerokośćrówną 1/4, 1/2, 3/4 i 4/4 całej szerokości przecię-cia. Ilość noży w głowicy daje się, w zależności odposuwu tak, ażeby na 1 ostrze nie przypadaławiększa grubość wióra niż 0,1 do 0,2 mm, ze wzglę-du na łatwość kruszenia się wiórów.
między rurę i rdzeń, lub pod naciskiem prasy nawystający koniec zatoczonego rdzenia (rys. 66 i 67).
Prowadzenie głowicy w otworze, dla otrzymaniaotworu o prostej osi musi być możliwie dokładne.W tym celu należy unikać przewisania głowicywiertniczej lub wiertła, powstającego wskutek ugię-cia wału wiertniczego, prowadzonego niedośc do-
Rys, 60."^Wiertło rurowe o jednym nożu schodkowym0 otworu 146; 0 "rdzenia—90 mm.
Do rozpoczęcia pracy wiercenia należy przygoto-wać przedmiot nożem, umocowanym w specjalnymsuparcie krzyżowym, a mian.; splanować zakończe-nie wierconego wału i wytoczyć zagłębienie o wy-miarach i głębokości, umożliwiającej zagłębieniesię i prowadzenie głowicy wiertnicze]'. Zamiast ta-
Rys. 61.^Wiertło mrowe o 4 nożach różnej szerokości;0 otworu 75; 0 rdzenia 45 mm; a — głowica z"fnożami1 -r 4, wkręcona w wał wiertniczy 6; k — klocki pro-wadzące przymocowane śrubami c; s — śruby do umo-
cowania noży.
kiego zagłębienia można zastosować występ, odkutywraz z wałem i obtoczony w kształcie walca, o śred-nicy, odpowiadającej wewnętrzinej średnicy wiertłarurowego (rys. 64), które, nałożone na walec, łatwomoże rozpocząć pracę.
Usunięcie rdzenia z otworu przelotowego nie na-stręcza trudności, natomiast w otworze nieprzelo-towym („ślepym"), konieczne jest zastosowanie gło-wicy z nożykiem zakrzywionym (rys. 65), którypod wpływem nacisku poosiowego podcina-rdzeń.Wyłamanie rdzenia odbywa się, wprowadzając klin
Rys. 62. Wiertło rurowe o 3 nożach różnego kształtu0 otworu 130; 0 rdzenia 88 mm. o — głowica; b — wał
wiertniczy; c — nóż; d — kotek stożkowy doustalenia noża.
kładnie, lub zbyt oddalonego podparcia wału odmiejsca działania wiertła. W zwykłych wypadkachwystarcza (przy należytym podparciu i prowadze-niu wału wiertniczego), dostateczne przedłużeniegłowicy wiertniczej, poza płaszczyznę działanianoży, uniemożliwiające odchylenie od kierunkuwiercenia głowicy, gdy nóż napotka na przeszkodęw postaci twardego miejsca w przedmiocie wier-conym. Na powierzchni przedłużonej głowicy dajesię wymienne wkładki wykonane z miękiej stali,lub częściej z brązu, mosiądzu lub twardego drze-wa, wygotowanego' w oleju, w celu zabezpieczeniaod nasiąkania wilgocią.
Do powiększania wywierconego otworu stosowa-ne są głowice wiertnicze pełne, z umieszczonymina powierzchni nożami różnej konstrukcji, orazwkładkami prowadzącymi,- zaopatrzone w otwór dodoprowadzania płynu chłodącego. Przykład takiejgłowicy wskazuje ryis. 68.
Doprowadzanie cieczy chłodzącej odbywa sięprzez pusty wał wiertniczy, odprowadzanie zaścieczy i drobnych wiórów—po zewnętrznej powierz-chni wału wiertniczego, przy czym przy wierceniu
iw pełnym materiale, powrót cieczy odbywa się od•strony suportu wiertniczego, w otworach przeloto-•wych zaś, od strony głowicy wiertarki, Urządzeniedobrze widocznego odpływu jest ważne, gdyż ob-serwacja wiórów unoszonych przez wyciekającą
patkrój A-3
Rys. 63. Wiertło rurowe o 10 nożach, 0 otworu 600;0 rdzenia 490 mm.
ciecz jest, zwłaszcza przy wierceniu otworów ,,śle-pych", głównym sposobem kontroli przebiegu pra-cy wiercenia (kształt, ilość i równomierność odpły-wu wiórów), stępienia noża i t. p.
74 1938 — PRZEGLĄD TECHNICZNY
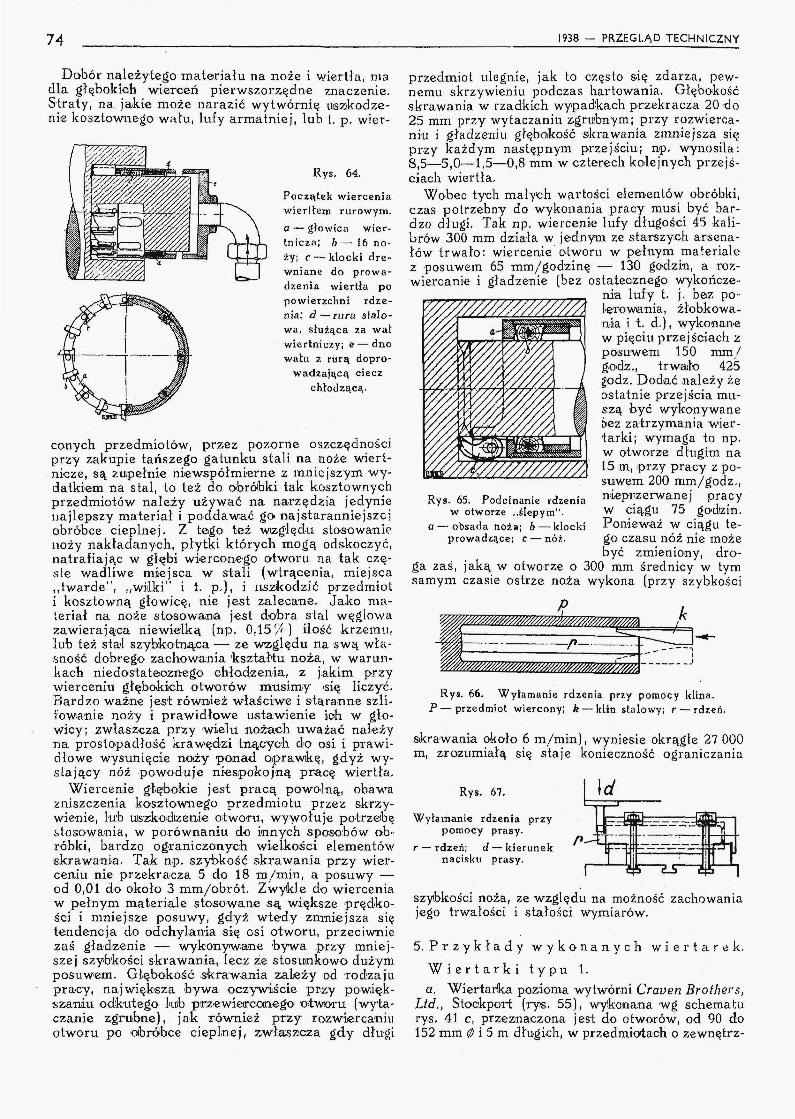
Dobór należytego materiału na noże i wiertła, madla głębokich wierceń pierwszorzędne znaczenie.Straty, na jakie może narazić wytwórnię uszkodze-nie kosztownego wału, lufy armatniej, lub t. p. wier-
Rys. 64.
Początek wierceniawiertłem rurowym,o — głowica wier-tnicza; 6 — 16 no-ży; c — klocki dre-wniane do prowa-dzenia wiertła popowierzchni rdze-nia; d — rura stalo-wa, służąca za wałwiertniczy; e — dnowału z rurą dopro-
wadzającą cieczchłodzącą.
conych przedmiotów, przez pozorne oszczędnościprzy zakupie tańszego gatunku stali na noże wiert-nicze, są zupełnie niewspółmierne z mniejszym wy-datkiem na stal, to też do obróbki tak kosztownychprzedmiotów należy używać na narzędzia jedynienajlepszy materiał i poddawać go najstaranniejszejobróbce cieplnej. Z tego też względu stosowanienoży nakładanych, płytki których mogą odskoczyć,natrafiając w głębi wierconego otworu na tak czę-ste wadliwe miejsca w stali (wtrącenia, miejsca„twarde", „wilki" i t, p.), i uszkodzić przedmioti kosztowną głowicę, nie jest zalecane. Jako ma-teriał na noże stosowana jest dobra stal węglowazawierająca niewielką (np. 0,15%] ilość krzemu,lub też stal szybkotnąca — ze względu na swą wła-sność dobrego zachowania 'kształtu noża, w warun-kach niedostatecznego chłodzenia, z jakim przywierceniu głębokich otworów musimy się liczyć.Bardzo ważne jest również właściwe i staranne szli-fowanie noży i prawidłowe ustawienie ich w gło-wicy; zwłaszcza przy wielu nożach uważać należyna prostopadłość krawędzi tnących do osi i prawi-dłowe wysunięcie noży ponad oprawkę, gdyż wy-slający nóż powoduje niespokojną pracę wiertła.
Wiercenie głębokie jest pracą powolną, obawazniszczenia kosztownego przedmiotu przez skrzy-wienie, lub uiszfcodizenie otworu, wywołuje potrzebęstosowania, w porównaniu do innych sposobów ob-róbki, bardzo ograniczonych wielkości elementówskrawania. Tak np. szybkość skrawania przy wier-ceniu nie przekracza 5 do 18 m/min, a posuwy —od 0,01 do około 3 mm/obrót. Zwykle do wierceniaw pełnym materiale stosowane są większe prędko-ści i mniejsze posuwy, gdyż wtedy zmniejsza siętendencja do odchylania się osi otworu, przeciwniezaś gładzenie — wykonywane bywa ,przy mniej-szej szybkości skrawania, lecz ze stosunkowo dużymposuwem. Głębokość skrawania zależy od rodzajupracy, największa bywa oczywiście pr<&y powięk-szaniu odkutego loitb porziewiercoinego otworu (wyta-czanie zgrubne), jak również przy rozwiercaniuotworu po obróbce cieplnej, zwłaszcza gdy długi
przedmiot ulegnie, jak to często się zdarza, pew-nemu skrzywieniu podczas hartowania. Głębokośćskrawania w rzadkich wypadkach przekracza 20 do25 mm przy wytaczaniu zgrubnym; przy rozwierca-niu i gładzeniu głębokość skrawania zmniejsza sięprzy każdym następnym przejściu; np. wynosiła:8,5—5,0—1,5—0,8 mm w czterech kolejnych przejś-ciach wiertła.
Wobec tych małych wartości elementów obróbki,czas potrzebny do wykonania pracy musi być bar-dzo długi. Tak np, wiercenie lufy długości 45 kali-brów 300 mm działa w jednym ze starszych arsena-łów trwało: wiercenie otworu w pełnym materialez posuwem 65 mm/godzinę — 130 godzin, a roz-wiercanie i gładzenie (bez ostatecznego wykończe-
nia lufy t, j . beiz po-lerowania, żłobkowa-nia i t. d.), wykonanew pięciu przejściach zposuwem 150 mm/gO'dz,, trwało 425godz. Dodać należy żeDstatnie przejścia mu-szą być wykonywanefrez zatrzymania wier-tarki; wymaga to np,w otworze długim na15 m, przy pracy z po-suwem 200 mm/godz.,nieprzerwanej pracyw ciągu 75 godzin.Ponieważ w ciągu te-go czasu nóż nie możebyć zmieniony, dro-
ga zaś, jaką w otworze o 300 mm średnicy w tymsamym czasie ostrze noża wykona (przy szybkości
_ _ _ f _ _ L
Rys. 65. Podcinanie rdzeniaw otworze ..ślepym".
a — obsada noża; 6 — klockiprowadzącej c — nóż.
/ • » _
Rys. 66. Wyłamanie rdzenia przy pomocy klina.P—przedmiot wiercony; k — klin stalowy; r — rdzeń.
skrawania około 6 m/min), wyniesie okrągłe 27 000m, zrozumiałą się staje konieczność ograniczania
Rys. 67.
Wyłamanie rdzenia przypomocy prasy.
r — rdzeń; d — kieruneknacisku prasy.
szybkości noża, ze względu na możność zachowaniajego trwałości i stałości wymiarów.
5. P r z y k ł a d y w y k o n a n y c h w i e r t a r e k .W i e r t a r k i t y p u 1.a. Wiertarka pozioma wytwórni Crauen Brothers,
Ltd., Stockport (rys. 55), wykonana wg schematurys. 41 c, przeznaczona jest do otworów, od 90 do152 mm 0 i 5 rn długich, w przedmiotach o zewnętrz-

PRZEGLĄD TECHNICZNY — 1938 75
nej średnicy 254 mm. Głowica G, napędzana przezsilnik 15 KM (n — 950 obr./min) ma koła zębateprzesuwne dla 8 biegów wrzeciona od 15 do 181na min. i wały na łożyskach kulkowych i wałko-
Rys. 68. Narzędzia do wykończania otworu. B — wier-tło do gładzenia 0 199,7 mm o 2 nożach i 4 klockachprowadzących; B — rozwiertak o 0 200 mm ze wsta-wianymi zębami i 3 klockami prowadzącymi. Strzałki
wskazują przepływ cieczy.
wych. Suport wiertniczy 'bardzo prostej budowy,otrzymuje posuw przez skrzynkę posuwów z kołamizębatymi hartowanymi przesuwnymi, umieszczonąprzy głowicy, przekładnię ślimakową i długą śrubępociągową wewnątrz łoża. Wszystkie koła zębatepracują w hermetycznie zamkniętych skrzynkachw kąpieli oliwy, łożyska zaś wrzeciona otrzymująsmar pod ciśnieniem ze specjalnej pompki. Do włą-czania posuwów w ilości 8, od 0,07 do 3,17 m<m/obr.,służy mechanizm z opadającym ślimakiem; do włą-czania szybkiego przesuwania wiertła (3 m/min.),przewidziane jest sprzęgło cierne.
Wszystkie ruchy suportu Su t. ')• zarówno napędśruby pociągowej mechaniczny, jak i ręczny i przy-spieszony ruch suportu, kierowane są ze stanowiskaroboczego przy prowadnicy S2 wału wiertniczego,jak również i obsługa suportu krzyżowego S-,, doprzygotowania otworu w przedmiocie dla głowicywiertniczej, umieszczonego* na łożu między pro-wadnicą S._, i lunetą L. Pompa z kółkami zębatymiporuszana elektrycznie, dostarcza ciecz chłodzącądo wiertła pirzez rury giętkie i pusty wał wiertniczy.
Wysokość osi nad łożem h — 305 mm, długośćłoża — 13,24 m; ciężar wiertarki — 15,25 t. *).
b. Wiertarka tejże wytwórni, wykonana z podob-nych elementów, do wiercenia i roz wierć ania otwo-rów tej samej wielkości (152 mm 0 i 5 m dług.),sposobem zwykłym lub ,.ciągnionym" według sche-matu rys. 42 k, ma napęd głowicy od silnika 10 KM(n = 1400), 8 biegów wrzeciona od 1,7 do 41; 6 po-suwów w obu kierunkach od 0,1 do 1,4 mm/dbr.i szybkie przesuwanie suportu S, (rys. 48) — 3m/min od silnika mocy 3 KM. Pompa o kółkachzębatych napędzana przez silnik mocy 2 KM do-starcza ciecz chłodzącą pod ciśnieniem 10 do 12 at.
Wysokość h — 406 mm, długość łoża około 12 m;ciężar —• 15,75 t.
c. Wiertarka fabryki Rheinmetall-Borsig A. G.,w Diisseldorfie, wykonana wg schematu rys. 41 b,ma h = 500 mm i wierci otwory do 300 mm 0 i 3 mdługie. Napęd głowicy G odbywa się od silnikamocy 16/20 KM, który daje 6 prędkości: od 2 do60 na min, lub od 2,7 do 79, przedmiotowi P. Su-port wiertniczy Sj jest zupełnie niezależny od gło-wicy, gdyż ma niezależny napęd poisuwu od silnikamocy 5 KM, który działając na d"wie zębatki, umie-szczone pod łożem przy pomocy skrzynki posuwówi kół zębatych, daje posuwy od 0,66 do 25 mm/mini przyspieszony ruch wału wiertniczego — 2 m/min.Pompa odśrodkowa napędzana przez silnik elek-tryczny 10 KM daje 220 l/min cieczy chłodzącejpod ciśnieniem 7 at.
d. Rys. 69 przedstawia podwójną wiertarkę wy-robu Berthiez Freres, S, A., Paris-Lille, wg sche-matu rys. 42 q, do rozwiercania sposobem zwykłymi „ciągnionym" otworów do 250 mm 0 i 9 m długości.Składa się ona z dwóch niezależnych wiertarek nawspólnym łożu A. Takie urządzenie ma na celuoszczędność miejsca i ułatwienie obsługi i kontrolipracy dwóch jednocześnie wierconych przedmiotówprzez jednego człowieka. Na rysunku są widocznepuste głowice G i G, i lunety L i L, do umocowa-nia wierconego przedmiotu, prowadnice S2, suportywiertnicze S, i S\ z silnikami do przesuwania szyb-kiego suportów Sp i t'p wreszcie wały pociągoweC i C, do przenoszenia ruchu od skrzynki posu-wów przy głowicach za pośrednictwem kół zęba-tych na śruby pociągowe E i Ex.
e. Wielka wiertarka i wytaczarka, zbudowanaprzez Crauen Brothers, pokazana j'©st na rys. 70i 71 (głowica i puste wrzeciono — na rys, 45 i 46).Typ — wg schematu rys. 42 m, zakres pracy: przed-mioty o średnicy zewnętrznej do 1800 mm (np. wal-czaki kute kotłów parowych wysokiego ciśnienia
*) Wszystkie ciężary nie zawierają wyposażenia elektrycz-nego i narzędzi (wałów wiertniczych i t, p.).
