Instrukcja Przyrzady - Nr 1 - 2015
11
METROLOGIA I KONTROLA JAKOŚCI 2015 AKADEMIA GÓRNICZO-HUTNICZA W KRAKOWIE WYDZIAŁ INŻYNIERII MECHANICZNEJ I ROBOTYKI KATEDRA SYSTEMÓW WYTWARZANIA LABORATORIUM METROLOGIA I KONTROLA JAKOŚCI INSTRUKCJA ĆWICZENIA ĆWICZENIE: 1 TEMAT: POMIARY DŁUGOŚCI I KĄTA W WARUNKACH KONTROLI KOŃCOWEJ WYROBU ORAZ STATYSTYCZNEGO STEROWANIA PROCESEM Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str. 1/7 Zakres przygotowania studentów do ćwiczenia (literatura, wiadomości z wykładów) 1. Klasyfikacja i właściwości metrologiczne przyrządów pomiarowych, podział i konstrukcja wzorców długości i kąta. 2. Przyrządy suwmiarkowe, mikrometryczne i czujniki (budowa, działanie, właściwości metrologiczne). 3. Zasady doboru przyrządów pomiarowych dla typowych wymiarów tolerowanych, w warunkach kontroli końcowej wyrobu. 4. Błędy i niepewności pomiaru. 5. Sposoby oznaczania dokładności wykonania, tolerancji i pasowań w specyfikacji geometrycznej wyrobu wg PN-ISO. Przebieg ćwiczenia Prowadzący ćwiczenia omawia zasady doboru przyrządów pomiarowych: dla kontroli końcowej wyrobu z uwzględnieniem aktualnej klasy dokładności wymiarowania wymiaru, dla nadzorowania zdolności jakościowej procesu z wykorzystaniem metod statystycznych (SPC), z uwzględnieniem zachowania następujących cech: powtarzalność, odtwarzalność, liniowość, rozróżnialność (rozdzielczość). Zadanie I. Analiza dokumentacji rysunkowej i dobór narzędzi pomiarowych do wymiarów tolerowanych 1. Zapoznać się z dostarczonym rysunkiem przedmiotu mierzonego. 2. Określić wartości tolerancji T wymiarów zamieszczonych na rysunku na podstawie odchyłek wymiarowych. 3. Określić wymagane właściwości metrologiczne przyrządów pomiarowych dla zmierzenia wyszczególnionych wymiarów (zakres rozdzielczości We = (0.1÷0.2)T, We – wybrana działka elementarna).
description
Przyrządy metrologia
Transcript of Instrukcja Przyrzady - Nr 1 - 2015

METROLOGIA I KONTROLA JAKOŚCI 2015
AKADEMIA GÓRNICZO-HUTNICZA W KRAKOWIE WYDZIAŁ INŻYNIERII MECHANICZNEJ I ROBOTYKI
KATEDRA SYSTEMÓW WYTWARZANIA
LABORATORIUM METROLOGIA I KONTROLA JAKOŚCI
INSTRUKCJA ĆWICZENIA
ĆWICZENIE:
1
TEMAT:
POMIARY DŁUGOŚCI I KĄTA W WARUNKACH KONTROLI KOŃCOWEJ WYROBU ORAZ
STATYSTYCZNEGO STEROWANIA PROCESEM
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str. 1/7
Zakres przygotowania studentów do ćwiczenia (literatura, wiadomości z
wykładów)
1. Klasyfikacja i właściwości metrologiczne przyrządów pomiarowych, podział i konstrukcja wzorców długości i kąta.
2. Przyrządy suwmiarkowe, mikrometryczne i czujniki (budowa, działanie, właściwości metrologiczne).
3. Zasady doboru przyrządów pomiarowych dla typowych wymiarów tolerowanych, w warunkach kontroli końcowej wyrobu.
4. Błędy i niepewności pomiaru. 5. Sposoby oznaczania dokładności wykonania, tolerancji i pasowań w specyfikacji
geometrycznej wyrobu wg PN-ISO.
Przebieg ćwiczenia
Prowadzący ćwiczenia omawia zasady doboru przyrządów pomiarowych:
dla kontroli końcowej wyrobu z uwzględnieniem aktualnej klasy dokładności wymiarowania wymiaru,
dla nadzorowania zdolności jakościowej procesu z wykorzystaniem metod statystycznych (SPC), z uwzględnieniem zachowania następujących cech: powtarzalność, odtwarzalność, liniowość, rozróżnialność (rozdzielczość).
Zadanie I. Analiza dokumentacji rysunkowej i dobór narzędzi pomiarowych do wymiarów tolerowanych
1. Zapoznać się z dostarczonym rysunkiem przedmiotu mierzonego. 2. Określić wartości tolerancji T wymiarów zamieszczonych na rysunku na
podstawie odchyłek wymiarowych. 3. Określić wymagane właściwości metrologiczne przyrządów pomiarowych dla
zmierzenia wyszczególnionych wymiarów (zakres rozdzielczości We = (0.1÷0.2)T, We – wybrana działka elementarna).

