Kierunki rozwoju badań ultradźwiękowych ładzie badań osi...
18
7 Problemy Kolejnictwa – Zeszyt 163 (2014) Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych Łukasz ANTOLIK 1 Streszczenie W artykule opisano początki stosowania badań ultradźwiękowych w przemyśle świato- wym oraz w polskim kolejnictwie, a także realizowany w Polsce zakres certyfikacji w ba- daniach nieniszczących według normy ISO 9712:2012. Ponadto zwrócono szczególną uwagę na certyfikację personelu badań ultradźwiękowych w kolejnictwie, wraz z określe- niem przyczyn, które doprowadziły do jej uruchomienia. Wykonano kwerendę literaturową, a następnie przedstawiono stan normalizacji, określa- jący wymagania dla badań ultradźwiękowych osi kolejowych. Opisano obecny stan techniki z uwzględnieniem podziału na możliwości badań osi w etapie produkcji i eksploatacji, w zależności czy badana oś jest pełna czy drążona. Przedstawiono możliwości automaty- zacji procesów badawczych i możliwe kierunki rozwoju dla nowoczesnych technik ultra- dźwiękowych Phased Array lub TOFT i SAFT. Stwierdzono, że technika ultradźwiękowa jest jedną z najbardziej rozwiniętych technik badań nieniszczących, a ciągłe doskonalenie możliwości sprzętowych ukierunkowane jest na łatwość odczytu i zapisu wskazań oraz na znaczne przyspieszenie prowadzonych badań. Rozwijana jest również technika bezkontaktowa, która znacznie ułatwia prowadzenie ba- dania w warunkach, gdzie niedopuszczalne jest stosowanie substancji sprzęgających. Słowa kluczowe: zestaw kołowy, badania ultradźwiękowe, pęknięcie zmęczeniowe, blok kalibracyjny 1. Wstęp Niezależnie z jakim sektorem gospodarki mamy do czynienia, jednym z klu- czowych aspektów korzystania przez użytkowników z nowoczesnej techniki, jest niezawodność i bezpieczeństwo. W czasach starożytnych, kiedy znane obecnie normy projektowania w zasadzie nie istniał y, a materiał y konstrukcyjne ograniczał y się do drewna, materiałów skalnych i ich pochodnych, założenia wykonawców określa- jące żywotność konstrukcji, wyprzedzały wiele pokoleń użytkowników. Znane im były takie pojęcia jak wytrzymałość, natomiast nikt nie myślał jeszcze o bez- 1 Mgr inż., Instytut Kolejnictwa, e-mail: [email protected].
Transcript of Kierunki rozwoju badań ultradźwiękowych ładzie badań osi...

7Problemy Kolejnictwa – Zeszyt 163 (2014)
Kierunki rozwoju badań ultradźwiękowychna przykładzie badań osi kolejowych
Łukasz ANTOLIK1
StreszczenieW artykule opisano początki stosowania badań ultradźwiękowych w przemyśle świato-wym oraz w polskim kolejnictwie, a także realizowany w Polsce zakres certyfi kacji w ba-daniach nieniszczących według normy ISO 9712:2012. Ponadto zwrócono szczególną uwagę na certyfi kację personelu badań ultradźwiękowych w kolejnictwie, wraz z określe-niem przyczyn, które doprowadziły do jej uruchomienia.Wykonano kwerendę literaturową, a następnie przedstawiono stan normalizacji, określa-jący wymagania dla badań ultradźwiękowych osi kolejowych. Opisano obecny stan techniki z uwzględnieniem podziału na możliwości badań osi w etapie produkcji i eksploatacji, w zależności czy badana oś jest pełna czy drążona. Przedstawiono możliwości automaty-zacji procesów badawczych i możliwe kierunki rozwoju dla nowoczesnych technik ultra-dźwiękowych Phased Array lub TOFT i SAFT.Stwierdzono, że technika ultradźwiękowa jest jedną z najbardziej rozwiniętych technik badań nieniszczących, a ciągłe doskonalenie możliwości sprzętowych ukierunkowane jestna łatwość odczytu i zapisu wskazań oraz na znaczne przyspieszenie prowadzonych badań. Rozwijana jest również technika bezkontaktowa, która znacznie ułatwia prowadzenie ba-dania w warunkach, gdzie niedopuszczalne jest stosowanie substancji sprzęgających.
Słowa kluczowe: zestaw kołowy, badania ultradźwiękowe, pęknięcie zmęczeniowe, blok kalibracyjny
1. Wstęp
Niezależnie z jakim sektorem gospodarki mamy do czynienia, jednym z klu-czowych aspektów korzystania przez użytkowników z nowoczesnej techniki, jest niezawodność i bezpieczeństwo. W czasach starożytnych, kiedy znane obecnie normy projektowania w zasadzie nie istniały, a materiały konstrukcyjne ograniczały się do drewna, materiałów skalnych i ich pochodnych, założenia wykonawców określa-jące żywotność konstrukcji, wyprzedzały wiele pokoleń użytkowników. Znane im były takie pojęcia jak wytrzymałość, natomiast nikt nie myślał jeszcze o bez-
1 Mgr inż., Instytut Kolejnictwa, e-mail: [email protected].
Antolik Ł.8
pieczeństwie. W XXI wieku, kiedy bezpieczeństwo eksploatacji maszyn jest bar-dzo ważnym czynnikiem, często warunkującym dopuszczenie do eksploatacji, wykonywanie badań nieniszczących odpowiedzialnych elementów konstrukcji jest często krytyczną operacją utrzymaniową.
W artykule omówiono jedną z najbardziej zaawansowanych technik badań nieniszczących – metodę ultradźwiękową. Przedstawiono sposoby wykorzysty-wania techniki w badaniach osi kolejowych pełnych i drążonych, wymagane do utrzymania europejskiego poziomu jakości, sposoby automatyzacji, jak również kierunki dalszego rozwoju techniki ultradźwiękowej wykorzystującej duże moce obliczeniowe stosowanych urządzeń.
2. Geneza badań nieniszczących
Pierwsze próby łączenia takich pojęć jak niezawodność i bezpieczeństwopojawiły się na początku XVIII wieku w kolejnictwie, kiedy rozpoczęto użytko-wanie pierwszych maszyn parowych, stosowanych jako maszyny pociągowe do wagonów osobowych i towarowych. Maszyny te w istotny sposób zaczęły zmie-niać życie ich użytkowników. Rozpoczął się etap intensywnego postępu tech-nicznego, mającego na celu zwiększenie mocy i prędkości maszyn. Wiele osób okupiło rywalizację własnym życiem. Zawodziła technika, zdarzały się głównie wybuchy kotłów, jak również zawodził czynnik ludzki i bardzo niska świado-mość ewentualnych konsekwencji. Zaczęto więc stosować najróżniejsze środki zaradcze, które głównie podnosiły bezpieczeństwo użytkowania, jak również wpły-wały na większą gotowość maszyn. Polegały one przede wszystkim na wizualnych oględzinach elementów składowych i okresowych przeglądach oraz na wymianie elementów w miarę coraz szybszego wzrostu pokonywanych odległości.
