MODELOWANIE PROCESU KSZTAŁTOWA- NIA BLACH W …wsinf.edu.pl/assets/img/pdf/Zeszyty naukowe/vol.9 nr...
12
Zeszyty Naukowe WSInf Vol 9, Nr 3, 2010 19 Tomasz Trzepieciński Katedra Przeróbki Plastycznej Politechnika Rzeszowska MODELOWANIE PROCESU KSZTALTOWA- NIA BLACH W PROGRAMIE ABAQUS Streszczenie – Praca zawiera wyniki badań eksperymentalnych oraz sy- mulacji numerycznych ksztaltowania wytloczek prostokątnych z dnem stożkowym. Do numerycznej analizy procesu wytlaczania metodą elemen- tów skończonych użyto program Abaqus oparty na metodzie elementów skończonych. Do opisu wlaściwości plastycznych blachy zastosowano model izotropowy Huber-Mises oraz model anizotropowy opisany równa- niem kwadratowym Hilla. Podobnie zjawisko tarcia zamodelowano po- przez wprowadzenie jednakowej wartości wspólczynnika tarcia dla wszystkich powierzchni oraz za pomocą modelu anizotropowego. Porów- nanie wyników symulowanego rozkladu grubości ścianek wytloczek z po- miarami eksperymentalnymi wykazalo, iż uwzględnienie anizotropii pla- stycznej materialu oraz anizotropii oporów tarcia w modelu MES powodu- je, że wyniki symulacji są bardziej zbliżone do wyników doświadczalnych. 1 Wprowadzenie Ksztaltowanie blach jest jednym z podstawowych procesów wytwa- rzania, w których lokalny stan odksztalcenia w elemencie zależy od bar- dzo wielu czynników m.in. warunków tarcia, nacisków jednostkowych oraz wlaściwości materialu blachy. Jednym z istotnych czynników wply- wających na otrzymanie żądanej dokladności wymiarowo-ksztaltowej wyrobu jest dobór optymalnych parametrów procesu. Warunki tarcia oraz smarowania wywierają ważny wplyw na rozklad i wartość odksztal- ceń w wytloczce, wplywając tym samym na jakość wyrobu. Zjawiska powierzchniowe i procesy zachodzące w strefie kontaktu zależą m.in. od materialu i topografii oraz chropowatości powierzchni blachy oraz narzę- dzia [1]. Wykorzystanie nowoczesnych narzędzi do optymalizacji proce- su ksztaltowania blach jaki są programy oparte na metodzie elementów skończonych (MES) pozwalają na ustalenie prawidlowych warunków i parametrów wytlaczania przy wyeliminowaniu lub ograniczeniu koniecz- ności wytwarzania prototypów narzędzi w procesie produkcyjnym. Bu- dowa prawidlowego modelu numerycznego wymaga znajomości począt- kowej geometrii narzędzi, ksztaltu i wymiarów materialu wyjściowego blachy, wlaściwości materialu blachy, warunków tarcia, temperatury pro-
Transcript of MODELOWANIE PROCESU KSZTAŁTOWA- NIA BLACH W …wsinf.edu.pl/assets/img/pdf/Zeszyty naukowe/vol.9 nr...

Zeszyty Naukowe WSInf Vol 9 Nr 3 2010
19
Tomasz Trzepieci ński Katedra Przeroacutebki Plastycznej
Politechnika Rzeszowska
MODELOWANIE PROCESU KSZTAŁTOWA-NIA BLACH W PROGRAMIE ABAQUS
Streszczenie ndash Praca zawiera wyniki badań eksperymentalnych oraz sy-mulacji numerycznych kształtowania wytłoczek prostokątnych z dnem stożkowym Do numerycznej analizy procesu wytłaczania metodą elemen-toacutew skończonych użyto program Abaqus oparty na metodzie elementoacutew skończonych Do opisu właściwości plastycznych blachy zastosowano model izotropowy Huber-Mises oraz model anizotropowy opisany roacutewna-niem kwadratowym Hilla Podobnie zjawisko tarcia zamodelowano po-przez wprowadzenie jednakowej wartości wspoacutełczynnika tarcia dla wszystkich powierzchni oraz za pomocą modelu anizotropowego Poroacutew-nanie wynikoacutew symulowanego rozkładu grubości ścianek wytłoczek z po-miarami eksperymentalnymi wykazało iż uwzględnienie anizotropii pla-stycznej materiału oraz anizotropii oporoacutew tarcia w modelu MES powodu-je że wyniki symulacji są bardziej zbliżone do wynikoacutew doświadczalnych
1 Wprowadzenie
Kształtowanie blach jest jednym z podstawowych procesoacutew wytwa-rzania w ktoacuterych lokalny stan odkształcenia w elemencie zależy od bar-dzo wielu czynnikoacutew min warunkoacutew tarcia naciskoacutew jednostkowych oraz właściwości materiału blachy Jednym z istotnych czynnikoacutew wpły-wających na otrzymanie żądanej dokładności wymiarowo-kształtowej wyrobu jest doboacuter optymalnych parametroacutew procesu Warunki tarcia oraz smarowania wywierają ważny wpływ na rozkład i wartość odkształ-ceń w wytłoczce wpływając tym samym na jakość wyrobu Zjawiska powierzchniowe i procesy zachodzące w strefie kontaktu zależą min od materiału i topografii oraz chropowatości powierzchni blachy oraz narzę-dzia [1] Wykorzystanie nowoczesnych narzędzi do optymalizacji proce-su kształtowania blach jaki są programy oparte na metodzie elementoacutew skończonych (MES) pozwalają na ustalenie prawidłowych warunkoacutew i parametroacutew wytłaczania przy wyeliminowaniu lub ograniczeniu koniecz-ności wytwarzania prototypoacutew narzędzi w procesie produkcyjnym Bu-dowa prawidłowego modelu numerycznego wymaga znajomości począt-kowej geometrii narzędzi kształtu i wymiaroacutew materiału wyjściowego blachy właściwości materiału blachy warunkoacutew tarcia temperatury pro-
Modelowanie procesu kształtowania
20
cesu oraz prędkości odkształcania W ostatnich latach rozwinięto roacutew-nież kryteria pozwalające na przewidywanie fałdowania lub pękania ma-teriału oraz określenie zależności pomiędzy naprężeniami głoacutewnymi w płaszczyźnie blachy w momencie utraty stateczności O poprawności zbudowanego modelu matematycznego decydują między innymi warun-ki brzegowe model konstytutywny materiału rodzaj elementoacutew oraz błędy w obliczeniach [2 3] W obliczeniach przy zastosowaniu MES po-wstawanie błędoacutew związane jest głoacutewnie z [4] dyskretyzacją kontinuum materialnego tworzeniem bazy danych do obliczeń oraz układaniem algorytmu programu komputerowego W przeprowadzonych badaniach [5 6] potwierdzono że tarcie jest złożoną funkcją wielu czynnikoacutew dla-tego trudno jest stworzyć uniwersalny model matematyczny ktoacutery może być użyty do opisu zmian sił tarcia W dążeniu do otrzymywania rzetel-nych wynikoacutew symulacji numerycznych opracowano szereg sposoboacutew wyznaczania wartości wspoacutełczynnika tarcia dla poszczegoacutelnych obsza-roacutew styku blachy z narzędziem
