
instrukcja obs³ugi pó³automatu spawalniczego Magster -401W ... · 23 Wady spoin 33 24 Wykaz...
43
instrukcja obs³ugi pó³automatu spawalniczego I-207- Procesy Opis Spawanie metod¹ MIG/MAG Aktualny numer Pó³automat spawalniczy DC DC 3 Phase EN ISO 9001 CERT CERT TUV TUV .. Nr wg klasyfikacji PKWiU 29.40.60-50.21 ul. Jana III Sobieskiego 19 A 58-263 Bielawa tel./074/ 64 61 100 fax /074/ 64 61 080 serwis: /074/ 64 61 188 http://www.bester.com.pl e-mail: [email protected] LINCOLN ELECTRIC BESTER S.A. LINCOLN ELECTRIC R R Magster -401W,-501 P0IO010202 - pazdziernik 2006
Transcript of instrukcja obs³ugi pó³automatu spawalniczego Magster -401W ... · 23 Wady spoin 33 24 Wykaz...
instrukcja obs³ugi pó³automatu spawalniczego
I-207-
Procesy
Opis
Spawanie metod¹ MIG/MAG
Aktualny numer
Pó³automat spawalniczy DC
DC 3Phase EN ISO 9001
CERTCERTTUVTUV..
Nr wg klasyfikacji PKWiU 29.40.60-50.21
ul. Jana III Sobieskiego 19 A58-263 Bielawa
tel./074/ 64 61 100fax /074/ 64 61 080
serwis: /074/ 64 61 188http://www.bester.com.pl
e-mail: [email protected]
LINCOLN ELECTRIC BESTER S.A.
LINCOLNELECTRIC
R
R
Magster -401W,-501
P0IO010202 - pazdziernik 2006
LINCOLN ELECTRIC BESTER S.A. ul. Jana III Sobieskiego 19A, 58-260 Bielawa, Poland
od LINCOLN ELECTRIC BESTER S.A.
LINCOLN ELECTRIC BESTER S.A.
Tomasz DomagalskiOperational Director
and has been designed in conformance with the following norms:und in Übereinstimmung mit den nachstehenden Normen hergestellt wurde:i ¿e zosta³o zaprojektowane zgodnie z wymaganiami nastêpuj¹cych norm:
73/23/CEE, 93/68/CEE, 89/366/CEE, 92/31/CEE
conforms to the following directives:dan folgenden Bestimmungen entspricht:
spe³nia nastêpuj¹ce wytyczne:
Magster 401W, -501 s/n
Declares that the welding machine:Erklärt, daß die Bauart der Maschine:
Deklaruje, ¿e spawalnicze Ÿród³o energii:
Declaration of confirmityKonformitätserklärungDeklaracja zgodnoœci
EN 50199, EN 60974-1
Dziêkujemy Pañstwu i gratulujemywyboru pó³automatu Magster 401W, -501.Teraz mo¿ecie Pañstwo spawaæ i sprawnie i dobrze, a my to Wam gwarantujemy.
Spis treœci
1 Bezpieczeñstwo
3 Charakterystyka
4
8
9
10
11
12
19
13
19
23
26
25
27
28
29
31
31
31
2 Uwagi ogólne i ostrze¿enia
5 Elementy obs³ugi na panelu przednim Ÿród³a pr¹du
6 Elementy na œciance tylnej Ÿród³a pr¹du
20 Uruchomienie pó³automatu po d³u¿szym sk³adowaniu
17 Zasady doboru parametrów spawania dla metody MIG/MAG
16 Spawanie rêczne metod¹ MIG/MAG
13.2 Pod³¹czanie gazu os³onowego
4 Dane techniczne
19 Zanim skorzystasz z serwisu
18 Obs³uga okresowa
22 Technologia spawania - podstawy
13.1 Przy³¹czanie do sieci zasilaj¹cej
7 Elementy obs³ugi na panelu przednim podajnika drutu
22.1 Rodzaje spoin i typy z³¹czy
22.2 Zalecenia praktyczne
8 Elementy na œciance tylnej podajnika drutu 14
9 Elementy regulacyjne wewn¹trz podajnika drutu 15
10 Schemat ideowy Ÿród³a pr¹du 16
13 Instalacja pó³automatu 19
13.4 Pod³¹czanie uchwytu spawalniczego
13.3 £¹czenie Ÿród³a pr¹du z podajnikiem drutu elektrodowego
20
20
13.5 Zak³adanie drutu elektrodowego do podajnika 21
14 Funkcje podajnika drutu elektrodowego
21 Technologia spawania metod¹ MIG/MAG 30
Strona 3
11 Schemat ideowy podajnika drutu 17
12 Zestawienie stanowiska pomiarowego 18
34
3323 Wady spoin
24 Wykaz czêœci zamiennych
4125 Notatki
2415 Uchwyt spawalniczy
13.6 System ch³odzenia pó³automatu 22
3724.1 Wykaz czêœci zamiennych Magster 401W
3924.2 Wykaz czêœci zamiennych magster 501
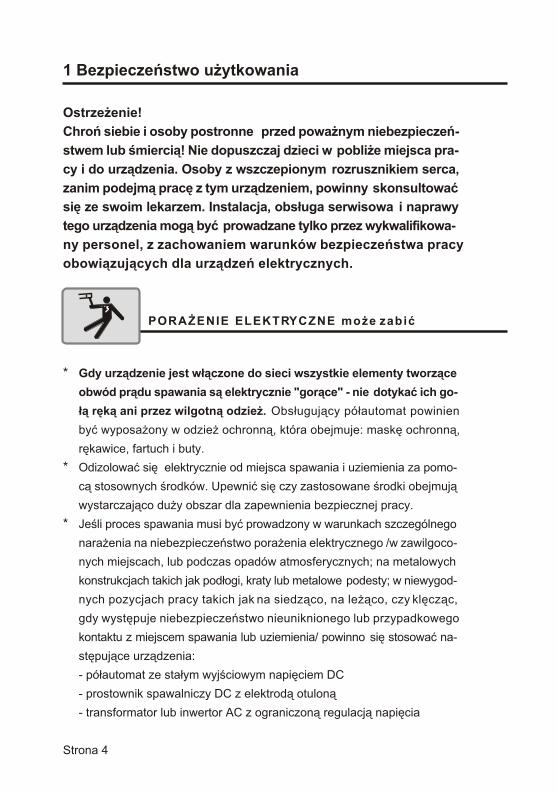
1 Bezpieczeñstwo u¿ytkowania
Strona 4
*
*
*
PORA¯ENIE ELEKTRYCZNE mo¿e zabiæ
Ostrze¿enie!
Chroñ siebie i osoby postronne przed powa¿nym niebezpieczeñ-
stwem lub œmierci¹! Nie dopuszczaj dzieci w pobli¿e miejsca pra-
cy i do urz¹dzenia. Osoby z wszczepionym rozrusznikiem serca,
zanim podejm¹ pracê z tym urz¹dzeniem, powinny skonsultowaæ
siê ze swoim lekarzem. Instalacja, obs³uga serwisowa i naprawy
tego urz¹dzenia mog¹ byæ prowadzane tylko przez wykwalifikowa-
Gdy urz¹dzenie jest w³¹czone do sieci wszystkie elementy tworz¹ce
obwód pr¹du spawania s¹ elektrycznie "gor¹ce" - nie dotykaæ ich go-
³¹ rêk¹ ani przez wilgotn¹ odzie¿.
ny personel, z zachowaniem warunków bezpieczeñstwa pracy
obowi¹zuj¹cych dla urz¹dzeñ elektrycznych.
rêkawice, fartuch i buty.
Obs³uguj¹cy pó³automat powinien
byæ wyposa¿ony w odzie¿ ochronn¹, która obejmuje: maskê ochronn¹,
Odizolowaæ siê elektrycznie od miejsca spawania i uziemienia za pomo-
c¹ stosownych œrodków. Upewniæ siê czy zastosowane œrodki obejmuj¹
wystarczaj¹co du¿y obszar dla zapewnienia bezpiecznej pracy.
Jeœli proces spawania musi byæ prowadzony w warunkach szczególnego
nara¿enia na niebezpieczeñstwo pora¿enia elektrycznego /w zawilgoco-
nych miejscach, lub podczas opadów atmosferycznych; na metalowych
konstrukcjach takich jak pod³ogi, kraty lub metalowe podesty; w niewygod-
nych pozycjach pracy takich jak na siedz¹co, na le¿¹co, czy klêcz¹c,
gdy wystêpuje niebezpieczeñstwo nieuniknionego lub przypadkowego
kontaktu z miejscem spawania lub uziemienia/ powinno siê stosowaæ na-
stêpuj¹ce urz¹dzenia:
- pó³automat ze sta³ym wyjœciowym napiêciem DC
- prostownik spawalniczy DC z elektrod¹ otulon¹
- transformator lub inwertor AC z ograniczon¹ regulacj¹ napiêcia
Strona 5
*
*
*
*
*
*
*
*
*
£UK mo¿e byæ niebezpieczny
OPARY i GAZY mog¹ byæ niebezpieczne
Podczas spawania, drut spawalniczy na szpuli jest równie¿ pod napiêciem.
Pewnie mocowaæ przewód powrotny do elementu spawanego i jak najbli-
¿ej miejsca spawania, zapewniaj¹c mu jak najlepszy kontakt.
Patrzenie bezpoœrednio na ³uk jest szkodliwe dla oczu - zawsze stoso-
waæ maskê ochronn¹, a osoby postronne ochraniaæ ekranami z odpo-
wiednim filtrem lub ostrzegaæ o niebezpieczeñstwie bezpoœredniego
Opary i gazy wydzielaj¹ce siê podczas spawania mog¹ stanowiæ za-
gro¿enie dla zdrowia - stanowisko spawalnicze powinno byæ wyposa-
¿one w wyci¹g wentylacyjny.
Miejsce pracy i element spawany powinny byæ dobrze uziemione.
Kable spawalnicze, przewód sieciowy, uchwyt spawalniczy, zacisk uzie-
miaj¹cy jak i samo urz¹dzenie spawalnicze powinny byæ utrzymywane w
dobrym stanie technicznym, zapewniaj¹cym bezpieczeñstwo pracy.
W przypadku stwierdzenia uszkodzenia izolacji któregokolwiek z elemen-
tów obwodu spawania, natychmiast nale¿y go wymieniæ.
Nigdy nie zanurzaæ elektrody lub uchwytu w wodzie dla ich och³odzenia.
Nigdy jednoczeœnie nie dotykaæ elektrycznie "gor¹cych" czêœci uchwytów
spawalniczych pod³¹czonych do dwóch urz¹dzeñ spawalniczych, ponie-
wa¿ napiêcie pomiêdzy nimi mo¿e mieæ wartoœæ sumarycznego napiêcia
stanu ja³owego obu urz¹dzeñ.
filtruj¹cy powinny spe³niaæ wymogi stosownych norm.
Maska ochronna i wk³ad
Dla ochrony skóry stosowaæ odpowiedni¹ odzie¿ ochronn¹ wykonan¹ z wy-
trzyma³ego, niepalnego materia³u.
patrzenia na ³uk, iskry lub roztopiony metal.
*
*
*
*
*
*
*
*
*
*
ISKRY mog¹ spowodowaæ po¿ar lub wybuch
Wokó³ ³uku gaz os³onowy wypiera powietrze - przy spawaniu w miejscach
trudno dostêpnych zachowaæ szczególn¹ ostro¿noœæ.
Iskry powstaj¹ce podczas spawania mog¹ byæ przyczyn¹ po¿aru lub
wybuchu!
Nie podgrzewaæ, nie ci¹æ, ani nie spawaæ zamkniêtych pojemników na pa-
liwo lub inne chemikalia - mo¿e to spowodowaæ wybuch.
Unikaæ bezpoœredniego wdychania oparów i gazów spawalniczych.
Wszystko co mo¿e siê zapaliæ lub wybuchn¹æ usun¹æ z pola pracy.
Nie spawaæ w obecnoœci oparów zawieraj¹cych chlor, mog¹cych pocho-
dziæ z procesu odt³uszczania lub czyszczenia. Wysoka temperatura i pro-
mieniowanie ³uku mo¿e rozk³adaæ opary tworz¹c truj¹cy gaz FOSGEN.
Zachowaæ szczególne œrodki ostro¿noœci przy spawaniu elementów po-
krywanych galwanicznie.
Unikaæ niebezpieczeñstwa wybuchu po¿aru w miejscu spawania. O ile
to mo¿liwe okrywaæ je, zabezpieczaj¹c przed iskrami mog¹cymi byæ za-
rzewiem ognia. Nale¿y pamiêtaæ, ¿e iskry i wysoka temperatura pocho-
dz¹ce od ³uku spawalniczego ³atwo przenikaj¹ przez ma³e szczeliny, szpa-
ry i otwory do przyleg³ego obszaru. Unikaæ spawania w pobli¿u hydrauli-
cznej armatury. Sprawny sprzêt przeciwpo¿arowy winien byæ usytuowany
w widocznym i ³atwo dostêpnym miejscu.
Przed spawaniem, ciêciem lub podgrzewaniem pojemniki powinny byæ
dobrze wentylowne.
