PRASY KRAW DZIOWEmaqstock3.atthost24.pl/wp-content/uploads/2016/09/... · 2016-09-29 · ka Ïdej d...
9
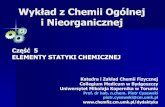
31 prasy krawędziowe www.maqstock.pl PRASY KRAW%DZIOWE CNC NARGESA Prasy krawħdziowe Nargesa najnowszej generacji, wyprodukowane ze stali spawanej i stabilizowanej, co zapewnia zwiħkszonČ wytrzymaųoƑđ na deformacjħ. Nowa generacja pras krawħdziowych Nargesa CNC umoǏliwia wysokČ jakoƑđ giħcia blach, jednoczeƑnie zapewniajČc efektywnoƑđ i precyzje. Wyprodukowane z ulepszonČ konstrukcjČ i nowym sterowaniem CNC dziħki czemu mogČ sobie poradziđ z kaǏdym rodzajem giħcia blachy. Sterowanie CNC posiada duǏe moǏliwoƑci, a przy tym prostČ i intuicyjnČ obsųugħ wszystkich funkcji. Sterownik wyposaǏony jest w kolorowy ekran doty- kowy o wysokiej rozdzielczoƑci i wydajny mikropro- cesor pozwalajČcy na wykonanie obliczeŷ algorytmu najbardziej skomplikowanych giħđ w ciČgu uųamków sekund, aby zapewniđ maksymalnČ wydajnoƑđ prasy. PoƑród elementów wyposaǏenia prasy krawħdzio- wej NARGESA CNC trzeba wyróǏniđ: x Elektroniczne sterowanie ciƑnieniem w celu za- pewnienia wymaganej optymalnej siųy nacisku dla kaǏdej operacji giħcia x Kompensator elektroniczny ugiħcia konstrukcji, który zwiħksza maksymalnČ dokųadnoƑđ giħcia przy róǏnych dųugoƑciach blachy x Enkoder optyczny z dok ų adno Ƒ ci Č mikrometryczn Č , któ- ry zapewnia precyzyjne ustawienie osi pionowej gi ħ cia x Doskonaųy system elektronicznej kompensacji temperatury oleju hydraulicznego, kontrolowanej przez sterownik, który zapewnia maksymalnČ po- wtarzalnoƑđ giħcia przy róǏnych temperaturach x System hydrauliczny z samokontrolČ bezpieczeŷ- stwa usytuowany w jednym bloku w górnej czħ- Ƒci maszyny z moǏliwoƑciČ kontroli bezpoƑredniej wszystkich dziaųajČcych komponentów, x Wbudowany ukų ad hydrauliczny, który napħdza pio- nowy ruch belki gų ównej zapewnia dokų adnoƑđ do 0,01 mm x Tylny zderzak pozycjonujČcy blachħ napħdzany przez serwomotor i prowadzony na Ƒrubach ku- lowych o maksymalnej dokųadnoƑci, pozwala na zmniejszenie bųħdu osi X i R poniǏej 0,05 mm z do- datkowČ moǏliwoƑciČ rħcznej regulacji MP1400CNC MP2003CNC MP3003CNC
Transcript of PRASY KRAW DZIOWEmaqstock3.atthost24.pl/wp-content/uploads/2016/09/... · 2016-09-29 · ka Ïdej d...

31prasy krawędziowe
www.maqstock.pl
PRASY KRAW DZIOWE CNC NARGESA
Prasy kraw dziowe Nargesa najnowszej generacji, wyprodukowane ze stali spawanej i stabilizowanej, co zapewnia zwi kszon wytrzyma o na deformacj .
Nowa generacja pras kraw dziowych Nargesa CNC umo liwia wysok jako gi cia blach, jednocze nie zapewniaj c efektywno i precyzje.
Wyprodukowane z ulepszon konstrukcj i nowym sterowaniem CNC dzi ki czemu mog sobie poradzi z ka dym rodzajem gi cia blachy.
