Przegląd Spawalnictwa 11/2009
92
Przegląd sPawalnictwa 11/2009 51. Krajowa Naukowo-Techniczna Konferencja Spawalnicza POSTĘP W SPAWALNICTWIE Bezpieczeństwo Techniczne, Materiały, Urządzenia, Technologie Dębe k. Warszawy 22-24 października 2009
-
Upload
hoangthuan -
Category
Documents
-
view
241 -
download
6
Transcript of Przegląd Spawalnictwa 11/2009
-
Przegld sPawalnictwa 11/2009
51. Krajowa Naukowo-Techniczna Konferencja Spawalnicza POSTP W SPAWALNICTWIE Bezpieczestwo Techniczne, Materiay, Urzdzenia, Technologie Dbe k. Warszawy 22-24 padziernika 2009
-
Przegld sPawalnictwa 11/2009
-
Przegld sPawalnictwa 11/2009
Redakcja PRZEGLD SPAWALNICTWAagendawydawniczasiMP,ul.witokrzyska14a,00-050warszawa
tel./fax: 0- 87 5 4, 0- 336 4 79e-mail:[email protected],http://www.pspaw.ps.pl
Adres do korespondencji:00-950warszawa1,skr.poczt.56
Wydawca
Redaktor naczelny
Z-ca redaktora naczelnego ds. naukowych
Z-ca redaktora naczelnego ds. wydawniczych
Redaktorzy dziaw
Sekretarz redakcji
Przewodniczcy Rady Programowej
Rada Programowa
Skad i druk
rok zaoenia 1928dawniej
nr11/2009 Plissn0033-2364 lXXXi
F O R U M S P A W A L N I K W P O L S K I C H
MIESICZNIK NAUKOWO-TEChNICZNy AGENDA WyDAWNICZA SIMP
Staa wsppraca
Michadudziski
skadiamanie:redakcjaPrzeglduspawalnictwaawsiMPdruk:drukarniaPiotrawodarskiegowarszawa
prezesMarekBryMessereutecticcastolinsp.zo.o.drin.HubertdrzeniekeuromatdyrektoreugeniuszidziakKwBBechatwsaprof.drhab.in.andrzejKolasaPolitechnikawarszawskadrhab.in.Jerzyabanowskiprof.PgPolitechnikagdaskaprezesMirosawnowaktechnikaspawalniczaPoznaprezeszbigniewPawowskilincolnelectricBesterdrin.JanPlewniakprezeszgsekcjispawalniczej,Pol.czstochowskadrin.annaPocicaPolitechnikaOpolskaprezeslesawPolakesabPolskaprezesJacekrutkowskiKemppiPolskaprof.drhab.in.JaceksenkaraPolitechnikawarszawskaprezesandrzejsiennickicloosPolskaprof.drhab.in.andrzejskorupaakademiagrniczo-HutniczaKrakwprof.drhab.in.edmundtasakakademiagrniczo-HutniczaKrakwmgrin.wodzimierzJacekwalczaklindegazPolskaprezesMarekwalczakUrzddozorutechnicznegodyrektorJanwjcikPolskirejestrstatkw
prof.drhab.in.JanPilarczykinstytutspawalnictwa
drh.c.prof.drhab.in.leszekdobrzaskiPolitechnikalska(Materiay)drh.c.prof.drhab.in.wadysawKarolwosiskiPolskaakademianauk(zaawansowanetechnologie)drhab.in.zbigniewMirskiprof.PwrPolitechnikawrocawska(lutowanieiklejenie)drhab.in.Jaceksaniainstytutspawalnictwa(Praktykaspawalnicza)drin.KazimierzFerencPolitechnikawarszawska(Konstrukcjespawane)drin.gracjanwiniewskiUrzddozorutechnicznego(Przepisy,normy)mgrin.Michawiczarywal-rHc(technologie)
prof.drhab.in.JerzynowackizachodniopomorskiUniwersytettechnologicznywszczecinie
prof.drhab.in.andrzejKlimpelPolitechnikalska
Zastpca Przewodniczcego Rady Programowej
drhab.in.andrzejambroziakprof.PwrPolitechnikawrocawska
Spis treci znajduje si na stronie 2
Z-ca redaktora naczelnego ds. wsppracy z przemysem
mgrin.wodzimierzJacekwalczaklindegazPolska
mgrin.irenawiniewska 51. Krajowa Naukowo-Techniczna Konferencja Spawalnicza
POSTP W SPAWALNICTWIE Bezpieczestwo Techniczne,
Materiay, Urzdzenia, Technologie Warszawa, 22-24 padziernika 2009
ORGANIZATORZY KONFERENCJISekcja Spawalnicza SIMPZakad Inynierii Spajania Politechniki WarszawskiejUrzd Dozoru Technicznego
KOMITET ORGANIZACYJNYPrzewodniczcydrhab.in.andrzejKolasa,prof.PwSekretarz Komitetu Organizacyjnego dr in. Tomasz Chmielewski
Sekretarz Konferencji mgr in. Magdalena Trojanowska-Bajera
Czonkowie: mgr in. Mariusz Bober Politechnika Warszawska dr in. Pawe Cegielski Politechnika Warszawska in. Konrad Cichowicz OW SS SIMP dr in. Dariusz Golaski Politechnika Warszawska dr in. Jarosaw Grze Politechnika Warszawska in. Micha Hudycz Politechnika Warszawska dr in. Jerzy Jakubowski Politechnika Warszawska dr in. Pawe Koodziejczak Politechnika Warszawska dr in. Arkadiusz Krajewski Politechnika Warszawska prof. dr hab. in. Jacek Senkara Politechnika Warszawska mgr in. Maciej Zagrobelny UDT
KOMITET NAUKOWYdr hab. in. Andrzej Ambroziak, prof. PWrprof. dr hab. in. Andrzej Klimpel, Pldr hab. in. Andrzej Kolasa, prof. PWdr hab. in. Jerzy abanowski, prof. PGdr hab. in. Zbigniew Mirski, prof. PWrprof. dr hab. in. Jerzy Nowacki, ZUTprof. dr hab. in. Jan Pilarczyk, ISprof. dr hab. in. Stanisaw Piwowar, SIMPprof. dr hab. in. Jacek Senkara, PWprof. dr hab. in. Andrzej Skorupa, AGHdr hab. in. Jacek Sania, ISprof. dr hab. in. Edmund Tasak, AGHmgr in. Marek Walczak, prezes UDTprof. dr hab. in. Wadysw Wosiski, PAM
Recenzje artykuw Czonkowie Komitetu Naukowego Konferencji
-
Przegld sPawalnictwa 11/2009
Spis treci Contents
Firmy prezentujce si w numerzeEXPOM S.A. 13-306 Kurztnikul. Sienkiewicza 19WWW. expom.pl
INSTYTUT SPAWALNICTWA 44-100 Gliwice ul. B. Czesawa 16/18 www.is.gliwice.pl
KEMPPI Sp. z o. o.03-565 Warszawaul. Borzymowska 32www.kempi.com
Silesia Expowelding41-219 Sosnowiecul. Braci Mieroszewskich 1245www.exposilesia.pl
Urzd Dozoru Technicznego 02-353 Warszawaul. Szczliwicka 34www.udt.gov.pl
Na okadkach: II INSTYTUT SPAWALNICTWA , III URZD DOZORU TECHNICZNEGO , IV KEMPPI
rok zaoenia 1928dawniej
nr11/2009 Plissn0033-2364 lXXXi
F O R U M S P A W A L N I K W P O L S K I C H
MIESICZNIK NAUKOWO-TEChNICZNy AGENDA WyDAWNICZA SIMP
Jacek SenkaraWspczesne stale karoseryjne dla przemysu motoryzacyjnegoi wytyczne technologiczne ich zgrzewaniaContemporary car body steels for automotive industry and technological guidelines of their pressure welding ...................3
Jerzy Nowacki, Adam Sajek Wybrane aspekty spajania biomateriawSelected aspects of biomaterials bonding ......................................8
Zbigniew Mirski, Kazimierz Granat, Hubert Drzeniek,Tomasz Piwowarczyk, Tomasz WojdatLutowanie mikkie aluminium z miedziSoldering of aluminium with copper .............................................15
Micha Urzynicok, Krzysztof Kwieciski, Marian SzubrytDowiadczenia przy wykonywaniu pocze doczoowych ze stali martenzytycznej VM12-SHCExperience in the welding of martensitic steel VM12-SHC ..........20
Katarzyna OlszewskaTechnologiczne aspekty spawania elementw z tytanu, miedzi i stali o rnej zawartoci wglaTechnological aspects of welding of titanium, copper and steels of various carbon content ...............................26
Dariusz Fydrych, Grzegorz RogalskiWpyw warunkw spawania podwodnego metod lokalnej komory suchej na zawarto wodoru dyfundujcego w stopiwieEffect of underwater local cavity welding method conditions on diffusible hydrogen content in deposited metal ....................... 29
Nowoci techniczneProfesjonalna ochrona spawacza przybice spawalniczeSpeedglasTM czwartej generacji firmy 3M .................................... 35
Andrzej CzopikSpawanie elektronowe komputerowy system sterowania nowe moliwociElectron beam welding computer control system new possibility ............................. 36
Lechosaw Tuz, Pawe Koodziejczak, Andrzej KolasaZgrzewanie tarciowemetod FSW stopw magnezu AZ91 i AM-LiteFriction Stir Welding of AZ-91 and AM-Lite Magnesium Alloys ....41
Mariusz Bober, Jarosaw GrzeWymiar fraktalny wybranych struktur powok kompozytowych napawanych plazmowo ........................ 44
Andrzej Nieroba, Marcin SiennickiAplikacje zrobotyzowanego cicia i ukosowania plazm ............ 48
ABICOR BINZELNowoci oferowane przez ABICOR BINZEL .............................. 50
Kwiryn Wojsyk, Marek Gucwa, Grzegorz Golaski Analiza przyczyn kruchego pkania przegrzewaczy pary pierwotnej .................................................53
Andrzej Marmoowski, Tadeusz PitkowskiZalenoci wice parametry spawania drutami proszkowymi . 55
Jacek Saperski, Micha WiczaJako rzeczywista, czy jako tam bdzieJako prac spawalniczych a problemy ekonomiczne wytwarzania ..... 59
Aneta Ziewiec, Edmund Tasak Pkanie zbiornikw i cystern eksploatowanych w wilgotnym gazie LPG zanieczyszczonym siarkowodorem ........................... 63
Andrzej Klimpel, Aleksander Olejnik, Aleksander Lisiecki, Damian Janicki, Andrzej St. KlimpelSpawanie laserowe uszkodzonych zgrzein oporowych punktowych paszcza chodnicy samolotu odrzutowego .............. 69
Arkadiusz Krajewski, Pawe Cegielski, Micha Hudycz, Andrzej Kolasa, Krzysztof SkrzynieckiNakadanie powok i spajanie z wykorzystaniem pulsacyjnego mikrozgrzewania oporowego ... 73
Marek PetzWspczesne zrobotyzowane spawanie ..................................... 78
Janusz Adamiec, Wojciech Gawrysiuk, Micha Wicek Spawanie rur oebrowanych laserem wiatowodowym ............. 82
Odeszli ........................................................................................ 86
Informacje wydawcy.................................................................. 88
-
3Przegld sPawalnictwa 11/2009
Jacek Senkara
Wspczesne stale karoseryjne dla przemysu motoryzacyjnegoi wytyczne technologiczne ich zgrzewania
contemporarycarbodysteelsforautomotiveindustryandtechnologicalguidelinesoftheirpressurewelding
StreszczenieOmwiono stale dotychczas stosowane do budowy
karoserii w przemyle samochodowym oraz nowo opra-cowane w tym celu materiay o zoonej strukturze, cha-rakteryzujce si rewelacyjnymi waciwociami (stale z efektem TRIP/TWIP). Podano wytyczne technologiczne dla ich spajania metod zgrzewania rezystancyjnego.
AbstractThe steels employed to-date by auto-makers for body-
in-white manufacturing are discussed in the paper along with multi-structure materials of superb features (TRIP/TWIP effect steels). Technical suggestions are formula-ted for their welding by resistance spot method.
Prof. dr hab. in. Jacek Senkara Politechnika Warszawska.
WstpPomimo licznych informacji o opracowywaniu i wdraa-
niu do produkcji samochodw takich materiaw jak stopy aluminium, stopy magnezu, kompozyty i tworzywa sztucz-ne, stale s nadal materiaem dominujcym w przemyle motoryzacyjnym. Jest to powodowane nie tylko wzglda-mi ekonomicznymi, ale przede wszystkim konkurencyjny-mi waciwociami. Realizacja kilku programw o zasigu midzynarodowym w ostatnim 15-leciu w Europie, Japonii i USA spowodowaa pojawienie si atrakcyjnych nowoci w tym obszarze. Wychodz one naprzeciw wymaganiom doty-czcym zmniejszenia masy karoserii co przekada si na zmniejszenie zuycia paliwa oraz zapewnienia wikszego bezpieczestwa biernego pasaerom. O ile jeszcze niedaw-no due zainteresowanie budziy stopy aluminium, obecnie wiksze nadzieje wie si z zastosowaniem cienkich blach i innych elementw konstrukcyjnych o maych przekrojach ze stali o bardzo wysokich waciwociach. Z punktu widzenia przemysu motoryzacyjnego powinny by przede wszystkim brane pod uwag: waciwoci mechaniczne, w tym zwaszcza wysoka tzw.
wytrzymao waciwa (stosunek wytrzymaoci dora-
nej materiau do jego gstoci), co umoliwia redukcj masy pojazdu;
wysoka zdolno absorpcji energii w przypadku zderze-nia;
waciwoci minimalizujce kopoty technologiczne przy wytwarzaniu i zapewniajce wysok produktywno, w tym zwaszcza: podatno na obrbk plastyczn (to-czenie paneli, gicie, hydroforming i in.) oraz atwo sto-sowania pokry (powoki Zn, Al, lakiery), a ponadto dobra spawalno i zgrzewalno;
dobre zachowanie w eksploatacji (wytrzymao zm-czeniowa samego materiau i spoin, podatno na koro-zj, atwa wymiana elementw);
wzgldy ekonomiczne.Obecnie w budowie nadwozia znajduj zastosowanie
przede wszystkim konwencjonalne stale o niskiej zawartoci wgla, przerabiane przez walcowanie na gorco i na zimno. Wyarzanie po zgniocie i chodzenie odbywa si w sposb prowadzcy do otrzymania struktur ferrytycznych. Natomiast nowa generacja stali wymaga specjalnych obrbek, w wyni-ku ktrych otrzymuje si struktury bardziej zoone. Dominu-jc metod montau karoserii samochodowych pozostaje wci zgrzewanie rezystancyjne punktowe, pomimo ekspan-sji takich technologii jak spawanie i lutowanie laserowe, lase-rowe hybrydowe, klejenie, nitowanie czy zaciskanie.