Rys. 69. Wytaczarka podwójna do otworów 250 mm 0i 9m długich (Berthiez). Znaczenie liter — p. rys. 41 i 42.
i t. p.) i do 30,5 m długie, o ciężarze do 120 t. Wy-miary tej ogromnej maszy.ny są nast : /i=1300 mm,długość i szerokość łoża dolnego A — 40 i 1,7 m,a łoża D, stojącego na podwyższonym fundamencie
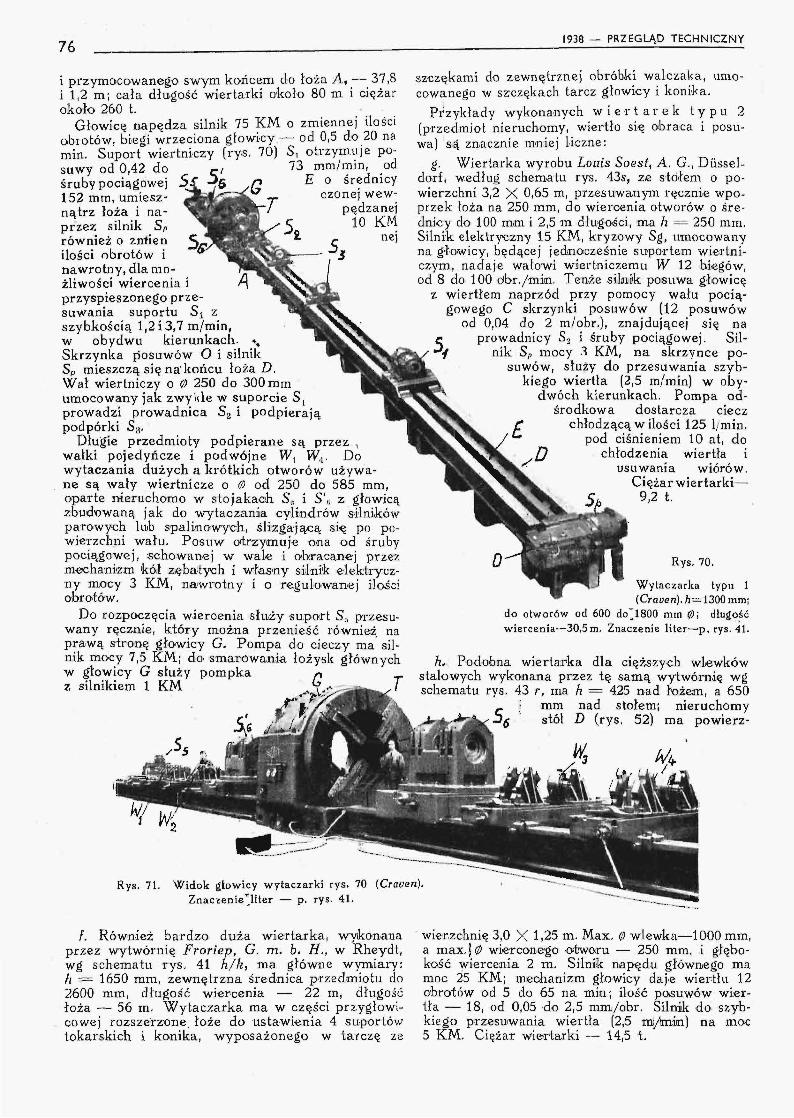
76 1938 — PRZEGLĄD TECHNICZNY
otrzymuje po-73 mm/min, od
E o średnicyczonej wew-
pędzanej10 KM
nej
i przymocowanego swym końcem do łoża A, — 37,8i 1,2 m; cała długość wiertarki około 80 m i ciężarokoło 260 t. •
Głowicę napędza silnik 75 KM o zmiennej ilościobiotów, biegi wrzeciona głowicy.— od 0,5 do 20 namin. Suport wiertniczy (rys. 70)suwy od 0,42 dośruby pociągowej152 mm, umiesz-nątrz łoża i na-przez silnik SPrównież o zntienilości obrotów inawrotny, dla mo-żliwości wiercenia iprzyspieszonego prze-suwania suportu Sj zszybkością 1,2 i 3,7 m/min,w obydwu kierunkach. \Skrzynka posuwów O i silnikSP mieszczą się na końcu łoża Z).Wał wiertniczy o 0 250 do 300 mmumocowany jak zwykle w suporcie Sjprowadzi prowadnica S2 i podpierająpodpórki S^.
Długie przedmioty podpierane są przez .,wałki pojedyncze i podwójne W, W4. Dowytaczania dużych a krótkich otworów używa-ne są wały wiertnicze o 0 od 250 do 585 mm,oparte nieruchomo w stojakach S„ i S'n z, głowicązbudowaną jak do wytaczania cylindrów silnikówparowych luib spalinowych, ślizgającą się po po-wierzchni wału. Posuw otrzymuje oina od śrubypociągowej, schowanej w wale i obracanej przezmechanizm kół zębatych i własny silnik elektrycz-ny mocy 3 KM, nawrotny i o regulowanej ilościobrotów.
Do rozpoczęcia wiercenia służy suport Sr, przesu-wany ręcznie, który można przenieść również naprawą stronę głowicy G. Pompa do cieczy ma sil-nik mocy 7,5 KM; do smarowania łożysk głównychw głowicy G służy pompka n
szczękami do zewnętrznej obróbki walczaka, umo-cowanego w szczękach tarcz głowicy i konika.
Przykłady wykonanych w i e r t a r e k t y p u 2(przedmiot nieruchomy, wiertło się obraca i posu-wa) 'sĄ znacznie mniej liczne:
g. Wiertarka wyrobu Louis Soesł, A. G., Diissel-dorfi według schematu rys, 43s, ze stołem o po-wierzchni 3,2 X 0,65 m, przesuwanym ręcznie wpo-przek łoża na 250 mm, do wiercenia otworów o śre-dnicy do 100 mm i 2,5 m długości, ma h = 250 mm.Silnik elektryczny 15 KM, kryzowy Sg, umocowanyna głowicy, będącej jednocześnie suportem wiertni-czym, nadaje wałowi wiertniczemu W 12 biegów,od 8 do 100 dbr./min.. Tenże silnik posuwa głowicę
z wiertłem naprzód przy pomocy wału pocią-gowego C skrzynki posuwów (12 posuwów
od 0,04 do 2 m/obr.), znajdującej się naprowadnicy S2 i śruby pociągowej. Sil-
nik SP mocy 3 KM, na skrzynce po-suwów, służy do przesuwania szyb-
kiego wiertła (2,5 m/min) w oby-dwóch kierunkach. Pompa od-
środkowa dostarcza cieczchłodzącą w ilości 125 l/min,
pod ciśnieniem 10 at, dochłodzenia wiertła i
usuwania wiórów.Ciężar wiertarki—
9,2 t.
o-
z silnikiem 1 KM T
Rys. 70.
Wytaczarka typu 1(Craven).h —1300 mm;
do otworów od 600 do~1800 mm 0; długośćwiercenia—30,5 m. Znaczenie liter—p. rys. 41.
h. Podobna wiertarka dla cięższych wlewkówstalowych wykonana przez tę samą wytwórnię wgschematu rys. 43 r, ma h — 425 nad łożem, a 650
mm nad stołem; nieruchomystół D (rys. 52) ma powierz-
Rys. 71. Widok głowicy wytaczarki rys. 70 {Craven).Znaczenie^liter — p. rys. 41.
f. Również bardzo duża wiertarka, wykonanaprzez wytwórnię Froriep, G. m, b. H., w Rheydt,wg schematu rys. 41 h/k, ma główne wymiary:li — 1650 mm, zewnętrzna średnica przedmiotu do2600 mm, długość wiercenia — 22 m, długośćłoża — 56 m. Wytaczarka ma w części przygłowl-cowej rozszerzone, łoże do ustawienia 4 suport ówtokarskich i konika, wyposażonego w tarczę ze
wierzchnie 3,0 X 1,25 m. Max. 0 wlewka—1000 mm,a max.j0 wierconego otworu — 250 mm, i głębo-kość wiercenia 2 m, Silnik napędu głównego mamoc 25 KM; mechanizm głowicy daje wiertłu 12obrotów od 5 do 65 na min; ilość posuwów wier-tła — 18, od 0,05 do 2,5 mm/obr. Silnik do szyb-kiego przesuwania wiertła (2,5 mi/imiin) na moc5 KM. Ciężar wiertarki — 14,5 t.

PRZEGLĄD TECHNICZNY — I93S 77
W i e r t a r k i t y p u 3 (przedmiot i wiertłoobraca się, wiertło się posuwa):
i. Wiertarka wyrobu Wagner i S-ka, Dortmund,schemat rys. 44 uvpodofona jest do przedstawionena rys. 51, lecz ma obracające się wiertło. Wymiarywiertarki: h — 350 mm, wierci otwory od 50 do250 mm 0 ,w przedmiotach o zewn. 0 max. 320 mm;ma napęd od silnika 25 KM o obrotach regulowa-nych, w granicach od 750 do 1500 na min; mecha-nizm głowicy daje przedmiotowi obroty od 5,7 do150 na min. Silnik do obracania i posuwu wiertła,również prądu stałego, o ilości obrotów regulowanejw granicach od 600 do11200 na min umieszczony jestna suporcie wiertniczym, całkowicie niezależnymod głowicy, ma moc 8 KM i nadaje wiertłu ilośćobrotów od 75 do 150 na min.; posuw odbywa sięprzy pomocy nieruchomej śruby pociągowej (16 po-suwów od 0,15 do 75 mm/min, Dodatkowy silnik,do szybkiego przesuwania 140 mm 0 wału wiertni-czego, ma moc 3,7 KM. Silnik 10 KM pędzi pompę0 wydajności 220 l/min przy ciśnieniu 7 at, Prócztego jeden silnik 2 KM służy do przyspieszonegoprzesuwania dodatkowego' -s upór tu do rozpoczyna-nia wiercenia, a drugi — pompkę do smaru dlagłównych łożysk głowicy.
Wiertarka ma długość łoża — 13 m i ciężar 18,1 i.k. Obustronna wiertarka tej samej firmy (wg
rys, 44 x] o takich samych wymiarach, lecz o dłu-gości wiercenia 2 X 3 m, ma łoże długości 18,2 m1 waży —> 28,1 t.
ny w szczękach tarczy głowicy T i lunety L. Su-porty do rozpoczęcia wiercenia poruszane są przezwał pociągowy C. Końce przedmiotu osłaniają po-krywy z mikowymi okienkami do kontroli przepły-wu wiórów, uchodzących wraz ze zużytym płynemz wierconych otworów.
m. G. i A. Haruey, Ltd., Glasgow, wykonali wier-tartkę wg schematu rys. 44 x do obustronnego wier-cenia otworów 120 mm (!) i 2 X 3 m długości, z gór-nymi łożami, przy czym prawe łoże B może byćprzesuwane jak zwykle, lewe zaś B' — jest unieru-chomione, dzięki czemu długość wiertarki zostałanieco zmniejszona i wynosi około 20 m. Puste wrze-ciono głowicy G ma otwór dla prowadzenia wałuW", zaś prawy koniec wrzeciona i tarcza T maotwór nieco większy, pozwalający na umieszczeniew nim głowicy wiertniczej lewej, przed umocowa-niem przedmiotu P. Silnik mocy 15 KM daje czterybiegi |od 4 do 32 obr./min) dość wolne, ze względuna siły odśrodkowe ciężkiego przedmiotu P, zaśwały wiertnicze otrzymują od silników Sa i S'w mo-cy po 25 KM, umieszczonych na wierzchu skrzyńsuportów, szybsze obroty (9 biegów od 8,12 do120 na min). Połączenie tych dwóch szybkościobrotów daje potrzebne szybkości skrawania. Taknp. przy wierceniu otworu o 0 120 mm otrzymujesię min. szybkość 4,56 i max. 57,24 m/min., przymin., względnie max. prędkościach wiertła i przed-miotu. Posuw obydwóch suportów wiertniczych od-bywa się od mechanizmu głowicy G, wału pociągo-
Rys. 72. Wieriarkajobustronna, typu 3 (Nema). Znaczenie JiU-r — p. rys. 44.
/, Na rys. 72 przedstawiona jest obustronnie pra-cująca wiertarka wg schematu rys. 44 x, posiadają-ca suporty wiertarskie S, i S\ w kształcie zamknię-tych skrzyń, -zawierających mechanizmy obrotu i po-suwu wierteł, uruchomiane przez silniki S'w i S w,umieszczone na końcach łoża; do posuwu służą śru-by pociągowe Er i £",. Przedmiot P jest zamocowa-
w ego C, skrzynki posuwów (12 posuwów od 0,127do 3,175 mm/obr.) i śruby pociągowej, Do przesu-wania łoża B przewidziany jest specjalny silnikmocy 1,5 KM, a do przyspieszonego ruchu supor-tów wiertniczych — 2 silniki po 1,5 KM. Ciężarwiertarki — około 50 t.
Doc. dr. inż. F. SZELĄGOWSKI 669 . 14 : 624 . 27 . 093
W sprawie stosowania stali wysoko-wartościowych w mostownictwie
J ednym z warunków zwiększenia rozwoju mo-stownictwa stalowego1) jest dąjżność wpro-wadzenia w użycie stali wysokowartościo-
wych, celem zwiększenia walorów ekonomicznychstalowych konstrukcyj mostowych.
Sprawa powyższa nie jest bynajmniej nową, gdyż,jak wiadomo, stale wysokowairtościowe stosowanebyły już od dawna w belkowych konstrukcjach mo-stowych dużych rozpiętości, w celu zmniejszenia
-1) Ob. art. autora: „Mosty stalowe na Polskich KolejachPaństwowych". Czasopismo Techniczne, 1935 r.
wpływu ciężaru własnego tych koraslrukcyj, wzglę-dnie stale te były stosowane również w niektórychczęściach mostów wiszących dużych rozpiętości zewzględu na odpowiednio większą wytrzymałość.Jeżeli obecnie sprawa powyższa jest aktualna, togłównie z uwagi na chęć zastąpienia nitowanychdźwigarów kratowych stosunkowo większych roz-piętości dźwigarami blaszanymi, z jednoczesnymzastosowaniem przy tym spawania, jaiko środka łą-czącego poszczególne elementy konstrukcyjne dźwi-garów.

1938 — PR2EGLĄD TECHNICZNY
Ujemną własnością wszystkich, słali wysoko war-tościowych jest przede wszystkim wartość liczbowawspółczynnika sprężystości tych -stali, która to war-tość jest prawie równa lub nawet niekiedy mniej-sza od wartości współczynnika sprężystości stalizlewnej o wytrzymałości krańcowej 37—44 kg/mor.
Przyjmując zatem pod uwagę, że w przypadkubelki blaszanej w dwóch punktach podpartej o roz-piętości / i całkowitej wysokości h, obciążonej wsposób równomierny na całej swej długości, naj-większa strzałka ugięcia wynosi
384 EI 48 Elr o ar .
24 Eh
gdzie przez [•••• oznaczono wyraz
5 P[i'~ 24 Eh '
to dla stali wysokowairtościowiej przy dopuszczal-nym naprężeniu awi tym samym współczynnikusprężystości E, oraz tej sameij całkowitej wyso-kości belki h, największa strzałka ugięcia będziewynosiła odpowiednio
fw= [)*aw (2)
lub też przy uwzględnieniu zależności (1)
f (3)
Ponieważ wartość dopuszczalnego naprężeniadla stali wysokowartościowej jest określana z za-leżności
aaa,
r/w
1
(4)
gdrzie przez aqw oznaczono granicę plastycznościstali wysokowartościowej, zaś przez ag — granicęplastyczności stali zilewnej o wytrzymałości krań-cowej 37—44 kg/mm3, to przyjmując pod uwagę,że dla stali wysokowartościowej (obecnie główniestosowanej) o wytrzymałości krańcowej 50 kg/mm*granica plastyczności wynosi 36 kg/mm'2, zaś dlastali zlewnej wartość powyższej granicy plastycz-ności jest w tego rodzaju przypadku przyjmowanaw wysokości 24 kg/mm2, przy powyższych założe-niach wartość dopuszczalnego naprężenia dla staliwysokowartościowej będzie wynosiła odpowiednio
°w = ~2Ą-c> = 1,5 o .
Zatem największa wartość strzałki ugięcia belkiblaszanej w przypadku wyżej wymienionej staliwysokowairtoiścioiwej będzie wynosiła na podsta-wie zależności (3)
czyli wartość największej strzałki ugięcia belki bla-szanej w założeniu tej samej całkowitej wysokościbelki, oraz tej samej wartości współczynnika sprę-żystości E będzie o 50% większa od wartości naj-większej strzałki ugięcia tej belki w założeniu zwy-kłej stali zlewnej.
Wspomniane wyżej stosunki pogarszają się jesz-cze w przypadku zastąpienia dźwigara kratowegostosunkowo większej rozpiętości, wykonanego ze
stali zlewnej, belką blaszaną, wykonaną ze staliwysokowartościowej, ponieważ wtedy (z żądanązwykle dokładnością praktyczną) będzie
f hw
Biorąc więc tutaj
h 1T : : 5 ' oraz r = =
112
otrzymamy i,o = 3,6 /,
czyli ugięcie belki blaszanej wykonanej ze stali wy-sokowartościowej będzie przy powyższych założe-niach o 260% większe od ugięcia dźwigara krato-wego, wykonanego ze zwykłej stali zilewnej.
Na powyższą ujemną własność stali wysokowar-tościowej zwrócił swego czasu uwagę prof. Psze-nicki"),
Jeżeli z kolei przyjmiemy pod uwagę, że w przy-padku mostów kolejowych stosunek największejstrzałki ugięcia, powstałej pod wpływem działaniaobciążenia ruchomego do rozpiętości teoretycznejtego dźwigara nie mógł dotychczas wynosić więcej,niż
11200
to w założeniu wyimietniiotnej uprzednio stali wysoko-wartościowej, powyższy stosunek wyniósłby teraz:
co należy uznać za niepożądane z uwagi na zwięk-szenie wpływu dynamiczneigo obciążenia rucho-mego.
Zatem stosowanie stali wysokowartościowych domostów kolejowych małych i średnich rozpiętościjest z tego powodu niewskazane,
Powyższa uwaga nie dotyczy bynajmniej mostówdrogowych, dla których, w przypadku dobrze utrzy-manej nawierzchni, stosunek strzałki ugięcia, wy-wołanej wpływem działania obciążenia ruchomego,do rozpiętości teoretycznej danego dźwigara mógł-by wynosić nawet
/1
600
Omówione dotąd wnioski, jak widać, zostałyoparte na wzorach, dotyczących statycznego dzia-łania obciążenia ruchomego, Sądzę więc, że cieka-wą będzie teraz rzeczą zbadać wpływ działaniaobciążenia ruchomego na wolnojpodparte blaszanedźwigary mostowe w założeniu zastosowania w kon-strukcji stali wysokowartościowej. Jako obciążenieruchome zostanie przyjęte w dałszych rozważaniachtylko obciążenie kolejowe"), ponieważ obciążenie•drągowe wywiera maogół mały wpływ dynamiczny,o ile nawierzchnia moctu jest dobrze utrzymana.
2) A. Pszenicki. „O zastosowaniu wysokowytrzymałościo-wej stali do mostów". Sprawozdania i Prace WarszawskiegoTowarzystwa Politechnicznego. 1929 r.
s) Ob, artykuł autora: „Wpływ dynamiczny obciążeniaruchomego na mosty". Przegląd Techniczny, 1935 r,

PRZEGLĄD TECHNICZNY — 1938 79
W związku z powyższym zostanie więc rozpatrzo-na sprawa drgań belki wokiopodpartej o zmiennymmomencie bezwładności, obciążonej ciężarem wła-snym, oraz następnie będzie rozpatrzona sprawadrgań tej belki pod wpływem działania s^ły okre-sowo zmiennej, poruszającej się po belce z pręd-kością jednostajną.
Sposób rozwiązania wymienionych zagadnień bę-dzie przeprowadzony za pomocą równania Lagran-ge'a, przyjętego również do rozwiązywania po-dobnych zagadnień przez Timoszenką4) orazRonsse'a i Despretsa °), w przeciwieństwie do pra-cy Inglisa "), który w analogicznych zagadnieniachposiłkuje się równaniem różniczkowym ruchudrgającego ciała. Należy przy tym stwierdzić, *ssposób rozwiązywania zagadnień dynamicznych,oparty na równaniu Lagrange'a, jest prosty i przej-rzysty.
W dalszym ciągu rozważań przyjmiemy równa-nie osi odkształconej belki zgodnie z metodą Pais-soria w postaci wzoru
gdzie
Ponadto będziemy mieli
1
jak również
M2dx d-'y\*
dW,3:-- = £ fq " .1
£ * » (j^icte.
u"~dx
ponieważ jest tutaj
d*y „•3fr =«
Przyjmując w końcu dla uproszczenia funkcjęu tylko w postaci pierwszego wyrazu szeregu Fou-riera, i. ').
