Focused Improvement - Lean Vision
10
Focused Improvement – Zespołowa eliminacja strat w ramach programu TPM dr inż. Jacek M. Brzeski, mgr inż. Magdalena I. Figas Copyright © 2006 Lean Vision Strona 1 z 10 I. WPROWADZENIE W poprzednim artykule został przedstawiony ogólny zarys programu Total Productive Maintenance, który bazując na eliminacji marnotrawstwa przy użyciu pomysłów pracowników prowadzi do dramatycznego zwiększenia wydajności parku maszynowego. W odróżnieniu do tradycyjnego podejścia, w którym dział utrzymania ruchu „gasząc pożary” utrzymuje park maszynowy w wystarczająco dobrej kondycji, aby zapewnić ciągłość produkcji, TPM dąży do osiągnięcia ZERO usterek maszyn, ZERO produkcji wad oraz ZERO wypadków przy pracy. ZERO Awarii Maszyn ZERO Wad Produktu ZERO Wypadków Przy Pracy Rysunek 1. Trzy cele TPM – osiągnięcie doskonałości Budowanie programu TPM ilustruje „Świątynia TPM” przedstawiona na Rysunku 2. TPM rozpoczyna si ę od pracy nad zmianą świadomości u wszystkich pracowników na temat tego co stanowi efektywny system utrzymania ruchu, zbudowania zespoł ów na których pracy będzie oparte wdrażanie usprawnień oraz rozpoczęcie działań od 5S czyli wprowadzenia czystości, porządku i wizualnego zarządzania stanowiskiem pracy. Zbudowanie tych trzech fundamentów łączy się na ogół z inwestycj ą przede wszystkim w czas na pracę w zespoł ach, przeprowadzenie szkoleń, a także często w dodatkowe zasoby ludzkie, które będą koordynowały program. Przyśpieszanie tego etapu prawie zawsze kończy si ę niepowodzeniem cał ego programu TPM, gdyż przyszł e dział ania w filarach skoncentrowane już na wypracowaniu i utrzymaniu głęboko idących zmian w procesach, a co za tym idzie zysku, nie powiodą si ę jeżeli nie będą miały oparcia na solidnym fundamencie. $ Rezultaty $ Rewolucja w Świadomości Praca w Zespołach 5S Eearly Equipment Management Planned Maintenance Autonomous Maintenance Twój Filar Quality Maintenance Focused Improvement Rysunek 2. Świątynia TPM – ilustracja sekwencji kroków przy wdrażaniu TPM W tym artykule skupimy się na pierwszym filarze, który przynosi duże zyski w programie TPM, nazywanym Focused Improvement czyli skoncentrowaną eliminacją strat.
-
Upload
alvian-nursandi -
Category
Documents
-
view
5 -
download
3
description
to learn
Transcript of Focused Improvement - Lean Vision
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 1 z 10
I. WPROWADZENIE
W poprzednim artykule zosta przedstawiony oglny zarys programu Total Productive
Maintenance, ktry bazujc na eliminacji marnotrawstwa przy uyciu pomysw pracownikw
prowadzi do dramatycznego zwikszenia wydajnoci parku maszynowego. W odrnieniu do
tradycyjnego podejcia, w ktrym dzia utrzymania ruchu gaszc poary utrzymuje park
maszynowy w wystarczajco dobrej kondycji, aby zapewni cigo produkcji, TPM dy do
osignicia ZERO usterek maszyn, ZERO produkcji wad oraz ZERO wypadkw przy pracy.
ZERO Awarii Maszyn
ZERO Wad Produktu
ZERO Wypadkw Przy Pracy
Rysunek 1. Trzy cele TPM osignicie doskonaoci
Budowanie programu TPM ilustruje witynia TPM przedstawiona na Rysunku 2. TPM rozpoczyna
si od pracy nad zmian wiadomoci u wszystkich pracownikw na temat tego co stanowi
efektywny system utrzymania ruchu, zbudowania zespow na ktrych pracy bdzie oparte
wdraanie usprawnie oraz rozpoczcie dziaa od 5S czyli wprowadzenia czystoci, porzdku i
wizualnego zarzdzania stanowiskiem pracy. Zbudowanie tych trzech fundamentw czy si na og
z inwestycj przede wszystkim w czas na prac w zespoach, przeprowadzenie szkole, a take
czsto w dodatkowe zasoby ludzkie, ktre bd koordynoway program. Przypieszanie tego etapu
prawie zawsze koczy si niepowodzeniem caego programu TPM, gdy przysze dziaania w filarach
skoncentrowane ju na wypracowaniu i utrzymaniu gboko idcych zmian w procesach, a co za tym
idzie zysku, nie powiod si jeeli nie bd miay oparcia na solidnym fundamencie.
