Linie światlowodowe-metodolowia łączenia i wstępna ... · 6 • Dyspersja chromatyczna - z...
21
Metodologia łączenia i wstępnej certyfikacji Część 1 Krystian Sokalski
Transcript of Linie światlowodowe-metodolowia łączenia i wstępna ... · 6 • Dyspersja chromatyczna - z...
Krystian Sokalski, 2006
Metodologia łączenia i wstępnej certyfikacji
Część 1
Krystian Sokalski
Krystian Sokalski, 2006
2
Spis treści
SŁOWO WSTĘPNE -----------------------------------------------------------------------------------------------------------3
ROZDZIAŁ 1. ŚWIATŁOWODY - WSTĘP.----------------------------------------------------------------------------------4
1. Budowa światłowodu -------------------------------------------------------------------------------------------4
2. Straty w światłowodzie. ----------------------------------------------------------------------------------------4
3. Okna transmisyjne.----------------------------------------------------------------------------------------------7
4. Standardy ITU-T -------------------------------------------------------------------------------------------------8
ROZDZIAŁ 2. ŁĄCZENIE ŚWIATŁOWODÓW. ------------------------------------------------------------------------------9
1. Złączki światłowodowe-----------------------------------------------------------------------------------------9
2. Spawanie światłowodu – aspekty techniczne ---------------------------------------------------------- 11
2.1 Wyposażenie stanowiska do spawania światłowodów --------------------------------------- 11
Spawarka światłowodowa – kryteria wyboru --------------------------------------------------- 11
Spawarka światłowodowa – szacowanie tłumienności spawu ----------------------------- 12
Strippery ------------------------------------------------------------------------------------------------- 12
Zestaw do czyszczenia światłowodu ------------------------------------------------------------- 12
Obcinarka włókien światłowodowych------------------------------------------------------------- 13
Rurki termokurczliwe --------------------------------------------------------------------------------- 13
2.2 Centrowanie światłowodów.------------------------------------------------------------------------- 13
3. Proces wykonywania spawu-------------------------------------------------------------------------------- 15
3.1 Nałożenie rurki termokurczliwej -------------------------------------------------------------------- 15
3.2 Przygotowanie włókna. ------------------------------------------------------------------------------- 15
Stripping- zdjęcie izolacji światłowodu ----------------------------------------------------------- 16
Cleaning- czyszczenie włókna --------------------------------------------------------------------- 16
Cleaving- przycinanie włókna ---------------------------------------------------------------------- 16
Sprawdzenie listy przygotowania włókna-------------------------------------------------------- 17
3.3 Wstępne oględziny czoła włókna światłowodowego ----------------------------------------- 17
3.4 Spawanie włókien-------------------------------------------------------------------------------------- 18
Problemy wykryte podczas spawania ------------------------------------------------------------ 19
Sprawdzanie wytrzymałości spawu – czy użyć?----------------------------------------------- 20
3.5 Zabezpieczenie wykonanego spawu ------------------------------------------------------------- 21
3.6 Podsumowanie----------------------------------------------------------------------------------------- 21

Krystian Sokalski, 2006
Słowo wstępne Mając na względzie dynamiczny rozwój techniki światłowodowej niniejszy dokument zawiera
metodologię łączenia oraz certyfikacji linii światłowodowej wraz z uwzględnieniem podstawowych
problemów technologicznych, wykonawczych i skierowany jest do wszystkich początkujących
użytkowników oraz wykonawców linii transmisyjnej opartej na technologii światłowodowej.
Krystian Sokalski, 2006
4
Rozdział 1. Światłowody- wstęp.
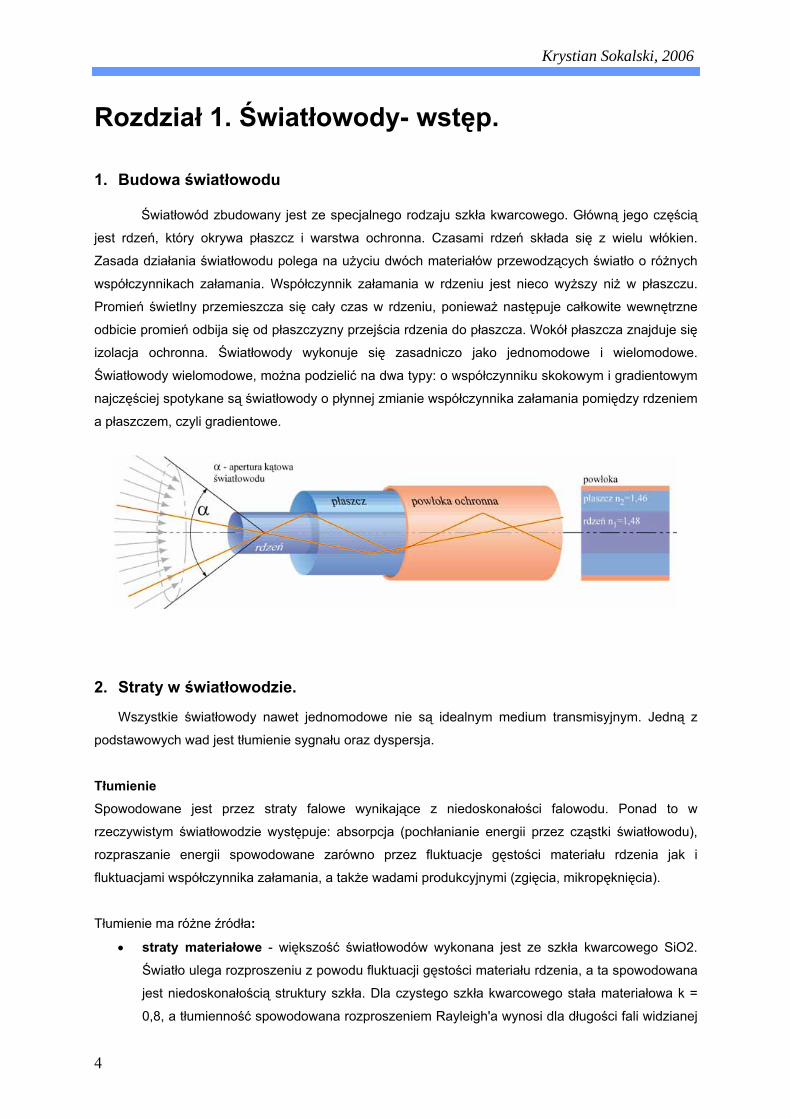
1. Budowa światłowodu
Światłowód zbudowany jest ze specjalnego rodzaju szkła kwarcowego. Główną jego częścią
jest rdzeń, który okrywa płaszcz i warstwa ochronna. Czasami rdzeń składa się z wielu włókien.
Zasada działania światłowodu polega na użyciu dwóch materiałów przewodzących światło o różnych
współczynnikach załamania. Współczynnik załamania w rdzeniu jest nieco wyższy niż w płaszczu.
Promień świetlny przemieszcza się cały czas w rdzeniu, ponieważ następuje całkowite wewnętrzne
odbicie promień odbija się od płaszczyzny przejścia rdzenia do płaszcza. Wokół płaszcza znajduje się
izolacja ochronna. Światłowody wykonuje się zasadniczo jako jednomodowe i wielomodowe.
Światłowody wielomodowe, można podzielić na dwa typy: o współczynniku skokowym i gradientowym
najczęściej spotykane są światłowody o płynnej zmianie współczynnika załamania pomiędzy rdzeniem
a płaszczem, czyli gradientowe.
2. Straty w światłowodzie.
Wszystkie światłowody nawet jednomodowe nie są idealnym medium transmisyjnym. Jedną z
podstawowych wad jest tłumienie sygnału oraz dyspersja.
Tłumienie Spowodowane jest przez straty falowe wynikające z niedoskonałości falowodu. Ponad to w
rzeczywistym światłowodzie występuje: absorpcja (pochłanianie energii przez cząstki światłowodu),
rozpraszanie energii spowodowane zarówno przez fluktuacje gęstości materiału rdzenia jak i
fluktuacjami współczynnika załamania, a także wadami produkcyjnymi (zgięcia, mikropęknięcia).
Tłumienie ma różne źródła:
• straty materiałowe - większość światłowodów wykonana jest ze szkła kwarcowego SiO2.
Światło ulega rozproszeniu z powodu fluktuacji gęstości materiału rdzenia, a ta spowodowana
jest niedoskonałością struktury szkła. Dla czystego szkła kwarcowego stała materiałowa k =
0,8, a tłumienność spowodowana rozproszeniem Rayleigh'a wynosi dla długości fali widzianej
Krystian Sokalski, 2006
5
przez światłowód l=850 nm 1.53 dB/km, dla l=1300 nm 0.28 dB/km, a dla l=1550 nm 0.138
dB/km. Oprócz rozpraszania Rayleigh'a istnieje silna absorpcja zarówno w podczerwieni, jak i
nadfiolecie związana bezpośrednio z samymi własnościami szkła krzemowego SiO2. Nie
pozwala ona na wykorzystanie jeszcze dłuższych fal do transmisji.
• straty falowodowe - wynikają z niejednorodności światłowodu powodowanymi fluktuacjami
średnicy rdzenia, zgięciami włókna, nierównomiernością rozkładu współczynnika załamania w
rdzeniu i w płaszczu, oraz wszelkimi innymi odstępstwami od geometrii idealnego światłowodu
cylindrycznego. Deformacje włókna mające duży wpływ na tłumienie światłowodu to
mikrozgięcia i makrozgięcia. Mikrozgięcia powstają w procesie wytwarzania włókien i są to
nieregularności kształtu rdzenia i płaszcza rozłożone wzdłuż włókna losowo lub okresowo.
