Mas Im Materiale 2013

of 56
-
Upload
bogdan-constantin-albu -
Category
Documents
-
view
235 -
download
0
Transcript of Mas Im Materiale 2013
-
8/10/2019 Mas Im Materiale 2013
1/56
1. PROPRIETILE MECANICE ALE MATERIALELOR METALICE
2. STRUCTURA SI PROPRIETATILE OTELURILOR SI FONTELOR
3. TRATAMENTELE TERMICE LA OELURI I FONTE
4. OELURILE I FONTELE COMERCIALE
Bibliografie
1.
Zecheru Gh., Drghici Gh., Elemente de tiine i ingineria materialelor, vol. 1 i 2, Editura
ILEX i Editura Universitii din Ploieti, 2001
2. Colan H. .a., Studiul metalelor, Editura Didactic i Pedagogic, Bucureti, 1983
3. Protopopescu H., Metalografie i tratamente termice, Editura Didactic i Pedagogic,
Bucuresti, 1983
4.
Raeev D., Bazele tehnologiei tratamentelor termice, I.P.G. Ploieti, 1977
5. Zecheru Gh., Tehnologia materialelor, Partea I i II, I.P.G. Ploieti, 1987
6. Surdeanu T, PerneM, Piese sinterizate din pulberi metalice, Editura Tehnic, Bucureti,
1984
-
8/10/2019 Mas Im Materiale 2013
2/56
1. PROPRIETILE MECANICEALE MATERIALELOR METALICE
1.1. Introducere
Piesele confecionate din materiale metalice (metale sau aliaje), folosite cu cea mai marepondere n construcia de maini i utilaje, sunt supuse n timpul utilizrii (exploatrii) la aciuneaunorncrcri mecanice (fore) exterioare.Ca efect al aciunii forelor exterioare, n aceste piesese creazaa-numitelefore interioare sau eforturi i piesele se deformeaz.
Comportarea unei piese la solicitrile mecanice produse de forele exterioare depinde deanumite nsuiri specifice materialului metalic din care este confecionatpiesa, numite proprietimecnice.De obicei, proprietile mecanice ale unui material metalic se determin prin ncercrimecanice, constnd din solicitarea unor epruvete n condiiile adecvate evidenierii proprietilorurmrite. Cu ajutorul ncercrilor mecanice se obin date calitative privind comportareamaterialelor n condiiile de solicitare corespunztoare acestor ncercri i valorile unor mrimifizice sau convenionale, numite caracteristici mecanice,care se pot utiliza ca parametri cantitativi
de exprimare a proprietilor mecanice.1.2. Elasticitatea i plasticitatea materialelor metalice
Elasticitatea este proprietatea unui material de a se deforma sub aciunea solicitrilormecanicei de a reveni la forma iniialcnd solicitrile i-au ncetat aciunea.
S-a stabilit pe cale experimental c, n cazul n care solicitrile mecanice aplicate asupraunei piese creaz stri de tensiuni capabile sproducnumai deformaii elastice ale materialuluiacesteia, este valabillegea lui Hooke,adicdependena dintre tensiunile generate de solicitrilemecanice i deformaiile specifice de natur elastic produse este liniar.Astfel, n cazul unei
piese metalice care sufer deformaii elastice sub aciunea unei solicitri de ntindere saucompresiune monoaxial, starea de tensiuni generat n pies este caracterizat numai printr-o
tensiune normal (orientat dup direcia forelor exterioare care produc ntinderea saucomprimarea monoaxiala piesei) i legea lui Hooke are urmtoarea formulare analitic:
=E, fiind deformaia specific liniar (de natur elastic) a materialului piesei, msuratpe direciatensiunii . De asemenea, n cazul unei piese metalice care suferdeformaii elastice sub aciuneaunei solicitri de forfecare pur, starea de tensiuni generatn pieseste caracterizatnumai print-otensiune tangeniali legea lui Hooke are urmtoarea exprimare analitic:
=G, fiind lunecarea specific (de naturelastic) a materialui piesei, produspe direcia tensiunii .Factorii de proporionalitate Ei G, care intervin n formulrile particulare (expuse anterior) ale
legii lui Hooke, sunt caracteristici (constante) proprii materialului piesei solicitate, ce exprimcapacitatea materialului de a se opune aciunii de deformare elastic exercitate de solicitrilemecanice exterioare; caracteristica E este denumit modul de elasticitate longitudinal, iarcaracteristica G modul de elasticitate transversal. n teoria elasticitii este demonstrat cformulrile analitice ale legii lui Hooke pentru materialele continue, omogene i izotropeconin ca factori de proporionalitate numai caracteristicile E i G, oricare ar fi complexitateastrilor de tensiuni mecanice care produc deformaiile elastice.
Deformarea elastica cristalelor care alctuiesc structura pieselor metalice se realizeazprin modificarea distanelor interatomice i schimbarea parametrilor structurii cristaline (reeleispaiale).Deformarea elastic a materialelor (pieselor) metalice cu structur policristalin serealizeaz prin deformarea cristalelor componente conform mecanismului anterior prezentat.
Comportarea la deformare i valorile caracteristicilor elastice (Ei G) ale materialelor metalicepolicristaline sunt determinate n principal de natura i intensitatea forelor de legturdintre atomiicare alctuiesc cristalele (dependente de compoziia chimica materialului, de tipul i de parametriistructurii sale cristaline) i sunt influenate n msur nesemnificativ de factorii structurali
1 - 1
-
8/10/2019 Mas Im Materiale 2013
3/56
modificabili prin prelucrri tehnologice, cum ar fi forma i dimensiunile cristalelor, tipul idensitatea imperfeciunilor structurii cristaline (vacane, dislocaii, limite de cristale, limite desubcristale) etc.
Plasticitatea este proprietatea unui material de a se deforma sub aciunea solicitrilormecanice i de a nu reveni la forma iniial(de a-i menine configuraia obinutprin deformare)cnd solicitrile i-au ncetat aciunea. S-a stabilit pe cale experimental c, n cazul n caresolicitrile mecanice aplicate asupra unei piese creeaz stri de tensiuni capabile s producdeformaii plastice ale materialului acesteia, legea lui Hooke i pierde valabilitatea (dependenadintre tensiunile generate de solicitrile mecanice i deformaiile specifice produse nu mai esteliniar). Cercetrile experimentale i studiile teoretice efectuate au evideniat urmtoarele aspecte
privind deformarea plastic a cristalelor metalice:a) Deformarea plastic a cristalelor care alctuiesc structura materialelor metalice se
realizeaz, n mod obinuit, prin alunecarea unor zone ale cristalelor, de-a lungul unor planecristalografice numite plane de alunecare, sub aciunea tensiunilor tangeniale generate de
solicitrile mecanice aplicate asupra acestor materiale; acest mecanism de realizare a deformriiplastice a fost sugerat de observarea unor linii sau benzi de alunecare pe suprafeele libere alecristalelelor deformate plastic.
b) Planele de alunecare ale cristalelor metalice sunt planele cristalografice cu densitateatomicmaxim.n fiecare plan de alunecare, direciile prefereniale de realizare a proceselor dealunecare sunt direciile cu densitate atomic maxim. Un plan de alunecare mpreun cu odirecie de alunecare coninut n acesta formeaz un sistem de alunecare;structurile cristalineCFC, avnd cel mai mare numr de sisteme de alunecare, prezint cea mai bun capacitate dedeformare plastic, n timp ce structurile cristaline HC, fiind caracterizate prin numrul cel mairedus de sisteme de alunecare, prezintplasticitate sczut.
c) Deformarea plastic prin alunecare a unui cristal nu se realizeazprin deplasarearelativ simultan, cu un numr ntreg de distane interatomice, a tuturor atomilor din zoneleadiacente unuia sau mai multor plane de alunecare.
d) Deformarea plastic prin alunecare a cristalelor metalice reale (cu imperfeciuni ale
structurii cristaline) se realizeaz prin mecanismul bazat pe deplasarea dislocaiilor n planele dealunecare ale cristalelor.
e) Procesul de deformare plasticprin alunecare nu conduce la micorarea numrului dedislocaii coninute n cristale, ci la mrirea acestuia (creterea densitii de dislocaii). Deasemenea, procesul de deformare plastic bazat pe deplasarea dislocaiilor n lungul planelor dealunecare determinblocarea micrii multor dislocaii, datoritinteraciunii acestora cu obstacolelentlnite (alte dislocaii, vacane, impuriti etc.). Datoritacestor fenomene (creterea densitiide dislocaii i blocarea micrii unor dislocaii), pe msurce procesul de deformare plasticaunui cristal avanseaz, crete intensitatea tensiunii tangeniale care asigur continuarea
procesului (crete rezistena la deformare a materialului cristalului),fenomen numit ecruisare(ntrire) prin deformare plastic.
Deformarea plastic a unui material metalic (a unei piese metalice) cu structurpolicristalinncepe n cristalele avnd planele de alunecare orientate cel mai favorabil n raportcu sistemul de solicitare al materialului (piesei);n aceste cristale tensiunile tangeniale dezvoltate
prin aciunea solicitrilor mecanice exterioare au intensiti maxime i este posibil demarareaprocesului de deformare plastic(bazat pe mecanismul descris anterior, de deplasare prin alunecarea dislocaiilor). Dislocaiile deplasate n interiorul cristalelor n primele secvene ale procesului dedeformare plasticsunt blocate la limitele dintre cristale (unde nivelul energetic este mai ridicat ise face trecerea spre cristalele vecine, cu alte orientri ale planelor cristalografice) i aparefenomenul de ecruisare. Mrind intensitatea solicitrilor mecanice la care este supus materialul(piesa), procesul de deformare plasticpoate continua, fie prin realizarea condiiilor de deplasarea dislocaiilor n planele de alunecare ale altor cristale, fie prin continuarea deplasriidislocaiilor blocate la marginea cristalelor.
n baza mecanismului descris anterior rezult c, mrind suficient solicitrile la care estesupus un material cu structurpolicristalin, se poate obine deformarea plasticglobal(general)
1 - 2
-
8/10/2019 Mas Im Materiale 2013
4/56
a acestuia. ntr-o astfel de situaie, materialul policristalin va prezenta o structur fibroas,deoarece cristalele (grunii cristalini) din care este alctuit i modific forma poliedric(echiaxial) iniial, alungindu-se n direcia eforturilor care le-au produs deformarea. Orientareaunidirecional a cristalelor materialelor metalice policristaline deformate plastic, denumittexturde deformare, produce anizotropia proprietilor mecanice ale acestor materiale.
1.3. ncercarea la traciune a materialelor metalice
Pentru a evidenia particularitile comportrii materialelor metalice policristaline solicitatemecanic se folosete (ca ncercare de referin) ncercarea la traciune. Condiiile i modul derealizare a ncercrii la traciune i caracteristicile mecanice care se pot determina prin aceastncercare sunt reglementate prin standardul SR EN 10002 (care reprezint versiunea n limbaromna standardului european EN 10002).