Za kolejny przełom w zacieśnieniu powiązania pojęć niezawodności i bezpie-czeństwa można uznać powołanie w dniu 7 stycznia 1911 roku, polskiego dozoru technicznego przez ministra transportu i handlu Rosji [6]. Jednostka ta rozpo-częła działalność pod szyldem Warszawskiego Stowarzyszenia dozoru nad kot-łami parowymi. Jednocześnie zwiększona świadomość niebezpieczeństw pocho-dzących od eksploatacji taboru kolejowego, oparta na wieloletnim doświadczeniu eksploatacyjnym, stała się dodatkowym bodźcem powodującym narodziny kolej-nych pomysłów na diagnostykę elementów taboru, polegającą na stosowaniuinnych niż tylko wizualne (rys. 1). Zaczęto stosować metodę akustyczną bazując na wiedzy, że materiał bez wad, po uderzeniu młotkiem wyda dźwięk głęboki i dźwięczny niczym dzwon, natomiast materiał wadliwy wyda odgłos tępy i szybko zanikający. Należy zauważyć, że ocena w tym wypadku, jak również przy użyciu starszych metod, była bardzo subiektywna.

9Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
Rys. 1. Test struktury wewnętrznej materiału na wał okrętowy, 1950 r. [6]
3. Certyfi kacja personelu badań nieniszczących
W 1996 roku wprowadzono euronormę EN 473 [13], unifi kującą zasady cer-tyfi kacji personelu badań nieniszczących, obejmujące również inne metody niż tylko metodę ultradźwiękową. W 2012 roku organizacja ISO2 wprowadziła normę międzynarodową ISO 9712 [14] zastępującą normę EN 473, rozszerzającą zakres metod nieniszczących. Norma PN ISO 9712:2012 opisuje zestaw wymagań dla personelu ubiegającego się o certyfi kację (szkolenie, praktyka, stan zdrowia) w stopniu 1, 2 i 3 w metodach badawczych nieniszczących:• metoda emisji akustycznej (AT),• metoda prądów wirowych (ET),• metoda termografi czna w podczerwieni (TT),• badanie szczelności (LT),• metoda magnetyczno-proszkowa (MT),• metoda penetracyjna (PT),• metoda radiografi czna (RT), • metoda tensometryczna (ST),• metoda ultradźwiękowa (UT), • metoda wizualna (VT).
Należy zauważyć, że niektóre z wymienionych metod są przeznaczone do badań rozkładu naprężeń w materiale (metody AT, TT, ST), natomiast do typowych badań nieniszczących, ukierunkowanych na wykrywanie wad wewnętrznych, podpowierzchniowych i powierzchniowych w materiale konstrukcyjnym stosuje się metody LT, MT, PT, RT, UT i VT. Wycofano metodę UTT (ultradźwiękowe
2 ISO – International Organization for Standardization.

Antolik Ł.10
pomiary grubości), która była ujęta w normie EN 473. Certyfi kacja w każdej z wy-mienionej metod może być przeprowadzona w określonym sektorze wyrobu3:• odlewy (c),• odkuwki (f),• spoiny (w),• rury cienko i grubościenne (tp),• wyroby przerabiane plastycznie (wp)
lub w sektorze przemysłowym, będącym połączeniem co najmniej dwóch sektorów wyrobów:• wytwarzanie (połączenie sektorów wyrobów zależne od jednostki certyfi kującej
osoby),• badania przedeksploatacyjne i eksploatacyjne (c, f, w),• utrzymanie ruchu kolei (c, f, w),• kosmonautyka (połączenie sektorów wyrobów zależne od jednostki certyfi ku-
jącej osoby).
W Polsce jednostką certyfi kującą osoby w metodach badań nieniszczących, z akredytacją PCA jest JCO UDT-CERT – Urząd Dozoru Technicznego. W ramach systemu certyfi kacji osób w badaniach NDT, można uzyskać certyfi kat w meto-dach MT, PT, RT, UT, VT, MTR4, UTT i RTI5 w 1, 2 lub 3 stopniu. Na koniec 2012 roku w systemie certyfi kacji UDT-CERT fi gurowało około 2500 posiadaczy ważnych certyfi katów w badaniach NDT.
4. NDT w kolejnictwie
Główną rolę w rozwoju badań nieniszczących w polskim kolejnictwie odgry-wał od początku lat sześćdziesiątych XX w. ówczesny Centralny Ośrodek Badań i Rozwoju Techniki Kolejnictwa (COBiRTK, obecnie Instytut Kolejnictwa), w którym opracowano wiele norm branżowych i instrukcji na potrzeby badań taboru, przede wszystkim osi zestawów kołowych oraz obręczy kołowych, jak również elementów infrastruktury kolejowej – szyn. W 1975 r. ujednolicono i zre-dagowano ogólną instrukcję technologiczną badań defektoskopowych elementów pojazdów szynowych dla wszystkich zakładów naprawczych oraz producentów taboru [2]. Autorami tej pracy byli m.in. R. Bawolski, E. Chmiel i C. Skibka, dzięki którym powstała również seria arkuszy norm branżowych, które do dziś są stosowane, mając status instrukcji technologicznych. Istniał również działający 3 (Ang.) c-castings, f-forgings, w-welds, tp-tubes and pipes, wp-wrought products.4 MTR (ang) – badanie magnetyczne lin stalowych.5 RTI (ang) – ocena i interpretacja radiogramów.
11Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
przez dziesięciolecia system szkoleń operatorów badań ultradźwiękowych obej-mujący okresowe szkolenia oraz kursy doszkalające. System ten uwzględniał podstawowe metody badań nieniszczących [1]:• metodę wizualną,• metodę magnetyczno-proszkową,• metodę penetracyjną,• metodę ultradźwiękową.
Możliwości tych metod w pełni wyczerpywały wymagania i zapewniały po-ziomy jakości wymagane przez normy branżowe. W 2004 roku, po akcesji Polski do Unii Europejskiej, byliśmy zobowiązani do uznania euronorm za obligato-ryjne, a wszystkie normy branżowe obowiązujące wcześniej, zostały uznane za nieobowiązujące. Ta zmiana dotyczyła również stosowanej w ultradźwiękach metodyki badawczej i kompetencji personelu wykonującego badania [1].
Wiadomo, że tabor kolejowy wyjeżdżający poza granice Polski musi mieć aktualne badania eksploatacyjne układów biegowych, wykonane przez upraw-niony personel. W razie incydentu lub wypadku kolejowego, brak badań nienisz-czących, w szczególności ultradźwiękowych czy magnetyczno-proszkowych, naraża właściciela taboru na bardzo wysokie kary fi nansowe i dalsze konsekwen-cje prawne, które mogą być jeszcze bardziej dotkliwe. Jednocześnie, z rozczaro-waniem należy przyjąć fakt, że do dziś brakuje ujednoliconego europejskiego dokumentu normatywnego, opisującego metodykę badawczą układów biegowych z zastosowaniem metody ultradźwiękowej w trakcie eksploatacji. Ten brak jest przyczyną niedostatecznych kompetencji i informacyjnego chaosu w środowisku badaczy oraz wśród personelu nadzorującego tę odpowiedzialną czynność badań ultradźwiękowych.
W związku z tym, w 2011 roku w strukturze Laboratorium Badań Materiałów i Elementów Konstrukcji Instytutu Kolejnictwa, rozpoczął funkcjonowanieOśrodek Szkoleniowy Badań Ultradźwiękowych. Ośrodek powstał we współpracy Instytutu Kolejnictwa z JCO UDT CERT – Urzędem Dozoru Technicznego, jed-nostką certyfi kującą osoby. Podstawą do utworzenia ośrodka szkoleniowego stał się wspomniany europejski (obecnie światowy) wymóg posiadania kompetencji we-dług obecnie obowiązującej normy PN-EN ISO 9712 [14], potwierdzonych przez niezależną jednostkę. Dotyczy to personelu badań nieniszczących, wykonującego badania odbiorcze i eksploatacyjne układów biegowych i części specjalnych lo-komotyw i wagonów poruszających się w transeuropejskim systemie kolei kon-wencjonalnych oraz kolei dużych prędkości.
