Predykcja parametrów konfekcjonowania etykiet z ... · Metody regresyjne, sieci neuronowe i inne...
16
Copyright © StatSoft Polska 2018, [email protected] 91 PREDYKCJA PARAMETRÓW KONFEKCJONOWANIA ETYKIET Z ZASTOSOWANIEM TECHNIK EKSPLORACJI DANYCH Krzysztof Krystosiak, Wydział Inżynierii Produkcji, Politechnika Warszawska; Masterpress S.A. Proces nawijania zwoju etykiet w formie rękawa jest niewątpliwie trudnym zadaniem, głów- nie ze względu na fakt, iż na roli nawijany jest zwój rękawa, a nie płaska wstęga. To z kolei niesie ze sobą konieczność zastosowania specjalnego sposobu nawijania zwoju etykiet. Dodając do tego pewną liczbę zmiennych niezależnych, mających wpływ na jakość procesu nawijania, oraz zakłóceń procesowych, otrzymamy naprawdę trudne zadanie do wykonania. Celem prezentacji będzie przedstawienie praktycznego zastosowania metod predykcji istot - nych parametrów nawijania zwoju etykiet w formie rękawa, z wykorzystaniem technik eksploracji danych oraz uczenia maszynowego, takich jak: sztuczne sieci neuronowe, metody wektorów nośnych, czy drzewa decyzyjne. Finalnie jakość predykcji istotnych para- metrów nawijania za pomocą opracowanych modeli zostanie poddana weryfikacji w odnie- sieniu do wzorcowych danych z przebiegu procesu konfekcjonowania. Wytwarzanie etykiet termokurczliwych W wielu pozycjach literaturowych oraz źródłach internetowych spotykane są różne definicje etykiet termokurczliwych [1, 2, 5, 6, 8, 9, 10, 11, 12], jednakże dla potrzeb realizacji niniej - szej publikacji przyjęto następującą definicję:
Transcript of Predykcja parametrów konfekcjonowania etykiet z ... · Metody regresyjne, sieci neuronowe i inne...

Copyright © StatSoft Polska 2018, [email protected]
91
PREDYKCJA PARAMETRÓW KONFEKCJONOWANIA ETYKIET Z ZASTOSOWANIEM TECHNIK EKSPLORACJI DANYCH
Krzysztof Krystosiak, Wydział Inżynierii Produkcji,
Politechnika Warszawska; Masterpress S.A.
Proces nawijania zwoju etykiet w formie rękawa jest niewątpliwie trudnym zadaniem, głów-
nie ze względu na fakt, iż na roli nawijany jest zwój rękawa, a nie płaska wstęga. To z kolei
niesie ze sobą konieczność zastosowania specjalnego sposobu nawijania zwoju etykiet.
Dodając do tego pewną liczbę zmiennych niezależnych, mających wpływ na jakość procesu
nawijania, oraz zakłóceń procesowych, otrzymamy naprawdę trudne zadanie do wykonania.
Celem prezentacji będzie przedstawienie praktycznego zastosowania metod predykcji istot-
nych parametrów nawijania zwoju etykiet w formie rękawa, z wykorzystaniem technik
eksploracji danych oraz uczenia maszynowego, takich jak: sztuczne sieci neuronowe,
metody wektorów nośnych, czy drzewa decyzyjne. Finalnie jakość predykcji istotnych para-
metrów nawijania za pomocą opracowanych modeli zostanie poddana weryfikacji w odnie-
sieniu do wzorcowych danych z przebiegu procesu konfekcjonowania.
Wytwarzanie etykiet termokurczliwych
W wielu pozycjach literaturowych oraz źródłach internetowych spotykane są różne definicje
etykiet termokurczliwych [1, 2, 5, 6, 8, 9, 10, 11, 12], jednakże dla potrzeb realizacji niniej-
szej publikacji przyjęto następującą definicję:

