[IEEE 2012 Joint 21st IEEE ISAF / 11th IEEE ECAPD / IEEE PFM (ISAF/ECAPD/PFM) - Aveiro, Portugal...
4
Fabrication of Ridge Waveguides in LiNbO 3 Benjamin Weigand, Mareike Stolze, Felix Rübel, Johannes L’huillier Photonik-Zentrum Kaiserslautern e.V. Kaiserslautern, Germany [email protected] Andreas Lenhard, Christoph Becher Fachrichtung 7.2 (Experimentalphysik) Universität des Saarlandes Saarbrücken, Germany Sandra Wolff Nano Structuring Center Technische Universitaet Kaiserslautern Kaiserslautern, Germany Abstract— We have fabricated ridge waveguides in lithium niobate with sidewall roughness of 14 nm (rms) and sidewall angles of more than 71°. The use of thick electroplated metal masks for reactive ion etching (RIE) makes it possible to manufacture ridge structures with several microns in height. For light confinement towards the substrate we investigate direct heterobonding techniques. Due to the expected low transmission losses we envision future applications in the field of quantum optics. Lithium niobate; ridge waveguides; direct heterobonding; reactive ion etching I. INTRODUCTION Waveguides in bulk and periodically poled LiNbO 3 find widespread applications in the fields of optical data transmission and quantum communication [1,2]. In recent years ridge waveguides have attracted increasing interest as they offer significant advantages: the high refractive index contrast of ridge waveguides leads to both, strong mode confinement and mode overlap and thus to enhanced interaction of guided light fields. To realize a refractive index slightly larger than bulk lithium niobate, diffusion or proton exchange techniques were commonly applied for waveguides [3]. However, these methods suffer in general from degrading the crystalline microstructure of the optical waveguide. Introduced lattice defects may cause photorefractivity [4] as well as degradation of the nonlinear coefficients [5]. An advantageous method to circumvent these drawbacks is direct heterobonding (D-HEB). D-HEB does not alter the crystalline structure and is characterized by a step index profile with a refractive index contrast only depending on the used substrate [6]. Ridge waveguides with outstanding optical properties and transmission losses were recently demonstrated by NTT Electronics Corp. using a dicing technique to manufacture ridge waveguides [2, 7, 8]. However, the applied method is limited to straight ridge structures. To be able to create more complex structures, while maintaining low transmission losses and making use of the physical properties of bulk lithium niobate, we here investigate two essential fabrication technologies, i.e. direct heterobonding of lithium niobate on lithium tantalate and reactive ion etching of lithium niobate. II. DEVICE FABRICATION A. Direct Heterobonding Two samples of z-cut congruent lithium niobate (CLN) and lithium tantalate (CLT) with dimensions of 10 mm x 10 mm x 0.5 mm are mechanically polished to optical grade with surface flatness of less than 100 nm. Under clean room conditions the samples are cleaned with acetone and isopropyl alcohol in an ultrasonic bath. Afterwards the sample surfaces are etched in oxygen plasma for several minutes. This has an additional smoothening effect and decontaminates the surfaces from adhered impurity atoms. Subsequently, the sample surfaces are hydrophilicly conditioned by inserting them in a mixture of NH 4 OH:H 2 O 2 :H 2 O (1:1:6) for 10 min, followed by an insertion in deionized water for 10min [6]. The treated surfaces are fused in a completely wetted condition, with opposite sides of the crystallographic c-axes. In a first step, the crystals bond by intermolecular forces of hydroxyls absorbed on the surfaces. An autonomous, congruent alignment takes place. The samples are loaded with a stainless steel body and put into an oven for heat treatment. A temperature ramp is programmed to heat the sample with a rate of 2.3 °C/min. Because of the relatively quick temperature raise in combination with the pyroelectric nature of both materials, opposite electric charges build up in the interface. Electrostatic forces further draw the two crystals closer and seem to increase the bonding strength. Hydrogen atoms of the hydroxyls gradually diffuse out from the interface. The bonding is strengthened by changing from intermolecular force bonding due to hydroxyls to chemical bonding of oxygen and constituent atoms of the crystal [6]. Subsequently the bonded sample is cooled down to room temperature with a rate of 0.6 °C/min. Differential interference contrast (DIC) microscopy inspection revealed no visible interface between the bonded substrates. By applying tensile strain, the sample always ruptured in the bulk region and not at the interface. The success of the bonding process depends critically on the sample
Transcript of [IEEE 2012 Joint 21st IEEE ISAF / 11th IEEE ECAPD / IEEE PFM (ISAF/ECAPD/PFM) - Aveiro, Portugal...