$ Rezultaty $
Rewolucja w wiadomoci
Praca w Zespoach5S
Eear
lyEq
uipm
ent
Man
agem
ent
Plan
ned
Mai
nten
ance
Aut
onom
ous
Mai
nten
ance
Twj
Fila
r
Qua
lity
Mai
nten
ance
Focu
sed
Impr
ovem
ent
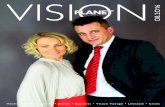
Rysunek 2. witynia TPM ilustracja sekwencji krokw przy wdraaniu TPM
W tym artykule skupimy si na pierwszym filarze, ktry przynosi due zyski w programie TPM,
nazywanym Focused Improvement czyli skoncentrowan eliminacj strat.
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 2 z 10
II. SIX BIG LOSSES
Japoczycy podzieli wikszo gwnych strat zwizanych z eksploatacj parku maszynowego
na 6 kategorii1.
6. Rozruch produkcji 1. Awarie
2. Przezbrojenia, regulacja
3. Krtkie przestoje i bieg
jaowy
4. Zmniejszona prdko operacji
5. Wady jakociowe
Rysunek 3. Sze Duych Strat zwizanych z operacj maszyn
Strata 1 - Awarie Awaria czyli zepsucie si maszyny, ktre wymaga naprawy jest na og najbardziej widoczn
strat. Awarie mona podzieli na sporadyczne i chroniczne. Sporadyczne awarie zdarzaj si
nagle i bez uprzedzenia. Natomiast chroniczne awarie powtarzaj si na maszynie lub w
analogiczny sposb na podobnych maszynach i czsto brakuje wysiku lub czasu aby
wyeliminowa ich przyczyny rdowe a usuwane s tylko skutki czyli np. wymiana zepsutej
czci. Kosztami zwizanymi z awariami s straty czasu, czci zamiennych,
niezrealizowanych zamwie z powodu nie funkcjonujcej maszyny, itd. Stratami s czsto
rwnie wadliwe produkty wyprodukowane przez maszyn, na ktrej wystpia awaria.
Przykadem moe by awaria czujnika temperatury w piecu, ktry uniemoliwia utrzymanie
odpowiedniej kondycji dla lutowania.
Strata 2 Przezbrojenia i regulacja Przezbrojenie maszyny wie si z czasem powieconym na zmian formatu, produktu lub
warunkw produkcji. Stratami mog by rwnie surowiec i produkty wyprodukowane po
zmianie formatu zanim maszyna zostanie wyregulowana. Czsto czas powiecony na
przezbrojenie zakadany jest jako stay dla danego rodzaju sprztu lub wymiany. Natomiast
dziki japoczykowi Shigeo Shingo doskonale znana jest technika dramatycznej redukcji tego
czasu nazywana SMED2 czyli Single Minute Exchange of Die (dosownie: Jednominutowa
Wymiana Formy). Metodologii SMED jest powicona osobna cz tego artykuu.
Strata 3 Krtkie przestoje i bieg jaowy Strata 3 obejmuje zatrzymania maszyny w czasie produkcji, ktre nie s spowodowanie
awariami. Mog to by blokady, zacicia, zapchania, problemy z czujnikami, brak surowca,
samo wyczanie si maszyny, wymiana narzdzia tncego, itd. Czsto nie mona zmierzy
tych zatrzyma bez specjalnych instrumentw. Czasami procedura zmusza operatora do
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 3 z 10
klasyfikacji kadego przestoju maszyny ponad okrelony czas np. 15 minut jako awari mimo,
e maszyna nie zostaa uszkodzona. Na liniach zautomatyzowanych, np. pakujcych, czsto
Strata 3 jest najwiksz procentowo strat powodujca zmniejszon wydajno sprztu.
Strata 4 Zmniejszona prdko operacji Strata 4 to obniona szybko operacji sprztu. Maszyna nie moe by nastawiona na
optymaln szybko, poniewa czsto wystpuj awarie, przestoje, problemy z jakoci.
Czsto optymalna szybko nie jest znana lub wystpuje przed ni strach. Strat jest rwnie
operowanie maszyn z wiksz ni optymaln prdkoci, aby osign rekord produkcji w
krtkim okresie czasu, np. na jednej zmianie. Natomiast oczywicie powoduje to kopoty w
pniejszym uytkowaniu sprztu.