ą = «P W .czyli oś odkształconej belki określamy jako iloczyndwóch funfccyj, iz -których jedna jest zależna tylkood zmiennej położenia bieżącego punktu x, druga •zaś funkcja jesit zależna tyllko od zmiennej czasu /.
Wledy prędkość pionowego przesunięcia bieżą-cego punktu belki będzie można określić z za1eż-ności
u = sm
dt = q'u
Zatem równanie Lagrange'a, określające standrgającej belki, otrzyma następujący kształt:
3 W;dt dq
gdzie Ws oznacza siłę żywą układu, zaś Wz i Wwodpowiednio pracę sił zewnętrznych, oraz pracesił wewnętrznych.
Tutaj będzie więc w założeniu stałej wartościmasy belki
" - T
ddl
P = -w \q-u- dx ,Ci J
0
oraz3 W,
=- = 0.
*} Timoszenko. ,,Vibration problems in angineering". 1928,•"') A. Ch. Ronsse et R. Desprets. „Auscultation des con-
structions metalliąues". Congrśs lat. de la Constr. Met-Liege. 1930.
°] C. E. Inglis. „A mathematical treatise on yibrationsin railway bridges". Cambridge. 1934.
Ioraz
I [x) = I o + [Im — L) sin -j- ,
gdzie IB i lm O)Z,naczają odpowiednio najmniejszy(na podporze), względnie największy (w środku)moment bezwładności belki, to równanie Lagran-ge'a przyjmie wtedy ostatecznie kształt następu-jący:
q" + a* q =ml
gdzie oznaczono
W przypadku drgań własnych belki będzie
= pdxdy — pdxudq ,
Zatem z
otrzymamy
równania
« " L ,9 + (
więc
Lagrange
2 4
q~ n
a
Pm
q = %- (1 — cos a t) .
względnie%xy = -- 2 {[ — cos a/) sin — j . (5)
gdz.ie
P =

60 PRZEGLĄD TECHNICZNY
Otóż okres drgań własnych belki, w związku zewzorem (5), określimy z zależności
skąd jest
g )- , . (6)
przy czym g oznacza przyspieszenie ziemskie.Wzór (6) motżma będzie przedstawić jeszcze w
kształcie nieco zmienionym przyjąwszy pod uwagę,że z zależności
Mz1
dla wartości
M = i 1 = I,„ ,
powstanie związek
16 o
Otóż uwzględniając we wzorze (6) oowyżejotrzymany związek, oraz wprowadzając ponadtooznaczenie
im
będzie ostatecznie
T =V8 / 3 o
= T = . . (7)
Oznaczając przez 7^ okres drgań własnych belkiwykonanej ze stali wysokowartościowej, zaś przezT okres drgań własnych belki, wykonanej ze stalizlewnej, oraz zakładaijąc ponadto w obydwu przy-padkach jednakowy stosunek wysokości belki dojej rozpiętości, jak również i tę samą wartość sto-suniku k [który nawiasem mówiąc wywiera jak wi-dać mały wpływ na okres drgań własnych belki),na podstawie wzoru (7) otrzymamy
w = (8)
Ponieważ na podstawie zależności (4) jest
om = 1|5 o ,
więc przy powyższym założeniu będzie
Oznaczając stosunek wysokości belki do jej roz-piętości w przypadku stali zlewnej przez
• - • $ • •
zaś w przypadku stali wysokowartościowej przez
to wtedy, w założeniu tej samej wartości stosunkuk, ze wzoru (7) będzie
Jeżeli teraz przyjmiemy dla mostów kratowychstosunkowo większych rozpiętości
1Y ~ 5 '
zaś w przypadku belek blaszanych również więk-szych rozpiętości
1*«— 12 '
oraz jeżeli uwzględnimy zależność
o,„ = 1,5 a ,
otrzymamyr,„=i,9 r,
t. j . okres drgań własnych belki blaszanej ze staliwysokowartoiściowej wydłużył się (zwiększył się)o 90%, co pozostanie oczywiście nie bez wpływu nasprawę współbrzmienia drgań obciążenia ruchome-go, oraz drgań własnych belki.
Rozpatrzmy więc w tym celu zagadnienie, doity-czące drgań belki pod wpływem niezrównoważone;masy koła napędnego lokomotywy, poruszającejsię po belce ze stałą prędkością v.
Wtedy wartość składowej pionowej siły odśrod-kowej niezrównoważonej masy koła napędnego lo-komotywy będzie wynosiła:
cos 0
przy czym największe wartości powyższa siła osią-gnie dla @ = 0, oraz dla © = 180°, t. j .
(9)
Zatem w rozpatrywanym przypadku będzie
R
t. j , okres drgań własnych belki ze stali wysoko-wairtośfciowej wydłużył się (zwięjkiSKył się) o 22fo.
Ciekawą rzeczą teraz będzie zbadać wydłużeniesię (zwiększenie) okresu drgań własnych belki wprzypadku zastąpienia dźwigara kratoweigo stosun-kowo większej rozpiętości, wykonanego ze stalizlewnej, belką blaszaną wykonaną ze stali wyso-ko wartościowej .
lub też po uwzględnieniu wzorów określającychi?e i u otrzymamy
2WZ Pv2 vł . %vł— = cos -
dq gr
ponieważ jest tutaj
x = vt
Sin

PRZEGLĄD TECHNICZNY — 1938
orazvł
Równanie Lagrange'a przybierze więc kształt na-stępujący:
q + a q = .._ ___ cos __ S 1„ ___ (
Wprowadzając do powyższego równania ozna-czenia
I-' =R
Im ' (10)
oraz
8 = •/ r '
po odpowiednim przekształceniu będzie
q" -\- a? q — (3 (sin yt + sin %t) ,
skąd otrzyniamy
a = K' sin '(t sil\ ^'
+ K" (sin 3/ - — s i n a / ) , . . , (U)
gdzie oznaczono
K'
K" =a 2 - S3 '
Wprowadzając w dalszym ciągu we wzór (11)oznaczenia
21y
oraz
2 =
gdzie wielkości T, T^, T^ oznaczają odpowiedniookres drgań własnych belki, okres drgań belki podwpływem ciężaru poruszającego się po belce tylkoze stałą prędkością y, i okres obrotu koła, to wtedybędzie
q =1
1
r
i
i1i
Ii
1
+ -i
1
i 1 V1 T
sin 2 7t
ik. S in 2
T
(12)
17'
1
1
r%
i
. i1 Tx
1
Otóż współbrzmienie dngań własnych belki i ob-ciążenia ruchomego powstanie przy t, z w. pręd-kościach krytycznych, kiedy w rozpatrywanymprzypadku będą miały miejsce następujące zależ-ności:
lub
co odpowiadać będzie dwum prędkościom krytycz-nym, w odróżnieniu od drgania szyn, gdzie istniejątrzy prędkości krytycznier).
Ponieważ jednak wielkość -=— jest bardzo małai-1
w stosunku do pozostałych dwóch wielkości, zatem,praktycznie rzecz biorąc, można powiedtzieć, że ist-nieje tylko jedna prędkość krytyczna określonazależnością
1 1
Dla wymienionych wyżej wartości ze wzoru (121otrzymujemy
0
Rozwiązując nieokreśloność będzie2itł(
- - 4 ^ cos — f -
oraz ostatecznie
= ; COS2x( .
—Tf,— sm • • (13)
Na podstawie wyżej otrzymanego wzoru (13)ważną rzeczą będzie określić zwiększenie wpływudynamicznego niezrównoważonych mas kół napęd-nych lokomotywy w przypadku zastąpienia dźwi-gara kratowego stosunkowo większej rozpiętości,wykonanego ze zwykłej stali zlewnej, belką bla-szaną wykonaną ze stali wysokowartościowej.
W tym celu wiprowadzarny do wzoru (13) war-tości
OKR T2 = VKR T ~ 2 TE r, . . , . 14))
gdzie r oznacza promień danego koła napędnegolokomotywy, jak również
VKR t = X ,gdzie X oznacza położenie tego koła na belce.
7) S. Belzecki. „Sur im cas de vitesses critiąues dans lemouvements d'une locomotive sur Jes rails". C. R. 1927.t. 185-

1938 — PRZEGLĄD TECHNICZNY
Wtedy, uwzględniając zależności (9) i (10), poodpowiednim przekształceniu, ze wzoru (13) będzie
y»' — _E 105
gdzie p i pw oznaczania, wartości ciężarów własnychnitowanego dźwigara kratowego stosunkowo więk-szej rozpiętości, wykonanego ze stali zlewnej, orazspawaniej bellki blaszanej, wykonanej ze stali wy-sokowartośeioweij.
Zatem zwiększenie wpływu 'dynamicznego,, spo-wodowanego działaniem, niezrównoważonych maskół napędnych lokomotywy może się zwiększyć(przy powyższych założeniach) przyraajmniajo 25%, co pociągnie za sobą zwiększenie współ-czynnika dynamicznego przynajmniej o 20%, po-nieważ wpływ dynamiczny niezrównoważonych maskół napędnych lokomotywy, może się zwiększyćogólnego wpływu dynamicznego obciążenia rucho-mego8).
Przy małych, rozpiętościaidh dźwigarów, w przy-padku zastąpienia nitowanej belki blaszanej ze stailizlewnej, .spawaną belką blaszaną wykonaną ize staliwysokowartościowej, będzie odpowiednio
czyli że współczynnik dynamiczny może się zwię-kszyć w tych przypadkadh o 32%,
Z powyższego widać, że wprowadzenie do obli-czeń statycznych zwiększonego współczynnika dy-namicznego, spowodluje zmniejszenie walorów eko-nomicznych zastosowania sitali wylsoikowartościo-wej.
Określone z zależności (14) prędkości krytycznesą praktycznie zupełnie osiąjgalne, ponieważ np, wprzypadku belki kratowej wolnopodpartej o rozpię-tości Z = 50 m, przy dopuszczalnym naprężeniu dlastali zlewnej a =• 1200 kg/cm2, i stosunku WySO-
i 1
kości belki do jej rozpiętości -i- = -—•, oraz stosunku
k — ~, można będzie również ze wzoru (7), z żą-
daną zwykle 'dokładnością praktyczną, określićokres drgań własnych belki
T = 0,321 sek,co przy wartości
2icr = 580 cm ,daje prędkość krytyczną
2 nrVKR = - S B — =
580
0 321gdy tymczasem w założeniu stali wysokowartościo-wej o dopuszczalnym naprężeniu 1800 kg/cm2, i sto-
h 1 1sunku -~r = ~r^r , oraz stosunku k = —- okres12drgań własnych belki będzie
Tw = 0,580 sek ,
co przy wartości2 % r = 580 cm
daje prędkość krytyczną
VKR- = 3 6
W przypadku zaś rmnieijszej rozpiętości, np. dla/ = 20 m, przy dopuszczalnym naprężeniu dla stalizlewnej a = 1200 kg/crn2, stosunku wysokości dźwi-
h 1
gara do jego rozpiętości -y = — oraz stosunku k =
= 'V > °kres drgań własnych belki będzie
T = 0,161 sek,co odpowiada prędkości krytycznej
580
a więc prędkości, która naogół nie jest jeszcze sto-sowana.
Przy mniejiszycłi rozpiętościach belek wartościodnośnych prędkości krytycznych 'będą odpowied-nio większe, tak że zjawisko współbrzmienia bę-dzie w tych przypadkach nieosiągalne.
Jednakże duże znaczenie na wpływ dynamicznyniezrównoważonych mas kół napędnych lokomoty-wy posiada ilość oraz rozstaw samych kół napęd-nych lokomotywy.
Przyjmując bowiem rozstaw kół napędnych lo-
komotywy o trzech osiach napędnych — - — , napodstawie wzoru (13), całkowity wpływ dynamicznyniezrównoważonych mas trzech kół .napędnych lo-komotywy będzie wynosił
sin X cos
2%T
X —
cos
cos
Ponieważ dla belek stosunkowo większych roz-
piętości wartości X, X — , oraz X —
moiżna uważać praktycznie za jednakowe, wtedyoigólny wpływ dynamiczmy, jako zależny tylko odsumy cosinlisów, będzie równy zeru, co widać bez-pośrednio z poniższe'] zależności
F = S y S
. ic* r x .sm -y- cos — - "T
Tak więc lokomotywy o trzech osiach napędnych
A. Pszenicki. „Kurs budowy mostów", oz. I. Warszawa.i o rozstawie ich , są pod względem wpływu
PRZEGLĄD TECHNICZNY — I93Ś 83
dynamicznego na belki mostowe najkorzystniej-sze8).
Co się zaś tyczy sprawy korzyści stosowania staliwysokowartościowej, to z żądaną zwykle dokfcadno-ścią praktyczną w przypadku belek blaszanychmożna powiedzieć, że zachodzi tu związek
Gw — Ghw
(15)
w założeniu tych samych, momentów zginających(co dla belek (blaszanych względnie małych rozpię-tości jest praktycznie dopuszczalne), oraz przekro-jów geometrycznie podobnych, które czynią zadośćnas tępuj ące j zad eżmości:
gdzie £ wynosi zwykle dla przekrojów belek dwu-teowych ok. 0,3.
Przyjmując zatem we wzorze (15) aw = 1,5 o(oraz hw =- 0,9 h , otrzymamy
Gw = 0,74 G ,
czyli oszczędność teoretyczna na ciężarze belkiblaszaneij z zastosowaniem stali wysokowartościo-wej wyniosłaby ok. 26%. Zatem oszczędność pie-niężna z powyższego będzie tylko wtedy, kiedycena jednostkowa wykonania konstrukcji z powyż-
si Ibid. »),
szej stali wysokowartościowej nie będzie wyższa0 26% od ceny jednostkowej wykonania tego ro-dzaju konstrukcji ze zwykłej stali zlewnej,
Te same mniej więcej zależności mają miejsce1 w pTzypadku zwykłych mostów kratowychi n).
Odnośnie zaś sprawy korizryści z zastąpienia ni-towanych belek kratowych, wykonanych ze zwykłejstali zlewnej, belkami blaszanymi, wykonanymirównież ze zwykłej stali zlewnej, należy stwier-dzić, że dotychczas ze względów czysto ekonomicz-nych granica stosowalności blaszanych belek nito-wanych nie przewyższała naogół 20 m rozpiętości,gdy tymczasem w przypadku zastosowania spawa-nia do belek blaszanych granica stosowalności tychbelek, przy istniejących obecnie warunkach prze-twórczych, może być podwyższona do 35 m roz-piętości.
Z chwilą jednak wprowadzenia spawania do wy-konywania belek kratowych, wyżej wskazana gra-nica znów się obniży na korzyść stosowania belekkratowych.
Wprowadzenie stali wysokowartościowych z eko-nomicznego punktu widizenia, naogół tych granic za-sadniczo nie zmieni. Zatem i stosowanie belek bla-szanych o rozpiętościach znacznie przewyższają-cych powyższe granice jest ze względów ekono-micznych niewskazane.
") Ibid. 2 ) .
Dr. A. SZNERR 66 . 07 : 546 . 294/5 : 621 . 326
Fabrykacja przemysłowa kryptonu i ksenonu do żarówek
Mija dwadzieścia pięć ilat jak Langmuirwynalazł żarówkę o atmiOisieirze .gazowej.,tak zwaną pół-watówkę.
W żarówkach próżniowych, używanych przed-tem, temperatura drucika z wolframu, a zatemi wydajność żarówki, były ograniczone nie tyletemperaturą topliwości metalu, ile szybkim paro-waniem wolframu w wysokich temperaturach.
Langmuir zmniejszył to parowanie, umieszczającdrucik w atmosferze gazowej. Gazy stosowanedo tego celu nie powinny działać chemicznie nadrut, powinny być złymi przewodnikami ciepłai przeciwstawiać się dyfuzji par wolframu.
Gazy ciężkie, t. zw. szlachetne, odpowiadająnalepiej tym wymaganiom i to w stosunku od-wrotnym do ich ciężaru cząsteczkowego, a zatemprzede wszystkim warunkom tym odpowiada kse-non, potem krypton i następnie argon. Na po-czątku trzeba jednak było zadowalać się azotem,a następnie stosowano argon, kiedy Linde, a póź-niej Claude opracowali fabrykację przemysłowąargonu, Nie można było wówczas myśleć o sto-sowaniu kryptonu, a tym mniej ksenonu, którewówczas otrzymywano tylko laboratoryjnie, wbardzo małych ilościach. Jednakże celowośćużytkowania do tego celu kryptonu była znana,czego dowodem jest odpowiedni patent amery-kański [Jacobi],
Początkowo przypuszczano, że powietrze za-wiera zaledwie 1 : 20 000 000 kryptonu i
1 : 190 000 000 ksenonu, t. j . ilości zbyt małe, że-by można było myśleć o ich fabrykacji przemy-słowej. Dlatego też w 1918 r. Georges Claudemógł zaznaczyć, mówiąc o używaniu kryptonui ksenonu do żarówek: ,,Do jak wspaniałychwydajności możnaby dojść, stosując do żarówekkrypton i ksenon, jeżeli by znikoma zawartośćich w powietrzu nie niweczyła wszelkich nadzieiprodukowania ich kiedykolwiek w ilościach do-statecznych" x ) . Prace Lepapea zmieniły jednakten pogląd, gdyż wykazał on, że powietrze za-wiera 20 razy więcej kryptonu i 15 razy więcejksenonu, niż przypuszczano uprzednio. Dowiódłon również, że gazy te koncentrują się w ciekłymtlenie podczas fabrykacji przemysłowej tlenui azotu i wskazał bardzo pomysłową metodę wy-dobywania ich z tej cieczy.
Poczynając od 1923 r., wytwarzał on już regu-larnie dostateczne ilości gazów do laboratoryj-nych prób żarówek, Prace te były dokonywaneprzy pomocy „Societe d'Eclairage et d'Applica-tioras Elecitjriąues".
Wreszcie Georges Claude wskazał w 1928 r. me-todę otrzymywania w skali przemysłowej krypto-nu i ksenonu w sposób ciągły, z dobrą wydajno-ścią, jako produktów ubocznych przy fabrykacjitlenu i azotu. Mógł on wówczas przewidywaćprodukcję do kilkudziesięciu litrów tych gazów
l) Bulletin de la Societe des Ingenieurs Civils, 1918,
1938 — PRZEGLĄD TECHNICZNY
dziennie. Tym sposobem stworzyły się korzystnewarunki do dalszych prób stosowania tych ga-zów do żarówek.
Podobne próby poza Francją były rówin'przeprowadzone i w innych krajach. Pozosta-wało jednak jeszcze do rozwiązania zagadnienieobniżenia kosztów produkcji tych gazów i zwięk-szenia produkcji.
W 1936 r. na rynku francuskim ukazały się ża-rówki kryptonowe, sprzedawane znacznie drożejod żarówek normalnych. W sprawie tej ukazałysię publikacje'2), podające charakterystykę pracytych żarówek. W porównaniu do argonu kryptonposiada przewodnictwo cieplne około dwóch ra-zy mniejsze, wskutek czego strata ciepła przez ża-rówkę jest znacznie mniejsza, a zatem wydajnośćjest lepsza.
Podział energii zużywanej w żarówce krypto-nowo-ksenonowej jest następujący: energia prze-tworzona na promieniowanie świetlne •—• 13%;energia przetworzona na promieniowanie niewi-dzialne — 76%; energia rozproszona przez gaz —11%. Odpowiednie liczby dla lamp argonowych(model Arga) są; 10%, 68% i 22%.