Copyright © StatSoft Polska 2018, [email protected]
92
„etykiety termokurczliwe (z ang. shrink sleeve labels; heat shrinkable labels) są to ety-
kiety powstające w wyniku zadruku oraz formowania rękawa z folii, który pod wpły-
wem określonej temperatury dla danego materiału ulega skurczeniu, przylegając ściśle
do powierzchni docelowej.”
Etykiety termokurczliwe wytwarzane są przy pomocy technologii fleksograficznej, dokład-
niej mówiąc: jest to metoda druku rotacyjnego, w której stosuje się elastyczną formę druko-
wą, rekompensującą nierówności powierzchni podłoża drukowego, która poprzez naniesioną
nań farbę za pomocą wałka rastrowego przenosi farbę bezpośrednio na podłoże drukowe.
Etykiety wydrukowane tą techniką stosuje się przede wszystkim do wykonywania nietrwałej
produkcji masowej, a do tej grupy zalicza się np. etykiety termokurczliwe [2].
Problematyka jakości nawijania
Głównymi etapami procesu wytwarzania etykiet termokurczliwych są cztery etapy typowo
produkcyjne, w wyniku których otrzymywany jest wyrób gotowy, nawinięty w postaci zwo-
ju rękawa etykiet. Tymi etapami są: druk, brzegowanie – cięcie, formowanie rękawa, inspek-
cja. Wspólną cechą ww. etapów procesu produkcyjnego jest nawijanie ze zwoju na zwój.
Stąd też procesy fleksograficzne nazywane są często zwojowymi, R2R (z ang. roll to roll
processing), ponieważ na wejściu do każdego etapu surowiec lub półprodukt z poprzedniego
etapu jest nawinięty w postaci zwoju [1, 6, 10, 13, 16, 17]. W celu zapewnienia odpowiedniej
jakości etykiet termokurczliwych oraz bezproblemowego przebiegu całego procesu pro-
dukcji bardzo istotny jest proces nawijania na każdym etapie oraz jakość nawoju. Mówiąc
o poziomie jakości, należy zaznaczyć, iż istotnym parametrem mającym znaczący wpływ na
jakość nawoju są początkowe parametry naciągów, które utrzymują odpowiednie naprężenie
wstęgi lub rękawa podczas nawijania, zarówno na odwijanym zwoju (roli) – nazywanym
odwijakiem (z ang. unwind – odwijać, rozwijać, unwinder – odwijak), jak również na nawija-
nym zwoju (roli) – nazywanym nawijakiem (z ang. rewind – nawijać, zwijać, rewinder –
nawijak) [1, 2, 20].

Copyright © StatSoft Polska 2018, [email protected]
93
Parametry jakości nawoju
Najważniejszym parametrem charakteryzującym jakość nawoju jest brak stwierdzonych
wad, zarówno w procesie produkcji, jak też podczas finalnej aplikacji, takich jak: sklejenie
warstw rękawa, teleskopowanie, efekt blockingu, rozciągnięcie folii, zagniecenia, uszko-
dzenia krawędzi rękawa oraz finalnie zniszczenie nawoju [13, 16, 17].
Tematyka jakości nawoju jest powszechnie znana na zachodzie. W angielskojęzycznych po-
zycjach literaturowych z tej dziedziny [6, 20] przewija się termin web handling, co oznacza
w wolnym tłumaczeniu radzenie sobie z nawijaniem wstęgi lub inaczej nawijanie wstęgi
z maksymalną wydajnością i z minimalną stratą [10, 18, 20]. Pytanie, jakie należy zadać,
mówiąc o jakości nawoju konfekcjonowanego wyrobu, brzmi: jakie parametry początkowe
naciągów są odpowiednie? Jest to problem stanowiący obiekt badań naukowych i są różne
metody określania parametrów naciągów [18]. Niemniej jednak jest to wiedza bazująca na
stałym doświadczeniu i eksperymentowaniu, gdyż wiele jest zmiennych mających wpływ na
jakość nawoju. W praktyce produkcyjnej w większości dużych przedsiębiorstw poligraficz-
nych są gromadzone dane, zapisy dotyczące parametrów procesu. Wydobycie z nich infor-
macji w postaci opracowanych modeli reguł i zasad postępowania jest przedmiotem inter-
dyscyplinarnej dziedziny nauki, jaką jest eksploracja danych (z ang. data mining), która
wykorzystuje metody statystyczne czy sztucznej inteligencji, jak np. sztuczne sieci neuro-
nowe, drzewa decyzyjne i inne. Efektem tych działań może być poprawa jakości wyrobu
i procesu oraz obniżenie kosztów wytwarzania [13, 16, 17].
Problematyka jakości nawoju wskazuje na jeden zasadniczy problem, którym jest niewłaś-
ciwie dobrana wartość parametrów początkowych naciągów na maszynach konfekcjonu-
jących. Mówiąc o niewłaściwym naciągu, mamy do czynienia tak naprawdę z dwoma prob-
lemami: zbyt wysokim oraz zbyt niskim naciągiem początkowym zadanym na odwijaku
bądź nawijaku maszyny konfekcjonującej. Wymienione problemy są przyczyną powstawa-
nia wielu różnych rodzajów wad, spośród których najczęściej występujące zostały ujęte
w tabeli 1. Wszystkie wymienione w poniższej tabeli rodzaje wad powstających w wyniku
zastosowania niewłaściwych parametrów początkowych naciągów wymagają oddzielnego