Strata 5 Wady jakociowe Wady jakociowe to produkcja wyrobw, ktrych parametry nie speniaj wymogw klienta.
Produkty musz zosta naprawione lub wyrzucone. Straty wyraaj si jako praca nad
napraw wyrobw oraz koszt utraconych materiaw.
Strata 6 Rozruch Produkcji Straty zwizane z przygotowaniem do rozpoczcia produkcji mierzone s jako czas przed
rozpoczciem normalnej produkcji oraz koszt materiaw do produkcji wykonanej w tym czasie
niespeniajcej wymogw klienta. Jeeli zmiany rozpoczyna prac o godzinie 6:00, maszyna
rwnie powinna produkowa od godziny 6:00. Wszelkie pniejsze rozpoczcie produkcji jest
strat.
III. TECHNIKI ELIMINOWANIA STRAT
Istnieje wiele metodologii zespoowego eliminowania strat: PDCA, DMAIC, 8D, etc. Narzdzia
pomagajce zespoom w analizie problemw rwnie w wikszoci s doskonale znane.
Tabela na rysunku 4 podaje tylko niektre z nich. Wybr metodologii oraz narzdzi zaley od
rodzaju problemu a take od dowiadczenia Trenera, ktry na og pomaga zespoowi w
efektywnej analizie problemu. Czsto narzdzia lub metodologie s narzucane odgrnie
poprzez korporacje. Natomiast poniewa wikszo z nich opiera si na stopniowym
prowadzeniu zespou przez fazy rozwizywania problemu aby koncentrowa si na analizie
danych w celu wyodrbnienia przyczyny rdowej, sukces zespou zaley nie od wyboru
metodologii czy narzdzi ale od konsekwencji w ich stosowaniu.
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 4 z 10
1. Mapy Procesu wizualizacja procesu
2. Wykres Ishikawy wizualizacja potencjalnych przyczyn rdowych
3. Wykres Pareto wyrnienie znaczcych problemw z wielu innych
4. Checksheets formularze zbierania danych
5. Run Charts - wykresy kontrolne
6. Histogramy wizualizacja dystrybucji danych
7. Wykresy Korelacji przedstawienie korelacji pomidzy zestawami danych
0102030405060708090
Order # Address Quantity Price Part #
# er
rors
MATERIA
MCZYZNA
MASZYNA
METODY
kawa nie smakuje klientom
Zawarto tuszczu w mleku
Ilo cukru
Rodzaj kawy
Rodzaj czajnika
Rodzajkubka
Rodzajyeczki
Czas parzenia
Momentdolewania
mleka Temperaturawody
Upodobania
Umiejtnoci
Czstotliwo picia
MATERIA
MCZYZNA
MASZYNA
METODY
MATERIA
MCZYZNA
MASZYNA
METODY
kawa nie smakuje klientom
Zawarto tuszczu w mleku
Ilo cukru
Rodzaj kawy
Rodzaj czajnika
Rodzajkubka
Rodzajyeczki
Czas parzenia
Momentdolewania
mleka Temperaturawody
Upodobania
Umiejtnoci
Czstotliwo picia
Week Day
Error
Wrong Order #
Wrong Shipping Address
Wrong # of Parts
Total
M T W T F Total
27
10
37
7412 15 14 17 16
Week Day
Error
Wrong Order #
Wrong Shipping Address
Wrong # of Parts
Total
M T W T FM T W T F Total
27
10
37
7412 15 14 17 1612 15 14 17 16
Average
LCL
UCL
Average
LCL
UCL
Average
LCL
UCL
Average
LCL
UCL
START
STOP
START
STOP
Rysunek 4. Siedem narzdzi jakoci sucych do zespoowego rozwizywania problemw
Najpopularniejsz dzisiaj metodologi eliminowania strat jest model DMAIC utosamiany
rwnie z programem Six Sigma. Oparty na kole Deminga (Plan-Do-Check-Act) sukcesywnie
prowadzi zespl przez 5 faz rozwizywania problemu: Definicja, Miary, Analiza, Innowacja
(usprawnienie) oraz K(C)ontrola. Aby przeledzi jak dziaa DMAIC, przedstawimy Case Study
u producenta aluminiowych rurek bdcych czci ukadu chodniczego samochodu.