Kabel spawalniczy powinien byæ pod³¹czony do miejsca spawania najbli-
¿ej jak to mo¿liwe - unika siê wtedy przep³ywu pr¹du spawania przez s¹-
siednie elementy a co za tym idzie zmniejsza siê niebezpieczeñstwo wy-
st¹pienia przegrzania z dala od miejsca spawania i wyst¹pienia tam za-
gro¿enia po¿arem.
Strona 6
*
*
*
*
*
*
*
*
BUTLA mo¿e wybuchn¹æ
Uszkodzona butla z gazem os³onowym mo¿e eksplodowaæ!
Stosowaæ tylko butle atestowane z odpowiednim rodzajem gazu i zaleca-
Zachowywaæ bezpieczn¹ odleg³oœæ butli od miejsca spawania.
Nie nara¿aæ butli z gazem na jakiekolwiek uszkodzenia mechaniczne.
Podczas przerw w spawaniu zawór butli musi byæ zawsze zakrêcony.
nym ciœnieniem. Wszystkie elementy obwodu zasilania gazu ochronnego
takie jak: w¹¿, z³¹czki i regulator powinny byæ stosowne do urz¹dzenia
i byæ utrzymywane w dobrym stanie technicznym.
Butla z gazem powinna byæ w pozycji pionowej, zabezpieczona przed
wywróceniem siê np. za pomoc¹ ³añcucha.
Nigdy nie dotykaæ elektrody, uchwytu spawalniczego lub jakiegokolwiek
"gor¹cego" elementu obwodu spawania do butli z gazem!
Nie zbli¿aæ g³owy, a szczególnie twarzy, do zaworu butli z gazem, pod-
czas jego odkrêcania.
*
*
*
*
dla urz¹dzeñ zasi lanych ELEKTRYCZNIE
zachowaæ ostro¿noœæ przy zasi laniu z agregatu
przy tym urz¹dzeniu.
Urz¹dzenie to powinno byæ zainstalowne i uziemione zgodnie z zalece-
Od³¹czyæ zasilanie sieciowe przed wykonywaniem jakichkolwiek prac
niami producenta i obowi¹zuj¹cymi przepisami ogólnymi.
Stosuj¹c do zasilania agregat pr¹dotwórczy, nie dolewaæ paliwa do zbior-
nika podczas spawania.
Nie uruchamiaæ silnika agregatu przy rozlanym paliwie.
Strona 7
*
*
Utrzymywaæ urz¹dzenie sprawnym technicznie, obudowa i wszystkie
os³ony powinny byæ dobrze przymocowane, uniemo¿liwiaj¹c dostêp do wnê-
trza urz¹dzenia.
Podczas uruchamiania, u¿ytkowania i napraw nie zbli¿aæ r¹k, w³osów,
ubrania ani jakichkolwiek narzêdzi do obracaj¹cego siê wentylatora.
*
*
POLE ELEKTROMAGNETYCZNE mo¿e byæ niebezpieczne
WENTYLATOR mo¿e byæ niebezpieczny
Pr¹d elektryczny p³yn¹cy przez jakikolwiek przewodnik wytwarza wokó³
niego pole elektromagnetyczne. Pr¹d spawania wytwarza pole elektro-
magnetyczne wokó³ kabli spawalniczych i wokó³ samego urz¹dzenia.
Dla zminimalizowania negatywnego oddzia³ywania pola elektromagnety-
cznego na zdrowie ka¿dy spawacz powinien:
- oba kable spawalnicze uk³adaæ równolegle i jak najbli¿ej siebie
- nigdy nie oplataæ siê kablami pr¹dowymi, a w czasie spawania nie prze-
bywaæ pomiêdzy nimi i bezpoœrednio przy urz¹dzeniu
- pod³¹czaæ zacisk kabla jak najbli¿ej miejsca spawania
Strona 8
*
*
*
£uk spawalniczy mo¿e i czêsto powoduje przekroczenie poziomu ha-
³asu powy¿ej 85 dB dla 8-godzinnego wymiaru czasu pracy.
Spawacze obs³uguj¹cy pó³automat spawalniczy obowi¹zani s¹ do noszenia
Zgodnie z Rozporz¹dzeniem Ministra Zdrowia i Opieki Spo³ecznej z
09.07.1996r. /Dz. U. nr 86 poz.394/ pracodawca jest zobowi¹zany do do-
konywania badañ i pomiarów czynników szkodliwych dla zdrowia.
w czasie pracy odpowiednich ochronników s³uchu /za³¹cznik nr 2 do Roz-
79 poz. 513/.
porz¹dzenia Ministra Pracy i Polityki Socjalnej z 17.06.1998r. - Dz. U. nr
HA£AS powsta³y podczas spawania mo¿e byæ szkodliwy
Strona 9
2 Uwagi ogólne i ostrze¿enia
i nara¿enia u¿ytkownika na niebezpieczeñstwo pora¿enia pr¹dem.
przyczyn¹ pogorszenia siê warunków bezpieczeñstwa u¿ytkowania
Uruchomienia i eksploatacji pó³automatu spawalniczego Magster 401W
Magster 501 mo¿na dokonaæ tylko po dok³adnym zapoznaniu siê z ni-
niejsz¹ Instrukcj¹ Instalacji i Obs³ugi.
Po zakoñczeniu pracy lub przed d³u¿sz¹ przerw¹ w pracy, przewód zasila-
j¹cy pó³automatu nale¿y od³¹czyæ od sieci.
Wszelkie przeróbki pó³automatu, we w³asnym zakresie, s¹ zabronione
i powoduj¹ nie tylko utratê uprawnieñ z tytu³u gwarancji, ale mog¹ byæ
Samodzielne przeróbki mog¹ spowodowaæ zmianê cech u¿ytkowych
pó³automatu lub pogorszenie parametrów technicznych.
Dopuszczalny zakres temperatur w czasie transportu od - 15 do + 55 C.
Dopuszczalny zakres temperatur otoczenia w czasie pracy od + 5 do + 40 C.
Dopuszczalna wilgotnoœæ wzglêdna do 90 % przy t = 20 C.
Dopuszczalna wysokoœæ nad poziomem morza - poni¿ej 1000 m.
*
*
*
*
*
*
*
*
*
* Producent zastrzega sobie prawo do zmian.
Uszkodzenie pó³automatu spowodowane niew³aœciwymi warunkami
pracy, niew³aœciw¹ obs³ug¹ lub z winy u¿ytkownika, powoduje utra-
tê uprawnieñ z tytu³u gwarancji.
Strona10
3 Charakterystyka
Pó³automat spawalniczy Magster 401W, Magster 501 z zewnêtrznym po-
dajnikiem drutu elektrodowego jest profesjonalnym urz¹dzeniem spawal-
niczym do spawania stali niskowêglowych i niskostopowych /metoda
Umo¿liwia p³ynn¹ regulacjê prêdkoœci podawania drutu elektrodowego.
Wyposa¿ony jest w przeci¹¿eniowy uk³ad zabezpieczenia termicznego.
Szczególnie nadaje siê do zastosowañ w zak³adach produkuj¹cych kon-
Po doposa¿eniu w dodatkowy zestaw adaptora pó³automat umo¿liwia
Przystosowany jest do zasilania z trójfazowej sieci 400V, 50Hz.
MAG/, oraz stali stopowych, Al i jego stopów /metoda MIG/ w os³onie ga-
strukcje metalowe, oraz w warsztatach rzemieœlniczych i naprawczych.
wspó³pracê z poœrednim podajnikiem drutu elektrodowego dla umo¿liwie-
nia spawania w znacznej odleg³oœci od Ÿród³a pr¹du.
Wyró¿nia siê zwart¹ i ergonomiczn¹ w obs³udze konstrukcj¹.
Wyposa¿ony jest w pó³kê dla ustawienia butli z gazem os³onowym.
*
*
*
*
*
*
*
*
*
*
Wyposa¿ony w dwa cyfrowe mierniki umo¿liwiaj¹ce odczyt wielkoœci
parametrów spawania.
Zapewnia skokow¹, 35-stopniow¹ regulacjê napiêcia spawania.
zów ochronnych.

Strona 11
Pr¹d spawania : przy pracy X35% przy pracy X60% przy pracy X100%
Znamionowe napiêcie zasilania
Maksymalny pobór pr¹du przy pracy X35% przy pracy X60%
Napiêcie wtórne stanu ja³owegoIloœæ prze³¹czanych stopni napiêcia spawaniaZakres regulacji pr¹du / napiêcia spawania
Wspó³czynnik mocy cos pr zy pracy X60%
500 A450 A350 A
400 A350 A270 A
400 V 3 PE, 50 Hz
35 A32 A
23 A20 A
19-47 V18-40 V35
60/17-500/39 A/V40/16-400/34 A/V
0,95
4 Dane techniczne
j
Urz¹dzenie spe³nia wymagania zawarte w normie PN EN 60974-1 pt."Wyma-
gania bezpieczeñstwa dotycz¹ce urz¹dzeñ do spawania ³ukowego. Spawalni-
cze Ÿród³a energii." oraz w normie arkuszowej PN-E-05009 pt. "Instalacje ele-
ktryczne w obiektach budowlanych."
Maksymalny pobór mocy przy pracy X35% 24 kVA16 kVA
Klasa izolacjiPoziom zak³óceñ radioelektrycznych
Stopieñ ochrony obudowyF+HW
IP23
Masa Wymiary /szerokoœæ/wysokoœæ/g³êbokoœæ/
140 kg445 x 920 x 950 mm
Zród³o pr¹du
Wyposa¿enie :- przewód pr¹dowy powrotny 5 m
5 m- przewód zasilania sieciowego
Zakres prêdkoœci dojœcia drutu elektrodowego 10 - 100 %
Czas upalania drutu elektrodowego 0,1 -0,6 sek
- aluminiowego - nierdzewnego
1,0 - 1,6 mm0,8 - 1,6 mm
Œrednica drutu elektrodowego:
- stalowego 0,8 - 1,6 mm
Podajnik drutu elektrodowego
Przewód zespolony PZW 350 PZW 500
Zakres regulacji prêdkoœci podawania drutu
Oferowane d³ugoœci
1 - 24 m/min
PDE 41W
2; 5; 10 m
Napiêcie zasilania podajnikaMasa /bez szpuli z drutem/Wymiary /szerokoœæ/wysokoœæ/g³êbokoœæ/
42 V20 kg
335 x 465 x 645 mm
n
n
Magster 501
Magster 401W
Strona 12
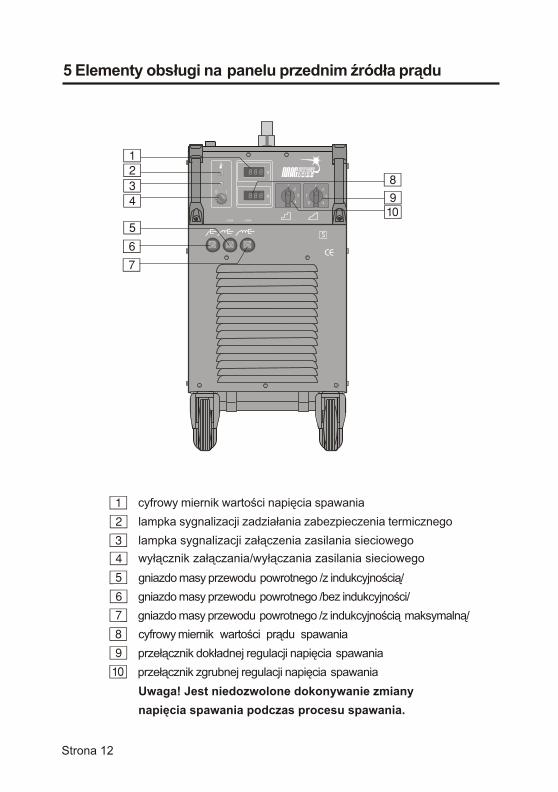
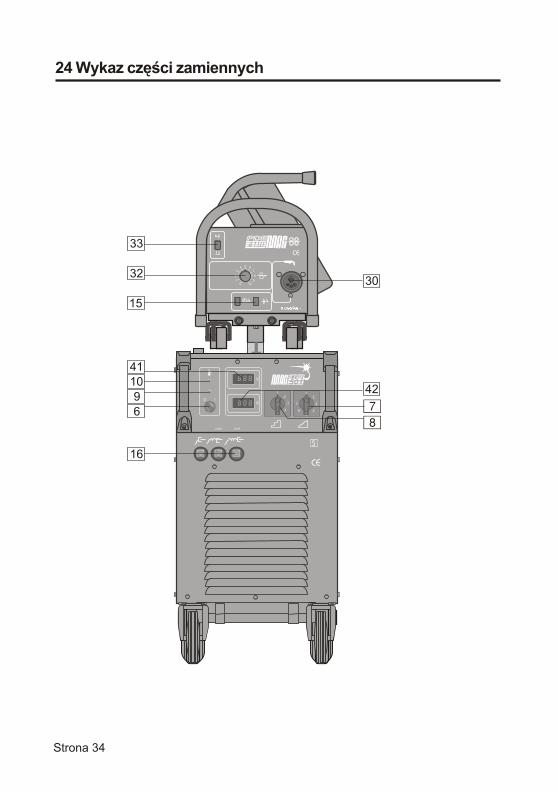
5 Elementy obs³ugi na panelu przednim Ÿród³a pr¹du
I O
5018
90
2
3
4
5
6
7
1
<250A<300A
21
54
3
1
5
2
46
37A
V
888
888
CE
5
4
6
9
7
0
8
3 lampka sygnalizacji za³¹czenia zasilania sieciowego
gniazdo masy przewodu powrotnego /z indukcyjnoœci¹/
gniazdo masy przewodu powrotnego /bez indukcyjnoœci/
gniazdo masy przewodu powrotnego /z indukcyjnoœci¹ maksymaln¹/
cyfrowy miernik wartoœci pr¹du spawania
prze³¹cznik dok³adnej regulacji napiêcia spawania
prze³¹cznik zgrubnej regulacji napiêcia spawania
wy³¹cznik za³¹czania/wy³¹czania zasilania sieciowego
2
1
lampka sygnalizacji zadzia³ania zabezpieczenia termicznego
cyfrowy miernik wartoœci napiêcia spawania
Uwaga! Jest niedozwolone dokonywanie zmiany
napiêcia spawania podczas procesu spawania.