Copyright © StatSoft Polska 2018, [email protected]
94
omówienia w celu zrozumienia istoty problemu, jednakże dla potrzeb niniejszej publikacji
zostały celowo pominięte.
Tabela 1. Rodzaje wad jakościowych powstałych w wyniku zastosowania niewłaściwych naciągów.
Za wysoki naciąg Za niski naciąg
Sklejenie warstw rękawa Teleskopowanie
Efekt blockingu Uszkodzenie krawędzi rękawa
Rozciągnięcie folii Zniszczenie nawoju
Zerwanie wstęgi lub rękawa Zagniecenia
Podsumowując, zarówno zbyt wysoki, jak również zbyt niski parametr naciągu odwijaka lub
nawijaka może skutkować różnymi problemami. Dodając do tego jeszcze trzecią zmienną,
którą jest prędkość nawijania, trzeba dodatkowo uwzględnić efekty interakcyjne. Wymie-
nione powyżej trzy zmienne należą do głównych elementów sterowania jakością nawoju
w procesie konfekcjonowania etykiet termokurczliwych i nie tylko, gdyż zgodnie z publi-
kacjami w tej dziedzinie [6, 10, 13, 16, 17, 18, 20] są to trzy elementy sterujące nawijaniem
różnych tworzyw: od papieru, folii po włókna, a także drukowaną elektronikę.
Skala problemu w nowych zleceniach produkcyjnych
W praktyce produkcyjnej przedsiębiorstw poligraficznych każdego dnia realizowanych jest
wiele nowych zleceń, w których nie są znane wyżej wymienione parametry sterowania
jakością nawoju. Znane są natomiast zmienne charakteryzujące dany wyrób. Istotnym celem
jest zatem opracowanie sposobu, metody szacowania tychże parametrów sterujących za
pomocą zmiennych niezależnych.
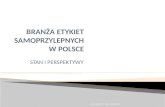
Liczba nowych zleceń produkcyjnych nie jest jednakowa każdego dnia, co ewidentnie
obrazuje poniższa analiza (rys. 1) wykonana z użyciem kart kontrolnych oraz histogramów.
Przeanalizowano dokładnie wszystkie nowe zlecenia realizowane w trakcie jednego
miesiąca. Nowych zleceń było 248, natomiast patrząc na powyższe wykresy, łatwo można
wywnioskować, iż rozrzut tych zleceń wynosi od 1 aż do 21 dziennie, przy średniej liczbie

Copyright © StatSoft Polska 2018, [email protected]
95
wynoszącej 10,783, czyli zaokrąglając do pełnych wartości w górę, mamy 11 nowych zleceń
dziennie.
Mając do czynienia z tak dużą zmiennością produkcji – bardzo charakterystyczną dla pro-
dukcji fleksograficznej – utrudnione jest technologiczne opracowanie dokładnych wytycz-
nych odnośnie całego procesu produkcji – i jego wszystkich etapów, a tym samym konfek-
cjonowania etykiet termokurczliwych, toteż zastosowanie narzędzi eksploracji danych poz-
woli na znaczące usprawnienie tego procesu. Najistotniejsze są dane, gdyż na bazie danych
historycznych z przebiegu realizacji procesu wytwarzania możliwe jest opracowanie modeli
predykcyjnych, które po procesie uczenia, nabywają swoje zdolności predykcji dla każdego
nowego wyrobu [2, 3, 13, 14, 17, 18].
Karta X i ruchomego R; zmienna: Ilość zleceń nowych
Histogram obserwacji
0 1 2 3 4 5 6 7 8 9
-10
-5
0
5
10
15
20
25
30
X: 10,783 (10,783); Sigma: 4,7937 (4,7937); n: 1,
5 10 15 20
-3,5984
10,783
25,164
Histogram ruchomy ch rozst.
0 1 2 3 4 5 6 7
-2
2
6
10
14
18
Ruchome R: 5,4091 (5,4091); Sigma: 4,0866 (4,0866); n: 1,
5 10 15 20
0,0000
5,4091
17,669
Rys. 1. Karta kontrolna nowych zleceń realizowanych w ciągu jednego miesiąca.