W artykule przedstawiono charakterystyk nowoczes-nych stali tworzcych grup AHSS (CP, DP, MS, TRIP), a take ostatnio opracowanych wysokomanganowych sta-li TRIP/TWIP wraz z sugestiami technologicznymi dla ich zgrzewania.
-
4 Przegld sPawalnictwa 11/2009
Podzia stali dla motoryzacjiNie ma dotd powszechnie przyjtej systematyki stali
konstrukcyjnych dla przemysu motoryzacyjnego. Wedug aktualnego stanu wiedzy mona je jednak sklasyfikowa w trzech podstawowych grupach (rys. 1): I. mikkie, plastyczne stale niskowglowe (stale DQSK, IF)
o wytrzymaoci doranej na rozciganie Rm poniej 300 MPa i wydueniu cakowitym A w zakresie 3060%;
II. konwencjonalne stale o wysokiej wytrzymaoci HSS (BH, CMn, IF z mikrododatkami, HSLA) o 300< Rm
-
5Przegld sPawalnictwa 11/2009
Tablica I. Skad chemiczny stali DP firmy SSAB Swedish Steel [2]Table I. Chemical constitution of the DP steel of the SSAB Swedish Steel [2]
Gatunek stali C % maxSi % max
Mn % max
P % max
S % max
Cr % max
Al % max
Dogal 600 DP Dogal 800 DP
0,120,16
0,300,25
1,661,90
0,020,02
0,0040,004
0,50 0,50
0,020 0,015
Tablica II. Waciwoci mechaniczne stali DP firmy SSAB Swedish Steel [2]Table II. Mechanical properties of the DP steel of the SSAB Swedish Steel [2]
Gatunek staliGranica pla-stycznoci
MPa
Wytrzymao na rozciganie
MPa
Wyduenie, % min.
Dogal 600 DP Dogal 800 DP
350-480500-640
600-700 800-950
1612
Niskostopowe stale TRIPW stalach tych po wyarzaniu z zakresu wspistnienia
faz i , podczas odpowiednio przebiegajcego, wolniejsze-go ni dla stali DP cyklu chodzenia z przystankiem, tworzy si mieszana struktura zoona z ferrytu, bainitu i znacznej iloci austenitu szcztkowego. Podobnie jak dla materiaw kompozytowych, waciwoci tego materiau s wypadko-w waciwoci poszczeglnych faz, ich udziau i morfolo-gii. Bainit jest najbardziej wytrzyma faz, a cigliwy ferryt i austenit uatwiaj obrbk plastyczn. Stal tego typu jest wic atrakcyjna zarwno z wytrzymaociowego, jak i tech-nologicznego punktu widzenia. Jej niezwyke waciwoci ujawniaj si jednak w przypadku gwatownego odksztace-nia (np. w sytuacji kraksy samochodu): austenit szcztkowy przemienia si wwczas w martenzyt, pochaniajc energi i dodatkowo umacniajc materia. Ta ostatnia waciwo czyni go bardzo atrakcyjnym dla przemysu motoryzacyjne-go. Ponadto przy przemianie A M pojawia si szczeglna plastyczno, zwana plastycznoci przemiany [6].
Wspczesne niskostopowe stale TRIP maj zrnico-wane skady chemiczne, z cznym udziaem skadnikw stopowych rzdu kilku % wagowych. Zawarto wgla jest kluczowa, zwykle oscyluje ona w tych stalach w zakresie 0,100,25%. Wysze zawartoci, do 0,6% C, pomimo ko-rzystnego wpywu na struktur (tworzy si bainit i auste-nit, a wytrzymao osiga nawet powyej 1200 MPa przy niezej plastycznoci), nie wyszy poza faz dowiadczaln z uwagi na znaczce pogorszenie spawalnoci [4, 5]. Innymi skadnikami stopowymi s Mn (0,42,5%), Si (0,41,8%), Al (ok. 1%). Stosowane s take niewielkie dodatki fosforu dla umocnienia ferrytu przez roztwr (niestety, pogarsza spa-walno) oraz mikrododatki Nb, Ti i V dla rafinacji struktury i utworzenia dyspersyjnych wglikw i wgloazotkw [4]. Rola dodatkw stopowych i ich wpywu na struktur i waciwoci stali TRIP jest zoona i nie do koca wyjaniona. Zagadnie-nia te omawia w obszernym artykule przegldowym DeCoo-man [4]. Przy wyarzaniu w temperaturze midzykrytycznej wgiel i inne pierwiastki stopowe dyfunduj z ferrytu do au-stenitu, pozostajcego w stanie metastabilnym, zwikszajc tym samym jego udzia. Si rozdrabnia mikrostruktur i wraz z Al zapobiega tworzeniu si cementytu. Ponadto Al przy-spiesza formowanie bainitu i zwiksza rozpuszczalno C w ferrycie w przeciwiestwie do Si. Rne aspekty formowania
si struktury stali TRIP mona znale np. w pracach [57].Niskostopowe stale TRIP typu CMnAl, CMnSi i CMnAlPSi charakteryzuj si wysok wytrzymaoci, nawet do 1000 MPa, przy dobrej podatnoci na formowanie (A w granicach 2040%) i du zdolnoci pochaniania energii uderzenia.
Wysokomanganowe stale TWIP i TRIPStal TWIP pojawia si na rynku w 2004 r. Charaktery-
zuje si wyjtkowo wysokim stopniem odksztacenia przy zachowaniu wysokiej wytrzymaoci. Jest to unikalna wa-ciwo, szczeglnie wana w przypadku kolizji pojazdu. W tych warunkach materia powinien wykazywa dwie prze-ciwstawne cechy: wysok cigliwo, aby pochon przy odksztaceniu
plastycznym maksymaln ilo energii uderzenia; zachowa maksymaln stabilno elementu chronice-
go kabin pasaersk.Stosowane dotd stale byy albo bardzo wytrzymae
(z ktrych np. wykonywano ram samochodu), ale mao cigliwe, pkajc przy nadmiernym dynamicznym obcie-niu, albo odwrotnie: plastyczne, ale mao wytrzymae. Stale TWIP mog zrewolucjonizowa ten segment. Otrzymano dotd szereg takich wyjtkowych materiaw, m.in. w Niem-czech [8], Korei [9] i Japonii [10]. Stal opracowana w Max Planck Institute for Iron Research wykazuje 1100 MPa przy 90% wyduenia [8, 11].
Skad chemiczny stali TWIP charakteryzuje si wysok zawartoci manganu (1535 %), inne dodatki stopowe to 24 % Al i/lub Si. Dua zawarto Mn stabilizuje austenit do temperatury pokojowej. Struktura w peni austenityczna, bez martenzytu i innych faz potencjalnych zarodkw pkni-cia wykazuje wysok cigliwo i podatno na obrbk plastyczn. Przy duych szybkociach odksztacenia za-chodzi bliniakowanie. Stal deformuje si lokalnie, umacnia (Re ronie wraz z szybkoci odksztacenia) i przekazuje reszt energii kolejnemu rejonowi. W ten sposb odksztace-nie przez bliniakowanie przemieszcza si w postaci swoistej fali, rozpraszajc i efektywnie absorbujc energi uderzenia [10, 11]. Odksztacenie przez bliniakowanie wystpuje dla stopw o niskiej energii bdu uoenia, a taki charakter maj wanie stale TWIP [912].
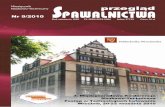
Rys. 2. Struktura omawianych stali przed (I ) i po (II ) odksztaceniu z du szybkoci, odpowiadajcemu zderzeniu pojazdu. Dla uproszczenia nie uwzgldniono zmiany ksztatu ziarenFig. 2. Structure of steels under discussion before (I) and after (II) high rate straining equivalent to vehicle crash. Changes in grain sha-pe are not considered for simplification
-
6 Przegld sPawalnictwa 11/2009
Zmiana skadu chemicznego w kierunku zmniejszenia zawartoci manganu do poziomu 1520% w obecnoci in-nych dodatkw stopowych powoduje pojawienie si w oma-wianych stalach omawianego ju uprzednio efektu TRIP [8]. Zmienia si energia bdu uoenia i moliwe s take stale mieszane TWIP/TRIP. Dla wysokomanganowej stali TRIP absorpcja energii w wyniku przemiany A M jest bardziej efektywna, gdy przebiega dwuetapowo. Pocztkowo po-wstaje martenzyt heksagonalny, ktry nastpnie przechodzi w martenzyt o sieci szeciennej przestrzennie centrycznej.
Wysokomanganowe stale TWIP i TRIP wydaj si mie przed sob ogromne perspektywy rozwojowe. Podsumowa-niem zachowania si omwionych dotd stali przy gwatow-nym odksztaceniu jest rysunek 2, na ktrym przedstawiono schematycznie struktury przed kolizj i po kolizji pojazdu.
Zgrzewalno stali AHSSOmawiane stale wykazuj si niez zgrzewalnoci,
jednake brak jest jeszcze dla nowszych gatunkw spre-cyzowanych zalece technologicznych [18]. Moliwoci sterowania szybkoci procesw zachodzcych w jdrze zgrzeiny i strefie wpywu ciepa s w przypadku zgrzewania oporowego ograniczone i naley liczy si ze zniszczeniem struktury materiau wyjciowego. W wietle opublikowanych wynikw bada oglnie stwierdzi mona, i ze wzrostem wytrzymaoci materiaw zgrzewanych naley stosowa wysze siy docisku i nisze prdy zgrzewania przy zblio-nym czasie procesu [3, 13, 14]. Dla stali TRIP naley stoso-wa dwucykliczny sposb zgrzewania [3]. W ten sam sposb naley zgrzewa stale wszystkich grup z powokami antyko-rozyjnymi [16].
Wytrzymao statyczna zgrzein ronie wraz ze wzro-stem Rm materiau zgrzewanego, wzrasta rwnie twardo jdra zgrzein, przewyszajc twardo materiau rodzimego. Wyniki te uzyskano dla bada porwnawczych w sekwencji stali: DQSK, HSLA, DP, TRIP [3]. Wszystkie stale z grupy umacnianych przez przemian fazow wykazuj wraliwo na szybko chodzenia po zgrzewaniu, ktra jest wynikiem chodzenia pod dociskiem elektrod. Strumie ciepa odbie-rany przez masywne elektrody miedziane chodzone wod powoduje szybki spadek temperatury zgrzein, w ktrych za-chodz niekorzystne zmiany. Przejawiaj si one przez kru-che pknicia w paszczynie zcza zamiast wyuskania jdra zgrzeiny w tecie cinania [1317]. Efekt ten zosta ju dobrze udokumentowany i zbadany, powoduje go superpo-zycja trzech czynnikw [13, 14]: niekorzystnego, przestrzennego stanu napre was-
nych, ktry ma miejsce podczas zgrzewania grubszych blach (w blachach cienkich mamy do czynienia z dwu-osiowym stanem napre);
kruchoci struktur jdra zgrzeiny (obecno martenzytu wynikajc z zawyonej zawartoci C i Mn, podwyszo-na zawarto fosforu w ferrycie);
wystpowania uprzywilejowanej cieki pknicia w postaci porowatoci i innych defektw w paszczynie zcza, zwaszcza w pobliu linii wtopienia.Minimalizacja efektu moe by osignita przez skrce-
nie czasu chodzenia zcza pod dociskiem elektrod do 510 okresw przebiegu prdu zamiast typowych 5060 okresw, a take zastosowanie dodatkowego impulsu prdowego po zakoczeniu zgrzewania celem odpuszczenia powstaej struktury. Opracowana zostaa specjalna metodyka tworze-nia diagramw takiego odpuszczania in-situ zgrzein danego
gatunku materiau [15]. Stale DP zgrzewaj si wzajemnie ze sob i z innymi materiaami [16, 19]. Mona uzyska w obu przypadkach poprawne zgrzeiny, a niekiedy, np. dla z-czy stali DP i AISI 304, struktury mieszane jdra [16]. Dla stali DP postuluje si, aby zcze zgrzewane wykazujce odpowiedni wytrzymao i zniszczone przez pknicie w paszczynie poziomej w tecie kontrolnym uzna za po-prawne [19] (dla konwencjonalnych stali karoseryjnych jest to uwaane za nieprawidowe).
