Kompletne rozwiązania obróbkowe - Sandvik Coromant · Wiertła te przeznaczone są do konkretnych...
24
Kompletne rozwiązania obróbkowe Kadłuby samolotowe
Transcript of Kompletne rozwiązania obróbkowe - Sandvik Coromant · Wiertła te przeznaczone są do konkretnych...

Kompletne rozwiązania obróbkowe
Kadłuby samolotowe

2
Sandvik Coromant w przestrzeni powietrznej
Wiedza i umiejętności wspierające wymagającą produkcjęPaństwa wymagania ustanawiają standardy
Przemysł lotniczy jest jedną z najbardziej wymagających pod
względem technicznym gałęzi przemysłu światowego. Stosując
coraz trudniejsze w obróbce materiały, wymagające specyfikacje
i stałe reżimy czasowe, produkcja części dla przemysłu lotni-
czego charakteryzuje się wieloma ograniczeniami przy jedno-
czesnym dążeniu do jej ciągłego wzrostu.
Przedmioty obrabiane i ich cechy
Naszym celem jest oferowanie kompletnych rozwiązań dla
elementów typowych, dotyczy to zarówno samych narzędzi, ale
także wiedzy na temat ich zastosowania w procesie obróbki.
Rozwiązania takie obejmują:
• końcówkę wrzeciona
• oprawki umożliwiające dostęp do powierzchni przedmiotu
obrabianego w zależności od jego kształtu
• metody programowania
• gatunki i geometrie płytek
• stan powierzchni po obróbce – prawidłowe parametry
pozwalające na uzyskanie elementu spełniającego najwyższe
oczekiwania
Szczególna uwaga:
1) Skrócenie czasu nieefektywnego, kiedy obróbka nie jest
wykonywana – obrabiarka zarabia jedynie wtedy, kiedy umie-
szczona na niej lampka sygnalizacyjna świeci się na zielono.
To właśnie w tym obszarze zastosowanie bardziej elastycz-
nych obrabiarek, modułowych systemów narzędziowych
i chłodziwa pod wysokim ciśnieniem odegra dużą rolę.
2) Optymalizacja procesu skrawania – przygotowanie programu
obróbkowego, nawet jeszcze na etapie prototypu, to moment,
w którym należy sięgnąć do najlepszych praktyk związanych
ze specyfiką obróbki każdego elementu.
Nasze specjalistyczne Centra Zastosowań inwestują w przyszłość
rozwiązań oraz w zrozumienie potrzeb przemysłu, co znacznie
wykracza poza same tylko narzędzia.
Sandvik Coromant posiada, potrzebną w Państwa wymagających
procesach produkcyjnych, fachową wiedzę na temat przemysłu
lotniczego. Wiedzę, która pozwala skoncentrować się na
Państwa sukcesie.
www.aero-knowledge.com

3
Jeden system! Jedno rozwiązanie!
We wszystkich Państwa obrabiarkach
Coromant Capto - inteligentny wybór do produkcji elementów dla
przemysłu lotniczego.
Coromant Capto to unikatowe mocowanie, nadające się równie
dobrze do toczenia z wykorzystaniem głowicy rewolwerowej, jak
i zastosowań obrotowych we wrzecionie centrum obróbkowego –
złącze bez ograniczeń.
System ten zapewnia elastyczność w zakresie optymalizacji
długości narzędzia, koniecznej do utrzymania maksymalnej
stabilności i poziomu bicia promieniowego umożliwiającego
wysoką objętościową wydajność skrawania. Mając do dyspozycji
ponad 5000 standardowych produktów możliwe jest stworzenie
dowolnego zestawu narzędziowego.
Kadłuby samolotowe
Kadłub samolotu to szerokie pojęcie odnoszące się do wszelkich
części konstrukcji lotniczych z wyłączeniem silnika; pojęcie to
dotyczy różnego rodzaju materiałów i różnych form konstrukcyj-
nych. Zwykle samolot można podzielić na takie obszary, jak
kadłub, skrzydła, krawędź natarcia i krawędź spływu, wysięgnik
mocowania silnika, ogon i podwozie. Każdy z tych obszarów
także składa się z wielu różnych części konstrukcyjnych, które są
wyprodukowane z różnych materiałów: tytanu, materiałów kom-
pozytowych, aluminium, stali nierdzewnych i wysokostopowych.
• Wyważony i współśrodkowy
• Przenoszenie wysokich
momentów obrotowych
• Doprowadzenie chłodziwa
do krawędzi skrawającej
• Stabilność długich
narzędzi
• Wytrzymałość na wysokie
obciążenia osiowe
• Szybka zmiana
• Elastyczność
• Automatyczna wymiana
narzędzia
- Brak ograniczeń w prędkości
obrotowej wrzeciona
- Bez rowków wpustowych
- Doprowadzanie chłodziwa
poprzez narzędzie
- Wysoka wytrzymałość na
zginanie
- Duża osiowa siła mocująca
- Zamocowanie i zwolnienie po
wykonaniu ½ obrotu klucza
- Modułowość umożliwiająca
składanie zestawów
- Hydrauliczne mocowanie,
manipulacja z użyciem
chwytaka oraz możliwość
przechowywania narzędzia
w magazynie obrabiarki

