Metodyka projektowania cyfrowych modeli produktów z ...
10
76 Mateusz SZAL, Sławomir HERMA Katedra Inżynierii Produkcji, ATH w Bielsku-Białej E–mail: [email protected], [email protected] Metodyka projektowania cyfrowych modeli produktów z wykorzystaniem wybranych technik inżynierii odwrotnej Streszczenie: W artykule przedstawiono wyniki badań przeprowadzonych przez Akademię Techniczno-Humanistyczną w Bielsku-Białej w obszarze rozwiązań cyfrowej fabryki. Przedstawiony został problem tworzenia cy- frowych modeli produktów z wykorzystaniem skanera laserowego 3D. Za- prezentowano podejście do digitalizacji obiektów rzeczywistych. W arty- kule przedstawiono zarówno korzyści jak i problemy związane z realizacją procesów inżynierii odwrotnej. 1. Wprowadzenie Cyfrowy model produktu stanowi podstawę koncepcji wirtualnej produkcji. Koncep- cja ta znajduje zastosowanie przede wszystkim w przygotowaniu produkcji poprzez możliwość zintegrowania wszystkich istotnych procesów produkcyjnych w przedsię- biorstwie. Należy jednak zwrócić uwagę na fakt, że wiele przedsiębiorstw może być wyłączonych z procesu projektowania wyrobów. Taki stan rzeczy jest szczególnie widoczny w przypadku przemysłu motoryzacyjnego, gdzie poddostawcy producentów samochodów często wytwarzają komponenty, których idea została stworzona właśnie przez projektantów koncernów samochodowych. W związku z powyższym pojawiła się potrzeba stworzenia pewnego sposobu postępowania, prowadzącego do stworzenia modeli cyfrowych na podstawie modeli rzeczywistych. Powyższe staje się możliwe poprzez zastosowanie rozwiązań inżynierii odwrotnej, wśród których wyróżnia się skanowanie laserowe. 2. Inżynieria odwrotna Inżynieria odwrotna (RE – Reverse Engineering) pozwala na szybkie pozyskanie cy- frowego modelu rzeczywistego obiektu. Obejmuje swoim zakresem zarówno działania związane z akwizycją danych, jak i rekonstrukcję geometrii mierzonych obiektów oraz przekształcenie danych do postaci umożliwiającej ich wykorzystanie w środowisku
Transcript of Metodyka projektowania cyfrowych modeli produktów z ...
76
Mateusz SZAL, Sławomir HERMA
Katedra Inżynierii Produkcji, ATH w Bielsku-Białej E–mail: [email protected], [email protected]
Metodyka projektowania cyfrowych modeli produktów
z wykorzystaniem wybranych technik inżynierii odwrotnej
Streszczenie: W artykule przedstawiono wyniki badań przeprowadzonych przez Akademię Techniczno-Humanistyczną w Bielsku-Białej w obszarze rozwiązań cyfrowej fabryki. Przedstawiony został problem tworzenia cy-frowych modeli produktów z wykorzystaniem skanera laserowego 3D. Za-prezentowano podejście do digitalizacji obiektów rzeczywistych. W arty-kule przedstawiono zarówno korzyści jak i problemy związane z realizacją procesów inżynierii odwrotnej.
1. Wprowadzenie Cyfrowy model produktu stanowi podstawę koncepcji wirtualnej produkcji. Koncep-cja ta znajduje zastosowanie przede wszystkim w przygotowaniu produkcji poprzez możliwość zintegrowania wszystkich istotnych procesów produkcyjnych w przedsię-biorstwie. Należy jednak zwrócić uwagę na fakt, że wiele przedsiębiorstw może być wyłączonych z procesu projektowania wyrobów. Taki stan rzeczy jest szczególnie widoczny w przypadku przemysłu motoryzacyjnego, gdzie poddostawcy producentów samochodów często wytwarzają komponenty, których idea została stworzona właśnie przez projektantów koncernów samochodowych. W związku z powyższym pojawiła się potrzeba stworzenia pewnego sposobu postępowania, prowadzącego do stworzenia modeli cyfrowych na podstawie modeli rzeczywistych. Powyższe staje się możliwe poprzez zastosowanie rozwiązań inżynierii odwrotnej, wśród których wyróżnia się skanowanie laserowe.
2. Inżynieria odwrotna Inżynieria odwrotna (RE – Reverse Engineering) pozwala na szybkie pozyskanie cy-frowego modelu rzeczywistego obiektu. Obejmuje swoim zakresem zarówno działania związane z akwizycją danych, jak i rekonstrukcję geometrii mierzonych obiektów oraz przekształcenie danych do postaci umożliwiającej ich wykorzystanie w środowisku
77
systemów CAD [4, 5]. W przypadku gdy rzeczywisty obiekt charakteryzuje się skom-plikowanym kształtem, inżynieria odwrotna jest często jedynym sposobem na zbudo-wanie jego cyfrowego modelu [5].