Sterowanie CNC posiada du e mo liwo ci, a przy tym prost i intuicyjn obs ug wszystkich funkcji. Sterownik wyposa ony jest w kolorowy ekran doty-kowy o wysokiej rozdzielczo ci i wydajny mikropro-cesor pozwalaj cy na wykonanie oblicze algorytmu najbardziej skomplikowanych gi w ci gu u amków sekund, aby zapewni maksymaln wydajno prasy.
Po ród elementów wyposa enia prasy kraw dzio-wej NARGESA CNC trzeba wyró ni :
Elektroniczne sterowanie ci nieniem w celu za-
pewnienia wymaganej optymalnej si y nacisku dla
ka dej operacji gi cia
Kompensator elektroniczny ugi cia konstrukcji,
który zwi ksza maksymaln dok adno gi cia
przy ró nych d ugo ciach blachy
Enkoder optyczny z dok adno ci mikrometryczn , któ-
ry zapewnia precyzyjne ustawienie osi pionowej gi cia
Doskona y system elektronicznej kompensacji
temperatury oleju hydraulicznego, kontrolowanej
przez sterownik, który zapewnia maksymaln po-
wtarzalno gi cia przy ró nych temperaturach
System hydrauliczny z samokontrol bezpiecze -
stwa usytuowany w jednym bloku w górnej cz -
ci maszyny z mo liwo ci kontroli bezpo redniej
wszystkich dzia aj cych komponentów,
Wbudowany uk ad hydrauliczny, który nap dza pio-
nowy ruch belki g ównej zapewnia dok adno do
0,01 mm
Tylny zderzak pozycjonuj cy blach nap dzany
przez serwomotor i prowadzony na rubach ku-
lowych o maksymalnej dok adno ci, pozwala na
zmniejszenie b du osi X i R poni ej 0,05 mm z do-
datkow mo liwo ci r cznej regulacji
MP
14
00
CN
CM
P2
00
3C
NC
MP
30
03
CN
C

32 prasy krawędziowe
www.maqstock.pl
Prasy kraw dziowe Nargesa CNC zosta y zaprojek-
towane do pracy w sieci bezprzewodowej poprzez
pod czenie sieciowe 10/100 Mbit, aby umo liwi
pe n kontrol , sterowanie, analiz b dów i zdaln
aktualizacj pr dzej wymienionych parametrów.
PARAMETRY TECHNICZNE
MO
DE
L
Mo
c si
lnik
a
Za
sila
nie
3-f
azo
we
Na
cisk
Du
go g
ici
a c
ako
wit
a
Du
go g
ici
a p
om
ied
zy
kolu
mn
am
i
Pr
dko
do
bie
gow
a
Pr
dko
po
dn
osz
en
ia t
oka
Pre
dko
pra
cy
Sko
k s
tem
pla
Po
suw
ma
xym
aln
y z
de
rza
ka
Wyc
ici
e g
ard
a
Wy
mia
ry
Wa
ga
kW V tony/kN mm mm mm/s mm/s mm/s mm mm mm mm kg
MP-1400 4 380 40/400 1455 1255 29,8 29,8 9,3 115 600 185 1966x1520x2035 2900
MP-2003 5,5 380 60/600 2500 2100 24,6 38,4 6,1 120 600 230 2720x1200x2350 5800
MP-3003 9,5 380 120/1200 3125 2700 26,8 43,4 6,7 160 600 320 3720x1630x2800 9100
Kompensator elektroniczny temperatury oleju
hydraulicznego
Podpory przednie suwane na prowadnicach linio-
wych kulowych do optymalnego zaparcia blachy.
Os ony boczne otwierane z czujnikami elektronicz-
nymi
System barier laserowych wysokiej cz stotliwo ci
odporny na silne wiat o zewn trzne.