44
Chłodziwo pod wysokim ciśnieniem
W tym przypadku zalecenie jest proste: podczas obróbki tytanu zawsze należy
stosować chłodziwo w dużych ilościach, a o ile to możliwe także pod wysokim
ciśnieniem. Stosowanie chłodziwa pod wysokim ciśnieniem w przypadku frezowa-
nia tytanu dwukrotnie wydłuży trwałość narzędzia w porównaniu z obróbką przy
zastosowaniu chłodziwa pod normalnym ciśnieniem.
Ponieważ zgrzane wióry zostają usunięte, pozwala to uchronić się przed niezwykle
poważnym zagrożeniem uszkodzenia narzędzia na skutek ponownego ich skrawa-
nia.
Zalecenia
ÿ Stosuj doprowadzenie chłodziwa przez wrzeciono i narzędzie
ÿ Wydatek chłodziwa i jego ciśnienie powinny zostać starannie zaplanowane
z uwzględnieniem liczby i średnicy otworów doprowadzających oraz rodzaju
przeprowadzanej operacji.
ÿ Należy wybierać dysze o niewielkiej średnicy, aby zapewnić wysokie ciśnienie.
ÿ Zalecane ciśnienie: minimum 70 bar
ÿ Zalecany wydatek: 50 l/min.
Zgrubne frezowanie czołowe
Zaprogramować wejście i wyjście z materiału po łuku w kierunku
zgodnym z ruchem wskazówek zegara (kierunek przeciwny nie
zapobiegnie powstawaniu grubych wiórów). Dzięki wejściu
i wyjściu z materiału po łuku, grubość wiórów przy wyjściu ostrza
z materiału jest zawsze równa zeru, pozwalając na zastosowa-
nie wyższych wartości posuwu i wydłużając trwałość narzędzia.
Frez z okrągłymi płytkami zapewnia najlepszą produktywność
i trwałość dzięki odpowiedniemu kątowi przystawienia oraz w efe-
kcie ścienienia wiórów. CoroMill 300 z płytkami w gatunku S30T
i S40T może być wykorzystywany z wewnętrznym doprowadze-
niem chłodziwa oraz w opcji z gęstą podziałką, dlatego jest to
idealne narzędzie do tytanu. Teraz jest ono dostępne dla płytek
o wielkości do 20 mm (metryczne) lub 1,0” (calowe).
W kadłubie samolotu znajdują się różne elementy konstrukcyjne wyprodukowane z tyta-
nu. Poniżej przedstawiamy belkę podwozia z zaznaczonymi miejscami występowania
największych wyzwań związanych z mechaniczną obróbką elementów konstrukcyjnych
tego typu.
Kadłub samolotu -belka podwozia

55
Profi lowe frezowanie 2D
Do tej operacji możemy zaoferować kompletne
rozwiązanie począwszy od obróbki zgrubnej, na wy-
kańczającej skończywszy. Najlepszy do obróbki
zgrubnej jest frez CoroMill 690 wraz z przeznaczo-
nymi do tytanu gatunkami S30T i S40T. Osiowe unie-
ruchomienie płytek wynika z konstrukcji ich spodniej
części, chroniąc je przed zmianą położenia i umoż-
liwiając wysoką objętościową wydajność skrawania
przy zagwarantowaniu bezpieczeństwa. Rozwiązanie
to zapewnia łagodny przebieg procesu skrawania
oraz wymaga minimalnej mocy. Każdy otwór dyszy
chłodziwa jest gwintowany umożliwiając zastoso-
wanie dysz o mniejszej średnicy w przypadkach
wymagających dostarczania chłodziwa pod wysokim
ciśnieniem. Do obróbki wykańczającej zalecamy frez
wykańczający Sandvik Coromant o długich krawę-
dziach zwany również jako „Dream cutter” - frez
marzeń, który zapewnia chropowatość powierzchni
o wartości Ra od 0,6 do 1,2, gdzie stopnie na
powierzchni zostają zastąpione łagodną falą.
Średnia wysokość nierówności powierzchni
waha się od 0,025 do 0,038 mm.
Zgrubna obróbka kieszeni 2D
W przypadku obróbki kieszeni 2D, należy stosować metodę
frezowania z interpolacją śrubową przy niewielkiej głęboko-
ści skrawania i posuwie na ostrze wynoszącym maksymal-
nie 1,0 mm jeżeli stosowany jest frez CoroMill 210. Frez ten
przeznaczony jest do wysokich posuwów zapewniając łatwy
i szybki przebieg procesu skrawania przy doskonałej wydaj-
ności objętościowej. Nadaje się on do wszystkich rodzajów
i konstrukcji obrabiarek. Do zalet metody frezowania
z interpolacją śrubową należą stosowanie mniejszej liczby
narzędzi (brak konieczności użycia wierteł) i elastyczność
- możliwość produkcji szerokiej gamy rozmiarów. Alterna-
tywnymi narzędziami korzystającymi z tej samej techniki
programowania są frezy na płytki okrągłe, takie jak CoroMill
300 i CoroMill 200.

66
Keson centropłata wykonuje się z kilku typów materiałów kompozytowych zwykle
łączonych warstwowo z aluminium i tytanem, co stanowi wyzwanie dla procesu produk-
cyjnego, bezpieczeństwa narzędzia i jakości powierzchni. Kwestie takie jak ewakuacja
wióra, wydajność produkcji i jakość otworów stają się trudniejsze ze względu na
drastyczną różnicę własności użytych materiałów.
Kadłub samolotu - keson centropłata
Wymagające zastosowanie w materiałach warstwowych
Materiał: Aluminium, włókno węglowe,
aluminium – ułożenie w pakiet
Zastosowanie: – Wiercenie otworów
Średnica otworu – 9,525 mm (3/8”)
Typ wiertła: – Wiertło do materiałów kompozyto-
wych typu CoroDrill® 854
z pokryciem diamentowym
Typ obrabiarki i warunki: – Wiertarka pneumatyczna do
kompozytów
– Mikro smarowanie
Parametry skrawania: – Obr/min.: 2000
– Posuw: 0,03 mm/obr
Wymagania dotyczące tolerancji otworu: – H9
Chropowatość powierzchni: – Wymagana: 3,2 Ra – Osiągnięta: 1,6 Ra
Wymagania dotyczące bezpiecznego przebiegu procesu skrawania przy
zapewnieniu dokładnych wymiarów, wykończenia powierzchni i ograniczonego
tworzenia się zadziorów zostały osiągnięte dzięki zastosowaniu CoroDrill®
854. Długa i stabilna trwałość narzędzia przy doskonałym tworzeniu się wióra
ułatwiała wiercenie otworów wysokiej jakości.
aluminium
włókno węglowe
aluminium
20 mm
20 mm
20 mm
Ø 9,525 mm