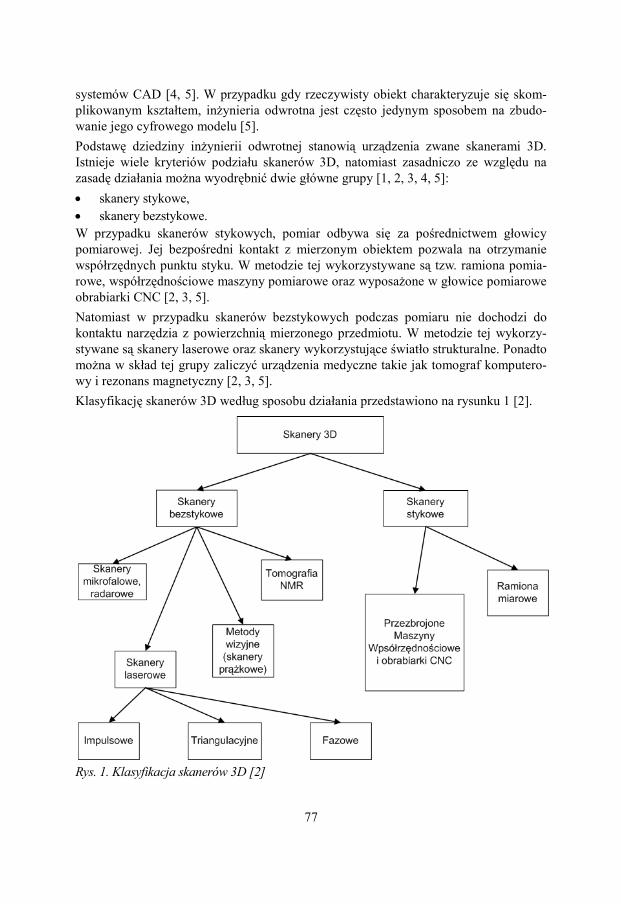
Podstawę dziedziny inżynierii odwrotnej stanowią urządzenia zwane skanerami 3D. Istnieje wiele kryteriów podziału skanerów 3D, natomiast zasadniczo ze względu na zasadę działania można wyodrębnić dwie główne grupy [1, 2, 3, 4, 5]:
• skanery stykowe, • skanery bezstykowe. W przypadku skanerów stykowych, pomiar odbywa się za pośrednictwem głowicy pomiarowej. Jej bezpośredni kontakt z mierzonym obiektem pozwala na otrzymanie współrzędnych punktu styku. W metodzie tej wykorzystywane są tzw. ramiona pomia-rowe, współrzędnościowe maszyny pomiarowe oraz wyposażone w głowice pomiarowe obrabiarki CNC [2, 3, 5].
Natomiast w przypadku skanerów bezstykowych podczas pomiaru nie dochodzi do kontaktu narzędzia z powierzchnią mierzonego przedmiotu. W metodzie tej wykorzy-stywane są skanery laserowe oraz skanery wykorzystujące światło strukturalne. Ponadto można w skład tej grupy zaliczyć urządzenia medyczne takie jak tomograf komputero-wy i rezonans magnetyczny [2, 3, 5].
Klasyfikację skanerów 3D według sposobu działania przedstawiono na rysunku 1 [2].
Rys. 1. Klasyfikacja skanerów 3D [2]
3. Skanowanie laseroweWystepują trzy główne grupy skanerów laserowych [2, 7]:
• skanery impulsowe,• skanery fazowe,• skanery triangulacyjne.
