Motor Pratt and Wetney JT8D
40
Motor Pratt & Witney JT8D Este motor funciona de manera similar a todas las versiones turborreactores de un motor de turbina de gas, ya que deriva su fuerza de propulsión a través de la aplicación de la tercera ley de Isaac Newton que establece que “para cada acción hay una reacción igual y opuesta”. Las cubiertas del motor constituyen la columna vertebral del motor atornillados entre sí, y apoyar a todas las partes internas del motor a través de soportes y rodamientos El aire de descarga del fan es conducido fuera de las cubiertas interiores porque el aire ya ha sido acelerado por el fan y por lo tanto ha cumplido su propósito de proporcionar empuje adicional, el mismo tipo de empuje adicional que se obtendría a partir de aire que pasa a través de la hélice de un turbohélice o motor alternativo. El JT8D es un motor Turbofan de flujo axial frontal que incorpora un diseño de doble eje. Tiene dos ensambles de rotación independiente coaxialmente conectados: un ensamble de rotación para el compresor de baja presión (LPC) que abarca las primeras seis etapas (seis pares de palas rotativas y estatores, incluyendo las dos primeras etapas que comprenden el ventilador frontal); y un segundo ensamble rotativo para la sección del compresor de alta presión (HPC) que comprende siete etapas. El compresor de alta presión está conectado a la primera turbina delantera, que tiene una sola etapa. El ventilador (fan) frontal tiene dos etapas. El ducto anular de descarga para el ventilador recorre todo el motor, permitiendo que el aire que pasa por el ventilador salga junto a los gases de combustión por la misma tobera.
-
Upload
carlos-armando -
Category
Documents
-
view
634 -
download
36
Transcript of Motor Pratt and Wetney JT8D

Motor Pratt & Witney JT8D
Este motor funciona de manera similar a todas las versiones turborreactores de un motor de turbina de gas, ya que deriva su fuerza de propulsión a través de la aplicación de la tercera ley de Isaac Newton que establece que “para cada acción hay una reacción igual y opuesta”. Las cubiertas del motor constituyen la columna vertebral del motor atornillados entre sí, y apoyar a todas las partes internas del motor a través de soportes y rodamientos El aire de descarga del fan es conducido fuera de las cubiertas interiores porque el aire ya ha sido acelerado por el fan y por lo tanto ha cumplido su propósito de proporcionar empuje adicional, el mismo tipo de empuje adicional que se obtendría a partir de aire que pasa a través de la hélice de un turbohélice o motor alternativo.
El JT8D es un motor Turbofan de flujo axial frontal que incorpora un diseño de doble eje. Tiene dos ensambles de rotación independiente coaxialmente conectados: un ensamble de rotación para el compresor de baja presión (LPC) que abarca las primeras seis etapas (seis pares de palas rotativas y estatores, incluyendo las dos primeras etapas que comprenden el ventilador frontal); y un segundo ensamble rotativo para la sección del compresor de alta presión (HPC) que comprende siete etapas. El compresor de alta presión está conectado a la primera turbina delantera, que tiene una sola etapa. El ventilador (fan) frontal tiene dos etapas. El ducto anular de descarga para el ventilador recorre todo el motor, permitiendo que el aire que pasa por el ventilador salga junto a los gases de combustión por la misma tobera.

Los motores JT8D-1,-1A, 1B-, -7,-7A, 7B-, -9,-9A, -11,-15,-15A, -17,-17A,-17R y 17AR son básicamente los mismos a excepción de pequeñas diferencias físicas que dependen de la incorporación de los cambios.Especificaciones Generales Del MotorTipo: TurbofanTipo de cámaras de combustión: Can-anularNumero de cámaras de combustión: 9Longitud: 120.0 pulgadas / 3048mm - 154.1pulgadas / 3914mmDiámetro: 49.2pulgadas / 1250mmCompresor: Flujo axial de 13 etapas: 6 etapas de compresor de Baja Presión (LPC) incluyelas dos primeras del ventilador,4 etapas del compresor, y 7 etapas del compresor de Alta Presión (HPC)Turbina: Tiene 4 etapas: 3 etapa de alta presión y 1 de baja presión.Relación de compresión 16:1Empuje aproximado 18000-21000 lb (Segun el modelo)Peso en seco (aprox.):JT8D-1, 1A, 1B 3155 librasJT8D-7,-7A, 7B 3205 libras JT8D-9 3252 librasJT8D-9A 3377 librasJT8D-11 3389 librasJT8D-15 3414 libras
JT8D-15A 3474 librasJT8D-17 3430 librasJT8D-17A 3475 librasJT8D-17R 3495 librasJT8D-17AR 3500 libras
El motor tiene seis secciones generales, la sección de entrada de aire, la sección del compresor, la sección de combustión, la sección de la turbina y de escape, la caja de accesorios (Caja de engranes), y la sección de descarga del fan.BALEROS: El JT8D contiene siete baleros principales:
Balero 1: Es de tipo rodillo, se localiza en el cubo frontal de N1, su tipo de sello es de laberinto y su localización del sello está en la parte trasera del balero.Balero 2: Es de tipo de doble bolas, se localiza en el cubo trasero del compresor de N1, su tipo de sello es de laberinto y su localizacióndel sello está en la parte frontal del balero.Balero 3: Es de tipo simple bola, se localiza en el cubo frontal del compresor de N2, su tipo de sello es de laberinto, y la localización del sello está en la parte trasera del balero.Balero 4: Es de tipo doble bolas, se localiza en el cubo trasero del compresor de N2, su tipo de sello es de laberinto y su localización del sello está en la parte frontal del balero.Balero 4 ½: Es de tipo rodillo, se localiza en la flecha de la turbina, su tipo de sello es de carbón, y la localización de su sello está en la partetrasera del balero.
Balero 5: Es de tipo rodillo, se localiza en la turbina de alta presión, y su sello es de tipo carbón y la localización de su sello está en la parte trasera del balero.Balero 6: Es de tipo rodillo, se localiza en el cubo trasero de la turbina de N1, y su sello es de tipo carbón, y la localización de su sello estáen la parte frontal del balero.
Cámaras de combustión

Aeronaves Equipadas Con El JT8D (Todos sus modelos)


