MATERIAŁY POMOCNICZE DO ĆWICZEŃ …kkrzyszt/Mat_pom_3.pdf · Cechy geometryczne elementów...
10
1 MATERIAŁY POMOCNICZE DO ĆWICZEŃ LABORATORYJNYCH Materiałoznawstwo III Materiały kompozytowe (opracowanie: dr hab. inż. Krystyna Imielińska) 1. Definicja i klasyfikacja materiałów kompozytowych Kompozytem nazywa się materiał składający się z dwóch lub większej ilości różnych materiałów: a/ celowo zmieszanych i możliwych do wyodrębnienia metodami mechanicznymi, b/ rozłożonych w kontrolowany sposób w celu nadania optymalnych własności, c/ posiadających własności wyjątkowe i lepsze niż indywidualne składniki. Składnik ciągły kompozytu, który często występuje w większej ilości nazywany jest osnową lub matrycą (matrix). W osnowie osadzone są włókna lub ziarna (cząstki) nazywane ogólnie napełniaczem (filler) wzmocnieniem lub zbrojeniem (reinforcement). Wyróżnia się podstawowe osnowy: Metaliczne, ceramiczne, polimerowe, co daje podstawę do klasyfikacji kompozytów o osnowie: • metalicznej (głównie stopy aluminium, magnezu, tytanu, niklu) • ceramicznej (węglik krzemu, tlenek aluminium, azotek aluminium) • polimerowej (poliestry, epoksydy - termoutwardzalne, poliamidy, polipropylen- termoplastyczne) Osnowa w materiale kompozytowym spełnia następującą rolę: • spaja włókna w elemencie konstrukcji, • jest odpowiedzialna za przenoszenie obciążeń na włókna, • chroni włókna przed zniszczeniem na skutek oddziaływania czynników zewnętrznych Najczęściej stosowane wzmocnienia to włókna szklane, węglowe (grafitowe), aramidowe (Kevlar), boru, cząstki węglika krzemu SiC, tlenku aluminium Al 2 O 3 , tlenku cyrkonu ZrO 2 . Faza wzmacniająca może mieć postać (rys. 1) : • nanocząstek, • ziaren (wymiary od kilku do kilkuset mikrometrów np. spiekany proszek Al wzmocniony 14% Al 2 O 3 - części obudowy aparatu fotograficznego), • ciętych włókien krótkich o długości rzędu milimetra (np. poliamid wzmocniony włóknem szklanym- koła zębate w robocie kuchennym), • ciętych włókien długich (od kilku do kilkunastu cm)- maty z włókien szklanych w osnowie poliestrowej do laminowania łodzi, • włókien ciągłych (jednokierunkowych lub tkanych w dwóch kierunkach, np. zbiornik cysterny z włókien szklanych w osnowie poliestrowej nawijanych na rdzeniu. Rys. 1 Rodzaje i geometria fazy wzmacniającej: a/ nanocząstki (nanowłókna), b/ ziarna (cząstki) o rozmiarach mikrometrycznych, c/ włókna cięte (krótkie lub długie), włókna ciągłe (jednokierunkowe lub tkane w dwóch kierunkach np. 1
Transcript of MATERIAŁY POMOCNICZE DO ĆWICZEŃ …kkrzyszt/Mat_pom_3.pdf · Cechy geometryczne elementów...