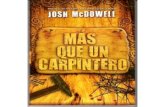
ncercarea la traciune se execut pe epruvete confecionate din materialul metalic care secerceteaz, avnd forma i dimensiunile prescrise n SR EN 10002. Epruvetele folosite n mod obinuitau configuraia prezentatn figura 1.1; aceste epruvete au o poriune central, cu seciunea circular(epruvete rotunde) sau dreptunghiular (epruvete plate), calibrat (cu dimensiuni precise) i doucapete de prindere (pe maina cu care se realizeaz ncercarea), cu diverse configuraii (cilindrice,
conice, cilindrice filetate, plate, plate cu orificii pentru boluri etc.). Pe poriunea calibrat aepruvetelor se traseaz(nainte de ncercare) dourepere la distanaL0; de regul, distana (lungimea)iniialntre repereL0se alege n funcie de aria seciunii transversale iniiale a poriunii calibrate S0,utiliznd relaia: 00 SkL = , iar epruvetele astfel dimensionate se numesc epruvete proporionale
(de obicei, se ia k=5,65, ceea ce este echivalent, pentru epruvetele rotunde, cuL0 =5d0).n timpul ncercrii la traciune, pe direcia axei longitudinale a unei epruvete realizate
conform prescripiilor anterior prezentate, se aplico forde traciuneF, cresctoare ca intensitate,care produce deformarea progresivi, n final, ruperea epruvetei. Maina folositpentru realizareancercrii la traciune este prevzutcu dispozitivele necesare pentru a msura i/sau nregistra (petoatdurata ncercrii) intensitatea forei aplicateFi deformaiile liniare (lungirile sau extensiile)
produse epruvetei L=L-L0,Lfiind distana (lungimea) ntre reperele epruvetei la aplicarea foreide traciune cu intensitatea F. Prin msurarea secvenial sau nregistrarea continu a valorilormrimilorFi L, se poate construi curba dependeneiF=g(L), numitdiagrama ncercrii latraciune (DIT) sau diagrama for - alungire (extensie). Reprezentnd n coordonate
rectangulare variaia tensiunii (convenionale)0S
F= n funcie de alungirea specific
0L
L= sau
n funcie de alungirea procentual 1000L
L= , se obine o curb = f(), numit curba
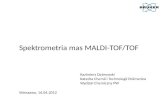
caracteristicconvenionalla traciune (CCCT)sau curba caracteristictensiune-deformaiespecific a materialului cercetat. CCCT are n mod obinuit una din configuraiile prezentate nfigura 1.2.
Fig. 1.1. Epruvete pentru ncercarea la traciune
1 - 3
-
8/10/2019 Mas Im Materiale 2013
5/56
Cu ajutorul CCCT (construit pe baza ncercrii la traciune) se pot evideniaparticularitile comportrii oricrui material metalic solicitat mecanic i se pot defini o serie decaracteristici mecanice (folosite drept caracteristici de referin la proiectarea pieselor dinmaterialul respectiv), aa cum se prezintn continuare:
a) La nceputul ncercrii la traciune CCCT este liniar (are configuraia unei dreptecare trece prin originea sistemului de coordonate), fapt ce indicexistena unei proporionaliti
stricte ntre mrimile i i, deci, o comportare elastic a materialului supus ncercrii;deoarece la nceputul ncercrii materialul respect legea lui Hooke ( =E), panta CCCT,msuratn originea sistemului de coordonate, este chiarmodulul de elasticitate longitudinalal materialului (tg=E, v.fig. 1.2).
b) Pe msurce crete intensitatea forei de traciuneF, materialul supus ncercrii ncepe ssufere deformaii plastice, dependena dintre i nu mai este liniar i configuraia CCCT semodific.
La unele materiale metalice nceputul procesului de deformare plasticeste caracterizat printr-ocurgere a materialului (deformare plasticfrecruisare) i pe CCCT se nregistreazun palier (v. figura1.2 a); tensiunea la care se produce creterea deformaiilor specifice ale materialului fra se mriintensitatea solicitrii (tensiunea la care are loc fenomenul de curgere sau tensiunea corespunztoare
palierului nregistrat pe CCCT) este denumitlimitde curgere aparenti notatRe.Multe materiale metalice nu manifest un fenomen de curgere aparent, CCCT
corespunztoare acestora neprezentnd variaii brute ale pantei la instaurarea procesului dedeformare plastic, ci numai modificri continue, care evideniazcreterea ponderii deformaiilor
plastice i apariia fenomenului de ecruisare (v. figura 1.2 b). La astfel de materiale se poate defini olimit de curgere convenional (notatRp), ca fiind tensiunea la care alungirea specificneproporional (de naturplastic, notatatpn fig. 1.2 b) atinge o valoare prescris; n moduzual, limita de curgere convenionalse determinpentru o alungire procentualneproporionalp=0,2 % i se noteazRp0,2.
n unele cazuri, n locul limitei de curgere convenionale se definesc urmtoarele
caracteristici echivalente:*limita de alungire remanentRr tensiunea corespunztoare unei alungiri specificeremanente (msurate dup descrcarea epruvetei, r p, v. fig. 1.2 b) prescrise; n moduzual,Rrse determinpentru o alungire procentualremanentr=0,2 % i se noteazRr0,2;
* limita de extensie convenionalRt- tensiunea la care alungirea specifictotal(denatur elasto-plastic, = e+ p, v. fig. 1.2 b) atinge o valoare prescris; de obicei, Rt sedeterminpentru o alungire procentualtotal=0,5 % i se noteazRt0,5.
c) Mrind tensiunile de solicitare peste limita de curgere, are loc deformarea plasticuniforma poriunii calibrate a epruvetei. La o anumitvaloare a forei de solicitare la traciune,ntr-o zon oarecare a poriunii calibrate se produce gtuirea epruvetei (micorarea seciuniitransversale a epruvetei datorit deformrii plastice excesive). Solicitnd n continuare epruveta,
gtuirea se accentueaz i, la epuizarea capacitii de deformare plastic a materialului, survineruperea acesteia. Tensiunea corespunztoare forei maxime de solicitare a epruvetei nainte derupere Fmax , se numete rezisten la traciune (sau rezisten la rupere) i se noteazRm
(0S
FmaxmR = ); rezistena la traciune este o caracteristic convenional a materialului supus
ncercrii, deoarece se calculeaz raportnd fora Fmax, aplicat ntr-un moment precedentmomentului ruperii, la o arie S0, diferitde aria reala epruvetei solicitate deFmax(v. fig. 1.2).
d) Aeznd cap la cap cele dou pri ale epruvetei rupte la ncercarea la traciune imsurnd dimensiunile acesteia, se determin distana (lungimea) ultim ntre reperele din
poriunea calibratLui aria seciunii transversale n zona (gtuit) n care s-a produs ruperea (aria
minima seciunii duprupere) Sui se pot defini ncdoucaracteristici mecanice ale materialuluincercat:
1 - 4
-
8/10/2019 Mas Im Materiale 2013
6/56
Fig.1.2. Curbe caracteristice conventionale la traciune (CCCT):
a - la materialele care prezintcurgere aparent; b - la materialele frcurgere aparent* alungirea procentualduprupere(sau alungirea la rupere)A:
1000
0
L
LLuA
= ;
* coeficientul de gtuire(numit i gtuiresau striciunei exprimat n %)Z:
1000
0
S
SS uZ
=
Din datele prezentate anterior reiese c, folosind rezultatele ncercrii la traciune se potdetermina o serie de caracteristici mecanice importante ale materialelor metalice: modulul deelasticitate longitudinal E; limita de curgere (aparent Re sau convenional Rp) sau
caracteristicile echivalente acesteia (limita de alungire remanent Rr sau limita de extensieconvenionalRt); rezistena la traciune Rm;alungirea procentualduprupere A; coeficientulde gtuire Zi se pot face aprecieri calitative i cantitative privind proprietile de elasticitate i
plasticitate ale acestora.Astfel, capacitatea de deformare elastic a oricrui material metalic se poate exprima
cantitativ prin valoarea energiei Ue, care poate fi nmagazinat de material n procesul dedeformare elastici poate fi eliberat la nlturarea solicitrilor care au produs deformarea.Valoarea energiei Ue corespunde ariei de sub poriunea liniar a CCCT (aria domeniuluitriunghiular OCB, v. fig. 1.2 a) i va fi datde o relaie de forma:
E
ReeU 2
2
= ;
rezultastfel cvaloarea energiei Ue, ce exprimcantitativ elasticitatea unui material metalic, estedirect proporional cu ptratul limitei de curgere a materialului i invers proporional cumodulul de elasticitate longitudinalal acestuia.
De asemenea, capacitatea de deformare plastica unui material metalic se poate exprimacantitativ prin valoarea energiei Up, care poate fi preluatde material n procesul de deformare
plastic a acestuia nainte de rupere.Valoarea energiei Up, ce exprimtenacitatea unui materialsau capacitatea de deformare plastica unui material nainte de rupere,corespunde ariei de subporiunea neliniara CCCT (aria domeniului BCDE, aproximativ egalcu aria domeniului OCDE,v. fig. 1.2 a) i este direct proporional cu limita de curgere, cu alungirea procentual duprupere i cu diferena (sau raportul) dintre rezistena la traciune i limita de curgerecorespunztoare materialului.
1 - 5
-
8/10/2019 Mas Im Materiale 2013
7/56
1.4. Ruperea materialelor metalice
Rupereaeste fenomenul de fragmentare a unui material (unei piese) n dousau mai multepri sub aciunea unei stri de tensiuni mecanice.
Ruperile materialelor (pieselor) metalice se pot clasifica folosind mai multe criterii: a)modul cristalografic de rupere; b) aspectul ruperii; c) mrimea deformaiilor plastice care precedruperea.
Utiliznd primul criteriu (modul cristalografic de rupere), care consider fenomenul derupere la scaratomic, ruperile se ncadreazn doucategorii: ruperi prin clivaj(smulgere),
produse prin aciunea unor tensiuni mecanice normale i ruperi prin forfecare,produse prinaciunea unor tensiuni mecanice tangeniale .
Dac se utilizeazcel de-al doilea criteriu (aspectul ruperii), care considerfenomenul derupere la scarmicroscopic, ruperile se clasific n doucategorii:ruperi cu aspect cristalin -strlucitori ruperi cu aspect fibros.
Dac se folosete cel de-al treilea criteriu (mrimea deformaiilor plastice care precedruperea), care considerfenomenul de rupere la scarmacroscopic, ruperile se ncadreazn doucategorii: ruperi fragile, precedate de deformaii plastice nesemnificative i care se propag cu
viteze foarte mari i ruperi ductile, caracterizate prin deformaii plastice apreciabile produsenaintea i n timpul realizrii fenomenelor de rupere.Categoriile de clasificare a ruperilor materialelor (pieselor) metalice sunt net corelate; astfel,
ruperile fragile se produc prin clivaj (smulgere), au propagare intercristalin (prin limitelecristalelor care alctuiesc structura materialului) sau transcristalin(prin grunii cristalini carecompun structura materialului) i prezint aspect cristalin - strlucitor, iar ruperile ductile se
produc prin forfecare, au, de obicei, propagare transcristalini prezintaspect fibros.Comportarea fragilsau ductilla rupere nu este ntotdeauna o nsuire intrinseca fiecrui
material metalic(o nsuire dependentnumai de compoziia chimici de caracteristicile structuraleale materialului). Comportarea la rupere poate fi influenatesenial de factorii ce descriu condiiile
solicitrii mecanice care determinruperea:a) temperatura materialului n timpul solicitrii;b)
viteza de solicitare (viteza de aplicare a sarcinilor i/sau viteza de deformare a materialului); c)gradul de triaxialitate al strilor de tensiuni generate n materialul supus solicitrii, dependentde complexitatea solicitrii i de prezena n material a concentratorilor de tensiuni.Complexitatea unei solicitri mecanice este determinat de modul n care acioneaz sarcinile(forele) care o produc i de tipul efectelor (simple sau combinate) de deformare realizate (ntindere,compresiune, ncovoiere, forfecare, torsiune etc.), iarconcentratorii de tensiunisunt discontinuitiale materialului (orificii, crestturi, zgrieturi, incluziuni, fisuri etc.) care determincreteri localeale intensitii tensiunilor generate de solicitrile mecanice.