Badania porwnawcze wytrzymaoci na zmczenie zgrzein materiaw DQSK, HSLA, DP i TRIP wykazay, i dla nisko- i redniocyklicznego testu istnieje korelacja pomidzy t wytrzymaoci a wytrzymaoci doran. Natomiast wytrzymao zmczeniowa w tecie wysokocyklicznym nie zaley ani od struktury, ani od wytrzymaoci materiau ro-dzimego [3]. Pknicie zmczeniowe nastpowao zawsze od jzyczka materiau jdra wypchnitego do przestrzeni pomidzy zgrzewanymi blachami. Na marginesie gwnego tematu rozwaa naley zauway, e jest to kolejny argu-ment przeciwko w dyskusji na temat akceptacji ekspulsji.
W dostpnej literaturze przedmiotu nie ma jeszcze ad-nych informacji na temat zgrzewania wysokomanganowych stali TWIP/TRIP. Mona jednak przypuszcza, na podstawie analogii do spawalnoci stali Hadfielda, i bdzie to moliwe z zachowaniem odpowiednich procedur.
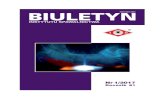
Perspektywy rozwojoweStale HSS i AHSS znalazy ju trwae miejsce w przemy-
le motoryzacyjnym. Na rysunku 3 przedstawiono trendy roz-wojowe udziau poszczeglnych grup stali w masie przecit-nej karoserii samochodowej w USA od roku 1995. Obserwuje si malejcy udzia mikkich stali niskowglowych, ktre ju obecnie utraciy prymat na rzecz stali HSS, w tym zwaszcza IF-HS i HSLA. Ronie udzia stali AHSS, ktre w perspekty-wie roku 2015 maj przej prymat. Naley jednak zazna-czy, i w grupie AHSS w USA preferowane s raczej stale DP-CP, podczas gdy w Europie wiksze zainteresowanie producentw budz niskostopowe stale z efektem TRIP [4]. W zestawieniu nie ujto wysokomanganowych stali TWIP/TRIP, ktre obecnie dopiero wchodz na rynek komercyjny. Jest prawdopodobne, i uzyskaj na nim znaczcy udzia w przyszoci. Pewnym ograniczeniem moe by zapewne wyszy ich koszt z uwagi na trudniejsz technologi wyto-pu, odlewania i przerbki plastycznej w skali produkcyjnej w porwnaniu z innymi stalami (wysoka prno pary Mn, tendencja do tworzenia usek twardych tlenkw podczas wal-cowania na gorco powodujcych pknicia, konieczno stosowania wysokich naciskw przy walcowaniu na zimno).
W konstrukcji nadwozia stale o bardzo wysokiej wytrzy-maoci (MS, DP, TRIP) zdominuj wzmocnienia kabiny pa-saerskiej, podczas gdy stale TWIP tworzy bd niejako zewntrzn stref absorbujc energi w razie kolizji, za-rwno w osi pojazdu, jak i (zwaszcza) w przypadku uderze bocznych.
Trwaj prace rozwojowe nad dalszym zwikszaniem waciwoci mechanicznych. Zarwno dla stali TRIP, jak i wysokomanganowych TWIP/TRIP wydaje si, e najbar-dziej obiecujce jest komercyjne wdroenie mikrododatkw stopowych, w tym zwaszcza B, N, Ti, V, Zr [4, 810]. Trwaj take badania zgrzewalnoci i spawalnoci w koncernach samochodowych, ale ich wyniki nie s na razie publikowa-ne.
-
7Przegld sPawalnictwa 11/2009
Wykaz oznacze stali uytych w tekcie:
AHSS (Advanced High Strength Steel) (zaawansowana) o bardzo wysokiej wytrzymaoci
BH (Bake Hardenable) umacniana podczas wypalania lakieruCP (Complex Phase) o zoonym skadzie fazowymCMn (Carbon Manganese) wglowa o wytrzymaoci podwyszonej
manganemDP (Dual Phase) dwufazowaDQSK (Drawing Quality Special Killed) gbokotoczna, specjalnie
uspokojonaHSLA (High Strength Low Alloy) niskostopowa o wysokiej wytrzymaociHSS (High Strength Steel) o wysokiej wytrzymaociIF (Interstitial Free) wolna od atomw midzywzowychMS (Martensitic Steel) martenzytycznaTRIP (Transformation Induced Plasticity) umacniana przez przemian
fazowTWIP (Twinning Induced Plasticity) umacniana przez bliniakowanie
(mechaniczne)
Wnioski Na przestrzeni ostatnich lat dokona si znaczcy po-
stp materiaowy w konstrukcjach nadwozi samocho-dowych. Odnotowa naley pewien spadek zaintere-sowania stopami Al na rzecz nowych stali o wyrubo-wanych waciwociach mechanicznych. Pojawiy si nowe gatunki stali w grupie AHSS oraz rewelacyjne wysokomanganowe stale TWIP/TRIP czce w so-bie wysok wytrzymao z doskona cigliwoci.
Informacje na temat zgrzewania rezystancyjnego no-wych stali s limitowane, jednak nie ulega wtpliwo-ci, e jest ono trudniejsze ni zgrzewanie stali kon-
Literatura[1] Adamczyk J., Grajcar A.: Wasnoci mechaniczne blach o
strukturze dwufazowej ze stali konstrukcyjnej mikroskopo-wej obrobionej cieplnie i cieplno-mechanicznie. Inynieria materiaowa nr 6 (2003).
[2] Dogal 600 i 800P. Stal o extra i ultrawysokiej wytrzymao-ci. Prospekt SSAB Swedish Steel.
[3] Rathbun R.W., Matlock D.K., Speer J.G.: Fatigue Behavior of Spot Welded High-Strength Sheet Steels. Welding Jour-nal, 82 (2003).
[4] DeCooman B.C.: Structure-properties relationship In TRIP steels containing carbide-free bainite. Current Opinion in Solid State and Materials Science 8 (2004).
[5] Adamczyk J., Grajcar A., Locher D.: Obrbka cieplna stali bainitycznej umacnianej przez efekt TRIP. Inynieria mate-riaowa nr 3 (2006).
[6] Jelekowski J.: Stale z austenitem metastabilnym. Narz-dziowiec nr 2 (2006).
[7] Gajda B., Lis A.K.: Analiza mikrostruktury stali stosowanej do produkcji cienkich blach gbokotocznych. Inynieria materiaowa nr 3 (2006).
[8] Frommeyer G., Brux U., Neumann P.: Supra-Ductile and High-Strength Manganese- TRIP/TWIP Steels for High Energy Absorption Purposes. ISIJ International 43 (2003).
[9] Kim S.K., Choi J., Kang S.C., Shon I.R., Chin K.G.: The Development of TWIP Steel for Automotive Application. POSCO Technical Report 10 (2006).
[10] Ueji R., Tsuchida N., Terada D., Tsuji N., Tanaka Y., Take-mura A.: Tensile Properties and Twinning Behavior of High Manganese Austenitic Steel with Fine-Grained Structure. Scripta Materialia 59 (2008).
wencjonalnych. Generalnie wymagane s wiksze siy docisku i nisze prdy zgrzewania w bardziej zoonych, kilkuetapowych cyklach grzewczych. Dla stali HSS i AHSS wskazane jest limitowanie czasu intensywnego chodzenia z dociskiem elektrod po wyczeniu prdu zgrzewania, a nawet wprowadzenie dodatkowego eta-pu odpuszczajcego struktur w celu eliminacji efektu pkania w paszczynie zcza.
Nowe stale wydaj si mie znakomite perspektywy roz-wojowe w przemyle motoryzacyjnym, ktre jednak mog by hamowane przez obecny kryzys ekonomiczny.
[11] Mehta R.: Twinning Induced Plasticity (TWIP) Steel Impro-ves Car Safety. Materials Word Magazine 12 (2007).
[12] Kliber J., Kursa T., Schindler I.: Hot Rolling of steel with TWIP effect. Hutnik 75, nr 8 (2008).
[13] Lehman L.R., Gould J.E., Holmes S.: The Use of Design of Experiments for Investigating the Resistance Spot Weldabi-lity of High-Strength Steel. Proc. Sheet Metal Welding Conf. VII, 1996, Detroit (MI), Paper No C1.
[14] Gould J.E., Workman D.: Fracture Morfologies of Resistan-ce Spot Welds Exhibiting Hold Time Sensitivity Behavior. Proc. Sheet Metal Welding Conf. VIII, 1998, Detroit (MI), Paper No 1-1.
[15] Chuko W.L., Gould J.E.: Development of Appropriate Resi-stance Spot Welding Practice for Transformation-Hardened Steels. Welding Journal, 81 (2002).
[16] Ponte M., Gambaro C., Adamowski J.: Badanie zgrzewal-noci oporowej stali AHSS DP600. Przegld Spawalnictwa nr 12 (2005).
[17] Radakovic D.J., Tumuluru M.: Predicting Resistance Spot Weld Failure Modes in Shear Tension Tests of Advanced High-Strength Automotive Steels. Welding Journal, 87 (2008).
[18] Recommended Practices for Test Methods for Evaluating the Resistance Welding Behavior of Automotive Sheet Steel Materials. AWS/SAE D8.9M Document, 2002 AWS Miami (FLA).
[19] Tumuluru M.D.: Resistance Spot Welding of Coated High-Strength Dual Phase Steels. Welding Journal, 85 (2006).
Rys. 3. Udzia poszczeglnych grup stali w oglnej masie przecitnej karoserii samochodowej w USA na przestrzeni lat [19]. W zestawie-niu nie ujto nowej generacji stali TWIP/TRIPFig. 3. Content of particular steel groups in the total volume mass of automobile body-in-white in the USA in years. New generation TWIP/TRIP steels are not included
-
8 Przegld sPawalnictwa 11/2009
Jerzy NowackiAdam Sajek
Wybrane aspekty spajania biomateriaw
selectedaspectsofbiomaterialsbonding
StreszczenieW artykule przedstawiono wybrane aspekty spajania
biomateriaw. W obszarze eksperymentu okrelono mi-krostruktur i wytrzymao domieszkowanego cementu kostnego, traktowanego jako spoiwo w implantacji en-doprotezy w tkance kostnej. Domieszkowanie wodnym roztworem hormonu stymuluje wzrost koci w miejscu im-plantacji endoprotezy stawu biodrowego. Wykonano ba-dania mikrostruktury domieszkowanych cementw. Bada-nia te s podstaw do opisu statystycznego uzyskanej w wyniku domieszkowania porowatoci. Dane statystyczne zostay wykorzystane do utworzenia modeli mikrostruktu-ry w programie w konwencji MES. Symulacje prowadzono na strukturach dwch typw porw: zawierajcych wod i pustych. Wykazano, e domieszkowanie wodnymi roz-tworami modyfikatorw ma wpyw na struktur i waciwo-ci cementw kostnych. Spowodowane jest to tworzeniem porw wypenionych wodnymi roztworami modyfikatorw. Ten rodzaj porowatoci w mniejszym stopniu ni pory wy-penione powietrzem zmniejsza waciwoci mechanicz-ne. Przeprowadzone symulacje mikrostruktury potwierdzi-y sposb pkania domieszkowanego cementu zaobser-wowanego na przeomach. Ukazay powstawanie aglome-racji porw, w ktrych koncentrujce si naprenia mog powodowa pojawianie si gronych mikropkni.
AbstractIn this article selected aspects of biomaterials bonding
have been presented. In the range of the experiment, mic-rostructure and strengths of doped bone cement treated as a binding material in implantation of an endoprothesis in osseous tissue have been determined. Doping with the water solution of a hormone stimulates growth of a bone in the place of implantation of a hip joint endoprothesis. Tests of microstructure of cements doped have been exe-cuted. Those tests make a base for statistical description of porosity obtained as a result of doping. Statistical data have been used to create microstructure models in the program in the MES convention. Simulations have been performed on structures of two types of pores: pores containing water and empty pores. It has been pointed out that doping with water solutions of modifying agents affected the structure and properties of bone cements. It is caused by formation of pores filled with water solu-tions of modifying agents. That type of porosity decre-ases mechanical properties in lower degree than pores filled with air. Microstructure stimulations, which have been performed, confirmed a way of cracking of doped cements observed in fractures. They showed arising of pores agglomerations, were concentrating stresses may cause occurring of dangerous microcracks.
Prof. dr hab. in. Jerzy Nowacki, dr in. Adam Sa-jek Zachodniopomorski Uniwersytet Technologiczny w Szczecinie.
WstpRosnce zapotrzebowanie na niekonwencjonalne mate-
riay o unikatowych waciwociach, ktrych nie zaspokajaj tradycyjne tworzywa konstrukcyjne, jest przyczyn rozwoju technik spajania. Dotyczy to rwnie biomateriaw, ktrych moliwoci aplikacji w chirurgii kostnej, naczyniowej, plastycz-nej, urologii i stomatologii s warunkowane rozwojem technik spajania ich ze sob lub tkank organizmu w obszarze wy-twarzania narzdzi medycznych, protez i implantw. W za-lenoci od zastosowanego materiau, konstrukcji i geometrii protezy zastosowanie mog znale takie techniki spajania, jak: spawanie mikroplazmowe elektronowe i laserowe, lutowa-nie twarde i mikkie [1], zgrzewanie i klejenie. Zcza, podob-nie jak biomateriay, musz spenia wiele cile okrelonych wymaga dotyczcych makro- i mikrostruktury, waciwoci mechanicznych, odpornoci korozyjnej i biozgodnoci.