Wywołują w światłowodzie wielomodowym mieszanie się modów i ich konwersję w mody
wyciekające do płaszcza. W światłowodzie jednomodowym mikrozgięcia powodują natomiast
rozmycie modu. Tłumienie wywołane makrozgięciami, czyli wywołane fizycznym
zakrzywieniem włókna światłowodowego, jest pomijalnie małe dla promieni zakrzywień
większych od kilku centymetrów. Mniejsze powodują zmianę współczynnika załamania w
obszarze zgięcia, co także prowadzi do tworzenia się modów wyciekających i uwidacznia się
efektem świecenia włókna na powierzchni.
• straty mocy sygnału powodowane są również przez przesunięcia, rozsunięcia oraz wzajemny
obrót światłowodów.
Dyspersja Dyspersja jest to zjawisko poszerzenie (rozmycia) impulsu. Powodowana jest przez to, że światło przy
określonej długości fali ma odpowiednią szerokość widma. Im szersze widmo tym więcej promieni
przemieszcza się w rdzeniu. Promienie te przebywają różną drogę, przez co czas przebycia promienia
przez włókno jest różny. W rezultacie na wyjściu pojawia się szerszy impuls, który rośnie wraz ze
wzrostem długości światłowodu. Przepływność transmisyjna włókna jest, więc określona przez to, jak
blisko siebie można transmitować kolejne impulsy bez ich wzajemnego nakładania się na siebie (przy
zbyt bliskich impulsach nie ma sposobu ich rozpoznania). Dyspersja ogranicza długość światłowodu,
przez który może być transmitowany sygnał. Rozróżnia się dwa typy dyspersji. Dyspersję
międzymodową występującą w światłowodach wielomodowych, oraz dyspersję chromatyczną
występującą w włóknach jednomodowych.
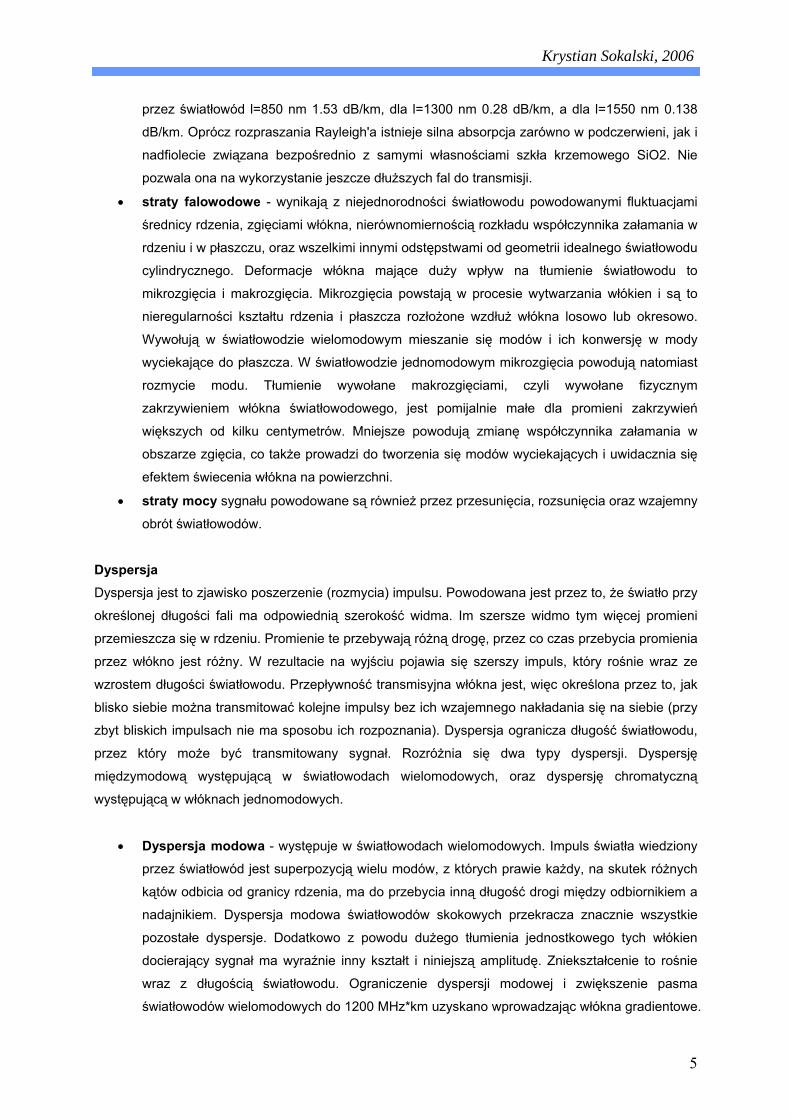
• Dyspersja modowa - występuje w światłowodach wielomodowych. Impuls światła wiedziony
przez światłowód jest superpozycją wielu modów, z których prawie każdy, na skutek różnych
kątów odbicia od granicy rdzenia, ma do przebycia inną długość drogi między odbiornikiem a
nadajnikiem. Dyspersja modowa światłowodów skokowych przekracza znacznie wszystkie
pozostałe dyspersje. Dodatkowo z powodu dużego tłumienia jednostkowego tych włókien
docierający sygnał ma wyraźnie inny kształt i niniejszą amplitudę. Zniekształcenie to rośnie
wraz z długością światłowodu. Ograniczenie dyspersji modowej i zwiększenie pasma
światłowodów wielomodowych do 1200 MHz*km uzyskano wprowadzając włókna gradientowe.
Krystian Sokalski, 2006
6
• Dyspersja chromatyczna - z racji tego, że światłowody jednomodowe propagują tylko jeden
mód, nie występuje tutaj zjawisko dyspersji międzymodowej. Uwidacznia się natomiast inny,
dotychczas niewidoczny rodzaj dyspersji, dyspersja chromatyczna. Składają się na nią dwa
zjawiska: dyspersja materiałowa i falowodowa. Dyspersja materiałowa powodowana jest
zmianą współczynnika załamania szkła kwarcowego w funkcji długości fali. Ponieważ nie
istnieje źródło światła ściśle monochromatyczne, gdyż każdy impuls światła składa się z grupy
rozproszonych częstotliwości optycznych rozchodzących się z różną prędkością, docierający
po przebyciu fragmentu włókna mód charakteryzuje się rozmyciem w czasowym. Dyspersja
falowa częściowo powodowana jest wędrowaniem wiązki przez płaszcz światłowodu.
Szybkość rozchodzenia się zależy od właściwości materiałowych płaszcza.
Krystian Sokalski, 2006
7
3. Okna transmisyjne.
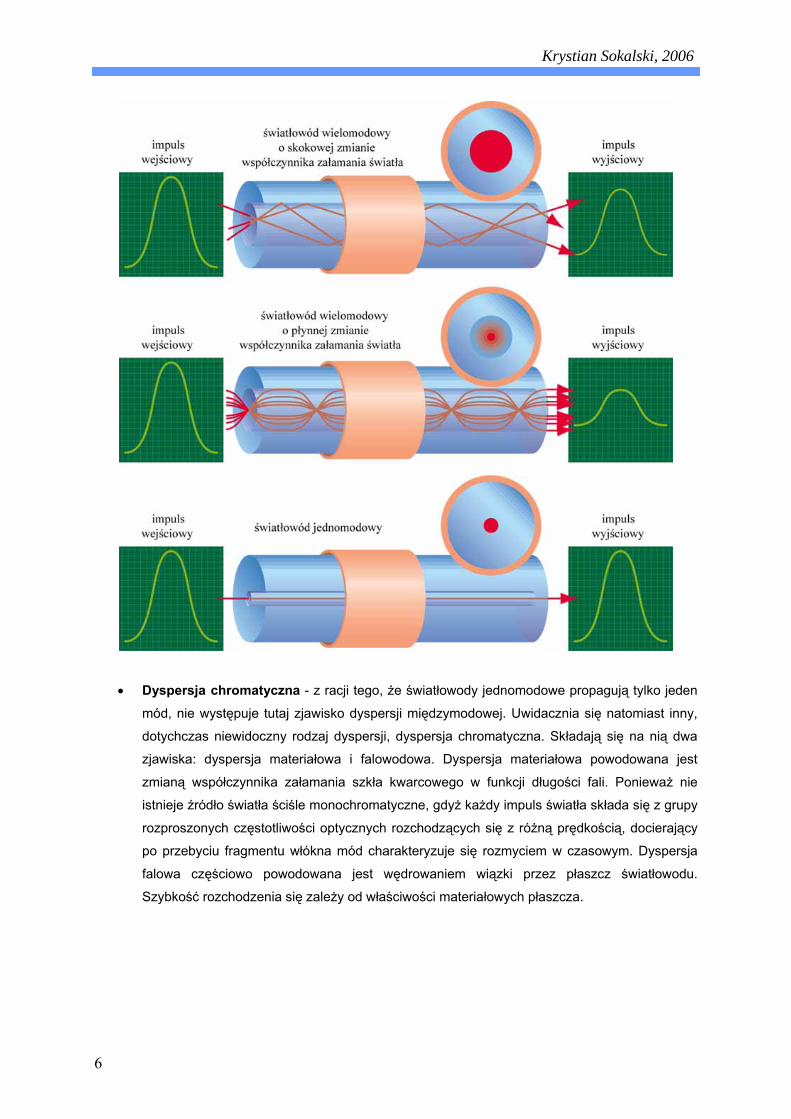
Tłumienie zależne od długości fali odgrywa istotną rolę w transmisji światłowodowej. Zależność ta
maleje zgodnie z krzywą Rayleigh'a, z czwartą potęgą długości fali światła. Wyróżnia się trzy okna
przydatne do prowadzenia transmisji o obniżonej tłumienności:
• I okno transmisyjne - obejmuje fale w okolicy 850 nm, dość wysokie tłumienie powyżej 1dB/km.