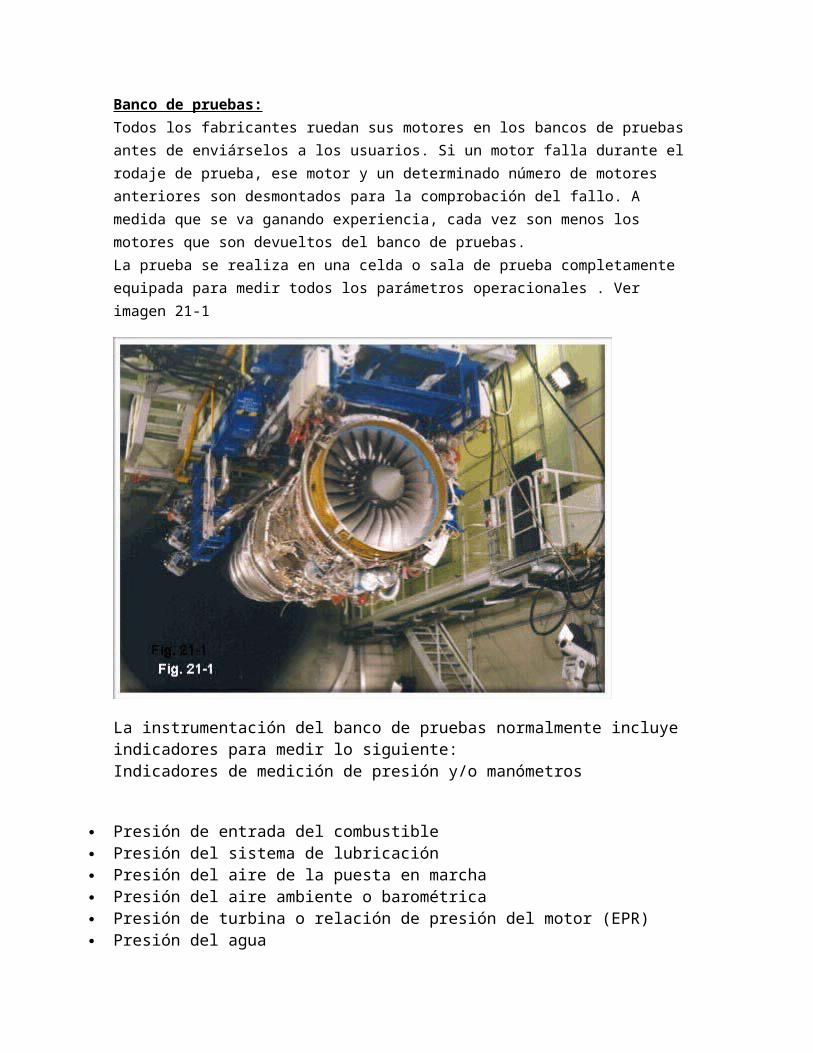
Banco de pruebas:Todos los fabricantes ruedan sus motores en los bancos de pruebas antes de enviárselos a los usuarios. Si un motor falla durante el rodaje de prueba, ese motor y un determinado número de motores anteriores son desmontados para la comprobación del fallo. A medida que se va ganando experiencia, cada vez son menos los motores que son devueltos del banco de pruebas.La prueba se realiza en una celda o sala de prueba completamente equipada para medir todos los parámetros operacionales . Ver imagen 21-1
La instrumentación del banco de pruebas normalmente incluye indicadores para medir lo siguiente:Indicadores de medición de presión y/o manómetros
Presión de entrada del combustible Presión del sistema de lubricación Presión del aire de la puesta en marcha Presión del aire ambiente o barométrica Presión de turbina o relación de presión del motor (EPR) Presión del agua Presión del aire de refrigeración de la turbina
Los instrumentos y controles adicionales incluyen lo siguiente:
Palanca de control de potencia y otros diferentes interruptores de control Captador e indicador de vibración (tomados normalmente en las zonas de
compresor y de turbina) Reloj y cronómetro Generador tacómetro y dispositivo de lectura en rpm reales Transmisor e indicador de flujo de combustible Transductor hidráulico o electrónico para medición de la carga de empuje e
indicador o indicador de torque
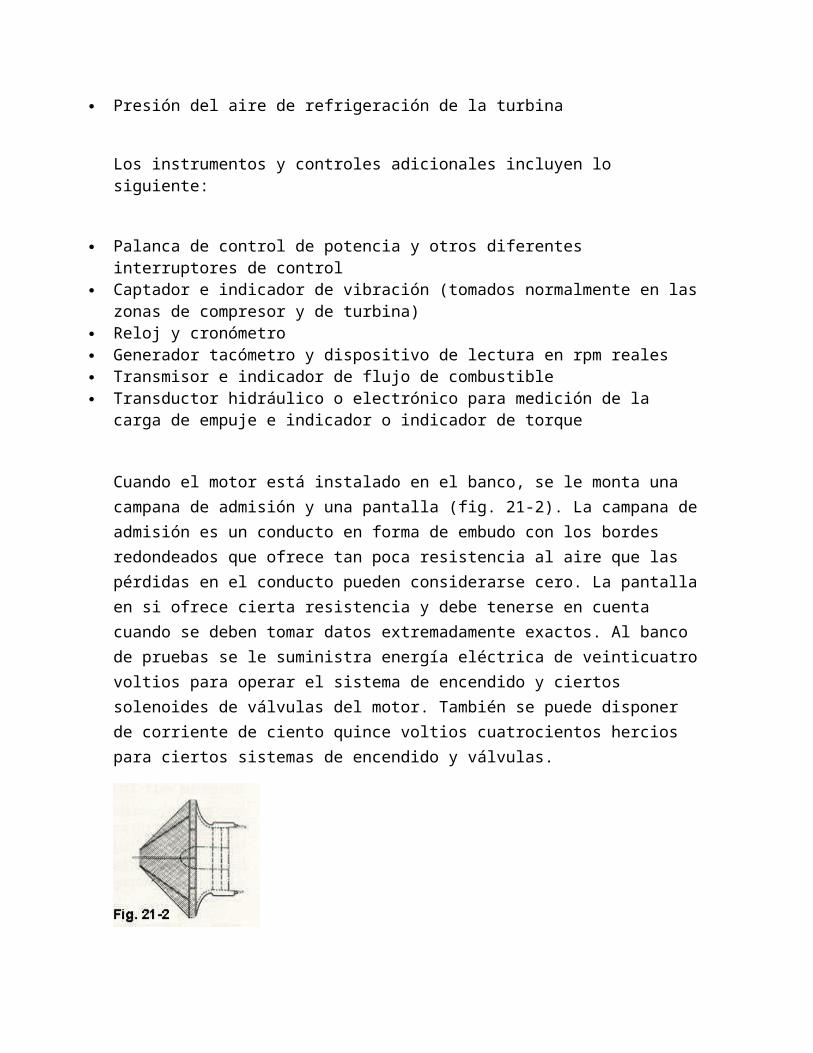
Cuando el motor está instalado en el banco, se le monta una campana de admisión y una pantalla (fig. 21-2). La campana de admisión es un conducto en forma de embudo con los bordes redondeados que ofrece tan poca resistencia al aire que las pérdidas en el conducto pueden considerarse cero. La pantalla en si ofrece cierta resistencia y debe tenerse en cuenta cuando se deben tomar datos extremadamente exactos. Al banco de pruebas se le suministra energía eléctrica de veinticuatro voltios para operar el sistema de encendido y ciertos solenoides de válvulas del motor. También se puede disponer de corriente de ciento quince voltios cuatrocientos hercios para ciertos sistemas de encendido y válvulas.
Los programas de pruebas varían con los distintos modelos y fabricantes de motor pero normalmente incluyen las observaciones de instrumentos durante el arranque y la aceleración, así como en los diferentes ajustes de empuje de ralentí, máximo en crucero, máximo en subida, máximo continuo, y despegue. También se puede registrar el tiempo de aceleración.La mayoría de los fabricantes tendrán una hoja de anotación de los registros del motor (engine log sheet) donde anotarán los siguientes datos además de las lecturas de los instrumentos:
Fecha de rodaje Modelo y número de serie del motor Número de serie de los componentes Grado y densidad del combustible Grado o especificación del aceite