2 Model materiału
Do kształtowania wytłoczek wykorzystano stalowe blachy głęboko-tłoczne gatunku DC01 o grubości 1 mm W proacutebie jednoosiowego roz-ciągania wyznaczono wartości podstawowych parametroacutew mechanicz-nych blachy Proacutebki do badań wycięto z arkusza blachy pod kątem 0ordm 45ordm oraz 90ordm do kierunku walcowania Właściwości anizotropowe blachy materiału uwidaczniają się w ten sposoacuteb że składowe odkształcenia w obu kierunkach prostopadłych do kierunku rozciągania proacutebki nie są roacutewne Anizotropia właściwości mechanicznych blachy scharakteryzo-wana jest za pomocą wspoacutełczynnika Lankfordrsquoa r [7] Wartość wspoacuteł-czynnika r (1) jest określana jako stosunek odkształcenia rzeczywistego szerokości ε2 do odkształcenia rzeczywistego grubości ε3 proacutebki podda-nej jednoosiowemu rozciąganiu
3ε2εr =
(1)
Bezpośredni pomiar grubości blachy przed oraz po odkształceniu jest
obarczony dużym błędem względnym szczegoacutelnie w przypadku blach cienkich Stosując pomiar szerokości i długości proacutebki oraz korzystając z warunku stałej objętości ε1+ε2+ε3=0 roacutewnanie (1) można przekształcić do postaci
=
lbbl
lnll
lnr 00
0 (2)
T Trzepieciński
21
gdzie l0 l oznacza długość proacutebki odpowiednio przed oraz po odkształ-ceniu b0 b odpowiednio szerokość proacutebki przed oraz po odkształceniu
Jeśli właściwości plastyczne blachy są roacutewne we wszystkich kierun-kach w płaszczyźnie blachy ale roacuteżnią się od właściwości w kierunku normalnym do powierzchni blachy to wykazuje ona anizotropię normal-ną Średnią wartość wspoacutełczynnika anizotropii normalnej określa się następująco
490r452r0rr
++=
(3)
gdzie r0 r45 r90 oznaczają wspoacutełczynniki anizotropii normalnej w kierun-ku roacutewnoległym prostopadłym oraz pod katem 45deg wzg lędem kierunku walcowania Dla materiałoacutew izotropowych r=1 Blachy o dużej wartości wspoacutełczynnika r zapewniają bardzo dobrą głębokotłoczność [7] Wła-ściwości mechaniczne stosowanej blachy przedstawiono w tabl 1 Na podstawie danych pomiarowych sporządzono charakterystyki umocnie-niowe badanych blach ktoacutere następnie aproksymowano roacutewnaniem Hollomona σ = Cεn gdzie C - wspoacutełczynnik umocnienia n - wykładnik krzywej umocnienia Relacja ta jest powszechnie stosowana w progra-mach symulujących procesy przeroacutebki plastycznej na zimno gdzie w stopniu zadowalającym spełnia swoje zadanie [8]
Tabela 1 Właściwości mechaniczne blachy
Orienta-cja
Granica pla-styczności Re MPa
Wytrzymałość na rozciąganie Rm
MPa
Wspoacutełczynnik umocnienia
C MPa
Wykładnik umocnie-
nia n
Wspoacutełczynnik Lankfordrsquoa
r 0deg 162 310 554 021 155
45deg 163 322 542 020 127 90deg 168 312 530 021 167
Potwierdzeniem cech anizotropowych blach stalowych jest roacuteżnica w
wartościach wspoacutełczynnika anizotropii odpowiadająca orientacji wzglę-dem kierunku walcowania Zmiana wartości wspoacutełczynnika r wraz ze zmiana orientacji względem kierunku walcowania silnie zależy od kie-runkowości mikrostruktury [9] Model materiału w symulacji numerycznej przyjęto jako sprężysto-plastyczny z izotropowym umocnieniem Para-metry materiałowe w zakresie sprężystym wynoszą moduł Younga 211011 MPa wspoacutełczynnik Poissona 03 Symulacje numeryczne wy-konano zakładając warunek plastyczności Huber-Mises [10] dla ciał izo-tropowych oraz stosując model Hilla [11] dla ciał anizotropowych Dla ciał o idealnie izotropowych właściwościach mechanicznych roacutewnanie Huber-Mises [10] jest postaci
Modelowanie procesu kształtowania
22
2)2zxτ
2yzτ
2xy6(τ2)xσz(σ2)zσy(σ2)yσx(σ
2σ2 +++minus+minus+minus=
(4) Roacutewnanie Hilla (5) jest najczęściej stosowane do opisu anizotropii właściwo-
ści plastycznych blach stalowych i stanowi rozwinięcie roacutewnania Hubera-Misesa
2xy2N2
yz2Mτ2zx2Lτ2)yσxH(σ2)xσzG(σ2)zσyF(σ
2σ +++minus+minus+minus=
(5)
gdzieσ - naprężenie uplastyczniające σx σy σz τxy τyz τzx - składowe naprężenia wyznaczane w głoacutewnych osiach ortotropii x ndash roacutewnoległej do kierunku walcowania y - prostopadłej do kierunku walcowania oraz z ndash normalnej do płaszczyzny blachy Wspoacutełczynniki F G H L M N okre-ślane są na podstawie parametroacutew mechanicznych blachy mierzonych w kierunku x y oraz z (6)
minus+=
211R
1233R
1222R
121
F
222R
1233R
1211R
121
G
minus+=
233R
1222R
1211R
121
H
minus+=
2232R
3L =
2132R
3M =
2122R
3N =
(6) Wspoacutełczynniki R11 R22 R33 R12 R13 R23 są określane w programie
Abaqus na podstawie wprowadzonych wartości granicy plastyczności w roacuteżnych kierunkach
3 Warunki kontaktu
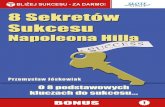
Proacuteby tarcia o obrotowym ruchu narzędzia zrealizowano przy pomocy testera T01-M typu trzpień-tarcza [5] w warunkach tarcia technicznie suchego Analiza przebiegu zmian wartości wspoacutełczynnika tarcia w za-leżności od kąta obrotu trzpienia testera po powierzchni blachy (rys 1) pozwala zauważyć cykliczność tych zmian Największa oraz najmniej-sza wartość wspoacutełczynnika tarcia odpowiada odpowiednio pomiarowi w poprzek oraz wzdłuż kierunku walcowania Możemy więc stwierdzić że badane blachy stalowe charakteryzuje anizotropia właściwości trybolo-gicznych odpowiadająca odmiennej topografii powierzchni w zależności od orientacji względem kierunku walcowania
T Trzepieciński
23
Rys 1 Zmiana wartości wspoacutełczynnika tarcia w zależności od kąta do kie-
runku walcowania
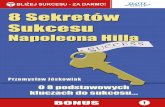
Wartości wspoacutełczynnika tarcia w zależności od kierunku względem
kierunku walcowania zostały określone za pomocą fragmentu elipsy (rys 2) o roacutewnaniu
cos αmax
1τ1τ =
sin αmax2τ2τ =
(7)
gdzie αisinlang0π2rang Model anizotropowy (AF) tarcia został zaimplementowany przez
podanie dwoacutech wartości wspoacutełczynnika tarcia mierzonych odpowiednio wzdłuż kierunku walcowania τ1
max=0142 oraz w poprzek względem kie-runku walcowania τ2