1
MATERIAŁY POMOCNICZE DO ĆWICZEŃ LABORATORYJNYCH Materiałoznawstwo III
Materiały kompozytowe
(opracowanie: dr hab. inż. Krystyna Imielińska) 1. Definicja i klasyfikacja materiałów kompozytowych Kompozytem nazywa się materiał składający się z dwóch lub większej ilości różnych materiałów: a/ celowo zmieszanych i możliwych do wyodrębnienia metodami mechanicznymi, b/ rozłożonych w kontrolowany sposób w celu nadania optymalnych własności, c/ posiadających własności wyjątkowe i lepsze niż indywidualne składniki. Składnik ciągły kompozytu, który często występuje w większej ilości nazywany jest osnową lub matrycą (matrix). W osnowie osadzone są włókna lub ziarna (cząstki) nazywane ogólnie napełniaczem (filler) wzmocnieniem lub zbrojeniem (reinforcement). Wyróżnia się podstawowe osnowy: Metaliczne, ceramiczne, polimerowe, co daje podstawę do klasyfikacji kompozytów o osnowie:
• metalicznej (głównie stopy aluminium, magnezu, tytanu, niklu) • ceramicznej (węglik krzemu, tlenek aluminium, azotek aluminium) • polimerowej (poliestry, epoksydy - termoutwardzalne, poliamidy, polipropylen- termoplastyczne)
Osnowa w materiale kompozytowym spełnia następującą rolę: • spaja włókna w elemencie konstrukcji, • jest odpowiedzialna za przenoszenie obciążeń na włókna, • chroni włókna przed zniszczeniem na skutek oddziaływania czynników zewnętrznych
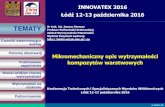
Najczęściej stosowane wzmocnienia to włókna szklane, węglowe (grafitowe), aramidowe (Kevlar), boru, cząstki węglika krzemu SiC, tlenku aluminium Al2O3, tlenku cyrkonu ZrO2. Faza wzmacniająca może mieć postać (rys. 1) :
• nanocząstek, • ziaren (wymiary od kilku do kilkuset mikrometrów np. spiekany proszek Al wzmocniony 14%
Al2O3 - części obudowy aparatu fotograficznego), • ciętych włókien krótkich o długości rzędu milimetra (np. poliamid wzmocniony włóknem szklanym-
koła zębate w robocie kuchennym), • ciętych włókien długich (od kilku do kilkunastu cm)- maty z włókien szklanych w osnowie
poliestrowej do laminowania łodzi, • włókien ciągłych (jednokierunkowych lub tkanych w dwóch kierunkach, np. zbiornik cysterny z
włókien szklanych w osnowie poliestrowej nawijanych na rdzeniu.
Rys. 1 Rodzaje i geometria fazy wzmacniającej: a/ nanocząstki (nanowłókna), b/ ziarna (cząstki) o rozmiarach mikrometrycznych, c/ włókna cięte (krótkie lub długie), włókna ciągłe (jednokierunkowe lub tkane w dwóch kierunkach np.
1

2
Cechy geometryczne elementów wzmacniających dają podstawę do podziału kompozytów na włókniste i ziarniste (wzmacniane cząstkami). Kompozyty z rdzeniem (komórkowym, piankowym lub innym) oraz kompozyty warstwowe (laminaty) nazywamy kompozytami strukturalnymi.
(a)
(b)
(c)
Rys. 2 Przykłady kompozytów strukturalnych: a/ płyta i rura z laminatu, b,c/ konstrukcje przekładkowe z rdzeniem z pianki (b), plastra miodu (c).
2. Czynniki wpływające na własności materiałów kompozytowych
Własności kompozytu uzależnione są od następujących czynników: • Własności osnowy, własności fazy wzmacniającej, • Ilości włókien • Geometrii fazy wzmacniającej (wielkość cząstek, długość i orientacja włókien). • Doskonałości powiązania osnowy i fazy wzmacniającej
Własności osnowy i włókien. Własności osnowy determinują odporność cieplną kompozytu, dlatego kompozyty z osnową polimerową można stosować jedynie w temperaturach do ok. 1500C, (np. z osnową epoksydową utwardzane w temperaturze 130-1800C), kompozyty z osnową metalową - z metali lekkich Al, Mg do temperatur rzędu 3000C a z Ti rzędu 550 0C Jedynie osnowy ze stopów Ni i Co umożliwiają pracę w temperaturach rzędu max. 700-10000C. Kompozyty z osnową ceramiczną (SiC, Al2O3) wytrzymują temperatury do 16500C a kompozyty węgiel amorficzny/włókno grafitowe (z ochronną powłoką SiC) - 27000C (np. dziób wahadłowca kosmicznego). Własności i ilość fazy wzmacniającej wpływają na gęstość, rozszerzalność cieplną, moduł sprężystości według zależności określanej mianem reguły mieszanin. Dla przykładu gęstość kompozytu ρc można obliczyć znając gęstości włókien ρf i osnowy ρm:
ρc = ρfVf + ρmVm (1)
przy czym do obliczeń najczęściej stosuje się udziały objętościowe Vm, Vf, Vp odpowiednio: osnowy, włókien, cząstek. Stosuje się indeksy pochodzące z j. angielskiego: c- composite (kompozyt), m - od słowa matrix (ang. osnowa), f- fibres (włókna), p particles (cząstki), Udział objętościowy włókien Vf wyraża się stosunkiem objętości zajmowanej przez włókna do objętości całego kompozytu. Wstawiając w równaniu (1) w miejsce gęstości inne wielkości, np. K – przewodnictwo cieplne, rozszerzalność cieplną można przewidywać jakie będą wybrane własności kompozytu. Moduł Younga E, jedną z najważniejszych właściwości mechanicznych potrzebnych konstruktorom (od E i grubości elementu zależy sztywność konstrukcji) można również przewidywać na podstawie reguły mieszanin dla pojedynczej warstwy kompozytu wzmocnionego jednokierunkowymi włóknami ciągłymi przy obciążaniu rozciągającym w kierunku długości włókien (1 na rys. 3).
