ODLEWANIE I LAMINOWANIE TWORZYW SZTUCZNYCH · Odlewanie i laminowanie Paulina Mayer 3 1. ODLEWANIE...
18
ODLEWANIE I LAMINOWANIE TWORZYW SZTUCZNYCH Autor: Paulina Mayer
Transcript of ODLEWANIE I LAMINOWANIE TWORZYW SZTUCZNYCH · Odlewanie i laminowanie Paulina Mayer 3 1. ODLEWANIE...
ODLEWANIE I LAMINOWANIE TWORZYW
SZTUCZNYCH
Autor:
Paulina Mayer
Odlewanie i laminowanie Paulina Mayer
2
SPIS TREŚCI
1. Odlewanie...............................................................................................................................3
1.1. Odlewanie normalne.......................................................................................................4
1.1.1. Formy do odlewania..............................................................................................5
1.1.2. Zastosowanie odlewania normalnego....................................................................6
1.2. Odlewanie rotacyjne.......................................................................................................7
1.2.1. Zalety i wady odlewania rotacyjnego....................................................................8
1.3. Wylewanie......................................................................................................................9
1.4. Zalewanie......................................................................................................................10
2. Laminowanie.........................................................................................................................11
2.1. Nakładanie ( metoda kontaktowa).................................................................................12
2.1.1. Zalety i wady nakładania.....................................................................................13
2.2. Laminowanie natryskowe..............................................................................................13
2.3. Nawijanie.......................................................................................................................15
3. Literatura...............................................................................................................................18
Odlewanie i laminowanie Paulina Mayer
3
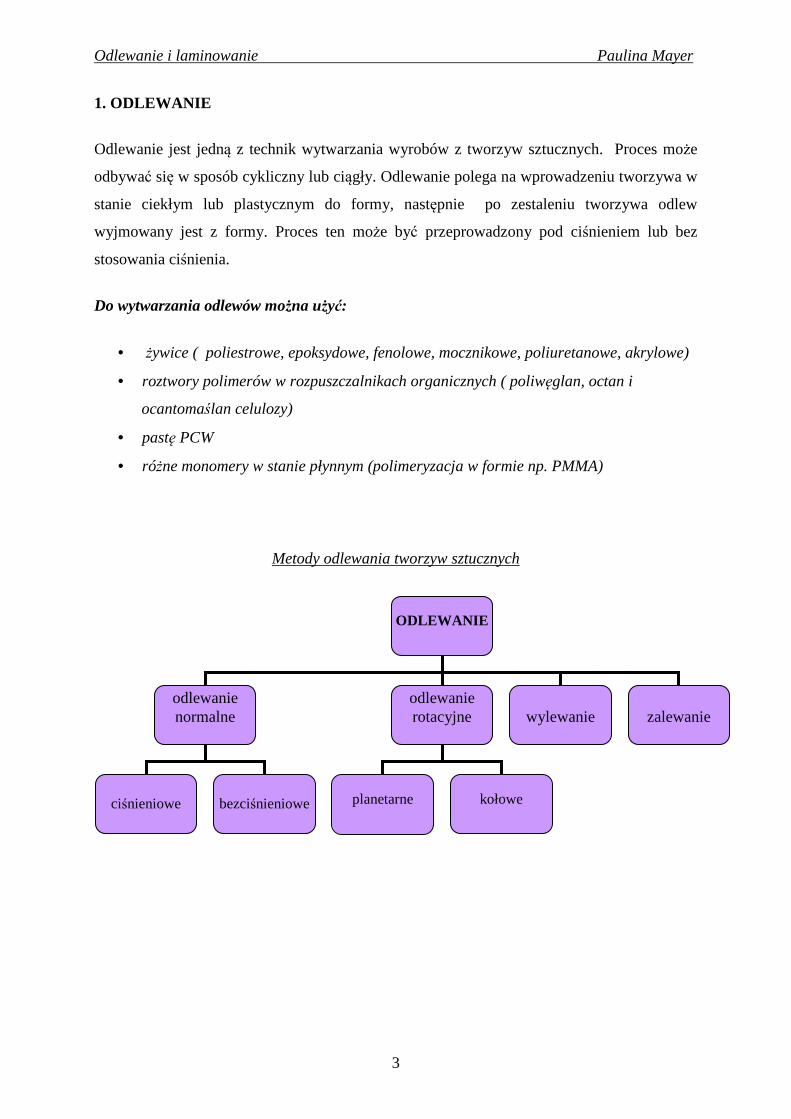
1. ODLEWANIE
Odlewanie jest jedną z technik wytwarzania wyrobów z tworzyw sztucznych. Proces może
odbywać się w sposób cykliczny lub ciągły. Odlewanie polega na wprowadzeniu tworzywa w
stanie ciekłym lub plastycznym do formy, następnie po zestaleniu tworzywa odlew
wyjmowany jest z formy. Proces ten może być przeprowadzony pod ciśnieniem lub bez
stosowania ciśnienia. Do wytwarzania odlewów można użyć:
• żywice ( poliestrowe, epoksydowe, fenolowe, mocznikowe, poliuretanowe, akrylowe)
• roztwory polimerów w rozpuszczalnikach organicznych ( poliwęglan, octan i
ocantomaślan celulozy)
• pastę PCW
• różne monomery w stanie płynnym (polimeryzacja w formie np. PMMA)
Metody odlewania tworzyw sztucznych
ODLEWANIE
odlewanie normalne
odlewanie rotacyjne
wylewanie
ciśnieniowe
zalewanie
planetarne
kołowe
bezciśnieniowe
Odlewanie i laminowanie Paulina Mayer
4
1.1. ODLEWANIE NORMALNE
W odlewaniu normalnym wykorzystuje się tworzywa utwardzalne w stanie ciekłym lub
plastycznym. Sporządzenie tworzywa odbywa się przed samym procesem odlewania i polega
na zmieszaniu (przeważnie mechanicznym) w danych proporcjach i ustalonej kolejności;
polimeru, utwardzacza, rozcieńczalnika, napełniacza, środka barwiącego, przyśpieszacza i
innych niezbędnych składników dodatkowych , jak również odgazowaniu mieszaniny.
Od przebiegu wypełnienia gniazda oraz utwardzenia odlewu, w dużej mierze zależą
właściwości użytkowe odlewu. Na wpływ tego procesu mają następujące czynniki:
• sposób wypełnienia gniazda formującego
Jeżeli gniazdo wypełniane jest bezpośrednio tworzywem, zachodzi wówczas odlewanie
bezciśnieniowe i formy są zazwyczaj otwarte. Natomiast, kiedy tworzywo wlewane jest przez
kanał odlewniczy, czyli pośrednio, zachodzi odlewanie ciśnieniowe i formy są zamknięte.
Odlewanie ciśnieniowe zapewnia lepsze właściwości wyrobu i w dużym stopniu ogranicza
emisję do atmosfery ubocznych produktów procesu utwardzania, np. w przypadku odlewania
tworzyw poliestrowych
• temperatura formy
• ochładzanie odlewu
Ochładzanie odlewu wpływa na jego właściwości i strukturę. Przeważnie odlew ochładzany
jest razem z formą lub wyjmowany z gniazda, a następnie umieszczany w specjalnej komorze
albo chłodzony na wolnym powietrzu. W formach ochładzanych w odlewach występują
mniejsze naprężenia własne, a co za tym idzie mniejsze odkształcenia odlewów.