Elektroniczny system mu ngu kontrolowany przez
sterownik
O wietlenie LED strefy pracy
Po czenie LAN poprzez Ethernet 10/100 Mbit
Wej cia USB 2.0 i VGA do aktualizacji i backupu
wszystkich komponentów
Interfejs graÞ czny na ekranie dotykowym 10” o wy-
sokiej rozdzielczo ci, wieloj zykowy
Oprogramowanie zainstalowany w sterowniku CNC
z pe n bibliotek stempli i matryc PROMECAM
z tworzeniem, modyÞ kowaniem i edycj programów
gi cia w trybie numerycznym z mo liwo ci powi k-
szenia o dodatkowe modu y oprogramowania
Oprogramowanie do PC do systemu windows
z symulacj gi cia i optymalizatorem CNC z pro-
gramowaniem graÞ cznym 2D sekwencji gi cia,
wyposa ony w kompletn bibliotek stempli
i matryc PROMECAM
Wszystkie elementy prasy zosta y zaprojektowane
i przemy lane w celu zapewnienia maksymalnej wy-
dajno ci podczas pracy.
WYPOSA ENIE
STANDARDOWE
Kontrola automatyczna osi pionowej gi cia (o Y)
Zderzak na prowadnicach kulowych BOSCH REXROTH
i nap dzany poprzez serwomotor ESA (o X)
Sterowanie manualne osi pionowych zderzaka (o R)
i osi poprzecznej (o Z) z regulacj prostopad o ci
System mocowania narz dzi PROMECAM segmen-
towy
System EURO PROMECAM z prowadnic do monta-
u matryc
Stempel dostarczany z maszyn typu PROMECAM
ref. PS135.85.R08, ulepszany indukcyjnie na kraw dzi
gn cej
Matryca typu PROMECAM ref. M460.R ulepszana
cieplnie powierzchniowo i szlifowana
Sterowanie numeryczne ESA S630
Sterowanie elektroniczne adaptacyjne ci nienia
Kompensacja elektroniczna ugi cia korpusu
Enkoder optyczny GIVI MEASURE z dok adno ci
pomiaru do 0,005 mm
Agregat hydrauliczny z elektrozaworami redun-
dancyjnymi 24V

33prasy krawędziowe
www.maqstock.pl
KONSTRUKCJA
Zwarty korpus spawany stabilizowany
i obrabiany precyzyjnie. Zaprojektowany,
aby wyeliminowa wszelkiego rodzaju
napr enia.
STEMPEL I MATRYCA DOSTARCZANE Z PRAS
Kraw dziarki NARGESA s wyposa one seryjnie
w stempel PS.135.85.R08 typu PROMECAM
i matryc M.460R
Typ materia u: C45
Wytrzyma o mechaniczna: 560-710 N/mm2
Twardo : 54-60HRC
D ugo MP1400CNC: 823 + 415 mm
D ugo MP2003CNC: 835 + 835 + 835 mm
D ugo MP3003CNC: 835 + 835 + 835 + 415 + 200 mm
PROSTOPAD O
STEMPLA
Mechaniczny system regulacji prostopad o ci pozwala
na osi gni cie du ej precyzji.

34 prasy krawędziowe
www.maqstock.pl
WYCI CIE
GARD A
Wyci cie gard a w prasie kraw dziowej pozwala na
wykonywanie skomplikowanych elementów umo li-
wiaj c dost p z obydwu stron.
O WIETLENIE
LED
Prasy s wyposa one w listwy ledowe do o wietlenia
strefy gi cia, aby zapewni najlepsze warunki pracy.
AGREGAT
HYDRAULICZNY
Scentralizowany uk ad hydrauliczny w jednym blo-
ku pozwala na lepsze utrzymanie i kontrol . Uk ad
w pe ni samokontrolowany i redundancyjny. Do-
st pne s informacje o ci nieniu pracy w ka dym
momencie oraz wizualizacja optyczna stanu elektro-
zaworów i czujników.
Poza zaworem ci nienia ograniczaj cym, zaworem bez-
piecze stwa, elektrozaworami podnoszenia i opusz-
czania uk ad hydrauliczny wyposa ony jest w dwa
serwozawory proporcjonalne, jeden przeznaczony do
dynamicznej regulacji ci nienia (serwozawór E1) i drugi
przeznaczony do kontroli pr dko ci osi pionowej gi cia
(serwozawór D1), aby zapewni maksymaln precyzj
pracy w ka dym momencie. Elektrozawory zasilane
na 24V z diodami wskazuj cymi ich stan i doposa o-
ne w czujniki indukcyjne pozycji z wska nikiem LED
do kontroli bezpiecze stwa.