Ec=EmVm+EfVf ( górna granica na rys. 3b) (2)
W kierunku poprzecznym (2) moduł oblicza się z zależności (3) (3) (dolna granica na rys. 3b)
mffm
fEE = m
c EVEVE+
Obliczenia wskazują na dużą anizotropię własności kompozytów jednokierunkowych, (moduł sprężystości w kierunku prostopadłym do długości włókien jest zbliżony do modułu czystej osnowy, czyli wielokrotnie mniejszy niż włókien, stąd konieczność budowy konstrukcji warstwowych (laminatów) w których włókna
2

3
są rozłożone pod różnymi kątami (rys. 2a) dając pozorną (quasi) izotropię materiału w płaszczyźnie płyty.
(a) (b)
Rys. 3 (a) Układ osi współrzędnych dla pojedynczej warstwy kompozytu z włóknami ciągłymi, (b) wykres modułu sprężystości w funkcji ilości włókien kompozytu: epoksydowego o wzmocnieniu z ciągłych, jednokierunkowych włókien szklanych. Eo oznacza moduł sprężystości osnowy, Ew, Vw (tutaj wyjątkowo zamiast oznaczenia włókien f jest w ) odpowiednio moduł sprężystości i udział objętościowy włókien. Również w przypadku kompozytów wzmocnionych cząstkami (izotropowych) np. osnowa: miedź wzmocnienie cząstki wolframu, zależności (2, 3) przedstawiają odpowiednio dolną i górną granicę wartości modułu sprężystości (rys. 4).
E,GPa
ppmmc VEVEE +=
mppm
pmc EVEV
EEE
+=
Rys. 5 Wpływ sposobu rozłożenia włókien na wytrzymałość na rozciąganie kompozytu.
Rys. 4 Zależność modułu sprężystości kompozytu Cu/Wp w funkcji ilości cząstek wolframu.
ll
Jednak w większości przypadków własności kompoparametrów, szczególnie geometrii ułożenia wzmsprężystych stosuje się programy komputerowe pozwalw oparciu o metody numeryczne. Wytrzymałość kompozytu jest własnością szczególnie silnie od siły wiązania pomiędzy osnową i fazą wzmkompozytu) i dla takiego samego składu można otrzyprzypadku wysokowytrzymałych włókien ciągłych wytwłókien. Przy założeniu idealnego połączenia włówytrzymałość na rozciąganie σc* pojedynczej jednokierunkowymi w kierunku długości włókien 1 jako włókien.1 dla najczęstszego przypadku, czyli włókien znacznie wytrzym
3
zytu są skomplikowanymi funkcjami licznych ocnienia, więc do przewidywania własności ające na wyznaczenie poszukiwanych własności
trudną do przewidywania, gdyż uzależniona jest acniającą (ma związek z techniką wytwarzania mać całkowicie różne własności kompozytu. W rzymałość jest zdominowana przez własności kien i osnowy można określić maksymalną warstwy kompozytu z włóknami ciągłymi iloczyn wytrzymałości na rozerwanie σf* i ilości i
alszych niż osnowa

4
σc* = σf*Vf (4)
Wpływ orientacji wzmocnienia włóknistego w odniesieniu wytrzymałości na rozciąganie kompozytu zilustrowano na rys. 5 . Przy ułożeniu chaotycznym, typowym dla mat z włókien ciętych, wzrost wytrzymałości jest bardzo mały w porównaniu do wzmocnienia w postaci tkanin ortogonalnych. Należy zwrócić jednak uwagę, że jest to głównie wynikiem tego iż w przypadku mat maksymalna ilość włókien jakie udaje się przesycić wynosi ok.Vf= 30%. Uzyskuje się duże obszary czystej żywicy pomiędzy włóknami co osłabia materiał. Najbardziej efektywne jest wzmocnienie w postaci włókien ciągłych jednokierunkowych. Nie tylko ilość wzmocnienia jest optymalna (może dochodzić do Vf=80% w przypadku jednokierunkowych preimpegnatów wytwarzanych przez wyspecjalizowany przemysł) ale i ułożenie wszystkich włókien w kierunku działania obciążenia rozciągającego wpływa na ogromny wzrost wytrzymałości i sztywności.