Odlewanie i laminowanie Paulina Mayer
5
1.1.1. Formy do odlewania
Odlewanie normalne polega na wlaniu tworzywa do gniazda formującego formy odlewniczej:
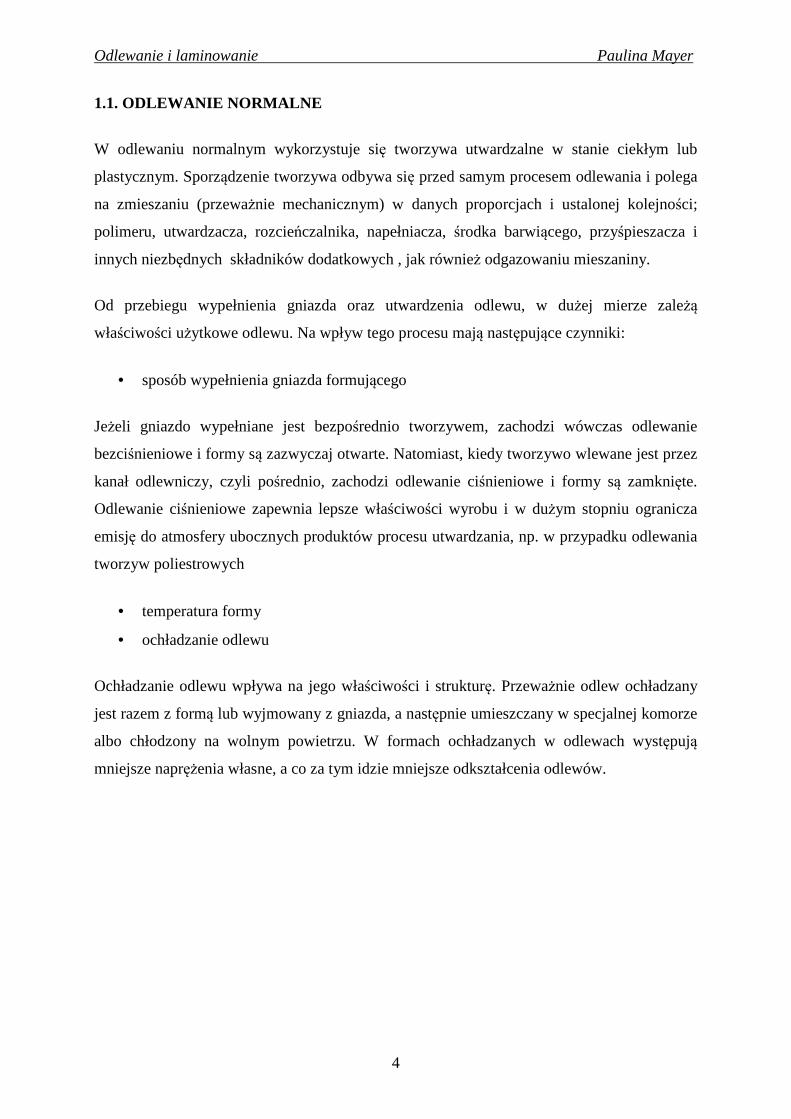
a) bezpośrednio- odlewanie normalne bezpośrednie grawitacyjne (bezciśnieniowe) (Rys.1a.) ,
b) pośrednio- odlewanie normalne pośrednie niskociśnieniowe (Rys.1b.),
Rys. 1. Schemat odlewania normalnego: a) bezpośredniego, b) pośredniego (niskociśnieniowego) kanałowego: 1- model odlewniczy, 2- płyta i rama, 3-wlewanie tworzywa, 4- naczynie z tworzywem sporządzonym do odlewania, 5- matryca, 6- stempel, 7-obudowa stempla, 8- kanały odpowietrzające, 9- kanał odlewniczy, 10- odlew
Formy odlewnicze mogą być otwarte ( Rys. 1a) lub zamknięte (Rys.1b). W przypadku form
otwartych jedna płaszczyzna odlewu służy jako otwór wlewowy, natomiast formy zamknięte
posiadają otwory wlewowe i odpowietrzające.
Odlewy mogą być wykonywane w formach elastycznych lub sztywnych. Częściej stosowane
są formy elastyczne z kauczuków silikonowych i poliuretanowych, ze względu na ich
sprężystość, co ułatwia wyjmowanie odlewów. Formy z tworzyw sztucznych, gipsu, drewna
czy gliny stosowane są do otrzymywania odlewów w niewielkiej ilości lub do pojedynczych
sztuk. Natomiast do produkcji wielkoseryjnej formy wykonywane są z metalu.
Odlewanie i laminowanie Paulina Mayer
6
1.1.2. Zastosowanie odlewania normalnego
Odlewanie normalne stosuje się efektywnie od dawna do wytwarzania oprzyrządowania
technologicznego, zwłaszcza odlewniczego i stosowanego w obróbce skrawaniem oraz do
wytwarzania narzędzi, głównie wykrojników i narzędzi do obróbki skrawaniem.
Odlewanie normalne również stosujemy do otrzymywania przedmiotów w następujących
branżach:
• dekoracja: odlewy, rozetki sufitowe, statuetki, świece ozdobne, figurki
• elementy artystyczne: rzeźby, maski, specjalne elementy ozdobne, statuetki,
płaskorzeźby
• protetyka
Elementami zalewanymi mogą być elementy elektroniczne i wówczas odlewanie takie w
przemyśle elektronicznym nazywa się często hermetyzacją odlewniczą. Hermetyzacja ta
odbywa się na ogół w prostych formach w kształcie prostopadłościanu lub walca,
wykonanych z metali, bądź tworzy wielkocząsteczkowych. W formach umieszcza się
elementy elektryczne i zalewa sporządzoną mieszaniną. Po utwardzeniu elementy otoczone
tworzywem wyjmuje się z formy. W niektórych przypadkach tworzywo otaczające elementy
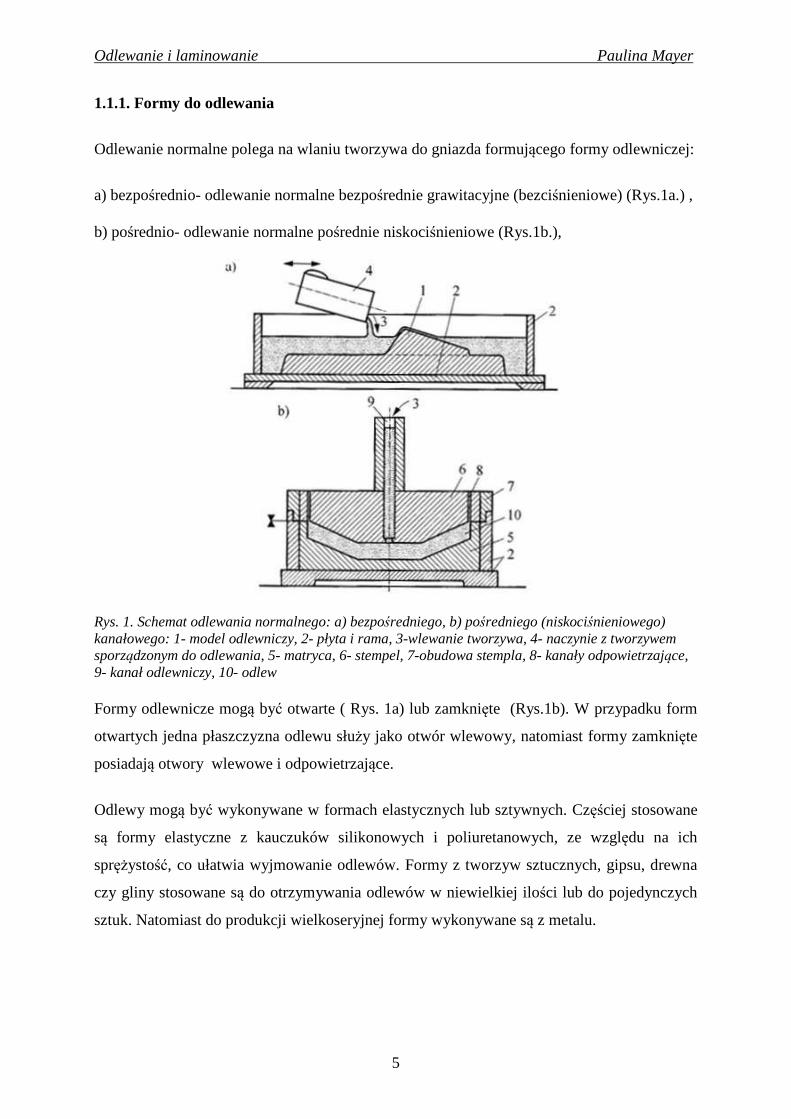
elektroniczne nie może zawierać nawet nielicznych i małych pęcherzyków powietrza i
wówczas trzeba je odlewać pod ciśnieniem ( Rys.2.) lub za pomocą urządzeń bardziej
złożonych, często w dużym stopniu zautomatyzowanych i zrobotyzowanych.
