MOVIDRIVE® MDX61B - aplikacja latająca piła / Podręczniki ... · Projektowanie 3 Projektowanie...
96
Motoreduktory \ Przekładnie przemysłowe \ Technika napędowa \ Automatyka napędowa \ Serwisy MOVIDRIVE ® MDX61B Aplikacja "Latająca piła" P odręcznik FA362800 Wydanie 08/2005 11335548 / PL
Transcript of MOVIDRIVE® MDX61B - aplikacja latająca piła / Podręczniki ... · Projektowanie 3 Projektowanie...

Motoreduktory \ Przekładnie przemysłowe \ Technika napędowa \ Automatyka napędowa \ Serwisy
MOVIDRIVE® MDX61B
Aplikacja "Latająca piła"
Podręcznik
FA362800
Wydanie 08/2005
11335548 / PL

SEW-EURODRIVE – Driving the world

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 3
1 Ważne wskazówki .................................................................................................. 4
1.1 Objaśnienie symboli ....................................................................................... 41.2 Wskazówki bezpieczeństwa oraz ogólne wskazówki..................................... 5
2 Opis systemu.......................................................................................................... 6
2.1 Zakresy zastosowania.................................................................................... 62.2 Przykład zastosowania................................................................................... 72.3 Identyfikacja programu................................................................................... 8
3 Projektowanie......................................................................................................... 9
3.1 Założenia ....................................................................................................... 93.2 Opis funkcji .................................................................................................. 103.3 Ustalanie odcinka materiału oraz prędkości taśmociągu ............................. 143.4 Obsadzenie danych procesowych ............................................................... 153.5 Bezpieczne zatrzymanie .............................................................................. 173.6 Obiekt nadawczy SBus ................................................................................ 18
4 Instalacja............................................................................................................... 19
4.1 Oprogramowanie ......................................................................................... 194.2 Schemat połączeń MOVIDRIVE® MDX61B................................................. 204.3 Instalacja magistrali MOVIDRIVE® MDX61B............................................... 224.4 Połączenie magistrali systemowej Bus (SBus 1) ......................................... 284.5 Schemat połączeń MOVIDRIVE® compact MCH4_A .................................. 29
5 Uruchomienie ....................................................................................................... 32
5.1 Informacje ogólne ........................................................................................ 325.2 Prace wstępne ............................................................................................. 325.3 Uruchomienie programu "Latająca piła"....................................................... 335.4 Parametry i zmienne IPOSplus® ................................................................... 555.5 Zapisywanie zmiennych IPOSplus® .............................................................. 59
6 Eksploatacja i obsługa......................................................................................... 60
6.1 Rozruch napędu........................................................................................... 606.2 Tryb ręczny .................................................................................................. 616.3 Jazda referencyjna....................................................................................... 626.4 Pozycjonowanie ........................................................................................... 636.5 Tryb automatyczny....................................................................................... 646.6 Wykresy taktowania ..................................................................................... 686.7 Informacje o zakłóceniach............................................................................ 776.8 Komunikaty o błędach.................................................................................. 78
7 Kompatybilność MOVIDRIVE® A / B / compact ................................................. 80
7.1 Ważne wskazówki........................................................................................ 807.2 Schematy połączeń...................................................................................... 81
8 Skorowidz ............................................................................................................. 84

1
4 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Objaśnienie symboli
Ważne wskazówki
Podręcznik
1 Ważne wskazówki
Koniecznie przestrzegaj zawartych w niniejszym rozdziale ostrzeżeń i wskazówek
bezpieczeństwa!
1.1 Objaśnienie symboli
Niebezpieczeństwo
Wskazuje na możliwe zagrożenie, które może prowadzić do ciężkich uszkodzeń ciałalub do śmierci.
Ostrzeżenie
Wskazuje na możliwe zagrożenie ze strony produktu, które w razie niedostatecznejostrożności może prowadzić do ciężkich obrażeń lub śmierci. Ten symbol oznaczarównież ostrzeżenia przed szkodami materialnymi.
Ostrożnie
Wskazuje na możliwość wystąpienia groźnej sytuacji, która może prowadzićdo uszkodzenia produktu lub szkód w jego otoczeniu.
Wskazówka
Wskazówki dotyczące sposobu użytkowania np.: uruchomienia i inne przydatneinformacje.
Odsyłacz do dokumentacji
Wskazówki odsyłające do dokumentacji, np. instrukcji obsługi, katalogu, karty danych.

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 5
1Wskazówki bezpieczeństwa oraz ogólne wskazówki
Ważne wskazówki
1.2 Wskazówki bezpieczeństwa oraz ogólne wskazówki
Niebezpieczeństwo porażenia prądem.
Możliwe skutki: ciężkie uszkodzenie ciała lub śmierć.
Prace przy instalacji i uruchamianiu falownika MOVIDRIVE® mogą być wykonywanetylko przez wykwalifikowanych elektryków przy zachowaniu przepisów w zakresiezapobiegania wypadkom oraz stosowaniu się do instrukcji obsługi MOVIDRIVE®.
Zagrożenie wystąpienia sytuacji, która może prowadzić do uszkodzenia produktu
lub szkód w jego otoczeniu.
Możliwe skutki: uszkodzenie produktu.
Zanim rozpoczniesz instalację i przeprowadzisz uruchomienie falownika MOVIDRIVE®
z danym modułem aplikacyjnym, zapoznaj się dokładnie z niniejszym podręcznikiem.Niniejszy podręcznik nie zastąpi pełnej instrukcji obsługi!
Przestrzeganie tej dokumentacji jest warunkiem bezawaryjnej pracy urządzenia i uznania
ewentualnych roszczeń z tytułu gwarancji.
Wskazówki dotyczące dokumentacji
Niniejszy podręcznik zakłada znajomość dokumentacji MOVIDRIVE®, w szczególnościpodręcznika systemowego MOVIDRIVE®.
Odsyłacze w niniejszym podręczniku oznaczone są za pomocą "→". W taki sposób(→ Rozdz. X.X), oznacza przykładowo, że w rozdziale X.X w niniejszym podręcznikuumieszczone są dodatkowe informacje.

2
6 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Zakresy zastosowania
Opis systemu
2 Opis systemu
2.1 Zakresy zastosowania
Moduł aplikacyjny "Latająca piła" pozwala na realizacje zastosowań, przy którychwymagane jest cięcie ruchomego materiału ciągłego na odpowiednią długość. Dalszezastosowania to synchroniczny transport materiału, stacje rozlewcze, "latający stempeltnący" lub "latający nóż tnący".
Moduł aplikacyjny "Latająca piła" nadaje się szczególnie do zastosowań w następujących
branżach przemysłu:
• obróbki drewna
• papieru, papy
• tworzywa sztucznego
• kamienia
• gliny
Zasadniczo możliwe są dwa rodzaje stosowania:
• Piła pracująca równolegle: Wymagany jest napęd dla wrzeciennika piły (przesuwanie
wraz z materiałem) i kolejny napęd do posuwu piły.
• Piła pracująca diagonalnie: Wymagany tylko jeden napęd, wrzeciennik piły przesuwaj
się po przekątnej w kierunku materiału.
"Latająca piła" wyróżnia się następującymi zaletami:
• Przyjazna użytkownikowi płaszczyzna obsługi.
• Wystarczy wprowadzić wyłącznie parametry wymagane dla aplikacji "Latająca piła"(długość cięcia, odcinek sprzęgania).
• Łatwa parametryzacja w miejsce skomplikowanego programowania.
• Tryb pracy z monitorem zapewnia optymalną diagnozę.
• Użytkownik nie musi posiadać doświadczenia w programowaniu.
• Bez długotrwałego wdrażania.

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 7
2Przykład zastosowania
Opis systemu
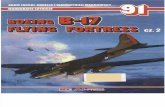
2.2 Przykład zastosowania
Latająca piła Typowym przykładem realizacji aplikacji "Latająca piła" jest zastosowanie w przemyśleobróbki drewna. Długie płyty preszpanowe mają zostać przycięte na określoną długość.
1. Napęd dla posuwu wrzeciennika wzdłuż osi podłużnej (w kierunku materiału)
2. Napęd dla posuwu piły
57084AXX
Rys. 1: "Latająca piła" w przemyśle obróbki drewna

2
8 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Identyfikacja programu
Opis systemu
2.3 Identyfikacja programu
Za pomocą pakietu oprogramowania MOVITOOLS® można zidentyfikować programaplikacyjny, który jako ostatni został załadowany do urządzenia MOVIDRIVE®.Należy przy tym postępować w następujący sposób:
• Komputer PC połączyć z MOVIDRIVE® za pomocą złącza szeregowego.
• Uruchom MOVITOOLS®.
• Uruchom "Shell".
• Uruchom w Shell "Display/IPOS information...".
• Otworzy się okno "IPOS Status". Z zawartych wpisów można uzyskać informację,które oprogramowanie aplikacyjne zostało zapisane w MOVIDRIVE®.
06710AEN
Rys. 2: Informacja IPOS w Shell
06711AEN
Rys. 3: Wyświetlenie aktualnej wersji programowej IPOS

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 9
3Założenia
Projektowanie
3 Projektowanie
3.1 Założenia
PC
i oprogramowanie
Moduł aplikacyjny "Flying Saw" realizowany jest jako program IPOSplus® i jestelementem oprogramowania SEW MOVITOOLS®. Aby korzystać z MOVITOOLS®,niezbędny jest komputer PC z systemem operacyjnym Windows® 95, Windows® 98,Windows NT® 4.0, Windows® Me lub Windows® 2000.
Falownik, silnik,
przekładnia
• Falownik
Aplikacja "Latająca piła" może być realizowana tylko z urządzeniami MOVIDRIVE®
w wersji technologicznej (...-0T). W przypadku MOVIDRIVE® MDX61B falownik
może być sterowany albo poprzez zaciski albo poprzez magistralę. W przypadku
MOVIDRIVE® compact MCH41_A sterowanie zaciskami nie jest możliwe. Można
stosować standardową magistralę systemową Bus, złącze PROFIBUS-DP (MCH41A),
złącze INTERBUS-LWL (MCH42A) lub Feldbus-Gateway.
Aplikacja "Latająca piła" wymaga koniecznie sprzężenia zwrotnego enkoderai dlatego nie może być realizowana za pomocą MOVIDRIVE® MDX60B.
• Silniki i enkodery
– Dla pracy z MOVIDRIVE® MDX61B wraz z opcją DEH11B lub MOVIDRIVE®
compact MCH4_A: Asynchroniczne serwomotory CT/CV (enkoder wbudowanystandardowo) lub silniki trójfazowe DR/DT/DV z enkoderem (Hiperface®, sin/coslub TTL).
– Dla pracy z MOVIDRIVE® MDX61B wraz z opcją DER11B: Synchroniczneserwomotory CM/DS z resolwerem.
• Dopuszczalne tryby pracy (P700)
– Silnik asynchroniczny (CT/CV/DR/DT/DV): Tryby pracy CFC, w trybach VFC-n-REGULACJA "Latająca piła" nie może być eksploatowana
– Silnik synchroniczny (CM/DS): Tryby pracy SERVO
Sterowanie poprzezMożliwe z MOVIDRIVE®
MDX61B compact MCH41A compact MCH42A
Zaciski Tak, z opcją DIO11B Nie Nie
Magistrala systemowa Bus
Tak, bez opcji Tak, bez opcji Tak, bez opcji
PROFIBUS-DP Tak, z opcją DFP21B Tak, bez opcji Nie
INTERBUS-LWL Tak, z opcją DFI21B Nie Tak, bez opcji
INTERBUS Tak, z opcją DFI11B Tak, z opcją UFI11A Tak, z opcją UFI11A
CANopen Tak, z opcją DFC11B Nie Nie
DeviceNet Tak, z opcją DFD11B Tak, z opcją UFD11A Tak, z opcją UFD11A
• MOVIDRIVE® MDX61B: Opcja DIP11B nie jest obsługiwana przez modułaplikacyjny "Flying Saw".
• MOVIDRIVE® MDX61B ze sterowaniem Bus: W przypadku pracy ze sterowaniemBus nie można montować opcji "Karta wejścia/wyjścia DIO11B". Jeśli opcja DIO11Bjest podłączona, wówczas wirtualne zaciski nie mogą komunikować się poprzezmagistralę Bus.
Koniecznie przestrzegać:
Napęd Slave nie może wykazywać poślizgu.

3
10 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Opis funkcji
Projektowanie
3.2 Opis funkcji
Cechy funkcji Aplikacja "Latająca piła" oferuje następujące cechy funkcji:
• Sterowanie poprzez zaciski, magistralę systemową Bus lub złącze Feldbus:W przypadku MOVIDRIVE® MDX61B aplikacją "Latająca piła" można sterowaćpoprzez binarne zaciski wejściowe, albo poprzez magistralę systemową Bus lubpoprzez Feldbus (z 1 lub 3 słowami danych procesowych). W przypadkuMOVIDRIVE® compact MCH4_A sterowanie możliwe jest tylko za pośrednictwemmagistrali systemowej Bus lub złącza Feldbus.
• Sterowanie długością cięcia bez czujnika materiałowego, sterowanie długościącięcia z czujnikiem materiałowym lub sterowanie w oparciu o oznakowanie:Oferowany jest wybór między sterowaniem długością cięcia a sterowaniem w oparciuo oznakowanie. W przypadku sterowania długością cięcia można dodatkowozainstalować czujnik materiałowy, który rozpocznie sterowanie długością.
W przypadku sterowania długością cięcia bez czujnika materiałowego enkodersterujący rozpoznaje posuw obrabianego materiału. Informacje te są przetwarzaneprzez falownik i wykorzystywane podczas uruchamiania wrzeciennika. Na obrabianymmateriale nie muszą być obecne oznakowania cięcia.
W przypadku sterowania długością cięcia z czujnikiem materiałowym równieżenkoder sterujący rozpoznaje posuw obrabianego materiału. Dodatkowo analizowanyjest jednak czujnik materiałowy. Jeśli czujnik wykryje materiał który ma zostaćpoddany obróbce, wówczas uruchomi się sterowanie długością. Na obrabianymmateriale nie muszą być obecne oznakowania cięcia. Jednakże może okazać sięniezbędna obecność oznakowania przedniej krawędzi obrabianego materiału, któreumożliwi rozpoznanie materiału przez czujnik materiałowy.
50703AXX
Rys. 4: Sterowanie długością cięcia bez czujnika materiałowego
50701AXX
Rys. 5: Sterowanie długością cięcia z czujnikiem materiałowym

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 11
3Opis funkcji
Projektowanie
W przypadku sterowania w oparciu o oznakowanie czujnik rozpoznaje oznakowania
cięcia na obrabianym materiale. Ten sygnał czujnika przetwarzany jest w falowniku
na zasadzie przerywania i używany jest do rozpoczęcia pracy wrzeciennika piły.
• Ochrona krawędzi skrawającej oraz funkcja "Zrób odstęp": Za pomocą funkcji"Zrób odstęp" wrzeciennik zostanie na krótko przesunięty w kierunku materiałuzanim wysunięta zostanie tarcza piły. Dzięki temu tworzy się odstęp pomiędzykrawędzią skrawającą a tarczą piły, który zapobiega pozostawaniu śladów po tarczypiły na krawędzi skrawającej. W przypadku stosowania delikatnego materiałufunkcja ta jest przydatna jako ochrona krawędzi skrawającej. Poza tym funkcja tamoże być stosowana do rozdzielania przeciętego materiału.
• Manualna funkcja cięcia natychmiastowego: Za pomocą sygnału "1" na wejściubinarnym uruchamiany jest wrzeciennik piły.
• Obszerna diagnoza: Podczas eksploatacji na monitorze wyświetlane są wszystkieważne dane jak np. długość cięcia, prędkość posuwu materiału czy prędkość napędupiły.
• Proste połączenie ze sterowaniem nadrzędnym (PLC).
Tryby pracy Funkcje te realizowane są za pomocą czterech trybów pracy:
• Tryb ręczny (DI1Ø = "0" oraz DI11 = "0")
– W przypadku sygnału "1" na wejściu binarnym DI13 "Skok +" silnik wrzeciennikaobraca się w kierunku w "Prawo". W przypadku sygnału "1" na wejściu binarnymDI14 "Skok -" silnik wrzeciennika obraca się w kierunku w "Lewo". Należy zwrócićuwagę, czy stosowana jest 2-stopniowa lub 3-stopniowa przekładnia.
– W przypadku sygnału "0" na wejściu binarnym DI15 "Bieg szybki" następuje trybskokowy z ruchem pełzającym. W przypadku sygnału "1" na wejściu binarnymDI15 "Bieg szybki" następuje tryb skokowy na biegu szybkim.
• Jazda referencyjna (DI1Ø = "1" oraz DI11 = "0")
Poprzez jazdę referencyjną na jednym z dwóch wyłączników krańcowych, ustalanyjest punkt odniesienia. W przypadku sygnału "1" na wejściu binarnym DI12 "Start"rozpoczyna się jest jazda referencyjna. Sygnał "1" musi być obecny przy DI12 przezcały czas trwania jazdy referencyjnej, w przypadku sygnału "0" jazda referencyjnajest zatrzymywana. Przy uruchamianiu można wprowadzić offset odniesienia.Za pomocą offsetu odniesienia można zmieniać punkt zerowy maszyny, bez zmianywyłącznika krańcowego. Obowiązuje przy tym wzór:
Punkt zerowy maszyny = punkt odniesienia + offset odniesienia
50700AXX
Rys. 6: Sterowanie w oparciu o oznakowanie

3
12 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Opis funkcjiProjektowanie
• Pozycjonowanie (DI1Ø = "0" oraz DI11 = "1")
Tryb pracy "Pozycjonowanie" służy do przesuwania napędu piły regulowanegowzględem położenia między pozycją startową a pozycją postojową. W przypadkusygnału "0" na wejściu binarnym DI13 wybierana jest pozycja startowa. W przypadkusygnału "1" na wejściu binarnym DI13 wybierana jest pozycja postojowa. Za pomocąsygnału "1" na wejściu binarnym DI12 "Start" uruchamiane jest pozycjonowanie,w przypadku sygnału "0" pozycjonowanie jest zatrzymywane. Sygnał "1" musi byćobecny przy DI12 przez cały czas trwania pozycjonowania.
Jeśli DI12 = "1" a za pomocą DI13 wybrana zostanie inna pozycja, wówczas napędprzesunie się natychmiast na nową pozycję.
• Tryb automatyczny (DI1Ø = "1" oraz DI11 = "1")
W przypadku sterowania zaciskami i sterowania Feldbus z 1 PD należy zdefiniować,czy aktywne jest sterowanie długością cięcia bez czujnika materiałowego,sterowanie długością cięcia z czujnikiem materiałowym, czy sterowanie w oparciuo oznakowanie.
– Sterowanie długością cięcia bez czujnika materiałowego: Za pomocązbocza sygnału "0"-"1" na wejściu binarnym DI12 "Start" (wyjściowe daneprocesowe PA1:10) uruchamiany jest tryb automatyczny. Sygnał "1" musi byćobecny przy DI12 (PA1:10) przez cały czas trwania trybu automatycznego.Od zbocza sygnału "0"-"1" na DI12 "Start" rozpoznawana jest również długośćobrabianego materiału.– Sterowanie zaciskami: Z tabeli długości cięcia (→ Uruchomienie) należy
wybrać kodowaną binarnie żądaną długość cięcia poprzez wejściabinarne DI15 ... DI17. Tryb pracy (sterowanie długością cięcia bez czujnikamateriałowego, sterowanie długością cięcia z czujnikiem materiałowym lubsterowanie w oparciu o oznakowanie) ustawiany jest podczas uruchamianiai nie może być zmieniany podczas trwającej pracy. Aby ustawić inny trybpracy, należy przeprowadzić ponowne uruchomienie.
– Sterowanie magistralą z 1 słowem danych procesowych (1 PD): Z tabelidługości cięcia (→ Uruchomienie) należy wybrać kodowaną binarnie żądanądługość cięcia poprzez wyjściowe dane procesowe PA1:13 ... PA1:15.Tryb pracy (sterowanie długością cięcia bez czujnika materiałowego,sterowanie długością cięcia z czujnikiem materiałowym lub sterowaniew oparciu o oznakowanie) ustawiany jest podczas uruchamiania i nie możebyć zmieniany podczas trwającej pracy. Aby ustawić inny tryb pracy, należyprzeprowadzić ponowne uruchomienie.
– Sterowanie magistralą z 3 słowami danych procesowych (3 PD): Długośćcięcia można ustawiać dowolnie poprzez Feldbus. Poprzez Feldbus możnaw trakcie bieżącej pracy zmieniać tryb pracy (sterowanie długością cięciabez czujnika materiałowego, sterowanie długością cięcia z czujnikiemmateriałowym lub sterowanie w oparciu o oznakowanie).
– Sterowanie długością cięcia z czujnikiem materiałowym: Za pomocązbocza sygnału "0"-"1" na wejściu binarnym DI12 "Start" (wyjściowe daneprocesowe PA1:10) uruchamiany jest tryb automatyczny. Sygnał "1" musi byćobecny przy DI12 (PA1:10) przez cały czas trwania trybu automatycznego.Dopiero od zbocza sygnału "0"-"1" na DIØ2 "Czujnik" (= czujnik materiałowy)rozpoznawana jest długość obrabianego materiału.– Sterowanie zaciskami: Z tabeli długości cięcia (→ Uruchomienie) należy
wybrać kodowaną binarnie żądaną długość cięcia poprzez wejściabinarne DI15 ... DI17. Tryb pracy (sterowanie długością cięcia bez czujnikamateriałowego, sterowanie długością cięcia z czujnikiem materiałowym lubsterowanie w oparciu o oznakowanie) ustawiany jest podczas uruchamianiai nie może być zmieniany podczas trwającej pracy. Aby ustawić inny trybpracy, należy przeprowadzić ponowne uruchomienie.