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
2/11
,1
1
_
n
i
ixn
x
4. Dobrać odpowiednie przyrządy pomiarowe dla każdego wymiaru i zaznaczyć ich wybór w Tab. I. Wykorzystać do tego zestawienie narzędzi metrologicznych z Tab. II.
5. Zastosować wybrane przyrządy pomiarowe do zmierzenia wartości wskazanych wymiarów.
6. Oznaczenie symboliczne przyrządu, jego zakres pomiarowy, oraz końcowy wynik wpisywać w odpowiednie komórki Tabeli I. Zestawienie nazw, charakterystyk i oznaczeń typowych przyrządów pomiarowych stosowanych w pomiarach długości i kąta przedstawiono w załączniku do tej Instrukcji (Tablica nr 1 i Tablica nr 2, Materiały). Wynik wpisywać w postaci Xep. Przykład poprawnie wypełnionej komórki:
MMZc 25-50 31,24 0,005 [mm]
UWAGI do zadania I: Należy sprawdzić wskazania zerowe przyrządów lub sprawdzić ich wskazania na odpowiednim wzorcu długości. Odczytać błąd wskazania początkowego (zerowego) przyrządu w [mm]. Określić wartość poprawki, która powinna zostać dodana do wyniku surowego, według zależności:
popr=–w [mm]. Pozostałe składniki systematyczne związane z temperaturą i odkształceniami sprężystymi można pominąć. Pomiar średnic przeprowadzić w dwóch przekrojach.
Zadanie II. Szacowanie niepewności pomiarowej 1. Dla wytypowanego wymiaru mierzonego przedmiotu przeprowadzić n–krotny
pomiar wskazanego przez prowadzącego wymiaru elektronicznym suwmiarkowym przyrządem pomiarowym. Liczbę powtórzeń pomiarowych uzgodnić z prowadzącym zajęcia.
2. Po wyeliminowaniu błędów systematycznych (Uwaga do zadania I), w oparciu o rozkład t–Studenta obliczyć wartość mierzonej wielkości z prawdopodobieństwem P = 0.95 i P = 0.99. Obliczyć wartość średnią:
Obliczyć odchylenie standardowe eksperymentalne:
3. Wyniki pomiaru przedstawić zgodnie z wymogami określania granic zmienności.
.1
1
2_
n
xx
s
n
i
i