Prin cercetri experimentale privind comportarea la rupere a unui numr mare de materialemetalice cu utilizri industriale s-a constatat c, pentru fiecare din cei trei factori de descriere acondiiilor de solicitare mecanic (precizai anterior) poate fi definit un prag caracteristic, la
traversarea cruia comportarea la rupere se modificdin ductiln fragilsau invers (n funcie desensul de variaie a factorului la traversarea pragului). De obicei, se considerca factor principaltemperatura materialului n timpul solicitrii, iarpragul caracteristic corespunztor acestui factoreste denumittemperaturde tranziie ductil fragil ttr, (dactemperatura materialului solicitatmecanic este t>ttr, comportarea sa la rupere este ductil, iar dactemperatura materialuluicoboarla t
-
8/10/2019 Mas Im Materiale 2013
8/56
Procesul de rupere (fragil sau ductil) a unui material metalic are dou etape dedesfurare:a) iniierea ruperii,constnd din apariia (germinarea) unor microfisuri (germeni saunuclee de rupere) n materialul metalic solicitat mecanic; b) propagarea ruperii, constnd dinextinderea (creterea) microfisurilor n materialul metalic supus solicitrilor mecanice.
Din cele prezentate anterior rezult c ruperea fragil este un fenomen greu dediagnosticat (prognozat), care se produce intempestiv , se propag cu viteze foarte mari(instabil) i poate avea urmri catastrofale,n timp ce ruperea ductileste un fenomen uor dedetectat, care se produce stabil, dup epuizarea capacitii de deformare plastic amaterialului metalic supus solicitrilor mecanice.Ca urmare, la proiectarea pieselor metalicedestinate aplicaiilor tehnice se pune condiia ca materialul metalic ales pentru confecionareaacestora s prezinte o comportare ductil la rupere pe tot domeniul temperaturilor deexploatare (utilizare) a lor; astfel, dac domeniul temperaturilor de exploatare a pieselor arelimita inferioar temin, materialul metalic din care se realizeaz acestea trebuie s prezinte otemperaturde tranziie ductil-fragil ttr, care sasigure ndeplinirea condiiei:
temin>ttrUtilizarea criteriului impune cunoaterea caracteristicii ttr pentru materialele metalice cu
utilizri industriale (tehnice).
1.5. ncercarea la ncovoiere prin oca materialelor metalice
Pentru a evidenia particularitile comportrii la rupere a materialelor metalice la diferitetemperaturi se folosete (ca ncercare de referin)ncercarea la ncovoiere prin oc.Condiiile imodul de realizare a ncercrii la ncovoiere prin oc i caracteristicile mecanice care se potdetermina prin aceastncercare sunt reglementate prin standardul SR EN 10045 (care reprezintversiunea n limba romna standardului european EN 10045).
ncercarea la ncovoiere prin oc se executpeepruveteconfecionate din materialul metaliccare se cerceteaz, avnd configuraia i dimensiunile n conformitate cu prescripiile SR EN 10045.
Epruvetele standardizate au forma unor prisme ptrate drepte, cu lungimea (nlimea) de 55 mm ilatura bazei de 10 mm i sunt prevzute pe una din feele laterale cu o cresttur central (unconcentrator de tensiuni mecanice); n funcie de forma crestturii,epruvetele pot fi: a) cu crestturn formde V, la care cresttura are adncimea de 2 mm, unghiul de deschidere de 450i raza derotunjire la vrf de 0,25 mm; b) cu crestturn formde U (sau cu crestturn formde gaurdecheie), la care cresttura are adncimea de 5 mmi raza la vrf de 1 mm.
Pentru efectuarea ncercrii la ncovoiere prin oc se utilizeaz, de obicei, o mainnumitciocan pendul Charpy.
Caracteristica mecanicdeterminatprin ncercarea la ncoovoiere prin oc esteenergiade rupere,notatKV=Wr, dacs-a ncercat o epruvetcu cresttura n formde VsauKU=Wr,dacepruveta ncercata avut cresttura n formde U. n unele cazuri, caracteristica mecanicprincare se exprim rezultatul ncercrii la ncovoiere prin oc este reziliena,notatKCV sau KCU(funcie de forma crestturii epruvetei ncercate) i definitprin relaia:
KCVsauKCU=0S
Wr ,
S0 fiind aria seciunii transversale iniiale a epruvetei n planul de simetrie al crestturii (S0 = 0,8cm2, n cazul epruvetei cu cresttura n formde Vi S0 =0,5 cm
2,n cazul epruvetei cu crestturan formde U); n mod obinuit, reziliena se exprimn J/cm2.
Valorile energiei de rupere (sau rezilienei) determinate prin ncercarea la ncovoiere prinoc a unor epruvete dintr-un anumit material sunt n direct corelaie cu comportarea la rupere amaterialului (sunt caracteristici ce exprim tenacitatea la rupere a materialului): dac materialul
prezinto comportare fragilla rupere (rupere cu aspect cristalin - strlucitor), valorile energiei derupere (sau rezilienei) sunt sczute, iar dac materialul prezint o comportare ductil la rupere(rupere cu aspect fibros), valorile energiei de rupere (sau rezilienei) sunt ridicate (se consumenergie att pentru realizarea suprafeelor de rupere, ct i pentru deformarea plasticapreciabila
1 - 7
-
8/10/2019 Mas Im Materiale 2013
9/56
materialului nainte de rupere). Pornind de la aceast constatare, a aprut ideea c rezultatelencercrii la ncovoiere prin oc a unui material metalic se pot utiliza pentru determinarea uneitemperaturi (convenionale) de tranziie ductil - fragil a materialuluirespectiv. n acest scop, dinmaterialul metalic analizat se preleveazmai multe epruvete, se efectueazncercarea la ncovoiere
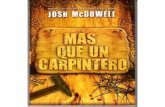
prin oc a acestora la diferite temperaturi, iar rezultatele obinute se transpun n diagrame, avnd nabscistemperatura, iar n ordonatvalorile caracteristiciiKVsauKU, aa cum se prezintn figura1.3 a; deoarece majoritatea materialelor metalice au un domeniu de temperaturi n care prezintocomportare bimodal la rupere (parial fragil i parial ductil), temperatura de tranziie ductil -fragil se definete prin criterii convenionale, cum ar fi:
* temperatura de tranziie ductil - fragil este temperatura la care KV are o valoareprescrisX(se noteaztKVX);
* temperatura de tranziie ductil - fragil este temperatura la care KV sau KU are o valoareegalcu jumtate din valoarea energiei de rupere corespunztoare comportrii ductile la rupere(se noteazt0,5);
* temperatura de tranziie ductil - fragil este temperatura la care jumtate din ariasuprafeelor de rupere ale epruvetelor are aspect (cristalin - strlucitor) de rupere fragil (senoteazt50%).
Utilizarea ncercrii la ncovoiere prin oc la determinarea temperaturii de tranziie ductil -fragil a materialelor metalice a evideniat urmtoarele aspecte (v. fig. 1.3 b):* materialele metalice cu structur monofazic de metal pur sau soluie solidi reele
cristaline de tip CFCprezintcomportare ductilla rupere la orice temperatur(temperatura lorde tranziie ductil - fragil este situatla temperaturi foarte sczute, n vecintatea temperaturii 0 K);
* unele materiale metalice (cum ar fi compuii intermetalici sau aliajele care conin nstructur eutectice cu compui intermetalici) au comportare fragil la rupere pe un domeniu detemperaturi foarte extins (temperatura lor de tranziie ductil - fragil este situat la temperaturiridicate);
* materialele metalice n structura crora predomin faze de tip soluie solid sau metal
pur cu reele cristaline de tip CVC prezint temperaturi de tranziie ductil - fragil situate ndomeniul -100 0C...+100 0C, domeniu uzual de exploatare al construciilor tehnice; pentru pieseleconfecionate din astfel de materiale este importantefectuarea ncercrii la ncovoiere prin oc
pentru verificarea comportrii ductile la rupere la temperatura de utilizare.
Fig. 1.3. Variaia cu temperatura a caracteristicilorKVsauKU la diferite materiale metalice
1.6. Fluajul materialelor metaliceDacsolicitrile mecanice aplicate acioneaztimp ndelungat (zile, luni, ani), procesul de
deformare plastic a materialelor metalice poate ncepe chiar dac tensiunile create sub aciunea
1 - 8
-
8/10/2019 Mas Im Materiale 2013
10/56
acestora au intensiti mai mici dect limita lor de curgere i se continuchiar dacsolicitrile i,ca urmare, tensiunile create de acestea, i menin constantintensitatea.
Fenomenul de deformare lenti continun timp a unui material metalic sub aciunea unorsolicitri (tensiuni) mecanice constante se numete fluaj, iar ruperile produse datorit acestuifenomen se numesc ruperi prin fluaj. S-a constatat experimental c unul din factorii principalicare determin apariia i desfurarea fenomenului de fluaj este temperatura, fenomenulmanifestndu-se cu intensitate mare dacmaterialul metalic solicitat mecanic are temperatura T0,4Ts Trp, Ts fiind temperatura de solidificare topire, iar Trp temperatura de recristalizare
primarale materialului.Pentru un material metalic aflat la o anumit temperatur T = ct., n care o solicitare
mecanic invariabil genereaz tensiuni cu intensitatea = ct., comportarea la fluaj poate firedatsintetic princurba de fluaj,reprezentnd variaia deformaiilor specifice ale materialului n funcie de timp , =f() i prin curba de variaie n timp a vitezei de fluaj vf, vf=f().Curbele de acest tip, reprezentate n figura 1.4, evideniaz cfenomenul de fluaj are mai multeetape de desfurare:
* n etapa iniial(0), pe materialul metalic aflat la temperatura T=ct. se aplicsolicitrilemecanice care genereaztensiunile =ct.i materialul capt(instantaneu) deformaia specific0,
de naturelastic(dactensiunile se situeazsub limita de curgere a materialului la temperaturaT) sau plastic(dactensiunile depesc limita de curgere a materialului la temperatura T).
* n urmtoarea etap(I), numitetapa fluajului primar sau etapa fluajului nestabilizat,are loc creterea continu a deformaiei specifice , n condiiile unei evoluii descresctoare avitezei vf. Procesele de deformare plasticce se produc n aceast etap sunt localizate n corpulcristalelor care alctuiesc structura materialului metalic i se desfoarprin aciunea combinatatensiunilor mecanice i a fenomenelor de difuzie.
Fig.1.4. Curba tipicde fluaj amaterialelor metalice
Fig. 1.5. Influena intensitii tensiunilor i a temperaturiiasupra comportrii la fluaj a materialelor metalice
* Din momentul n care procesele de deformare plastic ecruisare i restaurare recristalizare primari-au echilibrat reciproc efectele, viteza de fluaj devine constant(vf =ct.) incepe o nouetap(II), numitetapa fluajului secundar sau etapa fluajului stabilizat,n care
principalele procese care se desfoarsunt localizate la limitele cristalelor care alctuiesc structuramaterialului solicitat mecanic. n aceastetap, dislocaiile deplasate prin alunecare n cristale sunt
blocate la limitele cristalelor, se acumuleaz n aceste zone i genereazmicrogoluri (microfisuri),care se unesc ntre ele i i mresc astfel dimensiunile.
1 - 9
-
8/10/2019 Mas Im Materiale 2013
11/56
* Datoritapariiei i creterii microgolurilor intercristaline, de la un moment dat viteza defluaj ncepe screasc, procesul de deformare se accelereazprogresiv i se intrntr-o nouetap(III), numitetapa fluajului teriar sau etapa fluajului accelerat,care se ncheie n momentulcnd se produce ruperea materialului(IV).
Comportarea la fluaj a unui material metalic,descrisde configuraia curbei de fluaj, decurba vitezelor de fluaj, de duratele celor trei etape principale ale procesului de fluaj i de durata(total) de solicitare a materialului nainte de rupere
f , este influenat esenial de intensitatea
tensiunilor de solicitare =ct i de mrimea temperaturii la care se desfoarprocesul T =ct.,aa cum se poate observa examinnd diagramele din figura 1.5.