max=0154 Dla modelu izotropowego tarcia (IF) wprowadzono średnią wartość wspoacutełczynnika tarcia roacutewną 01495
Rys 2 Anizotropowy model tarcia
Modelowanie procesu kształtowania
24
4 Badania eksperymentalne
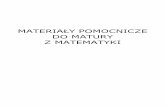
Kształtowanie wytłoczek prostokątnych z dnem stożkowym zrealizo-wano za pomocą specjalnego przyrządu ktoacuterego schemat oraz głoacutewne wymiary pokazano na rys 3 Stempel posiada kształt prostokąta o wy-miarach 60times40 mm Krawędz dolna oraz krawędzie boczne stempla posiadają zaokrąglenie odpowiednio promieniem 3 mm oraz 12 mm
Rys 3 Schemat tłocznika oraz podstawowe wymiary 1- śruba dociskowa 2
ndash dociskacz 3 ndash stempel 4 ndash podkładka elastomerowa 5 ndash matryca 6 - blacha
Badania zrealizowano po zamocowaniu przyrządu na maszynie wy-trzymałościowej Schenck UTS 100 Zastosowano dociskacz aby zapo-biec fałdowaniu kołnierza wytłoczki W celu uzyskania docisku elastycz-nego pod śruby dociskowe zastosowano podkładki z elastomeru Siłę docisku określono jako minimalną siłę zapobiegającą powstawaniu fał-dowania kołnierza i wyznaczono doświadczalnie metodą proacuteb i błędoacutew W trakcie procesu wytłaczania początkową siłę docisku określono roacutewną 785 kN Kształt wsadu został określony analitycznie tak aby po zakoń-czeniu procesu wytłaczania otrzymać wytłoczkę o roacutewnomiernej wyso-kości na obwodzie Wykonano trzy wytłoczki o roacuteżnej wysokości wyno-szącej 6 11 oraz 16 Poszczegoacutelne wytłoczki przecięto wzdłuż w po-przek oraz pod kątem 45deg względem kierunku walcowania
5 Badania numeryczne
Proces kształtowania wytłoczek prostokątnych z dnem stożkowym modelowano metodą elementoacutew skończonych przy użyciu programu ABAQUS z procedurą całkowania Explicit Metoda całkowania Explicit zakłada spełnienie roacutewnań ruchu na początku kroku czasowego i eks-trapoluje rozwiązanie w czasie ∆t Roacutewnanie ruchu dla czasu t(i) jest roacutewne (8)
T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
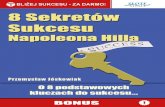
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

Modelowanie procesu kształtowania
20
cesu oraz prędkości odkształcania W ostatnich latach rozwinięto roacutew-nież kryteria pozwalające na przewidywanie fałdowania lub pękania ma-teriału oraz określenie zależności pomiędzy naprężeniami głoacutewnymi w płaszczyźnie blachy w momencie utraty stateczności O poprawności zbudowanego modelu matematycznego decydują między innymi warun-ki brzegowe model konstytutywny materiału rodzaj elementoacutew oraz błędy w obliczeniach [2 3] W obliczeniach przy zastosowaniu MES po-wstawanie błędoacutew związane jest głoacutewnie z [4] dyskretyzacją kontinuum materialnego tworzeniem bazy danych do obliczeń oraz układaniem algorytmu programu komputerowego W przeprowadzonych badaniach [5 6] potwierdzono że tarcie jest złożoną funkcją wielu czynnikoacutew dla-tego trudno jest stworzyć uniwersalny model matematyczny ktoacutery może być użyty do opisu zmian sił tarcia W dążeniu do otrzymywania rzetel-nych wynikoacutew symulacji numerycznych opracowano szereg sposoboacutew wyznaczania wartości wspoacutełczynnika tarcia dla poszczegoacutelnych obsza-roacutew styku blachy z narzędziem
2 Model materiału
Do kształtowania wytłoczek wykorzystano stalowe blachy głęboko-tłoczne gatunku DC01 o grubości 1 mm W proacutebie jednoosiowego roz-ciągania wyznaczono wartości podstawowych parametroacutew mechanicz-nych blachy Proacutebki do badań wycięto z arkusza blachy pod kątem 0ordm 45ordm oraz 90ordm do kierunku walcowania Właściwości anizotropowe blachy materiału uwidaczniają się w ten sposoacuteb że składowe odkształcenia w obu kierunkach prostopadłych do kierunku rozciągania proacutebki nie są roacutewne Anizotropia właściwości mechanicznych blachy scharakteryzo-wana jest za pomocą wspoacutełczynnika Lankfordrsquoa r [7] Wartość wspoacuteł-czynnika r (1) jest określana jako stosunek odkształcenia rzeczywistego szerokości ε2 do odkształcenia rzeczywistego grubości ε3 proacutebki podda-nej jednoosiowemu rozciąganiu
3ε2εr =
(1)
Bezpośredni pomiar grubości blachy przed oraz po odkształceniu jest
obarczony dużym błędem względnym szczegoacutelnie w przypadku blach cienkich Stosując pomiar szerokości i długości proacutebki oraz korzystając z warunku stałej objętości ε1+ε2+ε3=0 roacutewnanie (1) można przekształcić do postaci
=
lbbl
lnll
lnr 00
0 (2)
T Trzepieciński
21
gdzie l0 l oznacza długość proacutebki odpowiednio przed oraz po odkształ-ceniu b0 b odpowiednio szerokość proacutebki przed oraz po odkształceniu
Jeśli właściwości plastyczne blachy są roacutewne we wszystkich kierun-kach w płaszczyźnie blachy ale roacuteżnią się od właściwości w kierunku normalnym do powierzchni blachy to wykazuje ona anizotropię normal-ną Średnią wartość wspoacutełczynnika anizotropii normalnej określa się następująco
490r452r0rr
++=
(3)
gdzie r0 r45 r90 oznaczają wspoacutełczynniki anizotropii normalnej w kierun-ku roacutewnoległym prostopadłym oraz pod katem 45deg wzg lędem kierunku walcowania Dla materiałoacutew izotropowych r=1 Blachy o dużej wartości wspoacutełczynnika r zapewniają bardzo dobrą głębokotłoczność [7] Wła-ściwości mechaniczne stosowanej blachy przedstawiono w tabl 1 Na podstawie danych pomiarowych sporządzono charakterystyki umocnie-niowe badanych blach ktoacutere następnie aproksymowano roacutewnaniem Hollomona σ = Cεn gdzie C - wspoacutełczynnik umocnienia n - wykładnik krzywej umocnienia Relacja ta jest powszechnie stosowana w progra-mach symulujących procesy przeroacutebki plastycznej na zimno gdzie w stopniu zadowalającym spełnia swoje zadanie [8]
Tabela 1 Właściwości mechaniczne blachy
Orienta-cja
Granica pla-styczności Re MPa
Wytrzymałość na rozciąganie Rm
MPa
Wspoacutełczynnik umocnienia
C MPa
Wykładnik umocnie-
nia n
Wspoacutełczynnik Lankfordrsquoa
r 0deg 162 310 554 021 155
45deg 163 322 542 020 127 90deg 168 312 530 021 167
Potwierdzeniem cech anizotropowych blach stalowych jest roacuteżnica w