O atrakcyjności tego okna stanowi dostępność tanich źródeł światła, jednak zakres jego
zastosowań sprowadza się tylko do małych odległości transmisyjnych rzędu kilkunastu
kilometrów.
• II okno transmisyjne - na fali 1300 oraz 1310nm, tłumienie około 0,4dB/km, zasięg transmisji
od 75 do lOO km
• III okno transmisyjne - na fali 1550nm, tłumienie mniejsze niż 0,2dB/km, zasięg transmisji od
150 do 200km.
Okna transmisyjne związane są również z typem stosowanych światłowodów. Na długościach fal
odpowiadającym 850nm oraz 1300nm stosowane są światłowody wielodomowe. Odpowiednio na
długościach fal 1310 oraz 1550nm stosowane są światłowody jednodomowe.
Krystian Sokalski, 2006
8
4. Standardy ITU-T
Poniżej przedstawiono standardy opisujące testowanie i charakterystyki podstawowych typów
światłowodów.
G.650 Definicje i metody testowania parametrów światłowodów jednodomowych
G.651 Charakterystyki wielomodowych gradientowych kabli światłowodowych
typu 50/125 μm
G.652 Charakterystyki jednomodowych kabli światłowodowych
G.653 Charakterystyki jednomodowych kabli światłowodowych z przesuniętą
dyspersją
G.654 Charakterystyki światłowodowych kabli jednomodowych z minimum
tłumienia (optymalizowanych) dla 1550 nm
G.655 Charakterystyki jednomodowych kabli światłowodowych z niezerową dyspersją
Krystian Sokalski, 2006
Rozdział 2. Łączenie światłowodów. Łączenie światłowodów ze szkła kwarcowego odbywa się dwoma podstawowymi sposobami: za
pomocą złączek mechanicznych lub za pomocą spawarki fuzyjnej. Wybór metody łączenia
światłowodów w głównej mierze zależy od usługi docelowej, która ma być uruchomiona na danej linii.
W przypadku połączenia komputerowego nie jest wymagana wysoka dokładność wykonania połączeń
i wówczas dopuszcza się zastosowanie złączek. Natomiast w przypadku wszelkiego rodzaju usług
telekomunikacyjnych na dalsze odległości wymagane są jak najmniejsze straty na połączeniach.
Wymusza to dokonanie połączenia światłowodów za pomocą spawarki.
1. Złączki światłowodowe
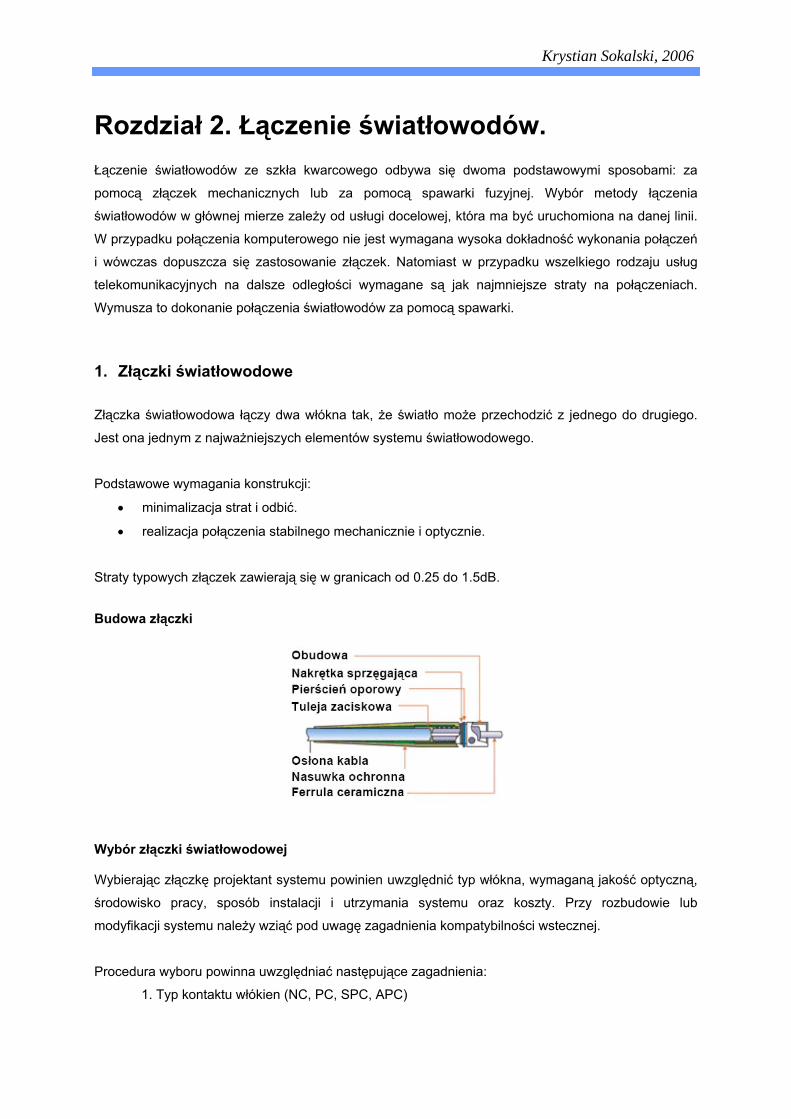
Złączka światłowodowa łączy dwa włókna tak, że światło może przechodzić z jednego do drugiego.
Jest ona jednym z najważniejszych elementów systemu światłowodowego.
Podstawowe wymagania konstrukcji:
• minimalizacja strat i odbić.
• realizacja połączenia stabilnego mechanicznie i optycznie.
Straty typowych złączek zawierają się w granicach od 0.25 do 1.5dB.
Budowa złączki
Wybór złączki światłowodowej Wybierając złączkę projektant systemu powinien uwzględnić typ włókna, wymaganą jakość optyczną,
środowisko pracy, sposób instalacji i utrzymania systemu oraz koszty. Przy rozbudowie lub
modyfikacji systemu należy wziąć pod uwagę zagadnienia kompatybilności wstecznej.
Procedura wyboru powinna uwzględniać następujące zagadnienia:
1. Typ kontaktu włókien (NC, PC, SPC, APC)
Krystian Sokalski, 2006
10
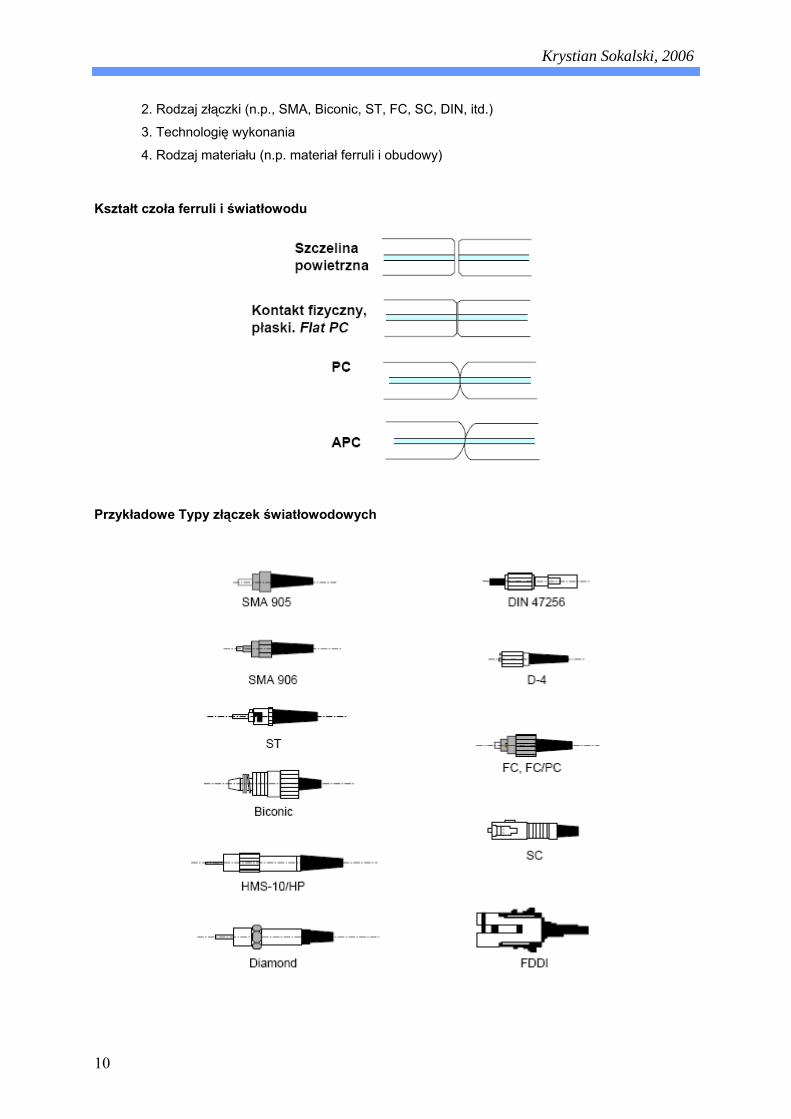
2. Rodzaj złączki (n.p., SMA, Biconic, ST, FC, SC, DIN, itd.)
3. Technologię wykonania
4. Rodzaj materiału (n.p. materiał ferruli i obudowy)
Kształt czoła ferruli i światłowodu
Przykładowe Typy złączek światłowodowych
Krystian Sokalski, 2006
11
2. Spawanie światłowodu – aspekty techniczne Metoda spawania światłowodów daje nam najlepsze rezultaty związane z jakością połączenia. W tym
przypadku jakość wykonanego spawu zależy od jakości spawarki i procesu przygotowania spawu, ale
najczęściej uzyskiwane wyniki tłumienności mieszczą się w przedziale od 0,01dB do 0,1dB.