Copyright © StatSoft Polska 2018, [email protected]
96
Reasumując, zakłada się, iż zastosowanie narzędzi eksploracji danych może przynieść zna-
czące usprawnienie w postaci oszczędności czasu poświęconego na eksperymentalny dobór
parametrów nawijania oraz jakości procesu konfekcjonowania.
Metodyka badań początkowych parametrów nawijania
Proces pozyskiwania danych do bazy danych, na której będą w późniejszym czasie budo-
wane modele predykcji początkowych parametrów nawijania etykiet termokurczliwych,
rozpoczyna się od opracowania głównej idei. Jak wiadomo, samo zbieranie danych jest
również kosztownym procesem, przede wszystkim ze względu na czas, dlatego też wyko-
rzystano rejestrowane dane związane z przebiegiem i parametrami procesu produkcyjnego,
według obowiązujących w zakładzie procedur. Zdecydowano, że dane produkcyjne zostaną
zebrane podczas implementacji systemu informatycznego do zarządzania produkcją typu
MES (z ang. Manufacturing Execution System). Podczas wdrożenia wskazanego systemu
informatycznego wszystkie zapisy z dokumentacji technologicznej wyrobu, dotyczące prze-
biegu procesu były zbierane, po czym wprowadzane do systemu, stąd były łatwo dostępne
do dalszych prac badawczych.
Dane produkcyjne zostały zebrane w latach 2014-2015, w wyniku czego zebrano 2334 re-
kordy danych z procesu formowania rękawa. Dane te zostały zebrane z trzech maszyn for-
mujących rękaw etykiet, które dla lepszej identyfikacji (i zachowania poufności informacji)
zostały oznaczone za pomocą symboli: S-1, S-2 i S-3.
Po operacjach czyszczenia bazy danych otrzymano 2096 rekordów danych. Z całej bazy
danych, liczącej 2334 rekordów zostało usuniętych 238 rekordów wykazujących różne
błędy, co stanowi 10,2% całej populacji danych. Pomimo iż istnieje wiele metod uzupeł-
niania brakujących danych, zdecydowano się na usunięcie brakujących przypadków. W ten
sposób pozostawiono jedynie kompletne dane z procesów produkcyjnych.

Copyright © StatSoft Polska 2018, [email protected]
97
Determinanty parametrów początkowych procesu nawijania
Metody regresyjne, sieci neuronowe i inne techniki eksploracji danych koncentrują się na
odnalezieniu związków i zależności pomiędzy wieloma zmiennymi niezależnymi, czyli wej-
ściowymi do każdego modelu, a zmiennymi zależnymi – wynikowymi. Zależności te można
opisać w postaci jak poniżej (1):
𝑦1 = 𝑓1(𝑥1, 𝑥2, 𝑥3, 𝑥4, 𝑥5) (1)
𝑦2 = 𝑓2(𝑥1, 𝑥2, 𝑥3, 𝑥4, 𝑥5) (2)
𝑦3 = 𝑓3(𝑥1, 𝑥2, 𝑥3, 𝑥4, 𝑥5) (3)
W badanym przypadku mamy do czynienia z trzema zmiennymi wynikowymi, zależnymi,
będącymi wyjściami dla modelu oraz pięcioma zmiennymi wejściowymi, niezależnymi,
które stanowią zestawienie determinantów odpowiedzialnych za prawidłowe sterowanie pro-
cesem nawijania zwoju etykiet termokurczliwych na etapie formowania rękawa etykiet.
Tabela 2. Zestawienie zmiennych sterujących w procesie konfekcjonowania.
Nr zmiennej Opis zmiennej Jednostka Rodzaj danych
𝑥1 Szerokość rękawa LF [mm] Ciągła
𝑥2 Grubość materiału [μm] Ciągła, skokowa
𝑥3 Rodzaj materiału [X, Y, Z, …] Dyskretna
𝑥4 Producent materiału [A, B, C, …] Dyskretna
𝑥5 Maszyna [S-1, S-2, S-3] Dyskretna
Zmienne sterujące są to zmienne wejściowe, determinujące przebieg określonego procesu.
Istotne jest, żeby wytypować i przeanalizować optymalną liczbę zmiennych sterujących
w celu opracowania najlepszego modelu. Bazując na wiedzy i doświadczeniu własnym oraz
operatorów maszyn, a także inżynierów procesu, wybrano zmienne wejściowe. Powyżej,
w tabeli 2 zamieszczono wybrane zmienne wejściowe, które mają istotny wpływ na
parametry procesu nawijania. Dobór powyższych zmiennych został podyktowany
doświadczeniem autora oraz operatorów i inżynierów procesu konfekcjonowania danej
firmy opakowaniowej.

Copyright © StatSoft Polska 2018, [email protected]
98
Zmienne wynikowe – zależne od zmiennych sterujących, zwane również wyjściowymi –
zostały zidentyfikowane i zamieszczone w tabeli 3. Są to trzy parametry odpowiadające za
poprawne nawijanie rękawa etykiet na maszynach konfekcjonujących. Parametry te decy-
dują o jakości przebiegu procesu nawijania oraz jakości nawoju, natomiast wartości tych
parametrów są determinowane przez zmienne wejściowe.
Tabela 3. Zestawienie zmiennych wynikowych procesu konfekcjonowania.
Nr zmiennej Opis zmiennej Jednostka Rodzaj danych
𝑦1 Naciąg odwijak [N] Ciągła
𝑦2 Naciąg nawijak [N] Ciągła
𝑦3 Prędkość nawijania [m/min] Ciągła
Jak łatwo zauważyć, wszystkie zmienne należą do typu danych ciągłych, ponieważ dotyczą
parametrów początkowych nawijania etykiet termokurczliwych – naciągów i prędkości.
Predykcja początkowych parametrów nawijania
Przepisy Data Miner
„Przepisy Data Miner” oferują użytkownikowi programu Statistica predefiniowane ścieżki,
które krok po kroku przeprowadzą analityka przez cały proces analizy danych, od określenia
pliku danych, poprzez sprawdzenie, oczyszczenie i przekształcenie danych, a dalej opraco-
wanie modelu i zastosowanie go dla nowych przypadków. Użytkownik może również defi-
niować własne przepisy data mining dla wykonywanych badań, a także je modyfikować,
dostosowując według własnych upodobań [2]. Kolejnym etapem prac jest określenie próby
testowej, którą określono na 20%. Pierwszym etapem prac z narzędziem „Przepisy Data
Miner” jest wybór źródła danych oraz zmiennych wejściowych i wyjściowych, zarówno
ilościowych, jak też jakościowych.
W następnym kroku jest możliwość ograniczenia nadmiarowych danych, według dwóch
metod – współczynnika korelacji lub współczynnika korelacji rang Spearmana R, określając