Strona 13
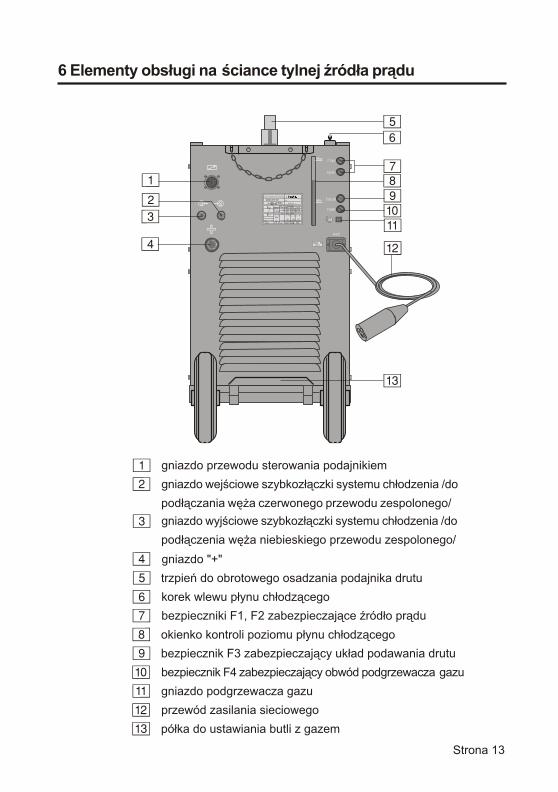
6 Elementy obs³ugi na œciance tylnej Ÿród³a pr¹du
LINCOLN ELECTRIC BESTER SAUL.JANA III SOBIESKIEGO 19a 58-260 BIELAWA
MAGSTER 501 No:
EN 60 974 - 1
60A/17V-500A/39VIUU V
19-20-34
35%500A39V
60%450A36,5V
100%350A31,5V
2o
2
1 1
1
1 1U V 380 50Hz
IP 21 WGT 185kg S
3
3
S 24kVA 21kVA 14kVA
I A
40
I A 130
I A 22
ICL FCOOL AF
cos 0,95 (160A)j
GIGE
E
POZIOM ZAK£ÓCEÑRADIOELEKTRYCZNYCH
NIENORMOWANY
7
5
890
@
!
6
SIEÆ
#
F1/4A
F2/4A
F3/6,3A
F4/4A
400V,3 PE 50 Hz
Max
MinR R
++
2
3
4
1ZAK£ADY URZ¥DZEÑ TECHNOLOGICZNYCHUL.JANA III SOBIESKIEGO 19a 58-260 BIELAWA
MAGSTER 501 No:
EN 60 974 - 1
60A/17V-500A/39VIUU V
19-20-34
35%500A39V
60%450A36,5V
100%350A31,5V
2o
2
1 1
1
1 1U V 400 50Hz
IP 21 WGT 185kg S
3
3
S 24kVA 21kVA 14kVA
I A
40
I A 130
I A 22
ICL FCOOL AF
cos 0,95 (160A)j
80W24V
4
3
5
9
!
@
#
7
6
8
0
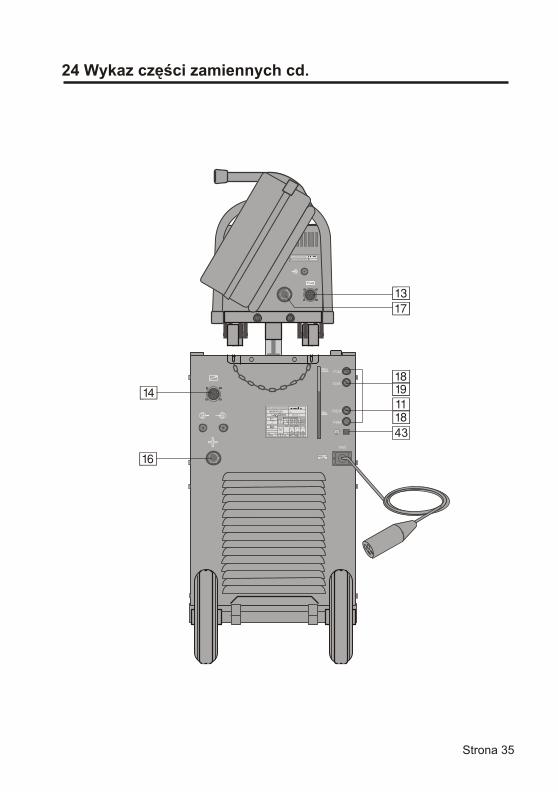
2 gniazdo wejœciowe szybkoz³¹czki systemu ch³odzenia /do
pod³¹czania wê¿a czerwonego przewodu zespolonego/
gniazdo "+"
bezpieczniki F1, F2 zabezpieczaj¹ce Ÿród³o pr¹du
bezpiecznik F4 zabezpieczaj¹cy obwód podgrzewacza gazu
gniazdo podgrzewacza gazu
bezpiecznik F3 zabezpieczaj¹cy uk³ad podawania drutu
przewód zasilania sieciowego
pó³ka do ustawiania butli z gazem
korek wlewu p³ynu ch³odz¹cego
trzpieñ do obrotowego osadzania podajnika drutu
okienko kontroli poziomu p³ynu ch³odz¹cego
gniazdo wyjœciowe szybkoz³¹czki systemu ch³odzenia /do
pod³¹czenia wê¿a niebieskiego przewodu zespolonego/
1 gniazdo przewodu sterowania podajnikiem
Strona 14
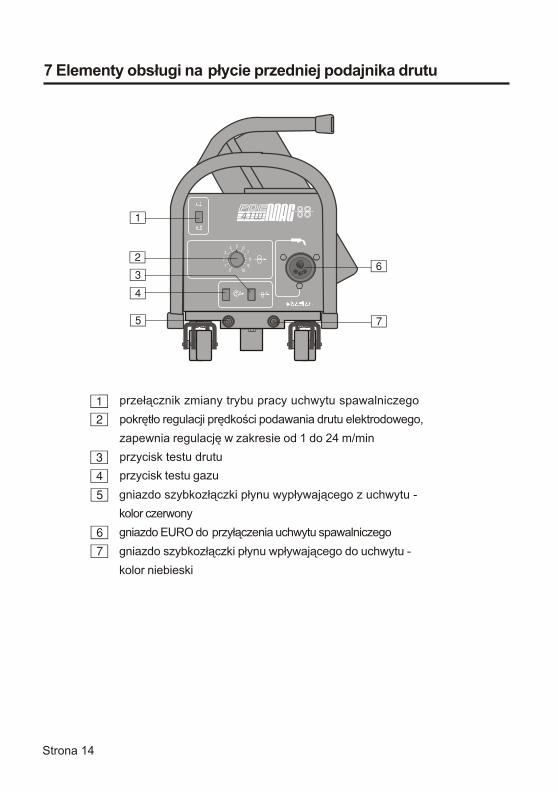
7 Elementy obs³ugi na p³ycie przedniej podajnika drutu
RR
2
3
4
6
75
2
1
3
4
6
7
5
pokrêt³o regulacji prêdkoœci podawania drutu elektrodowego,
zapewnia regulacjê w zakresie od 1 do 24 m/min
przycisk testu gazu
przycisk testu drutu
gniazdo EURO do przy³¹czenia uchwytu spawalniczego
kolor czerwony
prze³¹cznik zmiany trybu pracy uchwytu spawalniczego
gniazdo szybkoz³¹czki p³ynu wyp³ywaj¹cego z uchwytu -
gniazdo szybkoz³¹czki p³ynu wp³ywaj¹cego do uchwytu -
kolor niebieski
41WPDEPDE
01
2
34 5 6
7
8
910
1
Strona 15
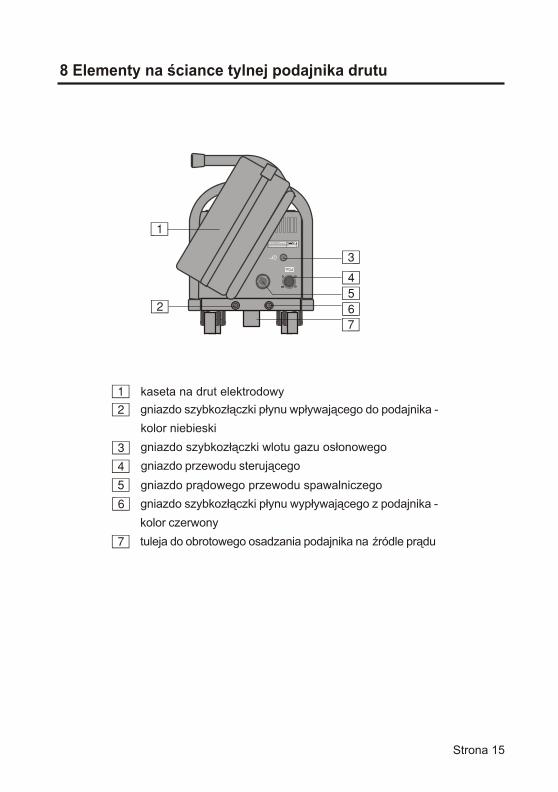
8 Elementy na œciance tylnej podajnika drutu
RR
1
6
7
5
4
3
2
LINCOLN ELCTRIC BESTER SAUL.JANA III SOBIESKIEGO 19a 58-260 BIELAWA
No:Podajnik drutu elektrodowego PDE 41W
2
1
4
3
5
6
7
kaseta na drut elektrodowy
gniazdo przewodu steruj¹cego
gniazdo pr¹dowego przewodu spawalniczego
gniazdo szybkoz³¹czki wlotu gazu os³onowego
kolor niebieski
gniazdo szybkoz³¹czki p³ynu wp³ywaj¹cego do podajnika -
gniazdo szybkoz³¹czki p³ynu wyp³ywaj¹cego z podajnika -
tuleja do obrotowego osadzania podajnika na Ÿródle pr¹du
kolor czerwony
Strona 16
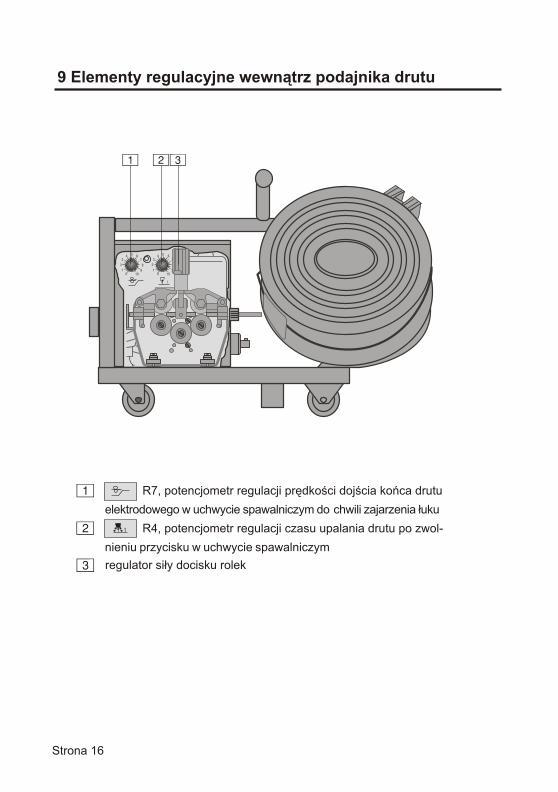
9 Elementy regulacyjne wewn¹trz podajnika drutu
t
01
2
34 5 6
7
8
910 0
1
2
34 5 6
7
8
910
3
2 R4, potencjometr regulacji czasu upalania drutu po zwol-
nieniu przycisku w uchwycie spawalniczym
regulator si³y docisku rolek
1 R7, potencjometr regulacji prêdkoœci dojœcia koñca drutu
elektrodowego w uchwycie spawalniczym do chwili zajarzenia ³uku
1 23
t
Strona 17
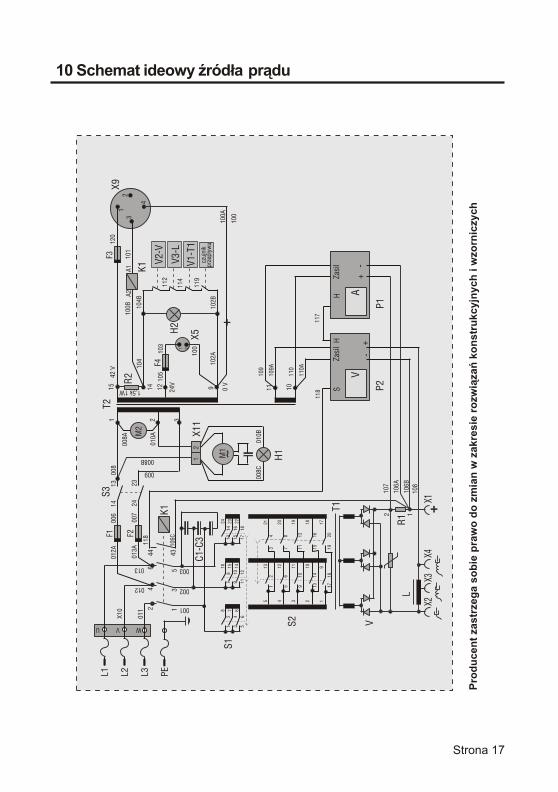
10 Schemat ideowy Ÿród³a pr¹du
F1F3
F2
S3
T2L1 L2 L3 P
E
Pro
du
ce
nt
zas
trze
ga
so
bie
pra
wo
do
zm
ian
w z
ak
res
ie r
ozw
i¹za
ñ k
on
str
uk
cy
jny
ch
i w
zorn
iczy
ch
1 3 5
5 4 3 2 1
13 12 11 10 9
21 20 19 18 17
1 5 9 13 17
2 6 10 14 18
3 7 11 15 19
4 8 12 16 20
7 9 11
13 15 17
2 4 6
8 10 12
14 16 18
8 7 6
16 15 14
24 23 22
S1
S2 V
R1
X2X3
X4X1
L
T1K1
X11
R2
X9
C1-
C3
012A
013A
106C
118
006
008
008A
010A
008C
0 V
11 10
102A
102B
100
100A
109
109A
110
110A
118
117
42 V
100B
101
F410
510
3
100
120
104
104BA
2
A1
112
114
119
103
107
2 1
106A
106B
108
010B
141 2 3
13
007
2423
15 14 24V
12 9
X10
011
012
W V U
013
009
008B
1,5k 1W
2
4
644 43
1
3
5001
002
003
1
2
M1
M2
Zasi
lZa
sil
+ -
+ -
HH
S
++
13
2
4
czuj
nik
prze
p³yw
u
V3-
LH
2
H1
P2
P1
X5
V1-
T1
V2-
V
++
AV
1 2
K1
Strona 18
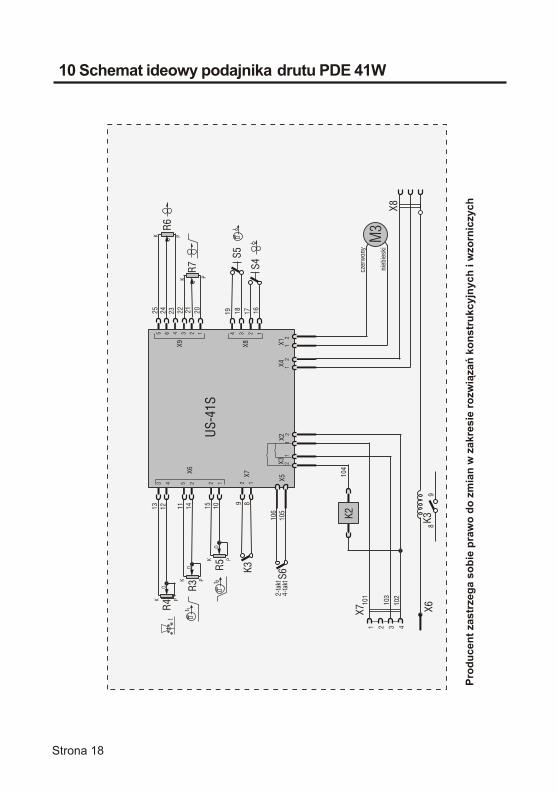
10 Schemat ideowy podajnika drutu PDE 41W
M3
Pro
du
ce
nt
zas
trze
ga
so
bie
pra
wo
do
zm
ian
w z
ak
res
ie r
ozw
i¹za
ñ k
on
str
uk
cy
jny
ch
i w
zorn
iczy
ch
R4
R6
R7
S5
S4
R3
R5
K3
S6
K3
X7 X6
K2
X8
132425 23 21 2022 19 1718 16
KK
KK
K
PP
PP
P
O
O
O
O
O
11 15
9
106
2-ta
kt4-
takt
12 14 10
8
105
101
104
nieb
iesk
i