Depresión en la celda de prueba (caída de presión debida a las restricciones en la admisión de la celda de prueba)
Tiempo total de rodajes en el banco Razones de paradas de motor no programadas Reparaciones hechas al motor durante la prueba Razones para el rechazo del motor (si es aplicable) Consumo de aceite Área de la tobera Agencia de revisiones (si es aplicable) Firmas del probador del motor y del inspector
Prueba de funcionamiento:El funcionamiento de cualquier motor está afectado considerablemente por los cambios de temperatura y presión ambiente debido a la forma en que estos parámetros afectan al peso del aire que entra al motor. Con idea de comparar el funcionamiento de motores similares en días diferentes, bajo condiciones atmosféricas distintas, es necesario “corregir” el funcionamiento de un motor determinado a las condiciones del día estándar de 29’92 in Hg [101’3kPa] y 59º F (519º R) [15º C (288º K)].Inspección previa al rodaje del motor:La operación de un motor turborreactor o turbofan es de por sí simple cuando se compara con la operación de un motor alternativo de avión. Las preparaciones para el rodaje en tierra de un motor de turbina deben llevarse a cabo con sumo cuidado para evitar daños al personal y daños costosos al equipo. En tanto que la instalación particular motor - estructura de avión lo permita debería efectuarse una completa inspección exterior del motor antes del arranque.
Obsérvese que se han quitado las tapas de los conductos de entrada y salida del motor.
Obsérvese el estado general de la estructura del motor, comprobando la existencia de abolladuras y grietas, tornillos y remaches sueltos o perdidos.
Inspecciónese el estado de la estructura de entrada al motor, que no existan materiales extraños tales como trapos, guantes, herramientas, suciedad, aceite y acumulación de nieve o hielo.
Si la instalación lo permite compruébese el libre giro a mano de la rueda de fan o compresor.
Inspecciónese el conducto de escape por daños estructurales. Compruébese la existencia de daños en el último escalón de turbina. Las
partículas metálicas en el conducto de escape, o el daño en álabes de turbina normalmente es una indicación de otros daños producidos más adelante en el motor.
Compruébese que se ha efectuado el adecuado drenaje de los sumideros de los tanques de combustible del avión y que no existe acumulación de agua o hielo en el combustible.

Además de utilizarse para la combustión, el combustible también sirve como lubricante para todas las piezas móviles dentro del sistema de combustible del motor. El combustible también se usa como servo-fluido y presión de referencia dentro del control principal del motor y como fuente de presión hidráulica para la actuación de los estátores variables y la válvula by-pass de área variable. El agua o el hielo que entra en el sistema de combustible del motor puede resultar en una operación inestable del motor y causar posibles daños a los componentes del sistema.Áreas de peligro del motor:Con el desarrollo de motores turborreactores y turbofanes de mayores niveles de empuje, las áreas de peligro alrededor del motor también han aumentado. El fuerte efecto de ráfaga del chorro de escape a alta velocidad y temperatura debe tenerse en consideración ahora más que nunca cuando se arranque y opere en tierra un avión propulsado por turbinas de gas.Antes de poner en marcha, todas las áreas alrededor del motor, por delante, por detrás y a ambos lados deben estar libres y despejadas de todo equipo que no se requiera para la operación en particular, tal como vehículos, otros aviones y personal. Todo el equipo de tierra necesario debe estar adecuadamente asegurado a una distancia segura para los motores y el avión. El avión debe situarse de manera que los edificios y otros servicios así como el tráfico de aviones que pasa, no se vea sujeto a daños producidos por las ráfagas del escape.La no-observancia de todas las precauciones necesarias cuando se opere aviones con motores turbo fanes y turborreactores puede resultar en daños graves al personal y al equipo. Consúltese las Instrucciones Específicas de Operación y el Manual de Operaciones del Avión para la determinación de las áreas de peligro, velocidades del gas y las temperaturas asociadas con un motor determinado.En la cabina, compruebe que todos los mandos del motor funcionan satisfactoriamente y que todos los instrumentos, luces de avisos e indicadoras correspondientes al motor están operativas.Arranque del motor en tierra:Las unidades de puesta en marcha usadas en aviones propulsados por motores de turbina de gas deben ser capaces de arrastrar al motor, a través de su caja de arrastre de accesorios, hasta una velocidad a la cual el motor se haga auto mantenido. La unidad de puesta en marcha debe proporcionar suficiente torsión para acelerar al motor desde la velocidad cero hasta una velocidad de automantenimiento dentro de un período específico de tiempo y después continuar para ayudar al motor en su aceleración hasta una velocidad predeterminada.Los grandes motores turbofanes que propulsan a los aviones comerciales están todos equipados con unidades de puesta en marcha tipo turbina de aire que

reúnen estos requisitos.Una unidad de puesta en marcha de turbina de aire operará satisfactoriamente con aire a presión procedente de cualquier fuente exterior capaz de mantener el suficiente régimen de flujo y presión a través del ciclo de puesta en marcha. Se usan fuentes tales como un grupo neumático de arranque en tierra, unidades de potencia auxiliar (APU) de abordo, o aire sangrado de un motor del avión previamente arrancado.A medida que el motor es acelerado por la unidad de puesta en marcha, se aplica el combustible a unas r.p.m. (N2) a las cuales el compresor de alta presión y la bomba de combustible arrastrada por el motor entregarán suficiente aire y combustible, respectivamente, a la cámara de combustión para sostener una combustión satisfactoria.Cuando se sitúa la palanca de corte de combustible en la posición ON al porcentaje específico indicado de N2 r.p.m., el combustible dosificado presuriza al colector corriente abajo del control principal del motor y fluye hasta los inyectores de combustible. El encendido (ignición de la mezcla aire-combustible) debería ocurrir dentro del período de tiempo especificado después de que el combustible se ha aplicado.La capacidad de la unidad de puesta en marcha para acelerar el motor y el tiempo empleado en presurizar al colector de combustible y pulverizar combustible a través de los inyectores, determina el período real de tiempo desde la aplicación del combustible hasta el encendido. Principalmente se aplica un período de tiempo especificado para que ocurra el encendido, eliminando de esta manera operaciones prolongadas de la unidad de puesta en marcha en un motor defectuoso. El encendido se retrasará o puede que no ocurra si la presión de combustible es demasiado baja para la operación adecuada de la unidad de control de combustible del motor y para la presurización del sistema de combustible, resultando en poco o ningún flujo de combustible hacia los inyectores.
Puede ocurrir que la bomba de combustible arrastrada por el motor no pueda incrementar suficiente presión por la presencia de aire en el sistema de combustible, o falta de presión desde la bomba sumergida del avión (booster) hasta la bomba arrastrada por el motor. Los requisitos de operación de la bomba de combustible sumergida puede variar entre los distintos tipos de motores e instalaciones de avión.
Para obtener un arranque satisfactorio, es esencial que la puesta en marcha proporcione suficiente torque a través del ciclo de puesta en marcha para acelerar al motor hasta la velocidad de auto mantenimiento (N2) dentro del período de tiempo prescrito. Por lo tanto, antes de intentar poner en marcha un motor debe