Pentru determinarea comportrii la fluaj a unui material metalic se folosesc ncercrimecanice speciale, cum ar fi, de exemplu, ncercarea la rupere prin fluaj. Cu ajutorul acestorncercri se determincurbele de fluaj i curbele de variaie n timp a vitezei de fluaj n diferitecondiii de solicitare mecanic i la diferite temperaturi i se definesc dou caracteristicimecanice capabile sreflecte comportarea la fluaj a materialului analizat:
a) limita tehnic de fluaj : tensiunea mecanic de solicitare a materialului la
temperatura T, corespunztoare realizrii unei deformaii specifice prescrise , dupo perioaddetimp prescris;n mod obinuit, valorile prescrise sunt =1 % i =100000 ore i limita tehnic
de fluaj se noteaz ;
TR
/
T/R 100001
b) rezistena tehnicde durat : tensiunea mecanicde solicitare a materialului
la temperatura T , pentru care ruperea prin fluaj se nregistreaz dup o perioad de timpprescris;n mod obinuit, durata de solicitare pnla rupere prescriseste =100000 ore i
rezistena tehnicde duratse noteaz
T
rR
/
T/rR 100000
La proiectarea pieselor sau construciilor tehnice care urmeaz a fi exploatate ncondiii de temperaturridicattrebuie avut n vedere att pericolul apariiei ruperii, ct i celal creterii inadmisibile a deformaiilor n timp datorit fenomenului de fluaj.n acest scop sefolosesc criterii de durabilitate limitat:durata de exploatare a piesei sau construciei (la
temperatura T, cu tensiunile de solicitare ) e nu trebuie s fie mai mare dect duratanecesarapariiei ruperii prin fluaj f(sau dect durata necesar nregistrrii unor deformaii
specifice mai mari dect cele admisibile d):e
-
8/10/2019 Mas Im Materiale 2013
12/56
(R= 0), se numete solicitare pulsatoare. Solicitrile variabile la care pe parcursul fiecruiciclu se schimb semnul tensiunilor se numesc solicitri alternante (R 0); solicitareaalternantla care min=max(R=1), se numete solicitare alternant-simetric.
Cercetrile experimentale au evideniat urmtoarele aspecte principale privind obosealamaterialelor metalice:
a) Graficul dependenei dintre tensiunea maxima ciclurilor de solicitare, maxi numrul
ciclurilor de solicitare pnla ruperea unui material metalic (unei piese metalice) Nr, grafic numitcurbde durabilitate la obosealsau curbWhler,poate avea, aa cum se observn figura 1.7douconfiguraii:
* pentru majoritatea materialelor metalice, graficul are forma I,Nrcrescnd continuu odatcu micorarea tensiunii max;
* pentru unele materiale (de exemplu, fierul, oelurile, titanul i aliajele pe baz de Ti)graficul are forma II, prezentnd un palier la tensiunea O, numitrezistenla oboseal;la acestemateriale, solicitrile variabile caracterizate prin max
-
8/10/2019 Mas Im Materiale 2013
13/56
-
8/10/2019 Mas Im Materiale 2013
14/56
N), o duratd=15 s, iar valoarea duritii a fost 220, se face indicaia: materialul metalic areduritatea 220HBS5/750/15.
Prin cercetri experimentale s-a evideniat cpentru multe materiale metalice de importanpractic (oeluri, fonte, aliaje pe baz de Cu etc.) exist o dependen (statistic) liniar ntrevalorile duritii Brinell i valorile rezistenei la traciune Rm ; de exemplu, n cazul oelurilor,rezistena la traciuneRm, exprimatn N/mm
2, se poate estima cu relaiaRm=3,5(HBSsauHBW).
B. Metoda Vickers,reglementatprin STAS 492/1 (aflat n concordan cu standardeleinternaionale ISO 409/1 i ISO 6507/1), este o metod de determinare a duritii materialelormetalice care utilizeazca penetrator o piramidptratdreaptconfecionatdin diamant,avnd unghiul diedru al feelor opuse de 1360i unghiul dintre muchiile opuse de 1480.
Pentru determinarea duritii unui material metalic prin aceast metod, se apaspenetratorul piramidal din diamant, un timp d( d=10...35 s), cu o forF, pe un eantion (prob,epruvet, pies) din materialul ce se analizeaz, iar dup ncetarea aciunii forei , se ndeprteaz
penetratoruli se msoardiagonala2
21 ddd +
= , a urmei lsate de acesta pe material.
Duritatea Vickers (simbolizat HV) este o caracteristic mecanic definit(convenional) ca fiind raportul dintre fora aplicatpe penetrator la efectuarea determinrii
F , exprimat n kgf (1kgf = 9,80665 N) i aria suprafeei urmei lsate de acesta pematerialul metalic analizat Sp, exprimatn mm
2:
pS
FHV = ;
deoarece suprafaa urmei lsate de penetrator pe materialul analizat are forma unei piramideptrate drepte, aria Speste datde relaia:
22
5390
2
1362
d,S)sin(
dop
==
Condiiile normale (standard) de determinare a duritii Vickers corespund aplicrii unei
fore F =30 kgf (294 N), o duratd=10...15 s;se pot folosi ns (n funcie de configuraia idimensiunile eantionului pe care se face determinarea i de particularitile structurale alematerialului analizat) i alte intensiti ale forei de apsareF. Valorile duritii Vickers determinate
pe un material metalic cu diferite fore F sunt egale (sau foarte apropiate).Duritatea Vickers a unui material metalic se indicpreciznd valoarea duritii, simbolul
HV i condiiile n care s-a determinat duritatea (dacacestea diferde condiiile normale): foraaplicatpe penetrator la determinarea duritii F (n kgf) / durata aplicrii forei pe penetrator d(n secunde);de exemplu, dacla determinarea duritii Vickers a unui material metalic s-a aplicat
pe penetrator foraF=10 kgf (98,07N), o duratd=20 s i valoarea duritii a fost 250, se faceindicaia: materialul metalic are duritatea 250HV10/20, dacs-a aplicat pe penetrator foraF=
10 kgf (98,07N), o duratd=
10...15 s i valoarea duritii a fost 250, se face indicaia: materialulmetalic are duritatea 250HV10, iar dac s-au folosit condiiile standard (F=30 kgf, d=10...15s) i valoarea duritii a fost 250, se face indicaia: materialul metalic are duritatea 250HV.
C. Metoda Rockwell,reglementatprin STAS 493 ( redactat n conformitate cu standardulinternaional ISO 6508), este o metod de determinare a duritii materialelor metalice careutilizeazca penetrator un con confecionat din diamant,avnd unghiul la vrf de 120o , o sfer(bil) din oel cu diametrul de 1,5875 mm (1/16 in) sau o sfer(bil) din oel cu diametrul de3,175 mm (1/8 in).
Pentru determinarea duritii unui material metalic prin aceast metod se parcurgurmtoarele etape:
* se apaspenetratorul cu o sarcin iniial (for iniial) F0=10 kgf (98,07 N) pe un
eantion (prob, epruvet, pies) din materialul ce se analizeaz, dup care se face reglarea(manualsau automat) a dispozitivului de msurarei nregistrare a duritii;
1 - 13
-
8/10/2019 Mas Im Materiale 2013
15/56
* se aplic pe penetrator o suprasarcin (for suplimentar) F1, apsarea cu foraF = F0+F1meninndu-se 2...8 s;
* se ndeprteazsuprasarcina F1i se determinadncimea de penetrare remanent(subsarcina iniial) e.
Duritatea Rockwell (simbolizat HR) este o caracteristic mecanic definit(convenional) prin relaia:
HR=
E - e,n care E este lungimea unei scale de referin, iar e adncimea de penetrare remanentdeterminat pe materialul analizat, ambele mrimi (E i e) fiind convertite n uniti de duritateRockwell, folosind convenia 1HR=0,002 mm; n cazul folosirii penetratorului conic din diamant,
E =0,20 mm =100 HR, iar n cazul folosirii penetratoarelor sferice din oel, E =0,26 mm =130HR.
Pentru ca metoda s poat fi utilizat la diverse materiale metalice, se folosesc tipurile depenetratoare prezentate anterior i diferite intensiti ale suprasarciniiF1, fiecare cuplu tip penetrator- suprasarciF1 definind o scarde determinare a duritii Rockwel;sunt standardizate 9 scri,simbolizate prin litereleA,B...H,K, cu urmtoarele caracteristici:scara A con de diamant F1=50kgf (490,3 N),destinatdeterminrii duritii aliajelor dure i straturilor subiri din oeluri sau aliaje
dure; scara B bil cu diametrul de 1,5875 mm F1= 90 kgf (882,6 N), destinat determinriiduritii aliajelor pe bazde Cu, oelurilor moi, aliajelor pe bazde Al i fontelor maleabile feritice;scara C con de diamant F1 140 kgf (1373 N), destinat determinrii duritii oelurilor,fontelor albe i fontelor maleabile perlitice; scara D con de diamant F1= 90 kgf (882,6 N),destinat determinrii duritii oelurilor cu duritate medie i produselor subiri din oel sau fontmaleabil perlitic; scara E bil cu diametrul de 3,175 mm F1= 90 kgf (882,6 N), destinatdeterminrii duritii fontelor albe, aliajelor pe bazde Al, aliajelor pe bazde Mg i aliajelor pentrucuzinei;scara F bilcu diametrul de 1,5875 mm F1=50 kgf (490,3 N),destinatdeterminriiduritii aliajelor moi pe bazde Cu i produselor subiri din materiale metalice moi;scara G bilcudiametrul de 1,5875 mm F1=140 kgf (1373 N),destinatdeterminrii duritii fontelor maleabile,
aliajelor Cu-Ni-Zn i aliajelor Cu-Ni;scara H bilcu diametrul de 3,175 mm F1=50 kgf (490,3N),destinatdeterminrii duritii aluminiului, zincului i plumbului;scara K bilcu diametrul3,175 mm F1= 140 kgf (1373 N), destinat determinrii duritii produselor subiri i/sau dinmateriale metalice foarte moi.
Duritatea Rockwell a unui material metalic se indicpreciznd valoarea duritii, simbolulHR i simbolul scrii utilizate;de exemplu, dacla determinarea duritii Rockwel a unui materialmetalic s-a folosit scara C i s-a obinut valoarea 45, se d indicaia: materialul are duritate 45
HRC.
1 - 14
-
8/10/2019 Mas Im Materiale 2013
16/56
2. STRUCTURA SI PROPRIETATILE OTELURILOR SI
FONTELOR
2.1. Introducere
Studiul sistemului fier - carbon prezint o importan deosebit din punct de vedereingineresc, deoarece acest sistem cuprinde aliajele cu cea mai largutilizare practic: oelurile ifontele.