Skanery impulsowe działają na zasadzie pomiaru czasu przebiegu promieniago. Skaner wysyła impuls świetlny, który po odbiciu od powierzchni mierzonego obietu wraca do skanera. Odległość obiektu od skanera wyznacza się na podstawie czasu jaki upłynął między wysłaniem impulsu a jego odebraniem. Dane te powiększone o informacje na temat kąta pod jakim został wysłany impuls świetlny umożliwiają prcyzyjne określenie współrzędnych x, y, z
Skanery fazowe wykorzystują zjawisko przesunięcia fazowego. Zasada ich działania polega na wysłaniu wiązki lasera w kierunku obrotowlasera w kierunku mierzonego obiektu. Promień pada na skanowaną powierzchnię i po odbiciu od niej powraca do skanera. Położenie punktu na powierzchni mierzonego obiektu względem skanera jest obliczane na podstawie przesunięcwiązką wyjściową a powrotną. Dane te w połączeniu z informacjami o położeniu lustra i kąta obrotu skanera pozwalają precyzyjni
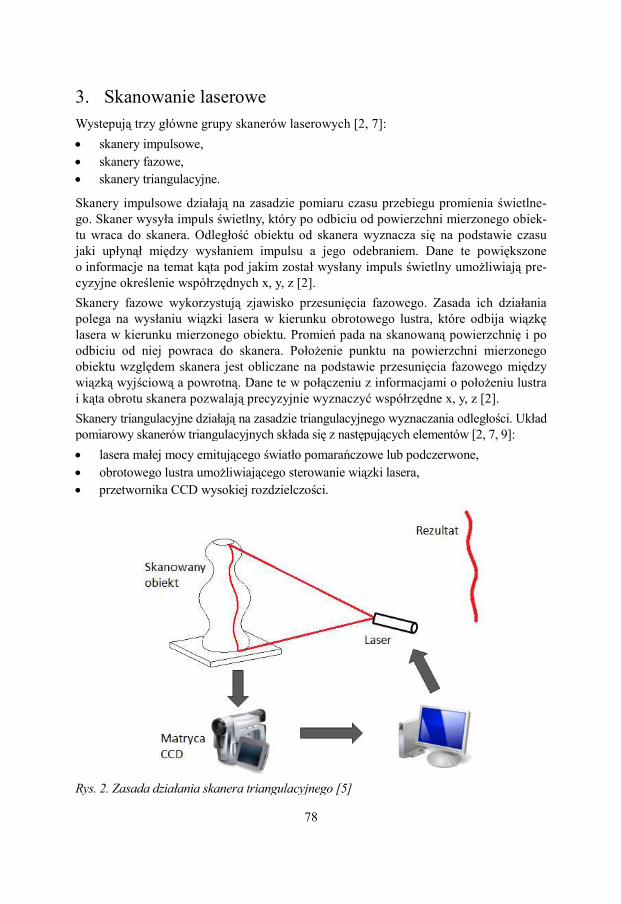
Skanery triangulacyjne działają na zasadzie triangulacyjnego wyznaczania opomiarowy skanerów triangulacyjnych składa się z następujących elementów [2, 7, 9]:
• lasera małej mocy emitującego światło pomarańczowe lub podczerwone,• obrotowego lustra umożliwiającego sterowanie wiązki lasera,• przetwornika CCD wysokiej
Rys. 2. Zasada działania skanera triangulacyjnego
78
Skanowanie laserowe Wystepują trzy główne grupy skanerów laserowych [2, 7]:
skanery impulsowe, skanery fazowe, skanery triangulacyjne.
Skanery impulsowe działają na zasadzie pomiaru czasu przebiegu promieniago. Skaner wysyła impuls świetlny, który po odbiciu od powierzchni mierzonego obietu wraca do skanera. Odległość obiektu od skanera wyznacza się na podstawie czasu jaki upłynął między wysłaniem impulsu a jego odebraniem. Dane te powiększone
ormacje na temat kąta pod jakim został wysłany impuls świetlny umożliwiają prreślenie współrzędnych x, y, z [2].
Skanery fazowe wykorzystują zjawisko przesunięcia fazowego. Zasada ich działania polega na wysłaniu wiązki lasera w kierunku obrotowego lustra, które odbija wiązkę lasera w kierunku mierzonego obiektu. Promień pada na skanowaną powierzchnię i po odbiciu od niej powraca do skanera. Położenie punktu na powierzchni mierzonego obiektu względem skanera jest obliczane na podstawie przesunięcia fazowego między wiązką wyjściową a powrotną. Dane te w połączeniu z informacjami o położeniu lustra i kąta obrotu skanera pozwalają precyzyjnie wyznaczyć współrzędne x, y, z
Skanery triangulacyjne działają na zasadzie triangulacyjnego wyznaczania opomiarowy skanerów triangulacyjnych składa się z następujących elementów [2, 7, 9]:
lasera małej mocy emitującego światło pomarańczowe lub podczerwone,obrotowego lustra umożliwiającego sterowanie wiązki lasera, przetwornika CCD wysokiej rozdzielczości.