Impulsem do uruchomienia certyfi kacji personelu badań nieniszczących w sektorze 8 „Utrzymanie ruchu kolei”, stała się katastrofa kolejowa, do której doszło 29.06.2009 roku we włoskim mieście Viareggio, w wyniku której śmierć poniosły 32 osoby, a 27 zostało rannych. Kolejnym bodźcem było pismo prezesa
Antolik Ł.12
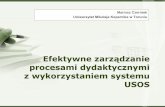
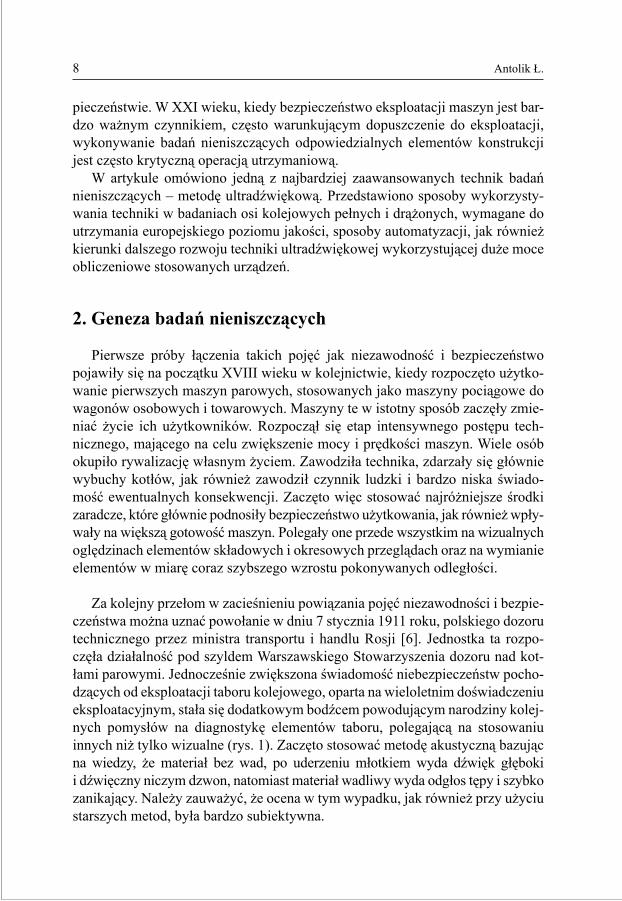
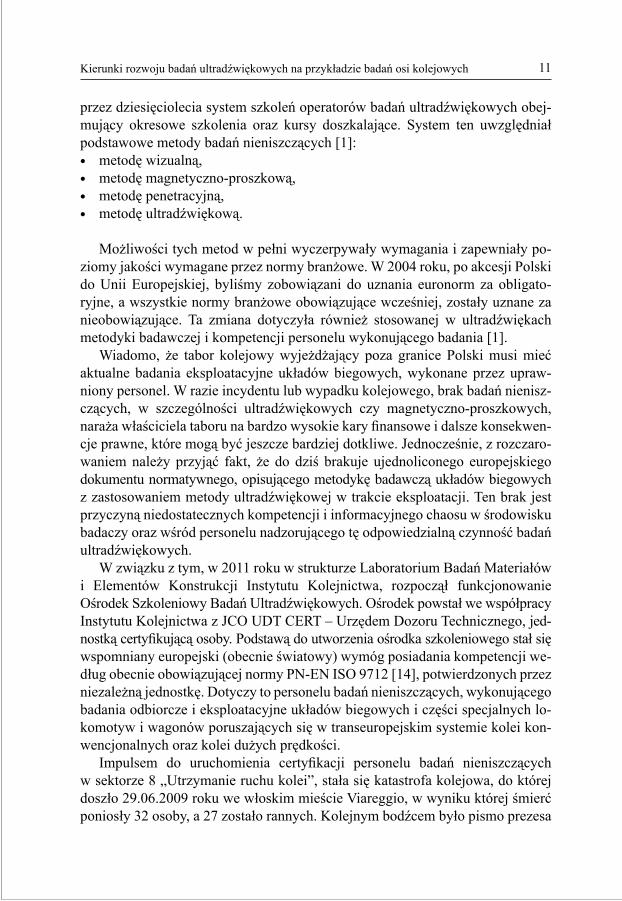
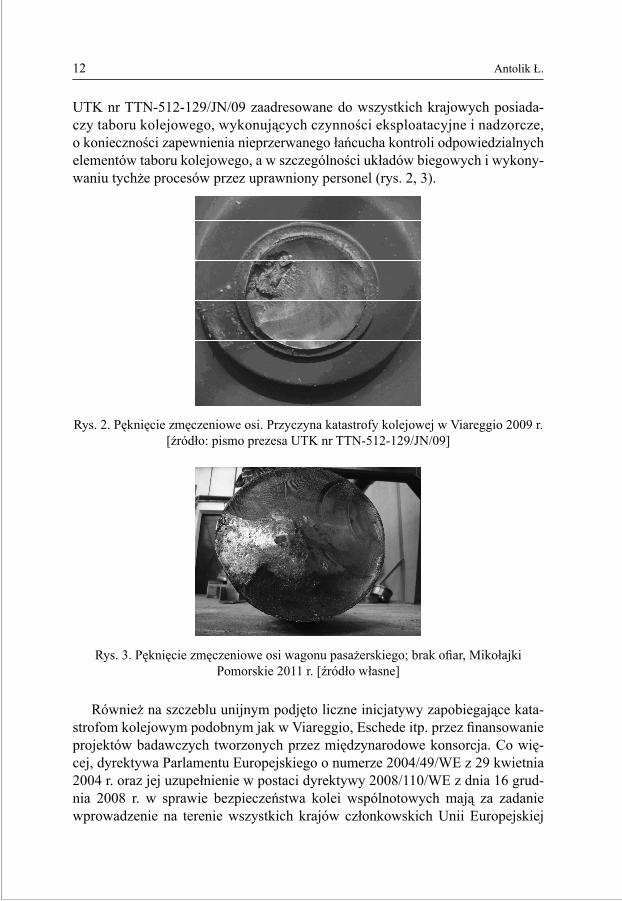
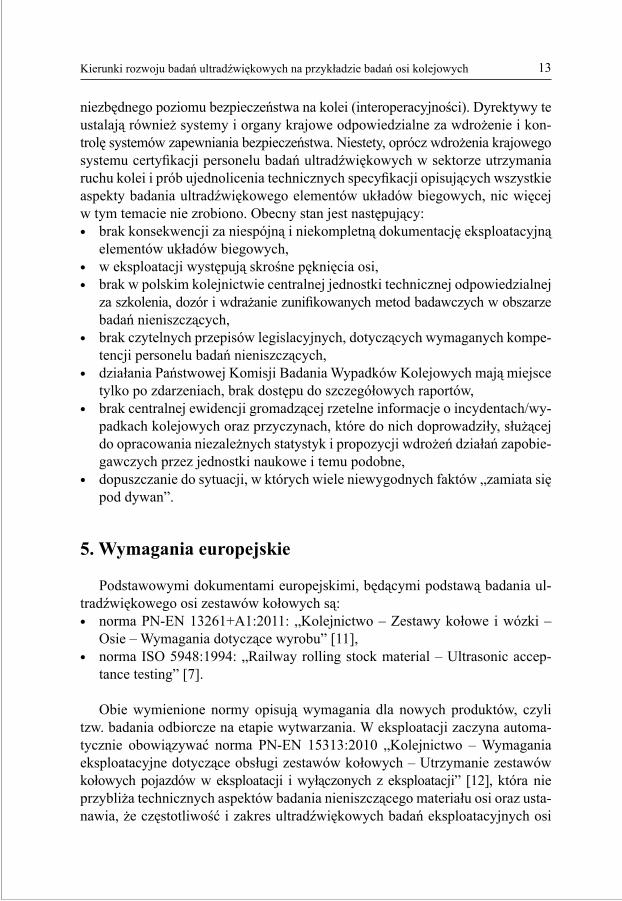
UTK nr TTN-512-129/JN/09 zaadresowane do wszystkich krajowych posiada-czy taboru kolejowego, wykonujących czynności eksploatacyjne i nadzorcze, o konieczności zapewnienia nieprzerwanego łańcucha kontroli odpowiedzialnych elementów taboru kolejowego, a w szczególności układów biegowych i wykony-waniu tychże procesów przez uprawniony personel (rys. 2, 3).