saberse que el suministro de aire hasta la unidad de puesta en marcha tiene el volumen y presión necesarios. Si se va a usar aire sangrado de otro motor del avión, ese motor debe acelerarse y mantenerse a una velocidad lo bastante alta como para entregar el suficiente volumen y presión.
El intento de arranque de un motor con insuficiente volumen o presión en el suministro de aire a la puesta en marcha, probablemente será la causa de un arranque caliente resultando en excesivas temperaturas y consecuente daño dentro del motor.
Definiciones del régimen:Despegue (húmedo) Este es el máximo empuje permisible para el despegue. Se obtiene actuando el sistema de inyección de agua y ajustando el empuje “húmedo” con el mando de gases, en términos de una predeterminada presión de descarga de turbina o relación de presión del motor para las condiciones ambientales prevalecientes. Este régimen está permitido solo para el despegue, tiene limitación de tiempo, y tendrá limitación de altitud. Los motores sin inyección de agua no tienen este régimen.Despegue (seco) Este es el empuje máximo permisible sin el uso de inyección de agua. Este régimen se obtiene ajustando el mando de gases al empuje de despegue (seco) en términos de una predeterminada presión de descarga de turbina o relación de presión del motor para las condiciones ambientales prevalecientes. Este régimen tiene limitación de tiempo y se usa solo para el despegue.Máximo Continuo Este régimen es el empuje máximo que puede usarse continuamente, se entiende que es solo para uso en emergencia a discreción del piloto. Este régimen se obtiene ajustando el mando de gases a una predeterminada presión de descarga de turbina o relación de presión del motor.Máximo o Normal en Subida Es el empuje máximo aprobado para la subida normal. El régimen se obtiene de la misma manera que el Máximo Continuo. En algunos motores el empuje de Máximo Continuo y el Normal son los mismos.Máximo en Crucero Este es el empuje máximo aprobado para el crucero. Se obtiene de la misma forma que el Máximo Continuo.Ralentí Esto no es un régimen de motor, sino mas bien una posición del mando de gases adecuada para la operación a mínimo empuje en tierra o vuelo. Se obtiene colocando el mando de gases en el detent de ralentí. El flujo de combustible calibrado para el ralentí se determina por el ajuste en la unidad de control de combustible.Todos los regímenes previamente mencionados se refieren a valores específicos de empuje, no – como algunas veces se interpreta – a un valor máximo de r.p.m. y/o EGT. Las limitaciones de r.p.m. y EGT son limitaciones físicas dentro de las
cuales un motor debería desarrollar el régimen de empuje adecuado. Parámetros de ajuste del empuje. En la actualidad la instrumentación de la aviación comercial no proporciona un medio directo por medio del cual el empuje, como tal, desarrollado por un motor turborreactor o Turbofan pueda medirse en su instalación en el avión. La capacidad real de empuje de tales motores está determinada en un banco de pruebas por medio del uso de dispositivos para medir fuerza basados en transductores hidráulicos y eléctricos. No obstante, como indicación de la fuerza propulsiva de un motor instalado en el avión, se pueden usar varios parámetros que variarán con el empuje, tales como las r.p.m. del fan (N1), las r.p.m. del núcleo motor (N2), la presión de descarga de la turbina (Pt7) o la relación de presión del motor (EPR). Véase la figura 21-5.Cualquier parámetro de ajuste de potencia que se elija debería ser simple de medir, proporcionar indicaciones exactas y precisas sin considerar la configuración y actitud del avión, y debería continuar proporcionando indicación de empuje exacta a través de toda la vida del motor. El deterioro de motor que ocurre durante las miles de horas de operación no debería afectar la relación del empuje con el parámetro seleccionado. Para poder preparar las cartas de ajuste de potencia requeridas, el parámetro de ajuste de potencia debe ser coherente con las posibilidades operacionales del motor. Estas cartas posibilitarán a la tripulación técnica para establecer los ajustes de potencia en función de la altitud, la temperatura total del aire. Puesto que el empuje es una función del área y la presión, la relación de presión del motor (EPR) durante cierto tiempo.
Control de la vibración:
Los fallos de motor que se manifiestan por si mismos por un cambio en el nivel de vibración normalmente entran en dos categorías. El tipo de fallo que produce un desequilibrio inmediato, tal como un álabe de turbina roto, se hará evidente por un repentino cambio en el nivel de vibración. La cantidad de cambio dependerá de la cantidad de desequilibrio. Los fallos de álabes de turbina han sido la causa de que aumentase el nivel de vibración en tan poco como una milésima, mientras que otros han resultado en lecturas a tope de la escala del indicador. El otro tipo de fallo general está indicado por un progresivo cambio en el nivel de vibración. Este tipo de indicación es normalmente más frecuente en fallos de cojinetes donde un desequilibrio inicial puede progresar hasta un definitivo fallo del cojinete.
Por medio del registro de todo el espectro de vibración del motor y los accesorios así como el desgaste de las piezas en rotación debido al funcionamiento normal, puede detectarse si los piñones y piezas en rotación del motor se están deteriorando. Esta información luego se revisa y compara con las lecturas anteriores, y cualquier desviación indica el deterioro de las piezas en rotación del