czer
won
y
89
102
103
3 4 5 2 2 1 2 1
1 2 3 4
2
11
2
1
21
2
4 3 2 15 6 4 3 2 1
US
-41S
X6
X7
X5
X3
X2
X4
X8
X9 X1
t
t
1
2
t
Strona 19
AV
888
888
I O
50
1
<250A
<3
00
A
21 5
4
3
1 5
2 46
37
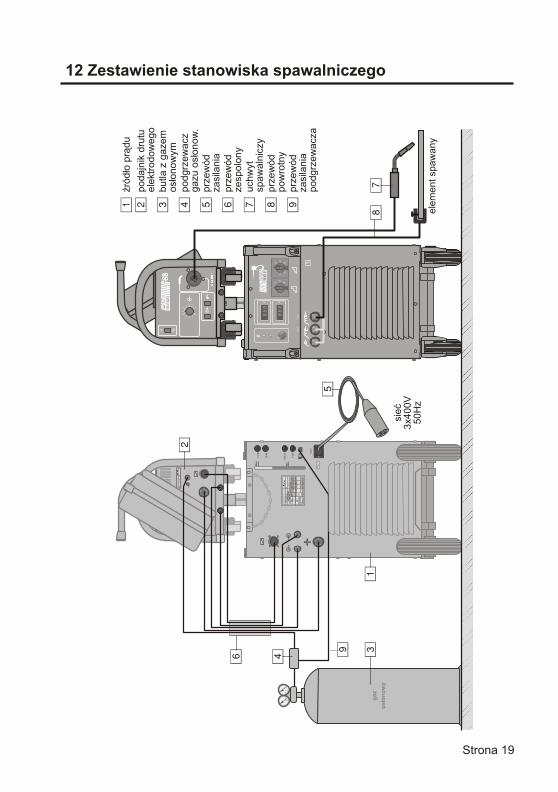
12 Zestawienie stanowiska spawalniczego
RR
GIG
E
E
PO
ZIO
M Z
AK
£Ó
CE
ÑR
AD
IOE
LE
KT
RY
CZ
NY
CH
NIE
NO
RM
OW
AN
Y
SIE
Æ
F1/4
A
F2/4
A
F3/6
,3A
F4/4
A
380V
,3
PE
5
0 H
z
Max
Min
RR
++
139
6 4
2
1 3 4 5 6 7 8 92
5
78
LIN
CO
LN
ELE
CT
RIC
BE
ST
ER
SA
UL.J
AN
A II
I SO
BIE
SK
IEG
O 1
9a
58-2
60
BIE
LA
WA
MA
GS
TER
501
N
o:
EN
60 9
74 -
1
60A
/17
V-5
00A
/39
VI U
U
V19
-20-
34
35%
500A
39V
60%
450A
36,5
V
100%
350A
31,5
V2
o
2
11
1
11
U V
38
0 50
Hz IP
2
1W
GT
18
5kg
S
3
3
S24
kVA
21
kVA
14
kVA
I A
40
I A
13
0
I A
22
ICL F
CO
OL
AF
cos
0,95
(16
0A)
j
80
W24
V
ZA
K£A
DY
UR
Z¥
DZ
EÑ
TE
CH
NO
LO
GIC
ZN
YC
HU
L.J
AN
A II
I SO
BIE
SK
IEG
O 1
9a 5
8-2
60 B
IELA
WA
No:
Poda
jnik
dru
tu e
lekt
rodo
weg
o PD
E 41
W
ele
me
nt sp
aw
an
y
sie
æ3
x40
0V
50
Hz
Ÿró
d³o
pr¹
du
po
da
jnik
dru
tu
ele
ktro
do
we
go
bu
tla z
ga
zem
o
s³o
no
wym
po
dg
rze
wa
cz
ga
zu
os³o
no
w.
prz
ew
ód
ze
spo
lon
y
prz
ew
ód
p
ow
rotn
y
uch
wyt
sp
aw
aln
iczy
prz
ew
ód
za
sila
nia
po
dg
rze
wa
cza
prz
ew
ód
za
sila
nia
ga
z
os
³on
ow
y
RR41W
PD
EP
DE
0123
45
67 8 9
10
Strona 20
13 Instalacja pó³automatu
13.1 Przy³¹czanie do sieci zasi la j¹cej
Przy³¹czanie pó³automatu do zasilaj¹cej sieci energetycznej oraz
w³¹czanie do systemu ochrony przeciwpora¿eniowej powinno byæ
zgodne z norm¹ arkuszow¹ PN-E - 05009 pt."Instalacje elektryczne
w obiektach budowlanych".
Oba pó³automaty s¹ przystosowane do wspó³pracy z sieci¹ trójfazow¹
3 x 400 V, 50 Hz z zabezpieczeniem zw³ocznym bezpiecznikiem o pr¹dzie
I = 25 A dla Magster 401W oraz I = 35 A dla Magster 501.
Do zacisku ochronnego w gnieŸdzie przy³¹czeniowym bezwzglêdnie musi
byæ pod³¹czony przewód ochronny PE.
Przed przy³¹czeniem pó³automatu do sieci zasilaj¹cej upewniæ siê czy
wy³¹cznik g³ówny jest w pozycji 0 /wy³¹czony/.
*
*
*
*
*
*
*
*
*
*
*
13.2 Pod³¹czanie gazu os³onowego
W celu pod³¹czenia gazu os³onowego wykonaæ nastêpuj¹ce czynnoœci :
Ustawiæ butlê z gazem na pó³ce pó³automatu i zabezpieczyæ j¹ przed wy-
wróceniem siê, mocuj¹c j¹ do wspornika za pomoc¹ ³añcucha.
Zdj¹æ ko³pak ochronny zaworu butli z gazem os³onowym i na moment
odkrêciæ zawór butli dla usuniêcia ewentualnych zanieczyszczeñ.
Zamontowaæ na zaworze butli reduktor z rotametrem, zapewniaj¹c rurce
rotametru pionowe po³o¿enie.
Do reduktora pod³¹czyæ w¹¿ zasilania gazu os³onowego, za pomoc¹
opaski zaciskowej.
O ile to potrzebne, pod³¹czyæ zasilanie podgrzewacza gazu do gniazda
Zawór reduktora powinien byæ odkrêcony na sta³e tylko bezpoœrednio
zasilania podgrzewacza umieszczonego na œciance tylnej Ÿród³a.
przed przyst¹pieniem do prac spawalniczych.
Drugi koniec przewodu gazowego, zakoñczony szybkoz³¹czk¹, pod³¹czyæ
do gniazda umieszczonego na œciance tylnej podajnika drutu.
80W24V
Strona 21
13.3 £¹czenie Ÿród³a pr¹du z podajnikiem drutu elektrodowego
*
*
*
*
*
do podajnika drutu elektrodowego, gniazda umieszczone na œcian-
przez po³¹czenie ich za pomoc¹ jednego przewodu zespolonego, zawie-
kach tylnych Ÿród³a i podajnika po³¹czyæ ze sob¹ przewodem steruj¹cym.
do uchwytu spawalniczego, do gniazda umieszczonego na œciance
tylnej podajnika drutu elektrodowego pod³¹czyæ przewód zasilania gazu
zakoñczony szybkoz³¹czk¹ .
Dla doprowadzenia zasilania oraz sygna³ów steruj¹cych ze Ÿród³a pr¹du
Zespolenia Ÿród³a pr¹du z podajnikiem drutu elektrodowego dokonuje siê
W celu doprowadzenia gazu os³onowego do podajnika drutu a stamt¹d
Dla zamkniêcia obwodu pr¹dowego gniazda umieszczone na œcian-
W celu doprowadzenia p³ynu do systemu ch³odz¹cego podajnika drutu,
do gniazd szybkoz³¹czy znajduj¹cych siê na œciankach tylnych Ÿród³a
pr¹du i podajnika drutu elektrodowego pod³¹czyæ przewody systemu ch³o-
dzenia. Nale¿y zwróciæ uwagê na to by kolor wê¿y by³ zgodny z kolorem
gniazd szybkoz³¹czy.
raj¹cego przewody realizuj¹ce wszystkie niezbêdne po³¹czenia.
kach tylnych Ÿród³a pr¹du i podajnika drutu elektrodowego po³¹czyæ ze
sob¹ przewodem pr¹dowym.
Uwaga: w przypadku stosowania uchwytu spawalniczego bez ch³odzenia
p³ynem w gniazda systemu ch³odzenia, umieszczone na p³ycie przedniej
podajnika drutu, nale¿y w³o¿yæ zworê.