Rys. 2. Pęknięcie zmęczeniowe osi. Przyczyna katastrofy kolejowej w Viareggio 2009 r. [źródło: pismo prezesa UTK nr TTN-512-129/JN/09]
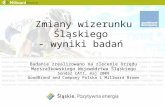
Rys. 3. Pęknięcie zmęczeniowe osi wagonu pasażerskiego; brak ofi ar, Mikołajki Pomorskie 2011 r. [źródło własne]
Również na szczeblu unijnym podjęto liczne inicjatywy zapobiegające kata-strofom kolejowym podobnym jak w Viareggio, Eschede itp. przez fi nansowanie projektów badawczych tworzonych przez międzynarodowe konsorcja. Co wię-cej, dyrektywa Parlamentu Europejskiego o numerze 2004/49/WE z 29 kwietnia 2004 r. oraz jej uzupełnienie w postaci dyrektywy 2008/110/WE z dnia 16 grud-nia 2008 r. w sprawie bezpieczeństwa kolei wspólnotowych mają za zadanie wprowadzenie na terenie wszystkich krajów członkowskich Unii Europejskiej
13Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
niezbędnego poziomu bezpieczeństwa na kolei (interoperacyjności). Dyrektywy te ustalają również systemy i organy krajowe odpowiedzialne za wdrożenie i kon-trolę systemów zapewniania bezpieczeństwa. Niestety, oprócz wdrożenia krajowego systemu certyfi kacji personelu badań ultradźwiękowych w sektorze utrzymania ruchu kolei i prób ujednolicenia technicznych specyfi kacji opisujących wszystkie aspekty badania ultradźwiękowego elementów układów biegowych, nic więcej w tym temacie nie zrobiono. Obecny stan jest następujący:• brak konsekwencji za niespójną i niekompletną dokumentację eksploatacyjną
elementów układów biegowych,• w eksploatacji występują skrośne pęknięcia osi, • brak w polskim kolejnictwie centralnej jednostki technicznej odpowiedzialnej
za szkolenia, dozór i wdrażanie zunifi kowanych metod badawczych w obszarze badań nieniszczących,
• brak czytelnych przepisów legislacyjnych, dotyczących wymaganych kompe-tencji personelu badań nieniszczących,
• działania Państwowej Komisji Badania Wypadków Kolejowych mają miejsce tylko po zdarzeniach, brak dostępu do szczegółowych raportów,
• brak centralnej ewidencji gromadzącej rzetelne informacje o incydentach/wy-padkach kolejowych oraz przyczynach, które do nich doprowadziły, służącej do opracowania niezależnych statystyk i propozycji wdrożeń działań zapobie-gawczych przez jednostki naukowe i temu podobne,
• dopuszczanie do sytuacji, w których wiele niewygodnych faktów „zamiata się pod dywan”.
5. Wymagania europejskie
Podstawowymi dokumentami europejskimi, będącymi podstawą badania ul-tradźwiękowego osi zestawów kołowych są:• norma PN-EN 13261+A1:2011: „Kolejnictwo – Zestawy kołowe i wózki –
Osie – Wymagania dotyczące wyrobu” [11],• norma ISO 5948:1994: „Railway rolling stock material – Ultrasonic accep-
tance testing” [7].
Obie wymienione normy opisują wymagania dla nowych produktów, czyli tzw. badania odbiorcze na etapie wytwarzania. W eksploatacji zaczyna automa-tycznie obowiązywać norma PN-EN 15313:2010 „Kolejnictwo – Wymagania eksploatacyjne dotyczące obsługi zestawów kołowych – Utrzymanie zestawów kołowych pojazdów w eksploatacji i wyłączonych z eksploatacji” [12], która nie przybliża technicznych aspektów badania nieniszczącego materiału osi oraz usta-nawia, że częstotliwość i zakres ultradźwiękowych badań eksploatacyjnych osi
Antolik Ł.14
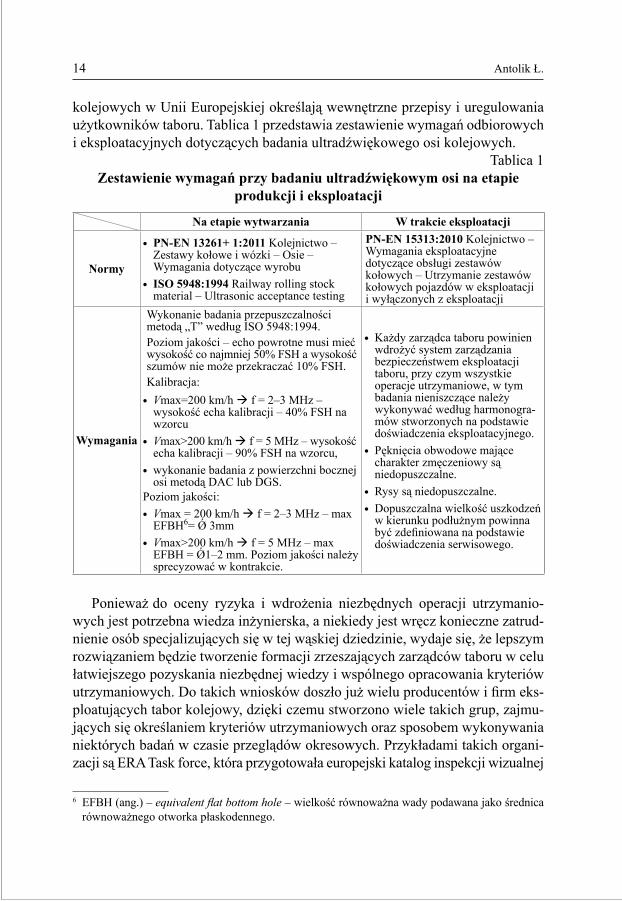
kolejowych w Unii Europejskiej określają wewnętrzne przepisy i uregulowania użytkowników taboru. Tablica 1 przedstawia zestawienie wymagań odbiorowych i eksploatacyjnych dotyczących badania ultradźwiękowego osi kolejowych.