Żarówki kryptonowo-ksenonowe, przy jedna-kowej wydajności świetlnej, są mniejsze niż inne,przez co są wygodne w użyciu, szczególnie w wy-padku, kiedy źródła światła są maskowane.
Dla zilustrowania korzyści stosowania żarówekkryptonowo-ksenonowych, zacytujemy przykładobliczenia na podstawie warunków ekonomicz-nych francuskich.
Dla obydwu typów żarówek długość pracyprzyjmtijiemy równą 1 000 godlz. Żarówka kryp-tonowa 64 W kosztuje 13,65 fr. i daje 1 000 lume-nów. Przy cenie 1,50 fr. za kWh koszt 1 000 lu-menogodz, wynosi 0,1096 fr. Żarówka argonowa60 W kosztuje tylko 7,75 fr, i daje 750 lumenów.Koszt 1 000 lumeniogodz. wynosi 0,130 fr., zamiast0,1096 w wypadku żarówki kryptonowej,
Trzeba jednakże mieć na uwadze, że żarówkifabrykuje się rocznie w setkach milionów i sto-sowanie kryptonu, nawet w niewielkim stopniu,wymaga otrzymywania go w ilościach przynaj-mniej kilkuset m3 rocznie. Otrzymywanie kryp-tonu, jaka produktu odpadkowego przy fabryka-cji tlenu i azotu, jest w tych warunkach niemoż-liwe, ponieważ ilości otrzymywane tą drogą sąabsolutnie zbyt małe w stosunku do zapotrzebo-wania,
Natomiast poniżej opisany sposób, opracowanyi opatentowany prizez Torw. L'Air Liąuide, pozwa-la fabrykować krypton i ksenon niezależnie odtlenu i azotu i w ilościach dowolnych.
Podczas produkcji tlenu lub azotu, powietrzeskrapla się całkowicie, natomiast dla produkcjiksenonu i kryptonu wystarcza ochłodzenie po-wietrza do punktu rosienia i tak ochłodzone po-wietrze dostaje się do urządzenia dystylacyjaego,w którym napotyka niewielki strumień ciekłegopowietrza, skierowany w przeciwnym kierunku.W temperaturze ciekłego powietrza i przy ciśnie-niu atmosferycznym, ciśnienie par kryptonu wy-nosi ok. 5 mm. sł, rtęci, Przy założeniu, że mie-szanka: ciekłe powietrze — krypton — stanowi
2) „Genie Cmi" z 24 października 1936 r,
roztwór idealny, wynika, że dla małych ilościkryptonu zawartość jego w płynie będzie 150 ra-zy większa niż w parze znajdującej się z nimw stanie równowagi. Ilość zatem stosowanegopowietrza ciekłego powinnaby wynosić teore-tycznie 1 : 150 ilości powietrza zużytego w sta-nie gazowym,
W praktyce, wskutek niedokładności apara-tury, a szczególnie wskutek porywania cząste-czek ciekłych przez cząstki gazowe z jednego ta-lerza wieży dystylacyjnej do drugiego, trzebastosować znacznie większe ilości płynu przemy-wającego. Stosunek ten stanowi obecnie 5 do10% gazu przemywanego, lecz z biegiem czasui w miarę ulepszania aparatury, stosunek tenulegnie niewątpliwie poprawie.
Wykonanie praktyczne całości urządzenia jestznacznie uproszczone, dzięki stosowaniu regene-ratorów „zimina", o działaniu koilejno przemien-nym, systemu „Franki". Regeneratory te posia-dają ogromne powierzchnie wymia.ny ciepła, dzię-ki czemu zużytkowanie ,,zimna" gazów uchodzą-cych z wieży rektyfikacyjnej wynosi do 99%,Poza tym — przy stosowaniu tych regenerato-rów — oczyszczanie powietrza (osuszanie i usu-wanie zeń kwasu węglowego) staje się zbędne.Para wodna i kwas węglowy, zawarte w powie-trzu, osadzają się na powierzchni regeneratorówpodczas ochładzania powietrza, a podczas okre-su odwrotnego, t, j . przy zagrzewaniu się gazówuchodzących z wieży, ulatniają się i są wyrzuca-ne na zewnątrz.
Powietrze musi być lekko sprężone, aby —•przez rozprężanie w odpowiedniej turbinie —straty ciepła (w danym wypadku „zimna"), którepowstają w regeneratorach, mogły się skompen-sować.
Sprężenie do 0,7 at. jest wystarczające przyaparaturach o dużej ilości przerabianego powie-trza, podczas gdy do całkowitego skroplenia po-trzeba normalnie 4 at. Dzięki sprężeniu po-wietrza powstaje różnica między objętością wcho-dzących i uchodzących gazów; różnica ta jestbardzo korzystna do odparowywania wody ikwasu węglowego, osadzonych w regeneratorach.
Ostatnio Tow. ,,L'Air Liąuide" ukończyło in-stalację urządzenia opartego na wyżej podanychzasadach w fabryce swej w Boulogne pod Pary-żem, Rys. 1 przedstawia uproszczony schemattakiego urządzenia, a rys. 2 — urządzenie w na-turze. Turbo-sprężarka A podaje 30 000 m3 nagodzinę powietrza sprężonego do 0,7 at. Powie-trze to przechodzi naprzód przez jeden z dwóchregeneratorów, np. B (regeneratory B i Bx sąprzełączane okresoWo, np, co 100 sek,), gdziesię ochładza, a dalsze ochłodzenie do tempera-tury rosienia powstaje przez rozprężanie w tur-binie C, Powietrze skierowane następnie do wie-ży dystylacyjoej Du która składa się tylko z nie-wielkiej ilości talerzy, ulega w tej wieży przemy-ciu przez ciekłe powietrze, które w ilości ok,3 000 kg na godzinę jest wlewane do górnej częściwieży. Po oddaniu ciekłemu powietrzu swegokryptonu i ksenonu, powietrze przerabiane prze-chodzi do regenatora B, któremu oddaje swe„zimno", skąd jest wyrzucane do atmosfery, Cieczzaś, wyciekając z wieży D1( przepływa do wieży
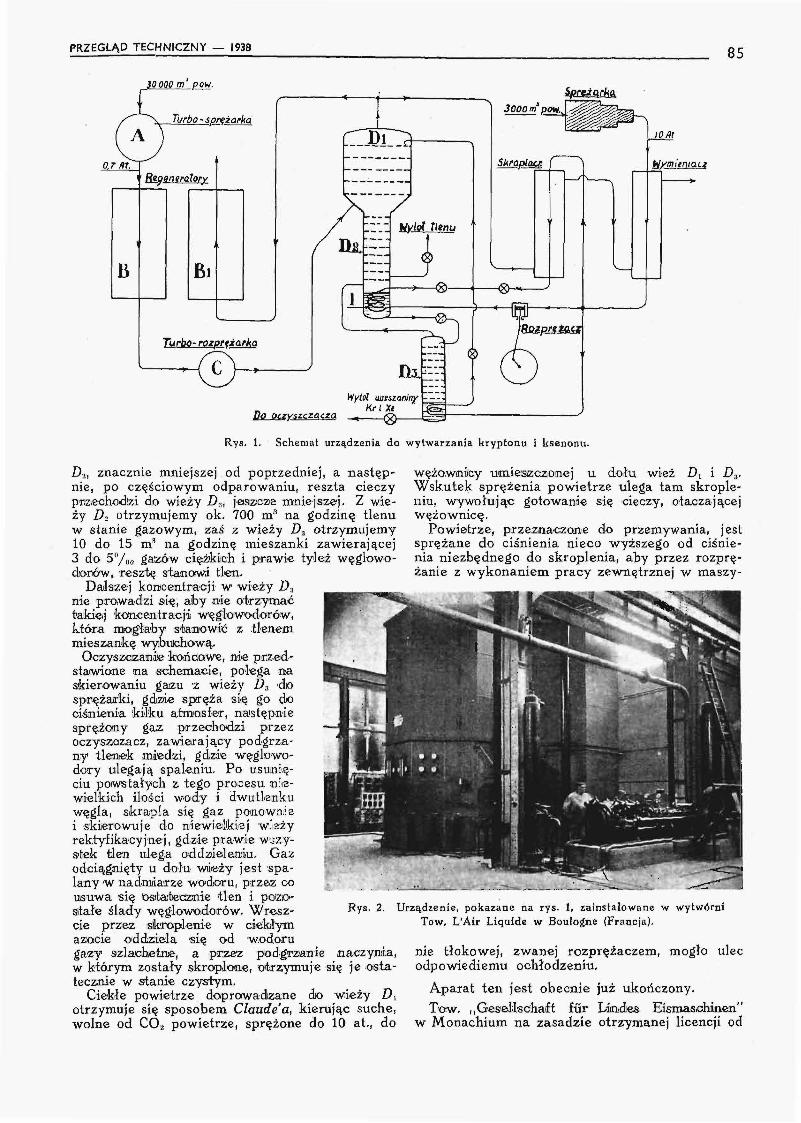
PRZEGLĄD TECHNICZNY — 1938 85
30000 m paw.
Turbo-sprężarka
Rys. 1, Schemat urządzenia do wytwarzania kryptonu i ksenonu.
£)2, znacznie mniejszej od poprzedniej, a następ-nie, po częściowym odparowaniu, reszta cieczypipziechodizi do wieży DM jeszcze mniejszej, Z wie-ży Di otrzymujemy ok. 700 m3 na godzinę tlenuw stanie gazowym, zaś z wieży Ds otrzymujemy10 do 15 m3 na godzinę mieszanki zawierającej3 do 5(1/00 gazów ciężkich i prawie tyleż węglowo-dorów, resztę stanowi tlen,.
Dalszej koncentracji w wieży Z)3nie prowadzi .się, aby nie otrzymaćtakiej koncentracji węglowo dorów,która mogłaby stanowić z tlenemmieszankę wybuchową.
Oczyszczanie końcowe, nie przed-stawione na .schemacie, polega naskierowaniu gazu z wieży Ds 'dosprężairki, gdzie spręża się go dociśnienia kilku atmosfer, następniesprężony gaz przechodzi przezoczyszcizacz, zawierający podgrza-ny tlenek miedzi, gdizie węgliowo-dory ulegają spaleniu. Po usunię-ciu powstałych z tego procesu nie-wielkich ilości wody i dwutlenkuwęgla, skrapla się gaz ponownii skierowuje do niewieMdsj wJ2Źyrektyfikacyjnej, gdzie prawie wszy-stek tlen ulega oddzieleniu. Gazodciągnięty u dołu wieży jest spa-lany w nadmiarze wodoru, prze.z cousuwa się ostatecznie tlen i pozo-stałe ślady węglowodorów. Wresz-cie przez skroplenie w ciekłymazocie oddziela się od wodorugazy szlachetne, a przez podgrzanie naczynia,w którym zoistały skroplone, otrzymuje się je osta-tecznie w stanie czystym.
Ciekłe powietrze doprowadzane do wieży D\otrzymuje się sposobem Claudea, kierując suche,wolne od CO2 powietrze, sprężone do 10 at., do
wężownilcy umieszczonej u dołu wież Z), i Dt,Wskutek sprężenia powietrze ulega tam skrople-niu, wywołując gotowanie się cieczy, otaczającejwężownicę.
Powietrze, przeznaczone do przemywania, jestsprężane do ciśnienia nieco wyższego od ciśnie-nia niezbędnego do skroplenia, aby przez rozprę-żanie z wykonaniem pracy zewnętrznej w maszy-
Rys. 2. Urządzenie, pokazane na rys. 1, zainstalowane w wytwórniTow. L'Air Liąuide w Boulogne (Francja),
nie tłokowej, zwanej rozprężaczem, mogło ulecodpowiediemu ochłodzeniu.
Aparat ten jest obecnie już ukończony.Tow. „GeseJIschaft fur Lindies Eismasdhinen"
w Monachium na zasadzie otrzymanej licencji od

861938 — PRZEGLĄD TECHNICZNY
Tow. „L'Air Liąuide" zbudowało podobny apa-rat i zainstalowało go w Ajka (Węgry). Urzą-dzenie to ma dostarczać kryptonu i ksenonu dlapotrzeb wielkiej fabryki żarówek w Ujpesti kołoBudapesztu, i w najbliższym czasie ma równieżnastąpić uruchomienie tej instalacji. Aparat tenprzerabiać będzie 22 000 m3 powietrza na go-dzinę. • , , , : } 1.1
Przewidziane spożycie energii wynosi 45 KMhna każdy litr mieszanki ksenonu-kryptonu w tymstosunku, w jakim gazy te znajdują się w powie-trzu. Moc ta służy prawie całkowicie na pokry-cie strat na ciśnieniu i wyrównanie strat „zim-na". Należy więc mieć nadzieję, że po uzyskaniudoświadczeń praktycznych można będzie w na-stępnych urządzeniach zmniejszyć spożycie energii.
625 . 2 (42)
Angielski pociqg „Coronation Express"Ozeroko omawiany był w prasie technicznej pociąg
O wprowadzony pr,2e.z angielskie Towarzystwo Kolejo-we „Lorułon and North Eastern Railway" między Londy-nem a Sakocją w 1935 r. podczas 25-letniego jubileuszupanowania króla Jerzego V i królowej Marii; pociąg tenbył znany pod nazwą ,,Silver Jubilee", To samo przedsię-
P l a k a t y r e k l a m o w e k o l e i L, N. E. R.
Rys. 1. Pociąg zwany „Coronatioin" w okresie koronacjikróla Williama IV. w r. 1831.
Rys. 2. Pociąg zwany „Coronaition Express" w okresie .koronacji króla Jerzego VI. w r. 1937.
biorstwo kolejowe uruchomiło w 1937 r., w okresie koro-nacji króla Jerzego VI i królowej Elżbiety, nowy pociąg,zwany „Coronation Express", między Londynem (K)ing'sCross) a Edynburgiem, wyróżniający się bardzo wielkąszybkością i nie spotykanym •w innych krajach komfortem.
Odległość między stolicą Anglii -a. stolicą Szkocji wynosi632 km; „Coronation Expnesis" praebywa ją w 6 godziin,czyli z .puzeciętną szybkością handlową 105,4 km na godzi-nę, zatrzymując się raiz jeden w każdym 'kieruniku, a mia-nowicie w drodze do Edynburga w York (302,6 km od Lon-dynu), a w drodze powrotnej w Newcastlę (200,2 km o4
Edynburga). Przeciętna szybkość handlowa między Lon-dynem a stacją York wynosi 115,7 km/godz., na niektó-rych zaś odcinkach dochodzi ona do 137 km godlz.
Zarówno parowozy, jak i wagony są całkowicie nowe,specjalnie projektowane dla „Coronaition Express"; mająone zewnętrzne linie opływowe i powierzchnie wygładzo-ne w taki sposób, że nie ma żadnych nierówności, próżniani zmian profilu; na iziasadizie 'doświadczeń wykonanychw Państwowym Laboratorium Fizycznym nadano przodo-wi parowoizu 'ksiztałt obliczony na zmniiejszemiie opioiu po-wietrza i na ułatwienie jego odpływu; próżnie między pu-dłami woizów są zakryte zasłonami kauczukowymi, próż-nie izaś między kołami — zasłotnami stalowymi; 'Ostatniwagon jest profilowany, uzupełniając kształt opływowycałego pociągu,
Komin parowozu ma przekrój półkolisty od przodu,a zwężający się stopniowo ku tyłowi, celem uniknięciatworzenia się wirów praedl kominem i próżni zbijającejdym przed oknami kabiny maszynisty.
Tendrzak, o pojemności 8 t węgla i 22,7 m!i wody, madokładnie wysofoość parowozu, dizięki czemu umika sięzmiany profilu, tak szkodliwej ize względu na opór powie-traa; próżnia między parowozem a tendrz&kiem jest iza-kryta zasłoną kauczukową; dym nie jest więc wsysany downętrza kabiny maszynisty, a j.est odprowadzany, ku tyło-wi tendrizaka,
Pięciu parowozom .zbudowanym dla ,,Coronaition. Ex-press", typu „Pacific" 2—3—1, o mocy trakcyjnej 16 100 kg,nadano nazwy pięciu wielkich Dominiów brytyjskich: „Do-minion of Canada",. ,,Coimmonwealth of Australia", „Do-mimion oi New Zealand", „Union of South Africa" i „Em-pire oif India", Za zgodą poszczególnych riządlów, herbytych krajów zdobią parowozy,
Pociąg ma 9 wagonów i waży 317 t. Długość jego łącz-nie z parowozem wynosi 177 m. Wagony są zgrupowanew cztery pary połączone przegubowo; do tego dochodzidoczepiony na końcu pociągu wagon salonowy („obserwa-tion car"), o liniach opływowych.
Rys. 3. Zewnętrzny widok ostatniego wagonu, zwa-..nego „observatioti car" (wagon salonowy).
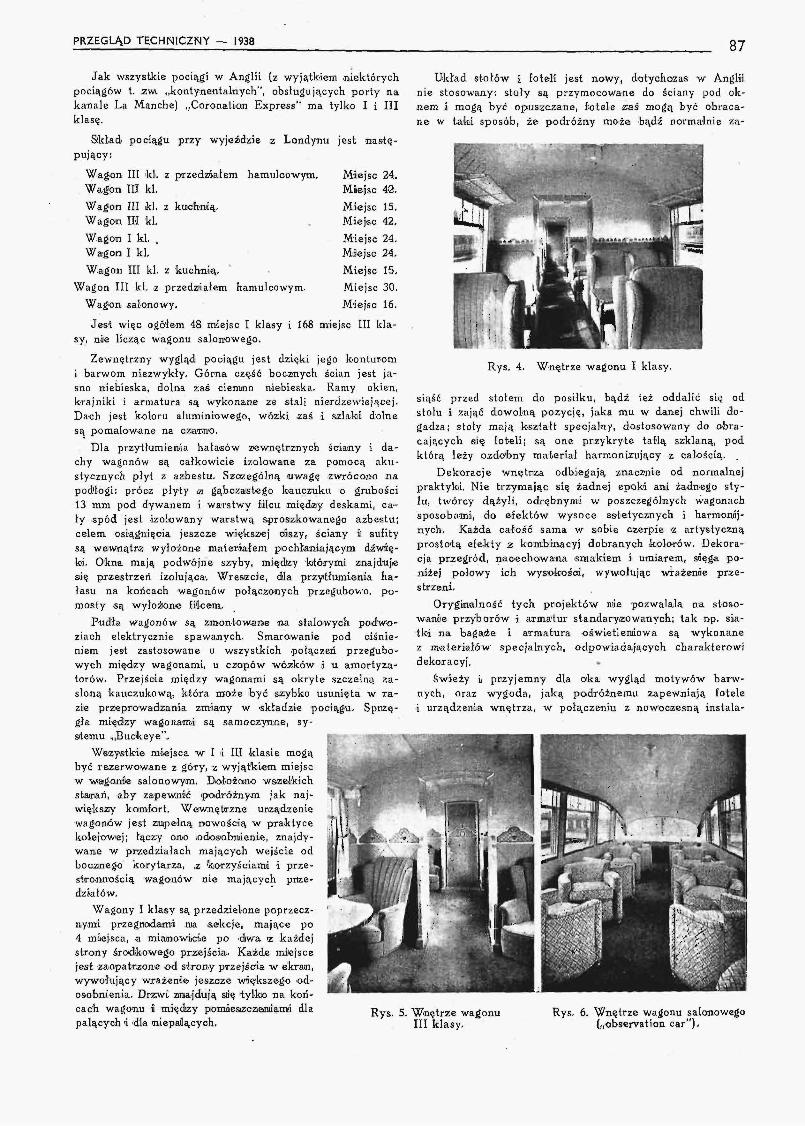
PRZEGLĄD TECHNICZNY — 1938 87
Miejsc 24.Miejsc 42.Miejsc 15.Miejsc 42.