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 13
3Opis funkcji
Projektowanie
– Sterowanie magistralą z 1 słowem danych procesowych (1 PD): Z tabelidługości cięcia (→ Uruchomienie) należy wybrać kodowaną binarnie żądanądługość cięcia poprzez wyjściowe dane procesowe PA1:13 ... PA1:15.Tryb pracy (sterowanie długością cięcia bez czujnika materiałowego,sterowanie długością cięcia z czujnikiem materiałowym lub sterowaniew oparciu o oznakowanie) ustawiany jest podczas uruchamiania i nie możebyć zmieniany podczas trwającej pracy. Aby ustawić inny tryb pracy, należyprzeprowadzić ponowne uruchomienie.
– Sterowanie magistralą z 3 słowami danych procesowych (3 PD): Długośćcięcia można ustawiać dowolnie poprzez Feldbus. Poprzez Feldbus możnaw trakcie bieżącej pracy zmieniać tryb pracy (sterowanie długością cięciabez czujnika materiałowego, sterowanie długością cięcia z czujnikiemmateriałowym lub sterowanie w oparciu o oznakowanie).
– Sterowanie w oparciu o oznakowanie: Za pomocą sygnału "1" na wejściubinarnym DI12 "Start" (wyjściowe dane procesowe PA1:10) uruchamiany jest trybautomatyczny. Sygnał "1" musi być obecny przy DI12 (PA1:10) przez cały czastrwania trybu automatycznego.
Jeśli napęd osiągnie pozycję nawrotną, wówczas za pomocą funkcji "Zrób odstęp"można odciągnąć tarczę piły od krawędzi skrawającej. Za pomocą sygnału "1"na wejściu binarnym DI13 (wyjściowe dane procesowe PA1:11) uruchamiana jestfunkcja "Zrób odstęp". Podczas uruchamiania należy ustawić wielkość odstępu.
Jeśli napęd osiągnie pozycję nawrotną, wówczas można rozpocząć pozycjonowaniepowrotne. Poprzez sygnał "1" na wejściu binarnym DI14 "Pozycjonowanie powrotne"(wyjściowe dane procesowe PA1:12) napęd zostanie przesunięty do pozycjistartowej. Sygnał "1" może być nadany długotrwale. Jeśli długość cięcia zostanieponownie osiągnięta wzgl. przy następnym zboczu sygnału na wejściu binarnymDIØ2 "Czujnik", wówczas wrzeciennik piły uruchomi się ponownie.

3
14 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Ustalanie odcinka materiału oraz prędkości taśmociąguProjektowanie
3.3 Ustalanie odcinka materiału oraz prędkości taśmociągu
Aby ustawić długość cięcia dla procesu piłowania potrzebne jest zdefiniowanieprędkości taśmociągu. Prędkość taśmociągu może być ustalona na dwa sposoby:
• Enkoder montowany jest bezpoślizgowo na taśmociągu możliwie blisko "Latającejpiły". Ten enkoder zostanie podłączony jako enkoder zewnętrzny (= enkoder Master)do X14: dla napędu wrzeciennika piły. Na podstawie inkrementalnej informacjii odcinka zewnętrznego enkodera ustalane są prędkość oraz odcinek materiału(→ poniższa ilustracja).
• Inkrementalna informacja o odcinku enkodera silnika przy napędzie dla posuwumateriału wykorzystywana jest do ustalania prędkości taśmociągu i odcinkamateriału. W tym celu wymagane jest połączenie X14-X14 falownika MOVIDRIVE®
dla napędu taśmociągu z falownikiem MOVIDRIVE® dla napędu wrzeciennika piły.
57101AXX
[X14]
Dla wystarczająco dokładnego ustalenia prędkości taśmociągu oraz odcinka
materiału, stosunek wartości rozdzielczości odcinka enkodera silnika / zewnętrznego
enkodera musi być mniejszy niż 20:1.
57102AXX
[X14]
[X14]

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 15
3Obsadzenie danych procesowych
Projektowanie
3.4 Obsadzenie danych procesowych
Sterowanie modułem aplikacyjnym "Latająca piła" może odbywać się również poprzezmagistralę Bus. Obsługiwane są przy tym wszystkie opcje Feldbus MOVIDRIVE®
oraz standardowo zainstalowana magistrala systemowa Bus (Sbus). W przypadkusterowania magistralą Bus wykorzystywane są wirtualne zaciski w obrębie słowasterującego 2 (→ Profil urządzenia Feldbus MOVIDRIVE®).
Przestrzegaj następujących wskazówek:
• W przypadku pracy ze sterowaniem Bus nie można instalować opcji "Karta wejścia/wyjścia typ DIO11B".
• W przypadku sterowania Bus z 3 słowami danych procesowych (3 PD), wartościparametru PA2 "Wartość zadana długości cięcia" i parametru PA3 "Minimalnapozycja nawrotna" przesyłane są do falownika ze skalacją "0,1 × jednostkaużytkownika".
54943AXX
Rys. 7: Przesyłanie danych poprzez wejściowe i wyjściowe dane procesowe
PA = wyjściowe dane procesowe
PA1 = słowo sterujące 2
PA2 = wartość zadana długości cięcia (IPOS PA-DATA)PA3 = minimalna pozycja nawrotna (IPOS PA-DATA)
PE = wejściowe dane procesowe
PE1 = słowo statusowe 2PE2 = wartość rzeczywista długości cięcia (IPOS PE-DATA)
PE3 = pozycja rzeczywista napędu piły (IPOS PE-DATA)
PA 1 PA 2
PA
PA 3
PE 1 PE 2
PE
PE 3
Minimalna pozycja nawrotna: Możliwie najwcześniejsza pozycja wrzeciennika piły,na której można wysprzęglać i możliwa jest jazda powrotna do pozycji startowej.

3
16 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Obsadzenie danych procesowychProjektowanie
Wyjściowe dane
procesowe
Słowa procesowych danych wyjściowych są obsadzone w następujący sposób:
• PA1: Słowo sterujące 2
Obsadzenie wejść binarnych DI10 ... DI17:
• PA2: wartość zadana długości cięcia
• PA3: minimalna pozycja nawrotna
wirtualne zaciski wejściowe obsadzone na stałe15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
PA1:15 / DI17Blokada stopnia mocy/Zezwolenie
PA1:14 / DI16Zezwolenie/Szybkie zatrzymanie
PA1:13 / DI15 Zezwolenie/Stop
PA1:12 / DI14/Regulacja pozycji postoju
PA1:11 / DI13 Przełączanie rampy
PA1:10 / DI12Przełączanie rejestru danych
PA1:9 / DI11 Reset błędu
PA1:8 / DI10 zarezerwowany
Wejścia binarne
Tryb ręczny
Jazda referencyjna
Pozycjonowanie Tryb automatyczny
(zacisk lub Bus z 1 PD) (Bus z 3 PD)
DI1Ø "0" "1" "0" "1"
DI11 "0" "0" "1" "1"
DI12 -Start jazdy
referencyjnejStart
pozycjonowaniaStart trybu automatycznego
DI13Tryb
ręczny +-
Pozycja startowa lub postojowa
Zrób odstęp
DI14 Tryb ręczny -
- - Pozycjonowanie powrotne
DI15Bieg
szybki- - Długość cięcia 20
Tryb pracy - sterowanie długością cięcia
DI16 - - - Długość cięcia 21Tryb pracy czujnik materiałowy
DI17 - - - Długość cięcia 22Tryb pracy - czujnik oznakowania
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0[0,1 × jednostka użytkownika]
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0[0,1 × jednostka użytkownika]

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 17
3Bezpieczne zatrzymanie
Projektowanie
Wejściowe dane
procesowe
Słowa wejściowych danych procesowych są obsadzone w następujący sposób:
• PE1: Słowo statusowe 2
Obsadzenie wyjść binarnych DO10 ... DO17:
• PE2: Ustawiona długość cięcia
• PE3: Pozycja rzeczywista napędu piły
3.5 Bezpieczne zatrzymanie
Stan "Bezpieczne zatrzymanie" może zostać osiągnięty tylko na skutek bezpiecznegoodłączenia mostków na zacisku X17 (poprzez wyłącznik ochronny lub układ PLC).
Stan "Bezpieczne zatrzymanie aktywne" pokazany jest na wyświetlaczu 7-segmentowym
za pomocą "U". W module aplikacyjnym stan ten traktowany jest jak "BLOKADA STOPNIA
MOCY".
wirtualne zaciski wyjściowe ustalone na stałe15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
PE1:15 / DO17Końcówka mocyodblokowana
PE1.14 / DO16Falownikgotowy do pracy
PE1:13 / DO15Dane PAodblokowane
PE1:12 / DO14Aktualny zestaw integratora
PE1:11 / DO13Aktualny zestawparametrów
PE1:10 / DO12 Usterka/ostrzeżenie
PE1:9 / DO11Wyłącznik krańcowy prawy aktywny
PE1:8 / DO10Wyłącznik krańcowy lewy aktywny
Wyjścia binarne
Tryb ręczny Jazda referencyjna
Pozycjonowanie Tryb automatyczny
(zacisk lub Bus z 1 PD) (Bus z 3 PD)
DO1Ø "0" "1" "0" "1"
DO11 "0" "0" "1" "1"
DO12 zarezerwowany zarezerwowanyPozycja startowa
lubpozycja postojowa
Synchroniczna
DO13 zarezerwowany zarezerwowany zarezerwowany Odstęp wykonany
DO14 zarezerwowany zarezerwowany zarezerwowany Długość cięcia Bit 0Tryb pracy - sterowanie
długością cięcia
DO15 zarezerwowany zarezerwowany zarezerwowany Długość cięcia Bit 1Tryb pracy czujnik
materiałowy
DO16 zarezerwowany zarezerwowany zarezerwowany Długość cięcia Bit 2Tryb pracy - czujnik
oznakowania
DO17 zarezerwowany zarezerwowany Pozycja osiągnięta Pozycja startowa
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0[0,1 × jednostka użytkownika]
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0[0,1 × jednostka użytkownika]
Dalsze informacje na temat funkcji "Bezpieczne zatrzymanie" umieszczono wdokumentacjach:
• Bezpieczne odłączanie dla MOVIDRIVE® MDX60B/61B - Dokumentacje
• Bezpieczne odłączanie dla MOVIDRIVE® MDX60B/61B - Aplikacje

3
18 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Obiekt nadawczy SBus
Projektowanie
3.6 Obiekt nadawczy SBus
Istnieje możliwość ustawienia obiektu nadawczego SBus tak, aby przesyłał on cykliczną
pozycję rzeczywistą napędu. Aplikacja "Latająca piła" może być stosowana w połączeniu
z tą funkcją jako Master dla modułu aplikacyjnego "DriveSync" lub dowolnego programu
IPOSplus®.
Aktywacja obiektu
nadawczego SBus
Obiekt nadawczy SBus ustawiany jest tak, że zmienna IPOSplus® H115 SwitchSBUS
ustawiana jest na "1" a program IPOSplus® uruchamiany jest ponownie (→ poniższyrysunek).
Ustawianie
obiektów SBus
Po przeprowadzeniu ponownego uruchomienia programu IPOSplus®, obiekt nadawczyi synchronizacyjny zostanie zainstalowany automatycznie. Treść obiektu nadawczegoustawiana jest względem enkodera IPOSplus®.
11010AXX
Obiekt nadawczy Obiekt synchronizacyjny
ObjectNo 2 1
CycleTime 1 5
Offset 0 0
Format 4 0
DPointer IPOS-enkoder -

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 19
4Oprogramowanie
Instalacja
4 Instalacja
4.1 Oprogramowanie
MOVITOOLS® Moduł aplikacyjny "Latająca piła" jest częścią oprogramowania MOVITOOLS® (wersja 4.20
lub wyższa). Aby zainstalować w komputerze oprogramowanie MOVITOOLS® postępuj
w podany sposób:
• Włóż płytę MOVITOOLS® do czytnika w komputerze.
• Uruchomione zostanie menu setup dla MOVITOOLS®. Stosuj się do wyświetlanychpoleceń, poprowadzą Cię one automatycznie przez instalację.
MOVITOOLS® można uruchomić teraz poprzez managera programu. Aby uruchomićfalownik poprzez managera MOVITOOLS® postępuj w podany sposób:
• W grupie "Language" zaznacz właściwy język.
• W polu wyboru "PC-COM" wybierz złącze PC (np. COM 1), do którego podłączonyjest falownika.
• Zaznacz w grupie "Device type" (wybór klasy urządzenia) opcję "Movidrive B".
• W grupie "Szybkość transmisji" zaznacz ustawioną za pomocą przełącznika DIP S13szybkość transmisji przy urządzeniu podstawowym (standardowe ustawienie →"57,6 kBaud").
• Kliknij na <Update>. Wyświetlone zostanie oznaczenie dla podłączonego falownika.
Wersja
technologiczna
Moduł aplikacyjny "Latająca piła" może być stosowany wraz z urządzeniamiMOVIDRIVE® w wersji technologicznej (-0T). Dla urządzeń w wersji standardowej (-00)moduł aplikacyjny nie może być stosowany.
10985AEN
Rys. 8: Okna MOVITOOLS®

4
20 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Schemat połączeń MOVIDRIVE® MDX61BInstalacja
4.2 Schemat połączeń MOVIDRIVE® MDX61B
57021APL
Rys. 9: Schemat połączeń MOVIDRIVE® MDX61B z opcją DIO11B i opcją DEH11B lub DER11B
X22:
X23:
X14:
DEH11B DER11B
X15:
TF1
DGND
DBØØ
DOØ1-C
DOØ1-NO
DOØ1-NC
DOØ2
VO24
VI24
DGND
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
MOVIDRIVE® MDX61B
/Wyłącznik krańcowy prawy
/Wyłącznik krańcowy lewy
X13:
X10:
DIØØDIØ1DIØ2DIØ3DIØ4DIØ5
DCOMVO24DGNDST11ST12
123456789
1011 RS-485-
RS-485+
= +-DC24 V
DI1Ø
DI11
DI12
DI13
DI14
DI15
DI16
DI17
DCOM
DGND
DO1Ø
DO11
DO12
DO13
DO14
DO15
DO16
DO17
DGND
=+ -DC24 V
DIO11B
DEH11B
X14
X15
1
115
15
8
8
9
9
1
1
8
89
9
15
15
DER11B
X14
X15
11
66
55 9
9
1515
11
88
99
X12:DGNDSC11SC12
123
SB
us
Enkoder silnika:Przy DEH1B: HIPERFACE®, sin/cos lub DC-5-V-TTLPrzy DER11B: Resolwer 6-biegunowy, AC 3,5 V
eff, 4 kHz
Wejście zewnętrznego enkodera (HIPERFACE®, sin/cos lub DC-5-V-TTL) lub połączenie X14-X14
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® MDX61B)
Odniesienie Systembus
Systembus HighSystembus Low
Wejście IPOS: Mode 2^0
Wejście IPOS: Mode 2^1
Wejście IPOS: zgodnie z tabelą obsadzenia wejść binarnych
Wejście IPOS: zgodnie z tabelą obsadzenia wejść binarnych
Wejście IPOS: zgodnie z tabelą obsadzenia wejść binarnych
Wejście IPOS: zgodnie z tabelą obsadzenia wejść binarnych
Wejście IPOS: zgodnie z tabelą obsadzenia wejść binarnych
Wejście IPOS: zgodnie z tabelą obsadzenia wejść binarnych
Odniesienie X22:DI1Ø...DI17
Potencjał odniesienia sygnałów binarnych
Wyjście IPOS: Mode 2^0
Wyjście IPOS: Mode 2^1
Wyjście IPOS: zgodnie z tabelą obsadzenia wyjść binarnych
Wyjście IPOS: zgodnie z tabelą obsadzenia wyjść binarnych
Wyjście IPOS: zgodnie z tabelą obsadzenia wyjść binarnych
Wyjście IPOS: zgodnie z tabelą obsadzenia wyjść binarnych
Wyjście IPOS: zgodnie z tabelą obsadzenia wyjść binarnych
Wyjście IPOS: zgodnie z tabelą obsadzenia wyjść binarnych
Potencjał odniesienia sygnałów binarnych
Potencjał odniesienia sygnałów binarnych
Zezwolenie/szybkie zatrzymanie
/blokada stopnia mocy
Cięcie natychmiastowe / Reset
Czujnika oznakowania cięcia
Odniesienie X13:DIØØ...DIØ5
Potencjał odniesienia sygnałów binarnych
Potencjał odniesienia sygnałów binarnych
Wejście DC+24-V
Wejście TF-/TH
Styk przekaźnika/Zakłócenie
Styk rozwierny przekaźnikaStyk zwierny przekaźnika
/Hamulec
Napęd ma odniesienie
Wyjście DC+24-V
Wyjście DC+24-V
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® MDX61B)

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 21
4Schemat połączeń MOVIDRIVE® MDX61B
Instalacja
Obsadzenie wejść binarnych DI10 ... DI17:
Obsadzenie wejść binarnych DO10 ... DO17:
Wejścia Tryb ręczny Jazda referencyjna Pozycjonowanie Tryb automatyczny (zacisk)
DI1Ø "0" "1" "0" "1"
DI11 "0" "0" "1" "1"
DI12 -Start jazdy
referencyjnejStart pozycjonowanie Start trybu automatycznego
DI13 Tryb ręczny + -Pozycja startowa
lub postojowaZrób odstęp
DI14 Tryb ręczny - - - Pozycjonowanie powrotne
DI15 Bieg szybki - - Długość cięcia 20
DI16 - - - Długość cięcia 21
DI17 - - - Długość cięcia 22
Wyjścia Tryb ręczny Jazda referencyjna
Pozycjonowanie Tryb automatyczny (zacisk)
DO1Ø "0" "1" "0" "1"
DO11 "0" "0" "1" "1"
DO12 zarezerwowany zarezerwowanyPozycja startowa /
postojowaSynchroniczna
DO13 zarezerwowany zarezerwowany zarezerwowany Odstęp wykonany
DO14 zarezerwowany zarezerwowany zarezerwowany Długość cięcia Bit 0
DO15 zarezerwowany zarezerwowany zarezerwowany Długość cięcia Bit 1
DO16 zarezerwowany zarezerwowany zarezerwowany Długość cięcia Bit 2
DO17 zarezerwowany zarezerwowany Pozycja osiągnięta Pozycja startowa

4
22 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Instalacja magistrali MOVIDRIVE® MDX61BInstalacja
4.3 Instalacja magistrali MOVIDRIVE® MDX61B
Zestawienie Podczas instalacji magistrali należy przestrzegać wskazówek zawartych w podręcznikach
dla magistrali polowych, które dostarczane są wraz ze złączami magistrali polowych.
Przy instalacji magistrali systemowej (SBus) należy przestrzegać wskazówek z instrukcji
obsługi MOVIDRIVE® MDX60B/61B.
55273BXX
Rys. 10: Typy magistrali
P R O F I
B U SPROCESS FIELD BUS
Device Net SBus
DFP21B
RUN
0 1
BUSFAULT
2222
0
1
2
3
222nc
4
5
6
X30
ADDRESS
16
59
DFI 11B
20
21
22
22M
41
0,5M
UL
RC
BA
RD
TR
0 1
X3
0X
31
DFD 11B
MOD/
Net
BUS-
OFF
0 1
PIO
NA(5)NA(4)NA(3)NA(2)NA(1)
DR(1)DR(0)PD(4)PD(3)PD(2)PD(1)PD(0)F3F2F1
1
2
3
4
5
NA(0)
S1
S2
X30
BIO
0
14
20
UL
CC
BA
RD
FO1
FO2
TR
21
22
22M 0,5M
X3
3/O
UT
X
32
/IN
X3
1/O
UT
X
30
/IN
DFI 21B DFC 11B
X30
ON
R nc
OFF
S1
1
5
6
9
X31
3
12

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 23
4Instalacja magistrali MOVIDRIVE® MDX61B
Instalacja
PROFIBUS
(DFP21B)
Szczegółowe informacje zawarte są w podręczniku "MOVIDRIVE® MDX61B ZłączeFeldbus DFP21B PROFIBUS DP", który można zamówić w SEW-EURODRIVE. W celuuproszczenia procesu uruchamiania można ściągnąć pliki GSD oraz pliki typu dlaMOVIDRIVE® MDX61B ze strony głównej SEW (rubryka "Software").
Dane techniczne
Obsadzenie wtyków
Opcja Złącze magistrali polowej PROFIBUS typ DFP21B
55274BXX
Numer katalogowy 824 240 2
Środki pomocnicze przy uruchamianiu i diagnozie
Oprogramowanie MOVITOOLS® oraz klawiatura DBG60B
Wariant protokołu PROFIBUS-DP oraz DP-V1 według IEC 61158
Obsługiwane szybkości transmisjiAutomatyczne rozpoznanie szybkości transmisji9,6 kbodów ... 12 Mbodów
Połączenie9-pinowe gniazdo Sub-DObsadzenie wg IEC 61158
Oporniki Bus Nie zintegrowane, musi być zrealizowane we wtyku PROFIBUS.
Adres stacji 0 ... 125, ustawiane przez przełączniki DIP
Plik GSD SEWA6003.GSD
Numer ident. DP 6003 hex = 24579 dez
Maks. ilość danych procesowych 10 danych procesowych
Masa 0,2 kg (0.44 lb)
1. Zielona dioda LED: RUN2. Czerwona dioda LED: BUS FAULT3. Przełączniki DIP do ustawienia adresu stacji4. 9-pinowe gniazdo Sub-D: Przyłącze magistrali
DFP21B
RUN
0 1
BUSFAULT
2222
0
1
2
3
222nc
4
5
6
X30
ADDRESS
16
59
1.
2.
3.
4.
55276AXX
Rys. 11: Obsadzenie 9-pinowego wtyku Sub-D zgodnie z IEC 61158
(1) 9-pinowy wtyk Sub-D
(2) Skręcić ze sobą przewody sygnału!
(3) Niezbędne jest połączenie przewodnikowe pomiędzy obudową wtyku a ekranowaniem!
3
1
56
9
8
4
5
6
9
RxD/TxD-P
RxD/TxD-N
CNTR-P
DGND (M5V)
VP (P5V/100mA)
DGND (M5V)
[1]
[2]
[3]