W celu doprowadzenia p³ynu do uchwytu spawalniczego, do gniazd szyb-
ne szybkoz³¹czkami, zwracaj¹c uwagê na to by kolor wê¿y by³ zgodny
koz³¹czy umieszczonych na p³ycie przedniej podajnika drutu nale¿y pod-
z kolorem gniazd szybkoz³¹czy.
³¹czyæ przewody systemu ch³odzenia uchwytu spawalniczego zakoñczo-
13.4 Pod³¹czanie uchwytu spawalniczego
*
*
*
Pod³¹czyæ uchwyt spawalniczy z wtykiem EURO do gniazda
umieszczonego na p³ycie przedniej podajnika drutu elektrodowego.
Strona 22
* Usuwanie p³ynu ch³odz¹cego z systemu dla temperatur poni¿ej -15 C
Dla temperatur poni¿ej - 15 C, uk³ad ch³odzenia nale¿y opró¿niæ z p³ynu
ch³odz¹cego, zachowuj¹c nastêpuj¹c¹ procedurê:
- od³¹czyæ w¹¿ gazowy od butli z gazem i od gniazda umieszczo-
nego na œciance tylnej podajnika pr¹du
- nastêpnie w¹¿ gazowy pod³¹czyæ jednym koñcem do Ÿród³a sprê¿one-
go powietrza, zaœ drugim do gniazda umieszczonego na œciance
tylnej Ÿród³a pr¹du /szybkoz³¹czka czerwona/
- do gniazda do³¹czyæ zworê, w celu odprowadzenia p³ynu ch³o-
dz¹cego
- zdj¹æ zakrêtkê pojemnika p³ynu ch³odz¹cego
- w³¹czyæ pó³automat do sieci
- otworzyæ zawór sprê¿onego powietrza
- po zakoñczeniu opró¿niania pojemnika zamkn¹æ zawór i wy³¹czyæ zasi-
lanie sieciowe pó³automatu
13.6 System ch³odzenia pó³automatu
* System ch³odzenia - wymagania
- przed rozpoczêciem i okresowo w trakcie eksploatacji, sprawdzaæ poziom
- zespolanie uk³adu ch³odzenia Ÿród³a pr¹du i podajnika drutu oraz podaj-
nika drutu i uchwytu spawalniczego opisano na str 21
p³ynu ch³odz¹cego w okienku kontroli p³ynu umieszczonym na œciance tyl-
nej Ÿród³a pr¹du; w razie potrzeby uzupe³niæ iloœæ p³ynu ch³odz¹cego,
wlewaj¹c go poprzez wlew umieszczony na œciance górnej Ÿród³a pr¹du
- w pó³automatach produkcji firmy Bester, dopuszczalne jest stosowanie ja-
ko p³ynu ch³odz¹cego tylko p³ynu BTC-15 firmy Binzel /do - 15 C/, które-
go nie wolno mieszaæ z innymi p³ynami /tak¿e z wod¹/
- do uk³adu ch³odzenia nie mog¹ siê przedostaæ ¿adne zanieczyszczenia
mechaniczne - mog¹ one uszkodziæ pompê lub filtr
Strona 23
Podajnik drutu elektrodowego realizuje funkcje:
tryb pracy uchwytu spawalniczego
- 2-taktowy - przyciœniêcie przycisku na uchwycie spawalniczym i przy-
trzymanie go przyciœniêtym za³¹cza urz¹dzenie i utrzymuje je w stanie
aktywnym; zwolnienie przycisku wy³¹cza urz¹dzenie
- 4-taktowy - w³¹czanie i wy³¹czanie urz¹dzenia nastêpuje po jednokro-
tnym naciœniêciu przycisku na uchwycie spawalniczym
regulacja prêdkoœci podawania drutu
- umo¿liwia regulacjê prêdkoœci podawania drutu elektrodowego, zape-
wniaj¹c regulacjê w zakresie od 1 do 24 m/min
funkcje testowe
- test drutu - umo¿liwia uruchomienie samego podajnika drutu bez za³¹-
czania Ÿród³a pr¹du i elektrozaworu gazu /funkcja ta jest wykorzysty-
wana w trakcie wprowadzania drutu elektrodowego do uchwytu/
- test gazu - umo¿liwia za³¹czenie samego elektrozaworu gazu, bez za³¹-
czania Ÿród³a pr¹du /funkcja ta jest wykorzystywana w trakcie ustala-
nie wielkoœci przep³ywu gazu os³onowego oraz sprawdzania dro¿noœci
i szczelnoœci ca³ej instalacji gazowej
regulacja prêdkoœci dojœcia drutu elektrodowego
- ustalenie prêdkoœci dojœcia koñca drutu do miejsca spawania od chwili uru-
chomienia procesu przyciskiem w uchwycie do chwili zajarzenia siê ³uku
regulacja upalania drutu
- s³u¿y do uzyskania ¿¹danej d³ugoœci drutu elektrodowego wystaj¹cego
/nale¿y zwróciæ uwagê na dobór d³ugoœci czasu upalania - nastawienie
z koñcówki kontaktowej uchwytu spawalniczego po zakoñczeniu spawania
maksymalnego czasu upalania mo¿e powodowaæ wtapianie siê drutu
w koñcówkê kontaktow¹/
/dostêpna w komorze podajnika - str.15/
14 Funkcje podajnika drutu elektrodowego
Strona 24
15 Uchwyt spawalniczy
*
*
*
Nale¿y stosowaæ uchwyty spawalnicze ch³odzone ciecz¹ o odpowiedniej
obci¹¿alnoœci dla pracy X60%, i tak: 350 A / 450 A /Magster 401W/501/.
Zaleca siê stosowaæ uchwyt spawalniczy firmy Binzel, i tak odpowiednio:
nastêpuj¹ce d³ugoœci uchwytu: 3, 4 lub 5 m. Uchwyt te standardowo
wyposa¿one s¹ w koñcówkê o œrednicy 1,2 mm dla drutu stalowego
oraz prowadnicê drutu o œrednicy wewnêtrznej 2,0 mm.
Zalecane wyposa¿enie:
1,0 mm koñcówka ocechowana 1,0
- dla drutu o œrednicy 0,8 mm koñcówka ocechowana 0,8
dla drutu o œrednicy 0,8 - 1,0 mm prowadnicê o wew. = 1,5 mm
1,6 mm koñcówka ocechowana 1,6
1,2 mm koñcówka ocechowana 1,2
1,0 - 1,2 mm prowadnicê o wew. = 2,0 mm
1,6 mm prowadnicê o wew. = 2,5 mm
oraz dobrana prowadnica drutu /wykonana z drutu w formie spirali/:
- do spawania drutem ze stali nierdzewnej nale¿y stosowaæ koñcówkê
kontaktow¹ jak dla drutu stalowego, natomiast prowadnica drutu powin-
na byæ z tworzywa /na bazie teflonu/ i tak:
dla drutu o 0,8 - 1,0 mm teflonow¹ prowadnicê o wew. = 1,5 mm
dla drutu o 1,0 - 1,2 mm teflonow¹ prowadnicê o wew. = 2,0 mm
dla drutu o 1,6 mm teflonow¹ prowadnicê o wew. = 2,5 mm
- do spawania drutem aluminiowym stosowaæ nale¿y odpowiednie koñ-
cówki kontaktowe w zale¿noœci od œrednicy drutu, kojarzone jak dla
drutu stalowego, z t¹ ró¿nic¹, ¿e powinny byæ dodatkowo oznaczone
liter¹ A; prowadnice drutu nale¿y stosowaæ takie same jak dla drutu ze
stali nierdzewnej
MB 401 dla Magster 401W oraz MB 501 dla Magster 501.Oferowane s¹
W celu przystosowania urz¹dzenia do spawania drutem aluminiowym
nale¿y usun¹æ rurkê prowadz¹c¹ znajduj¹c¹ siê w gnieŸdzie EURO
i zast¹piæ j¹ rurk¹ cienkoœcienn¹ /129.0461/. W rurkê cienkoœcienn¹
wprowadziæ prowadnicê drutu /np. 126.M006/ i skróciæ j¹ tak, aby siê-
ga³a rolek podajnika.
Uwaga!
Strona 25
16 Spawanie rêczne metod¹ MIG/MAG
*
*
*
*
*
*
Zacisk uziemiaj¹cy przewodu pod³¹czyæ do elementu spawanego, zapew-
niaj¹c mu jak najlepszy kontakt.
W³¹czyæ zasilanie Ÿród³a pr¹du przez ustawienie pokrêt³a wy³¹cznika
sieciowego w pozycji "I" - zaœwieci siê lampka sygnalizacyjna.
Zachowuj¹c stosowne przepisy bhp mo¿na przyst¹piæ do spawania. Dla
I O
umo¿liwienia swobodnego przemieszczania drutu, w czasie pracy prze-
wód uchwytu spawalniczego uk³adaæ bez ostrych za³amañ.
Dokonaæ instalacji pó³automatu zgodnie z opisem ze str 20.
pr¹dowy z zaciskiem uziemiaj¹cym do odpowiedniego gniazda "-" umie-
szczonego na p³ycie przedniej Ÿród³a pr¹du. I tak:
- dla pr¹dów spawania do 250 A /przy pracy 60 %/ do gniazda
- dla pr¹dów spawania do 300 A /przy pracy 60 %/ do gniazda
- dla pr¹dów spawania powy¿ej 300 A /przy spawaniu natryskowym/ do
Bior¹c pod uwagê przewidywany pr¹d spawania, pod³¹czyæ przewód
gniazda
888 VA888
Po rozpoczêciu spawania wartoœci pr¹du i napiêcia spawania s¹ wyœwie-
tlane na odpowiednich miernikach . Po zakoñczeniu pro-
cesu spawania, mierniki pokazuj¹ zapamiêtane wartoœci œrednie pr¹du
i napiêcia spawania z ostatnich 2 sek.
*
1
5
2
46
37
21
54
3
Wielkoœæ napiêcia /pr¹du/ spawania reguluje siê: zgrubnie - za pomoc¹
Uwaga! Regulacja napiêcia spawania w trakcie spawania grozi powa-
pokrêt³a zgrubnej regulacji napiêcia spawania , zaœ dok³adnie za
pomoc¹ pokrêt³a dok³adnej regulacji napiêcia spawania . Oba te
pokrêt³a umieszczone s¹ na p³ycie przedniej Ÿród³a pr¹du.
¿nym uszkodzeniem pó³automatu.
œci podawania drutu elektrodowego.
Wielkoœæ pr¹du spawania bezpoœrednio zale¿y od wielkoœci prêdko-*
za pomoc¹ pokrêt³a regulacji prêdkoœci podawania drutu umie-
szczonego na p³ycie przedniej podajnika PDE 41W. Zakres regulacji prê-
dkoœci podawania drutu wynosi od 1 do 24 m/min.
Dobraæ odpowiedni¹ wartoœæ prêdkoœci podawania drutu elektrodowego
Strona 26
*
* Wielkoœæ pr¹du spawania zale¿y od prêdkoœci podawania drutu - na-
le¿y dobieraæ j¹ odpowiednio do gruboœci spawanego elementu.
17 Zasady doboru parametrów spawania dla metody MIG/MAG
W metodzie spawania technik¹ MIG/MAG standard wymagane jest
jedynie ustawianie dwóch parametrów spawania : napiêcia spawa-
nia i prêdkoœci podawania drutu elektrodowego.
*
*
*
*
*
*
*
*
*
*
Zwiêkszanie prêdkoœci podawania drutu elektrodowego powoduje skróce-
nie d³ugoœci ³uku, zwiêkszenie natê¿enia pr¹du spawania oraz zwiêksze-
nie g³êbokoœci wtopienia /przetopu/.
Zmniejszenie prêdkoœci podawania drutu powoduje wyd³u¿enie ³uku,
zmniejszenie natê¿enia pr¹du spawania i zmniejszenie przetopu.
Zwiêkszenie napiêcia spawania powoduje wyd³u¿enie ³uku.
Zmniejszenie napiêcia spawania powoduje skrócenie ³uku.
Gdy prêdkoœæ podawania drutu elektrodowego jest za du¿a nastêpuje
Gdy prêdkoœæ podawania drutu elektrodowego jest za ma³a lub gdy na-
wyraŸne "wypychanie" uchwytu spawalniczego ku górze. Drut elektrodowy
nie nad¹¿a topiæ siê w ³uku i odpycha uchwyt spawalniczy.
piêcie spawania jest za wysokie, na koñcu drutu elektrodowego tworz¹
siê du¿e krople, które spadaj¹ obok jeziorka ciek³ego metalu.
Zbyt du¿e rozpryski œwiadcz¹ o za ma³ym napiêciu spawania lub za du-
¿ej prêdkoœci podawania drutu elektrodowego.
Podczas spawania "z góry na dó³" mo¿na obni¿yæ napiêcie spawania o
oko³o 1- 2 V.
Podczas wykonywania spoin wype³niaj¹cych, dla uzyskania g³adkiego
lica, mo¿na podwy¿szyæ napiêcie spawania o ok.1-4 V.
Elementy spawane powinny byæ czyste, wolne od rdzy, zaoliwieñ, sma-
ru, wody itp - zapobiega to korozji w spawanym z³¹czu.