Miejsc 24.Miejsc 24.Miejsc 15,Miejsc 30.Miejsc 16.
Jak wszystkie pociągi w Anglii (z wyjątkiem niektórychpociągów t. zwi. „kontynentalnych", obsługujących porty nakanale La Manche) „Coronatiom Express" ma tylko I i IIIklasę.
Skład pociągu przy wyjeździe z Londynu jest nastę-pujący:
Wagon III 'kl, z przedziałem hamulcowym.Wagon III kl.Wagon III ikl, z kuchnią.Wagon III kl.Wagon I kl. .Waigon I kl.
Wagom III kl, z kuchnią.Wagon III kl, z przedziałem hamulcowym.
Wagon salonowy.
Jest więc ogółem 48 miejsc I klasy i 168 miejsc III kla-sy, nie licząc wagonu salonowego.
Zewnętrzny wygląd pociągu jest dzięki jego konturomi barwom niezwykły. Górna część bocznych ścian jest ja-sno niebieska, dolna zaś ciemno niebieska. Ramy okien,krajniki 'i armatura są wykonane ze stali nierdzewiejącej.Dach jest koloru aluminiowego, wózki ,zaś i szlaki dolnesą pomalowane na czarno.
. Dla przytłumienia hałasów zewnętrznych ściainy i da-chy wagonów są całkowicie izolowane za pomocą aku-stycznych płyt z azbestu. Szczególną uwagę izwrócoiro n.apodłogi: prócz płyty ta gąbczastego kauczuku o grubości13 mm pod dywanem i warstwy filcu, między deskami, ca-ły spód jest izolowany "warstwą sproszkowanego azbestu;celem 'Osiągnięcia jeszczie więksizej diszy, ściany i sufitysą wewnątrz wyłożone materiałem pochłaniającym dźwię-ki, Okna mają podwójne szyby, międlzy 'którymi znajdujesię przestrzeń izolująca. Wreszcie, dla przytłumienia ha-łasu na końcach wagonów połączonych przegubowo, po-mosty 'Są wyłożone filcem.
Pudła wagonów są zmontowane ma stalowych podwo-ziach elektrycznie spawanych. Smarowanie pod ciśnie-niem jest zastosowane u wszystkich połączeń przegubo-wych między wagonami, u czopów wózków i u amortyza-torów. Przejścia między wagonami są okryte szczelną za-słoną kauczukową, która może być szybko usunięta w ra-zie przeprowadzania zmiany w 'składzie pociągu. Sprzę-gła między wagonami są samoczynne, sy-stemu ,MBucteye".. >*• ••.••-••.•••.•
Wszystkie miejsca w I i III klasie mogąbyć rezerwowane z góry, z wyjątkiem miejscw wagonife salonowym. Dołożoimo wszieilkichstarań, aby zapewnić podróżnym jak naj-większy komfort. Wewnętrzne urządzeniewagonów jest zupełną nowością w praktycekolejowej; łączy ono odosobnienie, znajdy-wane w przedziałach mających wejście odbocziniego korytarza, ,z 'korzyściami i prze-stronnością wagonów nie mających prize-działów,
Wagony I klasy są przedzielone poprzecz-nymi przegrodami ma sekcje, mające po4 miejsca, a mianowicie po 'drwa z każdejstrony środkowego przejścia. Każde miejscejest zaopatrzone od strony przejścia w ekran,wywołujący wrażanie' jesizcize większego od-osobnienia. Drzwi zmiajdlują slię 'tylko na koń-cach wa<gonu i między pomiiesiziczieiniiąmi dlapalących i 'dla niepalących,
Układ stołów i foteli jest nowy, dotychczas w Angliinie stosowany: stoły są przymocowane do ściany pod ok-nem i mogą być opaisizozane, fotele eaś mogą być obraca-ne w taki sposób, że podróżny może bądź normalnie za-
HRys. 4. Wnętrze wagonu I klasy,
siąść przed stołem do posiłku, bądź też oddalić się odstołu i zająć dowolną pozycję, jaka mu w danej chwili do-gadza ; stoły mają kształt specjalny, dostosowany do obra-cających się foteli; są one przykryte taflą szklaną, podktórą leży ozdobny materiał harmonizujący z całością.
Dekoracje wnętnz,a odbiegają znacznie od normalnejpraktyki. Nie trzymając się żadnej epoki ani żadnego sty-lu, twórcy dążyli, odrębnymi w poszczególnych wagonachsposobami, do efektów wysoce estetycznych i harmonij-nych. Każda całość sama w sobie czerpie z artystycznąprostotą efekty z kombinacyj dobranych kolorów. Dekora-cją przegród, nacechowana smakiem i umiarem, sięga po-niżej połowy ich wysokości, wywołując wrażenie prze-strzeni.
Oryginalność tych projektów nie pozwalała na stoso-waniiie przyborów i armatur standaryzowanych; tak mp. sia-tki na bagaże i armatura oświetleniowa są wykonanez materiałów specjalnych, odpowiadających charakterowidekoracyj.
Świeży i przyjemny dla oka wygląd motywów barw-nych, oraz wygoda, jaką podróżnemu zapewniają fotele•i urządzenia wnętrza, w połączeniu Z- nowoczesną instala-
Rys. 5. Wnętrze wagonuIII klasy.
Rys. 6. Wnętrze wagonu salonowego(„«jbservatiott car"].
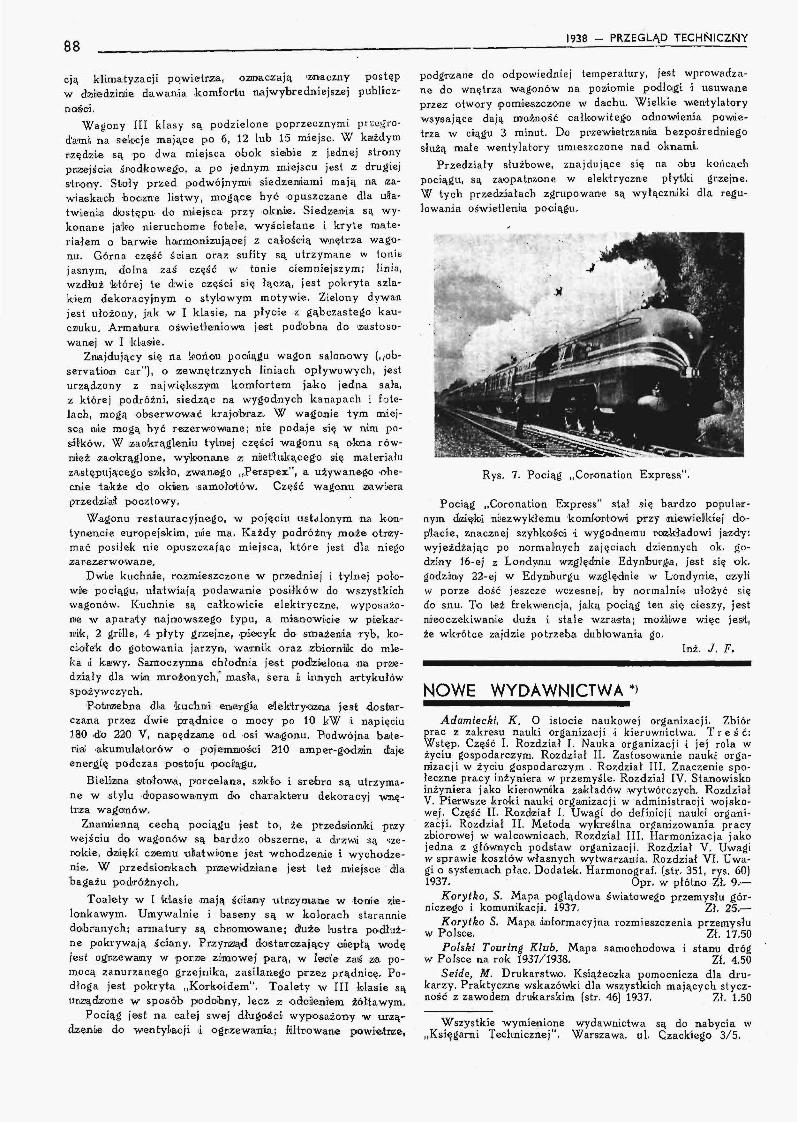
1938 - PRZEGLĄD TECHNICZNY
cją klimatyzacji powietrza, oznaczają 'znaczny postępw dailediziniie dawania komfortu najwybredniejsziej publicz-ności.
Wagony III klasy są podzielone poprzecznymi ptzagra-darni na sekcje mające po 6, 12 lub 15 miejsc, W każdymrzędzie są po dwa miejsca obok siebie z jednej stronyprzejścia środkowego, a po jednym miejscu jest z drugiejstromy. Stoły prz.ed podwójnymi siedzeniami mają na za-wiaskach boczne listwy, mogące być opuszczane dla uła-twienia dlostępu- do miejsca przy 'oknie. Siedzenia są wy-konane jako nieruchomie fotele, wyściełane i kryte mate-riałem o barwie harmonizującej z całością wnętrza wago-nu. Górna część ścian oraz sufity są utrzymane w toniejasnym, dolna zaś część w tonie ciemniejszym; linia,wzdłuż 'której te dwie części się łączą, jest pokryta szla-kiem dekoracyjnym o stylowym motywie. Zielony dywanjest ułożony, jak w I klasie, na płycie z gąbczastego kau-czuku, Armatura oświetleniowa jest podobna do izastoso-waniej w I klasie.
Znajdujący się na końcu pociągu wagon salonowy (,,ob-servat;ioo car"), o zewnętrznych liniach opływowych, jesturządzony z największym komfortem jako jedna sala,z której podróżni, siedząc na wygodnych kanapach i fote-lach, mogą obserwować krajobraz, W wagonie tym miej-sca niie mogą być rezerwowane; nie podaje się w nim po-siłków. W izao!krągleniu tylniej części wagonu są okna rów-nież .zaokrąglone, wykonane a nietłukącego się materiałuzastępującego 'sztkło, zwanego ,,Perspex", a używanego obe-cnie także do okien samolotów. Część wagonu zawiera(Mze dział pocztowy.
Wagonu restauracyjnego, w pojęciu ustalonym na kon-tynencie europejskim, mie ma. Każdy podróżny może otrzy-mać posiłek nie opuszczając miejsca, które jest dla niegozarezerwowane.
Dwie kuchnie, rozmieszczone w przedniej i tylnej poło-wie pociągu, ułatwiają podawanie posiłków do wszystkichwagonów. Kuchnie są całkowicie elektryczne, wyposażo-ne w aparaty najnowszego typu, a mianowicie w piekar-nik, 2 grille, 4 płyty grzejne, .piecyk do smażenia ryb, ko'-ciole!k do gotowania jarzyn, wamik oraz izbiorniik do mle-ka i kawy. Samoczynna chłodnia jest podzielona na prze-działy dla win mrożonych, masła, sera i innych artykułówspożywczych.
p.otazebaa dla kuchni energia elektryazjia jest dostar-czana przeiz dwie prądnice o mocy po 10 kW i napięciu180 do 220 V, napędzane od osi w.agonu. Podwójna bate-nial akumulatorów o pojemności 210 amper-godzin dajeenergię podczas postoju ipocilągm.
Bielizna istołowa, porcelana, szkło i srebro są utrzyma-ne w stylu 'dopasowanym do charakteru dekoracyj wnę-trza wagonów.
Znamienną cechą pociągu jest te, że przedsionki przywejściu do wagonów są bardzo obszerne, a drzwi są sze-rokie, dzięki cziemu -ułatwione jest wchodzenie i wychodze-nie. W przedsionkach przewidziane jest też miejsce dlabagażu podróżnych.
Toalety w I klasie mają ściany utrzymanie w -tonie zie-lonkawym. Umywalnie i baseny są w kolorach staranniedobranych; armatury są chromowane; duże lustra podłuż-ne pokrywają ściany. Przyrząd dostarczający ciiiepłą wodęjest ognzewany w porzie- zimowej parą, w lecie zaś za po-mocą zanurzanego grzejnika, zasilanego przez prądnicę. Po-dłoga jest pokryta „Korkoidem". Toalety w III klasie sąuriziądzJone w sposób podobny, lecz. z odcieniem żółtawym.
Pociąg jest na całej swej długości wyposażony w urzą-dzenie do wentylacji i ogrzewania; filtrowane powietrze,
podgrzane do odpowiedniej temperatury, jest wprowadza-ne do wnętrza wagonów na poziomie podłogi i usuwaneprzez otwory pomiesziczonie w dachu. Wielkie wentylatorywsysające dają możność całkowitego oidnowienia powie-trza w ciągu 3 minut, Do przewietrzania bezpośredniegosłużą małe wentylatory umieszczone nad oknami.
Przedziały służbowe, znajdujące się na obu końcachpociągu, są zaopatrzone w elektryczne płytki grzejne.W tych przedziałach zgrupowane są wyłączniki dla regu-lowania oświetlenia pociągu.
Rys. 7. Pociąg „Coronation Express".
Pociąg „Coronation Express" stał się bardzo populair-nym dzięki niezwykłemu komfortowi przy niewielkiej do-płacie, znacznej szybkości i wygodnemu rozkładowi jazdy:wyjeżdżając po normalnych zajęciach dziennych ok. go-dziny 16-ej z Londynu względnie Edynburga, jest się ok.godziny 22-ej w Edynburgu względnie w Londynie, azyliw porze dość jeszcze wczesnej, by normalnie ułożyć siędo snu. To też frekwencja, jaiką pociąg ten się cieszy, jestnieoczekiwanie duża i stale wzrasta; możliwe więc jest,że wkrótce zajdzie potrzeba dublowania go.
Inż, J. F,
NOWE WYDAWNICTWA*)
Adamiecki, K. O istocie naukowej organizacji. Zbiórprac z zakresu nauki organizacji i kierownictwa. T r e ś ć !Wstęp, Część I. Rozdział I. Nauka organizacji i jej rola wżyciu gospodarczym. Rozdział II. Zastosowanie nauki orga-nizacji w życiu gospodarczym . Rozdział III, Znaczenie spo-łeczne pracy inżyniera w przemyśle. Rozdział IV. Stanowiskoinżyniera jako kierownika zakładów wytwórczych, RozdziałV, Pierwsze kroki nauki organizacji w administracji wojsko-wej, Część II, Rozdział I. Uwagi do definicji nauki organi-zacji. Rozdział II. Metoda wykreślna organizowania pracyzbiorowej w walcownicach. Rozdział III. Harmonizacja jakojedna z głównych podstaw organizacji. Rozdział V. Uwagiw sprawie kosztów własnych wytwarzania. Rozdział VI. Uwa-gi o systemach płac. Dodatek. Harmonograf. (str. 351, rys. 60)1937. Opr. w płótno Zł. 9.—
Korytko, S. Mapa poglądowa światowego przemysłu gór-niczego i komunikacji. 1937. Zł. 25.—
Korytko S. Mapa informacyjna rozmieszczenia przemysłuw Polsce. Zł. 17.50
Polski Touring Klub. Mapa samochodowa i stanu drógw Polsce na rok 1937/1938. Zł. 4.50
Seide, M. Drukarstwo. Książeczka pomocnicza dla dru-karzy. Praktyczne wskazówki dla wszystkich mających stycz-ność z zawodem drukarskim (str. 46) 1937. Zł. 1.50
Wszystkie wymienione wydawnictwa są do nabycia w„Księgarni Technicznej", Warszawa, ul, Czackiego 3/5.
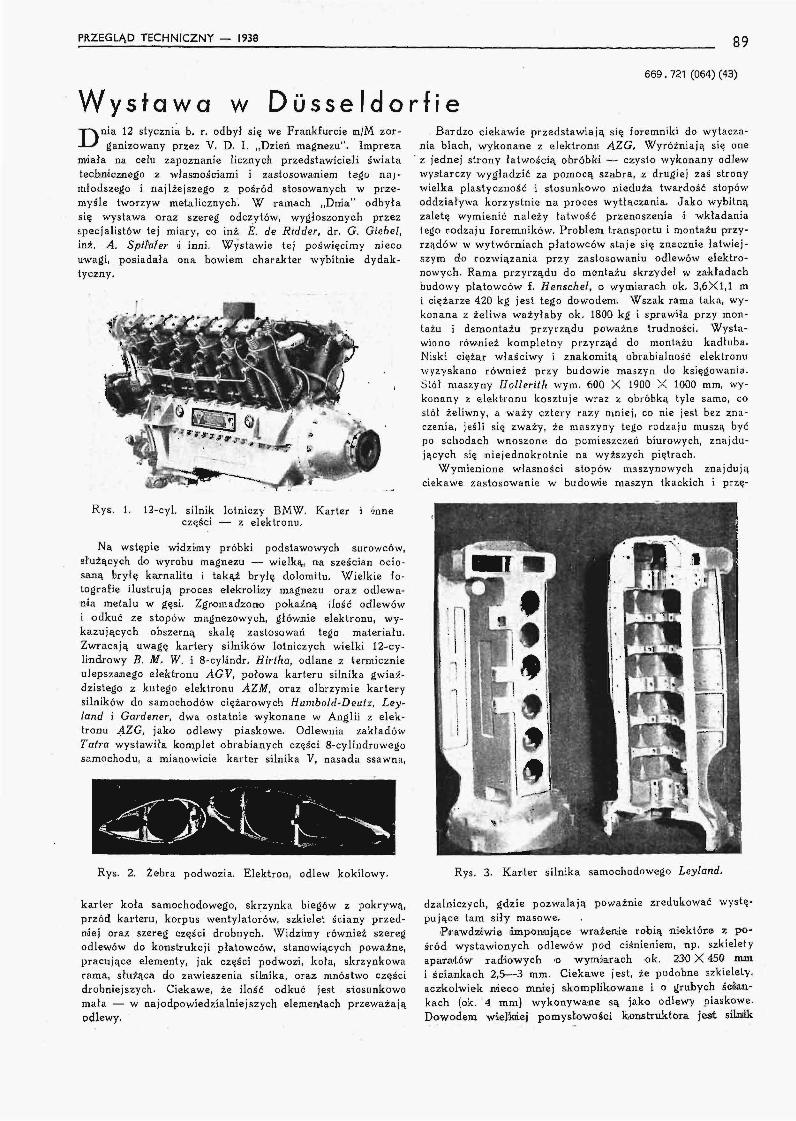
PRZEGLĄD TECHNICZNY — (938 89
669. 721 (064) (43)
W y s t a w a w D u s s e l d o r f i eDnia 12 stycznia b. r. odbył się we Frankfurcie n/M. zor-
ganizowany przez V. D. I, „Dzień magnezu". Imprezamiała na celu zapoznanie licznych przedstawicieli światatechnicznego z własnościami i zastosowaniem tego naj-młodszego i najlżejszego z pośród stosowanych w prze-myśle tworzyw metalicznych. W ramach „Dnia" odbyłasię wystawa oraz szereg odczytów, wygłoszonych przezspecjalistów tej miary, co inż, E. de Ridder, dr. G. Giebel,inż, A. Spitaler i inni. Wystawie tej poświęcimy niecouwagi, posiadała ona bowiem charakter wybitnie dydak-tyczny.