Componentul principal (de baz) al aliajelor sistemului fier carbon este fierul. Fieruleste un metal alb argintiu, cu temperatura de solidificare topire tsFe=1538
oC i urmtoarelecaracteristici fizico mecanice (la temperatura ambiant): densitateaFe= 7850 kg/m
3, modulul deelasticitate EFe= 2,0510
5N/mm2, limita de curgere ReFe=100 ... 140 N/mm2, rezistena la traciune
RmFe= 200 ... 250 N/mm2, alungirea procentual dup rupere AFe= 40 ... 50 %, coeficientul de
gtuireZFe=70 ... 90 %, duritatea 45 ... 55 HBS, energia de rupereKVFe=170 ... 200J.Fierul aredouforme alotropicesau modificaiiproprii (v. scap. 1.6): Fe, cu structurcristalinCVC, stabilsub temperatura tc1Fe=910
oC i n intervalul de temperaturi (tc2Fe=1392oC; tsFe=1538
oC) i Fe,
cu structurcristalinCFC, stabil n intervalul de temperaturi (tc1Fe=910 oC; tc2Fe=1392 oC); Festabil n intervalul de temperaturi (tc2Fe=1392
oC; ts Fe=1538oC) este numit i Fe. Fierul prezint
proprieti magnetice sub temperatura tCFe= 768oC (numit punctul Curie al Fe), peste aceast
temperaturfiind nemagnetic (paramagnetic).Componentul de aliere al aliajelor fier carbon este carbonul.Carbonul formeazcu fierul
compusul definit Fe3C (carbura de fier), denumit n tehnic cementit, caracterizat printr-oconcentraie masicde 6,67 % C; cementita este un compus intersti ial de tip geometric (v. scap.2.2.), cu reea cristalincomplexi temperatura de solidificare topire tsCem1250
oC. Cementitaare densitatea apropiat de cea corespunztoare fierului (Cem 7600 kg/m
3), este o faz dur(duritatea cementitei este de aproximativ 800HV) i prezintproprieti magnetice sub temperatura
tCCem=215o
C (numitpunctul Curie al cementitei).Cementita este o fazmetastabil; prin meninere de lungdurat la temperatur ridicati/sau n prezena siliciului, cementita se descompune n fier i grafit (carbon liber). Grafitul este oform alotropic (modificaie) a carbonului, caracterizat printr-o structur cristalin de tiphexagonal i un punct de sublimare (transformare a grafitului solid n carbon gazos), tsubC3540oC. Grafitul are densitatea mult mai micdect fierul (C2500 kg/m
3) i prezintcaracteristici derezistenmecanicfoarte sczute. Grafitul este forma stabilde existena carbonului n aliajele
fier carbon.Avnd n vedere cele prezentate anterior rezultcsistemul de aliaje fier carbon poate fi
analizat n douvariante:* sistemul metastabil fier cementit (Fe Fe3C), n care carbonul este legat sub form de
cementit;* sistemul stabil fier grafit (Fe C),n care carbonul se aflsub formde grafit (carbon liber).
2.2. Diagrama de echilibru metastabil Fe - Fe3C.
Oelurile carbon i fontele albe
Diagrama de echilibru metastabil Fe Fe3C (construit experimental) este prezentat nfigura 2.1, notaiile din diagram fiind fcute n conformitate cu prescripiile din SR EN 10052:1996. Abscisele (concentraiile masice de carbon) i ordonatele (temperaturile) punctelorcaracteristice ale diagramei sunt precizate n tabelul 2.1.
Fazele care apar n diagrama de echilibru metastabil Fe - Fe3C sunt:
*Leste soluia lichida componentelor Fe i C;* , denumit austenit, este soluia solid interstiial de carbon n Fe ( Fe(C)).
Poziia i extinderea n diagramale domeniului monofazic al austenitei (NJESG) sunt determinate
2 - 1
-
8/10/2019 Mas Im Materiale 2013
17/56
de stabilitatea modificaiei Fei de variaia cu temperatura a solubilitii carbonului n aceasta; aacum rezult examinnd diagrama, concentraia masic maxim a carbonului n austenit este de2,11 % i se poate realiza la temperatura de 1148 oC (v. coordonatele punctului E);
*, denumitferit,este soluia solidinterstiialde carbon n modificaia Festabillatemperturi joase (Fe(C)),iar , denumitferitdeltaeste soluia solidinterstiialde carbonn modificaia Fe Fe stabil la temperaturi ridicate ( Fe(C)). Poziiile i extinderile n
diagram ale domeniilor monofazice ale feritei (GPQ i AHN) sunt determinate de stabilitateamodificaiei Fe i de variaia cu temperatura a solubilitii carbonlui n aceasta; aa cum rezultexaminnd diagrama, concentraia maxima carbonului n feriteste de 0,02 % i se poate realizala temperatura de 727 oC (v. coordonatele punctului P), iar concentraia maxim a carbonului nferita delta este de 0,10 % i se realizeazla temperatura de 1495 oC (v. coordonatele punctului H);
* Fe3C este compusul definit (faza daltonid) cu denumirea tehnic cementit icaracteristicile prezentate anterior.
Fig. 2.1. Diagrama de echilibru metastabil Fe Fe3C
Tabelul 2.1. Coordonatele punctelor din diagrama metastabil Fe Fe3C
Punctul A B C D E F G H J K N P Q SAbscisa,
%Cm0 0,54 4,30 6,67 2,11 6,67 0 0,10 0,16 6,67 0 0,02 0,002 0,77
Ordonata,oC
1538 1495 1148 1250 1148 1148 910 1495 1495 727 1392 727 ta 727
Analiznd diagrama de echilibru metastabil Fe Fe3C, se observcaliajele pot suferi (lanclzire sau rcire), funcie de concentraia de carbon a acestora, urmtoarele transformristructurale:
2 - 2
-
8/10/2019 Mas Im Materiale 2013
18/56
-
8/10/2019 Mas Im Materiale 2013
19/56
-
8/10/2019 Mas Im Materiale 2013
20/56
-
8/10/2019 Mas Im Materiale 2013
21/56
-
8/10/2019 Mas Im Materiale 2013
22/56
aceast diagram conine domeniile corespunztoare diferitelor structuri ale pieselor turnate dinfont, n funcie de grosimea pereilor pieselor turnates(n mm), nscrisn abscisa diagramei i desuma concentraiilor masice de carbon i siliciu ale fontei din care se realizeazpiesele %(C+Si),nscrisn ordonata diagramei.
b) Caracteristicile de rezistenmecanic, plasticitate i tenacitate ale fontelor cenuii suntinfluenate att de tipul structurii masei metalice de baz, ct i de prezena n structur a
formaiunilor de grafit lamelar.
* Fontele cu masa metalicde bazperliticau cea mai mare rezistenmecanic(cele maimari valori ale caracteristicilor RmiHB) i plasticitatea cea mai sczut(cele mai mici valori alecaracteristicilorAi Z), n timp ce fontele cu masa metalicde baz feriticau caracteristicile derezistenmecanic cele mai sczute, dar prezintplasticitatea cea mai mare; evident, fontele cumasa metalicde bazferito-perliticau caracteristicile de rezistenmecanici plasticitate situatela niveluri intermediare celor corespunztoare fontelor perlitice i feritice;
* Caracteristicile de rezisten mecanic, plasticitate i tenacitate ale fontelor suntinfluenate esenial de cantitatea, forma, dimensiunile i distribuia grafitului n structura acestoraliaje; grafitul este o faz fragil, cu rezistenmecanic foarte sczut, astfel c formaiunile degrafit lamelar din structura fontelor cenuii se comportca nite discontinuiti (goluri, fisuri) care
diminueazseciunea portant(care preia solicitrile mecanice) a pieselor din fonti exercitunputernic efect de concentrator de tensiuni (care determin micorarea plasticitii i tenacitiipieselor din fonte cenuii i sporirea tendinei acestora ctre comportarea fragilla rupere).
Creterea plasticitii i tenacitii fontelor cu grafit n structur, concomitent cu sporirea
caracteristicilor de rezistenmecanic, se poate realiza prin finisarea (micorarea dimensiunilor),
distribuirea uniformi rotunjirea (sferoidizarea) formaiunilor de grafit.
2.4. Fontele maleabile
Fontele maleabilesunt fonte care au n structurformaiuni compacte i rotunjite de grafit,numite aglomerri sau cuiburi de grafit. Datorit formei rotunjite, efectul de concentrare atensiunilor mecanice produs de aceste concentrri este redus i fontele maleabile prezintcaracteristici de plasticitate i tenacitate superioare caracteristicilor corespunztoare fontelor cenuii(cu grafit lamelar) echivalente(cu acelai coninut procentual de grafit n structur); atributulmaleabile conferit acestor fonte din aceste motive, nu trebuie s conduc la ideea csemifabricatele i piesele din astfel de materiale pot fi prelucrate prin deformare plastic.
Piesele din fonte maleabile se obin printr-unproces tehnologiccare implicparcurgerea adouetape:
* n prima etap, piesele cu configuraia i dimensiunile dorite se realizeazprin turnaredin fontalb(fontcu coninut sczut de siliciu, la care toate transformrile structurale la rcireadin stare lichid se realizeaz n conformitate cu diagrama de echilibru metastabil Fe-Fe3C); deobicei se utilizeazfonte albe hipoeutectice i, ca urmare, structura care se obine dupsolidificarea
i rcirea pnla taconine fazele: feriti cementiti constituenii: ledeburittransformat, perliti cementitsecundar;* n etapa a doua , piesele turnate cu structur de font alb sunt supuse unor operaii
tehnologice care constau din renclzirea (recoacerea) pieselor la temperaturi nalte, meninerea
ndelungat a pieselor la aceste temperaturi i/sau rcirea foarte lent a pieselor de la aceste
temperaturi, n scopul descompunerii totale sau pariale a cementitei i generrii n structura piesei a
cuiburilor de grafit (carbon liber); datorit naturii i efectelor operaiilor care se execut, aceastetapeste denumitetapa tratamentului termic derecoacere de maleabilizare.
Structura masei metalice de baza pieselor din fontmaleabili coninutul procentual alcuiburilor de grafit n aceaststructursunt determinate att de regimul termic al tratamentului demaleabilizare efectuat (caracterizat prin valorile temperaturilor de nclzire, duratele de meninere la
aceste temperaturi, mrimea vitezelor de rcire de la temperaturile de lucru etc.) ct i de caracterulneutru sau oxidant al mediului n care se executtratamentul. Principalele modaliti de efectuare atratamentului de recoacere de maleabilizare sunt prezentate n continuare.
2 - 7
-
8/10/2019 Mas Im Materiale 2013
23/56
A. Maleabilizarea n mediu neutru; n acest caz agregatul n care se executtratamentulde maleabilizare este un cuptor (special) cu atmosfer controlat sau un cuptor obinuit, n care
piesele din fontalbce urmeaza fi tratate se introduc mpachetate ntr-un mediu neutrualctuitdin nisip i/sau praf de amot. n funcie de scopul urmrit (structura care se dorete a fi conferit
pieselor tratate) existdouvariante de realizare a maleabilizrii n mediu neutru.A.1. n cazul n care se dorete ca structura pieselor dup maleabilizare s aib masa
metalicde bazcomplet feritic, tratamentul termic de maleabilizare se conduce astfel:* piesele turnate din font alb se nclzesc la ti1= 9301000 oC i se menin la aceast
temperaturo duratm1= 830 ore, funcie de compoziia chimica fontei din care s-au turnatpiesele (caracterizat prin concentraiile masice de carbon i siliciu ale fontei) i de grosimeapieselor turnate supuse tratamentului; nclzirea la ti1face ca structura pieselor turnate sconinfazele cementit i austenit (v. diagrama de echilibru metastabil Fe Fe3C), iar meninereandelungatla ti1determinrealizarea unei prime etape de grafitizare a fontei, prin descompunereacementitei conform schemei:
Fe3C Fe(C) + C;cementit austenit grafit
* piesele turnate se rcesc lent (cu viteza de 4050 oC/or) pn la 750 oC i apoi foarte
lent (cu viteza de 25o
C/or) pn la 630650o
C; datorit rcirii foarte lente, la traversareatemperaturilor din zona izotermei tPSKse produce transformarea eutectoidconform schemei:Fe(C) Fe(C) + Fe3C
austenit ferit cementit
Fe(C) + C;ferit grafit
* piesele turnate sunt rcite n aer pn la ta; datorit transformrilor structurale descriseanterior, piesele vor prezenta la tao structuralctuitdin: faze: ferit ( ) i grafit;constitueni:ferit ( ) i grafit; aceast structur corespunde unei fonte maleabile feritice (maleabildeoarece conine cuiburile de grafit obinute prin aplicarea tratamentului de maleabilizare i
feritic deoarece structura masei metalice de baz este alctuitnumai din gruni cristalini deferit); ntreaga cantitate de carbon coninut de font se afl dispus n structur sub form degrafit (carbon liber) i, ca urmare, suprafeele de rupere (spargere) ale pieselor cu o astfel destructurau culoare nchisi acest tip de fonteste denumit: fontmaleabil feriticcu mieznegru.