Copyright © StatSoft Polska 2018, [email protected]
99
współczynnik, który standardowo jest ustawiony na wartość 0,70. W tym przypadku badanie
nie wykazało nadmiarowych zmiennych. W kolejnym etapie opracowania automatycznych
modeli istnieje możliwość ograniczenia zmiennych istotnych, czyli odrzucenie zmiennych
niemających wpływu na badaną wielkość. Program daje możliwość szybkiego lub
zaawansowanego doboru zmiennych istotnych, jednakże w badanym przypadku mamy do
czynienia z pięcioma zmiennymi, które uprzednio zostały dobrane na samym początku
eksploracji danych.
Finalnym etapem jest tworzenie samych modeli, gdzie użytkownik ma możliwość wyboru,
jakie metody chce zastosować. W badanym przypadku zaznaczono takie metody eksploracji
danych jak: drzewa decyzyjne C&RT, drzewa wzmacniane, sztuczne sieci neuronowe oraz
metodę wektorów nośnych (SVM).
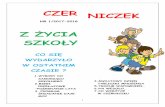
Rys. 2. Wyniki korelacji dla wszystkich trzech zmiennych zależnych.
Na powyższym wykresie (rys. 2) przedstawiono wyniki predykcji parametrów nawijania dla
wszystkich trzech zmiennych zależnych, obliczane jako korelacja między zmiennymi za-
leżnymi z danych historycznych a efektem predykcji. Należy podkreślić, iż najlepsze efekty
predykcji uzyskano za pomocą drzew wzmacnianych BT (z ang. Boosted Trees) oraz drzew
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
BT C&RT ANN SVM BT C&RT ANN SVM BT C&RT ANN SVM
Prędkość nawijania Naciąg odwijak Naciąg nawijak
Korelacja, proces uczenia Korelacja, proces testowania

Copyright © StatSoft Polska 2018, [email protected]
100
klasyfikacyjno-regresyjnych C&RT (z ang. Classification & Regression Trees). Nieco
słabsze wyniki predykcji osiągnięto za pomocą sztucznych sieci neuronowych ANN
(z ang. Artificial Neural Networks), a najsłabsze efekty predykcji zanotowano w modelach
metody wektorów wspierających SVM (z ang. Support Vector Machines) dla wszystkich
trzech zmiennych.
Opracowany w powyższy sposób model drzew wzmacnianych może być skutecznie używa-
ny do predykcji początkowych parametrów nawijania każdego nowego wzoru etykiet w for-
mie rękawa. Zmienne niezależne każdego nowego wzoru etykiet w formie rękawa mogą zos-
tać podane na wejścia do modelu drzew wzmacnianych, po czym opracowany model poda
na wyjściu wartości zmiennych zależnych – czyli parametrów procesu konfekcjonowania.
Badanie różnych topologii sieci neuronowych
W pierwszej kolejności sprawdzono możliwości automatycznych sieci neuronowych. Zasto-
sowano standardową metodę próbkowania, czyli liczność prób losowych: ucząca – 70%,
testowa i walidacyjna po 15%. Wybrano również proponowane ustawienia odnośnie liczby
neuronów ukrytych pomiędzy 3–11, a typ sieci – sieć MLP, czyli perceptron wielowarstwo-
wy. Zastosowano wszystkie możliwe funkcje aktywacji, zarówno dla neuronów ukrytych,
jak też wyjściowych. W poniższej tabeli zestawiono otrzymane wyniki dla automatycznie
wygenerowanych przez program Statistica pięciu sztucznych sieci neuronowych.
Do dalszych porównań wybrano sieć nr 3 – MLP 17-10-3 wyróżnioną niebieskim tłem
w tabeli 4. Dane, zarówno dotyczące jakości, jak też wielkości błędu, przemawiały na
korzyść właśnie tej sieci. Przypomnijmy: MLP 17-10-3 oznacza, iż jest to perceptron
wielowarstwowy, który ma 17 neuronów w warstwie wejściowej, 10 neuronów w warstwie
ukrytej oraz 3 w warstwie wyjściowej. Algorytm uczenia to BFGS (Broyden–Fletcher–
Goldfarb–Shanno). Funkcję błędów policzono wg metody SOS, czyli sumy kwadratów
(z ang. Sum Of Squares), natomiast do aktywacji neuronów ukrytych została użyta funkcja
logistyczna, a do aktywacji neuronów wyjściowych program zastosował funkcję liniową.