Rys. 2. Urządzenie do hermetyzacji odlewniczej pod obniżonym ciśnieniem: 1-pojemnik z tworzywem do odlewania, 2- forma odlewnicza, 3- zwór, 4- ramie do manipulowania dozownikiem, 5- dozownik, 6- stół obrotowy z podziałką
Odlewanie i laminowanie Paulina Mayer
7
1.2. ODLEWANIE ROTACYJNE
W procesie odlewania rotacyjnego zwanego również obrotowym lub odśrodkowym,
wykorzystywana jest siła odśrodkowa działająca na tworzywo odlane. Tworzywo
wprowadzane jest do formy najczęściej w postaci proszku, następnie pod wpływem ogrzania
formy ulega stopieniu w jej gnieździe. Zestalenie lub utwardzenie tworzywa następuje w
obracającej się formie, która następnie jest zatrzymywana, otwierana i z jej gniazda
wyjmowany jest odlew.
Przy użyciu tej metody można otrzymać takie produkty jak: specjalistyczne zbiorniki i
pojemniki na paliwo, środki chemiczne, wodę, karmniki dla zwierząt, pojemniki na żywność,
obudowy przyrządów, sprzęt medyczny, kaski bezpieczeństwa, bariery i oznakowania
drogowe. Kolejne przykłady wyrobów otrzymanych metoda odlewania rotacyjnego to
zabawki, łodzie, kajaki, foteliki dla dzieci, stoły, doniczki, zagłówki, okładziny do
samochodów i wiele innych.
Odlewanie rotacyjne planetarne ma szczególne znaczenie w wytwarzaniu zbiorników z
tworzyw termoplastycznych (głównie PE, PVC, PA, PS, PC i ABS). Proces ten przebiega
następująco:
a) tworzywo wejściowe, w odpowiedniej ilości, wsypywane jest do gniazda. Tworzywo
na ogół ma postać proszku o rozmiarach ziaren 50÷200 µm;
b) forma wprawiana jest w ruch planetarny i ogrzewana;
c) tworzywo w tym czasie osadza się na powierzchni gniazda, która wcześniej została
pokryta środkiem antyadhezyjnym, i stapia się.
Odlewanie rotacyjne kołowe stosowane jest do otrzymywania rur lub elementów
obrotowych z tworzyw utwardzalnych lub termoplastycznych. Można również za pomocą
tej metody odlać rury z tworzyw utwardzalnych wzmacnianych włóknem. W tym
przypadku do gniazda formy rurowej wprowadza się włókna ( najczęściej krótkie włókna
szklane), spoiwo ciekłe oraz ewentualnie napełniacze proszkowe. Następnie formę, która
jest umocowana w maszynie odlewniczej, wprawia się w ruch obrotowy z prędkością
rzędu 2000-3000 obr/min. Tworzywo utwardza się w podwyższonej temperaturze. Po
zatrzymaniu i ochłodzeniu formy rura jest wyjmowana z gniazda. Metodą tą mogą być
formowane rury o średnicach ok.1,5m i długości do 5m.
Odlewanie i laminowanie Paulina Mayer
8
1.2.1. ZALETY I WADY ODLEWANIA ROTACYJNEGO:
ZALETY:
� niewysoki koszt przygotowania produkcji, spowodowany niskim kosztem
wykonania form odlewniczych oraz narzędzi, w związku z tym jest procesem
ekonomicznych w przypadku produkcji jednostkowej lub małoseryjnej oraz do
wytwarzania prototypów
� bezodpadowa metoda przetwórstwa
� możliwość mocowania w formie dodatkowych elementów (tuleje, trzpienie,
króćce, pierścienie), które zostają pokryte topiącym się tworzywem i po
zakończeniu procesu stają się integralna częścią odlewu, istnieje również
możliwość umieszczenia w formie żeber usztywniających, które zwiększają
sztywność ścianek bardzo dużych odlewów
� cały procesu ( grzanie, topienie, formowanie oraz chłodzenie) przebiega w formie i
nie wykorzystuje się w nim żadnego zewnętrznego ciśnienia
� brak linii łączenia na powierzchni wyrobów
� możliwość otrzymywania przedmiotów o masie od kilkudziesięciu do kilkuset
kilogramów, co jest niemożliwe do otrzymania w technologii wtryskiwania czy
wytłaczania ze względu na konstrukcyjne ograniczenia tych maszyn
przetwórczych
WADY :
� stosunkowo długi czas cyklu wytworzenia odlewu- niska wydajność
� niska sprawność i duża energochłonność procesu, spowodowana nagrzewaniem i
chłodzeniem formy przy pomocy powietrza
� koszt przygotowania tworzyw zwiększa dodatkowo konieczność doprowadzenia
ich do postaci proszku lub granulek
Odlewanie i laminowanie Paulina Mayer
9
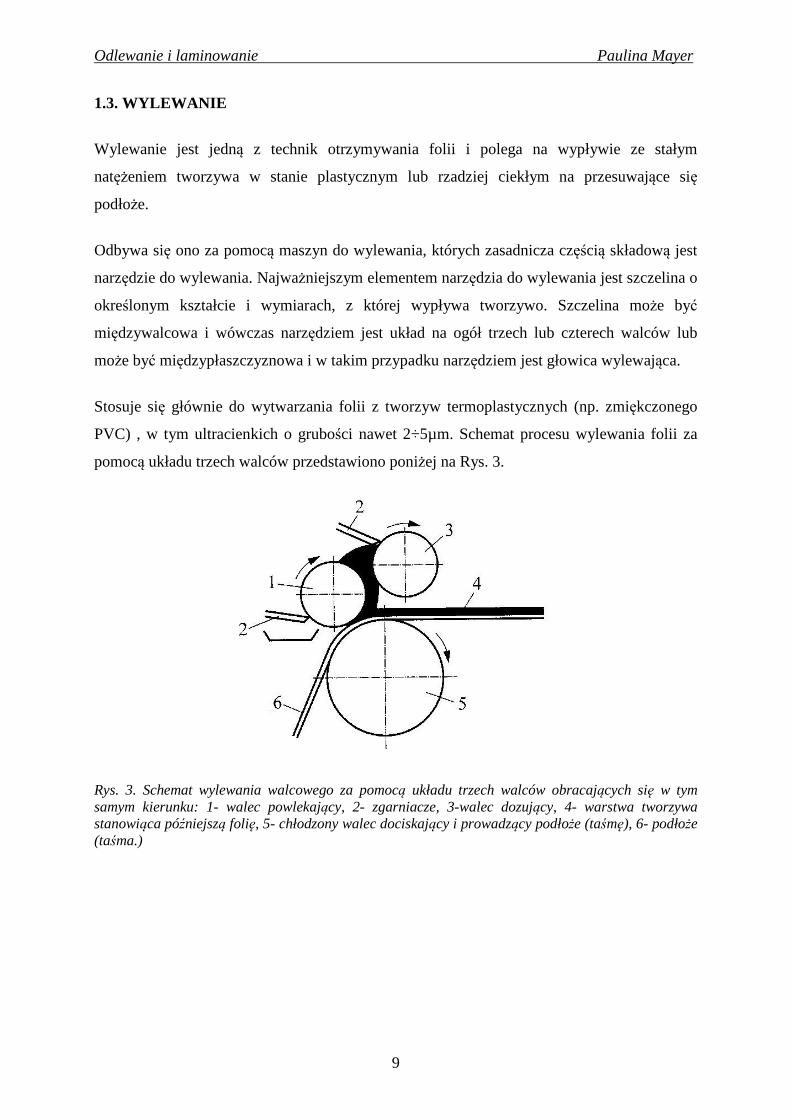
1.3. WYLEWANIE
Wylewanie jest jedną z technik otrzymywania folii i polega na wypływie ze stałym
natężeniem tworzywa w stanie plastycznym lub rzadziej ciekłym na przesuwające się
podłoże.