A.2. n cazul n care se dorete ca structura pieselor dup maleabilizare s aib masametalicde bazperlitic, tratamentul termic de maleabilizare se conduce astfel:
* piesele turnate din font alb se nclzesc la ti1= 9301000oC i se menin la aceast
temperaturo duratm1= 830 ore, funcie de compoziia chimica fontei din care sau turnatpiesele (caracterizat prin concentraiile masice de carbon i siliciu ale fontei) i de grosimeapieselor turnate supuse tratamentului; nclzirea la ti1face ca structura pieselor turnate sconinfazele cementit i austenit (v. diagrama de echilibru metastabil Fe Fe3C), iar meninereandelungatla ti1determinrealizarea unei prime etape de grafitizare a fontei prin descompunereacementitei conform schemei:
Fe3C Fe(C) + C;cementit austenit grafit
* dupmeninerea la ti1, piesele turnate se rcesc n aer pnla ta; datoritrcirii cu vitezmare, la traversarea temperaturilor din zona izotermei tPSK se produce transformarea eutectoid,conform, schemei:
Fe(C) Fe(C) + Fe3C;austenit ferit cementit
perlit
datorit transformrilor structurale descrise anterior piesele vor prezenta la tao structur alctuitdin: faze: ferit ( ), cementit (Fe3C) i grafit; constitueni: perlit lamelar (P) i grafit;aceaststructurcorespunde unei fonte maleabile perlitice (maleabil deoarece conine cuiburi
2 - 8
-
8/10/2019 Mas Im Materiale 2013
24/56
de grafit obinute prin aplicarea tratamentului de maleabilizare i perlitic, deoarece structuramasei metalice de baz este alctuitnumai din perlit).
B. Maleabilizarea n mediu oxidant; n acest caz, agregatul n care se executtratamentul demaleabilizare este un cuptor (special) cu atmosfercontrolatoxidantsau un cuptor obinuit, n care
piesele din fontalbce urmeaza fi tratate se introduc mpachetate ntr-un mediu oxidant, alctuit dinminereu de fier sau arsur (oxid) de fier. Regimul termic al tratamentului este identic celuicorespunztor aplicrii variantei de maleabilizare A i piesele vor avea la ta (dup aplicareatratamentului) structura alctuitdin:faze: ferit( ) i grafit;constituenti: ferit( ) i grafit.
Deoarece mediul n care se afl piesele din font n timpul maleabilizrii este oxidant,carbonul liber (grafitul) din stratul superficial al pieselor reacioneazcu oxigenul din acest mediu,formndu-se CO i CO2care se degajn atmosfera cuptorului. Datoritacestui proces, concentraiade carbon n stratul superficial al pieselor devine mai micdect cea existentn miezul pieselor, secreazun gradient (diferen) al concentraiei de carbon i se activeazun proces de difuzie caretransfercarbonul din miezul pieselor spre stratul lor superficial i asigurcontinuitatea reaciilorde oxidare a carbonului (prin care se realizeazdecarburarea pieselor).
Modul de conducere a tratamentului de maleabilizare i reaciile de oxidare a carbonului carese produc concomitent cu maleabilizarea determin obinerea unor piese cu structur de font
maleabilferitic, n care ponderea formaiunilor de grafit este foarte redus, putnd ajunge de multeori chiar la zero (reaciile de oxidare pot afecta practic ntreaga cantitate de carbon a pieselor tratate iacestea captn urma maleabilizrii o structurmonofazicferitic, asemntoare structurii oelurilorhipoeutectoide cu coninut foarte sczut de carbon); datorit acestor particulariti structurale,suprafeele de rupere (spargere) ale pieselor din font maleabilizat n mediu oxidant au culoaredeschisi acest tip de fonteste denumit fontmaleabilferiticcu miez alb.
2.5. Fontele modificate
Fontele modificate se obin introducnd n fontele cenuii (aliaj Fe C Si) lichide(elaborate i pregtite pentru turnarea pieselor) cantiti mici de substane (numitemodificatori) care schimbmecanismul obnuit (valabil n cazul fontelor cenuii) al germinriii creterii formaiunilor de grafit la solidificarea fontelor.
Introducerea modificatorilor are urmtoarele efecte principale:* asigur formarea n fontele cenuii topite a unor particule insolubile de compui chimici
(oxizi, carburi, nitruri) care determingerminarea eterogena fazelor la solidificarea fontei; datoritacestui efect, prezena modificatorilor accelereazprocesele de solidificare (ceea ce echivaleazcu ocretere a subrcirii sau cu o cretere a vitezei de rcire la solidificare) i determin tendinadesfurrii transformrilor la solidificare i rcire n conformitate cu diagrama de echilibru metastabilFe Fe3C (formarea unor structuri de fontalb); aceasttendinnedoriteste eliminat, dac, odatcu sau dupintroducerea modificatorilor se adaugo cantitate suplimentarde elemente grafitizante(se face o postmodificare cu elemente grafitizante: Si, Al, Ni);
* asigur efectele unor substane active, care intervin n procesul formrii grafitului nstructura fontelor i determin generarea unor formaiuni de grafit cu altconfiguraie dect cealamelar.
Deoarece modificatorii sunt substane foarte active, reaciile acestora cu fonta lichidn carese introduc pot fi violente i pot da natere la accidente; din aceste motive, la modificarea fontelortrebuie luate msuri speciale (folosirea unor oale speciale de modificare, aplicarea unor tehnologiiadecvate de introducere a modificatorilor etc.).
n funcie de tipul modificatorilor utilizai i de efectele produse prin introducerea acestora,existmai multe categorii de fonte modificate.
A. Fonte modificate cu grafit lamelar; n acest caz se utilizeazca modificatori Ca i Ba,iar ca elemente de postmodificare i ajuttoare Si, Al, Zr, Ti; n prezent pentru realizarea fontelor
din aceastcategorie, se utilizeazferoaliaje complexe de tipul Fe Si Al Ba Ca, cunoscutesub denumirea comercial de aliaje MODIFIN. Modificatorii i celelalte elemente ajuttoareintroduse n fonta cenuie topit formeazparticule insolubile (de tipul CaO, BaO, SiO2, Al2O3, TiC,AlN) fine, foarte numeroase i uniform distribuite, pe care se realizeaz germinarea grafitului i
2 - 9
-
8/10/2019 Mas Im Materiale 2013
25/56
austenitei la transformarea eutectic(v. scap 4.4). Ca urmare, solidificarea i rcirea fontei conduce laobinerea unei structuri cu un numr mare de formaiuni fine de grafit lamelar cu marginile rotunjite,uniform distribuite n masa metalicde baz, care, n funcie de coninuturile de carbon i siliciu alefontei, poate fi feritic, ferito perlitic sau perlitic).
B. Fonte modificate cu grafit nodular (fonte nodulare); n acest caz se utilizeaz camodificator magneziul (mpreun, uneori, cu cantiti mici de ceriu), iar ca elemente de
postmodificare i ajuttoare Si, Ni, Sr, Ca, Al; n prezent, pentru realizarea fontelor din aceastcategorie, se utilizeazferoaliaje ternare de tipul Fe Si Mg sau feroaliaje complexe de tipul Fe Si
Mg Ca Al, cunoscute sub denumirea comercialde aliaje NODULIN.Prezena modificatorilor i a celorlalte elemente introduse n fonta cenuie topit are, n
acest caz, douefecte:* asigur germinarea eterogen a formaiunilor de grafit pe un numr mare de particule
insolubile fine i uniform distribuite (de tipul CaO, MgO, SiO2, Al2O3, TiC, AlN);* modific mecanismul creterii germenilor lamelari de grafit, deoarece reacioneaz cu
oxigenul i sulful dizolvate pe suprafeele acestor germeni i permite dezvoltarea uoar a lor petoate direciile (generarea unor formaiuni sferoidale sau nodulare de grafit).
Datoritacestor efecte, solidificarea i rcirea fontei conduce la obinerea unei structuri cu
un numr mare de formaiuni fine de grafit nodular, uniform distribuite n masa metalicde baz,care, n funcie de coninuturile de carbon i siliciu ale fontei, poate fi feritic, ferito perlitic sauperlitic.
Datorit dimensiunilor mici, a formei rotunjite i a distribuirii uniforme a grafitului nstructur, fontele cu grafit nodular au cele mai bune caracteristici de rezisten mecanic,
plasticitate i tenacitate.C. Fonte modificate cu grafit vermicular; n acest caz se utilizeaz ca modificator
magneziul (mpreun, uneori, cu cantiti mici de ceriu) iar ca elemente de postmodificare iajuttoare Si, Al i Ti. Prezena modificatorilor i a celorlalte elemente introduse n fonta cenuietopitare n acest caz aceleai efecte ca la obinerea fontelor cu grafit nodular, numai cdatorit
prezenei Ti i Al, procesele de nodulizare nu pot fi definitivate i n structura fontei apar formaiuni
de grafit lamelar scurte i groase (grafit vermicular), caracterizate prin rapoarte ntre lungime igrosime mai mici ca 20; n funcie de coninuturile de carbon i siliciu, structura masei metalice debaza acestor fonte poate fi feritic, ferito-perliticsau perlitic.
2.6. Transformarea la nclzire a perlitei n austenit
Studierea diagramei de echilibru metastabil Fe Fe3C evideniaz faptul c principalatransformare structural ce are loc la nclzirea aliajelor aparinnd acestui sistem estetransformarea perlitei n austenit.
Cercetrile ntreprinse pn n prezent au relevat faptul c transformarea la nclzire aperlitei n austenit se poate realiza prin doumecanisme: mecanismul cu difuzie i mecanismul
frdifuzie i are particularitile de desfurare prezentate n continuare.A. Transformarea perlitei n austenitprin mecanismul cu difuzieare urmtoareleetape de desfurare:
a) etapa formrii germenilor de austenit (denumiti etapa de nceput al transformrii);aceast etap se produce practic instantaneu la depirea temperaturii tPSK=727
oC (temperaturnumit i punct critic A1 al fontelor i oelurilor) i const n apariia unor germeni cristalini deaustenitpe suprafeele de separaie (interfeele) dintre lamelele de feriti cementitale perlitei,concentraia masic a carbonului n aceti germeni fiind de 0,77 % (corespunztoare abscisei
punctului S al diagramei de echilibru metastabil Fe Fe3C);
b) etapa dizolvrii feritei(denumiti etapa de sfrit al transformrii); n aceastetapseproduce creterea germenilor de austenit spre lamelele de ferit i cementit ale perliteinetransformate; deoarece diferena de concentraie n carbon pe interfeele ferit- austeniteste maimicdect cea corespunztoare interfeelor cementit austenit, iar modificrile de poziii atomiceimplicate de transformarea feritei n austenit sunt mai reduse dect cele necesare transformrii
2 - 10
-
8/10/2019 Mas Im Materiale 2013
26/56
cementitei n austenit, germenii de austenitse dezvoltmai rapid spre feriti, ca urmare, feritaperlitei este prima fazcare dispare n cursul transformrii;
c) etapa dizolvrii cementitei; constn dezvoltarea cristalelor de austenitspre formaiunilede cementit netransformat (carbonul din cementit este transferat prin difuzie n cristalele deaustenit, stabilitatea cementitei scade i aceasta se transform n austenit); la sfritul acesteietape structura este alctuitdin cristale de austenitneomogen, care au o concentraie de carbonmai micn zonele formate din ferita perlitei i o concentraie de carbon mai mare n zonele formatedin cementita perlitei;
d) etapa omogenizrii austenitei; n aceast etapse produce omogenizarea prin difuzie aconcentraiei carbonului n cristalele de austenit.
Avnd n vedere aspectele anterior prezentate, rezultctransformarea perlitei n austenitprin mecanismul cu difuzie se poate reda schematic astfel:
ferit cementit ferit austenit cementit austenit cementit austenit austenit
[Fe(C) +Fe3C]Fe(C) +Fe(C) +Fe3C Fe(C) +Fe3C Fe(C)neomgFe(C)omg perlit a) b) c) d)
Procesele care au loc la austenitizarea prin difuzie decurg cu vitezcu att mai mare i sedesvresc la temperaturi cu att mai nalte, cu ct viteza de nclzire a aliajului este mai mare.