wartościach wspoacutełczynnika anizotropii odpowiadająca orientacji wzglę-dem kierunku walcowania Zmiana wartości wspoacutełczynnika r wraz ze zmiana orientacji względem kierunku walcowania silnie zależy od kie-runkowości mikrostruktury [9] Model materiału w symulacji numerycznej przyjęto jako sprężysto-plastyczny z izotropowym umocnieniem Para-metry materiałowe w zakresie sprężystym wynoszą moduł Younga 211011 MPa wspoacutełczynnik Poissona 03 Symulacje numeryczne wy-konano zakładając warunek plastyczności Huber-Mises [10] dla ciał izo-tropowych oraz stosując model Hilla [11] dla ciał anizotropowych Dla ciał o idealnie izotropowych właściwościach mechanicznych roacutewnanie Huber-Mises [10] jest postaci
Modelowanie procesu kształtowania
22
2)2zxτ
2yzτ
2xy6(τ2)xσz(σ2)zσy(σ2)yσx(σ
2σ2 +++minus+minus+minus=
(4) Roacutewnanie Hilla (5) jest najczęściej stosowane do opisu anizotropii właściwo-
ści plastycznych blach stalowych i stanowi rozwinięcie roacutewnania Hubera-Misesa
2xy2N2
yz2Mτ2zx2Lτ2)yσxH(σ2)xσzG(σ2)zσyF(σ
2σ +++minus+minus+minus=
(5)
gdzieσ - naprężenie uplastyczniające σx σy σz τxy τyz τzx - składowe naprężenia wyznaczane w głoacutewnych osiach ortotropii x ndash roacutewnoległej do kierunku walcowania y - prostopadłej do kierunku walcowania oraz z ndash normalnej do płaszczyzny blachy Wspoacutełczynniki F G H L M N okre-ślane są na podstawie parametroacutew mechanicznych blachy mierzonych w kierunku x y oraz z (6)
minus+=
211R
1233R
1222R
121
F
222R
1233R
1211R
121
G
minus+=
233R
1222R
1211R
121
H
minus+=
2232R
3L =
2132R
3M =
2122R
3N =
(6) Wspoacutełczynniki R11 R22 R33 R12 R13 R23 są określane w programie
Abaqus na podstawie wprowadzonych wartości granicy plastyczności w roacuteżnych kierunkach
3 Warunki kontaktu
Proacuteby tarcia o obrotowym ruchu narzędzia zrealizowano przy pomocy testera T01-M typu trzpień-tarcza [5] w warunkach tarcia technicznie suchego Analiza przebiegu zmian wartości wspoacutełczynnika tarcia w za-leżności od kąta obrotu trzpienia testera po powierzchni blachy (rys 1) pozwala zauważyć cykliczność tych zmian Największa oraz najmniej-sza wartość wspoacutełczynnika tarcia odpowiada odpowiednio pomiarowi w poprzek oraz wzdłuż kierunku walcowania Możemy więc stwierdzić że badane blachy stalowe charakteryzuje anizotropia właściwości trybolo-gicznych odpowiadająca odmiennej topografii powierzchni w zależności od orientacji względem kierunku walcowania
T Trzepieciński
23
Rys 1 Zmiana wartości wspoacutełczynnika tarcia w zależności od kąta do kie-
runku walcowania
Wartości wspoacutełczynnika tarcia w zależności od kierunku względem
kierunku walcowania zostały określone za pomocą fragmentu elipsy (rys 2) o roacutewnaniu
cos αmax
1τ1τ =
sin αmax2τ2τ =
(7)
gdzie αisinlang0π2rang Model anizotropowy (AF) tarcia został zaimplementowany przez
podanie dwoacutech wartości wspoacutełczynnika tarcia mierzonych odpowiednio wzdłuż kierunku walcowania τ1
max=0142 oraz w poprzek względem kie-runku walcowania τ2
max=0154 Dla modelu izotropowego tarcia (IF) wprowadzono średnią wartość wspoacutełczynnika tarcia roacutewną 01495
Rys 2 Anizotropowy model tarcia
Modelowanie procesu kształtowania
24
4 Badania eksperymentalne
Kształtowanie wytłoczek prostokątnych z dnem stożkowym zrealizo-wano za pomocą specjalnego przyrządu ktoacuterego schemat oraz głoacutewne wymiary pokazano na rys 3 Stempel posiada kształt prostokąta o wy-miarach 60times40 mm Krawędz dolna oraz krawędzie boczne stempla posiadają zaokrąglenie odpowiednio promieniem 3 mm oraz 12 mm
Rys 3 Schemat tłocznika oraz podstawowe wymiary 1- śruba dociskowa 2
ndash dociskacz 3 ndash stempel 4 ndash podkładka elastomerowa 5 ndash matryca 6 - blacha
Badania zrealizowano po zamocowaniu przyrządu na maszynie wy-trzymałościowej Schenck UTS 100 Zastosowano dociskacz aby zapo-biec fałdowaniu kołnierza wytłoczki W celu uzyskania docisku elastycz-nego pod śruby dociskowe zastosowano podkładki z elastomeru Siłę docisku określono jako minimalną siłę zapobiegającą powstawaniu fał-dowania kołnierza i wyznaczono doświadczalnie metodą proacuteb i błędoacutew W trakcie procesu wytłaczania początkową siłę docisku określono roacutewną 785 kN Kształt wsadu został określony analitycznie tak aby po zakoń-czeniu procesu wytłaczania otrzymać wytłoczkę o roacutewnomiernej wyso-kości na obwodzie Wykonano trzy wytłoczki o roacuteżnej wysokości wyno-szącej 6 11 oraz 16 Poszczegoacutelne wytłoczki przecięto wzdłuż w po-przek oraz pod kątem 45deg względem kierunku walcowania
5 Badania numeryczne
Proces kształtowania wytłoczek prostokątnych z dnem stożkowym modelowano metodą elementoacutew skończonych przy użyciu programu ABAQUS z procedurą całkowania Explicit Metoda całkowania Explicit zakłada spełnienie roacutewnań ruchu na początku kroku czasowego i eks-trapoluje rozwiązanie w czasie ∆t Roacutewnanie ruchu dla czasu t(i) jest roacutewne (8)
T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

T Trzepieciński
21
gdzie l0 l oznacza długość proacutebki odpowiednio przed oraz po odkształ-ceniu b0 b odpowiednio szerokość proacutebki przed oraz po odkształceniu
Jeśli właściwości plastyczne blachy są roacutewne we wszystkich kierun-kach w płaszczyźnie blachy ale roacuteżnią się od właściwości w kierunku normalnym do powierzchni blachy to wykazuje ona anizotropię normal-ną Średnią wartość wspoacutełczynnika anizotropii normalnej określa się następująco
490r452r0rr
++=
(3)
gdzie r0 r45 r90 oznaczają wspoacutełczynniki anizotropii normalnej w kierun-ku roacutewnoległym prostopadłym oraz pod katem 45deg wzg lędem kierunku walcowania Dla materiałoacutew izotropowych r=1 Blachy o dużej wartości wspoacutełczynnika r zapewniają bardzo dobrą głębokotłoczność [7] Wła-ściwości mechaniczne stosowanej blachy przedstawiono w tabl 1 Na podstawie danych pomiarowych sporządzono charakterystyki umocnie-niowe badanych blach ktoacutere następnie aproksymowano roacutewnaniem Hollomona σ = Cεn gdzie C - wspoacutełczynnik umocnienia n - wykładnik krzywej umocnienia Relacja ta jest powszechnie stosowana w progra-mach symulujących procesy przeroacutebki plastycznej na zimno gdzie w stopniu zadowalającym spełnia swoje zadanie [8]