motor. La ingestión de objetos extraños puede alterar el equilibrado del compresor produciendo vibración.
Se recomienda efectuar un análisis de la vibración en un motor que recientemente ha pasado una revisión general de la sección caliente para establecer una línea base de los niveles de vibración. Cada año debe repetirse, sin exceder el número de horas máximo establecido, o cuando ocurra un destacado aumento de la vibración durante la operación normal del motor. Un análisis de la vibración puede detectar si los piñones y piezas en rotación del motor se están deteriorando. Por comparación de los análisis de la vibración, podemos determinar si el nivel de vibración de un componente ha aumentado. Una vez que hemos registrado el análisis, un gráfico puede mostrar las desviaciones indicando que componentes pueden haber aumentado el nivel de vibración.
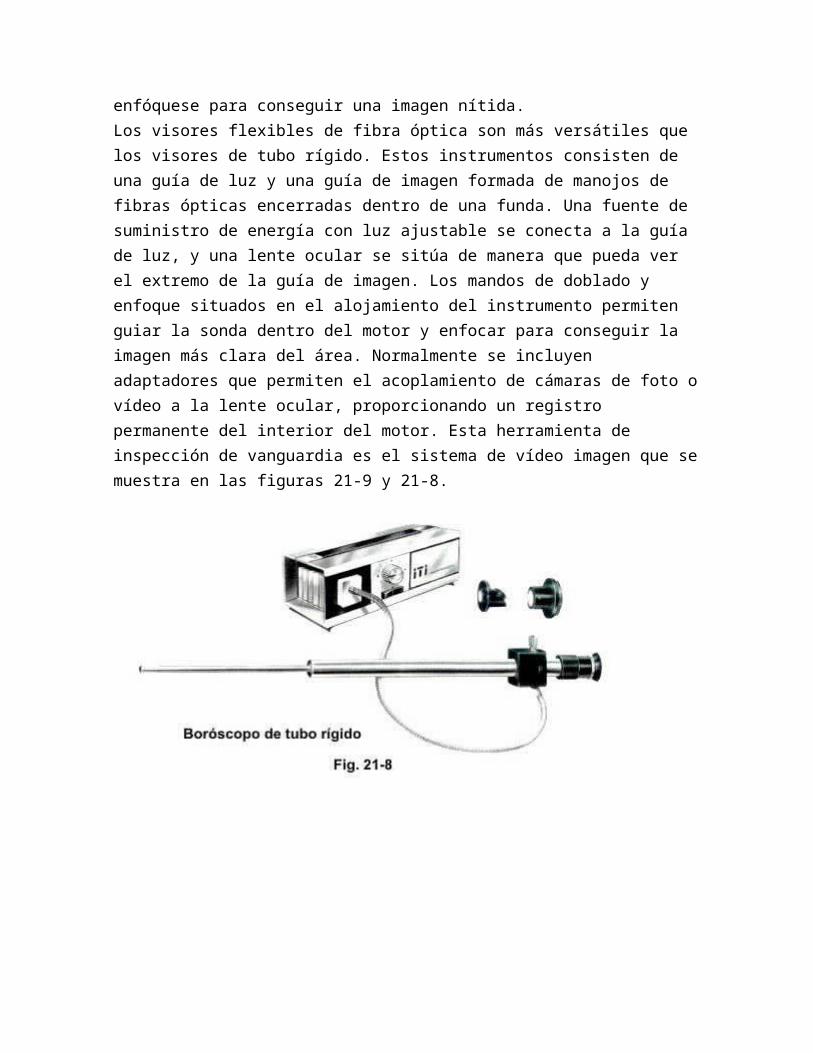
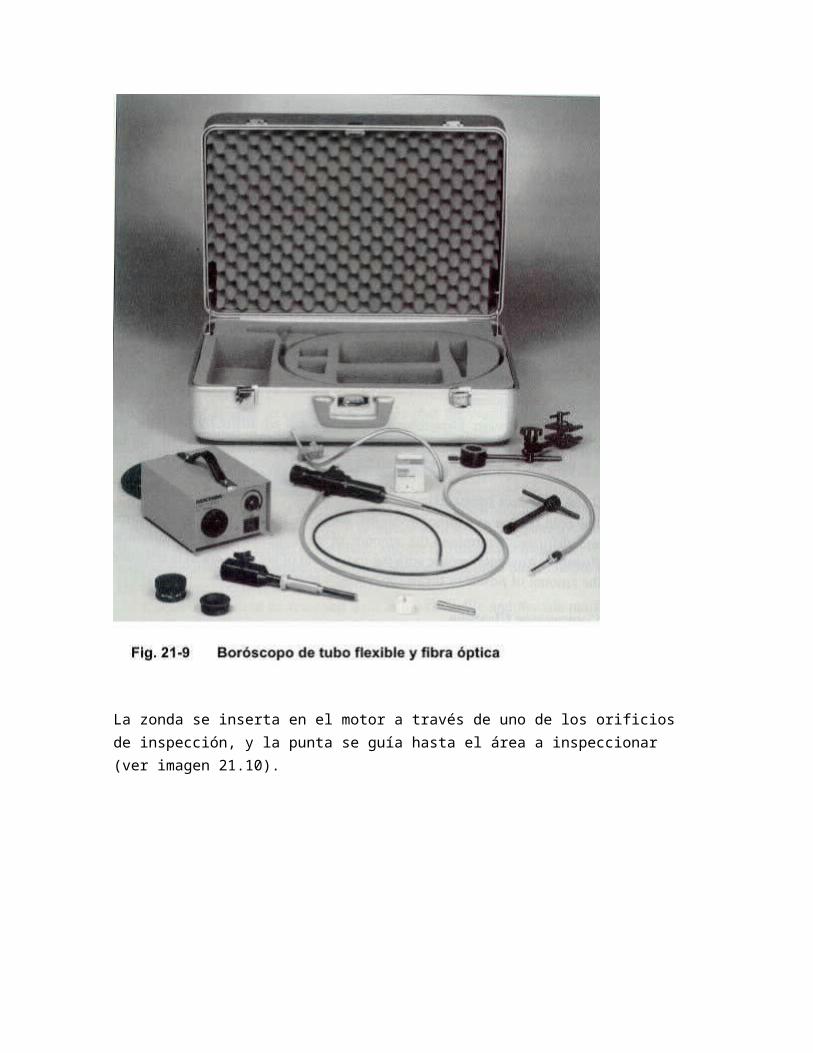
Inspección por boroscópio.Los motores de turbina de gas están diseñados para ser mantenidos eficazmente con el mínimo tiempo muerto posible. Un procedimiento que ha mejorado la eficacia en el mantenimiento es la incorporación de medios de inspección interna del motor sin desmontarlo. Esto se hace con un boroscópio o con uno de sus homólogos modernos.Los motores de turbina son ligeros de peso para la cantidad de potencia o empuje que producen y son caros de desmontar. Debido a esto, los fabricantes de motor han colocado tapones de inspección boroscópica en localizaciones estratégicas, de manera que los técnicos puedan examinar las áreas críticas internas sin tener que desmontar el motor.Hay tres tipos de instrumentos de inspección visual interna usados normalmente en el mantenimiento del motor de turbina: los boroscópios de tubo rígido, los visores flexibles de fibra óptica, y los visores de vídeo – imagen.Un boroscópio de tubo rígido puede insertarse dentro del motor a través de un orificio de inspección, y una fuente ajustable de energía permite regular la intensidad de luz producida por la lámpara en el extremo del tubo visor. Insértese el tubo dentro del orificio apropiado y ajústese la luz. Diríjase el instrumento hacia el área a inspeccionar y enfóquese para conseguir una imagen nítida.Los visores flexibles de fibra óptica son más versátiles que los visores de tubo rígido. Estos instrumentos consisten de una guía de luz y una guía de imagen formada de manojos de fibras ópticas encerradas dentro de una funda. Una fuente de suministro de energía con luz ajustable se conecta a la guía de luz, y una lente ocular se sitúa de manera que pueda ver el extremo de la guía de imagen. Los mandos de doblado y enfoque situados en el alojamiento del instrumento permiten guiar la sonda dentro del motor y enfocar para conseguir la imagen más clara del área. Normalmente se incluyen adaptadores que permiten el acoplamiento de