Jest to najdoskonalsza z metod łączenia światłowodów wymagająca dużej dokładności ze strony
operatora.
2.1 Wyposażenie stanowiska do spawania światłowodów
Aby zespawać światłowód wyposażenie montera powinno posiadać:
• Spawarka światłowodowa
• Strippery – cążki do zdejmowania warstwy ochronnej światłowodu
• Zestaw do czyszczenia światłowodu
• Obcinarka włókien światłowodowych
• Zestaw osłonek termokurczliwych do zabezpieczania wykonanego spawu
Spawarka światłowodowa – kryteria wyboru
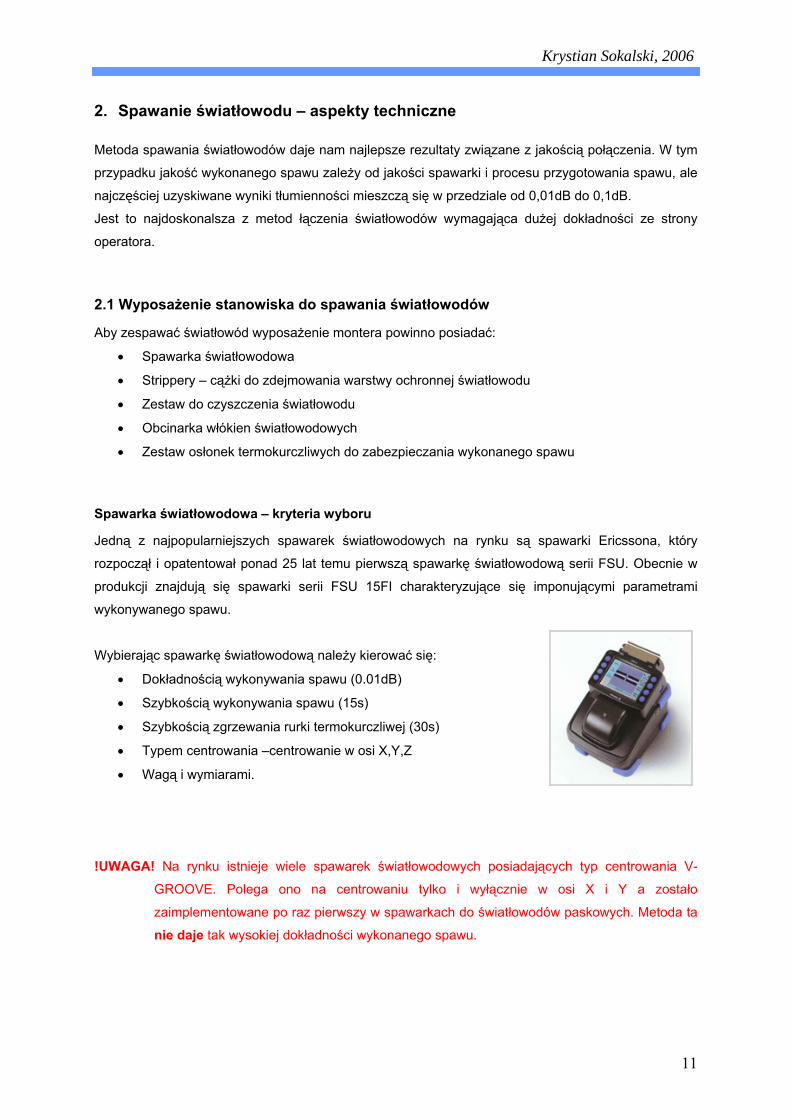
Jedną z najpopularniejszych spawarek światłowodowych na rynku są spawarki Ericssona, który
rozpoczął i opatentował ponad 25 lat temu pierwszą spawarkę światłowodową serii FSU. Obecnie w
produkcji znajdują się spawarki serii FSU 15FI charakteryzujące się imponującymi parametrami
wykonywanego spawu.
Wybierając spawarkę światłowodową należy kierować się:
• Dokładnością wykonywania spawu (0.01dB)
• Szybkością wykonywania spawu (15s)
• Szybkością zgrzewania rurki termokurczliwej (30s)
• Typem centrowania –centrowanie w osi X,Y,Z
• Wagą i wymiarami.
!UWAGA! Na rynku istnieje wiele spawarek światłowodowych posiadających typ centrowania V-
GROOVE. Polega ono na centrowaniu tylko i wyłącznie w osi X i Y a zostało
zaimplementowane po raz pierwszy w spawarkach do światłowodów paskowych. Metoda ta
nie daje tak wysokiej dokładności wykonanego spawu.
Krystian Sokalski, 2006
12
Spawarka światłowodowa – szacowanie tłumienności spawu
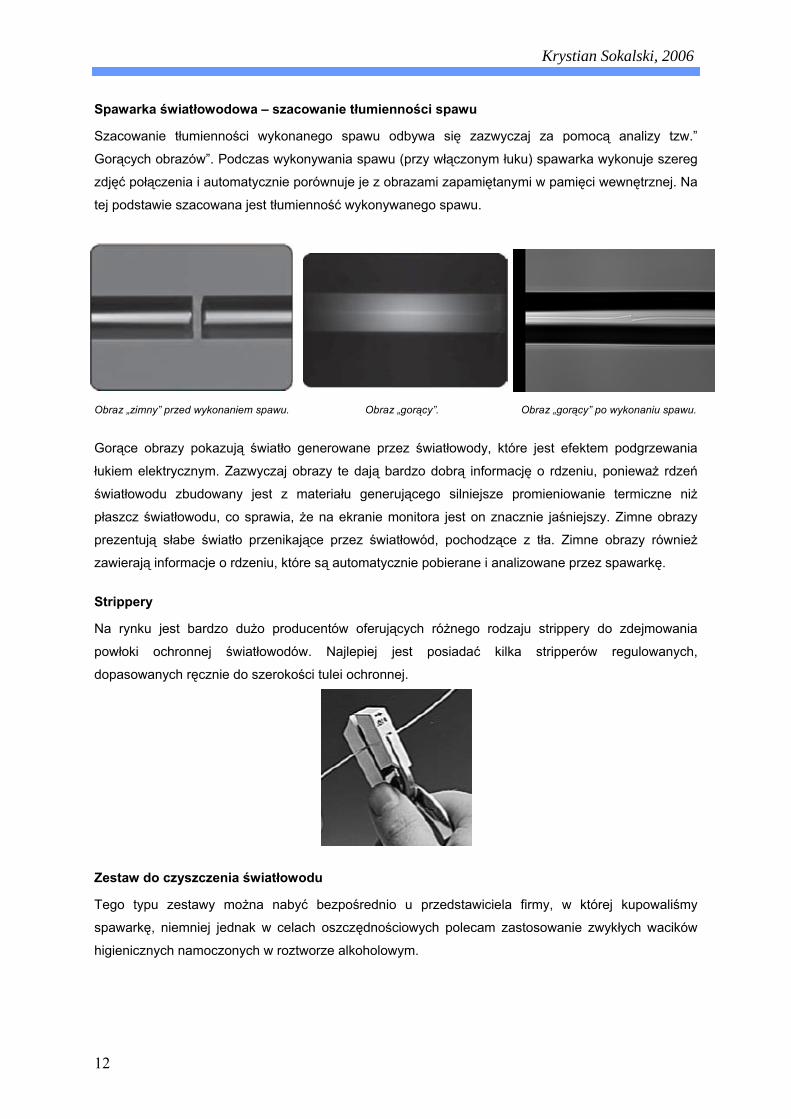
Szacowanie tłumienności wykonanego spawu odbywa się zazwyczaj za pomocą analizy tzw.”
Gorących obrazów”. Podczas wykonywania spawu (przy włączonym łuku) spawarka wykonuje szereg
zdjęć połączenia i automatycznie porównuje je z obrazami zapamiętanymi w pamięci wewnętrznej. Na
tej podstawie szacowana jest tłumienność wykonywanego spawu.
Obraz „zimny” przed wykonaniem spawu. Obraz „gorący”. Obraz „gorący” po wykonaniu spawu. Gorące obrazy pokazują światło generowane przez światłowody, które jest efektem podgrzewania
łukiem elektrycznym. Zazwyczaj obrazy te dają bardzo dobrą informację o rdzeniu, ponieważ rdzeń
światłowodu zbudowany jest z materiału generującego silniejsze promieniowanie termiczne niż
płaszcz światłowodu, co sprawia, że na ekranie monitora jest on znacznie jaśniejszy. Zimne obrazy
prezentują słabe światło przenikające przez światłowód, pochodzące z tła. Zimne obrazy również
zawierają informacje o rdzeniu, które są automatycznie pobierane i analizowane przez spawarkę.