Tabela 1 Właściwości mechaniczne blachy
Orienta-cja
Granica pla-styczności Re MPa
Wytrzymałość na rozciąganie Rm
MPa
Wspoacutełczynnik umocnienia
C MPa
Wykładnik umocnie-
nia n
Wspoacutełczynnik Lankfordrsquoa
r 0deg 162 310 554 021 155
45deg 163 322 542 020 127 90deg 168 312 530 021 167
Potwierdzeniem cech anizotropowych blach stalowych jest roacuteżnica w
wartościach wspoacutełczynnika anizotropii odpowiadająca orientacji wzglę-dem kierunku walcowania Zmiana wartości wspoacutełczynnika r wraz ze zmiana orientacji względem kierunku walcowania silnie zależy od kie-runkowości mikrostruktury [9] Model materiału w symulacji numerycznej przyjęto jako sprężysto-plastyczny z izotropowym umocnieniem Para-metry materiałowe w zakresie sprężystym wynoszą moduł Younga 211011 MPa wspoacutełczynnik Poissona 03 Symulacje numeryczne wy-konano zakładając warunek plastyczności Huber-Mises [10] dla ciał izo-tropowych oraz stosując model Hilla [11] dla ciał anizotropowych Dla ciał o idealnie izotropowych właściwościach mechanicznych roacutewnanie Huber-Mises [10] jest postaci
Modelowanie procesu kształtowania
22
2)2zxτ
2yzτ
2xy6(τ2)xσz(σ2)zσy(σ2)yσx(σ
2σ2 +++minus+minus+minus=
(4) Roacutewnanie Hilla (5) jest najczęściej stosowane do opisu anizotropii właściwo-
ści plastycznych blach stalowych i stanowi rozwinięcie roacutewnania Hubera-Misesa
2xy2N2
yz2Mτ2zx2Lτ2)yσxH(σ2)xσzG(σ2)zσyF(σ
2σ +++minus+minus+minus=
(5)
gdzieσ - naprężenie uplastyczniające σx σy σz τxy τyz τzx - składowe naprężenia wyznaczane w głoacutewnych osiach ortotropii x ndash roacutewnoległej do kierunku walcowania y - prostopadłej do kierunku walcowania oraz z ndash normalnej do płaszczyzny blachy Wspoacutełczynniki F G H L M N okre-ślane są na podstawie parametroacutew mechanicznych blachy mierzonych w kierunku x y oraz z (6)
minus+=
211R
1233R
1222R
121
F
222R
1233R
1211R
121
G
minus+=
233R
1222R
1211R
121
H
minus+=
2232R
3L =
2132R
3M =
2122R
3N =
(6) Wspoacutełczynniki R11 R22 R33 R12 R13 R23 są określane w programie
Abaqus na podstawie wprowadzonych wartości granicy plastyczności w roacuteżnych kierunkach
3 Warunki kontaktu
Proacuteby tarcia o obrotowym ruchu narzędzia zrealizowano przy pomocy testera T01-M typu trzpień-tarcza [5] w warunkach tarcia technicznie suchego Analiza przebiegu zmian wartości wspoacutełczynnika tarcia w za-leżności od kąta obrotu trzpienia testera po powierzchni blachy (rys 1) pozwala zauważyć cykliczność tych zmian Największa oraz najmniej-sza wartość wspoacutełczynnika tarcia odpowiada odpowiednio pomiarowi w poprzek oraz wzdłuż kierunku walcowania Możemy więc stwierdzić że badane blachy stalowe charakteryzuje anizotropia właściwości trybolo-gicznych odpowiadająca odmiennej topografii powierzchni w zależności od orientacji względem kierunku walcowania
T Trzepieciński
23
Rys 1 Zmiana wartości wspoacutełczynnika tarcia w zależności od kąta do kie-
runku walcowania
Wartości wspoacutełczynnika tarcia w zależności od kierunku względem
kierunku walcowania zostały określone za pomocą fragmentu elipsy (rys 2) o roacutewnaniu
cos αmax
1τ1τ =
sin αmax2τ2τ =
(7)
gdzie αisinlang0π2rang Model anizotropowy (AF) tarcia został zaimplementowany przez
podanie dwoacutech wartości wspoacutełczynnika tarcia mierzonych odpowiednio wzdłuż kierunku walcowania τ1
max=0142 oraz w poprzek względem kie-runku walcowania τ2
max=0154 Dla modelu izotropowego tarcia (IF) wprowadzono średnią wartość wspoacutełczynnika tarcia roacutewną 01495
Rys 2 Anizotropowy model tarcia
Modelowanie procesu kształtowania
24
4 Badania eksperymentalne
Kształtowanie wytłoczek prostokątnych z dnem stożkowym zrealizo-wano za pomocą specjalnego przyrządu ktoacuterego schemat oraz głoacutewne wymiary pokazano na rys 3 Stempel posiada kształt prostokąta o wy-miarach 60times40 mm Krawędz dolna oraz krawędzie boczne stempla posiadają zaokrąglenie odpowiednio promieniem 3 mm oraz 12 mm
Rys 3 Schemat tłocznika oraz podstawowe wymiary 1- śruba dociskowa 2
ndash dociskacz 3 ndash stempel 4 ndash podkładka elastomerowa 5 ndash matryca 6 - blacha
Badania zrealizowano po zamocowaniu przyrządu na maszynie wy-trzymałościowej Schenck UTS 100 Zastosowano dociskacz aby zapo-biec fałdowaniu kołnierza wytłoczki W celu uzyskania docisku elastycz-nego pod śruby dociskowe zastosowano podkładki z elastomeru Siłę docisku określono jako minimalną siłę zapobiegającą powstawaniu fał-dowania kołnierza i wyznaczono doświadczalnie metodą proacuteb i błędoacutew W trakcie procesu wytłaczania początkową siłę docisku określono roacutewną 785 kN Kształt wsadu został określony analitycznie tak aby po zakoń-czeniu procesu wytłaczania otrzymać wytłoczkę o roacutewnomiernej wyso-kości na obwodzie Wykonano trzy wytłoczki o roacuteżnej wysokości wyno-szącej 6 11 oraz 16 Poszczegoacutelne wytłoczki przecięto wzdłuż w po-przek oraz pod kątem 45deg względem kierunku walcowania
5 Badania numeryczne
Proces kształtowania wytłoczek prostokątnych z dnem stożkowym modelowano metodą elementoacutew skończonych przy użyciu programu ABAQUS z procedurą całkowania Explicit Metoda całkowania Explicit zakłada spełnienie roacutewnań ruchu na początku kroku czasowego i eks-trapoluje rozwiązanie w czasie ∆t Roacutewnanie ruchu dla czasu t(i) jest roacutewne (8)
T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

Modelowanie procesu kształtowania
22
2)2zxτ
2yzτ
2xy6(τ2)xσz(σ2)zσy(σ2)yσx(σ
2σ2 +++minus+minus+minus=
(4) Roacutewnanie Hilla (5) jest najczęściej stosowane do opisu anizotropii właściwo-
ści plastycznych blach stalowych i stanowi rozwinięcie roacutewnania Hubera-Misesa
2xy2N2
yz2Mτ2zx2Lτ2)yσxH(σ2)xσzG(σ2)zσyF(σ
2σ +++minus+minus+minus=
(5)