Acest fapt reiese cu uurinexaminnd diagrama transformrii la nclzire a unui oel eutectoid(aliajul din sistemul fier carbon care suferla nclzire numai transformarea perlitei n austenit),expus n figura 2.4; diagrama, care are n abscistimpul (de obicei, la scarlogaritmic, pentru a
putea reprezenta n spaiul diagramei att duratele scurte, ct i duratele foarte lungi), iar nordonattemperatura, conine curbele corespunztoare finalizrii celor patru etape ale transformrii
perlitei n austenit (punctul a corepunde etapei de nceput al transformrii, curba b terminriietapei de dizolvare a feritei, curba c finalizrii etapei de dizolvare a cementitei, iar curba dncheierii etapei de omogenizare a austenitei).
dP0 dimensiunile iniiale ale cristalelor de perlit;dr1 dimensiunile reale ale cristalelor de austenitla ti1;
dr2 dimensiunile reale ale cristalelor de austenitla ti2>ti1; dr2 >dr1;
dPf1 dimensiunile cristalelor de perlitobimute prin rcire de la ti1;dPf2- dimensiunile cristalelor de perlitobimute prin rcire de la ti2;
Fig. 2.4. Diagrama transformrii la nclzire aperlitei n austenit
Fig. 2.5 Dependena de temperatura dimensiunilor cristalelor de
austenit
B. Transformarea perlitei n austenitprin mecanismul frdifuzie se produce n cazulnclzirii cu viteze foarte mari (de exemplu la nclzirea aliajelor prin inducie electric, folosindcurent alternativ de nalt
frecven
)i are urm
toarele etape de desf
urare:
a) etapa formrii germenilor de Fe(denumiti etapa de nceput al transformrii); aceastetapse produce practic instantaneu la depirea temperaturii tG= tc1 = 910
oC (punctul critic de
2 - 11
-
8/10/2019 Mas Im Materiale 2013
27/56
transformare alotropicFeFe) i constn transformarea Fen Fe, transformare ce afecteaz(evident) ferita perlitei (faza care are un coninut de carbon foarte sczut);
b) etapa formrii austenitei(denumiti etapa de sfrit al transformrii); n aceastetapse formeaz cristale de austenit prin dizolvarea carbonului din cementit n cristalele de Feformate n cursul etapei anterioare;
c) etapa dizolvrii cementitei; constn dezvoltarea cristalelor de austenitspre formaiunile
de cementit netransformat (carbonul din cementit este transferat prin difuzie n cristalele deaustenit, stabilitatea cementitei scade i aceasta se transform n austenit); la sfritul acesteietape structura este alctuitdin cristale de austenitneomogen, care au o concentraie de carbonmai micn zonele formate din ferita perlitei i o concentraie de carbon mai mare n zonele formatedin cementita perlitei;
d) etapa omogenizrii austenitei; n aceastetapse produce omogenizarea prin difuzie aconcentraiei carbonului n cristalele de austenit.
Avnd n vedere aspectele anterior prezentate, rezultctransformarea perlitei n austenitprin mecanismul cu difuzie se poate reda schematic astfel:
ferit cementit 910oC cementit austenit cementit austenit austenit
[Fe(C) +Fe3C] Fe+Fe3C Fe(C) +Fe3C Fe(C)neomg Fe(C)omgperlit a) b) c) d)
Datoritvitezelor mari cu care se face nclzirea, etapele c) i d), care presupun desfurareaunor fenomene de difuzie (favorizate de creterile de temperatur, dar anulate practic de duratelescurte ale procesului de nclzire cu viteze foarte mari), nu se pot definitiva i structura obinutduprealizarea transformrii conine cementitnedizolvati austenitincomplet omogenizat.
La sfritul transformrii perlitei n austenit(prin unul din cele doumecanisme prezentateanterior) se obin cristale de austenit, numite cristale iniiale de austenit,cu dimensiuni mai micidect ale cristalelor de perlitdin care au provenit. Odatcu ridicarea temperaturii se produce unfenomen de cretere a cristalelor de austenit (similar celui care are loc n cazul nclziriimaterialelor metalice ecruisate prin deformare plastic), deoarece prin realizarea acestuia se obineo scdere a energiei libere a sistemului. Ca urmare, cristalele de austenitobinute n urma nclziriii meninerii unui aliaj fier carbon la o temperaturti>A1, numite cristale reale de austenit,aude obicei dimensiuni mai mari dect cristalele iniiale. Daccristalele de austenitreale se supunrcirii, se produce transformarea austenitei n perlit, cristalele de perlitobinute avnd, aa cum se
poate observa n diagrama prezentatn figura 2.5, dimensiunile dependente de dimensiunile cristalelorde austenitdin care s-au format, dimensiuni care sunt determinate de tendina de cretere a cristalelorde austenitla nclzire i de valoarea temperaturii tila care s-au obinut cristalele reale.
Tinnd seama de aceste particulariti, tendina de cretere a cristalelor de austenit lanclzire este denumit ereditate granular; aceast caracteristic depinde de tipul aliajuluifier carbon i de condiiile n care a fost elaborat. De exemplu, oelurile bine dezoxidate laelaborare (cu Si, Mn i Al) prezint o tendin redus de cretere a dimensiunilor cristalelor de
austenit odat cu temperatura i sunt denumite oeluri cu ereditate granular fin; aceastcomportare este determinat de formarea unor compui (nitruri, carbonitruri) ai componentelorfolosite la dezoxidare, compui care se distribuie ca nite bariere la marginea cristalelor deaustenit i le blocheaz creterea pn la temperaturi ridicate (cnd se produce disociereacompuilor i dizolvarea componentelor n austeniti, ca urmare, procesul natural de cretere alcristalelor de austenit nu va mai fi blocat). Oelurile nedezoxidate la elaborare cu elementecapabile sdea natere la bariereau tendinaccentuatde cretere a dimensiunilor cristalelor deaustenitodatcu temperatura i sunt denumite oeluri cu ereditate granulargrosolan.
Aspectele prezentate anterior evideniazfaptul c, aplicnd unui oel (sau unei fonte) unciclu de nclzire meninere rcire, se poate obine n final, funcie de parametrii ciclului ide tipul ereditii granulare a oelului (sau fontei) o structur cu granulaie fin, care confer
aliajului o asociere optima caracteristicilor de rezistenmecanici tenacitate, sau o structurcu cristale grosolane, cu nclinaie accentuat spre comportarea fragil la rupere. Din acestemotive, aliajele fier carbon destinate realizrii de piese care sufer n timpul procesului defabricare cicluri de nclzire meninere rcire (tratamente termice, sudare, deformare plastic
2 - 12
-
8/10/2019 Mas Im Materiale 2013
28/56
la cald etc.) se supun unor verificri privind granulaia reali ereditatea granular. De exemplu, ncazul oelurilor se folosesc ncercri de tip special, reglementate la noi n arprin SR ISO 643, princare se determinpentru oelurile analizate un numr convenional G, numit indicele convenionalal mrimii gruntelui, definit prin relaia:
m=2G +3,m reprezentnd numrul de cristale care se pot numra (la microscop) pe mm2 al probelormetalografice preparate din oelurile analizate; n multe cazuri, indicele convenional al mrimiigruntelui este o caracteristic de recepie calitativ a oelurilor (de exemplu, oelurile destinaterealizrii construciilor sudate de mare importantrebuie saibG>6).
2.7. Transformarea la rcire a austenitei
Prin subrcire (rcire rapid) i meninere la o temperaturoarecare t, austenita devine o fazinstabiltermodinamic, ce tinde sse transforme. Transformarea austenitei subrcite la t
-
8/10/2019 Mas Im Materiale 2013
29/56
lamelele de feriti cementitfoarte fine, iar la subrciri mari, apropiate de valoarea t=A1 tMC, seva forma perlittroostiticsau troostitT,a crei structur lamelarnu se poate evidenia dect
prin examinare la microscopul electronic. Diferenele de grosime a lamelelor de feriti cementitdetermin diferene substaniale ntre caracteristicile de rezisten mecanic i tenacitate alediverselor varieti de perlit; de exemplu, perlita lamelarare duritatea 170...230 HB, sorbita 230 ...330 HB, iar troostita 330 ... 400 HB.
B.n cazul n care la temperatura t
-
8/10/2019 Mas Im Materiale 2013
30/56
c) Deoarece formarea cristalelor de martensiteste nsoitde o cretere de volum, austenitanetransformat n cursul subrcirii la t
-
8/10/2019 Mas Im Materiale 2013
31/56
Bainita format prin subrcirea i meninerea austenitei la o temperatur t situat nvecintatea temperaturii tMCeste denumitbainitsuperioarBSi are aspect microscopic de fulgisau pene i caracteristici mecanice asemntoare cu ale troostitei, n timp ce bainita formatprinsubrcirea i meninerea austenitei la o temperatur t situat n apropierea temperaturii Ms estedenumit bainit inferioar BI i are caracteristicile mecanice i aspectul microscopicasemntoare cu ale martensitei.
Modul n care se desfoar n timp procesele de transformare izoterm a austeniteisubrcite la diferite temperaturi t
-
8/10/2019 Mas Im Materiale 2013
32/56
austenitei; aceast curb corespunde vitezei minime de rcire care poate asigur obinerea uneistructur complet martensitice, numitvitezde rcire criticvrc.
Fig. 2.7. Diagrama TTTla rcirea austenitei pentru un oel eutectoid
Diagramele TTT (de tipul celei prezentate n fig.2.7 pentru oelul eutectoid) se pot construipentru orice aliaj fier carbon (oel sau font). Pentru exemplificare, n figura 2.8 sunt reprezentatediagramele de transformare izoterma austenitei corespunztoare unui oel hipoeutectoid (fig. 2.8a) i unui oel hipereutectoid (fig. 2.8 b). Analiznd aceste diagrame rezult urmtoarele
particulariti:
Fig. 2.8. Diagramele TTT la rcirea austenitei pentru:a oelurile hipoeutectoide ; b oelurile hipereutectoide.
* oelurile hipoeutectoide au doupuncte critice de transformare n stare solid: A1=tPSK=
727 oC i A3 temperatura corespunztoare punctului de intersecie dintre verticala oelului i liniaGS a diagramei de echilibru Fe Fe3C;la aceste oeluri, transformarea austenitei prin mecanismulcu difuzie ncepe cu formarea unei anumite cantiti de ferit (ferita preeutectoid), iartemperaturileMsiMf, caracteristice transformrii martensitice, sunt situate (de obicei) deasupratemperaturii ambiante (rcirea pnla taa austenitei cu o vitezvr>vrc conduce la obinerea uneistructuri complet martensitice (cu coninuturi infime de austenitrezidual);
* oelurile hipereutectoide au dou puncte critice de transformare n stare solid:A1 = tPSK = 727
oC i Acem temperatura corespunztoare punctului de intersecie dintre
verticala oelului i linia ES a diagramei de echilibru Fe Fe3C; la aceste oeluri,transformarea austenitei prin mecanismul cu difuzie demareaz cu formarea unei anumite
cantiti de cementit secundar, iar temperaturile Ms, Mf, caracteristice transformriimartensitice, sunt situate sub temperatura ambiant i la rcirea pn la taa austenitei cu ovitezvr>vrc se obine o structuralctuitdin martensiti multaustenitrezidual, care
poate fi eliminat (transformat n martensit) numai prin rcirea la o temperatur t =
2 - 17
-
8/10/2019 Mas Im Materiale 2013
33/56
80...100 oC
-
8/10/2019 Mas Im Materiale 2013
34/56
3. TRATAMENTELE TERMICE LA OELURI I FONTE
3.1. Introducere
Tratamentele termice (TT)sunt succesiuni de operaii tehnologice care se aplicpieselormetalice i care constau n nclzirea acestora la anumite temperaturi, meninerea lor la acestetemperaturii rcirea n condiii bine determinate, n scopul aducerii materialului metalic din care
sunt confecionate la starea structural corespunztoare asigurrii proprietilor fizice, mecanicesau tehnologice impuse de domeniuli condiiile de utilizare ale acestor piese.