4
24 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Instalacja magistrali MOVIDRIVE® MDX61B
Instalacja
INTERBUS
ze światłowodem
(DFI21B)
Szczegółowe informacje zawarte są w podręczniku "MOVIDRIVE® MDX61BZłącze Feldbus DFI21B INTERBUS ze światłowodami", który można zamówićw SEW-EURODRIVE.
Dane techniczne
Obsadzenie
przyłącza
Opcja Złącze magistrali polowej INTERBUS typ DFI21B (LWL)
55288AXX
Numer katalogowy 824 311 5
Środki pomocnicze przy uruchamianiu i diagnozie
Oprogramowanie MOVITOOLS®, klawiatura DBG60B oraz narzędzie CMD-Tool
Obsługiwane szybkości transmisji500 kbodów i 2 Mbodów, przełączane za pomocą przełącznika DIP
PołączenieWejście magistrali zdalnej: 2 wtyki F-SMAWyjście magistrali zdalnej: 2 wtyki F-SMAOptycznie regulowane złącze LWL
Masa 0,2 kg (0.44 lb)
1. Przełączniki DIP do ustawiania długości danych procesowych, długości PCP oraz szybkości przesyłu2. Diody diagnostyczne LED3. LWL: Remote IN4. LWL: przychodząca magistrala zdalna5. LWL: Remote OUT6. LWL: wychodząca magistrala zdalna
0
14
20
UL
CC
BA
RD
FO1
FO2
TR
21
22
22M 0,5M
X33/O
UT
X
32/IN
X31/O
UT
X
30/IN
DFI 21B
1.
2.
3.
6.
5.
4.
Pozycja Sygnał Kierunek Kolor żyły LWL
3 LWL Remote OUT Dane odbiorcze pomarańczowy (OG)
4 przychodząca magistrala zdalna Dane nadawcze czarny (BK)
5 LWL Remote OUT Dane odbiorcze czarny (BK)
6 wychodząca magistrala zdalna Dane nadawcze pomarańczowy (OG)

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 25
4Instalacja magistrali MOVIDRIVE® MDX61B
Instalacja
INTERBUS
(DFI11B)
Szczegółowe informacje zawarte są w podręczniku "MOVIDRIVE® MDX61B ZłączeFeldbus DFP11B INTERBUS", który można zamówić w SEW-EURODRIVE.
Dane techniczne
Obsadzenie wtyków Oznaczenie skrótowe kolorów żył zgodnie z IEC 757.
Opcja Złącze magistrali polowej INTERBUS typ DFI11B
55278AXX
Numer katalogowy 824 309 3
Środki pomocnicze przy uruchamianiu i diagnozie
Oprogramowanie MOVITOOLS® oraz klawiatura DBG60B
Obsługiwane szybkości transmisji 500 kbodów i 2 Mbodów, przełączane za pomocą przełącznika DIP
Połączenie
Wejście magistrali zdalnej: 9-pinowy wtyk Sub-DWyjście magistrali zdalnej: 9-pinowe gniazdo Sub-DTechnika przekazu RS-485, 6-żyłowy ekranowany i skręcone w pary łącze dwuprzewodowe.
Identyfikacja modułów E3hex = 227dez
Maks. ilość danych procesowych 6 danych procesowych
Masa 0,2 kg (0.44 lb)
1. Przełączniki DIP do ustawiania długości danych procesowych, długości PCP oraz szybkości przesyłu2. Diody diagnostyczne LED: 4 x LED zielone (UL, RC, BA, TR); 1 x LED czerwona (RD)3. 9-pinowy wtyk Sub-D: Wejście magistrali zdalnej:4. 9-pinowe gniazdo Sub-D: Wyjście magistrali zdalnej
DFI 11B
20
21
22
22M
41
0,5M
UL
RC
BA
RD
TR
0 1
X30
X31
1.
2.
3.
4.
04435AXX
Rys. 12: Obsadzenie 9-pinowego gniazda Sub-D przychodzącego kabla magistrali zdalnej oraz
9-pinowy wtyk Sub-D wychodzącego przewodu magistrali zdalnej
(1) 9-pinowe gniazdo Sub-D dla przychodzącego kabla magistrali zdalnej
(2) Skręcić ze sobą przewody sygnału!
(3) Niezbędne jest połączenie przewodnikowe pomiędzy obudową wtyku a ekranowaniem!
(4) 9-pinowy wtyk Sub-D dla wychodzącego kabla magistrali zdalnej
(5) Pin 5 zmostkować za pomocą Pin 9!
6172
3
/DODO/DIDI
COM
(1)
(2)
(3)
6
1
7
2
3
5
9
/DO
DO
/DI
DI
COM
(4)
(2)
(3)
(5)
GN
YE
PK
GY
BN
GN
YE
PK
GY
BN

4
26 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Instalacja magistrali MOVIDRIVE® MDX61B
Instalacja
CANopen
(DFC11B)
Szczegółowe informacje zawarte są w podręczniku "Komunikacja", który możnazamówić w SEW-EURODRIVE (od 03/2005).
Dane techniczne
Połączenie
MOVIDRIVE® -
CAN
Podłączenie opcji DFC11B do CAN-Bus realizowane jest poprzez X30 lub X31analogicznie jak przy SBus do urządzenia podstawowego (X12). W przeciwieństwiedo SBus1, magistrala SBus2 (poprzez jest opcję DFC11B) jest efektywnie izolowana.
Obsadzenie wtyku
(X30)
Opcja Złącze magistrali polowej CANopen typ DFC11B
55284AXX
Numer katalogowy 824 317 4
Środki pomocnicze przy uruchamianiu i diagnozie
Oprogramowanie MOVITOOLS® oraz klawiatura DBG60B
Obsługiwane szybkości transmisji
Ustawianie poprzez parametr P894:• 125 kbodów• 250 kbodów• 500 kbodów• 1000 kbodów
Połączenie9-pinowy wtyk Sub-D (X30)Obsadzenie według standardu CiAdwużyłowy, skręcony przewód zgodnie z ISO 11898
Oporniki Bus Podłączane za pomocą przełącznika DIP (120 Ω)
Zakres adresu 1 ... 127 wybór poprzez przełącznik DIP
Masa 0,2 kg (0.44 lb)
1. Przełączniki DIP do ustawiania opornika obciążeniowego magistrali2. X31: Przyłącze CAN-Bus3. X30: 9-pinowy wtyk Sub-D: Przyłącze CAN-Bus
1.
2.
DFC 11B
X30
ON
R nc
OFF
S1
1
5
6
9
X31
3
12
3.
06507AXX
Rys. 13: Obsadzenie 9-pinowego gniazda Sub-D przewodu magistrali
(1) 9-pinowe gniazdo Sub-D
(2) Skręcić ze sobą przewody sygnału!
(3) Niezbędne jest połączenie przewodnikowe pomiędzy obudową wtyku a ekranowaniem!
6
7
2
3
DGND
CAN High
CAN Low
DGND
(1)
(2)
(3)

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 27
4Instalacja magistrali MOVIDRIVE® MDX61B
Instalacja
DeviceNet
(DFD11B)
Szczegółowe informacje zawarte są w podręczniku "MOVIDRIVE® MDX61B ZłączeFeldbus DFD11B DeviceNet", który można zamówić w SEW-EURODRIVE. W celuuproszczenia procesu uruchamiania można ściągnąć pliki EDS dla MOVIDRIVE®
MDX61B ze strony głównej SEW (rubryka "Software").
Dane techniczne
Obsadzenie
zacisków
Obsadzenie zacisków przyłączeniowych opisano w Specyfikacji DeviceNet Volume I,Appendix A.
Opcja Złącze magistrali polowej DeviceNet typ DFC11B
55280AXX
Numer katalogowy 824 972 5
Środki pomocnicze przy uruchamianiu i diagnozie
Oprogramowanie MOVITOOLS® oraz klawiatura DBG60B
Obsługiwane szybkości transmisji
Wybór poprzez przełącznik DIP:• 125 kbodów• 250 kbodów• 500 kbodów
Połączenie5-pinowy zacisk Phoenix:Obsadzenie według specyfikacji DeviceNet(Volume I, Appendix A)
Dopuszczalny przekrój przewodów Zgodnie ze specyfikacją DeviceNet
Oporniki BusWykorzystanie wtyków Bus ze zintegrowanym opornikiem obciążeniowym magistrali (120 Ω) na początku i na końcu odcinka magistrali Bus.
Ustawiany zakres adresu (MAC-ID) 0 ... 63 wybór poprzez przełącznik DIP
Masa 0,2 kg (0.44 lb)
1. Wskazania diody LED2. Przełącznik DIP dla ustawiania adresu kontaktowego (MAC-ID), długości danych procesowych oraz
szybkości transmisji3. 5-pinowy zacisk Phoenix: Przyłącze magistrali
DFD 11B
MOD/
Net
BUS-
OFF
0 1
PIO
NA(5)NA(4)NA(3)NA(2)NA(1)
DR(1)DR(0)PD(4)PD(3)PD(2)PD(1)PD(0)F3F2F1
1
2
3
4
5
NA(0)
S1
S2
X30
BIO1.
2.
3.
Zacisk Znaczenie Kolor
X30:1 V- (0V24) Czarny (BK)
X30:2 CAN_L Niebieski (BU)
X30:3 DRAIN Blank
X30:4 CAN_H Biała (WH)
X30:5 V+ (+24 V) Czerwona (RD)

4
28 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Połączenie magistrali systemowej Bus (SBus 1)Instalacja
4.4 Połączenie magistrali systemowej Bus (SBus 1)
Poprzez magistralę Systembus (SBus) może być połączonych ze sobą maks. 64 urządzeń
abonenckich CAN-Bus. W zależności od długości i przepustowości przewodów, stosować
po 20 do 30 urządzeniach abonenckich wzmacniacz. SBus realizuje technikę przekazu
zgodnie z ISO 11898.
Szczegółowe informacje dot. magistrali systemowej Bus przedstawione są w dostępnym
w firmie SEW-EURODRIVE podręczniku "Systembus".
Schemat połączeń magistrali SBus
Specyfikacja
dla kabli
• Stosuj 4-żyłowy, skręcany i ekranowany kabel miedziany (kabel do przesyłu danychz ekranem z plecionki miedzianej). Kabel musi spełniać następujące specyfikacje:
– przekrój żyły 0,25 ... 0,75 mm2 (AWG 23 ... AWG 18)– oporność przewodu 120 Ω przy 1 MHz– przepustowość przewodów ≤ 40 pF/m przy 1 kHz
Odpowiednie będą przykładowo kable CAN-Bus lub DeviceNet.
Przyłączenie
ekranu
• Ekran przyłóż płaskim stykiem z obu stron zacisku ekranowania elektronikido przetwornicy lub sterowania Master.
Długości
przewodów
• Dopuszczalna całkowita długość przewodów zależna jest od ustawionej szybkościkomunikacji SBus (P816):
– 125 kbodów → 320 m– 250 kbodów → 160 m– 500 kbodów → 80 m
– 1000 kbodów → 40 m
Opornik
obciążeniowy
• Na początku i na końcu połączenia Systembus przyłączyć po jednym opornikuobciążeniowym Systembus (S12 = ON). W przypadku pozostałych urządzeńwyłączyć opornik obciążeniowy (S12 = OFF).
Tylko przy P816 "Szybkość transmisji SBus" = 1000 kbodów:
W trybie zespolonej magistrali systemowej nie wolno łączyć urządzeń MOVIDRIVE®
compact MCH4_A z innymi urządzeniami MOVIDRIVE®.
Przy szybkości transmisji ≠ 1000 kbodów wolno łączyć w/w urządzenia.
54534APL
Rys. 14: Połączenie magistrali Systembus
X12:DGND
SC11
SC12
1
2
3
S 12
S 11
S 13
S 14
ON OFF
X12:DGND
SC11
SC12
1
2
3
S 12
S 11
S 13
S 14
ON OFF
X12:DGND
SC11
SC12
1
2
3
S 11
S 13
S 14
S 12
ON OFF
Głowica sterująca
SystembusOdniesienie
Systembus High
Systembus Low
Systembus
Opornik obciążeniowy
Systembus
Opornik obciążeniowy
Systembus
Opornik obciążeniowy
Głowica sterująca Głowica sterująca
SystembusOdniesienie
SystembusOdniesienie
Systembus High Systembus High
Systembus Low Systembus Low
• Pomiędzy urządzeniami połączonymi przy użyciu magistrali SBus nie może istniećróżnica potencjałów. Należy zapobiec różnicy potencjałów, np. poprzez połączenieze sobą mas urządzeń oddzielnym przewodem.

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 29
4Schemat połączeń MOVIDRIVE® compact MCH4_A
Instalacja
4.5 Schemat połączeń MOVIDRIVE® compact MCH4_A
57022APL
Rys. 15: Schemat połączeń MOVIDRIVE® compact MCH4_A
X14:
X15:
X30: (MCH41A)
X10:
X11:
X12:
DIØØDIØ1DIØ2DIØ3DIØ4DIØ5
DCOMVO24DGND
DOØ1-NO
DBØØDOØ1-C
DOØ1-NCDOØ2/AO1
VI24DGND
REF1AI11AI12AI21
AGNDREF2SC11SC12DGNDSC11SC12
123456789
1011
123456789
1234567
1
5
6
9
MOVIDRIVE® compact MCH
= +-DC24 V
PR
OF
I
BU
S
PR
OC
ES
SF
IELD
BU
S
SB
us
SB
us
X1
4E
nko
de
rI/
OX
15
En
ko
de
rIN
X10
X11
X12
Remote INX30 IN
Remote INX31 OUT
Remote OUTX32 IN
Remote OUTX33 OUT
123456789
1011
123456789
1234567
UL
BA
TR
FO
1F
O2 123456789
1011
123456789
1234567
REF1AI11AI12AI21AGNDREF2SC11SC12DGNDSC21SC22
DIØØDIØ1DIØ2DIØ3DIØ4DIØ5DCOMVO24DGND
DBØØDOØ1-CDOØ1-NODOØ1-NCDOØ2VI24DGND
X1
0X
11
X1
2
MCH42A
X30: (MCH42A) LWL Remote IN
Dane odbiorcze
X31: (MCH42A) LWL Remote IN
Dane nadawcze
X32: (MCH42A) LWL Remote OUT
Dane odbiorcze
X33: (MCH42A) LWL Remote OUT
Dane nadawcze
/Blokada stopnia mocyZezwolenie/szybkie zatrzymanieCzujnik oznakowania cięciaCięcie natychmiastowe / Reset/Wyłącznik krańcowy prawy/Wyłącznik krańcowy lewyOdniesienie X10:DIØØ...DIØ5Wejście DC+24-VPotencjał odniesienia sygnałów binarnych
Styk przekaźnika zwiernego/zakłócenie
/HamulecStyk przekaźnika/zakłócenie
Styk przekaźnika rozwiernego/zakłócenieNapęd ma odniesienieWejście DC+24-VPotencjał odniesienia sygnałów binarnych
+10 V
n2(0...10V)/
-10 V
Wejście TF-/THPotencjał odniesienia sygnałów analogowych
Systembus HighSystembus LowPotencjał odniesienia sygnałów binarnychSystembus HighSystembus Low
Enkoder silnika (HIPERFACE®, sin/cos DC 5-V-TTL
Podłączenie PROFIBUS-DP
MOVIDRIVE® compact MCH)
INT
ER
BU
S-lw
l Po
dłą
cze
nie
(Po
dłą
cze
nie
→ In
str
ukcja
ob
słu
gi
)M
OV
IDR
IVE
®co
mpa
ct M
CH
Wejście zewnętrznego enkodera (HIPERFACE®,
sin/cos lub DC5-V-TTL) lub połączenie X14-X14
MOVIDRIVE® compact MCH)
(Podłączenie → Instrukcja obsługi
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCH)
(Podłączenie → Instrukcja obsługi
RD
CC

4
30 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Schemat połączeń MOVIDRIVE® compact MCH4_AInstalacja
Obsadzenie wtyku
PROFIBUS-DP
(MCH41A)
Przestrzegaj wskazówek zawartych w instrukcji obsługi MOVIDRIVE® compact (MCV/MCS
lub MCH).
Obsadzenie wtyku
INTERBUS-LWL
(MCH42A)
Przestrzegaj wskazówek zawartych w instrukcji obsługi dla MOVIDRIVE® compact MCH.
04915AXX
Rys. 16: Obsadzenie 9-pinowego wtyku Sub-D zgodnie z EN 50170
(1) X30: 9-pinowy wtyk Sub-D
(2) Skręcić ze sobą przewody sygnału!
(3) Niezbędne jest połączenie przewodnikowe pomiędzy obudową wtyku a ekranowaniem!
3
8
4
5
6
9
RxD/TxD-P (B/ )B
RxD/TxD-N (A/ )A
CNTR-P
DGND (M5V)
VP (P5V)
DGND (M5V)
(1) (2)
(3)
05208AXX
Rys. 17: Obsadzenie przyłącza LWL
Połączenie Sygnał Kierunek Kolor żyły LWL
X30 LWL Remote OUT(przychodząca magistrala zdalna)
Dane odbiorcze pomarańczowy (OG)
X31 Dane nadawcze czarny (BK)
X32 LWL Remote OUT(wychodząca magistrala zdalna)
Dane odbiorcze czarny (BK)
X33 Dane nadawcze pomarańczowy (OG)
X1
4X
15
X10
X11
X12
X30
X31
X32
X33
1234567891011
123456789
1234567
U CC
BA
RD
TR
FO
1F
O2
L
X1
4X
15
X30
X31
X32
X33U C
CB
AR
DT
RF
O1
FO
2
L
OG
OG
OG
BK
BK
BK

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 31
4Schemat połączeń MOVIDRIVE® compact MCH4_A
Instalacja
Magistrala
systemowa Bus
(SBus) MCH
Dokładne informacje zawarte są w podręczniku "Systembus (SBus)", który możnazamówić w firmie SEW-EURODRIVE.
Za pomocą magistrali Systembus (SBus) może być połączonych wzajemniedo 64 abonentów CAN-Bus. SBus realizuje technikę przekazu zgodnie z ISO 11898.
Specyfikacja
dla kabli
• Stosuj dwużyłowy, skręcany i ekranowany kabel miedziany (kabel do przesyłu danych
z ekranem z plecionki miedzianej). Kabel musi spełniać następujące specyfikacje:
– przekrój żyły 0,75 mm2 (AWG 18)– oporność przewodu 120 Ω przy 1 MHz– przepustowość przewodów ≤ 40 pF/m przy 1 kHz
Odpowiednie będą przykładowo kable CAN-Bus lub DeviceNet.
Przyłączenie
ekranu
• Ekran przyłożyć płaskim stykiem z obu stron do zacisku ekranowania elektronikiprzetwornicy lub sterowania Master a końce ekranu połączyć dodatkowo z DGND.
Długości
przewodów
• Dopuszczalna długość przewodów zależna jest od ustawionej szybkości komunikacjiSBus (P816):
– 125 kbodów → 320 m– 250 kbodów → 160 m– 500 kbodów → 80 m
– 1000 kbodów → 40 m
Opornik
obciążeniowy
• Na początku i na końcu połączenia Systembus przyłączyć po jednym opornikuobciążeniowym Systembus (S12 = ON). W pozostałych urządzeniach, opornikobciążeniowy należy wyłączyć (S12 = OFF).
Tylko przy P816 "Szybkość transmisji SBus" = 1000 kbodów:
W trybie zespolonej magistrali systemowej nie wolno łączyć urządzeń MOVIDRIVE®
compact MCH4_A z innymi urządzeniami MOVIDRIVE®.
Przy szybkości transmisji ≠ 1000 kbodów wolno łączyć w/w urządzenia.
05210APL
Rys. 18: Połączenie magistrali systemowej Bus MOVIDRIVE® compact MCH4_A
X10:
S 12
S 11
ON OFF
12
3456
789
10
11
12
3456
789
10
11
12
3456
789
10
11
SC11SC12DGND
SC21SC22
SC11SC12DGND
SC21SC22
SC11SC12DGND
SC21SC22
Potencjał odniesienia
Systembus High
Systembus High
Systembus Low
Systembus Low
Systembus
Opornik obciążeniowy
Systembus
Opornik obciążeniowy
Systembus
Opornik obciążeniowy
Głowica sterująca Głowica sterująca
Potencjał odniesienia Potencjał odniesienia
ON OFF ON OFF
Systembus High
Systembus High
Systembus High
Systembus High
Systembus Low
Systembus Low
Systembus Low
Systembus Low
X10: X10:
S 12 S 12
S 11 S 11
Głowica sterująca
• Pomiędzy urządzeniami połączonymi przy użyciu magistrali SBus nie może istniećróżnica potencjałów. Należy zapobiec różnicy potencjałów, np. poprzez połączenieze sobą mas urządzeń oddzielnym przewodem.

