INSTRUKCJA OBSŁUGI - resources.userdoc.kemppi.com · Kemppi Oy 2016 5 A7 TIG Orbital System 300...
61
300 1920390 1615 A7 TIG Orbital System PL INSTRUKCJA OBSŁUGI
Transcript of INSTRUKCJA OBSŁUGI - resources.userdoc.kemppi.com · Kemppi Oy 2016 5 A7 TIG Orbital System 300...
300
1920
390
1615
A7 TIG Orbital System
PLIN
STRU
KCJA
OBS
ŁUG
I

2 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
SPIS TREŚCI
1. Wstęp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.1 Ogólne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.2 Informacje o produkcie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51.3 Głowica spawająca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.3.1 Parametry ogólne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61.4 Moduł sterujący . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.4.1 Zdalne sterowanie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.5 Zgodność z urządzeniami . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2. Instalacja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.1 Złącza modułu sterującego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92.2 Układ chłodzenia płynem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
2.2.1 Uzupełnianie zbiornika płynu chłodniczego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .102.2.2 Regulacja natężenia przepływu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
2.3 Konfiguracja głowicy spawającej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .112.3.1 Moduły . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
2.4 Montaż pierścienia prowadzącego na rurze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .132.5 Montaż głowicy spawającej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .142.6 Szpula z drutem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .152.7 Elektroda . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .162.8 Ustawianie uchwytu w środkowym położeniu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .172.9 Regulacja mechanizmów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
3. Obsługa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .183.1 Ustawienia spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
3.1.1 Regulacja prądu spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .183.1.2 Oscylacja pulsacyjna (jednoczesna oscylacja i spawanie prądem pulsacyjnym) 183.1.3 Prędkość podawania drutu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .183.1.4 Wykonywanie warstw graniowych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .193.1.5 Wykonywanie gorącego ściegu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .193.1.6 Wykonywanie ściegów wypełniających, zakosowych i prostych . . . . . . . . . . . . . . . . . . . . .203.1.7 Gaz osłonowy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
3.2 Przygotowanie rowka spoiny. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .213.2.1 Przygotowanie rowka . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .213.2.2 Projektowanie złączy i tolerancja dopasowania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .213.2.3 Inne przygotowania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .223.2.4 Opracowywanie instrukcji/parametrów spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
3.3 Menu modułu sterującego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .233.3.1 Menu główne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .233.3.2 Maintenance Menu (menu konserwacji) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .253.3.3 Options Menu (menu opcji) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .273.3.4 Zgodne głowice spawające . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .283.3.5 Calibrate head (kalibruj głowicę) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .283.3.6 Współczynniki prędkości pierścieni prowadzących głowicy 300. . . . . . . . . . . . . . . . . . . . .293.3.7 Advanced Help (pomoc zaawansowana) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .303.3.8 Autotack (automatyczne sczepianie) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .303.3.9 Autoprogram (automatyczne programowanie) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
3.4 Wpisywanie tekstu i liczb . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .333.5 Programowanie ręczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .333.6 Ekran wypływu gazu przed spawaniem i narastania . . . . . . . . . . . . . . . . . . . . . . . . . . . . .373.7 Zaprogramowana szerokość oscylacji (bez jarzenia łuku) . . . . . . . . . . . . . . . . . . . . .373.8 Edytowanie programu spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .383.9 Kończenie programowania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .393.10 Aktualizacja oprogramowania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .393.11 Spawanie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .393.12 Korekta prędkości spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .393.13 Gaz osłonowy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40
3.13.1 Oczyszczanie wnętrza rury gazem obojętnym . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
4. Dodatkowe informacje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .424.1 Parametry techniczne modułu sterującego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .424.2 Parametry techniczne głowicy spawającej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .424.3 Dane do zamówienia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43

3 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
5. Rozwiązywanie problemów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .465.1 Problemy z obsługą . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .465.2 Doskonalenie ściegu graniowego na rurach pionowych (pozycja 5G) .475.3 Najczęściej spotykane niezgodności spawalnicze – identyfikacja i profilaktyka . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .485.4 Ostrzeżenia i komunikaty o błędzie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .495.5 Sprawdzanie maszyny podczas uruchamiania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .535.6 Komunikaty systemowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .545.7 Przyczyny błędów w module sterującym . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .54
6. Konserwacja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .556.1 Zapobieganie obrotowi elektrody wolframowej niewspółśrodkowo w stosunku do średnicy zewnętrznej rury. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .556.2 Konserwacja okresowa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .556.3 Konserwacja głowicy spawającej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .56
6.3.1 Konserwacja elementów zewnętrznych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .566.3.2 Montaż zestawu do uzyskania niskiego profilu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .566.3.3 Wymiana przewodów uchwytu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .566.3.4 Konserwacja dyszy mechanizmu podawania drutu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .566.3.5 Konserwacja układu chłodzenia płynem / przepłukiwanie przewodów
uchwytu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .576.3.6 Konserwacja podzespołów uchwytu spawalniczego. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .576.3.7 Czyszczenie głowicy spawającej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .586.3.8 Łuk pośredni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .58
6.4 Obsługa i konserwacja drukarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .596.4.1 Wkładanie papieru do drukarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .596.4.2 Czyszczenie drukarki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
6.5 Konserwacja w warsztacie serwisowym . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
7. Utylizacja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .60

4 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
1. WSTĘP
1.1 Ogólne
Gratulujemy zakupu urządzenia spawalniczego A7 TIG Orbital System 300. Produkty firmy Kemppi pozwalają zwiększyć wydajność pracy i z powodzeniem służą przez wiele lat, o ile tylko są prawidłowo używane.
Niniejsza instrukcja obsługi zawiera ważne informacje o bezpiecznym użytkowaniu i konserwowaniu produktu firmy Kemppi. Dane techniczne urządzenia podano na końcu instrukcji.
Przed rozpoczęciem użytkowania urządzenia należy dokładnie zapoznać się z tą instrukcją oraz informacjami na temat bezpieczeństwa. Dla bezpieczeństwa własnego i otoczenia należy zwracać szczególną uwagę na podane zalecenia dotyczące bezpieczeństwa.
Więcej informacji na temat produktów Kemppi można uzyskać od firmy Kemppi Oy lub autoryzowanego dystrybutora firmy Kemppi oraz na stronie internetowej www.kemppi.com.
Dane techniczne przedstawione w tej instrukcji mogą ulec zmianie bez powiadomienia.
Ważne
Tym symbolem wyróżniono fragmenty instrukcji, które w celu zminimalizowania ewentualnych szkód i obrażeń wymagają szczególnej uwagi. Należy je uważnie przeczytać i postępować zgodnie z zaleceniami w nich zawartymi.
Uwaga: Informacje przydatne dla użytkownika.
Przestroga: Opis sytuacji, która może doprowadzić do uszkodzenia sprzętu.
Ostrzeżenie: Opis sytuacji potencjalnie niebezpieczniej, która może spowodować urazy bądź śmierć pracownika.
Zastrzeżenie
Choć dołożono wszelkich starań, aby informacje zawarte w niniejszej instrukcji były dokładne i kompletne, producent nie ponosi odpowiedzialności za ewentualne błędy ani przeoczenia. Firma Kemppi zastrzega sobie prawo do zmiany parametrów technicznych opisanego produktu w dowolnym momencie bez wcześniejszego powiadomienia. Kopiowanie, rejestrowanie, powielanie lub przesyłanie treści niniejszej instrukcji bez wcześniejszej zgody firmy Kemppi jest zabronione.

5 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
1.2 Informacje o produkcie
Orbitalne spawanie TIG to metoda spawania półauto-matycznego, w której łuk przesuwa się automatycz-nie i jednostajnie wzdłuż całego obwodu rur. System umożliwia wykonywanie spoin jednościegowych i wielowarstwowych. Technologia spawania prądem pulsującym pozwala uzyskać spoiny o wysokiej jakości.
Dzięki tej metodzie można w łatwy sposób wykonywać wysokiej jakości połączenia nawet przy niskim poziomie umiejętności spawalniczych operatora. System A7 TIG Orbital System 300 składa się z modułu sterującego, głowicy spawającej, zdalnego sterowania i kabli pośrednich.
Moduł sterujący to cyfrowe źródło spawalnicze przezna-czone do głowic serii 300. Jest on wyposażony w układ chłodzenia płynem, wewnętrzną pamięć i gniazdo USB do kopiowania programów. Wszystkimi funkcjami urządzenia steruje się za pomocą zdalnego sterowania.
Głowica spawająca jest przeznaczona przede wszystkim do spawania rur grubo- i cienkościennych. Zastosowania:
• rura cienkościenna - rura cienkościenna,• rura grubościenna - rura grubościenna,• rura grubościenna/cienkościenna o ile
standardowy uchwyt elektrody wymieni się na zestaw do spoin pachwinowych lub kątowy mechanizm AGC.
Głowice spawające można stosować w zakładach produk-cyjnych lub podczas budowy w terenie.

6 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
1.3 Głowica spawająca
System A7 TIG Orbital System 300 jest wyposażony w głowicę spawającą otwartego typu montowaną na rurze za pomocą pierścienia prowadzącego. W przypadku rur o mniejszej średnicy można użyć adapterów do pierścieni prowadzących. Głowica mieści także szpulę drutu.
1.3.1 Parametry ogólne
Prędkość spawania
Prędkość spawania uchwytu jest regulowana w zakresie 0–250 mm/min.
DrutW głowicy spawającej serii 300 można użyć szpuli drutu spawalniczego o średnicy 0,8 mm, łącznej masie 1 kg i średnicy szpuli 100 mm. Prędkość podawania drutu jest regulowana w zakresie 0–2,54 m/min. Do zastosowań wymagających niskiego profilu dostępne są specjalne szpule.
W przypadku stosowania drutów o innej średnicy należy skonsultować się z Kemppi.
OscylacjaSzerokość oscylacji można regulować w zakresie 0–16 mm przy prędkości spawania do 1520 mm/min.
Regulacja długości łuku (AGC)Szerokość oscylacji z funkcją regulacji długości łuku wynosi 13 mm. Ruch funkcji AGC jest generowany przez mechanizm zębatkowy napędzany silnikiem prądu stałego.
Wymiary i odległościStandardowe średnice rur grubościennych do spawania systemem A7 TIG Orbital 300 to 1–14" (25–356 mm). W przypadku elementów o mniejszej średnicy można użyć adapterów do pierścieni prowadzących. Dostępne są także pierścienie prowadzące do standardowych rur. Modyfikacje specjalne są dostępne na zamówienie.
Łuk promieniowy dla rur grubościennych o standardowych wymiarach wynosi 63,5 mm (51 mm z zestawem do niskich profili). W przypadku rur o średnicach poniżej 48,3 mm minimalny łuk promieniowy od linii środkowej rury wynosi 88,9 mm (75 mm z zestawem do niskich profili).
Prześwit osiowy od linii spoiny do tylnej części maszyny wynosi 216 mm, a przed spoiną – 10 mm.
Uchwyt i przewódChłodzony płynem uchwyt jest zasilany prądem 200 A. Korpus uchwytu zaprojektowano pod kątem standardowych materiałów eksploatacyjnych – zwykłych dysz ceramicznych, bądź dysz wraz z soczewkami gazowymi. Wszystkie przewody oraz kabel sterowania głowicy spawającej znajdują się w przewodzie uchwytu. Standardowo ma on długość 7,6 m. Na zamówienie są jednak dostępne także przewody o długości 15 m. Dostępne są także przewody przedłużone do zastosowań wymagających większej odległości pomiędzy modułem sterującym a głowicą spawającą.

7 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
1.4 Moduł sterujący
Źródło zasilania i układ chłodzenia urządzenia A7 TIG Orbital System 300 są zintegrowane z modułem sterującym. Jest on także wyposażony w drukarkę, która pozwala wydrukować parametry spawania. Można je również zapisać w pamięci USB za pośrednictwem portu USB. Programy można przechowywać w wewnętrznej pamięci (100) i zapisywać w pamięci USB.
1.4.1 Zdalne sterowanie
A
E
Q
R
BF
C G
H
I
J
K
Ś
L
N
PO
D
Wszystkie funkcje systemu A7 TIG Orbital System 300 są dostępne z poziomu zdalnego sterowania, które jest wyposażone w intuicyjny graficzny interfejs użytkownika i czytelny kolorowy wyświetlacz.
System daje możliwość tworzenia i modyfikacji progra-mów oraz zarządzania nimi. Automatyczne adaptacyjne oprogramowanie pozwala obliczać parametry spawania. Użytkownik ma do dyspozycji precyzyjną regulacje para-metrów spawania i ruchów elektrody podczas spawania.
System automatycznie oferuje adaptację programu spa-wania do wprowadzonych zmian.
A. Wyświetlacz LCD: kolorowy monitor do wyświetlania informacji. Po włączeniu zasilania mikroprocesor potrzebuje ok. 12 sekund, aby się uruchomić. W tym czasie wyświetlacz pozostaje wyłączony.
B. Strzałka w górę: przesuwa kursor w górę na wyświetlaczu.
C. Strzałka w dół: przesuwa kursor w dół na wyświetlaczu.
D. Enter: aktywuje element zaznaczony kursorem.E. Przyciski programowe (4): wybierają wskazany
element menu.
Funkcje/menu przypisane tym przyciskom zależą od trybu pracy urządzenia (np. konfiguracja, programowanie, spawanie). W trybie programowania i spawania cztery przyciski programowane służą do regulacji zewnętrznego i wewnętrznego czasu zatrzymania podczas oscylacji. Parametr ten określa czas, przez jaki uchwyt jest nieruchomy w punkcie końcowym ruchu oscylacyjnego („wewnętrzny” dotyczy położenia, w którym uchwyt jest bliżej korpusu głowicy spawającej, a „zewnętrzny” – gdy jest po przeciwnej stronie).
F. Pozycja wyjściowa: uruchamia funkcję obrotu głowicy spawającej do pozycji wyjściowej, w której się zatrzymuje.
(Pozycja wyjściowa dla głowicy serii 300 to jeden z 6 punktów rozstawionych co 60° wokół pierścienia prowadzącego). Funkcja ta działa wyłącznie, gdy łuk jest zgaszony. Po uruchomieniu głowica spawająca obraca się w przód do momentu osiągnięcia jednego z nacięć w pierścieniu prowadzącym. W przypadku korzystania
8 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
z funkcji Auto rewind (automatycznego przewijania), głowica spawająca obraca się w tył do momentu powrotu do położenia wyjściowego.
G. Uruchom spawanie / uruchom opadanie prądu: rozpoczyna spawanie lub włącza opadanie prądu, jeśli głowica jest w trakcie spawania.
H. Awaryjne zatrzymanie: natychmiast kończy cykl spawania i wyłącza wszystkie funkcje głowicy spawającej.
W przypadku obsługi urządzenia w trybie innym niż spawanie przycisk ten służy do powrotu do ekranu początkowego / menu głównego.
FunkcjeFunkcja przycisków +/- zależy od trybu pracy i funkcji urządzenia:
• Podczas programowania przyciski te służą do zmiany wartości danego parametru.
• W trybie pracy programu spawania przyciski służą do pozycjonowania głowicy, gdy łuk jest wygaszony.
• W trakcie spawania przyciski pozwalają ręcznie zmodyfikować każdą funkcję w zakresie określonym w limitach ręcznej zmiany.
I. Prąd: zwiększa/zmniejsza prąd spawania w trybie programowania i trybie spawania.
J. Prędkość: zwiększa/zmniejsza prędkość (obrotu) w trybie programowania i trybie spawania.
K. Drut: zwiększa/zmniejsza prędkość podawania drutu w trybie programowania i trybie spawania.
L. Długość łuku: zwiększa/zmniejsza długość łuku (a zatem i napięcie łuku) w trybie programowania i trybie spawania.
M. Prędkość oscylacji: zwiększa/zmniejsza prędkość oscylacji uchwytu w trybie programowania i trybie spawania.
N. Amplituda oscylacji: zwiększa/zmniejsza amplitudę oscylacji (szerokość ruchu zakosowego uchwytu) w trybie programowania i trybie spawania.
O. Zatrzymanie AGC: przycisk przeznaczony głównie do napraw spoin; powoduje wstrzymanie pracy funkcji AGC. Gdy funkcja AGC jest wyłączona, na wyświetlaczu LCD widoczny jest komunikat ostrzegawczy. Ponowne naciśnięcie przycisku spowoduje ponowne włączenie funkcji. Gdy
funkcja AGC jest włączona, dwa przyciski AGC mogą posłużyć do pozycjonowania uchwytu (góra/dół).
P. Zatrzymanie drutu: działa podobnie do przycisku zatrzymania AGC, ale w tym przypadku dotyczy podawania drutu. Naciśnięcie tego przycisku powoduje zatrzymanie funkcji podawania drutu spawalniczego do ponownego naciśnięcia. Na wyświetlaczu widoczny jest komunikat ostrzegawczy. Gdy podawanie drutu jest wyłączone, oba przyciski drutu mogą posłużyć do przesunięcia drutu.
Q. Pokrętło regulacji: zwiększa/zmniejsza zaznaczony parametr w trybie programowania. Podczas spawania pokrętło służy do sterowania uchwytem w spoinie i regulacji linii środkowej wg której odbywa się ruch oscylacyjny.
R. Port USB (u góry): służy do podłączania standardowej pamięci USB. To umożliwia przenoszenie programów pomiędzy źródłami spawalniczymi, archiwizację programów oraz pobieranie parametrów spawania dla kontroli jakości. Możliwe jest także pobranie parametrów spawania do wydruku na komputerze wyposażonym w drukarkę.
1.5 Zgodność z urządzeniamiModuł sterujący A7 TIG Orbital System 300 jest zgodny z głowicami spawającymi A7 TIG Orbital System 150 po zastosowaniu odpowiedniego przewodu do adaptera.
9 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2. INSTALACJA
2.1 Złącza modułu sterującego
A
E
B
H
I
J
K
C
G
D
F
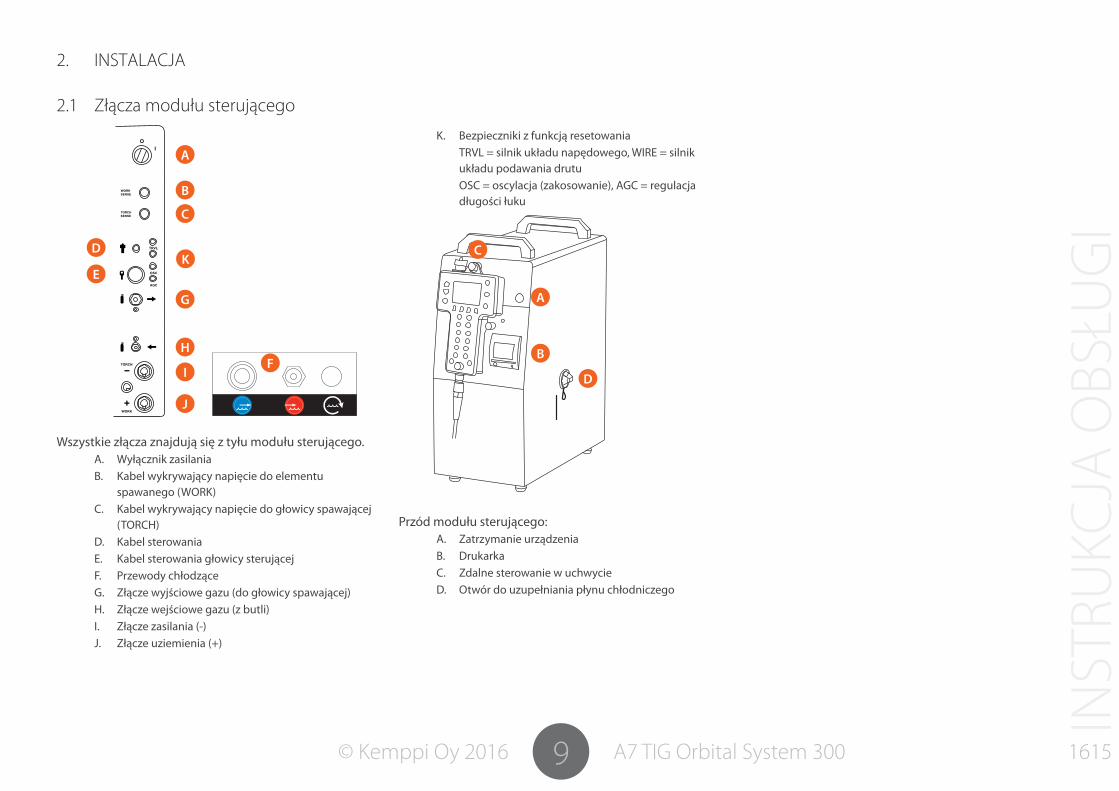
Wszystkie złącza znajdują się z tyłu modułu sterującego.A. Wyłącznik zasilaniaB. Kabel wykrywający napięcie do elementu
spawanego (WORK)C. Kabel wykrywający napięcie do głowicy spawającej
(TORCH)D. Kabel sterowaniaE. Kabel sterowania głowicy sterującejF. Przewody chłodząceG. Złącze wyjściowe gazu (do głowicy spawającej)H. Złącze wejściowe gazu (z butli)I. Złącze zasilania (-)J. Złącze uziemienia (+)
K. Bezpieczniki z funkcją resetowania TRVL = silnik układu napędowego, WIRE = silnik
układu podawania drutu OSC = oscylacja (zakosowanie), AGC = regulacja
długości łuku
A
B
D
C
Przód modułu sterującego:A. Zatrzymanie urządzeniaB. DrukarkaC. Zdalne sterowanie w uchwycieD. Otwór do uzupełniania płynu chłodniczego
10 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2.2 Układ chłodzenia płynem
Moduł sterujący jest wyposażony w zintegrowany układ chłodzenia. Natężenie przepływu jest kalibrowane fabrycznie, a przerwanie lub zakłócenie obiegu płynu (do poniżej 0,5 l/min) powoduje wyłącznie spawania i wyświetlenie ostrzeżenia na ekranie.
2.2.1 Uzupełnianie zbiornika płynu chłodniczego
Do chłodzenia i uzyskania odpowiedniej równowagi termicznej należy używać czystej wody. Temperatura środowiska lub niska jakość wody mogą jednak oznaczać, że wodę należy uzupełnić specjalnymi dodatkami lub uzdatnić. Zbiorniki można napełniać zwykłą wodą z kranu.
W przypadku korzystania z systemu TIG w temperaturze poniżej +8°C należy dodać środek zapobiegający zamarzaniu.
1. Napełnić zbiornik 3,5 litrami płynu chłodzącego do uchwytów Kemppi lub jego odpowiednikiem (monopropylenoglikol).
2. Zawartość płynu chłodzącego nie powinna przekraczać 40%. To zapobiegnie zamarzaniu w temperaturze do -25°C.
Nie należy używać destylowanej ani demineralizowanej wody. Niedobór cynku powoduje korozję i zwiększa ryzyko wycieku.
Nawet jeśli temperatura przekracza +8°C, należy dodać niewielką ilość (ok. 10%) środka zapobiegającego zamarzaniu. Zapobiega on nadmiernemu rozwojowi glonów w ciepłej wodzie.
Ilość płynu chłodzącego zależy od długości przewodu głowicy spawającej. Zwykle wystarczy 3,5 l. Po pierwszych kilku minutach od włączenia urządzenia sprawdzić poziom płynu chłodniczego i w razie potrzeby dolać go.
2.2.2 Regulacja natężenia przepływu
Czujnik obiegu płynu ma fabrycznie skonfigurowany punkt graniczny, którego ustawienia nie można zmienić. Jeśli natężenie przepływu płynu jest niewystarczające do uruchomienia czujnika, system uniemożliwi zajarzenie łuku. Naciśnięcie przycisku uruchomienia spawania powoduje wypływ gazu przed spawaniem. Gdy łuk ma zostać zajarzony, sekwencja zostaje przerwana, a na wyświetlaczu pokazuje się ostrzeżenie.
11 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2.3 Konfiguracja głowicy spawającej
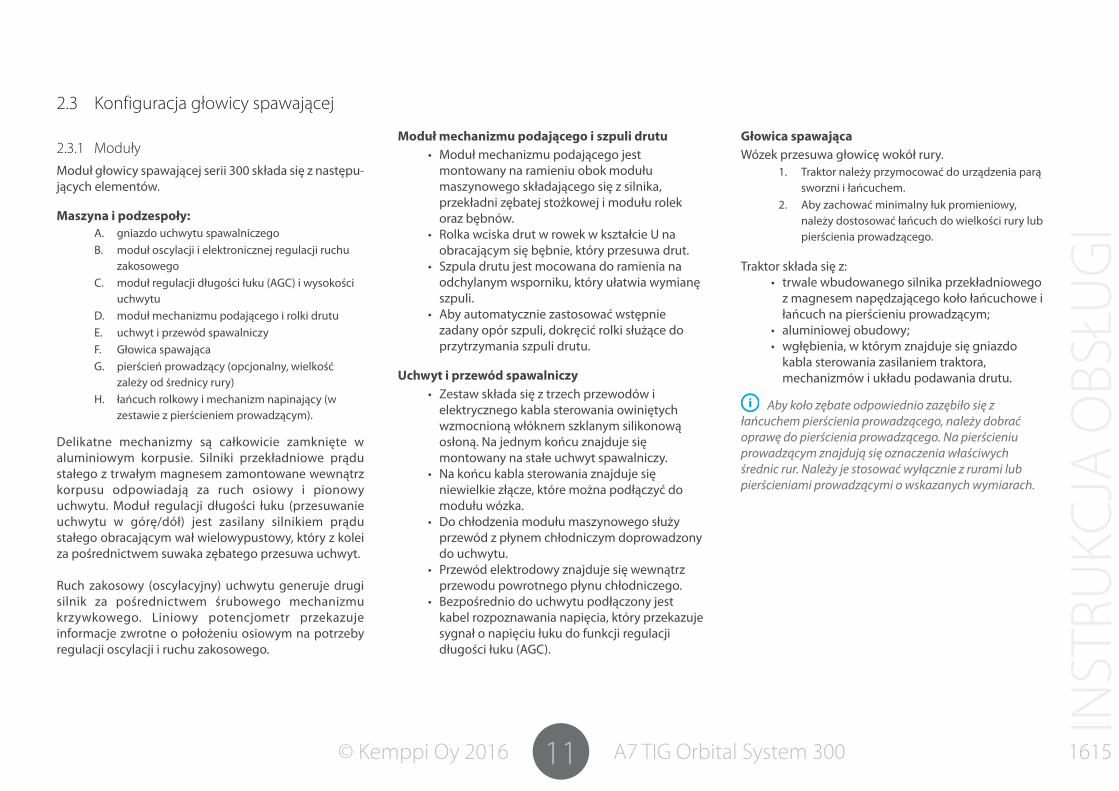
2.3.1 ModułyModuł głowicy spawającej serii 300 składa się z następu-jących elementów.
Maszyna i podzespoły:A. gniazdo uchwytu spawalniczegoB. moduł oscylacji i elektronicznej regulacji ruchu
zakosowegoC. moduł regulacji długości łuku (AGC) i wysokości
uchwytuD. moduł mechanizmu podającego i rolki drutuE. uchwyt i przewód spawalniczyF. Głowica spawającaG. pierścień prowadzący (opcjonalny, wielkość
zależy od średnicy rury) H. łańcuch rolkowy i mechanizm napinający (w
zestawie z pierścieniem prowadzącym).
Delikatne mechanizmy są całkowicie zamknięte w aluminiowym korpusie. Silniki przekładniowe prądu stałego z trwałym magnesem zamontowane wewnątrz korpusu odpowiadają za ruch osiowy i pionowy uchwytu. Moduł regulacji długości łuku (przesuwanie uchwytu w górę/dół) jest zasilany silnikiem prądu stałego obracającym wał wielowypustowy, który z kolei za pośrednictwem suwaka zębatego przesuwa uchwyt.
Ruch zakosowy (oscylacyjny) uchwytu generuje drugi silnik za pośrednictwem śrubowego mechanizmu krzywkowego. Liniowy potencjometr przekazuje informacje zwrotne o położeniu osiowym na potrzeby regulacji oscylacji i ruchu zakosowego.
Moduł mechanizmu podającego i szpuli drutu• Moduł mechanizmu podającego jest
montowany na ramieniu obok modułu maszynowego składającego się z silnika, przekładni zębatej stożkowej i modułu rolek oraz bębnów.
• Rolka wciska drut w rowek w kształcie U na obracającym się bębnie, który przesuwa drut.
• Szpula drutu jest mocowana do ramienia na odchylanym wsporniku, który ułatwia wymianę szpuli.
• Aby automatycznie zastosować wstępnie zadany opór szpuli, dokręcić rolki służące do przytrzymania szpuli drutu.
Uchwyt i przewód spawalniczy• Zestaw składa się z trzech przewodów i
elektrycznego kabla sterowania owiniętych wzmocnioną włóknem szklanym silikonową osłoną. Na jednym końcu znajduje się montowany na stałe uchwyt spawalniczy.
• Na końcu kabla sterowania znajduje się niewielkie złącze, które można podłączyć do modułu wózka.
• Do chłodzenia modułu maszynowego służy przewód z płynem chłodniczym doprowadzony do uchwytu.
• Przewód elektrodowy znajduje się wewnątrz przewodu powrotnego płynu chłodniczego.
• Bezpośrednio do uchwytu podłączony jest kabel rozpoznawania napięcia, który przekazuje sygnał o napięciu łuku do funkcji regulacji długości łuku (AGC).
Głowica spawającaWózek przesuwa głowicę wokół rury.
1. Traktor należy przymocować do urządzenia parą sworzni i łańcuchem.
2. Aby zachować minimalny łuk promieniowy, należy dostosować łańcuch do wielkości rury lub pierścienia prowadzącego.
Traktor składa się z:• trwale wbudowanego silnika przekładniowego
z magnesem napędzającego koło łańcuchowe i łańcuch na pierścieniu prowadzącym;
• aluminiowej obudowy;• wgłębienia, w którym znajduje się gniazdo
kabla sterowania zasilaniem traktora, mechanizmów i układu podawania drutu.
Aby koło zębate odpowiednio zazębiło się z łańcuchem pierścienia prowadzącego, należy dobrać oprawę do pierścienia prowadzącego. Na pierścieniu prowadzącym znajdują się oznaczenia właściwych średnic rur. Należy je stosować wyłącznie z rurami lub pierścieniami prowadzącymi o wskazanych wymiarach.