Szczeglnym przypadkiem wykorzystania technik spaja-nia w medycynie jest zastosowanie spoiw cementowych w alloplastyce stawu biodrowego, kolanowego i barkowego, a take w chirurgii plastycznej i rekonstrukcyjnej. Cechy po-cze cementami kostnymi s jakociowo podobne do cech zczy spajanych stosowanych w budowie maszyn, mecha-nizmw, narzdzi, czy ukadach elektronicznych i od strony waciwoci makro- i mikrostrukturalnych, mechanicznych, korozyjnych naley rozpatrywa je jako spoiwa z zastosowa-niem kryteriw inynierii spajania rozszerzonych o wymaga-nia dotyczce waciwoci biomedycznych. Takie spojrzenie na problematyk czenia biomateriaw powinno doprowadzi do zdefiniowania i rozwoju inynierii spajania biomateriaw metalicznych, ceramicznych, polimerowych i naturalnej tkanki.
Metody spawania biomateriawDominujcymi technikami spawalniczymi sucymi do
czenia biomateriaw s: spawanie laserowe oraz spawa-nie TIG. Spawanie laserowe ciepem skoncentrowanej wizki
-
9Przegld sPawalnictwa 11/2009
wiata koherentnego, o bardzo duej gstoci mocy, moe odbywa si jak w klasycznym spawaniu ukowym technik z jeziorkiem, lub technik z oczkiem z penym przetopieniem zcza w jednym przejciu. Due gstoci mocy wizki la-serowej zapewniaj minimalizacj energii liniowej spawania i znaczne ograniczenie stref wpywu ciepa i stopienia. -czc wymienione wyej cechy z towarzyszcym spawaniu laserowemu maym odksztaceniem zcza, uzyskujemy optymaln metod do spajania zawansowanych materiaw stosowanych w implantologii.
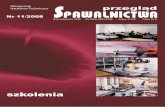
Techniki spawania stosowane s przede wszystkim do spajania tytanowych czci protez dentystycznych (rys. 1). Stopy tytanu wykazuj szereg zalet stwarzajcych moli-woci stosowania w medycynie. S nimi stosunkowo maa gsto, dobra biokompatybilno i odporno na korozj. Mimo to spawanie wie si z wprowadzeniem do materiau czsteczek tlenu i wodoru powodujcych krucho.
Nie bez znaczenia jest rwnie energia liniowa towarzy-szca spawaniu, ktra w nadmiarze powoduje niekorzystne zmiany w strukturze materiau, prowadzce do obnienia wytrzymaoci i zwikszenia podatnoci na korozj. Mimo to techniki spawania laserowego od lat dziewidziesitych stopniowo wypieraj dotychczasowe techniki spajania opar-te na lutowaniu [1]. Duy rozwj obserwuje si rwnie w zakresie urzdze spawalniczych. Obecne urzdzenia do precyzyjnego spawania s mae i kompaktowe, ale zapew-niaj wysok jako i precyzj czenia (tabl. I).
Wad lutowania moe by nie zawsze wystarczajca wy-trzymao zcza. Techniki spawania tytanowych implantw dentystycznych nie s zwizane z koniecznoci stosowania materiaw dodatkowych. Jeeli zachodzi konieczno, uy-wa si takich samych stopw jak materia podstawowy [3]. Przeprowadzone badania spawania laserowego dentystycz-nych stopw tytanu wykazay, e prawidowo prowadzone pro-cesy spajania zapewniaj identyczn wytrzymao zcza i materiau podstawowego. Podobiestwo wykazuje rwnie topografia przeomw prbek poddanych statycznemu roz-ciganiu (rys. 2).
Rys. 1. Modyfikacja tytanowego implantu za pomoc spawania lase-rowego: a odlew implantu wykonany ze stopu tytanu, b tytanowa ruba dopasowana do anatomii pacjenta i poczona spawaniem laserowym, c implant osadzony w szczce pacjenta, d implant przykryty ceramiczn koron zba [2]Fig. 1. Modification of titanium implant by means of laser welding, a casting of implant made of titanium alloy, b titanium bolt mat-ched to patient anatomy and connected with laser welding, c im-plant mounted in the patients jaw, d implant covered with a cera-mic crown of a tooth [2]
Tablica I. Wybrane laserowe urzdzenia spawalnicze stoso-wane do spajania biomateriaw [2]Table I. Selected laser welding units used for bonding of bio-materials [2]
Urzdzenie Charakterystyka
ALPHALASER Laser ALC 35 Laserowe urzdzenie spawalnicze z mikroskopem Leica. Aparat zajmujcy naj-mniej miejsca na stole. Model ALC 35 jest wydajnym urz-dzeniem o wszechstronnym zastosowaniu, doskonale na-dajcym si do laboratoriw o niewielkiej powierzchni uytkowej. Najwikszy sto-pie funkcjonalnoci zapew-nia prosta obsuga i konser-wacja urzdzenia.
ALPHALASER Laser ALDT 30 Stoowy laser spawalni-czy, kompaktowy i wydajny. Dziki duej komorze robo-czej jest elastyczny w zasto-sowaniu i dostosowany do wykonywania rnych prac. Zawiera zintegrowany system odsysania gazw oraz filtr wychwytujcy najdrobniejsze czstki.
DEGUDENT Laser connexion 2 ergo
Wielofunkcyjne urzdze-nie do czenia laserem sto-pw dentystycznych. Cechuje si ergonomi pracy przy za-chowaniu najwyszych para-metrw czenia laserem. Sy-stem komunikacji z uytkow-nikiem pozwala indywidualnie dobra wszelkie parametry zarwno promienia lasera, jak i warunkw czenia, ktre mog odbywa si w atmo-sferze lub osonie gazowej. Optyka zapewnia precyzyjne i pozbawione napre cze-nie najbardziej skomplikowa-nych prac protetycznych.
LUTRONIC Laser CO2 Spectra Sp
Laser CO2 jest przezna-czony do zabiegw chirurgicz-nych w: dermatologii, chirurgii plastycznej, dentystycznej, pediatrii, ginekologii, neuro-chirurgii oraz do fotodermo-abrazji.
Zalet lasera jest wypo-saenia w ultra-puls (Char-Free) o wysokiej mocy i krt-kim czasie trwania impulsu. Ogranicza to wystpienie re-akcji termicznej na ssiednie tkanki, powodujc zmniejszo-ne odczuwanie blu przez pa-cjenta, szybkie gojenie si ran i mniejsze ryzyko wystpienia blizn po zabiegu.
Maa wizka do 50 m stawia laser w szeregu pre-cyzyjnych urzdze do zabie-gw bezkrwawej mikrochirur-gii oraz dokadnej ablacji.
-
0 Przegld sPawalnictwa 11/2009
Rys. 2. Mikrofotografie przeomw roz-ciganych prbek ze stopw tytanu (A, B, C) spawanych laserowo (D, E, F) prbek kontrolnych wykonanych w cao-ci ze stopu tytanu [4]Fig. 2. Microphotpgraphs of fractures of stretched samples made of titanium al-loys (A, B, C) welded with laser welders, (D, E, F) test samples made entirely of titanium alloy [4]
Mimo wielu zalet, spawaniu laserowemu towarzyszy stosunkowo wysoka krucho zcza, a podczas spawania grubszych materiaw zachodzi konieczno stosowania materiau dodatkowego. W aplikacjach wymagajcych za-stosowania materiaw dodatkowych wyszo wykazuj metody TIG. Metod TIG wyrnia olbrzymia rnorodno zastosowa w spajaniu materiaw metalicznych. W meto-dzie tej rdem ciepa jest uk elektryczny jarzcy si po-midzy nietopliw elektrod a brzegami czonych elemen-tw. Cechami tej metody spawania jest przede wszystkim wysoka jako zczy, ktre s pozbawione niezgodnoci spawalniczych, atwo obserwowania i kontroli procesu oraz brak rozprysku. Niedostatki wynikajce z niskiej wydaj-noci, wysokich wymaga dotyczcych umiejtnoci manu-alnych spawacza oraz wysokiej jakoci przygotowania z-cza do spawania, w przypadku spajania biomateriaw nie odgrywaj duej roli.
Przeprowadzone badania wytrzymaoci statycznej i zmczeniowej zczy wykonanych metodami spawania la-serowego i TIG wykazay, e w przypadku metody TIG a-twiejsze jest podawanie materiau dodatkowego oraz wik-sza odporno na kruche pkanie (rys. 3).
Klejenie biomateriawSzczeglnym przypadkiem wykorzystania technik spa-
jania w medycynie jest zastosowanie spoiw cementowych w alloplastyce stawu biodrowego, kolanowego i barkowe-go, a take w chirurgii plastycznej i rekonstrukcyjnej. Istot-nym czynnikiem decydujcym o powodzeniu zabiegu wy-
Rys. 3. Elementy protez stomatologicznych spawanych: a metod TIG, b laserowo, przeznaczone do bada waciwoci mechanicz-nych [5]Fig. 3. Elements of dental prostheses welded: a using TIG method, b using laser welder, designed for mechanical properties testing [5]
miany stawu biodrowego jest waciwe spojenie trzpienia z koci udow. Poczenie to moe by bezcementowe lub z wykorzystaniem cementu kostnego jako spoiwa.
Cementy s produktami dwuskadnikowymi, z ktrych po wymieszaniu powstaje mieszanina, ktra zostaje umiesz-czona w miejscu przeznaczenia. W chirurgii kostnej cementy znalazy dwa gwne zastosowania: do mocowania endoprotez staww spajanie metali lub
innych materiaw z koci lub wzajemne; w chirurgii rekonstrukcyjnej i plastycznej cise wype-
nianie przestrzeni ubytkw kostnych.Wikszo stosowanych obecnie cementw akrylowych
ma podobny skad, ktry nieznacznie si zmienia w zale-noci od producenta. W tablicy II przedstawiono typowy dla akrylowych cementw kostnych skad chemiczny. W wyniku zmieszania skadnikw w obecnoci aktywatora i stabiliza-tora zachodzi proces polimeryzacji monomeru aktywowany nadtlenkiem benzoilu.
Tablica II. Typowy skad akrylowych cementw kostnych [6]Table II. Typical constitution of acrylic bone cements [6]
Skadnik cieky Udzia % wag.Skadnik stay
proszek
Udzia %
wag.
Metakrylan metylu (monomer) do 85
polimetakrylan metylu (PMMA) 90
Metakrylan butylu (rodek wicy) 15
nadtlenek benzoilu (inicjator) 23
Dimetylo paratoluidy-na (aktywator) 23 BaSO4 lub ZrO2
(rodek cieniujcy) 48Hydrochinon (stabilizator, inhibitor) do 2
Cement kostny zosta uyty po raz pierwszy w trans-plantologii w latach 50. przez Charnleya. Cement poprawi znacznie poczenie pomidzy sztywn metalow protez o wysokim module sprystoci a tkank kostn o niskim module. Wprowadzenie tego materiau do praktyki klinicznej spowodowao jednak pojawienie si wielu nowych proble-mw, takich jak: wysoka temperatura polimeryzacji; wydzielanie toksycznych monomerw; skurcz cementu podczas polimeryzacji; porowato tworzywa sztucznego;
-
Przegld sPawalnictwa 11/2009
ze dopasowanie waciwoci wytrzymaociowych spo-wodowane tym, e cement jest materiaem mniej wytrzy-maym zarwno od koci, jak i od implantu.Cement kostny, wypeniajc woln przestrze pomidzy
protez a nieregularn powierzchni koci, spenia wan rol w stabilizowaniu endoprotezy. Stanowi on warstw po-redni midzy metalow protez o wysokiej sztywnoci a koci charakteryzujc si mniejsz sztywnoci. Prze-noszone przez cement obcienia zwizane s z porusza-niem si, dlatego badania waciwoci mechanicznych ce-mentw powinny odbywa si zarwno w warunkach sta-tycznych, jak i dynamicznych.
Cementy kostne charakteryzuj si nastpujcymi para-metrami technologicznymi: czas wizania jest to czas, ktry upywa od momentu
poczenia skadnika proszkowego z ciekym do cako-witego utwardzenia tworzywa. Po wymieszaniu skad-nikw uzyskuje si ciek homogeniczn mas o ma-ej lepkoci. Ciecz ta w krtkim czasie zwiksza swoj lepko, uzyskujc konsystencj ciasta. Potem cement traci kleisto, a dalsza polimeryzacja doprowadza go do stanu staego. Czas wizania zaley od stosunku ilociowego skadnikw ciekego i proszkowego, tem-peratury skadnikw oraz temperatury otoczenia. Niska temperatura wydua czas wizania. Na przykad zwik-szenie temperatury z 20 do 27C skraca czas wizania o ok. 2 min;
wydzielanie ciepa zwizane jest z egzotermiczn reakcj polimeryzacji. Wydzielanie ciepa ronie wraz z gruboci cianki cementowej protezy. Badania tego zjawiska okreliy, e maksymalna grubo cianki nie powinna przekracza 4 mm. Polimeryzacja tworzywa przy takiej gruboci cianki zapewnia bezpieczn ilo ciepa, ktra nie powoduje koagulacji biaek bdcej przyczyn martwicy;
skurcz materiau obserwowany podczas reakcji polime-ryzacji. W pierwszej fazie reakcji obserwuje si zmniej-szanie objtoci protezy. Podczas fazy, w ktrej obser-wowane jest wydzielanie duej iloci ciepa, nastpuje zwikszenie objtoci. Podczas stygnicia cementowej plomby nastpuje kolejny skurcz. Teoretycznie monomer podczas reakcji polimeryzacji traci 20% swojej objtoci, dlatego przykadowa kompozycja skadajca si w jednej trzeciej z monomeru i dwch trzecich proszku charakte-ryzuje si 8% skurczem;
lepko jest wanym parametrem decydujcym o za-pewnieniu waciwej penetracji tkanki kostnej przez ce-ment. Dlatego sugeruje si uywanie cementw o ma-ej lepkoci, ktre penetrujc gbiej ko gbczast, zapewniaj lepsze waciwoci uytkowe w porwnaniu z cementami o duej lepkoci;
porowato charakteryzuje ilo powietrza wprowadzo-n do cementu podczas mieszania skadnika ciekego z proszkowym. W typowych zastosowaniach porowato mieci si w przedziale 516%;
waciwoci mechaniczne s najbardziej zrnico-wanym parametrem stosowanych obecnie akrylowych cementw kostnych. W wikszoci publikacji autorzy skupiaj si na gstoci (opisujcej w pewnym stopniu porowato cementw), masie czsteczkowej, module Younga, wytrzymaoci zmczeniowej (podczas ciera-nia, ciskania, zginania i cinania) i udarnoci. Cement przenosi naprenia pomidzy endoprotez a koci. Powtarzajce si cyklicznie naprenia powoduj zmia-
ny waciwoci mechanicznych tego tworzywa. Dlatego podstawowymi parametrami wytrzymaociowymi s wytrzymao zmczeniowa oraz udarno. Wikszo bada majcych na celu poprawienie cech wytrzyma-ociowych cementw kostnych zakada gwny wpyw porowatoci, ktra je obnia. Dodatkowo na waciwo-ci mechaniczne maj wpyw wielkoci porw, zawar-to rodkw cieniujcych i masa czsteczkowa. Nisk porowatoci, lepszymi waciwociami zmczeniowy-mi oraz lepsz udarnoci charakteryzuj si cementy o obnionej lepkoci (porowato okoo 5%).Pomimo duego zrnicowania wartoci poszczegl-
nych cech, wszystkie cementy speniaj wymagania normy ISO 5833.