Strippery
Na rynku jest bardzo dużo producentów oferujących różnego rodzaju strippery do zdejmowania
powłoki ochronnej światłowodów. Najlepiej jest posiadać kilka stripperów regulowanych,
dopasowanych ręcznie do szerokości tulei ochronnej.
Zestaw do czyszczenia światłowodu
Tego typu zestawy można nabyć bezpośrednio u przedstawiciela firmy, w której kupowaliśmy
spawarkę, niemniej jednak w celach oszczędnościowych polecam zastosowanie zwykłych wacików
higienicznych namoczonych w roztworze alkoholowym.
Krystian Sokalski, 2006
13
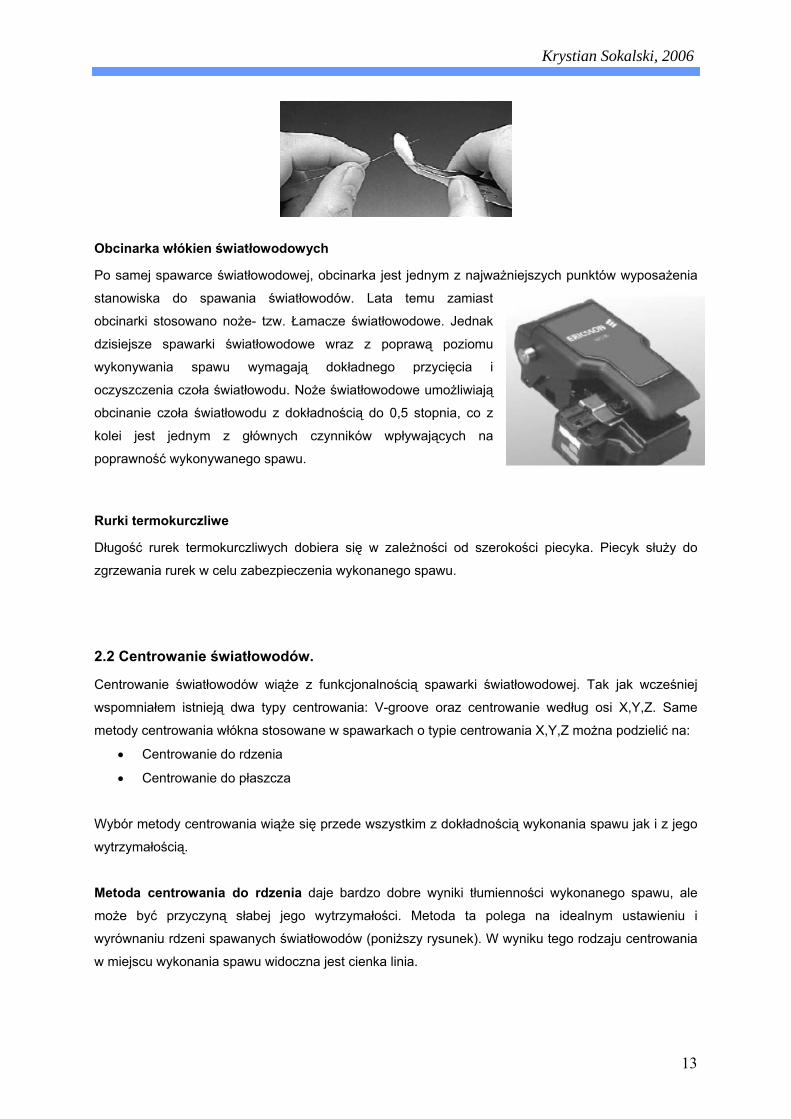
Obcinarka włókien światłowodowych
Po samej spawarce światłowodowej, obcinarka jest jednym z najważniejszych punktów wyposażenia
stanowiska do spawania światłowodów. Lata temu zamiast
obcinarki stosowano noże- tzw. Łamacze światłowodowe. Jednak
dzisiejsze spawarki światłowodowe wraz z poprawą poziomu
wykonywania spawu wymagają dokładnego przycięcia i
oczyszczenia czoła światłowodu. Noże światłowodowe umożliwiają
obcinanie czoła światłowodu z dokładnością do 0,5 stopnia, co z
kolei jest jednym z głównych czynników wpływających na
poprawność wykonywanego spawu.
Rurki termokurczliwe
Długość rurek termokurczliwych dobiera się w zależności od szerokości piecyka. Piecyk służy do
zgrzewania rurek w celu zabezpieczenia wykonanego spawu.
2.2 Centrowanie światłowodów.
Centrowanie światłowodów wiąże z funkcjonalnością spawarki światłowodowej. Tak jak wcześniej
wspomniałem istnieją dwa typy centrowania: V-groove oraz centrowanie według osi X,Y,Z. Same
metody centrowania włókna stosowane w spawarkach o typie centrowania X,Y,Z można podzielić na:
• Centrowanie do rdzenia
• Centrowanie do płaszcza
Wybór metody centrowania wiąże się przede wszystkim z dokładnością wykonania spawu jak i z jego
wytrzymałością.
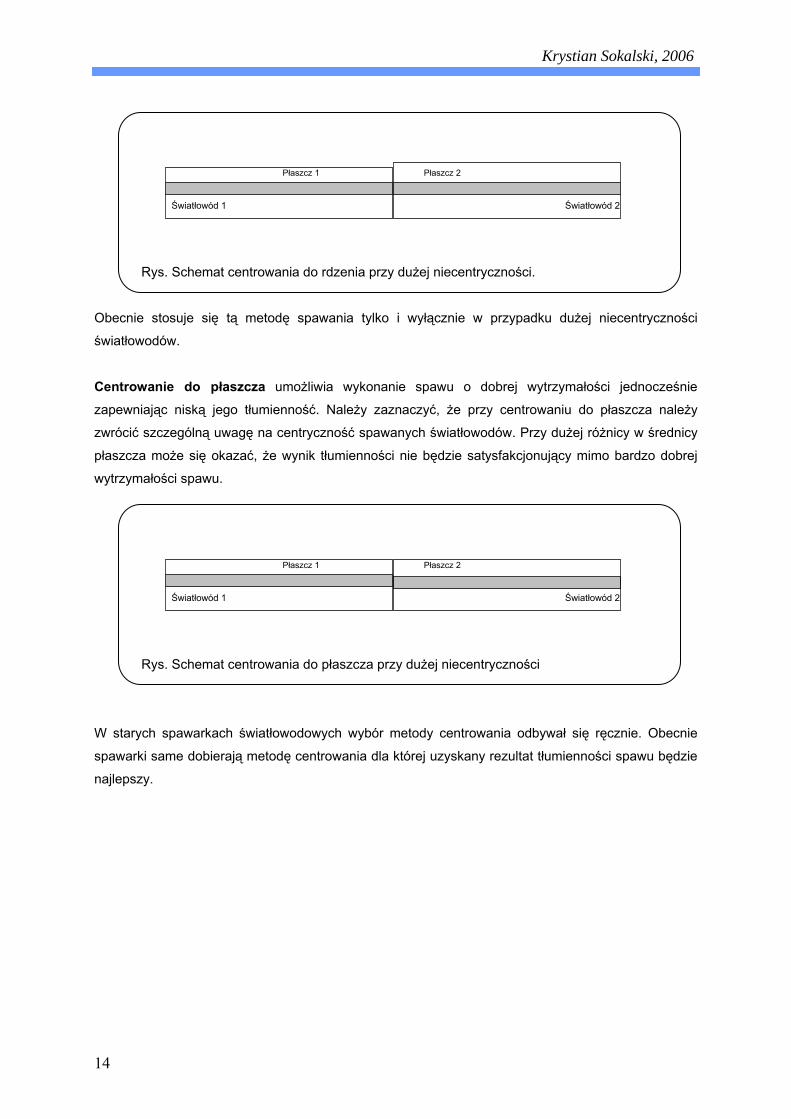
Metoda centrowania do rdzenia daje bardzo dobre wyniki tłumienności wykonanego spawu, ale
może być przyczyną słabej jego wytrzymałości. Metoda ta polega na idealnym ustawieniu i
wyrównaniu rdzeni spawanych światłowodów (poniższy rysunek). W wyniku tego rodzaju centrowania
w miejscu wykonania spawu widoczna jest cienka linia.
Krystian Sokalski, 2006
14
Płaszcz 1 Płaszcz 2
Światłowód 1 Światłowód 2
Rys. Schemat centrowania do rdzenia przy dużej niecentryczności.
Obecnie stosuje się tą metodę spawania tylko i wyłącznie w przypadku dużej niecentryczności
światłowodów.