Odbywa się ono za pomocą maszyn do wylewania, których zasadnicza częścią składową jest
narzędzie do wylewania. Najważniejszym elementem narzędzia do wylewania jest szczelina o
określonym kształcie i wymiarach, z której wypływa tworzywo. Szczelina może być
międzywalcowa i wówczas narzędziem jest układ na ogół trzech lub czterech walców lub
może być międzypłaszczyznowa i w takim przypadku narzędziem jest głowica wylewająca.
Stosuje się głównie do wytwarzania folii z tworzyw termoplastycznych (np. zmiękczonego
PVC) , w tym ultracienkich o grubości nawet 2÷5µm. Schemat procesu wylewania folii za
pomocą układu trzech walców przedstawiono poniżej na Rys. 3.
Rys. 3. Schemat wylewania walcowego za pomocą układu trzech walców obracających się w tym samym kierunku: 1- walec powlekający, 2- zgarniacze, 3-walec dozujący, 4- warstwa tworzywa stanowiąca późniejszą folię, 5- chłodzony walec dociskający i prowadzący podłoże (taśmę), 6- podłoże (taśma.)
Odlewanie i laminowanie Paulina Mayer
10
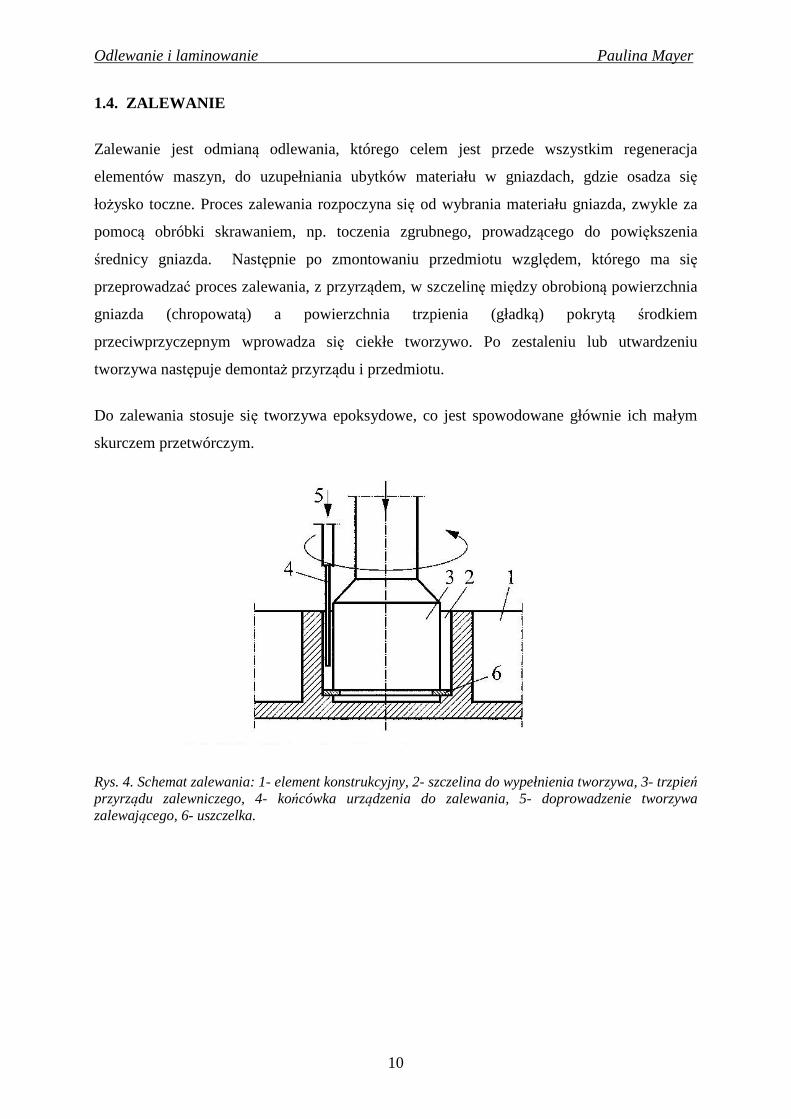
1.4. ZALEWANIE
Zalewanie jest odmianą odlewania, którego celem jest przede wszystkim regeneracja
elementów maszyn, do uzupełniania ubytków materiału w gniazdach, gdzie osadza się
łożysko toczne. Proces zalewania rozpoczyna się od wybrania materiału gniazda, zwykle za
pomocą obróbki skrawaniem, np. toczenia zgrubnego, prowadzącego do powiększenia
średnicy gniazda. Następnie po zmontowaniu przedmiotu względem, którego ma się
przeprowadzać proces zalewania, z przyrządem, w szczelinę między obrobioną powierzchnia
gniazda (chropowatą) a powierzchnia trzpienia (gładką) pokrytą środkiem
przeciwprzyczepnym wprowadza się ciekłe tworzywo. Po zestaleniu lub utwardzeniu
tworzywa następuje demontaż przyrządu i przedmiotu.
Do zalewania stosuje się tworzywa epoksydowe, co jest spowodowane głównie ich małym
skurczem przetwórczym.
Rys. 4. Schemat zalewania: 1- element konstrukcyjny, 2- szczelina do wypełnienia tworzywa, 3- trzpień przyrządu zalewniczego, 4- końcówka urządzenia do zalewania, 5- doprowadzenie tworzywa zalewającego, 6- uszczelka.
Odlewanie i laminowanie Paulina Mayer
11
2. LAMINOWANIE
Proces cykliczny lub ciągły polegający na trwałym łączeniu adhezyjnym warstw napełniacza
( nośnika) w kształcie arkuszy, taśm lub włókien za pomocą spoiwa.
Laminowanie przebiega bez wywierania ciśnienia, zarówno w temperaturze pokojowej, jak i
podwyższonej ( z zasady nie wyższej niż 1500C), często przy zastosowaniu promienników
podczerwieni jako źródeł ciepła.
STOSOWANE NAPŁNIACZE ( NOŚNIKI):
� arkusze
� tkaniny
� maty
� taśmy
� włókna [ szklane, węglowe, aramidowe, polimerowe, azbestowe, bawełniane, borowe,
metalowe i krzemowe ]
Jako SPOIWA stosuje się substancje z różnych polimerów, które charakteryzują się znaczną
adhezją do wymienionych napełniaczy, duże znaczenie ma jednak stosowanie polimerów
utwardzających się w procesie polimeryzacji addycyjnej lub kopolimeryzacji rodnikowej,
głównie epoksydów i poliestrów.
