N O T A A P L I K A C Y J N A - ASKOM
6
P R Z E M Y S Ł S P O Ż Y W C Z Y Nutricia Polska System sterowania dla wydziału produkcji odżywek dziecięcych pakowanych do słoiczków NIEZAWODNE ROZWIĄZANIA SYSTEMÓW AUTOMATYKI N O T A A P L I K A C Y J N A
Transcript of N O T A A P L I K A C Y J N A - ASKOM

P R Z E M Y S Ł S P O Ż Y W C Z Y
Nutricia Polska
System sterowania dla wydziału produkcji odżywek dziecięcych
pakowanych do słoiczków
NIEZAWODNE ROZWIĄZANIA SYSTEMÓW AUTOMATYKI
N O T A A P L I K A C Y J N A

Dok. Nr PLPN010 Wersja: 17-03-2006
ASKOM® to zastrzeżony znak firmy ASKOM Sp. z o. o., Gliwice. Inne występujące w tekście znaki firmowe bądź towarowe są zastrzeżonymi znakami ich właścicieli. Wszelkie prawa zastrzeżone. Nieautoryzowane rozpowszechnianie całości lub fragmentu niniejszej publikacji w jakiejkolwiek postaci jest zabronione. Wykonywanie kopii metodą kserograficzną, fotograficzną lub inną powoduje naruszenie praw autorskich niniejszej publikacji. ASKOM Sp. z o. o. nie bierze żadnej odpowiedzialności za jakiekolwiek szkody wynikłe z wykorzystywania zawartych w publikacji treści. Copyright © 2005, ASKOM Sp. z o. o., Gliwice
ASKOM Sp. z o. o., ul. Józefa Sowińskiego 13, 44-121 Gliwice, tel. +48 (0) 32 3018100, fax +48 (0) 32 3018101, http://www.askom.com.pl
, e-mail: [email protected]

Nota aplikacyjna – przemysł spożywczy
W roku 2004 firma Nutricia, jeden z czołowych producentów żywności dla dzieci, rozpoczęła modernizację zakładu w Opolu, której celem było zwiększenie możliwości produkcyjnych. Jako dostawca systemu automatyki wybrana została firma ASKOM. Kompleksowa realizacja zadania obejmowała wykonanie projektów części elektrycznej oraz pomiarowej, kompletację dostaw, oprogramowanie systemu sterowania, prace montażowe na obiekcie i uruchomienie systemu. Realizacja inwestycji została podzielona na trzy zasadnicze etapy. Etap pierwszy obejmujący ok. 65% stanu docelowego został zakończony we wrześniu 2004 roku. Obecnie trwają prace nad realizacją etapu 2 oraz wdrożeniem oprogramowania systemu wsadowego.
Produkcja na wydziale wytwarzającym odżywki dziecięce pakowane do słoiczków jest typowym przykładem procesu wsadowego – przygotowywane są zadane porcje różnych produktów według określonych receptur. Ze względu na szeroki asortyment produkowanych wyrobów szczególnego znaczenia nabiera możliwość swobodnego tworzenia dużej liczby receptur oraz możliwość łatwego wprowadzania zmian. Dodatkowym kryterium podczas wyboru systemu sterowania była zgodność z normą S88 (ANSI/ISA-88.01-1995). Wszystkie wymienione warunki spełnia wybrany dla realizacji przedsięwzięcia produkt firmy Siemens – PCS7 z pakietem Simatic BATCH w wersji 6.0.
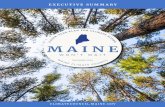
Konfiguracja systemu sterowania
PROFIBUS-DP
Stacja AS 1 Stacja AS 2
Serwer BATCH Redundantny Serwer OS
Industrial Ethernet
OS Ethernet
Stacja edycjireceptur
Stacja operatorska 1OS / Batch
Stacja Operatorska 2OS / WebNavigator
Sie? zak?adowa Ethernet
Terminal 1 Terminal 2 Terminal 3 Terminal 4 Terminal 5
StacjaIn?ynierska
ET200S
...ET200eco
...
PROFIBUS-DP
ET200S
...
... ...
Micromaster Micromaster
Konfiguracja systemu sterowania.
©ASKOM, Gliwice Marzec 2005 3