5
32 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Informacje ogólneUruchomienie
5 Uruchomienie
5.1 Informacje ogólne
Warunkiem udanego uruchomienia jest właściwe zaprojektowanie napędu i prawidłowainstalacja. Szczegółowe wskazówki dotyczące projektowania zawarte są wpodręcznikach systemowych MOVIDRIVE® MDX60/61B i MOVIDRIVE® compact.
Sprawdź instalację, również przyłącze enkodera, stosując się do wskazówekinstalacyjnych zawartych w instrukcji obsługi MOVIDRIVE® oraz w niniejszympodręczniku (→ Rozdz. Instalacja).
5.2 Prace wstępne
Przed uruchomieniem wykonaj następujące kroki:
• Połącz falownik z komputerem PC za pomocą złącza szeregowego.
– W przypadku MDX61B: Xterminal poprzez opcję UWS21A z PC-COM– W przypadku MCH4_A: TERMINAL poprzez opcję USS21A z PC-COM
• Zainstaluj oprogramowanie SEW MOVITOOLS® (wersja 3.0 i wyżej).
• Uruchom falownik za pomocą "MOVITOOLS/Shell".
– MDX61B lub MCH4_A z silnikiem asynchronicznym: Tryby pracy CFC– MDX61B lub MCH4_A z silnikiem synchronicznym: Tryby pracy SERVO
• Wybierz punkt menu "MOVITOOLS/Shell/Startup/Select Technology Function...".
11091AEN
Rys. 19: Uruchamianie falownika
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 33
5Uruchomienie programu "Latająca piła"
Uruchomienie
• Ustaw sygnał "0" na zacisku DIØØ "/BLOKADA STOPNIA MOCY/".• Zaznacz funkcję technologiczną "ISynch".
5.3 Uruchomienie programu "Latająca piła"
Informacje
ogólne
• Uruchom "MOVITOOLS/Shell".• Wybierz "Startup/Flying Saw".
Pierwsze
uruchomienie
Jeśli aplikacja "Latająca piła" uruchamiana jest pierwszy raz, wówczas natychmiastotworzy się okno uruchamiania.
11092AEN
Rys. 20: Wybór funkcji technologicznej "ISynch"
11135AEN
Rys. 21: Uruchomienie programu "Latająca piła"
00
I

5
34 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
Krok 1:
Zródło sterowania,
parametry Feldbus
oraz obsadzenie
danych
procesowych
Sterowanie poprzez zaciski:
• Zródło sterowania: W przypadku sterowania poprzez zaciski (tzn. z zainstalowanąopcją DIO11B) źródło ustawiane jest automatycznie na "ZACISKI".
11093AEN
Rys. 22: Ustawianie źródła sterowania
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 35
5Uruchomienie programu "Latająca piła"
Uruchomienie
Sterowanie poprzez SBus / Feldbus z 1 PD lub 3 PD (opcja Feldbus, np. DFP21B,jest zainstalowana; opcja DIO11B nie jest zainstalowana):
• Zródło sterowania: W przypadku sterowania magistralą automatycznie zostanieustawiony "FELDBUS" lub "SBUS".
• Parametry Feldbus: Ustaw parametry Feldbus. Nienastawialne parametry sązablokowane i nie mogą być w tym miejscu tu zmieniane.
• Obsadzenie danych procesowych: Ustaw funkcję dla wyjściowego słowa danychprocesowych PA2. Można ustawić następujące funkcje:
– Brak funkcji: Ustawienie przy sterowaniu długością cięcia i przy pracy z 1 PD.Długości cięcia podane są jako wartości w tabeli.
– Zadana długość cięcia: Ustawienie przy sterowaniu z 3 PD i sterowaniu długościącięcia. Długość cięcia podawana jest jako zmienna przez magistralę Bus.
W przypadku ustawienia "Brak funkcji", słowo wyjściowych danych procesowych PA3również nie posiada funkcji. w przypadku ustawienia "Zadanej długości cięcia" PA3pełni funkcję "Minimalnej pozycji nawrotnej". Minimalna pozycja nawrotna jestmożliwie najwcześniejszą pozycją napędu piły, na której można wysprzęglać i możliwajest jazda powrotna do pozycji startowej.
11117AEN
Rys. 23: Ustawianie źródła sterowania, parametrów Feldbus i obsadzenia danych procesowych
00
I

5
36 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
Krok 2:
Obliczanie skalacji
Master
• Średnica koła napędzającego lub skok wrzeciona: Wybierz które ustawieniema być wprowadzone, "Diameter of driving wheel" (średnica koła napędzającego)lub "Spindle pitch" (skok wrzeciona). Wartość podać w [mm]. Uwzględnianie będąmaksymalnie 2 miejsca po przecinku.
• Przełożenie przekładni (przekładnia-i): Wprowadź przełożenie przekładni.Uwzględnianie będą maksymalnie 3 miejsca po przecinku.
• Przełożenie przekładni odboczkowej (przekładnia odboczkowa-i): W przypadkukorzystania z przekładni odboczkowej należy wprowadzić przełożenie dla tejprzekładni. Jeśli przekładnia odboczkowa nie jest stosowana, wówczas wprowadzićwartość 1. Uwzględnianie będą maksymalnie 3 miejsca po przecinku.
• Rozdzielczość enkodera [Inc]: Wpisz rozdzielczość enkodera w inkrementachzgodnie z tabliczką znamionową.
• Obliczanie skalacji Master: W polu tablicy programowej przyciśnij <Calculation>,program przeprowadzi wówczas wyliczenie impulsów przypadających na jedenodcinek w jednostce [Inkrementy/mm].
11094AEN
Rys. 24: Ustawianie parametru dla obliczania skalacji Master
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 37
5Uruchomienie programu "Latająca piła"
Uruchomienie
Krok 3:
Obliczanie skalacji
Slave
• Sztywność regulatora synchronicznego: Można ustawiać sztywność obwoduregulacyjnego dla regulacji biegu synchronicznego. Wartość standardowa wynosi 1.Jeśli napęd Slave wykazuje tendencje do wibracji, wówczas należy ustawić wartośćmniejszą niż 1. Jeśli Slave nie nadąża za Master (błąd nadążania), wówczas należyustawić wartość większą niż 1. Zmiany należy wprowadzać stopniowo, małymikrokami np. 0,01. Podstawowy zakres wartości wynosi 0,7 ... 1,3. Wpis w polu"Sztywność regulatora synchronicznego" oddziaływuje na parametr P228 Wstępne
sterowanie filtra. W przypadku powtórnego uruchomienia parametr P228 zostanienadpisany.
• Jednostka użytkownika [Inc/...]: Jednostka użytkownika ustawiana jeststandardowo w "mm". W przypadku odcinka przesunięcia większego jak 6,50 mnależy wprowadzić większą wartość jednostki odcinka na przykład w "cm".Współczynnik kalkulacyjny należy zmieniać ręcznie np. "60" w miejsce "6", dlajednostki odcinka "cm" zamiast "mm".
11095AEN
Rys. 25: Ustawianie parametru dla obliczania skalacji Slave
00
I

5
38 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
• Średnica koła napędzającego lub skok wrzeciona: Wybierz które ustawieniema być wprowadzone, "Diameter of driving wheel" (średnica koła napędzającego)lub "Spindle pitch" (skok wrzeciona). Wartość podać w [mm]. Uwzględnianie będąmaksymalnie 2 miejsca po przecinku.
• Przełożenie przekładni (przekładnia-i): Wprowadź przełożenie przekładni.Uwzględnianie będą maksymalnie 3 miejsca po przecinku.
• Przełożenie przekładni odboczkowej (przekładnia odboczkowa-i): W przypadkukorzystania z przekładni odboczkowej należy wprowadzić przełożenie dla tejprzekładni. Jeśli przekładnia odboczkowa nie jest stosowana, wówczas wprowadzićwartość 1. Uwzględnianie będą maksymalnie 3 miejsca po przecinku.
• Obliczanie skalacji Slave: W polu tablicy programowej przyciśnij <Calculation>,program przeprowadzi wówczas wyliczenie impulsów przypadających na jedenodcinek w jednostce [Inkrementy/mm].
• Zmiana kierunku: Korzystaj z tego ustawienia jeśli Slave pracuje przeciwniedo Mastera. Nie używaj parametru P350 "Odwrócenie kierunku obrotów".
• Cięcie po przekątnej: Jeśli stosowana jest piła przekątna, wówczas należywprowadzić żądaną wartość kąta między kierunkiem posuwu piły a kierunkiemposuwu materiału. Za pomocą wartości korekcyjnej można precyzyjnie określić kątcięcia. Korygując kąt można wprowadzić wartość maks. ±10 %, rozdzielczość będziewynosiła wówczas 0,01 %. Jeśli piła przekątna nie jest stosowana, wówczas należywprowadzić dla kąta oraz korekty wartość 0. Uwzględnianie będą maksymalnie2 miejsca po przecinku.
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 39
5Uruchomienie programu "Latająca piła"
Uruchomienie
Krok 4:
Tryb ręczny,
jazda referencyjna,
pozycjonowanie
• Tryb skokowy: Ustaw parametry "Rapid Speed" (bieg szybki), "Slow Speed" (ruchpełzający) oraz "Ramp" (rampa).
• Jazda referencyjna: Ustal pozycję programowego wyłącznika krańcowego, offsetodniesienia oraz rodzaj jazdy referencyjnej. Za pomocą offsetu odniesienia możnazmieniać punkt zerowy maszyny, bez zmiany punktu odniesienia. Można ustawićnastępujące rodzaje jazdy referencyjnej:
– Typ 0: Referencja na kolejny impuls zerowy enkodera– Typ 3: Referencja na prawy wyłącznik krańcowy (opadające zbocze wyłącznika
krańcowego)– Typ 4: Referencja na lewy wyłącznik krańcowy (opadające zbocze wyłącznika
krańcowego)– Typ 5 lub typ 8: Brak jazdy referencyjnej, punkt zerowy maszyny jest pozycją
aktualną
• Parametr pozycjonowania: Ustaw parametry "Prędkość obr. jazdy", "Rampaprzesunięcia", "Pozycja startowa" oraz "Pozycja postojowa". Pozycja startowa jestpozycją spoczynku dla "Latająca piła". Proces piłowania uruchamiany jest z pozycjistartowej. Pozycja postojowa może być wykorzystywana do wysuwania "Latającej piły"z przestrzeni pracy w celu przeprowadzenia zadań konserwacyjnych.
Pamiętaj: Parametr P302 Maksymalna prędkość obrotowa 1 ustaw o ok. 10 % więcejod ustawionej maksymalnej prędkości przesunięcia.
11096AEN
Rys. 26: Ustawianie parametrów dla trybu skokowego, jazdy referencyjnej, pozycjonowania
00
I

5
40 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"
Uruchomienie
Krok 5: Wprowadzanie parametrów dla piły
W oknie uruchamiania ustalane jest, w jaki sposób odbywa się sterowanie "Latającą piłą".
Przypadek 1: Sterowanie długością cięcia bez czujnika materiałowegoUżytkownik podaje długość cięcia. Do przeprowadzenia pomiaru przemieszczeniamateriału wykorzystywany jest albo enkoder zewnętrzny przy taśmie lub enkoder silnikadla napędu taśmociągu. W przypadku sterowania poprzez zaciski (MDX61B z opcjąDIO11B) lub poprzez magistralę Bus (Feldbus lub magistrala systemowa Bus)z 1 słowem danych procesowych (1 PD) można podczas uruchamiania zdefiniowaćmaksymalnie 8 długości cięcia. Obowiązująca dla danego procesu piłowania kodowanabinarnie długość cięcia musi zostać wybrana za pomocą wejść binarnych DI15, DI16 lubDI17 (sterowanie zaciskami) lub za pomocą wyjściowych danych procesowych PA1:13,PA1:14 oraz PA1:15 (sterowanie magistralą z 1 PD).
Opisane w niniejszym fragmencie ustawienia "Sterowanie długością cięcia z / bezczujnika materiałowego" i "Sterowanie w oparciu o oznakowanie" obowiązujądla sterowania zaciskami i sterowania Feldbus z 1 PD (→ przypadek 1 do 3).Dla sterowania Feldbus z 3 PD obowiązuje przypadek 4.
11097AEN
Rys. 27: Sterowanie długością cięcia bez czujnika materiałowego (zacisk lub Bus z 1 PD)
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 41
5Uruchomienie programu "Latająca piła"
Uruchomienie
– Odcinek sprzęgania: Wprowadź wartość odcinka w [mm] dla odcinka sprzęgania:W trakcie procesu sprzęgania napęd Slave (= wrzeciennik piły) ustawiany jestw stosunku do napędu Master (= posuw materiału) na bieg synchroniczny.
– Długość cięcia [mm]: Wprowadź żądaną długość cięcia. Można wprowadzićmaksymalnie 8 różnych długości cięcia. Poprzez wejścia binarne DI15 ... DI17(sterowanie zaciskami) lub poprzez wyjściowe dane procesowe PA1:13 ... PA1:15(sterowanie magistralą z 1 PD) należy następnie wybrać żądaną długość cięcia.
Wejście binarne lub wyjściowe
dane procesowe PA1
Długość cięcia nr
1 2 3 4 5 6 7 8
DI15 lub PA1:13 "0" "1" "0" "1" "0" "1" "0" "1"
DI16 lub PA1:14 "0" "0" "1" "1" "0" "0" "1" "1"
DI17 lub PA1:15 "0" "0" "0" "0" "1" "1" "1" "1"
W przypadku sterowania poprzez złącze Feldbus z 3 słowami danych procesowych (3 PD)
tabela z długościami cięcia nie jest wymagana. Długość cięcia ustalana jest za pomocą
wyjściowego słowa danych procesowych PA2 zmiennie poprzez Feldbus.
00
I

5
42 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"
Uruchomienie
Przypadek 2: Sterowanie długością cięcia z czujnikiem materiałowym
Użytkownik podaje długość cięcia tak jak w przypadku sterowania długością cięcia.Sterowanie odbywa się za pomocą czujnika umieszczonego za napędem piły. Sygnałczujnika prowadzony jest na wejście binarne DIØ2. Jeśli materiał znajdzie się w zasięgutego czujnika, wówczas w zależności od ustawionej długości cięcia uruchomi sięwrzeciennik piły. W przypadku wprowadzania długości cięcia należy przestrzegaćnastępującej reguły:
Długość cięcia ≥ odstęp czujnikowy + odcinek sprzęgania
(odstęp czujnikowy = odstęp między pozycją startową piły a czujnikiem materiałowym)
Wraz ze sterowaniem długością cięcia należy dodatkowo wprowadzić następującewartości:
– Odstęp czujnika materiałowego: Wprowadź wartość odstępu w [mm] międzypozycją startową piły a czujnikiem materiałowym.
– Czas jałowy czujnika: Wprowadź wartość czasu jałowego czujnika materiałowegow [ms]. Wartość ta wpływa na sterowanie napędem piły w oparciu o sprzęganie.
11098AEN
Rys. 28: Sterowanie długością cięcia z czujnikiem materiałowym (zacisk lub Bus z 1 PD)
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 43
5Uruchomienie programu "Latająca piła"
Uruchomienie
Przypadek 3: Sterowanie w oparciu o oznakowanie
Na obrabianym materiale muszą zostać umieszczone oznakowania cięcia. Czujnik musirozpoznać oznakowanie cięcia. Sygnał czujnika prowadzony jest na wejście binarneDIØ2 i uruchamia wrzeciennik piły.
– Odstęp czujnika oznakowania: Wprowadź wartość odstępu w [mm] międzypozycją startową piły a czujnikiem oznakowania.
– Czas jałowy czujnika: Podaj czas jałowy czujnika oznakowania w [ms] (→ Arkuszdanych czujnika). Wartość ta wpływa na sterowanie napędem piły w oparciuo sprzęganie.
11099AEN
Rys. 29: Sterowanie w oparciu o oznakowanie (zacisk lub Bus z 1 PD)
00
I

5
44 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"
Uruchomienie
Przypadek 4: W przypadku sterowania Feldbus z 3 PD podawaj w sposób zmiennydługość cięcia za pomocą wyjściowego słowa danych procesowych PA2.
11100AEN
Rys. 30: Ustawianie parametrów przy sterowaniu poprzez Feldbus z 3 PD
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 45
5Uruchomienie programu "Latająca piła"
Uruchomienie
Krok 6:
Pozycjonowanie
powrotne oraz
funkcja "zrób
odstęp" (przy
sterowaniu
zaciskami lub
sterowniku
Feldbus z 1 PD)
• Parametry dla pozycjonowanie powrotnego: Po przeprowadzonym procesiecięcia należy przesunąć napęd piły z powrotem do pozycji startowej. Proces tenzwany jest pozycjonowaniem powrotnym. Dla realizacji tego procesu należy ustawićróżne parametry.
– Łagodne pozycjonowanie powrotne: "YES" lub "NO". "YES" oznacza, iż procespozycjonowania powrotnego przeprowadzany jest możliwie z jak najniższymprzyspieszeniem i możliwie bez szarpnięcia. Dzięki temu oszczędzana jestmechanika instalacji a czas oczekiwania w pozycji startowej jest skrócony.
– Maksymalna prędkość obrotowa pozycjonowania powrotnego: Wprowadź w [1/min],z jaką maksymalną prędkością obrotową silnika ma zadziałać proces pozycjonowaniapowrotnego. Parametr P302 Maksymalna prędkość obrotowa 1 ustaw o ok. 10 %więcej od ustawionej maksymalnej prędkości obrotowej pozycjonowania powrotnego.
– Minimalna wartość rampy pozycjonowania powrotnego: Wprowadź w [s], z jakimminimalnym czasem rampy ma zadziałać rozpęd pozycjonowania powrotnegonapędu.
– Minimalna pozycja nawrotna (tylko przy sterowaniu zaciskami lub sterowaniuFeldbus z 1 PD): Wprowadź w [mm], z jakiej pozycji napęd piły ma zareagowaćna sygnał dla pozycjonowania powrotnego.
Pamiętaj: W przypadku sterowania Feldbus z 3 PD, minimalna pozycja nawrotnapodawana jest poprzez Feldbus.
11101AEN
Rys. 31: Ustawianie parametru dla pozycjonowania powrotnego i "pulling a gap" (zrób odstęp)
(sterowanie czasowe)
00
I

5
46 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
• Zrób odstęp: Za pomocą funkcji "pulling a gap" (zrób odstęp) tarcza piły zostanieodciągnięta od obrabianego materiału po zakończonym procesie piłowania. W tensposób można realizować tzw. "ochronę krawędzi skrawającej". Odciągnięcie tarczypiły zapobiega powstawaniu dodatkowych śladów na krawędzi skrawającej.Za pomocą tej funkcji można poza tym rozdzielać piłowany materiał w celuułatwienia dalszej jego obróbki.
– Zrób odstęp: "sterowanie czasowe" lub "odniesienie do odcinka". "Sterowanie
czasowe" oznacza, iż odstęp tworzony jest w oparciu o wartości "Synchr. prędkość
obrotowa" i "Rampa synchr.". Ustawienie "odniesienie do odcinka" oznacza,
iż odstęp tworzony jest w oparciu o wartość "Odcinek Master".
– Odstęp: Wielkość odstępu podaj w [mm].– Synchr. prędkość obrotowa (tylko w przypadku "sterowanie czasowe"): Prędkość
obrotowa silnika dla sterowanej czasowo funkcji "Zrób odstęp". Należy pamiętaćaby "Synchr. prędkość obrotowa" była większa od prędkości taśmociągu.
– Rampa synchr. (tylko w przypadku "sterowanie czasowe"): Rampa rozpędowadla funkcji sterowanej czasowo "Zrób odstęp".
– Odcinek Master (tylko przy "odniesienie do odcinka"): Jeśli materiał pokona danyodcinek, wówczas proces "Zrób odstęp" zostanie zakończony.
11102AEN
Rys. 32: Ustawianie parametru dla pozycjonowania powrotnego i "pulling a gap" (zrób odstęp)
(odniesienie do odcinka)
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 47
5Uruchomienie programu "Latająca piła"
Uruchomienie
Krok 7:
Zapisywanie zmian
Wydane zostanie polecenie zapisania wprowadzonych danych. Dane uruchamianiadla dalszych prac dostępne są w danych systemowych.
Download Wybierz komendę "Download", w falowniku przeprowadzone zostaną automatycznie
wszystkie niezbędne ustawienia i uruchomiony zostanie program IPOSplus® "Flying Saw"
(Latająca piła).
04444AEN
Rys. 33: Zapisywanie zmian
11103AEN
Rys. 34: Okno "Download"
00
I

5
48 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
Przejście
do monitora
Po zakończeniu ładowania danych (download) wyświetlone zostanie zapytanie o przejście
do monitora.
Za pomocą "Yes" można przejść do monitora i w nim ustawić wybrany tryb pracy.Za pomocą "No" przejdź do MOVITOOLS/Shell.
05884AEN
Rys. 35: Monitor Yes/No
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 49
5Uruchomienie programu "Latająca piła"
Uruchomienie
Monitor Jeśli po przeprowadzeniu pierwszego uruchomienia ponownie załączona zostanie"Latająca piła", wówczas natychmiast wyświetli się monitor ze wskazaniem statusu.
• Praca bez magistrali Bus: Możliwy jest wybór między "Status" (status) a "State" (stan).
• Praca z Feldbus/Systembus: Oprócz "Status" (status) i "State" (stan) możnadodatkowo wyświetlić "Fieldbus process data 1" (dane procesowe Feldbus 1) oraz"Fieldbus process data 2" (dane procesowe Feldbus 2).
Status
Ponowne
uruchomienie
Przyciśnij "Startup" (uruchomienie) jeśli chcesz ponownie przeprowadzić procesuruchamiania. Wyświetlą się okna uruchomienia (→ Pierwsze uruchomienie).
05913AEN
Rys. 36: Monitor "Latająca piła", wyświetlenie statusu
00
I

5
50 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
Stan Przy wskazaniu "Stan" widoczne jest na przykładzie obrazu stanu wszystkie możliwestany dla "Latającej piły". Obraz wskazuje aktualny stan i kierunek w jakim możliwa jestzmiana stanu.
05914AEN
Rys. 37: Monitor "Latająca piła", wyświetlenie stanu
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 51
5Uruchomienie programu "Latająca piła"
Uruchomienie
Praca z Feldbus /
Systembus
W przypadku pracy z Feldbus / Systembus można dodatkowo wyświetlić daneprocesowe Feldbus.
Dane procesowe
Feldbus 1
W przypadku pracy z Feldbus / Systembus (1 PD):
05915AEN
Rys. 38: Monitor "Latająca piła", dane procesowe Feldbus 1
00
I

5
52 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
Dane procesowe
Feldbus 2
W przypadku pracy z Feldbus / Systembus (1 PD):
11104AEN
Rys. 39: Monitor "Latająca piła", dane procesowe Feldbus 2
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 53
5Uruchomienie programu "Latająca piła"
Uruchomienie
W przypadku pracy z Feldbus (3 PD):
11105AEN
Rys. 40: Monitor "Latająca piła", dane procesowe Feldbus 2
00
I