Metoda laminowania dzieli się, ze względu na kształt stosowanego napełniacza lub tworzywa
wejściowego i stan spoiwa, na następujące główne odmiany:
� nakładanie (spoiwem są substancje w stanie ciekłym lub stałym, a napełniacze są
arkuszami, matami lub tkaninami)
� laminowanie natryskowe (spoiwo jest w stanie ciekłym, a napełniacz ma kształt
włókien krótkich)
� nawijanie (spoiwo jest w stanie ciekłym lub stałym, również tworzywo wejściowe
może być w kształcie taśm w stanie plastycznym, otrzymywanym innymi metodami
przetwórczymi, a napełniacz ma kształt włókien długich lub taśm z włókien)
� przeciąganie i laminowanie specjalne (spoiwo jest w stanie ciekłym, a napełniacz ma
kształt włókien długich)
Odlewanie i laminowanie Paulina Mayer
12
2.1. NAKŁADANIE (METODA KONTAKTOWA)
Metoda kontaktowa jest najprostszą ręczną metodą wytwarzania kompozytów włóknistych.
Zamiast pojedynczych włókien stosuje się wykonane z nich maty i tkaniny.
Nakładanie polega na ułożeniu na powierzchni gniazda formującego formy wewnętrznej lub
zewnętrznej ( uprzednio powleczonego środkami rozdzielającymi) warstw nośnika ( tkaniny
lub maty). Każdą warstwę nośnika przesyca się żywicą poliestrową lub epoksydową za
pomocą pędzla. Nadmiar żywicy odprowadza się przy użyciu wałka. Forma musi być
powleczona substancją uniemożliwiającą wyciek żywicy. Po naniesieniu wszystkich warstw
nośnika, formę odstawia się na 4- 12 h w celu utwardzenia w temperaturze pokojowej.
Nakładanie najczęściej przeprowadza się przy użyciu ręcznych narzędzi pracy, takich jak
pędzle, wałki miękkie malarskie i metalowe z nacięciami.
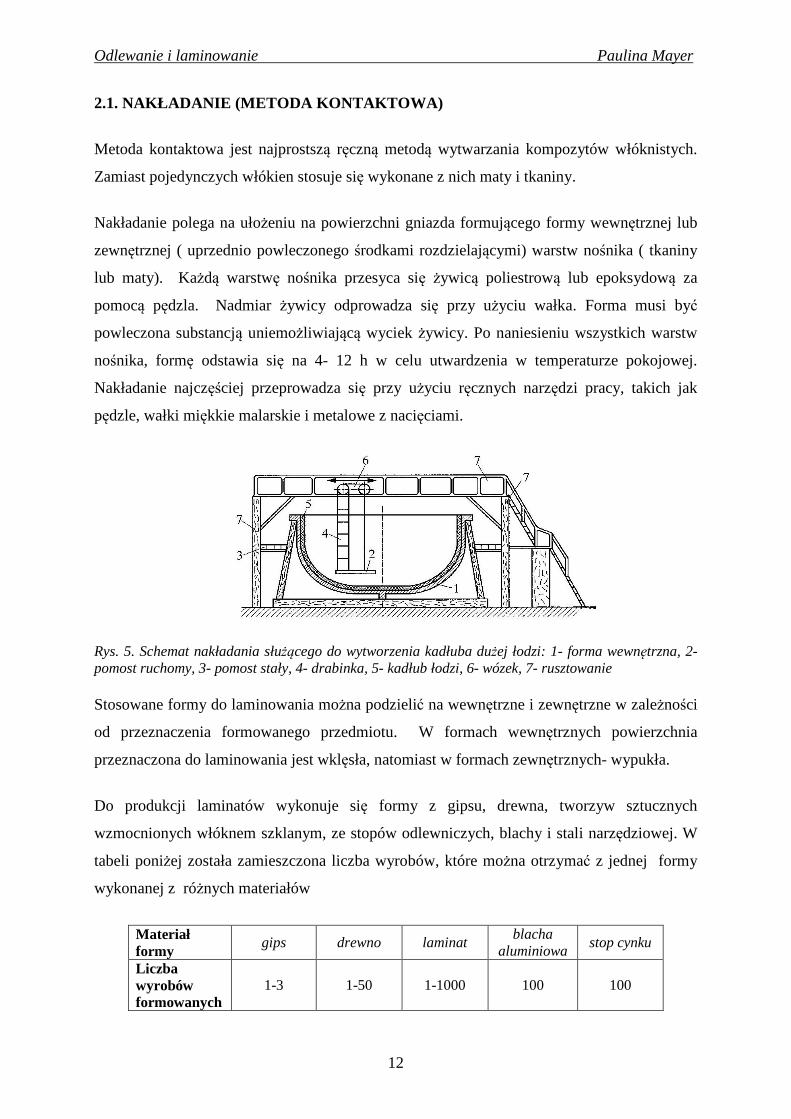
Rys. 5. Schemat nakładania służącego do wytworzenia kadłuba dużej łodzi: 1- forma wewnętrzna, 2- pomost ruchomy, 3- pomost stały, 4- drabinka, 5- kadłub łodzi, 6- wózek, 7- rusztowanie
Stosowane formy do laminowania można podzielić na wewnętrzne i zewnętrzne w zależności
od przeznaczenia formowanego przedmiotu. W formach wewnętrznych powierzchnia
przeznaczona do laminowania jest wklęsła, natomiast w formach zewnętrznych- wypukła.
Do produkcji laminatów wykonuje się formy z gipsu, drewna, tworzyw sztucznych
wzmocnionych włóknem szklanym, ze stopów odlewniczych, blachy i stali narzędziowej. W
tabeli poniżej została zamieszczona liczba wyrobów, które można otrzymać z jednej formy
wykonanej z różnych materiałów
Materiał formy
gips drewno laminat blacha
aluminiowa stop cynku
Liczba wyrobów formowanych
1-3 1-50 1-1000 100 100
Odlewanie i laminowanie Paulina Mayer
13
2.1.1. ZALETY I WADY NAKŁADANIA
ZALETY:
• metoda bardzo prosta
• nie wymaga kosztownego oprzyrządowania
• utwardzenie uformowanego laminatu odbywa się pod normalnym ciśnieniem i w
temperaturze pokojowej
• opłacalna do wytworzenia pojedynczych wyrobów lub w małych seriach
• możliwość wytwarzania wyrobów o bardzo dużych gabarytach
WADY :
� pracochłonność
� duże straty żywicy i nośnika
� mała zawartość nośnika w laminacie
� nierównomierne przesycenie
� szkodliwe działanie substancji na organizm ludzki
2.2. LAMINOWANIE NATRYSKOWE
Polega na jednoczesnym nanoszeniu na powierzchnię gniazda formującego mieszaniny
żywicy i włókien ciętych. Klasyczne laminowanie natryskowe przeprowadza się za pomocą
maszyny, która składa się z dwóch podstawowych zespołów: zespołu podawania tworzywa i
włókien oraz pistoletu natryskowego o specjalnej konstrukcji.