gdzieσ - naprężenie uplastyczniające σx σy σz τxy τyz τzx - składowe naprężenia wyznaczane w głoacutewnych osiach ortotropii x ndash roacutewnoległej do kierunku walcowania y - prostopadłej do kierunku walcowania oraz z ndash normalnej do płaszczyzny blachy Wspoacutełczynniki F G H L M N okre-ślane są na podstawie parametroacutew mechanicznych blachy mierzonych w kierunku x y oraz z (6)
minus+=
211R
1233R
1222R
121
F
222R
1233R
1211R
121
G
minus+=
233R
1222R
1211R
121
H
minus+=
2232R
3L =
2132R
3M =
2122R
3N =
(6) Wspoacutełczynniki R11 R22 R33 R12 R13 R23 są określane w programie
Abaqus na podstawie wprowadzonych wartości granicy plastyczności w roacuteżnych kierunkach
3 Warunki kontaktu
Proacuteby tarcia o obrotowym ruchu narzędzia zrealizowano przy pomocy testera T01-M typu trzpień-tarcza [5] w warunkach tarcia technicznie suchego Analiza przebiegu zmian wartości wspoacutełczynnika tarcia w za-leżności od kąta obrotu trzpienia testera po powierzchni blachy (rys 1) pozwala zauważyć cykliczność tych zmian Największa oraz najmniej-sza wartość wspoacutełczynnika tarcia odpowiada odpowiednio pomiarowi w poprzek oraz wzdłuż kierunku walcowania Możemy więc stwierdzić że badane blachy stalowe charakteryzuje anizotropia właściwości trybolo-gicznych odpowiadająca odmiennej topografii powierzchni w zależności od orientacji względem kierunku walcowania
T Trzepieciński
23
Rys 1 Zmiana wartości wspoacutełczynnika tarcia w zależności od kąta do kie-
runku walcowania
Wartości wspoacutełczynnika tarcia w zależności od kierunku względem
kierunku walcowania zostały określone za pomocą fragmentu elipsy (rys 2) o roacutewnaniu
cos αmax
1τ1τ =
sin αmax2τ2τ =
(7)
gdzie αisinlang0π2rang Model anizotropowy (AF) tarcia został zaimplementowany przez
podanie dwoacutech wartości wspoacutełczynnika tarcia mierzonych odpowiednio wzdłuż kierunku walcowania τ1
max=0142 oraz w poprzek względem kie-runku walcowania τ2
max=0154 Dla modelu izotropowego tarcia (IF) wprowadzono średnią wartość wspoacutełczynnika tarcia roacutewną 01495
Rys 2 Anizotropowy model tarcia
Modelowanie procesu kształtowania
24
4 Badania eksperymentalne
Kształtowanie wytłoczek prostokątnych z dnem stożkowym zrealizo-wano za pomocą specjalnego przyrządu ktoacuterego schemat oraz głoacutewne wymiary pokazano na rys 3 Stempel posiada kształt prostokąta o wy-miarach 60times40 mm Krawędz dolna oraz krawędzie boczne stempla posiadają zaokrąglenie odpowiednio promieniem 3 mm oraz 12 mm
Rys 3 Schemat tłocznika oraz podstawowe wymiary 1- śruba dociskowa 2
ndash dociskacz 3 ndash stempel 4 ndash podkładka elastomerowa 5 ndash matryca 6 - blacha
Badania zrealizowano po zamocowaniu przyrządu na maszynie wy-trzymałościowej Schenck UTS 100 Zastosowano dociskacz aby zapo-biec fałdowaniu kołnierza wytłoczki W celu uzyskania docisku elastycz-nego pod śruby dociskowe zastosowano podkładki z elastomeru Siłę docisku określono jako minimalną siłę zapobiegającą powstawaniu fał-dowania kołnierza i wyznaczono doświadczalnie metodą proacuteb i błędoacutew W trakcie procesu wytłaczania początkową siłę docisku określono roacutewną 785 kN Kształt wsadu został określony analitycznie tak aby po zakoń-czeniu procesu wytłaczania otrzymać wytłoczkę o roacutewnomiernej wyso-kości na obwodzie Wykonano trzy wytłoczki o roacuteżnej wysokości wyno-szącej 6 11 oraz 16 Poszczegoacutelne wytłoczki przecięto wzdłuż w po-przek oraz pod kątem 45deg względem kierunku walcowania
5 Badania numeryczne
Proces kształtowania wytłoczek prostokątnych z dnem stożkowym modelowano metodą elementoacutew skończonych przy użyciu programu ABAQUS z procedurą całkowania Explicit Metoda całkowania Explicit zakłada spełnienie roacutewnań ruchu na początku kroku czasowego i eks-trapoluje rozwiązanie w czasie ∆t Roacutewnanie ruchu dla czasu t(i) jest roacutewne (8)
T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

T Trzepieciński
23
Rys 1 Zmiana wartości wspoacutełczynnika tarcia w zależności od kąta do kie-
runku walcowania
Wartości wspoacutełczynnika tarcia w zależności od kierunku względem
kierunku walcowania zostały określone za pomocą fragmentu elipsy (rys 2) o roacutewnaniu
cos αmax
1τ1τ =
sin αmax2τ2τ =
(7)
gdzie αisinlang0π2rang Model anizotropowy (AF) tarcia został zaimplementowany przez
podanie dwoacutech wartości wspoacutełczynnika tarcia mierzonych odpowiednio wzdłuż kierunku walcowania τ1
max=0142 oraz w poprzek względem kie-runku walcowania τ2
max=0154 Dla modelu izotropowego tarcia (IF) wprowadzono średnią wartość wspoacutełczynnika tarcia roacutewną 01495
Rys 2 Anizotropowy model tarcia
Modelowanie procesu kształtowania
24
4 Badania eksperymentalne
Kształtowanie wytłoczek prostokątnych z dnem stożkowym zrealizo-wano za pomocą specjalnego przyrządu ktoacuterego schemat oraz głoacutewne wymiary pokazano na rys 3 Stempel posiada kształt prostokąta o wy-miarach 60times40 mm Krawędz dolna oraz krawędzie boczne stempla posiadają zaokrąglenie odpowiednio promieniem 3 mm oraz 12 mm
Rys 3 Schemat tłocznika oraz podstawowe wymiary 1- śruba dociskowa 2
ndash dociskacz 3 ndash stempel 4 ndash podkładka elastomerowa 5 ndash matryca 6 - blacha
Badania zrealizowano po zamocowaniu przyrządu na maszynie wy-trzymałościowej Schenck UTS 100 Zastosowano dociskacz aby zapo-biec fałdowaniu kołnierza wytłoczki W celu uzyskania docisku elastycz-nego pod śruby dociskowe zastosowano podkładki z elastomeru Siłę docisku określono jako minimalną siłę zapobiegającą powstawaniu fał-dowania kołnierza i wyznaczono doświadczalnie metodą proacuteb i błędoacutew W trakcie procesu wytłaczania początkową siłę docisku określono roacutewną 785 kN Kształt wsadu został określony analitycznie tak aby po zakoń-czeniu procesu wytłaczania otrzymać wytłoczkę o roacutewnomiernej wyso-kości na obwodzie Wykonano trzy wytłoczki o roacuteżnej wysokości wyno-szącej 6 11 oraz 16 Poszczegoacutelne wytłoczki przecięto wzdłuż w po-przek oraz pod kątem 45deg względem kierunku walcowania
5 Badania numeryczne