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
3/11
)1(, nt
Dane: Dla P=0.95 oraz n=10 przyjąć: t95=2.30; Dla P=0.99 oraz n=10 przyjąć: t99=3.3. Dla P=0.95 oraz n=20 przyjąć: t95=2.1; Dla P=0.99 oraz n=20 przyjąć: t99=2.9. Dla innych danych przyjąć wartość z wykorzystaniem Tabeli nr 3, Materiały.
UWAGA: Końcowa postać wyniku pomiaru z uwzględnieniem szacowanej niepewności U wyniesie:
Uwagi do sprawozdania
Sprawozdanie powinno zawierać: 1. Wyniki doboru przyrządów i wyniki pomiarów w Tab. I. z wykorzystaniem zestawienia narzędzi pomiarowych z Tab. II. 2. Zwymiarowany rysunek przedmiotu, odręcznie wykonany ołówkiem.. 3. Opis zasady doboru przyrządów pomiarowych do pomiaru wymiarów tolerowanych. 4. Odręcznie wykonane ołówkiem rysunki i schematy:
Noniusz suwmiarek 0.1 i 0.05,
Przekrój osiowy przyrządu mikrometrycznego,
Schemat transametru. 5. Założenia metody wyznaczania niepewności pomiaru według zaleceń ISO.
Zakres wiadomości literatury dodatkowej
1. PN-ISO 31-0:2001 – Wielkości fizyczne i jednostki miar. Zasady ogólne. 2. Przewodnik ISO: Wyrażanie niepewności pomiaru. GUM , 1999. 3. Jakubiec W., Malinowski J.: Metrologia wielkości geometrycznych (wydanie 5),
Wydawnictwa Naukowo-Techniczne, Warszawa 2006. 4. Adamczak S., Makieła W.: Metrologia w budowie maszyn. WNT, Warszawa 2004.
,)( 95.095.0n
stpoprxx
.)( 99.099.0n
stpoprxx
.)( Upoprxx

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
4/11
Tablica 1. Nazwy i oznaczenia znormalizowanych przyrządów pomiarowych

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
5/11
Tablica 1. Nazwy i oznaczenia znormalizowanych przyrządów pomiarowych c.d.

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
6/11
Tablica 2. Szacunkowe błędy pomiaru wybranymi przyrządami

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str. 7/11
WYZNACZANIE NIEPEWNOŚCI WEDŁUG ZALECEŃ ISO1
METODA A METODA B
a) Jeżeli wykonano n (n10) pomiarów , dla których obliczono wartość średnią X i odchylenie standardowe eksperymentalne s, to za wynik przyjmuje się , a związany z powtarzalnością składnik niepewności standardowej u oblicza się z powyższego wzoru:
n
su
a) Założenie, że dana wielkość wpływająca ma rozkład normalny i znana jest niepewność a oraz związany z nią poziom nieufności P.
Rozkład normalny
Rozkład k
k
1b
Trójkatny 6 0,41
Jednostajny 3 0,58
Antymodalny V 2 0,71
Antymodalny U 3
5 0,77
P1)k(2
k
au b) Jeżeli wykonano n (2n10) pomiarów, dla
których obliczono wartość średnią X i odchylenie standardowe eksperymentalne s, to za wynik przyjmuje się , a związany z powtarzalnością składnik niepewności standardowej u oblicza się z powyższego wzoru:
n 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 k 7,0 2,3 1,7 1,4 1,3 1,3 1,2 1,2
n
sku
b) Założenie, że dana wielkość wpływająca ma rozkład inny niż normalny, tzn. znany jest charakter rozkładu i zakres a możliwych błędów.
Rozkład znany
k
au c) Jeżeli wykonano n (2n10) pomiarów i jeżeli
dostępna jest wartość sp, to za wynik przyjmuje się X , a za składnik niepewności standardowej u obliczone według wzoru:
n
su
p
1 Przewodnik do wyrażania niepewności pomiaru – ISO GUM

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str. 8/11
PRZYKŁAD WYZNACZANIA NIEPEWNOŚCI
Wykonano 10 pomiarów.
Lp. Xi
1 6,354 2 6,352 3 6,356 4 6,355 5 6,357 6 6,354 7 6,357 8 6,356 9 6,353 10 6,355
Obliczono X =6,3549, 0V10
1i
i
,
8210
1i
i 102490)V(
,
mm48
10
1i
2i
106,1110
102490
1n
V
s
.
Przyjęto rozkład normalny. Z tablic odczytano:
1. Dla n=10 i P=0,95: n/t =0,72, t=2,3.
2. Dla n=10 i P=0,99: n/t =1,0, t=2,3.
1. Dla n=10 i P=0,95
0011952,072,01066,16n
ts
n
st 4 mm.
001,0Xd )95,0( ,
001,0355,6n
stX mm.
2. Dla n=10 i P=0,99
00166,00,11066,16n
ts
n
st 4 mm.
002,0Xd )95,0( ,
002,0355,6n
stX mm.