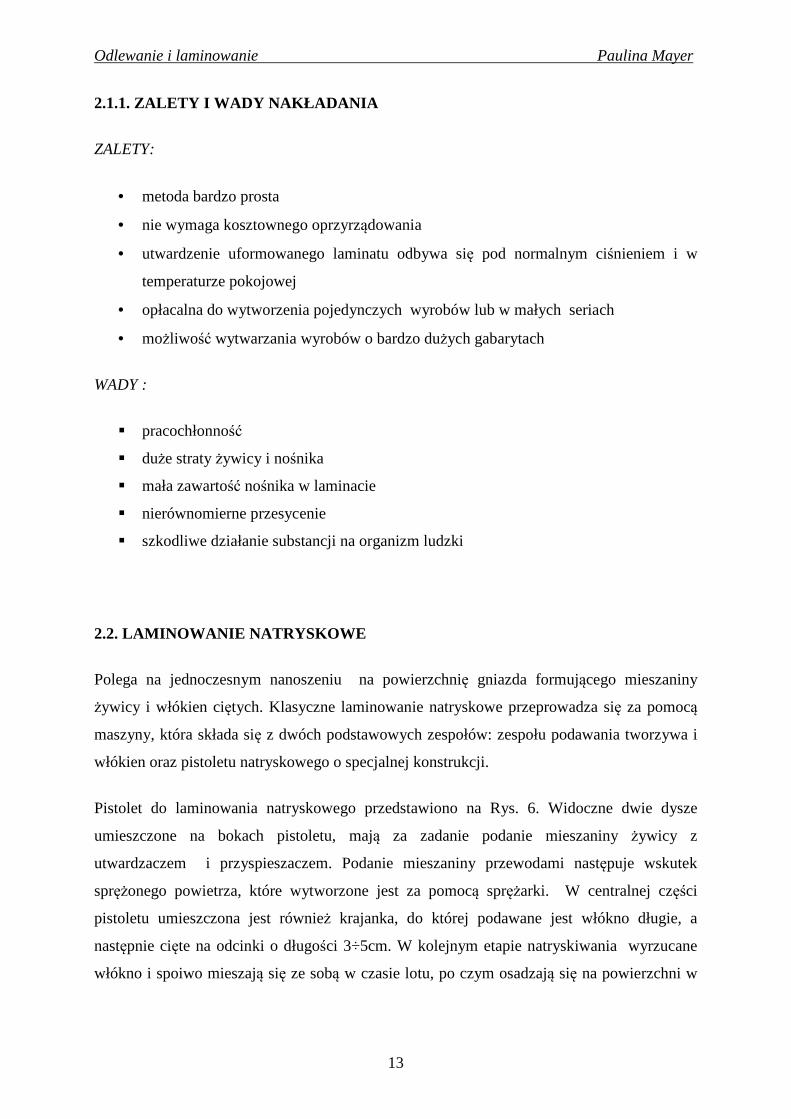
Pistolet do laminowania natryskowego przedstawiono na Rys. 6. Widoczne dwie dysze
umieszczone na bokach pistoletu, mają za zadanie podanie mieszaniny żywicy z
utwardzaczem i przyspieszaczem. Podanie mieszaniny przewodami następuje wskutek
sprężonego powietrza, które wytworzone jest za pomocą sprężarki. W centralnej części
pistoletu umieszczona jest również krajanka, do której podawane jest włókno długie, a
następnie cięte na odcinki o długości 3÷5cm. W kolejnym etapie natryskiwania wyrzucane
włókno i spoiwo mieszają się ze sobą w czasie lotu, po czym osadzają się na powierzchni w
Odlewanie i laminowanie Paulina Mayer
14
postaci warstwy, gdzie następuje jej utwardzenie. Jednorazowo możemy otrzymać warstwy o
grubości do 2 mm.
Laminowanie natryskowe stosuje się do produkcji przedmiotów o znacznych rozmiarach, jak
np. nadwozi samochodowych, a także w budownictwie do wytwarzania izolacji
antykorozyjnej w dachach, tunelach, kanałach, zbiornikach itp.
Rys. 6. Pistolet do laminowania natryskowego. a) widok ogólny, b) krajanka rowingu; 1- przewód
prowadzący włókno, 2- rolka podająca, 3- rolka dociskowa, 4- nóż obrotowy, 5- rolka z miękką
wykładziną, 6- ekran osłaniający, 7- prowadzenie włókna
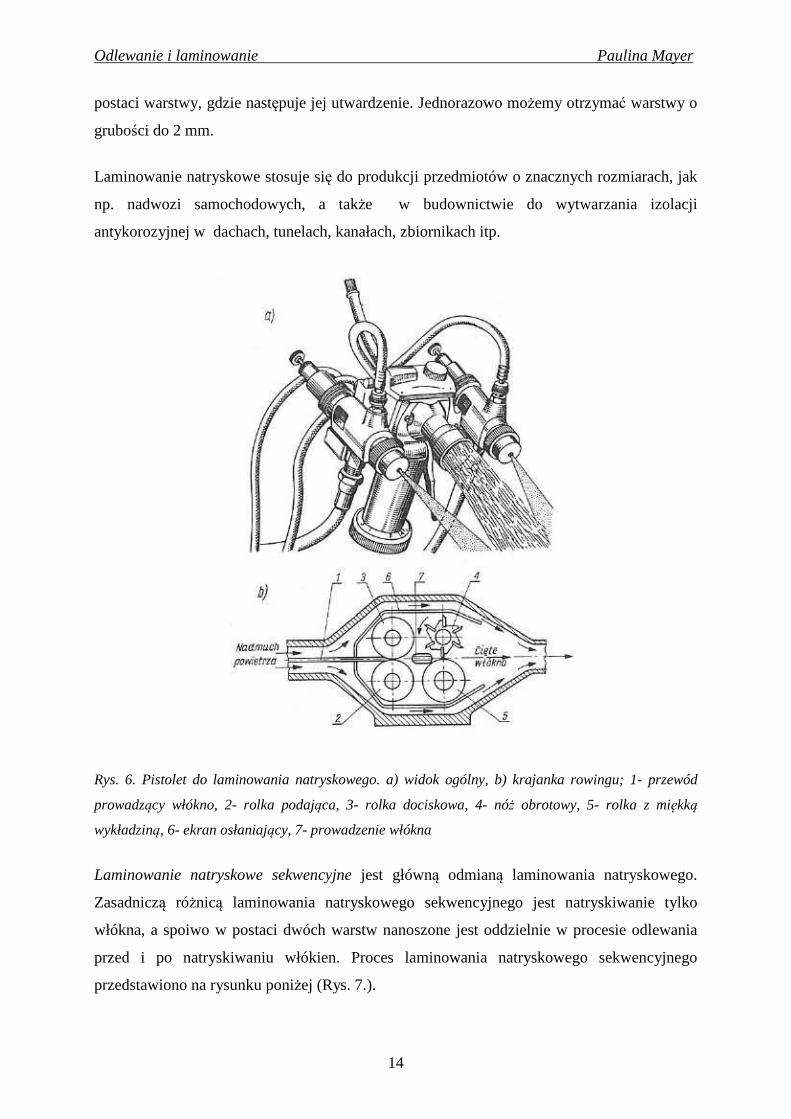
Laminowanie natryskowe sekwencyjne jest główną odmianą laminowania natryskowego.
Zasadniczą różnicą laminowania natryskowego sekwencyjnego jest natryskiwanie tylko
włókna, a spoiwo w postaci dwóch warstw nanoszone jest oddzielnie w procesie odlewania
przed i po natryskiwaniu włókien. Proces laminowania natryskowego sekwencyjnego
przedstawiono na rysunku poniżej (Rys. 7.).
Odlewanie i laminowanie Paulina Mayer
15
Rys.7. Schemat laminowania natryskowego sekwencyjnego: 1- folia polimerowa, 2- krajarka włókien, 3- zbiornik ze spoiwem polimerowym, 4- zgarniacz, 5- taśma laminatu pokryta dwustronnie folią
2.3. NAWIJANIE
Podczas nawijania, wskutek ruchu obrotowego, następuje ułożenie zbrojenia ( zwanego
nawojem), na powierzchni rdzenia, który ma kształt bryły obrotowej (np. walec, stożek).
Rdzeń pokrywa się powłoką antyadhezyjną, najczęściej na bazie wosków. Nawoje mają
postać pasm włókien długich (np. rowingu), przed nawinięciem na rdzeń muszą one być
ogrzane, tak, aby żywica przeszła w stan płynny. Rdzeń również musi być ogrzewany
podczas nawijania, aby zapewnić dobre powiązanie ze sobą kolejnych nawijanych warstw.
Stosowanym spoiwem są przede wszystkim żywice poliestrowe i epoksydowe.