Copyright © StatSoft Polska 2018, [email protected]
101
Tabela 4. Automatycznie wygenerowane sieci neuronowe.
Naz
wa
siec
i
Jak
ość
(ucz
enie
)
Jak
ość
(tes
tow
anie
)
Jakość
(wa
lid
acj
a)
Błą
d (
ucz
enie
)
Błą
d
(tes
tow
anie
)
Błąd
(wa
lid
acj
a)
Alg
ory
tm
ucz
enia
Fu
nk
cja
błę
du
Ak
tyw
acja
(uk
ryte
)
Ak
tyw
acja
(wy
jści
ow
e)
MLP 17-8-3 0,79 0,77 0,80 846,82 819,17 770,02 BFGS
141 SOS
Logis-
tyczna Sinus
MLP 17-9-3 0,78 0,77 0,80 899,45 800,71 805,96 BFGS
92 SOS Tanh Sinus
MLP 17-10-3 0,79 0,78 0,81 829,85 777,73 739,01 BFGS
190 SOS
Logis-
tyczna Liniowa
MLP 17-10-3 0,79 0,76 0,80 843,05 854,22 760,27 BFGS
122 SOS Tanh
Logis-
tyczna
MLP 17-11-3 0,78 0,77 0,80 913,79 827,99 801,78 BFGS
76 SOS Tanh
Wykład-
nicza
Naciąg odwijak [N] (Zm.zal) wz. Naciąg odwijak [N]
(Wy jście)
Próby : Walidacja
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
Naciąg odwijak [N] (Zm.zal)
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
Nacią
g o
dw
ijak [
N]
(Wyjś
cie
)
Naciag nawijak [N] (Zm.zal) wz. Naciag nawijak [N]
(Wy jście)
Próby : Walidacja
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
Naciag nawijak [N] (Zm.zal)
-10
0
10
20
30
40
50
60
70
80
Nacia
g n
aw
ijak [
N]
(Wyjś
cie
)
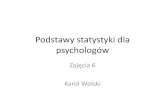
Rys. 3. Wykresy korelacji efektu predykcji sieci neuronowej 3.MLP 17-10-3.
Sieć MLP 17-10-3, opracowana na podstawie automatycznego projektu sieci, osiągnęła
współczynniki korelacji do zmiennych zależnych dla danych walidacyjnych na poziomie:
prędkość nawijania = 0,84, naciąg odwijak = 0,73 oraz naciąg nawijak = 0,86 (rys. 3).
Kolejnym krokiem będzie weryfikacja, jaki efekt osiągnie sieć wg projektu użytkownika.
Należy zauważyć, iż liczba neuronów w warstwie ukrytej ma zasadnicze znaczenie dla

Copyright © StatSoft Polska 2018, [email protected]
102
jakości uczenia danej sieci, co zostało już udowodnione w pracy R. Tadeusiewicza [18].
Stwierdzono tam, iż liczba neuronów warstwy ukrytej znacznie przekraczająca 10 może
prowadzić do utraty przez sieć zdolności do generalizacji, co oznacza gorszą predykcję dla
takich samych wielkości wejściowych, stąd też postanowiono sprawdzić, jak zachowa się
sieć podczas zwiększania liczby neuronów w warstwie ukrytej.
W toku prac ustalono, że będą to sieci typu MLP z logistyczną funkcją aktywacji dla neuro-
nów ukrytych oraz liniową funkcją aktywacji dla neuronów wyjściowych. Jako algorytm
uczący wybrano BFGS, natomiast ilość neuronów ukrytych będzie zmieniana – w kolejnych
topologiach sieci będzie to: 5, 7, 11, 17 i 25 neuronów warstwy ukrytej.
Rys. 4. Jakość predykcji vs błąd a topologia sieci.
Powyżej opisane zmiany w topologii sieci dotyczyły badania wpływu zwiększenia liczby
neuronów w warstwie ukrytej, a także zmiany funkcji aktywacji neuronów ukrytych. O ile
zwiększanie liczby neuronów warstwy ukrytej nie wpłynęło znacząco na współczynniki
korelacji predykcji początkowych parametrów nawijania, o tyle jakość predykcji wyrażona
współczynnikiem błędu sieci nieznacznie pogorszyła się. Zauważono, iż logistyczna funkcja
aktywacji neuronów ukrytych wykazała lepszą jakość predykcji aniżeli funkcja Tanh.
739
797
778775
767
755
793
740
795
765
7940,81
0,80
0,800,80
0,810,81
0,81
0,81
0,80
0,81
0,81
0,80
0,80
0,81
0,81
0,82
730
750
770
790
810
a.MLP
17-10-3
5.MLP
17-5-3
4.MLP
17-7-3
2.MLP
17-11-3
2.MLP
17-17-3
2.MLP
17-25-3
4.MLP
17-5-3
6.MLP
17-7-3
12.MLP
17-11-3
20.MLP
17-17-3
22.MLP
17-25-3
Błąd (walidacja) Jakość (walidacja)