77
Obróbka krawędzi i powierzchni
W przypadku obróbki krawędzi większych elementów,
CoroMill 390 z płytkami z narożem PCD (diament po-
likrystaliczny) lub płytkami węglikowymi pokrywanymi
diamentem zwiększa objętościową wydajność skrawania.
Zastosowanie mocowania Coromant Capto w przypadku
długich wysięgów zwiększa stabilność przeprowadzanej
operacji.
Obróbka otworów w materiałach z włóknem węglowym i metalowych
Koncentrując się na skróceniu czasu przestojów, poprawie
jakości otworów i tolerancji podczas skrawania włókna
węglowego, optymalne geometrie wierteł ze spieczonym w
korpusie węglikowym ostrzem z PCD oraz zoptymalizowany
proces zastosowania narzędzi mają kluczowe znaczenie.
Dąży się zawsze do zastosowania skracających czas
produkcji narzędzi jednocyklowych. Wykończenie otworu
może wymagać jednak drugiej operacji. W przypadku
otworów o wąskiej tolerancji lub wymagających wysokiej
jakości wykończenia powierzchni, rozwiertaki z ostrzami
węglikowymi lub PCD mogą stanowić doskonały wybór.
Fazowane otwory mogą być efektywnie wykonywane przez
dodanie operacji pogłębiania stożkowego za pomocą
dedykowanych do tego zadania wierteł CoroDrill
z krawędziami skrawającymi PCD.
Wiercenie otworów w kompozy-tach warstwowych z włóknem węglowym i tytanem
Włókna węglowe w połączeniu z tytanem to jedna
z najbardziej wymagających kombinacji w przypadku
materiałów warstwowych. Wiertło CoroDrill z ostrzem PCD,
opracowane z wykorzystaniem unikatowej geometrii, było
w stanie zwiększyć produktywność w przypadku tego,
stanowiącego wyzwanie dla procesu wiercenia otworów,
zastosowania. Podczas obróbki panelu z kompozytu
z włóknami węglowymi o grubości 15 mm i z blachą tytanową
o grubości 10 mm osiągnięto dobre bezpieczeństwo i precyzję.
Wiertło CoroDrill® z ostrzem PCD Wiercenie otworów
Prędkość skrawania: vc m/min 12
Głębokość otworu ap mm 25
Posuw fn mm/obr 0,05
Model 3D

8
Główne wyzwania podczas obróbki elementów konstrukcyjnych tego typu to
obróbka otworów, konturów i powierzchni.
Skrzydło - keson skrzydła
Zakres geometrii CoroDrill
Nowa geometria CoroDrill 854 do materiałów o dużej za-
wartości włókien, 855 do szerokiego zakresu zastosowań
lub nowa geometria 856 do materiałów żywicznych zostały
zaprojektowane z myślą o jakości otworów. Optymaliza-
cja procesu produkcyjnego została uproszczona dzięki
szerokiemu wyborowi geometrii o zoptymalizowanym kącie
natarcia i kącie wierzchołkowym. Wiertła te przeznaczone
są do konkretnych materiałów, gdzie stawiane są szcze-
gólne wymagania dotyczące tolerancji wykonania otworu
i zmniejszonego rozwarstwienia materiału.
CoroDrill 854
Frezowanie profi lowe
Technika frezowania z wykorzystaniem pochylonego
frezu palcowego w celu uzyskania złożonych kształ-
tów powierzchni może w wielu obszarach zastąpić
obróbkę z użyciem kulistego frezu palcowego. Prze-
chylenie narzędzia względem elementu obrabianego
powoduje powstanie eliptycznej ścieżki narzędzia.
Taka płytka elipsa pozwala na zastosowanie więk-
szych odstępów między kolejnymi zagłębieniami przy
jednoczesnym zachowaniu
wymaganej wysokości wierzchołka profilu powierzch-
ni. Proces ten jest idealny do dużych obszarów
o płytkich krzywiznach. Frezowanie z pochyleniem
przy zastosowaniu frezu CoroMill 390 i płytek z PCD
o ostrych i dodatnich krawędziach skrawających
umożliwia osiągnięcie wysokiej objętościowej wydaj-
ności skrawania przy dobrym wykończeniu i jakości
powierzchni zapewniając jednocześnie bardzo bez-
pieczny i wydajny przebieg procesu.
CoroDrill 855 CoroDrill 856

99
Obróbka krawędzi elementów
Wykończenie uzyskane podczas tej operacji może
ograniczyć potrzebę dalszych operacji lub całkowicie
je wyeliminować, co wraz z poprawą trwałości na-
rzędzia przyczynia się do skrócenia czasu przestoju
obrabiarki.
Obróbkę zgrubną lub wykańczającą materiałów
kompozytowych można udoskonalić dzięki frezom
CoroMill®. Frezy palcowe PCD i frezy węglikowe
pokrywane diamentem mogą zostać indywidualnie
opracowane, aby odpowiadały większości zastoso-
wań, zmniejszając odpryski włókien i zwiększając
objętościową wydajność skrawania.
CoroMill® Century, wysoce pre-cyzyjne rozwiązanie do obróbki powierzchni o wysokichwymaganiach, co do wymiarów i wykończenia. Wymienne płytki z ząbkowanym gniazdem sprawiają, że jest to elastyczne, ale jednocześnie dokładne rozwiązanie w porównaniu z frezami o ostrzach lutowanych.
Obróbka powierzchni przy zachowaniu wysokiego poziomu bezpieczeństwa
Stosowanie wysoce precyzyjnego rozwiązania w postaci CoroMill Century
pozwala na wydajną obróbkę powierzchni zwiększając serie produkcyjne
i bezpieczeństwo.
CoroMill® Century z płytkami PCD i 4 ostrzami Frezowanie powierzchni
Prędkość skrawania vc m/min 300
Głębokość skrawania ap mm 2,5
Posuw fz mm/ostrze 0,17
Model 3D