12 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Pierścień prowadzącyPierścień prowadzący składa się z :
• dwóch elementów zamykanych na zawiasie wokół rury i zatrzasku;
• dwóch przymocowanych trwale podkładek ze stali nierdzewnej zamontowanych na jednym z segmentów pierścienia prowadzącego, które pełnią funkcję podkładki służącej do ustawienia pierścienia prowadzącego prostopadle do osi rury;
• podkładki o wymiarach zapewniają współśrodkowe ustawienie rury, o ile jej średnica mieści się w nominalnym zakresie.
Jeśli rura jest większa lub mniejsza niż zakres nominalny, można wykonać jedną z następujących czynności:
• Należy skrócić podkładki.• Należy użyć dłuższych podkładek, aby
właściwie ustawić rurę. • Należy zastąpić podkładki innymi, aby
umożliwić współśrodkowy montaż pierścienia prowadzącego przeznaczonego do większych rur na rurze o mniejszej średnicy.
Dokładnie zacisnąć pierścień prowadzący na rurze z użyciem śrub na drugim segmencie pierścienia.
Pierścienie prowadzące do rur o średnicy 8" lub większej są dwuczęściowe – oba elementy są połączone dwoma wpuszczonymi wkrętami z łbem gniazdowym zabezpieczonymi przed wypadnięciem.
Określanie numeru do zamówienia dla pierścienia prowadzącego (patrz powiązane tabele):
• Numer do zamówienia pierścienia prowadzącego do głowic spawających z serii 300 wskazuje także średnicę spawanej rury w calach. Dla przykładu: rura o średnicy 2" ma średnicę zewnętrzną 2,375”.
• Jeśli w przypadku danej pracy łuk promieniowy jest istotnym czynnikiem, należy zastosować pierścień prowadzący zapewniający minimalny niezbędny łuk promieniowy.
• Można także wymienić podkładki i użyć pierścienia prowadzącego o jeden rozmiar mniejszego.
Określanie numeru do zamówienia dla adapterów do pierścienia prowadzącego (patrz powiązane tabele):
• Aby użyć pierścienia prowadzącego na rurze o mniejszej średnicy, należy standardowe podkładki zamienić na stalowe adaptery. Ostatnie 3 cyfry nr do zamówienia wskazują wysokość adaptera w calach.
• Przykład: Aby spawać rurę o średnicy o 0,5" (12,7 mm) mniejszej niż standardowa rura dla danego pierścienia prowadzącego: 0,5"/2 = 0,25" – wartość łuku promieniowego pomiędzy średnicą zewnętrzną spawanej rury a pierścieniem prowadzącym. Adapter powinien mieć wysokość 0,25". W związku z tym nr do zamówienia to: 102222-250 (250 oznacza 0,250).
Zależnie od długości adaptera może być wymagane użycie dłuższej śruby. Jeśli taka śruba jest niezbędna, jest ona dostarczana wraz z nowym adapterem.
Ustawianie pierścienia prowadzącego:• Umieścić pierścień prowadzący ok. 60,0 mm (±1
mm) od spoiny, aby wyeliminować potrzebę mechanicznej korekty pozycji głowicy.
• Ustawić pierścień prowadzący prostopadle do spoiny, aby ograniczyć potrzebę korekcji osiowości uchwytu podczas spawania.
• Zbytnie odchylenie pierścienia prowadzącego spowoduje, że dolna powierzchnia głowicy spawającej będzie ocierać o rurę.
Przed odblokowaniem pierścienia prowadzącego należy zawsze poluzować śruby dociskowe. Pierścień prowadzący należy zamontować możliwie współśrodkowo z powierzchnią zewnętrzną rury. Funkcja regulacji długości łuku zrekompensuje różnicę odległości uchwytu spawalniczego przy montażu pierścienia. Aby umożliwić korektę długości łuku podczas ściegu i pomiędzy ściegami, należy ustawić szerokość oscylacji / ruchu zakosowego na min. 12 mm.
13 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Łańcuch rolkowy i mechanizm napinającyŁańcuch rolkowy i mechanizm napinający utrzymują gło-wicę serii 300 na pierścieniu prowadzącym. Łańcuch rol-kowy jest dopasowany do średnicy rury i jest dostarczany z pierścieniem prowadzącym oraz ogniwem usztywniają-cym zawias.
• Łańcuch rolkowy i mechanizm napinający otacza pierścień prowadzący od modułu maszynowego do wózka.
• Mechanizm napinający znajduje się po stronie wózka.
• Rolki na elastycznym łańcuchu ograniczają tarcie i ułatwiają ruch wokół rury.
• Sprężyna wbudowana w mechanizm napinający kompensuje rozszerzanie się pierścienia prowadzącego pod wpływem ciepła.
• Ponieważ napęd łańcuchowy zapewnia stabilne połączenie elementu napędzanego z napędzanym, cylindryczny kołnierz naciągowy wystarczy dokręcać ręcznie.
Na potrzeby demontażu łańcucha rolkowego i mechanizmu napinającego do zestawu dołączony
jest specjalny sworzeń, a w urządzeniu dostępne są specjalne otwory. Nie używać tych elementów podczas standardowego montażu i demontażu.
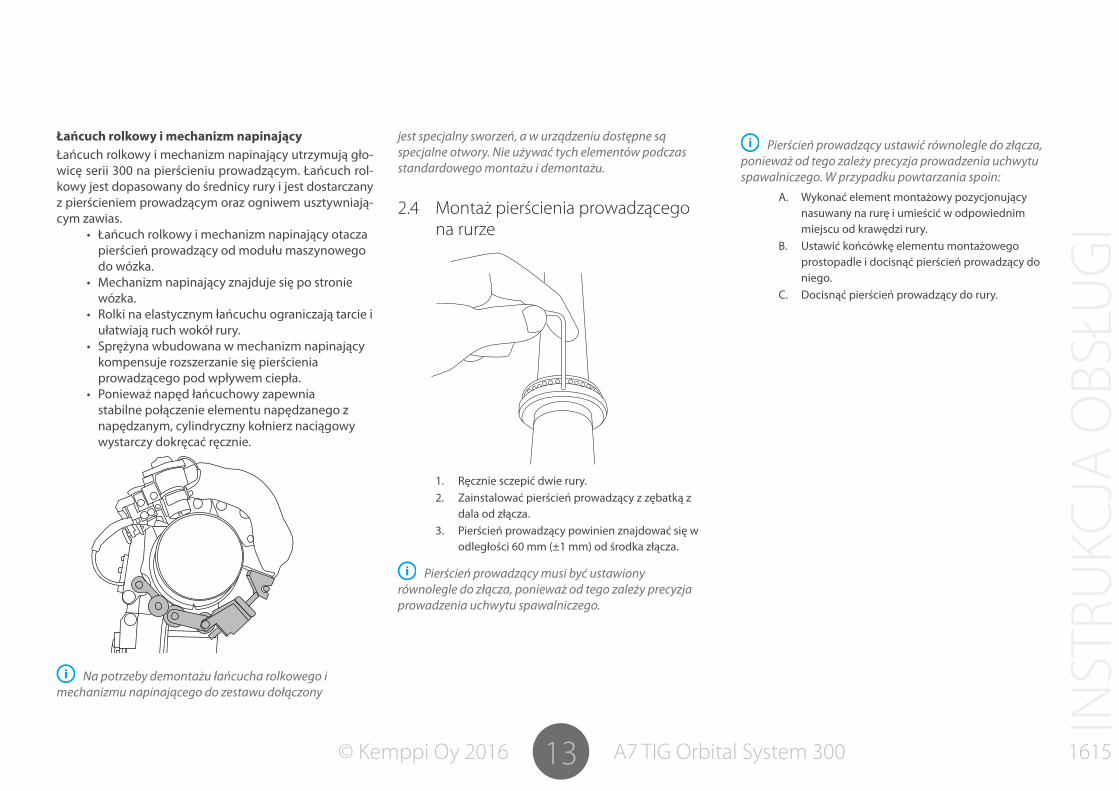
2.4 Montaż pierścienia prowadzącego na rurze
1. Ręcznie sczepić dwie rury.2. Zainstalować pierścień prowadzący z zębatką z
dala od złącza.3. Pierścień prowadzący powinien znajdować się w
odległości 60 mm (±1 mm) od środka złącza.
Pierścień prowadzący musi być ustawiony równolegle do złącza, ponieważ od tego zależy precyzja prowadzenia uchwytu spawalniczego.
Pierścień prowadzący ustawić równolegle do złącza, ponieważ od tego zależy precyzja prowadzenia uchwytu spawalniczego. W przypadku powtarzania spoin:
A. Wykonać element montażowy pozycjonujący nasuwany na rurę i umieścić w odpowiednim miejscu od krawędzi rury.
B. Ustawić końcówkę elementu montażowego prostopadle i docisnąć pierścień prowadzący do niego.
C. Docisnąć pierścień prowadzący do rury.
14 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2.5 Montaż głowicy spawającej1
2
3
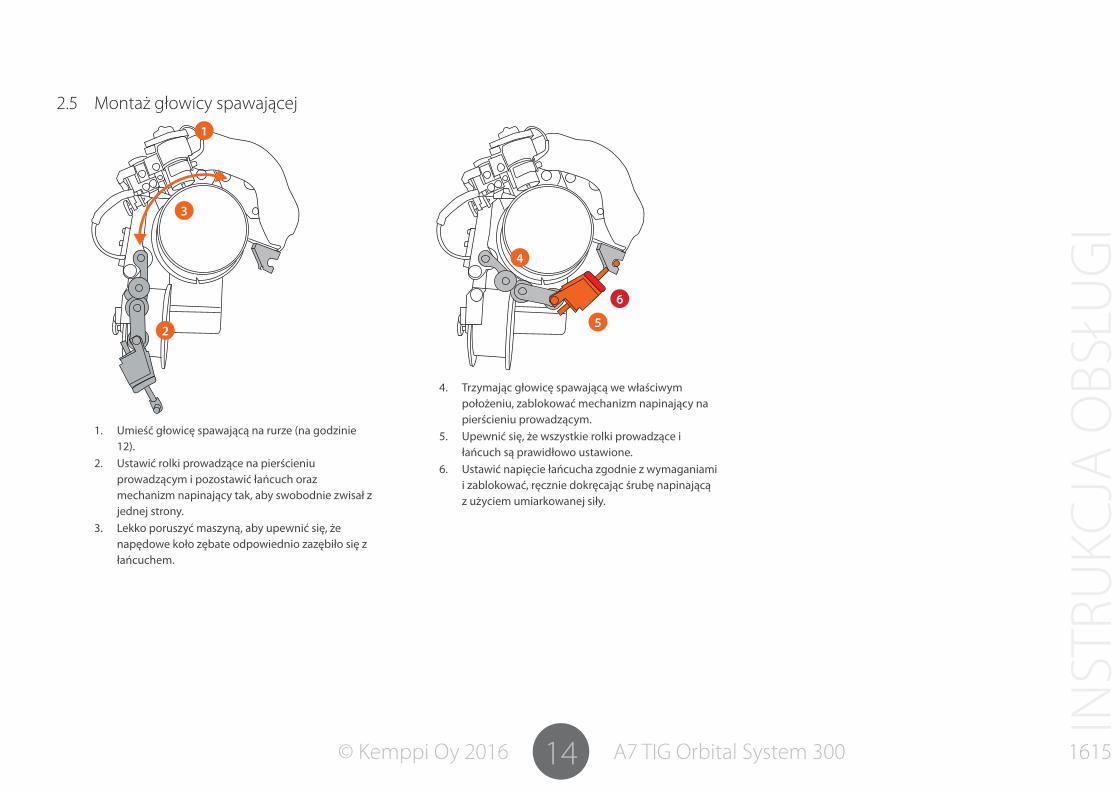
1. Umieść głowicę spawającą na rurze (na godzinie 12).
2. Ustawić rolki prowadzące na pierścieniu prowadzącym i pozostawić łańcuch oraz mechanizm napinający tak, aby swobodnie zwisał z jednej strony.
3. Lekko poruszyć maszyną, aby upewnić się, że napędowe koło zębate odpowiednio zazębiło się z łańcuchem.
4
5
6
4. Trzymając głowicę spawającą we właściwym położeniu, zablokować mechanizm napinający na pierścieniu prowadzącym.
5. Upewnić się, że wszystkie rolki prowadzące i łańcuch są prawidłowo ustawione.
6. Ustawić napięcie łańcucha zgodnie z wymaganiami i zablokować, ręcznie dokręcając śrubę napinającą z użyciem umiarkowanej siły.
15 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2.6 Szpula z drutem
1
2
B
A
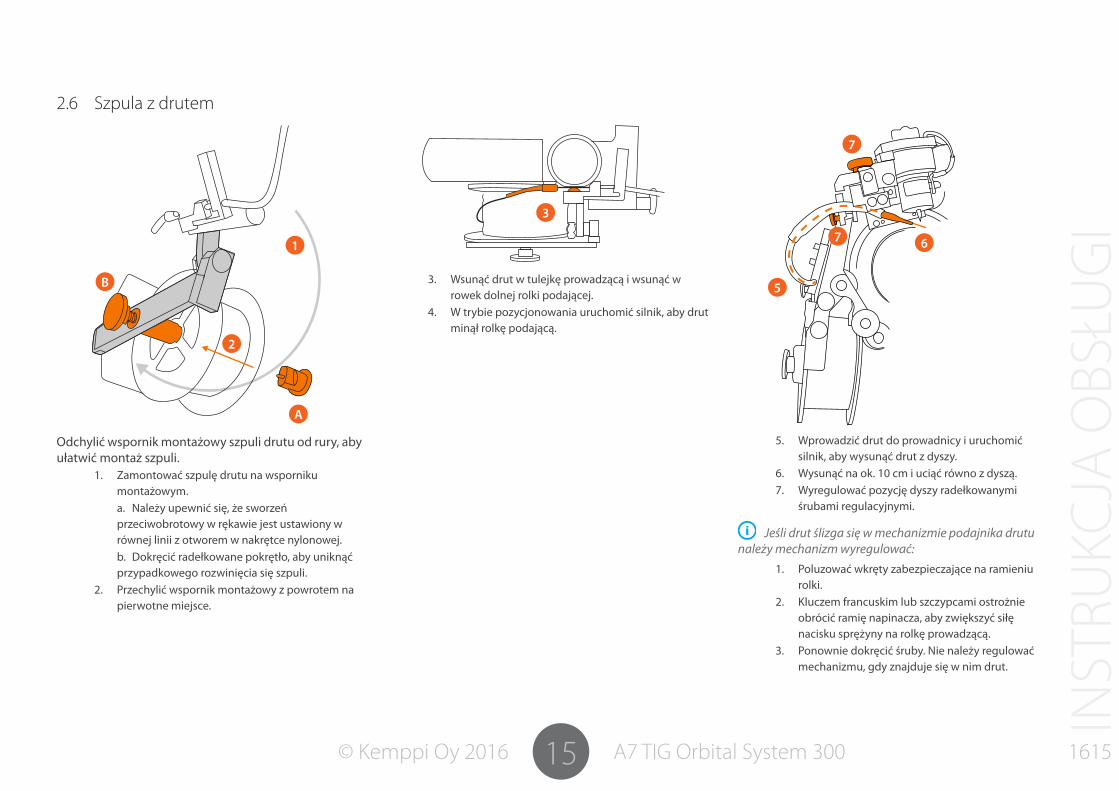
Odchylić wspornik montażowy szpuli drutu od rury, aby ułatwić montaż szpuli.
1. Zamontować szpulę drutu na wsporniku montażowym.
a. Należy upewnić się, że sworzeń przeciwobrotowy w rękawie jest ustawiony w równej linii z otworem w nakrętce nylonowej.
b. Dokręcić radełkowane pokrętło, aby uniknąć przypadkowego rozwinięcia się szpuli.
2. Przechylić wspornik montażowy z powrotem na pierwotne miejsce.
3
3. Wsunąć drut w tulejkę prowadzącą i wsunąć w rowek dolnej rolki podającej.
4. W trybie pozycjonowania uruchomić silnik, aby drut minął rolkę podającą.
5
67
7
5. Wprowadzić drut do prowadnicy i uruchomić silnik, aby wysunąć drut z dyszy.
6. Wysunąć na ok. 10 cm i uciąć równo z dyszą.7. Wyregulować pozycję dyszy radełkowanymi
śrubami regulacyjnymi.
Jeśli drut ślizga się w mechanizmie podajnika drutu należy mechanizm wyregulować:
1. Poluzować wkręty zabezpieczające na ramieniu rolki.
2. Kluczem francuskim lub szczypcami ostrożnie obrócić ramię napinacza, aby zwiększyć siłę nacisku sprężyny na rolkę prowadzącą.
3. Ponownie dokręcić śruby. Nie należy regulować mechanizmu, gdy znajduje się w nim drut.
16 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2.7 Elektroda
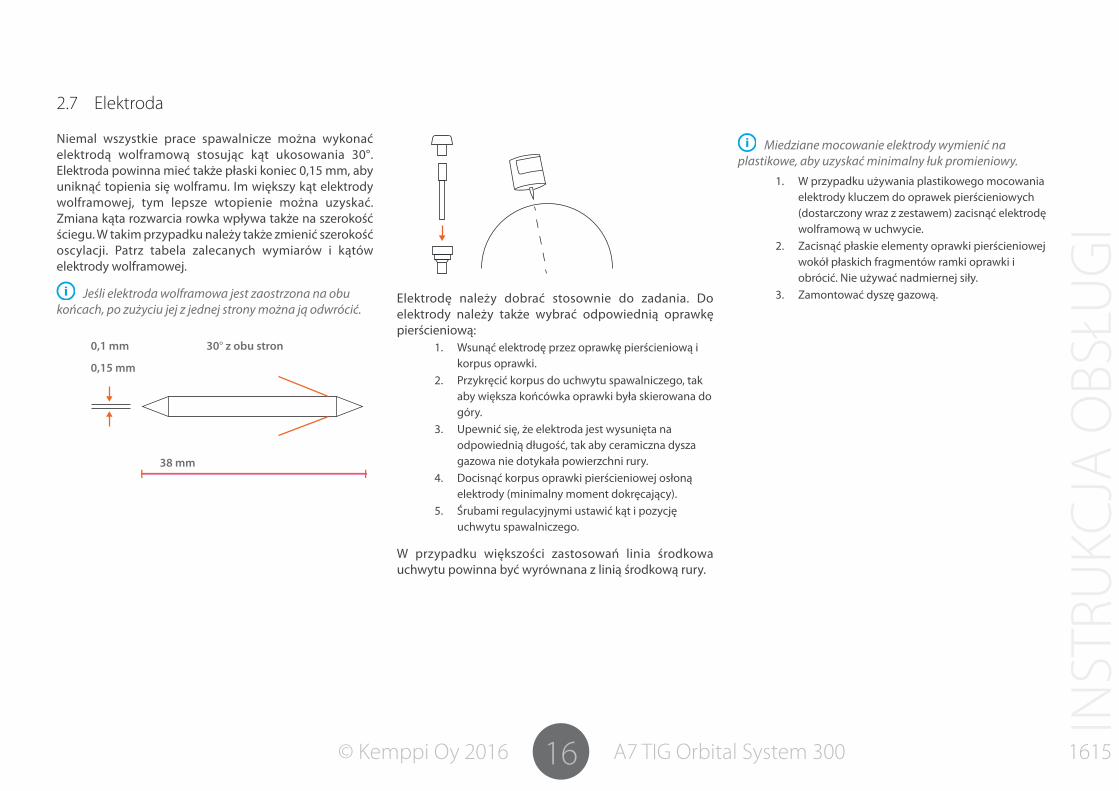
Niemal wszystkie prace spawalnicze można wykonać elektrodą wolframową stosując kąt ukosowania 30°. Elektroda powinna mieć także płaski koniec 0,15 mm, aby uniknąć topienia się wolframu. Im większy kąt elektrody wolframowej, tym lepsze wtopienie można uzyskać. Zmiana kąta rozwarcia rowka wpływa także na szerokość ściegu. W takim przypadku należy także zmienić szerokość oscylacji. Patrz tabela zalecanych wymiarów i kątów elektrody wolframowej.
Jeśli elektroda wolframowa jest zaostrzona na obu końcach, po zużyciu jej z jednej strony można ją odwrócić.
0,1 mm
0,15 mm
30° z obu stron
38 mm
Elektrodę należy dobrać stosownie do zadania. Do elektrody należy także wybrać odpowiednią oprawkę pierścieniową:
1. Wsunąć elektrodę przez oprawkę pierścieniową i korpus oprawki.
2. Przykręcić korpus do uchwytu spawalniczego, tak aby większa końcówka oprawki była skierowana do góry.
3. Upewnić się, że elektroda jest wysunięta na odpowiednią długość, tak aby ceramiczna dysza gazowa nie dotykała powierzchni rury.
4. Docisnąć korpus oprawki pierścieniowej osłoną elektrody (minimalny moment dokręcający).
5. Śrubami regulacyjnymi ustawić kąt i pozycję uchwytu spawalniczego.
W przypadku większości zastosowań linia środkowa uchwytu powinna być wyrównana z linią środkową rury.
Miedziane mocowanie elektrody wymienić na plastikowe, aby uzyskać minimalny łuk promieniowy.
1. W przypadku używania plastikowego mocowania elektrody kluczem do oprawek pierścieniowych (dostarczony wraz z zestawem) zacisnąć elektrodę wolframową w uchwycie.
2. Zacisnąć płaskie elementy oprawki pierścieniowej wokół płaskich fragmentów ramki oprawki i obrócić. Nie używać nadmiernej siły.
3. Zamontować dyszę gazową.