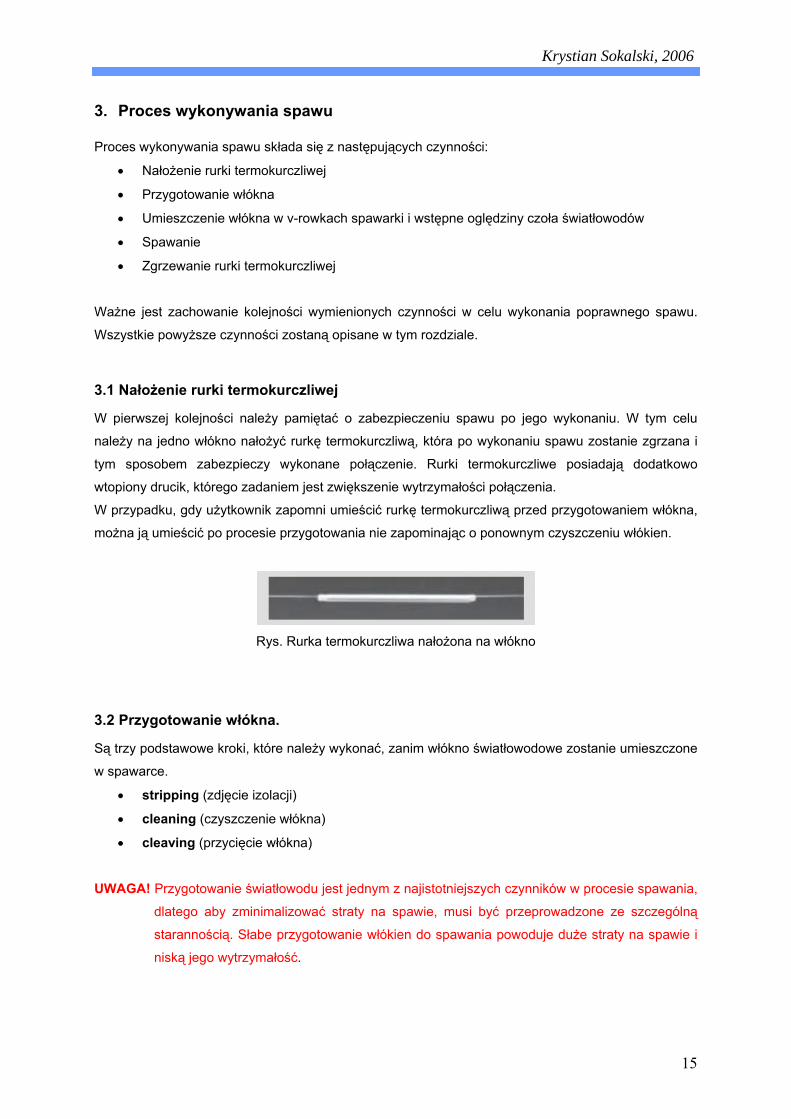
Centrowanie do płaszcza umożliwia wykonanie spawu o dobrej wytrzymałości jednocześnie
zapewniając niską jego tłumienność. Należy zaznaczyć, że przy centrowaniu do płaszcza należy
zwrócić szczególną uwagę na centryczność spawanych światłowodów. Przy dużej różnicy w średnicy
płaszcza może się okazać, że wynik tłumienności nie będzie satysfakcjonujący mimo bardzo dobrej
wytrzymałości spawu.
Płaszcz 1 Płaszcz 2
Światłowód 1 Światłowód 2
Rys. Schemat centrowania do płaszcza przy dużej niecentryczności
W starych spawarkach światłowodowych wybór metody centrowania odbywał się ręcznie. Obecnie
spawarki same dobierają metodę centrowania dla której uzyskany rezultat tłumienności spawu będzie
najlepszy.
Krystian Sokalski, 2006
15
3. Proces wykonywania spawu Proces wykonywania spawu składa się z następujących czynności:
• Nałożenie rurki termokurczliwej
• Przygotowanie włókna
• Umieszczenie włókna w v-rowkach spawarki i wstępne oględziny czoła światłowodów
• Spawanie
• Zgrzewanie rurki termokurczliwej
Ważne jest zachowanie kolejności wymienionych czynności w celu wykonania poprawnego spawu.
Wszystkie powyższe czynności zostaną opisane w tym rozdziale.
3.1 Nałożenie rurki termokurczliwej
W pierwszej kolejności należy pamiętać o zabezpieczeniu spawu po jego wykonaniu. W tym celu
należy na jedno włókno nałożyć rurkę termokurczliwą, która po wykonaniu spawu zostanie zgrzana i
tym sposobem zabezpieczy wykonane połączenie. Rurki termokurczliwe posiadają dodatkowo
wtopiony drucik, którego zadaniem jest zwiększenie wytrzymałości połączenia.
W przypadku, gdy użytkownik zapomni umieścić rurkę termokurczliwą przed przygotowaniem włókna,
można ją umieścić po procesie przygotowania nie zapominając o ponownym czyszczeniu włókien.
Rys. Rurka termokurczliwa nałożona na włókno
3.2 Przygotowanie włókna.
Są trzy podstawowe kroki, które należy wykonać, zanim włókno światłowodowe zostanie umieszczone
w spawarce.
• stripping (zdjęcie izolacji)
• cleaning (czyszczenie włókna)
• cleaving (przycięcie włókna)
UWAGA! Przygotowanie światłowodu jest jednym z najistotniejszych czynników w procesie spawania,
dlatego aby zminimalizować straty na spawie, musi być przeprowadzone ze szczególną
starannością. Słabe przygotowanie włókien do spawania powoduje duże straty na spawie i
niską jego wytrzymałość.
Krystian Sokalski, 2006
16
Stripping- zdjęcie izolacji światłowodu
• Za pomocą odpowiedniego narzędzia (stripper) usuń conajmniej 50mm zewnętrznej
powłoki światłowodu (rys. A i B)
• Usuń około 30mm powłoki wewnętrznej (rys. C)
UWAGA! Światłowody nie mogą być poddawane działaniom silnych naprężeń, dlatego nie należy ich
wiązać ani zaplatać. Do zdejmowania powłok światłowodów należy używać odpowiednich do
tego narzędzi.
Cleaning- czyszczenie włókna
• Pozbawione izolacji włókno oczyść za pomocą
chusteczki lub bawełnianego tamponu
nasączonego propanolem lub etanolem.
Najprostszym sposobem oczyszczenia włókna
jest zastosowanie nasączonych pałeczek
higienicznych.
• Po oczyszczeniu włókna sprawdź czy v-rowki w spawarce są także oczyszczone.
Cleaving- przycinanie włókna
Przycinaj włókna za pomocą specjalnego narzędzia- obcinarki włókien
światłowodowych z nożem diamentowym(zobacz zdjęcie obok). Postępuj
zgodnie z instrukcją producenta przycinarki.
Obcinarka EFC-20 (zdjęcie obok) firmy Ericsson umożliwia obcięcie włókna z
dokładnością do 0.5 ° a żywotność noża przewidziana jest na 48 000 cięć. W przypadku stępienia
noża należy dokonać jego wymiany.
Krystian Sokalski, 2006
17
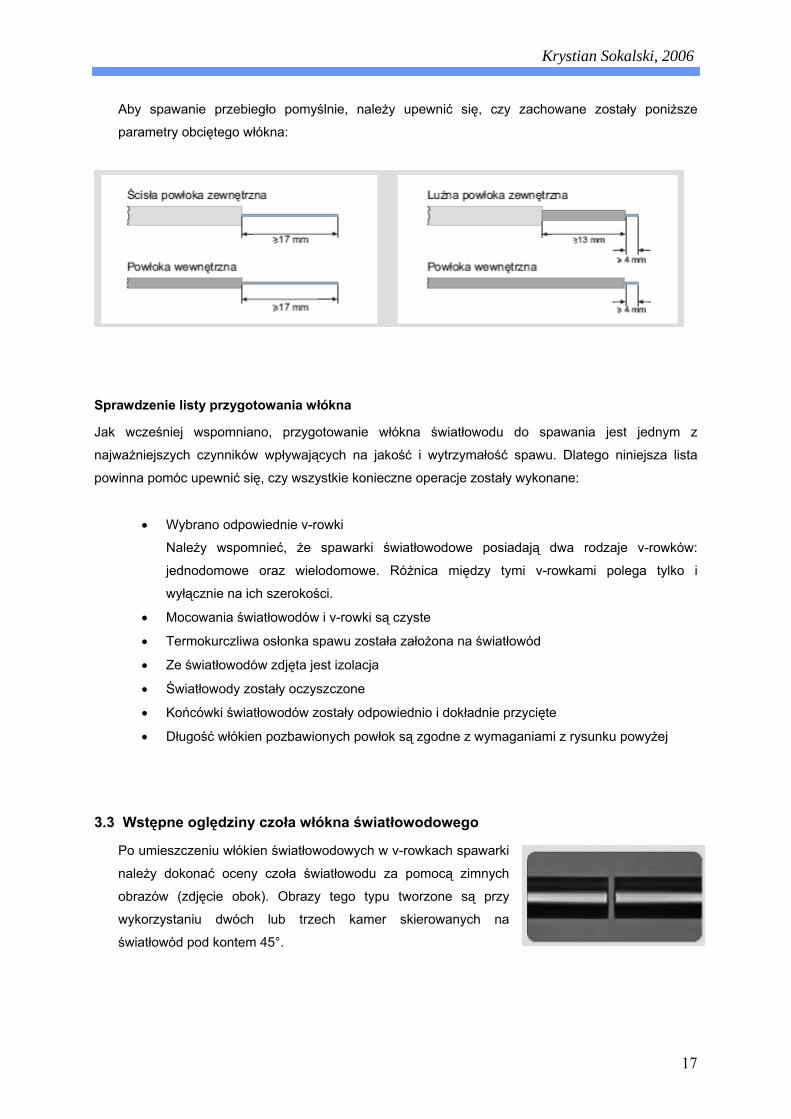
Aby spawanie przebiegło pomyślnie, należy upewnić się, czy zachowane zostały poniższe
parametry obciętego włókna:
Sprawdzenie listy przygotowania włókna
Jak wcześniej wspomniano, przygotowanie włókna światłowodu do spawania jest jednym z
najważniejszych czynników wpływających na jakość i wytrzymałość spawu. Dlatego niniejsza lista
powinna pomóc upewnić się, czy wszystkie konieczne operacje zostały wykonane:
• Wybrano odpowiednie v-rowki
Należy wspomnieć, że spawarki światłowodowe posiadają dwa rodzaje v-rowków:
jednodomowe oraz wielodomowe. Różnica między tymi v-rowkami polega tylko i
wyłącznie na ich szerokości.