Modul n care trebuie conduse operaiile corespunztoare aplicrii unui tratament termic sedescrie de obicei ntr-o diagram, avnd n abscis timpul i n ordonat temperatura, n care seindicvalorile tuturor parametrilor de regim care se controleaz. Diagrama unui tratament termicsimplu i parametrii de regim ai acestuia: temperatura la care se face nclzirea ti, timpulnecesar nclzirii la tia pieselor supuse tratamentului i(cunoscnd valorile parametrilortii i
se poate stabili o valoare medie a vitezei de nclzirei
ii
tv
= ), timpul (durata) de meninere la ti
a pieselor supuse tratamentului mi viteza de rcire a pieselor dupmeninerea la tivr(sau
mediul n care se face rcirea pieselor dupmeninerea la ti).
3.2. Recoacerile frschimbare de faz
Principalele tipuri de recoaceri frschimbare de fazcare se pot aplica la piesele din oelurii fonte sunt: recoacerea de omogenizare; recoacerea de recristalizare frschimbare de faz(nefazic) i recoacerea de detensionare.
A.Tratamentul termic de recoacerea de omogenizare (RO)se aplicla lingourile i piesele(cu mase mari, perei groi i configuraie complicat) realizate prin turnare din oeluri,n scopuldiminurii neomogenitilor chimice ale structurilor dendritice primare ale acestora.
Regimul tehnologic de realizare a acestui tratament se caracterizeazprin urmtoarele valori
ale parametrilor de regim: ti=9501150o
C, vi=3050o
C/or, m=20100 ore (la lingouri) saum=540 ore (la piesele turnate) i vr= 3050
oC/or (rcire lent, odatcu cuptorul). Etapaprincipal a acestui TT, n care se elimin prin difuzie neomogenitile chimice ale structurilordendritice primare de turnare, este etapa de meninere la ti.Din acest motiv, acestetap trebuierealizat la temperaturi ti ct mai ridicate, creterea temperaturii influennd cel mai puternicintensitatea proceselor de difuzie. Totui, n practicnu se adoptvalori aleti mai mari dect celeindicate anterior, deoarece la temperaturi mai ridicate se produc, n straturile superficiale ale
pieselor supuse tratamentului, fenomene nedorite de decarburare (srcire n carbon) i ardere(oxidare intercristalin), datoritinteraciunii chimice a oelului cu atmosfera cuptorului n care seface tratamentul termic.
Omogenizarea chimica structurilor dendritice primare produsde RO determinsporirea
caracteristicilor de plasticitate i tenacitate ale lingourilor i pieselor turnate din oeluri (cresc, deexemplu, valorile caracteristicilorA, Z,KU sauKVi scad valorile ttr). Aceste efecte favorabile potfi diminuate (estompate) de realizarea n timpul TT a unor procese secundare, cel mai importantdintre acestea fiind creterea granulaiei datoritmeninerii ndelungate a lingourilor sau pieselorturnate la temperaturi ridicate. Influenele negative ale desfurrii unor astfel de procesesecundare se pot elimina, dac, dup RO, se aplic lingourilor sau pieselor turnate un TT caredeterminfinisarea granulaiei structurii oelurilor din care sunt confecionate (v. scap. 6.3).
B. Tratamentul termic de recoacerea de recristalizare fr schimbare de faz (RRN) seaplicpieselor (semifabricate sau produse finite) confecionate din oeluri prin deformare plasticlarece i are ca scop principal restabilirea (refacerea) proprietilor de plasticitatea ale acestora(diminuarea sau eliminarea efectelor ecruisrii produse de prelucrarea oelurilor prin deformare
plasticla rece).Parametrii de regim ai RRN se stabilesc astfel nct n timpul etapelor de nclzire i
meninere ale acestui TTsse producproceselede restaurarei recristalizare primar isnu se
3 - 1
-
8/10/2019 Mas Im Materiale 2013
35/56
desfoare procesele de cretere a granulaiei i recristalizare secundar (care au influenedefavorabile asupra caracteristicilor de plasticitate ale pieselor tratate).
La stabilirea parametrilor de regim ai RRN i a prescripiilor privind realizarea acestui TTtrebuie luate n considerare urmtoarele aspecte:
* temperatura de nclzire se adopt utiliznd criteriul ti > trp, trp fiind temperatura derecristalizare primara oelului din care sunt confecionate piesele supuse TT (Trp0,4Ts, Trp=trp
+273 i Ts=ts+273 fiind temperaturile absolute de recristalizare primar, respectiv de solidificare- topire ale materialului pieselor supuse TT); dac materialul pieselor supuse RRN prezinttransformri de fazn stare solidse impune suplimentar condiia ca tisfie inferioarpunctului(critic) minim de transformare n stare solidal materialului, n cazul pieselor din oeluri rezultnd
prescripia ti
-
8/10/2019 Mas Im Materiale 2013
36/56
mecanice produse de solicitrile de exploatare i pot sfie cauza apariiei unor fenomene nedoritede degradare a acestora prin deformare excesiv, fisurare sau rupere.
nclzirea pieselor din oeluri sau fonte poate produce detensionarea acestora pe bazadesfurrii unor procese de deformare plastic local, care presupun consumarea unei cantitiimportante din energia asociatcmpului de tensiuni reziduale existent n materialul acestor piese.Existdoumecanisme de realizare a proceselor de deformare plasticlocalprin care se producedetensionarea pieselornclzite la o temperaturt
ii meninute o durat
mla aceasttemperatur:
* mecanismul deformrii plastice propriu-zise, care funcioneazatunci cnd, la temperatura
ti, nivelul limitei de curgere a materialului pieslor, este inferior intensitii tensiunilor reziduale
existente n structur
itpR
rez;* mecanismul deformrii prin difuzie-fluaj,care funcioneazntotdeauna la detensionarea termic
a pieselor, dar are o contribuie substanial la relaxarea tensiunilor reziduale n special cnd, la
temperatura de nclzire ti,rez
-
8/10/2019 Mas Im Materiale 2013
37/56
cald sau sudate; c) micorarea duritii pieselor din oeluri hipoeutectoide cu %Cm0,35 %, n vedereambuntirii prelucrabilitii prin achiere a acestora. RC se poate aplica i la piesele din oelurihipereutectoidecare prezintgranulaie grosolandatoritprelucrrii lor prin deformare plasticlatemperaturi prea ridicate. In acest caz, ti= Acem+ 3050
oC, iar structura finala pieselor tratateeste structura de echilibru, formatdin perliti cementitsecundar.
B. Tratamentul termic de recoacere incomplet (RI) se aplic, de obicei, la piesele dinoeluri hipoeutectoide, nlocuind RC, cnd granulaia oelului este suficient de fin i trebuierealizatnumai structura de echilibru ferito - perlitic, cu duritate sczut. Parametrii de regim suntsimilari celor utilizai la RC, cu excepia temperaturii de nclzire, care se adopt ti =A1 +3050oC.
C. Tratamentul termic de recoacere de globulizare a cementitei (RGC)se aplicpieselor dinoeluri hipereutectoide n scopul obinerii unei structuri cu perlitglobular(cristale globulare finede cementit, uniform distribuite ntr-o mas de ferit), care prezint duritate minim, arecaracteristici optime pentru aplicarea unor tratamente termice ulterioare i se prelucreaz mai uor
prin achiere. Parametrii de regim la aplicarea acestui tratament sunt: nclzirea la ti=A1+ 3050oC
(nclzirea imediat deasupra temperaturiiA1), meninerea la aceasttemperaturo duratm= 510min pentru uniformizarea temperaturii n masa pieselor i finalizarea transformrii perlitei n
austenit) i rcirea cu traversarea foarte lenta punctului criticA1sau efectuarea a 34 pendulri aletemperaturii n jurul punctului criticA1, urmatde rcirea n aer linitit (n etapa de rcire trebuie sseasigure condiiile necesare realizrii proceselor de difuzie i reducerii energiei libere a sistemului pringlobulizarea cementitei rezultate la transformarea austenitei).
D. Tratamentul termic de recoacere izoterm (RIz) se aplic pieselor din oelurihipoeutectoide i constn nclzirea i rcirea n condiii similare aplicrii RC, rcirea rapidla otemperaturde meninere izotermtiz=A130100
oC, meninerea la aceasttemperaturpnla terminarea transformrii austenitei prin mecanismul cu difuzie i rcirea ulterioarn aer.
Avantajele aplicrii acestui tratament termic n locul RC constau n obinerea unor structuriuniforme n toatmasa pieselor i reducerea timpului total de tratament la piesele din oeluri aliate.n anumite cazuri (de exemplu, la realizarea cablurilor, corzilor de pian etc. din srmdin oeluri cu
%Cm= 0,50,7 %), dupRIz (cu meninerea n bi de sruri topite la tiz= 450550 oC se aplicoperaii de prelucrare prin deformare plastic la rece i se obin produse cu rezistena mecanicfoarte ridicat (Rp > 1200 N/mm
2 i Rm = 15002000 N/mm2) i caracteristici de elasticitate
excelente; succesiunea de operaii RIz + deformare plastic la rece alctuiete un tratamenttermomecanic (o combinaie de tratament termic i prelucrri prin deformare plastic),cunoscut sub numele de patentare.
E. Tratamentul termic de normalizare (N) se aplicpieselor din oeluri (hipoeutectoide ihipereutectoide) i const n nclzirea i meninerea n condiii similare aplicrii RC i rcireaulterioarn aer pentru a se asigura formarea unei structuri cvasieutectoide de tip sorbitic, cu precipitriminime de ferit (n cazul oelurilor hipoeutectoide) sau de cementit secundar (n cazul oelurilorhipereutectoide).
n urma aplicrii acestui tratament se obin duriti i rezistene mecanice mai mari dectcele obinute prin RC, fr a fi afectate n mod inadmisibil caracteristicile de plasticitate itenacitate. Ca urmare, N poate constitui tratamentul termic final al pieselor din oel avndseciuni mari i forme complicate (care se deformeaz sau se fisureaz n cazul aplicriitratamentului de clire martensitic i revenire). De asemenea, N se utilizeaz ca tratament
premergtor, ce realizeaz structuri favorabile pentru aplicarea unor tratamente termice sauprelucrri ulterioare; de exemplu, la piesele din oeluri hipoeutectoide, N asigur o structurfavorabil pentru aplicarea tratamentului termic de clire martensitic i mbuntete
prelucrabilitatea prin achiere (n special la oelurile cu %Cm< 0,3 %), iar la piesele i sculeledin oeluri hipereutectoide, N asigur structura necesar aplicrii mai eficiente a RGC.
Tratamentul termic de normalizare se poate aplica i pieselor turnate din fonte modificate cu grafitnodular feritice sau ferito perlitice, pentru creterea caracteristicilor de rezistenmecanicalemasei metalice de baza structurii acestora; n acest caz piesele se nclzesc la ti= 850900
oC >A1 (obinndu-se o structuralctuitdin austeniti grafit), sunt meninute la aceasttemperatur
3 - 4
-
8/10/2019 Mas Im Materiale 2013
38/56
-
8/10/2019 Mas Im Materiale 2013
39/56
b) asigurarea unei anumite adncimi de ptrundere a clirii n seciunea pieselor; c) asigurareaunor valori reduse i a unei repartiii convenabile a tensiunilor reziduale ce apar la rcire, astfelnct snu se producdeformaii inadmisibile sau fisurri ale pieselor.Tinnd seama de acestecriterii s-a ajuns la concluzia c un mediu de rcire ideal ar trebui s asigure o vitezmare dercire n intervalul corespunztor te