17 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
2.8 Ustawianie uchwytu w środkowym położeniu
1. Wycentrować ruch zakosowy uchwytu nad spoiną. a) Obrócić regulator krzyżowy do położenia
środkowego. b) Należy upewnić się, że elektroda jest w środku
rowka spoiny. W razie potrzeby poluzować zacisk na wale ruchów zakosowych i przesunąć uchwyt oraz mechanizm AGC, aby uzyskać właściwą pozycję elektrody.
2. Przyciskiem wysuwu drutu wysunąć drut tak, aby wystawał tuż za elektrodę.
3. Poluzować zacisk dyszy drutu i ustawić dyszę tak, aby uzyskać właściwy kąt wejścia drutu elektrodowego w jeziorko spawalnicze (60–70°).
4. Ustawić drut poprzecznie, tak aby był wyśrodkowany równo z elektrodą.
5. Ustawić drut poziomo, aby uzyskać przerwę 1,5 mm.
6. Wyregulować długość drutu, aby przy zajarzeniu łuku nie znajdował się zbyt blisko elektrody.
7. Nacisnąć przycisk pozycji wyjściowej, aby obrócić głowicę spawającą do następnej pozycji wyjściowej.
8. Opuścić elektrodę na wysokość ok. 1,5 mm nad elementem spawanym (chyba że urządzenie pracuje w trybie zajarzenia dotykowego).
2.9 Regulacja mechanizmów
Pozycję uchwytu i drutu elektrodowego można regulować na wiele sposobów, odpowiednio do wielkości rury, grubości ścianki rury i długości elektrody:
• Kat wychylenia uchwytu w przód/tył (±5°)• Kąt poprzeczny uchwytu (10°)
• Poziomy kierunek prowadzenia drutu (nastawienie zgrubne lub precyzyjne)
• Pionowy kierunek prowadzenia drutu (nastawienie zgrubne lub precyzyjne)
• Kąt dyszy drutu• Regulacja długości łuku (AGC) to funkcja, która
automatycznie reguluje odległość elektrody od elementu spawanego oraz utrzymuje właściwą długość łuku podczas spawania.
18 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3. OBSŁUGA
3.1 Ustawienia spawania
3.1.1 Regulacja prądu spawania
Po wybraniu prędkości spawania (dla elektrody wolframo-wej) wybrać prąd spawania. Należy stosować się do nastę-pujących wytycznych:
Stal węglowa 1,3 A na 0,025 mm grubości spawanego materiału.
Stal nierdzewna 1,0 A na 0,025 mm grubości spawanego materiału.
Stal wysokostopowa
0,75 A na 0,025 mm grubości spawanego materiału.
Powyższe wytyczne nie uwzględniają dodatkowej grubości wynikającej z zastosowania drutu elektrodowego, geometrii ukosu ani elektrody wolframowej. Zakładają one przesuwanie się elektrody po płaskiej powierzchni (zwykle z prędkością 76 mm/min). Podczas spawania w pionie (5G) całego obwodu rury niezbędne może być zaprogramowanie zmian w prądzie spawania czy prędkości spawania, aby utrzymać odpowiedni przetop na całej długości złącza. W niektórych przypadkach konieczne jest rozpoczęcie spawania w określonym położeniu, aby uniknąć wgłębienia na pozycji godziny 6.00.
Aby uniknąć potrzeby programowania zmian prądu spawania lub zminimalizować wymagania w tym zakresie, można użyć prądu pulsacyjnego. Dzięki temu jeziorko spawalnicze ma szansę się ostudzić i częściowo zakrzepnąć pomiędzy impulsami, co przekłada się na lepszą kontrolę nad jeziorkiem. W przypadku spawania prądem pulsacyjnym ścieg na średnicy wewnętrznej powinien nakładać się przynajmniej w 50%, aby był odpowiednio wytrzymały. Standardowa częstotliwość to 1–10 Hz. Częstotliwość 1 Hz w przypadku standardowej
elektrody wolframowej jest używana przy spawaniu z prędkością 63–90 mm/min.
Zwiększenie prędkości przesuwania elektrody wolframowej powyżej 90 mm/min wymaga także zwiększenia częstotliwości impulsów, aby ścieg po wewnętrznej stronie nakładał się w 50% (na zakrzepnięty ścieg z poprzedniego impulsu). Aby określić prąd niskiego i wysokiego impulsu, należy zastosować następujący wzór:
• Średni prąd + (średni prąd / 3) = prąd wysokiego impulsu
• Średni prąd - (średni prąd / 3) = prąd niskiego impulsu
Na początku długość wysokiego i niskiego impulsu powinna być taka sama (0,3 s wysokiego i 0,3 s niskiego).
Prąd niskiego impulsu stanowi zawsze wartość procentową prądu wysokiego impulsu (nie jest wartością niezależną). W przypadku zmiany prądu spawania ze względu na nagromadzenie się ciepła w rurze należy proporcjonalnie zmniejszyć zarówno prąd wysokiego impulsu, jaki i prąd niskiego impulsu.
• Prąd wysokiego impulsu programowany na zdalnym sterowaniu to rzeczywista wartość w amperach.
• Prąd niskiego impulsu programowany na zdalnym sterowaniu to wartość procentowa prądu wysokiego impulsu.
3.1.2 Oscylacja pulsacyjna (jednoczesna oscylacja i spawanie prądem pulsacyjnym)
Jeśli obie funkcje – spawania prądem pulsacyjnym i oscylacji – są włączone jednocześnie, impulsy prądu są automatycznie synchronizowane z oscylacją uchwytu spawalniczego. Ta funkcja doskonale sprawdza się w określonych sytuacjach:
• Wykonanie drugiego ściegu może stanowić pewien problem.
• Zbyt wysoki prąd spowoduje ponowne wtopienie w warstwę graniową oraz zbyt dużą wypływkę grani bądź jej wklęśnięcie.
• Niski prąd spowoduje niewystarczające wtopienie w ścianki materiału.
W przypadku trybu oscylacji pulsacyjnej okres trwania wysokiego i niskiego impulsu jest regulowany przez moduł oscylacji uchwytu. Wysoki impuls występuje zarówno podczas ruchu oscylacyjnego, jak i w punktach zatrzymania. Niski impuls występuje, gdy uchwyt przesuwa się w poprzek spoiny. Przyciski sterowania wysokim i niskim impulsem są wyłączone, gdy urządzenie pracuje w trybie oscylacji i pulsacji.
3.1.3 Prędkość podawania drutu
Prędkość spawania dla spoiny graniowej zależy od kształtu przygotowania spoiny. Typowe wartości dla prostopadłej spoiny doczołowej (J) to 25–75 cm/min. Wraz ze wzrostem grubości materiału należy zmniejszać prędkość podawania drutu. Ściegi wypełniające należy wykonywać z prędkością 76–190 cm/min. Podczas spawania orbitalnego 360° wraz ze wzrostem prędkości podawania drutu należy także włączyć tryb oscylacji pulsacyjnej, aby kontrolować wielkość jeziorka spawalniczego.
19 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Drut może być podawany w sposób ciągły lub stopniowy w trybie Step Mode (tryb stopniowy). W tym trybie dwa poziomy prędkości podawania drutu są zsynchronizowane z prądem pulsacyjnym. Prędkość podawania drutu przy niskim impulsie jest ustawiona jako wartość procentowa (0–99%) prędkości podawania przy wysokim impulsie. Funkcja ta ułatwia kontrolę nad jeziorkiem spawalniczym i pozwala przyspieszyć prędkość wypełniania spoiny. Użycie tej samej prędkości podawania drutu podczas wysokiego i niskiego impulsu może być niemożliwe, ale ilość drutu podawanego podczas niskiego impulsu można ustawić tak, aby uzyskać optymalne krzepnięcie jeziorka i najlepszą kontrolę nad nim.
3.1.4 Wykonywanie warstw graniowych
Odległość drutu elektrodowego od elektrody wolframowej powinna wynosić ok. 1,5 mm (standardowo 2/3 średnicy elektrody). Podczas spawania spoiny typu J drut powinien być podawany do jeziorka spawalniczego w taki sposób, aby wydawał się nieruchomy. Powinien on płynnie wsuwać się przy przedniej krawędzi jeziorka. Nie powinien on w żaden sposób opadać ani nadmiernie trzeć. Podczas spawania z kątem ukosu 37,5° drut powinien lekko dociskać się do elementu spawanego.
Upewnij się, że drut podawany jest do jeziorka spawalni-czego bezpośrednio pod elektrodą:
1. Wyregulować długość łuku, aby drut był podawany we właściwym miejscu. Gdy jeziorko częściowo krzepnie przy niskim impulsie, krawędź jeziorka krzepnie i tworzy się podtopienie.
2. Należy obserwować te kształty na powierzchni spoiny. Jeśli łuska rozstawiona jest częściej niż w odległości odpowiadającej 0,8 grubości grani,
zwiększać prędkość spawania o 3 mm/min do uzyskania zadowalającego wyglądu spoiny.
• Jeśli ścieg po wewnętrznej stronie krzepnie niemal całkowicie pomiędzy impulsami, zwiększyć ilość wprowadzanego ciepła podczas wysokiego impulsu w jeden z następujących sposobów:
• Zwiększyć prąd górnego impulsu.• Zwiększyć długość górnego impulsu (min.
0,2 s).• Zmniejszyć prędkość podawania drutu.• Zmniejszyć prędkość spawania.
• Jeśli powstaje podtopienie, zmniejszyć ilość wprowadzanego ciepła przy niskim impulsie w jeden z następujących sposobów:
• Zmniejszyć prąd niskiego impulsu (wartość % wysokiego impulsu).
• Zmniejszyć długość niskiego impulsu.• Zwiększyć prędkość podawania drutu.
• Jeśli na obwodzie wewnętrznym wtopienie jest niewystarczające, należy obserwować zastyganie jeziorka spawalniczego na powierzchni spoiny.
• Jeśli odległość pomiędzy nimi jest odpowiednia, upewnić się, że prąd niskiego impulsu wynosi min. 50% prądu wysokiego impulsu, i w razie potrzeby zwiększyć prąd wysokiego impulsu.
• Wszystkie zmiany zapisywać.
3.1.5 Wykonywanie gorącego ściegu1. Ustawić odpowiednią odległość drutu od elektrody
wolframowej i upewnić się, że przewód jest skierowany równolegle dokładnie pod elektrodą.
2. Upewnić się, że podczas wykonywania gorącego ściegu ścieg graniowy nie przetopi się całkowicie przez ścieg graniowy, ponieważ może to spowodować nieprawidłowy przetop w prawidłowym ściegu graniowym.
3. Jeśli ścieg graniowy przetopi się, zmniejszyć prąd spawania.
4. Upewnić się, że jeziorko spawalnicze wtapia się w obie ścianki boczne.
5. Sprawdzić środkowe położenie elektrody i w razie potrzeby zwiększyć szerokość oscylacji.
6. Jeśli jeziorko spawalnicze przesunie się przed elektrodę wolframową podczas spawania w dół, zmniejszyć prędkość podawania drutu.
7. Jeśli powstaje przyklejenie zmniejszyć prędkość spawania.
Podczas pracy w trybie oscylacji pulsacyjnej niższy prąd podczas przesuwania uchwytu przez spoinę powoduje zmniejszenie jeziorka spawalniczego. Jeziorko spawalnicze musi być na tyle duże, aby drut elektrodowy prawidłowo się topił i nie stopiony nie dotykał powierzchni spoiny. Ustawić prąd niskiego impulsu na ok. 70% prądu wysokiego impulsu.
20 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.1.6 Wykonywanie ściegów wypełniających, zakosowych i prostych
Oba rozwiązania – ścieg zakosowy i ścieg prosty – mają swoje zalety i wady, a decyzja o technice zależy od szeregu czynników.
Oscylacja• Wysoki współczynnik stapiania, szybsze spawanie• Mniejsza liczba ściegów do wykonania• Większa ilość wprowadzanego ciepła• Wymaga skupienia od operatora w celu śledzenia
centrowania uchwytu• Położenie drutu elektrodowego jest kluczowe,
aby nie ocierał się on o spawany element.• Do wykonania każdej spoiny wypełniającej
należy zmodyfikować parametry spawania, aby zwiększyć szerokość oscylacji i utrzymać stałą prędkość oscylacji (wymaga zaprogramowania spoiny wielościegowej)
Maksymalna standardowa szerokość oscylacji to 9,5 mm. • Można zwiększyć szerokość ponad tę wartość,
ale należy wtedy znacząco zmniejszyć prędkość oscylacji i spawania.
• Należy zadbać o to, aby czasy zatrzymania były jak najkrótsze, ponieważ ma to istotny wpływ na nakładanie się ściegów.
Podczas spawania na rurze pionowej (pozycja 5G) prędkość oscylacji powinna być równa czasowi zatrzymania. To pozwala uzyskać płaski ścieg, co ułatwi wykonanie kolejnego.
• Jeśli ścieg spoiny jest wypukły, funkcja AGC będzie musiała stale korygować długość łuku – w takiej sytuacji rośnie znaczenie sposobu wprowadzania drutu (kąt wprowadzania powinien wynosić 15–30°).
• Im bardziej płaski kąt wprowadzania, tym bardziej drut będzie ocierał o powierzchnię spoiny. Jeśli kąt wprowadzania jest zbyt ostry, drut wsuwa się w jeziorko spoiny.
Podczas spawania z oscylacją jeziorko spawalnicze powinno się przenosić jedynie do ścianek bocznych bez podtapiania ich lub podchodzenia pod nie.
• Jeśli jeziorko spawalnicze podchodzi pod ścianki, zmniejszyć szerokość oscylacji.
• Jeśli jeziorko dochodzi do obu ścianek, ale podtapia jedną z nich, upewnić się, że uchwyt jest ustawiony prostopadle do złącza.
• Jeśli obie ścianki są podtapiane, zwiększyć płaską powierzchnię na elektrodzie (stępić elektrodę).
Podczas spawania orbitalnego prądem w trybie oscylacji, może zajść potrzeba zmniejszenia prądu spawania podczas spawania w pozycji PF urządzenia ze względu na większą energię liniową.
• Gdy prąd jest zbyt wysoki, przy spawaniu w dół pojawia się wklęśnięcie spoiny, a przy spawaniu pod górę – zbyt duża wypukłość ściegu.
• Należy kontrolować prąd spawania, aby uzyskać jednolity, płaski ścieg, lub włączyć prąd pulsacyjny.
• Wyregulować czasy zatrzymania, aby uzyskać jednolity ścieg.
W trybie oscylacji pulsacyjnej stopione jeziorko spawalni-cze powinno krzepnąć ok. 3 mm za elektrodą wraz z jej przesuwaniem się z jednego punktu zatrzymania do ko-lejnego.
Ściegi proste• Niższy współczynnik stapiania, wolniejsze
spawanie• Większa liczba ściegów do wykonania• Mniejsza ilość wprowadzanego ciepła – zalecana
dla materiałów wrażliwych na wprowadzoną energię liniową podczas spawania
• Lepsza kontrola nad jeziorkiem spawalniczym przy spawaniu stopów o mniejszej płynności jeziorka
• Wymaga mniejszej uwagi operatora w celu środkowania uchwytu
• Położenie drutu elektrodowego mniej kluczowe• Łatwiejsze spawanie dla mniej doświadczonych
operatorów• Możliwość zastosowania identycznych
parametrów dla wszystkich ściegów wypełniających
Ściegi graniowe są zwykle wykonywane przy wyższej prędkości podawania drutu Typowa prędkość podawania drutu 200–250 cm/min. Ściegi graniowe wykonuje się przy stałej prędkości spawania i stałej prędkości podawania drutu.
• Podczas wykonywania ściegów graniowych, gdy prędkość drutu wynosi 13–25 cm/min, nie należy korzystać z funkcji Wire Step (stopniowe podawanie drutu), chyba ze dostępna jest dodatkowa prędkość drutu (dwupoziomowe podawanie).
• Jeśli ścieg spoiny jest płaski w pozycji spawania PG i wypukły w pozycji spawania PF można użyć funkcji Wire Step (stopniowego podawania drutu) w połączeniu z funkcją Travel Step (stopniowego przesuwania), aby spłaszczyć ścieg przy spawaniu pod górę (prędkość podawania drutu: 76–102 mm/min).

21 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Funkcje Travel Step (stopniowego przesuwania) i Wire Step (stopniowego podawania drutu) są zwykle wykorzystywane do wykonywania jednościegowych prostopadłych spoin doczołowych. Funkcja Travel Step (stopniowego przesuwania) może być także używana z podkładkami, aby kontrolować spawanie w ściegu graniowym od strony przetopu przy spawaniu rur w pozycji pionowej (pozycja 5G).
3.1.7 Gaz osłonowy
Do spawania TIG zwykle używa się 100% argonu. W pewnych przypadkach warto użyć mieszanki, np. 95% argonu i 5% wodoru.
• Mieszanka gazów zapewnia lepszą kontrolę nad jeziorkiem spawalniczym oraz ogranicza ilość wprowadzanego ciepła.
• Zawartość wodoru lub helu zwiększa napięcie łuku i pozwala uzyskać bardziej skupiony łuk.
• Mieszanki są zalecane wyłącznie do wykonywania spoin jednościegowych (stali wysokostopowych) – w przypadku spoin wielościegowych zwiększają ryzyko wystąpienia pęknięć na zimno.
Aby ograniczyć ryzyko pęknięć na zimno, należy użyć mieszanki argonu i helu (w stosunku 65/35) podczas spawania stali wysokostopowej oraz z większym dodatkiem helu w przypadku stali węglowej. Zwiększanie zawartości helu w mieszance utrudnia zajarzenie łuku.
3.2 Przygotowanie rowka spoiny
3.2.1 Przygotowanie rowkaDokładne przygotowanie rowka jest kluczowe, aby wykonać złącze odpowiedniej jakości. Specjalistyczne na-rzędzia umożliwiają uzyskanie precyzyjnie przygotowane-go rowka spoiny.
Zaleca się użycie rowka w kształcie J o geometrii jak na zdjęciu. Funkcja automatycznego programowania stosuje taki typ rowka domyślnie.
A
B
C
D
A. Szczelina: 0,8 mm ±0,1 mmB. Promień: 2,4 mm ±0,4 mmC. Próg: 1,5 mm, od +0,26 mm do -0,13 mmD. Kąt ukosowania: 20° ±0,5°
W przypadku stosowania freza, dopuszcza się, aby próg miał grubość 2 mm.
3.2.2 Projektowanie złączy i tolerancja dopasowania
Automatyczne spawanie wymaga dopasowywania rur z ustaloną tolerancją oraz jednolitego wykańczania krawędzi rur. Granica tolerancji to 1,5 mm. Gdy odkształcenie rury przekracza 1,5 mm, możliwe, że trzeba będzie zastosować frez. Należy w takim przypadku przygotować spoinę typu J. Powyżej przedstawiono zalecaną geometrię J.
Prawidłowe dopasowanie rur jest znacznie ważniejsze niż spawanie z ukosowaniem na J. Podczas spawania fabrycznie ukosowanych złączy i rur można zastosować połączenie różnych rodzajów wykończenia (J z progiem 2,5 mm dopasowane do V o kącie 37,5° i progiem 1,6 mm).
22 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.2.3 Inne przygotowania1. Upewnić się, że zakończenia rur lub złączy
zeszlifowano prostopadle do osi. Obie krawędzie rur należy ciasno zsunąć.
2. Pomiędzy końcami rur nie powinno być żadnego prześwitu wynikającego z nieprostopadłego wykończenia lub zadziorów powstałych podczas szlifowania.
3. Po złożeniu obu elementów, sprawdzić je pod kątem zadziorów. Ostrożnie usunąć wszelkie zadziory ręcznym narzędziem.
4. Jeśli wahania grubości ścianki rury przekraczają 10%, zakończenia rury po wewnętrznej stronie należy zukosować na 5°.
Po odpowiednim przygotowaniu rury należy ją oczyścić:1. Wytrzeć koniec rury szmatką nawilżoną
rozpuszczalnikiem, np. acetonem lub denaturatem.2. Natychmiast wytrzeć drugą, czystą szmatką, zanim
rozpuszczalnik wyschnie. 3. Ścierną szmatką usunąć wszelkie ślady utlenienia
lub zanieczyszczenia powierzchniowe. Końcówkę rury wyczyścić do długości min. 12 mm.
4. Tak samo oczyścić wewnętrzną powierzchnię rury.
3.2.4 Opracowywanie instrukcji/parametrów spawania
Na podstawie poniższych informacji należy opracować parametry spawania zapewniające optymalną jakość spoiny przy zachowaniu ekonomii pracy, jak również procedury i parametry jak najbardziej uniwersalne pod względem rzeczywistych tolerancji i różnic w zakresie:
• dopasowania krawędzi,• tolerancji krawędzi ukosowania,• pozycji spawania,• błędów w prowadzeniu uchwytu,• szczególnych problemów związanych z
materiałem danego elementu spawanego.
23 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.3 Menu modułu sterującego
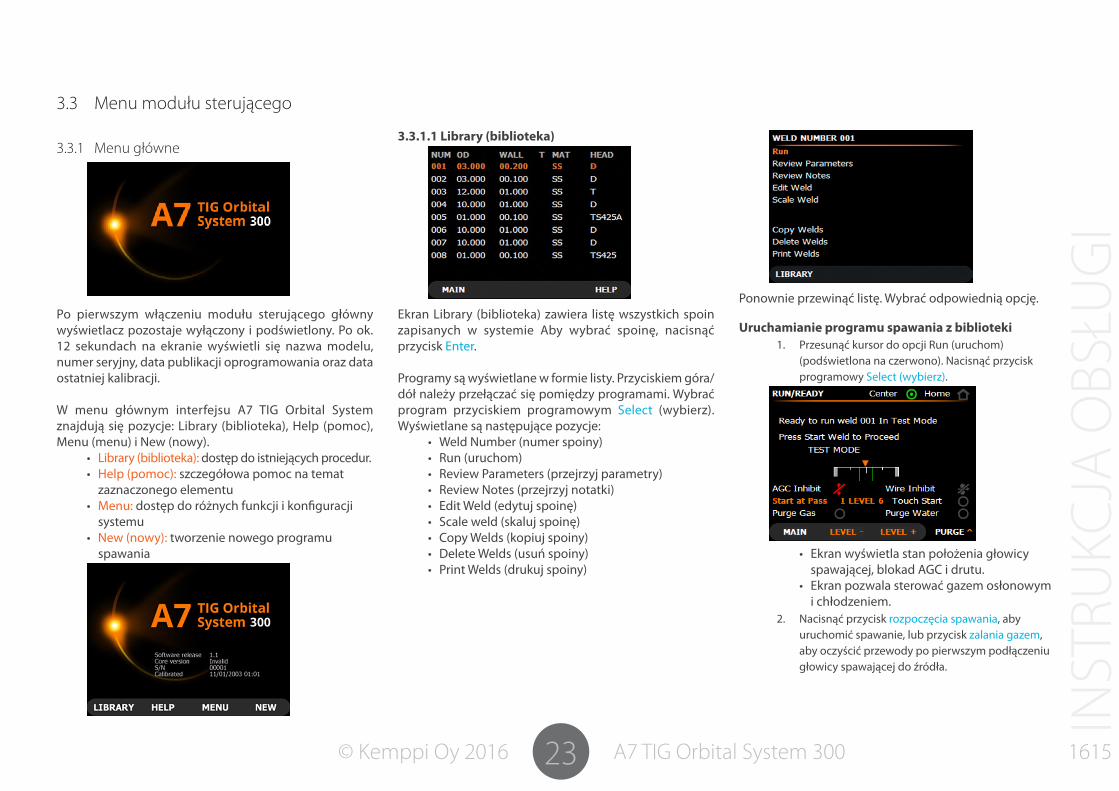
3.3.1 Menu główne
Po pierwszym włączeniu modułu sterującego główny wyświetlacz pozostaje wyłączony i podświetlony. Po ok. 12 sekundach na ekranie wyświetli się nazwa modelu, numer seryjny, data publikacji oprogramowania oraz data ostatniej kalibracji.
W menu głównym interfejsu A7 TIG Orbital System znajdują się pozycje: Library (biblioteka), Help (pomoc), Menu (menu) i New (nowy).
• Library (biblioteka): dostęp do istniejących procedur.• Help (pomoc): szczegółowa pomoc na temat
zaznaczonego elementu• Menu: dostęp do różnych funkcji i konfiguracji
systemu• New (nowy): tworzenie nowego programu
spawania
3.3.1.1 Library (biblioteka)
Ekran Library (biblioteka) zawiera listę wszystkich spoin zapisanych w systemie Aby wybrać spoinę, nacisnąć przycisk Enter.
Programy są wyświetlane w formie listy. Przyciskiem góra/dół należy przełączać się pomiędzy programami. Wybrać program przyciskiem programowym Select (wybierz). Wyświetlane są następujące pozycje:
• Weld Number (numer spoiny)• Run (uruchom)• Review Parameters (przejrzyj parametry)• Review Notes (przejrzyj notatki)• Edit Weld (edytuj spoinę)• Scale weld (skaluj spoinę)• Copy Welds (kopiuj spoiny)• Delete Welds (usuń spoiny)• Print Welds (drukuj spoiny)
Ponownie przewinąć listę. Wybrać odpowiednią opcję.
Uruchamianie programu spawania z biblioteki1. Przesunąć kursor do opcji Run (uruchom)
(podświetlona na czerwono). Nacisnąć przycisk programowy Select (wybierz).
• Ekran wyświetla stan położenia głowicy spawającej, blokad AGC i drutu.
• Ekran pozwala sterować gazem osłonowym i chłodzeniem.
2. Nacisnąć przycisk rozpoczęcia spawania, aby uruchomić spawanie, lub przycisk zalania gazem, aby oczyścić przewody po pierwszym podłączeniu głowicy spawającej do źródła.