Na waciwoci mechaniczne akrylowego cementu kost-nego maj wpyw nastpujce czynniki (tabl. III): skad chemiczny (rodzaj polimeru i jego masa czstecz-
kowa, rodzaj monomeru, zawarto inicjatora, aktywatora i stabilizatora);
czynniki zewntrzne (temperatura, wilgotno wzgldna otoczenia);
starzenie; rnego rodzaju dodatki (np: rodki cieniujce i antybio-
tyki); niewaciwa technika mieszania i ugniatania; spnione wprowadzenie cementu do koci; zanieczyszczenie krwi i resztkami tkanek.
Tablica III. Wybrane waciwoci handlowych cementw kostnych [710]Table III. Selected trade properties of bone cements [710]
Cecha Cement Ko zbitaKo
gbczasta
Temperatura polimeryzacji Tp, C
5582,5 - -
Masa czsteczkowa Mn 103
300600 - -
Wytrzymao na ci-skanie Rs, N/mm2
65125 170193 1,97,0
Odporno na pkanie KIC, N/mm2m
1,42,2 212 -
Wytrzymao na zgina-nie Rg, N/mm2
54116 160180 15,8
Modu Younga przy zginaniu E, N/mm2
20002700 1700019000 180330
Wytrzymao na roz-ciganie Rm, N/mm2
3540 60160 -
-
Przegld sPawalnictwa 11/2009
Technika implantacjiW pierwszej kolejnoci dokonuje si przymiaru trzpienia
endoprotezy, aby okreli miejsce wykonania cicia na szyj-ce koci udowej w celu odcicia jej wraz z gwk.
Warunkiem uzyskania maksymalnej wydolnoci me-chanicznej szyjki jest pozostawienie jej na dugoci ok. 1 cm w strefie okrelanej jako uk Adamsa. Po odciciu pik mechaniczn czci szyjki wraz z gwk, zostaje wycity w tkance gbczastej szyjki otwr o ksztacie prostokta, pe-netrujcy do jamy szpikowej.
W powstay otwr wprowadza si odpowiednio wyprofilo-wane narzdzie w celu wykonania posadowienia dla trzpie-nia. W dalszej kolejnoci naley je irygacyjnie przepuka ce-lem usunicia uszkodzonych tkanek i osuszy gaz. Do tak przygotowanej jamy wprowadza si przygotowany ppynny cement kostny w obecnoci przewodu odpowietrzajcego (igielitowa rurka o rednicy 4 mm). Kocowym etapem jest umieszczenie w wypenionej cementem jamie trzpienia en-doprotezy, a do oparcia si konierza o szyjk koci udowej. W trakcie zestalenia cementu kostnego na protez wywiera si nacisk. W tym czasie z otoczenia endoprotezy usuwa si take dren odpowietrzajcy oraz resztki cementu.
Podczas wykonywania kompozycji uwzgldnia si na og zalecenia producenta cementu i dla temperatury 22C dobiera si na podstawie wykresu (rys. 4) czasy poszczegl-nych czynnoci, ktre przedstawiono w tablicy IV. Wskazane jest, aby homogenizacja skadnikw kompozycji przebiegaa w warunkach obnionego cinienia. Warunki takie gwaran-tuj specjalne mieszada oferowane przez producenta ce-mentu (rys. 5).
Moliwe jest take zastosowanie alternatywnej meto-dy, polegajcej na zastosowaniu obnionego cinienia po wymieszaniu cementu. Obnione cinienie uzyskuje si w szczelnym eksykatorze podczonym wem do wodnej pompki inektorowej. Schemat stanowiska do wytwarzania kompozycji t metod przedstawiony zosta na rysunku 6.
Zbadano trzy warianty wytwarzania kompozycji. Pierw-szy wariant polega na wymieszaniu kompozycji i utwar-dzaniu cementu w warunkach cinienia atmosferycznego. W drugim wariancie sprawdzono skuteczno stosowania obnionego cinienia w trakcie utwardzania cementu. Trzeci wariant mia potwierdzi skuteczno mieszania kompozycji pod obnionym cinieniem. Utwardzanie spoiwa odbywao si pod cinieniem atmosferycznym. Warianty wytwarzania cementu przedstawiono w tablicy V.
Wyznacznikiem przydatnoci sposobu wytwarzania spo-iwa bya porowato oraz odchylenie standardowe charak-teryzujce powtarzalno cech cementu. Najwysz poro-watoci wynoszc 9,33% (tabl. VI) charakteryzoway si prbki przygotowane w wyniku mieszania i utwardzania pod cinieniem atmosferycznym. Pomiary prbek wykonanych t metod obarczone byy take znacznym bdem dochodz-cym do 50%.
Tablica IV. Przebieg procesu sporzdzania cementowego spoiwaTable IV. Course of the cement bond preparation process
Zabieg Czas zabiegu, s
Napenienie naczynia proszkowym skadnikiem cementu -
Dodanie ciekego skadnika w zaoonej iloci -
Mieszanie cementu do momentu uzyskania homogenicznej masy 90
Wypenienie formy ciekym cementem 180
Czas wizania cementu 1800
Wyjcie prbek z formy i ich dalsza obrbka -
Rys. 5. Mieszada do homogenizacji badanych kompozycji ce-mentowych w warunkach obnionego cinienia: a MixEvac II standardowe mieszado najczciej wykorzystywane w zabie-gach, b ACM SYSTEM mieszado wyposaone w cylinder (w dolnej czci) sucy do wstrzykiwania cementu pod cinieniem do kanau szpikowego kociFig. 5. Agitators used for homogenization of cement compounds te-sted in conditions of reduced pressure: a MixEvac II standard agitators most often used during in procedures, b ACM SYSTEM an agitator equipped with a cylinder (in the bottom part) used for cement injection under pressure to the bone narrow canal
Rys. 6. Stanowisko do wytwarzania prbek pod obnionym cinie-niem; 1 pompa, 2 przewd czcy, 3 eksykatorFig. 6. Stand for making of samples under reduced pressure; 1 pump, 2 connecting cable, 3 exsiccator
Rys. 4. Wpyw temperatury na czas mieszania i utwardzania cemen-tu Surgical Simplex podany przez producentaFig. 4. Influence of temperature on time of agitating and hardening of the Surgical Simplex cement, shown by the manufacturer
a) b)
-
3Przegld sPawalnictwa 11/2009
Tablica V. Warianty wytwarzania spoiwaTable V. Variants of bond manufacturing
Cinienie mieszania Cinienie utwardzania cementu
atmosferyczne atmosferyczne
atmosferyczne obnione
obnione atmosferyczne
Tabela VI. Wynik oznaczania porowatoci w zalenoci od wariantu przygotowania kompozycjiTabela VI. Result of porosity determination depending on a variant of compound preparation
Nr oznaczeniaWariant przygotowania kompozycji
1 2 3
1 10,6 2,72 1,40
2 3,59 9,73 1,84
3 5,35 5,35 2,02
4 13,9 9,29 1,67
5 13,2 10,6 1,31
rednia 9,33 7,54 1,65
S 4,64 3,37 0,293
Zastosowanie obnionego cinienia podczas utwardza-nia cementu nie przynioso poprawy z uwagi na znaczn lepko kompozycji, ktr po wymieszaniu umieszczano w formach. Lepko bya na tyle wysoka, e wprowadzone podczas mieszania powietrze byo zatrzymywane wewntrz cementu. Prbki wykonane przy zastosowaniu obnionego cinienia podczas utwardzania miay znaczn porowato wynoszc 7,54% oraz niejednorodno dyskwalifikujc ten wariant do zastosowa praktycznych.
Wysok jednorodno materiau dowiadczalnego, wpywajc na powtarzalno wynikw bada i zmniejsze-nie porowatoci, uzyskano w wyniku mieszania w mieszadle umoliwiajcym sporzdzanie kompozycji w warunkach ob-nionego cinienia. Zmniejszenie porowatoci niemodyfiko-wanego cementu do poziomu 1,7% przy stosunkowo dobrej powtarzalnoci prby (bd w granicach 17%) pozwala na wykonanie bada.
Najwydajniejsze usuwanie powietrza z kompozycji za-chodzi wtedy, kiedy ma ona nisk lepko. Stosujc odpo-wiedni reim czasowy, mona osign wysokie parametry wytrzymaociowe oraz du powtarzalno.
Od pierwszego zastosowania cementowych endoprotez technika spajania ulegaa cigym modyfikacjom. Poczt-kowo skadniki cementu mieszano w otwartym naczyniu, a nastpnie tak przygotowan mas wypeniano rcznie jam szpikow i wprowadzano do niej trzpie endoprotezy. Opisana technika zapewniaa 85% skuteczno na prze-strzeni 15 lat od wszczepienia. Pniejsze modyfikacje tech-niki czenia koci z protez za pomoc cementw kostnych oparte byy na obserwacjach poczenia z autopsji oraz na modelach laboratoryjnych.
W wyniku bada na przestrzeni lat koncentrowano si gwnie na poprawieniu wizania pomidzy cementem a koci oraz na zminimalizowaniu porowatoci cementu obniajcej jego waciwoci mechaniczne. Wprowadzo-no rwnie rnego rodzaju przyrzdy do pozycjonowania protez, dziki ktrym oprcz prawidowej pozycji protezy uzyskiwano optymaln grubo cementowej plomby. W wy-niku ulepszania technik spajania poprawiono efektywno cementowych pocze, ktra wynosi obecnie 8590% na przestrzeni 15 lat oraz 8085% na przestrzeni 20 lat.
Modyfikacja spoje cementowychW praktyce klinicznej stosuje si rwnie modyfikacj
cementw kostnych wodnymi roztworami hormonw (kal-cytonina ososiowa) poprawiajcych warunki tworzenia w ssiedztwie spojenia nowej tkanki kostnej [11]. Modyfikacja preparatem nastpuje podczas zabiegu alloplastyki powo-dujc niewielkie obnienie waciwoci wytrzymaociowych cementu. Najnowsze badania spojenia ko-cement-implant
Rys. 8. Rozkad napre zredukowanych (N/mm2) w czasie 0,26 s: a dla ukadu ko-cement-implant, b dla cementowej plomby [12]Fig. 8. Distribution of reduced stresses (N/mm2) during 0.26 s: a for a bone-cement-implant structure, b for a cement filling [12]
Rys. 7. Sposb okrelania przebiegu pkania w porowatej strukturze modyfikowanego cementu kostnego: a podzia na siatk elemen-tw skoczonych, b zdjcie mikroskopowe przeomu, c prze-mieszczenia w osi y, d naprenia w osi y [12]Fig. 7. Method of determination of cracking run in the porous struc-ture of modified bone cement: a division to the finite elements net, b microscopic photograph of the fracture, c displacements in y axis, d stresses in y axis [12]
a)
b)
-
4 Przegld sPawalnictwa 11/2009
wykazuj jednak, e domieszka wywoujca porowato na poziomie 8% nie wpywa znaczco na osabienie pocze-nia, ale za to poprawia w znaczcy sposb jego bioaktyw-no [12].
Analiz cech pocze domieszkowanych cementw kostnych ze wzgldu na waciwoci makro- i mikrostruk-turalne oraz mechaniczne przeprowadzono na przykadzie dwuskadnikowego, akrylowego cementu kostnego Surgical Simplex P domieszkowanego wodnym roztworem synte-tycznej kalcytoniny ososiowej Calcitonin 100. W badaniach okrelono zaleno midzy iloci domieszki preparatu a porowatoci cementowego spoiwa. W czci bada powiconej analizie numerycznej wykonano symulacj wpywu porowatoci na rozkad napre i przemieszcze w strukturze cementowego spoiwa (rys. 7). Podstaw sy-mulacji stanowiy wyniki analizy ilociowej porowatoci i morfologii porw. Symulacja ta bya podstaw do ustale-nia mechanizmu pkania w trakcie bada mikroskopowych przeomw. Dodatek wodnego modyfikatora zwiksza rw-nie chropowato powierzchni spojenia, co intensyfikuje proces uwalniania leku. Przeprowadzono take symulacj numeryczn spojenia ko-cement-implant w funkcji poro-watoci i okresu odpowiadajcemgo jednemu cyklowi chodu czowieka. W wyniku bada nie stwierdzono istotnych r-nic pomidzy rozkadem napre i odksztace cementw o rnej porowatoci. Aby przybliy wyniki, przedstawiono
na rysunkach symulacje dotyczce najbardziej reprezenta-tywnej porowatoci wynoszcej 8,3%.