• Mocowania światłowodów i v-rowki są czyste
• Termokurczliwa osłonka spawu została założona na światłowód
• Ze światłowodów zdjęta jest izolacja
• Światłowody zostały oczyszczone
• Końcówki światłowodów zostały odpowiednio i dokładnie przycięte
• Długość włókien pozbawionych powłok są zgodne z wymaganiami z rysunku powyżej
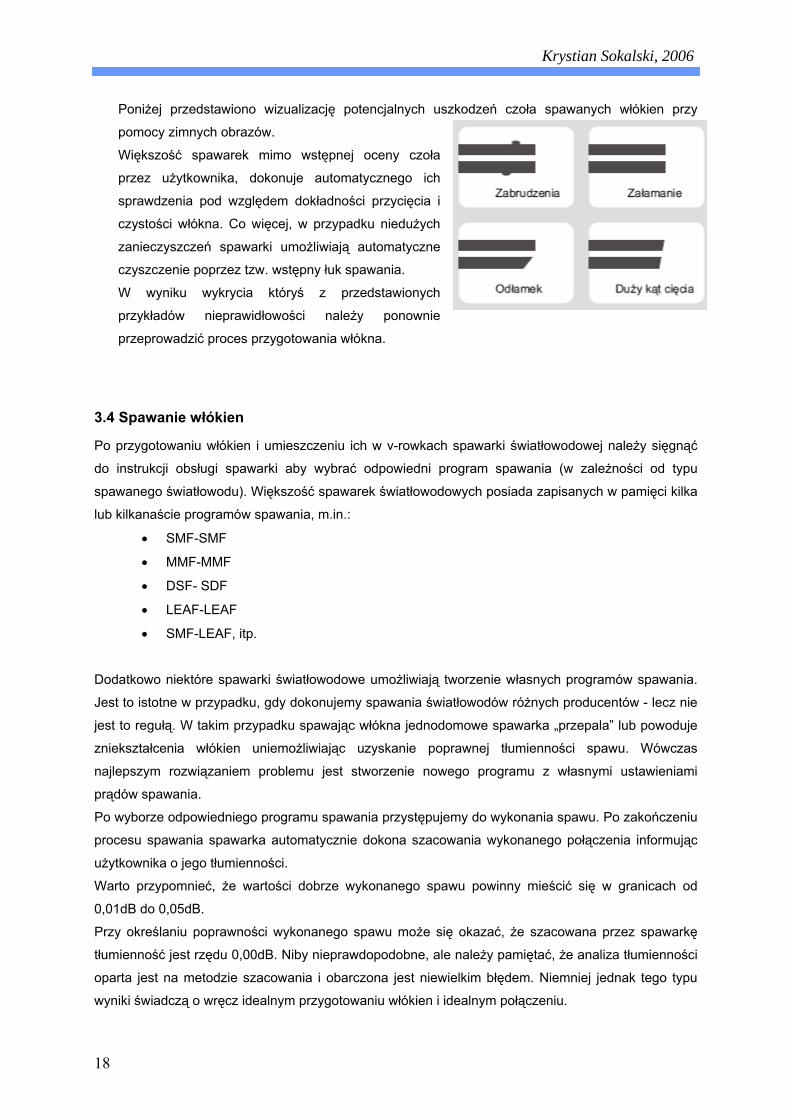
3.3 Wstępne oględziny czoła włókna światłowodowego
Po umieszczeniu włókien światłowodowych w v-rowkach spawarki
należy dokonać oceny czoła światłowodu za pomocą zimnych
obrazów (zdjęcie obok). Obrazy tego typu tworzone są przy
wykorzystaniu dwóch lub trzech kamer skierowanych na
światłowód pod kontem 45°.
Krystian Sokalski, 2006
18
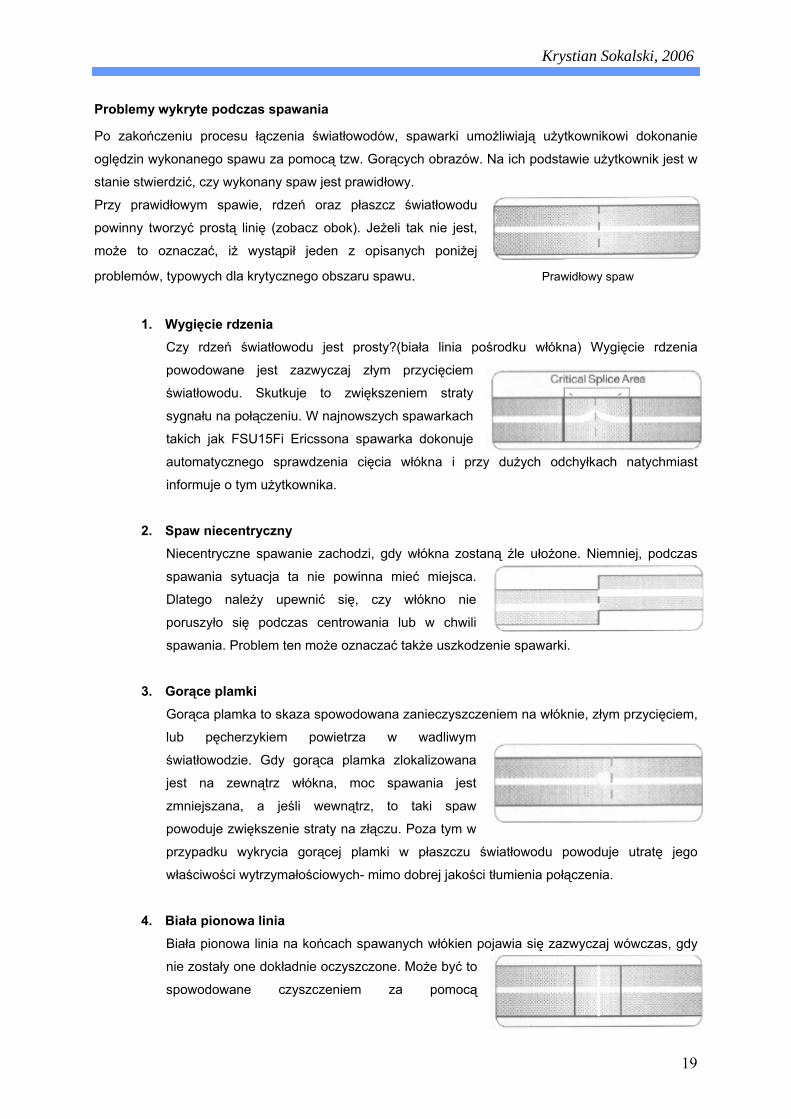
Poniżej przedstawiono wizualizację potencjalnych uszkodzeń czoła spawanych włókien przy
pomocy zimnych obrazów.
Większość spawarek mimo wstępnej oceny czoła
przez użytkownika, dokonuje automatycznego ich
sprawdzenia pod względem dokładności przycięcia i
czystości włókna. Co więcej, w przypadku niedużych
zanieczyszczeń spawarki umożliwiają automatyczne
czyszczenie poprzez tzw. wstępny łuk spawania.
W wyniku wykrycia któryś z przedstawionych
przykładów nieprawidłowości należy ponownie
przeprowadzić proces przygotowania włókna.
3.4 Spawanie włókien
Po przygotowaniu włókien i umieszczeniu ich w v-rowkach spawarki światłowodowej należy sięgnąć
do instrukcji obsługi spawarki aby wybrać odpowiedni program spawania (w zależności od typu
spawanego światłowodu). Większość spawarek światłowodowych posiada zapisanych w pamięci kilka
lub kilkanaście programów spawania, m.in.:
• SMF-SMF
• MMF-MMF
• DSF- SDF
• LEAF-LEAF
• SMF-LEAF, itp.
Dodatkowo niektóre spawarki światłowodowe umożliwiają tworzenie własnych programów spawania.
Jest to istotne w przypadku, gdy dokonujemy spawania światłowodów różnych producentów - lecz nie
jest to regułą. W takim przypadku spawając włókna jednodomowe spawarka „przepala” lub powoduje
zniekształcenia włókien uniemożliwiając uzyskanie poprawnej tłumienności spawu. Wówczas
najlepszym rozwiązaniem problemu jest stworzenie nowego programu z własnymi ustawieniami
prądów spawania.
Po wyborze odpowiedniego programu spawania przystępujemy do wykonania spawu. Po zakończeniu
procesu spawania spawarka automatycznie dokona szacowania wykonanego połączenia informując
użytkownika o jego tłumienności.
Warto przypomnieć, że wartości dobrze wykonanego spawu powinny mieścić się w granicach od
0,01dB do 0,05dB.
Przy określaniu poprawności wykonanego spawu może się okazać, że szacowana przez spawarkę
tłumienność jest rzędu 0,00dB. Niby nieprawdopodobne, ale należy pamiętać, że analiza tłumienności
oparta jest na metodzie szacowania i obarczona jest niewielkim błędem. Niemniej jednak tego typu
wyniki świadczą o wręcz idealnym przygotowaniu włókien i idealnym połączeniu.