24 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Trwa spawanie
Wypływ gazu przed spawaniem
Narastanie
Ekrany zmieniają się po rozpoczęciu każdego nowego poziomu i ściegu zgodnie z uruchomionym programem.
3.3.1.2 Help (pomoc)
System A7 TIG Orbital System 300 jest wyposażony w pomoc, która wyświetla informacje i instrukcje dotyczące wybranego ekranu i danego wiersza. W tym widoku wyświetlają się wyjaśnienia i wskazówki dotyczące elementu zaznaczonego kursorem.
25 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
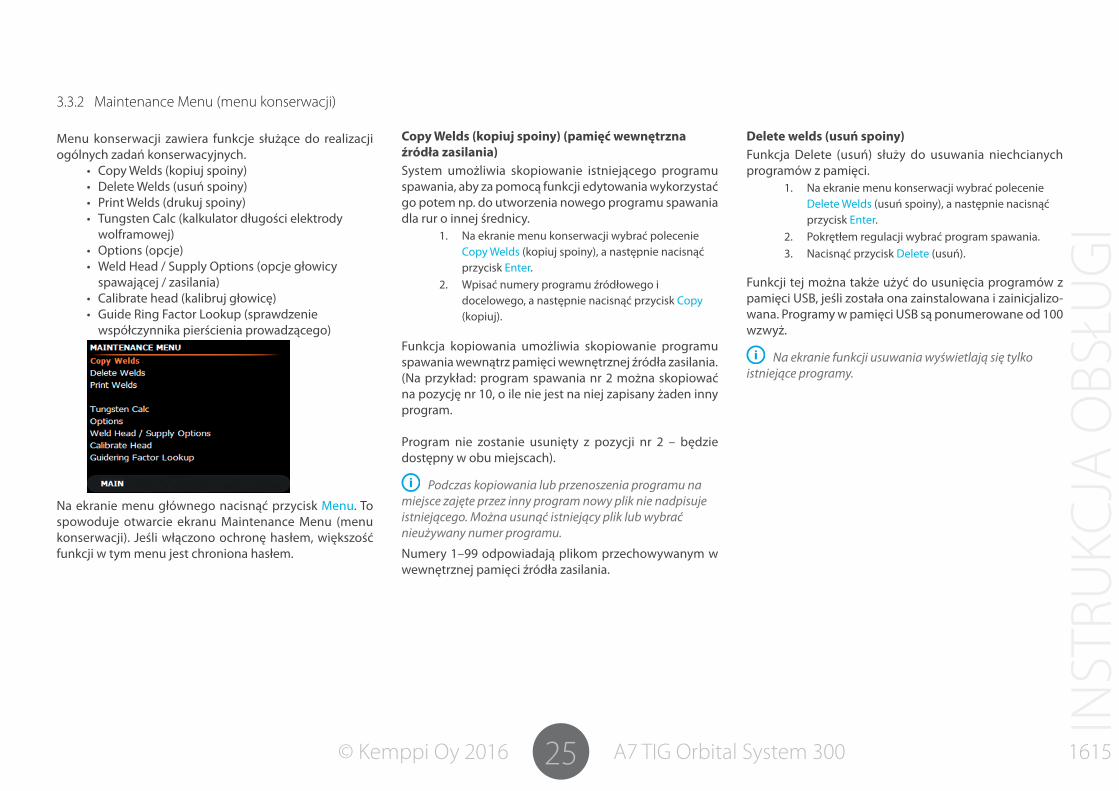
3.3.2 Maintenance Menu (menu konserwacji)
Menu konserwacji zawiera funkcje służące do realizacji ogólnych zadań konserwacyjnych.
• Copy Welds (kopiuj spoiny)• Delete Welds (usuń spoiny)• Print Welds (drukuj spoiny)• Tungsten Calc (kalkulator długości elektrody
wolframowej)• Options (opcje)• Weld Head / Supply Options (opcje głowicy
spawającej / zasilania)• Calibrate head (kalibruj głowicę)• Guide Ring Factor Lookup (sprawdzenie
współczynnika pierścienia prowadzącego)
Na ekranie menu głównego nacisnąć przycisk Menu. To spowoduje otwarcie ekranu Maintenance Menu (menu konserwacji). Jeśli włączono ochronę hasłem, większość funkcji w tym menu jest chroniona hasłem.
Copy Welds (kopiuj spoiny) (pamięć wewnętrzna źródła zasilania) System umożliwia skopiowanie istniejącego programu spawania, aby za pomocą funkcji edytowania wykorzystać go potem np. do utworzenia nowego programu spawania dla rur o innej średnicy.
1. Na ekranie menu konserwacji wybrać polecenie Copy Welds (kopiuj spoiny), a następnie nacisnąć przycisk Enter.
2. Wpisać numery programu źródłowego i docelowego, a następnie nacisnąć przycisk Copy (kopiuj).
Funkcja kopiowania umożliwia skopiowanie programu spawania wewnątrz pamięci wewnętrznej źródła zasilania. (Na przykład: program spawania nr 2 można skopiować na pozycję nr 10, o ile nie jest na niej zapisany żaden inny program.
Program nie zostanie usunięty z pozycji nr 2 – będzie dostępny w obu miejscach).
Podczas kopiowania lub przenoszenia programu na miejsce zajęte przez inny program nowy plik nie nadpisuje istniejącego. Można usunąć istniejący plik lub wybrać nieużywany numer programu.
Numery 1–99 odpowiadają plikom przechowywanym w wewnętrznej pamięci źródła zasilania.
Delete welds (usuń spoiny)Funkcja Delete (usuń) służy do usuwania niechcianych programów z pamięci.
1. Na ekranie menu konserwacji wybrać polecenie Delete Welds (usuń spoiny), a następnie nacisnąć przycisk Enter.
2. Pokrętłem regulacji wybrać program spawania. 3. Nacisnąć przycisk Delete (usuń).
Funkcji tej można także użyć do usunięcia programów z pamięci USB, jeśli została ona zainstalowana i zainicjalizo-wana. Programy w pamięci USB są ponumerowane od 100 wzwyż.
Na ekranie funkcji usuwania wyświetlają się tylko istniejące programy.
26 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
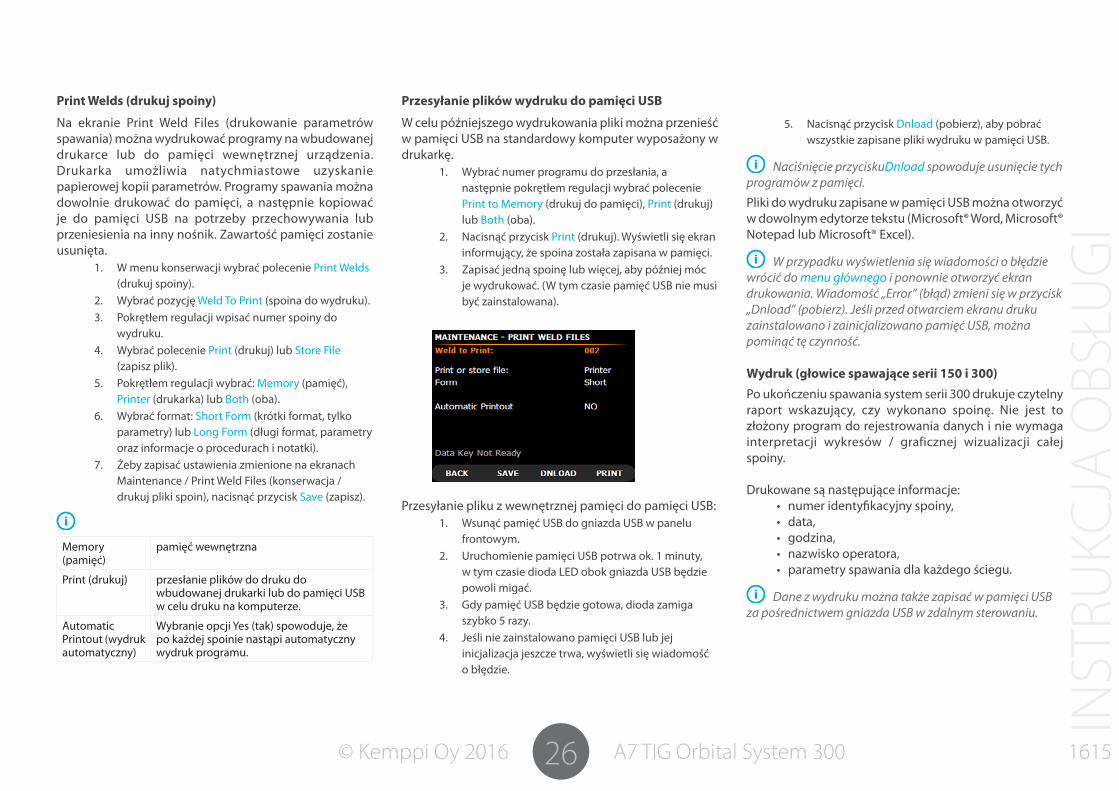
Print Welds (drukuj spoiny)
Na ekranie Print Weld Files (drukowanie parametrów spawania) można wydrukować programy na wbudowanej drukarce lub do pamięci wewnętrznej urządzenia. Drukarka umożliwia natychmiastowe uzyskanie papierowej kopii parametrów. Programy spawania można dowolnie drukować do pamięci, a następnie kopiować je do pamięci USB na potrzeby przechowywania lub przeniesienia na inny nośnik. Zawartość pamięci zostanie usunięta.
1. W menu konserwacji wybrać polecenie Print Welds (drukuj spoiny).
2. Wybrać pozycję Weld To Print (spoina do wydruku). 3. Pokrętłem regulacji wpisać numer spoiny do
wydruku. 4. Wybrać polecenie Print (drukuj) lub Store File
(zapisz plik).5. Pokrętłem regulacji wybrać: Memory (pamięć),
Printer (drukarka) lub Both (oba). 6. Wybrać format: Short Form (krótki format, tylko
parametry) lub Long Form (długi format, parametry oraz informacje o procedurach i notatki).
7. Żeby zapisać ustawienia zmienione na ekranach Maintenance / Print Weld Files (konserwacja / drukuj pliki spoin), nacisnąć przycisk Save (zapisz).
Memory (pamięć)
pamięć wewnętrzna
Print (drukuj) przesłanie plików do druku do wbudowanej drukarki lub do pamięci USB w celu druku na komputerze.
Automatic Printout (wydruk automatyczny)
Wybranie opcji Yes (tak) spowoduje, że po każdej spoinie nastąpi automatyczny wydruk programu.
Przesyłanie plików wydruku do pamięci USB
W celu późniejszego wydrukowania pliki można przenieść w pamięci USB na standardowy komputer wyposażony w drukarkę.
1. Wybrać numer programu do przesłania, a następnie pokrętłem regulacji wybrać polecenie Print to Memory (drukuj do pamięci), Print (drukuj) lub Both (oba).
2. Nacisnąć przycisk Print (drukuj). Wyświetli się ekran informujący, że spoina została zapisana w pamięci.
3. Zapisać jedną spoinę lub więcej, aby później móc je wydrukować. (W tym czasie pamięć USB nie musi być zainstalowana).
Przesyłanie pliku z wewnętrznej pamięci do pamięci USB:1. Wsunąć pamięć USB do gniazda USB w panelu
frontowym. 2. Uruchomienie pamięci USB potrwa ok. 1 minuty,
w tym czasie dioda LED obok gniazda USB będzie powoli migać.
3. Gdy pamięć USB będzie gotowa, dioda zamiga szybko 5 razy.
4. Jeśli nie zainstalowano pamięci USB lub jej inicjalizacja jeszcze trwa, wyświetli się wiadomość o błędzie.
5. Nacisnąć przycisk Dnload (pobierz), aby pobrać wszystkie zapisane pliki wydruku w pamięci USB.
Naciśnięcie przyciskuDnload spowoduje usunięcie tych programów z pamięci.Pliki do wydruku zapisane w pamięci USB można otworzyć w dowolnym edytorze tekstu (Microsoft® Word, Microsoft® Notepad lub Microsoft® Excel).
W przypadku wyświetlenia się wiadomości o błędzie wrócić do menu głównego i ponownie otworzyć ekran drukowania. Wiadomość „Error” (błąd) zmieni się w przycisk „Dnload” (pobierz). Jeśli przed otwarciem ekranu druku zainstalowano i zainicjalizowano pamięć USB, można pominąć tę czynność.
Wydruk (głowice spawające serii 150 i 300)Po ukończeniu spawania system serii 300 drukuje czytelny raport wskazujący, czy wykonano spoinę. Nie jest to złożony program do rejestrowania danych i nie wymaga interpretacji wykresów / graficznej wizualizacji całej spoiny.
Drukowane są następujące informacje:• numer identyfikacyjny spoiny,• data,• godzina,• nazwisko operatora,• parametry spawania dla każdego ściegu.
Dane z wydruku można także zapisać w pamięci USB za pośrednictwem gniazda USB w zdalnym sterowaniu.
27 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.3.3 Options Menu (menu opcji)
Wszelkie zmiany wprowadzone na tym ekranie są aktywowane od razu, ale usuwane po wyłączeniu zasilania. Aby utrzymać zmiany, po wprowadzeniu ich należy nacisnąć przycisk Save (zapisz).
Konfiguracja licznika spoinPo ukończeniu każdej spoiny system zapisuje aktualne parametry i powiązane z nimi dane: identyfikator spoiny, nazwisko operatora oraz datę i godzinę – dane te można w razie potrzeby wydrukować. Numer spoiny rośnie o jeden po każdej spoinie. Pokrętłem regulacji można ustawić licznik na dowolną wartość, w tym go wyzerować.
Konfiguracja hasłaNacisnąć przycisk Enter. Pojawi się ekran hasła. Nacisnąć przycisk Enter. Wyświetli się pole alfanumeryczne. W sposób opisany w rozdziale Wpisywanie tekstu i liczb wpisać hasło o długości do 10 znaków. Aby potwierdzić hasło, nacisnąć przycisk Save (zapisz).
Wprowadzanie nazwiska operatoraW sposób opisany w rozdziale Wpisywanie tekstu i liczb wpisać nazwisko operatora.
Konfiguracja daty i czasuNacisnąć przycisk Enter, aby wybrać pole Date/Time (data/godzina), a następnie ustawić datę i czas.
Konfiguracja językaPokrętłem regulacji wybrać odpowiedni język.
Wybór jednostek miaryPokrętłem regulacji wybrać system metryczny lub imperialny.
Korzystanie z trybu testowegoAby skorzystać z trybu testowego, pokrętłem regulacji wybrać pozycję Yes (tak).
W tym trybie można symulować wykonanie danej spoiny, realizację kolejnych kroków programu i jednoczesny obrót głowicy spawającej. Dzięki tej funkcji można śledzić obrót elektrody wolframowej oraz kolejne poziomy programu zmieniające się na wyświetlaczu. Jest to niezwykle przydatne narzędzie do diagnozowania usterek pojawiających się podczas spawania. Serwisant może uruchomić system w trybie symulacji spawania bez potrzeby zajarzenia łuku. W trybie testowym sygnał stykowy do źródła zasilania jest odizolowany, co zapobiega uruchomieniu modułu jarzenia HF oraz łuku spawalniczego.
1. Wyjść z Options Menu (menu opcji). 2. Wybrać program do uruchomienia. Na ekranie
pojawia się tekst TEST MODE (tryb testowy). 3. Nacisnąć przycisk rozpoczęcia spawania.
Po upłynięciu czasu wypływu gazu przed spawaniem i narastania prądu uruchamia się silnik obrotowy głowicy spawającej. Będzie on pracował do upłynięcia czasu opadania prądu. Jeśli włączono funkcję Auto Rewind (automatyczne przewijanie), uruchamia się ona po zakończeniu symulowanego spawania. Zawór elektromagnetyczny gazu jest otwarty w trakcie wypływu gazu przed spawaniem, spawania i wypływu gazu po spawaniu.
W trybie testu podajnik drutu w urządzeniach wyposażonych w ten mechanizm jest wyłączony.
28 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.3.4 Zgodne głowice spawające
Moduł sterujący serii 300 do spawania orbitalnego jest zgodny z głowicą spawającą z serii 300. Po podłączeniu specjalnego kabla przejściowego można także użyć zamkniętej głowicy serii 150.
3.3.5 Calibrate head (kalibruj głowicę)
Aby przeprowadzić kalibrację głowicy spawającej, nacisnąć przycisk Menu w menu głównym, co spowoduje otwarcie menu konserwacji. Po otwarciu menu Calibrate Head (kalibracja głowicy):
1. Wybrać model głowicy spawającej do kalibracji. 2. Przyciskami góra/dół przejść do odpowiedniej
pozycji menu i nacisnąć przycisk Enter, aby wybrać opcję.
3. Jeśli jest to pierwsza kalibracja danej głowicy spawającej lub na ekranie wyświetla się komunikat „Calibration Out of Range” (kalibracja poza zakresem), po wybraniu głowicy spawającej wybrać przycisk Default (domyślne), aby zainstalować ustawienia fabryczne współczynnika korekcji.
4. Aby przeprowadzić kalibrację, nacisnąć przycisk Travel Speed (prędkość przesuwania).
5. W przypadku kalibracji parametrów jazdy: pokrętłem regulacji wybrać opcję: Distance to Travel (odległość do przejechania) lub Desired RPM (wybrana prędkość obrotowa), a następnie nacisnąć przycisk Enter.
6. W przypadku kalibracji drutu: ustawić pokrętłem regulacji odpowiednią wartość pola Amount to Run (ilość do wysuwu), a następnie nacisnąć przycisk Enter.
7. Nacisnąć przycisk Run (uruchom) i zmierzyć rzeczywistą przebytą odległość lub czas pracy (bądź długość drutu).
8. Wpisać zmierzoną wartość i naciśnij przycisk Save (zapisz).
9. Proces należy powtarzać do uzyskania wymaganej precyzji, a następnie nacisnąć przycisk Back (wstecz), aby cofnąć się do menu konserwacji.
29 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
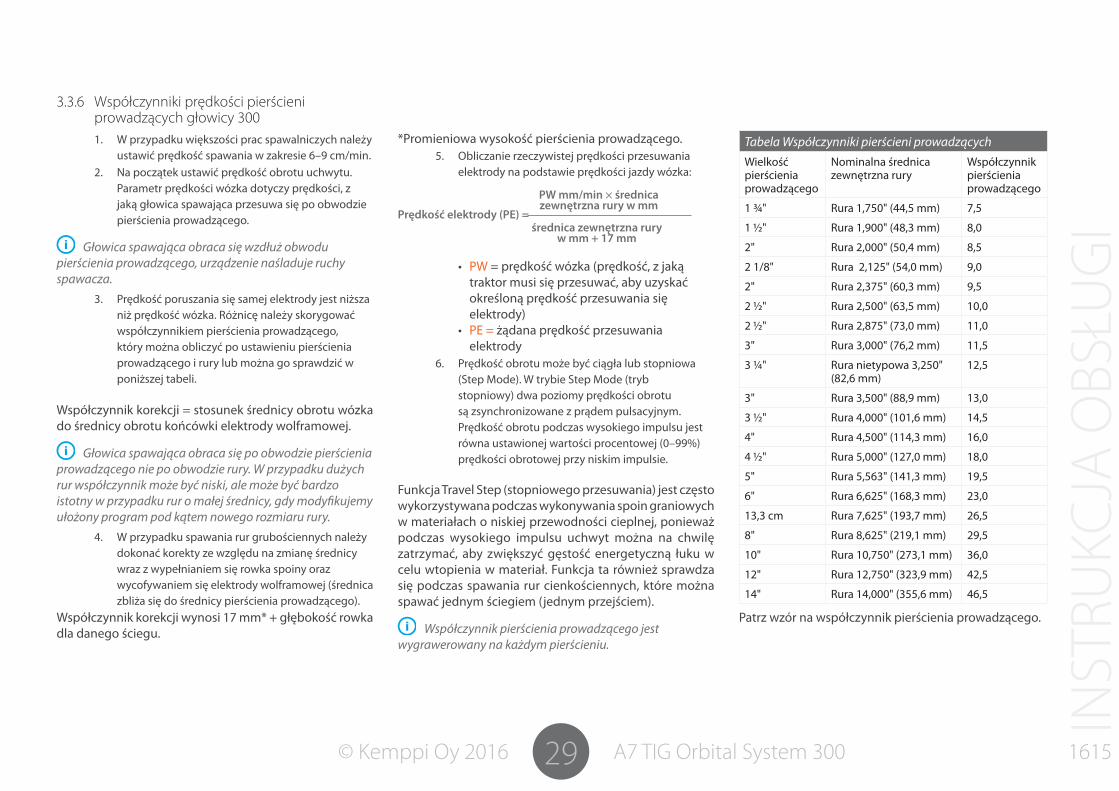
3.3.6 Współczynniki prędkości pierścieni prowadzących głowicy 3001. W przypadku większości prac spawalniczych należy
ustawić prędkość spawania w zakresie 6–9 cm/min. 2. Na początek ustawić prędkość obrotu uchwytu.
Parametr prędkości wózka dotyczy prędkości, z jaką głowica spawająca przesuwa się po obwodzie pierścienia prowadzącego.
Głowica spawająca obraca się wzdłuż obwodu pierścienia prowadzącego, urządzenie naśladuje ruchy spawacza.
3. Prędkość poruszania się samej elektrody jest niższa niż prędkość wózka. Różnicę należy skorygować współczynnikiem pierścienia prowadzącego, który można obliczyć po ustawieniu pierścienia prowadzącego i rury lub można go sprawdzić w poniższej tabeli.
Współczynnik korekcji = stosunek średnicy obrotu wózka do średnicy obrotu końcówki elektrody wolframowej.
Głowica spawająca obraca się po obwodzie pierścienia prowadzącego nie po obwodzie rury. W przypadku dużych rur współczynnik może być niski, ale może być bardzo istotny w przypadku rur o małej średnicy, gdy modyfikujemy ułożony program pod kątem nowego rozmiaru rury.
4. W przypadku spawania rur grubościennych należy dokonać korekty ze względu na zmianę średnicy wraz z wypełnianiem się rowka spoiny oraz wycofywaniem się elektrody wolframowej (średnica zbliża się do średnicy pierścienia prowadzącego).
Współczynnik korekcji wynosi 17 mm* + głębokość rowka dla danego ściegu.
*Promieniowa wysokość pierścienia prowadzącego.5. Obliczanie rzeczywistej prędkości przesuwania
elektrody na podstawie prędkości jazdy wózka:
Prędkość elektrody (PE) =
PW mm/min × średnica zewnętrzna rury w mm
średnica zewnętrzna rury w mm + 17 mm
• PW = prędkość wózka (prędkość, z jaką traktor musi się przesuwać, aby uzyskać określoną prędkość przesuwania się elektrody)
• PE = żądana prędkość przesuwania elektrody
6. Prędkość obrotu może być ciągła lub stopniowa (Step Mode). W trybie Step Mode (tryb stopniowy) dwa poziomy prędkości obrotu są zsynchronizowane z prądem pulsacyjnym. Prędkość obrotu podczas wysokiego impulsu jest równa ustawionej wartości procentowej (0–99%) prędkości obrotowej przy niskim impulsie.
Funkcja Travel Step (stopniowego przesuwania) jest często wykorzystywana podczas wykonywania spoin graniowych w materiałach o niskiej przewodności cieplnej, ponieważ podczas wysokiego impulsu uchwyt można na chwilę zatrzymać, aby zwiększyć gęstość energetyczną łuku w celu wtopienia w materiał. Funkcja ta również sprawdza się podczas spawania rur cienkościennych, które można spawać jednym ściegiem (jednym przejściem).
Współczynnik pierścienia prowadzącego jest wygrawerowany na każdym pierścieniu.
Tabela Współczynniki pierścieni prowadzącychWielkość pierścienia prowadzącego
Nominalna średnica zewnętrzna rury
Współczynnik pierścienia prowadzącego
1 ¾" Rura 1,750" (44,5 mm) 7,5
1 ½" Rura 1,900" (48,3 mm) 8,0
2" Rura 2,000" (50,4 mm) 8,5
2 1/8" Rura 2,125" (54,0 mm) 9,0
2" Rura 2,375" (60,3 mm) 9,5
2 ½" Rura 2,500" (63,5 mm) 10,0
2 ½" Rura 2,875" (73,0 mm) 11,0
3" Rura 3,000" (76,2 mm) 11,5
3 ¼" Rura nietypowa 3,250" (82,6 mm)
12,5
3" Rura 3,500" (88,9 mm) 13,0
3 ½" Rura 4,000" (101,6 mm) 14,5
4" Rura 4,500" (114,3 mm) 16,0
4 ½" Rura 5,000" (127,0 mm) 18,0
5" Rura 5,563" (141,3 mm) 19,5
6" Rura 6,625" (168,3 mm) 23,0
13,3 cm Rura 7,625" (193,7 mm) 26,5
8" Rura 8,625" (219,1 mm) 29,5
10" Rura 10,750" (273,1 mm) 36,0
12" Rura 12,750" (323,9 mm) 42,5
14" Rura 14,000" (355,6 mm) 46,5
Patrz wzór na współczynnik pierścienia prowadzącego.
30 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
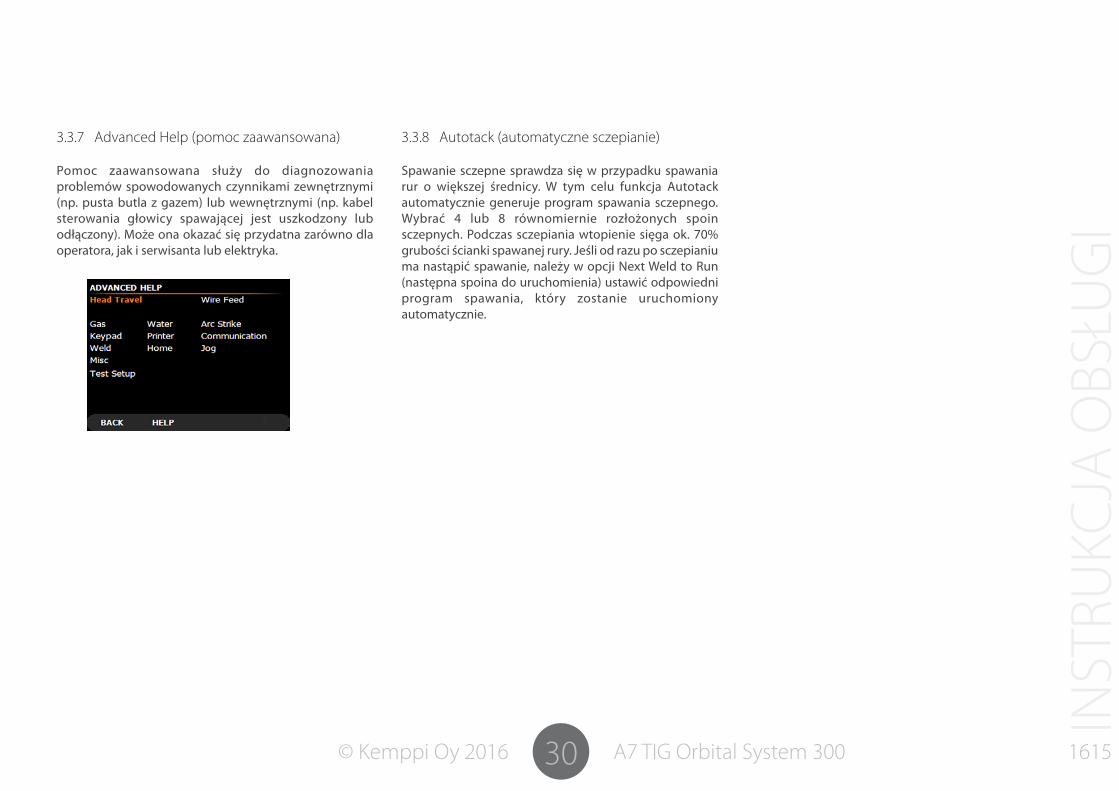
3.3.7 Advanced Help (pomoc zaawansowana)
Pomoc zaawansowana służy do diagnozowania problemów spowodowanych czynnikami zewnętrznymi (np. pusta butla z gazem) lub wewnętrznymi (np. kabel sterowania głowicy spawającej jest uszkodzony lub odłączony). Może ona okazać się przydatna zarówno dla operatora, jak i serwisanta lub elektryka.
3.3.8 Autotack (automatyczne sczepianie)
Spawanie sczepne sprawdza się w przypadku spawania rur o większej średnicy. W tym celu funkcja Autotack automatycznie generuje program spawania sczepnego. Wybrać 4 lub 8 równomiernie rozłożonych spoin sczepnych. Podczas sczepiania wtopienie sięga ok. 70% grubości ścianki spawanej rury. Jeśli od razu po sczepianiu ma nastąpić spawanie, należy w opcji Next Weld to Run (następna spoina do uruchomienia) ustawić odpowiedni program spawania, który zostanie uruchomiony automatycznie.
31 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
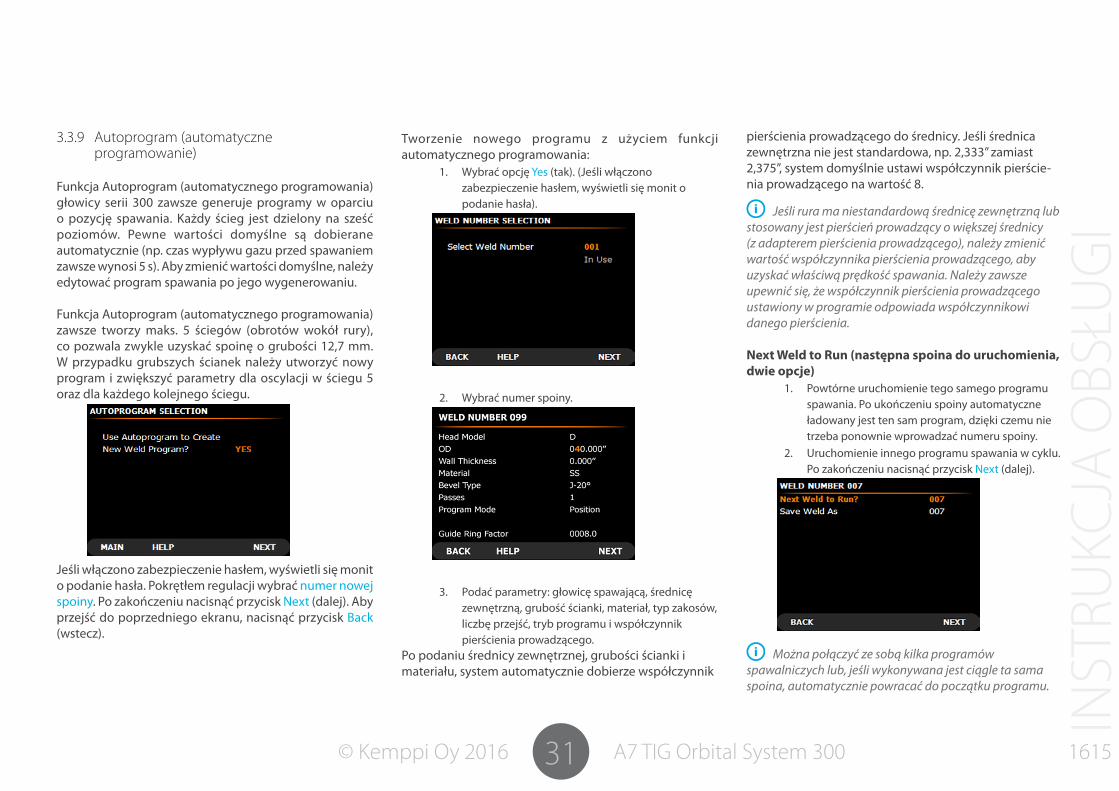
3.3.9 Autoprogram (automatyczne programowanie)
Funkcja Autoprogram (automatycznego programowania) głowicy serii 300 zawsze generuje programy w oparciu o pozycję spawania. Każdy ścieg jest dzielony na sześć poziomów. Pewne wartości domyślne są dobierane automatycznie (np. czas wypływu gazu przed spawaniem zawsze wynosi 5 s). Aby zmienić wartości domyślne, należy edytować program spawania po jego wygenerowaniu.
Funkcja Autoprogram (automatycznego programowania) zawsze tworzy maks. 5 ściegów (obrotów wokół rury), co pozwala zwykle uzyskać spoinę o grubości 12,7 mm. W przypadku grubszych ścianek należy utworzyć nowy program i zwiększyć parametry dla oscylacji w ściegu 5 oraz dla każdego kolejnego ściegu.
Jeśli włączono zabezpieczenie hasłem, wyświetli się monit o podanie hasła. Pokrętłem regulacji wybrać numer nowej spoiny. Po zakończeniu nacisnąć przycisk Next (dalej). Aby przejść do poprzedniego ekranu, nacisnąć przycisk Back (wstecz).
Tworzenie nowego programu z użyciem funkcji automatycznego programowania:
1. Wybrać opcję Yes (tak). (Jeśli włączono zabezpieczenie hasłem, wyświetli się monit o podanie hasła).
2. Wybrać numer spoiny.
3. Podać parametry: głowicę spawającą, średnicę zewnętrzną, grubość ścianki, materiał, typ zakosów, liczbę przejść, tryb programu i współczynnik pierścienia prowadzącego.
Po podaniu średnicy zewnętrznej, grubości ścianki i materiału, system automatycznie dobierze współczynnik
pierścienia prowadzącego do średnicy. Jeśli średnica zewnętrzna nie jest standardowa, np. 2,333” zamiast 2,375”, system domyślnie ustawi współczynnik pierście-nia prowadzącego na wartość 8.
Jeśli rura ma niestandardową średnicę zewnętrzną lub stosowany jest pierścień prowadzący o większej średnicy (z adapterem pierścienia prowadzącego), należy zmienić wartość współczynnika pierścienia prowadzącego, aby uzyskać właściwą prędkość spawania. Należy zawsze upewnić się, że współczynnik pierścienia prowadzącego ustawiony w programie odpowiada współczynnikowi danego pierścienia.
Next Weld to Run (następna spoina do uruchomienia, dwie opcje)
1. Powtórne uruchomienie tego samego programu spawania. Po ukończeniu spoiny automatyczne ładowany jest ten sam program, dzięki czemu nie trzeba ponownie wprowadzać numeru spoiny.
2. Uruchomienie innego programu spawania w cyklu. Po zakończeniu nacisnąć przycisk Next (dalej).
Można połączyć ze sobą kilka programów spawalniczych lub, jeśli wykonywana jest ciągle ta sama spoina, automatycznie powracać do początku programu.
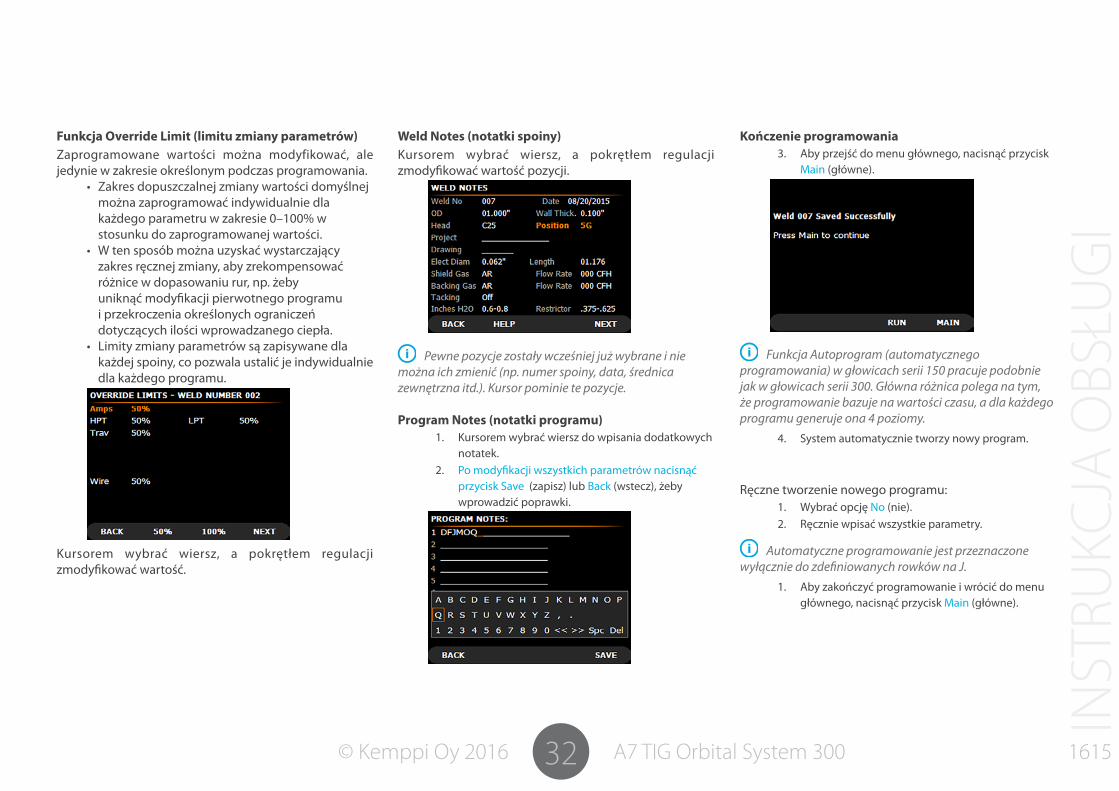
32 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Funkcja Override Limit (limitu zmiany parametrów) Zaprogramowane wartości można modyfikować, ale jedynie w zakresie określonym podczas programowania.
• Zakres dopuszczalnej zmiany wartości domyślnej można zaprogramować indywidualnie dla każdego parametru w zakresie 0–100% w stosunku do zaprogramowanej wartości.
• W ten sposób można uzyskać wystarczający zakres ręcznej zmiany, aby zrekompensować różnice w dopasowaniu rur, np. żeby uniknąć modyfikacji pierwotnego programu i przekroczenia określonych ograniczeń dotyczących ilości wprowadzanego ciepła.
• Limity zmiany parametrów są zapisywane dla każdej spoiny, co pozwala ustalić je indywidualnie dla każdego programu.
Kursorem wybrać wiersz, a pokrętłem regulacji zmodyfikować wartość.
Weld Notes (notatki spoiny)Kursorem wybrać wiersz, a pokrętłem regulacji zmodyfikować wartość pozycji.
Pewne pozycje zostały wcześniej już wybrane i nie można ich zmienić (np. numer spoiny, data, średnica zewnętrzna itd.). Kursor pominie te pozycje.
Program Notes (notatki programu)1. Kursorem wybrać wiersz do wpisania dodatkowych
notatek. 2. Po modyfikacji wszystkich parametrów nacisnąć
przycisk Save (zapisz) lub Back (wstecz), żeby wprowadzić poprawki.
Kończenie programowania3. Aby przejść do menu głównego, nacisnąć przycisk
Main (główne).
Funkcja Autoprogram (automatycznego programowania) w głowicach serii 150 pracuje podobnie jak w głowicach serii 300. Główna różnica polega na tym, że programowanie bazuje na wartości czasu, a dla każdego programu generuje ona 4 poziomy.
4. System automatycznie tworzy nowy program.
Ręczne tworzenie nowego programu:1. Wybrać opcję No (nie).2. Ręcznie wpisać wszystkie parametry.
Automatyczne programowanie jest przeznaczone wyłącznie do zdefiniowanych rowków na J.
1. Aby zakończyć programowanie i wrócić do menu głównego, nacisnąć przycisk Main (główne).