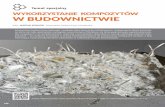
Warunkiem uzyskania optymalnych właściwości kompozytu jest doskonałe powiązanie osnowy i fazy wzmacniającej (dobra adhezja włókien i osnowy). Wiąże się to z dobrą zwilżalnością powierzchni włókien oraz brakiem pęcherzy i pustek (miejsc gdzie nie dociera materiał osnowy- (patrz rys. 6) na granicy włókno/osnowa. Cechy te są związane z metodą wytwarzania kompozytu. Czasami trzeba wykonywać specjalne operacje aby poprawić zwilżalność włókien ( np. osnowa aluminiowa słabo zwilża włókna węglowe trzeba więc na ich powierzchni wytwarzać odpowiednie powłoki). Przy dużych wymaganiach odnośnie ilości pustek (poniżej 1% w przypadku kompozytów konstrukcyjnych dla lotnictwa) konieczne jest stosowanie metody próżniowego utwardzania w autoklawie). (a) (b)
aramidowe szklane
żywica
Rys. 6 Mikrostruktury kompozytów włóknistych (a) poliestrowo/ szklanego z widocznymi pęcherzami (b) kompozytu epoksydowego o wzmocnieniu z włókien aramidowych i szklanych: widoczny duży obszar czystej żywicy [Imielińska K., Degradation and damage of advanced laminate polymer composites due to environmental effects and low velocity impact, wyd. PG 2005].
3. Przykłady materiałów kompozytowych i ich zastosowania
Największe zastosowanie w przemyśle znajdują obecnie kompozyty polimerowe (ok. 90%). Typowe zbrojenie polimerów to włókna szklane, węglowe i aramidowe. Wiele spośród znanych polimerów termoplastycznych zawiera celowo wprowadzoną fazę zdyspergowaną, co zalicza je do grupy materiałów kompozytowych. Przykładem mogą być elementy maszyn wzmocnione ciętymi włóknami szklanymi: np. małe kola zębate z poliamidu (nylonu), panewki łożysk ślizgowych z teflonu, nadproża, zderzaki karoserii (Porsche, Peugeot) z polipropylenu wzmocnionego włóknami szklanymi ciągłymi (40%). Typowe kompozyty konstrukcyjne z polimerów termoutwardzalnych to laminaty (kompozyty warstwowe) poliestrowe wzmocnione ciągłym lub ciętym włóknem szklanym stosowane do budowy kadłubów łodzi i małych jednostek pływających jak również małych samolotów, samochodów, cystern wiatraków itd. We wszystkich tych zastosowaniach w przypadku elementów dużych i silnie obciążonych m.in ster pionowy, wysokości, oprofilowanie skrzydeł, łopaty wirnika helikoptera, duże (50-80m) kadłuby okrętów, wzmocnienie szklane zastępowane jest częściowo lub całkowicie przez włókna węglowe oraz aramidowe w osnowie żywicy epoksydowej. Często jest to kombinacja tych trzech rodzajów włókien (kompozyt hybrydowy). Przykładem kompozytu o osnowie elastomeru jest poliizopren wzmocniony nano-cząstkami (20-30nm) sadzy stosowany do budowy opon samochodowych. Kompozyty o osnowie metalowej są w większości drogie dlatego ich zakres zastosowań jest wciąż ograniczony. Najbardziej znane są odlewane lub spiekane elementy z kompozytów o osnowie stopów Al wzmacniane cząstkami węglika krzemu (SiC) lub Al2O3, takie jak tarcze hamulcowe, tłoki silników
4

5
spalinowych, bloki silnikowe, ramy rowerów raz końcówki kijów golfowych i ostrza łyżew hokejowych z Ti/TiC. Zaawansowane kompozyty np. o osnowie stopu Ti lub Al i wzmocnieniu z włókien węglowych lub boru
a
ą narzędzia skrawające z dużymi
łoką ochronną SiC) wytrzymuje ekstremalne temperatury do 2600 C, jest
) (b)