Wartoci napre i odksztace zale proporcjonalnie od przyoonej siy i wykazuj koncentracj w grnej i rod-kowej czci spojenia ko-cement-implant (rys. 8).
Naprenia s najwiksze w trzpieniu endoprotezy i ma-lej przy przechodzeniu przez spojenie, osigajc najnisze wartoci w tkance kostnej.
Wartoci napre w cemencie kostnym mieszcz si w zakresie sprystym dla kadego wariantu porowatoci. Porowato cementowego spojenia wpywa na powstae na-prenia w minimalnym stopniu. Naprenia w analizowa-nym ukadzie zale w duym stopniu od geometrii protezy.
Kierunek napre jest cile uzaleniony od miejsca analizy. Bliej osi oddziaujcej siy naprenia normalne przyjmuj znak ujemny (nastpuje ciskanie cementowego spojenia), a w miejscach ukadu znajdujcych si najdalej od osi siy naprenia przyjmuj znak dodatni (nastpuje rozciganie). Rnice midzy napreniami ciskajcymi a rozcigajcymi wskazuj na przewag napre ciskaj-cych spojenie.
Przemieszczenia w analizowanym ukadzie s rozoone zgodnie z przewidywaniami, tzn. s najwiksze w punkcie przyoenia siy, a najmniejsze w miejscu utwierdzenia. Za-uwaono do istotny wpyw modyfikacji cementu na warto-ci przemieszcze.
Literatura[1] Nowacki J., Chudziski M., Zmitrowicz P.: Lutowanie w bu-
dowie maszyn, WNT, Warszawa, 2007.[2] http://www.lutronic.com[3] Miguel A.: Custom made laser-welded titanium implant pro-
stethic abutment, The Journal of Prosthetic Dentistry 10 (2005).
[4] Liu J., Watanabe I., Yosida K., Atsuta M.: Joint strength of laser-welded titanium, Dental Materials 18 (2002).
[5] Hart Ch. N., Wilson P. R.: Evaluation of welded titanium jo-ints used with cantilevered implant-supported prostheses, The Journal of Prosthesis Dantistry 7 (2006).
[6] Passuti N., Gouin F.: Antibiotic-loaded bone cement in ortho-pedic surgery, Joint Bone Spine 70 (2003).
[7] Castleman L.S., Motzkin S.M., Alicandri F.P., Banavit V.L., Johnson A.A.: Biocompatibility of Nitinol alloy as an im-plant material, Journal of Biomedical Materials Research 10 (1976).
[8] Dunne N. J., Orr J. F.: Influence of mixing techniques on the physical properties of acrylic bone cement, Biomaterials 22 (2001) 1819-1826.
[9] Lautenschlager E. P., Marshall G. W., Marks K. E., Schwartz J., Nelson C. L.: Mechanical strength of acrylic bone cements impregnated with antibiotics, Journal of Biomedical Materials Research 10 (1976).
[10] Mousa W. F., Kobayashi M., Shinzato S., Kamimura M., Neo M., Yoshihara S., Nakamura T.: Biological an mechanical properties of PMMA-based bioactive bone cements, Bioma-terials 21 (2000).
[11] Sajek A., Nowacki J.: Zmiany struktury i waciwoci mecha-nicznych domieszkowanych cementw kostnych, Inynieria Materiaowa 6 (2003).
[12] Sajek A.: Waciwoci mechaniczne domieszkowanych ce-mentw kostnych, praca doktorska, Szczecin 2008.
WnioskiWyniki prowadzonych bada potwierdzaj przydat-
no cementowych spoje do typowych pocze kle-jonych stosowanych w inynierii spajania, zaleno ich waciwoci mechanicznych od sposobu przygoto-wania masy wielkoci domieszki; zaleno dynamiki uwalniania aktywnych modyfikatorw od porowatoci i chropowatoci; wpyw porowatoci i morfologii porw na rozkad napre w strukturze, a przez to na zjawisko powstawania pkni.
Optymaln domieszk wodnego roztworu aktywne-go biologicznie modyfikatora pod wzgldem parametrw mechanicznych jest domieszka wywoujca porowato na poziomie 8%. Domieszka ta nie powoduje pogorszenia wytrzymaoci na zginanie i moduu sprystoci podczas zginania poniej poziomu ujtego w normie ISO 5833.
Inaczej jest z wytrzymaoci na ciskanie, ktra cho mieci si w normie, jest niska nawet dla cemen-tu niemodyfikowanego. Domieszka powoduje spadek tego parametru poniej ustalonego poziomu. Mimo to wieloletnia praktyka zweryfikowaa ustalenia normy, zmieniajc zawyony poziom wytrzymaoci na ci-skanie do wartoci charakterystycznej dla koci gb-czastej, z ktr cement wsppracuje. Wytrzymao na ciskanie dla cementu o porowatoci 8,3% spenia te wymagania.
Zagadnienia spajania w medycynie obejmuj bardzo szeroki obszar zastosowa, z ktrego w artykule om-wiono gwnie klejenie. Dziki cigemu rozwojowi tech-nik spajania oraz zastosowaniu najnowoczeniejszych technologii ksztatowania struktury, ksztatu i waciwo-ci biomateriaw, nastpuje ciga poprawa warunkw ycia, ograniczajca koszty leczenia. Autorzy dzikuj Fundacji na Rzecz Nauki Polskiej za wsparcie
finansowe przygotowania publikacji.Autorzy dzikuj Ministerstwu Nauki i Szkolnictwa Wyszego
za finansowanie projektu badawczego MNiSW, Nr N N507 356635, w ramach ktrego zosta opracowany artyku.
-
5Przegld sPawalnictwa 11/2009
Zbigniew MirskiKazimierz GranatHubert DrzeniekTomasz PiwowarczykTomasz Wojdat
Lutowanie mikkie aluminium z miedzi
solderingofaluminiumwithcopper
StreszczenieLutowanie mikkie aluminium z miedzi ma coraz
wiksze znaczenie, z uwagi na stosunkowo nisk tem-peratur procesu, wynoszc ok. 400450oC. Jest ono stosowane nie tylko w przemyle elektrotechnicznym w czeniu przewodw Al Cu, ale coraz czciej w budowie urzdze chodniczych, klimatyzacyjnych i kolektorw sonecznych [1-5]. W artykule przedstawiono problemy wystpujce w lutowaniu mikkim aluminium z miedzi. Do lutowania uyto lutw cynkowych z dodat-kiem 2, 4 i 15 % wag. Al.
Przedstawiono wyniki pomiarw zwilalnoci i roz-pywnoci lutw cynkowych na podou aluminiowym i miedzianym, a take badania metalograficzne, pomiary mikrotwardoci i wyniki ze statycznej prby cinania po-cze lutowanych AlCu. Przedstawiono rwnie wyniki prb lutowania rurek miedzianych z blach aluminiow lu-tami w otulinie topnikowej.
AbstractSoldering of aluminium with copper becomes more
significant, because of relatively low process temperature of about 400450oC. It is applied not only in electrotechni-cal industry, in Al Cu conductors joining, but also in coo-ling and air-conditioning equipments and solar collectors construction [1-5]. In this paper problems concerning Al Cu soldering are presented. For soldering zinc solders with addition of 2, 4 and 15 wt% Al has been used.
Results of wettability and spread factor measurements of zinc solders on aluminium and copper surface, as well as metallography, microhardness and shearing tests of Al Cu joints are presented. Effects of copper pipes with aluminium plate soldering with application of flux coating solders are also described.
Dr hab. in. Zbigniew Mirski, prof. nzw. PWr, dr hab. in. Kazimierz Granat, prof. nzw. PWr, dr in. Tomasz Piwowarczyk, mgr in. Tomasz Wojdat Politechnika Wrocawska, dr in. Hubert Drze-niek Euromat Sp. z o.o. Wrocaw.
WstpZastosowane w procesie lutowania metale, tj. aluminium
i mied rni si znacznie waciwociami fizykochemicz-nymi i mechanicznymi (tabl. I).
Jak wynika z analizy danych, przedstawionych w tablicy I, najwiksze rnice dotycz temperatury topnienia obydwu metali, temperatury topnienia tlenkw, a take wspczyn-nikw rozszerzalnoci liniowej oraz przewodnoci cieplnej. Zarwno aluminium, jak i mied charakteryzuj si znacz-n plastycznoci, ale ich waciwoci wytrzymaociowe i twardo znacznie si rni.
Aluminium jest metalem trudniej lutowanym od miedzi, szczeglne znaczenie ma tu obecno trwaych tlenkw alu-minium o temperaturze topnienia 3-krotnie przewyszajcej temperatur topnienia czystego metalu. Z tego wzgldu przy lutowaniu pary Al Cu dobiera si zarwno luty, jak i topniki przede wszystkim do lutowania aluminium. Mog wystpi
Tablica I. Waciwoci fizykochemiczne i mechaniczne alu-minium i miedzi [6-10]Table I. Physico-chemical and mechanical properties of alu-minium and copper [6-10]
Waciwoci Alumi-nium Mied
Gsto , kg/m3 2,7 103 8,9 103
Temperatura topnienia Tt, oC 660 1083
Temperatura wrzenia Tw, oC 2519 2567
Temperatura topnienia tlenkw, oC 2050 (Al2O3)
1064 (Cu2O) 1336 (CuO)
Wspczynnik rozszerzalnoci liniowej , 1/K
23,6 10-6
16,7 10-6
Przewodno cieplna waciwa , W/mK 237 397
Skurcz odlewniczy, % 1,75 1,6
Modu sprystoci wzdunej, GPa 66,6 124
Umowna granica plastycznoci R0,2, MPa 40 60
Wytrzymao na rozciganie Rm, MPa 105 227
Wyduenie wzgldne A10, % 49 60
Przewenie wzgldne, % 27 46
Twardo, HB 17 47
-
6 Przegld sPawalnictwa 11/2009
wtedy problemy lutownicze zwizane ze zwilalnoci i roz-pywnoci lutw na miedzi. Lutowanie mikkie aluminium z miedzi moe by przeprowadzone rnymi metodami, takimi jak: pomieniowe, indukcyjne, oporowe i ultradwiko-we. W tym ostatnim przypadku zniszczenie warstwy tlenkw aluminium nastpuje w wyniku zjawiska kawitacji [1].
W lutowaniu mikkim aluminium z miedzi stosowane s luty na bazie SnCu, SnZn, ZnCd i ZnAl. Szczeglne znaczenie i coraz wiksze zastosowanie zyskuj luty na ba-zie cynku z dodatkiem zwykle do 15 % wag. aluminium. W procesie lutowania stosowane s topniki na bazie chlorkw i fluorkw litu, cyny i cynku [5], a ich pozostaoci po lutowaniu musz by usunite, gdy stanowi zagroenie korozyjne. Podobnie jak w lutowaniu twardym korzystne jest stosowa-nie topnikw niekorozyjnych, gdy pozostaoci uli potop-nikowych czsto s trudne do usunicia z powodu kopotli-wego dostpu.
Materiay lutownicze stosowane w badaniach
Do prb lutowania zastosowano luty na bazie cynku z dodatkiem 2, 4 i 15% wag. aluminium (tabl. II). W tablicy II zamieszczono rwnie skrtowe oznaczenia lutw stoso-wane w dalszej czci artykuu. Ukad rwnowagi alumi-nium cynk pokazano na rysunku 1. Temperatura topnienia stosowanych lutw mieci si w zakresie 382450oC. Naj-
Rys. 1. Ukad rwnowagi aluminium cynk [11]Fig. 1. Aluminium zinc equilibrium system [11]
Tablica II. Skad lutw cynkowych i ich temperatura topnienia [13]Table II. Zinc solders composition and their melting tempe-rature [13]
Oznaczenie lutu wg PN EN ISO 3677
Temperatura topnienia, oC
Oznacze-nie
skrtowe
Skad chemiczny % wag.
Zn Al
S-Zn98Al2 382/407 L-ZnAl2 98 2
S-Zn96Al4 382/387 L-ZnAl4 96 4
S-Zn85Al15 382/450 L-ZnAl15 85 15
Rys. 2. Lut L-ZnAl4 w otulinie topnikowej [13]Fig. 2. L-ZnAl4 flux coating solder [13]
mniejsz temperatur topnienia odznacza si lut L-ZnAl4, w zakresie 382387oC, ktrego skad jest zbliony do skadu eutektycznego. Eutektyka AlZn wystpuje przy zawartoci 5% wag. Al w temperaturze 382oC. Rozpuszczalno alumi-nium w cynku w temperaturze eutektycznej wynosi 1% wag. i maleje wraz z obnieniem temperatury do wartoci 0,05% wag. Al w temperaturze 20oC [11,12].
W prbach lutowania stosowano luty w postaci drutw o rednicy: 1,0 mm (L-ZnAl4 i L-ZnAl15) oraz 1,6 mm (L-ZnAl2 i L-ZnAl4). Do lutw uywano aktywnego topnika niekorozyjnego ze zwizkami cezu o ozn. Eurotop Al 380, w postaci pasty lutowniczej, produkowanego przez firm Euromat [13]. Stosowano rwnie luty o rednicy 2,0 mm w niekorozyjnej otulinie topnikowej, gdzie udzia topnika wy-nosi 20 25% wag. (rys. 2) [13]. Uatwia to proces lutowania pracownikom o mniejszych umiejtnociach manualnych, szczeglnie w warunkach montaowych.