Tablica 1Zestawienie wymagań przy badaniu ultradźwiękowym osi na etapie
produkcji i eksploatacji
Na etapie wytwarzania W trakcie eksploatacji
Normy
• PN-EN 13261+ 1:2011 Kolejnictwo – Zestawy kołowe i wózki – Osie – Wymagania dotyczące wyrobu
• ISO 5948:1994 Railway rolling stock material – Ultrasonic acceptance testing
PN-EN 15313:2010 Kolejnictwo – Wymagania eksploatacyjne dotyczące obsługi zestawów kołowych – Utrzymanie zestawów kołowych pojazdów w eksploatacji i wyłączonych z eksploatacji
Wymagania
Wykonanie badania przepuszczalności metodą „T” według ISO 5948:1994. Poziom jakości – echo powrotne musi mieć wysokość co najmniej 50% FSH a wysokość szumów nie może przekraczać 10% FSH. Kalibracja:
• Vmax=200 km/h f = 2–3 MHz – wysokość echa kalibracji – 40% FSH na wzorcu
• Vmax>200 km/h f = 5 MHz – wysokość echa kalibracji – 90% FSH na wzorcu,
• wykonanie badania z powierzchni bocznej osi metodą DAC lub DGS.
Poziom jakości:• Vmax = 200 km/h f = 2–3 MHz – max
EFBH6= Ǿ 3mm• Vmax>200 km/h f = 5 MHz – max
EFBH = Ǿ1–2 mm. Poziom jakości należy sprecyzować w kontrakcie.
• Każdy zarządca taboru powinien wdrożyć system zarządzania bezpieczeństwem eksploatacji taboru, przy czym wszystkie operacje utrzymaniowe, w tym badania nieniszczące należy wykonywać według harmonogra-mów stworzonych na podstawie doświadczenia eksploatacyjnego.
• Pęknięcia obwodowe mające charakter zmęczeniowy są niedopuszczalne.
• Rysy są niedopuszczalne.• Dopuszczalna wielkość uszkodzeń
w kierunku podłużnym powinna być zdefi niowana na podstawie doświadczenia serwisowego.
Ponieważ6do oceny ryzyka i wdrożenia niezbędnych operacji utrzymanio-wych jest potrzebna wiedza inżynierska, a niekiedy jest wręcz konieczne zatrud-nienie osób specjalizujących się w tej wąskiej dziedzinie, wydaje się, że lepszym rozwiązaniem będzie tworzenie formacji zrzeszających zarządców taboru w celu łatwiejszego pozyskania niezbędnej wiedzy i wspólnego opracowania kryteriów utrzymaniowych. Do takich wniosków doszło już wielu producentów i fi rm eks-ploatujących tabor kolejowy, dzięki czemu stworzono wiele takich grup, zajmu-jących się określaniem kryteriów utrzymaniowych oraz sposobem wykonywania niektórych badań w czasie przeglądów okresowych. Przykładami takich organi-zacji są ERA Task force, która przygotowała europejski katalog inspekcji wizualnej
6 EFBH (ang.) – equivalent fl at bottom hole – wielkość równoważna wady podawana jako średnica równoważnego otworka płaskodennego.

15Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
osi wagonów towarowych (EVIC), czy VPI (Vereinigung der Privatgüterwagen-Interessanten7), które opracowały katalog utrzymania wagonów towarowych w sta-nie sprawności, będący dla polskich przewoźników swego rodzaju encyklopedią badań nieniszczących elementów zestawów kołowych.
Skutkiem zwiększenia świadomości i poszerzenia wiedzy przez operatorów w trak-cie szkoleń i certyfi kacji w sektorze „Utrzymanie ruchu kolei” jest znaczny wzrost wykrywalności wadliwych elementów układów biegowych i wzrost bezpieczeń-stwa, o czym radośnie informują przewoźnicy, lecz w świetle mnogości incyden-tów wielki trud sprawia odnalezienie surowych statystyk, gdyż te stanowiłyby negatywny marketing wśród fi rm przewozowych i są tajemnicą przedsiębiorstw.
6. Stosowane techniki badań ultradźwiękowych
Istotnym zagadnieniem z punktu widzenia eksploatacji jest obszar badań ultra-dźwiękowych, umożliwiających wykonanie badania pod pojazdem, czyli na osi uzbrojonej we wszystkie podzespoły, gdzie w skrajnych przypadkach (osie napę-dowe) dostępne są jedynie powierzchnie czołowe czopów oraz krótki odcinek powierzchni bocznej. W takim przypadku, ręcznego badania nie zastąpi żadna inna metoda, przy czym mogą być zastosowane dwie techniki.
Technika tradycyjna polega na przesuwaniu głowic kątowych fal podłużnych po powierzchni czołowej czopa, a kąty i promienie prowadzenia głowic są tak dobrane, aby przeszukiwać miejsca szczególnie narażone na powstawanie pęk-nięć zmęczeniowych. Wadą tej metody jest obniżona czułość badania, gdyż sto-sowane w tym badaniu charakterystyczne kąty głowic powodują propagację fali podłużnej o kącie załamania (8–26)° czyli poniżej pierwszego kąta krytycznego (27°30' PMM/Fe), która charakteryzuje się niskim współczynnikiem odbicia od naroża. Dodatkowo, czułość badania jest obniżana przez zależność (1), która mówi, że najmniejsza wykrywalna wada musi mieć rozmiar najmniej połowy długości fali, która dla prędkości fali podłużnej w stali równej 5920 m/s i standardowej częstotliwości pracy przetwornika równej 2 MHz wynosi:
(1)
a zatem minimalna wielkość wady równa połowie długości fali musi mieć wy-miar najmniej 1,5 mm w celu umożliwienia odbicia się od niej fali ultradźwięko-wej. Z zależności można również wywnioskować, że dwukrotnie zwiększając częstotliwość pracy przetwornika, można wykrywać dwukrotnie mniejsze wady
7 VPI (niem.) – organizacja zrzeszająca prywatnych przewoźników na terenie Niemiec.
Antolik Ł.16
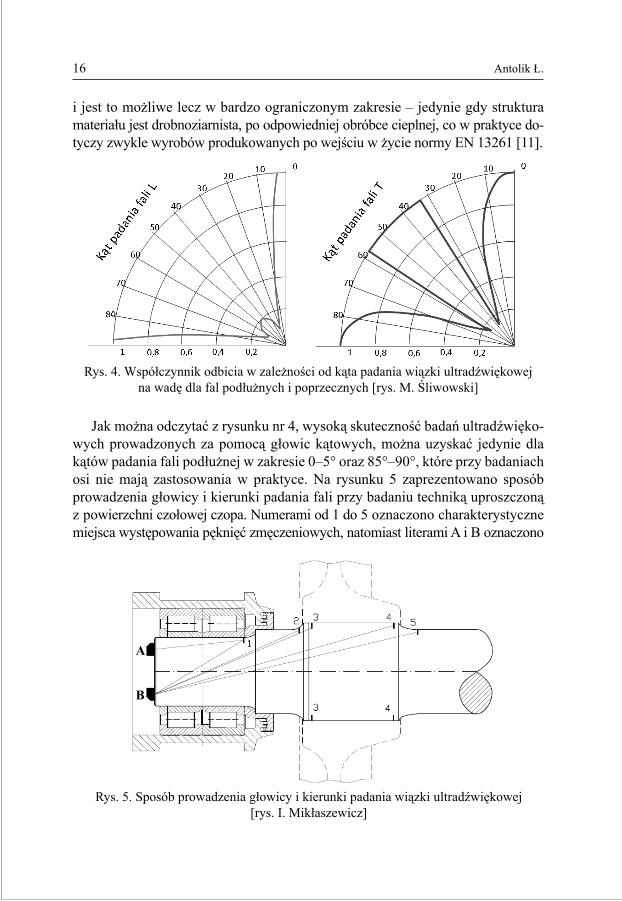
i jest to możliwe lecz w bardzo ograniczonym zakresie – jedynie gdy struktura materiału jest drobnoziarnista, po odpowiedniej obróbce cieplnej, co w praktyce do-tyczy zwykle wyrobów produkowanych po wejściu w życie normy EN 13261 [11].