. Bardzo ciekawie przedstawiają się foremniki do wytacza-nia blach, wykonane z elektronu AZG. Wyróżniają się one
' z jednej strony łatwością obróbki — czysto wykonany odlewwystarczy wygładzić za pomocą szabra, 2 drugiej zaś stronywielka plastyczność i stosunkowo nieduża twardość stopówoddziaływa korzystnie na proces wytłaczania. Jako wybitnązaletę wymienić należy łatwość przenoszenia i wkładaniatego rodzaju foremników. Problem transportu i montażu przy-rządów w wytwórniach płatowców staje się znacznie łatwiej-szym do rozwiązania przy zastosowaniu odlewów elektro-nowych, Rama przyrządu do montażu skrzydeł w zakładachbudowy płatowców f. Hensckel, o wymiarach ok. 3,6X1,1 mi ciężarze 420 kg jest tego dowodem1. Wszak rama taka, wy-konana z żeliwa ważyłaby ok. 1800 kg i sprawiła przy mon-tażu i demontażu przyrządu poważne trudności. Wysta-wiono również kompletny przyrząd, do montażu kadłuba.Niski ciężar właściwy i znakomitą obrabialność elektronuwyzyskano również przy budowie maszyn do księgowania.Stół maszyny Hollerith wym. 600 X 1900 X 1000 mm, wy-konany z elektronu kosztuje wraz z obróbką tyle samo, costół żeliwny, a waży cztery razy mniej, co nie jest bez zna-czenia, jeśli się zważy, że maszyny tego rodzaju muszą byćpo schodach wnoszone do pomieszczeń biurowych, znajdu-jących się niejednokrotnie na wyższych piętrach.
Wymienione własności stopów maszynowych znajdująciekawe zastosowanie w budowie maszyn tkackich i przę-
Rys. 1. 12-cyl. silnik lotniczy BMW. Karter i inneczęści — z elektronu.
Na wstępie widzimy próbki podstawowych surowców,służących do wyrobu magnezu — wielką, na sześcian ocio-saną bryłę kamalitu i takąż bryłę dolomitu. Wielkie fo-tografie ilustrują proces elekrolizy magnezu oraz odlewa-nia metalu w gęsi. Zgromadzono pokaźną ilość odlewówi odkuć ze stopów magnezowych, głównie elektronu, wy-kazujących obszerną skalę zastosowań tego materiału.Zwracają uwagę kartery silników lotniczych wielki 12-cy-lindrowy B. M, W. i 8-cylindr. Hirtha, odlane z termicznieulepszanego elektronu AGV, połowa karteru silnika gwiaź-dzistego z kutego elektronu AZM, oraz olbrzymie karterysilników do samochodów ciężarowych Humbold-Deutz, Ley-land i Gardener, dwa ostatnie wykonane w Anglii z elek-tronu AZG, jako odlewy piaskowe. Odlewnia zakładówTatra wystawiła komplet obrabianych częs'ci 8-cylindrowegosamochodu, a mianowicie karter silnika V, nasada ssawna,
Rys, 2. Żebra podwozia. Elektron, odlew kokilowy.
karter koła samochodowego, skrzynka biegów z pokrywą,przód karteru, korpus wentylatorów, szkielet ściany przed-niej oraz szereg części drobnych. Widzimy również szeregodlewów do konstrukcji płatowców, stanowiących poważne,pracujące elementy, jak części podwozi, koła, skrzynkowarama, służąca do zawieszenia silnika, oraz mnóstwo częścidrobniejszych. Ciekawe, że ilość odkuć jest stosunkowomała — w najodpowiedzialniejszych elementach przeważająodlewy.
Rys. 3. Karter silnika samochodowego Leyland.
dzalniczych, gdzie pozwalają poważnie zredukować wystę-pujące tam siły masowe.
Prawdziwie imponujące wrażenie robią niektóre z po-śród wystawionych odlewów pod ciśnieniem, np. szkieletyaparatów radiowych 'o wymiarach ok. 230 X 450 mmi ściankach 2,5—3 mm. Ciekawe jest, że podobne szkielety,aczkolwiek nieco mniej skomplikowane i o grubych ścian-kach (ok. 4 mm) wykonywane są jako odlewy piaskowe.Dowodem wielkiej pomysłowości konstruktora jest silndłc
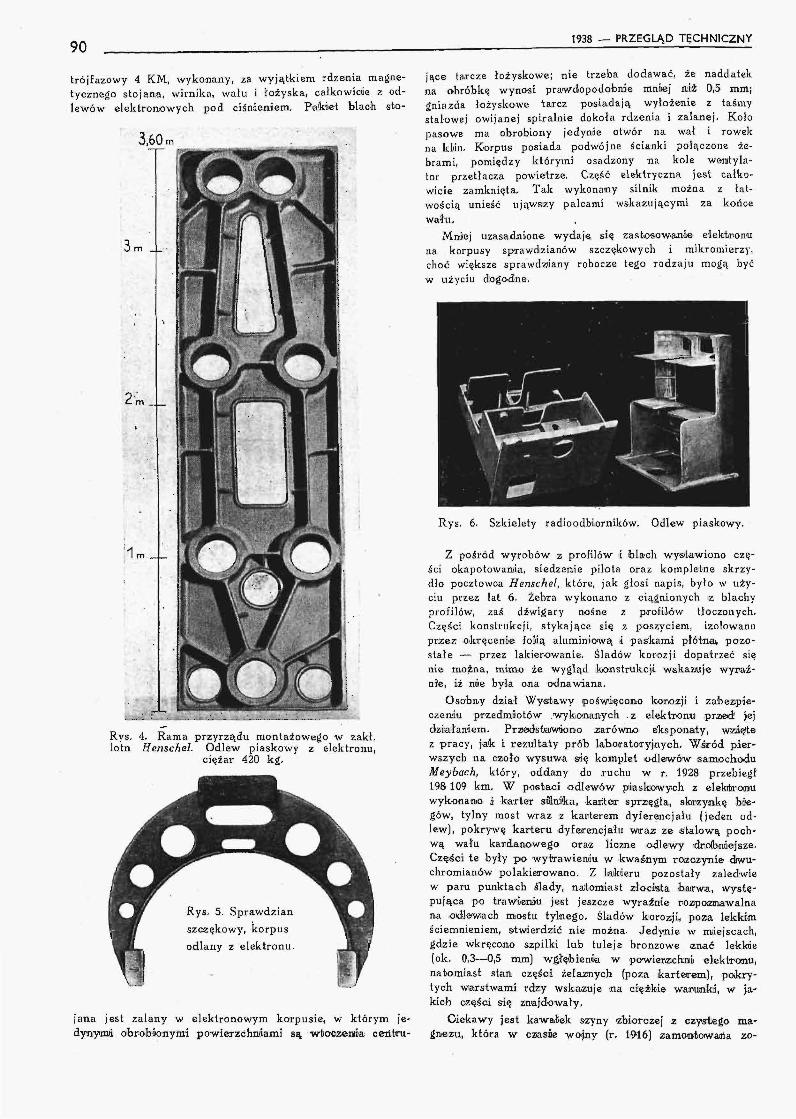
901938 — PRZEGLĄD TECHNICZNY
trójfazowy 4 KM, wykonany, za wyjątkiem rdzenia magne-tycznego stojana, wirnika, wału i łożyska, całkowicie z od-lewów elektronowych, pod ciśnieniem, Pakiet blach sto-
Rys, 4. Rama przyrządu montażowego w zakł.lotn Henschel. Odlew piaskowy z elektronu,
ciężar 420 kg.
Rys. 5. Sprawdzianszczękowy, korpusodlany z elektronu.
jące tarcze łożyskowe; nie trzeba dodawać, że naddatekna obróbkę wynosi prawdopodobnie mniej niż 0,5 mm;gniazda łożyskowe tarcz posiadają wyłożenie z taśmystalowej owijanej spiralnie dokoła rdzenia i zalanej, Kolopasowe ma obrobiony jedynie otwór na wał i rowekna klin. Korpus posiada podwójne ścianki połączone że-brami, pomiędzy którymi osadzony na kole wentyla-tor przetłacza powietrze. Część elektryczna jest całko-wicie zamknięta. Tak wykonany silnik można z łat-wością unieść ująwszy palcami wskazującymi za końcewału.
Mmiiej uzasadnione wydajie się zastosowanie elektronuna korpusy sprawdzianów szczękowych i mikromierzy,choć większe sprawdziany robocze tego rodzaju mogą byćw użyciu
jana jest zalany w elektronowym korpusie, w którym je-dywyimi obrobionymi powierzchniami są wtoczenia ceńtru-
Rys, 6. Szkielety radioodbiorników. Odlew piaskowy.
Z pośród wyrobów z profilów i blach wystawiono czę-ści okapotowaraia, siedzenie pilota oraz kompletne skrzy-dło pocztowca Henschel, które, jak głosi napis, było w uży-ciu przez lat 6. Żebra wykonano z ciągnionych >z blachyprofilów, zaś dźwigary nośne z profilów tłoczonych.Części konstrukcji, stykające się z poszyciem, izolowanoprzez 'Okręcenie folią aluminiową i paskami płótnai, pozo-stałe — przez lakierowanie. Śladów korozji dopatrzeć sięni© można, mimo że wygląd ikomstrukcji wskazuje -wyraź-nie, iż nie była ona odnawiana.
Osobny dział Wystawy poświęcono korozji i zabezpie-czeniu przedmiotów wykonanych z elektronu prziedl jejdziałaniem. Prziedstaiwiioino .zarówno eksponaty, wiziiięjtez pracy, jak i rezultaty prób laboratoryjnych. Wśród pier-wszych na czoło wysuwa się komplet odlewów samochoduMeybach, który, oddany do ruchu w r. 1928 przebiegł198 109 km, W postaci odlewów piaskowych z eleklttroiMiwykonano- i karter silnika, kartter sprzęgła, skrzynkę bie-gów, tylny most wraz z karterem dyfereticjału (jeden od-lew), pokrywę karteru dyferencjału wraa ze -stalową poch-wą wału kardanowego oraz liczne odlewy 'drobniejsze.Części te były po wytrawieniu w kwaśnym roizczynie diwu-chromianów polakierowano. Z lakieru pozostały zaledwiew paru punktach ślady, natomiast złocista barwa, wystę-pująca po trawieniu jeist jeszcze wyraźnie rozpoznawalnana odlewach mostu tylnego. Śladów korozji, poza lekkimściemnieniem, stwierdzić nie można- Jedynie w miejscach,gdzie wkręcono szpilki lub tuleje bronzowe znać lekkie(ok. 0,3—0,5 mm) wgłębienia w powierizichnii elektronu,natomiast stan części żelaznych (poza ikarterem), poikry-tych warstwami rdzy wskazuje na ciężkie warunkii, w ja-kich części się znajdowały,
Ciekawy jest kawałek szyny 'zbiorczej z czystego ma-gnezu, która w czasie wojny (r, 1916) zamontowania zo-

PRZEGLĄD TECHNICZNY - 1938 91
stała w rozdzielali wysokiego napięcia i po dwudziestuprzeszło latach (w tym 20 lat pracy) żądanych śladów niewytazaila.
W dziale prób laboratoryjnych przedstawiono mnóstwoprzykładów zabezpieczenia za pomocą lakierów, zarównosamoschnących, jak i piecowych, Np. części 'a blachy,powlekane lakierem Ikowe, które przez 3 miesiące wmon-towane były na próbę na pokładzie jachtu morsfeiego, naj-mniejszych śladów zaatakowania nie wykazują. Próbyprzeprowadzane są w najrozmaitszy sposób: przez wysta-wienie na działanie atmosferyczne na praectłąg od 'kilkumieś. do 6 lat, umieszczenie w przestrzeni o SiZtuczniezwiększioinej wilgotoości (jest to próba, uważana za jiednąz cięższych), zanurzenie w wodzie wodociągowej i wodziemorskiej, roztworze NaCl i t. d.
Bardzo interesujące są próby natryskiwania okuć elek-tronowych warstewką hydronaliium (stop ok. 93% Al i ok.7% Mg) za pomo?ą pistoletu Schoopa. Warstwa ta. do-wolnej grubości, daje się polerować, zachowując połyski jest całkowicie odporna na działanie wpływów atmosfe-rycznych; raarazie jednak ta metoda nie wyszła jeszczepoza obręb prób; możie ona mieć pewne znaczenie przybudowie płatowców pasażerskich. Cały ten dział Wysitawyokazuje dowodnie, że sprawa zabezpieczenia magniezuprzed korozją winna być uważana za całkowicie roz-wiązaną.
Nie zapomniano także o pokazaniu narzędzi do obróbkimechanicznej stopów magnezowych, Widzimy cały 'kom-plet nioży tokarskich, właściwie zaszlMowamych, głowicefrezowe, bardzo wydajne, gdyż pozwalaią wyzyskać maksy-malną szybkość skrawania, które j optimum dla stopówmagnezu znajduje się daleko poza możliwioJśdiami więk-szości dzisiejszych obrabiarek (przy frezowaniu odlewów
elektronowych stosowano- już z jak najlepszym skutkiemszybkość 1700 m/min.). Ciekawe jest, że oprawy głowicfrezowych wykonane były ze stopu magnezowego Pilnikiz zębami frezowanymi promieniowo lub prosto w czterechgrubościach nacięć pozwalają na wydajną obróbkę ręczną.
Na ścianach zawieszono sz-ereg wykresów, ilustrującychwłasności stopów magnezowych w różnych warunkach.
Rys. 7. Odlewy z elektronu, lane pod ciśnieniem.
Odczyty z dziedziny zastosowania i właściwości stopówmagnezu przeznaczone były dla ogółu inżynierów, ze szcze-gólnym uwzględnieniem danych, potrzebnych kioiistrukito-rowi. Zostały one uprzednio wydane w książce p. t,„Werkstoff Magnesium" (V. D I, Verlag G. m. B H. Ber-lin NW 7, 149 .str., 134 rys. i 19 tabl.). Zainteresowaniebyło bardizio duże, gdyż udział wzięło ok. 1 500 osób, mimo,że impreza była powtórzeniem. ,,Dnia Magne-au" odbytegow Berlinie w listopadzie r. ub.
J. L.
623.418.2
L e k k i e d z i a ł a p r z e c i w l o t n i c z e["\ o lekkich dział przeciwlotniczych zaliczamy broń maszy-
nową, której kaliber jest większy od kalibru ciężkichkarabinów maszynowych1) a mniejszy natomiast od cięż-kich, dział przieciiwlotniiczych o 'kalibrze 7,5 cm i więk-i-zym, Do najbardziej znanych konstrukcyj tego rodzaju na-leżą działka, których kaliber wynosi od 2 do 4 cm 2 ) . O ka-librze pomiędzy 4,0 i 7,5 cm nie ma jeszcze dział przeciw-lotniczych. Poniżej kalibru 2 cm mamy wszelkiego rodzajukarabiny maszynowe, ciężkie karabiny maszynowe posiadająjuż kaliber 14 mm.
.Lekkie działa przeciwlotnicze, w przeciwieństwie do cięż-kich, należą do broni samoczynnej, w której do uzyskaniawiększej szybkostrzelności wyzyskano znane zasady działa-nia broni maszynowej.
Omawiane działa mogą więc strzelać ogniem pojedyn-czym i ciągłym czyli po pierwszym naładowaniu ręcznymi pociągnięciu za spust dla oddania strzału, następuje sa-moczynne wyrzucenie łuski po wystrzale, a następnie wpro-wadzenie drugiego naboju, napięcie iglicy i t, d.
Z używanych obecnie tego rodzaju działek przeciwlot-niczych prawie we wszystkich przed oddaniem strzału na-stępuje zaryglowanie komory nabojowej, odryglowanie zaśnastępuje w chwili opuszczania lufy przez pocisk. Broń bez-ryglowa należy prawie wyłącznie do bardzo małego kalibru(pistolety), Przy broni bezryglowej po strzale odrzutowi ga-
x) Por. Jnż, S. Boye, „Roczny przegląd prac zagranicz-nych nad konstrukcją broni maszynowej". Przegląd Tech-niczny 1937, str, 191—206.
2) Por. awtykuł „SLeichte Rhigabwehr-Kainonen'.', VDI,r. 1937, str. 1209—1214.
zów do tyłu w czasie przelotu pocisku przez lufę przeciw-działa jedynie dość duża masa zanika i naciskająca nańmocna sprężyna. Masa zamka i sprężyna muszą być takdobrane, aby cofnięcie zamka do tyłu przez odrzut gazównie nastąpiło za wcześnie; dopóki w lufie panuje jeszcze dużeciśnienie, cofnięcie zamka musi być bardzo nieznaczne, abygazy nie wyrzuciły łuski za wcześnie, Łuski przy takiejbroni muszą być budowane z materiału o większej wytrzy-małości i posiadać bardzo mocną stopkę. Do bezryglowychdziałek przeciwlotniczych należy tylko 2 cm armatka samo-czynna szwajcarskiej konstrukcji OerHkon; części jej po-kazane są na rys. 1.
h -%
ktrRys, 1.
Luf.i, zamek i osłona działka OerHkon.a — lufa; b — muszka; c—tłumik płomieni: d — zaraek; e — oslona;f —• sprężyna ryglująca; g — czopy; h — nastawnik na ogieri poje-
dynczy i ciągły.
Samoczynna broń bezryglowa odznacza się wyjątkowoprostą konstrukcją, lecz przy większym kalibrze istnieje jed-nak i większe niebezpieczeństwo dla obsługi. Pociski armatek
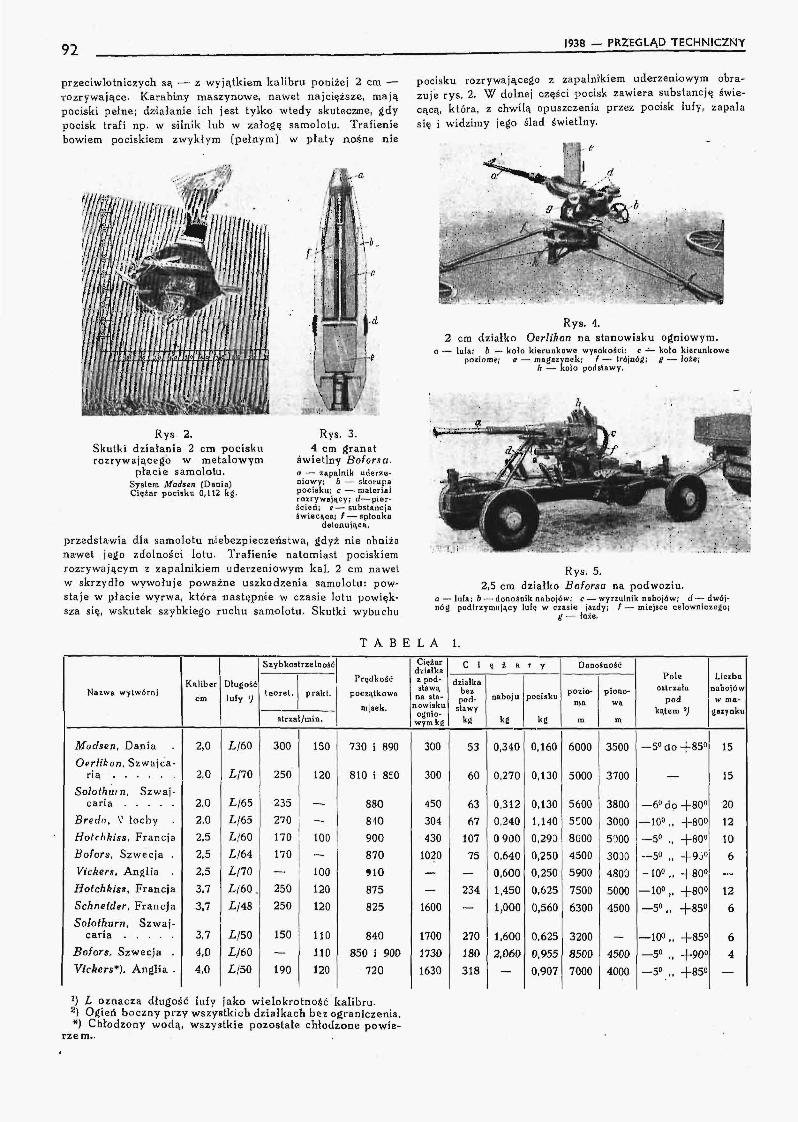
92 1938 — PRZEGLĄD TECHNICZNY
przeciwlotniczych są — z wyjątkiem kalibru poniżej 2 cm — pocisku rozrywającego z zapalnikiem uderzeniowym obra-rozrywające. Karabiny maszynowe, nawet najcięższe, mają żuje rys, 2. W dolnej części pocisk zawiera substancję świe-pociski pełne; działanie ich jest tylko wtedy skutecznie, gdy cącą, która, z chwilą opuszczenia przez pocisk lufy, zapalapocisk trafi np. w silnik lub w załogę samolotu. Trafienie się i widzimy jego ślad świetlny,bowiem pociskiem zwykłym (pełnym) w płaty nośne nie
Rys 2.Skutki działania 2 cm pociskurozrywającego w metalowym
płacie samolotu.System Madsen (Dania)Ciężar pocisku 0,112 kg.