Pomiary zwilalnoci i rozpywnoci lutw
Pomiary zwilalnoci i rozpywnoci lutw przeprowa-dzono na blaszkach aluminiowych i miedzianych o grubo-ci 0,5 mm i powierzchni 50 x 50 mm. Do prb zwilalnoci stosowano luty o masie 0,1 g, a do prb rozpywnoci luty o masie 0,5 g, pocite na odcinki o dugoci ok. 1 mm. Prbki lutw pokryto topnikiem o masie rwnej poowie masy lutu. Bezporednio przed prbami podoe aluminiowe i miedzia-ne oczyszczono papierem ciernym o ozn. 400 i odtuszczo-no rozpuszczalnikiem Nitro. Prby przeprowadzono przez nagrzewanie oporowe i pomieniowe.
W metodzie oporowej prbki podgrzewano za pomo-c urzdzenia z pyt grzewcz o mocy 1,5 kW. Czas na-grzewania od momentu stapiania lutu wynosi 1,0 min. W metodzie pomieniowej blaszki podgrzewane byy od dou pomieniem propanowo-powietrznym. W metodzie tej czas nagrzewania od momentu stopienia lutu by 2-krotnie krtszy anieli w metodzie oporowej i wynosi 30 s.
Po przeprowadzeniu prb zwilalnoci przez nagrzewanie oporowe, prbki przecito w poowie rozpynitej kropli lutu i przygotowano zgady metalograficzne. Sfotografowano je i na tej podstawie okrelono graficznie kty zwilania, ktrych wartoci zamieszczono w tablicy III. S to wartoci rednie z czterech pomiarw. Przykadowe prby zwilalnoci lutem L-ZnAl4 na podou aluminiowym i miedzianym pokazano na rysunku 3. W wyniku oddziaywania lutu cynkowego podoe aluminiowe ulega roztwarzaniu, a w przypadku podoa mie-dzianego powstaje w lutowinie strefa reakcyjna o szerokoci dochodzcej do 50 m (rys. 3b). Jej mikrotwardo wynosi
-
7Przegld sPawalnictwa 11/2009
471522 HV 0,025. Na innych przekrojach pocze zauwa-ono w tej warstwie pknicia poprzeczne. Podobne efekty oddziaywania na granicy z podoem Al i Cu zaobserwo-wano w przypadku pozostaych lutw cynkowych L-ZnAl2 i L-ZnAl15. Na obecnym etapie bada nie przeprowadzono analizy faz midzymetalicznych, z ukadu CuAl, tworz-cych si na granicy lutowiny L-ZnAl4 z miedzi. Mimo sto-sunkowo niewysokiej temperatury lutowania, nieco powyej 400oC, dochodzi tu do zjawisk dyfuzyjnych. Naley jednak zaznaczy, e czas oddziaywania lutw cynkowych na pod-oe Al i Cu w nagrzewaniu oporowym by stosunkowo dugi (1 min). Oglnie zwilalno lutw cynkowych na podou Al jest dobra, a kt zwilania wynosi 6o niezalenie od rodzaju lutu. Zwilalno lutw ZnAl na podou miedzianym jest niezadowalajca. Kt zwilania poniej 30o osign tylko lut L-ZnAl4.
W pomiarach rozpywnoci do obliczania pl powierzch-ni rozpynicia si lutw uyto programu optycznego DP Soft Olympus do akwizycji i obrbki cyfrowej zdj z funk-cj planimetrowania powierzchni. Wyniki prb rozpywnoci
Tablica III. Wyniki pomiarw zwilalnoci lutw cynkowych na podou aluminiowym i miedzianym Table III. Wettability of zinc solders on aluminium and cop-per surface
Oznaczenie lutuKt zwilania, o
podoe Al podoe Cu
L-ZnAl2 6 52
L-ZnAl4 6 25
L-ZnAl15 6 35
Rys. 3. Zwilalno lutu cynkowego L-ZnAl4 na podou: a alumi-niowym, b miedzianymFig. 3. Wettability measurements of zinc solders L-ZnAl4: a on aluminium, b copper surface
Tablica IV. Wyniki prby rozpywnoci lutw cynkowych na powierzchni aluminium i miedziTable IV. Spread factor of zinc solders on aluminium and copper surface
Metoda LutPole powierzchni rozpynicia si lutu
na aluminium, mm2 na miedzi, mm2
oporowa
L-ZnAl2 599 119
L-ZnAl4 896 173
L-ZnAl15 1025 246
pomieniowa
L-ZnAl2 857 100
L-ZnAl4 859 131
L-ZnAl15 1026 165
Rys. 4. Pomiary rozpywnoci lutw cynkowych na podou: ac alu-miniowym df miedzianym, wykonane metod oporowFig. 4. Spread factor measurements of zinc solders on: ac alumi-nium df, performed by resistance method
lutw cynkowych, na podou aluminiowym i miedzianym, obydwiema metodami zamieszczono w tablicy IV. S to war-toci rednie z trzech pomiarw.
Wzrost powierzchni rozpynicia lutw nastpowa wraz ze wzrostem zawartoci aluminium w lucie, gdzie dla lutu L-ZnAl15 uzyskano najwiksz rozpywno, zarwno w prbie oporowej, jak i pomieniowej. W obydwu meto-dach uzyskano niemal identyczny wynik dla lutw L-ZnAl15. Znacznie mniejsz rozpywno miay luty cynkowe na miedzi, gdzie pole powierzchni byo wielokrotnie mniejsz w porwnaniu z rozpywnoci na podou aluminiowym, szczeglnie dla lutu L-ZnAl15. Przykadowe powierzchnie rozpywnoci poszczeglnych lutw cynkowych na podou Al i Cu pokazano na rysunku 4.
Prby lutowania, badania metalograficzne, pomiary mikrotwardoci
Poczenia rurkowe aluminium z miedzi stosowane s czsto w budowie urzdze chodniczych (rys. 5). Wyko-nano je, stosujc nagrzewanie pomieniem propanowo-po-wietrznym przy uyciu lutu L-ZnAl4.
W rurk aluminiow o rednicy 4,5 x 1,0 mm wlutowano kapilar miedzian o rednicy 2,0 x 0,5 mm. Rurka kapilar-na z miedzi pokryta bya warstw cynku, co uatwia zwilal-no lutem cynkowym, a ponadto cae poczenie lutowane ma podobn barw. Warstwa cynku na powierzchni miedzi stanowi rwnie warstw ochronn w tworzeniu si ogniwa elektrochemicznego na granicy z lutowin.
Rys. 5. Poczenia AlCu wykonane lutem L-ZnAl4 Fig. 5. AlCu joints made with L-ZnAl4 solder
-
8 Przegld sPawalnictwa 11/2009
Makro- i mikrostruktur poczenia lutowanego pokaza-no na rysunku 6. Prbki do bada metalograficznych szlifo-wano na wodnych papierach ciernych SiC do ozn. 4000, a nastpnie polerowano je tlenkiem glinu. Uzyskane zgady obserwowano za pomoc mikroskopu wietlnego Olympus CA25, sprzonego z aparatem cyfrowym CAMEDIA C3030 i systemem archiwizacji obrazu. Zwracaj uwag wtrcenia topnikowe pooone na granicy lutowiny z miedzi. wiadczy to o gorszym oddziaywaniu stosowanego topnika Eurotop Al 380 na mied, w porwnaniu z aluminium. Nie stwierdzono natomiast tak agresywnego oddziaywania lutw cynkowych na lutowane materiay, jak w przypadku nagrzewania oporo-wego (rys. 3). Wynika to std, e czas wykonania pocze lutowanych pomieniem propanowo-powietrznym by krtki i wynosi kilkanacie sekund.
Kolejne prby lutowania przeprowadzono przez nagrze-wanie pomieniowe rurki miedzianej o rednicy 10,0 x 1,0 mm z blach aluminiow o gruboci 2,0 mm (rys. 7). Od po-cze tego rodzaju, wystpujcych w kolektorach sonecz-nych, wymaga si dobrej przewodnoci cieplnej.
Przekrj poczenia lutowanego wykonanego lutem w osonie topnikowej L-ZnAl4 pokazano na rysunku 8. Rw-nie i tutaj zwracaj uwag wtrcenia topnikowe wystpuj-ce na granicy lutowiny z miedzi. W strukturze lutu wystpuj dendryty roztworu staego oraz eutektyki + rozmiesz-czonej w przestrzeniach midzydendrytycznych.
Pomiary mikrotwardoci przeprowadzono na zczu AlCu z rysunku 5, stosujc penetrator Vickersa przy ob-cieniu 25 g. Pomiary przeprowadzono zgodnie z norm PN-EN ISO 6507-1: 2007. Na rysunku 9 pokazano wyniki pomiarw mikrotwardoci wykonane w dwch rzdach po-miarowych.
Najwiksz mikrotwardo wykazuje lutowina na rodku, w zakresie 104118 HV 0,025. Mied w pobliu lutowiny osi-ga mikrotwardo w zakresie 6174 HV 0,025. Najmniejsz mikrotwardo w zczu lutowanym wykazuje aluminium, w zakresie 2528 HV 0,015.
Rys. 6. a makro-, b mikrostruktura poczenia lutowanego AlCu wykonanego lutem L-ZnAl4, szczelina lutownicza 0,25 mm, w stanie nietrawionymFig. 6. a macro-, b microstructure (b) of AlCu soldering joint made with L-ZnAl4 solder, gap 0,25 mm, unetched
Rys. 7. Poczenie rurki miedzianej z blach aluminiow, wykonane lutem otulonym L-ZnAl4 Fig. 7. Joint of copper pipe with aluminium sheet made with flux co-ating L-ZnAl4 solder
Rys. 8. Makro- (a) i mikrostruktura (b) poczenia Al Cu z rysunku 7, wykonanego lutem otulonym L-ZnAl4, w stanie nietrawionymFig. 8. Macro- (a) and microstructure (b) of Al Cu soldering joint from Fig. 7, made with flux coating L-ZnAl4 solder, unetched
Rys. 9. Rozkad mikrotwardoci HV 0,025 w zczu AlCu wykona-nym lutem L-ZnAl4Fig. 9. Microhardness HV 0,025 distribution in Al Cu joint made with L-ZnAl4 solder
Statyczna prba cinania pocze lutowanych AlCu
Do statycznej prby cinania zczy lutowanych AlCu przygotowano prbki pokazane na rysunku 10. Szeroko szczeliny, ustalanej stalowym drutem dystansowym, wyno-sia 0,25 mm.
Szeroko zakadki wynosia 5,0 mm, zcza cinano w uchwycie z wkadkami dystansowymi, uywajc maszy-ny wytrzymaociowej firmy Instron, model 3369. Prdko przesuwu belki poprzecznej maszyny wynosia 0,2 cm/min. Metod nagrzewania pomieniowgo wykonano po pi po-cze lutowanych AlCu, dla kadego rodzaju lutu. Wyniki ze statycznej prby cinania zczy podano w tablicy V.
Zniszczenie zczy wystpowao w zakadce, a warstwa lutu pozostawaa na powierzchni aluminium. Wytrzymao na cinanie zczy lutowanych AlCu nie jest dua i mieci si w zakresie 2227,4 MPa, w zalenoci od rodzaju stoso-wanego lutu. Wytrzymao na cinanie zczy lutowanych zwiksza si wraz z zawartoci aluminium w lucie cyn-kowym, osigajc wartoci maksymalne dla lutu L-ZnAl15. W porwnaniu ze zczami AlCu wykonanymi lutem L-ZnAL4 wytrzymao na cinanie jest wiksza o 25%.
Rys. 10. Ksztat i wymiary zcza zakadkowego do statycznej prby cinaniaFig. 10. Shape and size of lap joint for shear test
-
9Przegld sPawalnictwa 11/2009
PodsumowanieNa podstawie przeprowadzonych bada mona sfor-
muowa nastpujce wnioski: Luty cynkowe z zawartoci 2, 4 i 15 % wag. Al mog
by uywane nie tylko do wykonywania aluminiowych pocze jednoimiennych, ale rwnie pocze typu AlCu.
Zwilalno lutw cynkowych na podou aluminio-wym jest cakowicie zadowalajca. Znacznie gorsza zwilalno wystpuje na miedzi. Podobne wyniki osignito w przypadku prb rozpywnoci lutw. Rozpywno lutw cynkowych ronie wraz ze wzro-stem udziau Al i osiga maksymalne wartoci dla zawartoci 15 % wag. Al zarwno na podou alumi-niowym, jak i miedzianym. Mimo znacznych rnic w lutownoci aluminium i miedzi lutami cynkowymi uzyskuje si zcza poprawnie wypenione lutem, o szerokoci szczeliny dochodzcej do 0,3 mm.
W warunkach nagrzewania oporowego dochodzi do roztwarzania aluminium w wyniku oddziaywania lu-tw cynkowych. Na granicy z miedzi powstaje na-tomiast strefa reakcyjna, wykazujca mikrotwardo w zakresie 471522 HV 0,025. wiadczy to o zaist-niaych zjawiskach dyfuzyjnych, mimo niewysokiej temperatury lutowania. Szczeglnie jest to uwidocz-nione podczas dugiego czasu oddziaywania lutu na mied i aluminium. W przypadku krtkiego czasu na-grzewania pomieniem propanowo-powietrznym takie zjawiska w zczach Al-Cu wystpuj w ograniczo-nym zakresie.