stosuje się głównie w lotnictwie i kosmonautyce. Z włókien węglowych w osnowie Al wytwarza się podłużnice kadłuba samolotu, ze stopu Ti wzmocnionego włóknami boru formuje się łopatki kompresora silnika lotniczego a korbowody silnika spalinowego można otrzymać z kompozytu Ti/ciągłe włókna SiC. Pracujące w ekstremalnie wysokich temperaturach i przy wysokich obciążeniach łopatki turbiny silnikodrzutowego np. ze stopu niklu mogą być wzmocnione fazą TiC. Zastosowania kompozytów o osnowie ceramicznej obejmujprędkościami np. z Al2O3 wzmocnionego wiskerami SiC, elementy silników spalinowych: zawory wlotowe (Nissan), pierścienie tłokowe (Isuzu), komora spalania, wirniki, łopatki turbin spalinowych (Toyota) – z kompozytu SiC/SiC. Kompozyt węgiel/węgiel (z pow 0
więc wykorzystywany w takich elementach jak dziób wahadłowca kosmicznego, wykładzina komory spalania i dysza wylotowa gazów silnika odrzutowego, tarcze hamulcowe samochodu Porsche. (a
(c )
(d) (e) (f)
ys. 7. Przykłady zastosowań materiałów kompozytowych: (a) łódź patrolowa z laminatu poliestrowo
Kompozyty polimerowe warstwowe Najczęściej stosowanym i najta rowych są włókna szklane,
ylonu) są lżejsze niż węglowe (1,44 MG/m w porównaniu do 1,7-2,2
Rszklanego, (b) elementy karoserii samochodu z tłoczywa arkuszowego poliestrowo szklanego, (c) opony z poliizoprenu wzmocnionego 10% sadzy i 3% ciętych włókien aramidowych, (d), rama roweru górskiego z kompozytu: stop Ti wzmocniony 10% cząstek Al2O, (e) tłoki silnika spalinowego ( Chevrolet) ze stopu Al wzmocnionego 25% cząstek SiC (f) budowa włókna aramidowego
ńszym zbrojeniem w kompozytach polimewytwarzane ze stopionego szkła (mieszanina tlenków SiO2, Al2O3, CaO) przepuszczanego przez filiery i nawijanego na bębny (rys. 8a). Włókno szklane ma średnicę ok. 10µm, jest bardzo wytrzymałe (Rm=1500-2500 MPa) ale niezbyt sztywne (E=70 GPa) i relatywnie ciężkie (ρ= 2,5 MG/m3). Dlatego do budowy lekkich, odpowiedzialnych konstrukcji stosuje się sztywniejsze, lżejsze i wytrzymalsze ale znacznie droższe włókna węglowe (Rm=2000-4000 MPa. E= 200-600GPa) i aramidowe (Rm=2800-3600 MPa E=125GPa). Na rys. 8b przedstawiono mikrofotografię włókna węglowego (średnica ok. 5µm) otrzymanego z polimeru PAN. Włókna aramidowe (odmiana n 3
MG/m3 dla włókien węglowych) i trudne do przerwania ze względu na strukturę złożoną z nano-fibryl na które rozdziela się włókno (rys 8c), stąd wyjątkowa odporność udarowa i ścierna laminatów zawierających te włókna. Włókna aramidowe wprowadza się często w konstrukcjach z włókien węglowych (kruchych), aby zmniejszyć ryzyko pękania.
5

6
(a) (b) (c)
Rys. 8. a/ Schemat operacji wytwarzania włókien szklanych, b/ mikrofotografia włókna węglowego
. Postacie włókien i wpływ orientacji włókien na wytrzymałość kompozytu eć postać: a/
(a)
otrzymanego z polimeru PAN, c/ fibrylowa budowa włókna aramidowego 4Włókna stosowane do wyrobu konstrukcji z włóknistych kompozytów polimerowych mogą mirowingu (pasmo kilkuset nieskręconych włókien podobne do „sznura” nawiniętego na bęben) (rys. 9a ), b/ mat z włókien ciętych (rys. 9b) otrzymywanych przez cięcie rowingu na kilku-, kilkunasto-centymetrowe odcinki, i sprasowanie do postaci maty zwijanej w bele o różnej szerokości (najczęściej rzędu 2m) c/ tkanin ortogonalnych (rys. 8c), tkanin 3D (tkanych przestrzennie do postaci odwzorowującej dany kształt elementu i stanowiący gotową preformę włóknistą (rys. 9d). Pasma rowingu zszyte nicią lub sprasowanie z podłożem (lepiszcze) określane są jako dają tkaniny rowingowe jednokierunkowe. Rowing jest też stosowany jako materiał przeznaczony do cięcia na kawałeczki w pistolecie służącym do metody natryskowej (rys. 10b). Z rowingu można wykonywać bezpośrednio elementy o kształcie obłym przez nawijanie włókien zanurzonych w żywicy na rdzeniu.