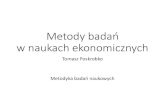
Rys. 4. Współczynnik odbicia w zależności od kąta padania wiązki ultradźwiękowej
na wadę dla fal podłużnych i poprzecznych [rys. M. Śliwowski]
Jak można odczytać z rysunku nr 4, wysoką skuteczność badań ultradźwięko-wych prowadzonych za pomocą głowic kątowych, można uzyskać jedynie dla kątów padania fali podłużnej w zakresie 0–5° oraz 85°–90°, które przy badaniach osi nie mają zastosowania w praktyce. Na rysunku 5 zaprezentowano sposób prowadzenia głowicy i kierunki padania fali przy badaniu techniką uproszczoną z powierzchni czołowej czopa. Numerami od 1 do 5 oznaczono charakterystyczne miejsca występowania pęknięć zmęczeniowych, natomiast literami A i B oznaczono
Rys. 5. Sposób prowadzenia głowicy i kierunki padania wiązki ultradźwiękowej[rys. I. Mikłaszewicz]
A
B

17Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
miejsca przyłożenia głowic na powierzchni czołowej czopa. W tym przypadku dopiero stosowanie aparatów cyfrowych z zakresem wzmocnienia sięga jącymco najmniej 100 dB przy założeniu, że materiał osi ma odpowiednią mikrostrukturę, umożliwia skuteczne prowadzenie badania uproszczonego.
Nieco bardziej skomplikowany schemat badania można dostrzec w przypadku osi napędowych, gdzie często duża część lub cała powierzchnia boczna osi jest niedostępna, a charakterystyczne miejsca występowania pęknięć zmęczeniowych są umiejscowione w centralnej części osi. W takim przypadku badanie głowicami kątowymi na fale podłużne ogranicza się do badania strefy o głębokości około 50 cm od czoła czopa w głąb osi, co jest jednoznaczne z niemożliwością wykonania badania uproszczonego wszystkich punktów charakterystycznych na osi. Wówczas taka możliwość występuje przy badaniu metodą częściowo uproszczoną, po de-montażu innych podzespołów z osi.
Przeanalizowano przypadek badania osi napędowej jednostki DMU (rys. 6), gdzie napęd jest przekazywany za pośrednictwem wału kardana do przekładki kątowej. Na rysunku przedstawiono schemat prowadzenia głowicy kątowej na fale poprzeczne po powierzchni bocznej osi w celu sprawdzenia, czy nie wystą-piły pęknięcia. Taki schemat badania jest nazywany częściowo-uproszczonym. Do takiego skanowania jest niezbędne użycie co najmniej dwóch różnych głowic kątowych, dla których kąty załamania w analizowanym przypadku wynoszą 45° i 60°. Korzystając z rysunku 4 dla fal poprzecznych T, można zauważyć, że o ile dla fali o kącie załamania 45° współczynnik odbicia od wady narożnej jest bar-dzo wysoki, to dla fali poprzecznej o kącie załamania 60° jest on już kilkukrotnie mniejszy, co wymaga znacznego zwiększenia czułości badania. Natomiast korzy-stając z wzoru (1) i przyjmując prędkość poprzecznej fali ultradźwiękowej w stali na poziomie 3250 m/s, obliczona długość fali wynosi 0,001625 m, co przekłada się na wykrywanie pęknięć o najmniejszym rozmiarze 0,8 mm. Dlatego tak ważne jest dobranie układu defektoskop – głowica o rozdzielczości zapewniającej wy-magany poziom jakości (nie będzie to przedmiotem dalszych rozważań).
Rys. 6. Sposób prowadzenia głowic po powierzchni bocznej osi napędowej jednostki DMU [rys. Ł. Antolik]
A
B

Antolik Ł.18
Coraz więcej jednostek taboru szynowego, w szczególności lokomotyw jest wyposażanych w osie drążone, które są szczególnym przypadkiem osi napędo-wych. Jest to podyktowane tym samym czynnikiem, który warunkuje pracę wa-łów napędowych, czyli rozkładem momentu skręcającego, którego największe wartości przypadają na tworzące pobocznicę, natomiast w osi wału wartość tego momentu dąży do zera. Z tego powodu i ze względów ekonomicznych, osie na-pędowe o dużych średnicach są wytwarzane z centralnym otworem o średnicy od 30 do 90 mm, który jest szczególnie wykorzystywany przy prowadzeniu badań ultradźwiękowych w odmienny sposób. Zestaw stosowanych głowic pomiaro-wych może zostać ograniczony do jednego kąta o wartości 45°, który zgodnie z ry-sunkiem 4 dla fali T, ma znakomity współczynnik odbicia od narożnika tworzo-nego przez pęknięcie poprzeczne wychodzące od powierzchni, co przekłada się na wysoką czułość badania.
Na rysunku nr 7 przedstawiono schemat badania ultradźwiękowego, realizo-wany przez zestaw dwóch głowic ustawionych przeciwbieżnie w celu wyelimi-nowania stref cienia akustycznego blisko przejść geometrycznych. Każda z gło-wic z profi lowaną przylgą jest zamocowana w wałku o średnicy równej średnicy wydrążonego otworu. Wałek jest przesuwany wewnątrz osi, przy czym ustalenie pozycji głowic realizowane jest za pomocą enkodera pozycji, który w prezento-wanym przypadku jest zamontowany na czole osi. Sprzężenie akustyczne reali-zowane jest przez ciągły strumień oleju bądź innego środka nie powodującego korozji. W przedstawionym przypadku możliwe jest prowadzenie badania w spo-sób manualny, jak również częściowo zautomatyzowany przez sterowanie poło-żeniem wałka, np. za pomocą silnika krokowego. Defektoskop powinien mieć większą liczbę kanałów w celu jednoczesnej obserwacji wskazań z każdej głowicy.
Rys. 7. Schemat wykorzystania centralnego otworu do badania ultradźwiękowego[rys. Ł. Antolik]
7. Nowoczesne techniki badań ultradźwiękowych
Po wkroczeniu w epokę cyfryzacji, technika ultradźwiękowa nabrała dodatko-wego rozpędu, gdyż obróbka coraz większej ilości danych przestała być proble-mem, a jednoczesne próby automatyzacji procesu na wiele sposobów skończyły się sukcesem, co obecnie czyni tę technikę jedną z najbardziej rozwiniętych spośród wszystkich metod nieniszczących. Owocem szybkiego postępu technologicznego
A
B
19Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
w tej dziedzinie są już powszechnie stosowane urządzenia cyfrowe, które stanowią jedynie bazę rozwojową dla jeszcze bardziej doskonałych technik badań ultra-dźwiękowych.