33 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.4 Wpisywanie tekstu i liczb
Korzystanie z klawiatury ekranowej
Klawiatura wyświetla się, gdy w zaznaczonym wierszu trzeba coś wpisać, np. na ekranie hasła lub notatek do programu bądź w innym miejscu wymagającym wpisania tekstu.
Kursorem wybrać odpowiedni element.
Wprowadzanie tekstu• Nacisnąć przycisk Enter na wierszu, w którym ma
zostać wpisany tekst, aby wyświetlić klawiaturę ekranową.
• Pokrętłem regulacji wybrać literę lub cyfrę. • Nacisnąć przycisk Enter, aby wprowadzić wybraną
cyfrę/literę w wierszu.
Przyciski w lewo (<<) oraz w prawo (>>) służą do przesuwania zaznaczonego znaku w lewo lub w prawo w wierszu.
• Aby zastąpić literę, przesunąć zaznaczony znak (kursor) na daną literę, obrócić pokrętło regulacji i nacisnąć przycisk Enter.
• Aby usunąć wiersz, użyć przycisku Del (usuń). Naciśnięcie powoduje usunięcie ostatniego znaku w wierszu i działa wyłącznie, gdy wybrano
ostatni znak w wierszu. • Wybrać ostatni znak w wierszu i nacisnąć przycisk
Del (usuń), aby go usunąć.• Aby zakończyć wpisywanie tekstu i przejść do
następnego wiersza, nacisnąć przycisk w górę lub w dół.
3.5 Programowanie ręczneZ funkcji korzysta się podobnie jak z programowania au-tomatycznego, ale każdy parametr i każdą technikę moż-na wybrać samodzielnie. Jeśli włączono zabezpieczenie hasłem, wyświetli się monit o podanie hasła.
1. Pokrętłem regulacji wybrać opcję No (nie). Nacisnąć przycisk Next (dalej).
2. Pokrętłem regulacji wybrać numer spoiny. Nacisnąć przycisk Next (dalej).
3. Podać wszystkie informacje, jak przy generowaniu automatycznym, ale podać wartości dla pól Passes (liczba ściegów) i Levels in Pass (liczba ściegów w warstwie).
4. Przesunąć kursor do wybranego wiersza i pokrętłem regulacji lub przyciskiem Enter i pokrętłem regulacji wprowadzić wartości w polach OD (średnica zewnętrzna) i Wall Thickness (grubość ścianki). W razie potrzeby pokrętłem regulacji włączyć automatyczne programowanie. Nacisnąć przycisk Next (dalej).

34 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Poziom pulsacji Ekran ścieguWybrać funkcje, które mają zostać użyte podczas wykony-wania ściegu dla wszystkich poziomów.
Ten ekran wyświetla się przed rozpoczęciem każdego nowego ściegu.
• Pulsing (pulsacja): opcja wyboru prądu pulsacyjnego lub stałego natężenia bez pulsacji. Pulsacja powoduje wahania prądu od wysokiej do niskiej wartości.
• Oscillation (oscylacja): wybrać opcję On (wł.) lub Off (wył.), zależnie od tego, czy wykonywany jest ścieg prosty czy zakosowy.
• Travel Step (stopniowe przesuwanie): przesuwanie uchwytu spawalniczego synchronicznie z impulsami prądu. Po włączeniu tej funkcji uchwyt będzie obracał się w przód podczas niskiego impulsu i zatrzymywał się podczas wysokiego impulsu (lub będzie przesuwał się wolniej).
• HP Travel (prędkość wysokiego impulsu): procentowa wartość prędkości przy niskim impulsie wykorzystywana podczas wysokiego impulsu. (O = Wył.)
• Wire Step (stopniowy wysuw drutu): indeksowanie prędkości podawania drutu przy prądzie impulsowym. Gdy funkcja jest włączona, podajnik drutu może wyłączać się na czas niskiego impulsu lub pracować z niższą prędkością, odpowiadającą ustalonej wartości procentowej prędkości przy wysokim impulsie.
• LP Wire (prędkość drutu niskiego impulsu): procentowa wartość prędkości podawania drutu przy wysokim impulsie wykorzystywana podczas niskiego impulsu (O = wył.).
• AGC Step (funkcja AGC): Funkcja regulacji długości łuku jest odpowiednio dostosowana do prądu pulsacyjnego. Gdy ta funkcja jest wyłączona, regulacja długości drutu działa przy wysokim i niskim impulsie. Po włączeniu funkcja działa przy wysokim impulsie i wyłącza się na czas niskiego impulsu.
• LP Amps (prąd niskiego impulsu): prąd niskiego impulsu wyświetlany jako wartość procentowa prądu wysokiego impulsu.
• Levels for Pass: 6 (liczba poziomów na ścieg): podczas spawania głowicą serii 300 do programowania pozycji system wykorzystuje zawsze 6 poziomów.

35 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Pass 1, Level 1 (ścieg 1, poziom 1)
Przesunąć kursor i zmodyfikować wartości pokrętłem regulacji.
• Amps (prąd): prąd na każdym poziomie (w przypadku prądu pulsacyjnego jest to wysoki impuls).
• Wire (drut): prędkość podawania drutu (w calach lub centymetrach na minutę, funkcja niedostępna).
• RPM (OBR./MIN): prędkość obrotowa.• LP Amps (prąd przy niskim impulsie): prąd
niskiego impulsu wyświetlany jako wartość procentowa prądu wysokiego impulsu.
• HPT (czas długiego impulsu): długość wysokiego impulsu w sekundach.
• LPT (czas krótkiego impulsu): długość niskiego impulsu w sekundach.
• HP RPM (obr./min przy wysokim impulsie): prędkość obrotowa przy impulsie o wysokim prądzie (wyświetlana tylko, gdy funkcja RPM STEP jest włączona). Ustawić można dowolną wartość w zakresie 0–99% prędkości obrotowej przy niskim impulsie.
• LP Wire (drut przy niskim impulsie): funkcja przesuwania drutu, indeks prędkości podawania
drutu przy prądzie impulsowym (niedostępna).• Level Time (czas poziomu): czas w sekundach,
przez jaki parametry będą aktywne.• Time remaining (pozostały czas): po wpisaniu
średnicy rury i wybraniu prędkości obrotowej system automatycznie oblicza całkowity czas spawania.
• Time Remaining (pozostały czas): automatycznie obliczany po wprowadzeniu czasu w parametrze Level Time (czas poziomu).
• Total Time (czas całkowity): całkowity czas spawania w sekundach. Wpisać wartości i nacisnąć przycisk programowy Next (dalej), aby przejść do poziomu 2.
Automatycznie wygenerowane parametry są kopiowane do kolejnych poziomów.Aby skopiować parametry do kolejnych poziomów, wy-starczy nacisnąć przycisk Next (dalej). Aby uniknąć nie-chcianych zmian, należy zachować ostrożność podczas zmiany parametrów na pojedynczym poziomie.
Przykład: Spawacz chce zmienić wartość prądu pierwot-nie zaprogramowanego na poziomie 4 jednościegowej spoiny. Jednak na kolejnym poziomie, np. 5 lub 6, niektó-re parametry są inne niż na 4. Zmiana prądu na poziomie 4 i naciśnięcie przycisku Next (dalej) spowoduje auto-matycznie przeniesienie wszystkich wartości z poziomu 4 na poziom 5. Dlatego też przed zmianą parametru na danym poziomie należy zapamiętać wszelkie inne zmienione parametry na kolejnych poziomach danego ściegu. Dotyczy to tylko parametrów w ramach jednego ściegu. W przypadku spoiny wielościegowej parametry nie zostaną skopiowanie do kolejnego ściegu.
Pass 1, Level 2 (ścieg 1, poziom 2)Przesunąć kursor i zmodyfikować wartości pokrętłem regulacji, a następnie nacisnąć przycisk Next (dalej). Jeśli nie trzeba wprowadzać zmian, od razu nacisnąć przycisk Next (dalej).
Pass 1, Level 3 (ścieg 1, poziom 3) do ostatniego poziomuKontynuować przełączanie ekranów poszczególnych poziomów i zmieniać parametry wedle potrzeby.

36 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Ekran opadania
Przesunąć kursor i zmodyfikować wartości pokrętłem regulacji. Po zakończeniu nacisnąć przycisk Next (dalej).
• Downslope Delay (opóźnienie opadania): opadanie prądu spawania nastąpi natychmiast po osiągnięciu pozycji wyjściowej. Aby spoiny się nakładały, należy ustawić odpowiednią długość tej funkcji.
• Downslope (opadanie): okres opadania lub zmniejszania prądu w sekundach.
• Wire Stop Delay (opóźnienie zatrzymania drutu): funkcja dostępna jedynie w głowicach spawających wyposażonych w podajnik drutu. Po rozpoczęciu opadania drut zwykle nie jest już podawany. Funkcja Wire Stop Delay (opóźnienia zatrzymania drutu) pozwala opóźnić zatrzymanie podawania drutu na ustalony okres (w sekundach) po rozpoczęciu opadania prądu spawania. Jest ona przeznaczona do spawania materiałów podatnych na pęknięcia, np. stopów z wysoką zawartością niklu.
• Pulsing Downslope (prąd pulsacyjny opadania): wybór prądu pulsacyjnego lub stałego podczas okresu opadania (dwa parametry: Yes (tak) lub No (nie)).
• Final Amps (prąd końcowy): prąd spawania tuż przed zgaszeniem łuku.
• Post‐purge (wypływ gazu po spawaniu): czas wypływu gazu po zakończeniu spawania (w sekundach).
• Auto Rewind (automatyczne przewijanie): włączenie tej funkcji (wybór wartości Yes (tak) na wyświetlaczu) spowoduje, że głowica spawająca automatycznie obróci się po zakończeniu spoiny i zatrzyma się w pozycji wyjściowej. Wraz z automatycznym przewijaniem nastąpi także wypływ gazu po spawaniu.
• AGC Stop Delay (opóźnienie zatrzymania AGC): standardowo funkcja AGC wyłącza się po uruchomieniu opadania parametrów spawania. Ta funkcja pozwala opóźnić zatrzymanie funkcji AGC o wybrany czas (w sekundach) po rozpoczęciu opadania.
Zapis spoiny / następna spoinaKursorem wybrać wiersz, a pokrętłem regulacji zmodyfi-kować wartość pozycji. Do wyboru są dwie opcje:
1. Powtórne uruchomienie tego samego programu spawania. Po ukończeniu spoiny automatyczne ładowany jest ten sam program, dzięki czemu nie trzeba ponownie wprowadzać numeru spoiny.
2. Uruchomienie innego programu spawania w cyklu. Po zakończeniu nacisnąć przycisk Next (dalej).

37 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.6 Ekran wypływu gazu przed spawaniem i narastania
Przesunąć kursor i zmodyfikować wartości pokrętłem regulacji. Po zakończeniu nacisnąć przycisk Next (dalej).
• Prepurge (wypływ gazu przed spawaniem): długość wypływania gazu na początku spawania, zanim łuk się zajarzy (w sekundach).
• Upslope (narastanie): czas (w sekundach), przez jaki prąd spawania rośnie z wartości początkowej do wartości ustalonej dla poziomu 1.
• Travel Delay (opóźnienie obrotu): czas (w sekundach) upływający od końca narastania do rozpoczęcia obrotu. Funkcja służy do uzyskania odpowiedniego wtopienia.
• Start Amps (prąd początkowy): wartość prądu, przy której następuje zajarzenie łuku.
• Start Delay (opóźnienie włączenia): opóźnienie (w sekundach) włączenia funkcji regulacji długości łuku (AGC) po zajarzeniu łuku.
• Wire Stop Delay (opóźnienie wysuwu drutu): opóźnienie (w sekundach) włączenia funkcji podawania drutu po zajarzeniu łuku.
• Pulsing – Upslope (pulsacja – narastanie): wybór prądu pulsacyjnego (Yes – tak) lub stałego (No – nie) podczas narastania.
Downslope At Home (opadanie w pozycji wyjściowej): pozostawienie tej funkcji wyłączonej spowoduje, że opadanie prądu w ramach programu wystąpi w momencie ukończenia ostatniego poziomu. Po włączeniu tej funkcji pokrętłem regulacji (ON) opadanie rozpocznie się w momencie osiągnięcia pozycji wyjściowej. Ponieważ są cztery możliwe pozycje wyjściowe, spawanie zawsze rozpoczyna się w jednej z nich. Po pełnym obrocie o 360° opadanie rozpocznie się w pozycji wyjściowej 360°.
3.7 Zaprogramowana szerokość oscylacji (bez jarzenia łuku)
• Test Mode (tryb testowy): jeśli program już napisano, uruchomienie go w trybie testowym sprawi, że oscylator będzie przesuwał uchwyt zgodnie z zaprogramowaną szerokością przez cały cykl programu.
• Run Ready Mode (tryb gotowości do pracy): a) W przypadku istniejącego programu przejść do
poziomu, w którym zastosowano oscylację z zaprogramowaną wartością.
b) Nacisnąć raz przycisk „+” regulacji szerokości oscylacji. To spowoduje, że oscylator zacznie wykonywać ruch zakosowy z zaprogramowaną wartością.
c) Aby wyłączyć oscylację, ponownie nacisnąć przycisk „+”, który spowoduje ustawienie uchwytu spawalniczego w położeniu środkowym.
Na poziomie, na którym nie zaprogramowano oscylacji (np. ścieg graniowy), naciśnięcie przycisku „+” nie wywoła żadnego działania. System będzie jednak próbował wykonać oscylację z wartością 0. W takiej sytuacji
urządzenie może sprawiać wrażenie zawieszonego. Aby wyłączyć tryb obserwacji oscylacji, nacisnąć ponownie przycisk „+”.
• Wszystkie pozostałe tryby pracy: W większości innych trybów (np. pisanie programu) przycisk „+” regulacji szerokości oscylacji spowoduje zwiększenie zaprogramowanej wartości.
a) Aby przetestować szerokość oscylacji w tych trybach, nacisnąć raz przycisk blokady AGC w lewym dolnym rogu zdalnego sterowania. To spowoduje oscylację uchwytu na każdym poziomie, na którym ją zaprogramowano.
b) Ponownie nacisnąć przycisk blokady AGC, aby wyłączyć oscylację i ustawić uchwyt w położeniu środkowym.

38 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.8 Edytowanie programu spawania
Wybór numeru spoiny do edytowania:1. Aby edytować, przesunąć kursor na polecenie Edit
(edytuj). Nacisnąć przycisk Select (wybierz).
2. Edytować parametry spawania. Kursorem zaznaczyć pozycję. Zmodyfikować pokrętłem regulacji.
Pewnych parametrów nie można zmodyfikować. Kursor pominie te pozycje.
3. Przyciskiem Next (dalej) przełączać kolejne poziomy i na bieżąco edytować.
4. Przyciskiem Enter skopiować parametry z jednego poziomu do kolejnego. Należy pamiętać, że to spowoduje nadpisanie pierwotnie podanych parametrów.
Dodawanie/usuwanie ściegów:
W trybie edycji przejść do ostatniego ściegu i poziomu. Na następnym ekranie można dodać lub usunąć ścieg w dowolnym punkcie programu.
Zapis spoiny / następna spoina:
W przypadku wybrania tego samego numeru spoiny pierwotny program zostanie nadpisany przez edytowaną spoinę. Aby utworzyć nowy program, wybrać nieużywany numer programu.
Skalowanie spoiny:
Spoiny można edytować przez zwiększenie prądu lub prędkości spawania o określoną wartość procentową zaprogramowanej prędkości. To spowoduje proporcjonalne zmodyfikowanie wartości na wszystkich poziomach i we wszystkich ściegach.

39 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.9 Kończenie programowania
Aby przejść do menu głównego, nacisnąć przycisk Main (główne). Aby od razu rozpocząć spawanie nowym programem, nacisnąć przycisk Run (uruchom).
Edytowanie programu spawania• Aby edytować, przesunąć kursor na polecenie
Edit (edytuj). Nacisnąć przycisk Select (wybierz). • Kursorem zaznaczyć pozycję. Zmodyfikować
pokrętłem regulacji.
Pewnych parametrów nie można zmodyfikować. Kursor pominie te pozycje.
• Przyciskiem Next (dalej) przełączać kolejne poziomy i na bieżąco edytować. W przypadku wybrania tego samego numeru spoiny pierwotny program zostanie nadpisany przez edytowaną spoinę.
3.10 Aktualizacja oprogramowaniaOprogramowanie modułu sterującego można aktualizo-wać. Aktualizacji nie należy przeprowadzać regularne i za-leca się ich instalację wyłącznie, jeśli niezbędna jest nowa funkcja lub naprawa konkretnego błędu. Do aktualizacji należy użyć pamięci USB. Szczegółowe instrukcje dotyczą-ce aktualizacji można uzyskać w serwisie Kemppi.
3.11 Spawanie
1. Utworzyć nowy program lub wybrać go z biblioteki.
2. Włączyć ekran gotowości/pracy.
• Ekran wyświetla stan położenia głowicy spawającej, blokad AGC i drutu.
• Ekran pozwala uruchomić wypływ gazu ochronnego lub płynu chłodzącego.
Przepływ płynu chłodzącego i gazu uruchamia się tym samym przyciskiem. Aby wybrać element, nacisnąć strzałę w górę. Tekst w prawym dolnym rogu ekranu zmienia się z wypływu gazu na wodę i odwrotnie.
3. Nacisnąć przycisk zajarzenia łuku i zacząć spawanie.
3.12 Korekta prędkości spawania
Głowica spawająca obraca się dalej od powierzchni rury niż końcówka elektrody. To sprawia, że rzeczywista prędkość obrotowa końcówki elektrody jest niższa niż głowicy spawającej.
• Współczynnik korekty = średnica obrotu głowicy spawającej podzielona przez średnicę obrotu końcówki elektrody
W przypadku dużych rur współczynnik może być niski, ale może być bardzo istotny w przypadku rur o małej średnicy, gdy modyfikujemy ułożony program pod kątem nowego rozmiaru rury.
W przypadku spawania rur grubościennych rowek stop-niowo wypełnia się, a średnica obrotu elektrody zwiększa się i zbliża się do średnicy pierścienia prowadzącego. W takich przypadkach niezbędna może okazać się zmiana średnicy we wzorze na współczynnik korekty. Współczyn-nik korekcji powinien wynosić 17 mm + głębokość rowka w danym przejściu, gdzie 17 mm to promieniowa wyso-kość pierścienia prowadzącego.