cámaras de foto o vídeo a la lente ocular, proporcionando un registro permanente del interior del motor. Esta herramienta de inspección de vanguardia es el sistema de vídeo imagen que se muestra en las figuras 21-9 y 21-8.
La zonda se inserta en el motor a través de uno de los orificios de inspección, y la punta se guía hasta el área a inspeccionar (ver imagen 21.10).
Reparaciones:primeras reparaciones:
Reparación del acoustic tailpipe del jt8d-17 STD
Reparación para separaciones, grietas, y delaminaciones de no más de 5 pulgadas con Weld-doubler y stop drill.Nota importante: Aplicar solo después de realizar el montaje del acoustic tailpipe.
Tarea: 78-32-00-102
(b) Reparación de pines delaminados y paneles centrales de 0.50 a 1.25 de pulgada.instrucciones (pasos)1 -. Perfore un circulo de 0,06 pulgadas de diámetro dejando un espacio de 0,75 pulgadas y 1,25 pulgadas de separación, de una cantidad suficiente para abarcar el área a reparar. (ver imagen de referencia de esta reparación).
2 -. Fabricar pines de 0,06 pulgadas de largo de Inconel 625, usar varilla de longitud necesaria para sobresalir 0.020/0.030 pulgadas por lado cuando se insertan en los agujeros perforados previamente.
3 -. Con las capas fijadas según sea necesario para lograr el contacto entre las pieles y los el Inconel e inserte los pines en los agujeros de soldadura y la fusión de las dos pieles quedará firme hacerlo según lo siguiente de Hastelloy declarante W según la norma ASTM 5786. Después de la soldadura aplicada para unir, lijar y evitar residuos para las FPI.
(C). Separaciones en la piel exterior del avión siendo, grietas o delaminaciones de hasta 1.99 pulgadas de largo.
(1) reparación con soldadura se realiza de la siguiente manera
(a) Retire la corrosión y la suciedad de la zona defectuosa limpiando la pieza con los diferentes SPOP que se puedan usar en la pieza.
(b) Usar una FPI (Inspección por Líquidos Fluorescentes Penetrantes, para determinar así los puntos exactos donde están los puntos a reparar.(C) Usar un Stop Drill en cada extremo de la grieta 0,125 pulgadas para el frenado en el avance de la grieta.
(D) preparar la superficie para la soldadura conforme con la práctica GTAW usando Inconel 625 como material de unión para la soldadura y la zona a tratar y limpiar área con Nokomis 3-F4 dispersante (B & B. Inc.OK 74012)
(E) Para el la practica GTAW usar siempre Inconel 625y alambre que cumpla con la norma AMS 5837
(F) Lijar soldadura para eliminar plastas dentro del parámetro 0,030 pulgadas. Y usar una NDT-FPI para verificar todas las grietas y cavidades que se eliminan al pulir la superficie de la reparación.
(d) reparaciones básicas de reemplazo de piezas, zonas o componentes.
1 -. El reemplazo de piezasa solicitud de reparación han de ser indemnizados con el apoyo técnico para los clientes por los técnicos de mantenimiento y soporte de NORDAM.
(f) Las grietas de menos de 2 pulgadas pueden usar stop drillPrecaución: Las grietas no son deben de estar más cerca de 2,00pulgadas (50,8 mm) del borde de la parte. Si es más cercano, póngase en contacto Nordam División Prisma
1. Hacer un stop drill en cada extremo de la grieta con menos de 0,12 pulgadas (3,0 mm) de diámetro.
2. Examine las grietas cada setenta y cinco horas de vuelo para evitar un crecimiento adicional.



PROCEDIMIENTO DE INSPECCION Y REPARACION DEL DISCO COMPRESOR DE SEGUNDA ETAPA
Inspección por corrientes de Foucault Automatizado de Pines tirantes y contrapesos.A. Requisitos previos(1) Asegúrese de que el disco está completamente desarmado y que está perfectamente limpioB equipos y materiales necesarios Equipo de apoyo:• Apoyo de reparación• El cable estándar• Sonda• Software de Disco Compacto• Mandril, Pulido (Hoyo de contrapeso, Adelante Radio)• Mandril, Pulido (Hoyo tirante, Adelante Radio)• Mandril, Pulido (Hoyo de contrapeso, chaflán de popa)• Mandril, Pulido (Hoyo tirante, chaflán de popa)
C) Procedimiento1 General
(a) El propósito de esta inspección por corrientes parásitas es encontrar grietas en el tirante, contrapes y agujeros de alfiler en el disco del compresor de segunda etapa.
(b) El siguiente procedimiento es para la inspección de un disco totalmente limpio que se extrae del compresor frontal y desmontar (palas, Tirantes, prendedores ycontrapesos son eliminados).
(c) Este método de inspección es una inspección semi-automática de corrientes de Foucault que utiliza el UniWest ETC-2000 sistema de escáner o un equivalente.
NOTA: los sistemas de escaneo de alternativas equivalentes deben tener la aprobación de Pratt & Whitney de parte de la inspección individual.
(d) El tirante, contrapeso, y agujeros de alfiler en el disco se dan una inspección por corrientes parásitas con una sonda de contacto giratorio que es operado por unescáner giratorio remolino agujero actual. El ETC-2000-plan de exploración programa pone el escáner agujero de rotación en la posición correcta de forma automática.

(e) La inspección es en esta secuencia:
1. Asamblea del escáner giratorio y M-eje.2. Instalaciones de disco en el aparato.3. Parte la solicitud de marca.4. Inspección previa a la calibración.5. Inspecciones de agujeros.6. Analizar la evaluación de datos.7. Posteriores a la inspección de las calibraciones.8. Aceptar / Rechazar el análisis.9. Identificación de los agujeros rechazados con las marcas (si es necesario).10. Escaneo de agujeros rechazados (si es necesario).11. Informe de terminación.
(f) Este procedimiento es una guía de entrenamiento de inspección. El procedimiento en esta sección se escribe con la suposición de que el escáner de base tiene la configuración correcta de su fabricante y que las inspecciones no destructivas (NDI), los inspectores tienen las calificaciones correctas y que sabe cómo operar el escáner como se especifica en la UniWest ETC-2000 escáner de Eddy actual del sistema manual de usuario.(g) Los inspectores que realizan la inspección para ver si un disco es aeronavegable debe tener los requisitos indicados en la Sección 70-37-02 (Tarea 70-37-02 - 200-001), el general-01 en la Norma Manual de Buenas Prácticas, PN 585005.
(2) Este equipo será necesario:
(a) ETC-2000 automatizada de corrientes de Foucault escáner con módulo de control y la cabeza del escáner.(b) UniWest US-450/500 instrumento computarizado de corrientes de Foucault.(c) UniWest JF-15 escáner giratorio.(d) Juego de ETC-2210 de mantenimiento.(e) ETC-2225 M-eje, de 21 pulgadas.(f) del tubo de extensión ETC-2229, de 12 pulgadas.(g) ETC-2230-M el eje por el tubo.(h) ETC-2235 de pivote de montaje.(i) ETC-2268 de calibración de la localización de la herramienta.(j) ETC-4004 gran parte de la interfaz.(k) ETC-5025 parte independiente.(l) ETC-5038 soporte de escáner rotativo.(m) 94136 UniWest cable del escáner rotativo.(n) UniWest ETC-2000 Escáner de Eddy actual del sistema manual de