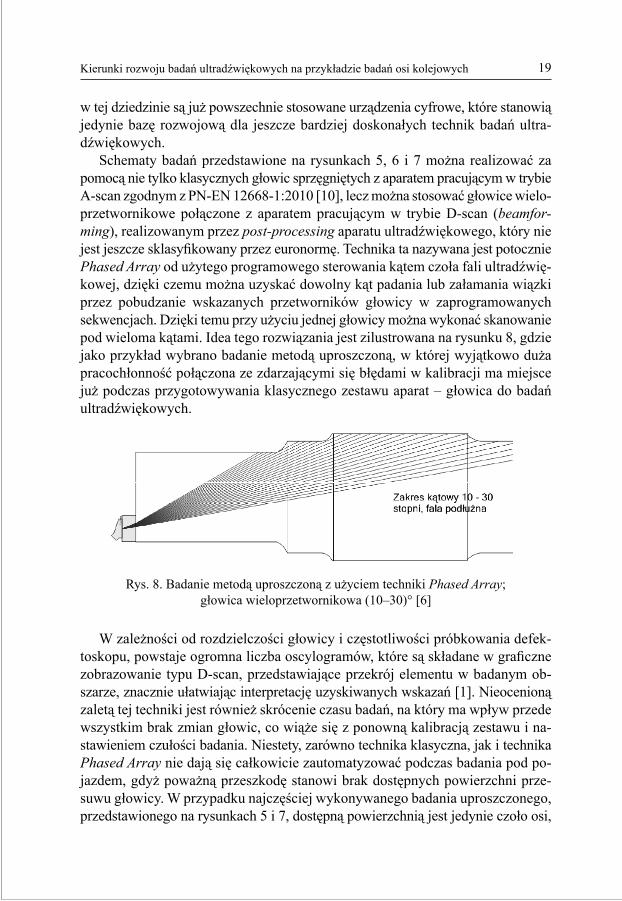
Schematy badań przedstawione na rysunkach 5, 6 i 7 można realizować za pomocą nie tylko klasycznych głowic sprzęgniętych z aparatem pracującym w trybie A-scan zgodnym z PN-EN 12668-1:2010 [10], lecz można stosować głowice wie lo-przetwornikowe połączone z aparatem pracującym w trybie D-scan (beamfor-ming), realizowanym przez post-processing aparatu ultradźwiękowego, który nie jest jeszcze sklasyfi kowany przez euronormę. Technika ta nazywana jest potocznie Phased Array od użytego programowego sterowania kątem czoła fali ultradźwię-kowej, dzięki czemu można uzyskać dowolny kąt padania lub załamania wiązki przez pobudzanie wskazanych przetworników głowicy w zaprogramowanych sekwencjach. Dzięki temu przy użyciu jednej głowicy można wykonać skanowanie pod wieloma kątami. Idea tego rozwiązania jest zilustrowana na rysunku 8, gdzie jako przykład wybrano badanie metodą uproszczoną, w której wyjątkowo duża pracochłonność połączona ze zdarzającymi się błędami w kalibracji ma miejsce już podczas przygotowywania klasycznego zestawu aparat – głowica do badań ultradźwiękowych.
Rys. 8. Badanie metodą uproszczoną z użyciem techniki Phased Array;głowica wieloprzetwornikowa (10–30)° [6]
W zależności od rozdzielczości głowicy i częstotliwości próbkowania defek-toskopu, powstaje ogromna liczba oscylogramów, które są składane w grafi czne zobrazowanie typu D-scan, przedstawiające przekrój elementu w badanym ob-szarze, znacznie ułatwiając interpretację uzyskiwanych wskazań [1]. Nieocenioną zaletą tej techniki jest również skrócenie czasu badań, na który ma wpływ przede wszystkim brak zmian głowic, co wiąże się z ponowną kalibracją zestawu i na-stawieniem czułości badania. Niestety, zarówno technika klasyczna, jak i technika Phased Array nie dają się całkowicie zautomatyzować podczas badania pod po-jazdem, gdyż poważną przeszkodę stanowi brak dostępnych powierzchni prze-suwu głowicy. W przypadku najczęściej wykonywanego badania uproszczonego, przedstawionego na rysunkach 5 i 7, dostępną powierzchnią jest jedynie czoło osi,

Antolik Ł.20
co już na wstępie wymaga przygotowania powierzchni oraz montażu dodatko-wego oprzyrządowania prowadzącego głowice lub pozycjonującego.
Rozwinięciem systemu Phased Array jest system SAFT (ang. SAFT – Synthetic Aperture Focusing Technique8), umożliwiający dodatkowo programowalne ogni-skowanie wiązki ultradźwiękowej w celu uzyskania zwiększonej rozdzielczości poprzecznej na zadanej głębokości, co znacznie poprawia jakość zobrazowania i możliwość wykrywania wad zlokalizowanych w strefi e cienia akustycznego [8]. Zadanie to jest realizowane w post-processingu, przez co możliwe jest stosowanie klasycznych układów PA, lecz niezbędna jest duża moc obliczeniowa do nałożenia na siebie wielu zobrazowań. W przypadku badań osi kolejowych, system SAFT może umożliwić pomiar głębokości pęknięcia poprzecznego. Praktycy powinni potraktować tę informację jako ciekawostkę, natomiast więcej informacji na jej temat można znaleźć w międzynarodowej literaturze.
Inaczej wygląda problematyka badań odbiorczych osi kolejowych, gdzie spraw-dzanie gotowych wyrobów ukierunkowane jest na wykrywanie wad o innym cha-rakterze. Na rysunku 9 zaprezentowano stanowisko do zanurzeniowego badania ultradźwiękowego, w którym sprzężenie akustyczne zapewniono przez zanurzenie badanego obiektu i głowic w wodzie. Jako echo kalibracyjne podstawy czasu stosuje się w tej technice echo odbite od powierzchni badanego przedmiotu, uznawane za gra-nicę woda lub stal. Badanie można całkowicie zautomatyzować, natomiast pomoc operatora niezbędna jest jedynie przy montażu obiektu na stanowisku badawczym.
8 SAFT (ang.) – ogniskowanie wiązki metodą syntetycznej apertury.
Rys. 9. Stanowisko do zanurzeniowego badania ultradźwiękowego osi kolejowychProjekt GE Sensing & Inspection Technologies GmbH, Huerth & Alzenau, Germany
[źródło: www.ndt.net ]

21Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
Wadą tej techniki jest fakt, że badanie jest możliwe tylko z powierzchni bocznych osi w kierunku prostopadłym do powierzchni badanego obiektu i ukierunkowane na badanie struktury wewnętrznej materiału w celu wykrywania wad objętościo-wych w strefi e rdzenia osi. Ponieważ badanie w takim zakresie leży w kompeten-cjach producentów, którzy badają osie bez założonych kół i łożysk, metoda ta stanowi ciekawe rozwiązanie stosowane do kontroli jakości przy seryjnej pro-dukcji tych elementów.
8. Podsumowanie
Technika ultradźwiękowa, stosowana powszechnie w kraju w latach powojen-nych, znaczący rozkwit na polskiej kolei przeżyła w latach sześćdziesiątych XX w., a następnie w pierwszej dekadzie XXI wieku aż po dziś wraz z zastosowaniem sprzętu cyfrowego. Jest to związane z obowiązkiem utrzymania wysokiego po-ziomu niezawodności taboru w odniesieniu do norm europejskich.