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
9/11
)1(, nt
Tablica 3. Wybrane wartości rozkładu t Studenta

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
10/11
BUDOWA MIKROMETRU Najistotniejszą częścią mikrometru jest wrzeciono 6 z gwintem mikrometrycznym obracającym się w nieruchomej nakrętce 5. Końcówka wrzeciona jest dokładnie prostopadła do jego osi geometrycznej. Nakrętka 5 jest osadzona w tulei 7, a ta z kolei w kabłąku 1. Naprzeciw wrzeciona osadzone jest nieruchome kowadełko 2, którego miernicza jest również prostopadła do osi wrzeciona.
Ponieważ skok śruby mikrometrycznej nakrętki jest nacięty z dużą dokładnością. Każdemu jej obrotowi lub części obrotu odpowiada ściśle określone przesuniecie wzdłużne wrzeciona 6. Całe milimetry odczytuje się na podziałce podłużnej naciętej na tulei 7, a setne części milimetra na podziałce obwodowej bębna 9, osadzonego nieruchomo na śrubie. Pokręcając śrubę mikrometryczną nawet z nieznacznym wysiłkiem, można spowodować stosunkowo duży nacisk wrzeciona na mierzony przedmiot, wskutek czego może nastąpić odkształcenie sprężyste bądź mierzonego przedmiotu, bądź też kabłąka mikrometru lub zwojów śruby mikrometrycznej. Odkształcenia te, niezależnie od tego gdzie występują, zawsze powodują błąd pomiaru. W celu uniknięcia tego błędu ustalono, że nacisk mierniczy wrzeciona musi być określony i musi się wahać w granicach 7÷2 N. Osiąga się to przez pokręcanie śruby mikrometrycznej nie bezpośrednio, lecz za pośrednictwem sprzęgła ciernego 11-15. Parametry mikrometru definiuje norma PN-82/M-53200 (1982).

MATERIAŁY POMOCNICZE DO ĆWICZENIA NR 1
Opracował: dr inż. H. Nieciąg, dr inż. Andrzej Tyka str.
11/11
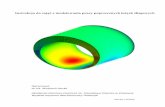
TRANSAMETR MMCf – FWP Warszawa
1 – korpus, 2 – tulejka zaciskowa, 3- nakrętka nastawcza, 4- kowadełko nastawne, 5- kowadełko pomiarowe, 6 – sprężyna naciskowa, 7- dźwignia wyłącznikowa (zwalniacz), 8 – dźwignia pomiarowa, 9 – wskazówka. Transametr (pasametr) służy do wykonywania bezpośrednich pomiarów wymiarów zewnętrznych metodą różnicową wychyleniową, głównie w produkcji seryjnej. Wymagania techniczne transametrów są określone w normie PN-75/M-53259 (1975). Budowę transametru przedstawia rysunek powyżej. Dźwignia wyłącznikowa (zwalniacz) 7 po naciśnięciu odciąga od mierzonego przedmiotu ruchome kowadełko 5, sprzężone z dźwignią czujnika 8. Gdy pomiar nie jest wykonywany, wskazówka czujnika 9 znajduje się poza podziałką po stronie wartości ujemnych. Kowadełko nastawne 4 przesuwa się za pomocą radełkowanej nakrętki nastawczej 3 i blokuje tuleją zaciskową 2. Podzielnia czujnika umieszczona jest w kabłąkowatym korpusie 1. Wskaźniki tolerancji można nastawić na zakres dopuszczalnych tolerancji kontrolowanych przedmiotów. Transametry dostarczane są w kompletach wyposażonych w wymienne podpórki(końcówki) i klucz do nastawiania wskaźników tolerancji. Do zerowania czujnika transametru stosuje się płytki wzorcowe2.
2 K. Durczak: Pomiary wielkości geometrycznych w technice. Poznań 2012.