Rys. 3.4 cm granat
świetlny Boforsa.a —- zapatnik uderze-niowy; b — skorupapocisku; c —• materiałrozrywający; d—pier-ścień; e—substancjaświecąca; f—spłonka
detonująca,
przedstawia dla samolotu niebezpieczeństwa, gdyż nie obniżanawet jego zdolności lotu. Trafienie natomiast pociskiemrozrywającym z zapalnikiem uderzeniowym kal, 2 cm nawetw skrzydło wywołuje poważne uszkodzenia samolotu: pow-staje w płacie wyrwa, która następnie w czasie lotu powięk-sza się, wskutek szybkiego ruchu samolotu. Skutki wybuchu
Rys. 4.2 cm działko Oerlikon na stanowisku ogniowym.
a — lufa; b — koło kierunkowe wysokości: c -1- koło kierunkowepoziome; e — magazynek; / — trójnóg; g — łoże;
h — koło podstawy.
Rys. 5.2,5 cm działko Boforsa na podwoziu.
a — lufa; b—• donośnik nabojów; c — wyrzutnik nabojów; d—dwój-nóg podtrzymujący lufę w czasie jazdy; f — miejsce celowniczego;
g — loże.
T A B E L A 1.
Nazwa wytwórniKaliber
cm
Długość
lufy ')
Szybkostrzelność
teoret. prakt.
strzał/min.
Prędkość
początkowa
mjsek.
730 i 890
810 i 850
880840900870
»10
875825
840850 i 900
720
Ciężardziałkaz pod-stawą
na sta-nowisku
ognio-wym kg
300
300
450
304
430
1020—
—
1600
170017301630
C i
działkabezpod-
stawykg
53
60
63
67
107
75
—
234
—
270180318
ę i a
naboju
H
0,340
0,270
0,3120.2400 9000,6400,6001,4501,000
1,6002,060
—
r y
pocisku
kg
0,160
0,130
0,1301,1400,2930,2500,2500,6250,560
0,6250,9550,907
Donośność
pozio-ma
m
6000
5000
56005C0080004500590075006300
320085007000
piono-wa
m
3500
3700
3800300050003030480050004500
45004000
Poleostrzału
podkątem ">)
Liczbanabojów
w ma-gazynku
Madsen, DaniaOerlikon, Szwajca-
riąSolothurn, Szwaj-
cariaBredn, V łochyHotchhiss, FrancjaBofors, Szwecja .Yickers, Anglia .Hołchkiss, FrancjaSchneider, Francja
Solothurn, Szwaj-caria . . . . . .
Bofors, Szwecja .
Yickers*). Anglia .
2,0
2,0
2,02,02,52,52,53,73,7
3,7
4,0
4,0
L/60
L/70
L/65L/65L/60L/64L/70L/60L/48
L/50L/60L/50
300
250
235270170170
250
250
150
190
150
120
100
100120120
110110120
1) L oznacza długość lufy jako wielokrotność kalibru.2) Ogień boczny przy wszystkich działkach bez ograniczenia.*) Chłodzony wodą, wszystkie pozostałe chłodzone powie-
-5°do-f-85°
-6"do-l-8011
-10° ,, +800-5° „ +80'-5" „ -)-9J 0
•10°,, -j-8-10°., +80°-5°„ +85°
-10o„-5° „ +90°-5° „ +85°
15
15
20
12106
126
64
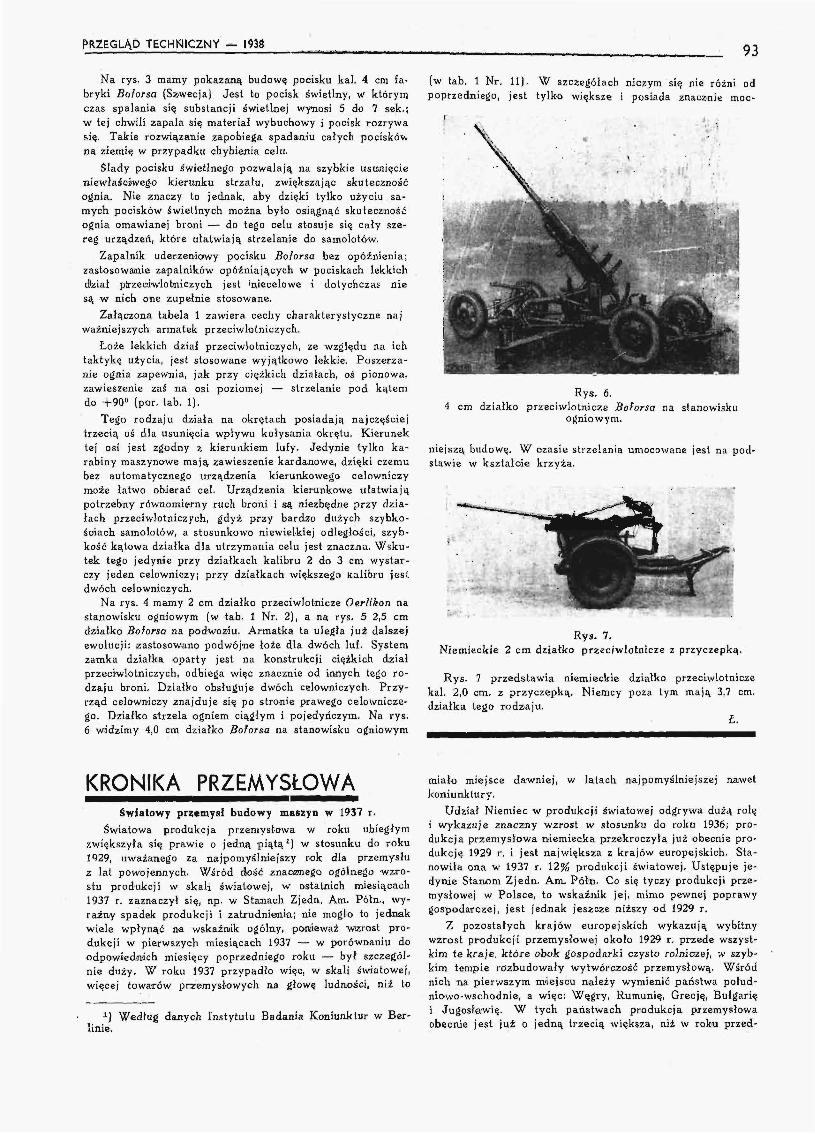
PRZEGLĄD TECHNICZNY — 1938 93
Na rys. 3 mamy pokazaną budowę pocisku kal. 4 cm fa-bryki Boforsa (Szwecja) Jest to pocisk świetlny, w którymczas spalania się substancji świetlnej wynosi 5 do 7 sek.jw tej chwili zapala się materiał wybuchowy i pocisk rozrywasię, Takie rozwiązanie zapobiega spadaniu całych pociskówna ziemię w przypadku chybienia celu.
Ślady pocisku świetlnego pozwalają na szybkie usunięcieniewłaściweg-o kierunku strzału, zwiększając skutecznośćognia. Nie znaczy to jednak, aby dzięki tylko użyciu sa-mych pocisków świetlnych można było osiągnąć skutecznośćognia omawianej broni — do tego celu stosuje się cały sze-reg urządzeń, które ułatwiają strzelanie do samolotów.
Zapalnik uderzeniowy pocisku Boforsa bez opóźnienia;zastosowanie zapalników opóźniających w pociskach lekkichd'ział przeciwlotniczych jest 'niecelowe i dotychczas niesą w nich one zupełnie stosowane.
Załączona tabela 1 zawiera cechy charakterystyczne najważniejszych armatek przeciwlotniczych.
Łoże lekkich dział przeciwlotniczych, ze względu na ichtaktykę użycia, jest stosowane wyjątkowo lekkie, Poszerza-nie ognia zapewnia, jak przy ciężkich działach, oś pionowa,zawieszenie zaś na osi poziomej — strzelanie pod kątemdo +90° (por. lab. 1).
Tego rodzaju działa na okrętach posiadają najczęściejtrzecią oś dla usunięcia wpływu kołysania okrętu. Kierunektej osi jest zgodny z kierunkiem lufy. Jedynie tylko ka-rabiny maszynowe mają zawieszenie kardanowe, dzięki czemubez automatycznego urządzenia kierunkowego celowniczymoże łatwo obierać cel. Urządzenia kierunkowe ułatwiająpotrzebny równomierny ruch broni i są niezbędne przy dzia-łach przeciwlotniczych, gdyż przy bardzo dużych szybko-ściach samolotów, a stosunkowo niewielkiej odległości, szyb-kość kątowa działka dla utrzymania celu jest znaczna. Wsku-tek tego jedynie przy działkach kalibru 2 do 3 cm wystar-czy jeden celowniczy; przy działkach większego Kalibru jestdwóch celowniczych.
Na rys. 4 mamy 2 cm działko przeciwlotnicze Oerlikon nastanowisku ogniowym (w łab. 1 Nr. 2), a na rys. 5 2,5 cmdziałko Boforsa na podwoziu. Armatka ta uległa już dalszejewolucji: zastosowano podwójne łoże dla dwóch luf. Systemzamka działka -oparty jest na konstrukcji ciężkich działprzeciwlotniczych, odbiega więc znacznie od innych tego ro-dzaju broni. Działko obsługuje dwóch celowniczych. Przy-rząd celowniczy znajduje się po stronie prawego celownicze-go, Działko strzela ogniem ciągłym i pojedynczym. Na rys,6 widzimy 4,0 cm działko Boforsa na stanowisku ogniowym
(w tab, 1 Nr. 11). W szczegółach n.iczym się nie różni odpoprzedniego, jest tylko większe i posiada znacznie moc-
Rys. 6.4 cm działko przeciwlotnicze Boforsa na stanowisku
ogniowym.
niejszą budowę. W czasie strzelania umocowane jest na pod-stawie w kształcie krzyża.
Rys. 7.Niemieckie 2 cm działko przeciwlotnicze z przyczepką.
Rys, 7 przedstawia niemieckie działko przeciwlotniczekal. 2,0 cm. z przyczepką. Niemcy poza tym mają 3,7 cm.działka tego rodzaju.
Ł.
KRONIKA PRZEMYSŁOWAŚwiatowy prsemys! budowy maszyn w 1937 r.
Światowa produkcja przemysłowa w roku ubiegłymzwiększyła się prawie o jedną piątą1) w stosunku do roku1929, uważanego za najpomyślniejszy rok dla przemysłuz lat powojennych. Wśród dość znacznego ogólnego wzro-stu produkcji w skali światowej, w ostatnich miesiącach1937 r. zaznaczył się, np, w Stanach Zjedn. Am. Półn., wy-raźny spadek produkcji i zatrudnienia; nie mogło to jednakwiele wpłynąć na -wskaźnik ogólny, ponieważ wzrost pro-dukcji w pierwszych miesiącach 1937 — w porównaniu doodpowiednich miesięcy poprzedniego roku — był szczegól-nie duży. W roku 1937 przypadło więc, w skali światowej,więcej towarów przemysłowych na głowę ludności, niż to
a) Według danych Instytutu Badania Koniunktur w Ber-linie.
miało miejsce dawniej, w latach najpomyślniejszej nawetkoniunktury.
Udział Niemiec w produkcji światowej odgrywa dużą rolęi wykazuje znaczny wzrost w stosunku do roku 1936; pro-dukcja przemysłowa niemiecka przekroczyła już obecnie pro-dukcję 1929 r. i jest największa z krajów europejskich. Sta-nowiła ona w 1937 r. 12% produkcji światowej. Ustępuje je-dynie Stanom Zjedn. Am. Pófai. Co się tyczy produkcji prze-mysłowej w Polsce, to wskaźnik jej, mimo pewnej poprawygospodarczej, jest jednak jeszcze niższy od 1929 r.
Z pozostałych krajów europejskich wykazują wybitnywzrost produkcji przemysłowej około 1929 r, przede wszyst-kim te kraje, które obok gospodarki czysto rolniczej, w szyb-kim tempie rozbudowały wytwórczość przemysłową. Wśródnich na pierwszym miejscu należy wymienić państwa połud-nic-wo-wschodnie, a więc: Węgry, Rumunię, Grecję, Bułgarięi Jugosławię. W tych państwach produkcja przemysłowaobecnie jest już o jedną trzecią większa, niz w roku przed-

94 1938 — PRZEGLĄD TECHNICZNY
kryzysowym 1929. Obok nich i państwa północne, jak rów-nież i kraje nadbałtyckie, wykazują szybki rozwój przemy-słu. Np. w Danii produkcja przemysłowa wzrosła prawie0 34% w stosunku do r. 1929, w Szwecji i Finlandii zaśwzrost wynosi pomad 40%. Estonia i Łotwa wykazują rów-nież duży postęp w UĘirzymysłowieniu, wykazując przyrostw stosunku do 1929 r.: Estonia .o 33%, a Łotwa o 50%,
W krajach poza europejskich obserwujemy rówinież wy-raźny rozwój przemysłu, który, jeżeli pominiemy Z. S. S. R.,najwięcej zaznaczył się w Japonii2). Ameryka Psjłudn.1 Unia Pohidn. Afrykańska, jak i Australia, mają obecnierównież większą produkcję przemysłową niż w r. 1929.
Rozkwit jednak przemysłu w tych krajach nie wpłynąłdecydująco na produkcję starych krajów europejskich; wi-dzimy bowiem, np. w Anglii, -znaczny wzrost produkcji; weFrancji jednak i -w Stanach Zjedn. Am. Póki. produkcja jestnadal mniejsza od produkcji 1929 r., gdyż państwa te „spó-źniły się" w rozkwicie koniunkturalnym. W każdym razie,udział krajów nowiouprzemysłowionych w światowej gospo-darce przemysłowej zaczyna stopniowo nabierać znaczenia.Nic ulega wątpliwości, że przeprowadzane uprzemysłowieniewielu krajów agrarnych wpłynęło i wpływa również w pew-nym stopniu obecnie na rozkwit przemysłu maszynowego.
R o z w ó j b u d o w y m a s z y n w p o s z c z e g ó l -n y c h k r a j a c h . Rozwój światowego przemysłu maszyno-wego można statystycznie ująć obecnie tylko z, dużymi za-strzeżeniami; przyczyna leży w tym, że gdy dane statystycz-ne, odnoszące się do produkcji przemysłowej w ogólności,opierają się na jednakowych zasadach we wszystkich pań-stwach, to <w odniesieniu do statystyki budowy maszyn tegonie można powiedzieć. Odnośnie produkcji maszyn wielekrajów sporządza tylko statystyki roczne, nie wiele nato-miast krajów podaje dane za krótsze okresy czasu; musimywięc posługiwać się danymi pomocniczymi (ilością spożytejstali, paliwa, zamówień i t. d.). Oprócz tego wpływają i na toniejednakowe wszędzie granice, zakreślane pojęciu przemy-słu maszynowego. Anglicy np. zaliczają do budowy maszyni budownictwo okrętowe. Pomimo to dane, którymi rozpo-rządzamy-'), pozwalają wskazać kilka podstawowych kierun-ków rozwoju; należy jednak pamiętać zawsze, że chodzi tuwłaśnie o nic więcej, jak tylko o wysunięcie zasadniczychkierunków rozwoju i uporządkowanie danych statystycz-nych.
T A B E L A 1.
P r o d u k c j a m a s z y n w w a ż n i e j s z y c h k r a j a c hProdukcję w r. 1929 przyjęto za 100.
K r a j
Kra je z n o w y m p / z e m y s ł e m :Grecja . . .JaponiaSzwecjaEstoniaFinlandia
P o z o s t a ł e k r a j e :Anglia
Stany Zjed. A. PołnWłochyNiemcyPolskaFrancja
1936
430242161130105
12188
115987564
1937-
2953)
188
139
ok. 1301271199773
Podana statystyka wykazuje przede wszystkim, że pro-dukcja maszyn w ostatnich latach prawie we wszystkichkrajach nie tylko osiągnęła najwyższy stan lat 1928/29, alenawet go przekroczyła. Jeżeli teraz chcielibyśmy uporządko-wać państwa według lat (z wyjątkiem Z. S. S. R.), w którychone po raz pierwszy przekroczyły najwyższą produkcjęz okresu najpomyślniejszej koniunktury (1928/29), to bę-dziemy mieli:
1933 1934 1935 1936 1937
Japonia Szwecja Estonia Finlandia NiemcyGrecja Anglia Włochy Stany Zjedn. A. P.
W kilku tylko państwach produkcja maszyn była niższaod produkcji 1929 r. Do nich należą przede wszystkim Fran-cja i Holandia; Polska również należy jeszcze do tychpaństw, chociaż jej produkcja wyniosła 97 (w 1929 r. 100).
Trzeba tu zaznaczyć, że kraje te szczególnie długo trzy-mały się polityki deflacyjnej, co wpłynęło na wstrzymaniewiększych inwestycyj prywatnych, ograniczając się tylko doinwestycyj w pewnym zakresie z funduszów państwo-wych. Jest więc do pewnego stopnia jasne, że kraje ,,blokuzłotego" nie potrafiły tak prędko wyrównać spadku pro-dukcji z okresu kryzysu. Znaczenie jednak tych państww światowym przemyśle maszyn jest niewielkie; największyproducent maszyn z pośród nich, Firancj-a, w okresie swojejnajlepszej koniunktury (1928), posiadała produkcję, wyno-szącą zaledwie jedną piątą produkcji angielskiej.