35prasy krawędziowe
www.maqstock.pl
WYDAJNO
WYDAJNO
Pr dko pracy Pr dko dobiegu Pr dko powrotu
MP-1400 9,3 29,8 29,8
MP-2003 6,1 38,4 24,6
MP-3003 6,7 43,4 26,8
Zastosowanie mu ngu elektronicznego po czone-
go z oprogramowaniem maszyny, pozwala sterow-
nikowi prasy kontrolowa w ka dym momencie ak-
tywacj mu ngu wobec wymiaru zamontowanego
stempla i grubo ci gi tej blachy.
ZDERZAK TYLNY
POZYCJONUJ CY
Zderzak wyposa ony w serwomotor ESA i prowadni-
ce kulowe BOSCH REXROTH pozwalaj ce na pozycjo-
nowanie automatyczne osi X i R z dok adno ci do
0,05 mm. Dodatkowo wyposa ony w regulacj ma-
nualn osi Z, która pozwala na swobodne ustawienie
szpilek zderzaka prowadzonych na prowadnicy linio-
wej systemem kulowym.
Prostopad o szpilek zderzaka wobec belki górnej
jest zrealizowana za pomoc mikrometrów, aby za-
gwarantowa maksymaln dok adno . Poza tym
umieszczony zosta mechaniczny system kompensa-
cji ugi cia osi Z, aby poprawi odchylenia.
Pr dko pozycjonowania: 565 mm/sek
Serwomotor 1Nm przy 5000 obr/min
Posuw zderzaka 600 mm
BARIERY LASEROWE
System barier zainstalowany w prasach kraw dzio-
wych jest doposa ony w prowadnice milimetrowe,
aby u atwi regulacj pionow i umo liwi demon-
ta w celu wymiany narz dzi (stempli i matryc).
Uk ad jest wyposa ony w dwa nadajniki i dwa od-
biorniki laserowe wysokiej cz stotliwo ci kontrolo-
wane elektronicznie, na które nie wp ywa mocne
wiat o zewn trzne, co zapewnia prawid ow prac
w ka dych warunkach.
Przy wykonywaniu gi bardziej z o onych, takich jak
gi cie blachy z bocznymi zagi ciami, bariery mo na
dezaktywowa na panelu sterowniczym, co spowo-
duje tylko wolniejsz prac prasy.

36 prasy krawędziowe
www.maqstock.pl
SYSTEM MOCOWANIA
PROMECAM
System mocowania stempli typu PROMECAM z uchwy-
tami segmentowymi, regulowany za pomoc rub.
System EURO PROMECAM z pomoc prowadnicy po-
zwala na szybk wymian matryc bez potrzeby u ywa-
nia dodatkowych narz dzi.
PRECYZJA
GI CIA
Aby uzyska maksymaln dok adno gi cia w pra-
sach zosta zamontowany enkoder optyczny o wy-
sokiej rozdzielczo ci GIVI MESURE (z dok adno ci
0,005 mm) odpowiedzialny za kontrol pozycji pio-
nowej osi gi cia (o Y), co przek ada si na maksy-
maln niezawodno w ka dej operacji.
Po czony z kontrol pr dko ci opuszczania gwaran-
tuje precyzj osi pionowej belki do wykonywania
gi z b dem pozycjonowania poni ej 0,01 mm.
RAMIONA
PODPOROWE
Podpory frontowe przesuwane na prowadnicach
liniowych i kulowych pozwalaj na optymalne pod-
trzymanie blachy do gi cia i s ca kowicie regulowa-
ne manualnie pionowo i poziomo.