5
54 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Uruchomienie programu "Latająca piła"Uruchomienie
Sterowanie
w monitorze
Przy wskazaniu "Dane procesowe Feldbus 2" można dodatkowo do trybu pracyz monitorem przeprowadzać również symulację sterowania.
• Sygnał "0" na zacisku DIØØ "/BLOKADA STOPNIA MOCY/".
• W tym celu, zaznacz powyżej "PA1: Słowo sterujące" opcja "Controll" (sterowanie).
• Teraz można aktywować i dezaktywować pojedyncze bity słowa sterującego (PA1)i wprowadzić wartości dla wyjściowych danych procesowych PA2 i PA3.
• Wybierz "Send PO" (wyślij PA), aby przesłać te słowa sterujące do falownika.
Polecenie jazdy falownika zostanie wykonane zgodnie z wprowadzonymi danymi.
05917AEN
Rys. 41: Symulacja sterowania
• Wyłącznie za pomocą DIØØ "/BLOKADA STOPNIA MOCY" = "0" możnaprzechodzić od "Control" (sterowanie) do "Monitor".
• Aby zakończyć program "Flying Saw" (latająca piła), opcja "Monitor" musi byćaktywna.
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 55
5Parametry i zmienne IPOSplus®
Uruchomienie
5.4 Parametry i zmienne IPOSplus®
Przy uruchamianiu następujące parametry oraz zmienne IPOSplus® są automatycznieustawiane i podczas procesu "Download" ładowane do falownika:
Numer parametru P... Spis haseł Opis
100 8461 Zródło wartości zadanych
101 8462 Zródło sterowania
228 8438 Wstępne sterowanie filtra (DRS)
240 8513 Synchroniczna prędkość obrotowa
241 8514 Rampa synchroniczna
600 8335 Wejście binarne DI01
601 8336 Wejście binarne DI02
602 8337 Wejście binarne DI03
603 8338 Wejście binarne DI04
604 8339 Wejście binarne DI05
605 8919 Wejście binarne DI06 (tylko MDX61B)
606 8920 Wejście binarne DI07 (tylko MDX61B)
610 8340 Wejście binarne DI10
611 8341 Wejście binarne DI11
612 8342 Wejście binarne DI12
613 8343 Wejście binarne DI13
614 8344 Wejście binarne DI14
615 8345 Wejście binarne DI15
616 8346 Wejście binarne DI16
617 8347 Wejście binarne DI17
620 8350 Wyjście binarne D001
621 8351 Wyjście binarne D002
622 8916 Wyjście binarne D003 (tylko MDX61B)
623 8917 Wyjście binarne D004 (tylko MDX61B)
624 8918 Wyjście binarne D005 (tylko MDX61B)
630 8352 Wyjście binarne D010
631 8353 Wyjście binarne D011
632 8354 Wyjście binarne D012
633 8355 Wyjście binarne D013
634 8356 Wyjście binarne D014
635 8357 Wyjście binarne D015
636 8358 Wyjście binarne D016
637 8359 Wyjście binarne D017
700 8574 Tryb pracy
803 8595 Blokada parametrów
813 8600 Adres SBus
815 8602 Czas timeout Sbus
816 8603 Szybkość transmisji SBus
00
I

5
56 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Parametry i zmienne IPOSplus®Uruchomienie
819 8606 Czas Timeout Feldbus
831 8610 Reakcja na Timeout Feldbus
870 8304 Opis wartości zadanej PA1
871 8305 Opis wartości zdanej PA2
872 8306 Opis wartości zdanej PA3
873 8307 Opis wartości rzeczywistej PE1
874 8308 Opis wartości rzeczywistej PE2
875 8309 Opis wartości rzeczywistej PE3
876 8622 Uprawnienie danych PA
900 8623 Offset odniesienia
903 8626 Typ jazdy ref.
920 8633 Wyłącznik krańcowy SW W PRAWO
921 8634 Wyłącznik krańcowy SW W W LEWO
960 8835 Funkcja MODULO
Zmienna IPOSplus® Opis
H0 Zródło sterowania dla programu IPOS
H1 Opis PA2
H2 Rodzaj Slave
H3 Wartość slave
H4 Przekładnia-i Slave
H5 Przekładnia odboczkowa-i Slave
H6 Impulsy Slave
H7 Odcinek Slave
H8 Kąt przekątnej
H9 Rodzaj Master
H10 Wartość Master
H11 Przekładnia-i Master
H12 Przekładnia odboczkowa-i Master
H13 Impulsy Master
H14 Odcinek Master
H15 Sztywność
H16 MFilterTime
H17 GFMaster
H18 GFSlave
H19 Jednostka Slave 1
H20 Jednostka Slave 2
H21 Jednostka Master 1
H22 Jednostka Master 2
H26 Prędkość biegu szybkiego
H27 Prędkość ruchu pełzającego
H28 Skok rampy
H29 Programowy wyłącznik krańcowy prawy - użytkownik
H30 Programowy wyłącznik krańcowy lewy - użytkownik
Numer parametru P... Spis haseł Opis
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 57
5Parametry i zmienne IPOSplus®
Uruchomienie
H31 Wykorzystanie włącznika sprzętowego
H32 Offset odniesienia - użytkownik
H33 Rodzaj jazdy referencyjnej - użytkownik
H34 Prędkość obrotowa jazdy
H35 Rampa
H36 Pozycja startowa - użytkownik
H37 Pozycja startowa
H38 Pozycja postojowa - użytkownik
H39 Pozycja postojowa
H41 Tryb automatyczny dla programu IPOS
H42 Odcinek sprzęgania - użytkownik
H43 Odcinek sprzęgania
H44 Odstęp czujnika oznakowania - użytkownik
H45 Odstęp czujnika oznakowania
H46 Czas jałowy czujnika - użytkownik
H47 Czas jałowy czujnika
H48 Ilość długości cięcia dla programu IPOS
H49 Długość cięcia 1 - użytkownik
H50 Długość cięcia 1
H51 Długość cięcia 2 - użytkownik
H52 Długość cięcia 2
H53 Długość cięcia 3 - użytkownik
H54 Długość cięcia 3
H55 Długość cięcia 4 - użytkownik
H56 Długość cięcia 4
H57 Długość cięcia 5 - użytkownik
H58 Długość cięcia 5
H59 Długość cięcia 6 - użytkownik
H60 Długość cięcia 6
H61 Długość cięcia 7 - użytkownik
H62 Długość cięcia 7
H63 Długość cięcia 8 - użytkownik
H64 Długość cięcia 8
H65 Rzeczywista ilość długości cięcia
H66 Tryb automatyczny - użytkownik
H70 Miękkie pozycjonowanie powrotne
H71 Prędkość obrotowa jazdy
H72 Rampa
H73 Minimalna pozycja nawrotna - użytkownik
H74 Minimalna pozycja nawrotna
H75 Maksymalna pozycja nawrotna - użytkownik
H76 Maksymalna pozycja nawrotna
H77 Minimalna długość cięcia - użytkownik
H78 Minimalna długość cięcia
H79 Maksymalna prędkość Master - użytkownik
Zmienna IPOSplus® Opis
00
I

5
58 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Parametry i zmienne IPOSplus®Uruchomienie
H80 Maksymalna prędkość Master
H81 Jednostka prędkości obrotowej
H82 Zrób odstęp
H83 Odstęp - użytkownik
H84 Odstęp
H85 Odstęp odcinka Master - użytkownik
H86 Odstęp odcinka Master
H90 Rodzaj Bus dla polecenia GetSys
H91 Rozdzielczość enkodera Master
H92 Korekta kąta przekątnej
H93 Odstęp czujnika materiałowego - użytkownik
H94 Odstęp czujnika materiałowego
H100 MasterSource
H111 Wartość slave (średnica koła napędzającego lub skok wrzeciona) z nową skalacją
H112 Wartość master (średnica koła napędzającego lub skok wrzeciona) z nową skalacją
Zmienna IPOSplus® Opis
Po uruchomieniu dane parametry oraz zmienne IPOSplus® nie mogą być więcej
zmieniane!
00
I

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 59
5Zapisywanie zmiennych IPOSplus®
Uruchomienie
5.5 Zapisywanie zmiennych IPOSplus®
Zmienne IPOSplus® mogą być zapisywane w trakcie pracy programu "Scope"w MOVITOOLS®. Możliwe jest to tylko dla falowników MOVIDRIVE® MDX61B.
Do zapisywania służą obydwie 32-bitowe zmienne IPOSplus® H474 i H475. Przy użyciudwóch zmiennych wskazań (H125/H126) na H474 i H475 można zapisać każdądowolną zmienną IPOSplus® za pomocą programu "Scope":
• H125 → Scope474Pointer
• H126 → Scope475Pointer
Numer zmiennej IPOSplus®, która ma zostać zapisana za pomocą programu "Scope",musi być wprowadzona za pośrednictwem pola wartości zmiennych kompilera IPOSdo zmiennej wskaźnika H125 lub H126.
Przykład Zapisana ma zostać zmienna IPOSplus® H511 Aktualna pozycja silnika. Należy postępować
w podany sposób:
• W programie "Scope" w polu zmiennej wprowadź wartość 511 dla zmiennej H125.
• W programie "Scope" pod [File] / [New] dokonaj parametryzacji kanału 3 na zmienną
IPOS H474 LOW oraz kanału 4 na zmienną IPOS H474 HIGH. Program "Scope"zapisuje teraz wartość zmiennej IPOSplus® H511.
10826AXX
10827AEN
• Kopiowanie zmiennych wskaźnika na zmienną IPOSplus® H474 lub H475wykonywane jest w programie IPOSplus® w TASK 3.
• Prędkość (polecenia / ms) dla Task 3 zależna jest od wydajności procesoraurządzenia MOVIDRIVE® MDX61B.
• W zmiennej H1002 zapisany jest czas (ms), który potrzebny jest w Task 3,aby skopiować wartości ze zmiennej wskazań na zmienne IPOSplus® H474 i H475.Jeśli wartość wynosi zero, wówczas proces kopiowania trwa mniej niż 1 ms.
00
I

6
60 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Rozruch napędu
Eksploatacja i obsługa
6 Eksploatacja i obsługa
6.1 Rozruch napędu
Po zakończonej operacji "download" należy za pomocą komendy "Yes" przejść domonitora "Flying Saw". Z zaciskami DI1Ø i DI11 w przypadku sterowania zaciskamiwzgl. bitami 8 i 9 z "PA1: Słowo sterujące" w przypadku sterowania magistralą Busmożna dokonać wyboru rodzaju pracy.
Tryby pracy
• Tryb ręczny (DI1Ø = "0", DI11 = "0"): Kierunek obrotów z widokiem na stronę Asilnika.
– DI13 = "1": Silnik obraca się w kierunku zgodnym z ruchem wskazówek zegara.– DI14 = "1": Silnik obraca się w kierunku przeciwnym do ruchu wskazówek zegara.– DI15 = "0"/"1": Tryb ręczny dla ruchu pełzającego/biegu szybkiego– Należy zwrócić uwagę w odniesieniu do kierunku obrotów, czy stosowana jest
przekładnia dwustopniowa czy trójstopniowa.
• Jazda referencyjna (DI1Ø = "1", DI11 = "0"):
– Za pomocą DI12 = "1" uruchamiana jest jazda referencyjna.– Punkt odniesienia ustalany jest poprzez jazdę referencyjną. Za pomocą
ustawionego podczas uruchamiania offsetu odniesienia, można zmieniać punktzerowy maszyny bez zmiany wyłącznika krańcowego.
– Obowiązuje wzór: Punkt zerowy maszyny = punkt odniesienia + offset odniesienia
• Pozycjonowanie (DI1Ø = "0", DI11 = "1"):
– Za pomocą DI12 = "1" uruchamiane jest pozycjonowanie.– DI13 = "0"/"1": przesunięcie na pozycję startową/postojową.– Pozycjonowanie służy do przesuwania w oparciu o regulowane położenie między
pozycją startową a postojową.
Przestrzegaj następujących wskazówek w celu uruchomienia napędu. Dotyczywszystkich rodzajów pracy:
• Wejścia binarne DIØØ "/BLOKADA STOPNIA MOCY/" oraz DI∅1 "ZEZWOLENIE/SZYBKIE ZATRZ." muszą otrzymać sygnał "1".
• Tylko w przypadku sterowania poprzez Feldbus/Systembus: Ustal bit sterującyPA1:0 "BLOKADA STOPNIA MOCY/ZEZWOLENIE" = "0" oraz bity sterujące PA1:1"ZEZWOLENIE/SZYBKIE ZATRZ." i PA1:2 "ZEZWOLENIE/STOP" = "1".
Tryb pracy
Zacisk (w przypadku trybu z magistralą Bus wirtualny zacisk
w słowie sterującym PA1)
DI1Ø (PA1:8) DI11 (PA1:9)
Tryb ręczny "0" "0"
Jazda referencyjna "1" "0"
Pozycjonowanie "0" "1"
Tryb automatyczny "1" "1"

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 61
6Tryb ręczny
Eksploatacja i obsługa
• Tryb automatyczny (DI1Ø = "1", DI11 = "1")
– Za pomocą DI12 = "1" uruchamiany jest tryb automatyczny– Za pomocą DI14 = "1" napęd przesuwany jest do pozycji startowej.– Sterowanie zaciskami lub magistralą Feldbus z 1 słowem danych
procesowych (1 PD): W przypadku uruchamiania "Flying Saw" (Latająca piła)należy ustalić, czy sterowanie długością cięcia lub sterowanie w oparciuo oznakowanie jest aktywne w trybie automatycznym.
– Feldbus z 3 słowami danych procesowych (3 PD): W trakcie bieżącej pracyistnieje możliwość zmiany trybu automatycznego na sterowanie długością cięcialub sterowanie w oparciu o oznakowanie.
6.2 Tryb ręczny
• DI1Ø (PA1:8) = "0" oraz DI11 (PA1:9) = "0"
Podanie kierunku obrotów z widokiem na stronę A silnika. Należy zwrócić uwagęw odniesieniu do kierunku obrotów, czy stosowana jest przekładnia dwustopniowaczy trójstopniowa.
DI13 = "1" = silnik obraca się w kierunku zgodnym z ruchem wskazówek zegara (CW)DI14 = "1" = silnik obraca się w kierunku przeciwnym do ruchu wskazówek zegara (CCW)
DI15 = "0" = tryb ręczny dla ruchu pełzającegoDI15 = "1" = tryb ręczny dla biegu szybkiegoPrędkości obrotowe dla ruchu pełzającego i biegu szybkiego oraz dla rampy ustawianesą podczas uruchamiania "Latającej piły".
06256AEN
Rys. 42: Tryb ręczny

6
62 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Jazda referencyjnaEksploatacja i obsługa
6.3 Jazda referencyjna
• DI1Ø (PA1:8) = "1" oraz DI11 (PA1:9) = "0"
DI12 = "1" uruchamia jazdę referencyjną
Punkt odniesienia ustalany jest poprzez jazdę referencyjną. Za pomocą ustawionegopodczas uruchamiania offsetu odniesienia, można zmieniać punkt zerowy maszynybez zmiany wyłącznika krańcowego.
Obowiązuje wzór: Punkt zerowy maszyny = punkt odniesienia + offset odniesienia
06258AEN
Rys. 43: Jazda referencyjna

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 63
6Pozycjonowanie
Eksploatacja i obsługa
6.4 Pozycjonowanie
• DI1Ø (PA1:8) = "0" oraz DI11 (PA1:9) = "1"
DI12 = "1" = uruchamia pozycjonowanie
DI13 = "0" = jazda pozycjonująca w pozycji startowej
DI13 = "1" = jazda pozycjonująca w pozycji postojowej
Pozycjonowanie służy do przesuwania w oparciu o regulowane położenie międzypozycją startową a postojową. Obydwie pozycje jak również prędkość przesunięcia orazrampa ustawiane są podczas uruchamiania.
06259AEN
Rys. 44: Pozycjonowanie

6
64 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Tryb automatycznyEksploatacja i obsługa
6.5 Tryb automatyczny
• DI1Ø (PA1:8) = "1" oraz DI11 (PA1:9) = "1"DI12 = "1" = start trybu automatycznegoDI14 = "1" = start pozycjonowania powrotnegoW przypadku sterowania zaciskami lub sterowania poprzez magistralę Feldbusz 1 słowem danych procesowych (1 PD): W przypadku uruchamiania "Flying Saw"(Latająca piła) należy ustalić, czy sterowanie długością cięcia lub sterowanie w oparciuo oznakowanie jest aktywne w trybie automatycznym.W przypadku sterowania poprzez Feldbus z 3 PD, w trakcie bieżącej pracy istniejemożliwość zmiany trybu automatycznego na sterowanie długością cięcia lub sterowaniew oparciu o oznakowanie.
Sterowanie
długością cięcia
W przypadku aktywnego sterowania długością cięcia, zadana długość cięcia może byćdefiniowana na 3 sposoby:1. W przypadku sterowania zaciskami kodowana binarnie poprzez wejścia
binarne DI15 ... DI17. Możliwych jest maksymalnie 8 różnych długości cięcia.2. W przypadku sterowania poprzez Feldbus lub Systembus z 1 PD, długość cięcia
kodowana jest binarnie i podawana za pośrednictwem wyjściowych danychprocesowych PA1:13, PA1:14 i PA1:15.
3. W przypadku sterowania poprzez Feldbus z 3 PD, długość cięcia oraz minimalnapozycja nawrotna podawane są za pośrednictwem wyjściowych danychprocesowych PA2 i PA3.
06260AEN
Rys. 45: Tryb automatyczny ze sterowaniem długością cięcia

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 65
6Tryb automatyczny
Eksploatacja i obsługa
Przebieg
sterowania
długością cięcia
Dla sterowania długością cięcia należy przestrzegać następującej kolejności:
• Nadaj sygnały "1" na wejściach binarnych DIØØ "/Blokada stopnia mocy" oraz DIØ1"Zezwolenie/Szybkie zatrz.".
• Tylko w przypadku sterowania poprzez Feldbus/Systembus: Ustaw następujące bitysterujące:
– PA1:0 "Blokada stopnia mocy/Zezwolenie" = "0"– PA1:1 "Zezwolenie/Szybkie zatrzymanie" = "1"– PA1:2 "Zezwolenie/Stop" = "1"
• W przypadku sterowania zaciskami lub sterowania poprzez magistralę Feldbusz jednym słowem danych procesowych (1 PD): Wybierz żądana długość cięciapoprzez DI15 ... DI17 lub PA1:13 ... PA1:15.
• W przypadku sterowania poprzez Feldbus z 3 słowami danych procesowych (3 PD):Za pomocą wyjściowego słowa danych procesowych PA2 wprowadź długość cięciai ustaw bit PA1:13 "Sterowanie długością" = "1".
• Uruchom tryb automatyczny z DI12 (PA1:10) "Start" = "1". Sygnał "1" musi pozostaćaktywny podczas całego procesu pozycjonowania.
• Nadaj sygnał "1" na wejściu binarnym DI14 (PA1:12) "Pozycjonowanie powrotne".Sygnał musi być obecny przynajmniej do chwili osiągnięcia pozycji startowej.
• Napęd przesuwa się do pozycji startowej i zastyga dopóki nie osiągnięta zostanieustawiona długość materiału. W przypadku sterowania długością cięcia bez czujnikamateriałowego od zbocza sygnału "0"-"1" na DI12 "Start" liczona jest długośćobrabianego materiału. W przypadku sterowania długością cięcia z czujnikiemmateriałowym dopiero od zbocza sygnału "0"-"1" na DIØ2 "Czujnik" liczona jestdługość obrabianego materiału.
• Jeśli osiągnięta zostanie dana długość materiału, wówczas napęd automatyczniewłącza sprzęgło i synchronizuje się w odniesieniu do ciętego materiału. Podczasbiegu synchronicznego wyjście binarne DO12 (PE1:10) ustawiony jest na "Napędsynchron." = "1".
• Jeśli napęd osiągnie ustawioną pozycję nawrotną, wówczas za pomocą sygnału "1"na wejściu binarnym DI14 (PA1:12) "Pozycjonowanie powrotne" uruchomionazostanie jazda powrotna. Napęd wysprzęgla i wraca w ustalonym położeniu dopozycji startowej.
• Jeśli napęd osiągnie pozycję startową, wówczas ustawione zostanie wyjściebinarne DO17 (PE1:15) "Pozycja startowa osiągnięta" = "1". Napęd zatrzyma sięw ustalonej pozycji.
Przestrzegaj następujących wskazówek:• Na wejściu binarnym DI14 (PA1:12) "Pozycjonowanie powrotne" sygnał "1"
może być ustawiony na stałe. Po osiągnięciu minimalnej pozycji nawrotnej napędwysprzęgla i wraca do pozycji startowej.
• Jeśli DI14 (PA1:12) "Pozycjonowanie prowrotne" = "0", wówczas napęd pozostaniena biegu synchronicznym.
• Jeśli po przeprowadzonym procesie cięcia materiał ma zostać rozdzielony, wówczasnależy użyć funkcji "Zrób odstęp". Należy przy tym postępować w następujący sposób:
– Nadaj sygnał "1" na wejściu binarnym DI13 (PA1:11) "Odstęp". Wartość offsetuw wysokości podanej wartości uruchamiania ustawiana jest po osiągnięciuminimalnej pozycji nawrotnej. Sygnał "1" może być ustawiony na stałe.
– Jeśli napęd osiągnie wartość offsetu, wówczas ustawione zostanie wyjście binarneDO13 (PE1:11) "Odstęp gotowy" = "1". Napęd zastyga na biegu synchroniczny,.
• Jeśli długość cięcia zostanie wybrana z tak niską wartością, iż posuw materiałuprzekroczy długość cięcia po osiągnięciu pozycji startowej, wówczas wygenerowanyzostanie błąd F42 "Błąd nadążania". Środek zaradczy: Mniejszy posuw.
• Długość cięcia inicjalizowana jest przy pierwszym uruchomieniu po wyborze trybuautomatycznego a potem zawsze, gdy piła jest zsynchronizowana. Jeśli w trakciejazdy synchronicznej ustawiona zostanie nowa długość cięcia, wówczas będzie onaaktywna dopiero po dwóch kolejnych cięciach.