1010
Skrzydło - wysięgnik mocowania silnikaWysięgniki mocowania silnika mogą mieć konstrukcję otwartą lub zamkniętą.
Największe wyzwanie w przypadku elementów zamkniętych stanowią ostre kąty
i głębokie rowki.
Wykonywanie rowków
Kiedy rowek jest głęboki i wąski największą
stabilność i produktywność zapewniają frezy
tarczowe. Frezy takie mogą być łączone
w zespoły, w celu obróbki więcej niż jednej
powierzchni w tej samej płaszczyźnie i w tym
samym czasie. Zamontowane w regulowa-
nych kasetach płytki CoroMill 331 w gatunku
S30T lub S40T stanowią zoptymalizowane
rozwiązanie.
System wymiennych części roboczych
Frez palcowy CoroMill 316 jest pierwszym produktem zgodnym
z nowym systemem wymiennych frezarskich części roboczych.
Został on opracowany w taki sposób, aby mógł pracować
w zakresie średnic 10-25 mm.
Główne zalety CoroMill 316 to lepsza produktywność,
wszechstronność, możliwość zmniejszenia stanów i kosztów
magazynowych oraz wyższa jakość. Nowa koncepcja zapewnia
wysoką wytrzymałość podczas obróbki zgrubnej oraz wysoką
sztywność podczas obróbki wykańczającej. Dostępne są obec-
nie także trzonki z węglików spiekanych do frezowania przy
zastosowaniu długich wysięgów.
Frezowanie rowków Frezowanie walcowo-czołowe Frezowanie profi lowe
1111111111111111
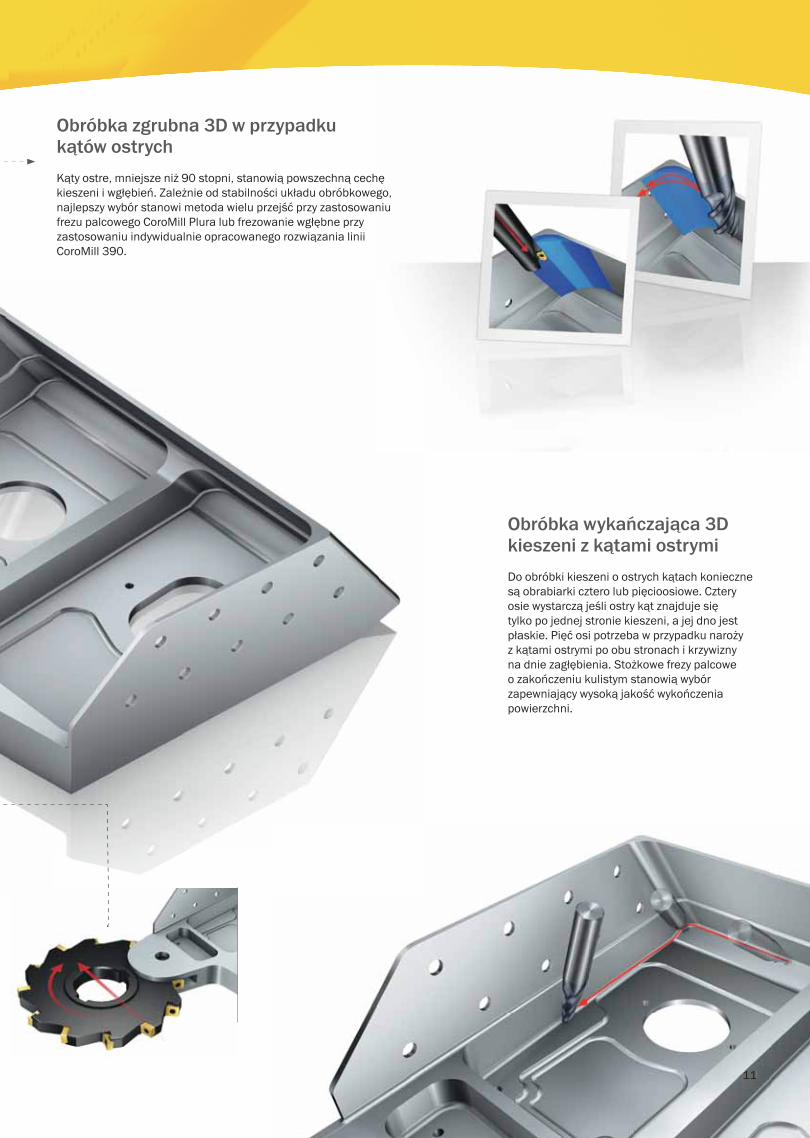
Obróbka zgrubna 3D w przypadku kątów ostrych
Kąty ostre, mniejsze niż 90 stopni, stanowią powszechną cechę
kieszeni i wgłębień. Zależnie od stabilności układu obróbkowego,
najlepszy wybór stanowi metoda wielu przejść przy zastosowaniu
frezu palcowego CoroMill Plura lub frezowanie wgłębne przy
zastosowaniu indywidualnie opracowanego rozwiązania linii
CoroMill 390.
Obróbka wykańczająca 3D kieszeni z kątami ostrymi
Do obróbki kieszeni o ostrych kątach konieczne
są obrabiarki cztero lub pięcioosiowe. Cztery
osie wystarczą jeśli ostry kąt znajduje się
tylko po jednej stronie kieszeni, a jej dno jest
płaskie. Pięć osi potrzeba w przypadku naroży
z kątami ostrymi po obu stronach i krzywizny
na dnie zagłębienia. Stożkowe frezy palcowe
o zakończeniu kulistym stanowią wybór
zapewniający wysoką jakość wykończenia
powierzchni.

1212
1.
5.
4.
8.
6.
2.
3.
7.
9.
Skrzydło - żebro skrzydłaW samolocie występuje kilka typów elementów aluminiowych, do których należą
dźwigary, poszycie i żebra. Żebro skrzydła stanowi przykład kilku wyzwań związanych
z obróbką wiórową, takich jak cienkie ściany/podstawy, kieszenie 2D oraz
konieczność stosowania wyważonych narzędzi.
Obróbka cienkich ścian
Strategia obróbki elementów mających cien-
kie ściany powinna być różna w zależności od
wysokości i grubości ściany. Liczba przejść
będzie zależna od wymiarów ściany i osiowej
głębokości skrawania. Stosowanie techniki
dużych prędkości skrawania tj. małej wartości
ap/ae i wysokiej wartości vc ułatwia frezowa-
nie cienkich ścian, ponieważ zmniejsza czas
zaangażowania narzędzia i w konsekwencji
naciski oraz odkształcenie. Stopniowa obrób-
ka ściany za pomocą nachodzących przejść
jest wykorzystywana, kiedy stosunek grubości
ściany do jej wysokości znajduje się w prze-
dziale od 15:1 do 30:1.
Rozwiązania opracowywane indywidualnie
W świecie konkurencyjnej produkcji oczekiwania dotyczące skrócenia
czasu realizacji, zwiększenia specjalizacji i bardziej skomplikowane projekty
okazują się dla nas wyzwaniami zmierzającymi do oferowania wydajnych
rozwiązań opracowywanych indywidualnie. Nasze doświadczenie w tym
zakresie umożliwiło naszym klientom zmniejszenie liczby operacji i czasu
cyklu obróbki, a także poprawę jakości przedmiotów obrabianych. Ponadto,
dzięki wczesnemu zaangażowaniu się w zakup pakietu narzędzi do obróbki
skrawaniem, rozwiązania opracowywane indywidualne mogą przyczynić
się do szybszego zwrotu inwestycji. Nieustanna koncentracja na głównych
gałęziach przemysłu daje impuls do rozwoju naszej oferty narzędzi opra-
cowywanych indywidualnie w taki sposób, aby obejmowała ona wszystkie
Państwa potrzeby związane z obróbką skrawaniem, bez względu na to, czy
pojawią się obecnie, czy też w przyszłości.
Model 3D