![Page 1: [IEEE 2012 Joint 21st IEEE ISAF / 11th IEEE ECAPD / IEEE PFM (ISAF/ECAPD/PFM) - Aveiro, Portugal (2012.07.9-2012.07.13)] Proceedings of ISAF-ECAPD-PFM 2012 - Fabrication of ridge waveguides](https://reader043.fdocuments.pl/reader043/viewer/2022022206/5750a87f1a28abcf0cc90fd8/html5/page/1.jpg)
Fabrication of Ridge Waveguides in LiNbO3
Benjamin Weigand, Mareike Stolze, Felix Rübel, Johannes L’huillier
Photonik-Zentrum Kaiserslautern e.V. Kaiserslautern, Germany
Andreas Lenhard, Christoph Becher Fachrichtung 7.2 (Experimentalphysik)
Universität des Saarlandes Saarbrücken, Germany
Sandra Wolff Nano Structuring Center
Technische Universitaet Kaiserslautern Kaiserslautern, Germany
Abstract— We have fabricated ridge waveguides in lithium niobate with sidewall roughness of 14 nm (rms) and sidewallangles of more than 71°. The use of thick electroplated metal masks for reactive ion etching (RIE) makes it possible to manufacture ridge structures with several microns in height. For light confinement towards the substrate we investigate direct heterobonding techniques. Due to the expected low transmission losses we envision future applications in the field of quantum optics.
Lithium niobate; ridge waveguides; direct heterobonding; reactive ion etching
I. INTRODUCTION
Waveguides in bulk and periodically poled LiNbO3 find widespread applications in the fields of optical data transmission and quantum communication [1,2]. In recent years ridge waveguides have attracted increasing interest as they offer significant advantages: the high refractive index contrast of ridge waveguides leads to both, strong mode confinement and mode overlap and thus to enhanced interaction of guided light fields. To realize a refractive index slightly larger than bulk lithium niobate, diffusion or proton exchange techniques were commonly applied for waveguides [3]. However, these methods suffer in general from degrading the crystalline microstructure of the optical waveguide. Introduced lattice defects may cause photorefractivity [4] as well as degradation of the nonlinear coefficients [5]. An advantageous method to circumvent these drawbacks is direct heterobonding (D-HEB). D-HEB does not alter the crystalline structure and is characterized by a step index profile with a refractive index contrast only depending on the used substrate [6]. Ridge waveguides with outstanding optical properties and transmission losses were recently demonstrated by NTT Electronics Corp. using a dicing technique to manufacture ridge waveguides [2, 7, 8]. However, the applied method is limited to straight ridge structures. To be able to create more complex structures, while maintaining low transmission losses and making use of the physical properties of bulk lithium niobate, we here investigate two essential fabrication
technologies, i.e. direct heterobonding of lithium niobate on lithium tantalate and reactive ion etching of lithium niobate.