Strona 27
18 Obs³uga okresowa
* W ramach codziennej obs³ugi nale¿y :
- sprawdzaæ stan po³¹czeñ obwodu pr¹dowego, instalacji gazowej i wodnej
- usuwaæ odpryski metali z dyszy gazowej - mog¹ byæ przyczyn¹ zaburzeñ
w os³onie jeziorka ciek³ego metalu
gazow¹ i koñcówkê kontaktow¹ w celu przeczyszczenia pancerza wio-
drutu w pancerzu przez osadzaj¹ce siê tam opi³ki
d¹cego drut sprê¿onym powietrzem - przez co unika siê blokowania
- sprawdzaæ, czy otwór koñcówki kontaktowej jest odpowiedni do œrednicy
- smarowaæ dyszê uchwytu œrodkiem przeciwrozpryskowym
- wy³¹czaæ zasilanie pó³automatu podczas d³u¿szych przerw w pracy
- w przypadku zauwa¿enia opi³ków drutu elektrodowego nale¿y sprawdziæ,
czy docisk rolki napêdowej jest odpowiedni do œrednicy zastosowanego
drutu i w razie niezgodnoœci zmmniejszyæ docisk
- przed zainstalowaniem nowej rolki drutu elektrodowego wykrêciæ dyszê
- dok³adnie odkurzyæ wnêtrze komory podajnika drutu oraz umyæ prowa-
drutu elektrodowego
- sprawdzaæ styki podzespo³ów i elementów ³¹czeniowych - nadpalone
- zdemontowaæ ko³a zêbate rolek podaj¹cych; oczyœciæ szczotk¹ lub sprê-
- dokrêciæ wszystkie po³¹czenia œrubowe
dnicê drutu uchwytu spawalniczego np. w benzynie ekstrakcyjnej
i zanieczyszczone doprowadziæ do w³aœciwego stanu
¿onym powietrzem - powierzchnie zêbów zwil¿yæ olejem
* W ramach comiesiêcznego przegl¹du nale¿y
lifikowany personel.
œniejszym od³¹czeniu pó³automatu od sieci zasilaj¹cej i przez wykwa-
Wszystkie czynnoœci konserwacyjne powinny byæ dokonywane po wcze-
- regularnie sprawdzaæ poziom cieczy ch³odz¹cej - w razie potrzeby uzu-
pe³niaæ go
larne wydmuchiwanie gromadz¹cych siê wewn¹trz opi³ków i innych
drobin przewodz¹cych
- utrzymywaæ pó³automat suchy i w czystoœci, szczególnie dbaj¹c o regu-
Strona 28
* w okresie gwarancyjnym mo¿e tego dokonaæ tylko autoryzowany punkt serwisowy
Zanim skorzystasz z serwisu19 Zanim skorzystasz z serwisu
Brak podawania drutu elektrodowego/silnik pracuje/
Za s³abo dokrêcony docisk Dokrêciæ docisk prawid³owo
Zanieczyszczona prowadnica drutu w uchwycie
Wyczyœciæ prowadnicê drutu elektrodowego
Rowek za³o¿onej rolki nie od-powiada œrednicy drutu
Doprowadziæ do zgodnoœci rolki ze œrednic¹ drutu
Zablokowany drut elektrodowyw koñcówce uchwytu
Odblokowaæ drut elektrodowy
Brak podawania drutu elektrodowego/silnik nie pracuje/
Nieregularny posuw drutu elektrodowego
£uk nie zajarza siê
£uk zbyt d³ugi i nie-regularny
£uk zbyt krótki
Po w³¹czeniu zasila-nia sygnalizacja nie œwieci siê
Po w³¹czeniu zasila-nia œwiec¹ siê lamp-ki ¿ó³ta i sygnaliza-cyjna /stycznik nieza³¹cza siê/
Uszkodzony bezpiecznik F3
Uszkodzony silnik
Uszkodzona koñcówkakontaktowa
Brak w³aœciwego styku zaci-sku przewodu powrotnego
Napiêcie spawania za wysokie
Napiêcie spawania za niskie
Brak napiêcia zasilania
Uaktywnione zabezpieczenietermiczne
Brak p³ynu ch³odz¹cego
Za ma³y przep³yw p³ynu ch³o-dz¹cego /np. zatkany filtr/
Uszkodzony wy³¹cznik g³ówny Wymieniæ wy³¹cznik g³ówny*
Uszkodzona sygnalizacja Wymieniæ lampkê*
Uszkodzony jeden z bezpie-czników F1 - F2
Wymieniæ bezpiecznik nasprawny
Prêdkoœæ podawania drutuza ma³a
Prêdkoœæ podawania drutuza du¿a
Przekazaæ pó³automat doserwisu
Wymieniæ bezpiecznik F3 nanowy
Wymieniæ koñcówkê na now¹
Poprawiæ styk zacisku
Zmniejszyæ napiêcie spawania
Zwiêkszyæ napiêcie spawania
Pod³¹czyæ zasilanie
Doprowadziæ do ostygniêciaurz¹dzenia i ponowiæ próbê
Nape³niæ zbiornik p³ynem
Udro¿niæ elementy systemuch³odzenia
Zwiêkszyæ prêdkoœæ podawa-nia drutu
Zmniejszyæ prêdkoœæ podawa-nia drutu
Uszkodzony uk³ad sterowania
Rowek rolki podaj¹cej jestbrudny, uszkodzony lub nieodpowiada œrednicy drutu
Wyczyœciæ rowek rolki, wymie-niæ rolkê lub dobraæ rolkê doœrednicy stosowanego drutu
Objawy Przyczyna Postêpowanie
Strona 29
20 Uruchomienie pó³automatu po d³u¿szym sk³adowaniu
Przy³¹czanie pó³automatu do zasilaj¹cej sieci energetycznej oraz
w³¹czanie do systemu ochrony przeciwpora¿eniowej powinno byæ
zgodne z norm¹ arkuszow¹ PN-E - 05009 pt."Instalacje elektryczne
w obiektach budowlanych".
Sprawdziæ stan izolacji pomiêdzy gniazdami wyjœciowymi i obudow¹ przy
Sprawdziæ stan izolacji pomiêdzy stykami wtyczki sieciowej i gniazdami
Sprawdziæ stan ochrony przeciwpora¿eniowej poprzez wykonanie pomia-
Sprawdziæ stan po³¹czeñ gwintowych - rozluŸnione dokrêciæ.
za³¹czonym wy³¹czniku g³ównym i zmostkowanych stykach stycznika K.
wyjœciowymi. Przed wykonaniem próby nale¿y:
ru rezystancji po³¹czeñ pomiêdzy zaciskiem ochronnym a rdzeniem tran-
Przed wykonaniem próby nale¿y:
- od³¹czyæ wszystkie przewody od uk³adów elektroniki w Ÿródle i podajniku
- od³¹czyæ wszystkie przewody od uk³adów elektroniki w Ÿródle i podajniku
sformatorów i metalow¹ konstrukcj¹ obudowy.
Rezystancja ta nie powinna byæ wiêksza ni¿ 0,1 przy przep³ywie pr¹du
sta³ego nie mniejszego ni¿ 25 A.
- od³¹czyæ wszystkie przewody od silnika podajnika
- od³¹czyæ wszystkie przewody od silnika podajnika
- zewrzeæ ze sob¹ gniazda wyjœciowe EURO podajnika i Ÿród³a pr¹du, oraz
- zewrzeæ ze sob¹ gniazda wyjœciowe EURO podajnika i Ÿród³a pr¹du, oraz
Pomiaru dokonaæ za pomoc¹ megaomomierza 500 V.
Pomiaru dokonaæ za pomoc¹ megaomomierza 500 V.
do³¹czyæ do nich uzwojenie wtórne transformatora g³ównego
do³¹czyæ do nich uzwojenie wtórne transformatora g³ównego
Wartoœæ rezystancji izolacji winna wynosiæ powy¿ej 5 M .
Wartoœæ rezystancji izolacji winna wynosiæ powy¿ej 5 M .
*
*
*
*
*
Strona 30
21 Technologia spawania metod¹ MIG/MAG
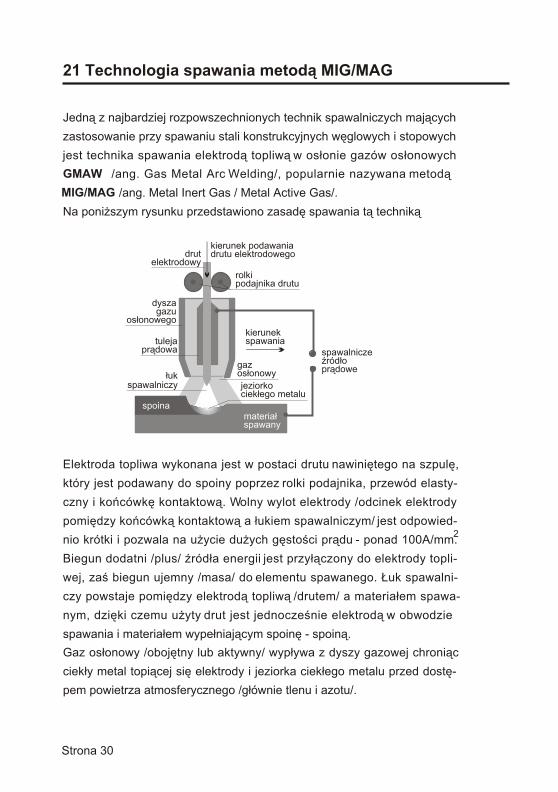
Jedn¹ z najbardziej rozpowszechnionych technik spawalniczych maj¹cych
zastosowanie przy spawaniu stali konstrukcyjnych wêglowych i stopowych
jest technika spawania elektrod¹ topliw¹ w os³onie gazów os³onowych
/ang. Gas Metal Arc Welding/, popularnie nazywana metod¹ GMAW
MIG/MAG /ang. Metal Inert Gas / Metal Active Gas/.
Na poni¿szym rysunku przedstawiono zasadê spawania t¹ technik¹
Elektroda topliwa wykonana jest w postaci drutu nawiniêtego na szpulê,
który jest podawany do spoiny poprzez rolki podajnika, przewód elasty-
czny i koñcówkê kontaktow¹. Wolny wylot elektrody /odcinek elektrody
pomiêdzy koñcówk¹ kontaktow¹ a ³ukiem spawalniczym/ jest odpowied-
nio krótki i pozwala na u¿ycie du¿ych gêstoœci pr¹du - ponad 100A/mm.2
Biegun dodatni /plus/ Ÿród³a energii jest przy³¹czony do elektrody topli-
wej, zaœ biegun ujemny /masa/ do elementu spawanego. £uk spawalni-
czy powstaje pomiêdzy elektrod¹ topliw¹ /drutem/ a materia³em spawa-
nym, dziêki czemu u¿yty drut jest jednoczeœnie elektrod¹ w obwodzie
spawania i materia³em wype³niaj¹cym spoinê - spoin¹.
Gaz os³onowy /obojêtny lub aktywny/ wyp³ywa z dyszy gazowej chroni¹c
ciek³y metal topi¹cej siê elektrody i jeziorka ciek³ego metalu przed dostê-
pem powietrza atmosferycznego /g³ównie tlenu i azotu/.
drutelektrodowy
dyszagazu
os³onowego
tulejapr¹dowa
³ukspawalniczy
spoina
kierunek podawaniadrutu elektrodowego
kierunekspawania
gazos³onowy
jeziorkociek³ego metalu
materia³spawany
rolki podajnika drutu
spawalniczeŸród³opr¹dowe
Strona 31
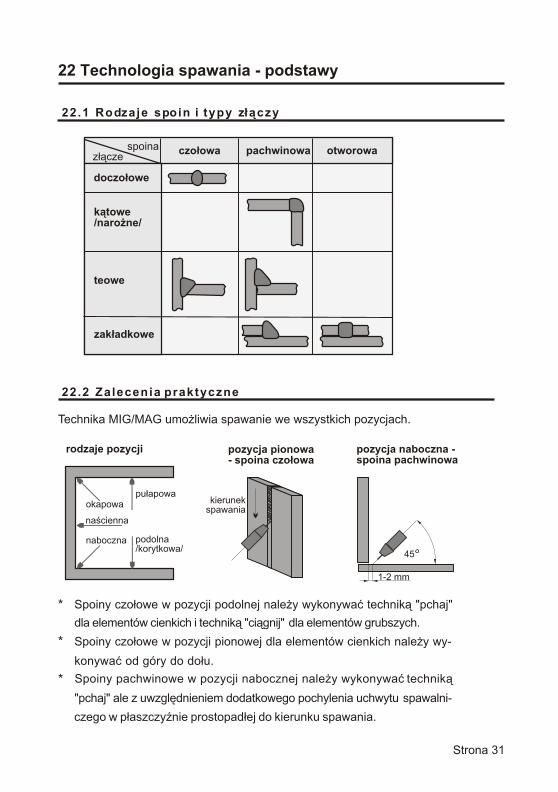
22 Technologia spawania - podstawy
22.1 Rodzaje spoin i typy z³¹czy
22.2 Zalecenia praktyczne
okapowa
naœcienna
pu³apowa
podolna/korytkowa/
naboczna
pozycja pionowa- spoina czo³owa
rodzaje pozycji pozycja naboczna - spoina pachwinowa
Technika MIG/MAG umo¿liwia spawanie we wszystkich pozycjach.
spoina czo³owa pachwinowa otworowaz³¹cze
doczo³owe
teowe
zak³adkowe
k¹towe/naro¿ne/
1-2 mm
45
Spoiny czo³owe w pozycji podolnej nale¿y wykonywaæ technik¹ "pchaj"
"pchaj" ale z uwzglêdnieniem dodatkowego pochylenia uchwytu spawalni-
czego w p³aszczyŸnie prostopad³ej do kierunku spawania.
dla elementów cienkich i technik¹ "ci¹gnij" dla elementów grubszych.