(b)
(c)
. 9. Postacie zbrojenia włóknistego: a/ rowing, b/ mata z włókien ciętych, c/ tkania ortogonalna . d/ reforma z włókien 3D (krawędź natarcia skrzydła samolotu), e/ preimpregnat z włókien ciągłych
(d) (e)
ysRpjednokierunkowych.
6

7
Do wytwarzania odpowiedzialnych elementów kompozytowych stosuje się preimpregnaty czyli włókna w
zględu na typowe przestrzenne
ływ sposobu wytwarzania konstrukcji na własności polimerowych kompozytów
. Metoda ręczna (laminowanie kontaktowe) ga na ręcznym przesycaniu zbrojenia w postaci mat,
. 40% włókien w kompozycie
1. etoda natryskowa rowing (włókna ciągłe) podawany jest do pistoletu natryskowego, następnie cięty
przez s
łókien uzyskuje się bardzo
a/
postaci tkanin wstępnie przesyconych żywicą. Włókna układa sie w postaci pojedynczej warstwy na ochronnym podłożu z taśmy papierowej lub z tworzywa, przesyca żywicą, przykrywa górna warstwa ochronną i przewalcowuje powodując usunięcie nadmiaru żywicy. Następnie zwija się uzyskaną taśmę (szerokość od kilkunastu cm do 2 i wiecej metrow) w bele które są przechowywane w lodówkach przez okres ok. 6 miesięcy i w tym okresie mogą być użyte do wykonania konstrukcji kompozytowej (najczęściej utwardzanej metodą autoklawową lub worka próżniowego. Postać zbrojenia ma istotny wpływ na wytrzymałość kompozytu ze wrozłożenie zbrojenia, (które zostało wymienione jako czynnik decydujący o wytrzymałości konstrukcji kompozytowej i omowione na rys. 5 dla przypadku pojedynczej warstwy kompozytu). 5. Wpwarstwowych 1Laminowanie metodą kontaktową (rys.1a) poletkanin: szklanych, węglowych, aramidowych w otwartych formach wykonanych najczęściej z drewna lub kompozytów. Do przesycania zbrojenia żywicą, używa się pędzla lub wałka, którym rozprowadza się żywicę po kolei na warstwach zbrojenia. Następnie wałkuje się specjalnymi twardymi wałkami aluminiowymi, stalowymi bądź teflonowymi w celu odpowietrzenia laminatu, zwiększeniu udziału zbrojenia w laminacie, a przez to poprawy własności wytrzymałościowych. Ze względu na dużą ilość pęcherzy w żywicy i możliwość uzyskania max. ok(reszta to mało-wytrzymała żywica) metoda jest stosowana dla konstrukcji nie wymagających wysokiej wytrzymałości i sztywności (patrz rys. 5) o niezbyt dużych gabarytach (łodzie, małe jachty, bagażniki na dach samochodu itp.
MW metodzie tej pecjalny układ nożyków na odcinki 3-5 cm i natryskiwany wraz z żywicą zmieszaną z
utwardzaczem pod ciśnieniem 0,1-0,3 MPa na powierzchnię formy. Nowoczesne urządzenia (mieszania zewnętrznego) rozpylają żywicę oraz utwardzacz hydraulicznie, otaczając strumień polimeru płaszczem powietrza. Rozpylona żywica zabiera pocięty rowing, który osiada na formie. Ze względu na małe wypełnienie włóknami, dużą ilość wad i małą długość wmałą wytrzymałość i sztywność produktów stąd typowe zastosowania to baseny, wanny, większe panele, karoserie samochodowe.