1313
Obróbka zgrubna kieszeni 2D
CoroMill 790 z nową, dedykowaną geometrią
i metoda frezowania z interpolacją śrubową
stanowią idealne połączenie podczas obróbki
zgrubnej kieszeni 2D w aluminium. Dzięki płytkom
stabilnie zabezpieczonym za pomocą unikatowej
powierzchni podparcia w gnieździe, możliwe staje
się wyeliminowanie prawdopodobnych skutków
dużych sił promieniowych powstających przy wyso-
kich prędkościach skrawania. Bezpieczeństwo
płytki gwarantuje także dokładne ustawienie
krawędzi skrawających - niemal eliminując
odchyłki wymiarów płytki, a przez to możliwość
wystąpienia bicia.
Wyważenie narzędzia
Wydajne skrawanie metalu wymaga, aby ruchy krawędzi skrawającej
były precyzyjnie kontrolowane, bardzo dokładne i spójne. Wszystkie
siły, które mogą zakłócać tę kontrolę muszą zostać ocenione i znaleźć
się pod kontrolą. Dotyczy to także tych sił, które powstają na skutek
obracania się samego frezu z dużą prędkością. Masa frezu i oprawki
muszą być równomiernie rozłożone wokół osi obrotu, w przeciwnym razie
niezrównoważone siły odśrodkowe spowodują odkształcenie i drgania.
Frezowanie naroży – metoda wielu przejść
Metoda wielu przejść stosowana jest podczas frezowania
naroży, gdzie dzięki dużej liczbie płytkich przejść stopniowo
usuwany jest materiał przedmiotu. Zapewnia to małe zaan-
gażowanie promieniowe / kąt opasania narzędzia i niskie
siły skrawania.
Stosując geometrie dedykowane do aluminium frezów typu
CoroMill Plura lub CoroMill 316 przy zastosowaniu obróbki
z wysoką prędkością, możliwe staje się osiągnięcie maksy-
malnego wzrostu wydajności.
Skutki niewyważenia na poziomie G2,5
Narzędzie ze stożkiem wielkości 40 z naklejoną dodatkową naklejką
Naklejka 25 x 50 mm. m = 0,25 g
Masa narzędzia mtool = 1.25 kg
Promień umieszczenia naklejki r = 20 mm
u = m * r = 5,0 gmm
e = u/ mtool = 4,0 μm
Klasa wyważenia przy 15 000 obr/min.
e * n/ 9549 = G6,3
Siła niewyważenia przy 15 000 rpm
u * (n/ 9549)2 = 12 N

1411114141111
Krawędź spływu - wózekWózek to kluczowy element krawędzi spływu skrzydeł. Jest on zwykle wykonany z tytanu.
Do głównych wyzwań należą niestabilne warunki wynikające z geometrii elementu.
Frezowanie naroży – metoda wielu przejść
CoroMill Plura i metoda wielu przejść stanowią idealne
połączenie podczas obróbki naroży w elementach
wykonanych z tytanu. Dzięki dużej liczbie płytkich
przejść stopniowo usuwany jest materiał przedmiotu.
Zapewnia to małe zaangażowanie promieniowe / kąt
opasania narzędzia i niskie siły skrawania.
Dedykowane gatunkido frezowania tytanu
S30T i S40T są dostępne do szerokiej gamy frezów
CoroMill do frezowania czołowego, walcowo-czołowego,
frezowania za pomocą frezów z długimi krawędziami,
frezowania wgłębnego, frezowania przy zastosowaniu
wysokich posuwów, profilowania i frezowania rowków.
Wspólnie gatunki te wyznaczają nowy poziom nieza-
wodnej i długotrwałej wydajności.
Gatunek S30T dla zapewnienia wysokiej prędkości
i trwałości narzędzia
S30T został opracowany mając na uwadze wydajne
frezowanie tytanu. Łączy on cechy drobnoziarnistego
podłoża węglikowego i odpornego na zużycie pokrycia
PVD. Zapewnia to bardzo ostre krawędzie skrawające,
które są odporne na zmęczenie materiału i mikropęk-
nięcia oraz pozwala na stworzenie krawędzi skrawają-
cych, które są zabezpieczone nawet w przypadku dłuż-
szego czasu skrawania przy wyższych prędkościach.
Gatunek S40T w przypadku trudnych warunków
S40T został stworzony z przeznaczeniem do trudnych
warunków łącząc w sobie podłoże z węglików spieka-
nych o wysokiej udarności i cienkie pokrycie CVD.
W wyniku tego powstał gatunek, który jest w stanie
przeciwstawić się drganiom i innym trudnym warun-
kom, nawet przy dłuższym czasie skrawania. Zużycie
jest przewidywalne, powodując, że krawędź skrawa-
jąca tępi się stopniowo, bez pękania.

1515
Obróbka zgrubna kieszeni 2D
Otwieranie kieszeni 2D metodą płynnego przechodze-
nia spiralnego z wykorzystaniem CoroMill 390 z dłu-
gimi krawędziami skrawającymi i płytek wielkości 11
mm oraz nowego gatunku do tytanu S30T zapewnia
doskonałą objętościową wydajność skrawania. Powin-
no się ograniczać kąt opasania narzędzia w materiale
podczas obróbki kieszeni – należy wykonać duży
otwór wejściowy (wywiercony lub wykonany frezem za
pomocą interpolacji śrubowej) i zastosować wejście
i wyjście z materiału po łuku, a następnie zaprogramo-
wać możliwie duży promień w celu uniknięcia drgań
przy skrawaniu naroży.
CoroMill® 690 z nowym gatunkiem S30T
Przedmiot: Wspornik
Operacja: Zgrubne frezowanie walcowo-czołowe
Materiał: Ti-6Al-4V, 350 HB, kuty, hartowany na wskroś
Narzędzie: Konkurent / R690-10 Dc80
Chłodziwo: Chłodziwo pod wysokim ciśnieniem
S30T
60
238
232
5
0,19
0,16
45
10
84
14
Gatunek płytki
Prędkość skrawania, vc (m/min)
Obr/min.
Posuw Vf (mm/min)
Liczba ostrzy, z
Posuw/ostrze, fz
Maksymalna grubość wióra, hex (mm)
Głębokość skrawania, ap (mm)
Promieniowa głębokość skrawania, ae (mm)
Trwałość (min.)
Trwałość (sztuk)
Konkurent
73
290
232
5
0,16
0,12
45
10
60
10
Wynik: CoroMill 690 wyposażony w gatunek S30T wykonuje o 40%
więcej przedmiotów niż konkurent.