Spoiny pachwinowe w pozycji nabocznej nale¿y wykonywaæ technik¹
Spoiny czo³owe w pozycji pionowej dla elementów cienkich nale¿y wy-
konywaæ od góry do do³u.
kierunekspawania
*
*
*
Strona 32
LINCOLN ELECTRIC BESTER SAUL.JANA III SOBIESKIEGO 19a 58-260 BIELAWA
MAGSTER 501 No:
EN 60 974 - 1
60A/17V-500A/39VIUU V
19-20-34
35%500A39V
60%450A36,5V
100%350A31,5V
2o
2
1 1
1
1 1U V 380 50Hz
IP 21 WGT 185kg S
3
3
S 24kVA 21kVA 14kVA
I A
40
I A 130
I A 22
ICL FCOOL AF
cos 0,95 (160A)j
*
*
*
*
*
Podczas spawania uchwyt elektrody powinien byæ prowadzony pod odpo-
wiednim k¹tem w stosunku do spawanych elementów - zbyt du¿y k¹t
pochylenia mo¿e powodowaæ zasysanie powietrza do jeziorka ciek³ego
metalu /k¹t odchylenia uchwytu od pionu powinien byæ < 10 /.
Spawanie ³ukiem d³ugim zmniejsza g³êbokoœæ wtopienia - spoina jest
szeroka i p³aska, a spawaniu towarzyszy zwiêkszony rozprysk.
Spawanie ³ukiem krótkim /przy tej samej gêstoœci pr¹du/ zwiêksza g³êbo-
koœæ wtopienia - spoina jest wê¿sza, a rozprysk materia³u staje siê mniej-
szy.
L1L1, L2 - d³ugoœæ ³uku
L1>L2
L2
Lw
Lw - wolny wylot elektrody /15 - 20 mm/
Nadmierne wyd³u¿enie lub skrócenie
³uku mo¿e spowodowaæ niestabilne
jarzenie siê ³uku i z³¹ jakoœæ spoiny.
Na g³êbokoœæ wtopienia znacz¹cy wp³yw ma tak¿e kierunek spawania
- prowadzenie uchwytu spawalniczego.
H1 H2
H2>H1
kierunek spawania
Na rysunku obok przedstawiono
porównanie spawania metod¹
"ci¹gnij" z metod¹ "pchaj".
"ci¹gnij""pchaj"
H1, H2 - g³êbokoœæ wtopienia
Powiêkszenie wolnego wylotu elektrody /przy nie zmienionej prêdkoœci po-
dawania drutu/ powoduje zmniejszenie gêstoœci pr¹du na koñcu elektro-
dy, a tym samym zmniejszenie g³êbokoœci wtopienia.
W tym przypadku energia Ÿród³a spawalni-
czego tracona jest na nagrzewanie oporowe
wysuniêtego odcinka drutu.
wej, koñcem uchwytu nale¿y wykonywaæ poprzeczne ruchy wahad³owe.
W przypadku wype³niania szerokich rowków w pozycji podolnej lub piono-*
Strona 33
Podczas obs³ugi pó³automatu nale¿y zwróciæ uwagê na dodatkowe czynniki mog¹ce
byæ przyczyn¹ nieprawid³owego jarzenia siê ³uku i powstawania wad spoiny:
- koñcz¹cy siê gaz os³onowy, jego brak w butli lub awaria zaworu butli
- zbyt du¿y lub zbyt ma³y wydatek gazu os³onowego
- zredukowane ciœnienie gazu na skutek zamarzniêcia reduktora butli
- mechaniczne lub elektryczne uszkodzenie elektrozaworu gazowego
- wnêtrze dyszy gazu nadmiernie zanieczyszczone rozpryskiem
- nieszczelna instalacja gazu os³onowego
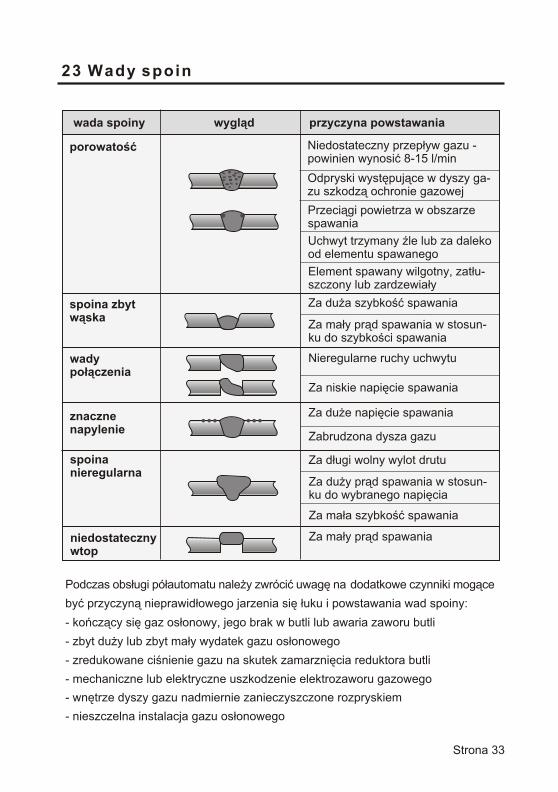
Niedostateczny przep³yw gazu -powinien wynosiæ 8-15 l/min
Odpryski wystêpuj¹ce w dyszy ga-zu szkodz¹ ochronie gazowej
Przeci¹gi powietrza w obszarzespawania
Uchwyt trzymany Ÿle lub za daleko od elementu spawanego
Za du¿a szybkoœæ spawania
Za du¿e napiêcie spawania
Za d³ugi wolny wylot drutu
Za ma³y pr¹d spawania
Nieregularne ruchy uchwytu
Za ma³y pr¹d spawania w stosun-ku do szybkoœci spawania
Zabrudzona dysza gazu
Za ma³a szybkoœæ spawania
Za du¿y pr¹d spawania w stosun-ku do wybranego napiêcia
Za niskie napiêcie spawania
Element spawany wilgotny, zat³u-szczony lub zardzewia³y
spoina zbyt w¹ska
znaczne napylenie
spoina nieregularna
niedostatecznywtop
wadypo³¹czenia
porowatoϾ
wada spoiny wygl¹d przyczyna powstawania
23 Wady spoin
Strona 34
RR
41WPDEPDE
01
2
34 5 6
7
8
910
A
V888
888I O
501
<250A<300A
21
54
3
1
5
2
46
37
32
15
33
41
30
42
7
8
1096
16CE
CE
24 Wykaz czêœci zamiennych
Strona 35
24 Wykaz czêœci zamiennych cd.
RR
GIGE
E
POZIOM ZAK£ÓCEÑRADIOELEKTRYCZNYCH
NIENORMOWANY
*
!
#
&
(
*
SIEÆ
F1/4A
F2/4A
F3/6,3A
F4/4A
400V,3 PE 50 Hz
Max
MinR R
++^
$ZAK£ADY URZ¥DZEÑ TECHNOLOGICZNYCHUL.JANA III SOBIESKIEGO 19a 58-260 BIELAWA
MAGSTER 501 No:
EN 60 974 - 1
60A/17V-500A/39VIUU V
19-20-34
35%500A39V
60%450A36,5V
100%350A31,5V
2o
2
1 1
1
1 1U V 400 50Hz
IP 21 WGT 185kg S
3
3
S 24kVA 21kVA 14kVA
I A
40
I A 130
I A 22
ICL FCOOL AF
cos 0,95 (160A)j
80W24V
ZAK£ADY URZ¥DZEÑ TECHNOLOGICZNYCHUL.JANA III SOBIESKIEGO 19a 58-260 BIELAWA
No:Podajnik drutu elektrodowego PDE 41W
43
Strona 36
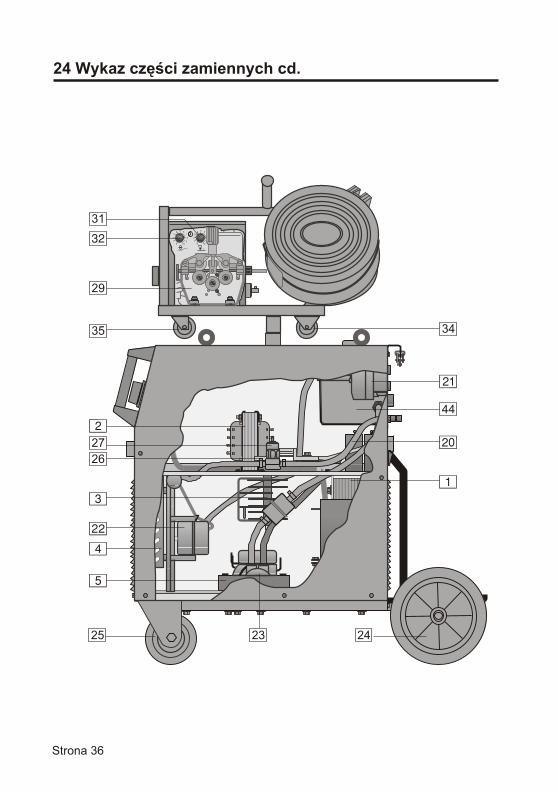
24 Wykaz czêœci zamiennych cd.
2425 23
26
27
34
44
35
29
32
31
_
)