Rys. 2. Zasada działania skanera triangulacyjnego [5]
Skanery impulsowe działają na zasadzie pomiaru czasu przebiegu promienia świetlne-go. Skaner wysyła impuls świetlny, który po odbiciu od powierzchni mierzonego obiek-tu wraca do skanera. Odległość obiektu od skanera wyznacza się na podstawie czasu jaki upłynął między wysłaniem impulsu a jego odebraniem. Dane te powiększone
ormacje na temat kąta pod jakim został wysłany impuls świetlny umożliwiają pre-
Skanery fazowe wykorzystują zjawisko przesunięcia fazowego. Zasada ich działania ego lustra, które odbija wiązkę
lasera w kierunku mierzonego obiektu. Promień pada na skanowaną powierzchnię i po odbiciu od niej powraca do skanera. Położenie punktu na powierzchni mierzonego
ia fazowego między wiązką wyjściową a powrotną. Dane te w połączeniu z informacjami o położeniu lustra
e wyznaczyć współrzędne x, y, z [2].
Skanery triangulacyjne działają na zasadzie triangulacyjnego wyznaczania odległości. Układ pomiarowy skanerów triangulacyjnych składa się z następujących elementów [2, 7, 9]:
lasera małej mocy emitującego światło pomarańczowe lub podczerwone,
79
Dioda laserowa emituje wiązkę światła, która uformowana przez układ optyczny wy-świetlana jest na powierzchni mierzonego przedmiotu w postaci pojedynczego prążka. Prążek ten, padając na powierzchnię ulega zniekształceniu, przyjmując kształt stosowny do wielkości jej deformacji. Zaraejestrowany przez kamerę skanera na matrycy CCD obraz stanowi wynik pomiaru. Kompleksowy pomiar powierzchni uzyskiwany jest dzięki przesuwaniu prążka po mierzonym obiekcie [2, 3].
4. Opis problemu badawczego Głównym celem projektu będącego przedmiotem analiz niniejszego artykułu było stwo-rzenie cyfrowego modelu klamki samochodowej na podstawie modelu rzeczywistego. Do realizacji powyższego zadania zastosowano skaner NextEngine Desktop 3D Skan-ner z wyposażeniem w wersji podstawowej oraz system CAD/CAM/CAE CATIA V5.
Istnieją dwa główne sposoby tworzenia modeli w formie akceptowalnej przez systemy CAD. Pierwszy polega na automatycznym budowaniu płatów lub powierzchni. Nato-miast drugi sposób bazuje na metodzie modelowania krzywych i powierzchni. W meto-dzie tej następuje aproksymacja kształtów, której podstawę stanowią dane otrzymane w wyniku skanowania: chmura punktów lub siatka trójkątów [5, 6].
Dobór stosownej metody dla danego przykładu determinowany jest przez następujące czynniki:
• kształt obiektu rzeczywistego; • wymagana dokładność odwzorowania powierzchni; • rodzaj skanera 3D; • narzędzia wchodzące w skład wyposażenia skanera; • oprogramowanie; • cel tworzenia modelu.
W przypadku klamki samochodowej dobór odpowiedniej metody determinowany był przez szereg ograniczeń. Ograniczenia te były głównie związane z narzędziami umoż-liwiającymi zamocowanie obiektu.
Należy zwrócić szczególną uwagę na fakt, że wspomniana klamka samochodowa sta-nowi w rzeczywistości zespół współpracujących komponentów. W związku z powyż-szym konieczne jest odzwierciedlenie nie tylko kształtów poszczególnych części, ale również kinematyki całego złożenia. W kontekście rozwiązań inżynierii odwrotnej autor skupił uwagę na dwóch elementach klamki: wsporniku oraz dźwigni.
5. Charakterystyka zastosowanych narzędzi Skaner NextEngine jest urządzeniem o dużej rozdzielczości, wykorzystującym techno-logię triangulacji laserowej. Dokładność wymiarowa danych otrzymanych w wyniku skanowania wynosi ±0,015 cala, a szybkość przetwarzania 50000 punktów/sekundę. Urządzenie to wchodzi w skład zestawu wyposażonego w automatyczny pozycjoner (AutoPositioner) oraz uniwersalny uchwyt elementów skanowanych (Part Gripper) [8].

80
Proces skanowania laserowego został przeprowadzony za pośrednictwem oprogramo-wania ScanStudio HD. Aplikacja ta umożliwia ustawienia odpowiednich parametrów skanowania. Przed rozpoczęciem skanowania użytkownik określa: kąt obrotu stołu, liczbę pozycji skanowania przy jednym zamocowaniu, rozdzielczość (punkty/cal2), kolor obiektu (jasny, neutralny lub ciemny) oraz tryb (makro lub szeroki).
W wyniku skanowania otrzymano model siatkowy wraz z teksturami powierzchni.
Pełnię efektywności skanera firmy NextEngine można uzyskać poprzez zakup dodat-kowych narzędzi i aplikacji. Znacznym usprawnieniem jest zastosowanie narzędzi: stolika dwuosiowego oraz aplikacji CAD Tools. Stolik dwuosiowy umożliwia nachyle-nie obiektu w dodatkowej osi, przez co zwiększa się obszar skanowania. Natomiast program CAD Tools pozwala na automatyczne budowanie powierzchni bazujących na krzywych typu NURBS.