1616
Krawędź natarcia i krawędź spływu – prowadnice klap i slotówProwadnice klap i slotów są elementami mechanizmu krawędzi natarcia
i krawędzi spływu skrzydeł. Elementy te są zwykle produkowane ze stali wysoko-
stopowych i stali nierdzewnych, takich jak stal maraging 15-5PH itp.
Frezowanie kieszeni 2D
Frez palcowy CoroMill 390 z płytkami
wielkości 17 mm w gatunkach
GC2040/4240 stanowi idealny wybór
w przypadku obróbki zgrubnej 2D
kieszeni. Płytka wielkości 17 dostępna
jest w zakresie promieni 0,4-6,4 mm.
Wskazówki dotyczące obróbki stali nierdzewnej
Obróbka zgrubna
• Stosować wysokie prędkości skrawania (vc = 150-250 m/min),
aby uniknąć tworzenia się narostu na ostrzu.
• Podczas obróbki zgrubnej zalecamy skrawanie na sucho, bez chłodziwa,
aby zminimalizować zjawisko pęknięć cieplnych.
Obróbka wykańczająca
• Podczas realizacji obróbki wykańczającej, chłodziwo, a najlepiej
mgła chłodząca/minimalna ilość środka smarnego jest czasami
konieczne dla poprawy wykończenia powierzchni. Podczas frezo-
wania wykańczającego zmniejsza się ryzyko pęknięć cieplnych,
ponieważ niższe są temperatury wytwarzane w strefie skrawania.
• Wystarczające wykończenie powierzchni bez zastosowania
chłodziwa osiągnąć można wykorzystując płytki z cermetalu
w gatunku CT530.
• Zbyt niski posuw fz może spowodować większe zużywanie się
płytki, ponieważ ostrze skrawa w strefie utwardzającej się przez
zgniot.

1717
Frezowanie profi lowe 2D
Najlepszym wyborem podczas obróbki
zgrubnej 2D profili jest CoroMill 390 z długi-
mi krawędziami skrawającymi na płytki
wielkości 18 mm i specjalistyczne gatunki
GC2040 i GC4240. CoroMill 390 z płytkami
wielkości 18 mm posiada wytrzymalsze
krawędzie skrawającą umożliwiające stoso-
wanie posuwów o wyższej wartości i jego
wykorzystanie w trudniejszych warunkach.
Możliwe jest także użycie w nim szerokiej
gamy płytek z dużym promieniem naroża.
Frezowanie czołowe
Należy łagodnie wchodzić w materiał obrabiany za
pomocą CoroMill 345 przy posuwie zmniejszonym
o 50% aż do pełnego zaangażowania się frezu
w obrabiany materiał. To wysoce wydajne
narzędzie jest wyposażone w płytkę o ośmiu
ostrzach w celu zapewnienia najlepszej
ekonomiczności i produktywności. CoroMill 345
(maksymalnie do średnicy 125 mm) posiada
funkcję doprowadzania chłodziwa do każdego
gniazda płytki, co gwarantuje dobrą ewakuację
wiórów zapewniającą najlepszą wydajność pod-
czas obróbki wymagających materiałów.
Obróbka rowków
CoroMill 331 to idealne rozwiązanie podczas obróbki
głębokich rowków w prowadnicy slotu. Kasety napinane
sprężynami zapewniają łatwe ustawianie pożądanej
szerokości. Frezy dostarczane są z szerokością
nastawioną z dokładnością do 0,01 mm. Aby osiągnąć
wąskie tolerancje, należy stosować płytki o tolerancji
wykonania H. Opcjonalnie wykorzystać można płytki
okrągłe i szeroki zakres promieni ostrza.

1818
Wysięgniki mocowania silnika -węzeł przenoszący ciąg silnikaWęzeł przenoszący ciąg jest zwykle wytwarzany z tytanu i znajduje się pomiędzy
skrzydłem, a silnikiem. Główne wyzwanie stanowi obróbka z wykorzystaniem narzędzi
o długim wysięgu.
Wykańczające zewnętrzne frezowanie z interpolacją śrubową
W porównaniu do wewnętrznego frezowania z in-
terpolacją kołową/śrubową: posuw vf w osi narzę-
dzia jest zwiększany, a nie zmniejszany. Głębokość
promieniowa ae staje się znacznie mniejsza podczas
frezowania zewnętrznego, dlatego można stosować
większą prędkość skrawania, grubość wióra jest ob-
liczana w taki sam sposób, jak w przypadku obróbki
konturów. W pozostałych przypadkach technika pro-
gramowania jest bardzo podobna, jak ma to miejsce
podczas wewnętrznego frezowania otworów. CM790
z płytkami w gatunku GC1010 dają szerokie możli-
wości frezowania z zagłębianiem skośnym wykonując
prostopadłe powierzchnie z minimalnymi śladami
kolejnych przejść narzędzia i bardzo niskimi
wierzchołkami profilu powierzchni w przypad-
ku powtarzanych przejść.
CoroMill® 690 w porównaniu z frezem Cobolt o długich krawędziach
Materiał: Stop tytanu – Ti6Al4V
Przedmiot obrabiany: Element konstrukcji
Chłodziwo: Doprowadzane zewnętrznie
CoroMill 690 osiąga o 136% wyższą objętościową wydajność
skrawania w porównaniu z konkurencją. Operator powiedział:
„Poza niesamowitym wzrostem produktywności wyeliminowaliśmy
także konieczność ponownego szlifowania, jaka występowała
w przypadku narzędzia konkurencji”.
Narzędzie:
Płytka:
Gatunek:
vc:
fz:
vf:
ap/ ae:
Q:
Cobolt z długimi krawędziami - 6 ostrzy
Konkurent
Konkurent
25 m/min
0.07 mm
67 mm/obr.
50/15 mm
50 000 cm3/min
CM690 śred. 50 - 3 ostrza
R690 – IC 10
S30T
55 m/min
0.15 mm
158 mm/obr.
50/15 mm
118 000 cm3/min
Konkurent Sandvik Coromant