II. DEVICE FABRICATION
A. Direct Heterobonding Two samples of z-cut congruent lithium niobate (CLN) and
lithium tantalate (CLT) with dimensions of 10 mm x 10 mm x 0.5 mm are mechanically polished to optical grade with surface flatness of less than 100 nm. Under clean room conditions the samples are cleaned with acetone and isopropyl alcohol in an ultrasonic bath. Afterwards the sample surfaces are etched in oxygen plasma for several minutes. This has an additional smoothening effect and decontaminates the surfaces from adhered impurity atoms. Subsequently, the sample surfaces are hydrophilicly conditioned by inserting them in a mixture of NH4OH:H2O2:H2O (1:1:6) for 10 min, followed by an insertion in deionized water for 10min [6]. The treated surfaces are fused in a completely wetted condition, with opposite sides of the crystallographic c-axes. In a first step, the crystals bond by intermolecular forces of hydroxyls absorbed on the surfaces. An autonomous, congruent alignment takes place. The samples are loaded with a stainless steel body and put into an oven for heat treatment. A temperature ramp is programmed to heat the sample with a rate of 2.3 °C/min. Because of the relatively quick temperature raise in combination with the pyroelectric nature of both materials, opposite electric charges build up in the interface. Electrostatic forces further draw the two crystals closer and seem to increase the bonding strength. Hydrogen atoms of the hydroxyls gradually diffuse out from the interface. The bonding is strengthened by changing from intermolecular force bonding due to hydroxyls to chemical bonding of oxygen and constituent atoms of the crystal [6]. Subsequently the bonded sample is cooled down to room temperature with a rate of 0.6 °C/min. Differential interference contrast (DIC) microscopy inspection revealed no visible interface between the bonded substrates. By applying tensile strain, the sample always ruptured in the bulk region and not at the interface. The success of the bonding process depends critically on the sample
�������������������� �����������
![Page 2: [IEEE 2012 Joint 21st IEEE ISAF / 11th IEEE ECAPD / IEEE PFM (ISAF/ECAPD/PFM) - Aveiro, Portugal (2012.07.9-2012.07.13)] Proceedings of ISAF-ECAPD-PFM 2012 - Fabrication of ridge waveguides](https://reader043.fdocuments.pl/reader043/viewer/2022022206/5750a87f1a28abcf0cc90fd8/html5/page/2.jpg)
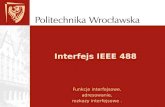
Figure 1. SEM image of dry etched ridge structures with a height of 5µm
Figure 2. SEM image of the sidewall of a dry etched ridge structure. Sections 1-3 exhibit different roughness values (for details see text).
flatness and the exact mixing ratio of the hydrophilic conditioning. In a subsequent step the bonded lithium niobate is mechanically polished down to the desired height of the ridge waveguides (6-10µm). The polishing is specified optical grade and possesses a parallelism of less than 1'.
B. Dry Etching Technology The polished surface of a 3”-CLN wafer is cleaned as
explained above. A thin metallic layer of 21nm Cr and 42nm Cu is sputtered onto the CLN surface. Chromium serves as adhesion promoter for the Cu layer, needed to effectuate electrical conductivity. Negative photo resist AZ 15 nXT is spin coated to a thickness of 6 µm. The pyroelectric properties of lithium niobate forbid the use of the recommended softbake parameters, provided by the resist manufacturer. It is fundamental to smoothly ramp the temperature to avoid rupture of the CLN substrate. The resist is exposed in a mask aligner with an Hg i-line intensity of 12 mW/cm2 and a radiation dose of 360 mJ/cm2. A hard bake is made. After cooling down to room temperature, the resist is developed in AZ 726 MIF. The development is stopped in deionized water. Subsequently the etch mask is electrodeposited onto the sample. The Cu layer is electrically contacted with the cathode of a DC power supply and the sample is submerged in a Nickel sulfamate (Ni(NH2SO3)2) bath with a pH value of 3.9-4.0. The resist structure serves as insulating layer and Ni is only deposited on the bare Cu layer. The achievable mask thickness is preliminary limited by the thickness of the deposited photo resist to avoid overgrowing. After the electroplating procedure the residual photo resist is stripped with methylpyrrolidone (NMP) in an ultrasonic bath. The Cr/Cu layer between the Ni structures is opened by ion beam etching (IBE). The bare lithium niobate is afterwards structured by electron cyclotron resonance reactive ion etching (ECR-RIE) with a mixture of Ar, O2 and SF6 gases. Depending on the aimed waveguide height as well as the ratio of the process gases and the applied acceleration voltage, the etching process can take several hours. To avoid excess of thermal load, the sample is backside
cooled to -5°C.and the etching procedure is interrupted every two hours for several minutes to allow the substrate to cool down. After achieving the targeted etching depth, the residual Ni mask is lifted by nitric acid. The residual Cr/Cu seedlayer is removed by a mixture of acetic acid, demineralized water and ceric ammonium nitrate.