usuario.(o) Impresora (opcional).
(3) Este equipo de Pratt & Whitney, será necesario:
(A) Sonda PWA 106204, 106205 PWA , Sonda PWA 106206, 106211 PWA, Sonda y PWA 106212. Estas sondas rotativas por corrientes de Foucault seinstalan en la cabeza rotatoria UniWest escáner agujero. La cabeza agujero del escáner rotativo convierte las sondas en 1500 revoluciones por minuto (rpm).
Las sondas se utilizan en estas posiciones de disco:1. PWA 106204 Sonda - orificio de contrapeso, 0,4185 a 0,4215 pulgadas de diámetro.2. PWA 106205 Sonda - orificio tirante, 0,437 a 0,439 pulgadas de diámetro (JT8D-1 a-7B).3. PWA 106206 Sonda - orificio tirante, 0,503 a 0,506 pulgadas de diámetro (JT9D-9-a través de 17AR).4. PWA 106211 Sonda - orificio del pasador, 0,5453 a 0,5468 pulgadas de diámetro (JT8D-1 a-7B). 5. PWA 106212 Sonda - orificio del pasador,0,6155 a 0,6170 pulgadas de diámetro (JT8D-9-a través de 17AR).
(B) PWA 105594 Aparato de alambre de asistencia técnica estándar es la siguiente:
(a) la estructura metálica que soporta el estándar de alambre a la mejor altura para hacer exploraciones de calibración.El dispositivo de cable de soporte estándar debe estar siempre en los cuatro orificios que se identifican en la interfaz de gran parte. Esto se asegurará de que no será el correcto acoplamiento electromagnético entre el bloque estándar de cable y la sonda durante las exploraciones.
(b) El Alambre estándar es un bloque de material no conductor con un hilo conductor en ella. Se lleva a cabo en la posición correcta calibración por el aparato de soporte de alambre estándar. El plan de exploración se mueve la sonda a través del hilo conductor en el bloque no conductor (esto pone la sonda que gira en la posición BST para obtener una secuencia de calibración).
(c) PWA 106207 Fixture la compatibilidad con discos, PWA 106208 Aparato disco de soporte, y PWA 106209 Aparato disco de soporte se instalanen la base de la interfaz de gran parte. El diámetro de apareamiento de la fijación tiene un ajuste apretado dentro de la cavidad central en la base.

El lado inferior de la gran diámetro del accesorio de soporte de disco debe estar al mismo nivel y el nivel en la parte de base amplia interfaz. No debe haber espacios de aire claro en el aparato.1. PWA 106207 El aparato se utiliza en los discos con un diámetro interior 8,2 pulgadas (JT8D-1 a-7B).2. PWA 106208 mobiliario se utiliza en los discos con un diámetro del agujero 6,8 pulgadas (JT8D-1 a-7B, Típica PN 740 502).3. PWA 106209 El aparato se utiliza en los discos con un diámetro interior de 4,5 pulgadas (JT8D-9-a través de 17AR). (E) PWA 106210 Software disco compacto son los planes de exploración ETC-2000 para este procedimiento.El CD contiene un total de 20 planes de exploración en cinco carpetas para todos los agujeros de los discos y las configuraciones de disco.
Estos son ejemplos de los nombres de los archivos de análisis del plan:1. JT8D Fan ETS disco contrapeso Hole Inspection.scn.2. Previa a la inspección de rutina de calibración contrapeso Holes.scn.3. Después de la inspección de rutina de calibración contrapeso Holes.scn.4. Re-Inspección de Holes.scn contrapeso.
(4) Otros equipos para ayudar con este procedimiento:
(A) Marcador (para poner de re-inspección de las marcas de agujeros de los discos). Use sólo de P & W aprobados por parte de marcadores temporales.Refiérase a la Sección 70-11-00 (Tarea 70-11-00-800-001-003) en la Norma Manual de Buenas Prácticas, PN 585005.(B) las herramientas de manipulación de piezas. Consulte a la Tarea 72-33-04 - 04 a 002 (Sección 72-33-04 Desmontaje-01) para la PWA herramientas aprobadas para levantar y mover el disco de segunda etapa del compresor.(C) 3 milésimas de teflón cinta adhesiva. Cubra la bobina de la sonda con P & W aprobado por la cinta adhesiva de 3 millones de teflón para prolongar la vida útil de la sonda y dar resultados de la inspección, que son las mismas de un análisis a otro. Refiérase a la Sección 70-12-00, materiales consumibles en la Norma Manual de Buenas Prácticas, PN 585005.
(5) Inspección de preparación.
(A) Asegúrese de que el disco se desmonta y se limpia por completo.(B) Examinar los agujeros que reciben la exploración de inspección para asegurarse de que el no hay material no deseado aparente en los