Jednakże biorąc pod uwagę fakt, że autor niniejszego artykułu miał dostęp jedynie do skanera z wyposażeniem w wersji podstawowej, zastosowane rozwiązania prowadzące do stworzenia modelu 3D w systemie CAD determinowane są przez szereg ograniczeń związanych zarówno z zamocowaniem obiektu, jak i obróbką danych otrzymanych w wyniku skanowania. W związku z brakiem aplikacji CAD Tools dedykowanej dla skanera NextEngine, model 3D klamki utworzono na drodze zastosowania programu CAD/CAM/CAE CATIA V5.
Rys. 3. Skaner laserowy NextEngine Desktop 3D Scanner
System CATIA posiada zintegrowane moduły umożliwiające obróbkę danych powsta-łych w wyniku skanowania, a także tworzenie na ich podstawie modelu powierzchnio-wego, bryłowego lub hybrydowego. Do stworzenia modelu klamki samochodowej wy-korzystano następujące moduły:
• Digitized Shape Editor – obróbka chmur punktow i siatek trójkątów; • Generative Shape Design – modelowanie powierzchniowe; • Part Design – modelowanie bryłowe; • Assembly Design – tworzenie zespołów.
81
6. Realizacja procesu skanowania laserowego Proces skanowania laserowego przeprowadzono na następujących obiektach:
• wspornik, • dźwignia, • klamka samochodowa - zespół.
Problemem w pełnym odwzorowaniu skanowanych powierzchni były ograniczone możliwości związane z zamocowaniem obiektów. Dostępny wraz ze skanerem stół obrotowy umożliwił dokonanie pomiaru obiektu z kilku różnych pozycji przy jednym zamocowaniu, przy czym jego obrót był możliwy tylko względem osi pionowej. Bezpo-średnią konsekwencją takiego stanu rzeczy były luki w odwzorowanej powierzchni. W związku z powyższymi ograniczeniami proces skanowania wspornika oraz dźwigni należało przeprowadzić w dwóch różnych zamocowaniach.
Skanowanie złożenia komponentów klamki samochodowe przeprowadzono w celu właściwego dopasowania poszczególnych siatek trójkątów części względem siebie.
7. Obróbka danych otrzymanych w wyniku skanowania Dane otrzymane w wyniku skanowania zostały zapisane w formacie STL, po czym wczytano je do środowiska modułu Digitized Shape Editor. W pierwszej kolejności dopasowane zostały względem siebie siatki trójkątów każdego z komponentów wyko-nanych poprzez skanowanie w różnych zamocowaniach. W efekcie scalenia zbiorów danych otrzymano siatki trójkątów poszczególnych części o pełniejszym odwzorowaniu powierzchni obiektów rzeczywistych. Należy jednak zaznaczyć, że pomimo podjętej próby udoskonalenia postaci siatki, nie udało się całkowicie wyeliminować problemu niekompletnych danych.
W celu uzyskania precyzji wzajemnego dopasowania powierzchni modelowanych kom-ponentów, proces ich modelowania przeprowadzono w jednym środowisku części (od-rębne elementy typu body). Niektóre systemy CAD określają metody tego typu termi-nem modelowania wielobryłowego. Wykorzystanie tej metody wiązało się z potrzebą właściwego pozycjonowania danych otrzymanych w wyniku skanowania względem siebie. W celu uproszczenia operacji dopasowania wykorzystano siatkę trójkątów zło-żenia klamki samochodowej. W efekcie odpowiedniego nałożenia siatek pojedynczych komponentów na odpowiadające im obiekty w siatce odwzorowującej ich złożenie, uzyskano właściwą pozycję każdej z części.
8. Modelowanie hybrydowe Model hybrydowy klamki samochodowej (połączenie metod modelowania po-wierzchniowego i bryłowego) utworzono w oparciu o metodę aproksymacyjnych krzywych splajnowych.

Rys. 4. Obróbka danych otrzymanych w wyniku skanowania
Rys. 5. Etapy powstawania modelu powierzchniowego
82
Rys. 4. Obróbka danych otrzymanych w wyniku skanowania
Rys. 5. Etapy powstawania modelu powierzchniowego
Jak wspomniano w poprzednim utworzono w jednym środowisku części. Jest to związane z potrzebą precyzyjnego zbudowania relacji pomiędzy powierzchniami poszczególnych komponentów, a także pomiędzy płaszczyznami oraz definiowanymi na nicjest w tym przypadku konieczne, gdyż tylko w ten sposób możliwe jest poprawne zbdowanie kinematyki produktu.