DefineDefinicja
DefineDefinicja
AnalyzeAnaliza
AnalyzeAnaliza
ImproveInnowacja
ImproveInnowacja
MeasureMiary
MeasureMiary
ControlControla
ControlControla
Rysunek 5. Fazy DMAIC
Case Study wycieki w rurce aluminiowej
Proces produkcji polega na kilkuetapowym formowaniu przekroju okrglej rurki aluminiowej do
podanego ksztatu, wybiciu wypustw wzdu dugoci rurki oraz przyspawaniu zalepek
metod TIG. Kontrola jakoci na kocu procesu polegaa na zbadaniu szczelnoci spawania
poprzez zanurzenie rurki pod cinieniem w wannie z wod i obserwowaniu czy pojawiaj si
bbelki w miejscu spawania.
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 5 z 10
wypustyzalepka
przekrjprzekrj
Rysunek 6. Diagram ksztatu i przekroju rurki aluminiowej
DEFINE Definicja problemu
Z wyborem projektu nie byo w tym przypadku kopotu: wady wykryte u klienta wzrosy nagle z
poziomu okoo 1% do 5% a nawet 6% w niektrych partiach. W tej fazie uformowa si zesp
skadajcy si z operatorw, mechanikw a take konsultanta korporacyjnego. Zespl otrzyma
krtkie szkolenie na temat procesu DMAIC i wybra dla siebie nazw LeakBusters (Zwalczajcy
Przecieki).
MEASURE Przeprowadzenie pomiarw problemu
Pierwszym dziaaniem po sformalizowaniu zespou byo zebranie danych o problemie. Zostao
zmierzonych wiele czynnikw: procent odpadw wewntrznych na kadej zmianie, % brakw
wykrytych przez klienta, skad chemiczny kadej partii stopu, szybko gowicy spawajcej i
inne. Kluczow miar okazay si jednak wykresy sporzdzane przez operatorw, na ktrych
zaznaczali oni miejsce wystpowania wycieku, pokazane na rysunku 7.
Rysunek 7. Kropki oznaczaj miejsca wystpowania wyciekw zaobserwowane przez operatorw.
ANALIZE Analiza danych
Po upewnieniu si, e nie ma zalenoci pomidzy wystpowaniem wyciekw a zmianami
produkcyjnymi, skadem chemicznym stopu i innymi parametrami, zwrcono uwag na
lokalizacj wyciekw. Krok po kroku przeanalizowano kady etap procesu produkcji w gr
strumienia wartoci a odkryto, e jedna z maszyn formujcych przekrj nie bya
wycentrowana i narzdzie pozostawiao smug oleju po lewej stronie rurki. Rurki byy myte
przed spawaniem, ale automatyczna myjnia nie bya w stanie usun grubszej warstwy oleju w
caoci. W czasie procesu spawania pod wpywem ciepa na obwodzie rurki wystpowao
bbelkowanie pozostaoci oleju i pojawiay si przecieki.
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 6 z 10
IMPROVE i CONTROL
Narzdzie formujce na maszynie zostao wycentrowane i aby zapewni stao poprawy
wprowadzono do checklisty operatora sprawdzanie stanu narzdzia na pocztku co 2 godziny,
pniej w miar upywu czasu raz na zmian. Wprowadzono tez wizualn inspekcj rurek po
procesie formowania aby upewni si, e olej nie si gromadzi po stronie rurki w nadmiernych
ilociach.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
5/9/20
03
5/16/2
003
5/23/2
003
5/30/2
003
6/6/20
03
6/13/2
003
6/20/2
003
6/27/2
003
date
% re
ject
s
Rysunek 8. Wykres przedstawia % wyciekw wykrytych u klienta producenta rurek przed, w trakcie i po
usuniciu problemu (klient stosowa bardziej zaawansowan metodologie wykrywania przeciekw)
SMED Redukcja Czasu Przezbrojenia Maszyny
SMED jest technik Focused Improvement prawdopodobnie najbardziej krytyczn dla
wikszoci przedsibiorstw produkcyjnych, poniewa dotyczy redukcji czasu przezbrojenia.
Metodologia SMED dzieli wszystkie czynnoci przezbrojenia maszyny na elementy
zewntrzne, tj. takie ktre w obecnym procesie przezbrojenia mogyby by wykonane w czasie
pracy maszyny, oraz wewntrzne, tj. takie, ktre musz by wykonane podczas postoju.
Redukcj w czasie przezbrojenia osiga si poprzez eliminacj elementw zewntrznych,
zamian niektrych elementw wewntrznych na zewntrzne oraz stopniow redukcj czasu
trwania pozostaych elementw wewntrznych. Rezultatem kadorazowego przeprowadzenia
procesu SMED jest nierzadko ponad 50% redukcja w czasie wymiany formy lub narzdzia.