6
66 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Tryb automatycznyEksploatacja i obsługa
Sterowanie
w oparciu
o oznakowanie
W przypadku aktywnego sterowania w oparciu o oznakowanie ustalana jest zadana długość
cięcia poprzez ustalenie odstępów oznakowania cięcia. Oznakowania cięcia musza
znajdować się na obrabianym materiale i rozpoznawane są one za pomocą czujnika.
06262AEN
Rys. 46: Tryb automatyczny ze sterowaniem w oparciu o oznakowanie

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 67
6Tryb automatyczny
Eksploatacja i obsługa
Przebieg
sterowania
w oparciu
o oznakowanie
Dla sterowania w oparciu o oznakowanie należy przestrzegać następującej kolejności:
• Nadaj sygnały "1" na wejściach binarnych DIØØ "/Blokada stopnia mocy" oraz DIØ1"Zezwolenie/Szybkie zatrz.".
• Tylko w przypadku sterowania poprzez Feldbus/Systembus: Ustaw następujące bitysterujące:
– PA1:0 "Blokada stopnia mocy/Zezwolenie" = "0"– PA1:1 "Zezwolenie/Szybkie zatrzymanie" = "1"– PA1:2 "Zezwolenie/Stop" = "1"
• Uruchom tryb automatyczny z DI12 (PA1:10) "Start" = "1". Sygnał "1" musi pozostaćaktywny podczas całego procesu pozycjonowania.
• Nadaj sygnał "1" na wejściu binarnym DI14 (PA1:12) "Pozycjonowanie powrotne".Sygnał musi być obecny przynajmniej do chwili osiągnięcia pozycji startowej.
• Napęd przesunie się teraz na pozycję startową i zatrzyma dopóki zbocze sygnału "0"-"1"
na wejściu binarnym DIØ2 "Czujnik" nie rozpocznie procesu piłowania.
• Napęd automatycznie włącza sprzęgło i synchronizuje się w odniesieniu do ciętego
materiału. Podczas biegu synchronicznego wyjście binarne DO12 (PE1:10) ustawiony
jest na "Napęd synchron." = "1".
• Jeśli napęd osiągnie ustawioną pozycję nawrotną, wówczas za pomocą sygnału "1"na wejściu binarnym DI14 (PA1:12) "Pozycjonowanie powrotne" uruchomionazostanie jazda powrotna. Napęd wysprzęgla i wraca w ustalonym położeniudo pozycji startowej.
• Jeśli napęd osiągnie pozycję startową, wówczas ustawione zostanie wyjście
binarne DO17 (PE1:15) "Pozycja startowa osiągnięta" = "1". Napęd zatrzyma się
w ustalonej pozycji.
Przestrzegaj następujących wskazówek:
• Na wejściu binarnym DI14 (PA1:12) "Pozycjonowanie powrotne" sygnał "1"może być ustawiony na stałe. Po osiągnięciu minimalnej pozycji nawrotnej napędwysprzęgla i wraca do pozycji startowej.
• Jeśli DI14 (PA1:12) "Pozycjonowanie prowrotne" = "0", wówczas napęd pozostaniena biegu synchronicznym.
• Jeśli po przeprowadzonym procesie cięcia materiał ma zostać rozdzielony, wówczasnależy użyć funkcji "Zrób odstęp". Należy przy tym postępować w następującysposób:
– Nadaj sygnał "1" na wejściu binarnym DI13 (PA1:11) "Odstęp". Wartość offsetuw wysokości podanej wartości uruchamiania ustawiana jest po osiągnięciuminimalnej pozycji nawrotnej. Sygnał "1" może być ustawiony na stałe.
– Jeśli napęd osiągnie wartość offsetu, wówczas ustawione zostanie wyjściebinarne DO13 (PE1:11) "Odstęp gotowy" = "1". Napęd zastyga na biegusynchroniczny.

6
68 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Wykresy taktowaniaEksploatacja i obsługa
6.6 Wykresy taktowania
Dla wykresów taktowania ważne są następujące założenia:
• Uruchomienie przeprowadzono właściwie.
• DIØØ "/BLOKADA STOPNIA MOCY" = "1" (brak blokady)
• DIØ1 "ZEZWOLENIE/SZYBKIE ZATRZ." = "1"
Tryb ręczny
W przypadku sterowania poprzez Feldbus/Systembus, w słowie sterującym PA1powinny być ustawione następujące bity:
• PA1:0 = "0" (BLOKADA STOPNIA MOCY/ZEZWOLENIE)
• PA1:1 = "1" (ZEZWOLENIE/SZYB.ZATRZ.)
• PA1:2 = "1" (ZEZWOLENIE/STOP)
06255AXX
Rys. 47: Wykres taktowania trybu ręcznego
DI1Ø = wybór trybu (1) = start trybu ręcznego, bieg w prawo
DI11 = wybór trybu (2) = przełączanie z ruchu pełzającego → bieg szybki
DI13 = bieg w prawo (3) = przełączanie z biegu szybkiego → ruch pełzający
DI14 = bieg w lewo (4) = start trybu ręcznego, bieg w lewo
DI15 = ruch pełzający/bieg szybki n1 = prędkość obrotowa dla ruchu pełzającego w trybie
ręcznym (ustawiany podczas uruchamiania)
DBØØ= /Hamulec n2 = prędkość obrotowa dla biegu szybkiego w trybie
ręcznym (ustawiana podczas uruchamiania)
n [1/min]
n1
n2
0
-n1
-n2
DI1Ø
DI11
DI13
DI14
DI15
(1) (4)(2) (3)

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 69
6Wykresy taktowania
Eksploatacja i obsługa
Tryb odniesienia
54964BXX
Rys. 48: Wykres taktowania trybu odniesienia
PA1:8 = Start
PA1:11 = Mode Low
PA1:12 = Mode HighDI03 = Wyłącznik krańcowy
PE1:2 = Odniesienie IPOS
[1] = Uruchomienie jazdy referencyjnej (typ jazdy referencyjnej 3)
[2] = Przesunięcie na krzywkę referencyjną
[3] = Opuszczenie krzywki referencyjnej
[4] = Jeśli napęd stoi, wówczas ustawiany jest bit PE1:2 "Odniesienie IPOS". Napęd posiada
teraz odniesienie.
[1] [2] [3] [4]
PA1:8
PA1:11
PA1:12
DIO3:
PE1:2
n [1/min]
P901
P902
P902
0
50ms

6
70 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Wykresy taktowania
Eksploatacja i obsługa
Jazda
pozycjonująca
06440AXX
Rys. 49: Wykres taktowania jazdy pozycjonującej
DI1Ø = wybór trybu (1) = start jazdy pozycjonującej
DI11 = wybór trybu (2) = cel = pozycja startowa osiągnięta
DI12 = uruchomienie jazdy pozycjonującej (3) = pozycja postojowa wybrana jako
docelowa
DI13 = wybór celu dla jazdy pozycjonującej (4) = cel = pozycja postojowa osiągnięta
"0" = pozycja startowa, "1" = pozycja postojowa
DO17 = pozycja docelowa osiągnięta
n [1/min]
n1
-n1
0
DI1Ø
DI11
DI12
DI13
DO17
(1) (2) (4)(3)

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 71
6Wykresy taktowania
Eksploatacja i obsługa
Tryb automatyczny W przypadku sterowania poprzez zaciski lub poprzez Feldbus / Systembus z 1 PD.
Sterowanie
długością cięcia
bez czujnika
materiałowego
57023AXX
Rys. 50: Wykres taktowania trybu automatycznego dla sterowania długością cięcia bez czujnika
materiałowego
DI1Ø = wybór trybu (1) = wybór trybu automatycznego
DI11 = wybór trybu (2) = start trybu automatycznego, zastosowanie
długości cięcia wybranej za pomocą DI15, DI16,
DI17
DI12 = uruchomienie trybu automatycznego (3) = start pozycjonowania powrotnego (z DI14)
DI13 = zrób odstęp (4) = pozycja startowa osiągnięta (DO17)
DI14 = pozycjonowanie powrotne (5) = posuw materiału osiągnął długość cięcia,
proces sprzęgania zostanie zainicjalizowany
DI15 = długość cięcia kodowana binarnie 20 (6) = prędkość synchroniczna osiągnięta
(DO12), zastosowanie długości cięcia wybranej
za pomocą DI15, DI16, DI17 dla kolejnego cięcia
DI16 = długość cięcia kodowana binarnie 21 (7) = minimalna pozycja nawrotna osiągnięta,
start funkcji "Zrób ostęp"
DI17 = długość cięcia kodowana binarnie 22 (8) = odstęp wykonany (DO13), start
pozycjonowania powrotnego
DO12 = napęd na biegu synchronicznym (9) = pozycja startowa osiągnięta (DO17)
DO13 = "Zrób odstęp" - gotowe
DO17 = pozycja startowa osiągnięta
DI10 / PA1:8
DI11 / PA1:9
DI12 / PA1:10
DI13 / PA1:11
DI14 / PA1:12
DI15 / PA1:13
DI16 / PA1:14
DI17 / PA1:15
DO12 / PE1:10
DO13 / PE1:11
DO17 / PE1:15
[2] [3] [4] [5] [6] [7] [8] [9][1]

6
72 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Wykresy taktowania
Eksploatacja i obsługa
W przypadku sterowania poprzez Feldbus z 3 PD.
57026AXX
Rys. 51: Wykres taktowania trybu automatycznego dla sterowania długością cięcia bez czujnika
materiałowego
DI1Ø = wybór trybu (1) = wybór trybu automatycznego
DI11 = wybór trybu (2) = start trybu automatycznego, zastosowanie
długości cięcia, zastosowanie sterowania długością
cięcia (DI15)
DI12 = start trybu automatycznego (3) = start pozycjonowania powrotnego (z DI14)
DI13 = zrób odstęp (4) = pozycja startowa osiągnięta (DO17)
DI14 = pozycjonowanie powrotne (5) = posuw materiału osiągnął długość cięcia,
proces sprzęgania zostanie zainicjalizowany
DI15 = sterowanie długością cięcia (6) = prędkość synchroniczna osiągnięta (DO12),
zastosowanie długości cięcia wybranej za pomocą
DI15, DI16, DI17 dla kolejnego cięcia, zastosowanie
sterowania długością cięcia (DI15)
DI16 = czujnik materiałowy (7) = minimalna pozycja nawrotna osiągnięta, start
funkcji "Zrób ostęp"
DI17 = czujnik oznakowania (8) = odstęp wykonany (DO13), rozpoczęcie
pozycjonowania powrotnego
DO12 = napęd na biegu synchronicznym (9) = pozycja startowa osiągnięta (DO17)
DO13 = "Zrób odstęp" - gotowe
DO17 = pozycja startowa osiągnięta
DI10 / PA1:8
DI11 / PA1:9
DI12 / PA1:10
DI13 / PA1:11
DI14 / PA1:12
DI15 / PA1:13
DI16 / PA1:14
DI17 / PA1:15
DO12 / PE1:10
DO13 / PE1:11
DO17 / PE1:15
[2] [3] [4] [5] [6] [7] [8] [9][1]

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 73
6Wykresy taktowania
Eksploatacja i obsługa
Sterowanie
długością cięcia
z czujnikiem
materiałowym
W przypadku sterowania poprzez zaciski lub poprzez Systembus / Feldbus z 1 PD.
57024APL
Rys. 52: Wykres taktowania trybu automatycznego dla sterowania długością cięcia z czujnikiem
materiałowym
DIØ2 = czujnik materiałowy (1) = wybór trybu automatycznego
DI1Ø = wybór trybu (2) = start trybu automatycznego, zastosowaniedługości cięcia wybranej za pomocą DI15, DI16,DI17
DI11 = wybór trybu (3) = start pozycjonowania powrotnego (z DI14)
DI12 = uruchomienie trybu automatycznego (4) = pozycja startowa osiągnięta (DO17)
DI13 = zrób odstęp (5) = czujnik materiału rozpoznaje przednią krawędźobrabianego materiału
DI14 = pozycjonowanie powrotne (6) = posuw materiału osiągnął długość cięcia,proces sprzęgania zostanie zainicjalizowany
DI15 = długość cięcia kodowana binarnie 20 (7) = prędkość synchroniczna osiągnięta (DO12),zastosowanie długości cięcia wybranej za pomocąDI15, DI16, DI17 dla kolejnego cięcia
DI16 = długość cięcia kodowana binarnie 21 (8) = minimalna pozycja nawrotna osiągnięta,start funkcji "Zrób ostęp"
DI17 = długość cięcia kodowana binarnie 22 (9) = odstęp wykonany (DO13), rozpoczęciepozycjonowania powrotnego
DO12 = napęd na biegu synchronicznym (10) = pozycja startowa osiągnięta (DO17)
DO13 = "Zrób odstęp" - gotowe
DO17 = pozycja startowa osiągnięta
DI10 / PA1:8
DI11 / PA1:9
DI12 / PA1:10
DI13 / PA1:11
DI14 / PA1:12
DI15 / PA1:13
DI16 / PA1:14
DI17 / PA1:15
DO12 / PE1:10
DO13 / PE1:11
DO17 / PE1:15
[2] [3] [4] [5] [7] [8] [9] [10][1]
DI02
[6]

6
74 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Wykresy taktowania
Eksploatacja i obsługa
W przypadku sterowania poprzez Feldbus z 3 PD.
57027APL
Rys. 53: Wykres taktowania trybu automatycznego dla sterowania długością cięcia z czujnikiem
materiałowym
DIØ2 = czujnik materiałowy DO17= pozycja startowa osiągnięta
DI1Ø = wybór trybu (1) = wybór trybu automatycznego
DI11 = wybór trybu (2) = start trybu automatycznego, zastosowaniedługości cięcia, zastosowanie sterowaniaz czujnikiem materiałowym (DI16)
DI12 = uruchomienie trybu automatycznego (3) = start pozycjonowania powrotnego (z DI14)
DI13 = zrób odstęp (4) = pozycja startowa osiągnięta (DO17)
DI14 = pozycjonowanie powrotne (5) = czujnik materiału rozpoznaje przedniąkrawędź obrabianego materiału
DI15 = sterowanie długością (6) = posuw materiału osiągnął długość cięcia,proces sprzęgania zostanie zainicjalizowany
DI16 = czujnik materiałowy (7) = prędkość synchroniczna osiągnięta(DO12), zastosowanie długości cięcia wybranejza pomocą DI15, DI16, DI17 dla kolejnegocięcia, zastosowanie sterowania z czujnikiemmateriałowym (DI15)
DI17 = czujnik oznakowania (8) = minimalna pozycja nawrotna osiągnięta,start funkcji "Zrób ostęp"
DO12 = napęd na biegu synchronicznym (9) = odstęp wykonany (DO13), rozpoczęciepozycjonowania powrotnego
DO13 = "Zrób odstęp" - gotowe (10) = pozycja startowa osiągnięta (DO17)
DI10 / PA1:8
DI11 / PA1:9
DI12 / PA1:10
DI13 / PA1:11
DI14 / PA1:12
DI15 / PA1:13
DI16 / PA1:14
DI17 / PA1:15
DO12 / PE1:10
DO13 / PE1:11
DO17 / PE1:15
[2] [3] [4] [5] [7] [8] [9] [10][1]
DI02
[6]

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 75
6Wykresy taktowania
Eksploatacja i obsługa
Sterowanie
w oparciu
o oznakowanie
W przypadku sterowania poprzez zaciski lub poprzez Systembus / Feldbus z 1 PD.
57025APL
Rys. 54: Wykres taktowania trybu automatycznego dla sterowania w oparciu o oznakowanie
DIØ2 = czujnik oznakowania (1) = wybór trybu automatycznego
DI1Ø = wybór trybu (2) = start trybu automatycznego
DI11 = wybór trybu (3) = start pozycjonowania powrotnego (z DI14)
DI12 = uruchomienie trybu automatycznego (4) = pozycja startowa osiągnięta (DO17)
DI13 = zrób odstęp (5) = czujnik rozpoznaje oznakowanie cięcia
DI14 = pozycjonowanie powrotne (6) = posuw materiału osiągną wartość offsetu
ustawioną podczas uruchamiania
DO12 = napęd na biegu synchronicznym (7) = prędkość synchroniczna osiągnięta (DO12)
DO13 = "Zrób odstęp" - gotowe (8) = minimalna pozycja nawrotna osiągnięta, start
funkcji "Zrób ostęp"
DO17 = pozycja startowa osiągnięta (9) = odstęp wykonany (DO13), rozpoczęcie
pozycjonowania powrotnego
(10) = pozycja startowa osiągnięta (DO17)
DI10 / PA1:8
DI11 / PA1:9
DI12 / PA1:10
DI13 / PA1:11
DI14 / PA1:12
DO12 / PE1:10
DO13 / PE1:11
DO17 / PE1:15
[2] [3] [4] [5] [7] [8] [9] [10][1]
DI02
[6]

6
76 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Wykresy taktowania
Eksploatacja i obsługa
W przypadku sterowania poprzez Feldbus z 3 PD.
57028APL
Rys. 55: Wykres taktowania trybu automatycznego dla sterowania w oparciu o oznakowanie
DIØ2 = czujnik oznakowania (1) = wybór trybu automatycznego
DI1Ø = wybór trybu (2) = start trybu automatycznego, zastosowanie
sterowania z czujnikiem materiałowym (DI17)
DI11 = wybór trybu (3) = start pozycjonowania powrotnego (z DI14)
DI12 = uruchomienie trybu automatycznego (4) = pozycja startowa osiągnięta (DO17)
DI13 = zrób odstęp (5) = czujnik rozpoznaje oznakowanie cięcia
DI14 = pozycjonowanie powrotne (6) = posuw materiału osiągną wartość offsetu
ustawioną podczas uruchamiania, proces
sprzęgania zostanie zainicjalizowany
DI15 = sterowanie długością (7) = prędkość synchroniczna osiągnięta
(DO12), zastosowanie sterowania z czujnikiem
oznakowania (DI17)
DI16 = czujnik materiałowy (8) = minimalna pozycja nawrotna osiągnięta,
start funkcji "Zrób ostęp"
DI17 = czujnik oznakowania (9) = odstęp wykonany (DO13), rozpoczęcie
pozycjonowania powrotnego
DO12 = napęd na biegu synchronicznym (10) = pozycja startowa osiągnięta (DO17)
DO13 = "Zrób odstęp" - gotowe
DO17 = pozycja startowa osiągnięta
DI10 / PA1:8
DI11 / PA1:9
DI12 / PA1:10
DI13 / PA1:11
DI14 / PA1:12
DI15 / PA1:13
DI16 / PA1:14
DI17 / PA1:15
DO12 / PE1:10
DO13 / PE1:11
DO17 / PE1:15
[2] [3] [4] [5] [7] [8] [9] [10][1]
DI02
[6]

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 77
6Informacje o zakłóceniach
Eksploatacja i obsługa
6.7 Informacje o zakłóceniach
Pamięć błędów (P080) zapisuje pięć ostatnich komunikatów o błędach (błędy t-0...t-4).Za każdym razem kasowany jest najstarszy komunikat o błędach w przypadkuwystąpienia więcej niż pięciu błędów. W chwili wystąpienia zakłócenia zapisywane sąnastępujące informacje:
Zaistniały błąd • Status wejść/wyjść binarnych • Tryb roboczy falownika • Statusfalownika • Temperatura radiatora • Prędkość obrotowa • Prąd wyjściowy • Prąd czynny• Obciążenie urządzenia • Napięcie obwodu pośredniego • Czas stanu pracy • Czasstanu zezwolenia • Zestaw parametrów • Obciążenie silnika.
W zależności od zakłócenia możliwe są trzy reakcje wyłączające; w czasie zakłóceniafalownik zostaje zablokowany:
• Natychmiastowe wyłączenie:
Urządzenie nie może już wyhamować napędu; stopień wyjściowy zostaje wprzypadku wystąpienia błędu zablokowany i natychmiast załącza się hamulec(DBØØ "/Hamulec" = "0").
• Szybkie zatrzymanie:
Następuje wyhamowanie napędu na rampie szybkiego zatrzymania t13/t23.W momencie osiągnięcia liczby obrotów, przy której możliwe jest zatrzymanie,załącza się hamulec (DBØØ "/Hamulec" = "0"). Stopień wyjściowy zostaje po upływieczasu załączenia hamulca zablokowany (P732 / P735).
• Zatrzymanie awaryjne:
Następuje wyhamowanie napędu na rampie zatrzymania t14/t24. W momencieosiągnięcia liczby obrotów, przy której możliwe jest zatrzymanie, załącza sięhamulec (DBØØ "/Hamulec" = "0"). Stopień wyjściowy zostaje po upływie czasuzałączenia hamulca zablokowany (P732 / P735).
Reset Komunikat o błędzie może zostać skasowany poprzez:
• Wyłączenie i ponowne włączenie do sieci.
Zalecenie: Dla stycznika sieciowego K11 zachować minimalny czas wyłączenia 10s.
• Reset poprzez wejście binarne DIØ3. Poprzez uruchomienie "Flying Saw", wejściebinarne zostanie obsadzone funkcją "Reset".
• Tylko w przypadku sterowania poprzez Feldbus/Systembus: "0"→"1"→"0" sygnałdo bitu PA1:6 w słowie sterującym PA1.
• W managerze MOVITOOLS® przyciśnij klawisz Reset.
• Manualny reset w MOVITOOLS/Shell (P840 = "YES" lub [Parameter] / [Manual reset]).
• Manualny reset z DBG60B (MDX61B) lub DBG11A (MCH4_A).
Aktywny Timeout Jeśli falownik jest sterowany poprzez złącze komunikacyjne (RS-485 lub SBus) i jeśliwyłączono i włączono sieć lub przeprowadzono reset błędu, to zezwolenie pozostanienieaktywne tak długo, póki falownik nie otrzyma ponownie aktualnych danych ze złączakontrolowanego przez Time out.
11136AEN
Rys. 56: Reset za pomocą MOVITOOLS®