b/Ry os. 10. Schematy przedstawiające sposoby lamin wania: a/ ręczne (kontaktowe), b/natryskowe
etoda worka próżniowego m bagging” jest modyfikacją metody laminowania ręcznego, stosowaną w
i wstępnie przesyca
MLaminowanie próżniowe „vacuucelu zwiększenia jakości (parametrów wytrzymałościowych) laminatu bądź klejenia struktur typu sandwich. Metoda ta ułatwia usunięcie pęcherzyków powietrza, zwiększenie udziału zbrojenia (przez usunięcie nadmiaru żywicy)i uzyskanie gładszej powierzchni zewnętrznej laminatu. Zbrojenie (np. szklane) układa się w formie pokrytej środkiem antyadhezyjnym (wałkiem, pędzlem) żywicą. Następnie na laminat nakłada się następujące warstwy :1/antyadhezyjną folię porowatą, (przez malutkie otworki znajdujące się w tej folii nadmiar żywicy znajdujący się w laminacie przepływa do kolejnej warstwy – tkaniny chłonnej), 2/ tkaninę chłonną ("oddychającą”), pochłaniającą nadmiar żywicy, 3/ folię (tzw. worek próżniowy) odporny na wysokie temperatury umocowaną do brzegu formy za pomocą uszczelki silikonowej. Opcjonalnie pomiędzy laminat a folię porowatą można
7

8
zastosować specjalną tkaninę (peel ply) zwaną delaminarzem. Przez otwór w folii wprowadzona jest rurka podłączona do pompy próżniowej. W metodzie tej używa się również zbrojenia wcześniej przesyconego żywicą (ale nieutwardzonego) tzw. preimpregnatów (prepregów). Typowe zastosowanie: Wysoko wytrzymałe laminaty węglowo - epoksydowe, wyczynowe łodzie, części karoserii samochodów, klejenie pianek PCV przy produkcji łodzi. Metodę tę stosuje się do małoseryjnej produkcji. a/
b/ forma manometr pompa
zbiornik z żywicą c/
a
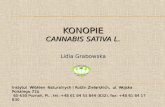
Rys. 11. Schematy przedstawiające sposoby laminowania: a Metoda infuzji W celu uzyskania wysokich wskaźników wytrzymałoścpróżniowego i zmniejszenia jego szkodliwości dla pracowniwraz z rdzeniami formie i nasyca żywicą wessaną do forpołączonych z pompą próżniową (odpowietrzających) przezbiornikiem z żywicą (rys. 11c) które rozprowadzają żywwarstwy włókien. Czas żelowania żywic konstrukcyjnych wywystarczający do przesycenia zbrojenia przez żywicę wprowa Typowe zastosowania- jak w przypadku metody worka próż Metoda RTM (Resin Transfer Moulding) Kolejną metodą zapewniającą wysoki udział RTM polegaelementów o kształtach przestrzennych. Wstępnie połączone (sklejone) i uformowane wzmocnieniektórą umieszcza się w zamykanej dwuczęściowej formie. Nformy żywicę pod ciśnieniem (0,2 - 1 MPa). Stosowane użycie stosunkowo niedrogich form kompozytowych usztywwyposażenia do wykonywania elementów w technologii Rwyposażenia niezbędnego do wytłoczenia takiego elementu zTypowe zastosowanie: elementy karoserii samochodów,samolotów (drzwi awaryjne, żebra usztywniające skrzydła). Metoda nawijania W procesie nawijania na obracającym się rdzeniu (pokrytyochronną np. matą nasycona wysokojakościową żywicą ciągłych (rovingu nasycanego żywicą) lub taśmy z preimkompozyt zawierający ok. 70% włókien. Element utwardtemperaturze za pomocą lamp na podczerwień. Na rys. 12. przedstawiono proces formowania zbiornika npsterowanego komputerowo.
8
Górna część form yGórna część formy
a
/ worka próżniowego , b/
iowych, skrócenia proków suche zbrojenie ukłmy dzięki wytworzonej pz worek wprowadza sie icę zassaną przez podcnosi z reguły około 20 mdzaną do formy niowego.
na formowaniu w za
z tkaniny lub maty, twoastępnie wtłacza się pomciśnienia nie są duże nianych zewnętrznymi kTM, jest z reguły wiel blachy.
elementy wyposażenia
m środkiem antyadhezyepoksydową) układa siępregnatu włókien ciągłyza się na powietrzu lu
. gazu z zastosowaniem
Dolna część formy
zbrojenie żywicżywic
RTM, c/ infuzji
cesu laminowania ada się na gotowo różni. Oprócz rurek rurki połączone ze iśnienie pomiędzy inut i jest to okres
mkniętych formach
rzy tzw. preformę, iędzy dwie połówki umożliwia to więc ratownicami. Cena okrotnie niższa od
wnętrza, elementy
jnym oraz powłoką warstwy włókien ch. Otrzymuje się
b w podwyższonej
podajnika włókien

9
Metoda nawijania może być też wykorzystywana do procesów ciągłych np. ciągłego formowania rur. Stosuje się specjalne rdzenie (sprężyny). Gdy jeden fragment rury zostanie uformowany rdzeń jest wycofywany umożliwiając nawijanie dalszych odcinków. Uformowany fragment rury przechodzi do strefy ogrzewanej, gdzie następuje utwardzenie (całkowity czas utwardzenia ok. 1godz dla średnicy 0,5-1,5m.) Zbrojenie jest w postaci ciągłych lub ciętych włókien. Tą metodą wykonuje się rury o bardzo dużych średnicach np. do przesyłu ropy naftowej. Otrzymane rury mogą mieć średnice 0,1-4m (2,5m dla kompozytów HP „high performance” -włókna węglowe, aramidowe, żywice epoksydowe) i długość 2-10m. Grubość ścianki 2-6mm (1-3mm dla HP) Zalety i wady laminowania ręcznego, próżniowego i RTM ZALETY WADY Laminowanie ręczne prosta zasada laminowania, tanie i nieskomplikowane oprzyrządowanie szeroki wybór, niska cena i dostępność materiałów
jakość laminatu zależy głównie od umiejętności laminiarza,
niezbyt wysoki udział zbrojenia (30-45%) przeciętna wytrzymałość laminatu (obniżają ją duże obszary żywicy)
praca w atmosferze wydzielających się szkodliwych gazów jest szkodliwa dla pracowników.