Ś w i a t o w a p r o d u k c j a ' m a s z y n. Dla światowejprodukcji maszyn może służyć za pewny punkt oparcia świa-towa produkcja stali. Przeciętna miesięczna produkcja staliw r. 1929 wyniosła ok. 9,7 milionów tonn, a przeciętna zaosiem miesięcy 1937 r. — 11,4 mil. t, co przedstawia wzrosto blisko 18%'. Procent jednak wzrostu produkcji maszyn na-leży uważać za większy, ponieważ zapotrzebowanie stali wubiegłym roku przez ważniejsze państwa nie tylko że się niezmniejszyło, a przeciwnie nawet — spożycie stali było więk-sze od produkcji bieżącej (np. Niemcy). Oprócz tego, obokprzemysłu maszynowego, z reguły występuje duże zapotrze-bowanie stali w innych gałęziach przemysłu, np. w świa-towym przemyśle okrętowym. Przemysł ten jednak nie osiąg-nął jeszcze produkcji z r. 1929.
Opierając się więc na tych przesłankach i na danych lab.I, możemy śmiało wysunąć wniosek, że światowa produkcjamaszyn w r. 1937 będzie ok. 30% większa niż w r. 1929.Chcąc jednak być ostrożnym, że wskutek większego spadkuprodukcji przemysłowej Stanów Zjedn. Am. Półn., zazna-czył się również i większy spadek produkcji maszyn, może-my przyjąć, że światowa produkcja maszyn w r. 1937 jestnapewno o jedną czwartą "większa niż w 1929; taki wynikodpowiada całkowicie danym produkcji i spożycia stali.
Jeżeli więc wzrost produkcji mias-zyn w 1937 r. przyjmie-my na jedną czwartą produkcji 1929, to z tego wynika, żemusiało się zwiększyć znaczniej ich zapotrzebowanie w prze-myśle światowym. Tak jest rzeczywiście, zapotrzebowaniejest tak duże, że niektóre fabryki przyjmują zamówiemiatylko na długie terminy dostawy.
Wielki wzrost zapotrzebowania na maszyny w przemyślezwiązany jest z dalej postępującą mechanizacją zakładów i,nie licząc wpływu wyścigu zbrojeń, z uprzemysłowianiem siękrajów rolniczych.
W p ł y w k r a j ó w ,,z n o w y m p r z e m y s ł e m".Kraje takie, jak: Grecja, Rumunia, Jugosławia nie wywie-
2) Dane liczby obliczono według: World Production andPrices 1936/37, Genewa 1937, oraz Bulletin Mensuel de Sta-
tistiąue, Genewa. Dane za 1937 są obliczone na podstawiedotychczasowego przebiegu produkcji, w zestawieniu z pro-dukcją w 1936 r.
8) Por. „Stan obecny przemysłu japońskiego", Przegl,Techn, 1937, sta. 780,
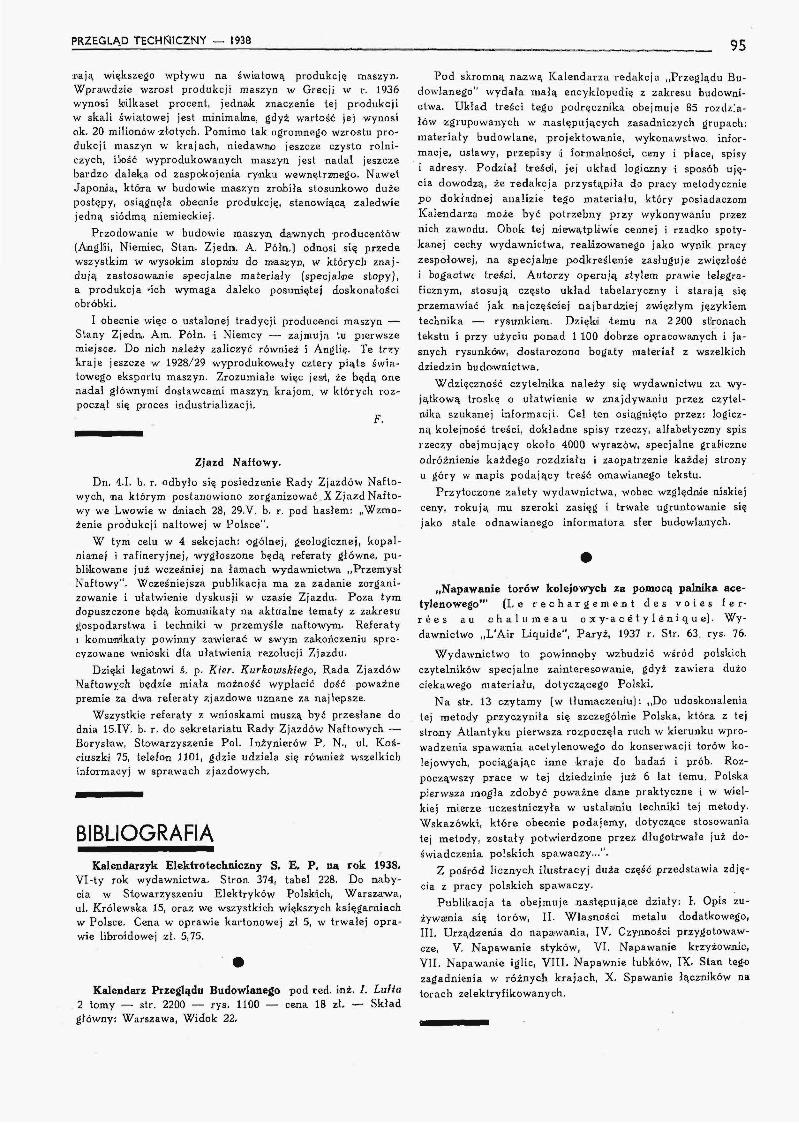
PRZEGLĄD TECHNICZNY — 1938 95
rają większego wpływu na światową produkcję maszyn.Wprawdzie wzrost produkcji maszyn w Grecji w r. 1936wynosi kilkaset procent, jednak znaczenie tej produkcjiw skali światowej jest minimalne, gdyż wartość jej wynosiok. 20 milionów złotych. Pomimo tak ogromnego wzrostu pro-dukcji maszyn w krajach, niedawno jeszcze czysto rolni-czych, ilość wyprodukowanych maszyn jest nadal jeszczebardzo daleka od zaspokojenia rynku wewnętrznego. NawetJaponia, która w budowie maszyn zrobiła stosunkowo dużepostępy, osiągnęła obecnie produkcję, stanowiącą zaledwiejedną siódmą niemieckiej.
Przodowanie w budowie maszyn, dawnych producentów(AingMi, Niemiec, Stan. Zjedni, A. Pófai.) odnosi się przedewszystkim w wysokim stopniu do maszyn, w których znaj-dują zastosowanie specjalne materiały (specjalne stopy),a produkcja 'ich wymaga daleko posuniętej doskonałościobróbki.
I obecnie więc o ustalonej tradycji producenci maszyn —Stany Zjedn, Am. Półn. i Niemcy — zajmują tu pierwszemiejsce. Do nich należy zaliczyć również i Anglię. Te tr?ykraje jeszcze w 1928/29 wyprodukowały cztery piąte świa-towego eksportu maszyn. Zrozumiałe więc jest, że będą onenadal głównymi dostawcami maszyn krajom, w których roz-począł się proces industrializacji.
F.
Zjazd Naftowy.
Dn. 4.1. b. r. odbyło się posiedzenie Rady Zjazdów Nafto-wych, na którym postanowiono zorganizować X Zjazd Nafto-wy we Lwowie w dniach 28, 29.V. b. r. pod hasłem: „Wzmo-żenie produkcji naftowej w Polsce".
W tym celu w 4 sekcjach; ogólnej, geologicznej, kopal-nianej i rafineryjnej, wygłoszone będą referaty główne, pu-blikowane już wcześniej na łamach wydawnictwa „PrzemysłNaftowy". Wcześniejsza publikacja ma za zadanie zorgani-zowanie i ułatwienie dyskusji w czasie Zjazdu. Poza tymdopuszczone będą komunikaty na aktualne tematy z zakresugospodarstwa i techniki w przemyśle naftowym. Referatyi komunikaty powinny zawierać w swym zakończeniu spre-cyzowane wnioski dla ułatwienia rezolucji Zjazdu.
Dzięki legatowi ś. p. Kier. Kurkowskiego, Rada ZjazdówNaftowych będzie miała możność wypłacić dość poważnepremie za dwa referaty zjazdowe uznane za najlepsze.
Wszystkie referaty z wnioskami muszą być przesłane dodnia 15.IV. b. r. do sekretariatu Rady Zjazdów Naftowych —Borysław, Stowarzyszenie Poi. Inżynierów P, N., ul. Koś-ciuszki 75, telefon 1101, gdzie udziela się również wszelkichinformacyj w sprawach zjazdowych.
BIBLIOGRAFIAKalendarzyk Elektrotechniczny S. E. P. na rok 1938,
VI-ty rok wydawnictwa. Stron 374, tabel 228. Do naby-cia w Stowarzyszeniu Elektryków Polskdch, Warszawa,ul. Królewska 15, oraz we wszystkich większych księgarniachw Polsce. Cena w oprawie kartonowej zł 5, w trwałej opra-wie libroidowej zł. 5,75.
Kalendarz Przeglądu Budowlanego pod red. inż. /. Luf ta2 tomy — str. 2200 — rys. 1100 — cena 18 zł- — Składgłówny: Warszawa, Widok 22.
Pod skromną nazwą Kalendarza redakcja „Przeglądu Bu-dowlanego" wydała małą encyklopedię z zakresu budowni-ctwa. Układ treści tego podręcznika obejmuje 85 rozdzia-łów zgrupowanych w .następujących zasadniczych grupach;materiały budowlane, projektowanie, wykonawstwo, infor-macje, ustawy, przepisy i formalaiości, ceny i płace, spisyi adresy. Podział treśdi, jej układ logiczny i sposób uję-cia dowodzą, że redakcja przystąpiła do pracy metodyczniepo dokładnej analizie tego materiału, który posiadaczomKalendarza może być potrzebny przy wykonywaniu przeznich zawodu. Obok tej niewątpliwie cennej i rzadko spoty-kanej cechy wydawnictwa, realizowanego jako wynik pracyzespołowej, na specjalne podkreślenie zasługuje zwięzłośći bogactwc treści. Autorzy operują stylem prawie telegra-ficznym, stosują często układ tabelaryczny i starają sięprzemawiać jak najczęściej najbardziej zwięzłym językiemtechnika — rysunkiem, Dzięki temu na 2 200 stironachtekstu i przy użyciu ponad 1 100 dobrze opracowanych i ja-snych rysunków, dostarczono bogaty materiał z wszelkichdziedzin budownictwa.
Wdzięczność czytelnika należy się wydawnictwu z.i wy-jątkową troskę o ułatwienie w znajdywaniu przez czytel-nika szukanej informacji. Cel ten osiągnięto przez: logicz-ną kolejność treści, dokładne spisy rzeczy, alfabetyczny spisrzeczy obejmujący około 4000 wyrazów, specjalne graficzneodróżnienie każdego rozdziału i zaopatrzenie każdej stronyu góry w napis podający treść omawianego tekstu.
Przytoczone zalety wydawnictwa, wobec względnie niskiejceny, rokują mu szeroki zasięg i trwałe ugruntowanie sięjako stale odnawianego informatora sfer budowlanych.
„Napawanie torów kolejowych za pomocą palnika ace-tylenowego"' (Le r e c h a r g e m e n t d e s v o i e s f e r -r e e s au c h a l u m e a u o X y-a c e t y 1 e n i q u e). Wy-dawnictwo ,,L'Air Liąuide", Paryż, 1937 r. Str. 63. rys. 76.
Wydawnictwo to powinnoby wzbudzić wśród polskichczytelników specjalne zainteresowanie, gdyż zawiei a dużociekawego materiału, dotyczącego Polski.
Na str. 13 czytamy (w tłumaczeniu): ,,Do udoskonaleniatej metody przyczyniła się szczególnie Polska, która z tejstrony Atlantyku pierwsza rozpoczęła ruch w kierunku wpro-wadzenia spawania acetylenowego do konserwacji torów ko-lejowych, pociągając inne kraje do badań i prób. Roz-począwszy prace w tej dziedzinie już 6 lat temu, Polskapierwsza mogła zdobyć poważne dane praktyczne i w wiel-kiej mierze uczestniczyła w ustalaniu techniki tej metody.Wskazówki, które obecnie podajemy, dotyczące stosowaniatej metody, zostały potwierdzone przez długotrwałe już do-świadczenia polskich spawaczy,..".
Z pośród licznych ilustracyj duża część przedstawia zdję-cia z pracy polskich spawaczy.
Publikacja ta obejmuje następujące działy: r. Opis zu-żywania się torów, II. Własności metalu dodatkowego,III. Urządzenia do napawania, IV. Czynności przygotowaw-cze, V. Napawanie styków, VI. Napawanie krzyżownic,VII. Napawanie iglic, VIII. Napawnie łubków, IX. Stan tegozagadnienia w różnych krajach, X. Spawanie łączników natorach zelektryfikowanych.

96 1938 - PRZEGLĄD TECHNICZNY
ŻYCIE STOWARZYSZENIA
TECHNIKÓW POLSKICH w WARSZAWIE
Z SALI ODCZYTOWEJ.Dnia 21 stycznia b. r. taż. J. Wójcicki wygłosił odczyt
p. t. „Gaz ziemny w Polsce".Prelegent omówił zasoby gazu ziemnego i jego rolę, jaką
•noże odegrać w programie energetycznym. Według dotych-czasowych szacowań zasoby gazu ziemnego oblicza się na30 miliardów nr1, co odpowiada wartości kalorycznej 45 mi-,lionów t węgla. W porównaniu więc do zasobów naszychzłóż węglowych, szacowanych na ok. 60 miliardów tonn, za-soby gazu są niewielkie. Największe zasoby gazu ziemnegoznajdują się na terenach Daszawy, a następnie tereny roz-tockie, Poza tym znajdują się bogate złoża gazu koło Ko-sowa, Strakocina i Kałusza.
Rozwój kopalnictwa gazu wzrasta w miarę rozwoju kon-sumeji. Gaz ziemny eksploatowany jest na większą skalędopiero w r. 1928, co nastąpiło z chwilą wybudowania gazo-ciągu z Daszawy do Lwowa. Zbudowany już również przedkilku łaty gazociąg z Rostok do Moście i Tarnowa, a pracenad budową gazociągu do Ostrowca, Starachowic,1 Skarżyskai Radomia są już mocno zaawansowane. Obecna produkcjagazu sięga 460 milionów m11.
Tereny gazu ziemnego są korzystnie położone, to teżmoże on odegrać poważną rolę w programie energetycznymna wypadek wojny.
Następnie Prelegent omówił znaczenie gazu ziemnego i je-go wyzyskanie jako nowego źródła energii w C. O. P. i po-ruszył w związku z tym zagadnienie wyzyskania sił wod-nych Wisły, Sanu i Dunajca oraz budowy sieci gazociągów,która byłaby niezbędna dla celowego rozwiązania zaopatrze-nia w gaz ziemny C, O. P. ij dalszych ośrodków przemysło-wych.
W dyskusji zabierali głos inż. Bóbr, inż. Btidrewicz,i inż Kuropatwiński.
Dnia 28 stycznia h, r. inż. /. Iwasiewicz wygłosił odczytp. t. „Obecny stan gospodarczy Rosji Sowieckiej".
Prelegent po omówieniu bogactw naturalnych Z. S. S. R.przedstawił stan obecny prawie wszystkich gałęzi przemysłu,rolnictwa, środków komunikacyjnych oraz sytuację mate-rialną ludności, opierając się na własnych spostrzeżeniachz podróży do Z. S, S. R., danych statystycznych i oficjalnejprasie sowieckiej.
Rosja sowiecka posiada wszystkie surowce, potrzebneprzemysłowi. Widocznie jednak życie gospodarcze opartejest na niezdrowych podstawach, gdyż nie ma prawie ani jed-nej gałęzi przemysłu, kora rozwijałaby się pomyślnie. Jeżelinawet niektóre gałęzie, jak przemysł maszynowy, wykazująduży wzrost ilościowy, to jakość produkowanych maszyn jestna bardzo niskim poziomie, Procent braków produkowanychtowarów w niektórych działach wytwórczości sięga 80% (np.przemysł włókienniczy). Jest to zrozumiałe, gdyż państwonie może być jednocześnie producentem wszystkiego, Ol-brzymia zbiurokratyzowana maszyna państwowa admini-stracji przedsiębiorstw niie może dać sobie rady ze wszyst-kim; czynnik polityczny decyduje o sprawach gospodarczych,pod stosem wielkiej papierowej pracy ginie celowa myślgospodarcza.
Następnie Prelegent przytoczył cały szereg cytat z oficjal-nej prasy sowieckiej, które świadczą o wielkiej dezorgani-zacji sowieckiego życia gospodarczego i podkreślił wyzyskrobotników, jakiego w żadnym ustroju kapitalistycznym ni-gdy nie było,
Zdaniem Prelegenta, jedynie inicjatywa prywatna możewyprowadziło przemysł sowiecki na właściwe drogi rozwoju.
W dyskusji inż. Ringman zwrócił uwagę, że w niektórychgałęziach produkcji, np. ropy naftowej, węgla i rudy żelaznejobserwujemy wyraźay jej wzrost, wynoszący nawet kilkasetprocent. Produkcja sowiecka węgla sięga obecnie 120 milio-nów t, gdy natomiast w 1913 r. wyniosła tylko 30 mil. t,
Inż. Rasiński mówił o gospodarce rolnej, zaznaczając, żemielibyśmy pełniejszy jej obraz, jeżeli ze statystyką obecnejprodukcji porównalibyśmy dane z przed wielkiej wojny.0 pełny obraz byłoby już trudiniej, gdyż nie można miećzaufania do statystyki sowieckiej.
T R E Ś Ć .
O b r a b i a r k i c i ę ż k i e , prof. St. Płużański,W s p r a w i e s t o s o w a n i a s t a l i w y s o k o w a r -
t o ś c i o w y c h w m o s t ó w n i c t w i e , dr. imż. Fr-Sielągowski.
F a b r y k a c j a p r z e m y s ł o w a k r y p t o n u i k s e -n o n u d o ż a r ó w e k , dr. A . Sznerr.
A n g i e l s k i p o c i ą g „ c o r o n a t i o n e x p r e s s",inż. J, F.
W y s t a w a w D i i s s e l d o r f i e , J. L.
L e k k i e d z i a ł a p r z e c i w l o t n i c z e , F. Ł.
K r o n i k a p r z e m y s ł o w a .B i b l i o g r a f i a ,
S O M M A I R E.
L e s m a c h i n e s o u t i l s l o u r d e s , par, M, le prof,St, Ptuiański.
S u r l ' u t i 1 i s a t i o n d e s a c i e r s d e h a u t e q u a -l i t ć d a n s l a c o i n s t r u c t i o n d e s p o n t s ,par M, Fr. Szelągowski,
L a p r o d u e t i o n ' i n d u s t r i e l l e d e k r y p t o me t e x e n o n p o u r l e s a m p o u l e s , p a r . M .A Sznerr,
L e t r a i n a n g l a i s „ c o r o n a t i o n e x p r e s s " ,par M. J. F.
L'e x p o s i t i o ti a D i i s s e l d o r f , par. M. J. L,L e's c a n o n s l e g e r s c o n t r e l e s a v i o n s , par
M. Ł.C r o n i ą u e ,B i b l i o g r a p h i e .
Adminis t rac ja c z y n n a od godz. 9 d o 16 Redaktor odp. Inż. M. Thugutt.
Drukarnia. Techniczna, Sp. A.kc, Warszawa, Czacktego 3/5, tel. 014-67 i 277-U8.