Copyright © StatSoft Polska 2018, [email protected]
103
Współczynnik korelacji sieci na poziomie 0,7-0,8 należy uznać za dobry wynik, zwłaszcza,
że pracowano na nieprzekształconych danych przemysłowych. Różnice parametrów błędu
i jakości pomiędzy otrzymanymi wynikami sieci neuronowych są istotne jedynie z nauko-
wego punktu widzenia. Z praktycznego punktu widzenia nawet najgorsza sieć neuronowa
z powyższego zestawienia nadaje się do predykcji początkowych parametrów nawijania
każdego nowego projektu. Można stwierdzić, że sztuczne sieci neuronowe są dobrym
narzędziem predykcji.
Weryfikacja predykcji opracowanych modeli
Fundamentalną właściwością opracowanego modelu jest jego poprawność działania, dlatego
też podjęto próbę sprawdzenia wybranego modelu predykcji początkowych parametrów na-
wijania etykiet termokurczliwych, którym był model sieci neuronowej 6.MLP-17-7-3 z pro-
jektu użytkownika (tabela 5). Badanie weryfikacyjne odnosi się do wzorcowych danych
z przebiegu procesu konfekcjonowania etykiet termokurczliwych, które zostały wyznaczone
metodą doświadczalną i potwierdzone w procesie.
Tabela 5. Weryfikacja modelu sieci neuronowej MLP-17-7-3 – wybrane próby.
Zle
cen
ie w
zorc
ow
e Prędkość [m/min] Naciąg odwijak [N] Naciąg nawijak [N]
Wzo
rzec
6.M
LP
-17
-7-3
Ró
żnic
a
Wzo
rzec
6.M
LP
-17
-7-3
Ró
żnic
a
Wzo
rzec
6.M
LP
-17
-7-3
Ró
żnic
a
Nr 1. 350,0 388,1 38,1 37,3 35,3 2,0 32,4 33,9 1,5
Nr 2. 400,0 373,8 26,2 41,2 41,6 0,4 44,1 48,8 4,7
Nr 3 400,0 377,9 22,1 29,4 27,7 1,8 24,5 22,4 2,1
Nr 4. 350,0 372,9 22,9 39,2 41,1 1,8 46,5 43,8 2,7
Analizując wszystkie otrzymane wyniki, stwierdzono, że średnie odchylenie od wartości
wzorcowej wyniosło: 24,8 m/min dla prędkości nawijania, 3,7 N dla naciągu odwijaka oraz
2,8 N dla naciągu nawijaka. Bazując na wiedzy i doświadczeniu autora, stwierdzono, że

Copyright © StatSoft Polska 2018, [email protected]
104
różnice te praktycznie nie są istotne dla procesu nawijania etykiet termokurczliwych. War-
tości naciągów rzędu tej wielkości nie mogłyby również wywołać efektów negatywnych,
zarówno dla procesu konfekcjonowania, jak i dla samych etykiet termokurczliwych. Powyż-
sza weryfikacja dowiodła celowości stosowania technik eksploracji danych w celach pre-
dykcji początkowych parametrów nawijania etykiet.
Podsumowanie
Opracowany model drzew wzmacnianych przy użyciu narzędzia „Przepisy Data Miner”
może być użyty do przewidywania początkowych parametrów nawijania, takich jak: naciąg
odwijaka i nawijaka oraz prędkość nawijania, gdyż osiągnął najlepszą korelację. Ale inne
modele, takie jak drzewa C&RT oraz sztuczne sieci neuronowe, osiągnęły również dość
dobrą jakość predykcji, mierzoną współczynnikiem korelacji, która wyniosła ok. 0,70 – 0,75
dla naciągu odwijaka i nawijaka. Należy pamiętać, że w przemyśle poligraficznym każdego
dnia jest realizowanych od kilku do kilkunastu nowych zleceń, z różnymi parametrami
wejściowymi, takimi jak: szerokość wstęgi lub rękawa, rodzaj materiału itp., dlatego modele
predykcji są w stanie odnaleźć nawet skomplikowane relacje oraz interakcje w procesie,
a zatem ich wykorzystanie może być skuteczne i nieść wymierne skutki dla jakości i efek-
tywności procesu produkcyjnego.
Głównymi przesłankami zastosowania powyżej przedstawionych technik eksploracji danych
w celu predykcji początkowych parametrów nawijania w procesie konfekcjonowania etykiet
termokurczliwych jest ich główna właściwość i niewątpliwa zaleta, iż są w stanie odtworzyć
bardzo skomplikowane zależności w procesach produkcyjnych, co też zostało potwierdzone
w niniejszych badaniach. Dodatkowo ważną cechą zaprezentowanych narzędzi jest to, że
poszczególne zmienne nie muszą reprezentować rozkładu normalnego i mogą należeć do
różnych typów danych: ciągłych i dyskretnych. Badania na danych historycznych wykazały,
że te metody mogą być użyteczne do określenia właściwych parametrów początkowych
nawijania etykiet, bazując na istotnych zmiennych determinujących bezproblemowy prze-
bieg procesu.