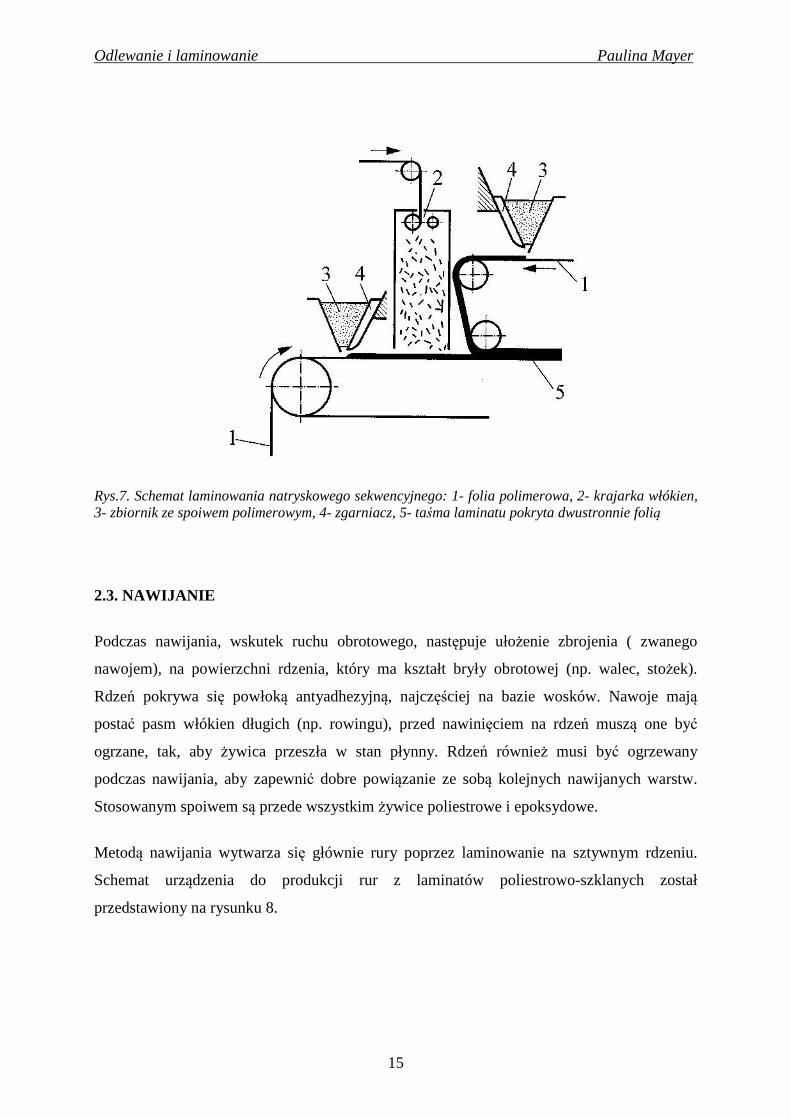
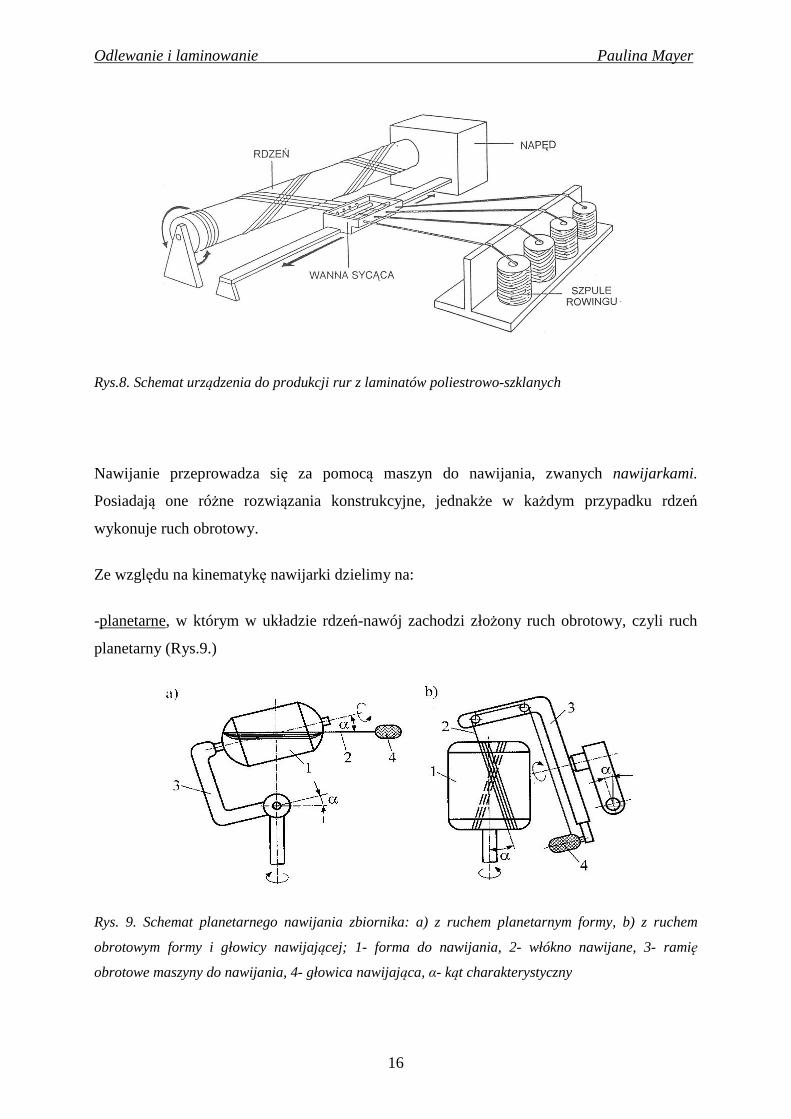
Metodą nawijania wytwarza się głównie rury poprzez laminowanie na sztywnym rdzeniu.
Schemat urządzenia do produkcji rur z laminatów poliestrowo-szklanych został
przedstawiony na rysunku 8.
Odlewanie i laminowanie Paulina Mayer
16
Rys.8. Schemat urządzenia do produkcji rur z laminatów poliestrowo-szklanych
Nawijanie przeprowadza się za pomocą maszyn do nawijania, zwanych nawijarkami.
Posiadają one różne rozwiązania konstrukcyjne, jednakże w każdym przypadku rdzeń
wykonuje ruch obrotowy.