Z uwagi na brak jednolitych przepisów i wymagań w krajach członkowskich UE, organizacje zrzeszające przewoźników, zarządców taboru lub zakłady utrzy-maniowe pracują nad przygotowaniem wspólnych europejskich kryteriów utrzy-maniowych, w tym także kryteriów badań ultradźwiękowych osi kolejowych.
Pomimo prostej budowy osi kolejowych, ich badania są stosunkowo trudne do wykonania, szczególnie gdy badania są wykonywane pod podwoziem i brakuje dostępnych powierzchni do przesuwu głowicy. W takim przypadku znacznie ła-twiej bada się osie drążone, w których centralny otwór pozwala na wprowadze-nie sondy i skuteczne prowadzenie badania ultradźwiękowego.
Metoda ultradźwiękowa jest jedną z najbardziej rozwiniętych technik badań nieniszczących, przy czym jej dalszy rozwój w celu oceny osi kolejowych jest ukierunkowany na rozwój inteligentnej aparatury pomiarowej wykorzystującej techniki TOFT, SAFT i Phased Array, umożliwiającej zobrazowanie wskazań w sposób coraz bardziej zbliżony do rzeczywistego przekroju i ułatwiający inter-pretację mnogości informacji wyświetlanych na ekranie defektoskopu.
Pełna automatyzacja procesu badania ultradźwiękowego jest jak dotąd moż-liwa przy badaniu prostych i symetrycznych elementów, do których zaliczają się osie kolejowe (nieuzbrojone), jednakże bieżący nadzór personelu jest ciągle wy-magany, gdyż same instalacje pomocnicze składają się z wielu skomplikowanych elementów, które mogą ulec awarii.

Antolik Ł.22
Literatura
1. Antolik Ł.: Metodyka wykrywania pęknięć zmęczeniowych w osiach kolejowych a wymagania norm europejskich, Międzynarodowa konferencja „Niezawod-ność w transporcie szynowym i możliwości jej zwiększania”, Warszawa, 20–21 listopada 2013.
2. Bawolski R. i inni: Instrukcja szczegółowa kontroli defektoskopowej elementów pojazdów szynowych, Temat nr 3167/11, COBiRTK, Warszawa, 1973.
3. Carboni M.: An analysis of UT echoes coming from fatigue cracks and artifi cial defects on railway axles [online]. 17th World Conference on Nondestructive Testing, 25–28 October 2008, Shanghai, China [dostęp: 10 października 2013], dostępny na www.ndt.net.
4. Gójski I.: Europejski program działań w zakresie utrzymania osi, zestawów i wagonów towarowych. Seminarium IGTL, Warszawa, 22.10.2010.
5. Hansen W.: Ultrasonic testing of railway axles with phased array technique [online]. Agfa NDT GmbH [dostęp: 18 listopada 2013], dostępny na www.ndt.net.
6. Historia UDT, Urząd Dozoru Technicznego [online], [dostęp 16.06.2014], dostępny na WWW http://www.udt.gov.pl/index.php?
7. ISO 5948:1994: Railway rolling stock material – Ultrasonic acceptance testing. 8. Lewandowski M.: Metody rekonstrukcji obrazu z głowic phased array [on-
line], XVIII Seminarium Nieniszczące badania materiałów, Zakopane, 13–16 marca 2012. [dostęp: 14 grudnia 2013], dostępny na http://ftp.us4us.eu.
9. Miś R.: Badania ultradźwiękowe w taborze kolejowym. Nowe technologie i nowe możliwości, Materiały szkoleniowe niepublikowane, Warszawa 2013.
10. PN-EN 12668-1:2010: Badania nieniszczące – Charakteryzowanie i weryfi -kacja aparatury ultradźwiękowej – Część 1: Aparatura.
11. PN-EN 13261+A1:2011: Kolejnictwo – Zestawy kołowe i wózki – Osie – Wy-magania dotyczące wyrobu.
12. PN-EN 15313:2010: Kolejnictwo – Wymagania eksploatacyjne dotyczące ob-sługi zestawów kołowych – Utrzymanie zestawów kołowych pojazdów w eks-ploatacji i wyłączonych z eksploatacji.
13. PN-EN 473:2008: Badania nieniszczące – Kwalifi kacja i certyfi kacja perso-nelu badań nieniszczących – Zasady ogólne.
14. PN-EN ISO 9712:2012: Badania nieniszczące – Kwalifi kacja i certyfi kacja personelu badań nieniszczących.

23Kierunki rozwoju badań ultradźwiękowych na przykładzie badań osi kolejowych
The Ways of Ultrasonic Tests Development Using Example of the Railway Axles Examination
SummaryThe article describes the beginnings of ultrasonic testing in the global industry and in Polish railways, as well as, the implemented in Poland range of NDT certifi cation accord-ing to the norm ISO 9712:2012. Moreover, the article shows the big role of the NDT staff’s certifi cation in railways and specifi es the causes that led to its launch. First, the review of the literature was done. Afterwards, the condition of normalization that describes the requirements for ultrasonic rail axes testing was showed. The next step of the research methodology was to present the existing state of art taking into account the division of axis’ research opportunities at the stage of production and during operation and depending on whether the test axle is full or hollow. The article specifi es the automa-tion opportunities of research methodology and possible directions of development of ultrasonic techniques for modern techniques of Phased Array or TOFT and SAFT.It is found that ultrasonic technique is one of the most developed NDT techniques and the continuous improvement of the hardware capabilities is focused on ease of reading and writing of indications and signifi cant acceleration of research. The high level of rolling stock reliability according to European standards must be reach using ultrasonic testing. The modern techniques like TOFT, SAFT or Phassed Array are very helpful to increase testing sensitivity and save a lot of time during interpretation of the results. The automatic testing process is usable only to test naked axles during production process because it is hard to calibrate the ultrasonic fl aw detector for testing more complicated shapes includ-ing wheelsets.
Keywords: wheelset, ultrasonic tests, fatigue crack, calibration block

Направления развития ультразвуковых испытаний в железнодорожном транспорте
на примере испытаний железнодорожных осей
РезюмеВ статье представлены начала применения ультразвуковых испытаний в промыш-ленности в мире и в железнодорожном транспорте в Польше. Описан также объём сертификации в области неразрушающих испытаний, проводимой в Польше по стандарту ИСО 9712:2012, с обращением особенного внимания на сертификацию персонала, проводящего ультразвуковые испытания в польском железнодорожном транспорте, и с определением причин введения сертификации. В начале проведено рассмотрение литературы и представлено состояние по стандартизации, устанавли-вающей требования к ультразвуковым испытаниям железнодорожных осей. Описан настоящий уровень развитя техники с учётом возможности испытаний осей отде-льно на этапе производства и эксплуатации, а также в зависимости от типа испыты-ваемой оси, полной или полой. Представлены возможности автоматизации испыта-тельной методики и возможные направления развития ультразвукового метода для современных техник Phased Array и SAFT.Установлено, что ультразвуковой метод является одной из самых развитых техник неразрушающих испытаний, а постоянное совершенствование аппаратных возмож-ностей ориентировано на простоту отсчёта и записи показаний, а также на сущест-венное ускорение проводимых испытаний. Развивается также бесконтактный метод, по которому гораздо легче провести испытание в условиях, в которых неприемлемо использование связывающих веществ.
Ключевые слова: колёсная пара, ультразвуковые испытания, усталостная трещина, калибровочный блок
Antolik Ł.24