Nota aplikacyjna – NUTRICIA
Warstwa operatorska
Jednym z podstawowych czynników wpływających na dobór konfiguracji systemu PCS7 było osiągnięcie wysokiej dyspozycyjności i niezawodności. Z tego względu zastosowano strukturę z redundantnym serwerem OS oraz dwoma stacjami klienckimi, a także z niezależnym serwerem Simatic BATCH, który w przyszłości zostanie zredundowany przez połączenie z analogicznym serwerem drugiego z modernizowanych wydziałów. Jedna ze stacji operatorskich wyposażona została w pakiet oprogramowania Batch Control Centre do sterowania produkcją wsadową. Niezależna stacja służy do wprowadzania i edycji receptur. Stacja operatorska 2 została wyposażona w oprogramowanie WebNavigator i będzie pełniła dodatkowo funkcję serwera www udostępniającego informacje procesowe w sieci zakładowej z poziomu standardowych
przeglądarek.
Stacje automatyki i urządzenia we/wy
Do sterowania procesem przewidziano dwie stacje automatyki AS 416-3. O wyborze standardu wejść / wyjść zdecydowały trzy podstawowe czynniki: prostota i szybkość montażu na obiekcie, elastyczność w doborze konfiguracji oraz możliwość wymiany modułów bez wyłączania pola. Obecnie do obydwu stacji automatyki podłączonych jest łącznie 10 pól ET200S z ponad 500 modułami we/wy. Dodatkową zaletą zastosowania standardu ET200S jest możliwość zastąpienia interfejsu pola przez moduł programowalny, co okazało się być istotne przy realizacji sterowań na tyle szybkich, że nie było możliwe spełnienie wymagań czasowych w konfiguracji klasycznej układu z rozproszonymi elementami wejść/wyjść. Specyfika produkcji na wydziale odżywek wymaga lokalnego nadzoru nad procesem w 11 węzłach produkcyjnych. W tym celu zastosowano dwa typy paneli dotykowych: MP270 z ekranem kolorowym o przekątnej 10” w węzłach obejmujących bardziej złożone fragmenty technologii oraz TP170B z ekranem
kolorowym o przekątnej 5.7”w prostszych węzłach technologicznych.. Około stu, czyli niemal połowa napędów zastosowanych w technologii, wymaga regulacji prędkości obrotowej. Dotyczy to silników o bardzo różnych mocach – od 0,37kW po 40kW. Naturalnym rozwiązaniem było zastosowanie przemienników częstotliwości wyposażonych w interfejs PROFIBUS-DP i połączonych ze stacjami automatyki. Wybrano przemienniki częstotliwości firmy Siemens typu Micromaster z rodziny 420 oraz 440, które poza wysokimi walorami użytkowymi zapewniają również łatwą integrację z systemem PCS7.
Kolejnym zagadnieniem, które należało rozwiązać było ważenie - docelowo w systemie zostanie użytych 10 wag, obecnie jest ich 7. Do realizacji wszystkich wag wykorzystano procesory wagowe SIWAREX U. Dzięki istnieniu odpowiedniej biblioteki ich integracja z PCS7 nie nastręcza trudności.
Bezpieczeństwo instalacji
Technologia wydziału została podzielona na 25 grup zatrzymania awaryjnego zgodnie z następującymi zasadami:
• każda grupa zlokalizowana jest w tym samym pomieszczeniu,
• każda grupa obejmuje logicznie wydzielony fragment technologii,
• dla każdej grupy przewidziano jeden lub kilka przycisków bezpieczeństwa.
Naciśnięcie przycisku bezpieczeństwa powoduje natychmiastowe i bezwarunkowe wyłączenie wszystkich urządzeń elektrycznych z danej grupy. Wyłączenie to realizowane jest sprzętowo przez odłączenie napięcia zasilania. Zaprojektowane rozwiązanie jest zgodne z normą EN 954-1 – spełnia wszystkie wymagania kategorii bezpieczeństwa 1 – kategorii zatrzymania 0. Kategoria bezpieczeństwa może być w prosty sposób zwiększona do kategorii 2 przez zastosowanie przekaźników bezpieczeństwa.
4 Marzec 2005 ©ASKOM, Gliwice

Nota aplikacyjna – przemysł spożywczy
Oprogramowanie systemu zostało w większości wykonane w graficznym języku CFC. Do realizacji sterowań sekwencyjnych wykorzystano pakiet SFC, natomiast do programowania bloków realizujących bardziej zaawansowane funkcje najczęściej korzystano z języka SCL. Sterowanie wszystkimi urządzeniami w trybie ręcznym, zmiana trybu pracy czy ustawianie parametrów pracy może odbywać się zarówno z wykorzystaniem paneli operatorskich jak i stacji komputerowych. Do celów remontowych przewidziano specjalny tryb uaktywniany wyłącznie przez użytkowników o odpowiednim poziomie dostępu, który zezwala na sterowanie napędem z pominięciem blokad – w tym trybie można sterować urządzeniem wyłącznie z najbliższego panela operators-kiego.
Dla ułatwienia obsługi paneli w trakcie produkcji wyko-rzystano – tak dalece jak pozwalają na to ich możliwości techniczne – te same standardy, które zostały za-stosowane w wizualizacji na stacjach operatorskich. Dotyczy to w szczególności kształtu i kolorystyki ikon napędów, wyglądu stacyjek sterowniczych, kolorystyki schematów technologicznych. Dotychczasowe doświadczenia potwierdzają trafność przyjętych rozwiązań. Praktycznie od momentu uruchomienia technologia, a co za tym idzie również system sterowania, podlegają procesowi nieustannych modyfikacji. Sukcesywnie są montowane, podłączane do systemu i uruchamiane kolejne nowe urządzenia, modyfikowane istniejące maszyny, wprowadzane zmiany w algorytmach sterowania. Wszystkie prace modernizacyjne odbywają się przy zachowaniu ciągłej produkcji zakładu.
Oprogramowanie systemu
©ASKOM, Gliwice Marzec 2005 5

Sp. z o.o. 44-121 Gliwice ul. Józefa Sowińskiego 13 Tel. +48 (0)32 301 81 00 Fax. +48 (0)32 301 81 01 http://www.askom.com.ple-mail: [email protected]