40 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.13 Gaz osłonowy
Wybrać gaz osłonowy/ochronny lub mieszankę gazów pod kątem uzyskania optymalnych wyników.
Do spawania TIG zwykle używa się 100% argonu. W pew-nych przypadkach warto użyć mieszanki, np. 95% argonu i 5% wodoru. Taka mieszanka zapewnia lepszą kontrolę nad jeziorkiem spawalniczym i mniejszą ilość wprowadzanego ciepła. Zawartość wodoru lub helu zwiększa napięcie łuku i pozwala uzyskać bardziej skupiony łuk.
W przypadku większości spoin ze stali wysokostopowej można użyć gazu obojętnego Ar 4,8. Podczas spawania łatwo utleniających się stopów warto użyć gazu o wyższej klasie czystości.
Przedmuchanie gazem ma na celu zastąpienie powietrza i innych zanieczyszczeń atmosferycznych z warstwy graniowej gazem, który podczas spawania zapobiega utlenianiu się metalu. Utlenianie metalu może prowadzić do szeregu problemów, np. utleniania warstwy graniowej, braku wtopienia, porowatości i zmian chemicznych w spoinie, które mogą mieć negatywny wpływ na właściwości mechaniczne spoiny oraz jej odporność na korozję.
Przedmuchanie gazem należy stosować podczas spa-wania stali wysokostopowej, stopów niklu i większości nieżelaznych metali. Najczęściej stosuje się argon.
Reduktor gazu / przepływomierz należy ustawić na 4 bar (60 PSI) i odpowiednie natężenie przepływu. Zalecane natężenie przepływu to 3–5 l/min dla gazu ochronnego grani i 5–10 l/min dla gazu osłonowego. Czas wypływu gazu przed spawaniem ustawić na taką wartość, aby objętość gazu ochronnego wynosiła 10-krotność gazu mieszczącego się wewnątrz rury.
Do zabezpieczenia warstwy graniowej można użyć oddzielnego gazu ochronnego. Podczas korzystania z gazu ochronnego należy użyć także reduktora z podwójnym przepływomierzem, który umożliwia korzystanie z dwóch niezależnie regulowanych obiegów gazu z butli (osłonowego i ochronnego).
41 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
3.13.1 Oczyszczanie wnętrza rury gazem obojętnym
Przepłukiwanie gazem ma na celu zastąpienie niechcianego powietrza i innych zanieczyszczeń atmosferycznych z warstwy graniowej gazem, który podczas spawania zapobiega utlenianiu się metalu. Utlenianie metalu może prowadzić do szeregu problemów, np. utleniania warstwy graniowej, braku przetopu, porowatości i zmian chemicznych w spoinie, które mogą mieć negatywny wpływ na właściwości mechaniczne spoiny oraz jej odporność na korozję.
Oczyszczania gazem należy użyć podczas spawania stali wysokostopowej, stopów niklu i większości metali nieżelaznych. Najczęściej stosuje się argon.
1. Odizolować grań spoiny przegrodą lub innym elementem.
2. Upewnić się, że w przegrodach są otwory umożliwiające przepływ gazu osłonowego przez obszar spoiny z kontrolowanym natężeniem.
3. W przypadku korzystania z argonu otwór wlotowy gazu powinien znajdować się niżej niż otwór wylotowy gazu, aby zapobiec uwięzieniu powietrza i nadmiernemu wzrostowi ciśnienia podczas spawania.
4. Otwór wylotowy powinien być tej samej wielkości lub większy niż otwór wlotowy, aby zapobiec nadmiernemu wzrostowi ciśnienia gazu.
5. Jeśli spawana jest rura o dużej średnicy, niezespawane złącza zakleić taśmą, aby zapobiec nadmiernemu wyciekowi gazu osłonowego grani.
Natężenie przepływu gazu należ dostosować do objętości komory od strony grani.
• Podstawowa zasada: natężenie wypływu gazu i czas wypływu powinny odpowiadać przedmuchaniu przestrzeni 5–10-krotnością jej objętości.
• Zalecane maksymalne natężenie przepływu: objętość i kształt elementu oczyszczanego. Zwykle wartość ta nie powinna przekraczać 40 l/min.
• Natężenie przepływu gazu i czas wypływu można obliczyć na podstawie objętości spawanego elementu z uwzględnieniem czasu. Podzielić objętość do oczyszczenia przez natężenie przepływu gazu.
• Można także określić skuteczność oczyszczania przez pomiar stężenia tlenu resztkowego analizatorem tlenu. Pomiar należy wykonać przed rozpoczęciem spawania.
6. Po zakończeniu wypływu gazu przed spawaniem zmniejszyć natężenie wypływu gazu tak, aby uzyskać jedynie niewielkie ciśnienie i uniknąć nadmiernego wzrostu ciśnienia spowodowanego ciepłem generowanym podczas spawania. Zbyt wysokie ciśnienie może spowodować zapadnięcie się grani i porowatość ściegu graniowego. Typowe natężenie wypływu gazu podczas oczyszczania rur o średnicy 10 cm (4") wynosi 4–12 l/min.
Kemppi oferuje szereg zestawów zatyczek gazu o średnicach 10–100 mm, a także miernik zawartości tlenu.
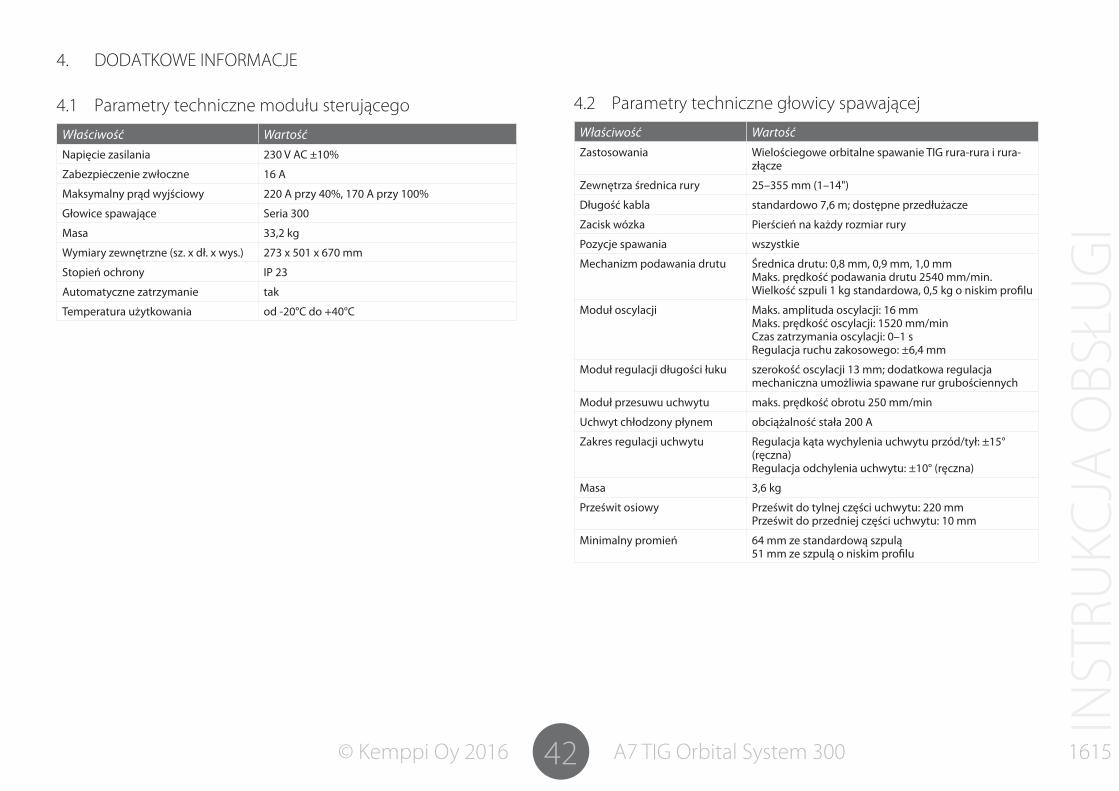
42 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
4. DODATKOWE INFORMACJE
4.1 Parametry techniczne modułu sterującego
Właściwość WartośćNapięcie zasilania 230 V AC ±10%
Zabezpieczenie zwłoczne 16 A
Maksymalny prąd wyjściowy 220 A przy 40%, 170 A przy 100%
Głowice spawające Seria 300
Masa 33,2 kg
Wymiary zewnętrzne (sz. x dł. x wys.) 273 x 501 x 670 mm
Stopień ochrony IP 23
Automatyczne zatrzymanie tak
Temperatura użytkowania od -20°C do +40°C
4.2 Parametry techniczne głowicy spawającej
Właściwość WartośćZastosowania Wielościegowe orbitalne spawanie TIG rura-rura i rura-
złącze
Zewnętrza średnica rury 25–355 mm (1–14")
Długość kabla standardowo 7,6 m; dostępne przedłużacze
Zacisk wózka Pierścień na każdy rozmiar rury
Pozycje spawania wszystkie
Mechanizm podawania drutu Średnica drutu: 0,8 mm, 0,9 mm, 1,0 mmMaks. prędkość podawania drutu 2540 mm/min. Wielkość szpuli 1 kg standardowa, 0,5 kg o niskim profilu
Moduł oscylacji Maks. amplituda oscylacji: 16 mmMaks. prędkość oscylacji: 1520 mm/minCzas zatrzymania oscylacji: 0–1 sRegulacja ruchu zakosowego: ±6,4 mm
Moduł regulacji długości łuku szerokość oscylacji 13 mm; dodatkowa regulacja mechaniczna umożliwia spawane rur grubościennych
Moduł przesuwu uchwytu maks. prędkość obrotu 250 mm/min
Uchwyt chłodzony płynem obciążalność stała 200 A
Zakres regulacji uchwytu Regulacja kąta wychylenia uchwytu przód/tył: ±15° (ręczna)Regulacja odchylenia uchwytu: ±10° (ręczna)
Masa 3,6 kg
Prześwit osiowy Prześwit do tylnej części uchwytu: 220 mm Prześwit do przedniej części uchwytu: 10 mm
Minimalny promień 64 mm ze standardową szpulą51 mm ze szpulą o niskim profilu

43 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
4.3 Dane do zamówienia
Aby wydłużyć czas eksploatacji elektrody oraz poprawić zajarzenie łuku i jego stabilność, Kemppi zaleca korzystanie z elektrod z wolframu z dodatkiem ceru i zaleca stosowanie tego materiału w elektrodach do spawania orbitalnego. 2% ceru = brak ryzyka promieniowania Te elektrody wolframowe są standardowo oznaczone na szaro.
Nr do zamówień dla elektrod wolframowych o standardowej długości (175 mm) oraz narzędzi do ostrzenia/cięcia:
Nazwa produktu Kod produktu10 szt. Średnica 1,0 mm, długość 175 mm 9873531
10 szt. Średnica 1,6 mm, długość 175 mm 9873532
10 szt. Średnica 2,4 mm, długość 175 mm 9873533
Ultima-TIG-Cut, maszyna do cięcia/ostrzenia elektrod wolframowych
6270001
Neutrix, przenośna maszyna do ostrzenia elektrod wolframowych
6270002
Auto Grind, automatyczna maszyna do cięcia/ostrzenia elektrod wolframowych
6270003
Urządzenia do cięcia elektrod wymienione powyżej można wykorzystać do cięcia i zeszlifowania standardowej elektrody wolframowej.
Nazwa produktu Kod produktuA7 TIG Orbital Controller 300 6204300
Zdalne sterowanie A7 TIG 6204301
Elektroda wolframowa, L = 175 mm, Ø = 1,0 mm, 10 szt. 9873531
Elektroda wolframowa, L = 175 mm, Ø = 1,6 mm, 10 szt. 9873532
Elektroda wolframowa, L = 175 mm, Ø = 2,4 mm, 10 szt. 9873533
Głowica spawająca orbitalna 300 6206007
Głowica spawająca orbitalna 300, materiały eksploatacyjne SP800684
Zestaw materiałów do głowicy spawającej 300 SP800685
Zestaw do spoin pachwinowych do głowicy spawającej 300 SP800686
Kątowy mechanizm AGC do głowicy spawającej 300 (z kablem uchwytu)
SP800687
Zestaw do drutów elektrodowych 1,0 mm SP800688

44 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Nazwa produktu Kod produktuKabel przedłużający – do głowicy spawającej 300, 15 m SP800689
Kabel przedłużający – do głowicy spawającej 300, 7,5 m SP800690
Kabel, pilot zdalnego sterowania, ethernet, 15 m SP800691
Reduktor z podwójnym przepływomierzem SP800680
Urządzenie ULTIMA-TIG-CUT do cięcia i ostrzenia elektrod wolframowych
6270001
Neutrix – ręczna maszyna do ostrzenia elektrod wolframowych
6270002
Auto Grind, automatyczna maszyna do cięcia/ostrzenia elektrod wolframowych
6270003
Zestaw zatyczek gazu 10–100 mm* 6206009
Miernik zawartości tlenu 10–1000 ppm 6206008
Rolka papieru do drukarki, 58 mm SP800692
* Duże zatyczki gazu dostępne na zamówienie.
Nr do zamówienia pierścieni prowadzącychRozmiar (cale)
Nr do zamówienia
Nazwa
1,750" 103854-1750 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (44,5 MM)
1,900" 103854-1900 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (48,3 MM)
2,000" 103854-2000 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (50,8 MM)
2,150" 103854-2150 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (54,0 MM)
2,375" 103854-2375 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (60,3 MM)
2,500" 103854-2500 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (63,5 MM)
2,875" 103854-2875 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (73,0 MM)
3,000" 103854-3000 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (76,2 MM)
3,250" 103854-3250 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (82,6 MM)
3,500" 103854-3500 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (88,9 MM)
4,000" 103854-4000 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (101,6 MM)
4,500" 103854-4500 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (114,3 MM)
5,560" 103854-5563 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (141,3 MM)
6,625" 103854-6625 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (168,3 MM)
8,625" 103853-8625 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (219,1 MM)
10,750" 103853-10750 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (273,1 MM)
12,750" 103853-12750 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (323,9 MM)
14,000" 103853-14000 ZESTAW PIERŚCIENI PROWADZĄCYCH, 300 (355,6 MM)
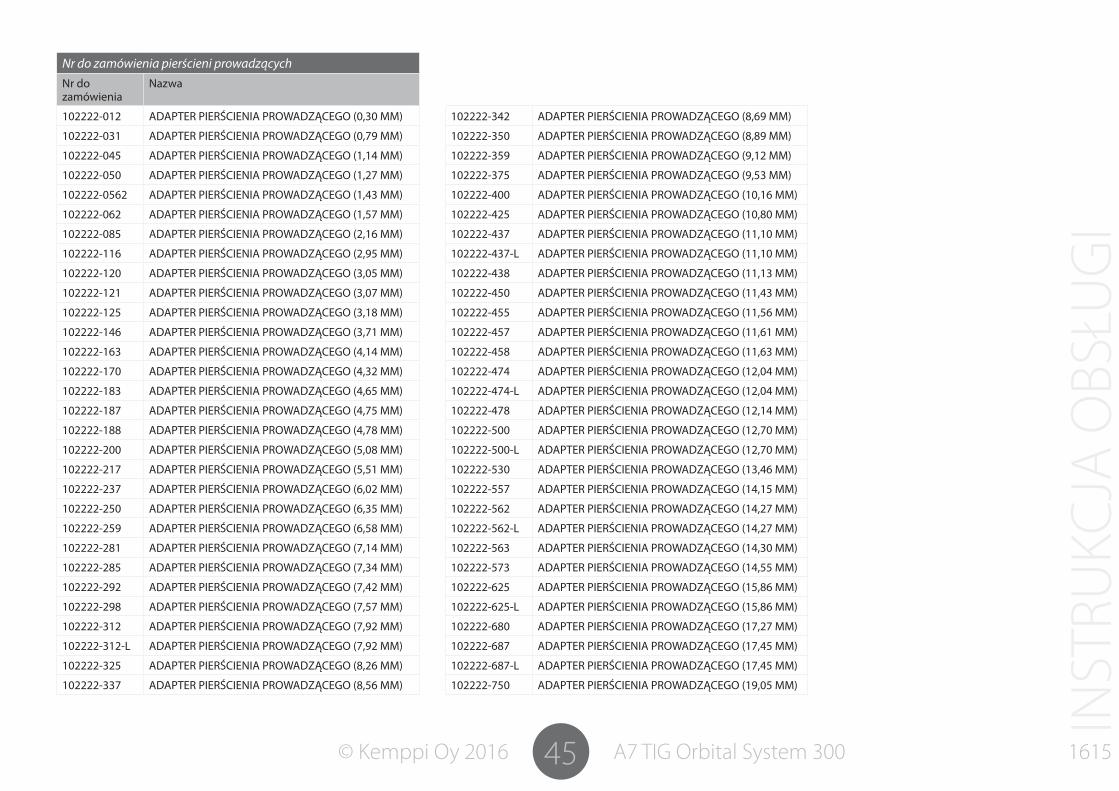
45 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Nr do zamówienia pierścieni prowadzącychNr do zamówienia
Nazwa
102222-012 ADAPTER PIERŚCIENIA PROWADZĄCEGO (0,30 MM)
102222-031 ADAPTER PIERŚCIENIA PROWADZĄCEGO (0,79 MM)
102222-045 ADAPTER PIERŚCIENIA PROWADZĄCEGO (1,14 MM)
102222-050 ADAPTER PIERŚCIENIA PROWADZĄCEGO (1,27 MM)
102222-0562 ADAPTER PIERŚCIENIA PROWADZĄCEGO (1,43 MM)
102222-062 ADAPTER PIERŚCIENIA PROWADZĄCEGO (1,57 MM)
102222-085 ADAPTER PIERŚCIENIA PROWADZĄCEGO (2,16 MM)
102222-116 ADAPTER PIERŚCIENIA PROWADZĄCEGO (2,95 MM)
102222-120 ADAPTER PIERŚCIENIA PROWADZĄCEGO (3,05 MM)
102222-121 ADAPTER PIERŚCIENIA PROWADZĄCEGO (3,07 MM)
102222-125 ADAPTER PIERŚCIENIA PROWADZĄCEGO (3,18 MM)
102222-146 ADAPTER PIERŚCIENIA PROWADZĄCEGO (3,71 MM)
102222-163 ADAPTER PIERŚCIENIA PROWADZĄCEGO (4,14 MM)
102222-170 ADAPTER PIERŚCIENIA PROWADZĄCEGO (4,32 MM)
102222-183 ADAPTER PIERŚCIENIA PROWADZĄCEGO (4,65 MM)
102222-187 ADAPTER PIERŚCIENIA PROWADZĄCEGO (4,75 MM)
102222-188 ADAPTER PIERŚCIENIA PROWADZĄCEGO (4,78 MM)
102222-200 ADAPTER PIERŚCIENIA PROWADZĄCEGO (5,08 MM)
102222-217 ADAPTER PIERŚCIENIA PROWADZĄCEGO (5,51 MM)
102222-237 ADAPTER PIERŚCIENIA PROWADZĄCEGO (6,02 MM)
102222-250 ADAPTER PIERŚCIENIA PROWADZĄCEGO (6,35 MM)
102222-259 ADAPTER PIERŚCIENIA PROWADZĄCEGO (6,58 MM)
102222-281 ADAPTER PIERŚCIENIA PROWADZĄCEGO (7,14 MM)
102222-285 ADAPTER PIERŚCIENIA PROWADZĄCEGO (7,34 MM)
102222-292 ADAPTER PIERŚCIENIA PROWADZĄCEGO (7,42 MM)
102222-298 ADAPTER PIERŚCIENIA PROWADZĄCEGO (7,57 MM)
102222-312 ADAPTER PIERŚCIENIA PROWADZĄCEGO (7,92 MM)
102222-312-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (7,92 MM)
102222-325 ADAPTER PIERŚCIENIA PROWADZĄCEGO (8,26 MM)
102222-337 ADAPTER PIERŚCIENIA PROWADZĄCEGO (8,56 MM)
102222-342 ADAPTER PIERŚCIENIA PROWADZĄCEGO (8,69 MM)
102222-350 ADAPTER PIERŚCIENIA PROWADZĄCEGO (8,89 MM)
102222-359 ADAPTER PIERŚCIENIA PROWADZĄCEGO (9,12 MM)
102222-375 ADAPTER PIERŚCIENIA PROWADZĄCEGO (9,53 MM)
102222-400 ADAPTER PIERŚCIENIA PROWADZĄCEGO (10,16 MM)
102222-425 ADAPTER PIERŚCIENIA PROWADZĄCEGO (10,80 MM)
102222-437 ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,10 MM)
102222-437-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,10 MM)
102222-438 ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,13 MM)
102222-450 ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,43 MM)
102222-455 ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,56 MM)
102222-457 ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,61 MM)
102222-458 ADAPTER PIERŚCIENIA PROWADZĄCEGO (11,63 MM)
102222-474 ADAPTER PIERŚCIENIA PROWADZĄCEGO (12,04 MM)
102222-474-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (12,04 MM)
102222-478 ADAPTER PIERŚCIENIA PROWADZĄCEGO (12,14 MM)
102222-500 ADAPTER PIERŚCIENIA PROWADZĄCEGO (12,70 MM)
102222-500-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (12,70 MM)
102222-530 ADAPTER PIERŚCIENIA PROWADZĄCEGO (13,46 MM)
102222-557 ADAPTER PIERŚCIENIA PROWADZĄCEGO (14,15 MM)
102222-562 ADAPTER PIERŚCIENIA PROWADZĄCEGO (14,27 MM)
102222-562-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (14,27 MM)
102222-563 ADAPTER PIERŚCIENIA PROWADZĄCEGO (14,30 MM)
102222-573 ADAPTER PIERŚCIENIA PROWADZĄCEGO (14,55 MM)
102222-625 ADAPTER PIERŚCIENIA PROWADZĄCEGO (15,86 MM)
102222-625-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (15,86 MM)
102222-680 ADAPTER PIERŚCIENIA PROWADZĄCEGO (17,27 MM)
102222-687 ADAPTER PIERŚCIENIA PROWADZĄCEGO (17,45 MM)
102222-687-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (17,45 MM)
102222-750 ADAPTER PIERŚCIENIA PROWADZĄCEGO (19,05 MM)