Otrzymane siatki trójkątów wykorzystano w celu utworzenia splajnowych krzywych aproksymacyjnych. Na całej długoścczyzn, które następnie posłużyły do stworzPłaszczyzny te wraz ze zdefiniowanymi na nich przekrojami siatki stały się podstawą do odpowiedniego dopasowania krzywych splkształt klamki samochodowej sprawił, że konieczne było stworzenie kilkunastu przekrjów odzwierciedlających różne fragmenty siatki. Do osiągnięcia powyższego celu wkorzystano narzędzia programowe modułu Digitized Shaptywowanie wybranego obszaru i jednoczesne ukrycie obszaru nieaktywnego.
W efekcie przedstawionego postępowstępnie wykorzystany został do stworzenia płatów powierzchni poprzez przeprowadznie takich operacji jak wyciągnięcie proste, wyciągnięcie po ścieżce, wyciągnięcie po profilach oraz wyciąganięcie złożone. Przykład jednej z powyższych operacji przedstwiono na rysunku 5. Krzywe splajnowe (1) wyciągnięto w oparciu o krzywe krawdziowe stanowiące ścieżkę wyciągnięcia (2), czego skutkiem była utworzona pwierzchnia (3). Zważając na skomplikowany kształt modelowanego obiektu, na etapie tworzenia modelu powierzchniowego pominsfazowania).
Kompletny model powierzchniowy utworzony poprzez scalenie poszczegolnych płatów wykorzystano do stworzenia modelu bryłowego. Powyższe można osiągnąć tylko w przypadku gdy wszystkie płaty tworzą jedną ciagłSpełniający powyższy warunek modelbryłowy w środowisku modułu Part Design. Aby utworzony model w pełni odzwiercidlał obiekt rzeczywisty dodane zostały do niego cechy wcześniej pominięte: zaokrąglnia, sfazowania, otwory.
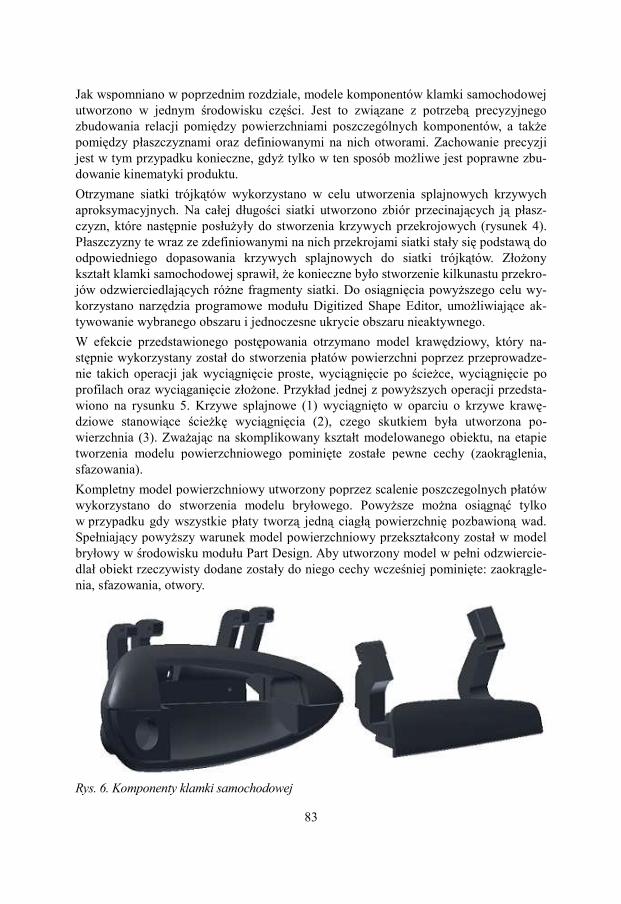
Rys. 6. Komponenty kl
83
Jak wspomniano w poprzednim rozdziale, modele komponentów klamki samochodowej utworzono w jednym środowisku części. Jest to związane z potrzebą precyzyjnego zbudowania relacji pomiędzy powierzchniami poszczególnych komponentów, a także pomiędzy płaszczyznami oraz definiowanymi na nich otworami. Zachowanie precyzji jest w tym przypadku konieczne, gdyż tylko w ten sposób możliwe jest poprawne zbdowanie kinematyki produktu.