37prasy krawędziowe
www.maqstock.pl
BOCZNE OS ONY
OTWIERANE
Boczne os ony otwierane w postaci drzwi s wypo-
sa one w kontrol elektroniczn bezpiecze stwa,
która kontroluje i informuje u ytkownika na bie -
co wy wietlaj c komunikaty na ekranie. Mo liwo
otwarcia os on pozwala na wymian stempli i ma-
tryc kiedy jest to wymagane. Wykonane z blachy
i plexy, która pozwala na bezpieczny podgl d i kon-
trol gi cia z boku.
STEROWNIK CNC
Wydajny sterownik CNC ESA S630 o najwy szych mo -
liwo ciach procesowania danych, pozwala na kontro-
le do czterech osi w jakiejkolwiek kombinacji Y, X, R i Z,
aby zapewni operatorowi wykonanie najbardziej
skomplikowanych gi . Wyposa ony w pami ß ash do
5000 programów z kompletn bibliotek wewn trzn
stempli i matryc PROMECAM.
Sterowanie CNC jest punktem centralnym przeznaczo-
nym do zarz dzania wszystkimi systemami i uk adami
prasy.
Do innowacyjnych rozwi za zastosowanych w sterow-
niku nale y zaliczy :
Kontrola elektroniczna adaptacyjna ci nienia, któ-
ra kalkuluje moc potrzebn do wykonania ka dego
gi cia wyd u aj c ywotno narz dzi
Kompensacja elektroniczna ugi cia konstrukcji, któ-
ra wp ywa na zwi kszenie dok adno ci gi cia przy
ka dej d ugo ci gi tej blachy
System elektroniczny kompensacji i kontroli tem-
peratury oleju hydraulicznego, kontrolowany przez
oprogramowanie co pozwala na osi gni cie maksy-
malnej powtarzalno ci gi cia w ró nych temperatu-
rach pracy
Kolorowy ekran dotykowy 10” o wysokiej rozdziel-
czo ci (1024x600 pikseli) skutecznie odpowiada na
operacje realizowane przez u ytkownika i przeka-
zuje informacje w sposób czytelny i szczegó owy.
Pozwala na edycj programów w trybie graÞ cznym
i numerycznym, je eli chodzi o edycj i dodawanie
nowych matryc i stempli w stworzonych bibliote-
kach
Sterownik nadzoruje sekwencj gi , kolizje gi ,
symulacje gi i roz o enie zaginanej blachy, tak jak
i wszystkie czujniki wej cia i wyj cia maszyny w spo-
sób intuicyjny
Przygotowany do u ytkowania w 20 j zykach zapew-
nia komfortow prac dla ka dego u ytkownika
Sterownik CNC ESA S630 pozwala prasom NARGESA na
prac w cieci LAN za pomoc wej cia Ethernet 10/100
Mbit, które umo liwia kontrol , sterowanie, aktualizacj
oprogramowania i diagnostyk w trybie zdalnym. Wypo-
sa ony w wej cia USB 2.0 i z cze VGA daj ce mo liwo
lokalnego aktualizowania oprogramowania, pod cze-
nie zewn trznych urz dze takich jak klawiatura, dyski
twarde zewn trzne, myszka i monitor zewn trzny.

38 prasy krawędziowe
www.maqstock.pl
Obliczanie rozwoju
blachy i sekwencji gi cia
Skomplikowane algorytmy obliczane przez sterownik
CNC pozwalaj w szybki i precyzyjny sposób na obli-
czenie ca ego rozwini cia blachy dla ka dego progra-
mu gi cia.
Dzi ki analizie sekwencji gi cia istnieje mo liwo wy-
boru najbardziej optymalnej opcji gi cia do wykonania
zaginanego detalu, gwarantuj c wygod u ytkowniko-
wi, który jednocze nie ma mo liwo podgl du gi cia
w symulatorze 2D demonstruj cym pozycj u o enia
materia u w maszynie dla ka dego gi cia.
Sterownik CNC na bie co analizuje obliczenia kolizji
materia u. Wskazuje ka dy b d kolizji w gi tym detalu
zarówno wobec ju wygi tych kraw dzi, jak i matryc
i stempli.