1
5
4
{
2
3
t
01
2
34 5 6
7
8
910 0
1
2
34 5 6
7
8
910
Strona 37
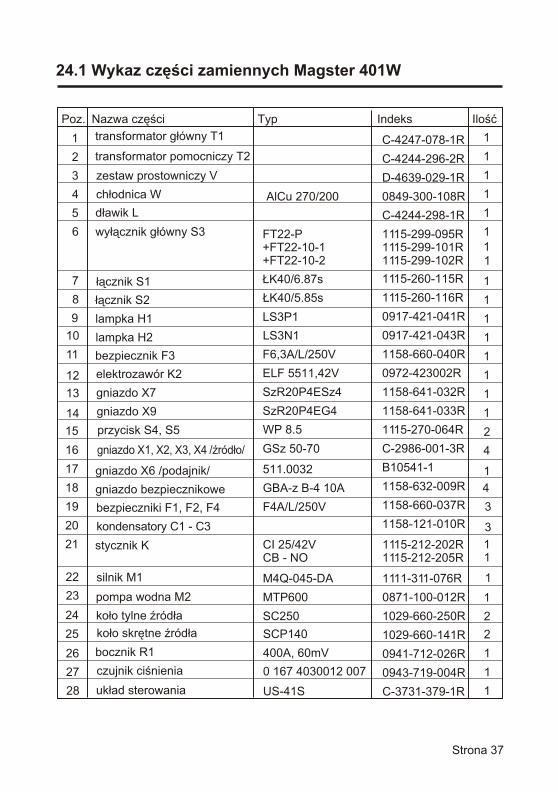
24.1 Wykaz czêœci zamiennych Magster 401W
11
MTP600
0943-719-004R0 167 4030012 007
AlCu 270/200 0849-300-108R
C-3731-379-1R
0941-712-026R
1029-660-141R
1029-660-250R
0871-100-012R
1111-311-076R
1115-212-202R1115-212-205R
1158-121-010R
1158-660-037R
1158-632-009R
B10541-1
C-2986-001-3R
1115-270-064R
1158-641-033R
1158-641-032R
0972-423002R
1158-660-040R
0917-421-043R
0917-421-041R
1115-260-116R
1115-260-115R
1115-299-095R1115-299-101R1115-299-102R
C-4247-078-1R
C-4244-296-2R
D-4639-029-1R
C-4244-298-1R
FT22-P+FT22-10-1+FT22-10-2
LS3P1
£K40/6.87s
LS3N1
£K40/5.85s
GBA-z B-4 10A
F4A/L/250V
ELF 5511,42V
F6,3A/L/250V
SzR20P4ESz4
SzR20P4EG4
SCP140
WP 8.5
CI 25/42V CB - NO
M4Q-045-DA
SC250
400A, 60mV
GSz 50-70
511.0032
US-41S
IndeksPoz. Nazwa czêœci Typ Iloœæ
9
1
5
3
7
2
6
4
8
10
11
12
13
14
15
16
17
18
19
20
24
21
25
22
26
23
27
28
transformator g³ówny T1
transformator pomocniczy T2
ch³odnica W
zestaw prostowniczy V
d³awik L
wy³¹cznik g³ówny S3
³¹cznik S1
³¹cznik S2
lampka H1
lampka H2
bezpiecznik F3
gniazdo bezpiecznikowe
gniazdo X6 /podajnik/
elektrozawór K2
bezpieczniki F1, F2, F4
gniazdo X7
gniazdo X9
kondensatory C1 - C3
ko³o skrêtne Ÿród³a
stycznik K
bocznik R1
gniazdo X1, X2, X3, X4 /Ÿród³o/
pompa wodna M2
uk³ad sterowania
silnik M1
czujnik ciœnienia
ko³o tylne Ÿród³a
1
1
1
1
1
1
1
1
1
1
1
4
1
1
3
1
3
2
1
11
1
4
2
1
1
1
1
2
przycisk S4, S5
Strona 38
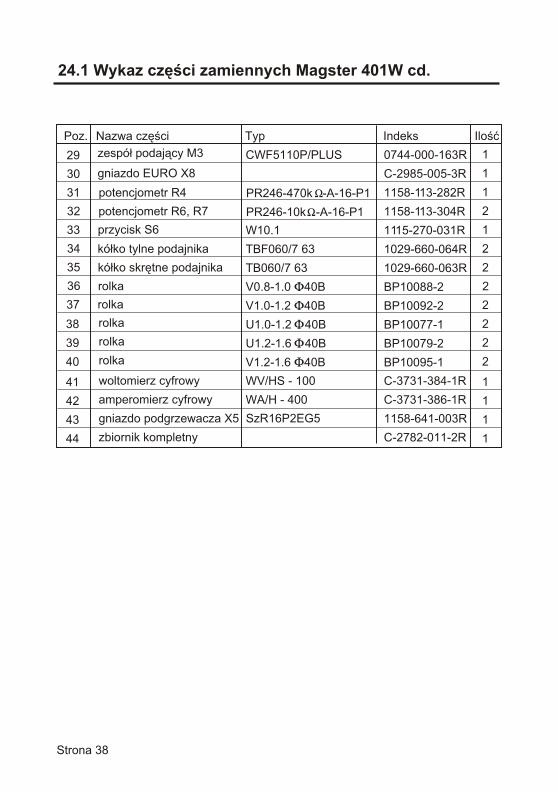
24.1 Wykaz czêœci zamiennych Magster 401W cd.
V1.2-1.6 40B BP10095-1
1158-641-003R
BP10079-2
BP10077-1
BP10092-2
BP10088-2
1029-660-063R
1029-660-064R
1115-270-031R
1158-113-304R
1158-113-282R
0744-000-163R
C-3731-384-1R
C-3731-386-1R
U1.2-1.6 40B
U1.0-1.2 40B
V1.0-1.2 40B
C-2782-011-2R
V0.8-1.0 40B
CWF5110P/PLUS
C-2985-005-3R
W10.1
TBF060/7 63
TB060/7 63
WV/HS - 100
PR246-470k -A-16-P1
PR246-10k -A-16-P1
WA/H - 400
SzR16P2EG5
IndeksPoz. Nazwa czêœci Typ Iloœæ
37
29
33
31
35
30
34
32
36
38
39
41
43
40
42
44
zespó³ podaj¹cy M3
gniazdo EURO X8
potencjometr R6, R7
potencjometr R4
przycisk S6
kó³ko tylne podajnika
kó³ko skrêtne podajnika
rolka
rolka
rolka
rolka
woltomierz cyfrowy
gniazdo podgrzewacza X5
rolka
amperomierz cyfrowy
zbiornik kompletny
1
1
1
2
1
2
2
2
2
2
2
1
1
2
1
1
Strona 39
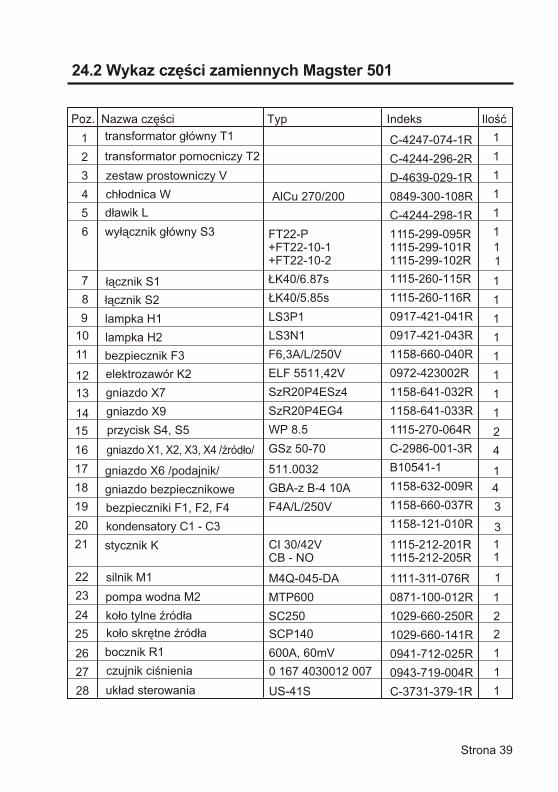
24.2 Wykaz czêœci zamiennych Magster 501
Indeks
MTP600
0943-719-004R0 167 4030012 007
AlCu 270/200 0849-300-108R
C-3731-379-1R
0941-712-025R
1029-660-141R
1029-660-250R
0871-100-012R
1111-311-076R
1115-212-201R1115-212-205R
1158-121-010R
1158-660-037R
1158-632-009R
B10541-1
C-2986-001-3R
1115-270-064R
1158-641-033R
1158-641-032R
0972-423002R
1158-660-040R
0917-421-043R
0917-421-041R
1115-260-116R
1115-260-115R
1115-299-095R1115-299-101R1115-299-102R
C-4247-074-1R
C-4244-296-2R
D-4639-029-1R
C-4244-298-1R
FT22-P+FT22-10-1+FT22-10-2
LS3P1
£K40/6.87s
LS3N1
£K40/5.85s
GBA-z B-4 10A
F4A/L/250V
ELF 5511,42V
F6,3A/L/250V
SzR20P4ESz4
SzR20P4EG4
SCP140
WP 8.5
CI 30/42V CB - NO
M4Q-045-DA
SC250
600A, 60mV
GSz 50-70
511.0032
US-41S
Poz. Nazwa czêœci Typ Iloœæ
9
1
5
3
7
2
6
4
8
10
11
12
13
14
15
16
17
18
19
20
24
21
25
22
26
23
27
28
transformator g³ówny T1
transformator pomocniczy T2
ch³odnica W
zestaw prostowniczy V
d³awik L
wy³¹cznik g³ówny S3
³¹cznik S1
³¹cznik S2
lampka H1
lampka H2
bezpiecznik F3
gniazdo bezpiecznikowe
gniazdo X6 /podajnik/
elektrozawór K2
bezpieczniki F1, F2, F4
gniazdo X7
gniazdo X9
kondensatory C1 - C3
ko³o skrêtne Ÿród³a
stycznik K
bocznik R1
gniazdo X1, X2, X3, X4 /Ÿród³o/
pompa wodna M2
uk³ad sterowania
silnik M1
czujnik ciœnienia
ko³o tylne Ÿród³a
1
1
1
1
1
1
11
1
1
1
1
1
4
1
1
3
1
3
2
1
11
1
4
2
1
1
1
1
2
przycisk S4, S5
Strona 40
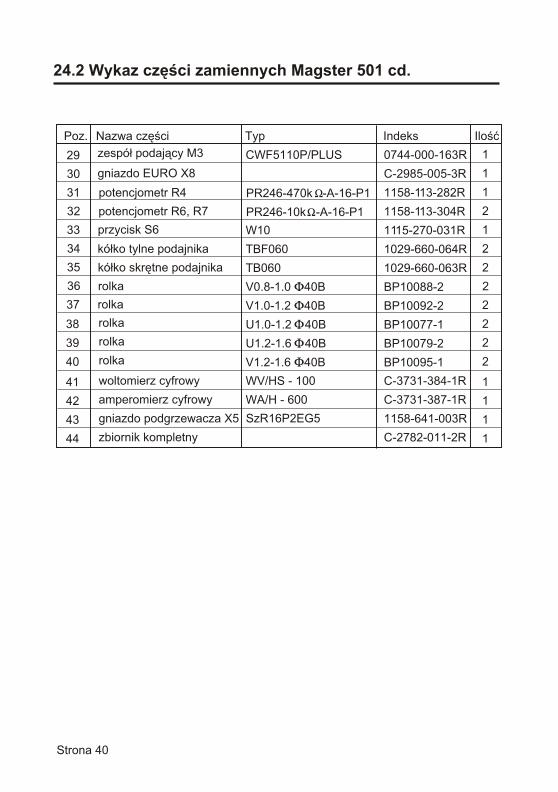
24.2 Wykaz czêœci zamiennych Magster 501 cd.
V1.2-1.6 40B BP10095-1
1158-641-003R
BP10079-2
BP10077-1
BP10092-2
BP10088-2
1029-660-063R
1029-660-064R
1115-270-031R
1158-113-304R
1158-113-282R
0744-000-163R
C-3731-384-1R
C-3731-387-1R
U1.2-1.6 40B
U1.0-1.2 40B
V1.0-1.2 40B
C-2782-011-2R
V0.8-1.0 40B
CWF5110P/PLUS
C-2985-005-3R
W10
TBF060
TB060
WV/HS - 100
PR246-470k -A-16-P1
PR246-10k -A-16-P1
WA/H - 600
SzR16P2EG5
IndeksPoz. Nazwa czêœci Typ Iloœæ
37
29
33
31
35
30
34
32
36
38
39
41
43
40
42
44
zespó³ podaj¹cy M3
gniazdo EURO X8
potencjometr R6, R7
potencjometr R4
przycisk S6
kó³ko tylne podajnika
kó³ko skrêtne podajnika
rolka
rolka
rolka
rolka
woltomierz cyfrowy
gniazdo podgrzewacza X5
rolka
amperomierz cyfrowy
zbiornik kompletny
1
1
1
2
1
2
2
2
2
2
2
1
1
2
1
1

Strona 41
25 Notatki
Przepisy w sprawie bezpieczeñstwa i higieny pracy przy pracach spawalniczych
W sprawie bezpieczeñstwa i higieny pracy przy pracach spawalniczych ob¹wi¹zuj¹ zapisy
Rozporz¹dzenia Ministra Gospodarki z dnia 27 kwietnia 2000r. /Dz. U. 00.40.470 z dnia
19 maja 2000r./, a w szczególnoœci punkty:
Rozdzia³ 3 Wyposa¿enie i materia³y eksploatacyjne
Rozdzia³ 4 Kwalifikacje spawalnicze
20.2. Butle zapasowe, o których mowa w ust.1, powinny byæ przechowywane w wyodrêbnio-
25.1 Naprawy urz¹dzêñ i osprzêtu spawalniczego powinny byæ wykonywane przez osoby o
22.1. Wê¿e do gazów powinny byæ stosowane zgodnie z ich przeznaczeniem, rodzajem gazu
25.2. Urz¹dzenia i osprzêt spawalniczy powinny byæ po naprawie sprawdzane pod wzglêdem
27. Prace spawalnicze powinny byæ wykonywane przez osoby posiadaj¹ce "Zaœwiadczenie
28. Osoby wykonuj¹ce:
nych pomieszczeniach wykonanych z materia³ów niepalnych b¹dŸ w wydzielonych miejscach
odpowiednich kwalifikacjach, natomiast u¿ytkownicy urz¹dzeñ spawalniczych i osprzêtu mog¹
i ciœnieniem znamionowym. W przypadku mieszanek gazowych nale¿y stosowaæ w¹¿ odpowie-
spawalni, wyraŸnie oznakowanych i zabezpieczonych.
wykonywaæ tylko bie¿¹ce czynnoœci konserwacyjne, okreœlone w instrukcjach eksploatacyjnych
dni do gazu dominuj¹cego w mieszance.
spe³nienia przez nie wymagañ bezpieczeñstwa okreœlonych w przepisach lub w Polskich Normach.
wydanych przez producenta.
Wynik sprawdzenia powinien byæ udokumentowany.
wione w trybie okreœlonym w odrêbnych przepisach i Polskich Normach, z uwzglêdnieniem przepi-
2) zgrzewanie
o ukoñczeniu szkolenia" albo "Œwiadectwo egzaminu spawacza" lub "Ksi¹¿kê spawacza", wysta-
1) rêczne ciêcie termiczne,
su 28.
3) rêczne lutowanie
4) zmechanizowane i automatyczne wykonywanie prac spawalniczych
- powinny wykazaæ siê co najmniej zaœwiadczeniem o ukoñczeniu szkolenia w zakresie okreœlonym
w odrêbnych przepisach i Polskich Normach.
Opracowanie: BUTiR "PROJECT" Bielawa tel./fax /074/ 8 33 41 68e-mail: [email protected]
Notatki
Proszê wype³niæ i zachowaæ z w³asnymi zapisami.
Data z jak¹ sprzêt zosta³ dostarczony do docelowego odbiorcy
Nazwa modelu Numer seryjny
Data zakupu
Dystrybutor
Adres
OdwiedŸ nasz¹ stronê
www.bester.com.pl
zapewniamy dostawy najlepszych urzadzen spawalniczych










![STANOWISKO SZKOLENIOWE AUTOMATU ...[1] Dokumentacja techniczna stanowiska treningowego SJ-02M – OBRUM sp. z o.o. - opracowanie własne. [2] Hałek R.: „Urządzenia treningowo-symulacyjne](https://static.fdocuments.pl/doc/165x107/5fc29ab91b0c7636c663641e/stanowisko-szkoleniowe-automatu-1-dokumentacja-techniczna-stanowiska-treningowego.jpg)