1919
Frezowanie profilowe 2D z długim wysięgiem
Modułowy system Coromant Capto® umożliwia moco-
wanie narzędzi o wymaganej długości przy zachowaniu
wysokiej stabilności i najmniejszego bicia. Należy
postarać się, aby zestaw narzędziowy był tak sztyw-
ny i krótki, jak to tylko możliwe. Wybierać adaptery
o możliwie największych średnicach/wielkościach.
Stosować adaptery Coromant Capto wraz z frezami
o większym rozmiarze, aby uniknąć stosowania redukcji.
W przypadku małych frezów, w miarę możliwości
stosować adaptery stożkowe.
Frezowanie wgłębne 2D
W przypadku stabilnych warunków frezowanie w
kierunku osi Z nie stanowi pierwszego wyboru. Jednak
warunki nie zawsze są stabilne i frezowanie wgłębne
jest dobrym rozwiązaniem w przypadku słabszych
mocowań i długich wysięgów. Aby zapewnić dobrą
wydajność, bardzo ważna jest możliwość wykonania
rozsądnych odstępów między kolejnymi zagłębieniami.
Maksymalny odstęp w przypadku frezu Coromant do
frezowania wgłębnego wynosi 22 mm.
= posuw roboczy
= szybki dosuw

2020
Wysięgniki mocowania silnika -mocowanie silnikaNajtrudniejszym do wykonania elementem mocowania silnika jest głęboki rowek
w części środkowej. Zależnie od warunków, stosowane są różne metody.
Hydro-Grip® heavy duty
Hydro-Grip heavy duty (do obróbki ciężkiej) gwarantuje stabilne
mocowanie narzędzi w trudnych warunkach skrawania. Duża
siła zacisku sprawia, że uchwyt ten jest idealny do operacji
ciężkiej obróbki zgrubnej przy największym poziomie mocy
i stabilności hydraulicznego mechanizmu zaciskowego.
Wiercenie
CoroDrill 880 to najlepszy wybór dla wszystkich, którym
zależy na wierceniu z wysoką wydajnością i posuwem przy
zachowaniu niskich kosztów jednostkowych obróbki.
Wiertło to zostało opracowane w celu zapewnienia
produktywności wyższej nawet o 100%, dokładniejszych tol-
erancji i lepszego wykończenia powierzchni. Płytka CoroDrill
880 posiada po cztery ostrza skrawające, z geometrią wiper
na ostrzu płytki zewnętrznej oferując lepsze wykończenie
powierzchni.
Wskazówki odnośnie wiercenia w tytanie
Krótkie otwory przelotowe – średnica < 12 mm
ÿ Stosować CoroDrill Delta-C, geometria 846 i gatunek
GC1220
ÿ Zalecane jest doprowadzenie chłodziwa pod wysokim
ciśnieniem we wszystkich przypadkach, w których
występują trudności z tworzeniem lub ewakuacją wiórów
ÿ Stosować precyzyjne uchwyty zaciskowe Hydro-Grip dla
zapewnienia maksymalnej stabilności
Krótkie otwory przelotowe – średnica > 12 mm
ÿ Stosować CoroDrill 880, geometria LM
ÿ Gatunkami pierwszego wyboru do średnic 12-16,49 mm
są GC1044 dla płytki centralnej i GC4044 dla płytki
zewnętrznej
ÿ W przypadku średnic 16,50-63 mm gatunkiem pierw-
szego wyboru dla płytki zewnętrznej jest H13A. Jeśli
konieczne jest użycie płytek bez pokrycia to dla płytki
centralnej sięgnąć można także po gatunek H13A.
W przeciwnym razie GC1044 zapewnia dłuższą trwałość
ÿ Zalecane jest doprowadzenie chłodziwa pod wysokim
ciśnieniem we wszystkich przypadkach, w których
występują trudności z tworzeniem lub ewakuacją
wiórów
21
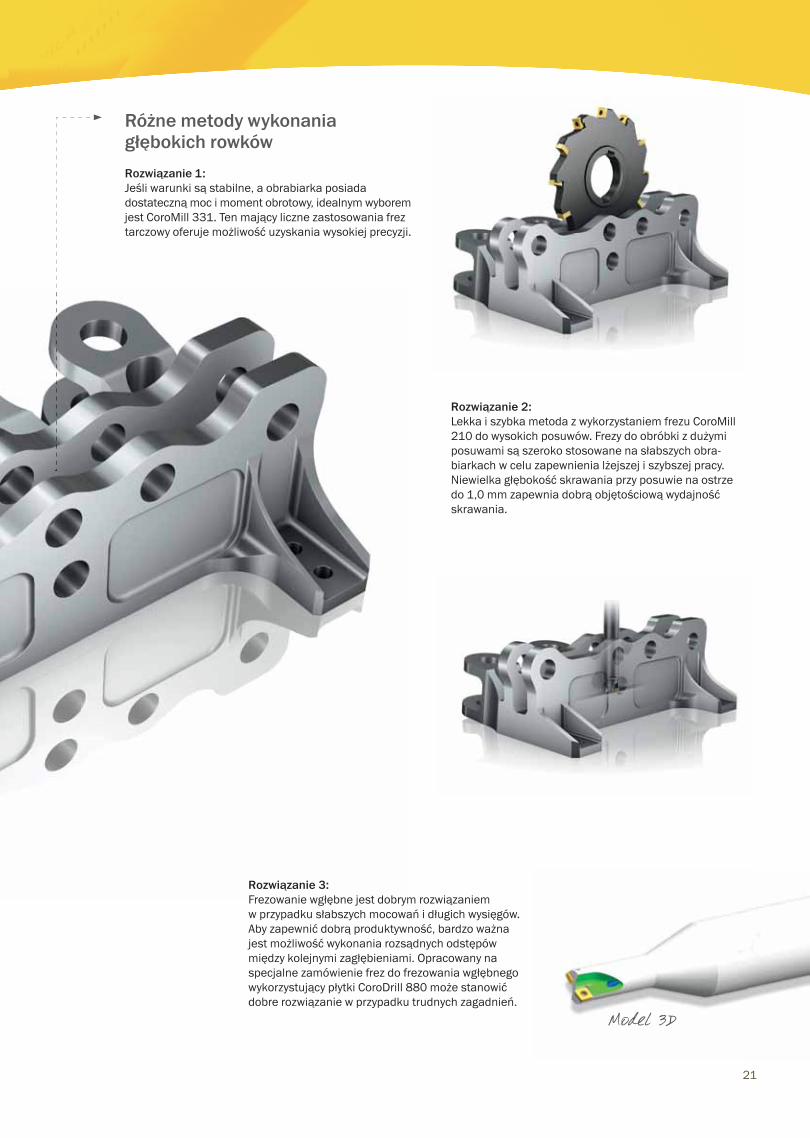
Różne metody wykonania głębokich rowków
Rozwiązanie 1:
Jeśli warunki są stabilne, a obrabiarka posiada
dostateczną moc i moment obrotowy, idealnym wyborem
jest CoroMill 331. Ten mający liczne zastosowania frez
tarczowy oferuje możliwość uzyskania wysokiej precyzji.
Rozwiązanie 2:
Lekka i szybka metoda z wykorzystaniem frezu CoroMill
210 do wysokich posuwów. Frezy do obróbki z dużymi
posuwami są szeroko stosowane na słabszych obra-
biarkach w celu zapewnienia lżejszej i szybszej pracy.
Niewielka głębokość skrawania przy posuwie na ostrze
do 1,0 mm zapewnia dobrą objętościową wydajność
skrawania.
Rozwiązanie 3:
Frezowanie wgłębne jest dobrym rozwiązaniem
w przypadku słabszych mocowań i długich wysięgów.
Aby zapewnić dobrą produktywność, bardzo ważna
jest możliwość wykonania rozsądnych odstępów
między kolejnymi zagłębieniami. Opracowany na
specjalne zamówienie frez do frezowania wgłębnego
wykorzystujący płytki CoroDrill 880 może stanowić
dobre rozwiązanie w przypadku trudnych zagadnień.
Model 3D