III. RESULTS
CLN and CLT have been direct heterobonded to create a step index contrast in the order of Δn=10-2. DIC contrast microscopy revealed a complete bonding of the crystals. Separation tests showed that rupture occurred exclusively in the bulk region of the crystals and not at the interface. The flatness of the crystal surfaces turned out to be a crucialparameter. The precise polishing of the bonded lithium niobate crystal down to the required waveguide height was challenging and is still under investigation. The structuring tests were performed with unbonded 3”-CLN wafers. We could thus demonstrate the techniques required for waveguide fabrication but not perform the final optical measurements. With the techniques described in Sec.2 ridge waveguide structures with a height of 8 µm were produced. The etching rate of CLN was 27 nm/min with a mask selectivity of 11:1 (mask:CLN). The mask thickness before the ECR-RIE process was 6 µm, which allows for a wide range of producible waveguide heights. Sidewall angles of 63° were achieved. The sidewall angle was determined by focused ion beam milling (FIB) and scanning electron microscopy (SEM) inspection. To further increase the sidewall steepness and therefore make the waveguides applicable for more complex integrated optics technologies like directional couplers, we systematically varied the etching parameters. To raise the isotropy of the etching process, the physical amount of etching was increased. The gas flow of SF6, responsible for a chemical attack, was reduced and the flow of the sputter gas Ar increased. Furthermore the acceleration voltage was increased. With the adapted etching parameters
![Page 3: [IEEE 2012 Joint 21st IEEE ISAF / 11th IEEE ECAPD / IEEE PFM (ISAF/ECAPD/PFM) - Aveiro, Portugal (2012.07.9-2012.07.13)] Proceedings of ISAF-ECAPD-PFM 2012 - Fabrication of ridge waveguides](https://reader043.fdocuments.pl/reader043/viewer/2022022206/5750a87f1a28abcf0cc90fd8/html5/page/3.jpg)
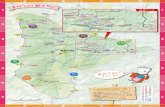
Figure 3. SEM image of a dry etched ridge structure partly postprocessed by focused ion beam milling
waveguide structures with a height of 5 µm were produced.Fig. 1 shows a SEM image of three of these ridge structures. The sidewall steepness was measured to be 75° and 71° for the two sidewalls along the ridge structure. The difference between these two angles is attributed to a slight tilt of the sample holder in the reactor chamber of the ECR-RIE. The break outs at the facets are due to dicing the structured wafer into smaller waveguide chips. The facets have not yet been polished. The etching rate amounted 23 nm/min for lithium niobate and the process had a selectivity of 5:1 (mask:CLN). Consecutive SEM as well as atomic force microscopy (AFM) of the waveguide sidewalls revealed three distinguishable sections. In Fig.2 a lateral view of the waveguide sidewall is shown with a magnification of 20000. The different sections are indicated by the red dotted lines. Section 1 shows a rms roughness of 40 nm and possesses the highest roughness value. We attribute this to heating effects during the etching process, which alter the etch rates. This effect could be circumvented by shorter etching periods and longer cool down phases of the substrate. Section 2 shows a rms roughness of only 14 nm, which is to our knowledge the lowest value for an etched trench in lithium niobate so far [9]. Section 3 exhibits a rms-roughness of 26 nm. An AFM measurement over the complete sidewall shows a slight curvature on the order of 100 nm.
In summary, we developed a process technology to manufacture ridge waveguides in lithium niobate. A step index profile on the order of Δn=10-2 with respect to the lower waveguide boundary is created. The applied etching technology offers the possibility to create laterally unlimited wave guiding structures with heights of up to 25 µm and sidewall angles of more than 71°. The achieved sidewall roughness of 14 nm lets us expect very low transmission losses.
IV. FUTURE PERSPECTIVES
We pursue techniques to additionally smooth the ridge waveguide sidewalls, like post processing with a focused ion beam (FIB). Fig. 3 shows exemplarily one of the etched ridge structures depicted in Fig. 1, with a corner precisely trimmed by focused ion beam milling. The SEM image of Fig.3 already reveals the expected huge decrease of sidewall roughness as well as the increase of sidewall steepness. The applied technique also allows for nanostructuring, e.g. photonic crystals. To make use of the nonlinear properties of lithium niobate for frequency conversion, we will adapt the in house poling technology of bulk ferroelectric crystals. Because the crystallographic c+ and c- orientations have different etching rates, it is advantageous to invert ferroelectric domains after the etching procedure. Due to the applied D-HEB process, this could take place by triggering a corona discharge over the ridge structures and electrically contacting the lithium tantalate substrate. Periodical poling of ridge waveguides, fabricated by the presented technology, lets us expect highly efficient frequency conversion of single photons. This will be the basis of manufacturing even more complex integrated optical devices, like quantum relay chips [10].