zróżnicowana grubość laminatu i mała powtarzalność jakości wyrobów.
Laminowanie metodą worka próżniowego wysoki udział zbrojenia w laminacie niski udział pęcherzy w laminacie, lepsze nasycenie włókien dzięki dociskowi i przepływowi żywicy przez całą strukturę laminatu redukcja emisji szkodliwych substancji lotnych podczas utwardzania laminatu.
dodatkowy osprzęt podwyższa koszty produkcji, wymagany wysoki poziom wiedzy laminiarzy.
Laminowanie metodą infuzji jak w metodzie worka próżniowego duża szybkość wykonania jednakowa jakość laminatu
wymagany wysoki poziom wiedzy laminiarzy, przy nieprawidłowym rozłożeniu przewodów rozprowadzających żywicę istnieje możliwość powstania obszarów nieprzesyconych
Laminowanie metodą RTM jednorodne i powtarzalne właściwości mechaniczne, duża gładkość powierzchni, mała tendencja do powstawania wad, dość wysoki udział zbrojenia, możliwość żelkotowania obu stron formy.
wyższy koszt wykonania form w stosunku do pozostałych metod, dość drogie urządzenia potrzebne do tego procesu, żywica powinna mieć niską lepkość (takie żywice posiadają większą zawartość szkodliwego styrenu).
Zastosowania (kompozyty poliestrowo szklane) • rury: wodociągowe i kanalizacyjne, grzewcze, rury do przesyłu ropy naftowej, rury w instalacjach
przemysłu chemicznego, • pojemniki na gaz i zbiorniki oraz silosy, • pociski balistyczne, rakiety, bazuki, • łopatki helikoptera, łopatki siłowni wiatrowych, • wały napędowe
Formowanie w autoklawie. W przypadku bardzo wysokich wymagań jakościowych odnośnie formowanych części i wykorzystania preimpregnatów z nowoczesnych kompozytów zbrojonych włóknami węglowymi, aramidowymi lub hybrydowymi i żywic utwardzanych w podwyższonej temperaturze (rzędu 130-180oC) wymagane jest utwardzanie laminatów w autoklawie (rys. 11). Autoklaw jest to piec umożliwiający jednocześnie grzanie i wywieranie ciśnienia na materiał. Stos ułożonych jeden na drugim pojedynczych warstw preimpregnatu przykrywa się folią odporną na wysokie temperatury, (jak do procesu worka próżniowego), uszczelnia się i podłącza do przewodów próżniowych. Podciśnienie konsoliduje warstwy preimpregnatu a podwyższona temperatura i nadciśnienie powodują początkowo wyciśnięcie nadmiaru żywicy z pomiędzy warstw włókien i utwardzenie laminatu.
9

10
Rys. 12. Schemat i zdjęcie nawijania zbiornika Zaletą procesu autoklawowego jest bardzo dobra jakość laminatu w połączeniu z wysokimi własnościami wytrzymałościowymi. Wadą jest wysoka cena urządzenia i procesu (w porównaniu z pozostałymi metodami laminowania), W przypadku bardzo dużych elementów konstrukcyjnych konieczne są bardzo duże gabaryty autoklaw. Zastosowanie: elementy z laminatów i konstrukcji przekładkowych w przemyśle lotniczym, w sporcie (jachty, deski surfingowe, narty itd.) Rys. 13 Schemat utwardzania ko
a
g
Impregnacja włókien żywicą
Folia uszczelniajac
mpozytu warstwow
)
Autoklaw (ciśnienie , temperatura)
Przewód doprowadzający dopompy próżniowej
Warstwy preimpregnatu pod folią na modelu (laminat przyjmuje kształt modelu
rowin
Obrotowy rdzeńWózek z podajnikiem rowingu sterowany numerycznie
ego z preimpregnatu w autoklawie
10