6
78 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Komunikaty o błędach
Eksploatacja i obsługa
6.8 Komunikaty o błędach
Wskazania Kod błędu / ostrzeżenia wyświetlany jest w formie kodu binarnego, przy jednoczesnymzachowaniu kolejności wskazań:
Po przeprowadzeniu resetu lub jeśli kod błędu / ostrzeżenia przyjmie ponownie wartość "0",
wyświetlacz przełączy się na wskazania robocze.
Lista błędów W poniższej tabeli przedstawiono wybrane komunikaty z pełnej listy błędów(→ Instrukcja obsługi MOVIDRIVE®). Przedstawiono tylko te błędy, które mogąwystąpić szczególnie w przypadku tej aplikacji.
Punkt w kolumnie "P" oznacza, iż reakcja jest możliwa do zaprogramowania (P83_ reakcja
na błędy). W kolumnie "reakcja" podane są reakcje ustawione fabrycznie.
01038AXX
Pulsuje, ok. 1 s
Wskazania wyłączone, ok. 0,2 s
Miejsce dziesiętne, ok. 1 s
Wskazania wyłączone, ok. 0,2 s
Miejsce jedynkowe, ok. 1 s
Wskazania wyłączone, ok. 0,2 s
Kod błędu Nazwa Reakcja P Możliwa przyczyna Środki zaradcze
00 Brak błędu -
07 Przepięcie UZNatychmiastowe wyłączenie
Zbyt wysokie napięcie obwodu pośredniego
• Przedłużyć rampy opóźnienia• Sprawdzić przewód zasilający rezystora
hamującego• Sprawdzić dane techniczne rezystora
hamującego
08 Kontrola prędkości n
Natychmiastowe wyłączenie
• Regulator obrotów lub regulator prądowy (w trybie pracy VFC bez enkodera) pracuje na granicy ustawienia ze względu na przeciążenie mechaniczne lub brak fazy w sieci lub silniku.
• Enkoder niewłaściwe podłączony lub błędny kierunek obrotu.
• W przypadku regulacji momentu przekroczona zostanie nmaks.
• Zmniejszyć obciążenie• Zwiększyć ustawiony czas opóźnienia
(P501 lub P503).• Sprawdzić podłączenie enkodera,
ewent. zamienić parami A/A i B/B• Sprawdzić napięcie zasilające enkodera• Skontrolować ograniczenie prądowe• W razie potrzeby przedłużyć rampy• Sprawdzić silnik i zasilanie silnika• Sprawdzić fazy w sieci

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 79
6Komunikaty o błędach
Eksploatacja i obsługa
10 IPOS-ILLOPZatrzymanie awaryjne
• Rozpoznano niewłaściwe polecenie dla wykonania programu IPOSplus®.
• Niewłaściwe warunki do wykonania polecenia.
• Sprawdzić zawartość pamięci programu i, jeśli to konieczne, skorygować.
• Załadować właściwy program do pamięci programu.
• Sprawdzić przebieg programu (→ IPOSplus® podręcznik)
14 EnkoderNatychmiastowe wyłączenie
• Przewód enkodera lub ekran niewłaściwie podłączone
• Zwarcie/przerwanie przewodu enkodera
• Enkoder uszkodzony
Sprawdzić czy przewód i ekran enkodera są właściwie podłączone, czy nie ma zwarcia / przerwania przewodu.
25 EEPROMSzybkie zatrzymanie
Błąd dostępu do EEPROM lub do karty pamięci
• Wywołać ustawienie fabryczne, przeprowadzić reset i ponowną parametryzację.
• W przypadku ponownego wystąpienia błędu należy skontaktować się z serwisem SEW.
• Zamienić kartę pamięci.
28 FieldbusTimeout
Szybkie zatrzymanie
•
W ramach ustawionego czasu nie doszło do komunikacji między urządzeniami master i slave.
• Sprawdzić program komunikacyjny Master'a
• Przedłużyć czas Feldbus Timeout (P819) lub wyłączyć kontrolę
29Najechano na wyłącznik krańcowy
Zatrzymanie awaryjne
W trybie pracy IPOSplus® najechano na wyłącznik krańcowy.
• Sprawdzić zakres jazdy.• Skorygować program użytkownika
31 Czujnik TFBrakreakcji
•
• Silnik zbyt gorący, zadziałał czujnik TF• TF silnika nie podłączony lub
podłączony niewłaściwie• Połączenie MOVIDRIVE® i TF
na silniku przerwane• Brak mostka pomiędzy X10:1 a X10:2.
• Ochłodzić silnik i skasować błąd• Sprawdzić przyłącza / połączenie
pomiędzy MOVIDRIVE® a TF.• Gdy nie podłączony jest czujnik TF:
mostek X10:1 z X10:2.• P835 ustawić na "Brak reakcji".
36 Brak opcjiNatychmiastowe wyłączenie
• Typ kart opcji niedopuszczalny.• Zródło wartości zadanych, źródło
sterowania lub tryb pracy są niedopuszczalne dla tej karty opcji.
• Ustawiono niewłaściwy typ enkodera dla DIP11B.
• Włożyć właściwą kartę opcji.• Ustawić właściwe źródło wartości
zadanych (P100).• Ustawić właściwe źródło sterowania
(P101).• Ustawić właściwy tryb pracy (P700 lub
P701).• Wprowadzić właściwy typ enkodera.
42 Błąd nadążania
Natychmiastowe wyłączenie
•
• Enkoder nadawczy niewłaściwie podłączony
• Zbyt krótkie rampy rozpędowe• Część P regulatora pozycji zbyt mała• Regulator obrotów źle
sparametryzowany• Wartość dla tolerancji błędu
nadążania zbyt mała
• Sprawdzić podłączenie enkodera nadawczego
• Przedłużyć rampy• Zwiększyć część P• Ponownie sparametryzować regulator
prędkości obrotowej• Zwiększyć tolerancję błędu nadążania• Sprawdzić okablowanie enkodera,
silnika i fazy sieci.• Sprawdzić, czy mechanika nie pracuje
za ciężko, nie dojechała do blokady.
94Suma kontrolna EEPROM
Natychmiastowe wyłączenie
Zakłócenia w elektronice falownika. ewent. wskutek oddziaływań EMV lub uszkodzenie podzespołów.
Odesłać urządzenie do naprawy.
Kod błędu Nazwa Reakcja P Możliwa przyczyna Środki zaradcze

7
80 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Ważne wskazówki
Kompatybilność MOVIDRIVE® A / B / compact
7 Kompatybilność MOVIDRIVE® A / B / compact
7.1 Ważne wskazówki
Moduł aplikacyjny "Flying Saw" dla MOVIDRIVE® MDX61B oferuje dodatkowe funkcje,które nie są oferowane w połączeniu z MOVIDRIVE® MD_60A lub MOVIDRIVE®
compact. W tym rozdziale zawarto informacje na temat różnić w zastosowaniu modułuaplikacyjnego w połączeniu z urządzeniem MOVIDRIVE® MD_60A lub MOVIDRIVE®
compact i na co należy zwrócić uwagę przy projektowaniu.
Projektowanie
MOVIDRIVE®
MD_60A /
MOVIDRIVE®
compact
Moduł aplikacyjny "Flying Saw" wymaga koniecznie sprzężenia zwrotnego enkodera idlatego może być realizowany tylko przy pomocy następujących falowników:
– MOVIDRIVE® MDV60A / MDS60A
– MOVIDRIVE® compact MCV / MCS
– MOVIDRIVE® compact MCH41A / MCH42A
Kompatybilność
zacisków
sprzętowych
MOVIDRIVE® MDX61B posiada w przeciwieństwie do MOVIDRIVE® MD_60A dwadodatkowe wejścia cyfrowe (DI06, DI07) oraz trzy dodatkowe wyjścia binarne (DO03,DO04, DO05). Dodatkowe wejścia i wyjścia sprzętowe parametryzowane są przypierwszym uruchomieniu na "brak funkcji" i nie są wewnętrznie analizowane.
Wyłączniki
programowe
Jazda kalibracyjna wyłączników programowych możliwa jest z MOVIDRIVE® MD_60A,MOVIDRIVE® compact MCx / MCH dopiero od następujących wersji oprogramowania:
– MOVIDRIVE® MD_60A: 823 854 5.15
– MOVIDRIVE® compact MCx: 823 859 6.14
– MOVIDRIVE® comapct MCH: 823 947 9.17
Zapis zmiennych
IPOSplus®Zapis zmiennych IPOSplus® za pomocą programu MOVITOOLS® "Scope" możliwy jesttylko z MOVIDRIVE® MDX61B.
Obiekt nadawczy
SBus dla
DriveSync Slave
Jeśli zastosowany zostanie MOVIDRIVE® MD_60A lub MOVIDRIVE® compact MCx /MCH, wówczas nie można ustawić żadnego obiektu nadawczego SBus do celówprzesyłania pozycji rzeczywistej. Podłączenie modułu aplikacyjnego "DriveSync viaFeldbus" jest również niemożliwe.

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 81
7Schematy połączeń
Kompatybilność MOVIDRIVE® A / B / compact
7.2 Schematy połączeń
56269APL
Rys. 57: MOVIDRIVE® compact MCH4_A
X14:
X15:
X30: (MCH41A)
X11:
X12:
DIØØ
DIØ1
DIØ2
DIØ3
DIØ4
DIØ5
DCOM
VO24
DGND
DBØØ
DOØ1-C
DOØ1-NO
DOØ1-NC
DOØ2/AO1
VI24
DGND
1
2
3
4
5
6
7
8
9
1
2
3
4
5
6
7
1
5
6
9
MOVIDRIVE® compact MCH4_A
= +-24V
X30: (MCH42A) LWL Remote IN
Dane odbiorcze
X31: (MCH42A) LWL Remote IN
Dane nadawcze
X32: (MCH42A) LWL Remote OUT
Dane odbiorcze
X33: (MCH42A) LWL Remote OUT
Dane nadawcze
/Blokada stopnia mocy
Zezwolenie/zatrzymanie
Reset
Krzywka referencyjna
/Wyłącznik krańcowy prawy
/Wyłącznik krańcowy lewy
Odniesienie X10:DIØØ...DIØ5
Wyjście DC+24-V
Potencjał odniesienia sygnałów binarnych
/Hamulec
Styk przekaźnika gotowy do pracy
Styk przekaźnikowy zwierny
Styk przekaźnikowy rozwierny
/Zakłócenie
Wejście DC+24-V
Potencjał odniesienia sygnałów binarnych
Enkoder silnika (HIPERFACE®
, sin/cos lub 5-V-TTL)
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCH)
Podłączenie PROFIBUS-DP
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCH)
Po
dłą
cze
nie
IN
TE
RB
US
-LW
L
(Po
dłą
cze
nie
→ I
nstr
ukcja
ob
słu
gi
MO
VID
RIV
E®
com
pact
MC
H)
Wejście enkodera zewnętrznego (HIPERFACE®
,
sin/cos lub 5-V-TTL) lub połączenie X14-X14
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCH)
X1
4 E
nko
de
r I/
OX
15
En
ko
de
r IN
X11
X12
Remote INX30 IN
Remote INX31 OUT
Remote OUTX32 IN
Remote OUTX33 OUT
123456789
1234
567
UL
CC
123456789
1234567
DIØØDIØ1DIØ2DIØ3DIØ4DIØ5DCOMVO24DGND
DBØØDOØ1-CDOØ1-NODOØ1-NCDOØ2VI24DGND
X11
X12
MCH 42A
PR
OF
I
BU
SPR
OC
ESS
FIEL
D B
US
FO
2F
O1
TR
RD
BA

7
82 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Schematy połączeńKompatybilność MOVIDRIVE® A / B / compact
56273APL
Rys. 58: MOVIDRIVE® compact MCV / MCS
X14: (MCV/MCS)
X15: (MCV/MCS)
X30: (MCV/MCS41A)
X10:
DIØØ
DIØ1
DIØ2
DIØ3
DIØ4
DIØ5
DCOM
VO24
DGND
DOØ1-C
DOØ2
DOØ1-NO
DBØØ
DOØ1-NC
DGND
VI24
REF1
AI11
REF2
AI12
SC11
AI21
SC12
AGND
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
1
1
5
5
5
1
6
6
9
9
9
6
MOVIDRIVE® compact MCV / MCSP
RO
FI
BU
SPR
OC
ESS
FIEL
D B
US
=+-
24V
X10
REF1
REF2
Sc11
SC12
DIØØ
DIØ2
DIØ4
DCOM
DGND
DOØ2
DBØØ
DGND
Ai11
AI12
AI21
AGND
DIØ1
DIØ3
DIØ5
VO24
DOØ1-C
DOØ1-NO
DOØ1-NC
VI24
1
3
5
7
9
11
13
15
17
19
21
23
2
4
6
8
10
12
14
16
18
20
22
24
1
5
6
9
PROFIBUS DPX30
RUNBUS
FAULT
1
5
6
9
5
1
9
6
X15ENCODER IN
X14ENCODER I/O
/Blokada stopnia mocy
Zezwolenie/zatrzymanie
Reset
Krzywka referencyjna
/Wyłącznik krańcowy prawy
/Wyłącznik krańcowy lewy
Odniesienie X10:DIØØ...DIØ5
Wyjście DC+24-V
Potencjał odniesienia sygnałów binarnych
Styk przekaźnikowy gotowy do pracy
Zakłócenie
Styk przekaźnikowy zwierny
/Hamulec
Styk przekaźnikowy rozwierny
Potencjał odniesienia sygnałów binarnych
Wejście DC+24-V
+10 V
-10 V
Systembus High
Wejście TF-/TH
Systembus Low
Potencjał odniesienia sygnałów analogowych
Enkoder silnika:
Enkoder inkrementalny (MCV) lub resolwer (MCS)
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCV/MCS)
Podłączenie PROFIBUS-DP
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCV/MCS41A)
Wejście enkodera zewnętrznego,
enkodera inkrementalnego 5 V TTL,
(Podłączenie → Instrukcja obsługi
MOVIDRIVE® compact MCV/MCS)
MCV41A

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 83
7Schematy połączeń
Kompatybilność MOVIDRIVE® A / B / compact
56268APL
Rys. 59: MOVIDRIVE® MDV / MDS60_A
X14:
X15:
X62:
X13:DIØØ
DIØ1
DIØ2
DIØ3
DIØ4
DIØ5
DCOM
VO24
DGND
ST11
ST12
1
2
3
4
5
6
7
8
9
10
11
X10:
X60:
X61:
TF1
DGND
DBØØ
DOØ1-C
DOØ1-NO
DOØ1-NC
DOØ2
VO24
VI24
DGND
DI1Ø
DI11
DI12
DI13
DI14
DI15
DI16
DI17
DCOM
DGND
DO1Ø
DO11
DO12
DO13
DO14
DO15
DO16
DO17
DGND
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
1
1
5
5
5
1
6
6
9
9
9
6
=
=
+
+
-
-
24V
24V
MDV (MDS)
X11
X12
S11S12
X13
X10
X14ENCODER IN/OUT
(Resolver IN)
12345
123456789
1011
123456789
10
123
Supply out 24V=
mA ↔ VR ON ↔ OFF
DIP
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
X60
X61
X62
Wejście TF
Potencjał odniesienia sygnałów binarnych
/Hamulec
Styk przekaźnika gotowy do pracy
Styk zwierny
Styk rozwierny
/Zakłócenie
Wyjście DC+24-V
Wejście DC+24-V
Potencjał odniesienia sygnałów binarnych
Wejście IPOS
Wejście IPOS
Wejście IPOS
Wejście IPOS
Wejście IPOS
Wejście IPOS
Wejście IPOS
Wejście IPOS
Odniesienie X22:DI1Ø...DI17
Potencjał odniesienia sygnałów binarnych
Wyjście IPOS
Wyjście IPOS
Wyjście IPOS
Wyjście IPOS
Wyjście IPOS
Wyjście IPOS
Wyjście IPOS
Wyjście IPOS
Potencjał odniesienia sygnałów binarnych
/Blokada stopnia mocy
Zezwolenie/zatrzymanie
Reset
Krzywka referencyjna
/Wyłącznik krańcowy prawy
/Wyłącznik krańcowy lewy
Odniesienie X13:DIØØ...DIØ5
Wyjście DC+24-V
Potencjał odniesienia sygnałów binarnych
RS-485+
RS-485-
MOVIDRIVE®
DIP11A
Enkoder silnika:Enkoder inkrementalny (MDV) lub resolwer (MDS)
Enkoder absolutny
(Podłączenie → Podręcznik "Pozycjonowanie z enkoderem absolutnym i kartą enkodera absolutnego DIP11A")
Wejście enkodera zewnętrznego,enkodera inkrementalnego 5-V-TTL
(Podłączenie → Instrukcja obsługi MOVIDRIVE®
)
SSI-interfejs
Gray-Code
(Podłączenie → Instrukcja obsługi MOVIDRIVE®
)
X15ENCODER IN

8
84 Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła"
Skorowidz
8 Skorowidz
B
Bezpieczne zatrzymanie .....................................17
C
Cechy funkcji .......................................................10
I
Identyfikacja ..........................................................8Identyfikacja programu aplikacyjnego ...................8Informacja o zakłóceniu
Reakcja - natychmiastowe wyłączenie .........77Reakcja - szybkie zatrzymanie .....................77Reakcja - zatrzymanie awaryjne ...................77Reset ............................................................77
Informacje o zakłóceniach ...................................77Instalacja
CANopen (DFC11B) .....................................26DeviceNet (DFD11B) ....................................27INTERBUS (DFI11B) ....................................25INTERBUS ze światłowodem (DFI21B) .......24MCH4_A .......................................................29MDX61B ze sterowaniem Bus ......................22Oprogramowanie MOVITOOLS® ..................19Połączenie magistrali systemowej (SBus) ....28PROFIBUS (DFP21B) ..................................23Schemat połączeń MDX61B ze
sterowaniem zaciskami (DIO11B) ...20Wersja technologiczna .................................19
Instalacja MOVITOOLS® ....................................19
J
Jazda referencyjna ..............................................62
K
Kompatybilność MOVIDRIVE® A / B / compact ..80Kompatybilność zacisków sprzętowych ........80Schemat połączeń MOVIDRIVE® compact
MCH_4A ..........................................81Schemat połączeń MOVIDRIVE® compact
MCV / MCS ......................................82Schemat połączeń MOVIDRIVE®
MDV / MDS ......................................83Wskazówki na temat projektowania .............80Wyłączniki programowe ................................80Zapis zmiennych IPOSplus® ..........................80
Komunikaty o błędachLista błędów ..................................................78Wskazania ....................................................78
Ł
Ładowanie danych uruchomienia ........................47
M
Magistrala systemowa (SBus)Połączenie ....................................................28
Monitor ................................................................49Praca z Feldbus/Systembus .........................51Symulacja sterowania ...................................54
Wskazanie danych procesowych
Feldbus 1 ..........................................51
Wskazanie danych procesowych Feldbus 2
(sterowanie Bus z 1 PD) ................... 52
Wskazanie danych procesowych Feldbus 2
(sterowanie Bus z 3 PD) ................. 53Wskazanie stanu ......................................... 50Wskazanie statusu ....................................... 49
O
Obsadzenie danych procesowych ..................... 15Opis "latającej piły" ............................................... 6Opis funkcji ......................................................... 10Opis systemu ....................................................... 6
P
Parametry i zmienne IPOSplus® ......................... 55Pierwsze uruchomienie ...................................... 33Pozycjonowanie ................................................. 63Projektowanie
Bezpieczne zatrzymanie .............................. 17Falownik, silnik, przekładnia .......................... 9Jazda referencyjna ...................................... 11Obsadzenie danych procesowych ............... 15Odcinek materiału, prędkość taśmociągu .... 14PC i oprogramowanie .................................... 9Pozycjonowanie ........................................... 12Tryb automatyczny ...................................... 12Tryb ręczny .................................................. 11Tryby pracy .............................................. 9, 11Warunek ........................................................ 9Wejściowe dane procesowe ........................ 17Wyjściowe dane procesowe ........................ 16
Przykład zastosowania ......................................... 7
R
Rozruch napędu ................................................. 60
S
Schematy połączeńMDX61B ze sterowaniem
zaciskami (DIO11B) ........................ 20MOVIDRIVE® compact MCH_4A ................ 81MOVIDRIVE® compact MCH4_A ................ 29MOVIDRIVE® compact MCV / MCS ............ 82MOVIDRIVE® MDV / MDS ........................... 83
Sterowanie Bus .................................................. 22Sterowanie długością cięcia ............................... 64Sterowanie w oparciu o oznakowanie ................ 66Sterowanie zaciskami ........................................ 20
T
Timeout .............................................................. 77Tryb automatyczny ............................................. 64
Sterowanie długością cięcia ........................ 64Tryb automatyczny Sterowanie w oparciu o oznakowanie ................................................... 66

Podręcznik – MOVIDRIVE® MDX61B Aplikacja "Latająca piła" 85
8Skorowidz
Tryb automatyczny, sterowanie długością cięcia czujnikiem materiałowym ..........................73Tryb ręczny .........................................................61Tryby pracy .........................................................11
Jazda referencyjna .......................................62Pozycjonowanie ............................................63Tryb automatyczny .......................................64Tryb ręczny ...................................................61
U
Uruchomienie ......................................................32Informacje ogólne .........................................32Ładowanie danych uruchomienia .................47Obliczanie skalacji Master .............................36Obliczanie skalacji Slave ..............................37Parametry dla piły (sterowanie zaciskami,
sterowanie Bus z 1 PD) ...................40Parametry i zmienne IPOSplus® ....................55Pierwsze uruchomienie ................................33Prace wstępne ..............................................32Uruchomienie programu ...............................33Ustawianie parametrów dla trybu ręcznego,
jazdy referencyjnej i pozycjonowania .............................39
Ustawianie parametru dla pozycjonowania powrotnego i odstępu ......................45
Źródło sterowania, parametry Feldbus, obsadzenie danych procesowych (sterowanie Bus) ..............................35
Źródło sterowania, parametry Feldbus, obsadzenie danych procesowych (sterowanie zaciskami) ....................34
Uruchomienie napędu .........................................60Ustawianie obiektu nadawczego SBus ...............18
W
Ważne wskazówki .................................................4Objaśnienia symboli .......................................4
Wejściowe dane procesowe ................................17Wskazówki bezpieczeństwa ..................................5Wyjściowe dane procesowe ................................16Wykres taktowania
Jazda pozycjonująca ....................................70Tryb automatyczny, sterowanie długością
cięcia bez czujnika materiałowego (Bus z 3 PD) ....................................72
Tryb automatyczny, sterowanie długością cięcia bez czujnika materiałowego (zacisk lub Bus z 1 PD) ...................71
Tryb automatyczny, sterowanie długością cięcia z czujnikiem materiałowym (Bus z 3 PD) ....................................74
Tryb ręczny ...................................................68
Wykresy taktowania ........................................... 68Tryb automatyczny, sterowanie długością
cięcia z czujnikiem materiałowym (zacisk lub Bus z 1 PD) ................... 73
Tryb automatyczny, sterowanie w oparciu o oznakowanie (Bus z 3 PD) .......... 76
Tryb automatyczny, sterowanie w oparciu o oznakowanie (zacisk lub Bus z 1 PD) ................... 75
Tryb odniesienia .......................................... 69
Z
Zakresy zastosowania .......................................... 6Zapisywanie zmiennych IPOSplus® .................... 59