So ware do PC
Oprogramowanie sterownika CNC mo na zainsta-
lowa na ka dym komputerze z systemem opera-
cyjnym WINDOWS. Posiada ono ten sam interfejs,
który jest u yty w sterowniku CNC, co pozwala na
zoptymalizowanie czasu produkcyjnego, pozwalaj c
na eksportowanie programów i narz dzi z kompute-
ra do sterownika.
RODZAJE GI
Sterownik CNC nadzoruje ró ne rodzaje gi :
1. Gi cie w powietrzu - Jest to gi cie na matrycy,
w którym zaginana stemplem blacha nie docho-
dzi do najni szego punktu matrycy
2. Gi cie do kraw dzi - Jest to gi cie na matrycy
z dociskiem blachy, a osi gnie najni szy punkt
matrycy. K t gi cia jest wynikiem wykorzysta-
nych stempli i matryc
3. T oczenie - Pozwala na wykonanie gi blachy
w procesie przet aczania z ca kowitym doci ni -
ciem materia u
4. Gi cie ukowe - Pozwala na osi gni cie ró nych
promieni gi cia blachy niezale nie od u ywane-
go narz dzia

39prasy krawędziowe
www.maqstock.pl
AKCESORIA OPCJONALNE
GraÞ ka i obliczenia gi cia CNC
Modu so ware z symulacj gi cia optymalizowa-
nego przez sterownik z generowaniem graÞ ki 2D dla
ka dego programu gi cia.
O R automatyczna
O pionowa zderzaka wyposa ona w serwomotor
ESA z nast puj cymi charakterystykami:
Wysoka pr dko pozycjonowania: 130 mm/sek
Prowadnice liniowe kulowe
Serwomotor silnik 1Nm przy 5000 obr/min.
Posuw osi max. do 150 mm
Dok adno pozycjonowania 0,05 mm
Stemple i matryce niestandardowe
Do pras kraw dziowych NARGESA posiadamy szero-
ki asortyment stempli i matryc ró nego rodzaju, aby
zapewni u ytkownikowi jak najbardziej optymalne
rozwi zania podczas u ytkowania prasy.
TABELA DOBORU MATRYC ( podano nacisk w jednostce tony/metr )
V H RGrubo blachy i oraz V. H. R podano [mm] (wytrzyma o blachy 420-480 N/mm2)
0,5 0,8 1 1,2 1,5 1,8 2 2,5 3 4 5 6 8 10 12 15 20 25
4 2,6 0,7 4 10,5
6 3,9 0,9 2,5 6,5 10
8 5,2 1,5 2 5,5 8 11,5 18
10 6,5 1,7 4,1 6,5 9,5 14,5 21 26
12 7,8 2 5,5 8 12 17,5 21,5 33,5
16 10,4 2,7 6 9 13 16 25 36
20 13 3,4 7,5 10,5 13 20 29 52
26 18 4,2 8,5 10,5 16 23 41 64
30 20 5 14 19 34 54 77
35 23 6 17 30 46 66
42 27 6,7 15 26 40 58 103
45 29 7,5 23 36 52 91
50 32 8,5 21 32 46 82 128
60 39 10 27 39 69 107
70 45 12 33 59 92 132
80 52 14 29 52 80 116 180
90 48 15 46 71 103 160
100 65 17 41 64 93 144 256
110 71 19 59 84 131 233
120 78 20 54 77 120 213
140 91 24 66 103 183
170 110 29 55 85 151
200 130 35 72 128 200
![PRZEWODNIK SZYBKIE PAKOWANIE PRZESYB EK · 2019. 4. 1. · W us sudze paczkowej i e rwissach kurierskich dopuszczamy 5% tolerancji dla najwi 'kszego wymiaru (a), czyli d sugo ] ski.Twojej](https://static.fdocuments.pl/doc/165x107/608f9702dc2c8c2c4e017899/przewodnik-szybkie-pakowanie-przesyb-ek-2019-4-1-w-us-sudze-paczkowej-i-e-rwissach.jpg)