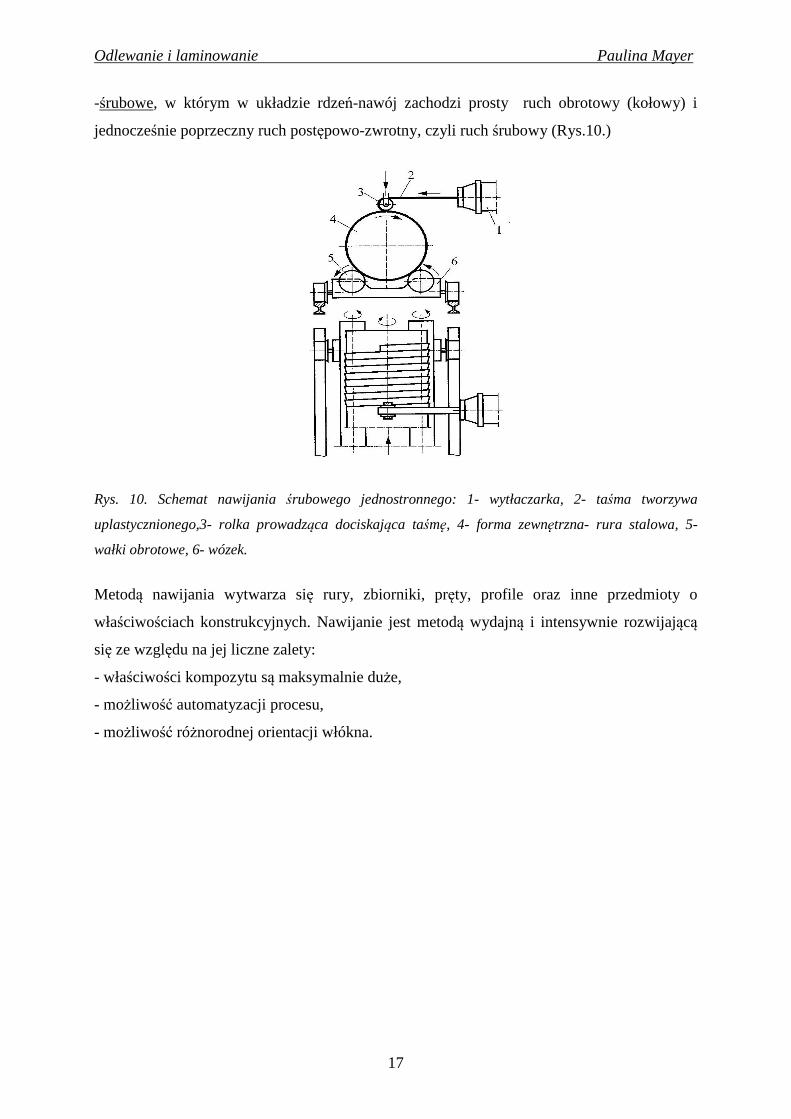
Ze względu na kinematykę nawijarki dzielimy na:
-planetarne, w którym w układzie rdzeń-nawój zachodzi złożony ruch obrotowy, czyli ruch
planetarny (Rys.9.)
Rys. 9. Schemat planetarnego nawijania zbiornika: a) z ruchem planetarnym formy, b) z ruchem
obrotowym formy i głowicy nawijającej; 1- forma do nawijania, 2- włókno nawijane, 3- ramię
obrotowe maszyny do nawijania, 4- głowica nawijająca, α- kąt charakterystyczny
Odlewanie i laminowanie Paulina Mayer
17
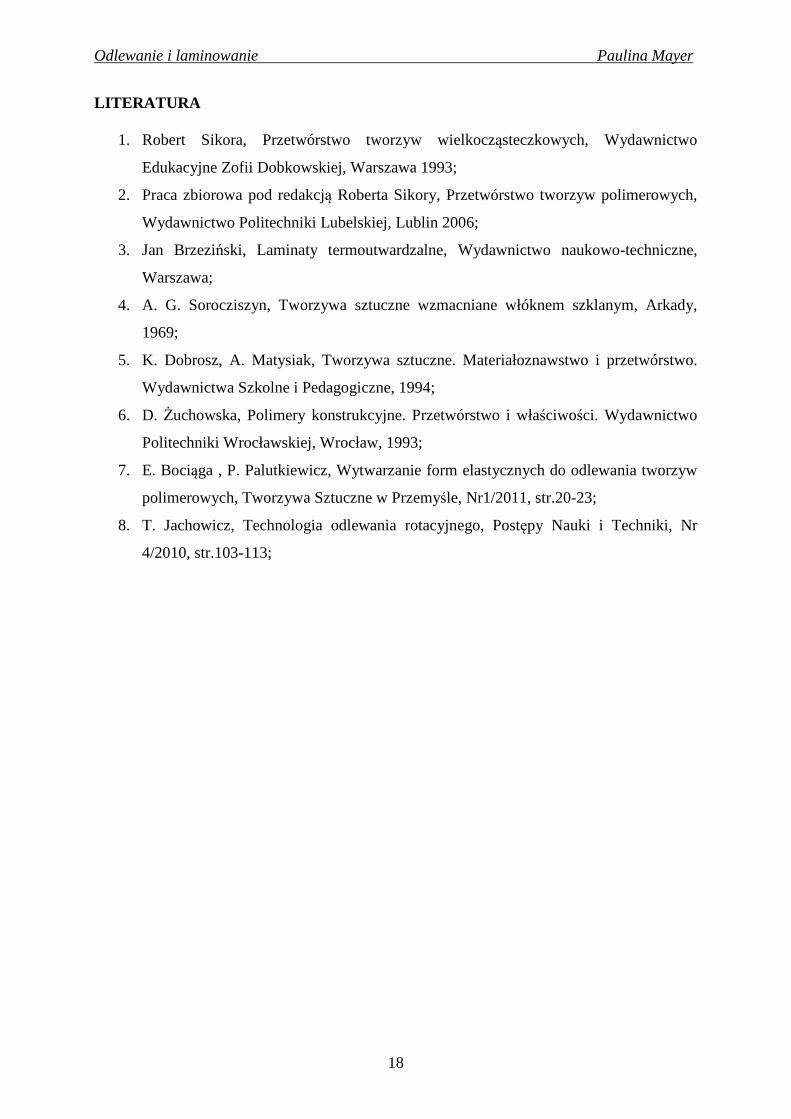
-śrubowe, w którym w układzie rdzeń-nawój zachodzi prosty ruch obrotowy (kołowy) i
jednocześnie poprzeczny ruch postępowo-zwrotny, czyli ruch śrubowy (Rys.10.)
Rys. 10. Schemat nawijania śrubowego jednostronnego: 1- wytłaczarka, 2- taśma tworzywa
uplastycznionego,3- rolka prowadząca dociskająca taśmę, 4- forma zewnętrzna- rura stalowa, 5-
wałki obrotowe, 6- wózek.
Metodą nawijania wytwarza się rury, zbiorniki, pręty, profile oraz inne przedmioty o
właściwościach konstrukcyjnych. Nawijanie jest metodą wydajną i intensywnie rozwijającą
się ze względu na jej liczne zalety:
- właściwości kompozytu są maksymalnie duże,
- możliwość automatyzacji procesu,
- możliwość różnorodnej orientacji włókna.
Odlewanie i laminowanie Paulina Mayer
18
LITERATURA
1. Robert Sikora, Przetwórstwo tworzyw wielkocząsteczkowych, Wydawnictwo
Edukacyjne Zofii Dobkowskiej, Warszawa 1993;
2. Praca zbiorowa pod redakcją Roberta Sikory, Przetwórstwo tworzyw polimerowych,
Wydawnictwo Politechniki Lubelskiej, Lublin 2006;
3. Jan Brzeziński, Laminaty termoutwardzalne, Wydawnictwo naukowo-techniczne,
Warszawa;
4. A. G. Sorocziszyn, Tworzywa sztuczne wzmacniane włóknem szklanym, Arkady,
1969;
5. K. Dobrosz, A. Matysiak, Tworzywa sztuczne. Materiałoznawstwo i przetwórstwo.
Wydawnictwa Szkolne i Pedagogiczne, 1994;
6. D. Żuchowska, Polimery konstrukcyjne. Przetwórstwo i właściwości. Wydawnictwo
Politechniki Wrocławskiej, Wrocław, 1993;
7. E. Bociąga , P. Palutkiewicz, Wytwarzanie form elastycznych do odlewania tworzyw
polimerowych, Tworzywa Sztuczne w Przemyśle, Nr1/2011, str.20-23;
8. T. Jachowicz, Technologia odlewania rotacyjnego, Postępy Nauki i Techniki, Nr
4/2010, str.103-113;











![Specjalne metody odlewania [tryb zgodności] metody odlewania.pdf · Schemat wykonywania form skorupowych: 1,2-płyta modelowa, 3-masa, 4-skorupy, 5-skrzynka, 6-piasek. 3 ... Odlewanie](https://static.fdocuments.pl/doc/165x107/5c75da8509d3f2d3778ba71c/specjalne-metody-odlewania-tryb-zgodnosci-metody-odlewaniapdf-schemat-wykonywania.jpg)