ACKNOWLEDGMENT
We thank Simon Ediger, Peter Molter and Monika Saumer at the University of Applied Sciences Kaiserslautern –Zweibrücken for performing the electroplating of the Ni mask, as well as for the helpful discussions and insightful comments.We would also like to thank Christoph Pauly at Saarland University for profiling our ridge structures by focused ion beam milling. We are grateful to Thomas Löber at the TU Kaiserslautern for performing the AFM measurements of the ridge waveguide sidewalls. The Photonik-Zentrum Kaiserslautern e.V. likes to acknowledge the European Union and the state of Rhineland-Palatinate for founding this work (contract No. 81028018).
REFERENCES
[1] S. Tanzili, W. Tittel, H. De Riedmatten, H. Zbinden, P. Baldi, M. De Micheli, D. B. Ostrowsky, N. Gisin, „PPLN waveguide for quantum communication“, Eur. Phys. J. D 18, 155-160 (2002)
[2] S. Zaske, A. Lenhard and C. Becher, “Efficient frequency downconversion at the single photon level from the red spectral range to the telecommunications C-band”, Opt. Express 19, 12825-12836 (2011)
[3] M.N. Armenise, “Fabrication techniques of lithium niobate waveguides”, Optoelectronics IEE Proceedings J 135, 85-91 (1988)
[4] A. M. Glass, “The photorefractive Effect”, Opt. Eng. 17, 470 (1978) [5] F. Laurell, M. G. Roelofs, H. Hsiung, “Loss of optical nonlinearity in
proton-exchanged LiNbO3 waveguides”, Appl. Phys. Lett. 60, 301-303(1992)
[6] K. Eda, M. Sugimoto and Y. Tomita, “Direct heterobonding of lithium niobate onto lithium tantalate”, Appl. Phys. Lett. 66, 827 (1995).
[7] T. Nishikawa, A. Ozawa, Y. Nishida, M. Asobe, F. L. Hong and T. W. Hänsch, “Efficient 494 mW sum-frequency generation of sodium resonance radiation at 589 nm by using a periodically poled Zn:LiNbO3ridge waveguide”, Opt. Express. 17, 17792-17800 (2009).
[8] Y. Nishida, H. Miyazawa, M. Asobe, O. Tadanaga, H. Suzuki, “Direct-bonded QPMLN ridge waveguide with high damage resistance at room temperature”, Electron. Lett. 39, 609-611 ( 2003)
![Page 4: [IEEE 2012 Joint 21st IEEE ISAF / 11th IEEE ECAPD / IEEE PFM (ISAF/ECAPD/PFM) - Aveiro, Portugal (2012.07.9-2012.07.13)] Proceedings of ISAF-ECAPD-PFM 2012 - Fabrication of ridge waveguides](https://reader043.fdocuments.pl/reader043/viewer/2022022206/5750a87f1a28abcf0cc90fd8/html5/page/4.jpg)
[9] W.J. Park, W. S. Yang, W. K. Kim, H. Y. Lee, J.-W. Lim, M. Isshiki, D. H. Yoon, “Ridge structure etching of LiNbO3 crystal for optical waveguide applications”, Opt. Mater. 28, 216-220 (2006)
[10] A. Harada, Y. Nihei, “Bulk periodically poled MgO-LiNbO3 by Corona discharge method”, Appl. Phys. Lett. 69, 2629-2631 (1996)
[11] A. Martin, O. Alibart, M. P. De Micheli, D. B. Ostrowsky and S. Tanzilli, "A quantum relay chip based on telecommunication integrated optics technology", New J. Phys. 14, 025002 (2012)
![Nieprawidłowa synchronizacja turbogeneratora · [1] IEEE Std C50.13-2005 IEEE Standard for Cylindrical-Rotor 50 Hz and 60 Hz Synchronous Generators Rated 10 MVA and above. [2] Billinton](https://static.fdocuments.pl/doc/165x107/61483d2ccee6357ef9253977/nieprawidowa-synchronizacja-turbogeneratora-1-ieee-std-c5013-2005-ieee-standard.jpg)