46 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
102222-750-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (19,05 MM)
102222-751 ADAPTER PIERŚCIENIA PROWADZĄCEGO (19,08 MM)
102222-781 ADAPTER PIERŚCIENIA PROWADZĄCEGO (19,84 MM)
102222-781-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (19,84 MM)
102222-809 ADAPTER PIERŚCIENIA PROWADZĄCEGO (20,55 MM)
102222-812 ADAPTER PIERŚCIENIA PROWADZĄCEGO (20,62 MM)
102222-812-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (20,62 MM)
102222-813 ADAPTER PIERŚCIENIA PROWADZĄCEGO (20,65 MM)
102222-875 ADAPTER PIERŚCIENIA PROWADZĄCEGO (22,23 MM)
102222-875-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (22,23 MM)
102222-937 ADAPTER PIERŚCIENIA PROWADZĄCEGO (23,80 MM)
102222-937-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (23,80 MM)
102222-947 ADAPTER PIERŚCIENIA PROWADZĄCEGO (24,05 MM)
102222-1000 ADAPTER PIERŚCIENIA PROWADZĄCEGO (25,40 MM)
102222-1000-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (25,40 MM)
102222-1031 ADAPTER PIERŚCIENIA PROWADZĄCEGO (26,19 MM)
102222-1062 ADAPTER PIERŚCIENIA PROWADZĄCEGO (26,97 MM)
102222-1063 ADAPTER PIERŚCIENIA PROWADZĄCEGO (27,00 MM)
102222-1063-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (27,00 MM)
102222-1219 ADAPTER PIERŚCIENIA PROWADZĄCEGO (30,96 MM)
102222-1219-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (30,96 MM)
102222-1313 ADAPTER PIERŚCIENIA PROWADZĄCEGO (33,35 MM)
102222-1375 ADAPTER PIERŚCIENIA PROWADZĄCEGO (34,93 MM)
102222-1531 ADAPTER PIERŚCIENIA PROWADZĄCEGO (38,89 MM)
102222-1531-L ADAPTER PIERŚCIENIA PROWADZĄCEGO (38,89 MM)
102222-1563 ADAPTER PIERŚCIENIA PROWADZĄCEGO (39,70 MM)
102222-1593 ADAPTER PIERŚCIENIA PROWADZĄCEGO (40,46 MM)
Adaptery pierścieni prowadzących z numerem do zamówienia zakończonym na L są przeznaczone do pierścieni o średnicy przekraczającej 8".
5. ROZWIĄZYWANIE PROBLEMÓW
5.1 Problemy z obsługą
W razie nieprawidłowego działania urządzenia należy się najpierw zapoznać z poniższymi zaleceniami dotyczącymi rozwiązywania problemów i przeprowadzić podstawowe czynności sprawdzające.
Jeśli problemu nie uda się rozwiązać z pomocą tych zaleceń, należy się skontaktować z autoryzowanym serwisem Kemppi.
Podana tu lista problemów i ich możliwych przyczyn nie jest wyczerpująca, a jedynie przedstawia niektóre typowe sytuacje, jakie mogą wystąpić podczas spawania urządzeniami A7 TIG Orbital System 300 w zwykłych warunkach eksploatacji.
Problem: Należy sprawdzić następujące elementy: Urządzenie nie działa
• Sprawdzić, czy wtyczka kabla zasilającego jest podłączona prawidłowo.
• Sprawdzić, czy instalacja zasilająca jest włączona.• Sprawdzić zabezpieczenie zasilania i wyłącznik automatyczny.• Sprawdzić, czy wyłącznik 0/I źródła zasilania jest w pozycji
włączonej.
Spoina jest zanieczyszczona lub złej jakości
• Sprawdzić dopływ gazu osłonowego.• Sprawdzić i odpowiednio ustawić przepływ gazu.• Sprawdź, czy używany gaz jest odpowiedni do danego zadania.• Sprawdzić, czy wybrano prawidłowy program spawania.
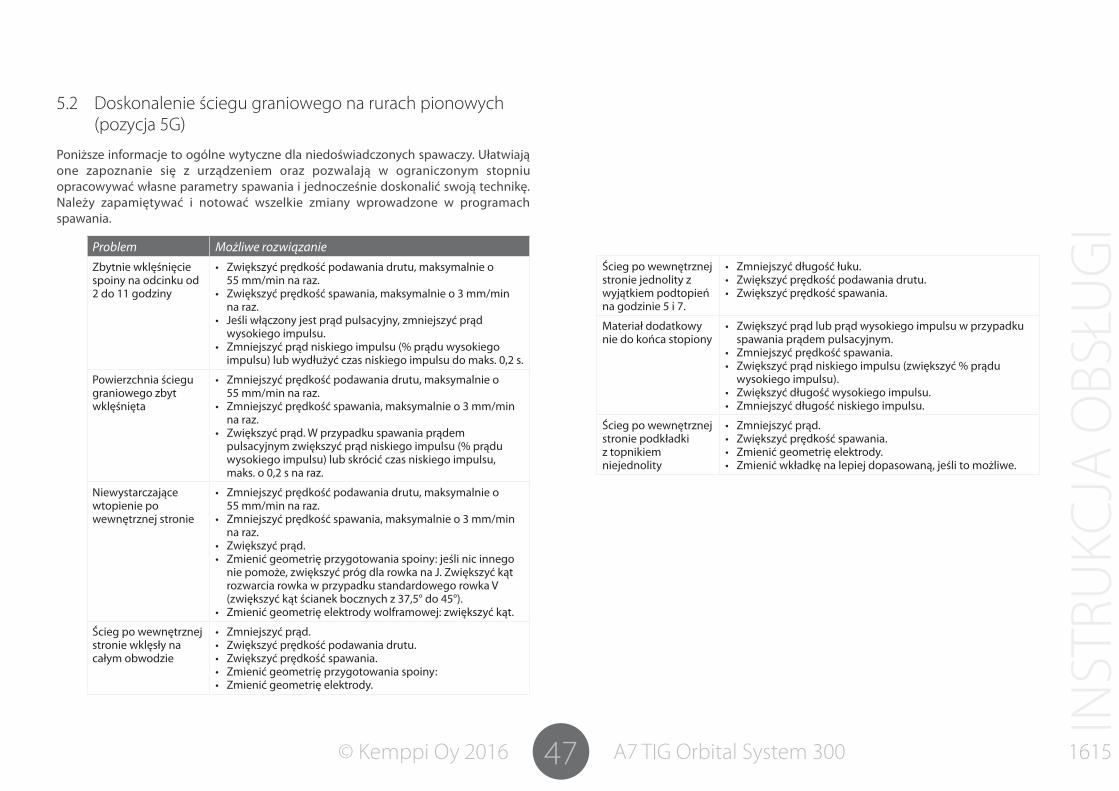
47 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
5.2 Doskonalenie ściegu graniowego na rurach pionowych (pozycja 5G)
Poniższe informacje to ogólne wytyczne dla niedoświadczonych spawaczy. Ułatwiają one zapoznanie się z urządzeniem oraz pozwalają w ograniczonym stopniu opracowywać własne parametry spawania i jednocześnie doskonalić swoją technikę. Należy zapamiętywać i notować wszelkie zmiany wprowadzone w programach spawania.
Problem Możliwe rozwiązanieZbytnie wklęśnięcie spoiny na odcinku od 2 do 11 godziny
• Zwiększyć prędkość podawania drutu, maksymalnie o 55 mm/min na raz.
• Zwiększyć prędkość spawania, maksymalnie o 3 mm/min na raz.
• Jeśli włączony jest prąd pulsacyjny, zmniejszyć prąd wysokiego impulsu.
• Zmniejszyć prąd niskiego impulsu (% prądu wysokiego impulsu) lub wydłużyć czas niskiego impulsu do maks. 0,2 s.
Powierzchnia ściegu graniowego zbyt wklęśnięta
• Zmniejszyć prędkość podawania drutu, maksymalnie o 55 mm/min na raz.
• Zmniejszyć prędkość spawania, maksymalnie o 3 mm/min na raz.
• Zwiększyć prąd. W przypadku spawania prądem pulsacyjnym zwiększyć prąd niskiego impulsu (% prądu wysokiego impulsu) lub skrócić czas niskiego impulsu, maks. o 0,2 s na raz.
Niewystarczające wtopienie po wewnętrznej stronie
• Zmniejszyć prędkość podawania drutu, maksymalnie o 55 mm/min na raz.
• Zmniejszyć prędkość spawania, maksymalnie o 3 mm/min na raz.
• Zwiększyć prąd.• Zmienić geometrię przygotowania spoiny: jeśli nic innego
nie pomoże, zwiększyć próg dla rowka na J. Zwiększyć kąt rozwarcia rowka w przypadku standardowego rowka V (zwiększyć kąt ścianek bocznych z 37,5° do 45°).
• Zmienić geometrię elektrody wolframowej: zwiększyć kąt.
Ścieg po wewnętrznej stronie wklęsły na całym obwodzie
• Zmniejszyć prąd.• Zwiększyć prędkość podawania drutu.• Zwiększyć prędkość spawania.• Zmienić geometrię przygotowania spoiny:• Zmienić geometrię elektrody.
Ścieg po wewnętrznej stronie jednolity z wyjątkiem podtopień na godzinie 5 i 7.
• Zmniejszyć długość łuku.• Zwiększyć prędkość podawania drutu.• Zwiększyć prędkość spawania.
Materiał dodatkowy nie do końca stopiony
• Zwiększyć prąd lub prąd wysokiego impulsu w przypadku spawania prądem pulsacyjnym.
• Zmniejszyć prędkość spawania.• Zwiększyć prąd niskiego impulsu (zwiększyć % prądu
wysokiego impulsu).• Zwiększyć długość wysokiego impulsu.• Zmniejszyć długość niskiego impulsu.
Ścieg po wewnętrznej stronie podkładki z topnikiem niejednolity
• Zmniejszyć prąd.• Zwiększyć prędkość spawania.• Zmienić geometrię elektrody.• Zmienić wkładkę na lepiej dopasowaną, jeśli to możliwe.
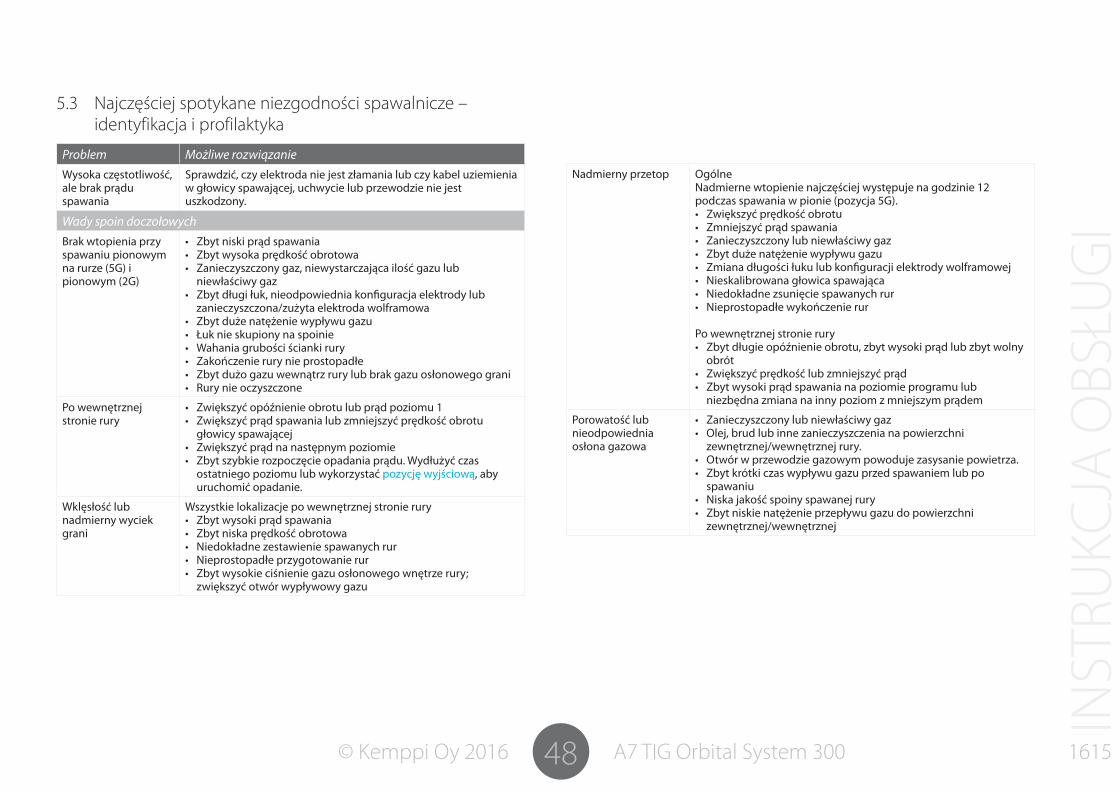
48 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
5.3 Najczęściej spotykane niezgodności spawalnicze – identyfikacja i profilaktyka
Problem Możliwe rozwiązanieWysoka częstotliwość, ale brak prądu spawania
Sprawdzić, czy elektroda nie jest złamania lub czy kabel uziemienia w głowicy spawającej, uchwycie lub przewodzie nie jest uszkodzony.
Wady spoin doczołowychBrak wtopienia przy spawaniu pionowym na rurze (5G) i pionowym (2G)
• Zbyt niski prąd spawania• Zbyt wysoka prędkość obrotowa• Zanieczyszczony gaz, niewystarczająca ilość gazu lub
niewłaściwy gaz• Zbyt długi łuk, nieodpowiednia konfiguracja elektrody lub
zanieczyszczona/zużyta elektroda wolframowa• Zbyt duże natężenie wypływu gazu• Łuk nie skupiony na spoinie• Wahania grubości ścianki rury• Zakończenie rury nie prostopadłe• Zbyt dużo gazu wewnątrz rury lub brak gazu osłonowego grani• Rury nie oczyszczone
Po wewnętrznej stronie rury
• Zwiększyć opóźnienie obrotu lub prąd poziomu 1• Zwiększyć prąd spawania lub zmniejszyć prędkość obrotu
głowicy spawającej• Zwiększyć prąd na następnym poziomie• Zbyt szybkie rozpoczęcie opadania prądu. Wydłużyć czas
ostatniego poziomu lub wykorzystać pozycję wyjściową, aby uruchomić opadanie.
Wklęsłość lub nadmierny wyciek grani
Wszystkie lokalizacje po wewnętrznej stronie rury• Zbyt wysoki prąd spawania• Zbyt niska prędkość obrotowa• Niedokładne zestawienie spawanych rur• Nieprostopadłe przygotowanie rur• Zbyt wysokie ciśnienie gazu osłonowego wnętrze rury;
zwiększyć otwór wypływowy gazu
Nadmierny przetop OgólneNadmierne wtopienie najczęściej występuje na godzinie 12 podczas spawania w pionie (pozycja 5G).• Zwiększyć prędkość obrotu• Zmniejszyć prąd spawania• Zanieczyszczony lub niewłaściwy gaz• Zbyt duże natężenie wypływu gazu• Zmiana długości łuku lub konfiguracji elektrody wolframowej• Nieskalibrowana głowica spawająca• Niedokładne zsunięcie spawanych rur• Nieprostopadłe wykończenie rur
Po wewnętrznej stronie rury• Zbyt długie opóźnienie obrotu, zbyt wysoki prąd lub zbyt wolny
obrót• Zwiększyć prędkość lub zmniejszyć prąd• Zbyt wysoki prąd spawania na poziomie programu lub
niezbędna zmiana na inny poziom z mniejszym prądem
Porowatość lub nieodpowiednia osłona gazowa
• Zanieczyszczony lub niewłaściwy gaz• Olej, brud lub inne zanieczyszczenia na powierzchni
zewnętrznej/wewnętrznej rury.• Otwór w przewodzie gazowym powoduje zasysanie powietrza.• Zbyt krótki czas wypływu gazu przed spawaniem lub po
spawaniu• Niska jakość spoiny spawanej rury• Zbyt niskie natężenie przepływu gazu do powierzchni
zewnętrznej/wewnętrznej
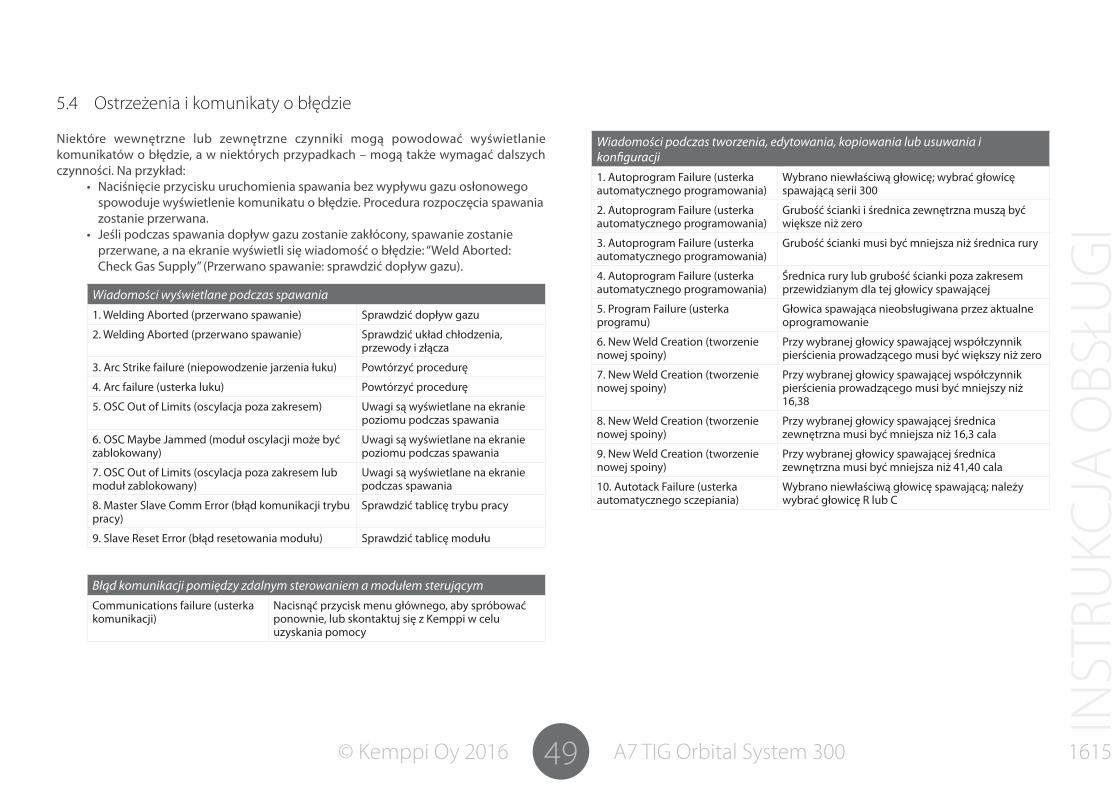
49 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
5.4 Ostrzeżenia i komunikaty o błędzie
Niektóre wewnętrzne lub zewnętrzne czynniki mogą powodować wyświetlanie komunikatów o błędzie, a w niektórych przypadkach – mogą także wymagać dalszych czynności. Na przykład:
• Naciśnięcie przycisku uruchomienia spawania bez wypływu gazu osłonowego spowoduje wyświetlenie komunikatu o błędzie. Procedura rozpoczęcia spawania zostanie przerwana.
• Jeśli podczas spawania dopływ gazu zostanie zakłócony, spawanie zostanie przerwane, a na ekranie wyświetli się wiadomość o błędzie: “Weld Aborted: Check Gas Supply” (Przerwano spawanie: sprawdzić dopływ gazu).
Wiadomości wyświetlane podczas spawania1. Welding Aborted (przerwano spawanie) Sprawdzić dopływ gazu
2. Welding Aborted (przerwano spawanie) Sprawdzić układ chłodzenia, przewody i złącza
3. Arc Strike failure (niepowodzenie jarzenia łuku) Powtórzyć procedurę
4. Arc failure (usterka luku) Powtórzyć procedurę
5. OSC Out of Limits (oscylacja poza zakresem) Uwagi są wyświetlane na ekranie poziomu podczas spawania
6. OSC Maybe Jammed (moduł oscylacji może być zablokowany)
Uwagi są wyświetlane na ekranie poziomu podczas spawania
7. OSC Out of Limits (oscylacja poza zakresem lub moduł zablokowany)
Uwagi są wyświetlane na ekranie podczas spawania
8. Master Slave Comm Error (błąd komunikacji trybu pracy)
Sprawdzić tablicę trybu pracy
9. Slave Reset Error (błąd resetowania modułu) Sprawdzić tablicę modułu
Błąd komunikacji pomiędzy zdalnym sterowaniem a modułem sterującymCommunications failure (usterka komunikacji)
Nacisnąć przycisk menu głównego, aby spróbować ponownie, lub skontaktuj się z Kemppi w celu uzyskania pomocy
Wiadomości podczas tworzenia, edytowania, kopiowania lub usuwania i konfiguracji1. Autoprogram Failure (usterka automatycznego programowania)
Wybrano niewłaściwą głowicę; wybrać głowicę spawającą serii 300
2. Autoprogram Failure (usterka automatycznego programowania)
Grubość ścianki i średnica zewnętrzna muszą być większe niż zero
3. Autoprogram Failure (usterka automatycznego programowania)
Grubość ścianki musi być mniejsza niż średnica rury
4. Autoprogram Failure (usterka automatycznego programowania)
Średnica rury lub grubość ścianki poza zakresem przewidzianym dla tej głowicy spawającej
5. Program Failure (usterka programu)
Głowica spawająca nieobsługiwana przez aktualne oprogramowanie
6. New Weld Creation (tworzenie nowej spoiny)
Przy wybranej głowicy spawającej współczynnik pierścienia prowadzącego musi być większy niż zero
7. New Weld Creation (tworzenie nowej spoiny)
Przy wybranej głowicy spawającej współczynnik pierścienia prowadzącego musi być mniejszy niż 16,38
8. New Weld Creation (tworzenie nowej spoiny)
Przy wybranej głowicy spawającej średnica zewnętrzna musi być mniejsza niż 16,3 cala
9. New Weld Creation (tworzenie nowej spoiny)
Przy wybranej głowicy spawającej średnica zewnętrzna musi być mniejsza niż 41,40 cala
10. Autotack Failure (usterka automatycznego sczepiania)
Wybrano niewłaściwą głowicę spawającą; należy wybrać głowicę R lub C
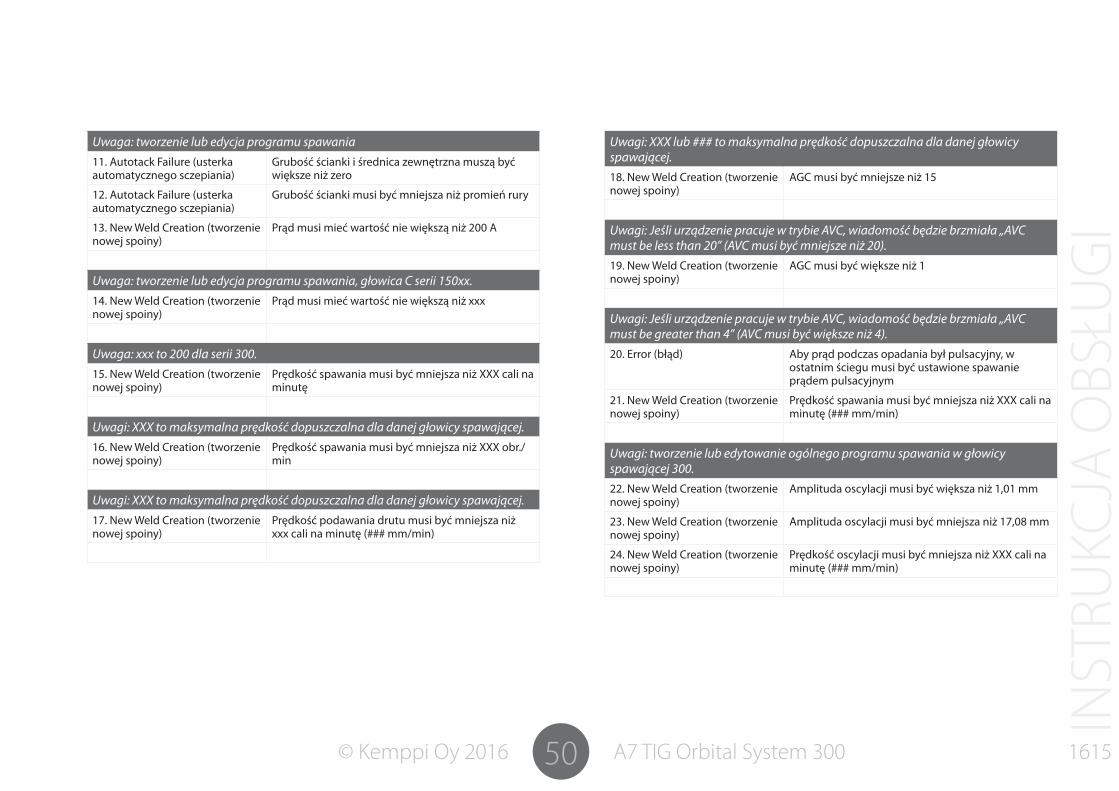
50 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Uwaga: tworzenie lub edycja programu spawania11. Autotack Failure (usterka automatycznego sczepiania)
Grubość ścianki i średnica zewnętrzna muszą być większe niż zero
12. Autotack Failure (usterka automatycznego sczepiania)
Grubość ścianki musi być mniejsza niż promień rury
13. New Weld Creation (tworzenie nowej spoiny)
Prąd musi mieć wartość nie większą niż 200 A
Uwaga: tworzenie lub edycja programu spawania, głowica C serii 150xx.14. New Weld Creation (tworzenie nowej spoiny)
Prąd musi mieć wartość nie większą niż xxx
Uwaga: xxx to 200 dla serii 300.15. New Weld Creation (tworzenie nowej spoiny)
Prędkość spawania musi być mniejsza niż XXX cali na minutę
Uwagi: XXX to maksymalna prędkość dopuszczalna dla danej głowicy spawającej.16. New Weld Creation (tworzenie nowej spoiny)
Prędkość spawania musi być mniejsza niż XXX obr./min
Uwagi: XXX to maksymalna prędkość dopuszczalna dla danej głowicy spawającej.17. New Weld Creation (tworzenie nowej spoiny)
Prędkość podawania drutu musi być mniejsza niż xxx cali na minutę (### mm/min)
Uwagi: XXX lub ### to maksymalna prędkość dopuszczalna dla danej głowicy spawającej.18. New Weld Creation (tworzenie nowej spoiny)
AGC musi być mniejsze niż 15
Uwagi: Jeśli urządzenie pracuje w trybie AVC, wiadomość będzie brzmiała „AVC must be less than 20” (AVC musi być mniejsze niż 20).19. New Weld Creation (tworzenie nowej spoiny)
AGC musi być większe niż 1
Uwagi: Jeśli urządzenie pracuje w trybie AVC, wiadomość będzie brzmiała „AVC must be greater than 4” (AVC musi być większe niż 4).20. Error (błąd) Aby prąd podczas opadania był pulsacyjny, w
ostatnim ściegu musi być ustawione spawanie prądem pulsacyjnym
21. New Weld Creation (tworzenie nowej spoiny)
Prędkość spawania musi być mniejsza niż XXX cali na minutę (### mm/min)
Uwagi: tworzenie lub edytowanie ogólnego programu spawania w głowicy spawającej 300.22. New Weld Creation (tworzenie nowej spoiny)
Amplituda oscylacji musi być większa niż 1,01 mm
23. New Weld Creation (tworzenie nowej spoiny)
Amplituda oscylacji musi być mniejsza niż 17,08 mm
24. New Weld Creation (tworzenie nowej spoiny)
Prędkość oscylacji musi być mniejsza niż XXX cali na minutę (### mm/min)
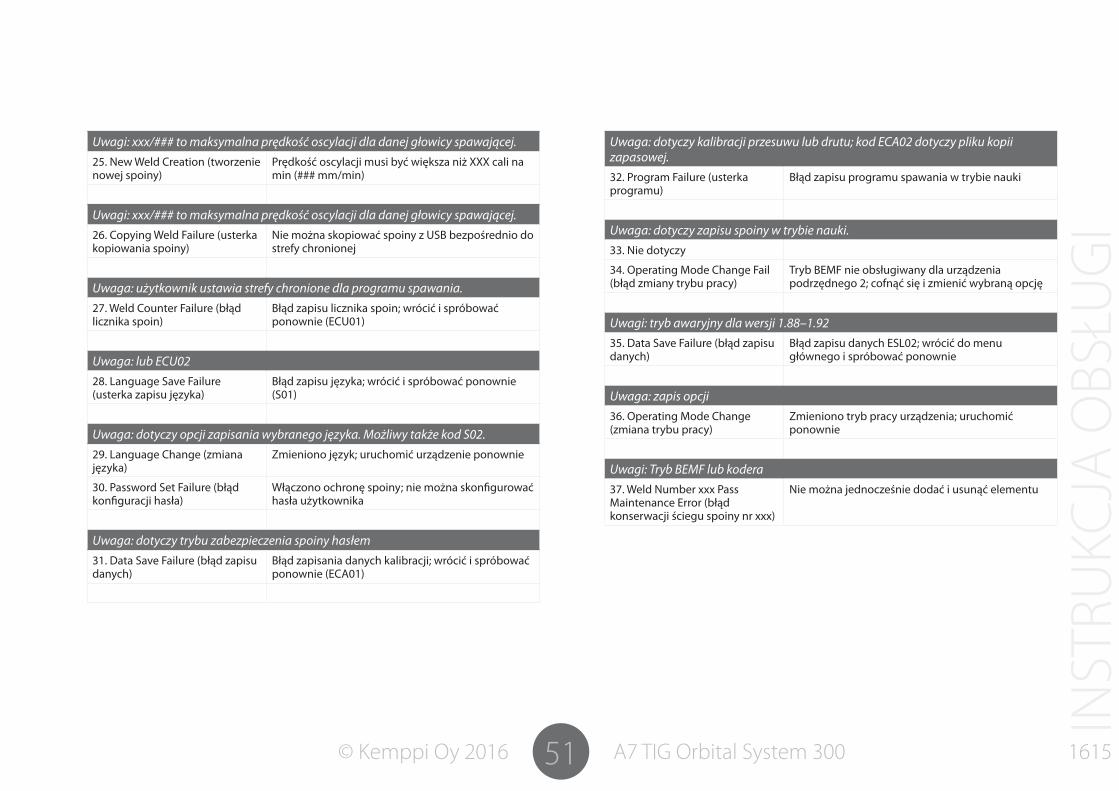
51 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Uwagi: xxx/### to maksymalna prędkość oscylacji dla danej głowicy spawającej.25. New Weld Creation (tworzenie nowej spoiny)
Prędkość oscylacji musi być większa niż XXX cali na min (### mm/min)
Uwagi: xxx/### to maksymalna prędkość oscylacji dla danej głowicy spawającej.26. Copying Weld Failure (usterka kopiowania spoiny)
Nie można skopiować spoiny z USB bezpośrednio do strefy chronionej
Uwaga: użytkownik ustawia strefy chronione dla programu spawania.27. Weld Counter Failure (błąd licznika spoin)
Błąd zapisu licznika spoin; wrócić i spróbować ponownie (ECU01)
Uwaga: lub ECU0228. Language Save Failure (usterka zapisu języka)
Błąd zapisu języka; wrócić i spróbować ponownie (S01)
Uwaga: dotyczy opcji zapisania wybranego języka. Możliwy także kod S02.29. Language Change (zmiana języka)
Zmieniono język; uruchomić urządzenie ponownie
30. Password Set Failure (błąd konfiguracji hasła)
Włączono ochronę spoiny; nie można skonfigurować hasła użytkownika
Uwaga: dotyczy trybu zabezpieczenia spoiny hasłem31. Data Save Failure (błąd zapisu danych)
Błąd zapisania danych kalibracji; wrócić i spróbować ponownie (ECA01)
Uwaga: dotyczy kalibracji przesuwu lub drutu; kod ECA02 dotyczy pliku kopii zapasowej.32. Program Failure (usterka programu)
Błąd zapisu programu spawania w trybie nauki
Uwaga: dotyczy zapisu spoiny w trybie nauki.33. Nie dotyczy
34. Operating Mode Change Fail (błąd zmiany trybu pracy)
Tryb BEMF nie obsługiwany dla urządzenia podrzędnego 2; cofnąć się i zmienić wybraną opcję
Uwagi: tryb awaryjny dla wersji 1.88–1.9235. Data Save Failure (błąd zapisu danych)
Błąd zapisu danych ESL02; wrócić do menu głównego i spróbować ponownie
Uwaga: zapis opcji36. Operating Mode Change (zmiana trybu pracy)
Zmieniono tryb pracy urządzenia; uruchomić ponownie
Uwagi: Tryb BEMF lub kodera37. Weld Number xxx Pass Maintenance Error (błąd konserwacji ściegu spoiny nr xxx)
Nie można jednocześnie dodać i usunąć elementu
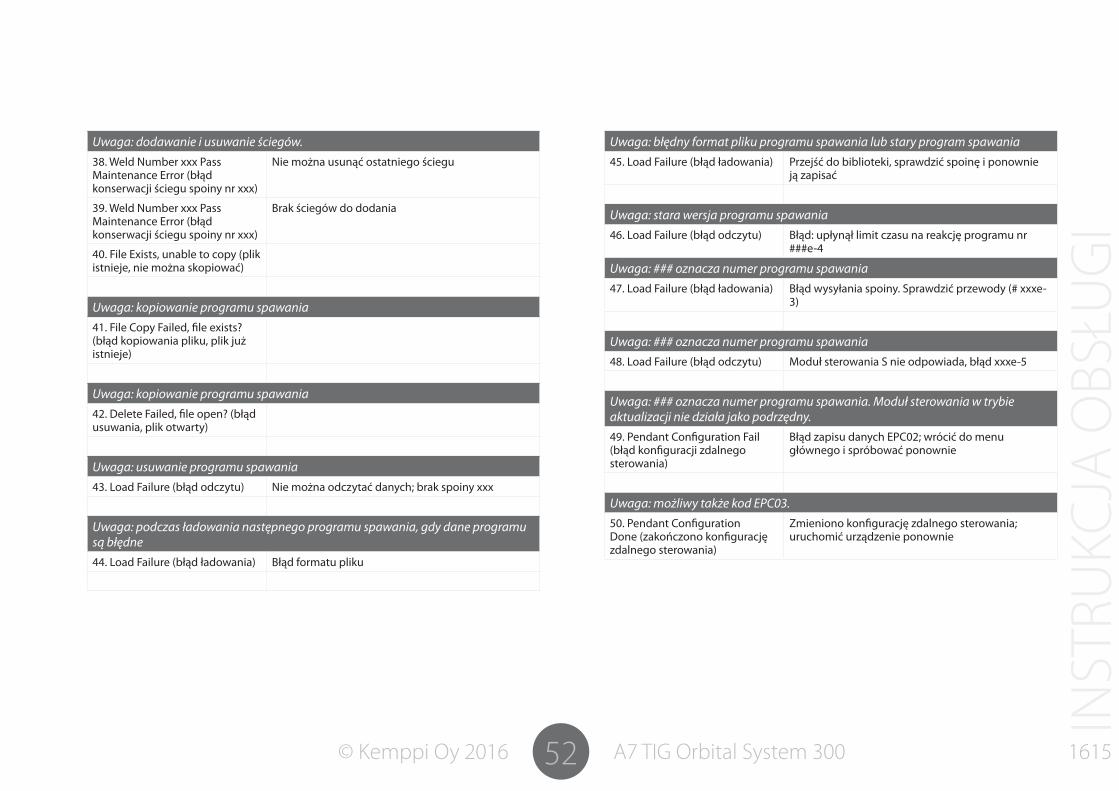
52 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
Uwaga: dodawanie i usuwanie ściegów.38. Weld Number xxx Pass Maintenance Error (błąd konserwacji ściegu spoiny nr xxx)
Nie można usunąć ostatniego ściegu
39. Weld Number xxx Pass Maintenance Error (błąd konserwacji ściegu spoiny nr xxx)
Brak ściegów do dodania
40. File Exists, unable to copy (plik istnieje, nie można skopiować)
Uwaga: kopiowanie programu spawania41. File Copy Failed, file exists? (błąd kopiowania pliku, plik już istnieje)
Uwaga: kopiowanie programu spawania42. Delete Failed, file open? (błąd usuwania, plik otwarty)
Uwaga: usuwanie programu spawania43. Load Failure (błąd odczytu) Nie można odczytać danych; brak spoiny xxx
Uwaga: podczas ładowania następnego programu spawania, gdy dane programu są błędne44. Load Failure (błąd ładowania) Błąd formatu pliku
Uwaga: błędny format pliku programu spawania lub stary program spawania45. Load Failure (błąd ładowania) Przejść do biblioteki, sprawdzić spoinę i ponownie
ją zapisać
Uwaga: stara wersja programu spawania46. Load Failure (błąd odczytu) Błąd: upłynął limit czasu na reakcję programu nr
###e-4
Uwaga: ### oznacza numer programu spawania47. Load Failure (błąd ładowania) Błąd wysyłania spoiny. Sprawdzić przewody (# xxxe-
3)
Uwaga: ### oznacza numer programu spawania48. Load Failure (błąd odczytu) Moduł sterowania S nie odpowiada, błąd xxxe-5
Uwaga: ### oznacza numer programu spawania. Moduł sterowania w trybie aktualizacji nie działa jako podrzędny.49. Pendant Configuration Fail (błąd konfiguracji zdalnego sterowania)
Błąd zapisu danych EPC02; wrócić do menu głównego i spróbować ponownie
Uwaga: możliwy także kod EPC03.50. Pendant Configuration Done (zakończono konfigurację zdalnego sterowania)
Zmieniono konfigurację zdalnego sterowania; uruchomić urządzenie ponownie
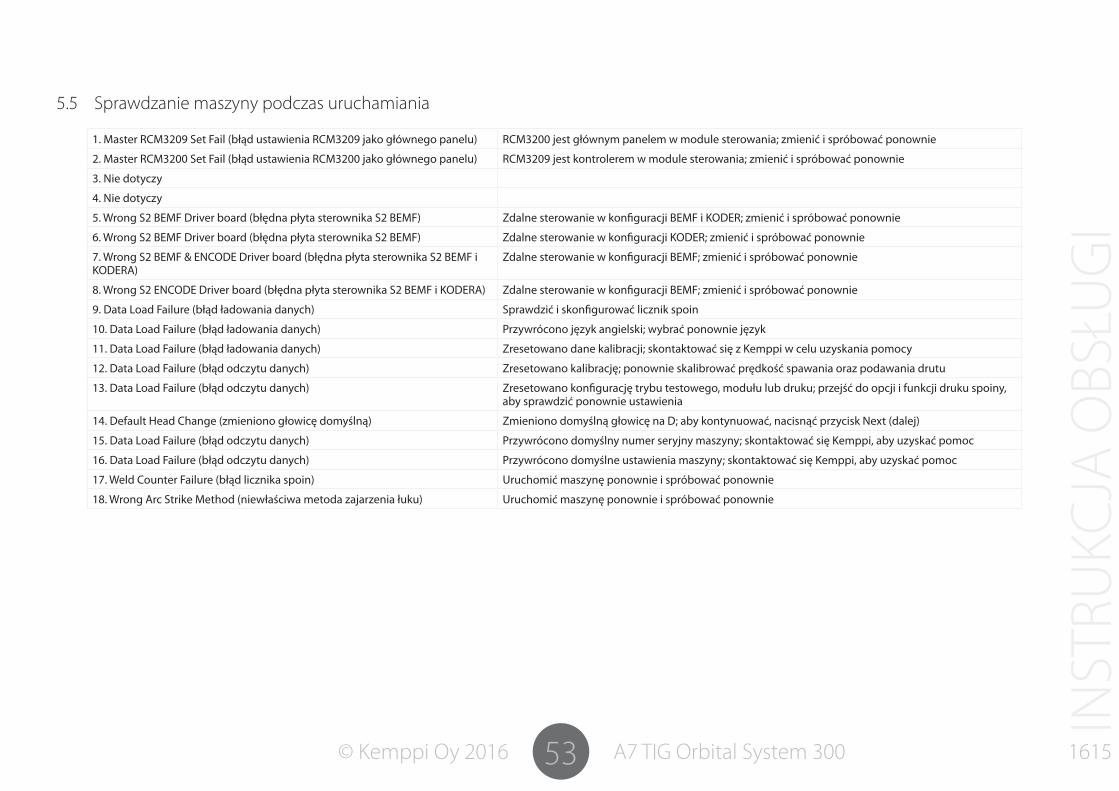
53 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
5.5 Sprawdzanie maszyny podczas uruchamiania
1. Master RCM3209 Set Fail (błąd ustawienia RCM3209 jako głównego panelu) RCM3200 jest głównym panelem w module sterowania; zmienić i spróbować ponownie
2. Master RCM3200 Set Fail (błąd ustawienia RCM3200 jako głównego panelu) RCM3209 jest kontrolerem w module sterowania; zmienić i spróbować ponownie
3. Nie dotyczy
4. Nie dotyczy
5. Wrong S2 BEMF Driver board (błędna płyta sterownika S2 BEMF) Zdalne sterowanie w konfiguracji BEMF i KODER; zmienić i spróbować ponownie
6. Wrong S2 BEMF Driver board (błędna płyta sterownika S2 BEMF) Zdalne sterowanie w konfiguracji KODER; zmienić i spróbować ponownie
7. Wrong S2 BEMF & ENCODE Driver board (błędna płyta sterownika S2 BEMF i KODERA)
Zdalne sterowanie w konfiguracji BEMF; zmienić i spróbować ponownie
8. Wrong S2 ENCODE Driver board (błędna płyta sterownika S2 BEMF i KODERA) Zdalne sterowanie w konfiguracji BEMF; zmienić i spróbować ponownie
9. Data Load Failure (błąd ładowania danych) Sprawdzić i skonfigurować licznik spoin
10. Data Load Failure (błąd ładowania danych) Przywrócono język angielski; wybrać ponownie język
11. Data Load Failure (błąd ładowania danych) Zresetowano dane kalibracji; skontaktować się z Kemppi w celu uzyskania pomocy
12. Data Load Failure (błąd odczytu danych) Zresetowano kalibrację; ponownie skalibrować prędkość spawania oraz podawania drutu
13. Data Load Failure (błąd odczytu danych) Zresetowano konfigurację trybu testowego, modułu lub druku; przejść do opcji i funkcji druku spoiny, aby sprawdzić ponownie ustawienia
14. Default Head Change (zmieniono głowicę domyślną) Zmieniono domyślną głowicę na D; aby kontynuować, nacisnąć przycisk Next (dalej)
15. Data Load Failure (błąd odczytu danych) Przywrócono domyślny numer seryjny maszyny; skontaktować się Kemppi, aby uzyskać pomoc
16. Data Load Failure (błąd odczytu danych) Przywrócono domyślne ustawienia maszyny; skontaktować się Kemppi, aby uzyskać pomoc
17. Weld Counter Failure (błąd licznika spoin) Uruchomić maszynę ponownie i spróbować ponownie
18. Wrong Arc Strike Method (niewłaściwa metoda zajarzenia łuku) Uruchomić maszynę ponownie i spróbować ponownie