WEWNTRZNE ZEWNTRZNE
Mog by wykonane tylko wtedy kiedy maszyna nie
pracuje
Mog by wykonane kiedy maszyna jeszcze pracuje
R RegulacjaM MocowanieC CzekanieCz CzyszczenieT TransportP ProblemPrz Przygotowanie
WEWNTRZNE ZEWNTRZNE
Mog by wykonane tylko wtedy kiedy maszyna nie
pracuje
Mog by wykonane kiedy maszyna jeszcze pracuje
R RegulacjaM MocowanieC CzekanieCz CzyszczenieT TransportP ProblemPrz Przygotowanie
Rysunek 9. Klasyfikacja czynnoci przy przezbrojeniu
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 7 z 10
Case Study SMED na Maszynie Etykietujcej Aby przygotowa si do redukcji czasu przy zmianie formatu na maszynie etykietujcej butelki,
na pocztku zarejestrowano cay proces przezbrojenia na tamie filmowej. Kolejno, w czasie
trzydniowego warsztatu wielofunkcyjny zespl skadajcy si z operatorw, mechanikw oraz
ustawiaczy przeanalizowa kad czynno i przyporzdkowa j do odpowiedniej kategorii
(Rysunek 10). Stosunek czynnoci zewntrznych do wewntrznych obrazuje poziom chaosu w
przezbrojeniu. W tym przypadku okoo 30% czasu czynnoci zewntrznych i 70% czynnoci
wewntrznych wskazuje na dosy sprawnie zorganizowane przezbrojenie. Typowo w
przezbrojeniu, ktre wczeniej nie byo usprawniane, mona oczekiwa stosunku 50% do 50%.
przygotowanie10%
problem29%
wymiana23%
regulacja38%
przygotowanie14%
problem19%
czekanie67%
Zewntrzne 17 minWewntrzne 40 min
przygotowanie10%
problem29%
wymiana23%
regulacja38%
przygotowanie14%
problem19%
czekanie67%
Zewntrzne 17 minWewntrzne 40 min
Rysunek 10. Podzia czynnoci przy przezbrojeniu maszyny etykietujcej
Po burzy mzgw nad analiz problemw, wprowadzono nastpujce usprawnienia:
Opracowano standardy regulacji parametrw maszyny. Regulacja stanowia najwikszy procent czynnoci wewntrznych i polegaa do tej pory na dowiadczeniu mechanika.
Opracowano standardy wykonywania prac przez dwie osoby z podziaem na role. Dwie osoby uczestniczyy w przezbrojeniu w stanie obecnym lecz ich praca nie bya
skoordynowana.
Zakupiono dodatkowe pojemniki na formaty, ktre umoliwiay ustawianie butelek w maszynie. Skrcio to czas szukania waciwych formatw.
Zorganizowano stanowiska pracy wedug zasad 5S: wizualnie oznakowano miejsca umieszczenia wszystkich narzdzi i czci
Szacowana na koniec warsztatu redukcja w czasie przezbrojenia po wdroeniu planowanych
usprawnie wyniosa 75% (redukcja z 57 min na 12.5 min.)
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 8 z 10
0:57
0:12:300:000:070:140:210:280:360:430:500:571:04
minuty
PRZED PO
75%
Rysunek 11. redukcja czasu przezbrojenia na maszynie etykietujcej
Istotne jest podkrelenie, e rezultat kadego przedsiwzicia Focused Improvement powinien
stawia cel dla zespou na najbliszy okres. W opisanym przypadku na maszynie etykietujcej
udao si obniy czas do 30 minut i zesp dalej kontynuuje prac aby doj do 12 minut,
ktre przewidzia warsztat.
IV. Mierniki TPM
Kluczow rol w motywowaniu zespow i ledzeniu postpu w pracach nad Focused Improvement
jest przedstawianie wskanikw obrazujcych wydajno parku maszynowego. Najbardziej
uniwersaln miara jest OEE (Overall Equipment Effectiveness) bdcy wskanikiem czcym
dostpno maszyny, efektywno jej pracy oraz jako procesu. Skadowe OEE pozwalaj
koncentrowa dziaania na tych obszarach, ktre wymagaj najwicej poprawy. OEE pozwala
rwnie porwna si z innymi dziaami a nawet rodzajami produkcji.