Copyright © StatSoft Polska 2018, [email protected]
105
Literatura
1. Angielsko-polski leksykon terminów poligraficznych, red. Markowski L., Centralny
Ośrodek Badawczo-Rozwojowy Przemysłu Poligraficznego, wyd. 1, Warszawa 2013.
2. Demski T., Tworzenie i stosowanie modelu Data Mining za pomocą „Przepisów Statis-
tica Data Miner” na przykładzie wykrywania nadużyć, Dokument elektroniczny, Mater-
iały StatSoft 2009, http://www.statsoft.pl/czytelnia.html, data wejścia: 02.2016.
3. Fayadd U., Piatetsky-Shapiro G., Smyth P., From data mining to knowledge discovery
in databases, AI Magazine, Vol. 17, 1996.
4. Flexography: Principles and Practices. 5th Edition, Foundation of Flexographic Tech-
nical Association, Inc. 1999.
5. Forum Rozwoju Technologii Shrink Sleeve w Polsce, witryna internetowa: http://www.fo-
rumsleeve.pl/, data wejścia: 04.2014.
6. Hamrol A., Mantura W., Zarządzanie jakością. Teoria i praktyka, Wydawnictwo Na-
ukowe PWN, Warszawa 2008.
7. Hawkins E. W., The Plastic Film and Foil Web Handling Guide, CRC Press LLC, 2003.
8. Heat Shrink Sleeve Label Technical Manual & Test Methods, Technical Publication,
AWA Alexander Watson Associates, Amsterdam 2014.
9. Karlville Development Group, witryna internetowa: http://www.karlville.com/index.php,
data wejścia: 06.2014.
10. Katz S., Shrink Sleeve Converting, „Label & Narrow Web” nr 7/2013, Rodman Media,
Ramsey USA 2013.
11. Kipphan H., Handbook of print media. Technologies and Production Methods, Springer
Germany 2001.
12. Kit L. Y., The Wiley Encyclopedia of Packaging Technology, 3rd Edition, John Wiley
and Sons 2009.

Copyright © StatSoft Polska 2018, [email protected]
106
13. Kozłowski J., Perzyk M., Zastosowanie rozszerzonej analizy wyników sztucznych sieci
neuronowych w zagadnieniach odlewniczych, Materiały na XXXII Sympozjum Nauko-
wo–Techniczne Zakładu Odlewnictwa ITMat., str. 32-40, Warszawa 2007.
14. Krystosiak K., Werpachowski W., Doskonalenie poziomu jakości opakowań spełnia-
jących wymagania klienta, str. 55-64, „Ekonomika i Organizacja Przedsiębiorstw”
nr 11/2013, Wydawnictwo ORGMASZ, Warszawa 2013.
15. Krystosiak K., Metoda predykcji parametrów nawijania etykiet termokurczliwych,
str. 81-84, „Opakowanie” nr 6/2015, Wydawnictwo SIGMA-NOT, Warszawa 2015.
16. Krystosiak K., Werpachowski W., Control Method of Winding Quality in Shrink Sleeve
Labels Converting Process, “Computer Methods in Materials Science” vol. 15 3/2015,
str. 409-415, Wydawnictwo Akademia Górniczo-Hutnicza, Kraków 2015.
17. Krystosiak K., Badanie wpływu topologii sztucznej sieci neuronowej na jakość predykcji
parametrów nawijania, str. 60-64, „Opakowanie” 2/2016, Wydawnictwo SIGMA-NOT,
Warszawa 2016.
18. Tadeusiewicz R., Sieci Neuronowe, Akademicka Oficyna Wydawnicza, Warszawa 1993.
19. Walker T.J., What Is The Right Tension?, „Paper, Film & Foil Converter” nr 12/2009,
Penton Media Publication 2009.
20. Walker T.J., Web Lines. Winding Process Fundamentals, part 1 & 2, „Paper, Film & Foil
Converter” nr 01-02/2013, YTC Media 2013.