Otrzymane siatki trójkątów wykorzystano w celu utworzenia splajnowych krzywych aproksymacyjnych. Na całej długości siatki utworzono zbiór przecinających ją płasczyzn, które następnie posłużyły do stworzenia krzywych przekrojowych (rysunekPłaszczyzny te wraz ze zdefiniowanymi na nich przekrojami siatki stały się podstawą do odpowiedniego dopasowania krzywych splajnowych do siatki trójkątów. Złożony kształt klamki samochodowej sprawił, że konieczne było stworzenie kilkunastu przekrjów odzwierciedlających różne fragmenty siatki. Do osiągnięcia powyższego celu wkorzystano narzędzia programowe modułu Digitized Shape Editor, umożliwiające atywowanie wybranego obszaru i jednoczesne ukrycie obszaru nieaktywnego.
W efekcie przedstawionego postępowania otrzymano model krawędziowy, który nstępnie wykorzystany został do stworzenia płatów powierzchni poprzez przeprowadznie takich operacji jak wyciągnięcie proste, wyciągnięcie po ścieżce, wyciągnięcie po profilach oraz wyciąganięcie złożone. Przykład jednej z powyższych operacji przedstwiono na rysunku 5. Krzywe splajnowe (1) wyciągnięto w oparciu o krzywe kraw
anowiące ścieżkę wyciągnięcia (2), czego skutkiem była utworzona pwierzchnia (3). Zważając na skomplikowany kształt modelowanego obiektu, na etapie tworzenia modelu powierzchniowego pominięte zostałe pewne cechy (zaokrą
l powierzchniowy utworzony poprzez scalenie poszczegolnych płatów wykorzystano do stworzenia modelu bryłowego. Powyższe można osiągnąć tylko
przypadku gdy wszystkie płaty tworzą jedną ciagłą powierzchnię pozbawiSpełniający powyższy warunek model powierzchniowy przekształcony został w model bryłowy w środowisku modułu Part Design. Aby utworzony model w pełni odzwiercidlał obiekt rzeczywisty dodane zostały do niego cechy wcześniej pominięte: zaokrągl
nia, otwory.
Rys. 6. Komponenty klamki samochodowej
rozdziale, modele komponentów klamki samochodowej utworzono w jednym środowisku części. Jest to związane z potrzebą precyzyjnego zbudowania relacji pomiędzy powierzchniami poszczególnych komponentów, a także
h otworami. Zachowanie precyzji jest w tym przypadku konieczne, gdyż tylko w ten sposób możliwe jest poprawne zbu-
Otrzymane siatki trójkątów wykorzystano w celu utworzenia splajnowych krzywych i siatki utworzono zbiór przecinających ją płasz-
enia krzywych przekrojowych (rysunek 4). Płaszczyzny te wraz ze zdefiniowanymi na nich przekrojami siatki stały się podstawą do
ajnowych do siatki trójkątów. Złożony kształt klamki samochodowej sprawił, że konieczne było stworzenie kilkunastu przekro-jów odzwierciedlających różne fragmenty siatki. Do osiągnięcia powyższego celu wy-
e Editor, umożliwiające ak-tywowanie wybranego obszaru i jednoczesne ukrycie obszaru nieaktywnego.
nia otrzymano model krawędziowy, który na-stępnie wykorzystany został do stworzenia płatów powierzchni poprzez przeprowadze-nie takich operacji jak wyciągnięcie proste, wyciągnięcie po ścieżce, wyciągnięcie po profilach oraz wyciąganięcie złożone. Przykład jednej z powyższych operacji przedsta-wiono na rysunku 5. Krzywe splajnowe (1) wyciągnięto w oparciu o krzywe krawę-
anowiące ścieżkę wyciągnięcia (2), czego skutkiem była utworzona po-wierzchnia (3). Zważając na skomplikowany kształt modelowanego obiektu, na etapie