Wytrzymao na cinanie pocze lutowanych AlCu nie jest wysoka i osiga wartoci poniej 30 MPa. Wytrzymao pocze lutowanych ronie ze wzrostem zawartoci aluminium w lutach cynkowych.
Tablica V. Wyniki statycznej prby cinania zczy zakad-kowych AlCuTable V. Results of shear test of AlCu lap joints
Lp. Lut
Wytrzymao na cinanie
Rt, MPa Rtr, MPa
1.
L-ZnAl2
21,7
22,0
2. 22,6
3. 22,0
4. 23,2
5. 20,6
6.
L-ZnAl4
22,5
24,6
7. 23,1
8. 27,2
9. 25,9
10. 24,5
11.
L-ZnAl15
27,8
27,4
12. 28,1
13. 26,6
14. 28,9
15. 25,4
Literatura[1] Zimmermann K.F.: Lten von Aluminium und Alu-
miniumlegierungen, Technik die verbindet, Berichte aus Forschung und Praxis, Degussa, zeszyt nr 33, Hanau 1975.
[2] Winiowski A.: Lutowanie twarde aluminium i jego stopw nowe trendy technologiczne, Biuletyn In-stytutu Spawalnictwa, nr 6/2000.
[3] Fontargen GmbH: Lten in der Klte- und Klimatech-nik, Eisenberg 2001.
[4] Fontargen GmbH: Aluminium-Lten, Eisenberg 2003.
[5] Pocica A., Nowak A.: Technologia lutowania alumi-nium z miedzi, Spajanie, nr 1/2005.
[6] Buch A.: Wasnoci mechaniczne czystych metali, WNT, Warszawa 1973.
[7] Ashby M. F., Jones D. R. H.: Materiay inynierskie I, WNT, Warszawa 1997.
[8] Lange A.: Badania spoiw do lutowania twardego rnoimiennych pocze aluminiummied, Praca doktorska, Instytut Technologii Maszyn i Automaty-zacji Politechniki Wrocawskiej, Wrocaw 2002.
[9] Mirski Z., Granat K., Drzeniek H.: Luty proszkowe do lutowania twardego aluminium i jego stopw, Biuletyn Instytutu Spawalnictwa nr 5/2008.
[10] Schoer H.: Schweissen und Hartlten von Alumi-niumwerkstoffen, DVS Verlag, Dsseldorf 1998.
[11] Skowski K., Piaskowski J., Wojtowicz Z.: Atlas struktur znormalizowanych stopw odlewniczych, WNT, Warszawa 1972.
[12] Schumann H.: Metallographie, VEB Deutscher Ver-lag fr Grundstoffindustrie, Leipzig 1997.
[13] Euromat Sp. z o.o: Katalog lutw i topnikw, Wrocaw 2009.
-
0 Przegld sPawalnictwa 11/2009
Micha UrzynicokKrzysztof Kwieciski Marian Szubryt
Dowiadczenia przy wykonywaniu pocze doczoowych ze stali martenzytycznej VM12-ShC
experienceintheweldingofmartensiticsteelVM12-sHc
StreszczenieVM12-SHC jest najnowsz stal o zawartoci 12%
chromu opracowan przez firm V&M. Dziki duej za-wartoci chromu oraz innych pierwiastkw stopowych stal ta odznacza si du odpornoci na utlenianie w wysokich temperaturach. Niestety zadeklarowana przez producenta wytrzymao na pezanie w temperaturze 650oC nie spenia oczekiwa. Aktualnie prowadzone s prace nad wykorzystaniem tej stali na przegrzewacze pary oraz planowane jest wdroenie VM12-SHC przy pro-dukcji cian szczelnych dla prototypowych kotw pracu-jcych na bardzo wysokich parametrach temperaturowo-cinieniowych.
Uytkowanie stali VM12-SHC na elementy cinienio-we wymaga kwalifikowanej technologii spawania, dlate-go te przeprowadzone zostay badania majce na celu sprawdzenie spawalnoci tej stali przez standardowe ba-dania nieniszczce oraz niszczce.
AbstractVM12-SHC is a new developed by V&M steel with
12% Cr content. Thanks to this it has a very high cor-rosion resistance properties and is foreseen to the high temperature and pressure parts of boilers. In spite of very high corrosion resistance properties, VM12-SHC doesnt has declared by producer creep strength at 650oC and, whats more, it has even worse creep strength than P92 steel at 620oC.
Nevertheless VM12-SHC can be used satisfactory as a superheater tubes and is also planned to be used in ultra-supercritical boilers (720oC) as a membrane walls.
Therefore using of VM12-SHC in pressure parts re-quires a qualified welding procedures. In connection with this, results of all necessary investigations have been presented hereby in this paper. As was proved, all requi-red mechanical properties of butt welded joints with tubes 44,5 x 8,8 mm met requirements of EN 12952-6 stan-dard and PED 97/23/EC rules.
WstpKluczowymi komponentami, ktrych wykonanie i waci-
woci odgrywaj istotn rol w nowoczesnych kotach pa-rowych, s rurocigi, komory, przegrzewacze oraz ciany szczelne. Elementy te pracuj przy wysokich temperaturach oraz cinieniu, dlatego te musz charakteryzowa si, mi-dzy innymi, wysok wytrzymaoci na pezanie.
Od rur przegrzewaczy, a w szczeglnoci przegrzewa-czy wtrnych, wymaga si wytrzymaoci na zmczenie cieplne, dobrej spawalnoci, wspomnianej wytrzymaoci na pezanie oraz odpornoci na korozj i utlenianie.
W latach osiemdziesitych zaczto z powodzeniem wdra-a stale martenzytyczne o zawartoci 9% chromu, wprowa-dzajc stal T/P91 do produkcji rur przegrzewaczy i komory. Stal ta bya modyfikowana przez kolejne lata, co doprowadzi-
o do powstania nowych gatunkw, takich jak P92 oraz E911, w ktrych molibden zosta wyparty przez wolfram. Modyfi-kacje skadu chemicznego doprowadziy do zwikszenia od-pornoci na pezanie oraz podniosy temperatur pracy kom-ponentw kotowych wykonanych z tych stali do ok. 620C. Niestety procesy zwizane z utlenianiem powierzchni oraz gwatowny spadek arowytrzymaoci w podwyszonych temperaturach nadal powstrzymuje zastosowanie tych stali w projektach najnowoczeniejszych kotw o supernadkry-tycznych parametrach pracy.
Opracowana w latach pidziesitych stal X20CrMoV12-1 o zawartoci 12% chromu, a nastpnie modyfikowana przez mikrododatki wolframu w latach siedemdziesitych, charakteryzowaa si lepszymi waciwociami antykorozyj-nymi oraz zwikszon odpornoci na utlenianie w porwna-niu z gatunkami zawierajcymi 9% chromu. Gwnym zasto-sowaniem tej stali na wiecie bya produkcja opatek turbin, natomiast w Europie rodkowo-Wschodniej i w Niemczech stosowano j na rurocigi pary oraz rury przegrzewaczy. Niestety stal X20 charakteryzowaa si bardzo ograniczon spawalnoci (szczeglnie ze wzgldu na wysok zawar-to wgla ok. 0,2%) i przez to podatnoci na pknicia
Mgr in. Micha Urzynicok Zakad Elementw Kot-owych ZELKOT, mgr in. Krzysztof Kwieciski Insty-tut Spawalnictwa, dr in. Marian Szubryt TV NORD Polska Sp. z o.o.
-
Przegld sPawalnictwa 11/2009
wodorowe, co w znacznym stopniu ograniczao jej zastoso-wanie. Obecnie stal X20, oprcz niewielkich elementw, ta-kich jak np. tulejki osonowe do termometrw montowanych w rurocigach pary, nie jest ju stosowana.
Zapotrzebowanie na stal, ktra odznaczaaby si dobr aroodpornoci i arowytrzymaoci, doprowadzio do opracowania w Japonii i USA stali, ktre rwnie zawiera-j 12% chromu (oraz dodatki molibdenu i wolframu), jednak zawarto wgla nie przekracza w nich 0,14%, a w rzeczywi-stoci wgla moe by w niej nawet mniej ni 0,1%. Obecnie w fazie rozwoju jest gatunek stali NF12 zawierajcy 2,5% ko-baltu; 2,6% wolframu oraz bor, a take stal SAVE12 zawiera-jca 3% kobaltu, 3% wolframu oraz dodatki tantalu i niobu.
Europejsk odpowiedzi na te nowoczesne stale o za-wartoci 12% chromu jest opracowana przez Vallourec &Mannesmann stal VM12-SHC (special high corrosion resistance X12CrCoWVNb12-2-2; numer materiau wg EN 1.9994).
Charakterystyka stali zastosowanej do bada
Podczas eksploatacji materiay takie jak E911 czy P92 mog by teoretycznie zastosowane przy maksymalnej temperaturze pracy wynoszcej 620C. W temperaturach wyszych odporno na pezanie, utlenianie oraz osadzanie si kamienia kotowego nie jest wystarczajca. Z tego po-wodu firma Vallourec&Mannesmann zaprojektowaa now stal zawierajc 12% chromu, ktra z zaoenia miaa by eksploatowana w temperaturze do 650C. Czciowe za-stpienie molibdenu wolframem miao spowodowa wzrost wytrzymaoci na pezanie o ok. 30% oraz zwikszenie har-townoci stali, natomiast mikrododatek boru mia za zadanie stabilizacj wglikw M23C6. Niestety ju wstpne badania stali VM12, prowadzone midzy innymi w ramach projektu europejskiego COST 536 wykazay, e stal ta ma bardzo do-br aroodporno, jednak jej wytrzymao na pezanie jest nisza od wytrzymaoci stali P92.
Niska zawarto wgla w stali VM12 w porwnaniu ze stal X20 gwarantuje jej dobr spawalno oraz zapobiega powstawaniu pkni wodorowych. Po spawaniu konieczne jest ostudzenie zcza spawanego w celu dokoczenia prze-miany martenzytycznej, a nastpnie konieczne jest przepro-wadzenie obrbki cieplnej po spawaniu w temperaturze wy-trzymania ok. 770C. Producent zaleca, aby obrbka cieplna po spawaniu przeprowadzona bya maksymalnie 24 godziny po zakoczeniu procesu wykonywania zcza.
W trakcie wyarzania odprajcego po spawaniu, w wyniku zachodzcych procesw dyfuzyjnych, nastpuje obnienie waciwoci plastycznych, co moe objawia si kruchoci materiau. Krucho ta moe stwarza zagroe-nie wystpienia pkni, szczeglnie w miejscach wystpo-wania karbu geometrycznego, czyli np. podtopie, pche-rzy, wklnicia grani. Poza pkniciami istnieje rwnie niebezpieczestwo wystpowania mikropkni, ktre poja-wiaj si w strefach przegrzania materiau i maj charakter midzykrystaliczny. Struktura stali VM12, jak rwnie innych stali odpornych na pezanie o zawartoci 12% chromu, ma posta martenzytu. W strukturze tej stali mog wystpi rwnie niewielkie zawartoci ferrytu delta, ktry niestety obnia arowytrzymao.
Skad chemiczny stali zawierajcych 12% chromu przed-stawiono w tablicy I, natomiast porwnanie waciwoci me-chanicznych w tablicy II.
Tablica I. Skad chemiczny wybranych stali zawierajcych 12% Cr (wg danych producenta)Tabel I. Comparison of chemical composition of 12% Cr ste-els according to steel makers
Gatu-nek
Skad chemiczny, %
C Si Mn Cr Mo Nb Co V W inne
X20 0,2 0,4 0,6 12 1 - - 0,25 - 0,5Ni
HCM12A (T/P122) 0,11 0,1 0,6 12 0,4 0,05 - 0,2 2
1Cu 0,003B 0,03N
NF12 0,08 0,2 0,5 11 0,2 0,07 2,5 0,2 2,6 0,004B 0,05N
SAVE12 0,1 0,3 0,2 11 - 0,07 3 0,2 30,04N 0,07Ta 0,04Nd
VM12-SHC 0,12 0,5 0,3 11,5 0,3 0,055 1,6 0,25 1,5
0,25Ni 0,05N
0,0045B
Tablica II. Waciwoci mechaniczne wybranych stali zawie-rajcych 12% (wg danych producenta)Table II. Comparison of mechanical properties of 12% Cr steels according to steel makers
GatunekWaciwoci mechaniczne
Re, MPa Rm, MPa A min., %
X20 490 690 17
HCM12A (T122) 400 620 20
NF12 580 780 ?
SAVE12 470 685 ?
VM12-SHC 450 620 19
Stal o oznaczeniu VM12-SHC stosowana jest gwnie na cienkocienne rury przegrzewaczy pary, natomiast VM12 przeznaczona bdzie w przyszoci, jeli wszelkie prby materiaowe przebiegn pozytywnie, na grubocienne rury komr kota.
Przedmiot bada Przedmiotem bada byy doczoowe zcza spawane
rur o rednicy 44,5 x 8,8 mm gatunku X12CrCoWVNb12-2-2 (VM12-SHC). Skad chemiczny stali w stanie dostawy przed-stawiono w tablicy III, a waciwoci mechaniczne w tablicy IV.
Tablica III. Skad chemiczny badanej stali VM12-SHC (wg atestu producenta)Table III. Chemical composition of tested VM12-SHC steel grade
Ga-tu-nek
Skad chemiczny, %
VM12-SHC
C Si Mn Cr Mo V W Co inne
0,13 0,47 0,27 11,54 0,24 0,26 1,44 1,47
B-0,0045 N