Spis adresów
86 04/2007
Spis adresów Niemcy
Główny zarządZakład produkcyjnyDystrybucja
Bruchsal SEW-EURODRIVE GmbH & Co KGErnst-Blickle-Straße 42 D-76646 BruchsalAdres skrzynki pocztowejPostfach 3023 · D-76642 Bruchsal
Tel. +49 7251 75-0Faks +49 7251 75-1970http://[email protected]
Centrum serwisowe Centrum Przekładnie / Silniki
SEW-EURODRIVE GmbH & Co KGErnst-Blickle-Straße 1 D-76676 Graben-Neudorf
Tel. +49 7251 75-1710Faks +49 7251 [email protected]
Centrum Elektronika
SEW-EURODRIVE GmbH & Co KGErnst-Blickle-Straße 42 D-76646 Bruchsal
Tel. +49 7251 75-1780Faks +49 7251 [email protected]
Północ SEW-EURODRIVE GmbH & Co KGAlte Ricklinger Straße 40-42 D-30823 Garbsen (przy Hannover)
Tel. +49 5137 8798-30Faks +49 5137 [email protected]
Wschód SEW-EURODRIVE GmbH & Co KGDänkritzer Weg 1D-08393 Meerane (przy Zwickau)
Tel. +49 3764 7606-0Faks +49 3764 [email protected]
Południe SEW-EURODRIVE GmbH & Co KGDomagkstraße 5D-85551 Kirchheim (przy Monachium)
Tel. +49 89 909552-10Faks +49 89 [email protected]
Zachód SEW-EURODRIVE GmbH & Co KGSiemensstraße 1D-40764 Langenfeld (przy Düsseldorfie)
Tel. +49 2173 8507-30Faks +49 2173 [email protected]
Drive Service Hotline / dyżur telefoniczny 24-h +49 180 5 SEWHELP+49 180 5 7394357
Dalsze adresy dotyczące punktów serwisowych w Niemczech na żądanie.
Francja
Zakład produkcyjnyDystrybucjaSerwis
Haguenau SEW-USOCOME 48-54, route de Soufflenheim B. P. 20185F-67506 Haguenau Cedex
Tel. +33 3 88 73 67 00 Faks +33 3 88 73 66 00http://[email protected]
Zakłady montażoweDystrybucjaSerwis
Bordeaux SEW-USOCOME Parc d’activités de Magellan62, avenue de Magellan - B. P. 182F-33607 Pessac Cedex
Tel. +33 5 57 26 39 00Faks +33 5 57 26 39 09
Lyon SEW-USOCOME Parc d’Affaires RooseveltRue Jacques TatiF-69120 Vaulx en Velin
Tel. +33 4 72 15 37 00Faks +33 4 72 15 37 15
Paris SEW-USOCOME Zone industrielle 2, rue Denis Papin F-77390 Verneuil I’Etang
Tel. +33 1 64 42 40 80Faks +33 1 64 42 40 88
Dalsze adresy dotyczące punktów serwisowych we Francji na żądanie.
Algerien
Dystrybucja Alger Réducom 16, rue des Frères ZaghnounBellevue El-Harrach16200 Alger
Tel. +213 21 8222-84Faks +213 21 8222-84
Argentyna
Zakład montażowyDystrybucjaSerwis
Buenos Aires SEW EURODRIVE ARGENTINA S.A.Centro Industrial Garin, Lote 35Ruta Panamericana Km 37,51619 Garin
Tel. +54 3327 4572-84Faks +54 3327 [email protected]

Spis adresów
04/2007 87
Australia
Zakłady montażoweDystrybucjaSerwis
Melbourne SEW-EURODRIVE PTY. LTD.27 Beverage DriveTullamarine, Victoria 3043
Tel. +61 3 9933-1000Faks +61 3 9933-1003http://[email protected]
Sydney SEW-EURODRIVE PTY. LTD.9, Sleigh Place, Wetherill Park New South Wales, 2164
Tel. +61 2 9725-9900Faks +61 2 [email protected]
Austria
Zakład montażowyDystrybucjaSerwis
Wiedeń SEW-EURODRIVE Ges.m.b.H. Richard-Strauss-Strasse 24A-1230 Wien
Tel. +43 1 617 55 00-0Faks +43 1 617 55 00-30http://[email protected]
Belgia
Zakład montażowyDystrybucjaSerwis
Brüssel CARON-VECTOR S.A.Avenue Eiffel 5B-1300 Wavre
Tel. +32 10 231-311Faks +32 10 231-336http://[email protected]
Brazylia
Zakład produkcyjnyDystrybucjaSerwis
Sao Paulo SEW-EURODRIVE Brasil Ltda.Avenida Amâncio Gaiolli, 50Caixa Postal: 201-07111-970Guarulhos/SP - Cep.: 07251-250
Tel. +55 11 6489-9133Faks +55 11 6480-3328http://[email protected]
Dalsze adresy dotyczące punktów serwisowych w Brazylii na żądanie.
Bułgaria
Dystrybucja Sofia BEVER-DRIVE GMBHBogdanovetz Str.1BG-1606 Sofia
Tel. +359 2 9532565Faks +359 2 [email protected]
Chile
Zakład montażowyDystrybucjaSerwis
Santiago de Chile
SEW-EURODRIVE CHILE LTDA.Las Encinas 1295Parque Industrial Valle GrandeLAMPARCH-Santiago de ChileAdres skrzynki pocztowejCasilla 23 Correo Quilicura - Santiago - Chile
Tel. +56 2 75770-00Faks +56 2 [email protected]
Chiny
Zakład produkcyjnyZakład montażowyDystrybucjaSerwis
Tianjin SEW-EURODRIVE (Tianjin) Co., Ltd.No. 46, 7th Avenue, TEDA Tianjin 300457
Tel. +86 22 25322612Faks +86 22 [email protected]://www.sew.com.cn
Zakład montażowyDystrybucjaSerwis
Suzhou SEW-EURODRIVE (Suzhou) Co., Ltd.333, Suhong Middle RoadSuzhou Industrial ParkJiangsu Province, 215021P. R. Chiny
Tel. +86 512 62581781Faks +86 512 [email protected]
Chorwacja
DystrybucjaSerwis
Zagrzeb KOMPEKS d. o. o.PIT Erdödy 4 IIHR 10 000 Zagreb
Tel. +385 1 4613-158Faks +385 1 [email protected]
Dania
Zakład montażowyDystrybucjaSerwis
Kopenhaga SEW-EURODRIVEA/SGeminivej 28-30, P.O. Box 100DK-2670 Greve
Tel. +45 43 9585-00Faks +45 43 9585-09http://[email protected]

Spis adresów
88 04/2007
Estonia
Dystrybucja Tallin ALAS-KUUL ASPaldiski mnt.125EE 0006 Tallin
Tel. +372 6593230Faks +372 [email protected]
Finlandia
Zakład montażowyDystrybucjaSerwis
Lahti SEW-EURODRIVE OYVesimäentie 4FIN-15860 Hollola 2
Tel. +358 3 589-300Faks +358 3 7806-211http://[email protected]
Gabun
Dystrybucja Libreville Electro-ServicesB. P. 1889Libreville
Tel. +241 7340-11Faks +241 7340-12
Grecja
DystrybucjaSerwis
Ateny Christ. Boznos & Son S.A.12, Mavromichali StreetP.O. Box 80136, GR-18545 Piraeus
Tel. +30 2 1042 251-34 Faks +30 2 1042 251-59http://[email protected]
Hiszpania
Zakład montażowyDystrybucjaSerwis
Bilbao SEW-EURODRIVE ESPAÑA, S.L. Parque Tecnológico, Edificio, 302E-48170 Zamudio (Vizcaya)
Tel. +34 9 4431 84-70Faks +34 9 4431 [email protected]
Holandia
Zakład montażowyDystrybucjaSerwis
Rotterdam VECTOR Aandrijftechniek B.V. Industrieweg 175 NL-3044 AS RotterdamPostbus 10085NL-3004 AB Rotterdam
Tel. +31 10 4463-700Faks +31 10 4155-552http://[email protected]
Hong Kong
Zakład montażowyDystrybucjaSerwis
Hong Kong SEW-EURODRIVE Ltd.Unit No. 801-806, 8th FloorHong Leong Industrial ComplexNo. 4, Wang Kwong Road Kowloon, Hong Kong
Tel. +852 2 7960477 + 79604654Faks +852 2 [email protected]
Indie
Zakład montażowyDystrybucjaSerwis
Baroda SEW-EURODRIVE India Pvt. LTD.Plot No. 4, GidcPor Ramangamdi · Baroda - 391 243Gujarat
Tel. +91 265 2831021Faks +91 265 [email protected]
Biura obsługi technicznej
Bangalore SEW-EURODRIVE India Private Limited308, Prestige Centre Point7, Edward RoadBangalore
Tel. +91 80 22266565Faks +91 80 [email protected]
Mumbai SEW-EURODRIVE India Private Limited312 A, 3rd Floor, Acme PlazaAndheri Kurla Road, Andheri (E)Mumbai
Tel. +91 22 28348440Faks +91 22 [email protected]
Irlandia
DystrybucjaSerwis
Dublin Alperton Engineering Ltd. 48 Moyle RoadDublin Industrial EstateGlasnevin, Dublin 11
Tel. +353 1 830-6277Faks +353 1 830-6458
Japonia
Zakład montażowyDystrybucjaSerwis
Toyoda-cho SEW-EURODRIVE JAPAN CO., LTD 250-1, Shimoman-no,Toyoda-cho, Iwata gunShizuoka prefecture, 438-0818
Tel. +81 538 373811Faks +81 538 [email protected]

Spis adresów
04/2007 89
Kamerun
Dystrybucja Douala Electro-ServicesRue Drouot AkwaB. P. 2024Douala
Tel. +237 4322-99Faks +237 4277-03
Kanada
Zakłady montażoweDystrybucjaSerwis
Toronto SEW-EURODRIVE CO. OF CANADA LTD. 210 Walker Drive Bramalea, Ontario L6T3W1
Tel. +1 905 791-1553Faks +1 905 791-2999http://[email protected]
Vancouver SEW-EURODRIVE CO. OF CANADA LTD.7188 Honeyman Street Delta. B.C. V4G 1 E2
Tel. +1 604 946-5535Faks +1 604 [email protected]
Montreal SEW-EURODRIVE CO. OF CANADA LTD.2555 Rue Leger Street LaSalle, Quebec H8N 2V9
Tel. +1 514 367-1124Faks +1 514 [email protected]
Dalsze adresy dotyczące punktów serwisowych w Kanadzie na żądanie.
Kolumbia
Zakład montażowyDystrybucjaSerwis
Bogotá SEW-EURODRIVE COLOMBIA LTDA. Calle 22 No. 132-60Bodega 6, Manzana BSantafé de Bogotá
Tel. +57 1 54750-50Faks +57 1 [email protected]
Korea
Zakład montażowyDystrybucjaSerwis
Ansan-City SEW-EURODRIVE KOREA CO., LTD. B 601-4, Banweol Industrial Estate Unit 1048-4, Shingil-DongAnsan 425-120
Tel. +82 31 492-8051Faks +82 31 [email protected]
Libanon
Dystrybucja Beirut Gabriel Acar & Fils sarlB. P. 80484Bourj Hammoud, Beirut
Tel. +961 1 4947-86 +961 1 4982-72+961 3 2745-39Faks +961 1 4949-71 [email protected]
Litwa
Dystrybucja Alytus UAB IrsevaMerkines g. 2ALT-4580 Alytus
Tel. +370 315 79204Faks +370 315 [email protected]
Luksemburg
Zakład montażowyDystrybucjaSerwis
Brüssel CARON-VECTOR S.A.Avenue Eiffel 5B-1300 Wavre
Tel. +32 10 231-311Faks +32 10 231-336http://[email protected]
Malezja
Zakład montażowyDystrybucjaSerwis
Johore SEW-EURODRIVE SDN BHD No. 95, Jalan Seroja 39, Taman Johor Jaya81000 Johor Bahru, JohorWest Malaysia
Tel. +60 7 3549409Faks +60 7 [email protected]
Marokko
Dystrybucja Casablanca S. R. M.Société de Réalisations Mécaniques 5, rue Emir Abdelkader05 Casablanca
Tel. +212 2 6186-69 + 6186-70 + 6186-71Faks +212 2 [email protected]
Norwegia
Zakład montażowyDystrybucjaSerwis
Moss SEW-EURODRIVE A/SSolgaard skog 71N-1599 Moss
Tel. +47 69 241-020Faks +47 69 [email protected]

Spis adresów
90 04/2007
Nowa Zelandia
Zakłady montażoweDystrybucjaSerwis
Auckland SEW-EURODRIVE NEW ZEALAND LTD. P.O. Box 58-428 82 Greenmount driveEast Tamaki Auckland
Tel. +64 9 2745627Faks +64 9 [email protected]
Christchurch SEW-EURODRIVE NEW ZEALAND LTD. 10 Settlers Crescent, FerrymeadChristchurch
Tel. +64 3 384-6251Faks +64 3 [email protected]
Peru
Zakład montażowyDystrybucjaSerwis
Lima SEW DEL PERU MOTORES REDUCTORES S.A.C.Los Calderos 120-124Urbanizacion Industrial Vulcano, ATE, Lima
Tel. +51 1 3495280Faks +51 1 [email protected]
Polska
Zakład montażowyDystrybucjaSerwis
Łódź SEW-EURODRIVE Polska Sp.z.o.o.ul. Techniczna 5 PL-92-518 Łódź
Tel. +48 42 67710-90Faks +48 42 67710-99http://[email protected]
Portugalia
Zakład montażowyDystrybucjaSerwis
Coimbra SEW-EURODRIVE, LDA. Apartado 15 P-3050-901 Mealhada
Tel. +351 231 20 9670Faks +351 231 20 3685http://[email protected]
Republika Czeska
Dystrybucja Praga SEW-EURODRIVE CZ S.R.O.Business Centrum Praha Luná 591CZ-16000 Praha 6 - Vokovice
Tel. +420 220121234 + 220121236Faks +420 220121237http://[email protected]
Rosja
Dystrybucja St. Petersburg ZAO SEW-EURODRIVE P.O. Box 36 RUS-195220 St. Petersburg
Tel. +7 812 5357142+812 5350430Faks +7 812 5352287http://[email protected]
RPA
Zakłady montażoweDystrybucjaSerwis
Johannesburg SEW-EURODRIVE (PROPRIETARY) LIMITEDEurodrive House Cnr. Adcock Ingram and Aerodrome RoadsAeroton Ext. 2Johannesburg 2013P.O.Box 90004Bertsham 2013
Tel. +27 11 248-7000Faks +27 11 [email protected]
Capetown SEW-EURODRIVE (PROPRIETARY) LIMITED Rainbow ParkCnr. Racecourse & Omuramba RoadMontague GardensCape TownP.O.Box 36556Chempet 7442 Cape Town
Tel. +27 21 552-9820Faks +27 21 552-9830Teleks 576 [email protected]
Durban SEW-EURODRIVE (PROPRIETARY) LIMITED2 Monaceo PlacePinetownDurbanP.O. Box 10433, Ashwood 3605
Tel. +27 31 700-3451Faks +27 31 [email protected]
Rumunia
DystrybucjaSerwis
Bucuresti Sialco Trading SRL str. Madrid nr.4 011785 Bucuresti
Tel. +40 21 230-1328Faks +40 21 230-7170 [email protected]

Spis adresów
04/2007 91
Senegal
Dystrybucja Dakar SENEMECA Mécanique GénéraleKm 8, Route de Rufisque B. P. 3251, Dakar
Tel. +221 849 47-70Faks +221 849 [email protected]
Serbia i Montenegro
Dystrybucja Beograd DIPAR d.o.o.Kajmakcalanska 54SCG-11000 Beograd
Tel. +381 11 3046677Faks +381 11 [email protected]
Singapur
Zakład montażowyDystrybucjaSerwis
Singapore SEW-EURODRIVE PTE. LTD. No 9, Tuas Drive 2 Jurong Industrial Estate Singapore 638644
Tel. +65 68621701 ... 1705Faks +65 68612827Teleks 38 659 [email protected]
Szwecja
Zakład montażowyDystrybucjaSerwis
Jönköping SEW-EURODRIVE ABGnejsvägen 6-8S-55303 JönköpingBox 3100 S-55003 Jönköping
Tel. +46 36 3442-00Faks +46 36 3442-80http://[email protected]
Szwajcaria
Zakład montażowyDystrybucjaSerwis
Basel Alfred lmhof A.G.Jurastrasse 10 CH-4142 Münchenstein bei Basel
Tel. +41 61 41717-17Faks +41 61 41717-00http://[email protected]
Słowacja
Dystrybucja Sered SEW-Eurodrive SK s.r.o.Trnavska 920SK-926 01 Sered
Tel. +421 31 7891311Faks +421 31 [email protected]
Słowenia
DystrybucjaSerwis
Celje Pakman - Pogonska Tehnika d.o.o.UI. XIV. divizije 14SLO – 3000 Celje
Tel. +386 3 490 83-20Faks +386 3 490 [email protected]
Tajlandia
Zakład montażowyDystrybucjaSerwis
Chon Buri SEW-EURODRIVE (Thailand) Ltd.Bangpakong Industrial Park 2700/456, Moo.7, Tambol DonhuarohMuang DistrictChon Buri 20000
Tel. +66 38 454281Faks +66 38 [email protected]
Tunesien
Dystrybucja Tunis T. M.S. Technic Marketing Service7, rue Ibn EI Heithem Z.I. SMMT2014 Mégrine Erriadh
Tel. +216 1 4340-64 + 1 4320-29Faks +216 1 4329-76
Turcja
Zakład montażowyDystrybucjaSerwis
Istanbul SEW-EURODRIVE Hareket Sistemleri Sirketi Bagdat Cad. Koruma Cikmazi No. 3 TR-34846 Maltepe ISTANBUL
Tel. +90 216 4419163 + 216 4419164 + 216 3838014Faks +90 216 [email protected]
USA
Zakład produkcyjnyZakład montażowyDystrybucjaSerwis
Greenville SEW-EURODRIVE INC. 1295 Old Spartanburg Highway P.O. Box 518Lyman, S.C. 29365
Tel. +1 864 439-7537Faks Sales +1 864 439-7830Faks Manuf. +1 864 439-9948Faks Ass. +1 864 439-0566Teleks 805 550 http://[email protected]

Spis adresów
92 04/2007
Zakłady montażoweDystrybucjaSerwis
San Francisco SEW-EURODRIVE INC. 30599 San Antonio St.Hayward, California 94544-7101
Tel. +1 510 487-3560Faks +1 510 [email protected]
Philadelphia/PA SEW-EURODRIVE INC. Pureland Ind. Complex 2107 High Hill Road, P.O. Box 481Bridgeport, New Jersey 08014
Tel. +1 856 467-2277Faks +1 856 [email protected]
Dayton SEW-EURODRIVE INC.2001 West Main Street Troy, Ohio 45373
Tel. +1 937 335-0036Faks +1 937 [email protected]
Dallas SEW-EURODRIVE INC.3950 Platinum Way Dallas, Texas 75237
Tel. +1 214 330-4824Faks +1 214 [email protected]
Dalsze adresy dotyczące punktów serwisowych w USA na żądanie.
Wenezuela
Zakład montażowyDystrybucjaSerwis
Valencia SEW-EURODRIVE Venezuela S.A.Av. Norte Sur No. 3, Galpon 84-319Zona Industrial Municipal NorteValencia, Estado Carabobo
Tel. +58 241 832-9804Faks +58 241 [email protected]@cantv.net
Wielka Brytania
Zakład montażowyDystrybucjaSerwis
Normanton SEW-EURODRIVE Ltd.Beckbridge Industrial Estate P.O. Box No.1GB-Normanton, West- Yorkshire WF6 1QR
Tel. +44 1924 893-855Faks +44 1924 893-702http://[email protected]
Wybrzeże Kości Słoniowej
Dystrybucja Abidjan SICASte industrielle et commerciale pour l’Afrique165, Bld de MarseilleB. P. 2323, Abidjan 08
Tel. +225 2579-44Faks +225 2584-36
Włochy
Zakład montażowyDystrybucjaSerwis
Milano SEW-EURODRIVE di R. Blickle & Co.s.a.s.Via Bernini,14 I-20020 Solaro (Milano)
Tel. +39 2 96 9801Faks +39 2 96 [email protected]
Węgry
DystrybucjaSerwis
Budapeszt SEW-EURODRIVE Kft.H-1037 BudapestKunigunda u. 18
Tel. +36 1 437 06-58Faks +36 1 437 [email protected]
USA



SEW-EURODRIVE – Driving the world

Oto jak napędzamy świat
Globalna prezencja –
szybkie, przekonujące
rozwiązania.
W każdym miejscu.
Innowacyjne
pomysły,
umożliwiające
rozwiązanie
przyszłych
problemów już dziś.
Oferta internetowa
przez 24 godziny
na dobę, dająca
dostęp do informacji
i uaktualnień
oprogramowania.
Motoreduktory \ Przekładnie przemysłowe \ Technika napędowa \ Automatyka napędowa \ Serwisy
SEW-EURODRIVE
Driving the world
SEW-EURODRIVE GmbH & Co KG
P.O. Box 3023 · D-76642 Bruchsal / Germany
Phone +49 7251 75-0 · Fax +49 7251 75-1970
→ www.sew-eurodrive.com
Ludzie myślący
szybko, opracowujący
razem z Tobą
przyszłościowe
rozwiązania.
Sieć serwisowa,
która jest zawsze
w zasięgu ręki –
na całym świecie.
Napędy i urządzenia
sterujące,
automatycznie
zwiększające
wydajność pracy.
Rozległa wiedza
o najważniejszych
gałęziach dzisiejszego
przemysłu.
Bezkompromisowa
jakość, której
wysokie standardy
ułatwiają codzienną
pracę.