Proces kształtowania wytłoczek prostokątnych z dnem stożkowym modelowano metodą elementoacutew skończonych przy użyciu programu ABAQUS z procedurą całkowania Explicit Metoda całkowania Explicit zakłada spełnienie roacutewnań ruchu na początku kroku czasowego i eks-trapoluje rozwiązanie w czasie ∆t Roacutewnanie ruchu dla czasu t(i) jest roacutewne (8)
T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

Modelowanie procesu kształtowania
24
4 Badania eksperymentalne
Kształtowanie wytłoczek prostokątnych z dnem stożkowym zrealizo-wano za pomocą specjalnego przyrządu ktoacuterego schemat oraz głoacutewne wymiary pokazano na rys 3 Stempel posiada kształt prostokąta o wy-miarach 60times40 mm Krawędz dolna oraz krawędzie boczne stempla posiadają zaokrąglenie odpowiednio promieniem 3 mm oraz 12 mm
Rys 3 Schemat tłocznika oraz podstawowe wymiary 1- śruba dociskowa 2
ndash dociskacz 3 ndash stempel 4 ndash podkładka elastomerowa 5 ndash matryca 6 - blacha
Badania zrealizowano po zamocowaniu przyrządu na maszynie wy-trzymałościowej Schenck UTS 100 Zastosowano dociskacz aby zapo-biec fałdowaniu kołnierza wytłoczki W celu uzyskania docisku elastycz-nego pod śruby dociskowe zastosowano podkładki z elastomeru Siłę docisku określono jako minimalną siłę zapobiegającą powstawaniu fał-dowania kołnierza i wyznaczono doświadczalnie metodą proacuteb i błędoacutew W trakcie procesu wytłaczania początkową siłę docisku określono roacutewną 785 kN Kształt wsadu został określony analitycznie tak aby po zakoń-czeniu procesu wytłaczania otrzymać wytłoczkę o roacutewnomiernej wyso-kości na obwodzie Wykonano trzy wytłoczki o roacuteżnej wysokości wyno-szącej 6 11 oraz 16 Poszczegoacutelne wytłoczki przecięto wzdłuż w po-przek oraz pod kątem 45deg względem kierunku walcowania
5 Badania numeryczne
Proces kształtowania wytłoczek prostokątnych z dnem stożkowym modelowano metodą elementoacutew skończonych przy użyciu programu ABAQUS z procedurą całkowania Explicit Metoda całkowania Explicit zakłada spełnienie roacutewnań ruchu na początku kroku czasowego i eks-trapoluje rozwiązanie w czasie ∆t Roacutewnanie ruchu dla czasu t(i) jest roacutewne (8)
T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

T Trzepieciński
25
)(t P)Ku(t)(tuC)(tuM (i)(i)(i)(i) =++ ampampamp (8)
gdzie u uamp uampamp - wektory odpowiednio przemieszczenia prędkości i przy-spieszenia M ndash macierz mas C ndash macierz tłumienia K ndash macierz sztyw-ności P ndash wektor obciążeń zewnętrznych
Pola prędkości oraz przyspieszenia (9) w węzłach elementoacutew skoń-czonych w kolejnej chwili czasu t(i+1)=t(i)+t(i+1) w programie AbaqusExplicit wyznaczono za pomocą roacuteżnic centralnych ze zmien-nym krokiem całkowania dla zapewnienia zbieżności rozwiązania
1)(i)
2
1i(
(i)1)(i ∆tuuu ++
+ sdot+= amp )
2
1i(
(i))
2
1i()
2
1i(
∆tuuu
+minus+
sdot+= ampampampamp (9)
( )uCR(u)Pdiag(M)u(i)ampampamp minusminussdot=
gdzie 2
∆t∆t∆t
1)(i(i))2
1i( ++
+=
W odroacuteżnieniu od procedury całkowania Implicit ktoacutera jest zawsze stabilna procedura Explicit całkowania roacutewnań ruchu metoda jest warun-kowo stabilna gdy [12]
=le
e
ee
ed
e
E
ρLmin
c
Lmin∆t (10)
gdzie eL ndash długość elementu edc - prędkość rozchodzenia się fali
dźwiękowej w elemencie eE - moduł Younga materiału elementu Zaletą całkowania Explicit jest brak konieczności budowania macierzy
sztywności układu co przekłada się na mniejsze wymagania wobec ilo-ści pamięci komputera Pomimo wady całkowania Explicit jaką jest wa-runkowa stabilność ograniczająca długość kroku całkowania metoda ta jest szeroko stosowana do nieliniowych analiz dynamicznych oraz w warunkach dużych odkształceń Symulacje przeprowadzono dla modelu 3D narzędzi Dla zwiększenia szybkości obliczeń oraz mając na uwadze symetrię procesu kształtowania zamodelowano tylko frac14 geometrii proce-su z odpowiednimi warunkami brzegowymi Narzędzia zostały zamode-lowane jako sztywne dzięki czemu w modelu obliczeniowym uwzględ-niono tylko ich zewnętrzne powierzchnie Model blachy zdyskretyzowa-no za pomocą 3103 elementoacutew 4-węzłowych typu Shell preferowanych
Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

Modelowanie procesu kształtowania
26
do analizy procesu kształtowania blach sztywnymi narzędziami [12] Modele narzędzi zawierały 9586 4-węzłowych elementoacutew nieodkształ-calnych Przyłożona do dociskacza siła odpowiadała sile stosowanej w badaniach eksperymentalnych Warunek brzegowy pozwalał na swo-bodne przemieszczanie dociskacza w kierunku normalnym do kierunku przyłożenia siły dociskowej W celu określenia optymalnych parametroacutew symulacji numerycznej analizowanego procesu wytłaczania badania numeryczne wykonano dla roacuteżnych zestawień modeli materiałowych oraz modeli tarcia Wyniki symulacji zweryfikowano na podstawie pomia-ru lokalnych grubości blachy w charakterystycznych kierunkach Grubo-ści ścianek wytłoczek mierzono wzdłuż w poprzek oraz pod kątem 45ordm względem kierunku walcowania (rys 4)
Rys 4 Schemat pomiaru grubości
Minimalna grubość ścianki mierzona w charakterystycznych kierun-kach występuje w miejscu styku krawędzi stempla z blachą (rys 5 6) W kołnierzu wytłoczki oba modele numeryczne przeszacowują grubość ścianki Badania wykazały roacutewnież roacutewnomierność zmian grubości w obszarze denka Wskutek pokonywania oporoacutew tarcia na krawędzi cią-gowej matrycy i pod dociskaczem oraz oporoacutew odkształcania kołnierza w pobliżu zaokrąglenia krawędzi stempla występuje lokalne pocienienie ścianki
W przekroju tym istnieje niebezpieczeństwo zerwania wytłoczki Naj-większa redukcja grubości ścianki wzdłuż krawędzi stempla występuje w narożniku i dla wytłoczki eksperymentalnej wynosi 14 Na krawędzi ciągowej matrycy dochodzi do zginania oraz prostowania blachy Nie powoduje to jednak osłabienia przekroju blachy z uwagi na intensywne umacnianie się materiału i pomimo zmniejszenia grubości blachy proces wytłaczania może być dalej prowadzony Nieroacutewnomierność odkształceń w ściance wytłoczki wynika z występowania zmiennej wartości oporoacutew tarcia między stemplem a powierzchnią boczną wytłoczki Grubość mie-