orificios.(C) Reunir estos subconjuntos del escáner agujero giratorio en la unidad de ETC-2000:1. UniWest JF-15 escáner giratorio.2. ETC-5038 soporte de escáner rotativo.3. ETC-2229 tubo de extensión, 12 pulgadas.4. ETC-2235 montaje de pivote.5. ETC-2225 M-eje, de 21 pulgadas.6. ETC-2230-M el eje por el tubo.7. UniWest 94136 cable del escáner rotativo.
(D) Reunir los subconjuntos anteriores de la siguiente manera:1. Conecte ETC-2235 de pivote primera monta en el tubo de ETC-2229 de extensión. Cuatro tornillos de mantener el tubo de extensióna la cara posterior de la montura de pivote.2. Conecte ETC-2225-M el eje de la montura ETC-2235 de pivote. Cuatro tornillos de mantener la M-eje a la cara de rotación de la montura de pivote. Habrá más de un patrón de agujeros aparente en la unidad M-eje. Utilizar los conjuntos de agujeros cuarto y quinto (las posiciones son de la parte superior de la M-eje hacia abajo, hacia la carcasa del motor).3. Conecte el ETC-2235 de pivote de montaje y ensamblaje ETC-2225-M el eje de la ETC-2230-M el eje por el tubo (asegúrese de que en este momento el tubo se conecta a la boquilla del módulo de interfaz). Mueva el tubo de ETC-2229 de extensión a través de la ranura del tubo hacia abajo hasta que una indicación de la regla 7 3/8 pulgadas está alineada con la marca en el tubo hacia abajo. Apriete el tornillo de fijación del tubo hacia abajo para fijar el tubo de extensión en su posición. Para añadido M-eje de apoyo, establece orificio 14 y 16 de la M-eje de ahora alineados con los orificios roscados en la cara inferior de la M-eje de abajo en el tubo (añadir cuatro tornillos aquí para asegurarse de que el M-eje se mantiene en el nivel inspección).4. Adjuntar PWA 106207 Fixture la compatibilidad con discos, PWA 106208 Aparato disco de soporte, o PWA 106209 Fixture la compatibilidad con discos y PWA 105594 Aparato cable de soporte estándar y PWA 105758 Aparato cable de soporte estándar para el escáner de ETC-2000 con ETC-5025 soporte de papel. Instalar el dispositivo de disco de apoyo aplicables a ETC-5025 stand. El diámetro de acoplamiento del accesorio tendrá un ajuste apretado en la cavidad central en la superficie superior del soporte parte. Instale el aparato de soporte de disco totalmente en el soporte y asegúrese de que quede al mismo nivel y nivel.5. Fije el soporte de escáner de ETC-5038 giratorio UniWest el JF-15 escáner rotativo. Mantenga el escáner rotativo con el interruptor ON / OFF lejos de usted y de la UniWest 94136 cable del escáner hacia usted. Coloque el soporte en el lado derecho del escáner JF-15 giratorio
con los dos tornillos. A continuación, instale este montaje en el lado derecho de la M-eje con un tornillo.6. Conecte el cable de rotación 94.136 a los EE.UU. 450/500 y el escáner JF-15. Asegurarse de que el cable del detector de M-eje está conectado a la carcasa del motor del tubo M-eje y hacia abajo.7. Suelte la plataforma de la cabeza del escáner en la interfaz de gran parte y lo mueve a un lado para que sea posible levantar el centro e instalarlo en el escáner. Instalar el disco (aprobado el uso de herramientas PWA) en el accesorio disco de soporte de aplicación, con el extremo delantero de la parte de abajo. Llevar la plataforma cabeza de escáner de nuevo a la posición central bloqueado.8. Para identificar contrapeso, tirante, y orificios con números, encontrar el agujero del tipo aplicable que es más cercano al número de serie del disco. La posición No. 1 agujero será en este lugar con la parte vista desde la parte trasera (hasta la parte trasera). Ponga un número temporal de 1 punto al lado de este agujero (usar métodos de marcado aprobados de la Sección 70-11-00 (Tarea 70-11-00-800-001-001) en la Norma Manual de Buenas Prácticas, PN 585005. Mover en un contador -horario y aplicar N ° 2, 3, etc, para posiciones de los agujeros posteriores.
NOTA: Debido a que el escáner se mueve en una dirección contraria a las agujas del reloj cuando se va a un agujero posterior, la dirección de las marcas número utilizado para identificar los agujeros de disco para este procedimiento es opuesta a la habitual (en sentido horario) patrón usado en otros procedimientos.

Disk (Spacer) From Mating Surfa

ce
Bore Damage Repair
Rear Snap Diameter Plasma Coating

RECUBRIMIENTO CON PLASMA AL ARILLO O GUIA EXTERNA DEL MIXER
Paso 1: Remover la guía del ducto de descarga.* La posición del mixer de frente, deberá ser vertical* Aflojar y retirar pernos de seguridad que unen el mixer al carenado* Remover los ensamblajes del carenado, después quitar la guía del conducto.Paso 2: Retirar los segmentos del ducto de descarga
Remover los pernos o tornillos y las arandelas o rondanas, en ellos se sobreponen las partes del
ducto y se unen.
* Retire los pernos o tornillos y sus arandelas que unen ducto con ducto, y después retírelos individualmente.
PROCEDIMIENTO DE REPARACIÓN
Equipo y materiales:
AMS 7879 En plasma (Sustituye la PWA 1301)
* PWA 1301 En polvo, plasma (Sustituido por el AMS 7879)* PWA 1305 en polvo, plasmaProcedimiento:Paso 1: En la zona, con PWA 53-5 desde la parte delantera y la parte de PWA 53-1 del
Stándar Practice Manual (Manual de Practicas Estándar / SPM) subtarea 72-55-02-34-013-00.Paso 2: Prepare la superficie frontal de reparación de la zona para PWA 53-5, use los
procedimientos SPOP de grano y hornos 170, subtarea72-55-02-34-003-001Paso 3: Aplicar con PWA 53-5 el recubrimiento por plasma al aro delantero. Consulte el
SPM, Sección 70-46-01, subtarea 72-55-02-34-013-002Paso 4: Aplicar con PWA 53-1de recubrimiento por plasma al área de reparación que utilicen
el SPOP de granos y hornos 170 los procedimientos de la explosión, subtarea 72-55-02-34-003-002Paso 5: Aplicar con PWA 53-1 recubrimiento por plasma a la zona de reparación del 12 jefes
de montaje como se muestra en la figura. Ver el SPM, Sección 70-46-01.

====

El Delta TechOps está orgulloso proporcionar el mantenimiento de motor de avión, la reparación, y servicios de revisión y reparación para Pratt y Whitney JT8D-200 motores comerciales. La serie JT8D-200 cubre los 18,500-al empuje de 21,700 libras se extienden y es el poder exclusivo para el avión de serie popular MD-80. Desde el servicio de partida en 1980, más de 2,900 motores JT8D-200 han sido producidos. Pratt y Motores Whitney Comerciales - JT8D el motor de turboventilador de frente de Flujo axial de Perfil con el carrete dual diseñan Nueve puede - cámaras de combustión anulares la turbina De tres etapas de baja presión Especificaciones técnicas el empuje máximo 97 proporción de Presión de kN 16:1 la Longitud el Delta de 1454.5 kilogramos de Peso de 3920 mm de diámetro de 1250 mm TechOps Proporciona Servicios de Mantenimiento De motor para Pratt Siguiente y Whitney JT8D Motores Comerciales JT8D-217C (bajo FAA 121 sólo) JT8D-219 (bajo FAA 121 sólo) el Delta TechOps la Modificación de Capacidades de Mantenimiento De motor, repare y revise la Restauración/Revisión y reparación Llena (Todos los Módulos) la Visita de Hospital (Comprueba/Repara) el Mantenimiento Ligero (la penetración Mínima) la restauración de Funcionamiento (el Camino De gas) el Motor Prueba la Célula controla el 1r servicio de Reparación de reparación de garantía de carrera para componentes de motor, Línea Unidades Reemplazables (LRUs) incluyendo el Cambio Rápido De motor (QEC) y el motor básico separan la condición de Motor de apoyo Sobre ala y la tendencia que supervisa pruebas No destructivas y diagnóstico FPI (la Inspección Fluorescente y Penetrant) MPI (la Inspección de Partícula Magnética) RF Ultrasónico NDT De inmersión y la corriente de Remolino NDT Borescope Tramando el apoyo - Workscope y el Desarrollo de Reparación AOG apoyan por todo el mundo, 24/365 - disponible al Aprovisionamiento de clientes de motores de arriendo la s y piezas de recambio por el Delta el apoyo de Cambio de Inventario de TechOps la Flota Personalizada Completa ™ la ISO de programas 9001 certificación FAA la capacidad de liberación el Delta de autoridad de reparación de la Parte 121 LEJANO TechOps JT8D-200 - Experimenta MRO desde 1969 más de 80 hacen un promedio de tiempos de vuelta al servicio de revisión y reparación de Promedio de visitas de tienda anuales 24 días (el individuo HACEN ENCAJE varía por el alcance de trabajo y términos)