Krystian Sokalski, 2006
19
Problemy wykryte podczas spawania
Po zakończeniu procesu łączenia światłowodów, spawarki umożliwiają użytkownikowi dokonanie
oględzin wykonanego spawu za pomocą tzw. Gorących obrazów. Na ich podstawie użytkownik jest w
stanie stwierdzić, czy wykonany spaw jest prawidłowy.
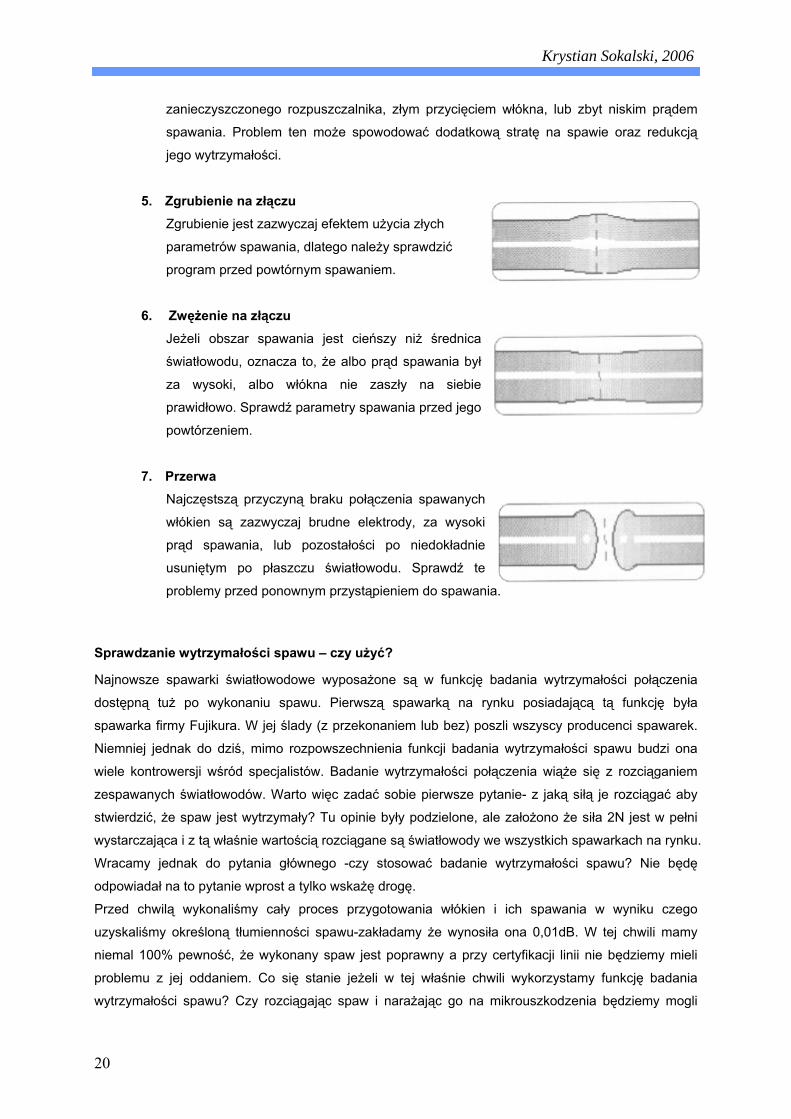
Przy prawidłowym spawie, rdzeń oraz płaszcz światłowodu
powinny tworzyć prostą linię (zobacz obok). Jeżeli tak nie jest,
może to oznaczać, iż wystąpił jeden z opisanych poniżej
problemów, typowych dla krytycznego obszaru spawu. Prawidłowy spaw
1. Wygięcie rdzenia Czy rdzeń światłowodu jest prosty?(biała linia pośrodku włókna) Wygięcie rdzenia
powodowane jest zazwyczaj złym przycięciem
światłowodu. Skutkuje to zwiększeniem straty
sygnału na połączeniu. W najnowszych spawarkach
takich jak FSU15Fi Ericssona spawarka dokonuje
automatycznego sprawdzenia cięcia włókna i przy dużych odchyłkach natychmiast
informuje o tym użytkownika.
2. Spaw niecentryczny Niecentryczne spawanie zachodzi, gdy włókna zostaną źle ułożone. Niemniej, podczas
spawania sytuacja ta nie powinna mieć miejsca.
Dlatego należy upewnić się, czy włókno nie
poruszyło się podczas centrowania lub w chwili
spawania. Problem ten może oznaczać także uszkodzenie spawarki.
3. Gorące plamki
Gorąca plamka to skaza spowodowana zanieczyszczeniem na włóknie, złym przycięciem,
lub pęcherzykiem powietrza w wadliwym
światłowodzie. Gdy gorąca plamka zlokalizowana
jest na zewnątrz włókna, moc spawania jest
zmniejszana, a jeśli wewnątrz, to taki spaw
powoduje zwiększenie straty na złączu. Poza tym w
przypadku wykrycia gorącej plamki w płaszczu światłowodu powoduje utratę jego
właściwości wytrzymałościowych- mimo dobrej jakości tłumienia połączenia.
4. Biała pionowa linia
Biała pionowa linia na końcach spawanych włókien pojawia się zazwyczaj wówczas, gdy
nie zostały one dokładnie oczyszczone. Może być to
spowodowane czyszczeniem za pomocą
Krystian Sokalski, 2006
20
zanieczyszczonego rozpuszczalnika, złym przycięciem włókna, lub zbyt niskim prądem
spawania. Problem ten może spowodować dodatkową stratę na spawie oraz redukcją
jego wytrzymałości.
5. Zgrubienie na złączu
Zgrubienie jest zazwyczaj efektem użycia złych
parametrów spawania, dlatego należy sprawdzić
program przed powtórnym spawaniem.
6. Zwężenie na złączu
Jeżeli obszar spawania jest cieńszy niż średnica
światłowodu, oznacza to, że albo prąd spawania był
za wysoki, albo włókna nie zaszły na siebie
prawidłowo. Sprawdź parametry spawania przed jego
powtórzeniem.
7. Przerwa
Najczęstszą przyczyną braku połączenia spawanych
włókien są zazwyczaj brudne elektrody, za wysoki
prąd spawania, lub pozostałości po niedokładnie
usuniętym po płaszczu światłowodu. Sprawdź te
problemy przed ponownym przystąpieniem do spawania.
Sprawdzanie wytrzymałości spawu – czy użyć?
Najnowsze spawarki światłowodowe wyposażone są w funkcję badania wytrzymałości połączenia
dostępną tuż po wykonaniu spawu. Pierwszą spawarką na rynku posiadającą tą funkcję była
spawarka firmy Fujikura. W jej ślady (z przekonaniem lub bez) poszli wszyscy producenci spawarek.
Niemniej jednak do dziś, mimo rozpowszechnienia funkcji badania wytrzymałości spawu budzi ona
wiele kontrowersji wśród specjalistów. Badanie wytrzymałości połączenia wiąże się z rozciąganiem
zespawanych światłowodów. Warto więc zadać sobie pierwsze pytanie- z jaką siłą je rozciągać aby
stwierdzić, że spaw jest wytrzymały? Tu opinie były podzielone, ale założono że siła 2N jest w pełni
wystarczająca i z tą właśnie wartością rozciągane są światłowody we wszystkich spawarkach na rynku.
Wracamy jednak do pytania głównego -czy stosować badanie wytrzymałości spawu? Nie będę
odpowiadał na to pytanie wprost a tylko wskażę drogę.
Przed chwilą wykonaliśmy cały proces przygotowania włókien i ich spawania w wyniku czego
uzyskaliśmy określoną tłumienności spawu-zakładamy że wynosiła ona 0,01dB. W tej chwili mamy
niemal 100% pewność, że wykonany spaw jest poprawny a przy certyfikacji linii nie będziemy mieli
problemu z jej oddaniem. Co się stanie jeżeli w tej właśnie chwili wykorzystamy funkcję badania
wytrzymałości spawu? Czy rozciągając spaw i narażając go na mikrouszkodzenia będziemy mogli
Krystian Sokalski, 2006
21
stwierdzić, że jego tłumienność jest nadal na poziomie 0,01dB? (Należy tu zaznaczyć, że spawarka
nie ma możliwości dokonania ponownego szacowania tego samego spawu.) Jak widać odpowiedź
nasuwa się sama, niemniej jednak ma ona dużo zwolenników.
3.5 Zabezpieczenie wykonanego spawu
Po wykonaniu procesu spawania i wstępnych oględzinach wykonanego spawu czas na jego
zabezpieczenie. W tym celu wykorzystuje się wcześniej założoną rurkę termokurczliwą, którą nasuwa
się na miejsce spawu i umieszcza się w piecyku. Piecyk do zgrzewania rurek termokurczliwych jest
standardowym wyposażeniem spawarki światłowodowej a sam proces zgrzewania trwa około 30
sekund.
3.6 Podsumowanie
Powyżej przedstawione zostały wszystkie aspekty i metodologia procesu spawania światłowodów.
Zalecając się do wymienionych wskazówek możemy mieć pewność, że wykonane połączenie będzie
się charakteryzowało bardzo niską tłumiennością oraz dużą wytrzymałością spawu. Mimo, że sam
proces spawania jest dość skomplikowany i wymaga dużej dokładności, to nie przeszkadza w pełnej
automatyzacji wykonywania spawów – wszystko zależne jest od wprawy i wiedzy użytkownika.