ięte zostałe pewne cechy (zaokrąglenia,
l powierzchniowy utworzony poprzez scalenie poszczegolnych płatów wykorzystano do stworzenia modelu bryłowego. Powyższe można osiągnąć tylko
powierzchnię pozbawioną wad. powierzchniowy przekształcony został w model
bryłowy w środowisku modułu Part Design. Aby utworzony model w pełni odzwiercie-dlał obiekt rzeczywisty dodane zostały do niego cechy wcześniej pominięte: zaokrągle-
84
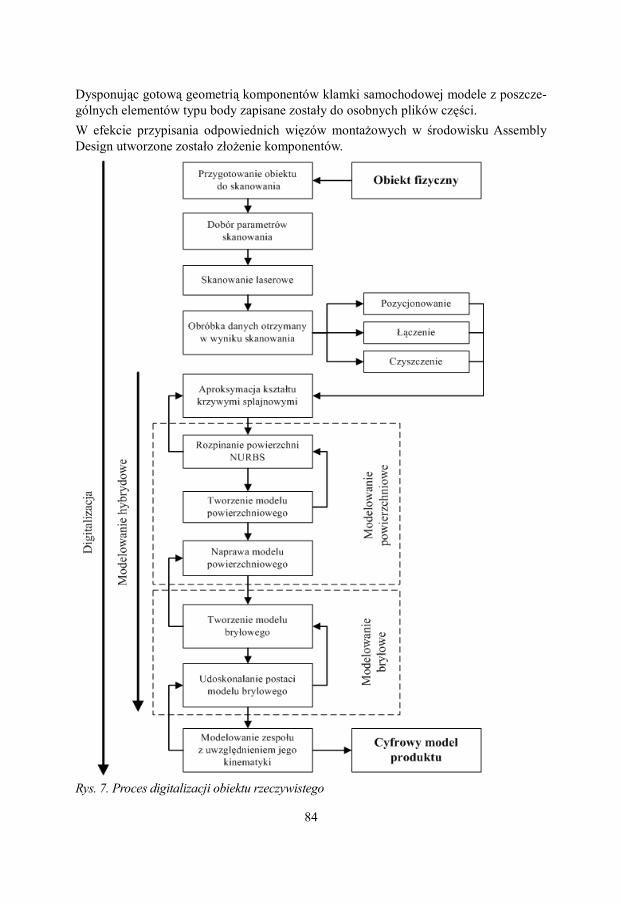
Dysponując gotową geometrią komponentów klamki samochodowej modele z poszcze-gólnych elementów typu body zapisane zostały do osobnych plików części.
W efekcie przypisania odpowiednich więzów montażowych w środowisku Assembly Design utworzone zostało złożenie komponentów.
Rys. 7. Proces digitalizacji obiektu rzeczywistego

85
9. Podsumowanie Skanowanie laserowe jest niewątpliwie metodą, która w znacznym stopniu usprawnia proces tworzenia cyfrowego modelu obiektu rzeczywistego. Jednakże pomimo szeregu korzyści z nią związanych należy również zdawać sobie sprawę z tego, że digitalizacja powierzchni obiektu zawsze wiąże się z utratą bądź zniekształceniem części informacji o skanowanej powierzchni. Na taki stan rzeczy składa się wiele czynników takich jak: stopień złożoności mierzonej powierzchni, rodzaj stosowanego skanera, charakterystyka oprogramowania wykorzystywanego do obróbki danych. W efekcie wyżej wymienio-nych ograniczeń i wynikających z nich błędów w odwzorowaniu powierzchni, należy poszukiwać takich metod transformacji danych otrzymanych w wyniku skanowania do modelu powierzchniowego lub bryłowego, które będą gwarantowały odpowiednią ja-kość utworzonego modelu w połączeniu z efektywnością jego powstawania.
Opisana w niniejszym artykule metoda aproksymacji krzywych splajnowych może być stosowana w przypadku, w którym jakość danych w postaci chmury punktów lub siatki trójkątów jest niewystarczająca do automatycznego utworzenia modelu powierzchniowego.
Schemat obrazujący działania w ramach zastosowanej metody przedstawiono na rysunku 7.
Cechą charakterystyczną przedstawionej metody jest występowanie pewnego rodzaju sprzężeń zwrotnych na poszczególnych etapach odzwierciedlania geometrii modelu, które umożliwiają odpowiednie dopracowanie jej końcowej postaci.
Literatura 1. Budzik G., Pająk D., Metody inżynierii odwrotnej, http://www.stal.elamed.pl –
18.06.2011.
2. Kurczyk D., Classification of terrestrial 3D laser scanners, 10TH International Conference Automation in Production Planning and Manufacturing, Zilina 2009.
3. Oczoś K., Cena I., Rapid Inspection – metody pomiarowo-kontrolne adekwatne do rapid-technologii, Mechanik, Nr 3/2008.
4. Rychlik M., Skanery – wrota do wirtualnego świata, www.designnews.pl – 18.06.2011.
5. Wróbel I., Inżynieria odwrotna – praktyczne zastosowania, www.procax.org.pl – 18.06.2011.
6. Wyleżoł M., Inżynieria odwrotna w doskonaleniu konstrukcji, w, Modelowanie Inżynierskie, tom 1 / zeszyt 32 / 2006.
7. www.mikroskopy.pl - 18.06.2011.
8. www.nextengine.com - 18.06.2011.
9. www.cns.pl – 18.06.2011. Artykuł powstał w ramach realizacji projektu „Transgra-niczna polsko-słowacka sieci innowacji i nowych technolo-gii – CITNET” (projekt nr WTSL.02.03.00-82-013/08) wspieranego przez Program Współpracy Transgranicznej PL-SK 2007-2013.