OEE oblicza si poprzez iloczyn trzech nastpujcych czonw:
Dostpno procent udziau czasu dostpnego do produkcji po wyczeniu czasu na awarie, przezbrojenia, konserwacje, itp.
DOSTPNO =czas zmiany - czas przestoju ( przezbrojenie + awarie + inne)
czas zmianyX 100%DOSTPNO =
czas zmiany - czas przestoju ( przezbrojenie + awarie + inne)
czas zmianyX 100%
Osigi w czasie kiedy maszyna bya dostpna, ilo wyrobw wyprodukowanych w porwnaniu do
tego ile powinno by wyprodukowanych zakadajc optymaln operacj maszyny. Wpyw na
obnienie Osigw moe mie zredukowana szybko maszyny, drobne przestoje, zacicia,
zablokowania, itp.
OSIGI =produkcja wykonana (dobra + za jakociowo )
X 100%czas operacyjny x prdko nominalna
OSIGI =produkcja wykonana (dobra + za jakociowo )
X 100%czas operacyjny x prdko nominalna
Jako jako wyprodukowanych wyrobw.
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 9 z 10
JAKO =
produkcja wykonana - odpady
X 100%
produkcja wykonana
JAKO =
produkcja wykonana - odpady
X 100%
produkcja wykonana
OEE = DOSTPNO x OSIGI x JAKO
Jako przykad zostanie obliczone OEE dla nastpujcego zestawu danych:
Dane Wyjciowe:
Czas zmiany: 600 1400
Nominalna wydajno maszyny: 40 szt. na godz.
Zaplanowany przestj:
(konserwacja): 60 min
(przezbrojenie): 30 min
Niezaplanowany przestj:(awaria): 45 min
Produkcja cakowita: 161 sztuk
Scrap: 6 sztuk
D =480 min (60 min + 30 min + 45 min )
480 minX 100%D =
480 min (60 min + 30 min + 45 min )
480 minX 100%
345 min
480 minX 100%D =
345 min
480 minX 100%D = = 72%
Dostpno = 72% (wystpia awaria, maszyna miaa konserwacj, czas przezbrojenia jest dosy
dugi)
O =161 sztuk
X 100%
345 min x 40 sztuk / 60 minO =
161 sztukX 100%
345 min x 40 sztuk / 60 min
161 sztukX 100%
230 sztukO =
161 sztukX 100%
230 sztukO = = 70%
Osigi = 70% (maszyna prawdopodobnie blokuje si czsto, prdko jest by moe ustawiona na
mniejsz ni sugerowana przez producenta)
J =161 sztuk 6 sztuk
X 100%
161 sztukJ =
161 sztuk 6 sztukX 100%
161 sztuk
= 96%155 sztuk
X 100%
161 sztukJ =
155 sztukX 100%
161 sztukJ =
Jako = 96% (byo 6 wadliwych produktw)
-
Focused Improvement Zespoowa eliminacja strat w ramach programu TPM
dr in. Jacek M. Brzeski, mgr in. Magdalena I. Figas
Copyright 2006 Lean Vision Strona 10 z 10
OEE = 72% x 70% x 96% = 48%
Wynik 48% oznacza, e z maszyny otrzymujemy mniej ni poow wyrobw, ktre moglibymy
otrzyma w stanie idealnym. Dla porwnania, wiodce firmy osigaj OEE na poziomie minimum
85%.
Klasa wiatowa (World Class Manufacturing) = 90% x 95% x 99% = 85%
V. Podsumowanie
Focused Improvement jest kluczowym elementem w usuwaniu strat na maszynach i pozwala
zespoom w stosunkowo krtkim okresie czasu odczu widoczne efekty ich pracy. Aby pomc w
motywacji oraz komunikowa wysiki i sukcesy, jest podane aby kady projekt by
udokumentowany na tablicy stworzonej przez zesp. Na takiej tablicy powinny zosta przestawione
w sekwencji etapy pracy zespou: definicja problemu, analiza strat, potencjalne rozwizania, plany
akcji, zdjcia przed i po, rezultaty, itp.
Rysunek 12. Zdjcie tablicy zespou
W przeprowadzaniu dziaa Focused Improvement naley pamita, e kluczow rol w sukcesie
peni zaangaowanie zespou. Bez oparcia rozwiza o pomysy pracownikw, a przede wszystkim
operatorw, trudno jest efektywnie wyeliminowa straty.
1 TPM for Every Operator, Productivity Press, 1996 2 A Revolution in Manufacturing: The Smed System, Shigeo Shingo, Productivity Press 1985