T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

T Trzepieciński
27
rzona w miejscu największego wytężenia materiału wzdłuż kierunku walcowania (na kroacutetszej krawędzi styku stempla z blachą) jest mniejsza aniżeli mierzona w poprzek względem kierunku walcowania Jest to spowodowane niesymetrycznym kształtem wytłoczki oraz roacuteżnicą w war-tości naprężeń ściskających na obwodzie kołnierza czego konsekwen-cją jest nieroacutewnomierne pogrubienie krawędzi kołnierza wzdłuż krawę-dzi Największa roacuteżnica w grubości blachy pomiędzy eksperymentem oraz wynikami symulacji występuje dla modeli izotropowych materiału oraz tarcia co jest najbardziej widoczne w denku wytłoczki
Rys 5 Rozkład grubości ścianek wytłoczek przy zagłębieniu stempla 16 mm
mierzony wzdłuż (a) w poprzek (b) oraz pod kątem 45deg wzgl ędem kierunku walcowania
Głoacutewnym czynnikiem decydującym o poprawności otrzymanych wy-nikoacutew jest model materiału Zjawisko tarcia jest dodatkowym czynnikiem ktoacutery wpływa na jakość otrzymanych wynikoacutew Uwzględnienie anizotropii tarcia powoduje zmianę grubości blachy w stosunku do modelu izotro-powego tarcia z zachowaniem charakteru zmian w poszczegoacutelnych czę-ściach wytłoczki Strefami blachy gdzie dochodzi do największych od-kształceń wraz ze zmianą zagłębienia stempla jest strefa przejścia den-
Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

Modelowanie procesu kształtowania
28
ka w ściankę boczną oraz miejsce przejścia ścianki bocznej w kołnierz (rys 6 7)
Rys 6 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 6 mm (a
d) 11 mm (b e) 16 mm (c e) abc - model Huber-Mises + izotropia tarcia d e f ndash model Hillrsquoa + anizotropia tarcia
Rys 7 Rozkład grubości ścianki wytłoczek dla zagłębienia stempla 16 mml
a - model Huber-Mises + anizotropia tarcia b ndash model Hillrsquoa + izotro-pia tarcia
T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

T Trzepieciński
29
6 Wnioski
Uwzględnienie anizotropii plastycznej materiału oraz anizotropii opo-roacutew tarcia w modelu MES determinuje otrzymanie wynikoacutew ktoacutere są bardziej zbliżone do danych doświadczalnych niż w przypadku przyjęcia modelu izotropowego Bardzo ważnym czynnikiem wpływającym na do-kładność wymiarową i geometryczną wytłoczki szczegoacutelnie w przypadku blach o dużej anizotropii płaskiej jest kształt oraz wymiary wsadu Anali-zując wyniki symulacji numerycznych należy pamiętać o wielu założe-niach upraszczających użytych do budowy modelu MES min założeniu jednorodności materiału Ponadto nie uwzględniono ciągłej zmiany wspoacutełczynnika tarcia związanej z ewolucją topografii powierzchni blachy na skutek jej odkształcenia Abaqus pozwala na uwzględnienie zmiany tych parametroacutew przez implementację modelu tarcia użytkownika Pozy-skanie wiedzy o charakterze zmian wspoacutełczynnika tarcia wiąże się jed-nak z przeprowadzeniem dużej liczby proacuteb tarcia w roacuteżnych warunkach obciążenia oraz roacuteżnym stanie odkształcenia blachy Podzi ękowania
Projekt został zrealizowany przy wsparciu udzielonym przez Islandię Liechtenstein i Norwegię poprzez dofinansowanie ze środkoacutew Mechani-zmu Finansowego Europejskiego Obszaru Gospodarczego oraz Norwe-skiego Mechanizmu Finansowego w Ramach Funduszu Stypendialnego i Szkoleniowego
Literatura
[1] Gierzyńska M Tarcie zużycie i smarowanie w obroacutebce plastycz-nej metali WNT Warszawa 1983
[2] Wen T Daxin E Application of FEM on the study of material flow-ing deformation rule in the process of rectangular cup drawing Modern Manuf Eng Vol 4 pp 40ndash42 2004
[3] Gronostajski Z The constitutive equations for FEM analysis J Mat Proc Technol Vol 106 pp 40-44 2000
[4] Rakowski G Kacprzyk Z Metoda elementoacutew skończonych w mechanice konstrukcji Oficyna Wydawnicza Politechniki War-szawskiej Warszawa 2005
[5] Stachowicz F Trzepieciński T Opory tarcia podczas kształtowa-nia blach karoseryjnych Mat Konf SAKON Przecław pp 297-302 2003
Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements

Modelowanie procesu kształtowania
30
[6] Stachowicz F Trzepieciński T ANN application for determination of frictional characteristics of brass sheet metal Journal of Artificial Intelligence Vol 1 No 2 pp 81-90 2004
[7] Banabic D Bunge HJ Pohlandt K Tekkaya AE Formability of Metallic Materials Springer-Verlag GmbH Heidelberg 2000
[8] Grosman F Kryteria doboru charakterystyk technologicznej pla-styczności materiałoacutew do symulacji procesoacutew obroacutebki plastycznej Obroacutebka Plastyczna Tom 15 pp 35-45 2000
[9] Yi S Bohlen J Heinemann F Letzig D Mechanical anisotropy and deep drawing behaviour of AZ31 and ZE10 magnesium alloy sheets Acta Materialia Vol 58 pp 592ndash605 2010
[10] Von-Mises R Mechanik der festen Koumlumlrper im plastisch deformablen Zustand Nachr Ges Wiss Goumlttingen 1913 582
[11] Hill R A theory of the yielding and plastic flow of anisotropic met-als Proceedings of the Royal Society of London No 193 pp281ndash297 1948
[12] ABAQUS version 67 - Theory Manual Inc Hibbit Karlsson amp Sorenson Dassault Syst`emes 2007
MODELLING SHEET METAL FORMING PROCESS USING ABAQUS
Summary ndash The article contains results of experimental researches and numerical simulations of forming of rectangular drawpieces with conical bottom The numerical analysis of sheet metal forming by finite element method was carried out using Abaqus program To describe the plastic properties of sheet metal Huber-Mises isotropic model and Hill anisotropic model were used Similarly the friction phenomenon was modelled by us-ing the same value of friction coefficient for all surfaces and anisotropic model Comparison of simulation results with experimental results demon-strated that including the plastic anisotropy and the friction anisotropy in the numerical model causes that simulation results are more approximated to the experimental measurements