222222
Podwozie - główne mocowanie
Obróbka głębokich otworów
T-MAX 424.10 daje możliwość regulacji średnicy dzięki
wymiennym wkładkom i płytkom podporowym. Uzyskuje
dokładne tolerancje średnicy i doskonałe wykończenie
powierzchni. Zakres średnic standardowych 65-130 mm,
zakres średnic Tailor Made 130-183,99 mm oraz na
życzenie szeroki zakres rozwiązań opracowanych na spe-
cjalne zamówienie w zakresie średnic 184,00-327,99 mm.
Do typowych elementów podwozia należą mocowanie podwozia główne/dziobowe/
środkowe, tłok/suwak, wózek/belka wózka oraz kotew oporowa. Powszechnie stosowa-
nymi materiałami są stale wysokostopowe, takie jak 300M. Pojawia się jednak trend,
aby produkować te elementy ze stopów tytanu, takich jak Ti-5553. Do głównych wyzwań
podczas produkcji głównych mocowań podwozi należy wiercenie głębokich otworów,
toczenie wewnętrzne i frezowanie profilowe.
CoroMill® 690
Materiał: Stop tytanu – Ti5Al-5V-5Mo-3Cr
Przedmiot obrabiany: Rozpórka silnika
Chłodziwo: Doprowadzane zewnętrznie
Wzrost produktywności: 40%
Zwiększona trwałość narzędzia: 70%
Trwałość produktu konkurencyjnego wyniosła 50 minut, nato-
miast CoroMill 690 osiąga czas skrawania wynoszący 85 minut.
Operator powiedział: „Konkurencyjny frez ma tendencję do
poruszenia przedmiotu w porównaniu z frezem Coromant, który
oferuje znacznie łagodniejszy przebieg skrawania”.
Narzędzie:
Płytka:
Gatunek:
vc:
vf:
ap/ ae:
Trwałośćnarzędzia:
Konkurent
Konkurent
Konkurent
21 m/min
2 mm/obr
50-75/20-75 mm
50 min
CM690 śred. 84 – 5 ostrzy
R690 - IC 14,5
GC1030
21 m/min
2,8 mm/obr
50-75/20-75 mm
85 min
Konkurent Sandvik Coromant

2323
Toczenie wewnętrzne
W standardzie dostępny jest program
wytaczaków Silent Tool o średnicy do
250 mm i długości odpowiadającej
czternastokrotności ich średnicy.
Narzędzia tego rodzaju mogą wykonać
przedmiot cechujący się niezwykle
wysokim standardem. Ząbkowane złącze
zostało teraz wyposażone w pełny zakres
głowic z funkcją chłodziwa pod wysokim
ciśnieniem. Gatunkami pierwszego
wyboru są GC4225 w przypadku obróbki
zgrubnej i CB7015 w przypadku obróbki
wykańczającej.
Frezowanie profi lowe
CoroMill 216 to solidny stożkowy frez palcowy o zakończeniu
kulistym doskonały do półwykańczającego frezowania pro-
filowego, dostępny w średnicach 10-50 mm.
Frez został wyposażony w płytki z dwoma ostrzami dla
zapewnienia wydajnej ogólnej obróbki krawędzi i frezowania
kopiowego. Maksymalne głębokości skrawania wynoszą do
44 mm, a maksymalny posuw na ostrze do 0,6 mm.
Do obróbki elementów z tytanu dostępne są teraz płytki
w gatunku S30T.

Aby uzyskać więcej informacji, prosimy zapoznać się z suplementem do naszego katalogu lub odwiedzić stronę internetową
www.aero-knowledge.com
Potwierdzone rozwiązania dla przemysłu lotniczego. Udokumentowane wyniki.www.aero-knowledge.com
SANDVIK POLSKA Sp. z o.o.Al. Wilanowska 372, 02-665 Warszawa Tel: (22) 647 38 80, 843 83 29 Fax: (22) 843 21 36, 647 12 56
www.sandvik.coromant.com/pl
C-2940:131 POL/01. Wydrukowano na papierze nadającym się do powtórnego zastosowania. Wydrukowane w Szwecji przez Sandvikens Tryckeri. © AB Sandvik Coromant 2010.01