54 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
5.6 Komunikaty systemowe
1. Disk full warning (ostrzeżenie o pełnym dysku)
Za mało miejsca na dysku; należy pobrać wydrukowaną spoinę lub plik do kontroli jakości
2. Update Failure (błąd aktualizacji)
Pamięć USB nie gotowa; sprawdzić i ponownie uruchomić aktualizację
3. Update Failure (błąd aktualizacji)
Pieprawidłowa pamięć USB w porcie USB; sprawdzić pamięć USB i ponownie uruchomić aktualizację
5.7 Przyczyny błędów w module sterującymPewne usterki mogą spowodować natychmiastowe zgaszenie łuku lub uniemożliwienie zajarzenia łuku na początku spawania. Przykłady usterek, które mogą to powodować:
• niewystarczające natężenie przepływu płynu chłodniczego,• niewystarczające natężenie przepływu gazu,• zbyt wysokie napięcie łuku,• zbyt niskie napięcie łuku,• zetknięcie elektrody wolframowej z elementem spawanym,• wszelkie przerwanie łuku.
55 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
6. KONSERWACJA
Przy planowaniu konserwacji urządzenia należy brać pod uwagę intensywność i warunki jego eksploatacji.
Prawidłowa obsługa i regularna konserwacja pomogą uniknąć nieprzewidzianych przerw w pracy i uszkodzeń urządzenia.
Przed przystąpieniem do pracy z przewodami elektrycznymi trzeba odłączyć urządzenie od zasilania.
6.1 Zapobieganie obrotowi elektrody wolframowej niewspółśrodkowo w stosunku do średnicy zewnętrznej rury
Unikanie niepełnego wtopienia i nierównej szerokości ściegu:• Utrzymać identyczny odstęp (tolerancja ±0,1 mm) elektrody od powierzchni
przez cały obrót wokół elementu spawanego.• Podczas zamawiania oprawki pierścieniowej określić rozmiar z dokładnością do
±0,5 mm.
Aby unikać bicia podczas obrotu elektrody wokół rury, użyć zewnętrznych zacisków mocujących lub przedłużonych oprawek pierścieniowych.
6.2 Konserwacja okresowa
Konserwacji okresowej powinna dokonywać wyłącznie odpowiednio wykwalifikowana osoba. Przed zdjęciem dowolnej części urządzenia trzeba odłączyć urządzenie od zasilania i odczekać około 2 minut w celu rozładowania kondensatorów.
Co najmniej raz na sześć miesięcy należy:
• sprawdzić stan styków elektrycznych wewnątrz urządzenia – części utlenione należy oczyścić, a części poluzowane – dokręcić.
Do czyszczenia nie wolno używać sprężonego powietrza – grozi to wciśnięciem kurzu w otwory elementów chłodzących.
Nie wolno używać urządzeń do mycia ciśnieniowego.
Napraw urządzeń Kemppi powinien dokonywać wyłącznie autoryzowany serwis.
Kalibracja
System należy kalibrować co dwanaście (12) miesięcy. Szczegółowe instrukcje można uzyskać w Kemppi.
56 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
6.3 Konserwacja głowicy spawającej
Głowice spawające serii 300 wymagają jedynie minimum konserwacji w terenie. Głowicy spawającej nie trzeba smarować, ponieważ wszystkie łożyska są samosmarujące lub suche. Przekładnie i koła zębate są smarowane podczas produkcji lub działają na sucho ze względu na niskie prędkości i niewielkie obciążenia.
W przypadku jakichkolwiek problemów z wewnętrznymi podzespołami maszynowymi należy skontaktować się z producentem. Choć pewne terenowe czynności konserwacyjne, np. wymiana silnika, można wykonać przy użyciu standardowych narzędzi ręcznych, do wykonania bardziej złożonych czynności, zadań lub regulacji mogą być niezbędne specjalne procedury. Firma Kemppi oferuje usługę szybkiego serwisowania wszystkich urządzeń.
6.3.1 Konserwacja elementów zewnętrznych
Łańcuch jest wyposażony w zamknięte trwale nasma-rowane łożyska i nie wymaga smarowania. Sprawdzić i oczyścić wał modułu oscylacji, na którym zamontowane są uchwyt spawalniczy i mechanizm AGC. Usunąć wszelkie ciała obce i odpryski.
6.3.2 Montaż zestawu do uzyskania niskiego profilu
Aby uzyskać minimalny łuk promieniowy 51 mm, należy wymienić dwa elementy głowicy spawającej:
• uchwyt montażowy szpuli drutu elektrodowego,• miedziane mocowanie uchwytu.
Standardową szpulę drutu o masie 1 kg montuje się w głowicy spawającej jednym wkrętem z łbem gniazdowym.
1. Wykręcić wkręt wkrętakiem sześciokątnym dostarczonym wraz z narzędziami.
2. Wymienić uchwyt montażowy na specjalny uchwyt niskoprofilowy do szpul 0,5 kg.
3. Aby uzyskać minimalny łuk promieniowy, wymienić miedziane mocowanie elektrody na plastikowe 102727-1.
6.3.3 Wymiana przewodów uchwytu
Przewód uchwytu spawalniczego można wymienić w terenie. Nadmiernie zużyte lub uszkodzone kable można odesłać do renowacji u producenta.
1. Zdemontować szarą osłonę z PVC w tylnej części obudowy traktora. W tym celu wykręcić śruby imbusowe.
2. Zdemontować okrągłą zatyczkę z PVC z tylnej części obudowy traktora.
3. Zdemontować także niewielki zacisk zabezpieczający z PVC z przedniej części obudowy traktora.
4. Zdemontować blok uchwytu i izolatora ze wspornika AGC. W tym celu wykręcić dwa płaskie wkręty z łbem gniazdowym.
5. Odkręcić mosiężny kołnierz przewodu doprowadzania płynu chłodzącego w miejscu połączenia z tylną częścią obudowy maszyny.
6. Zdemontować przewód ze złącza hydraulicznego. 7. Odłączyć przewód w miejscu, w którym wychodzi
z urządzenia w kierunku uchwytu. Aby odkręcić mosiężne złącze, użyć śrubokrętu płaskiego.
8. Delikatnie wysunąć złącze z otworu w tylnej części obudowy traktora.
9. Odłączyć złącze. 10. Zdemontować stary przewód uchwytu.11. Umieścić nowy przewód w odpowiednich
rowkach w obudowie traktora i wykonać powyższe czynności w odwrotnym porządku.
6.3.4 Konserwacja dyszy mechanizmu podawania drutu
Dysza mechanizmu podawania drutu czasami blokuje się przez opiłki metalu lub inne zanieczyszczenia ze względu na przesuwający się drut elektrodowy.
• W takim wypadku należy oczyścić lub wymienić dyszę mechanizmu podawania drutu.
Objawem tego problemu jest nierówne podawanie drutu z dyszy, szczególnie w przypadku drutów pokrytych miedzią, ponieważ powłoka z miedzi łuszczy się pod naciskiem rolki podającej podajnika drutu.
Czasami dysza blokuje się z powodu nierównego ułożenia drutu w miejscu podawania do podajnika.
1. Upewnić się, że niewielki fragment drutu elektrodowego jest odpowiednio wyrównany z rowkiem w rolce podającej.
2. W przeciwnym wypadku należy odpowiednio ustawić drut przez poluzowanie zacisku pozycjonującego i ponowne dokręcenie go.
57 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
6.3.5 Konserwacja układu chłodzenia płynem / przepłukiwanie przewodów uchwytu
• Regularnie przepłukiwać chłodnicę w układzie chłodzenia.
• Zastosować algicydy, aby zapobiec pojawieniu się glonów w zbiorniku (w miejscach, gdzie stanowi to problem).
Wszelkie niedrożności można łatwo usunąć – wystarczy zamienić miejscami złącza wlotowe i wylotowe kabla uchwytu oraz przepłukać przewód. Standardowe natężenie przepływu wody przez nowy przewód wynosi 0,6 l/min.
Jeśli temperatura płynu w zbiorniku jest wyższa niż otoczenia lub jeśli obudowa głowicy spawającej jest bardziej rozgrzana niż zwykle, natężenie przepływu przez przewód uchwytu mogło spaść. Taka sytuacja może wystąpić, jeśli w zbiorniku pojawiły się glony lub jeśli w lokalnie dostępnej wodzie jest nadmiar rozpuszczalnych minerałów. Sytuacje skrajne:
• Oddać przewód uchwytu do serwisu w celu wymiany węży.
6.3.6 Konserwacja podzespołów uchwytu spawalniczego
• Uchwyt jest kompatybilny ze standardowymi podzespołami eksploatacyjnymi.
• Korpusy oprawek pierścieniowych, oprawki pierścieniowe i ochronne osłony gazowe to elementy eksploatacyjne, które należy regularnie kontrolować i wymieniać.
• Aby układ regulacji długości łuku (AGC) działa prawidłowo, elektroda wolframowa musi być ciasno zamocowana w uchwycie.
Podczas montażu elektrody wolframowej korpus oprawki pierścieniowej należy dokładnie docisnąć mocowaniem elektrody lub kluczem do oprawek. Zbytnie dociśnięcie spowoduje odkształcenie oprawki pierścieniowej i powierzchni styku pomiędzy elektrodą wolframową a oprawką.
• W przypadku odkształcenia oprawki pierścieniowej należy ją wymienić.
• W przypadku wszystkich prac, w których można zastosować większą ochronną osłonę gazową należy stosować soczewkę gazową, a nie standardowy wieloczęściowy.
• Soczewki zapewniają lepszą osłonę spoiny gazem niż standardowe dysze, szczególnie w przypadku przeciągów.
Gdy odpryski lub oleiste osady zablokują ekrany siatkowe soczewki gazowej, należy ją wymienić. Objawy niedrożności soczewki pierścieniowej:
• porowatość spoiny,• zaczernienie elektrody lub powierzchni spoiny,• nierówny ruch mechanizmu AGC.
1. Wkręcić ceramiczną osłonę gazową do korpusu oprawki pierścieniowej tak, aby dokładnie stykała się z gumową powłoką korpusu uchwytu.
Jeśli ceramiczna dysza gazowa nie jest prawidłowo osadzona, może to spowodować zasysanie tlenu do gazu osłonowego i porowatość spoiny. Jeśli odpryski spawalnicze utrudniają nakręcenie ochronnej osłony gazowej, należy ją wymienić.
Jeśli nie można użyć mocowania elektrody uchwytu, korpus oprawki pierścieniowej należy dokręcić kluczem do oprawek dostarczonym wraz z narzędziami. Aby uzyskać odpowiednią sztywność, nie wystarczy dokręcić korpusu ręcznie.
2. Podczas montażu elektrody wolframowej należy używać wyłącznie korpusu oprawki pierścieniowej dostarczonej wraz z narzędziami (w zestawie z głowicą spawającą). Niektórzy producenci dostarczają korpusy oprawek pierścieniowych bez płaskich powierzchni do przykręcania kluczem. W takim przypadku odpowiednie korpusy oprawki można zakupić w firmie Kemppi.
58 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
6.3.7 Czyszczenie głowicy spawającej
Aby zapewnić wydajną i niezawodną pracę głowicy, należy ją regularnie czyścić. Chronić urządzenie przed wilgocią, odpryskami metalu i innymi zanieczyszczeniami (woda, olej, substancje ścierne), które mogą mieć wpływ na działanie urządzenia i jakość spoiny.
• Elementy izolujące czyścić miękką szczotką i szybkoschnącym rozpuszczalnikiem, np. acetonem lub denaturatem.
• Koła zębate i napędowe czyścić drobną drucianą szczotką i rozpuszczalnikiem. Kontrolować, czy zanieczyszczenia lub odłamki nie spowodowały uszkodzenia krzywek koła napędowego, przekładni zębatej lub wirnika ani czy nie wpływają na pracę całego układu. Lekkie uszkodzenia naprawiać drobnym pilnikiem jubilerskim.
• Korpus urządzenia czyścić szmatką lub miękką szczotką i rozpuszczalnikiem.
• Oprawki pierścieniowe czyścić czyścikiem ze stali nierdzewnej lub drobną szczotką drucianą.
Należy używać wyłącznie szczotek ze stali nierdzewnej, ponieważ standardowa stal węglowa bardzo negatywnie wpłynie na pasywację powierzchni. Przed montażem wszystkie części muszą być całkowicie suche.
6.3.8 Łuk pośredni
Brud i zanieczyszczenia w głowicy spawającej mogą powodować powstawanie łuku pośredniego. W takiej sytuacji łuk przeskakuje z elektrody wolframowej do ramki oprawki pierścieniowej, a łuk spawalniczy nie zajarza się.
Po wystąpieniu łuku pośredniego na materiale dielektrycznym pozostaje niewielka ilość węgla, który może przyczynić się do powtórnego wystąpienia tego zjawiska.
Zapobieganie powstawaniu łuku pośredniego:• Regularnie czyścić głowicę spawającą zgodnie
z instrukcjami podanymi powyżej w rozdziale „Czyszczenie głowicy spawającej”.Utrzymywać elektrodę wolframową w dobrym stanie.
Należy pamiętać, że ramka oprawki pierścieniowej i same oprawki są podłączone do przewodu uziemiającego i stanowią uziemienie dla obwodu elektrycznego.
W przypadku wystąpienia łuku pośredniego:• Żyletką lub innym ostrym narzędziem do
zdrapywania ostrożnie zdrapać wszelkie ślady przypalenia z korpusu plastikowego.
• Usunąć osad węgla i wypolerować drobną szczotką drucianą.
• Usunąć osad węgla z ramki oprawki i samej oprawki drobną szczotką drucianą.
• Zdemontować koło zębate wirnika i w razie potrzeby wypolerować drobną szczotką drucianą, aby usunąć wszelkie oznaki łuku.
• Przed ponownym montażem wyczyścić alkoholem lub innym odpowiednim rozpuszczalnikiem oraz niestrzępiącą się ściereczką.

59 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
6.4 Obsługa i konserwacja drukarki
Drukarka jest zamontowana na panelu frontowym modułu sterującego i służy do wydruku parametrów programu oraz innych danych. Wydruki są czytelne przez pięć (5) lat i mogą być archiwizowane w odpowiednich warunkach. Drukarka korzysta z papieru termicznego (nr do zamówienia: SP800692).
6.4.1 Wkładanie papieru do drukarki
Wkładanie papieru do drukarki:1. Otworzyć plastikową pokrywę na zawiasach
zasłaniającą rolkę papieru. 2. Wyjąć pustą rolkę papieru. 3. Zamontować nową rolkę papieru tak, aby papier
był podawany w dolnej części rolki. 4. Opuścić plastikową pokrywę tak by usłyszeć
kliknięcie.
6.4.2 Czyszczenie drukarki
• Powierzchnię drukarki można czyścić miękką, suchą szmatką lub miękką szmatką i neutralnym detergentem.
• Nie czyścić przy użyciu rozpuszczalników. • Nie wolno dopuścić do dostania się wilgoci do
wnętrza drukarki.
6.5 Konserwacja w warsztacie serwisowym
Warsztaty serwisowe Kemppi wykonują przeglądy urządzeń na podstawie umów serwisowych z Kemppi.
Najważniejsze elementy przeglądu to: • czyszczenie urządzenia; • sprawdzenie i konserwacja akcesoriów
spawalniczych; • sprawdzenie złączy, przełączników i
potencjometrów; • sprawdzenie styków elektrycznych; • sprawdzenie kabla zasilającego i wtyczki; • wymiana uszkodzonych lub zużytych części na
nowe; • testy techniczne; • sprawdzenie parametrów roboczych urządzenia
i w razie potrzeby skorygowanie ich za pomocą specjalistycznego sprzętu i oprogramowania.
Wgrywanie oprogramowania Warsztaty serwisowe Kemppi mogą też sprawdzać i wgrywać oprogramowanie sprzętowe i spawalnicze do urządzeń.
60 A7 TIG Orbital System 300© Kemppi Oy 2016 1615
INST
RUKC
JA O
BSŁU
GI
7. UTYLIZACJA
Urządzeń elektrycznych nie wolno wyrzucać wraz ze zwykłymi odpadami!
Zgodnie z europejską dyrektywą 2002/96/WE, dotyczącą zużytego sprzętu elektrycznego i elektronicznego, oraz lokalnymi przepisami wykonawczymi, zużyte urządzenia elektryczne należy zbierać osobno i przekazywać do odpowiedniego zakładu utylizacji i wtórnego odzysku odpadów.
Właściciel zużytego sprzętu ma obowiązek dostarczyć go do lokalnego punktu zbiórki, zgodnie z lokalnymi przepisami lub zaleceniami przedstawiciela firmy Kemppi. Stosowanie się do zaleceń tej europejskiej dyrektywy przyczynia się do poprawy stanu środowiska i ludzkiego zdrowia.
And you know.